RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O CASO DE...
197
CINTIA MADUREIRA ORTH RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O CASO DE UMA INDÚSTRIA AUTOMOBILÍSTICA – UMA CONTRIBUIÇÃO PARA MELHORIAS NA GESTÃO DE RESÍDUOS JOINVILLE, SC 2010
Transcript of RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O CASO DE...

CINTIA MADUREIRA ORTH
RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O CASO DE UMA
INDÚSTRIA AUTOMOBILÍSTICA – UMA CONTRIBUIÇÃO PARA MELHORIAS
NA GESTÃO DE RESÍDUOS
JOINVILLE, SC
2010

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

CINTIA MADUREIRA ORTH
RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O CASO DE UMA
INDÚSTRIA AUTOMOBILÍSTICA - UMA CONTRIBUIÇÃO PARA MELHORIAS
NA GESTÃO DE RESÍDUOS
Dissertação apresentada ao programa de Mestrado em Saúde e Meio Ambiente da Universidade da Região de Joinville como parte dos requisitos para obtenção do título de Mestre em Saúde e Meio Ambiente. Orientadora: Profa. Dra. Nelma Baldin
JOINVILLE, SC
2010
Catalogação na publicação pela Biblioteca Universitária da Univille
Orth, Cíntia Madureira O77r Resíduos sólidos gerados no processo produtivo : o caso de uma indústria
automobilística – uma contribuição para melhorias na gestão de resíduos / Cíntia Madureira Orth ; orientador Dra. Nelma Baldin – Joinville: UNIVILLE, 2010.
194 f. : il. color. ; 30 cm Orientador: Dra. Nelma Baldin Dissertação (Mestrado em Saúde Meio Ambiente –
Universidade da Região de Joinville) 1. Resíduos sólidos industriais. 2. Sistema de gestão ambiental. 3. Educação
ambiental. 4. Indústria automobilística. 5. Desenvolvimento sustentável. I. Baldin, Nelma. II. Título.
CDD 628.4
Termo de aprovação
“RESÍDUOS SÓLIDOS GERADOS NO PROCESSO PRODUTIVO: O Caso de uma Indústria Automobilística – uma Contribuição para Melhorias na Gestão de Resíduos”
por
Cíntia Madureira Orth
Dissertação julgada para obtenção do título de Mestre em Saúde e Meio Ambiente, área de
concentração Meio Ambiente e aprovada em sua forma final pelo Programa de Mestrado em
Saúde e Meio Ambiente.
_______________________________________
Profa. Dra. Nelma Baldin Orientadora (UNIVILLE)
________________________________________
Prof. Dr. Gilmar Sidnei Erzinger Coordenador do Programa de Mestrado em Saúde e Meio Ambiente
Banca Examinadora:
________________________________________ Profa. Dra. Nelma Baldin
(UNIVILLE)
________________________________________ Prof. Dr. Joel Dias da Silva
(FURB)
________________________________________ Profa. Dra. Therezinha Maria Novais de Oliveira
(UNIVILLE)
Joinville, 07 de julho de 2010.

“O que eu faço é uma gota no meio de um oceano.
Mas sem ela, o oceano será menor. ”
Madre Teresa de Calcutá

Aos amores da minha vida,
Leonardo Orth e Gabriel Madureira Orth.

AGRADECIMENTOS
Ao meu marido, Leonardo Orth, meu grande incentivador, pelo amor, paciência, compreensão e palavras de apoio. Ao nosso filho, Gabriel Madureira Orth, a quem tantas vezes me fiz ausente, pelo carinho e compreensão. Aos meus pais e irmãos, que mesmo de longe sempre me apoiaram. À Professora Cladir Teresinha Zanotelli, por acreditar em mim desde o início, pela contribuição, competência, empenho e paciência. À minha orientadora, Professora Nelma Baldin, por tão boa vontade em dar continuidade a este trabalho, pela confiança, contribuição, competência e empenho. À Fundação de Apoio à Pesquisa Científica e Tecnológica do Estado de Santa Catarina (FAPESC) e à Universidade da Região de Joinville (UNIVILLE), pelo apoio financeiro. À Empresa estudada, por ter aberto as suas portas; e a todos os seus colaboradores, pelas valiosas contribuições para a realização deste trabalho. A todos os professores do Programa de Mestrado em Saúde Meio Ambiente, pelos relevantes conhecimentos transmitidos. Aos colegas do Mestrado, pelas horas de estudo, amizade e companheirismo. Às funcionárias Débora e Maria Patrícia, pelo auxílio durante todo o curso. Aos professores Cleiton Vaz e Therezinha Maria Novais de Oliveira, pelo apoio durante o estágio de docência. E, finalmente, a DEUS, que me deu condições, em todos os sentidos, de alcançar mais este objetivo em minha vida.
SUMÁRIO
RESUMO ............................................................................................................................... 11 ABSTRACT ........................................................................................................................... 12 LISTA DE FIGURAS .......................................................................................................... 13 LISTA DE TABELAS E QUADROS .................................................................................. 15 LISTA DE ABREVIATURAS E SIGLAS........................................................................... 16 INTRODUÇÃO...................................................................................................................... 18 2. REVISÃO........................................................................................................................... 25 2.1. RESÍDUOS SÓLIDOS INDUSTRIAIS........................................................................... 25 2.1.1. O Gerenciamento de resíduos sólidos industriais.................................................... 28 2.2. SISTEMA DE GESTÃO AMBIENTAL NAS EMPRESAS .......................................... 34 2.2.1. A série ISO 14.000....................................................................................................... 37 2.2.2. Política dos 3 R’s ........................................................................................................ 39 2.2.3. Produção mais Limpa ................................................................................................ 43 2.2.4. Educação Ambiental .................................................................................................. 45 2.3. OS PLÁSTICOS E A INDÚSTRIA AUTOMOBILÍSTICA............................................48 2.3.1.1. Riscos do processo de fabricação de compósitos de PRFV para a saúde humana ...........................................................................................................54 2.3.1.2. Implicações ambientais da produção e do uso de plásticos, em especial, de PRFV...................................................................................................................... 56 3. METODOLOGIA.............................................................................................................. 60
3.1. O MÉTODO ..................................................................................................................... 60 3.2. CARACTERIZAÇÃO DA ÁREA DE ESTUDO............................................................ 61 3.2.1. Descrição do processo de Moldagem e Acabamento em PRFV............................. 62 3.3. INSTRUMENTOS DE COLETAS E PROCEDIMENTOS METODOLÓGICOS....................................................................................................... 64 3.3.1. O processo produtivo e as fontes de geração de resíduos......................................... 64 3.3.1.1 Riscos do processo para a saúde do trabalhador.......................................................... 65 3.3.2. A quantificação dos resíduos ...................................................................................... 65 3.3.2.1. A produção total de resíduos pela unidade estudada ................................................. 66 3.3.2.2. Resíduos do processo de Moldagem e Acabamento em PRFV.................................. 66 3.3.3. Classificação dos resíduos do processo...................................................................... 70 3.3.4. Gerenciamento dos resíduos do processo................................................................... 70 3.3.5. Ações para melhorias na gestão de resíduos sólidos................................................. 71 4. RESULTADOS E DISCUSSÕES .................................................................................... 72 4.1. O PROCESSO DE MOLDAGEM E ACABAMENTO EM PRFV..................................75 4.1.1. Principais fontes de geração de resíduos ................................................................... 78 4.1.1.1. O desperdício de materiais ......................................................................................... 87 4.1.1.2 As emissões sonoras e atmosféricas e suas principais implicações para a saúde do trabalhador ................................................................................................. 91 4.1.1.3. Efluentes líquidos ....................................................................................................... 94 4.2. CLASSIFICAÇÃO DOS RESÍDUOS DO PROCESSO DE MOLDAGEM E ACABAMENTO EM PRFV........................................................................................ 95 4.3. GERENCIAMENTO DOS RESÍDUOS SÓLIDOS DO PROCESSO DE MOLDAGEM E ACABAMENTO EM PRFV............................................................... 98 4.3.1. Segregação .................................................................................................................. 99 4.3.2. Acondicionamento e armazenagem Temporária .................................................. 106 4.3.3. Coleta e transporte .................................................................................................... 111
4.3.4. Tratamento e sistema de destinação final .............................................................. 112 4.4. APRESENTAÇÃO DE AÇÕES PARA MELHORIAS NA GESTÃO DE
RESÍDUOS...................................................................................................................... 113 4.4.1. Redução na fonte geradora .......................................................................................115 4.4.2. Reciclagem das aparas de PRFV ............................................................................. 116 4.4.3. Acondicionamento e armazenagem temporária ..................................................... 119 4.4.4. Educação Ambiental...................................................................................................121 4.4.4.1. Atividades de Educação Ambiental para o ambiente fabril...................................... 123 5. CONSIDERAÇÕES FINAIS ........................................................................................ 133 REFERÊNCIAS....................................................................................................................139 APÊNDICES ........................................................................................................................ 147 Apêndice A – Planilha para coleta de dados sobre o processo produtivo e suas fontes de geração de resíduos no processo (MODELO)................................. 148
Apêndice B – Planilha para coleta de dados referentes à produção de peças em PRFV e ao consumo de matérias-primas no processo de Moldagem e Acabamento em PRFV (MODELO) ........................................................... 148
Apêndice C – Planilha para quantificação (pesagem - kg) das aparas de PRFV geradas no Ponto 1 – laminação dos tetos (MODELO).................................. 149 Apêndice D – Planilha para quantificação (pesagem - kg) das aparas geradas no Ponto 2 – desmoldagem dos tetos e das entre-janelas e no Ponto 3 – Acabamento dos tetos (MODELO)................................................................. 149
Apêndice E – Planilha para cálculo e organização de dados referentes à quantidade de aparas geradas para produzir cada uma das cinco peças nas duas
etapas do processo produtivo - Moldagem e Acabamento (MODELO) ....................................................................................................149
Apêndice F – Planilha para coleta, cálculo e organização de dados referentes à quantidade de aparas geradas nas duas linhas de produção (tetos
e entre-janelas) do processo de Moldagem e Acabamento em PRFV (MODELO) .........................................................................................150
Apêndice G – Planilha para coleta de dados e cálculo dos principais resíduos gerados
no processo de Moldagem e Acabamento em PRFV (MODELO) ................151
Apêndice H – Planilha para coleta de dados referentes ao gerenciamento dos resíduos sólidos gerados no processo de Moldagem e Acabamento em PRFV
(MODELO) ....................................................................................................151 Apêndice I – Artigo científico submetido ao Journal of Cleaner Production: “Diagnosis of solid waste generation in a production process of an automobile industry: a contribution to reduction” ………………. 152 Apêndice J – Artigo científico submetido à Revista Gestão e Produção (UFSCar): “Gerenciamento dos resíduos sólidos em uma indústria automobilística: uma contribuição para melhorias” ................................. 173

RESUMO A necessidade da busca por modelos de Desenvolvimento Sustentável tem levado a sociedade, o governo e o mercado a pressionar as indústrias a tornarem seus processos produtivos mais limpos. A adoção da Política dos 3 R’s (Reduzir, Reutilizar e Reciclar), da Produção mais Limpa, dos Planos de Gerenciamento de Resíduos (PGR), da Educação Ambiental, dentre outros, ajudam a reduzir a quantidade de resíduos. Entretanto, a implantação desses procedimentos deve ser precedida de um diagnóstico ambiental. O objetivo desta pesquisa consistiu em elaborar um diagnóstico dos resíduos sólidos gerados num processo produtivo de uma indústria do setor automobilístico, visando a apresentação de ações para melhorias. Os objetivos específicos foram: estudar o processo produtivo e suas fontes de geração de resíduos, levantar os riscos do processo para o trabalhador, estudar o gerenciamento dos resíduos do processo, bem como classificá-los e quantificá-los; e, ao final, apresentar medidas preventivas e corretivas. O estudo do processo, das fontes de geração e dos riscos do processo para a saúde e gerenciamento de resíduos se deu por meio de observações in loco e consultas aos arquivos da Empresa.. A classificação se deu conforme a ABNT NBR 10004/2004. E, a quantificação foi feita por meio de medições e estimativas. A empresa analisada fabrica carrocerias para ônibus. O processo estudado foi o de Moldagem e Acabamento em Plástico Reforçado com Fibra de Vidro (PRFV). O período analisado foi de maio de 2008 a abril de 2009. Constatou-se que o processo adotado pela unidade é o Spray-
up, que usa moldes abertos e gera grandes quantidades de aparas, sendo esta a principal fonte de geração de resíduos no processo. A perda de matéria-prima é de 9% na laminação dos tetos e de 30% nas entre-janelas. Outra fonte de geração é o desperdício de materiais. As emissões sonoras, de estireno e de pó de fibra, em alguns pontos, estão acima dos limites tolerados. Os resíduos Classe I se constituem de sólidos contaminados e os resíduos Classe II, em sua maioria, de aparas de PRFV. Em se tratando do gerenciamento, os maiores problemas se referem à segregação, acondicionamento e armazenagem temporária. A inexistência de Educação Ambiental, a mistura de resíduos incompatíveis e a desorganização da área de acondicionamento e armazenagem comprometem o sistema de destinação final: reciclagem, reutilização e disposição em aterros. A maioria dos resíduos do processo (67%) segue para o aterro. Diante dos resultados obtidos, a implantação de um PGR que organize a área de acondicionamento e armazenagem temporária; que promova a redução de resíduos na fonte geradora por meio da migração para um processo produtivo mais limpo; que trate da reciclagem das aparas de processo e inclua um Programa de Educação Ambiental que sensibilize os funcionários para as questões de desperdício e coleta seletiva deve ser considerada pela unidade. Ações como as mencionadas podem contribuir de forma significativa para minimizar a quantidade de resíduos destinados ao aterro. Recomenda-se a continuidade deste estudo no sentido de implantar na unidade estudada um Sistema de Gestão Ambiental, que por sua vez, engloba o PGR e o Programa de Educação Ambiental, atualmente, ausentes na unidade. Palavras-chave: Resíduos Sólidos Industriais; Sistema de Gestão Ambiental Empresarial; Educação Ambiental; Indústria Automobilística; Diagnóstico Ambiental.

ABSTRACT The need to seek for Sustainable Development models has led the society, the government and the market to press industries to make their production processes cleaner. The adoption of the 3-Rs Policy (Reduce, Reuse and Recycle), of the Cleaner Production, of the Waste Management Planning (WMP) and of the Environmental Education, among others, helps reduce the quantity of waste. However, the implementing of those procedures should be preceded by an environmental diagnosis. The objective of this research was to elaborate a diagnosis of the solid waste generated by a production process of a company from the automobile sector in order to present improvement actions. The specific objectives were the following: study the productive process and its sources of waste, evaluate the risks of the process for the operator; and study the management of the waste of the process; perform the classification and quantification of this waste; and, at the end, present preventive and corrective measures. The study of the process, of the sources of waste, of the risks of the process for the operator and of the waste management occurred through in loco observations and consultation of the records of he company, The classification was carried out according to ABNT NBR 10004/2004., and the quantification by means of measurements and estimates. The analyzed company manufactures bus bodies. The studied process was the Shaping and Finishing in Fiberglass Reinforced Plastic (FRP). The analysis period was from May 2008 to April 2009. It was observed that the process adopted by the unit is the Spray-up, which uses open molds and generates large amounts of scrap, this being the main source of waste generation in the process. The loss of raw material is of 9% in the rolling of the roofs and 30% in the space between windows. Another source is the waste of materials. The sound emission of styrene and “fiber dust”, in some points, are above the permitted limits. Class I waste is composed of contaminated solids and Class IIA waste mostly of FRP scrap. In terms of management, the main problems refer to segregation, packing and temporary storage. Lack of Environmental Education, mixture of waste and disorganization in the area of packaging and storage jeopardize its final destination: recycling, reuse and disposal in dumps. Most waste of the process (67%) goes to the dump. Based on the obtained results, the implementing of a WMP which organizes the packing and temporary storage area; which promotes waste reduction at source shifting to a cleaner production process; which addresses the recycling of process scrap and includes an Environmental Education Program to make the employees aware of the issues of waste and selective waste collection should be considered by the unit. Actions as the ones mentioned above may contribute meaningfully to minimize the amount of waste sent to the dump. It is recommended to continue this study in order to implement in the unit studied an Environmental Management System, which, in turn, includes the SWMP and the Environmental Education Program, currently not present in the unit. Keywords: Industrial Solid Waste; Environmental Management in Companies; Environmental Education; Automobile Industry; Environmental Diagnosis.
LISTA DE FIGURAS Figura 1 – Mapa de localização de Joinville, SC .................................................................... 22 Figura 2 – Hierarquia para gerenciamento de resíduos sólidos industriais.............................. 30 Figura 3 – Imagens do processo spray-up............................................................................... 52
Figura 4 – Moldes (macho-fêmea) de uma pequena embarcação usados no RTM light.......................................................................................................... 53
Figura 5 – Esquema do RTM light........................................................................................... 54 Figura 6 - Fluxograma do processo de Moldagem e Acabamento em PRFV......................... 62 Figura 7 – Distribuição percentual dos resíduos reutilizados ou reciclados e dos Resíduos Classes I e II dispostos mensalmente na CTRIJ pela unidade estudada .................................................................................................... 74 Figura 8 - Laminação de uma entre-janela: aplicação da manta de fibra; do jato de resina, catalisador; e roleteamento ......................................................................... 76 Figura 9 – Laminação de um teto com o uso de uma laminadora semi-automática ............... 76 Figura 10 - Resíduos do processo de Moldagem e Acabamento em PRFV (gerados em um mês de produção)........................................................................ 80 Figura 11 – Uso de papelão ondulado no piso, embaixo e em volta do molde ....................... 80 Figura 12 – Uso de papelão no piso sob a laminadora e em uma de suas paredes laterais ..... 81 Figura 13 – Uso de papelão ondulado na moldagem das entre-janelas .................................. 81 Figura 14 – Uso de plástico na proteção da parte final (não laminada) do molde .................. 82 Figura 15 – Uso de plástico na proteção de moldes que não estão em uso.............................. 82 Figura 16 - Moldes usados no processo de Moldagem e Acabamento em PRFV ............................................................................................................... 84 Figura 17 - Percentual médio de resíduos gerados no processo de Moldagem e Acabamento em PRFV em todo o período estudado.......................................... 86 Figura 18 - Recipientes encontrados abertos durante, praticamente, toda a jornada de trabalho................................................................................................ 88 Figura 19 - Desperdício de materiais decorrente de seu uso excessivo .................................. 88

