
SÍNTESE E SINTERIZAÇÃO DO ALUMINATO DE MAGNÉSIO …metallum.com.br/60cbc/anais/PDF/02-071TT.pdfO...
12
SÍNTESE E SINTERIZAÇÃO DO ALUMINATO DE MAGNÉSIO CONTENDO SN4+ OU CL- COMO ADITIVOS Gilberto J. Pereira; (1) Verônica Montes (1) Departamento de Engenharia de Materiais Centro Universitário da Fundação Educacional Inaciana Pe. Sabóia de Medeiros FEI – Campus São Bernardo do Campo Av. Humberto de Alencar Castelo Branco, 3972 São Bernardo do Campo, SP, Brasil, CEP 05580-900 e-mail para contato: [email protected] Resumo: Espinélios de aluminato de magnésio policristalinos (MgAl 2 O 4 ) transparentes sintéticos são conhecidos desde o final dos anos 1950 e tem sua fabricação e uso comercial prospectado por empresas norte americanas. A síntese e a sinterização de espinélios de aluminato de magnésio ganha destaque principalmente se utilizados aditivos que tenham por objetivo baixar a temperatura de sinterização ou bloquear a movimentação dos contornos de grão, provendo a manutenção da microestrutura do sinterizado em escala nanométrica. Neste contexto, pós de aluminato de magnésio contendo diferentes quantidades de cátions Sn 4+ e contendo diferentes quantidades de ânions Cl- foram sintetizados pela técnica de co-precipitação. A caracterização por difração de raios X mostrou fase única em todas as situações, mesmo com dopagens de 2% em mol. O tamanho de cristalito diminuiu mais pronunciadamente quando se utilizou o ânion. A dilatometria foi realizada no intuito de avaliar a temperatura de início da densificação. A utilização dos cátions se mostraram mais efetivos no descréscimo da temperatura da fase inicial da retração, diminuindo de 1300oC para 1200oC. . Palavras-chave: SnO 2 , Pechini, Aditivos, Segregação Superficial 60º Congresso Brasileiro de Cerâmica 15 a 18 de maio de 2016, Águas de Lindóia, SP 346
Transcript of SÍNTESE E SINTERIZAÇÃO DO ALUMINATO DE MAGNÉSIO …metallum.com.br/60cbc/anais/PDF/02-071TT.pdfO...

SÍNTESE E SINTERIZAÇÃO DO ALUMINATO DE MAGNÉSIO CONTENDO SN4+ OU
CL- COMO ADITIVOS
Gilberto J. Pereira; (1) Verônica Montes (1)
Departamento de Engenharia de Materiais
Centro Universitário da Fundação Educacional Inaciana Pe. Sabóia de Medeiros FEI – Campus São Bernardo do Campo
Av. Humberto de Alencar Castelo Branco, 3972 São Bernardo do Campo, SP, Brasil, CEP 05580-900
e-mail para contato: [email protected]
Resumo:
Espinélios de aluminato de magnésio policristalinos (MgAl2O4) transparentes sintéticos são conhecidos desde
o final dos anos 1950 e tem sua fabricação e uso comercial prospectado por empresas norte americanas. A
síntese e a sinterização de espinélios de aluminato de magnésio ganha destaque principalmente se utilizados
aditivos que tenham por objetivo baixar a temperatura de sinterização ou bloquear a movimentação dos
contornos de grão, provendo a manutenção da microestrutura do sinterizado em escala nanométrica. Neste
contexto, pós de aluminato de magnésio contendo diferentes quantidades de cátions Sn4+ e contendo
diferentes quantidades de ânions Cl- foram sintetizados pela técnica de co-precipitação. A caracterização por
difração de raios X mostrou fase única em todas as situações, mesmo com dopagens de 2% em mol. O
tamanho de cristalito diminuiu mais pronunciadamente quando se utilizou o ânion. A dilatometria foi realizada
no intuito de avaliar a temperatura de início da densificação. A utilização dos cátions se mostraram mais
efetivos no descréscimo da temperatura da fase inicial da retração, diminuindo de 1300oC para 1200oC.
.
Palavras-chave: SnO2, Pechini, Aditivos, Segregação Superficial
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
346
Introdução
As superfícies e as interfaces de pós cerâmicos desempenham um papel muito importante para se
estabelecer condições ótimas em suspensões cerâmicas, nas propriedades catalíticas e até mesmo na
sinterização [1]. Tanto em pós comerciais quanto sintéticos, o cuidado na escolha dos precursores, manuseio
e até a exposição em atmosferas saturadas, podem resultar em contaminação da superfície através da
adsorção de espécies químicas em sítios específicos[2], principalmente em se tratando de pós nanométricos,
em que a relação superfície / volume é bastante elevada.
A utilização do aluminato de magnésio policristalino transparente possui interesse principalmente na
área de blindagem por possuir características distintas dos convencionais materiais transparentes. Por não
ser encontrado na forma natural, o espinélio é obtido sinteticamente, necessitando de elevadas temperaturas
para a formação e densificação. Elementos são adicionados para modificar estas necessidades e aprimorar
propriedades desejadas.
