
SISSTTEEMMAA SDDEE AGGEESTTÃÃOO DDA … · 05O metrologista deve sempre consultar a tabela de...
17
SISTEMA DE GESTÃO DA QUALIDADE Instrução de Trabalho TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº Tabelas de tolerâncias para Instrumentos de IT - 001 05 1 de 17 Medição ELABORADO/REVISADO POR: APROVADO PARA USO: 13 / 04 / 2015 13 / 04 / 2015 Poliana Murari Data Fernando Sampataro Data LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001 SUMÁRIO 1 – OBJETIVO 2 – REFERÊNCIAS 3 – DEFINIÇÕES 4 – DESCRIÇÃO DAS ATIVIDADES 5 – REGISTROS 6 – RESPONSABILIDADES 7 – CONTROLE DE ALTERAÇÕES 8 – ANEXOS 1 – OBJETIVO Esta instrução tem como finalidade estabelecer um valor padrão de referência quanto às máximas variações admissíveis (erros) que cada tipo de equipamento pode apresentar durante toda sua faixa de indicação. 2 – REFERÊNCIAS Os valores foram devidamente calculados a partir da utilização dos instrumentos e sempre tomados como base os catálogos dos fabricantes e normas técnicas. [1] VIM – Vocabulário Internacional de Termos Funda- mentais e Gerais de Metrologia. 3 – DEFINIÇÕES 3.1 Sistema de gestão da qualidade Atividades coordenadas para dirigir e controlar uma organização, no que diz respeito à qualidade. 3.2 Instrução de trabalho Descrição detalhada de como executar e registrar uma tarefa. 3.3 Instrumento de medição Dispositivo utilizado para uma medição, sozinho ou em conjunto com dispositivo(s) complementares. 3.4 Calibração Conjunto de operações que estabelece, sob condi- ções especificadas, a relação entre os valores indi- cados por um instrumento de medição ou sistema de medição ou valores representados por uma medida materializada ou um material de referência, e os va- lores correspondentes das grandezas estabelecidos por padrões. 3.5 Incerteza de medição Parâmetro, associado ao resultado de uma medição, que caracteriza a dispersão dos valores que podem ser fundamentadamente atribuídos a um mensuran- do. 3.6 Padrão Medida materializada, instrumento de medição, ma- terial de referência ou sistema de medição destina- do a definir, realizar, conservar ou reproduzir uma unidade ou um ou mais valores de uma grandeza para servir como referência. 3.7 Tolerância É a máxima variação admissível para cada tipo de instrumento 3.8 Erro Máximo Valores extremos de um de um erro admissível por especificações, regulamentares, etc, para um dado instrumento de medição. 3.9 Tendência (de um instrumento de medição) Erro sistemático da indicação de um instrumento de medição. 3.10 Faixa de indicação Conjunto de valores limitados pelas indicações ex- tremas. 3.11 Valor de uma divisão Diferença entre os valores da escala corresponden- tes a duas marcas sucessivas.
-
Upload
phungquynh -
Category
Documents
-
view
218 -
download
0
Transcript of SISSTTEEMMAA SDDEE AGGEESTTÃÃOO DDA … · 05O metrologista deve sempre consultar a tabela de...
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 1 de 17
Medição
ELABORADO/REVISADO POR: APROVADO PARA USO:
13 / 04 / 2015
13 / 04 / 2015
Poliana Murari Data Fernando Sampataro Data
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
SSUUMMÁÁRRIIOO
1 – OBJETIVO 2 – REFERÊNCIAS 3 – DEFINIÇÕES 4 – DESCRIÇÃO DAS ATIVIDADES 5 – REGISTROS 6 – RESPONSABILIDADES 7 – CONTROLE DE ALTERAÇÕES 8 – ANEXOS
11 –– OOBBJJEETTIIVVOO
Esta instrução tem como finalidade estabelecer um valor padrão de referência quanto às máximas variações admissíveis (erros) que cada tipo de equipamento pode apresentar durante toda sua faixa de indicação.
22 –– RREEFFEERRÊÊNNCCIIAASS
Os valores foram devidamente calculados a partir da utilização dos instrumentos e sempre tomados como base os catálogos dos fabricantes e normas técnicas.
[1] VIM – Vocabulário Internacional de Termos Funda-mentais e Gerais de Metrologia.
33 –– DDEEFFIINNIIÇÇÕÕEESS
3.1 Sistema de gestão da qualidade
Atividades coordenadas para dirigir e controlar uma
organização, no que diz respeito à qualidade.
3.2 Instrução de trabalho
Descrição detalhada de como executar e registrar
uma tarefa.
3.3 Instrumento de medição
Dispositivo utilizado para uma medição, sozinho ou
em conjunto com dispositivo(s) complementares.
3.4 Calibração
Conjunto de operações que estabelece, sob condi-
ções especificadas, a relação entre os valores indi-
cados por um instrumento de medição ou sistema de
medição ou valores representados por uma medida
materializada ou um material de referência, e os va-
lores correspondentes das grandezas estabelecidos
por padrões.
3.5 Incerteza de medição
Parâmetro, associado ao resultado de uma medição,
que caracteriza a dispersão dos valores que podem
ser fundamentadamente atribuídos a um mensuran-
do.
3.6 Padrão
Medida materializada, instrumento de medição, ma-
terial de referência ou sistema de medição destina-
do a definir, realizar, conservar ou reproduzir uma
unidade ou um ou mais valores de uma grandeza
para servir como referência.
3.7 Tolerância
É a máxima variação admissível para cada tipo de
instrumento
3.8 Erro Máximo
Valores extremos de um de um erro admissível por
especificações, regulamentares, etc, para um dado
instrumento de medição.
3.9 Tendência (de um instrumento de medição)
Erro sistemático da indicação de um instrumento de
medição.
3.10 Faixa de indicação
Conjunto de valores limitados pelas indicações ex-
tremas.
3.11 Valor de uma divisão
Diferença entre os valores da escala corresponden-
tes a duas marcas sucessivas.
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 2 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
3.12 Resolução (de um dispositivo mostrador) 66 –– RREESSPPOONNSSAABBIILLIIDDAADDEESS
Menor diferença entre indicações de um dispositivo
mostrador que pode ser significativamente percebi-
da.
3.13 Registro
Documento que apresenta resultados obtidos ou for-
nece evidências de atividades realizadas.
44 –– DDEESSCCRRIIÇÇÃÃOO DDAASS AATTIIVVIIDDAADDEESS
O metrologista deve sempre consultar a tabela de tolerância respectiva ao instrumento a ser calibrado antes de iniciar o trabalho, pois só assim terá conhecimento da máxima variação que o mesmo pode apresentar durante todo o processo de calibração para estar dentro dos padrões aceitáveis. Todas as tolerâncias descritas nesta instrução de trabalho são válidas somente para o erro do instrumento. Caso a avaliação seja realizada somando-se o erro com a incerteza, o valor da incerteza deverá ser acrescentado aos valores desta tabela.
Nota 1: Caso o cliente possua tolerâncias próprias, desconsiderar as da Labortec e utilizar as estabelecidas pelo mesmo.
55 –– RREEGGIISSTTRROOSS
Não aplicável.
6.1 Metrologista
- Consultar a tabela de tolerância respectiva ao
instrumento a ser calibrado antes de iniciar o
trabalho.
77 –– CCOONNTTRROOLLEE DDEE AALLTTEERRAAÇÇÕÕEESS
Rev. Data Descrição da Revisão
05 13/04/2015 Item 8 anexo
04 06/09/2010 Item 8 Anexo
03 15/08/2006 Item 8 Anexo – Tabelas de
Tolerâncias
02 05/06/2006 Item 3 – Definições.