Figura 20 - Perda de fio roving por problemas mecânicos na laminadora ou por falhas humanas................................................................................................ 89
Figura 21 - Rebarba “gigante” decorrente de um erro de delimitação no comprimento de um teto....................................................................................... 90
Figura 22 - Bombonas de catalisador dispostas como resíduos, ainda contendo restos do produto................................................................................................... 90 Figura 23 – Recipientes encontrados em alguns dos pontos da unidade e destinados à coleta
seletiva de resíduos menos volumosos................................................................ 100 Figura 24 – Caçambas coletoras de resíduos Classe I e Classe II na unidade estudada .............................................................................................................. 100 Figura 25 - Resíduos recicláveis dispostos em caçambas destinadas ao aterro industrial..... 101 Figura 26 – Uniformes (EPI) dispostos na caçamba de recicláveis comuns (papel, papelão e plástico).................................................................................. 102 Figura 27– Posicionamento dos coletores e placas destinados aos resíduos Classe I e Classe II... .......................................................................................... 105 Figura 28 – Região inferior da área de armazenagem temporária destinada aos resíduos que seguem para aterro industrial........................................................ 107 Figura 29 – Região superior da área de armazenagem temporária destinada aos resíduos vendidos a terceiros ou devolvidos aos fornecedores......................... 107 Figura 30 – Disposição de embalagens de produtos perigosos na área de armazenagem
temporária representando riscos de contaminação do solo................................. 108 Figura 31– Placas indicativas de resíduos encontradas na área de armazenagem temporária............................................................................................................109 Figura 32 – Depósito de resíduos de uma indústria de tintas e solventes.............................. 120 Figura 33 – Painel do Dojo Ambiental.................................................................................. 126

LISTA DE TABELAS E QUADROS Tabela 1 – Geração de resíduos sólidos industriais em alguns Estados brasileiros ............... 26 Quadro 1 – Legislação brasileira aplicável ao gerenciamento de resíduos sólidos industriais ........................................................................................................... 29 Tabela 2 – Retorno do investimento da Suzano Papel e Celulose em seu SGA ..................... 36 Quadro 2 – Benefícios da Gestão Ambiental .......................................................................... 36 Quadro 3 – Número de certificados ISO 14001 válidos, por Estado, no Brasil ..................... 38 Quadro 4 – Vantagens e desvantagens do uso de plásticos nos automóveis em substituição a outros materiais ............................................................................ 50 Quadro 5 – Produção média mensal da unidade de plásticos de Joinville no período estudado ................................................................................................. 72 Tabela 3 - Quantidade (toneladas) de resíduos recicláveis ou reutilizáveis e de resíduos depositados na CTRIJ pela unidade estudada...........................................73 Quadro 6 – Consumo médio mensal das matérias-primas usadas no processo de Moldagem e Acabamento em PRFV no período estudado............................. 77 Quadro 7 – Fontes geradoras de resíduos no processo de Moldagem e Acabamento em PRFV .............................................................................................................. 79 Tabela 4 – Produção de peças em PRFV; matéria-prima usada para produzi-las, quantidade de aparas geradas e percentual de perda de matéria-prima na
forma de aparas nas duas linhas de produção do processo de Moldagem e Acabamento em PRFV.......................................................................................... 83
Tabela 5 – Produção de resíduos sólidos (ton) no processo de Moldagem e Acabamento em PRFV na unidade estudada......................................................... 85 Tabela 6 - Avaliação quantitativa dos riscos físicos e químicos nas duas etapas do processo de Moldagem e Acabamento em PRFV da unidade estudada ................ 92 Quadro 8– Classificação dos principais resíduos sólidos gerados no processo de Moldagem e Acabamento em PRFV ................................................................... 96 Quadro 9 – Resumo da segregação, acondicionamento e armazenagem temporária dos resíduos gerados no processo de Moldagem e Acabamento em PRFV......... 98 Quadro 10 – Código de cores para a coleta seletiva dos resíduos gerados na unidades estudada (Resolução CONAMA 275 de 25 de abril de 2001).................... 120
LISTA DE ABREVIATURAS E SIGLAS ABETRE – Associação Brasileira de Empresas de Tratamento, Recuperação e Disposição de
Resíduos Industriais ABMACO – Associação Brasileira de Materiais Compósitos ABNT – Associação Brasileira de Normas Técnicas ABS – Acrilonitrila Butadieno de Estireno ACC – American Chemistry Council
ATRP – Autorização para Transporte de Resíduos perigosos CBE – Companhia Brasileira de Estireno CEBDS – Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável CNTL – Centro Nacional de Tecnologias Limpas CONAMA – Conselho Nacional de Meio Ambiente CTRJ – Central de Tratamento de Resíduos de Joinville EA – Educação Ambiental EPI – Equipamento de Proteção Individual FISPQ – Ficha de informações de Segurança de Produto Químico IBAM – Instituto Brasileiro de Administração Municipal IBGE – Instituto Brasileiro de Geografia e Estatística INMETRO – Instituto Nacional de Metrologia, Normalização e Qualidade Industrial ISO – International Organization for Standardization LTCAT – Laudo Técnico de Condições Ambientais no Trabalho NBR – Norma Brasileira OSHA - Occupational Safety and Health Administration 3 R’s – Reduzir, Reutilizar e Reciclar
P + L – Produção mais Limpa PE – Polietileno PCPM – Planejamento e Controle de Produção e Materiais PP – Polipropileno PGR – Plano de Gerenciamento de Resíduos PRFV – Plástico Reforçado com Fibra de Vidro PVC – Policloreto de Vinila RTM – Resin Transfer Moulding
SAGE – Strategic Adivisory Group on Environment
SEBRAE – Serviço de Apoio às Micro e Pequenas Empresas SGA – Sistema de Gestão Ambiental SIMPESC – Sindicato da Indústria de Material Plástico em Santa Catarina STEL – Short-term Exposure Limite TC-207 – Comitê Técnico 207 UNEP – Programa das Nações Unidas para o Meio Ambiente UNIDO – Organização da Nações Unidas para o Desenvolvimento Industrial
INTRODUÇÃO
Dentre os inúmeros problemas ambientais que assolam a humanidade, a produção de
resíduos industriais, além de ser uma ameaça à saúde pública, constitui-se numa das principais
formas de degradação do meio ambiente. Segundo Borges (2000), os problemas relacionados
à produção de resíduos se intensificaram a partir da segunda metade do século XVIII com a
Revolução Industrial, a partir da qual houve um aumento na quantidade, no volume, na
variedade e na periculosidade dos resíduos.
No que se refere ao processo de industrialização brasileira, embora este tenha sido
tardio, o Brasil fechou 2009 como a oitava maior economia do mundo e hoje, dispõe de
indústrias dos mais diversos segmentos, o que também o enquadra entre os países que mais
geram resíduos industriais (ÉPOCA NEGÓCIOS, 2010). Não há dados precisos e atualizados
da geração e destinação de resíduos industriais no Brasil, as estatísticas ainda são
insuficientes. Porém, segundo dados da FIESP (2003), já em 2001, a quantidade de resíduos
industriais perigosos no país girava na casa dos 2,9 milhões de toneladas/ano, das quais
somente 21% recebia algum tipo de tratamento. Essa ausência de dados se deve ao fato de que
somente em 2002 o Conselho Nacional do Meio Ambiente (CONAMA) aprovou uma
Resolução que dispõe sobre a obrigatoriedade do Inventário Nacional de Resíduos Sólidos
Industriais. Mas, foram poucos os Estados brasileiros que se preocuparam em realizar esse
inventário (IBAM, 2008).
Em se tratando, especificamente, da indústria de plásticos e da indústria
automobilística no Brasil, o país é o sexto maior produtor de veículos do mundo, e também se
encontra entre os maiores produtores de plásticos (SILVA, 2009; RIOS, 2003). Destaca-se
que a interdependência entre essas indústrias é crescente, uma vez que o setor automobilístico
vem aumentando o uso de plásticos em seus veículos automotores.
Dentre as razões para a substituição de autopeças tradicionais por plástico, estão as
crises do petróleo de 1973 e de 1979 que contribuíram para a conscientização do problema da
escassez de combustível e para a vulnerabilidade do uso dos recursos naturais. Houve, então,
uma busca por carros mais eficientes que consumissem menos combustível. Uma solução foi
tornar os veículos mais leves, o que ocorreu por meio da substituição de alguns materiais por
plástico (MEDINA, 2002). Entretanto, a produção e o uso de materiais plásticos, não só pela
indústria automobilística, mas pela sociedade como um todo, implica em sérios problemas
ambientais, dentre eles, a geração de resíduos sólidos.
No Brasil, somente a indústria de compósitos de Plástico Reforçado com Fibra de
Vidro (PRFV) gera cerca de 13 mil toneladas de resíduos por ano, entre rebarbas de processos
e peças com defeito (LIMA, 2010). A maior parte desses resíduos tem como destino final os
aterros industriais. As montadoras de veículos são um grande contribuinte para a imensa
quantidade desse tipo de resíduo, uma vez ser este um dos principais segmentos consumidores
de materiais compósitos.
Entre os problemas ambientais em torno produção e do uso de plásticos pela indústria
automobilística está o fato do petróleo ainda ser a principal fonte de matéria-prima para a
fabricação desses materiais, embora já existam fontes alternativas. As indústrias, dentre elas,
as montadoras, precisam investir na substituição de materiais tradicionais por produtos
biodegradáveis, já que os plásticos à base de petróleo podem levar até 500 anos para se
decompor no meio ambiente. Além disso, fabricantes de plásticos que usam processos
produtivos de baixa tecnologia e considerados “sujos” em termos ambientais, devem
considerar a adoção de tecnologias mais modernas e mais limpas, cuja geração de resíduos

seja a menor possível. O fato é que as indústrias precisam sempre buscar meios de reduzir a
quantidade, o volume ou o potencial contaminante de seus resíduos.
Diante de toda essa problemática em torno dos resíduos industriais, bem como da
crescente pressão por parte da sociedade, do governo e do mercado para que as indústrias
adotem processos menos agressivos, o setor industrial precisa incorporar com mais eficiência
a Sustentabilidade em suas rotinas de trabalho, procurando a compatibilização de práticas
econômicas e conservacionistas.
O Desenvolvimento Sustentável é definido como sendo aquele que “atende as
necessidades do presente sem comprometer as possibilidades de as gerações futuras
atenderem as suas próprias necessidades” (ONU, 1988). Um dos pontos fortes deste modelo
de Desenvolvimento é que ele trata de forma interligada e interdependente as variáveis
econômica, social e ambiental. Ou seja, um desenvolvimento sem a melhoria da qualidade de
vida e da qualidade ambiental, não pode ser considerado desenvolvimento.
Neste sentido, são muitas as políticas e ações ambientais disponíveis para
organizações empresariais que queiram reduzir seus resíduos e/ou tratá-los e destiná-los
corretamente. Dentre elas, citam-se a Política dos 3 R’s (Reduzir, Reusar, Reciclar), a
Produção mais Limpa (P+L), os Planos de Gerenciamento de Resíduos (PGR), os Programas
de Educação Ambiental (PEA) e outras. Ressalta-se que qualquer medida ambiental voltada
para a redução da produção final de resíduos seja precedida de um diagnóstico que busque,
dentre outros, identificar as fontes de geração de resíduos, a quantidade e a periculosidade dos
mesmos, e assim, propor medidas preventivas e corretivas envolvendo a redução, a
reutilização, a reciclagem, o tratamento e a disposição final em locais apropriados.
Seguindo essa tendência, uma solução mais completa para indústrias que queiram
reduzir seus impactos ambientais é a implantação de um Sistema de Gestão Ambiental (SGA)

que pode incluir, dentre outras, as medidas ambientais citadas anteriormente (3 R’s, PGR,
PEA, P+L).
Um Sistema de Gestão Ambiental empresarial envolve as diferentes atividades
administrativas e operacionais realizadas por uma empresa para abordar problemas ambientais
decorrentes da sua atuação ou para evitar que eles ocorram no futur. Um SGA requer ações
como: a formulação de diretrizes; a coordenação de atividades; a avaliação de resultados; o
envolvimento de diferentes segmentos da empresa; o comprometimento por parte da alta
direção e/ou proprietários; a avaliação dos impactos ambientais atuais e futuros, planos
fixando objetivos e metas e outras (BARBIERI, 2007).
Entretanto, algumas empresas que investem em SGA o fazem mais preocupadas em
conseguir a Certificação ISO 14.001 do que em promover a melhoria da qualidade ambiental
em si. A série ISO 14.000 teve início em 1991 em Genebra, na Suíça, através da International
Organization for Standardization (ISO) e trata-se de um grupo de normas que fornece
ferramentas e estabelece um padrão de SGA. Tem como objetivo contribuir para a melhoria
da qualidade ambiental diminuindo a poluição ao integrar o setor produtivo na otimização do
uso dos recursos naturais (CASTRO et al, 1996). Embora a adoção dessas normas seja de
caráter voluntário, elas têm passado a ser uma imposição de mercado, levando em conta os
seus benefícios empresariais, gerenciais, comerciais e ambientais (CHAIB, 2005).
Conforme relatório emitido em junho de 2010 pelo Instituto Nacional de Metrologia,
Normalização e Qualidade Industrial (INMETRO), no Brasil, o número de certificações
válidas ISO 14.001 concedidas a empresas nacionais é de 341 certificados e a maior parte
deles, no Estado de São Paulo. Santa Catarina é o terceiro Estado brasileiro com o maior
número de certificações válidas (INMETRO, 2010).
O Estado de Santa Catarina tem sua economia baseada na indústria, no extrativismo e
na agropecuária. O município de Joinville localizado na região nordeste do Estado (Figura 1)
se destaca como o mais populoso e industrializado de Santa Catariana e é considerado o
terceiro maior pólo industrial do sul do país.
Figura 1 – Mapa de localização do município de Joinville, SC. Fonte: IBGE (2009).
O parque fabril do município conta com mais 3.000 indústrias, com destaque para os
setores metal-mecânico, têxtil, plástico, metalúrgico, químico e farmacêutico (IBGE, 2006).
Diante disto, é de se esperar que Joinville também se enquadre entre os maiores causadores de
impactos ambientais do Estado de Santa Catarina, principalmente no que se refere à geração
de resíduos industriais. Em 2001 a Associação Brasileira de Empresas de Tratamento,
Recuperação e Disposição de Resíduos Industriais (ABETRE) efetuou o levantamento
estimativo em alguns Estados brasileiros. Neste estudo, denota-se que a região de Joinville
gerava, em 2002, cerca de 251.280 toneladas de resíduos sólidos industriais por ano (FIESP,
2003).

Até a finalização da pesquisa aqui em destaque, a Empresa estudada, com sede em
Joinville, não possuía registros completos de seus resíduos, quer seja da quantidade de
matéria-prima perdida no processo, da quantidade de resíduos gerados, das fontes de geração
desses resíduos ou, ainda, do seu atual sistema de gerenciamento. Sendo assim, este
diagnóstico é de suma importância para a identificação de pontos críticos no processo
produtivo e na gestão de resíduos, bem como na tomada de decisões.
Diante desta questão e tendo em vista os impactos ambientais causados pelo setor
industrial, principalmente, no que se refere à produção e à gestão inadequada de resíduos, o
objetivo geral desta pesquisa consistiu em elaborar um diagnóstico da produção e do
gerenciamento dos resíduos sólidos gerados no processo produtivo de uma indústria do setor
automobilístico de Joinville, SC, visando a apresentação de ações para melhorias.
Os objetivos específicos desta pesquisa foram os seguintes: estudo do processo
produtivo; identificação das fontes de geração de resíduos sólidos nesse processo; estudo de
seus principais riscos para a saúde do trabalhador; classificação dos principais resíduos
sólidos gerados no processo produtivo analisado; estimativa da quantidade dos principais
resíduos sólidos gerados no processo; estudo do atual gerenciamento desses resíduos;
apresentação, após o término do diagnóstico, de ações para melhorias a serem consideradas
pela empresa se esta optar por otimizar o seu atual sistema de gestão de resíduos sólidos.
A formatação do estudo está assim estruturada: Capítulo 1 – Introdução, com uma
abordagem geral sobre o tema, sua relevância, justificando a importância deste estudo;
Capítulo 2 – Revisão da Literatura, onde foram abordados temas como: Resíduos Sólidos
Industriais, enfatizando a classificação e o gerenciamento; Sistema de Gestão Ambiental nas
Empresas, incluindo a Política dos 3 R’s, a Produção Mais Limpa e a Educação Ambiental; e
finalizando com o tema: Os Plásticos e Indústria a Automobilística que trata do uso dos
plásticos pela indústria automobilística, principalmente, dos Plásticos Reforçados com Fibra

de Vidro e suas principais implicações sobre o meio ambiente e sobre a saúde do trabalhador;
Capítulo 3 – Metodologia, onde estão descritas todas as etapas contempladas como o tipo de
pesquisa, a caracterização do local de estudo, em especial, do processo produtivo analisado,
além dos instrumentos de coleta de dados e procedimentos metodológicos; Capítulo 4 –
Resultados e Discussões, que envolve o diagnóstico em si, enfatizando os problemas
relacionados à produção e à gestão dos resíduos, além da apresentação de ações para
melhorias visando à redução da produção final de resíduos e a otimização do atual sistema de
gestão de resíduos adotado pela unidade fabril; e, por fim, as Considerações finais, onde
apresenta-se uma abordagem geral dos resultados obtidos e uma análise crítico-descritiva das
constatações deste diagnóstico, além, ainda, da necessidade da continuidade do estudo, em
especial, no sentido da implantação das melhorias recomendadas, tendo em vista os resultados
obtidos com a pesquisa.
2. REVISÃO
2.1. RESÍDUOS SÓLIDOS INDUSTRIAIS
Foi a partir da industrialização que os resíduos sólidos urbanos passaram a ter uma
composição variada. Embora mantendo a predominância dos resíduos orgânicos, a
industrialização foi a responsável pelo surgimento de um novo tipo de resíduo, o industrial
perigoso, com efetiva periculosidade tanto à saúde humana quanto ao meio ambiente quando
dispostos inadequadamente (BORGES, 2000). Esta periculosidade é decorrente,
principalmente, dos aspectos de inflamabilidade, patogenicidade, corrosividade, reatividade,
toxicidade e capacidade de bioacumulação.
Em se tratando da produção de resíduos sólidos industriais, no Brasil não há dados
precisos e atualizados, uma vez que somente em 2002 o CONAMA aprovou a Resolução n°
313 de 29 de outubro de 2002, que dispõe sobre o Inventário Nacional de Resíduos Sólidos
Industriais.
Art. 7° - Em até três anos contados a partir de 2002, deverão ser elaborados os Programas Estaduais de Gerenciamento de Resíduos Industriais, e, em até quatro anos, o Plano Nacional para Gerenciamento de Resíduos Industriais. Art. 8º - As indústrias, a partir de sessenta dias da data de publicação desta Resolução (21/11/02), deverão registrar mensalmente e manter na unidade industrial os dados de geração e destinação dos resíduos gerados para efeito de obtenção dos dados para o Inventário Nacional dos Resíduos Industriais. Art. 9º - O não cumprimento do disposto nesta Resolução sujeitará os infratores as penalidades e sanções previstas na Lei nº 9.605, de 12 de fevereiro de 1998 e no Decreto nº 3.179, de 21 de setembro de 1999 (CONAMA, 2002, p. 2).

