SEGURANÇA DO TRABALHO NAS OPERAÇÕES DE SOLDA ... · Para utilização em soldagem, o acetileno...
72
<¿2h W SEGURANÇA DO TRABALHO NAS OPERAÇÕES DE SOLDA OXIACETTLtNICA Autor: RUI DE OLIVEIRA MAGRINI Enge.nkeJJio mz.c5.nlao e de. Se.gan.anca do TuabaSLho, da V-LvZião de. Se.gu.nan ça do T/iabalko da FUNVACENTRO. Colaborador: ISAC HEITOR FREITAS FORTES TtcnÓlogo e. Supe.lv ¿¿01 de Szguiança do TiabaZho, da VLvLòao de Se.guAa.aca do Tfiabalho da FUhlVACENTRO. Preparação de Texto: JOSÉ CARLOS C. CROZERA Ilustrações: RICARDO DA COSTA SERRANO DÉCIO CARDOSO São Paulo 1 984 "COMISSÃO NACIONAL DE EMERGIA NUCLEAR/SP CAPA: JOSÉ ALBERTO FERNANDES
Transcript of SEGURANÇA DO TRABALHO NAS OPERAÇÕES DE SOLDA ... · Para utilização em soldagem, o acetileno...

<¿2h W
SEGURANÇA DO TRABALHO NAS OPERAÇÕES
DE SOLDA OXIACETTLtNICA
Autor: RUI DE OLIVEIRA MAGRINI
Enge.nkeJJio mz.c5.nlao e de. Se.gan.anca
do TuabaSLho, da V-LvZião de. Se.gu.nan
ça do T/iabalko da FUNVACENTRO.
Colaborador:
ISAC HEITOR FREITAS FORTES
TtcnÓlogo e. Supe.lv ¿ ¿ 0 1 de Szguiança do TiabaZho, da VLvLòao de Se.guAa.aca do Tfiabalho da FUhlVACENTRO.
Preparação de Texto:
JOSÉ CARLOS C. CROZERA
Ilustrações:
RICARDO DA COSTA SERRANO
DÉCIO CARDOSO
São Paulo
1 984
"COMISSÃO NACIONAL DE EMERGIA NUCLEAR/SP
CAPA:
JOSÉ ALBERTO FERNANDES

C A T A L O G A D O NA F O N T E I S D B / F U N D A C E N T R O
M178s M A G R I N I , Rui de Oliveira Segurança do trabalho nas operações de solda
o x i a c e t i l ê n i c a . São P a u l o , FUNDACENTRO, 1984.
66p. il.
1. Solda oxiacetilênica - Segurança do Traba lho I. F O R T E S , Isac Heitor F r e i t a s , colab. II. FUNDACEÍT TRO III. titulo
CDU 621.791.5:614.8
CIS Hwig As
índices para o catálogo sistemático
1 .. Segurança do trabalho - Solda a gás 6 1 4 . 8 : 6 2 1 . 7 9 1 . 5 * As Hwig **
2. Segurança do Trabalho - Solda oxiacetilênica 614.8:621.791.5* As Hwig **
3. Solda a gás - Segurança do trabalho 6 2 1 . 7 9 1 . 5 : 6 1 4 . 8 * Hwig As **
4. Solda oxiacetilênica - Segurança do trabalho 621.791.5:614.8* Hwig As **
FUNDACENTRO ^ Rua Capote V a l e n t e , 710 - CEP 05409 Sao Paulo, SP - Brasil - Caixa Postal 30291 Tiragem 2.000 exemplares
* Classificação Decimal Universal
Classificação do "Centre International d'Informations de Sécurité et du T r a v a i l "
SEGURANÇA DO TRABALHO NAS OPERAÇÕES DE
SOLDA OXIACETILÊNICA

Presidente Ni Ido Mazzini Superintendente Jofre Alves de Carvalho
Dedicatoria
Ao4 oaJLaddotiZo que , conizndo
de¿ obh.OL¿> <¿m mzta¿uJig¿a.

Agradecimentos
A todos os funcionários da
FUNDACENTRO que, direta ou indireta_
mente,colaboraram na realização
deste trabalho.

SUMARIO
1 - INTRODUÇÃO 1
2 - O SISTEMA OXIACETILÊNICO 3
2.1 O acetileno 3 2.2 O oxigênio 3 2.3 O maçarico e a chama os iacet i lên ica 7 2.4 0 sistema oxiacet i lênico básico 16
3 - A SEGURANÇA DO SISTEMA OXIACETILÊNICO 19
3.1 Riscos decorrentes da utilização do acetileno 19
3.2 Dispositivos e requisitos de segurança para o uso do acetileno 19
3.3 Analise de riscos decorrentes da utilização do oxigênio 34
3.4 Dispositivos e requisitos de segurança para o uso do oxigênio 34
4 - OPERAÇÕES SEGURAS 47
5 - BIBLIOGRAFIA 65
50
1800 1850 1900 1950 2000
CRONOLOGIA
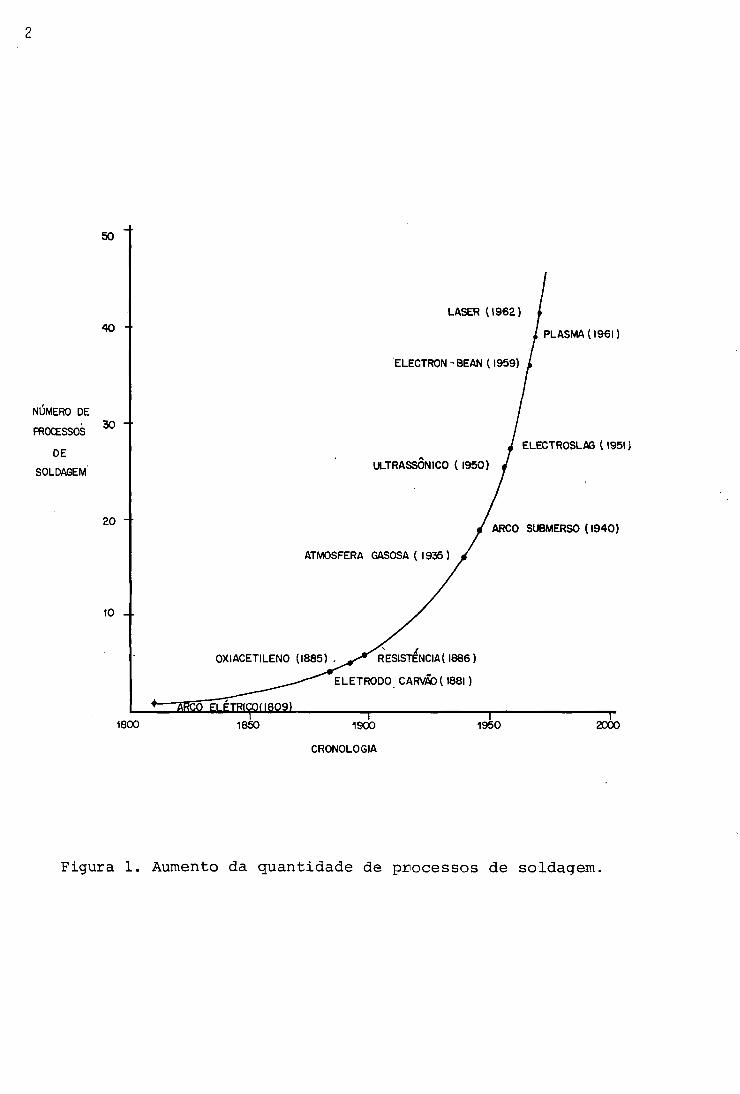
Figura 1. Aumento da quantidade de processos de soldagem.
1 INTRODUÇÃO
Entende-se como soldagem a técnica de reunir duas
ou mais partes constitutivas de um todo, assegurando a contj_
nuidade do material e, conseqüentemente, suas características
mecânicas e químicas.
Desde o forjamento da "Espada de Damasco". (1.300
anos antes da nossa era) até nossos dias, a técnica empregada
para para obter a solda tem sofrido uma evolução constante, e_
xistindo hoje grande variedade de processos (Figura 1).
Analisando os diversos processos, podemos obse£
var que o emprego de grande quantidade de energia encontra-se
presente em todos, dando origem, geralmente, a fonte de ris^
cos de acidentes ao homem.
Pretendemos, nesse manual, destacar o processo oxj_
acetilênico de soldagem, uma vez que é amplamente utilizado
na indústria, e apresentar dados para que os profissionais e.s_
pecializados em Segurança do Trabalho possam incorporar em
suas atividades o controle dos riscos de acidentes advindos
dessas operações.
3
2 O SISTEMA OXIACETILENICO
2.1 O acetileno
A c e t i l e n o , ou e t i n o , é o h i d r o c a r b o n e t o , de
fórmula estrutural H - C E - H .
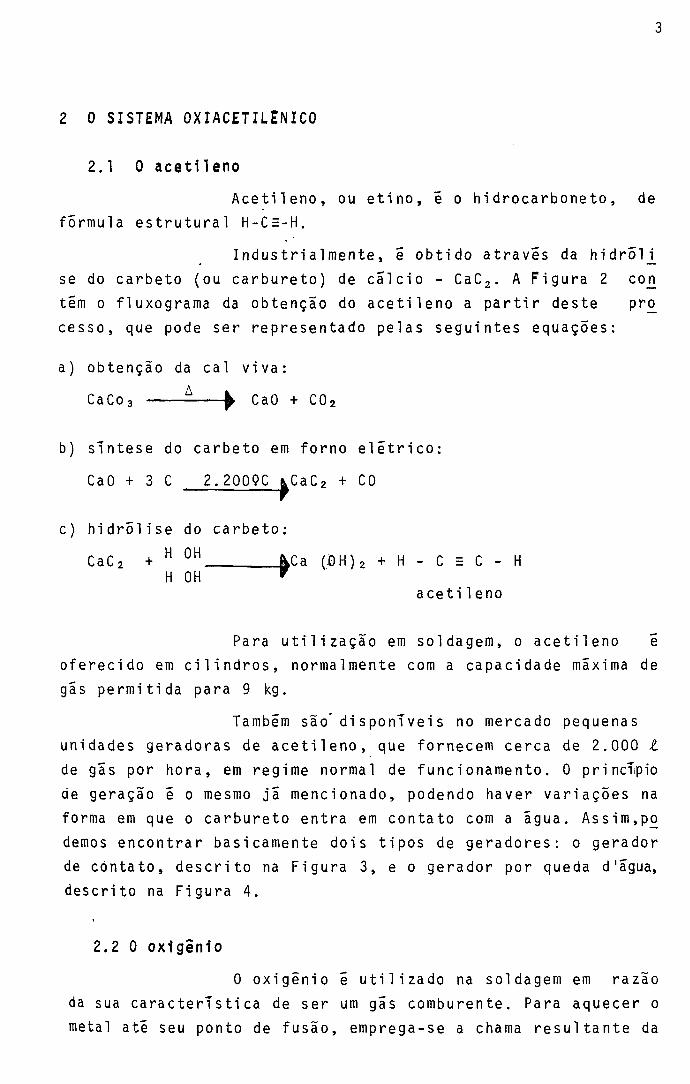
I n d u s t r i a l m e n t e , é obtido através da h i d r Õ H
se do carbeto (ou carbureto) de cálcio - C a C 2 . A Figura 2 con_
têm o fluxograma da obtenção do acetileno a partir deste pro
cesso, que pode ser representado pelas seguintes e q u a ç õ e s :
a) obtenção da cal viva:
C a C o 3 ^ CaO + C 0 2
b) síntese do carbeto em forno e l é t r i c o :
CaO + 3 C 2.20QQÇ ^ C a C 2 + CO
c) hidrólise do carbeto:
C a C 2 + H 0 H àCa ( D H ) 2 + H - C = C - H H O H '
aceti1eno
Para utilização em s o l d a g e m , o acetileno é
oferecido em c i l i n d r o s , normalmente com a capacidade máxima de
gás permitida para 9 kg.
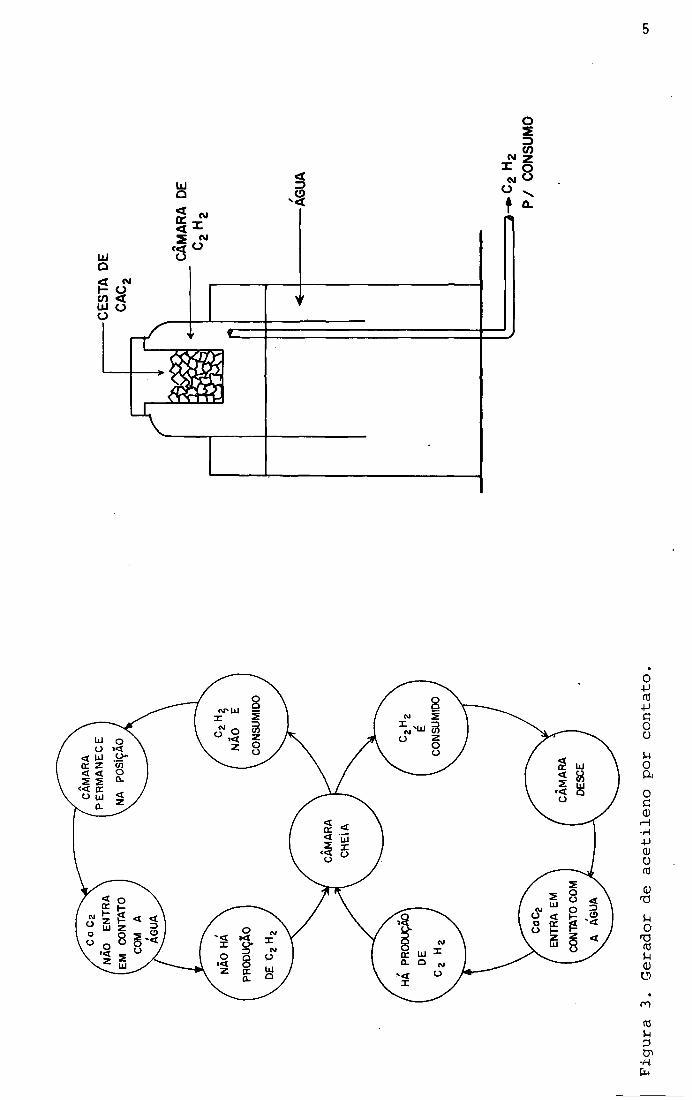
Também são' disponTveis no mercado pequenas
unidades geradoras de a c e t i l e n o , que fornecem cerca de 2.000 l
de gás por h o r a , em regime normal de f u n c i o n a m e n t o . 0 principio
de geração é o mesmo já m e n c i o n a d o , podendo haver variações na
forma em que o carbureto entra em contato com a agua. Assim,po
demos encontrar basicamente dois tipos de g e r a d o r e s : o gerador
de contato, descrito na Figura 3, e o gerador por queda d'agua,
descrito na Figura 4.
2.2 0 oxigênio
0 oxigênio é utilizado na soldagem em razão
da sua característica de ser um gás c o m b u r e n t e . Para a q u e c e r o
metal até seu ponto de fusão, emprega-se a chama r e s u l t a n t e da
CALCÁREO (C0CO3)
queima 1 queima (CaO)
CAL VIVA
forno elétrico
(CaC 2) CARBETO DE CALCIO
AGUA
••ACETILENO ( C 2 H 2 )
gerador de
acetileno
gura 2. Obtenção' industrial do acetileno.
Figu
ra 3.
Ger
ador
de
acet
ilen
o po
r co
ntat
o.
CES
TA D
E C
AC.
CAM
ARA
DE
C2
H2 -A
GU
A
3—*
C2
H2
P/
CO
NSU
MO
en