O espinélio é quase imperceptível na forma natural, sendo assim, é obtido de maneira sintética. A
obtenção do espinélio necessita de duas etapas, sendo a primeira de formação com temperatura de 900ºC a
1200ºC e a segunda de densificação com temperatura de 1600ºC a 1800ºC[3]. Há significativa expansão
volumétrica do corpo (~8%) durante a formação dos constituintes do espinélio o que impossibilita a
densificação em apenas um estágio. O custo da utilização de duas etapas é muito elevado, por isso são
adicionados aditivos para a produção do espinélio.[4]
Elementos adicionados auxiliam na diminuição da temperatura a ser utilizada, melhora a formação e
sinterização do espinélio, podendo também provocar alterações nas suas propriedades. Diversos aditivos
podem ser utilizados, como V2O5, Y2O3, NaCl e MgCl2, TiO2, B2O3, LiF, ZnF2, BaF2, Fe2O3, CaO, Cr2O3, AlF e
AlCl3[5]. Noda e Hasegawa[6] estudaram os efeitos do vapor de sal na síntese do aluminato. A influência da
adição desses vapores indica um aumento no crescimento dos cristais, especialmente de fluoretos alcalinos e
o LiF aumenta a densificação a partir da sinterização em fase líquida[7]. O papel do AlCl3 é de diminuir a
temperatura necessária de sinterização [4] e os aditivos SrO, BeO e Y2O3 promovem a redução da
temperatura para a formação do espinélio [5]).
Aditivos como o CaO, mesmo utilizado em baixas concentrações, proporciona alterações nas
propriedades do material, aumentando a densidade após a sintetização e a translucidez do espinélio [5].
Características como melhor resistência à escória e à formação de trincas térmicas são encontradas quando
se utiliza Cr2O3. O ZnO utilizado como aditivo proporciona uma densificação de até 99% da densidade teórica
na temperatura de 1550ºC. Amostras com 1% do peso total de ZnO apresentam maior resistência a flexão e
maior resistência ao choque térmico para todas as temperaturas com exceção de 500ºC. A porcentagem em
peso máxima utilizada é de 1,25% ZnO, valores maiores comprometem a qualidade do material[8].
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
347

Pesquisas mostram que há uma melhora na densificação de espinélios utilizando TiO2. Esse
acréscimo na densificação é causado pela dissolução do TiO2 que aumenta o transporte de massa por
distorções na rede cristalina causadas pelo maior raio atômico do titânio em relação ao do alumínio A
sinterização é realizada com temperaturas até 1550ºC e porcentagem em massa de do máximo 2%,
ultrapassando esses valores há perda de eficiência devido ao crescimento de grão gerado pela temperatura e
influência nos constituintes do espinélio[9].
Já o TiO2 é relatado como sendo um aditivo importante na melhora da sinterização do aluminato de
magnésio sinterizado a 1500oC, quando utilizado em percentuais inferiores a 2% em massa. Adicionalmente,
não foi identificado a presença de fase secundária, embora a microestrutura tenha se mostrado com grãos
arredondados, o que deteriorou as propriedades mecânicas de maneira discreta. Nada foi relatado a respeito
das propriedades óticas destes materiais quando dopados com titânio. Quando dopado com ferro, lítio ou
boro, a coloração típica prejudica a total transparência deste material.
De estrutura cristalina e características químicas semelhantes ao óxido de titânio, o SnO2 figura como
sendo um material semicondutor, em que na forma densa apresenta possibilidade de ser uma cerâmica
transparente.
Assim, o presente trabalho teve a intenção de produzir aluminato de magnésio denso, transparente e
nanocristalino. Buscar-se-á correlacionar os efeitos da estrutura do espinélio com a presença dos aditivos nas
superfícies e interfaces. Os aditivos estudados foram de origem catiônica, aniônica e (possivelmente) neutra.
O presente trabalho se concentra na caracterização, compactação e sinterização de pós de aluminato
de magnésio obtidos por precipitação direta, com posterior avaliação preliminar da transparência dos
sinterizados dopados com cátions e ânions. O cátion estanho foi selecionado como aditivo por conta da sua
similaridade com o titânio. Por outro lado, o ânion cloro somente foi testado quando introduzido combinado ao
alumínio. Ambos os aditivos tendem a melhorar a sinterização, diminuindo a temperatura do processo, sem
prejudicar posteriormente a característica principal que torna interessante o uso de aluminato de magnésio:
sua transparência.
Materiais e métodos
Para realizar a síntese química dos nanopós, foi utilizada a rota química derivada da precipitação
direta, eventualmente chamada de co-precipitação reversa. Este processo consiste na preparação de uma
solução aquosa de nitratos de estequiometria controlada, em que a produção de um hidróxido é realizada
pela introdução direta da solução de nitratos em uma solução tampão básica.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
348
Pós de espinélio estequiométricos foram sintetizados por meio da solubilização de Al(NO3)3 e
Mg(NO3)2e a posterior precipitação dos hidróxidos e sua calcinação. As soluções utilizadas terão
concentração de 0,5 mol.L-1, ajustadas estequiometricamente em 1:2 na proporção de cátions Al3+ e Mg2+. Os
dopantes foram solubilizados diretamente nesta solução aquosa, e a proporção molar foi calculada em
relação a massa molar do aluminato de magnésio (MgAl2O4). A solução tampão foi preparada a partir da
solução aquosa 1 mol.L-1 de NH4OH. A solução de nitrato foi introduzida lentamente no hidróxido de amônio
sob agitação e com temperatura controlada. Ao fim da introdução do nitrato, o gel foi recolhido e separado por
filtração. A remoção da base foi feita com lavagem abundante, utilizando ao menos 3L de água destilada.