Entretanto, desde 2001, apenas 10 Estados brasileiros realizaram seus inventários de
resíduos industriais. A Tabela 1 traz dados relacionados à geração de resíduos sólidos
industriais desses Estados (IBAM, 2008).
Tabela 1 – Geração de resíduos sólidos industriais em alguns Estados brasileiros.
UF Perigosos (ton/ano)
Não perigosos (ton/ano)
Total (ton/ano)
AC* 5.500 112.765 118.265 AP* 14.341 73.211 87.552 CE* 115.238 393.831 509.069 GO* 1.044.947 12.657.326 13.702.273 MG* 828.183 14.337.011 15.165.194 PE* 81.583 7.267.930 7.349.513 RS* 182.170 946.899,76 1.129.070 PR** 634.543 15.106.393 15.740.936 RJ** 293.953 5.768.562 6.062.515 SP** 535.615 26.084.062 26.619.677 Total 3.736.073 82.747.991 86.484.064
Fonte: * Inventários Estaduais de Resíduos Sólidos Industriais ** Panorama das Estimativas de Geração de Resíduos Industriais – ABETRE/FGV (IBAM. 2008).
Segundo inventário realizado pela Companhia de Tecnologia e Saneamento Ambiental
do Governo de São Paulo (CETESB), em 1996 as indústrias do Estado de São Paulo geraram
por ano mais de 500 mil toneladas de resíduos sólidos perigosos, cerca de 20 milhões de
toneladas de resíduos sólidos não-inertes e não-perigosos e acima de um milhão de toneladas
de resíduos inertes. Os estudos revelaram, ainda, que 53% dos resíduos perigosos são tratados,
31% são armazenados e os 16% restantes são depositados no solo (CETESB, 2009).
Já no Estado do Rio de Janeiro são gerados mais de 24.496,11 toneladas/mês de
resíduos perigosos e 505.209,56 toneladas/mês de resíduos não perigosos. Na bacia da Baía
de Guanabara, o município do Rio de Janeiro é o maior gerador de resíduos perigosos - cerca
de 4.000 toneladas/mês, seguido do município de Duque de Caxias, com uma geração mensal
em torno de 3.500 toneladas/mês (IBAM, 2008).
A segregação, a destinação, o tratamento e a disposição final de resíduos seguem a
NBR 10.004/2004 que classifica os resíduos de acordo com a sua periculosidade considerando
os riscos potenciais ao meio ambiente e à saúde pública. Segundo ABNT NBR (2004), os
resíduos sólidos devem ser assim classificados:
1. Resíduos Classe I (Perigosos): são os resíduos sólidos ou mistura de resíduos sólidos que em função de suas características apresentam periculosidade ou uma das características de inflamabilidade, corrosividade, reatividade, toxicidade e/ou patogenicidade, ou constem nos anexos A (Resíduos Perigosos de Fontes Não Específicas) ou B (Resíduos Perigosos de Fontes Específicas) da norma NBR 10.004/2004. 2. Resíduos Classe II (Não perigosos), que por sua vez estão subdivididos em:
Resíduos Classe IIA - não inertes: são classificados como resíduos não inertes os resíduos sólidos ou mistura de resíduos sólidos que não se enquadram na Classe I (Perigosos) ou na Classe IIB (Inertes). Estes resíduos podem ter propriedades como combustibilidade, biodegradabilidade ou solubilidade em água.
Resíduos Classe IIB - inertes: são classificados como resíduos inertes os resíduos
sólidos ou mistura de resíduos sólidos que, submetidos ao teste de solubilização em água destilada ou deionizada, à temperatura ambiente, não tenham nenhum de seus constituintes solubilizados em concentrações superiores aos padrões de potabilidade de água definidos na Norma NBR 10.0061. Como exemplos desses materiais têm-se as rochas, tijolos, vidros, etc.
Segundo Tocchetto (2005, p. 48), a classificação é um processo no qual os
“constituintes perigosos de um resíduo são comparados com listagem de produtos e
substâncias cujo impacto à saúde e meio ambiente são conhecidos” e envolve a avaliação das
características de periculosidade. Para tanto, a ABNT NBR 10.004 dispõe de uma série de
anexos que facilitam essa comparação, além de um fluxograma que auxilia no processo de
classificação.
Se o gerador de um resíduo questionar sua classificação, pode-se fazer uma
amostragem do resíduo e enviá-la para uma análise laboratorial. Como essas análises
geralmente são dispendiosas, a ABNT NBR 10.004 contribui para a diminuição da
necessidade desse tipo de análise. O laudo de classificação pode ser baseado exclusivamente
na identificação do processo produtivo quando o resíduo for enquadrado nas listagens dos
1 NBR 10.006/2004 – Procedimento para obtenção de extrato solubilizado.

anexos A (Resíduos Perigosos de Fontes Não Específicas) ou B (Resíduos Perigosos de
Fontes Específicas).
2.1.1. O gerenciamento de resíduos sólidos industriais
Legalmente, responsável pelo gerenciamento dos resíduos industriais é o gerador,
“que tem a responsabilidade de adotar práticas de manejo que impeçam a contaminação do
meio ambiente” (ALBERONI et al., 2002, p.4). Ressalta-se que o Brasil dispõe de uma
variedade de normas e leis aplicáveis aos resíduos industriais que reforçam essa
responsabilidade (Quadro1).
Em Santa Catarina, os estabelecimentos geradores de resíduos industriais são
obrigados a elaborar Planos de Gerenciamento de Resíduos (PGR) que contemplem, dentre
outros, procedimentos apropriados para as operações de manuseio, coleta, acondicionamento,
transporte, tratamento e disposição final.
O Plano de Gerenciamento de Resíduos se constitui num documento integrante do sistema de gestão ambiental, baseado nos princípios da não geração e da minimização da geração de resíduos, que aponta e descreve as ações relativas ao seu manejo, contemplando os aspectos referentes à minimização na geração, segregação, acondicionamento, identificação, coleta e transporte interno, armazenamento temporário, tratamento interno, armazenamento externo, coleta e transporte externo, tratamento externo e disposição final (MEDEIROS, 2002, p.1).
Segundo a Política Estadual de Resíduos Sólidos do Estado de Santa Catarina, a
responsabilidade administrativa, civil e penal nos casos de ocorrências envolvendo resíduos
industriais, de qualquer natureza ou origem, recairá sobre os estabelecimentos geradores, no
tocante ao transporte, tratamento e destinação final de seus produtos e embalagens, em
especial quando podem comprometer o meio ambiente e colocar em risco a saúde pública.
Esta responsabilidade dar-se-á deste a geração até a disposição final dos resíduos sólidos
(SANTA CATARINA, 2005).
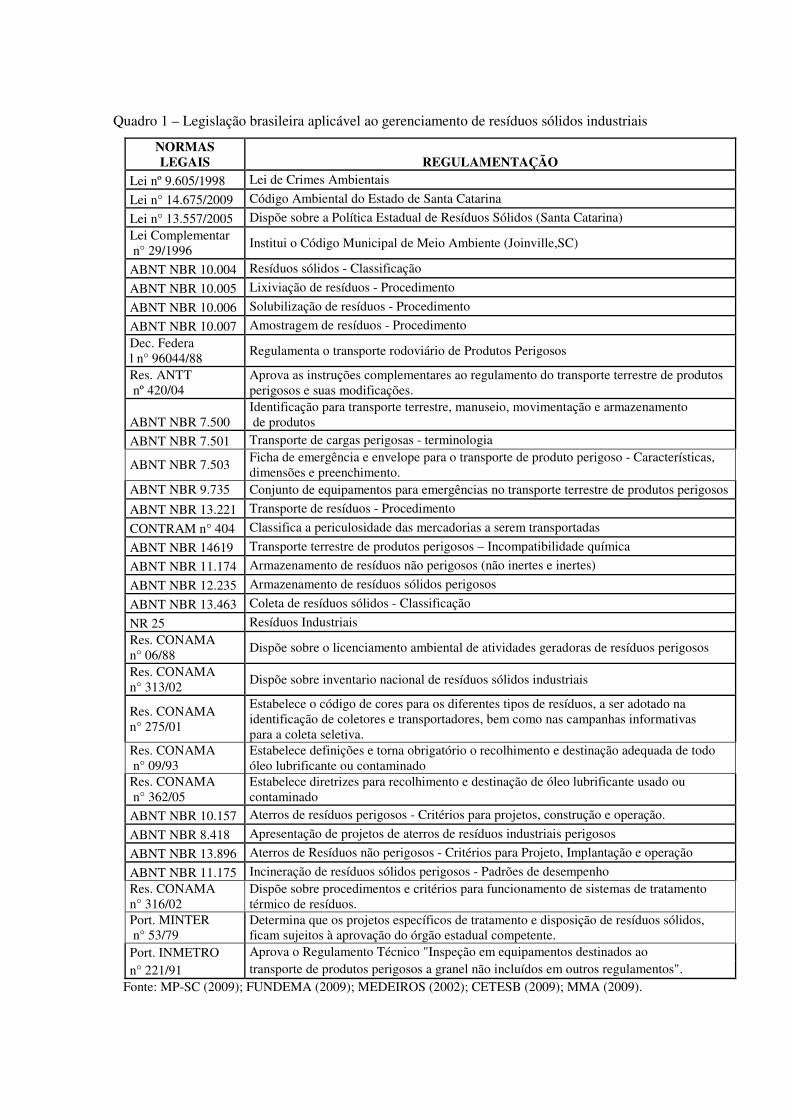
Quadro 1 – Legislação brasileira aplicável ao gerenciamento de resíduos sólidos industriais
NORMAS LEGAIS REGULAMENTAÇÃO
Lei nº 9.605/1998 Lei de Crimes Ambientais
Lei n° 14.675/2009 Código Ambiental do Estado de Santa Catarina
Lei n° 13.557/2005 Dispõe sobre a Política Estadual de Resíduos Sólidos (Santa Catarina) Lei Complementar n° 29/1996
Institui o Código Municipal de Meio Ambiente (Joinville,SC)
ABNT NBR 10.004 Resíduos sólidos - Classificação
ABNT NBR 10.005 Lixiviação de resíduos - Procedimento
ABNT NBR 10.006 Solubilização de resíduos - Procedimento
ABNT NBR 10.007 Amostragem de resíduos - Procedimento Dec. Federa l n° 96044/88
Regulamenta o transporte rodoviário de Produtos Perigosos
Res. ANTT nº 420/04
Aprova as instruções complementares ao regulamento do transporte terrestre de produtos perigosos e suas modificações.
ABNT NBR 7.500 Identificação para transporte terrestre, manuseio, movimentação e armazenamento de produtos
ABNT NBR 7.501 Transporte de cargas perigosas - terminologia
ABNT NBR 7.503 Ficha de emergência e envelope para o transporte de produto perigoso - Características, dimensões e preenchimento.
ABNT NBR 9.735 Conjunto de equipamentos para emergências no transporte terrestre de produtos perigosos
ABNT NBR 13.221 Transporte de resíduos - Procedimento
CONTRAM n° 404 Classifica a periculosidade das mercadorias a serem transportadas
ABNT NBR 14619 Transporte terrestre de produtos perigosos – Incompatibilidade química
ABNT NBR 11.174 Armazenamento de resíduos não perigosos (não inertes e inertes)
ABNT NBR 12.235 Armazenamento de resíduos sólidos perigosos
ABNT NBR 13.463 Coleta de resíduos sólidos - Classificação
NR 25 Resíduos Industriais Res. CONAMA n° 06/88
Dispõe sobre o licenciamento ambiental de atividades geradoras de resíduos perigosos
Res. CONAMA n° 313/02
Dispõe sobre inventario nacional de resíduos sólidos industriais
Res. CONAMA n° 275/01
Estabelece o código de cores para os diferentes tipos de resíduos, a ser adotado na identificação de coletores e transportadores, bem como nas campanhas informativas para a coleta seletiva.
Res. CONAMA n° 09/93
Estabelece definições e torna obrigatório o recolhimento e destinação adequada de todo óleo lubrificante ou contaminado
Res. CONAMA n° 362/05
Estabelece diretrizes para recolhimento e destinação de óleo lubrificante usado ou contaminado
ABNT NBR 10.157 Aterros de resíduos perigosos - Critérios para projetos, construção e operação.
ABNT NBR 8.418 Apresentação de projetos de aterros de resíduos industriais perigosos
ABNT NBR 13.896 Aterros de Resíduos não perigosos - Critérios para Projeto, Implantação e operação
ABNT NBR 11.175 Incineração de resíduos sólidos perigosos - Padrões de desempenho Res. CONAMA n° 316/02
Dispõe sobre procedimentos e critérios para funcionamento de sistemas de tratamento térmico de resíduos.
Port. MINTER n° 53/79
Determina que os projetos específicos de tratamento e disposição de resíduos sólidos, ficam sujeitos à aprovação do órgão estadual competente.
Port. INMETRO Aprova o Regulamento Técnico "Inspeção em equipamentos destinados ao
n° 221/91 transporte de produtos perigosos a granel não incluídos em outros regulamentos". Fonte: MP-SC (2009); FUNDEMA (2009); MEDEIROS (2002); CETESB (2009); MMA (2009).
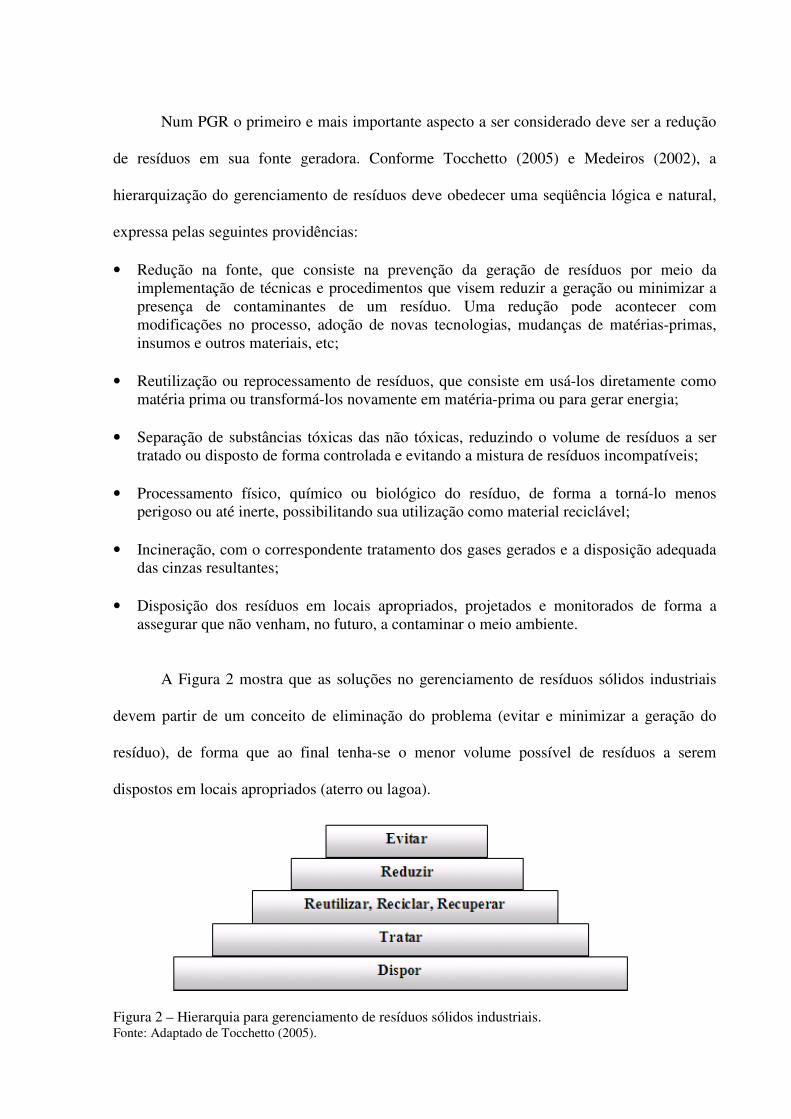
Num PGR o primeiro e mais importante aspecto a ser considerado deve ser a redução
de resíduos em sua fonte geradora. Conforme Tocchetto (2005) e Medeiros (2002), a
hierarquização do gerenciamento de resíduos deve obedecer uma seqüência lógica e natural,
expressa pelas seguintes providências:
• Redução na fonte, que consiste na prevenção da geração de resíduos por meio da implementação de técnicas e procedimentos que visem reduzir a geração ou minimizar a presença de contaminantes de um resíduo. Uma redução pode acontecer com modificações no processo, adoção de novas tecnologias, mudanças de matérias-primas, insumos e outros materiais, etc;
• Reutilização ou reprocessamento de resíduos, que consiste em usá-los diretamente como
matéria prima ou transformá-los novamente em matéria-prima ou para gerar energia; • Separação de substâncias tóxicas das não tóxicas, reduzindo o volume de resíduos a ser
tratado ou disposto de forma controlada e evitando a mistura de resíduos incompatíveis; • Processamento físico, químico ou biológico do resíduo, de forma a torná-lo menos
perigoso ou até inerte, possibilitando sua utilização como material reciclável; • Incineração, com o correspondente tratamento dos gases gerados e a disposição adequada
das cinzas resultantes; • Disposição dos resíduos em locais apropriados, projetados e monitorados de forma a
assegurar que não venham, no futuro, a contaminar o meio ambiente.
A Figura 2 mostra que as soluções no gerenciamento de resíduos sólidos industriais
devem partir de um conceito de eliminação do problema (evitar e minimizar a geração do
resíduo), de forma que ao final tenha-se o menor volume possível de resíduos a serem
dispostos em locais apropriados (aterro ou lagoa).
Figura 2 – Hierarquia para gerenciamento de resíduos sólidos industriais. Fonte: Adaptado de Tocchetto (2005).
A implantação de um PGR envolve o desenvolvimento de procedimentos técnicos
visando a adequada gestão dos resíduos. Esses procedimentos incluem:
a) Inventário de resíduos industriais
Numa indústria, a implantação de um plano de gestão de resíduos deve ser precedida
do Inventário de Resíduos Industriais, instrumento no qual “as empresas identificam dados e
informações técnicas sobre as quantidades de resíduos gerados, a caracterização e os sistemas
de destinação que adotam” (ALBERONI et al., 2002, p.5). Os resíduos devem ser
identificados quanto à natureza e classificados segundo as normas técnicas.
b) Segregação de resíduos
A segregação consiste na operação de separação dos resíduos, buscando formas de
acondicioná-los adequadamente e a melhor alternativa de armazenamento temporário e
destinação final (MEDEIROS, 2002). O objetivo da segregação é evitar a mistura de
resíduos incompatíveis, preservar a qualidade dos resíduos com potencial de reutilização,
recuperação e reciclagem e diminuir o volume de resíduos a serem tratados ou dispostos de
forma controlada (ALBERONI et al., 2002).
A segregação deve se iniciar na instituição geradora do resíduo e constitui um dos
aspectos mais importantes do gerenciamento de resíduos sólidos que, aliado ao processo de
classificação correta dos resíduos, eleva a potencialidade de reaproveitamento e reciclagem de
um determinado resíduo (CASTRO, 2005). Um dos meios de se garantir a segregação
realizada nos locais de geração é por meio da identificação correta dos resíduos, que deve
estar presente nas embalagens, contêineres, nos locais de armazenamento e nos veículos de
coleta. Para a identificação podem ser usadas placas e simbologias baseadas na NBR 7.500 à
7.504 e na Resolução CONAMA n° 275/01 (MEDEIROS, 2002).
c) Acondicionamento e armazenagem temporária
Conforme Medeiros (2002), o acondicionamento de resíduos industriais deve estar de
acordo com a NBR 11.174/90 (armazenamento de resíduos não perigosos) e com a NBR
12.235/92 (armazenamento de resíduos perigosos). Para o acondicionamento devem ser
utilizados recipientes constituídos por materiais compatíveis com os resíduos a serem
acondicionados, observando a resistência física a pequenos impactos, durabilidade e
adequação com o equipamento de transporte (ALBERONI et al., 2002). O acondicionamento
pode ser realizado em contêineres, tambores, tanques e/ou à granel (ABNT, 1990; ABNT,
1992).
A armazenagem consiste na contenção temporária de resíduos que estejam à espera de
reciclagem, reutilização, recuperação, tratamento ou disposição final adequada. Esta pode
ocorrer tanto em área externa autorizada pelo órgão de controle ambiental quanto em área da
empresa, desde que em ambos os casos, atendam às condições básicas de segurança (ABNT,
1992; ALBERONI et al., 2002). De acordo com a ABNT (1992), os resíduos devem ser
armazenados de maneira que sejam minimizados os riscos de danos ambientais; resíduos não
perigosos não devem ser armazenados juntamente com resíduos perigosos, uma vez que a
mistura resultante poderá ser caracterizada como perigoso; aspectos como isolamento,
sinalização, acesso à área, medidas de controle de poluição, treinamento de pessoal e
segurança da instalação devem ser considerados na execução e operação de um local de
armazenagem temporária.
d) Coleta e transporte
Compreende as operações de transferência dos resíduos acondicionados do local da
geração para o armazenamento temporário (transporte interno) e deste para o seu destino ou
disposição final - transporte externo (MEDEIROS, 2002). O mecanismo de transporte deve
compreender, no mínimo, a identificação de rotas pré-estabelecidas; habilidades e treinamento
de motoristas; adequação do equipamento ao peso da carga e à sua forma e estado físico
(ALBERONI et al. 2002). Ressalta-se que resíduos perigosos precisam de uma autorização
para o seu transporte - Autorização para o Transporte de Resíduos Perigosos (ATRP),
conforme disposto no Art. 177 do Regulamento da Lei Estadual n° 7.799, de 07 de fevereiro
de 2001, aprovado pelo Decreto Estadual n° 7.967, de 05 de junho de 2001.
e) Sistema de destinação final
O sistema de destinação final consiste no conjunto de instalações, processos e
procedimentos que visam à destinação ambientalmente adequada dos resíduos em
consonância com as exigências ambientais, sempre priorizando a reutilização, reciclagem, e
recuperação. A disposição final deve ser realizada de acordo com as características e
classificação dos resíduos, podendo ser este objeto de tratamento (descontaminação,
reprocessamento, incorporação, incineração, etc) e/ou disposição em aterros (MEDEIROS,
2002).
f) Plano de emergência
Um plano de emergência “deve especificar medidas alternativas para o controle e
minimização de danos causados ao meio ambiente e ao patrimônio quando da ocorrência de