Tabelas de Tolerâncias
01 17/10/2000 Definições estéticas e tolerância de
Durômetro Rockwell
00 06/07/2000 Edição Inicial
88 –– AANNEEXXOOSS
Anexos – Tabelas de tolerâncias.
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 3 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
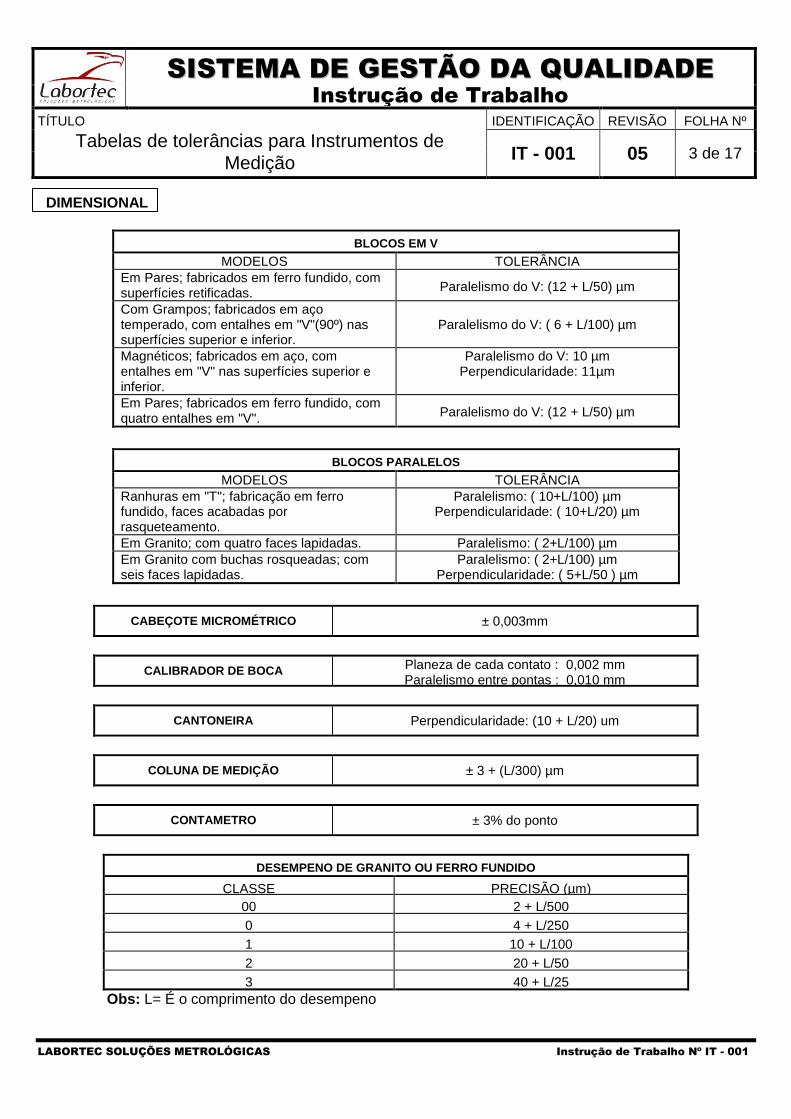
DIMENSIONAL
CABEÇOTE MICROMÉTRICO ± 0,003mm
CALIBRADOR DE BOCA Planeza de cada contato : 0,002 mm Paralelismo entre pontas : 0,010 mm
CANTONEIRA Perpendicularidade: (10 + L/20) um
COLUNA DE MEDIÇÃO ± 3 + (L/300) µm
CONTAMETRO ± 3% do ponto
DESEMPENO DE GRANITO OU FERRO FUNDIDO
CLASSE PRECISÃO (µm)
00 2 + L/500
0 4 + L/250
1 10 + L/100
2 20 + L/50
3 40 + L/25
Obs: L= É o comprimento do desempeno
BLOCOS EM V
MODELOS TOLERÂNCIA
Em Pares; fabricados em ferro fundido, com superfícies retificadas.
Paralelismo do V: (12 + L/50) µm
Com Grampos; fabricados em aço temperado, com entalhes em "V"(90º) nas superfícies superior e inferior.
Paralelismo do V: ( 6 + L/100) µm
Magnéticos; fabricados em aço, com entalhes em "V" nas superfícies superior e inferior.
Paralelismo do V: 10 µm Perpendicularidade: 11µm
Em Pares; fabricados em ferro fundido, com quatro entalhes em "V".
Paralelismo do V: (12 + L/50) µm
BLOCOS PARALELOS
MODELOS TOLERÂNCIA
Ranhuras em "T"; fabricação em ferro fundido, faces acabadas por rasqueteamento.
Paralelismo: ( 10+L/100) µm Perpendicularidade: ( 10+L/20) µm
Em Granito; com quatro faces lapidadas. Paralelismo: ( 2+L/100) µm
Em Granito com buchas rosqueadas; com seis faces lapidadas.
Paralelismo: ( 2+L/100) µm Perpendicularidade: ( 5+L/50 ) µm
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 4 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
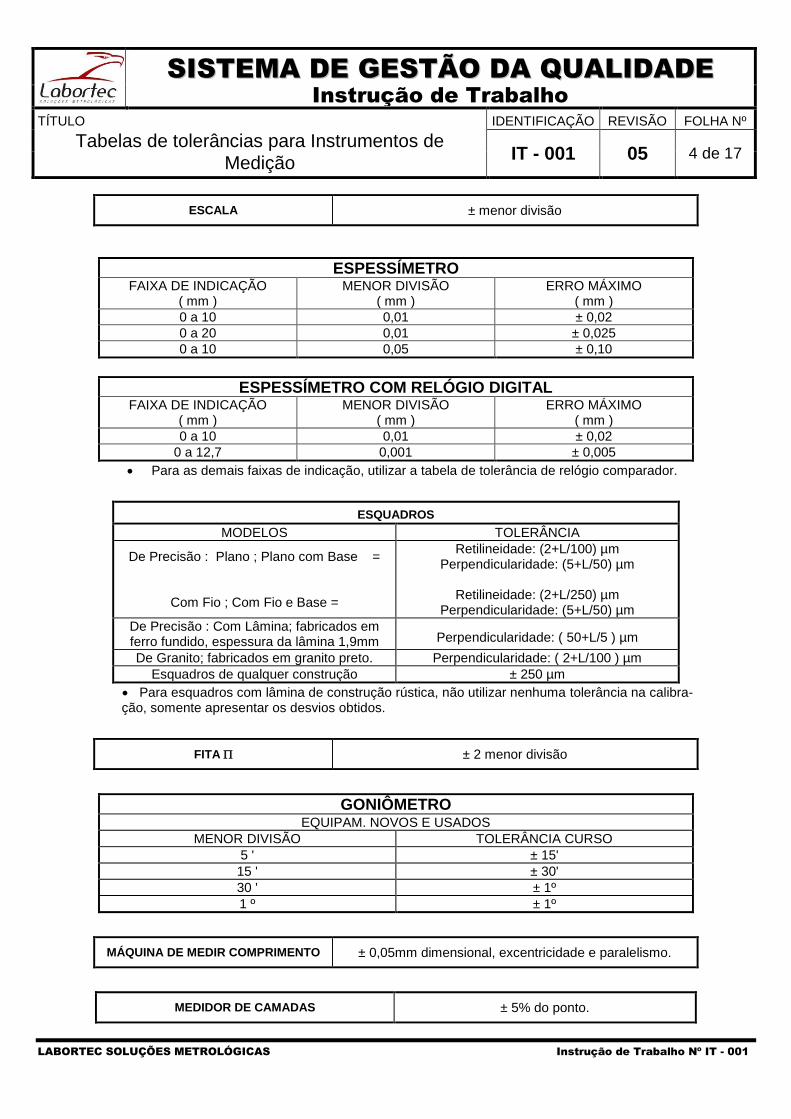
ESCALA ± menor divisão
ESPESSÍMETRO FAIXA DE INDICAÇÃO
( mm ) MENOR DIVISÃO
( mm ) ERRO MÁXIMO
( mm )
0 a 10 0,01 ± 0,02
0 a 20 0,01 ± 0,025
0 a 10 0,05 ± 0,10
ESPESSÍMETRO COM RELÓGIO DIGITAL FAIXA DE INDICAÇÃO
( mm ) MENOR DIVISÃO
( mm ) ERRO MÁXIMO
( mm )
0 a 10 0,01 ± 0,02
0 a 12,7 0,001 ± 0,005
Para as demais faixas de indicação, utilizar a tabela de tolerância de relógio comparador.