Depois disto, o gel de hidróxido foi seco em estufa a 70oC por 12 horas, e posteriormente desaglomerado em
almofariz e acondicionado em cadinho cerâmico para calcinação em temperaturas acima de 800oC por 5
horas. O Cloro foi introduzido através de quantidades estequiométricas de cloreto de amônio, e o estanho foi
introduzido a partir do oxalato de estanho (206,73 g/mol) dissolvido em 1 ml de ácido nítrico. Todos os
aditivos foram introduzidos em percentuais inferiores a 2% em mol, a exemplo do percentual aceitável de TiO2
reportado na literatura[9], sendo 0,5%, 1,0%, 1,5% e 2% do mol total para cada caso.
Os pós obtidos foram analisados quanto à composição química de fases por difração de raios X
(DRX), com passo de 0,02° e exposição de 2 segundos com a radiação K do Cu utilizando o equipamento
Shimadzu XRD–7000. Para as análises de área de superfície específica, as amostras foram tratadas para a
remoção de gases adsorvidos (principalmente vapor de água) que potencialmente prejudicariam as análises.
Esta etapa foi realizada em baixa pressão (~100mTorr) a uma temperatura de 250°C, no equipamento
VacPrep 061 da Micromeritics. As medidas foram efetuadas em um aparelho Gemini VII Surface Area
Analyser do mesmo fabricante. O modelo matemático usado para o tratamento dos dados foi o BET [10]. O
gás usado como adsorbato foi o nitrogênio e a amostra foi mantida à –196 °C através da imersão do tubo
(porta-amostra) em nitrogênio líquido. Também a densidade real das amostras foi determinada com o auxílio
do equipamento Micromeritics ACCUPYC 1340, utilizando gás hélio, preparação das amostras de semelhante
maneira que foi feita para as análises de área específica, e com 200 purgas de hélio antes de se proceder
com as medições. As análises de calorimetria foram com equipamento DSC: Setsys Evolution 18 DSC/TG –
SETARAM inc., com sensibilidade de 0,4µW para DSC e 0,03µg para TG, com taxas de aquecimento
variadas, até 1600°C, em atmosfera de ar sintético, e a sinterização das amostras foi feita em um dilatômetro
TMA: Setsys Evolution TMA1600 – SETARAM inc., com sensibilidade de 0,1µm com taxas de aquecimento
variadas, até 1600°C, em atmosfera de ar sintético. Estes ensaios permitiram determinar a temperatura de
sinterização em função da introdução dos aditivos.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
349
Resultados e discussão
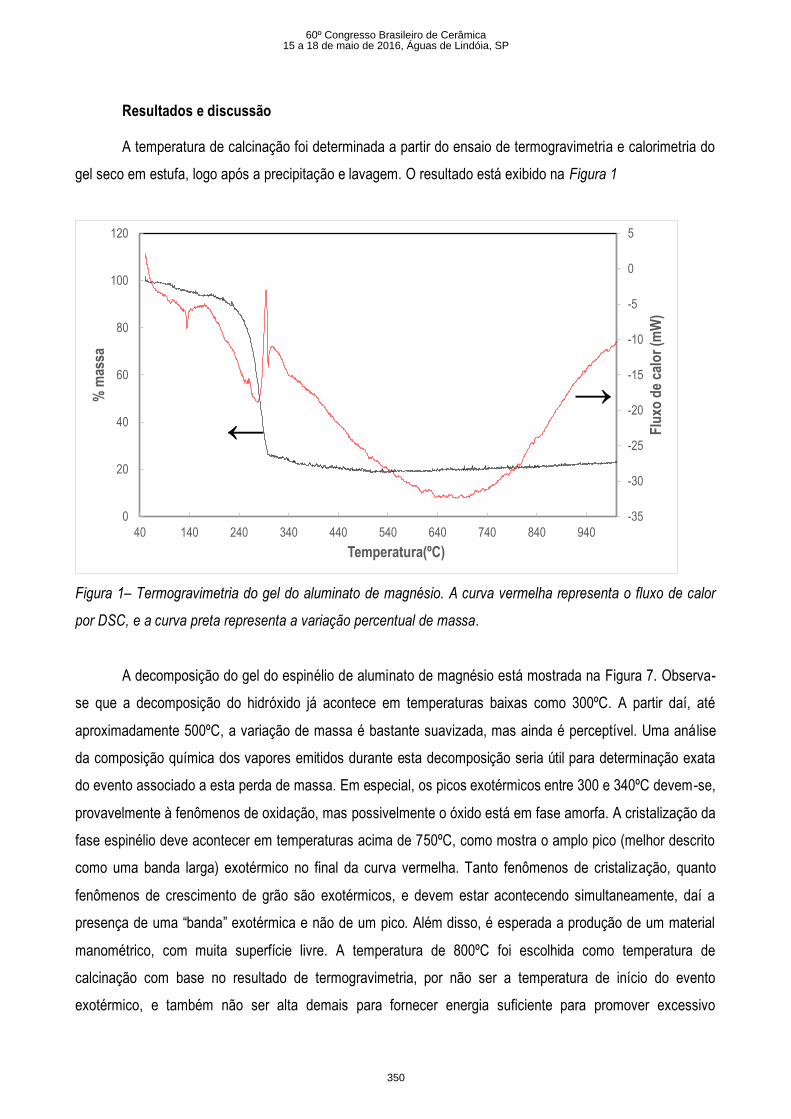
A temperatura de calcinação foi determinada a partir do ensaio de termogravimetria e calorimetria do
gel seco em estufa, logo após a precipitação e lavagem. O resultado está exibido na Figura 1
-35
-30
-25
-20
-15
-10
-5
0
5
0
20
40
60
80
100
120
40 140 240 340 440 540 640 740 840 940
Flu
xo d
e ca
lor
(mW
)
% m
assa
Temperatura(ºC)
←
←
Figura 1– Termogravimetria do gel do aluminato de magnésio. A curva vermelha representa o fluxo de calor
por DSC, e a curva preta representa a variação percentual de massa.