situações anormais envolvendo quaisquer das etapas do gerenciamento do resíduo”
(MEDEIROS, 2002, p.3).
g) Educação Ambiental e treinamento
O PGR deve incluir um Programa de Educação Ambiental que envolva a
conscientização e treinamento dos funcionários da empresa ou terceirizados, uma vez que o
desempenho de uma organização e o sucesso de um PGR está fortemente associado à
qualidade de seus recursos humanos (MEDEIROS, 2002; ALBERONI et al. 2002).
Outros procedimentos que devem estar presentes para que um Plano de
Gerenciamento de Resíduos seja bem sucedido incluem: monitoramentos e observações;
divulgação de desempenho ambiental e auditorias ambientais (ALBERONI et al., 2002).
2.2. SISTEMA DE GESTÃO AMBIENTAL NAS EMPRESAS
Os sistemas de gestão em uma empresa podem ser analisados sob diferentes aspectos
que incluem qualidade, meio ambiente, saúde e segurança do trabalho, recursos humanos,
dentre outros. No que se refere ao meio ambiente, as organizações empresariais vêm sofrendo
uma grande pressão para que promovam a adequação dos seus processos produtivos,
tornando-os menos agressivos ao meio ambiente.
O crescente envolvimento das empresas nas questões ambientais é uma conseqüência
da pressão de três forças: o governo; a sociedade e o mercado (BARBIERI, 2007). Diante
disto, as organizações empresariais estão adotando uma série de atividades que impliquem,
dentre outros, numa menor geração de resíduos e no menor uso possível de matéria-prima e

de recursos naturais. Uma das maneiras de se chegar a tais resultados é por meio dos
chamados Sistemas de Gestão Ambiental (SGA).
Entende-se por gestão ambiental empresarial as diferentes atividades administrativas e operacionais realizadas pela empresa para abordar problemas ambientais decorrentes da sua atuação ou para evitar que eles ocorram no futuro. Sistema é um conjunto de partes inter-relacionadas e sistema de gestão ambiental é um conjunto de atividades administrativas e operacionais inter-relacionadas para abordar os problemas ambientais atuais ou para evitar o seu surgimento (BARBIERI, 2007, p. 153).
Um SGA requer a formulação de diretrizes, a definição de objetivos, a coordenação de
atividades e a avaliação de resultados. O envolvimento de diferentes segmentos da empresa é
essencial. “Um alto grau de envolvimento facilita a integração das áreas da empresa e permite
a disseminação das preocupações ambientais entre funcionários, fornecedores, prestadores de
serviços e clientes” (BARBIERI, 2007, p.153). Um SGA exige, ainda, outros elementos,
dentre eles, o comprometimento por parte da alta direção e/ou proprietários, o
estabelecimento de uma política ambiental, a avaliação dos impactos ambientais atuais e
futuros, os planos fixando objetivos e metas, os instrumentos para acompanhar e avaliar as
ações planejadas e o desempenho do SGA como um todo.
Embora existam exemplos de empresas que conseguiram reduzir seus custos em
decorrência da economia de água, energia, matéria-prima, dentre outros, alguns empresários
ainda pensam que investir em meio ambiente resultaria em mais despesas e,
conseqüentemente, em um acréscimo nos custos do processo produtivo. Porém, tal
pensamento vem mudando. Algumas empresas têm demonstrado que é possível proteger o
meio ambiente e ganhar dinheiro (DONAIRE, 1999). Foi nos anos 80, na Alemanha
Ocidental, que as empresas começaram a perceber que as despesas realizadas com a proteção
ambiental poderiam transformar-se numa vantagem competitiva.
Vilhena e Politi (2005) trazem um bom exemplo de retorno de investimentos em SGA
obtido pela Empresa Suzano Papel e Celulose (Tabela 2), no qual é possível observar que do
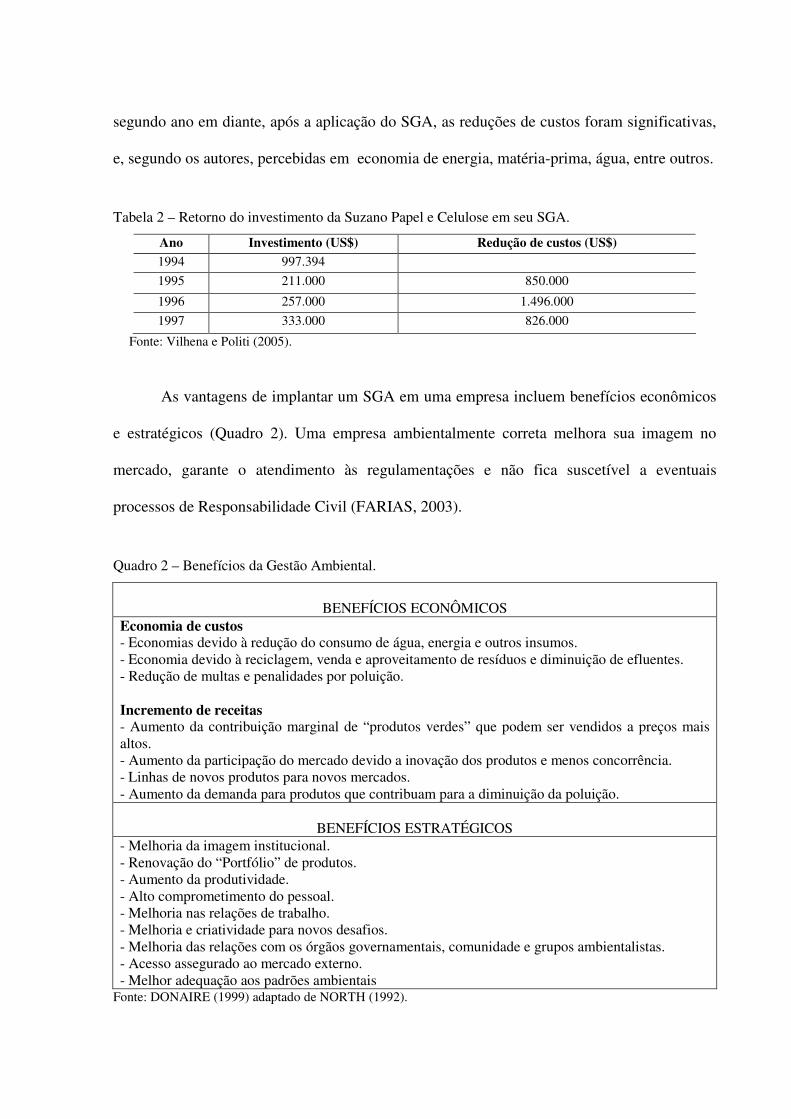
segundo ano em diante, após a aplicação do SGA, as reduções de custos foram significativas,
e, segundo os autores, percebidas em economia de energia, matéria-prima, água, entre outros.
Tabela 2 – Retorno do investimento da Suzano Papel e Celulose em seu SGA.
Ano Investimento (US$) Redução de custos (US$) 1994 997.394
1995 211.000 850.000
1996 257.000 1.496.000
1997 333.000 826.000
Fonte: Vilhena e Politi (2005).
As vantagens de implantar um SGA em uma empresa incluem benefícios econômicos
e estratégicos (Quadro 2). Uma empresa ambientalmente correta melhora sua imagem no
mercado, garante o atendimento às regulamentações e não fica suscetível a eventuais
processos de Responsabilidade Civil (FARIAS, 2003).
Quadro 2 – Benefícios da Gestão Ambiental.
BENEFÍCIOS ECONÔMICOS
Economia de custos - Economias devido à redução do consumo de água, energia e outros insumos. - Economia devido à reciclagem, venda e aproveitamento de resíduos e diminuição de efluentes. - Redução de multas e penalidades por poluição. Incremento de receitas - Aumento da contribuição marginal de “produtos verdes” que podem ser vendidos a preços mais altos. - Aumento da participação do mercado devido a inovação dos produtos e menos concorrência. - Linhas de novos produtos para novos mercados. - Aumento da demanda para produtos que contribuam para a diminuição da poluição.
BENEFÍCIOS ESTRATÉGICOS
- Melhoria da imagem institucional. - Renovação do “Portfólio” de produtos. - Aumento da produtividade. - Alto comprometimento do pessoal. - Melhoria nas relações de trabalho. - Melhoria e criatividade para novos desafios. - Melhoria das relações com os órgãos governamentais, comunidade e grupos ambientalistas. - Acesso assegurado ao mercado externo. - Melhor adequação aos padrões ambientais
Fonte: DONAIRE (1999) adaptado de NORTH (1992).

2.2.1. A série ISO 14.000
A ISO - International Organization for Standardization, fundada em 1947 e com sede
em Genebra, na Suíça, é uma federação mundial que congrega mais de 100 países. A ISO tem
como objetivo principal “facilitar o intercâmbio eficiente de mercadorias e serviços” por meio
da criação de normas internacionais e de adoção voluntária (VILHENA; POLITI, 2005, p.
32). O Brasil participa da ISO com a Associação Brasileira de Normas Técnicas (ABNT)
fundada em 1940 e presente em todos os Comitês da organização.
A série ISO 14.000 teve início em 1991 com a criação, pela ISO, da Strategic
Advisory Group on Environment – SAGE (BARBIERI, 2007). Os trabalhos da SAGE
resultaram na criação do Comitê Técnico 207 – Gestão Ambiental (TC-207) que, numa
parceria com outros comitês, em 1993, deu início ao desenvolvimento de um conjunto de
normas que resultaram na Série ISO 14.000.
O grupo de normas ISO 14.000 fornece ferramentas e estabelece um padrão de
sistemas de gestão ambiental e tem como objetivo contribuir para a melhoria da qualidade
ambiental, diminuindo a poluição ao integrar o setor produtivo na otimização do uso dos
recursos naturais (CASTRO et al., 1996). Dentre as normas ISO 14.000, somente a 14.001 é
passível de certificação e a norma ISO 14.004 trata-se de um guia de implementação da ISO
14.001.
As normas da série podem ser aplicadas em qualquer instituição seja qual for o seu
ramo de atividade e apresenta a vantagem de ser “bem definida o que possibilita um fácil
entendimento dos passos a serem seguidos durante o processo de implantação do SGA”
(MIERS, 2006, p.19). Embora a adoção das normas seja de caráter voluntário, elas têm
“passado a ser uma imposição de mercado, levando em conta os seus benefícios empresariais,
gerenciais, comerciais e ambientais” (CHAIB, 2005, p.13).

Essa série de normas, de uso voluntário, leva as empresas à melhoria contínua, sem fixar objetivos específicos, para que cada empresa atinja suas próprias metas. As normas consideram que, para a certificação de sistemas de gestão ambiental, devem estar sendo seguidos, no mínimo, os requisitos legais pertinentes. (...) a certificação ambiental deve ser conseqüência e não causa para a implantação e consolidação de sistemas de gestão ambiental na empresa (VILHENA; POLITI, 2005, p.33).
Conforme relatório emitido em dezembro de 2006 pelo Instituto Nacional de
Metrologia, Normalização e Qualidade Industrial (INMETRO), o número de certificados ISO
14.001 concedidos no mundo já é maior que 130.0002, sendo que no Brasil já foram emitidos
mais de 2.447 certificados (INMETRO, 2006). Atualmente, junho de 2010, o número de
certificados válidos3 concedidos no Brasil a empresas nacionais, que apresentam a marca do
INMETRO e que foram emitidos por organizações credenciadas em Sistemas de Gestão
Ambiental por este órgão, é de 341 certificados (Quadro 3), sendo que Santa Catarina ocupa a
terceira posição, com 21 certificados válidos (INMETRO, 2010).
Quadro 3 – Número de certificados ISO 14.001 válidos por Estado de Federação no Brasil.
Certificados válidos por Estado de Federação Quantidade
São Paulo 177
Paraná 43
Santa Catarina 21
Minas Gerais 19
Bahia 18
Rio de Janeiro 16
Rio Grande do Sul 14
Outros estados 33
Total 341 Fonte: INMETRO, relatório emitido em 06/06/2010.
2 Esse número inclui: certificados válidos, vencidos, cancelados e suspensos. 3 Certificados válidos são aqueles cuja “data de validade” seja igual ou superior à data atual (06/06/2010).

2.2.2. Política dos 3 R’s
É crescente o número de empresas que vêm buscando por soluções que as auxiliem a
economizar os recursos naturais, a minimizar a produção de resíduos e a tratar os impactos
ambientais resultantes de suas atividades. A incorporação mais efetiva das questões
ambientais já é visto por muitos empresários como uma grande vantagem competitiva por
gerar uma redução de custos com a minimização da produção e disposição de resíduos
(FARIAS, 2003).
Uma solução para organizações que queiram contribuir para a melhoria da qualidade
ambiental, adequar-se à legislação, melhorar sua competitividade e atingir um novo grupo de
consumidor, o consumidor verde, seria a adoção dos 3 R’s (Reduza, Reusa e Recicle), política
ambiental internacionalmente reconhecida e bastante comum entre os profissionais que atuam
na área ambiental (VILHENA; POLITI 2005). Ressalta-se que há uma tendência à evolução
dos 3 R’s. Alguns autores e empresas de consultoria na área ambiental já falam em 5 R’s,
outros, em 7 R’s, podendo incluir: Repensar, Reduzir, Reutilizar ou Reaproveitar, Reciclar,
Recuperar, Recusar e Residual Management - Gerenciar os resíduos (FARIAS, 2003; FATÁ,
2007; ENVIRONMENT CANTERBURY, 2008).
O princípio básico da Política dos 3 R’s enfatiza a moderação do consumo, seja ele de
matérias-primas, de insumos ou de recursos naturais. Assim, evita-se o desperdício e,
conseqüentemente, minimiza-se a geração de resíduos. Os 3 R’s abrangem especialmente um
conjunto de medidas preventivas na gestão de resíduos. Essas medidas incluem, dentre outras,
a Redução, a Reutilização e a Reciclagem consagradas na Agenda 21, documento voltado
para o Desenvolvimento Sustentável e aprovado na Eco-92, no Rio de Janeiro (DHURS,
2009).
O discurso ecológico alternativo advoga uma seqüencia lógica a ser seguida: a redução do consumo deve ser priorizada sobre a reutilização e reciclagem; e depois da redução do consumo, a reutilização deve ser
priorizada sobre a reciclagem, conforme salienta o texto do Tratado sobre Consumo e Estilo de Vida. Langenbach (1977) acrescenta ainda que a reutilização deve ser considerada concomitantemente à redução do consumo, pois ambos criticam o consumismo (LAYRARGUES, 2002, 185-186).
A seguir tem-se uma explanação sobre cada um dos 3 R’s.
a) Reduzir
A redução dos resíduos é a parte mais importante da Política dos 3 R’s. A
minimização refere-se à medidas que levam à redução do material a ser disposto em aterros
ou a ser incinerado (VILHENA; POLITI, 2005). Implica em uma redução na fonte geradora
de resíduos. As empresas devem, primeiramente, assumir o compromisso permanente de
evitar o uso desnecessário, não só dos materiais utilizados no processo produtivo como
também dos recursos naturais envolvidos em tal processo, dentre eles água e energia.
Diminuindo o desperdício, diminuem-se os resíduos e conseqüentemente os custos do
gerenciamento desses resíduos.
Atitudes como a de pesquisar e desenvolver novos produtos e novos processos fabris,
além de, promover a manutenção e a regulagem de máquinas e equipamentos, podem fazer a
diferença. Ainda, os funcionários podem ser orientados, por meio de atividades de Educação
Ambiental, quanto aos benefícios econômicos e ambientais do uso racional de matéria-prima
(FARIAS, 2003).
b) Reutilizar ou Reaproveitar
Após a promoção da redução deve-se pensar em reutilizar materiais. Este princípio
pode ser o mais rentável dos diversos meios de minimização de resíduos, pois consiste na
reutilização do material na sua forma original. Reutilizar um determinado objeto significa que
ele não vai para o lixo, e que não vai acabar nos aterros e, também, significa que não será
necessário comprar um novo produto. É por isso que ao se reutilizar um produto salva-se a
energia e os recursos que teriam sido usados para fazer um novo produto (ENVIRONMENT
CANTERBURY, 2008).
Se por um lado, Vilhena e Politi (2005, p. 19) afirmam que existe uma dificuldade em
estabelecer uma hierarquia entre reutilização e reciclagem, uma vez que ao analisar o “ciclo
de vida de um produto, por exemplo, pode-se concluir que, do ponto de vista ambiental, a
reutilização pode ser mais vantajosa do que a reciclagem ou vice-versa”. Por outro,
Layrargues (2002, p.187) afirma que a reutilização deve sempre ser priorizada em detrimento
da reciclagem, “o aumento da vida útil dos bens, a diminuição da obsolescência planejada, a
recuperação dos bens deteriorados e a reutilização de bens descartados são estratégias mais
eficientes que a reciclagem, pois demandam menos energia para a conversão”.
Dentre as inúmeras formas de reutilização ou reaproveitamento dos resíduos pode-se
citar a doação de produtos que possam servir a outras pessoas, dar preferência a materiais
cujas embalagens possam ser reaproveitadas de algum modo, imprimir ou escrever dois lados
da folha, encaminhar a empresas licenciadas os cartuchos de impressora e de tonéis para que
possam ser recarregados, etc. Além, ainda, de atitudes como encaminhar de volta ao
fornecedor, sempre que possível, materiais como bombonas, tonéis, barris, vidros e tantos
outros materiais reutilizáveis (FARIAS, 2003).
c) Reciclar
Por meio da reciclagem, o material que a princípio seria considerado lixo, pode ser
reprocessado e transformado em matéria-prima e, assim, iniciar um novo ciclo de produção-
consumo-descarte (FATÁ, 2007).