ESQUADROS
MODELOS TOLERÂNCIA
De Precisão : Plano ; Plano com Base =
Com Fio ; Com Fio e Base =
Retilineidade: (2+L/100) µm Perpendicularidade: (5+L/50) µm
Retilineidade: (2+L/250) µm
Perpendicularidade: (5+L/50) µm
De Precisão : Com Lâmina; fabricados em ferro fundido, espessura da lâmina 1,9mm Perpendicularidade: ( 50+L/5 ) µm
De Granito; fabricados em granito preto. Perpendicularidade: ( 2+L/100 ) µm
Esquadros de qualquer construção ± 250 µm
Para esquadros com lâmina de construção rústica, não utilizar nenhuma tolerância na calibra- ção, somente apresentar os desvios obtidos.
FITA ± 2 menor divisão
GONIÔMETRO EQUIPAM. NOVOS E USADOS
MENOR DIVISÃO TOLERÂNCIA CURSO
5 ' ± 15'
15 ' ± 30'
30 ' ± 1º
1 º ± 1º
MÁQUINA DE MEDIR COMPRIMENTO ± 0,05mm dimensional, excentricidade e paralelismo.
MEDIDOR DE CAMADAS ± 5% do ponto.

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 5 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
MEDIDOR DE DIÂMETRO INTERNO (MDI) ± 2 menor divisão.
MEDIDOR DIÂMETRO INTERNO COM RELÓGIO FAIXA DE INDICAÇÃO DO MECANISMO
(mm) ERRO MÁXIMO NO CURSO
(µm)
0 até 1,5 10
MICRÔMETRO ALTURA EQUIPAMENTO USADO
FAIXA DE INDICAÇÃO
(mm)
POSIÇÃO DOS BLOCOS (µm)
FUSO MICROMÉTRICO
(µm)
PERFORMANCE (µm)
MENOR 10 a 310 ± 2 ± 3 ± 3
DIVISÃO 10 a 460 ± 3 ± 3 ± 4
0,001mm 10 a 610 ± 4 ± 4 ± 4
5 a 450 ± 4 ± 3 ± 4
5 a 610 ± 4 ± 4 ± 4
5 a 1010 ± 6 ± 4 ± 6
MENOR
FAIXA DE INDICAÇÃO
(mm)
POSIÇÃO DOS BLOCOS (µm)
FUSO MICROMÉTRICO
(µm)
PERFORMANCE (µm)
DIVISÃO 2 a 302 ± 4 ± 4 ± 3
0,002mm 2 a 402 ± 5 ± 4 ± 4
2 a 602 ± 5 ± 4 ± 4
FAIXA DE INDICAÇÃO (polegada)
POSIÇÃO DOS BLOCOS
(polegada)
FUSO MICROMÉTRICO
(polegada)
PERFORMANCE (polegada)
MENOR 12,100 ± 0,0002 ± 0,00015 ± 0,00015
DIVISÃO 18,100 ± 0,0002 ± 0,00015 ± 0,0002
0,0001” 20,000 ± 0,0002 ± 0,0002 ± 0,0002
24,100 ± 0,0002 ± 0,0002 ± 0,0002
40,000 ± 0,0003 ± 0,0002 ± 0,0003
PROLONGADOR MICRÔMETRO ALTURA
EQUIPAMENTO USADO
FAIXA DE INDICAÇÃO (mm) EXATIDÃO (µm)
até 150 ± 0,003
até 250 ± 0,004
até 300 ± 0,004
até 600 ± 0,007
MICRÔMETRO DE PROFUNDIDADE FAIXA DE INDICAÇÃO (mm) ERRO MÁXIMO (µm)
0 - 25 ± 4
0 - 50 ± 6
0 - 75 ± 7
0 - 100 ± 7
0 - 150 ± 8
0 - 300 ± 9

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 6 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
MICRÔMETRO EM “V” (3 + L/25) µm.
MICRÔMETRO EXTERNO
FAIXA DE INDICAÇÃO
(mm)
ERRO MÁXIMO
(m)
PLANICIDADE
(m)
PARALELISMO
(m)
TOLERÂNCIA DE AJUSTE DE ZERO
(m)
0 a 25 4 1 2 2
25 a 50 4 1 2 2
50 a 75 5 1 3 3
75 a 100 5 1 3 3
100 a 125 6 1 4 4
125 a 150 6 1 4 4
150 a 175 7 1 5 5
175 a 200 7 1 5 5
200 a 225 8 1 6 6
225 a 250 8 1 6 6
250 a 275 9 1 7 7
275 a 300 9 1 7 7
300 a 325 10 1 8 8
325 a 350 10 1 8 8
350 a 375 11 1 9 9
375 a 400 11 1 9 9
400 a 425 12 1 10 10
425 a 450 12 1 10 10
450 a 475 13 1 11 11
475 a 500 13 1 11 11
500 a 525 14 1 12 12
525 a 550 14 1 12 12
550 a 575 15 1 13
13
575 a 600 15 1 13 13
PARA MICRÔMETROS EXTERNOS QUE ULTRAPASSEM ESTAS CAPACIDADES, UTILIZAR AS FÓRMULAS:
Erro Máximo = 4 + L / 50 (m)
Planicidade = 1 (m)
Paralelismo = 2 + L / 50 (m)