A decomposição do gel do espinélio de aluminato de magnésio está mostrada na Figura 7. Observa-
se que a decomposição do hidróxido já acontece em temperaturas baixas como 300ºC. A partir daí, até
aproximadamente 500ºC, a variação de massa é bastante suavizada, mas ainda é perceptível. Uma análise
da composição química dos vapores emitidos durante esta decomposição seria útil para determinação exata
do evento associado a esta perda de massa. Em especial, os picos exotérmicos entre 300 e 340ºC devem-se,
provavelmente à fenômenos de oxidação, mas possivelmente o óxido está em fase amorfa. A cristalização da
fase espinélio deve acontecer em temperaturas acima de 750ºC, como mostra o amplo pico (melhor descrito
como uma banda larga) exotérmico no final da curva vermelha. Tanto fenômenos de cristalização, quanto
fenômenos de crescimento de grão são exotérmicos, e devem estar acontecendo simultaneamente, daí a
presença de uma “banda” exotérmica e não de um pico. Além disso, é esperada a produção de um material
manométrico, com muita superfície livre. A temperatura de 800ºC foi escolhida como temperatura de
calcinação com base no resultado de termogravimetria, por não ser a temperatura de início do evento
exotérmico, e também não ser alta demais para fornecer energia suficiente para promover excessivo
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
350
crescimento de grão. Talvez um estudo analisando a variação da área específica com a temperatura de
calcinação entre 600ºC e 800ºC possa ser interessante, sendo uma sugestão de trabalho futuro.
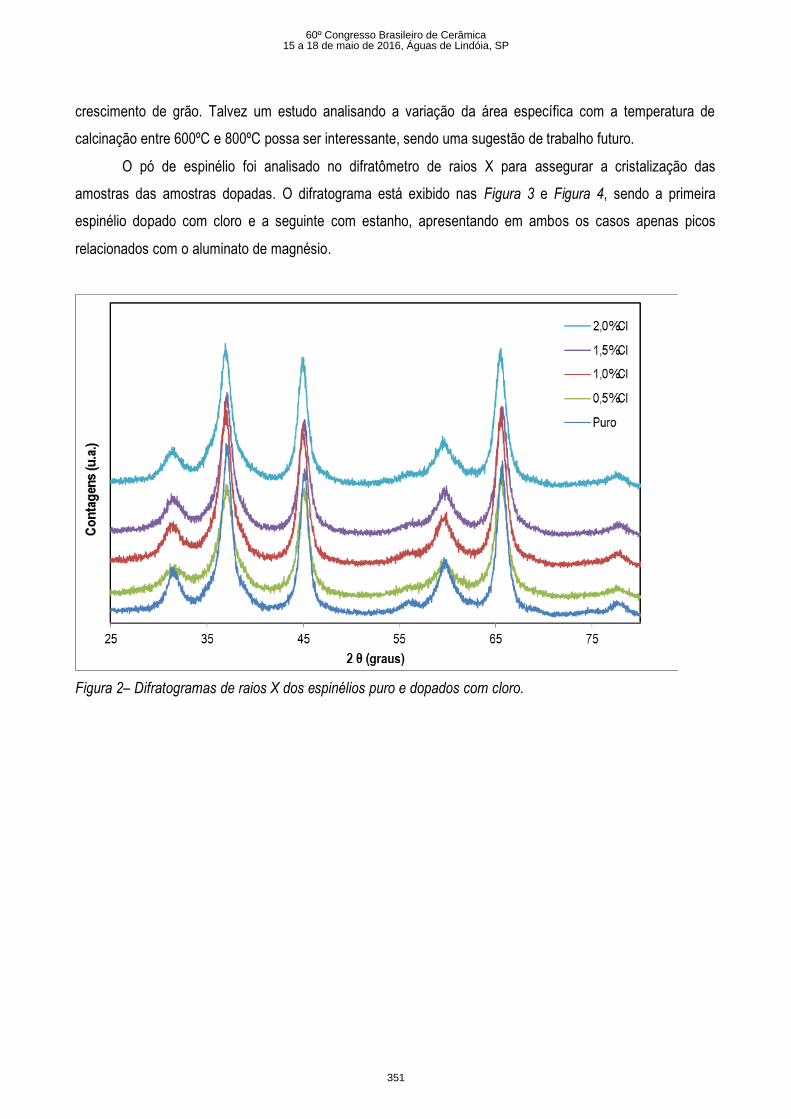
O pó de espinélio foi analisado no difratômetro de raios X para assegurar a cristalização das
amostras das amostras dopadas. O difratograma está exibido nas Figura 3 e Figura 4, sendo a primeira
espinélio dopado com cloro e a seguinte com estanho, apresentando em ambos os casos apenas picos
relacionados com o aluminato de magnésio.