A reciclagem de materiais ou resíduos pode ser realizada internamente (on-site) ou
externamente (off-site) em relação ao processo produtivo da empresa. Ou seja, na reciclagem
interna, os materiais voltam para o processo produtivo original, já na reciclagem externa ou
pós-consumo, segundo Vilhena e Politi (2005), os materiais sofrem algum processo industrial
de transformação visando a obtenção de um produto (reciclado).
Para a adoção de medidas de reciclagem nas indústrias, aconselha-se a compra de
produtos recicláveis ou que sejam fabricados a partir de material reciclado ou, ainda, cujas
embalagens possam ser recicladas. Assim, pode ocorrer o uso posterior do material, ou seja,
alguns deles podem voltar para processos produtivos (VILHENA; POLITI, 2005). Implantar
ou utilizar programas de coleta seletiva também é uma ótima opção de se economizar a
utilização de recursos naturais, além de dar um destino adequado a resíduos que, se
depositados em aterros, levariam anos para se decompor. Além disso, esses resíduos, após
serem previamente selecionados, podem ser vendidos a empresas de reciclagem ou doados às
Associações de Catadores dos bairros próximos ou da cidade.
Outras soluções podem estar em um outro “R” – Recuperar. A recuperação de materiais ou do conteúdo
de energia de um resíduo é um bom exemplo. Óleos usados que não podem mais ser refinados para reutilização
podem ser enviados para valorização (ENVIRONMENT CANTERBURY, 2008).
Pode ser recuperada muita energia através dos materiais e biomassas residuais. Energia também pode ser gerada recuperando gás metano de aterros sanitários. É possível recuperar materiais para reutilização como óleos lubrificantes, solvente, ácidos, pneus de carros, areia de molde de fundição, água etc (FARIAS, 2003, p.1).
O importante da Política dos 3 R’s é que ela seja otimizada para que a quantidade de
resíduos finais, aqueles que não puderam ser reutilizados, reciclados, recuperados, tratados e
que tenham que seguir para uma disposição final em locais apropriados, geralmente, um
aterro, seja a menor possível. A disposição final em aterros deve ser encarada, como a última

opção a se adotar em um sistema de gestão de resíduos (ENVIRONMENT CANTERBURY,
2008).
Por vezes, faz-se necessário à empresa, criar ou terceirizar processos de tratamento
que possam mudar o volume ou o caráter do resíduo, buscando, sempre, minimizar os
impactos desses resíduos no meio ambiente (FARIAS, 2003). É importante que este
tratamento seja feito antes que o resíduo seja depositado no aterro. Farias (2003) alerta, ainda,
para os cuidados com a segurança e a higiene na estocagem de materiais recicláveis e dos
resíduos, recomendado inclusive que a área de estocagem seja distinta do lixo comum gerado.
As considerações acima tratam, em especial, da gestão de resíduos nas empresas, mas
é bom lembrar que os princípios da Política dos 3R’s também podem ser adotados no
ambiente domiciliar por meio de uma série de medidas: dar preferência para produtos que
tenham refil; levar sacolas ou carrinhos de feira para carregar compras em substituição às
sacolas oferecidas pelas lojas e supermercados; trocar as lâmpadas comuns por lâmpadas
econômicas; comprar produtos que sejam feitos de materiais recicláveis ou ainda, cuja
embalagem possa ser reciclada; doar produtos que possam servir a outras pessoas; conservar,
consertar e fazer a manutenção de eletrodomésticos; reutilizar caixas de sapatos como porta-
treco; usar potes de plástico ou de vidro para guardar pregos, parafusos, clipes etc (FATÁ,
2007).
2.2.3. Produção mais Limpa
Outra maneira de contribuir para a minimização da geração de resíduos nas indústrias
diz respeito a adoção de processos produtivos mais limpos. A Produção mais Limpa ou
simplesmente P + L, está intimamente ligada à Política dos 3 R’s, uma vez que ambas visam a
minimização da produção final de resíduos.
No início da década de 1990, o Programa das Nações Unidas para o Meio Ambiente
definiu P + L como sendo a aplicação contínua de uma estratégia econômica, ambiental e
tecnológica integrada aos processos e produtos, com o objetivo de aumentar a ecoeficiência
no uso de matérias-primas, água e energia por meio da não geração, minimização ou
reciclagem de resíduos em um processo produtivo com benefícios ambientais, de saúde
ocupacional e econômicos (CNTL, 2008).
A P + L adota uma abordagem preventiva e aplica-se aos processos produtivos, o que
inclui a conservação de recursos naturais e energia, eliminação de matérias-primas tóxicas e
redução da quantidade e da toxicidade dos resíduos e emissões; aos produtos, o que envolve a
redução dos impactos negativos ao longo do ciclo de vida de um produto, deste a extração de
matérias-primas até a sua disposição final; e aos serviços, o que inclui estratégias para a
incorporação de considerações ambientais no planejamento e entrega dos serviços (MASERA
et al., 2005).
Em 1999 o Serviço Brasileiro de Apoio às Micro e Pequenas Empresas (SEBRAE), o
Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável (CEBDS) e o Centro
Nacional de Tecnologias Limpas (CNTL), iniciaram o projeto para implementação da Rede
Brasileira de Produção Mais Limpa. O objetivo do projeto consistiu em atualizar as
metodologias voltadas para a ecoeficiência adotadas no Brasil, a fim de atingir um número
muito maior de empresas e disseminar essa nova consciência ambiental (CEBDS, 2008). Os
resultados foram os seguintes:
Na primeira fase (...) foram evidenciadas as possibilidades de obtenção de benefícios econômicos de R$ 18 milhões na redução anual de gastos nas empresas que participaram do programa para um montante de R$ 2,3 milhões de investimentos. Como benefícios ambientais podemos destacar a redução anual do consumo de matérias-primas de 6 milhões de t/ano, economia de água de 350 mil m³/ano e 3 milhões de kWh/ano de energia elétrica. Além disso, deixaram de ser gerados impactos ambientais, iniciativas de reciclagem passaram a ser adotadas, entre outras. Na segunda fase (2003-2004), o Sebrae Nacional investiu em torno R$ 2,3 milhões para formação de sua rede de Núcleos de Econegócios. Além disto, o
investimento necessário para a implementação das soluções recomendadas pelos consultores, para as 85 empresas-piloto que participaram do programa, é de 2,4 milhões de reais, os quais gerarão uma redução de 5,6 milhões de reais por ano, com gastos em matérias-primas, água e energia (CEBDS, 2008, p.1).
Há ainda uma grande resistência para a prática de P + L. O CEBDS afirma que esta
resistência se deve à falta de informação sobre a técnica, à inexistência de políticas nacionais
que dêem suporte às atividades desta medida e às barreiras econômicas e técnicas (novas
tecnologias). As organizações ainda acreditam que é necessário a adoção de novas tecnologias
para a implementação de P + L, quando, na realidade, “aproximadamente 50% da poluição
gerada pelas empresas poderia ser evitada somente com a melhoria em práticas de operação e
mudanças simples em processos” (CEBDS, 2008, p.1).
2.2.4. Educação Ambiental
Desde meados do século XX a consciência ecológica vem aumentando, ganhando
apoio e gerando políticas públicas e leis ambientais. No Brasil, a Educação Ambiental só
ganhou projeção social e reconhecimento público na década de noventa, mesmo figurando
oficialmente na Constituição Federal de 1988 (LOUREIRO, 2002).
Quanto ao entendimento do conceito de Educação Ambiental existem diversificadas
definições. Em 1999, promulgou-se no Brasil a Lei nº 9.795 de 27 de abril que dispõe sobre a
Educação Ambiental e institui a Política Nacional de Educação Ambiental, segundo a qual
entende-se por Educação Ambiental:
os processos por meio dos quais o indivíduo e a coletividade constroem valores sociais, conhecimentos, habilidades, atitudes e competências voltadas para a conservação do meio ambiente, bem de uso comum do povo, essencial à sadia qualidade de vida e sua sustentabilidade (BRASIL, 1999, p.1).
Loureiro (2002, p. 69) reforça esse conceito ao descrever que:

A Educação Ambiental é uma práxis educativa e social que tem por finalidade a construção de valores, conceitos, habilidades e atitudes que possibilitem o entendimento da realidade da vida e a atuação lúcida e responsável de atores sociais individuais e coletivos no ambiente. Nesse sentido, contribui para a tentativa de implementação de um padrão civilizacional e societário distinto do vigente, pautado numa nova ética da relação sociedade-natureza.
A educação não é um fim em si mesma, é um direito fundamental e um instrumento-
chave para mudar valores, comportamentos e estilos de vida: para alcançar um futuro
sustentável é necessário fomentar, entre a população, a consciência da importância do meio
ambiente (UNESCO, 2010). Uma das formas das pessoas adquirirem esta consciência, os
conhecimentos e as habilidades necessárias à melhoria de sua qualidade de vida pode ser por
meio da Educação Ambiental que, segundo Reigota (1998), representa a real possibilidade de
mobilização social e participação cidadã frente aos complexos problemas ambientais, locais,
regionais, nacionais e mundiais.
As intensificações das preocupações da sociedade com as questões ambientais
coincidiram com o início da Teoria das Representações Sociais, cuja difusão mais ampla no
país também se deu nos anos de 1990. Essas representações são fundamentais para uma
Educação Ambiental voltada para a identificação, circulação, desconstrução e reconstrução
dessas representações em toda a sua complexidade e amplitude (LIMA, 2009). Nessa
perspectiva, parte-se do pressuposto de que a educação pode contribuir para transformar a
sociedade a partir das práticas sociais.
Conforme Jacobi et al. (2009), é possível partir-se da concepção de que o pensamento,
a capacidade de reflexividade, de tomar decisões, de fazer escolhas e de transformar podem
ser ampliados por meio de práticas educativas. A Educação Ambiental pode representar a real
possibilidade de mobilização social e participação cidadã frente aos complexos problemas
ambientais (REIGOTA, 1998). “Qualquer transformação do quadro de crise estrutural e
conjuntural em que vivemos, a Educação Ambiental, por definição, é elemento estratégico na