Tolerância de ajuste de zero = (2 + L / 50) m
Onde: O valor L é o ponto inicial da faixa de indicação
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 7 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
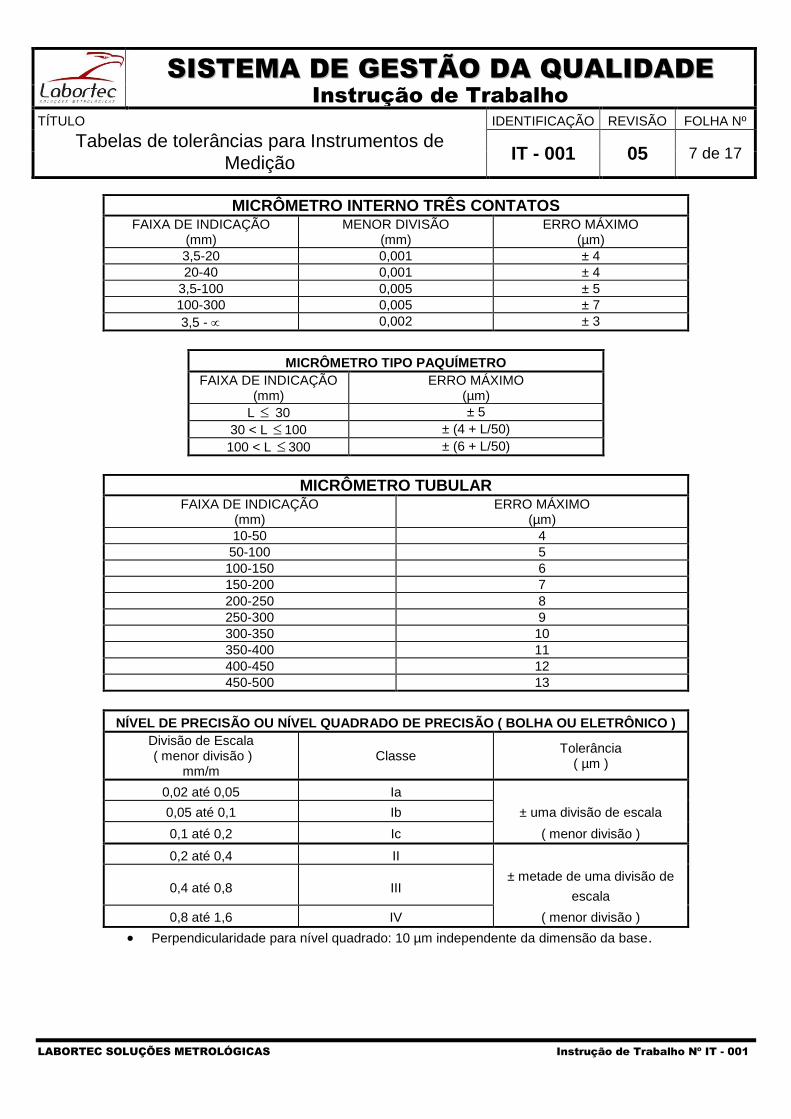
MICRÔMETRO INTERNO TRÊS CONTATOS FAIXA DE INDICAÇÃO
(mm) MENOR DIVISÃO
(mm) ERRO MÁXIMO
(µm)
3,5-20 0,001 ± 4
20-40 0,001 ± 4
3,5-100 0,005 ± 5
100-300 0,005 ± 7
3,5 - 0,002 ± 3
MICRÔMETRO TIPO PAQUÍMETRO
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
L 30 ± 5
30 < L 100 ± (4 + L/50)
100 < L 300 ± (6 + L/50)
MICRÔMETRO TUBULAR FAIXA DE INDICAÇÃO
(mm) ERRO MÁXIMO
(µm)
10-50 4
50-100 5
100-150 6
150-200 7
200-250 8
250-300 9
300-350 10
350-400 11
400-450 12
450-500 13
NÍVEL DE PRECISÃO OU NÍVEL QUADRADO DE PRECISÃO ( BOLHA OU ELETRÔNICO )
Divisão de Escala ( menor divisão )
mm/m
Classe
Tolerância ( µm )
0,02 até 0,05 Ia
0,05 até 0,1 Ib ± uma divisão de escala
0,1 até 0,2 Ic ( menor divisão )
0,2 até 0,4 II
0,4 até 0,8
III
± metade de uma divisão de
escala
0,8 até 1,6 IV ( menor divisão )
Perpendicularidade para nível quadrado: 10 µm independente da dimensão da base.

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 8 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
PAQUÍMETRO QUADRIMENSIONAL, SÉRIE PESADA E PROFUNDIDADE COM RELÓGIO ou DIGITAL.
EQUIPAMENTO NOVO/USADO FAIXA DE INDICAÇÃO
(mm) MENOR DIVISÃO
0,01mm MENOR DIVISÃO
0,1mm
150 ± 0,03 ± 0,20
200 ± 0,03 ± 0,20
300 ± 0,05 ± 0,50
600 ± 0,05 ± 0,50
1000 ± 0,07 ± 0,70
PAQUÍMETRO QUADRIMENSIONAL, SÉRIE PESADA E PROFUNDIDADE COM RELÓGIO ou NÔNIO.
EQUIPAMENTO NOVO/USADO
FAIXA DE INDICAÇÃO (mm)
MENOR DIVISÃO
0,05mm
MENOR DIVISÃO
0,02mm
150 ± 0,08 ± 0,04
200 ± 0,08 ± 0,05
300 ± 0,10 ± 0,06
400 ± 0,11 ± 0,06
500 ± 0,12 ± 0,07
600 ± 0,13 ± 0,08
750 ± 0,15 ± 0,08
1000 ± 0,18 ± 0,11
1500 ± 0,28 ± 0,11
2000 ± 0,31 ± 0,14
PAQUÍMETRO QUADRIMENSIONAL, SÉRIE PESADA E PROFUNDIDADE em POLEGADA.
EQUIPAMENTO NOVO/USADO
FAIXA DE INDICAÇÃO (pol)
MENOR DIVISÃO 0,001pol
MENOR DIVISÃO 0,002pol
4 ± 0,002 ± 0,003
8 ± 0,002 ± 0,003
12 ± 0,002 ± 0,004
16 ± 0,002 ± 0,004
20 ± 0,002 ± 0,004
PENETRÔMETRO ± menor divisão.
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 9 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
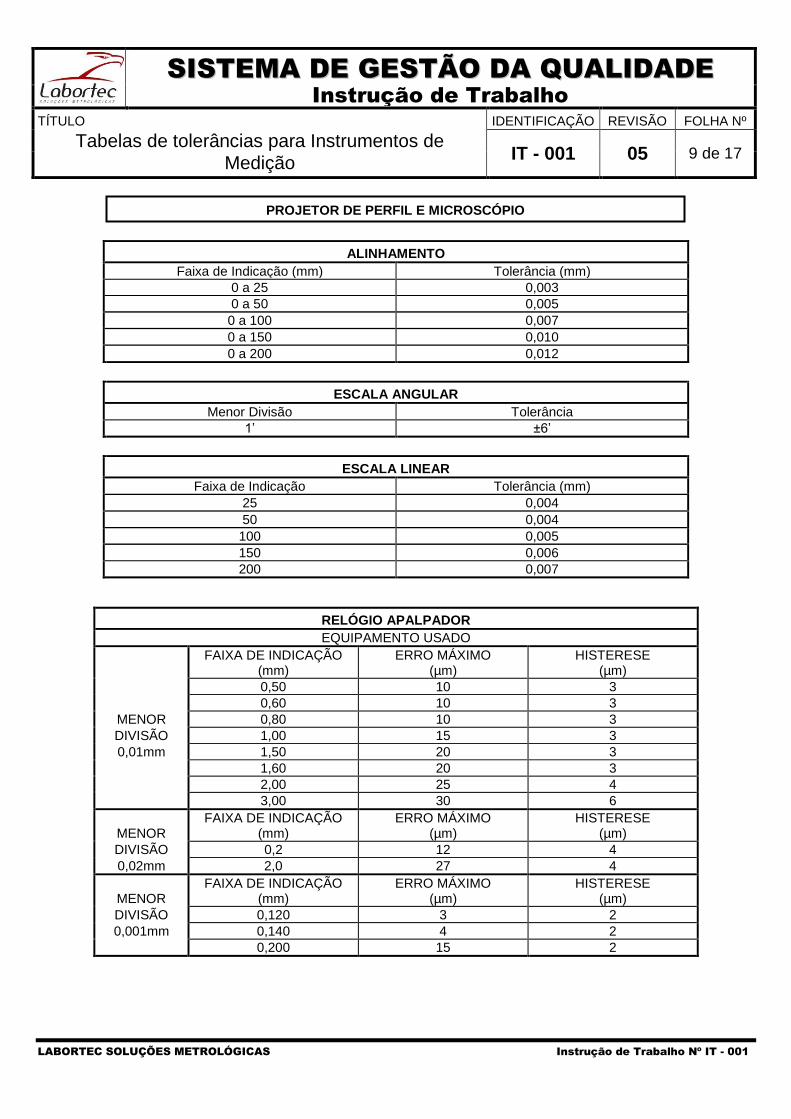
ALINHAMENTO
Faixa de Indicação (mm) Tolerância (mm)
0 a 25 0,003
0 a 50 0,005
0 a 100 0,007
0 a 150 0,010
0 a 200 0,012
ESCALA ANGULAR
Menor Divisão Tolerância
1’ ±6’
ESCALA LINEAR
Faixa de Indicação Tolerância (mm)
25 0,004
50 0,004
100 0,005
150 0,006
200 0,007
RELÓGIO APALPADOR
EQUIPAMENTO USADO
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
0,50 10 3
0,60 10 3
MENOR 0,80 10 3
DIVISÃO 1,00 15 3
0,01mm 1,50 20 3
1,60 20 3
2,00 25 4
3,00 30 6
MENOR
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
DIVISÃO 0,2 12 4
0,02mm 2,0 27 4
MENOR
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
DIVISÃO 0,120 3 2
0,001mm 0,140 4 2
0,200 15 2
PROJETOR DE PERFIL E MICROSCÓPIO