Figu
ra 4
. Ge
rado
r de a
cetileno n
or q
ueda d
e água.
VÁLV
ULA-
•r • C
AMAR
A
-AGU
A
-C2H
2
P/
CONS
UMO

7
combustão, isto é, da reação química processada entre o acetj_
leno e o comburente.
0 comburente a ser utilizado poderia ser
oxigênio puro ou ar atmosférico (mistura de gases que contém,
entre outros constituintes, cerca de 21% de oxigênio, 78% de
nitrogênio, 1% de gases nobres) porém quando se utiliza o oxj_
gênio puro, todas as reações da combustão são intensificadas e
a temperatura da chama é fortemente aumentada, alem do que',mui_
tas substâncias que não queimam em contato com o ar queimam fa_
cilmente na presença do oxigênio puro.
Existem três processos principais para a oj)
tenção de oxigênio: eletrólise da água, reações químicas e li_
quefação do ar.
Industrialmente, e empregado em maior esca
la o processo de liquefação do ar, visando atender a demanda de
oxigênio utilizado em serviços de solda, corte a quente, servj_
ços hospitalares etc.
Esse processo consiste em separar os dive£
sos componentes do ar, por meio da compressão, da expansão, da
liquefação e do f raci onamento, conforme representado na Figiu
ra 5.
0 oxigênio pode ser fornecido no estado 1T
quido, em recipientes criogênicos, providos de vaporizadores;
porém, para pequenos consumos, são mais utilizados os cilindros-
sem-costura, para gases comprimidos a alta pressão. Um cilin
dro destes, possuindo 50,3 Z de volume geométrico, irá conter 3 - - _ 2
9,3 m de oxigênio, a pressão de 185 &gf/cm .
2.3 0 maçarico e a chama oxiacetllênica
Como já foi visto, o processo oxiacetilê ni co
de solda ou corte caracteriza-se pelo emprego do calor da cha^
ma resultante da reação de acetileno com oxigênio.
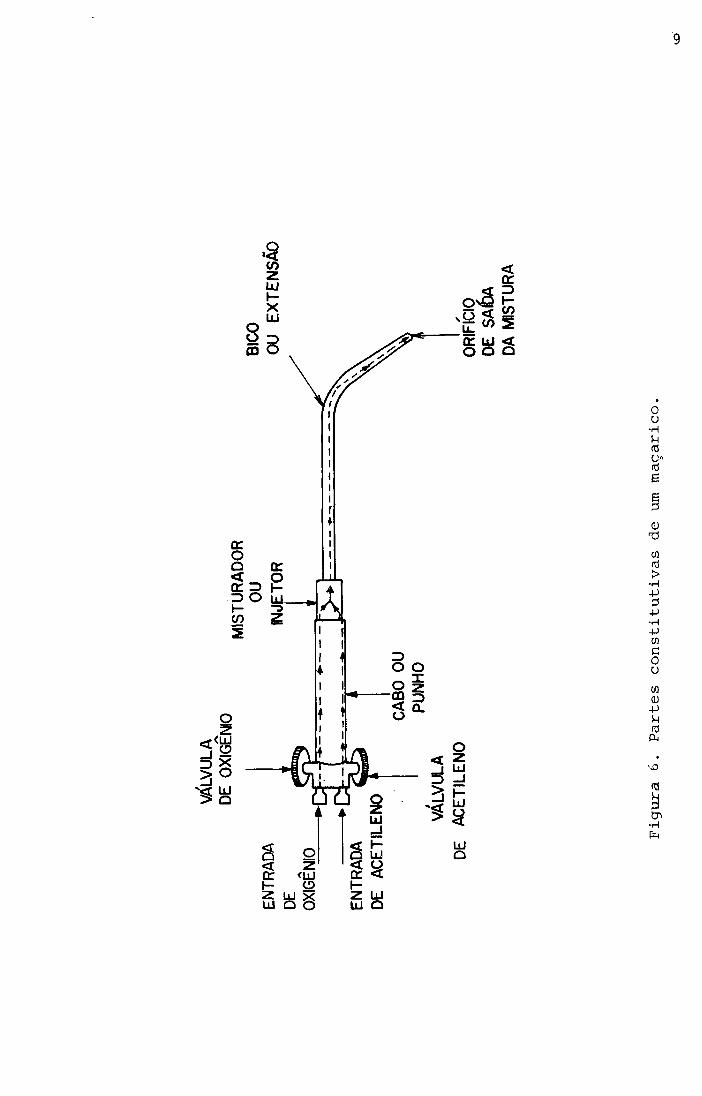
0 maçarico é o dispositivo que recebe esses
dois gases separadamente e mistura-os em proporções e veloci_
dades determinadas, de maneira que possibilite a combustão.A
Figura 6 contém a representação esquemática de um maçarico e
seus principais comp^on_en_tes.

8
Compressor de alta pressão
Purificador de ar
Compressor de baixa pressão
Tomada de
Absorvedor de hidrocarbonetos
Figura 5. Obtenção de oxigênio por liguefação do ar
(Segundo Van Wylen e Sonntag - Fundamentos
da Termodinâmica clássica - Edgar Blücher Ed.).
VÁ
LV
UL
A
DE
O
XIG
ÊN
IO
EN
TR
AD
A
DE
OX
IGÊ
NIO
MIS
TU
RA
DO
R
OU
IMU
ET
OR
BIC
O
OU
E
XT
EN
SÃ
O
EN
TR
AD
A
DE
A
CE
TIL
EN
O
f
VÁ
LV
UL
A
DE
A
CE
TIL
EN
O
CA
BO
O
U
PU
NH
O
FIC
IO
DE
SA
6A
D
A
MIS
TU
RA
Figura 6. Partes constitutivas de um maçarico.

1 o
A chama oxiaceti1ênica forma-se na região
próxima ao orifício de saída da m i s t u r a , 'fora do maçarico. 0
processamento da reação ocorre em duas fases:
1? o acetileno combina-se com o o x i g ê n i o , produzindo monóxido
de carbono e hidrogênio, gases também inflamáveis:
C Z H 2 + 0 2 • 2C0 + H 2 (Equação 1)
2? o monóxido cie caroono e o hidrogênio são queimados:
2C0 + 0 2 ^ 2 C Ü ! + calor (Equação 2)
2 H 2 + 0 2 ^ 2 H 2 0 + calor (Equação 3)
Dessa f o r m a , tem-se como resultado final a
produção de dióxido de carbono, água e calor:
2 C 2 H 2 + 5 0 2 - > 4 C 0 2 + 2 H 2 0 + calor (Equação 4) +
quantidade suficiente para elevar a temperatura ate 3.300 C, aproximadamente
A seleção da extensão do maçarico deve ser
feita de acordo com o trabalho a ser realizado. 0 parâmetro
mais importante para essa escolha e a espessura do material a
ser soldado (ver tabela da Figura 7 ) .
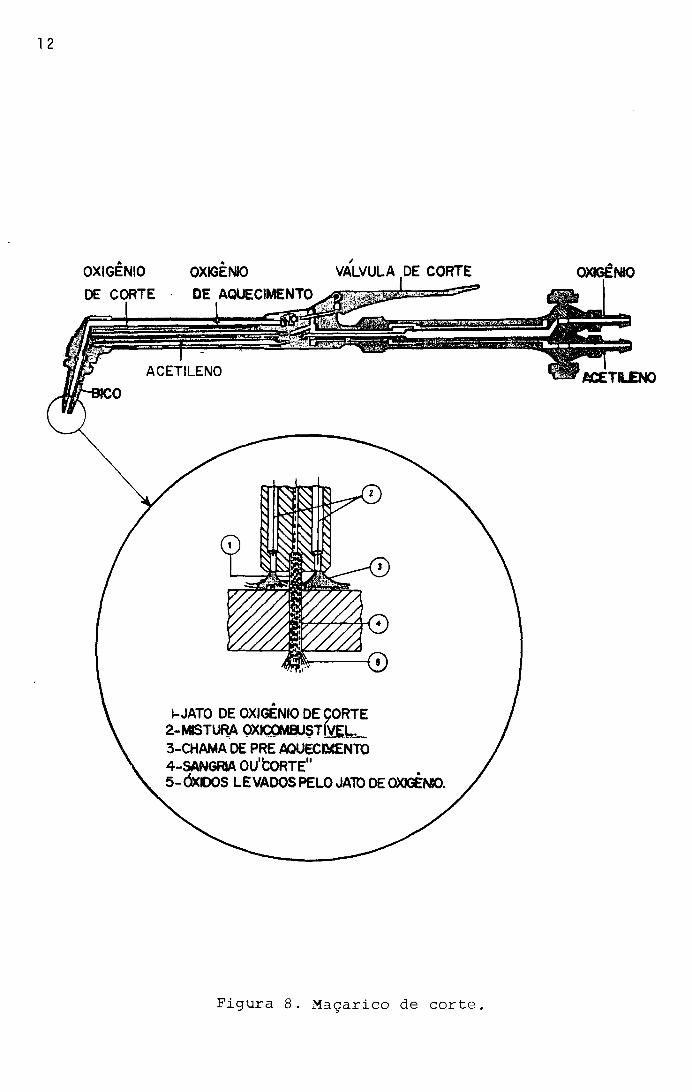
Para operações de corte com o sistema oxia^
c e t i l ê n i c o , utilizam-se maçaricos e s p e c i a i s , uma vez que esse
processo se fundamenta na reação química rápida entre o ferro
fortemente aquecido e o oxigênio.
No maçarico de c o r t e , o oxigênio e o acetj_
leno são misturados e queimados para formar a chama de a q u e c ^
mento* através de orifícios que circundam o bico de corte. Na
parte central do bico, através de um orifício de diâmetro maior
do que os que alimentam a chama de a q u e c i m e n t o , é fornecido o
jato de oxigênio necessário para efetuar o corte do metal,quan
do este já estiver no ponto de ignição (aquecido ao r u b r o ) . 0
fluxo de oxigênio de corte é controlado por válvula independer^
te, a válvula de corte (ver Figura 8, maçarico de c o r t e ) .
Quando o ferro aquecido ao rubro é exposto
a um fluxo de oxigênio de alta p u r e z a , uma intensa reação ocor

N2 do
Bico
Espessura do material
a ser soldado (mm)
Comprimento
da chama (nau)
Pressão do gás (*) Consumo aproxi mado de gás
N2 do
Bico
Espessura do material
a ser soldado (mm)
Comprimento
da chama (nau) (lbf/pol2) (KPa) pé3/h I A
1 1,6 4,8 1 7 5 141,5
2 1,6 a 3,2 6,3 2 14 6 170
3 3,2 a 4,8 7,9 2 14 9 254,5
4 4,8 a 6,3 9,6 ' 3 21 12 340
5 6,3 a 9,6 11,2 4 28 21 594,5
6 9,6 a 12,7 12 5 35- 23 651,5
7 12,7 a 15,9 • 12,7 6 42 36 1019,5
8 15,9 a 25,4 14,3 •7 49 50 1.416
9 25,4 ou mais 15,8 8 56 58 1642,5
10 trabalhos pesados 19,0 9 63 100 2.832
11 trabalhos pesados 19,0 10 70 106 3.000
12 trabalhos pesados 19,0 11 77 108 3.058
(*) - a pressão e o consumo têm valores iguais para o e para o ^2^2
F i g u r a 7. S e l e ç ã o do b i c o do m a ç a r i c o p a r a s o l d a g e m .
12
Figura 8. Maçarico de corte.