formação de ampla consciência crítica das relações sociais e de produção que situam a
inserção humana na natureza” (LOUREIRO, 2002, p.69).
É, dentre outros, devido a esse poder transformador e, conforme determinado na Lei nº
9.795/1999, que a Educação Ambiental deve estar presente não somente nas instituições de
ensino, mas, também, nas empresas, nas entidades de classe e nas instituições públicas e
privadas (BRASIL, 1999).
Entretanto, no que se refere às empresas, embora a Educação Ambiental seja
considerada o “alicerce” da Sustentabilidade, bem como de muitas, se não de todas as
Políticas Ambientais, muitos empresários, ao mesmo tempo em que adotam determinadas
medidas ambientais e investem em tecnologias visando a promoção da qualidade ambiental, o
fazem ignorando, quase que totalmente, a Educação Ambiental. E, em muitas situações,
acabam questionando-se do porquê que as medidas ambientais adotadas em suas empresas,
por vezes, não apresentam resultados efetivos.
O fato é que ainda há uma grande resistência do empresariado em inserir a Educação
Ambiental em suas empresas, embora estudos já tenham comprovado a eficiência do uso
dessa ferramenta neste setor. Conforme Mello e Souza (2000, apud Philippi Jr. e Pelicioni,
2005) as resistências sociais normais, o descaso de muitos e a indiferença de tantas empresas
e instituições é preocupante e gera uma confusão de discurso, imprecisão de conceitos e
omissão de áreas de estudo.
Um exemplo do sucesso da Educação Ambiental no meio empresarial são os obtidos
por Vieira (2004, p.8) que, ao estudar a implantação desta medida numa indústria de fundição
de Minas Gerais concluiu que houve uma melhoria da qualidade ambiental da empresa
“ocasionada pela mudança de comportamento dos pesquisados que se deveu ao aumento do
seu nível de conscientização ambiental”. Conforme o autor, os funcionários da empresa
passaram a incorporar as questões ambientais em suas rotinas de trabalho.
Nessa linha de entendimento, as indústrias, grandes causadoras de impactos
ambientais, ao implantarem Sistemas de Gestão Ambiental, Planos de Gerenciamento de
Resíduos, Produção mais Limpa, Política dos 3 R’s e outras, também devem inserir ações da
Educação Ambiental em suas rotinas. Os funcionários devem ser conscientizados dos efeitos
ambientais de suas atividades, produtos e serviços. Segundo Vilhena e Politi (2005), a
empresa deve preparar e orientar seus funcionários por meio de cursos sobre o
Desenvolvimento Sustentável e sobre os mecanismos nos quais se baseia. E, para isto, poderá
servir-se da Educação Ambiental.
2.3. OS PLÁSTICOS E A INDÚSTRIA AUTOMOBILÍSTICA
O plástico faz parte da vida de milhões de pessoas em todo o mundo e sua utilização
crescente vem fazendo deste um produto essencial à vida moderna. Características como
durabilidade, resistência, leveza, isolamento termo-acústico, versatilidade e relação
custo/benefício proporcionaram sua ampla utilização, não só pelos diversos setores
industriais, como também pelas pessoas no mundo inteiro (SIMPESC, 2008).
Plásticos são polímeros, ou seja, compostos produzidos a partir de matérias químicas
básicas chamadas monômeros, que por sua vez, são unidades menores geralmente repetitivas
e unidas por ligações covalentes. Todos os plásticos são ricos em carbono. No plástico
artificial os carbonos são oriundos do petróleo, enquanto que nos biopolímeros ou bioplásticos
o carbono é derivado de materiais naturais. A presença de carbono é essencial para que os
vários tipos de monômeros sejam combinados de maneiras diferentes para fazer uma
variedade quase infinita de plásticos com propriedades químicas diferentes (FREUDENRICH,
2008).
No que diz respeito ao processo tecnológico de preparação e ao comportamento
durante o aquecimento, os polímeros plásticos são divididos em dois grandes grupos (PIATTI,
T.; PIATTI, R, 2005):
• Termoplásticos: são plásticos que, mesmo depois de moldados, se aquecidos a uma determinada temperatura possuem a capacidade de amolecer e fluir, podendo ser novamente moldado em um novo formato desejado. São plásticos flexíveis e muito usados em filmes para empacotamento e embalagens. Neste grupo estão: o Polietileno (PE); o Polipropileno (PP); o Policloreto de Vinila (PVC); a Acrilonitrila Butadieno Estireno (ABS) e outros.
• Termofixos: são plásticos que, depois de moldados, mantêm o seu formato, não sendo possível voltá-los a sua forma original, ou seja, não podem ser derretidos para uma nova moldagem. Portanto, são rígidos e duráveis, e se caracterizam por alta resistência à deformação. Os plásticos dessa categoria são muito utilizados em peças de automóveis e aeronaves. Os termofixos incluem as resinas poliésteres, as mais usadas na fabricação de Plásticos Reforçados com Fibra de Vidra, além das resinas fenólicas, epoxídicas, etc.
Os campos de aplicação dos plásticos são extremamente diversificados e um deles
inclui a indústria automobilística. A substituição de materiais tradicionais por plástico na
indústria automotiva deu-se de forma gradativa. Segundo Medina (2002), dentre as razões
para essa substituição estão as crises do petróleo de 1973 e de 1979. Ambas contribuíram para
a conscientização do problema da escassez de combustível e para a vulnerabilidade do uso
dos recursos naturais a partir de fontes não-renováveis. O que se observou a partir de então foi
uma busca constante por carros mais eficientes que consumissem menos combustível. Uma
solução foi tornar os veículos automotores mais leves, o que ocorreu por meio da substituição
de alguns materiais por plástico.
A substituição de materiais diversos por cerca de 100 quilos de plástico em um carro
pesando uma tonelada implica em uma economia de combustível de 7,5%. Segundo o
American Chemistry Council (ACC) muitos componentes plásticos podem pesar 50% menos
que seus similares produzidos a partir de outros materiais. Tal fato representa uma das razões
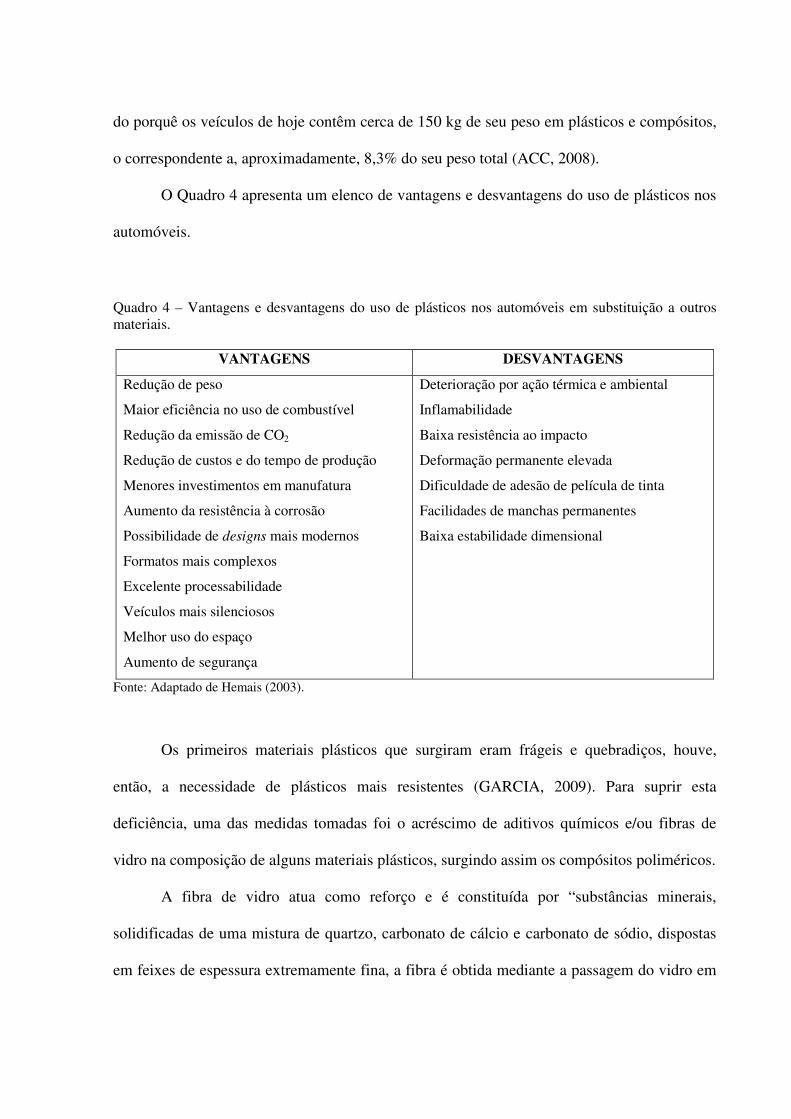
do porquê os veículos de hoje contêm cerca de 150 kg de seu peso em plásticos e compósitos,
o correspondente a, aproximadamente, 8,3% do seu peso total (ACC, 2008).
O Quadro 4 apresenta um elenco de vantagens e desvantagens do uso de plásticos nos
automóveis.
Quadro 4 – Vantagens e desvantagens do uso de plásticos nos automóveis em substituição a outros materiais.
VANTAGENS DESVANTAGENS
Redução de peso
Maior eficiência no uso de combustível
Redução da emissão de CO2
Redução de custos e do tempo de produção
Menores investimentos em manufatura
Aumento da resistência à corrosão
Possibilidade de designs mais modernos
Formatos mais complexos
Excelente processabilidade
Veículos mais silenciosos
Melhor uso do espaço
Aumento de segurança
Deterioração por ação térmica e ambiental
Inflamabilidade
Baixa resistência ao impacto
Deformação permanente elevada
Dificuldade de adesão de película de tinta
Facilidades de manchas permanentes
Baixa estabilidade dimensional
Fonte: Adaptado de Hemais (2003).
Os primeiros materiais plásticos que surgiram eram frágeis e quebradiços, houve,
então, a necessidade de plásticos mais resistentes (GARCIA, 2009). Para suprir esta
deficiência, uma das medidas tomadas foi o acréscimo de aditivos químicos e/ou fibras de
vidro na composição de alguns materiais plásticos, surgindo assim os compósitos poliméricos.
A fibra de vidro atua como reforço e é constituída por “substâncias minerais,
solidificadas de uma mistura de quartzo, carbonato de cálcio e carbonato de sódio, dispostas
em feixes de espessura extremamente fina, a fibra é obtida mediante a passagem do vidro em
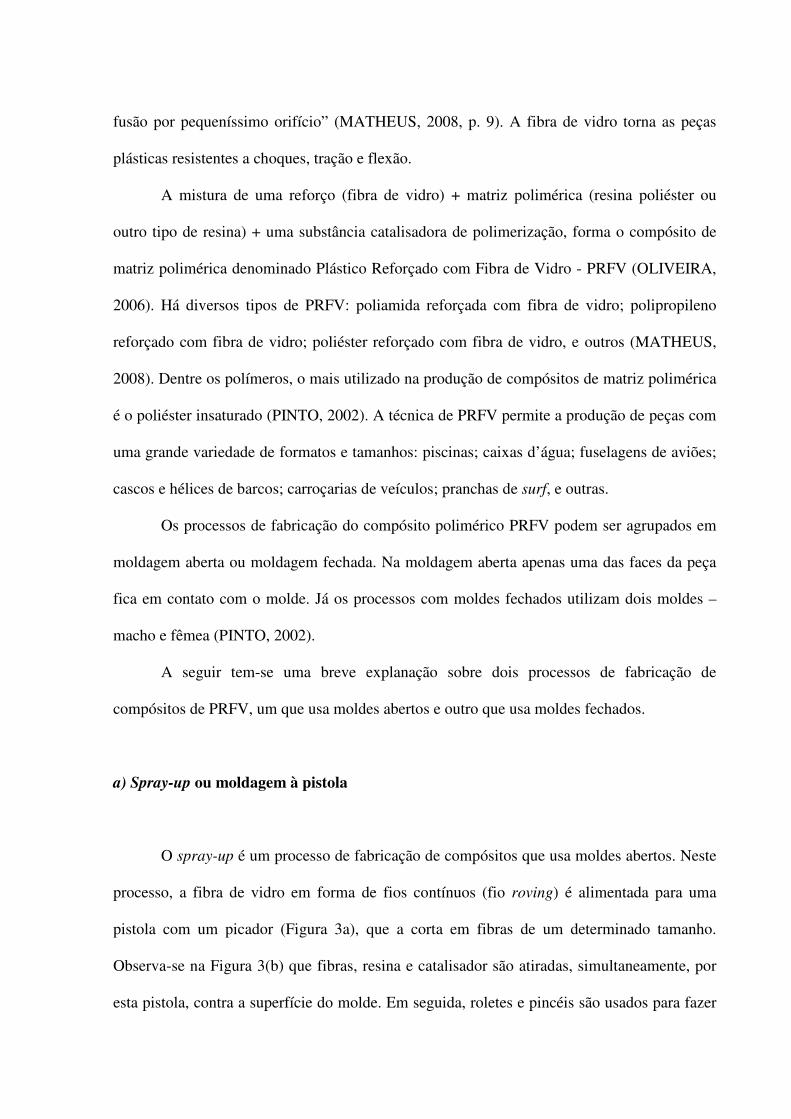
fusão por pequeníssimo orifício” (MATHEUS, 2008, p. 9). A fibra de vidro torna as peças
plásticas resistentes a choques, tração e flexão.
A mistura de uma reforço (fibra de vidro) + matriz polimérica (resina poliéster ou
outro tipo de resina) + uma substância catalisadora de polimerização, forma o compósito de
matriz polimérica denominado Plástico Reforçado com Fibra de Vidro - PRFV (OLIVEIRA,
2006). Há diversos tipos de PRFV: poliamida reforçada com fibra de vidro; polipropileno
reforçado com fibra de vidro; poliéster reforçado com fibra de vidro, e outros (MATHEUS,
2008). Dentre os polímeros, o mais utilizado na produção de compósitos de matriz polimérica
é o poliéster insaturado (PINTO, 2002). A técnica de PRFV permite a produção de peças com
uma grande variedade de formatos e tamanhos: piscinas; caixas d’água; fuselagens de aviões;
cascos e hélices de barcos; carroçarias de veículos; pranchas de surf, e outras.
Os processos de fabricação do compósito polimérico PRFV podem ser agrupados em
moldagem aberta ou moldagem fechada. Na moldagem aberta apenas uma das faces da peça
fica em contato com o molde. Já os processos com moldes fechados utilizam dois moldes –
macho e fêmea (PINTO, 2002).
A seguir tem-se uma breve explanação sobre dois processos de fabricação de
compósitos de PRFV, um que usa moldes abertos e outro que usa moldes fechados.
a) Spray-up ou moldagem à pistola
O spray-up é um processo de fabricação de compósitos que usa moldes abertos. Neste
processo, a fibra de vidro em forma de fios contínuos (fio roving) é alimentada para uma
pistola com um picador (Figura 3a), que a corta em fibras de um determinado tamanho.
Observa-se na Figura 3(b) que fibras, resina e catalisador são atiradas, simultaneamente, por
esta pistola, contra a superfície do molde. Em seguida, roletes e pincéis são usados para fazer

o assentamento das fibras picadas nos contornos do molde, o que elimina más acomodações,
bolhas de ar, excesso de resina, conferindo assim mais qualidade de acabamento e resistência
à peça (MATHEUS, 2008).
Figura 3 – Imagens do processo spray-up: a) pistola picadora usada na laminação; b) o jato de roving
picado, resina e catalisador sendo aplicado sobre a superfície de um molde. Fontes: PPG China (2009); FRP Equipment Inc. (2009).
A moldagem aberta é o processo de fabricação de compósitos mais usado no mundo,
mesmo em regiões altamente industrializadas. Nos EUA, por exemplo, 65% dos compósitos
fabricados são feitos usando moldes abertos. Dentre as razões para essa popularidade está o
fato da moldagem aberta ser fácil de se iniciar, uma vez que não requer altos investimentos e
nem um conhecimento técnico aprofundado (JACOB, 2002). A referida autora afirma, ainda,
que nesse tipo de moldagem o ritmo de produção é baixo, a mão-de-obra é intensa, a
liberdade de design é alta e que o processo é bom para produzir peças grandes e em pequena
escala.
O spray-up é um método convencional de laminação e trata-se de uma tecnologia mais
barata que processos mais modernos como o RTM light - Resin Transfer Molding (ANCEL,
2009). Entretanto, a moldagem aberta é limitada á fabricação de peças com formatos
relativamente simples e que exigem somente uma face com aparência lisa. Além disso, neste
tipo de moldagem, a geração de resíduos é elevada devido à formação de aparas laterais no
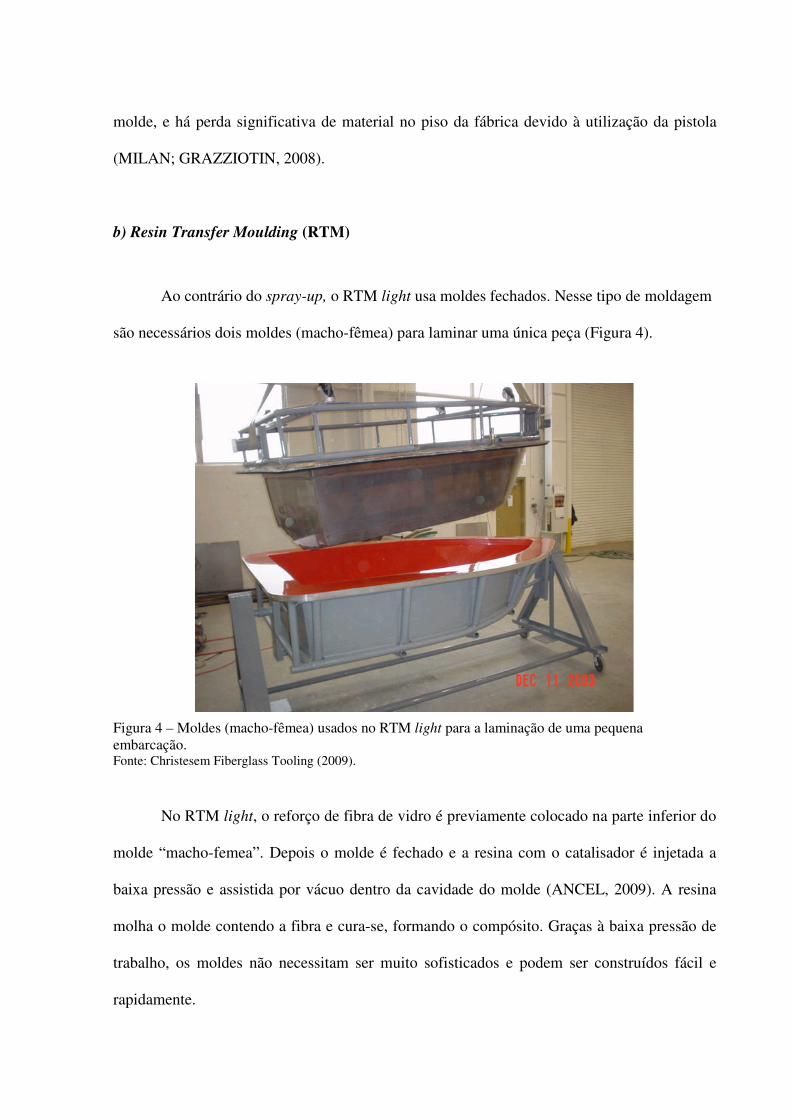
molde, e há perda significativa de material no piso da fábrica devido à utilização da pistola
(MILAN; GRAZZIOTIN, 2008).
b) Resin Transfer Moulding (RTM)
Ao contrário do spray-up, o RTM light usa moldes fechados. Nesse tipo de moldagem
são necessários dois moldes (macho-fêmea) para laminar uma única peça (Figura 4).
Figura 4 – Moldes (macho-fêmea) usados no RTM light para a laminação de uma pequena embarcação. Fonte: Christesem Fiberglass Tooling (2009).
No RTM light, o reforço de fibra de vidro é previamente colocado na parte inferior do
molde “macho-femea”. Depois o molde é fechado e a resina com o catalisador é injetada a
baixa pressão e assistida por vácuo dentro da cavidade do molde (ANCEL, 2009). A resina
molha o molde contendo a fibra e cura-se, formando o compósito. Graças à baixa pressão de
trabalho, os moldes não necessitam ser muito sofisticados e podem ser construídos fácil e
rapidamente.

No esquema do processo mostrado na Figura 5, observa-se a disposição da fibra de
vidro (molde inferior), bem como orifícios (molde superior) pelos quais são injetados a resina
e o catalisador e também por onde o vácuo é aplicado.
Figura 5 – Esquema do RTM light. Fonte: Christesem Fiberglass Tooling (2009). 2.3.1. Riscos do processo de fabricação de compósitos de PRFV para a saúde do
trabalhador
O processo de fabricação de compósitos em PRFV pode representar riscos à saúde do
trabalhador. Um dos principais riscos diz respeito ao pó de fibra, resultante do manuseio, mas,
principalmente, do corte da própria fibra ou do compósito PRFV. Este “pó” pode causar a
Dermatite pelo Contato com Fibra de Vidro, um tipo de dermatose ocupacional. As
dermatoses ocupacionais são alterações da pele, mucosas e anexos, direta ou indiretamente
causadas, mantidas ou agravadas por tudo que for utilizado ou exista no ambiente de trabalho
(STITES et al., 2000) . As dermatites de contato respondem pela maioria das dermatoses
ocupacionais.

A exposição ao alérgeno, substância estranha capaz de induzir a uma resposta
imunológica, pode ocorrer através de inalação, injeção ou contato com a pele (STITES et al.,
2000). Cerca de 80% das dermatoses ocupacionais são produzidas por agentes químicos como
metais, solventes, detergentes, plásticos e resinas sintéticas, borracha, petróleo, ácidos e
álcalis (SAMPAIO; RIVITTI, 2001; ALI, 2003 apud BERTINATO, 2007).
Segundo Fichas de Informações de Segurança de Produto Químico (FISPQ), uma
inalação aguda do pó de fibra pode causar irritações respiratórias, e quando em contato com a
pele ou com os olhos também pode causar irritações temporárias. Se não houver a inalação da
poeira resultante do corte ou do manuseio da fibra de vidro, não haverá riscos à saúde. Para
tanto, as FISPQ recomendam o uso de máscaras contra poeira, calças e camisas de mangas
longas, luvas, gorro e óculos de segurança ou protetor facial. Após manusear ou cortar o
produto é recomendável banhar-se com sabão e água morna, lavar as roupas de trabalho
separadamente e enxaguar a lavadora após o uso (MAXI RUBBER, 2009). Quando o corte e
o manuseio forem feitos em presença de água, os riscos podem ser amenizados, uma vez que
água evita a liberação de partículas no ar.
Outro problema relacionado à fibra de vidro refere-se às emissões de estireno durante
o processo de fabricação de compósitos de PRFV. O estireno é um hidrocarboneto aromático,
líquido, incolor, com leve odor de éter e polimerizável facilmente. É usado como matéria-
prima para muitos produtos: poliestireno; borracha sintética; resinas poliéster; copolímeros e
derivados. Estes derivados, por sua vez, são utilizados em acessórios e peças para automóveis,
aeronaves, barcos, brinquedos, borrachas, tintas, e outros (CBE, 2009).
O estireno e alguns produtos fabricados a partir dele, dentre eles a resina poliéster
usada para fabricar os PRFV, são muito voláteis e liberam vapores tóxicos prejudiciais à
saúde. As vias de entrada no organismo podem ser: inalação; olhos e pele. Na pele, pode
causar irritações futuras; se inalado, a superexposição pode causar irritação do sistema
respiratório e outras membranas mucosas; quando em contato com os olhos pode causar
irritação moderada, incluindo sensação de queima, lágrimas, vermelhidão ou inchaço. Se o
estireno for ingerido em grandes quantidades, pode provocar problemas de saúde ligeiros. A
exposição repetida ou prolongada ao estireno pode causar, ainda, náusea, perda de apetite,
depressão do Sistema Nervoso Central e debilidade geral.
Para se prevenir desses danos, a FISPQ recomenda o uso de Equipamentos de
Proteção Individual (EPIs) adequados: máscara panorâmica com filtro de vapores orgânicos
combinado; luvas de borracha, neoprene ou vinil; óculos de proteção para produtos químicos
e máscara facial para proteção contra respingos se houver risco de contato; roupa de proteção
para minimizar o contato com a pele, mangas longas e avental; botas e capacete de boa
resistência. Outra recomendação é que o estireno ou derivados que liberem vapores sejam
manuseados em locais ventilados e/ou com exaustor que conservem os níveis de partículas em
suspensão no ar abaixo dos limites de exposição recomendados (MAKENI, 2004).
Os limites da exposição a este composto na indústria são controlados pela Agência
Norte-Americana de Administração da Saúde e Segurança Ocupacional (OSHA,
Occupational Safety and Health Administration). O limite médio, que varia de uma unidade
da confederação para outra, nos Estados Unidos, é de 50 partes por milhão (ppm) ao longo de
um período de oito horas de trabalho diárias, ou quarenta horas de trabalho semanais, com,
ainda, um limite de 100 ppm para exposições de curto prazo ou 15 minutos - short-term
exposure limite - STEL (ARAMPHONGPHUM; CASTRO, 2005).
2.3.2. Implicações ambientais da produção e do uso de plásticos, em especial, de PRFV
Por conta da não-degradabilidade natural da maioria dos plásticos e da redução
crescente dos estoques naturais de matérias-primas, esses materiais têm sido responsáveis por
sérios problemas ambientais.