Figura 2– Difratogramas de raios X dos espinélios puro e dopados com cloro.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
351
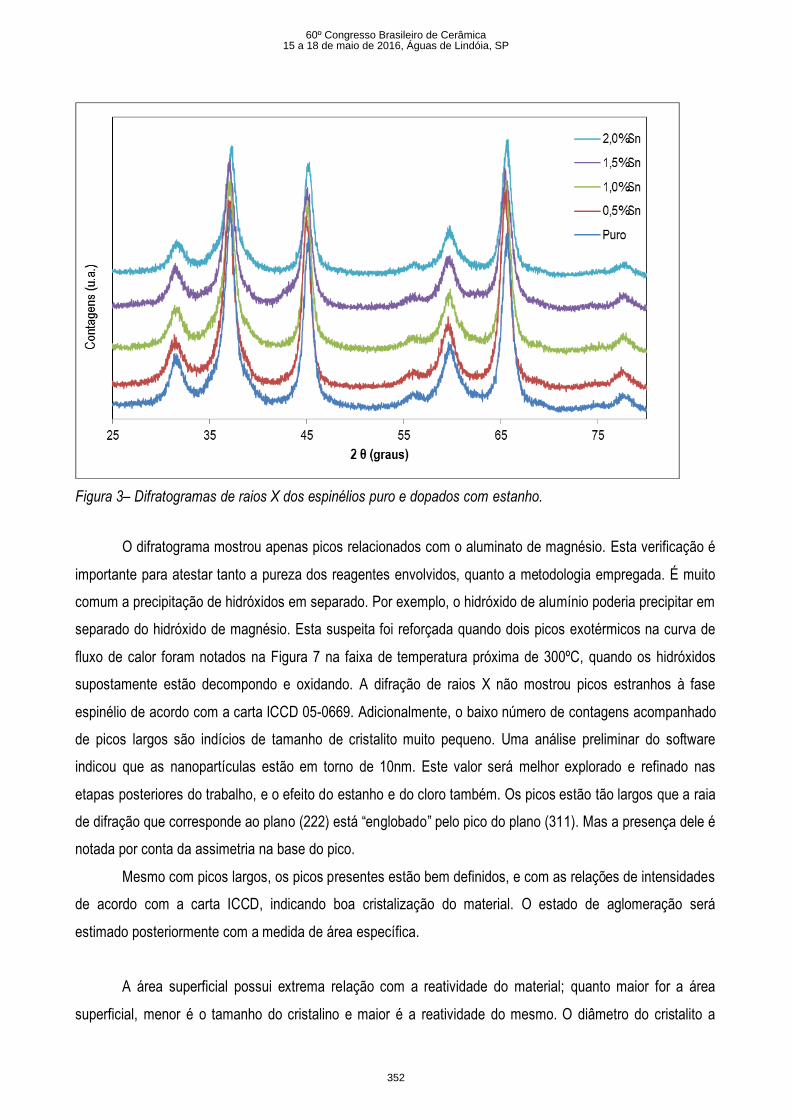
Figura 3– Difratogramas de raios X dos espinélios puro e dopados com estanho.
O difratograma mostrou apenas picos relacionados com o aluminato de magnésio. Esta verificação é
importante para atestar tanto a pureza dos reagentes envolvidos, quanto a metodologia empregada. É muito
comum a precipitação de hidróxidos em separado. Por exemplo, o hidróxido de alumínio poderia precipitar em
separado do hidróxido de magnésio. Esta suspeita foi reforçada quando dois picos exotérmicos na curva de
fluxo de calor foram notados na Figura 7 na faixa de temperatura próxima de 300ºC, quando os hidróxidos
supostamente estão decompondo e oxidando. A difração de raios X não mostrou picos estranhos à fase
espinélio de acordo com a carta ICCD 05-0669. Adicionalmente, o baixo número de contagens acompanhado
de picos largos são indícios de tamanho de cristalito muito pequeno. Uma análise preliminar do software
indicou que as nanopartículas estão em torno de 10nm. Este valor será melhor explorado e refinado nas
etapas posteriores do trabalho, e o efeito do estanho e do cloro também. Os picos estão tão largos que a raia
de difração que corresponde ao plano (222) está “englobado” pelo pico do plano (311). Mas a presença dele é
notada por conta da assimetria na base do pico.
Mesmo com picos largos, os picos presentes estão bem definidos, e com as relações de intensidades
de acordo com a carta ICCD, indicando boa cristalização do material. O estado de aglomeração será
estimado posteriormente com a medida de área específica.