_ 400° C-TEMPERATURA DE I6NJÇA0 ESPONTANEA DA MISTURA
^CHAMA PRIMARIA C ^ t CL,— 2CO*Ht*IO&500CAL
INVOLUCRO EXTERNO:
2C0H02+4N2 ^C0 2*4N¿H36000CAL
H2i^02-H4hL>H20+2N2+58.000CAL
Figura 9 . Chama oxiacetilênica neutra.

14
re, com desprendimento de calor suficiente para oxidar o ferro;
o óxido de ferro é fundido e arrastado pela corrente de oxigê
nio, expondo, assim, mais metal ã ação oxidante do oxigênio.
Os maçaricos de corte, mediante seleção ade_
quada de bicos, permitem cortar chapas de variadas espessuras,
que vão desde 1 mm ate 300 mm.
Considerando as equações da combustão,obser
vemos.como a aparência fTsica da chama pode ser afetada.
Quando 1 volume de oxigênio e 1 volume de
acetileno são expelidos pelo bico do maçarico, tem lugar, a 1-
fase da reação,formando um cone brilhante, bem definido. Na su perfTcie interna desse cone (interno), o acetileno decompõe-se
em C (carbono) e H (hidrogênio) gasosos, com o carbono combJ_
nando com 1 volume de oxigênio para formar CO (monóxido de car^
bono). No ar exterior ao cone interno, o CO e o H 2 combinam com
o oxigênio do ar. Quando uma mistura de 1 por 1 volume de oxj^
gênio e acetileno é expelida pelo bico do maçarico, a chama re
sultante ê dita NEUTRA. (Ver Figura 9).
0 cone interno da chama neutra varia de 1,5
mm a 2,5 cm de comprimento, dependendo do tamanho do bico do
maçarico. Se aumentarmos o bico do maçarico, produziremos uma
chama maior, porque aumentam as quantidades de gases.
A chama neutra ê de grande importância não
sõ pelo grande oso em soldas e cortes, como tammbem para se£
vir de base ao soldador para regulagem de outros tipos de cha^
ma. Ela deve ser empregada nos seguintes tipos de solda:
a) soldas de aço carbono:
- baixo teor de carbono (até 0,10%);
- médio teor de carbono (0,10% a 0,25%);
- alto teor de carbono (0,25% a 0,55%);
b) soldas de aços fundidos;
c) soldas de aços com tratamentos térmicos especiais;
d) soldas de açbs-ligas:
- aço-nTquel;
- aço-cromo;
1 5
e) soldas de ligas de aço soldáveis especificadas pela S.A.E.:
(Society of Automobile Enginners)
- cromo-vanadio;
- cromo-mol ibdênio;
- cromo-níquel ;
- cromo-níquel-manganês;
- manganês-molibdênio ;
- níquel-manganês;
- cromo-manganês-molibdênio;
- cromo-manganês-molibdênio-vanádio;
f) solaas de superfícies duras;
g) solda de alumínio;
- chapa de alumínio;
- alumínio fundido.
Quando ha excesso de oxigênio na mistura, a
chama apresenta apenas duas zonas, como no caso da chama neu
tra, diferenciando-se desta pelo tamanho e pelo formato do co_
ne interno, que é menor e afunilado nos lados, adquirindo uma
tonalidade purpúrea, fazendo-se ouvir um ruído característico.
Nesta chama, denominada CHAMA OXIDANTE, o
acetileno também se decompõe em carbono e hidrogênio gasosos no
cone interno. Uma vez que na chama oxidante ha excesso de oxJ_
gênio em relação ao carbono; para a queima, o hidrogênio tam
bem combinará com o oxigênio na superfície do cone interno, e,
em alguns casos, o monóxido de carbono também queimará, origj^
nando o dióxido de carbono. Ainda que esses dois gases, vapor
d'agua e gás carbônico, sejam normalmente estáveis, mesmo na
temperatura da chama envoltÓria, a temperatura nas bordas do
cone interno e suficientemente alta para torná-los instáveis,
formando-se por isso agentes fortemente oxidantes.
A chama oxidante, portanto, nunca deve ser
empregada para soldar aços. Em face da possibilidade de elevar
a temperatura até cerca de 260 °C acima da chama neutra, a cha
ma oxidante pode ser empregada para a soldagem do cobre e do
1 a tão.
Observando-se a Equação 1, página 1 0 , nota-

16
se que, se houver mais de 1 volume de acetileno para cada voljj
me de oxigênio, haverá necessidade de acréscimo de carbono no
lado direiro da equação. Uma vez que o cone interno representa
a combustão de CO e H 2 com o oxigênio do ar, esse terceria zo
na, ou véu de excesso de acetileno, como e chamada, indica o
excesso de carbono que combina, nas bordas externas do vêu,com
o oxigênio do ar, como reação primária. 0 comprimento deste véu
pode ser tomado para medir a quantidade em excesso de acetile_
no na chama.
Em sTntese, se denominarmos r como regula_
gem da chama, sendo:
r = ™ T " " e de 0 2 t e r . S e - á : volume de C 2 H 2
com r = 1 -> chama neutra;
com r > 1 + chama oxidante, que leva a seguinte reação:
C 0 2 + C 2C0
H 20 + C ->- H 2 + CO
0 monóxido de carbono (CO) forma-se com a
retirada de carbono do aço e, conseqüentemente, com a queda de
sua resistência.
(com r » 1,5 têm-se temperaturas da ordem de 3.150 °C,
que são empregadas no corte oxiaceti1enico);
e com r < 1 chama carburante que introduz carbono na
poça de fusão: C 2 H 2 -»• 2C + H 2 + 73. 600 cal
t calor suficiente para elevar a temperatura ate a casa dos 3.000 °C.
2.4 0 sistema oxiacetilênico básico
Ao maçarico conectam-se mangueiras e ãs vãl_
vulas dos cilindros conectam-se reguladores de pressão, confi_
gurando-se, assim, o sistema oxiacetilênico básico ( represen_
tado na Figura 10), constituído de:
- cilindros de gases;
- válvulas dos cilindros;

- r e g u l a d o r e s de p r e s s ã o ;
- m a n g u e i r a s ;
- m a ç a r i c o .
A s s o c i a d o s a esse s i s t e m a deve h a v e r uma ba
cada para a execução dos s e r v i ç o s alem de uma s é r i e de d i s p o s i ^
t i v o s de s e g u r a n ç a , que s e r ã o d e t a l h a d o s no C a p i t u l o I I I A SE_
GURANÇA DO SISTEMA O X I A C E T I L E N I C O .
I /1' — Cijindros 2/2 - Válvulas dos cilindros 3/3' - Regulador de pressão
3a/3a-Manómetros de alta pressão 3b/3b-Manómetros de baixa pressão
4/4' - Mangueiras 5/5' - Válvulas do maçarico 6 - Maçarico

19
3 A SEGURANÇA DO S I S T E M A O X I A C E T I L E N I C O
3 .1 R i s c o s d e c o r r e n t e s da u t i l i z a ç ã o do a c e t i l e n o
Q u a n t o ã t o x i c i d a d e , o acet i leno é considerado as
f i x i an te e anes tés i co ,é experimentos v o l t a d o s a d e m o n s t r a r que s e
pode r e s p i r a r a c e t i l e n o em a l t a s c o n c e n t r a ç õ e s , sem c o n s e q ü e j i
c i a s c r ô n i c a s g r a v e s , e que c o n c e n t r a ç õ e s de 100 m g / £ podem s e r
t o l e r a d a s po r i n t e r v a l o s de tempo de 30 m i n u t o s a 1 h o r a .
Nas c o n d i ç õ e s n o r m a i s de t e m p e r a t u r a a pres^
s ã o , o a c e t i l e n o e um g á s a l t a m e n t e i n f l a m á v e l , a p r e s e n t a n d o o s
s e g u i n t e s l i m i t e s de i n f l a m a b i 1 i d a d e , no a r em v o l u m e :
- i n f e r i o r : 2 , 5 % ;
- s u p e r i o r : 8 1 X .
* A F i g u r a 11 m o s t r a uma c o m p a r a ç ã o e n t r e o s
l i m i t e s de i n f l a m a b i 1 i d a d e do a c e t i l e n o e o s l i m i t e s de i n f l a_
i n a b i l i d a d e dos g a s e s l i q u e f e i t o s de p e t r ó l e o ( G L P ) . A ampla faj_
xa c a r a c t e r í s t i c a do a c e t i l e n o i n d i c a que n a s p e q u e n a s conce j i
t r a ç õ e s d e s t e g á s , em m i s t u r a com o a r , começam a e x i s t i r ris_
c o s de e x p l o s ã o , que p e r s i s t e m a t e que a c o n c e n t r a ç ã o de a c e t ^
l e n o a t i n j a v a l o r e s e l e v a d o s .
E i m p o r t a n t e n o t a r que em c a s o s de grandes va_
z a m e n t o s de a c e t i l e n o no a r , o l i m i t e i n f e r i o r de i n f 1 amab i l_i_
dade (25%) p o d e r i a s e r f a c i l m e n t e a t i n g i d o , c a r a c t e r i z a n d o , a £
s i m , r i s c o de e x p l o s ã o e v i d e n t e , a s s o c i a d o ao r i s c o de a s f i _
x i a .
Se o a c e t i l e n o p u r o e c o m p r i m i d o a p r e s s õ e s
s u p e r i o r e s a a t m o s f é r i c a (1 a t m ) , e l e pode s o f r e r um p r o c e s s o
de r á p i d a d e c o m p o s i ç ã o , com a r u p t u r a da t r i p l a l i g a ç ã o exister^
te e n t r e os á t o m o s de c a r b o n o (H - C = C - H ) . E s s a decompos i_
ção m a n i f e s t a - s e na f o r m a de e x p l o s ã o , e q u a n t o m a i o r a pres_
s ã o , menor a e n e r g i a n e c e s s á r i a p a r a o s e u d e s e n c a d e a m e n t o .
A lém d e s s a s c a r a c t e r í s t i c a s , o a c e t i l e n o po_
de r e a g i r q u i m i c a m e n t e , f o r m a n d o a c e t i 1 ettfs a l t a m e n t e e x p l o s j _
v o s , quando em c o n t a t o com c o b r e , p r a t a ou m e r c ú r i o .
3 .2 D i s p o s i t i v o s e requ is i tos de segurança para o uso de acet i leno
a-) C i l i n d r o de a c e t i l e n o — - — '
i c i o n a d o em

AC
ETIL
ENO
BUTA
NO
BU
TEN
OS
PRO
PANO
CO
H,
IO
i 20
30
40
i
50
_l
60
2.5
W
8,5
ifi
8,7
U
9,5
12,5
70
i 80
7,4 7,3
81
90
• 10
0 —
I
Figu
ra 11
. Li
mite
s de
Exp
los
ivid
ade
{% e
m vo
lume
, no
ar)

21
reservatórios especiais ou em cilindros especialmente fabric£
dos para esse fim - cilindros de acetileno.
A carcaça do cilindro de acetileno é compo£
ta por duas chapas de aço repuxadas, ligadas entre si por um
cordão de solda.
0 aço utilizado, bem como a solda, deve ejs
tar de acordo com certas características físicas e químicas,de
forma que os cilindros possam suportar testes de pressão hidro£
tática a uma pressão igual a 3 vezes a pressão de serviço.
A Figura 12 contem a representação de um cj_
lindro usualmente disponível no mercado.
0 cilindro de acetileno deve ter seu inte
rior totalmente preenchido com massa porosa, composta de carvão
de lenha, terra infusõria (material constituído essencialmente
por sílica hidratada), asbesto e um cimento de ligação. Na sua
fabricação, a massa é misturada com água até tomar uma consi£
tencia pastosa, e é introduzida nos cilindros, que são sacudj_
dos continuamente e depois mantidos em estufas a temperatura pró
xima a 250 °C, para expelir a água ate o peso ficar constante.
Isso ocasiona uma ligação do cimento, ficando os cilindros, no
final da operação de secagem, completamente cheios da massa po
rosa. A Figura 13 contem a fotografia de um cilindro de acetj_
leno em corte, mostrando a massa porosa em seu interior. (0bser_
vação: nessa figura, a massa porosa apresenta uma trinca tran£
versai, decorrente de quedas e de impactos bruscos contra o
cilindro).
Alem da massa porosa, o cilindro de acetile_
no, para poder receber o gás, deve estar cheio de acetona{CH 3.
CO. C H 3 ) , na qual o acetileno irá dissolver-se. 0 acetilenodi'£
solvido na acetona distribui-se uniformemente por todos os po
ros da massa, evitando a formação de bolsões, onde o acetileno
livre, em estado gasoso, formaria aglomerados, que, com o me
nor impacto, poderia decompor-se e ocasionar a explosão do cj_
1i ndro.
A acetona a ser utilizada para esse fim de
ve ter controlada uma série de características, tais como pure_
za (mínimo de 99,5%), peso especifico, acidez, presença de sub£
tancia nao volátil (máximo de 10" g/m£) e completa solubilj_