O uso crescente e em grande escala dos plásticos pelo setor automotivo e pela
sociedade em geral estimula a sua produção, durante a qual ocorre uma série de operações, e
todas envolvem gasto de energia (CANTO, 1997). Esta energia pode ser proveniente de
recursos naturais renováveis ou não, sendo que ambos os casos implicam em impactos
ambientais. O petróleo constitui a principal fonte de matéria-prima para a fabricação dos
plásticos. Lembrando que este é um recurso natural não-renovável, a busca por fontes
alternativas de matéria-prima é urgente.
A indústria de compósitos no Brasil gera 13 mil toneladas de resíduos por ano, entre
rebarbas de processos e peças com defeito. A maior parte desses resíduos tem como destino
final os aterros industriais (LIMA, 2010). Um grande contribuinte para a imensa quantidade
de resíduos de PRFV são as montadoras de veículos, um dos principais segmentos
consumidores de materiais compósitos, e conseqüentemente, um dos maiores geradores de
resíduos de compósitos poliméricos, uma vez que os processos de fabricação de autopeças
plásticas geram uma grande quantidade de rebarbas, aparas ou scrap plásticos. Uma maneira
de amenizar este problema seria a adoção de medidas de redução, reutilização e reciclagem.
É sabido que um plástico tradicional pode levar em torno de 500 anos para se
decompor no meio ambiente. O ideal é que as indústrias que produzam materiais plásticos,
dentre elas as montadoras, invistam na substituição de matérias-primas tradicionais por
produtos biodegradáveis o que, conseqüentemente, tornaria rebarbas, aparas e autopeças
biodegradáveis (CANTO, 1997). Empresas consumidoras de compósitos podem, ainda,
preferencialmente, adotar processos produtivos mais limpos e mais modernos, que não gerem
ou que gerem pequenas quantidades de aparas. Além disso, consumidores, pessoas físicas ou
jurídicas, precisam passar a dar preferência para produtos plásticos biodegradáveis, o que
estimularia sua produção pelo setor industrial em geral.

No que se refere à reciclagem, não só das rebarbas plásticas geradas em processos
produtivos, mas também das autopeças plásticas provenientes de veículos sucateados, outros
empecilhos ainda devem ser considerados. Se essas rebarbas ou peças sucateadas se tratarem
de um termoplástico (ABS, PP, PVC etc), sua reciclagem pode ser feita mediante o seu
derretimento seguido de sua remodelagem, entretanto, se o plástico se tratar de um termofixo
ele não pode ser simplesmente derretido e remodelado por aquecimento (CANTO, 1997).
Um fator agravante na reciclagem dos termofixos (resinas poliéster, fenólicas,
epoxídicas, e outras), o que inclui os PRFV, é a infusibilidade da resina empregada como
matriz, o que dificulta o seu reprocessamento. Embora os termofixos suportem altas
temperaturas, quando exageradamente aquecidos, eles sofrem carbonização sem derreter.
Como formas de reciclagem dos rejeitos de PRFV tem-se estudado o emprego da
reciclagem química, energética e mecânica (PINTO, 2002). Na reciclagem química, os
hidrocarbonetos obtidos podem ser usados como alternativa à gasolina, ao querosene, óleo
diesel ou óleo combustível. Já a reciclagem energética consiste no uso da energia potencial da
parte orgânica que é liberada durante a incineração. A reciclagem mecânica baseia-se na
redução das peças rejeitadas e aparas de processo a um tamanho de partícula que depende da
aplicação a que se destina.
Outro problema na reciclagem de materiais plásticos refere-se ao fato de alguns tipos
de polímeros não poderem ser derretidos conjuntamente, o que, se acontecer, poderá
comprometer a qualidade do produto final. Outro ponto a ser considerado diz respeito às
perdas verificadas durante o derretimento. Parte do plástico pode sofrer oxidação, o
aquecimento também pode provocar a decomposição de alguns aditivos e até de parte da
resina. O resultado é a contaminação do material, que deixa, assim, de ser infinitamente
reciclável (CANTO, 1997). Além desses problemas há o fato de que muitos dos componentes
plásticos de veículos sucateados no Brasil não chegam nem perto de serem reciclados.

Em países da Europa e os Estados Unidos, a reciclagem chega a 95% dos carros
fabricados. Ao contrário desses países, no Brasil não há legislação específica que
responsabilize as montadoras pelo recolhimento do veículo. O país já possui tecnologia de
ponta para a reciclagem, mas os automóveis só chegam na reciclagem quando estão no limite
de sua vida útil. Somente 1,5% da frota brasileira que é aposentada tem como destino a
reciclagem, em média são veículos com mais de 20 anos de uso (UNIVERSIDADE
METODISTA DE SÃO PAULO, 2008).
3. METODOLOGIA
3.1. O MÉTODO
Esta pesquisa representa um estudo transversal e observacional desenvolvido por meio
de uma abordagem qualitativa e quantitativa (“quali-quanti”). Neste tipo de abordagem, o
método qualitativo contribui com o desenvolvimento da pesquisa quantitativa ao “possibilitar
uma mistura saudável de procedimentos de cunho racional e intuitivo e que, juntos, são
capazes de contribuir para a melhor compreensão do fenômeno estudado” (GONÇALVES et.
al, 2008, p.41-42).
O método qualitativo foi importante para acompanhar, aprofundar, entender e
descrever os problemas diagnosticados. Segundo Minayo & Sanches (1993), a abordagem
qualitativa é extremamente importante não só para acompanhar e aprofundar algum problema
levantado por estudos quantitativos, como também, para “abrir perspectivas e variáveis a
serem posteriormente utilizadas em levantamentos estatísticos” (MINAYO; SANCHES,
1993, p.10). Já a aplicação de técnicas quantitativas possibilitou estabelecer as prováveis
causas a que os objetos de estudo estão submetidos e descrever em detalhes o padrão de
ocorrência dos eventos observados. As variáveis em estudo puderam ser validadas
estatisticamente e seus resultados extrapolados para o universo pesquisado (GONÇAVES et
al., 2008).
3.2. CARACTERIZAÇÃO DA ÁREA DE ESTUDO
A empresa analisada atua no ramo automobilístico, mais precisamente na produção de
carrocerias para ônibus e tem sua sede na cidade de Joinville, SC, Brasil4. Seus complexos
industriais abrangem uma área total de 1.000.000m2, com 84.000m2 de área construída. A
Empresa “ß”se divide em três unidades: uma matriz e duas unidades de plástico, sendo uma
delas localizada em Joinville e outra no município de Rio Negrinho, SC. Possui, ainda, duas
outras empresas coligadas, uma voltada para a fabricação de aparelhos de ar condicionado
para ônibus e outra que desenvolve tecnologias para transformação de plástico reforçado com
fibra de vidro, ambas situadas em Joinville, além de duas fábricas no exterior (Colômbia e
México).
O presente estudo (com caráter de diagnóstico) foi realizado somente na unidade de
plásticos de Joinville. A unidade abrange uma área total de 105.251,30 m2 e tem como
principal atividade a produção de autopeças plásticas em Acrilonitrila Butadieno Estireno
(ABS), Polipropileno (PP) e Plástico Reforçado com Fibra de Vidro (PRFV). Para fabricá-las
trabalha com dois processos produtivos: Moldagem e Acabamento em ABS e PP e Moldagem
e Acabamento em PRFV. É também nesta unidade que ocorre a montagem dos sanitários que
compõem alguns de seus veículos.
Durante o período estudado e o período de coleta, a unidade funcionou em período de
horário integral, com 362 funcionários próprios distribuídos em 3 turnos, trabalhando cinco
dias por semana5. Esta unidade, juntamente com a de Rio Negrinho, é responsável por atender
parte da demanda por autopeças plásticas da empresa.
4 Por observância às normas da ética em pesquisa, a empresa estudada terá sua identidade preservada e, neste
estudo, será destacada apenas como Empresa “ß”. 5 Durante o período de aplicação desta pesquisa (2008 e 2009) o horário de trabalho era de 24 horas diárias e o
número de funcionários era de 362. Em 2010, o horário de trabalho passou a ser de 8 horas diárias e somente no período matutino. Houve também uma redução no quadro de funcionários que, no primeiro semestre de 2010, passou a ser de 172.
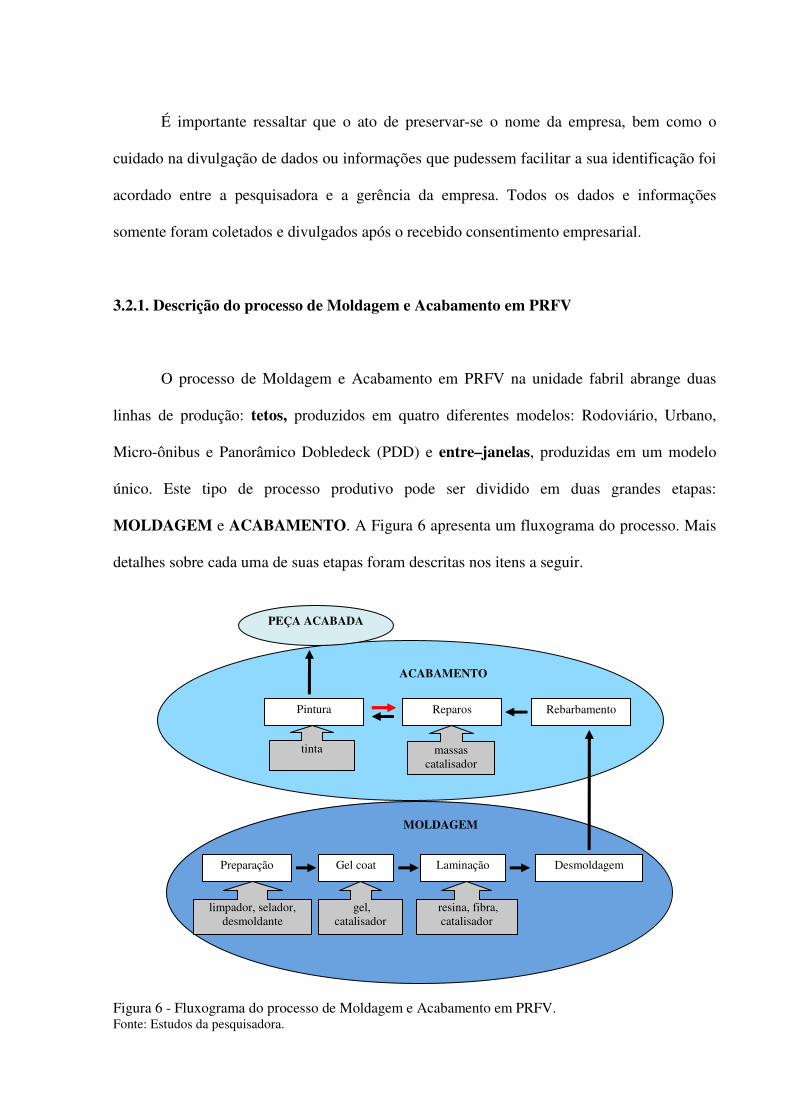
É importante ressaltar que o ato de preservar-se o nome da empresa, bem como o
cuidado na divulgação de dados ou informações que pudessem facilitar a sua identificação foi
acordado entre a pesquisadora e a gerência da empresa. Todos os dados e informações
somente foram coletados e divulgados após o recebido consentimento empresarial.
3.2.1. Descrição do processo de Moldagem e Acabamento em PRFV
O processo de Moldagem e Acabamento em PRFV na unidade fabril abrange duas
linhas de produção: tetos, produzidos em quatro diferentes modelos: Rodoviário, Urbano,
Micro-ônibus e Panorâmico Dobledeck (PDD) e entre–janelas, produzidas em um modelo
único. Este tipo de processo produtivo pode ser dividido em duas grandes etapas:
MOLDAGEM e ACABAMENTO. A Figura 6 apresenta um fluxograma do processo. Mais
detalhes sobre cada uma de suas etapas foram descritas nos itens a seguir.
Figura 6 - Fluxograma do processo de Moldagem e Acabamento em PRFV. Fonte: Estudos da pesquisadora.
Preparação Gel coat Laminação Desmoldagem
MOLDAGEM
limpador, selador, desmoldante
resina, fibra, catalisador
Rebarbamento Reparos Pintura
PEÇA ACABADA
massas catalisador
tinta
ACABAMENTO
gel, catalisador
a) Preparação do molde
A preparação dos moldes é feita com o uso de limpador, selador, desmoldante líquido
e cera desmoldante. Regiões não laminadas do molde, além de qualquer outra área sujeita à
impregnação com aparas do processo, são cobertas com plástico ou papelão.
b) Aplicação do gel coat
O gel coat é uma cobertura de resina não reforçada que confere proteção e acabamento
à peça. Gel e catalisador são aplicados, simultaneamente, sobre o molde (região laminada)
com o uso de uma gelcoteadeira. Após a cura, o laminado estrutural é aplicado sobre ele.
c) Laminação
Na laminação dos tetos, Fio roving picado, resina e catalisador são atirados,
simultaneamente, por uma pistola contra a cavidade do molde com o uso de uma laminadora
semi-automática. Fibra de vidro moída (fio moído), tecidos e mantas de fibras de vidro, são
aplicados manualmente. Após a laminação, roletes e pincéis são usados para fazer o
assentamento das fibras. Em seguida, as rebarbas nas laterais maiores são removidas. Após a
cura ocorre a desmoldagem do teto recém fabricado. Na laminação das entre-janelas o
processo se inicia com a aplicação manual do fio roving e do fio moído. Em seguida, o roving
é umedecido com resina e catalisador atirados por uma pistola. As mantas e os tecidos de fibra
de vidro também são distribuídos manualmente e, posteriormente, umedecidos com o jato de
resina e catalisador. O assentamento das fibras é feito com roletes e pincéis. Imediatamente
após o término da laminação as rebarbas em todas as laterais da entre-janela recém fabricada
são removidas. Após a cura ocorre a desmoldagem da peça.
d) Acabamento
O acabamento dos tetos começa com o corte das rebarbas das laterais menores da
peça. Em seguida, todos os locais de corte são lixados. Nas entre-janelas, ocorre somente o
lixamento dos locais de corte, uma vez que todas as rebarbas foram removidas na etapa
anterior. Posteriormente, tetos e entre-janelas seguem para um processo de correção de
possíveis imperfeições, o que é feito com o uso de uma massa rápida e/ou massa plástica e
lixas. Após correções, as peças são totalmente lixadas e conduzidas para uma pré-pintura. Se
esta revelar alguma imperfeição, a peça laminada voltará para um acabamento final.
3.3. INSTRUMENTOS DE COLETAS E PROCEDIMENTOS METODOLÓGICOS
Em dezembro de 2008 foi assinado o convênio de cooperação entre a Universidade da
Região de Joinville (Univille) e a fábrica objeto de estudo para viabilizar a execução da
pesquisa. O presente diagnóstico consistiu num levantamento de dados da atual situação da
unidade de plásticos no que diz respeito à geração, quantificação e gerenciamento dos
resíduos sólidos provenientes do processo produtivo analisado. A coleta de dados ocorreu de
janeiro a junho de 2009 e se deu por meio de: observações in loco; registros fotográficos;
medições (pesagens); estimativas e consultas à literatura.
3.3.1. O processo produtivo e as fontes de geração de resíduos
O estudo do processo produtivo e das fontes de geração de resíduos sólidos foi feito de
forma simultânea e se deu por meio de observações in loco, registros fotográficos e sob a
orientação de dois funcionários responsáveis pelos procedimentos de trabalho. As