A área superficial possui extrema relação com a reatividade do material; quanto maior for a área
superficial, menor é o tamanho do cristalino e maior é a reatividade do mesmo. O diâmetro do cristalito a
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
352
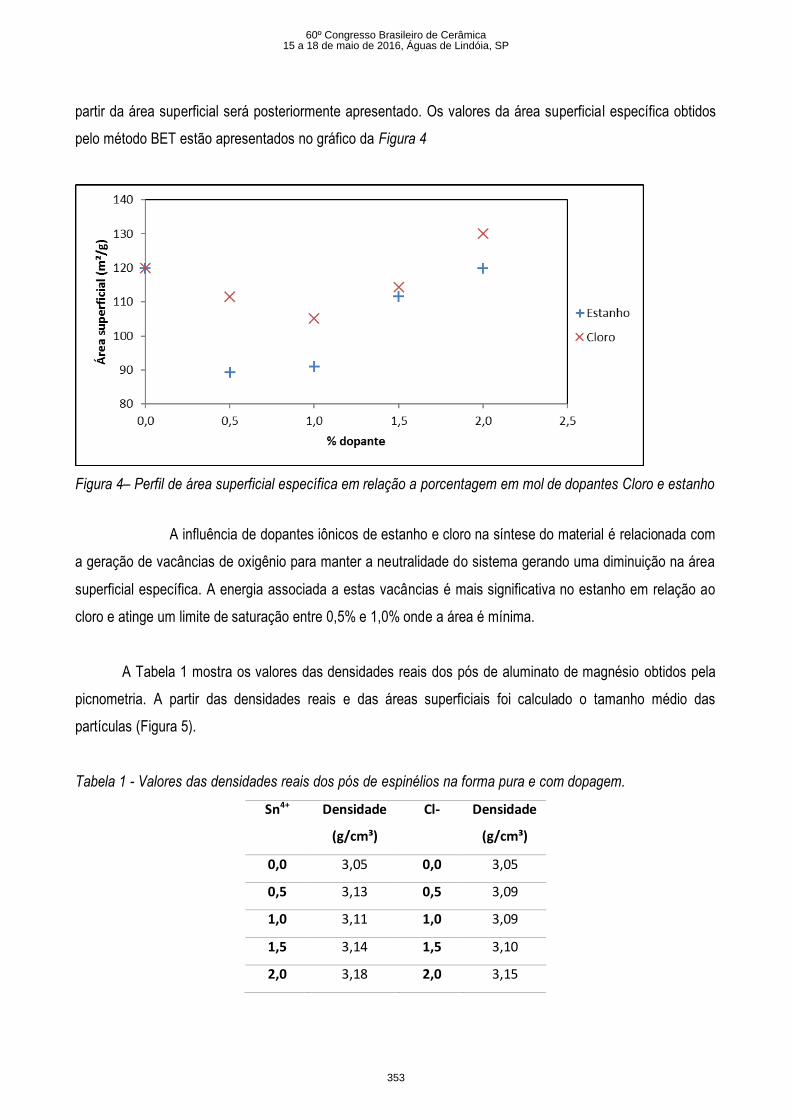
partir da área superficial será posteriormente apresentado. Os valores da área superficial específica obtidos
pelo método BET estão apresentados no gráfico da Figura 4
Figura 4– Perfil de área superficial específica em relação a porcentagem em mol de dopantes Cloro e estanho
A influência de dopantes iônicos de estanho e cloro na síntese do material é relacionada com
a geração de vacâncias de oxigênio para manter a neutralidade do sistema gerando uma diminuição na área
superficial específica. A energia associada a estas vacâncias é mais significativa no estanho em relação ao
cloro e atinge um limite de saturação entre 0,5% e 1,0% onde a área é mínima.
A Tabela 1 mostra os valores das densidades reais dos pós de aluminato de magnésio obtidos pela
picnometria. A partir das densidades reais e das áreas superficiais foi calculado o tamanho médio das
partículas (Figura 5).
Tabela 1 - Valores das densidades reais dos pós de espinélios na forma pura e com dopagem.