ESPECIFICAÇÕES DO CILINDRO
- C a p a c i d a d e : 9 kg de acetileno
- Volume geométrico: 55 l _ o
- Pressão de trabalho: 1 7 , 5 kgf/cm^ 2
- Pressão de teste: 5 3 kgf/cm
- Espessura mínima da parede: 2 , 8 1 mm
ESPECIFICAÇÕES DO MATERIAL
- Propriedades m e c â n i c a s :
-r 2 . Mínima resistência a tração: 46 kgf/mm
- Propriedades q u í m i c a s :
c Mn S P N b
0 , 2 3 1 , 3 5 0 , 0 5 0 , 0 4 0 , 0 5
{% mãx.)
Figura 1 2 . Cilindro de Acetileno
Figura 13. Cilindro de acetileno em corte.
24
dade em água.
Uma vez que o acetileno se encontra dissoJ[
vido na a c e t o n a , torna-se impossível determinar a quantidadede
gãs existente no cilindro por meio da pressão indicada nos ma
n ô m e t r o s , como se faz com os cilindros de oxigênio. 0 manómetro
de alta pressão indica a pressão da solução no c i l i n d r o , valor
este que varia em função da temperatura. Um cilindro cheio,por
e x e m p l o , estará submetido a pressão de 17 krgf/cm 2, ã tempera_
tura de 21°C, e com a mesma quantidade de acetileno em seu in_
terior estará submetido ã pressão de 7 k g f / c m 2 a 0°C.
0 procedimento para a determinação da quaji
tidade de acetileno existente no cilindro pode ser baseado na
massa (M) do g ã s , obtida através da pesagem do cilindro. 0 V £
lume ( V ) , nas condições normais de pressão e t e m p e r a t u r a , pode_
r ã , e n t ã o , ser determinado por meio da conversão:
V (m 3) = M (kg) x 0,9
V (pés cúbicos) = M ( kg) x 32,4
V (m 3) =• M (£b) x 0,4
V (pés cúbicos) = M (£b) x 14,7
Dentro do c i l i n d r o , no topo da massa porosa,
logo abaixo da rosca do c o l a r i n h o , existe uma cavidade ciliji
drica que permite a colocação de a m i a n t o , feltro e t e l a s , cons^
tituindo um conjunto cuja função é evitar a entrada de chamas
para dentro do cilindro e reter as impurezas que porventura e
xistam dentro dos m e s m o s .
Os cilindros de acetileno normalmente são
equipados com "bujões fusíveis" - pequenos "plugs" atarraxados
no topo e/ou no fundo do cilindro - cuja parte central é com
posta de c h u m b o , estanho e b i s m u t o , fundindo-se em' temperaturas
próximas a 100°C, f u n c i o n a n d o , a s s i m , como dispositivo de ali
vio em situações anormais de alta t e m p e r a t u r a , como num inceji
dio, por e x e m p l o , evitando a explosão do cilindro.
Todos os cilindros devem possuir em seus co
larinhos, as marcações que possibilitem a total identificação
de seus caracteres. Essas marcações devem ser bem v i s í v e i s , de
modo que permitam o fácil r e c o n h e c i m e n t o , e devem conter:
- o número de fabricação do cilindro;

25
- a identificação do fabricante;
- a data do teste de fabricação do cilindro (mês e ano);
- a pressão de trabalho;
- a tara do cilindro èm kg.
De.acordo com as normas técnicas nacionais,-
os cilindros de acetileno podem ser pintados em cor bordo para
sua identificação.
- Condições para o armazenamento de cilindros de acetileno
0 armazenamento de cilindros de acetileno
deve ser estruturado conforme as normas técnicas nacionais e
internacionais e a legislação sobre inflamáveis.
A temperatura do cilindro não deve ultrapas^
sar 50°C, em virtude do aumento da pressão interna,decorrente
do acréscimo da energia cinética do sistema aceti1eno-acetona.
Os cilindros devem, portanto, ser armazenados longe de quai£
quer fontes de calor.
Substâncias inflamáveis ou combustíveis não
devem ser alojadas nas proximidades de acetileno, pois constj_
tuem risco de incêndio e devem, portanto, ser consideradas foji
tes de calor em potencial.
Os cilindros de acetileno não devem ser sub metidos a impactos (queda, choque mecânico e t c ) , o que pode
danificar o cilindro, a válvula, os bujões fusíveis e até me£
mo quebrar a massa porosa, o que constituiria sério risco de
explosão, dado que, na região da fissura, parte do acetileno
estaria submetida a pressões superiores a 1 atm, sem o efeito
de proteção da massa porosa.
0 arranjo fTsico deve ser estudado de maneja
ra que os cilindros de acetileno permaneçam em locais proteg^
dos contra impactos, fora de áreas de circulação, áreas de tra_
jeto de pessoas ou de equipamentos.
Se o local de armazenamento não for especj_
ficamente construído para esse fim, a quantidade armazenada de
ve ser limitada a 10 cilindros de 8 kg, ou equivalente, além
dos ci1i ndros em uso.
0 local de armazenamento deve ser bem venti

26
lado, coberto, protegido contra os raios solares e contra a umi_
dade, que pode provocar a corrosão externa da base dos cili£
dros.
Os cilindros de acetileno não devera ser ar_
mazenados próximos aos de o x i g ê n i o , dentro de prédios. A sepa^
ração entre esses dois g a s e s , pode ser obtida mediante o distaji
ciamento mínimo de 6 m ou de parede não inflamável de 1,5 m de
altura com resistência ao fogo de no mínimo 30 mi n u t o s .
0 armazenamento de c i l i n d r o s , cheios ou va_
zio s , deve estar afastado d e , no m í n i m o , 4 m dos cilindros em
uso.
E necessária a separação entre os cilindros
vazios e os cheios. Para efeito de si n a l i z a ç ã o , devem-se mar^
car os cilindros v a z i o s , a g i z , com a palavra "VAZIO".
Os cilindros vazios devem permanecer com as
válvulas f e c h a d a s , lima vez que contêm a c e t o n a , que poderia ser
liberada com o aumento de temperatura.
Os cilindros de acetileno devem permanecer
sempre na v e r t i c a l , seja no a r m a z e n a m e n t o , no transporte ou na
sua utilização. Se um cilindro de acetileno for inclinado, du^
rante seu uso, a acetona poderá ser consumida pelo m a ç a r i c o , o
que não só poderá influir na qualidade da soldagem, como tam
bem na segurança do ci l i n d r o , uma vez que parte do acetileno pas^
sarã a estar submetida a pressões superiores a 1 atm., sem o
efeito de proteção da acetona.
Com exceção dos cilindros em uso , todos os
demais devem possuir os capacetes de proteção das vãlvulas ata,r
rachados durante todo o tempo.
A área de armazenamento de acetileno deve
ser sinalizada com placas de a d v e r t ê n c i a , proibindo fumar, pro_
duzir ou alimentar c h a m a s .
- Condições para o manuseio e para a utilização de cilindros de acetileno
As marcas estampadas nos cilindros do acetj_
leno devem ser preservadas sem alt e r a ç õ e s .
As válvulas dos c i l i n d r o s , assim como qual_
quer outro componente do sistema o x i a c e t i 1 e n i c o , não devem ser

27
reparadas pelo usuario, somente os serviços de assistência te£
nica dos fornecedores é que são autorizados a proceder opera^
ções dessa natureza.
Jamais devem ser obstruídos os dispositivos
de segurança das válvulas e dos c i l i n d r o s .
Os cilindros de acetileno devem ser mantj_
dos afastados de chamas e de f a T s c a s , e.sob hipótese alguma,po
derã ser permitido o contato de chamas com os dispositivos de
segurança. Se um cilindro estiver sendo utilizado em áreas de
solda oxiaceti1enica ou de solda a arco e l é t r i c o , todas as me
didas devem ser adotadas para evitar o contato de cilindros com
o circuito elétrico. 0 contato de um eletrodo de solda energj_
zado com um cilindro de gás implica não só a condenação do cj_
lindro, como também riscos de explosão.
E inadmissível a transferencia de acetileno
de um cilindro para o u t r o , mesmo que este último esteja • provj_
do de massa porosa e de a c e t o n a .
b) Tampa de proteção da válvula do cilindro
A válvula do cilindro de acetileno deve ser
obrigatoriamente coberta por uma t a m p a , que é rosqueada ao co
larinho do cilindro. Somente durante a utilização do cilindro
é que a tampa de proteção pode ser r e m o v i d a .
Na falta da tampa de p r o t e ç ã o , um .golpe acj_
dental sobre a válvula pode levar ã quebra da mesma com a con
sequente inundação do a m b i e n t e , possibilitando a ocorrência de
explosões.
c) Tubulação de acetileno
Como foi v i s t o , o acetileno em contato com
cobre, prata ou mercurio reage q u i m i c a m e n t e , dando origem a
acetiletos explosivos. Essa reatividade impede que sejam utilj_
zados tubos de cobre para conduzir a c e t i l e n o , sendo, p o r t a n t o ,
recomendado o emprego de tubos de aço para esse fim.
De acordo com as normas do Ministerio do
Trabalho e do Sistema Nacional de M e t r o l o g i a , a tubulação de
acetileno deve ser pintada em amarelo para efeito de sinal iz£
ção de segurança.

28
d) Manguiira para acetileno
Ao maçarico conectam-se mangueiras especiaj_
mente desenvolvidas para serviços de soldagem em geral, cons
truidas com carcaça trançada de fibra sintética, apresentando
resistência a pressão, alta flexibilidade e baixo peso. A Figu^
ra 14 contem a descrição básica de uma mangueira e as especifi_
cações recomendadas para serviços de solda.
A mangueira para acetileno deve possuir co
bertura em vermelho.
E fundamental para a segurança, que as ma£
gueiras, estejam sempre em bom estado de conservação, devendo,
portanto, ser evitados dobramentos, escoriações, amassamentos
etc.
e) Conexões
Ainda para efeito de segurança, de maneira
que se evitem trocas indevidas, todas as peças de conexão em
linha de acetileno devem possuir rosca a esquerda, e devem ser
identificadas com pequenos sulcos ou chanfros escavadosnos cajo
tos externos dos sextavados (ver Figura 15).
f) Válvulas anti-retrocesso
Para obter com segurança a mistura do acetj_
leno com o oxigênio no maçarico, ha necessidade de se traba_
lhar com pressões bem balanceadas, devendo ser a pressão do
combüstivel igual ã do comburente. Se ocorrer o desequilíbrio
das pressões, um gás pode penetrar pelos "dutos" de admissão do
outro gás, provocando, assim, a inversão de fluxo. Esse des£
quilíbrio pode ser causado por obstrução do bico do maçarico.ex
cessiva aproximação da ponteira ã poça de fusão da solda, irra
diação do calor da chama para o maçarico ou mesmo pela dilata
ção das partes calibradas do maçarico.
Com desequilíbrios dessa natureza, não só o
gás, como também a chama podem "caminhar" pelos tubos, com o
risco de esta processar-se dentro de um dos cilindros, uma vez
que ali estarão presentes o combustível e o comburente. Esse
fenômeno é conhecido como retrocesso de chama.
Para evitar essas ocorrências, que podemser

29
TUBO INTERNOO)
CARCAÇA(2)
COBERTURAO)
1. Tubo Interno: Tem a finalidade de conduzir o material e resistir à ação deste.
2, Carcaça: é a parte da mangueira que tem por finalidade suportar a carga (pressão de trabalho), flexão e outros esforços a que ela é submetida;
Qbs.: para simplificar qualquer üpo de especificação, relacionam-se as pressões de trabalho em classes conforme a tabela abaixo:
Pressão de Trabalho
Classe Lb/pol 2 k g / c m 2
Z 75 5 1 150 10 II 225 15 III 300 20
3, Cobertura: sua função é proteger a carcaça contra qualquer ação externa que possa danificá-la: abrasão, chuva, sol, calor, óleo, graxa, etc
Bitola N 9 de Lonas/ Trança
Diâmetro Externo
(mm)
Carga de Trabalho
Carga de Ruptura
Compr. Máximo
m
Peso Aprox. por Metro (kg)
pol mm
N 9 de Lonas/ Trança
Diâmetro Externo
(mm) lb/pol 2 k g / c m 2 lb/pol 2 k g / c m 2
Compr. Máximo
m Preta Vermelha Verde
1/4" 6 1 13.2 200 13 1000 66 210 0,140 0,148 0,150 5/16" 8 1 14,8 200 13 1000 66 210 0,169 0,179 0,181 3/8" 10 1 16,5 200 13 1000 66 210 0,189 0,200 0,202
F i g u r a 14. Mangueiras para s e r v i ç o s de so lda ,

Figura 15. Conexões com indicação para uso em linhas de
acetileno

31
d e s a s t r o s a s , recorre-se ã utilização de válvulas anti-retroces^
so, podendo ser destacados os seguintes tipos:
- Válvulas de retenção, que permitem o fluxo do gás somente em
um sentido (cilindro para o m a ç a r i c o ) , impedindo o retroces^
so do gás mediante um dispositivo de vedação (ver Figura 16).
E importante frisar que esse tipo. de valvu^
la impede somente o retrocesso do g á s , não impedindo o retro
cesso da c h a m a , porque a velocidade de propagação desta é mui_
to grande (aprox. 350 m / s ) , superando a velocidade do desloca_
mento do dispositivo de vedação.
- Válvulas hidráulicas anti-retrocesso de chama (Figura 17).Es
se dispositivo e recomendado em instalações onde haja bate
rias de cilindros de acetileno. Após sair do c i l i n d r o , o ace
tileno e obrigado a borbulhar em á g u a , inundar uma câmara e,
em s e g u i d a , ter acesso ã tubulação que alimenta o maça r i c o .
Em caso de r e t r o c e s s o , havendo c h a m a , esta e extinta ao en
trar em contato com a água e o acetileno que retrocede do mai
çarico fica contido na c â m a r a , uma vez que não vence a ten_
são superficial e não penetra na água.
E importantíssimo considerar que esse tipo
de válvula deve permanecer somente na vertical e nunca pode fj_
car sem á g u a , o que traz o grave risco de explosão da câmara
em caso de r e t r o c e s s o , cujas conseqüências podem ser observadas
na parte b da Figura 17.
- Válvula anti-retrocesso com dispositivo poroso de extinção
de chama. Esse dispositivo vem atualmente recebendo grande a
tenção por parte de usuários e de fabricantes de componentes-,
uma vez que reúne condições de eficiência (quando bem esco
Ihido), versatilidade (não requer posição vertical) e preço
razoável .
No percurso normal do fluxo o acetileno é"
obrigado a atravessar um f i l t r o , com poros da ordem de 20 m T
crons; em caso de r e t r o c e s s o , esse filtro extingue a chama. Há
diversas concepções deste tipo de v á l v u l a , conforme a e x i s t ê n
cia ou não de funções c o m p l e m e n t a r e s , por e x e m p l o , associada
com válvula de r e t e n ç ã o , ou com válvula que bloqueia também o
fluxo normal do gás após um retrocesso. A instalação desta vãl