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 10 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
RELÓGIO APALPADOR
EQUIPAMENTO USADO
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
MENOR 0,200 3 2
DIVISÃO 0,240 4 2
0,002mm 0,280 4 2
0,500 6 3
0,600 15 3
MENOR
FAIXA DE INDICAÇÃO (pol)
ERRO MÁXIMO (pol)
HISTERESE (pol)
DIVISÃO 0,005 0,0003 0,0001
0,0001pol 0,008 0,0003 0,0001
0,010 0,0003 0,0001
MENOR
FAIXA DE INDICAÇÃO (pol)
ERRO MÁXIMO (pol)
HISTERESE (pol)
DIVISÃO 0,03 0,0015 0,0005
0,0005pol 0,06 0,0030 0,0010
MENOR DIVISÃO
FAIXA DE INDICAÇÃO (pol)
ERRO MÁXIMO (pol)
HISTERESE (pol)
0,001pol 0,03 0,0030 0,001
RELÓGIO COMPARADOR
MENOR DIVISÃO 0,1mm
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
10 40 5
30 50 5
MENOR DIVISÃO 0,01mm
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
0.4 7 3
0.8 7 3
2 12 3
2.5 12 3
3 12 3
5 16 3
10 20 3
20 27 4
25 28 4
30 30 4
40 30 5
50 35 5
100 65 5
MENOR DIVISÃO 0,001mm
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
0.1 4 1
0.2 4 1
1 5 2
2 7 2
5 10 2
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 11 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
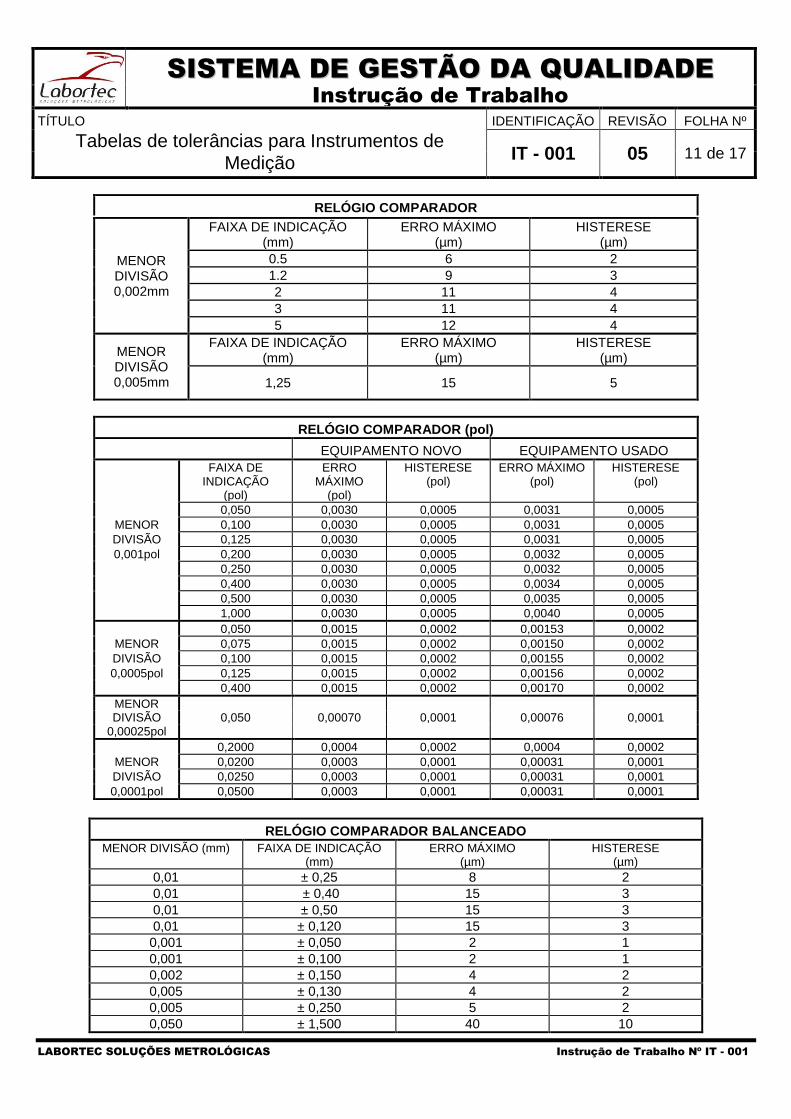
RELÓGIO COMPARADOR
MENOR DIVISÃO 0,002mm
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
0.5 6 2
1.2 9 3
2 11 4
3 11 4
5 12 4
MENOR DIVISÃO 0,005mm
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
1,25 15 5
RELÓGIO COMPARADOR (pol)
EQUIPAMENTO NOVO EQUIPAMENTO USADO
FAIXA DE INDICAÇÃO
(pol)
ERRO MÁXIMO
(pol)
HISTERESE (pol)
ERRO MÁXIMO (pol)
HISTERESE (pol)
0,050 0,0030 0,0005 0,0031 0,0005
MENOR 0,100 0,0030 0,0005 0,0031 0,0005
DIVISÃO 0,125 0,0030 0,0005 0,0031 0,0005
0,001pol 0,200 0,0030 0,0005 0,0032 0,0005
0,250 0,0030 0,0005 0,0032 0,0005
0,400 0,0030 0,0005 0,0034 0,0005
0,500 0,0030 0,0005 0,0035 0,0005
1,000 0,0030 0,0005 0,0040 0,0005
0,050 0,0015 0,0002 0,00153 0,0002
MENOR 0,075 0,0015 0,0002 0,00150 0,0002
DIVISÃO 0,100 0,0015 0,0002 0,00155 0,0002
0,0005pol 0,125 0,0015 0,0002 0,00156 0,0002
0,400 0,0015 0,0002 0,00170 0,0002
MENOR DIVISÃO 0,050 0,00070 0,0001 0,00076 0,0001
0,00025pol
0,2000 0,0004 0,0002 0,0004 0,0002
MENOR 0,0200 0,0003 0,0001 0,00031 0,0001
DIVISÃO 0,0250 0,0003 0,0001 0,00031 0,0001
0,0001pol 0,0500 0,0003 0,0001 0,00031 0,0001
RELÓGIO COMPARADOR BALANCEADO
MENOR DIVISÃO (mm) FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
HISTERESE (µm)
0,01 ± 0,25 8 2
0,01 ± 0,40 15 3
0,01 ± 0,50 15 3
0,01 ± 0,120 15 3
0,001 ± 0,050 2 1
0,001 ± 0,100 2 1
0,002 ± 0,150 4 2
0,005 ± 0,130 4 2
0,005 ± 0,250 5 2
0,050 ± 1,500 40 10

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 12 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
RELÓGIO COMPARADOR DIGITAL
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
MENOR 12,7 20
DIVISÃO 25 ou 30 20
0,01 50 25
100 30
300 45
FAIXA DE INDICAÇÃO (mm)
ERRO MÁXIMO (µm)
MENOR 12 6
DIVISÃO 15 7,5
0,001 25 9
30 10
50 15
100 22
RÉGUA DE FIO Erro de Retilineidade 2 + L/50 ( µm )
Erro de Perpendicularidade 2 + L/50 ( µm ).