Sn4+ Densidade
(g/cm³)
Cl- Densidade
(g/cm³)
0,0 3,05 0,0 3,05
0,5 3,13 0,5 3,09
1,0 3,11 1,0 3,09
1,5 3,14 1,5 3,10
2,0 3,18 2,0 3,15
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
353
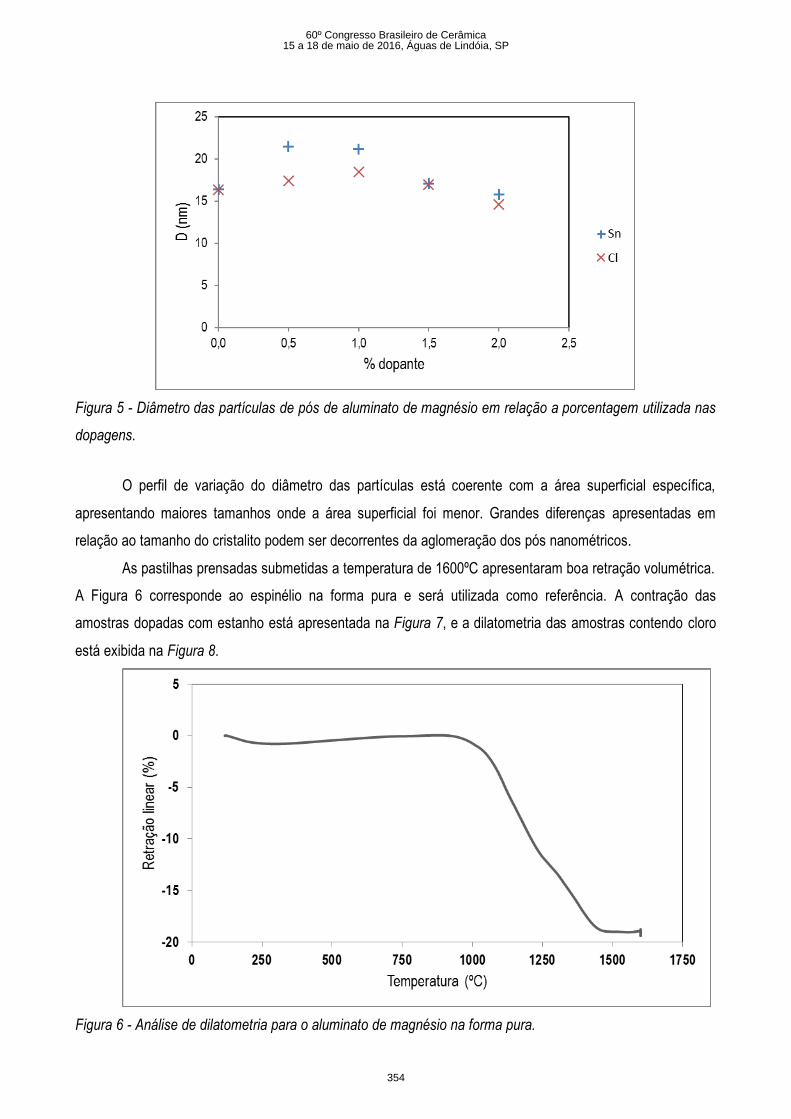
Figura 5 - Diâmetro das partículas de pós de aluminato de magnésio em relação a porcentagem utilizada nas
dopagens.
O perfil de variação do diâmetro das partículas está coerente com a área superficial específica,
apresentando maiores tamanhos onde a área superficial foi menor. Grandes diferenças apresentadas em
relação ao tamanho do cristalito podem ser decorrentes da aglomeração dos pós nanométricos.
As pastilhas prensadas submetidas a temperatura de 1600ºC apresentaram boa retração volumétrica.
A Figura 6 corresponde ao espinélio na forma pura e será utilizada como referência. A contração das
amostras dopadas com estanho está apresentada na Figura 7, e a dilatometria das amostras contendo cloro
está exibida na Figura 8.
Figura 6 - Análise de dilatometria para o aluminato de magnésio na forma pura.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
354
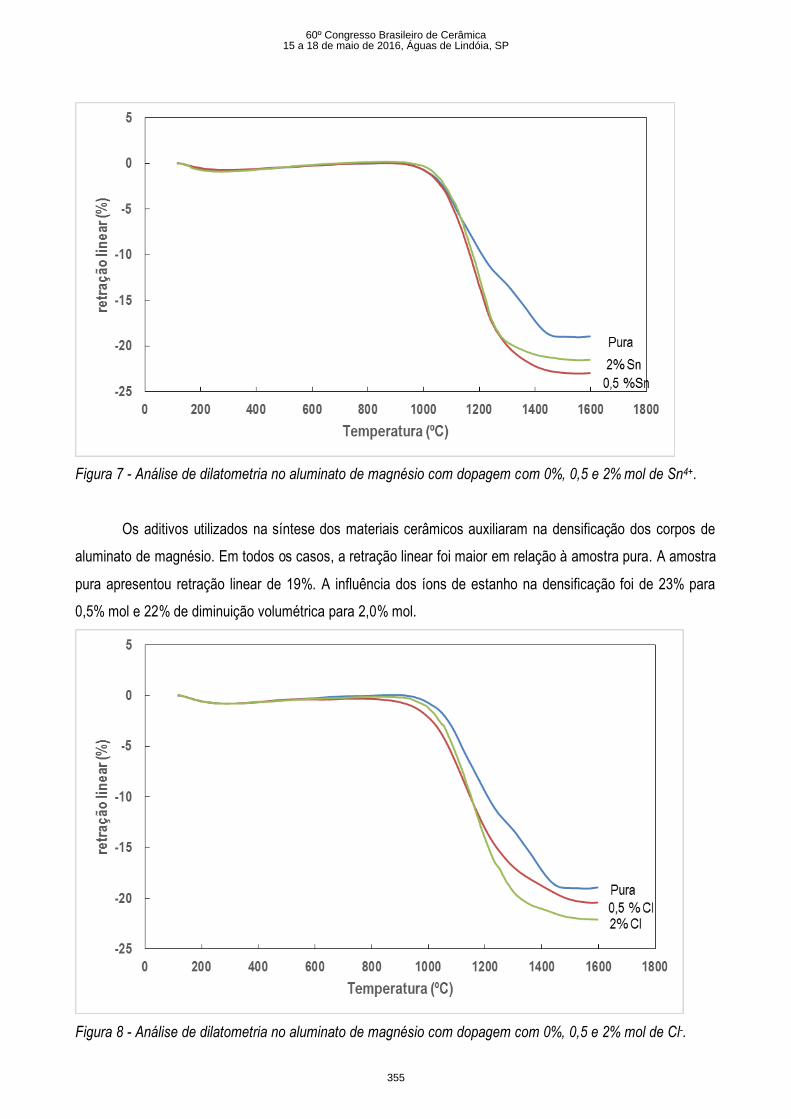
Figura 7 - Análise de dilatometria no aluminato de magnésio com dopagem com 0%, 0,5 e 2% mol de Sn4+.