CILINDRO • • MAÇARICO
DISPOSITIVO DE VEDAÇÃO
orna/ CILINDRO * MAÇARICO
Figura 16. Válvula de retenção
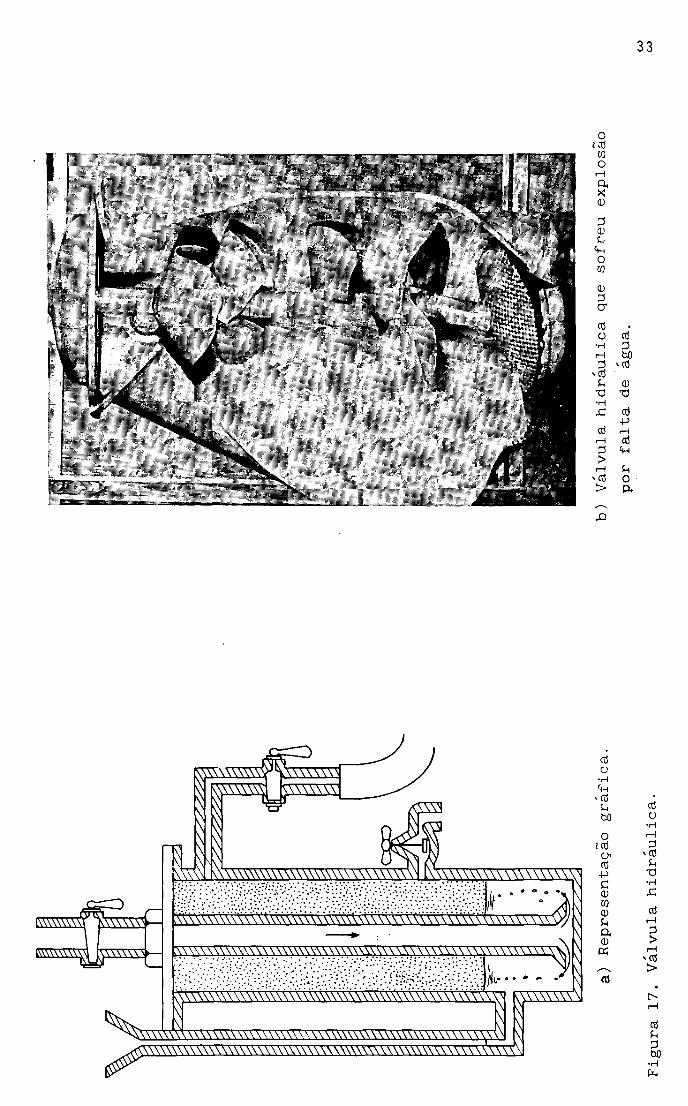
a) Representação gráfica.
Figura 17. válvula hidráulica.
b) válvula hidráulica que sofreu explosão
por falta de água.
CO
CO

34
v u l a ê de g r a n d e i m p o r t â n c i a , r e c o m e n d a n d o - s e a m a i o r p r o x i m i
dade ã m i s t u r a 0 2 - C 2 H 2 .
Já e x i s t e , s o b p a t e n t e f r a n c e s a , m a ç a r i c o
p r o v i d o de v á l v u l a a n t i - r e t r o c e s s o i n c o r p o r a d a , que r e p r e s e n t a
a t u a l m e n t e a c o n d i ç ã o m a i s p r ó x i m a ã i d e a l ( v e r F i g u r a 1 8 ) .
3.3 A n á l i s e da r i s c o s decorrentes da ut i l i zação do oxigênio
Do p o n t o de v i s t a da t o x i c i d a d e , d e v e - s e coni
s i d e r a r que o o x i g ê n i o , a p e s a r de i n d i s p e n s á v e l ao s e r h u m a n o ,
não d e v e s e r r e s p i r a d o p u r o .
0 a r , m i s t u r a que c o n t a com c e r c a de 2 1 % de
o x i g ê n i o , é a m i s t u r a a p r o p r i a d a p a r a a r e s p i r a ç ã o humana em
c o n d i ç õ e s n o r m a i s . Em o c a s i õ e s e s p e c T f i c a s o o x i g ê n i o p u r o po
de s e r a d m i n i s t r a d o s o b o r i e n t a ç ã o m é d i c a , o b s e r v a n d o - s e sem
p r e a n e c e s s i d a d e de u m i d i f i c a ç ã o p a r a e v i t a r o ressecamentò d?.<s
v i a s r e s p i r a t ó r i a s .
D e v i d o ao f a t o de s e r c o m b u r e n t e , o o x i g £
n i o a p r e s e n t a uma s e r i e de r i s c o s ao t r a b a l h a d o r . A r e a ç ã o en
t r e o x i g ê n i o e h i d r o c a r b o n e t o s pode p r o c e s s a r - s e de f o rma v i o
l e n t a , sem a n e c e s s i d a d e da p r e s e n ç a de c h a m a , como p o r exem
p i o , no c a s o de g r a x a ou õ l e o . £ f r e q ü e n t e a o c o r r ê n c i a de aci_
d e n t e s d e s s a n a t u r e z a , em v i r t u d e da c o n t a m i n a ç ã o de equ ipamej i
t o s de o x i g ê n i o com õ l e o ou g r a x a que l e v a m ã e x p l o s ã o de váj_
v u l a s , r e g u l a d o r e s de p r e s s ã o , m a n ó m e t r o s e t c .
A a l t a p r e s s ã o com que o o x i g ê n i o é comprj_
mido d e n t r o d o s c i l i n d r o s - c e r c a de 180 a t m . - c o n s t i t u i m a i s
um r i s c o ; a e n e r g i a a r m a z e n a d a , s e l i b e r a d a de uma s õ v e z , s e r á
a l t a m e n t e d e s t r u i d o r a , p o i s a m a s s a de o x i g ê n i o que o c u p a 50
l i t r o s t e n d e r á a o c u p a r um v o l u m e 180 v e z e s m a i o r .
E q u i p a m e n t o s c r i o g ê n i c o s c o n s e r v a m o x i g ê n i o
no e s t a d o l i q u i d o a t e m p e r a t u r a s i n f e r i o r e s a 1 5 0 ° C n e g a t i v o s .
N e s s a s c o n d i ç õ e s , o o x i g ê n i o pode c a u s a r g r a v e s q u e i m a d u r a s quan_
do e n t r a em c o n t a t o com p a r t e s do c o r p o , uma v e z que d e s t r ó i a
e s t r u t u r a c e l u l a r p e l o c o n g e l a m e n t o da á g u a e d o s d e m a i s l í qu j _
dos c o n s t i t u i n t e s do o r g a n i s m o ,
3.4 D i s p o s i t i v o s e r e q u i s i t o s de segurança para o uso de ox igên io
a ) C i l i n d r o de o x i g ê n i o

Válvula de retenção
para impedir o
retrocesso de>acetileno
para impedir o
retrocesso de oxigênio.
Filtro poroso para
impedir o retroees
so de chama.
Figura 18. Maçarico provido de dispositivos de segurança.
(Cortesia de Ets._.R. Dube ñ^A*

Gases comprimidos a altas pressões devem
ser acondicionados em cilindros devidamente construídos para
esse fim. No caso do o x i g ê n i o , o cilindro deve ser sem cost£
ra, fabricado por extrusão com Aço Médio Manganês (AISI 1541)
ou Aço Cromo - Molibdenio (AISJ 4 1 3 0 ) , e estar de acordo com
normas técnicas nacionais (EB926) e/ou internacionais (DOT 3AA)
A Figura 19 contém diversos modelos e espe_
cificações de cilindros fabricados no Brasil e a Figura 20 a
presenta o fluxograma de fabricação desses cilindros.
Segundo normas técnicas n a c i o n a i s , os cji_
lindros de oxigênio devem ser pintados em p r e t o , para designar
oxigênio i n d u s t r i a l , ou em v e r d e , quando contiverem oxigênio
med i c i na 1 .
- Precauções gerais para o manuseio e o armazenamento de oi
lindros de oxigênio:
- nunca se deve deixar cair c i l i n d r o s , nem permitir que se
choquem uns contra os o u t r o s ;
- armazenar os cilindros em locais a b e r t o s , protegidos con
tra o excesso de umi d a d e , temperatura execessiva e contra
os raios solares;
- a tampa de proteção deve permanecer no cilindro até que
ele seja posicionado junto a um suporte ou conectado em
ba teri a;
- deve-se evitar a r r a s t a r , rolar e deslizar c i l i n d r o s ;
- jamais podem ser alterados v á l v u l a s , disco de r u p t u r a , ou
qualquer dispositivo de segurança de c i l i n d r o s ;
- nunca armazenar juntos ci1indros cheios e v a z i o s ; quando um
cilindro vazio é acoplado a um sistema pressurizado podem
ocorrer sucções p e r i g o s a s ;
- nenhuma parte do cilindro pode ser submetida a temperatu^
ras maiores do que 50°C, não se deve permitir o contato de
chamas com parte alguma do cilindro;
- nunca devem ser colocados cilindros em locais onde possam
eles tornarem-se parte de um circuito e l é t r i c o ; quando es^
tiver sendo efetuada solda elétrica nas proximidades,todo
cuidado deve ser tomado para que o eletrodo não encoste

37
MODELO DIÍMETRO
•EXTERNO (mm)
VOLLWE GEOMÉTRICO
a) • PESO (kg)
OCMPRI-
Ü4~rír0 (rara)
PRESSÃO DE SERVIÇO (kgf/OT 2)
CAPACIDADE
(m3 de GÂS)
5 0 . 2 3 5 . 1 8 5 Me Mn 2 3 5 , 0 50 66 1. 425 1 8 5 9 , 2 5
4 3 . 2 3 5 . 1 5 5 MeMn 2 3 5 , 0 43 59 1 . 2 5 5 1 5 5 6 , 7 4
4 0 . 2 3 5 . 1 8 5 MeMn 2 3 5 , 0 40 55 1 . 1 6 5 1 8 5 7 , 4 0
3 0 . 2 3 5 . 1 8 5 MeMn 2 3 5 , 0 30 4 5 9 0 5 185 5 , 5 5
1 0 . 1 6 5 . 1 5 0 MeMn (*) 1 6 5 , 1 1 0 , 0 • 13 . 6 0 5 1 5 0 1 , 5 0
7 . 1 6 5 . 1 5 0 MeMn (*) 1 6 5 , 1 7 , 0 10 4 5 5 150 1 , 0 5
3 . 1 4 0 . 1 5 0 MeMn (*) 1 3 9 , 7 3 , 6 5 ' 3 2 0 1 5 0 0 , 5 4
3 . 1 1 4 . 1 5 0 MeMn (*) 1 1 4 , 3 3 , 0 4 400 1 5 0 0 , 4 5
5 0 . 2 1 9 . 2 0 0 CrMo 2 1 9 , 1 50 67 1 . 6 2 0 2 0 0 1 0 , 0
4 3 . 2 1 9 . 1 5 5 CrMo 2 1 9 , 1 43 . 60 1 . 4 2 0 1 5 5 6 , 7
4 0 . 2 1 9 . 2 0 0 CrMo 2 1 9 , 1 40 5 6 1 . 3 2 0 2 0 0 8 , 0
(*) Aplicação t í p i c a : Oxigênio Medicinal
TEORES APRESENTADOS PELO AÇO Cr - Mo 413 0
c Si Mn P S Cr Mo
máximo
0.35
0,10
a
0.35
O J O
a
0,90
máximo
0,05
máximo
0,05
0,80
a
1 ,20
0,15
a
0,25'
Figura 19. Espec i f i cações de c i l indros para oxigênio
fabricados no B r a s i l .