RUGOSÍMETRO ± 20% do Ponto.
TRAÇADOR DE ALTURA DIGITAL FAIXA DE INDICAÇÃO
(mm) MENOR DIVISÃO 0,01mm
300 ± 0,04
450 ± 0,05
500 ± 0,05
600 ± 0,05
1000 ± 0,07
TRAÇADOR DE ALTURA COM NÔNIO FAIXA DE INIDICAÇÃO
(mm) MENOR DIVISÃO
0,02mm MENOR DIVISÃO
0,05mm MENOR DIVISÃO
0,10mm
200 ± 0,05 ± 0,08 ± 0,15
250 ± 0,06 ± 0,10 ± 0,17
300 ± 0,06 ± 0,12 ± 0,20
450 ± 0,08 ± 0,14 ± 0,25
600 ± 0,08 ± 0,14 ± 0,25
1000 ± 0,11 ± 0,18 ± 0,30
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 13 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
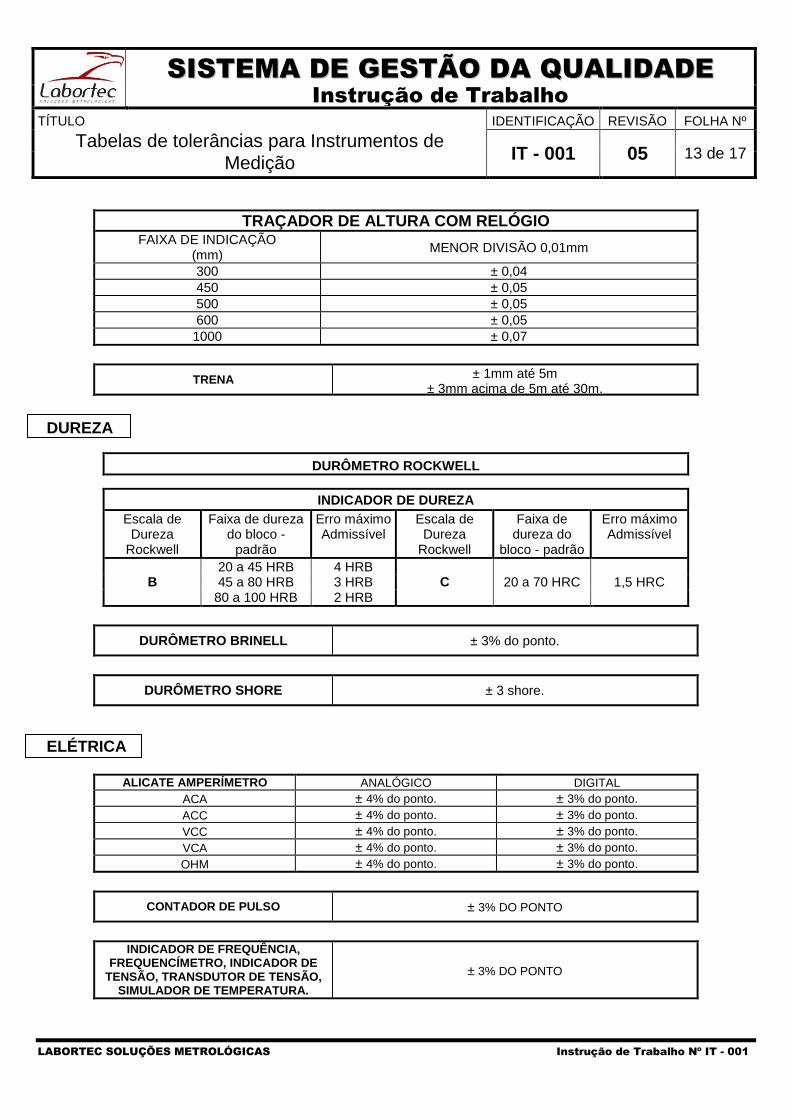
TRAÇADOR DE ALTURA COM RELÓGIO FAIXA DE INDICAÇÃO
(mm) MENOR DIVISÃO 0,01mm
300 ± 0,04
450 ± 0,05
500 ± 0,05
600 ± 0,05
1000 ± 0,07
TRENA ± 1mm até 5m
± 3mm acima de 5m até 30m.
DUREZA
DURÔMETRO ROCKWELL
INDICADOR DE DUREZA
Escala de Dureza
Rockwell
Faixa de dureza do bloco -
padrão
Erro máximo Admissível
Escala de Dureza
Rockwell
Faixa de dureza do
bloco - padrão
Erro máximo Admissível
20 a 45 HRB 4 HRB B 45 a 80 HRB 3 HRB C 20 a 70 HRC 1,5 HRC 80 a 100 HRB 2 HRB
DURÔMETRO BRINELL ± 3% do ponto.
DURÔMETRO SHORE ± 3 shore.
ELÉTRICA
ALICATE AMPERÍMETRO ANALÓGICO DIGITAL
ACA ± 4% do ponto. ± 3% do ponto.
ACC ± 4% do ponto. ± 3% do ponto.
VCC ± 4% do ponto. ± 3% do ponto.
VCA ± 4% do ponto. ± 3% do ponto.
OHM ± 4% do ponto. ± 3% do ponto.
CONTADOR DE PULSO ± 3% DO PONTO
INDICADOR DE FREQUÊNCIA, FREQUENCÍMETRO, INDICADOR DE
TENSÃO, TRANSDUTOR DE TENSÃO, SIMULADOR DE TEMPERATURA.