Os aditivos utilizados na síntese dos materiais cerâmicos auxiliaram na densificação dos corpos de
aluminato de magnésio. Em todos os casos, a retração linear foi maior em relação à amostra pura. A amostra
pura apresentou retração linear de 19%. A influência dos íons de estanho na densificação foi de 23% para
0,5% mol e 22% de diminuição volumétrica para 2,0% mol.
Figura 8 - Análise de dilatometria no aluminato de magnésio com dopagem com 0%, 0,5 e 2% mol de Cl-.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
355

As amostras de aluminato dopado com cloro nas porcentagens de 0,5%, 1,5%, e 2,0% em mol
obtiveram contração de 20%, 22% e 22%, respectivamente.
Os aditivos também diminuíram a temperatura de início de densificação para todos os casos, com
maior eficiência para a amostra dopada com estanho em 2%. É possível que os cátions de estanho contribuam
com a sinterização por se localizarem nos contornos de grão, e logo após o crescimento ser iniciado, haja
migração para outras regiões do cristal ou até mesmo evaporação. Já o ânion cloro deve evaporar somente em
temperaturas mais altas.
Conclusões
O espinélio de aluminato de magnésio tem ganhado importância devido as suas propriedades que possuem
variações de acordo com o aditivo utilizado. A síntese deste material com a adição de aditivos produzido pelo
método de co-precipitação mostrou-se eficiente com o controle do pH. Todas as composições estudadas
apresentaram a formação da fase cristalina de espinélio, sem a apresentação de picos estranhos causados
por uma segunda fase. O cristalito deste material apresentou tamanho muito reduzido, 6 nm para todas as
composições, gerado na síntese por precipitação em excesso de solução e posterior calcinação. O tamanho
de partícula calculado pela área superficial pelo método BET apresentou variação de 16 a 18 nm para o
espinélio com aditivo de cloro e de 16 a 21 nm para o espinélio dopado com estanho, evidenciando um
estado de aglomeração das partículas. Quanto à influência dos aditivos na sinterização dos corpos, foram
obtidos valores positivos em relação à diminuição da temperatura de início da densificação com maior
significância a dopagem do aluminato de magnésio com 0,5% em mol de cloro e a sinterização obteve maior
retração linear na composição de 0,5% em mol de estanho com 23%.
Agradecimentos
Os autores agradecem a FAPESP e à FEI pelo suporte financeiro durante a realização e
apresentação deste trabalho no Congresso Brasileiro de Cerâmica.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
356
Referências Bibliográficas.
[1] PEREIRA, G.J., GOUVEA, D., Densificação Rápida de Cerâmicas de SnO2, Cerâmica 49, p.116 (2003)
[2] MARCOS, P.J.B., GOUVEA, D. Avaliação do processo de limpeza superficial de pós de zircônia,
Cerâmica 48, p.187 (2002)
[3] TRIPATHI, H. S., MUKERJEE, B., DAS, S., HALDAR, M. K., DAS, S. K., & GHOSH, A. (2003). Synthesis
and densification of magnesium aluminate spinel: effect of MgO reactivity. Ceramics International, 29, 915-91
[4] GANESH, I., BHATTACHARJEE, S., SAHA, B. P., JOHNSON, R., & MAHAJAN, Y. R. (2001). A new
sintering aid for magnesium aluminate spinel. Ceramics International, 27, pp. 773-779
[5] GANESH, I., TEJA, K. A., THIYAGARAJAN, N., & JOHNSON, R. (2005). Formation and densification
behavior of magnesium aluminate spinel: The influence of CaO and moisture in the precursors. Ceramics
International, 88, pp. 2757-2761
[6] NODA, T., & HASEGAWA, S. (1940). Effect of addition of salt vapour on the synthesis and crystal growth
of spinel. Journal of the Society for Chemical Industries, 43, pp. 169-172.
[7] SARKAR, R., DAS, S. K., & BANERJEE, G. (2003). Effect of additives on the densification of reaction
sintered and presynthesised spinels. Ceramics International, 29, pp. 55-59
[8] GHOSH, A., DAS, S. K., BISWAS, J. R., TRIPATHI, H. S., & BANERJEE, G. (2000). The effect of ZnO
addition on the densification and properties of magnesium aluminate spinel. Ceramics International, 26, pp.
605-608.
[9] R. Sarkar, G. Bannerjee, Effect of addition of TiO2 on reaction sintered MgO-Al2O3 spinels, Journal of
European Ceramic Society 20 (2000) 2133-2141
[10] WEBB, P. A., ORR, C. Analytical Methods in Fine Particle Technology; Micromeritics Instrument
Corporation; Norcross - USA; p.53 (1997).
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
357






![PRODUÇÃO E CARACTERIZAÇÃO DE PÓS CERÂMICOS DE …metallum.com.br/60cbc/anais/PDF/02-035TT.pdf · de capacitores cerâmicos, termistores e transdutores [2]. A estrutura perovskita](https://static.fdocumentos.tips/doc/165x107/5c5d9efb09d3f2d72f8d3783/producao-e-caracterizacao-de-pos-ceramicos-de-de-capacitores-ceramicos.jpg)