1 —
Rec
ebim
ento
do
tu
bo
2—
E
stoc
agem
3—
In
speç
ão
de
rece
bim
ento
e
retir
ada
de a
mos
tra
para
con
tra-
anál
ise
4—
Co
rte
do t
ub
o
5—
1?
m
ediç
ão d
e es
pess
ura
de p
ared
e--m
icrô
met
ro
6 —
Ins
peçã
o v
isua
l do
tu
bo
7 —
Con
form
ação
do
fu
nd
o
6—
Pre
nsag
em d
o f
un
do
9—
In
speç
ão-p
erpe
ndic
ular
idad
e e
I ida
de
10 —
Con
form
ação
do
pes
coço
11
- In
speç
ão
- fo
rma
do
om
bro
e c
om
* p
rim
ento
f
HL
WÊm
mm
»
17—
U
sina
gem
do
pes
coço
18
— I
nsp
eção
de
rosc
a 19
—
Lim
peza
int
erna
14—
Ja
team
ento
15
— 2
? m
ediç
ão d
e es
pess
ura
de p
ared
e -
ultr
a-so
m
16—
Te
ste
de p
artíc
ula
s m
agné
ticas
frn
agn
a-fl
ux)
1111
i.
12—
T
rata
men
to t
érm
ico
1
3-
Ret
irad
a do
s co
rpos
de
prov
a pa
ra te
ste
s de
tra
ção
, al
onga
men
to e
ach
ata
men
to
20 -
Te
ste
de v
azam
ento
21
-
Test
e hi
dros
tátic
o
22—
M
arca
ção
e c
rava
ção
do
col
ar
Figura 20. Fluxograma de fabricação de cilindros.(Cortesia da Cilbras
de Cilindros Ltda)..
24—
In
speç
ão f
inal
25
—
Est
ocag
em
26—
E
mb
arq
ue
- Empresa Brasileira
39
no cilindro;
Como os demais componentes do sistema oxia
cetilênico, o cilindro de oxigênio deve ser preservado contra
qualquer contaminação com Õ l e o , g r a x a , gordura e outros produ^
tos combustíveis. Assim:
- a cor do cilindro deve ser preservada para garantir a iden^
tificação do seu c o n t e ú d o ;
- não devem ser utilizados chaves ou martelos para.abrir ou fe
char válvulas de c i l i n d r o s .
b) Vã1vula do ci1indro
A fabricação da válvula do cilindro de oxJ_
gênio deve respeitar normas técnicas i n t e r n a c i o n a l m e n t e reco
nhecidas. A peculiaridade dessas v á l v u l a s , em termos de segu^
rança, é a possibilidade de alojamento de um disco de r u p t u r a ,
que se rompe quando a pressão do g á s , internamente ao ci 1 i_n
dro, ultrapassa valores p r e e s t a b e l e c i d o s , com isso o gás esca
pa ao a m b i e n t e , permitindo o alivio e evitando explosões (ver
Figura 2 1 ) .
E necessário notar que o disco de ruptura
responde ã pressão homogeneamente distribuída dentro do cj_
lindro. Quando h á , por e x e m p l o , uma exposição uniforme ao ca_
lor - caso de cilindro exposto ao sol ou a incêndio - ocorre um
aumento da p r e s s ã o , em virtude do aumento da energia cinética
das moléculas do 0 2 , o que leva ã ruptura do disco e que promo_
ve o alívio e o rebaixamento da pressão.
(Note-se que o gás será perdido e que o ambiente poderá ser
inundado, o que também pode apresentar novo r i s c o , com o en
riquecimento da atmosfera c o m b u r e n t e ) .
Exposições do cilindro de oxigênio a alta
quantidade de calor concentrada em pequenas áreas são perigo
sas - há registro de explosões de cilindros em virtude da expo
sição a chama de m a ç a r i c o : a região afetada pelo calor funde-
se antes que seja superada a inércia do processo de ruptura do
disco e ocorre a explosão.
A Figura 22 contem os dois casos descritos
acima; a seqüência 1 representa o funcionamento do disco de
ruptura quando a exposição ao calor é sufi cien temente ..grada ti -

DISCO
DE RUPTURA
Figura 21. Válvula de cilindro de oxigênio.

aum
enta
a
tem
pera
tura
do
cor
po d
o ci
lindr
o
calo
r é
' au
men
tad
aum
enta
ru
ptur
al
o ci
lindr
o'
cedi
doi
Eci
n da
s '.
a do
I
esva
zia
ao g
ás|
m
oléc
ulas
^ pr
essã
o di
sco
/
aliv
ia
evita
-se
pres
saoi
ex
plos
ão
inun
da-s
e o
ambi
ente
i
fusã
o da
, re
gião
af
etad
a E
XP
LOS
ÃO
perd
e-se
$
enriq
ueci
men
to;
da a
tmos
fera
co
mb
ure
nte
,
Figura 22. Funcionamento do disco de ruptura.
42
va e uniforme e a seqüência 2 representa a exposição a calor cojí
centrado, como o da chama de um maçarico.
c) Tampa de proteção da válvula do cilindro
A tampa de proteção da válvula do c i l i n d r o ,
ou capacete de c i l i n d r o , como é usualmente denominada, deve ser ros
queada ao colarinho do cilindro e cobrir totalmente a v á l v u l a .
Ela protege a válvula contra danos quando o
cilindro é movimentado ou quando é acidentalmente golpeado.
Na falta da tampa de proteção, podem ocorrer
acidentes com gravíssimas c o n s e q ü ê n c i a s . Há registros de casos
em que um cilindro é g o l p e a d o , ocasionando a ruptura da valv]£
la e provocando a propulsão do cilindro como um foguete dentro
da o f i c i n a , podendo causar inúmeros a c i d e n t e s .
d) Regulador de pressão
A alta pressão (185 K g f / c m 2 ) em que o oxigê
nio é mantido dentro de um cilindro d e v e , obrigatoriamente,ser
reduzida a pressões de operação do maçarico. Essa redução ê ob
tida pelo emprego do Regulador de Pressão, que mantém a pre£
são de operação em valor desejado e relativamente c o n s t a n t e , iji
sensível ãs variações da pressão no cilindro e as variações da
vazão do gás consumido.
A Figura 23 contém uma descrição e.squemãtj_
ca de um Regulador de Pressão, exibindo em corte seus princiais
componentes:
A pressão P2 do gás na câmara C 2 mantém - se
constante graças ao equilíbrio mantido pela admissão do gás
comandada pelo d i a f r a g m a :
- quando P2 tende a a u m e n t a r , o diafragma comanda o fechamento
da. v á l v u l a ;
- quando P2 tende a d i m i n u i r , o diafragma comanda a abertura
d,au válvula.
Obtém-se dessa forma o equilíbrio entre as
duas tendências, possibilitando o fornecimento do gás a uma
pressão constante (ver Figura 24).
A escolha da pressão ( c o n s t a n t e ) , com a qual

43
MANÓMETRO QUE
yíNDICA A PRESSÃO
MANÓMETRO S 0 0 G A ' S FORNECIDO
O MAÇARICO
Figura 23. O Regulador de Pressão.

44
Figura 24. Equilíbrio de tendências permitindo o fornecimento
de pressão constante por meio do regulador de
pressão.

45
se quer trabalhar, è" obtida por meio do parafuso de regulagem,
o que interfere no equilíbrio representado na Figura 24:
- girando-se o parafuso de regulagem no sentido horário, a mo
la é comprimida contra o d i a f r a g m a , forçando a abertura da
válvula e permitindo que o equilíbrio seja mantido em uma
pressão PT > p 2 (ver Figura 2 5 ) .
- girando-se o parafuso de regulagem no sentido anti-horãrio ,a
mola é d e s c o m p r i m i d a , tornando o diafragma susceptível ao dej
locamento no sentido de fechar a v á l v u l a , o que será seguido
de um rebaixamento da pressão de equilíbrio de P 2 para P" <
P 2 ( ver Figura 2 6 ) .
Há quem considere o Regulador de Pressão em
si como um dispositivo de s e g u r a n ç a , uma vez que seu f u n c i o n a
mento normal evita uma série de a n o m a l i a s , p o d e n d o , ate m e s m o ,
reter retrocessos de fluxo de g á s . Deve-se o b s e r v a r , porem,que
o Regulador de Pressão e estritamente necessário ao Sistema Oxia_
cetilênico, o que pode caracterizar sua existência como c o n d ^
ção de operação do sistema.
E x i s t e m , disponíveis no m e r c a d o , diversos mo_
delos e diversas características de r e g u l a d o r e s , que podem ser
de um ou de vários e s t á g i o s . Do ponto de vista de s e g u r a n ç a , é
importante ressaltar a existência de regulador de pressão de
oxigênio provido de disco de r u p t u r a , alojado na câmara de bai_
xa pressão, vindo a conferir maior segurança ao sistema.
e) M a n g u e i r a para o x i g ê n i o
A mangueira para oxigênio deve possuir as
mesmas características físicas e químicas aplicáveis as manguei_
ras para acetileno.

46
diafragma e válvula
tendem p/ esquerda
diafragma e válvula
tendem p/ esquerda
diafragma e válvula
tendem p/ direita
aumenta admissão de gás em
Figura 26. Ação do parafuso de regulagem, permitindo a
diminuição da pressão de equilibrio.

47
4 OPERAÇÕES SEGURAS
Neste capítu1 o,apresentamos a metodologia s£
gundo a qual devem ser realizadas as operações de solda oxiace
tilênica, acompanhada de comentários quanto aos riscos e as res_
pectivas medidas de controle, constituindo, assim, uma Análise
de Riscos do Trabalho na soldagem oxiaceti1enica.
A apresentação desta Analise de Riscos con£
tara, pois, de 3 elementos principais: a operação (apresentada
passo a passo), o risco que eventualmente cada passo da opera
ção encerreea medi da preventiva para o controle do risco,confor
me a seguinte diagramação-chave:
(OPERAÇÃO A)
( PASSO A^ DA OPERAÇÃO )
(Texto X] referente ao risco encerrado pelo passo A-, )
(Texto Y-, referente ã medida preventiva apl i cavei ao passo A])

48
O P E R A Ç Ã O 1 - P R E P A R A Ç Ã O DO E Q U I P A M E N T O OXIACETILÊNICO DE S O L D A G E M
1.1 Obter cilindros cheios
Se os cilindros forem arra£
tados ou rolados sobre os corpos,,
poderão ocorrer impactos que da
nificariam válvulas ou dispositi_
vos de segurança.
Se os cilindros ficarem soJ_
tos, haverá o risco de quedas que
poderão atingir vãl vu 1 as ,d i sposj_
tivos de segurança ou até mesmo
provocar contusões no trabalhador.
Transportar os c_i_
lindros em carrinhos espe_
cialmente destinados para
este fim ou rolando-os em
torno do perímetro da b a s e ,
com uma pequena inclinação.
Prender os cilindros
com firmeza na b a n c a d a , ou
na parede ou no p i s o , o u , a i
d a , em carrinho apropriado
para esse fim.
1.2 Remover o capacete do cilin<
Se o capacete for danifica
d o , sua rosca poderá perder a coji
tinuidade dos fios e não mais se
adaptar ao colarinho do cilindro
Se o capacete do cilindro
de oxigênio for contaminado com
Óleo ou g r a x a , poderá provocar iji
cêndios em caso de contatos com
oxigênio puro.
de oxigênio
Retirar com cuidado
e guardar o capacete em lo_
cal onde não haja riscos de
a m a s s a m e n t o s , nem de cont£
minação com óleo ou graxa.
1.3 Abrir a válvula dos cilindros
Essa medida visa expulsar
do bocal da v á l v u l a , detritos que
ali poderiam estar a l o j a d o s .
Há o risco de impactos de
particulas contra o operador e
também o risco de incêndio,se aj_
guma substância c o m b u s t í v e l ( p r i £
cipalmente Óleo ou graxa)es ti ver
ao alcance do jato de oxigênio.
de oxigênio
Não permanecer em
frente ã v á l v u l a , não permj^
tir a presença de pessoas e
nem de materiais combustíveis
na trajetória do jato de ox.^
gênio.

49
.4 Instalar o regulador de -pressão de oxigênio
Se o regulador ficar mal co
locado, poderão ocorrer vazamen
tos pelas conexões.
Instalar o regulador
utilizando uma chave que
se ajuste perfeitamente no
sextavado da conexão. Ap.er
tar bem, mas não forçar de
masiadamente , para não da
nificar a rosca.
Notar que as conexões
na linha de oxigênio po£
suem rosca d i r e i t a .
1.5 Remover o capacete do cilindro de acetileno
Se o capacete for danifica_ Retirar com cuidado
do, sua rosca poderá perder a coji e guardar o capacete em lo
tinuidade dos fios e não mais se cal onde não haja riscos de
adaptar ao colarinho do cilindro. a m a s s a m e n t o s .
1.6 Abrir a válvula do cilindro de acetileno
Assim como no caso do c i l i £
dro de o x i g ê n i o , essa medida visa
expulsar os detritos que ocasiona]_
mente se alojam no bocal da v a l v £
la e, portanto, os riscos são anã
logos: projeção de partículas e
risco de incêndio. Nesse c a s o , po_
rim, o risco de incêndio caracte
riza-se pela possibilidade de o
jato de acetileno alcançar chamas
ou fagulhas em sua trajetoria ,ou,
ainda, pela possibilidade de for.
mar-se uma mistura e x p l o s i v a , se
uma quantidade exagerada de aceti_
leno foi liberada para a atmosfera.
Não permanecer em freji
te ã v ã l v u l a ; não permitir
a presença de pessoas e nem
de chamas ou fagulhas na
trajetória do jato de ace
ti 1eno.
Não manter a válvula
aberta durante muito tempo.
1 . 7 Instalar o regulador de pressão de acetileno
Se o regulador ficar mal ins Instalar o regulador