± 3% DO PONTO
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 14 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
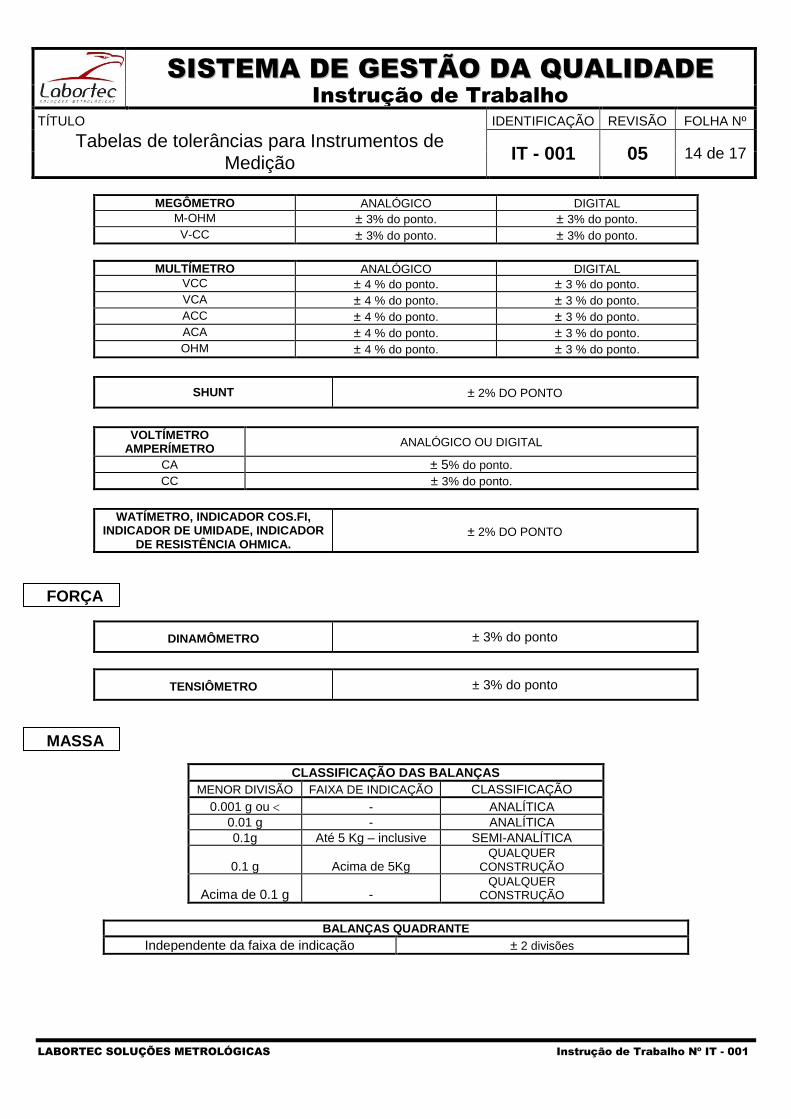
MEGÔMETRO ANALÓGICO DIGITAL
M-OHM ± 3% do ponto. ± 3% do ponto.
V-CC ± 3% do ponto. ± 3% do ponto.
MULTÍMETRO ANALÓGICO DIGITAL
VCC ± 4 % do ponto. ± 3 % do ponto.
VCA ± 4 % do ponto. ± 3 % do ponto.
ACC ± 4 % do ponto. ± 3 % do ponto.
ACA ± 4 % do ponto. ± 3 % do ponto.
OHM ± 4 % do ponto. ± 3 % do ponto.
SHUNT ± 2% DO PONTO
VOLTÍMETRO AMPERÍMETRO
ANALÓGICO OU DIGITAL
CA ± 5% do ponto.
CC ± 3% do ponto.
WATÍMETRO, INDICADOR COS.FI, INDICADOR DE UMIDADE, INDICADOR
DE RESISTÊNCIA OHMICA.
± 2% DO PONTO
FORÇA
DINAMÔMETRO ± 3% do ponto
TENSIÔMETRO ± 3% do ponto
MASSA
CLASSIFICAÇÃO DAS BALANÇAS
MENOR DIVISÃO FAIXA DE INDICAÇÃO CLASSIFICAÇÃO
0.001 g ou - ANALÍTICA
0.01 g - ANALÍTICA
0.1g Até 5 Kg – inclusive SEMI-ANALÍTICA
0.1 g Acima de 5Kg QUALQUER
CONSTRUÇÃO
Acima de 0.1 g - QUALQUER
CONSTRUÇÃO
BALANÇAS QUADRANTE
Independente da faixa de indicação ± 2 divisões
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 15 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
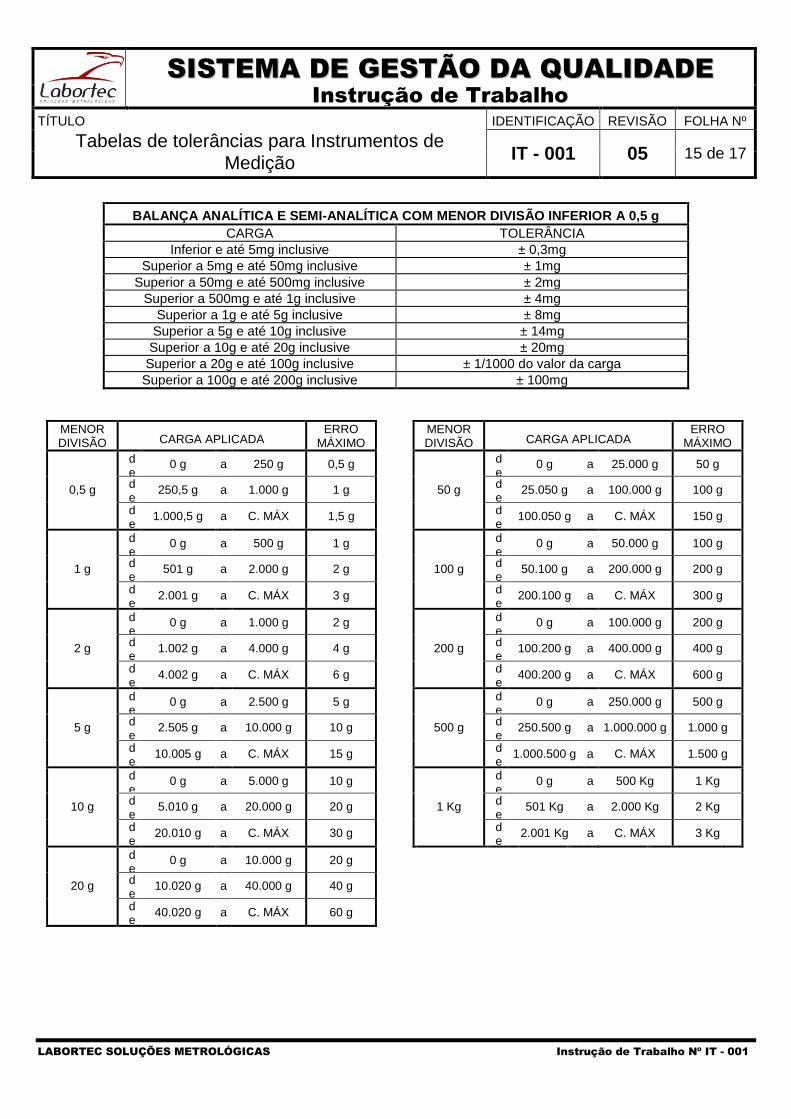
BALANÇA ANALÍTICA E SEMI-ANALÍTICA COM MENOR DIVISÃO INFERIOR A 0,5 g
CARGA TOLERÂNCIA
Inferior e até 5mg inclusive ± 0,3mg
Superior a 5mg e até 50mg inclusive ± 1mg
Superior a 50mg e até 500mg inclusive ± 2mg
Superior a 500mg e até 1g inclusive ± 4mg
Superior a 1g e até 5g inclusive ± 8mg
Superior a 5g e até 10g inclusive ± 14mg
Superior a 10g e até 20g inclusive ± 20mg
Superior a 20g e até 100g inclusive ± 1/1000 do valor da carga
Superior a 100g e até 200g inclusive ± 100mg
MENOR DIVISÃO CARGA APLICADA
ERRO MÁXIMO
MENOR DIVISÃO CARGA APLICADA
ERRO MÁXIMO
de
0 g a 250 g 0,5 g de
0 g a 25.000 g 50 g
0,5 g de
250,5 g a 1.000 g 1 g 50 g de
25.050 g a 100.000 g 100 g
de
1.000,5 g a C. MÁX 1,5 g de
100.050 g a C. MÁX 150 g
de
0 g a 500 g 1 g de
0 g a 50.000 g 100 g
1 g de
501 g a 2.000 g 2 g 100 g de
50.100 g a 200.000 g 200 g
de
2.001 g a C. MÁX 3 g de
200.100 g a C. MÁX 300 g
de
0 g a 1.000 g 2 g de
0 g a 100.000 g 200 g
2 g de
1.002 g a 4.000 g 4 g 200 g de
100.200 g a 400.000 g 400 g
de
4.002 g a C. MÁX 6 g de
400.200 g a C. MÁX 600 g
de
0 g a 2.500 g 5 g de
0 g a 250.000 g 500 g
5 g de
2.505 g a 10.000 g 10 g 500 g de
250.500 g a 1.000.000 g 1.000 g
de
10.005 g a C. MÁX 15 g de
1.000.500 g a C. MÁX 1.500 g
de