50
talado, poderão ocorrer vazamentos
pelas conexões
utilizando uma chave que
se ajuste perfeitamente no
sextavado da conexão.Aper
tar bem, mas não forçar de_
m a s i a d a m e n t e , para não da^
nificar a rosca.
Notar que as cone
xões na linha de acetileno
possuem rosca esquerda.
1.8 Instalar as mangueiras
A confusão de mangueiras po_
de levar ã instalação de componen
tes para acetileno na linha de oxi
gênio e v i c e - v e r s a , o que pode cajj
sar a c i d e n t e s , uma vez que o acetj_
leno impregna internamente os áu
tos com h i d r o c a r b o n e t o s , os quais
se inflamam quando entram em cont£
to com o oxigênio.
Uti1i zar conexão de
rosca esquerda para ligar
a mangueira vermelha ao re
guiador de pressão de ace
tileno e conexão de rosca
direita para ligar a man
gueira verde ao regulador
de pressão de oxigênio.
Apertar as conexões
com c h a v e , atentando para
que não seja aplicado mo_
mento excessivo para não
prejudicar a rosca.
Utilizar braçadeiras.
1.9 Alimentar a linha de oxigênio
Abertura repentina da válvu^
la de oxigênio pode danificar o re
guiador de pressão a ponto decriar
o risco de explosão do manómetro.
Se a mangueira for conectada
ao maçarico contendo impurezas em
seu interior, poderão ocorrer entu
Não permanecer em
frente ã face do manómetro.
Abrir a válvula do
cilindro vagarosamente ate
que uma ligeira pressão se
ja indicada no manómetro
de alta pressão e em se
guida abrir a válvula ate
o fim.
Girar o parafuso de
regulagem no sentido hora_
rio até que uma ligeira
51
pimentos ou -perda de carga no fluxo
de oxigênio, o que implicará em ri£
cos decorrentes da operação do sis^
tema em pressões inadequadas ,umavez
que nestes casos a tendência é au
mentar a pressão a m o n t a n t e .
pressão seja indicada no
manómetro de baixa pres_
são, essa medida servirá
para purgar a m a n g u e i r a .
Voltar .em seguida o para^
fuso no sentido anti- ho_
rãrio de modo a aliviar
a pressão.
1.10 Alimentai1 a linha de acetileno
Dada a sua inf1amabi1idade,há
o risco de incêndio quando a c e t i l e
no é liberada ã atmosfera.
Se a mangueira for conectada
ao maçarico contendo impurezas em
seu interior, poderão ocorrer entu
pimentos ou perda de carga no fluxo
do acetileno, o que implicará ris_
cos decorrentes da operação do sis.
tema em pressões inadequadas.
C e r t i f i c a r - s e de
que não há chamas abertas
ou fontes de fagulhas no
amb i en te.
Abrir a válvula do
cilindro vagarosamente até
que uma ligeira pressão
seja indicada no manôtne
tro de alta pressão e em
seguida abrir ate comple^
tar uma volta e meia no
volante da v á l v u l a ; não
tentar abrir mais a vã2
v u l a , porque este e o
seu 1imite m á x i m o .
Girar o parafuso de
regulagem no sentido ho_
rãrio ate que uma l i g e ^
ra pressão seja indicada
no manómetro de baixa
p r e s s ã o ; essa medida ser
virá para purgar a maji
g u e i r a . Voltar em segui_
da o parafuso no sentido
anti-horãrio ; de modo que
se alivie a pressão.
1.11 Instalar o maçarico na extremidade das mangueiras
A confusão de mangueiras nes Utilizar conexão de

52
ta fase pode provocar inversão de
fluxo, isto é, fluxo de acetileno
em tubulação de oxigênio ou vice-
v e r s a , o que pode levar ao retro
cesso de chama.
rosca esquerda para ligar
a mangueira vermelha ã co_
nexão da válvula de aceti_
leno do m a ç a r i c o , e cone_
xão de rosca direita para
ligar a mangueira verde ã
conexão da válvula de oxj_
gênio do maçarico.
1.12 Ajustara pressão na linha de oxigênio
Se a válvula de oxigênio do
maçarico for mantida f e c h a d a , não
será possível ajustar a pressão de
trabalho e, p o r t a n t o , haverá obri_
gatoriamente a liberação de oxigê
nio para a a t m o s f e r a , criando-se o
risco de incêndio, se alguma sub£
tância combustível estiver ao aj_
cance do jato de oxigênio.
Segurar o maçarico
de maneira que o oxigênio
a ser liberado pelo bico
não atinja as vestes do
o p e r a d o r , nem qualquer S £
perficie que possa estar
contaminada por Ó l e o , gra^
xa ou outras substâncias
com b u s t í v e i s . A b r i r , em
s e g u i d a , a válvula de o x ^
gênio do maçarico,girar o
parafuso de regulagem no
sentido horário até o ma_
nÔmetro de baixa pressão
indicar a pressão deseja
da e, logo a p ó s , fechar a
válvula de oxigênio do ma_
cari co.
Verificar se a vãj_
vula de oxigênio do maça
rico ficou devidamente fe
chada.
1.13 Ajustar a pressão na linha de acetileno
Assim como no ajuste ante_
rior, neste caso haverá liberação
de gás para a atmosfera. Uma vez
que o acetileno e i n f l a m á v e l , c a r a £
teriza-se o risco de incêndio pela
Segurar o maçarico
de maneira que o acetile
no a ser liberado não se
ja direcionado a p e s s o a s ,
chamas ou f a g u l h a s . A b r i r ,

53
possibilidade de o jato de a c e t i l £
no alcançar chamas ou fagulhas em
sua trajetória.
em s e g u i d a , a válvula de
acetileno do m a ç a r i c o ,
rar o parafuso de regula-
gem no sentido horário até
o manómetro de baixa pre£
são indicar a pressão de
sejada e, logo a p ó s , fe
char a válvula de acetile
no do m a ç a r i c o .
Verificar se a vl]_
vula de acetileno do ma
çarico ficou d e v i d a m e n t e
f e c h a d a .
1.14 Verificar vazamentos
Se forem utilizadas chamas
ou materiais combustíveis para a
detecção de v a z a m e n t o s , os riscos
de incêndio e de explosão serão
aumentados e a finalidade desta
fase de operação não será cumprj_
da, uma vez que visa eliminar tais
riscos.
Não uti1i zar chamas
para pesquisar vazamentos,
não utilizar produtos a
base de óleo e não utili_
zar sabões e x a g e r a d a m e n t e
g o r d u r o s o s .
Utilizar espuma de
sabão neutro e verificar
todas as c o n e x õ e s . Se apa
recerem bolhas indicativas
de v a z a m e n t o s , devem ser
eliminados por m e i o d o rea_
perto da conexão ou do em
prego de produtos adequa
dos para a vedação ou me
diante a substituição de
elementos d e f e i t u o s o s .
OPERAÇÃO 2 - ACENDIMENTO DO MAÇARICO
2.1 Abrir a válvula de acetileno 'do maçarico
Se a válvula for exagerada_ Girar somente 1/2
mente aberta, poderão ocorrer cha volta do volante da
mas perigosas em razão do tamanho v á l v u l a .

54
e da sua falta de controle.
2.2 Acender o acetileno
Se forem utilizados isqueiros
comuns, poderão ocorrer serias ex
plosões em virtude da quantidade de
gas comprimida no isqueiro.
Se o maçarico não for segi[
rado corretamente pelo o p e r a d o r ,
riscos de incêndio poderão d e c o £
rer da aproximação de materiais com
bustíveis com a zona de ignição,e
poderão haver riscos de queimadu^
ras, se houver aproximação do ma_
çarico com partes do corpo.
Se o maçarico for abe r t o ,
dando vazão de acetileno a atmo£
f e r a , e decorrer um intervalo de
tempo exagerado até que se aceji
da a c h a m a , haverá" o enriqueci_
mento da atmosfera com acetile_
no e o conseqüente risco de ex^
plosão.
Uti1i zar somente i£
queiro apropriado para o
acendimento de gas;ele de^
ve produzir somente cente_
lhas e não possuir reser^
vatorio de combustível.
Se ocorrer um estou^
ro ou se a chama se afa£
tar do bico, ou produzir
fuligem, deve-se corrigir
a vazão.
Deve-se ter certeza
de que o maçarico não es^
tara apontado contra qua]_
quer material inflamável
ou contra pessoas.
Pode-se utilizar lu^
vas de raspa de couro e
Óculos de segurança.
Indivíduos destros
devem segurar o isqueiro
com a mão esquerda e o ma
çarico com a mão direita.
A centelha do i_s
queiro deverá ser produzj_
da próximo a saída do bi_
co do maçarico.
Deve-se produzir a
centelha do isqueiro logo
em seguida ã abertura da
válvula.
Se depois de alguns
segundos de vazão de ac£
tileno a atmosfera não for
obtida a ignição, deve-se
fechar a válvula do maça_
rico e promover-se a ven
55
tilação do a m b i e n t e , antes
de qualquer nova tentativa
Deve-se evitar a in
sistência com maçaricos de
f e i t u o s o s , ã menor suspei_
ta.
2.3 Regular a chama
A regulagem da chama,obtida
com a variação da quantidade rela^
tiva entre o oxigênio e o acetil£
no, permite obter uma concentra_
ção de calor muito g r a n d e , que li_
bera radiações infravermelnas,que
podem causar lesões aos olhos do
operador. (Radiações ultravioletas,
embora em quantidades muito reduzj_
d a s , também podem ocorrer em cha_
m a s , a temperaturas a l t a s , na pro_
porção de 0,47% a 3.273 Kelvin.Po
rém os riscos ao soldador são re
m o t o s , uma vez que tal radiação
seria "filtrada" pelo próprio a r ,
ou pelo equipamento utilizado pâ
ra a proteção contra os raios in
f r a v e r m e l n o s ) .
Na regulagem da chama para
Para obter a regula^
gem da c h a m a , o soldador
deve proteger seus olhos com
óculos providos d e :
- armação tipo c o n c h a , bi_
p a r t i d a , de PVC ou mate^
rial s i m i l a r ;
- elástico de r e t e n ç ã o ;
- dispositivo para ventil_a
ção i n d i r e t a ;
- válvula de t r a n s p i r a ç ã o ;
- 1 entes circuLares com & 50mm
ou r e t a n g u l a r e s , 1 0 8 x 51
m m , endurecidas ou prote^
gidas por anteparos re
sistentes a i m p a c t o ; na
cor verde-escuro (as 1en
tes azul-cobalto não pro
tegem, uma vez que não
filtram adequadamente a
r a d i a ç ã o ) , devendo po£
suir tonalidade conforme
norma ANSI:
. 3 ou 4 para b r a s a g e m ,
. 4 ou 5 para solda até
3,2 mm;
. 5 ou 6 para solda de
3,2 a 12,7 m m ,
. 6 ou 8 para solda aci^
ma de 12,7 mm,
Devem-se m a n i p u l a r

56
variar a quantidade relativa entre
o oxigênio e o acetileno, é neces^
sãria a manipulação das válvulas do
maçarico; dessa forma, se uma ou
ambas as válvulas forem abertas re
pentinamente , uam série de riscos
será criada em razão da possibilj_
dade de ocorrer o retrocesso de cha_
ma e, até mesmo, de explosão, como
conseqüência de ambiente inundado
com a mistura aceti1eno-oxigênio.
Com a regulagem da chama é
possível obter grande quantidade de
calor, a 1cançando-se dessa forma a
temperatura máxima que o sistema po
de fornecer, o que aumenta de ma^
neira significativa o risco de quej_
maduras ao menor contato.
Se houver contato da chama com um
dos cilindros, ou com partes que
contenham gás pressuri zado , ainda que
durante apenas alguns segundos, ex
plosões violentas poderão ocorrer.
Se ocorrer o aquecimento do
bujão fusível do cilindro de acet_i_
leno, ele poderá fundir-se , 1iberan
do acetileno ã atmosfera, potencia^
lizando assim o risco de incêndio
e/ou de explosão.
as válvulas do maçarico
cuidadosamente, devagar,
uma de cada vez, observan
do-se se o comportamento
da chama corresponde ao
efeito desejado.
Deve-se conhecer o
gradiente de temperaturas
da chama e todo cuidado de
ve ser tomado para se evj_
tarem contatos com qual^
quer uma das zonas da cha
ma, uma vez que as meno_
res temperaturas são da
ordem de 400°C (ver Figu^
ra 9) .
Impedir o contato,por
menor que seja, da chama
com qualquer objeto que
não seja a região a ser
sol dada.
OPERAÇÃO 3 - SOLDAGEM
3.1 Permissão para soldar
Uma série de riscos de incên_ Antes de conceder per
dio poderá estar presente na opera^ missão para soldar, um su
ção de soldagem, se a permissão do pervisor de segurança con
57
serviço nao for condicionada a
inspeção prévia.
tra incêndio deve inspecionar
a área de trabalho e confir
mar que foram adotadas as me
didas para a prevenção de ini
c e n d i o s , de acordo com as nor
mas vigentes. Devem ser desta^
cados os seguintes pontos(coji
forme norma NFPA - National Fire
Protection A s s o c i a t i o n ) .
a) 0 equipamento de solda de
ve estar em bom estado.
b) Deve ser colocado material
incombustível sob o posto
de t r a b a l h o , para recolher
f a g u l n a s .
c) Dentro de um raio de 10 m
a contar do local de solda:
- o piso deve ser varrido
e estar isento de mate
riais c o m b u s t í v e i s ;
- pisos combustíveis devem
ser m o l h a d o s , cobertos com
areia ú m i d a , metal ou ou
tras formas de p r o t e ç ã o ;
- líquidos combustíveis ou
inflamáveis devem ser re
tirados ou protegidos com
cobertas i n c o m b u s t í v e i s ,
guardas ou proteção metã
1 i c a .
d) Se o trabalho for realiza
do sobre paredes ou teto:
- a construção deve ser ijri
combustível e não possuir
revestimento combustível;
- combustíveis e v e n t u a l m e £
te existentes no lado o_
posto a parede devem ser
reti rados.

58
e) Recipientes ou ambientes
confinados que tenham co£
tido inflamáveis devem ser
purgados - (ver item 3.4).
f) Deve ser assegurada a su
pervisão durante a operação
e a inspeção final deve ser
realizada (ver item 4.3)
por pessoal treinado e equi_
pado com aparelhos de com
bate a incêndio adequados e
em quantidade suficiente.
3.2 Solda na posição plana
Peças a serem soldadas po_
dem provocar acidentes em razão
do peso ou de bordos salientes
ou cortantes.
Se o material a ser soj_
dado for apoiado em superfícies
inadequadas, poderão ocorrer a
cidentes em virtude do aqueci
mento excessivo.
As radiações produzidas
pela chama podem provocar le_
soes nos olhos do sol dador ,con
forme foi visto na operação de
regulagem de chama. Na solda^
gem propriamente dita,este ri£
co é acentuado, em razão da
atenção com que o soldador de
ve observar a chama e do tempo
que se mantém com visão concen
Utilizar luvas de raspa
de couro para manusear as pe_
ças e para soldar.
Observar que as lu
vas, bem como as mãos, de
vem estar totalmente isen^
tas de óleo ou graxa.
0 material a ser soJ_
dado não deve estar apoiado
em cilindros (cheios ou va
zios), nem sobre piso de
concreto; deve ser utiliza
da a bancada ou blocos de
material imcombustivel.(ver
Figura 27)
Deve ser uti1i zado o
equipamento de proteção in
di vi dual adequado, conforme
descrito no item referente
ã regulagem da chama.

59
P O R T A - M A Ç A R I C O DE
S E G U R A N Ç A

60
trada a poça de fusão.
Tocar a poça de fusão com
a chama p r i m á r i a , ou aproximar
exageradamente o maçarico da zo
na de soldagem, são procedimen
tos e r r a d o s , q u e , além, de can
sarem defeitos na junta s o l d a d a ,
criam o risco de retrocessos de
chama e, conseqüentemente,de ex
plosões.
Chama oxidante ( com ex
cesso de o x i g ê n i o ) , alem de pro_
duzir porosidades e outros de
f e i t o s , e de não ser recomenda^
da para a soldagem de aços,pode
produzir centel hamento excessj_
vo.
Chama dividida indica a
presença de impurezas na região
interna do bico do m a ç a r i c o , o
que pode ser também detectado pe
la mudança do som c a r a c t e r í s t i
co da chama.
Nestes casos ,existem ri£
cos de obturação total ou pa_r
ciai do bico do m a ç a r i c o , o que
pode levar a conseqüências dj_
v e r s a s , desde um simples engolj_
mento de c h a m a , até a explosão pro
vocada por retrocesso de chama.
Existe também o risco de proje_
ção das impurezas na poça de f£
são, além de a chama produzida
com bicos semi-obstruTdos não
ser adequada para a soldagem.
Embora não produza altas
concentrações de fumos metãli_
como o processo a arco elétrico,
o processo oxiaceti1ênico tam
Manter a distância cor
reta entre o maçarico e a zo
na de f u s ã o , utilizando-se co
mo referência a zona de maior
temperatura da chama
Soldar com a chama cor_
retamente r e g u l a d a , conforme
especificações do processo.
D e v e - s e , nestes c a s o s ,
apagar a chama (conforme pro
cedimento a d e q u a d o , descrito
no item 4) e limpar o bico
do maçarico com agulha apr£
priada para esse f i m , e com
uma pequena vazão de oxige
nio, obtida com uma ligeira
abertura na válvula de oxigê
nio do m a ç a r i c o .
Além de se procederem
exames de reconhecimento do
local e de se submeter o so]_
dador a exames m é d i c o s , reco

61
bem libera f u m o s , conseqüentes
da condensação de vapores da po
ça de fusão, q u e , assoeiadòs aos
gases de combustão (CO e CO^) e
ã fosfina e outros gases que são
comumente encontrados como imp£
rezas no a c e t i l e n o , podem cau^
sar lesões ou irritações ao apa^
relho respiratório do soldador e
de seus a u x i l i a r e s , principalmen^
te quando se trabalha no inte_
rior de ambientes confinados.
menda-se que a concentração
dos contaminantes atmosfêr^
cos seja avaliada e comparada
com os limites de tolerância
estabelecidos para cada sub£
tânci a.
Para cada caso especifi_
c o , com base no procedimento
acima d e l i n e a d o , deverão ser
concebidos meios de controle
e de proteçã o , empregando-se
técnicas de .venti 1 ação diluj_
dora ou exaustora,assoeiadas
ã utilização de mascaras pro
vidas de filtros químicos,se
estas se fizerem necessárias
como equipamento complementar
ou de utilização provisória.
3.3 Solda na posição sobre-cat
Nessa p o s i ç ã o , em que a
junta a ser soldada encontra-se
acima da cabeça do soldador, alem
do desconforto e do esforço pa^
ra segurar o maçarico com o bj_
co voltado para c i m a , e para maji
ter-se com a sua cabeça inclina^
da para t r á s , o soldador estará
exposto aos riscos existentes na
solda,posição Síxbreca beça, acre £
eidos dos riscos de respingos de
metal fundido que se solta da
poça de fusão com a ação da gra^
vidade e de centelhas que caem.
3.4 Solda em condições especiais
Em estruturas metal iças,ha
a
0 soldador deverá ado
tar todos os procedimentos-de
segurança aplicáveis ã solda
na posição plana e mais: uti_
lizar protetor facial de ace
tato , gorro e blusão de ra£
pa de couro ,• manter a ateji
ção constante ao risco e ada£
tar-se convenientemente ã e£
sa posição de soldagem.
Recomenda-se que som e £
te soldadores qualificados pa^
ra esse fim realizem solda
na posição s o b r e - c a b e ç a , o
que irá garantir a qualidade
da solda e a segurança da o
peração.
Adotar planos de apoio

possibilidades de o soldador en
contrar-se exposto a risco de
quedas de níveis diferentes.
A solda no interior de re
cipientes ou de vasos que te_'
nham contido produtos inflama
veis ou que contenham dispersões
de poeiras inflamáveis submete
o soldador ao risco de expl£
são do ambiente.
a d e q u a d o s , evitando-se a im
provisação de andaimes e pa£
s a r e l a s , e utilizar cinto de
segurança.
Para soldar dentro de
ambientes f e c h a d o s , deve - s e
ter certeza de que existirá ar
suficiente para a respiração
do trabalhador e que a atmo£
fera não é explosiva.
Se o recipiente conte
ve material inflamável ,é ne^
cessãrio que seja purgado com
gás inerte ou dióxido de car
bono ou nitrogênio. Antes de
se proceder a soldagem, co_n
vem avaliar a explosividade
do ambiente com o auxTlio de
um explosimetro ou instrumeji
to equivalente.
O P E R A Ç Ã O 4 - A P A G A R A C H A M A E G U A R D A R 0 E Q U I P A M E N T O
4 . 1 Apagar o maçarico
Se a válvula de oxigênio
for fechada antes da válvula de
a c e t i l e n o , há riscos de retroce£
so de c h a m a , uma vez que o ace_
tileno continuaria a queimar na
câmara de mistura provocando a
produção de fuligem nos bicos e
o entupimento.
Se o maçarico for deposJ_
tado sobre bancada onde houver
óleo, graxa ou outro material com
bustível ou i n f l a m á v e l , poderá
contaminar-se, criando o risco
de incêndio ou explosões para o
momento em que for utilizado no
Fechar a válvula de
acetileno do maçarico e, em
s e g u i d a , fechar a válvula de
oxigênio.
Depositar o maçarico
em superfícies adequadas.
Recomenda-se a utiliza^
ção de suportes previamente
construídos para receber o
m a ç a r i c o , podendo ser do ti_
po "economizador", que, inte
63
vãmente
Ao finalizar a s o l d a g e m , a
peça encontra-se aquecida,o que
leva ao risco de sérias queima^
duras.
grado ao sistema de suprime^
to de g a s , intercepta o flu_
xo dos g a s e s , reduzindo ou a
pagando a chama quando o maça^
rico não esta sendo utilizado.
Pegar a peça somente com
tenazes e luva de raspa de cou_
ro e escrever a palavra "quen
te".
4.2 Desativar o suprimento de
Se o si stema permanecer pres,
surizado por muito tempo, o ejn
ve 1 hecimento das mangueiras e
dos diafragmas dos reguladores de
pressão será a c e l e r a d o , além do
q u e , o menor vazamento que acj_
dentalmente possa existir será
suficiente para inundar o local
e caracterizar o risco de e x p l £
são.
Se o serviço tiver de
ser interrompido por mais de
meia h o r a , deve-se soltar a
pressão do r e g u l a d o r , na se
qüência de operações abaixo de_s
c r i t a , primeiro para o acetj_
leno e, em s e g u i d a , para ooxi^
gênio:
a) fechar a válvula do ciliji
d r o ;
b) abrir a válvula do maçarj_
co até que o ponteiro do
m a n ó m e t r o de alta pressão
do regulador chegue a zero;
c) soltar o parafuso de regu^
lagem girando-o no sentido
anti-horário até ficar so]_
to;
d) fechar a válvula do maçarj_
co;
e) detectar v a z a m e n t o s ,
Se o regulador estiver
fora de uso durante dias se
g u i d o s , deve-se girar o para_
fuso de regulagem no sentido
a n t i - h o r á r i o , o suficiente p£
ra desencostar a haste da se
de.
64
4.3 Inspeção final
Durante a soldagem existe
o risco de ignição de materiais
estranhos ao serviço que podem.,
a c i d e n t a l m e n t e , tomar contato com
c e n t e l h a s , fagulhas ou metal a_
q u e c i d o , c a r a c t e r i z a n d o - s e , des
sa f o r m a , a possibilidade de oco_r
rerem incêndios que se avolumam
após o encerramento das opera
ções de solda.
Apôs o término do ser_
viço de s o l d a , dentro de um
intervalo não superior a 30
m i n u t o s , deve ser feita i r\s_
peção final em toda ã r e a , de
modo que se certifique deque
não existem chamas ou brasas
ace s a s .
65
5. BIBLIOGRAFIA ALTHER, T. La prevention des accidentes par 1' emploi et J 1
entretien corrects chalumeaux. Cahiers Suisses de la Sécurité
du Travail, Suisse, (128) m a r s / j u i n , 1978 36p.
AMERICAN NATIONAL STANDARDS INSTITUTE. Safety in welding and cutting. Miami American Welding S o c i e t y , 1 973. 69p. ( ANSI-Z 49. 1-1973)
AMERICAN WELDING SOCIETY. Welding handbook; we d i ng ,-cu 11 i ng and related processes. 6.ed. New York, 1970
AUSTRALIA MERIDIONAL. Department of Labour and Industry. Guide
for safe operation in welding. A d e l a i d e , 1969. 12p.
BAL0CC0, L. La prevenzione degli infortuni nella saldatura a gas. Rivista di Meccanica, M i l a n o , (651):171-9 o t t . 1 9 7 7 : (654): 99-1 06 , nov. 1977
BRANCHINI, Odecio J.G. Higiene e segurança na soldagem. 28p.
CAISSE NATIONALE SUISSE D 1 ASSURANCE EN CAS D 1 ACCI DENTS.Porte-chalumeau de sécurité. L u c e r n e , 1965. 8p. (Créer la Sécurité, 2005/1965)
CHALUMEAUX; contre les retours intempestifs. Travail et Sécurité,
Paris, (9): 420-2, Sept. 1977
CONSIGNE d'utilisation des postes oxyacetyléniques et oxy -gaz c o m b u s t i b l e s . P a r i s , la Soudure A u t o g e n e , 1977. 15p.
DESARZENS, A.H. La sécurité dans les ateliers de soudure. Pré_
vention, M o n t r é a l , i S ( l l ) : 3 - 7 , d é c . jan. 1978/79
ENTE NAZI0NALE PER LA PREVENZIONE DEGLI INFORTUNI. Per la sal
datura ossiacetilenica. 2.ed. Roma. 18p. (ENPI. Serie L,16)
. Saldatura e taglio a gas dei metalli. 3. ed. R o m a , 1967 8p. (ENPI. Servizio Teenico 62-2)
ENTWISTLE, H. Solda y corte tërmico. In: 0FICINA INTERNACI ONAL DEL TRABAJ0. .Enciclopédia de medicind, higiene y seguridad del trabajo. M a d r i d , INP. 1 974. v . 2 , p.1412-7

f Ca$ 430.OCÜ
6- 66 n 1 K! :. «áé/flA/fa
ES PAN HA. Plan Nacional de Higiene y Seguridad dei Trabajo. Sol^
àatura oxi-acetilenica. Valencia, 1972. 6p. (Hoja Informati
va de Higiene y Seguridad en el Trabajo, n.6)
mi FRANÇA. Ministère de l'Industrie. Appareils a pression. Bévue
de la Sêeur-Lté, Paris, (151):L1-L11, 1978
INSTITUT NATIONAL DE RECHERCHE ET DE SECURITE. La sécurité dans
l'emploi, des machines, appareils, accessoires de soudage et
d'oxycoupaje. 4.ed. Paris, 1 970. 172p. ( IRNS Edition, 357 )
. Soudage au chalumeau. 6.ed. Paris, 1971. 31p.
(INRS Edition, 364)
OKUHURA, Toshie & TANIGUCHI, Cllio. Engenharia de soldagem e
aplicações. Rio de Janeiro, LTC, 1982. 461p.
PERSONAL safety equipment for welding operatives. Welding and
Metal Fabrication, Guildford, 42(5):170-9, May 1974 .
PRECAUÇÕES e normas de segurança na utilização de equipamentos
para corte e soldagem oxi-acetilenica. 1974. 18p.
LA PREVENTION incendie dans les travaux par point chaud. Vigi_
lance, Paris, {56 ) : 39-47 , juin 1977
VAZIAGA, C. Prévention de l'incendie dans les travaux par point
chaud (Chalumeaux et arcs életriques). In: CENTRE NATIONAL DE
PREVENTION ET DE PROTECTION. Prévention et protection incendie.
Paris, Entreprise Moderne, 1971.
WORTH, George. Procedimentos de segurança nos trabalhos de sol_
dagem, corte e aquecimento a oxi-combústivel. Trad.Essen So
ciedade de Soldas. São paulo, 1975. 6p.