0 g a 5.000 g 10 g de
0 g a 500 Kg 1 Kg
10 g de
5.010 g a 20.000 g 20 g 1 Kg de
501 Kg a 2.000 Kg 2 Kg
de
20.010 g a C. MÁX 30 g de
2.001 Kg a C. MÁX 3 Kg
de
0 g a 10.000 g 20 g
20 g de
10.020 g a 40.000 g 40 g
de
40.020 g a C. MÁX 60 g
SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 16 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
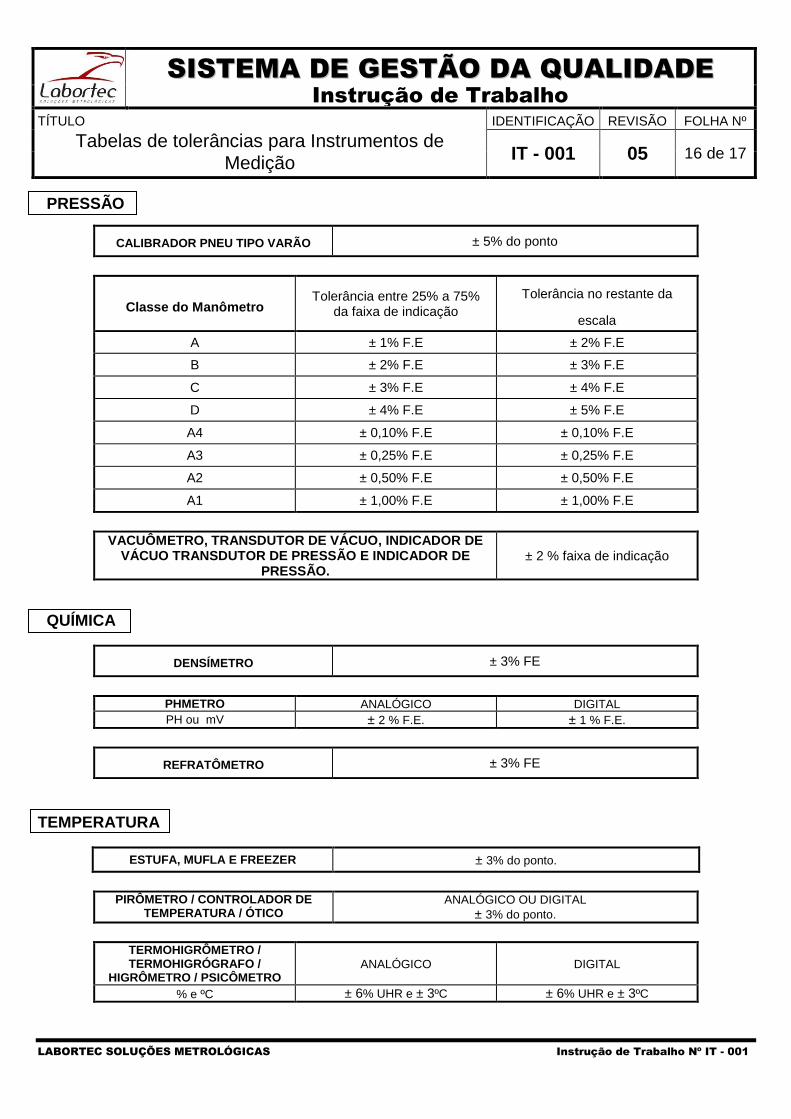
PRESSÃO
CALIBRADOR PNEU TIPO VARÃO ± 5% do ponto
Classe do Manômetro Tolerância entre 25% a 75%
da faixa de indicação
Tolerância no restante da
escala
A ± 1% F.E ± 2% F.E
B ± 2% F.E ± 3% F.E
C ± 3% F.E ± 4% F.E
D ± 4% F.E ± 5% F.E
A4 ± 0,10% F.E ± 0,10% F.E
A3 ± 0,25% F.E ± 0,25% F.E
A2 ± 0,50% F.E ± 0,50% F.E
A1 ± 1,00% F.E ± 1,00% F.E
VACUÔMETRO, TRANSDUTOR DE VÁCUO, INDICADOR DE VÁCUO TRANSDUTOR DE PRESSÃO E INDICADOR DE
PRESSÃO.
± 2 % faixa de indicação
QUÍMICA
DENSÍMETRO ± 3% FE
PHMETRO ANALÓGICO DIGITAL
PH ou mV ± 2 % F.E. ± 1 % F.E.
REFRATÔMETRO ± 3% FE
TEMPERATURA
ESTUFA, MUFLA E FREEZER ± 3% do ponto.
PIRÔMETRO / CONTROLADOR DE TEMPERATURA / ÓTICO
ANALÓGICO OU DIGITAL
± 3% do ponto.
TERMOHIGRÔMETRO / TERMOHIGRÓGRAFO /
HIGRÔMETRO / PSICÔMETRO ANALÓGICO DIGITAL
% e ºC ± 6% UHR e ± 3ºC ± 6% UHR e ± 3ºC

SSIISSTTEEMMAA DDEE GGEESSTTÃÃOO DDAA QQUUAALLIIDDAADDEE
Instrução de Trabalho
TÍTULO IDENTIFICAÇÃO REVISÃO FOLHA Nº
Tabelas de tolerâncias para Instrumentos de IT - 001 05 17 de 17
Medição
LABORTEC SOLUÇÕES METROLÓGICAS Instrução de Trabalho Nº IT - 001
TERMÔMETRO BIMETÁLICO DIGITAL VIDRO
ºC ± 3 % do fundo de
escala
± 3 % do fundo de
escala ± 2ºC
TERMÔMETRO EM CONJUNTO
ANALÓGICO DIGITAL
ºC ± 3% do ponto. ± 3% do ponto.
TERMOPAR TIPO J, K, R, S E TERMORESISTÊNCIA
PT100
± 3% DO PONTO
TERMOSTATO ± 4% F.E.
TEMPO E FREQUÊNCIA
CRONÔMETRO ± 0,5% do ponto digital
± 1,0% do ponto analógico.
TACÔMETRO ÓTICO, CONTATO E PAINEL
± 3% do ponto
TEMPORIZADOR ± 1% do ponto digital
± 3,0% do ponto analógico.
TORQUE
TORQUÍMETRO ± 4% do ponto.
VAZÃO
ROTÂMETRO ± 2% do fundo de escala.
BIBIMETRO ± 2 menor divisão.
VISCOSIDADE
VISCOSÍMETRO / COPO FORD
± 3% do ponto.
VOLUME
VIDRARIA ± 3% FE.

















![Certificado 0793 2013 - Inmetro - Instituto Nacional de ... · usou-se um medidor de condutividade eletrolítica, calibrado pelo Inmetro [3], acoplado a uma célula eletrolítica](https://static.fdocumentos.tips/doc/165x107/5c45271a93f3c34c46584c42/certificado-0793-2013-inmetro-instituto-nacional-de-usou-se-um-medidor.jpg)