observações foram registradas em uma planilha específica (Apêndice A). Nesta etapa, além
do conhecimento detalhado de todo o processo, buscou-se identificar toda a matéria-prima, a
sua forma de uso ou processo gerador de resíduos, bem como os resíduos gerados a partir dela
em cada uma das etapas do processo. Possíveis ações para melhorias foram sendo observadas
e registradas ao longo da aplicação da pesquisa. As observações in loco permitiram, ainda, o
estudo do comportamento dos funcionários quanto ao uso racional (sem desperdícios) de
matéria-prima e se os mesmos davam o destino correto aos resíduos que geravam.
3.3.1.1. Riscos do processo para a saúde do trabalhador
Os dados referentes aos riscos do processo de Moldagem e Acabamento em PRFV
foram coletados a partir do Laudo Técnico de Condições Ambientais no Trabalho, elaborado
no período compreendido entre fevereiro e agosto de 2008 pela Empresa “ß” em parceria com
o Serviço Nacional de Aprendizagem Industrial (SENAI).
3.3.2. A quantificação dos resíduos
A quantificação de resíduos ocorreu por meio de estimativa e envolveu a quantidade
total de resíduos sólidos gerados pela unidade e a quantidade de resíduos gerados somente no
processo de Moldagem e Acabamento em PRFV. Os dados foram coletados a partir dos
registros que a Empresa possuía referentes aos meses compreendidos entre maio de 2008 e
abril de 2009. Sendo que em maio de 2009 foram feitas medições do principal resíduo gerado
no processo produtivo.
3.3.2.1. A produção total de resíduos pela unidade estudada
O cálculo da quantidade total de resíduos gerados pela unidade foi feito considerando
seus principais destinos finais. Os dados referentes aos Resíduos Classe I e Classe II
destinados à Central de Tratamento de Resíduos Industriais de Joinville (aterro industrial)
foram calculados a partir dos Certificados de Disposição Final emitidos pela Central à
unidade fabril. Já os dados referentes aos resíduos devolvidos aos fornecedores ou vendidos a
terceiros foram calculados com base nas notas fiscais emitidas pela Empresa “ß”.
3.3.2.2. Resíduos do processo de Moldagem e Acabamento em PRFV
O cálculo da quantidade de resíduos gerados no processo de Moldagem e Acabamento
em PRFV deu-se em várias etapas considerando, principalmente, o consumo mensal de
matéria-prima e outros materiais.
a) Aparas de PRFV
Para o cálculo da quantidade de aparas de PRFV (perda de matéria-prima) geradas
mensalmente pela unidade, primeiro foram levantados dados da produção mensal no período
estudado, tomando o cuidado de discriminar a quantidade de peças moldadas (QPM) e a
quantidade de peças acabadas (QPA) para cada um dos cinco modelos de peças em PRFV
fabricadas pela unidade: 4 diferentes tipos tetos e um único de entre–janela. Em seguida,
pesquisou-se a quantidade de matéria-prima necessária para moldar cada uma desses
cinco modelos de peças (QMPP). As matérias-primas consideradas foram: gel coat; resina;
talco e fibras de vidro (roving; massa de fibra moída; manta e tecido). Todos os dados (QPM,
QPA e QMPP) foram coletados junto aos arquivos do setor de Planejamento e Controle de
Produção e Materiais (PCPM). A quantidade de matéria-prima usada (MPU) no mês foi
obtida pela Equação 1 e contou como auxílio da planilha apropriada (Apêndice B). Para o
cálculo, a planilha apresenta, ainda, os valores da QMPP. A Equação foi aplicada,
separadamente, nas duas linhas de produção (tetos e entre-janelas) que compreendem o
processo de Moldagem e Acabamento em PRFV.
MPU = QPM x QMPP (1) Onde:
MPU (kg): quantidade de matéria-prima usada no mês; QPM (un): quantidade de peças moldadas no mês; QMPP (kg): quantidade de matéria-prima necessária para produzir uma única peça
Após a determinação da quantidade total de matéria-prima usada mensalmente, foram
feitas medições para determinar a quantidade de matéria-prima perdida na forma de
aparas de PRFV. No período de 05 de maio de 2009 a 05 de junho de 2009 foram entregues
aos responsáveis pela moldagem e acabamento dos tetos e das entre-janelas planilhas para a
quantificação (pesagem) das aparas de PRFV (livres de contaminação) geradas no processo.
Os Apêndices C e D apresentam os modelos das planilhas usadas pelos funcionários,
previamente orientados, para a coleta de dados nesta fase da pesquisa. A pesagem ocorreu em
dois pontos da Moldagem (laminação e desmoldagem) e um ponto do Acabamento:
• Ponto 1 (teto)- Laminação: todo o papelão usado para proteger as paredes da laminadora, o piso sob ela e a frente do molde do teto foi pesado antes do processo de laminação de cada peça (peso inicial). Após a laminação, fez-se uma nova pesagem (peso final). A diferença entre o peso inicial e o final, corresponde à quantidade de aparas geradas neste ponto da moldagem, a partir de um único teto. Após o término das medições calculou-se a quantidade média (kg) de aparas geradas na laminadora durante a produção de um único teto. Neste ponto, como a área que recebe as aparas de PRFV permanece constante, independente da peça que está sendo laminada, não houve necessidade de fazer a discriminação das aparas geradas por cada um dos quatro modelos de tetos; (Apêndice C)
• Ponto 2 (teto e entre-janela) – Desmoldagem: poucos minutos após o término da laminação as rebarbas presas às laterais maiores dos tetos e as rebarbas presas às laterais e vãos das entre - janelas foram removidas para que ocorresse a desmoldagem da peça. Após esta remoção, as aparas de cada peça foram pesadas, separadamente, para determinar a quantidade média (kg) de aparas geradas neste ponto por cada um dos cinco modelos de peças em PRFV produzidas pela unidade; (Apêndice D).
• Ponto 3 (teto) - Acabamento: após a desmoldagem, os tetos foram medidos e os
excedentes em suas laterais menores foram removidos e pesados para a determinação da quantidade média (kg) de aparas geradas, separadamente, por cada um dos quatro modelos de tetos produzidos pela unidade; (Apêndice D).
A somatória das aparas geradas nos pontos 1 e 2 correspondeu a quantidade de aparas
geradas na MOLDAGEM (aparas da moldagem – APM). O ponto 3, em si, corresponde à
quantidade média de aparas geradas no ACABAMENTO (aparas do acabamento – APA). O
Apêndice E apresenta o modelo de uma planilha específica para a coleta e registro de dados
deste procedimento.
A quantidade de aparas geradas mensalmente, na Moldagem e no Acabamento,
pela unidade foi obtida, primeiramente, com o auxílio das Equações 2 e 3 aplicadas a cada um
dos cinco modelos de peças produzidas mensalmente. O Apêndice F apresenta uma planilha
que auxiliou nos cálculos nesta etapa da pesquisa. Os números APM e APG foram
determinados, conforme Apêndice E, na etapa anterior. Para a determinação da quantidade
total de aparas geradas mensalmente no teto (QAGT) fez-se a somatória de todas as QAGM e
QAGA de todos os tetos no mês analisado.
QAGM = QPM x APM (2) QAGA = QPA x APA (3) Onde: QAGM (kg): quantidade de aparas geradas na moldagem; QPM (un): quantidade de peças moldadas; APM (kg): quantidade média de aparas geradas na moldagem de uma única peça; QAGA (kg): quantidade de aparas geradas no acabamento; QPA (un): quantidade de peças acabadas; APA (kg): quantidade média de aparas geradas no acabamento de uma única peça
b) Papelão, plástico e embalagens descartadas como resíduos
Os resíduos de embalagens vazias e de papelão e plástico contaminados no processo
foram calculados com base na matéria-prima requisitada do estoque (MPR), cujos dados
também foram levantados junto ao PCPM. Em seguida, calculou-se o peso (kg) aproximado
dos principais resíduos gerados no processo. Para tanto, as Equações 4 e 5 foram aplicadas na
quantificação dos seguintes materiais: resina; catalisador; gel coat; selador; limpador;
desmoldante líquido, massa de fio moído; solução de limpeza; massa plástica; cera
desmoldante e massa rápida. A planilha de cálculos presente no Apêndice G auxiliou no
processo de quantificação. A planilha de cálculos foi aplicada a cada um dos doze meses
analisados.
QR = MPR / PL (4) PR = QR x PE (5)
Onde: QR (un): quantidade de resíduos (latas, bombonas, tambores, baldes); MPR (kg ou L): quantidade de matéria-prima requisitada do estoque;
PL (kg ou L): peso líquido de cada embalagem; PR (kg): peso dos resíduos; PE (kg): peso das embalagens.
As quantidades de resíduos de papelão ondulado e plástico transparente foram
determinadas considerando-se somente o consumo mensal (MPR), uma vez que todo o
plástico e papelão consumidos são descartados como resíduos após o uso. As quantidades de
aparas presentes na planilha foram determinadas anteriormente conforme descrição no item
“a)” desta seção.

Assim sendo, conforme Apêndice G, a somatória da geração mensal (todos os PR)
dos resíduos de embalagem (total de sucata); das bombonas de solução devolvidas (solução
de limpeza); da bobina de polietileno; do papelão ondulado e do total de aparas de
PRFV, corresponde à produção total aproximada de resíduos sólidos (PTR - kg) gerados no
processo de Moldagem e Acabamento em PRFV no mês analisado.
3.3.3. Classificação dos resíduos do processo
Os principais resíduos gerados no processo produtivo foram classificados conforme a
NBR 10.004:2004 (ABNT, 2004) que divide os resíduos em dois grandes grupos: Resíduos
Classe I (resíduos perigosos) e Resíduos Classe II (resíduos não perigosos) que, por sua vez,
podem ser subdivididos em Resíduos Classe IIA (não inertes) e Resíduos Classe IIB (inertes).
3.3.4. Gerenciamento dos resíduos do processo
Quanto ao estudo do gerenciamento dos resíduos sólidos resultantes do processo de
Moldagem e Acabamento em PRFV, este se deu por meio de observações in loco, registros
fotográficos e consulta aos arquivos da empresa. Os aspectos analisados foram os seguintes:
segregação; acondicionamento; armazenagem temporária; coleta; transporte e sistema de
destinação final. Nesta etapa, foi possível identificar o tratamento que a unidade dá a seus
resíduos, ou seja, se adota alguma medida de redução, reutilização, coleta seletiva,
reciclagem, recuperação, tratamento e disposição final em locais apropriados. Também foi
possível identificar se as atuais medidas ambientais de gerenciamento adotadas estão de
acordo com as normas e legislações vigentes, bem como, se os resultados são positivos. A
coleta, registro e organização de dados foram feitos com o auxílio de uma planilha específica
(Apêndice H).
3.3.5. Ações para melhorias na gestão de resíduos sólidos
Ao término do presente diagnóstico, com base nos resultados obtidos e na revisão da
literatura, elaborou-se um elenco de ações para melhorias na gestão de resíduos que poderão
ser implantadas pela unidade se esta, em algum momento, optar por otimizar o seu atual
sistema de gerenciamento de resíduos sólidos.
4. RESULTADOS E DISCUSSÕES
A unidade de plásticos de Joinville da Empresa “ß” tem capacidade para produzir
cerca de 17.000 autopeças em ABS, PP e PRFV em 4.000 tipos diferentes por mês. A unidade
produziu, em média, no período estudado, 16.793 peças por mês, incluindo os sanitários, das
quais 97,8 % correspondem a peças em ABS e PP. No processo de Moldagem e Acabamento
em PRFV, a maior parte da produção (88%) corresponde à fabricação de tetos (Quadro 5).
Quadro 5 – Produção média mensal da unidade de plásticos de Joinville no período estudado.
PRODUTOS PRODUÇÃO MÉDIA MENSAL Autopeças em ABS e PP (diversas) 16.423 unidades Autopeças em PRFV (teto e entre-janelas) 316 tetos e 42 entre- janelas Sanitários 12 unidades TOTAL 16.793 peças/mês
Fonte: informações obtidas com a aplicação da pesquisa (dados de posse da pesquisadora).
Somente a título ilustrativo, fez-se uma abordagem da geração total de resíduos pela
unidade estudada. A Tabela 3 apresenta a quantidade de resíduos sólidos gerados na unidade e
destinados mensalmente à reutilização, reciclagem ou re-processamento, por meio da venda a
terceiros ou da devolução aos fornecedores. Esses resíduos incluem: bombonas; latas; baldes;
tambores; rebarbas (ABS e PP), dentre outros. A Tabela inclui, ainda, as quantidades mensais
dos resíduos dispostos em aterros: Classe I (sólidos contaminados) e Classe II (aparas,
papelão e plástico contaminados, “pó de plástico”6 e outros).
6 “Pó de plástico”: minúsculas rebarbas de plástico provenientes do rebarbamento automatizado de peças em
ABS ou PP feito por um robô de corte ou pelo rebarbamento manual com o uso de serrafitas ou discos de corte.

Tabela 3 - Quantidade (toneladas) de resíduos recicláveis ou reutilizáveis e de resíduos dispostos em aterros na CTRIJ pela unidade estudada.
PRODUÇÃO DE
PEÇAS EM RESÍDUOS
RECICÁVEIS E RESÍDUOS DISPOSTOS
EM ATERROS TOTAL DE
MÊS/ANO ABS, PP E PRFV
(un) REUTILIÁVEIS
(ton) CLASSE I
(ton) CLASSE II
(ton) RESÍDUOS
GERENCIADOS mai/08 19.656 67,79 2,71 24,15 94,65 jun/08 19.500 86,4 3,07 29,32 118,79 jul/08 23.759 86,51 6,99 32,02 125,52 ago/08 21.022 108,29 5,12 29,20 142,61 set/08 21.026 82,61 4,49 26,29 113,39 out/08 18.697 54,77 7,67 24,19 86,63 nov/08 16.807 79,55 4,01 15,77 99,33 dez/08 16.415 55,4 1,84 19,04 76,28 jan/09 14.874 68,1 2,82 8,45 79,37 fev/09 10.602 37,4 1,78 6,00 45,18 mar/09 8.532 47,73 - 29,00 76,73 abr/09 10.477 34,32 1,75 2,70 38,77
TOTAL DO PERÍODO
201.367 808,87 42,25 246,13 1.097,25
MÉDIA MENSAL
74% 26%
Fonte: Informações obtidas a partir da aplicação da pesquisa (dados de posse da pesquisadora).
Na unidade estudada, a destinação dos resíduos não segue nenhum tipo de cronograma
e se dá em função de seu acúmulo nas áreas de armazenagem, ou seja, a destinação ocorre
somente quando os resíduos atingem um volume considerável para a venda, devolução ou
disposição. Sendo assim, resíduos gerados em um mês podem seguir para seus destinos finais
um ou dois meses depois. Esta constatação explica situações como as ocorridas nos meses de
junho, agosto e novembro de 2008 e de janeiro e março de 2009 demonstrados na Tabela 3,
nos quais, a quantidade de resíduos gerenciados não é proporcional à quantidade de peças
produzidas. Nesses meses ocorreram um acúmulo de resíduos, ou seja, resíduos gerados em
um mês foram encaminhados para seus destinos finais nos meses seguintes,. Observa-se,
ainda, que a partir de outubro de 2008 houve uma queda na produção, o que resultou numa
menor geração de resíduos e, conseqüentemente, na necessidade de sua acumulação nas áreas
de armazenagem.
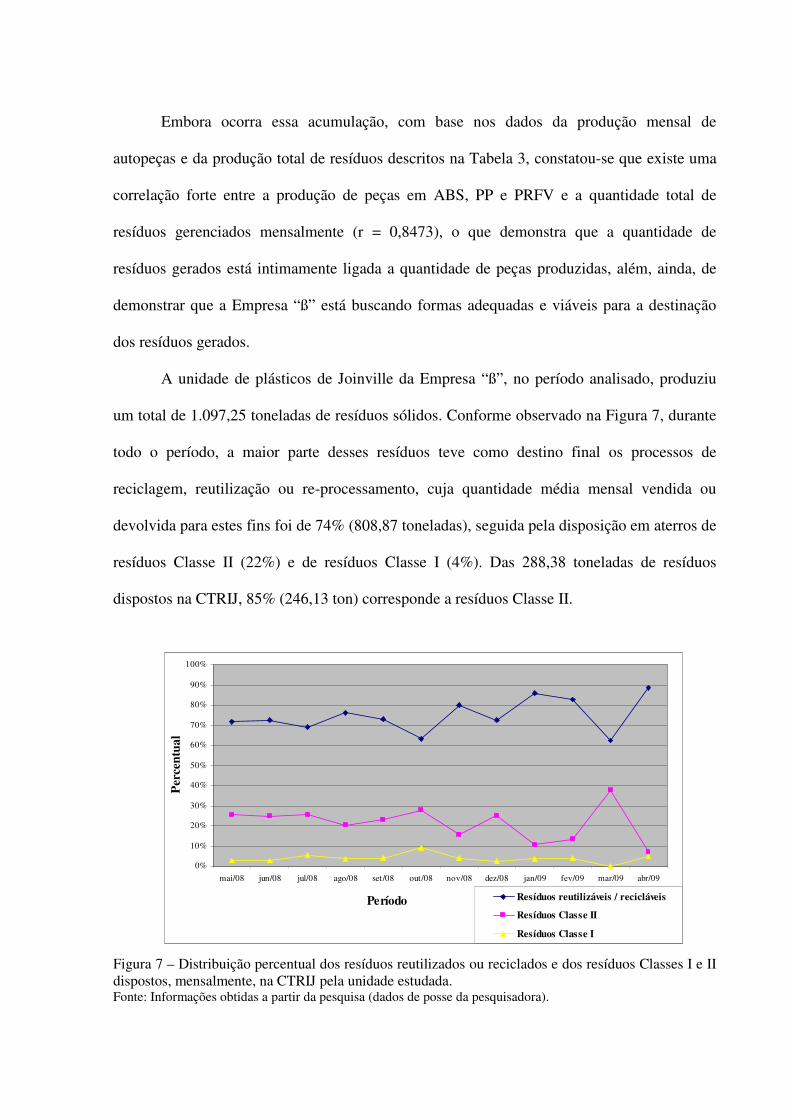
Embora ocorra essa acumulação, com base nos dados da produção mensal de
autopeças e da produção total de resíduos descritos na Tabela 3, constatou-se que existe uma
correlação forte entre a produção de peças em ABS, PP e PRFV e a quantidade total de
resíduos gerenciados mensalmente (r = 0,8473), o que demonstra que a quantidade de
resíduos gerados está intimamente ligada a quantidade de peças produzidas, além, ainda, de
demonstrar que a Empresa “ß” está buscando formas adequadas e viáveis para a destinação
dos resíduos gerados.
A unidade de plásticos de Joinville da Empresa “ß”, no período analisado, produziu
um total de 1.097,25 toneladas de resíduos sólidos. Conforme observado na Figura 7, durante
todo o período, a maior parte desses resíduos teve como destino final os processos de
reciclagem, reutilização ou re-processamento, cuja quantidade média mensal vendida ou
devolvida para estes fins foi de 74% (808,87 toneladas), seguida pela disposição em aterros de
resíduos Classe II (22%) e de resíduos Classe I (4%). Das 288,38 toneladas de resíduos
dispostos na CTRIJ, 85% (246,13 ton) corresponde a resíduos Classe II.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
mai/08 jun/08 jul/08 ago/08 set/08 out/08 nov/08 dez/08 jan/09 fev/09 mar/09 abr/09
Período
Per
cent
ual
Resíduos reutilizáveis / recicláveis
Resíduos Classe II
Resíduos Classe I
Figura 7 – Distribuição percentual dos resíduos reutilizados ou reciclados e dos resíduos Classes I e II dispostos, mensalmente, na CTRIJ pela unidade estudada. Fonte: Informações obtidas a partir da pesquisa (dados de posse da pesquisadora).
Embora essa unidade recicle 74% de todos os resíduos sólidos que produz, este
número poderia ser maior, uma vez que a unidade ainda não promove a reciclagem de alguns
de seus resíduos mais representativos, caso das aparas de PRFV e do “pó” de plástico de ABS
e PP. Alia-se a isto, a mistura de resíduos (discutida mais adiante), que certamente acaba
comprometendo seu sistema de destinação final. A título de comparação, sublinha-se aqui,
que no Brasil outras empresas do ramo automobilístico já reciclam cerca de 97% dos resíduos
que geram (FORD, 2008; GM 2010; VW, 2010). Algumas dessas empresas atribuem esse
sucesso, principalmente, a programas de reciclagem, a trabalhos de conscientização junto aos
funcionários e a um eficiente Sistema de Gerenciamento de Resíduos.
Na Tabela 3 mostrada anteriormente, observa-se ainda que, do total de resíduos
dispostos em aterros, 15% (42,25 ton) corresponde a resíduos perigosos. Acredita-se que este
percentual possa ser reduzido com melhorias no atual sistema de gestão de resíduos da
unidade e com a adoção de metodologias de treinamento e conscientização dos funcionários,
uma vez que a maior parte dos resíduos Classe I se constitui de sólidos contaminados que
podem ser destinados à reciclagem. O fato é que a presença de resíduos recicláveis e de
resíduos Classe II na caçamba coletora de resíduos Classe I faz com que resíduos recicláveis e
não perigosos sejam dispostos, erroneamente, em células Classe I o que eleva não só o
percentual de resíduos perigosos dispostos em aterros pela unidade estudada, como também
os custos com o transporte e com a disposição desses resíduos.
4.1. O PROCESSO DE MOLDAGEM E ACABAMENTO EM PRFV
Conforme observado nas Figuras 8 e 9, na unidade estudada, a fabricação de peças em
PRFV usa moldes abertos. A laminação das entre-janelas ocorre de forma totalmente manual
e a aplicação das matérias-primas e os demais procedimentos se dão de forma simultânea

(Figura 8). Já no processo de laminação dos tetos (Figura 9), a unidade faz uso de uma
tecnologia própria, na qual uma pistola picadora foi adaptada a uma máquina (braço robô)
formando uma laminadora semi-automática, numa espécie de variação do spray-up. O
processo de laminação é similar ao apresentado por Matheus (2008).
Figura 8 – Laminação de uma entre-janela: aplicação da manta de fibra de vidro; do jato de resina e de catalisador; roleteamento. Fonte: Imagem obtida com a aplicação da pesquisa – março de 2010 (dados de posse da pesquisadora).
Figura 9 – Laminação de um teto com o uso de uma laminadora semi-automática. Fonte: Imagem obtida com a aplicação da pesquisa – março de 2009 (dados de posse da pesquisadora).
Jato de resina e catalisador
Roleteamento
Manta de fibra de vidro
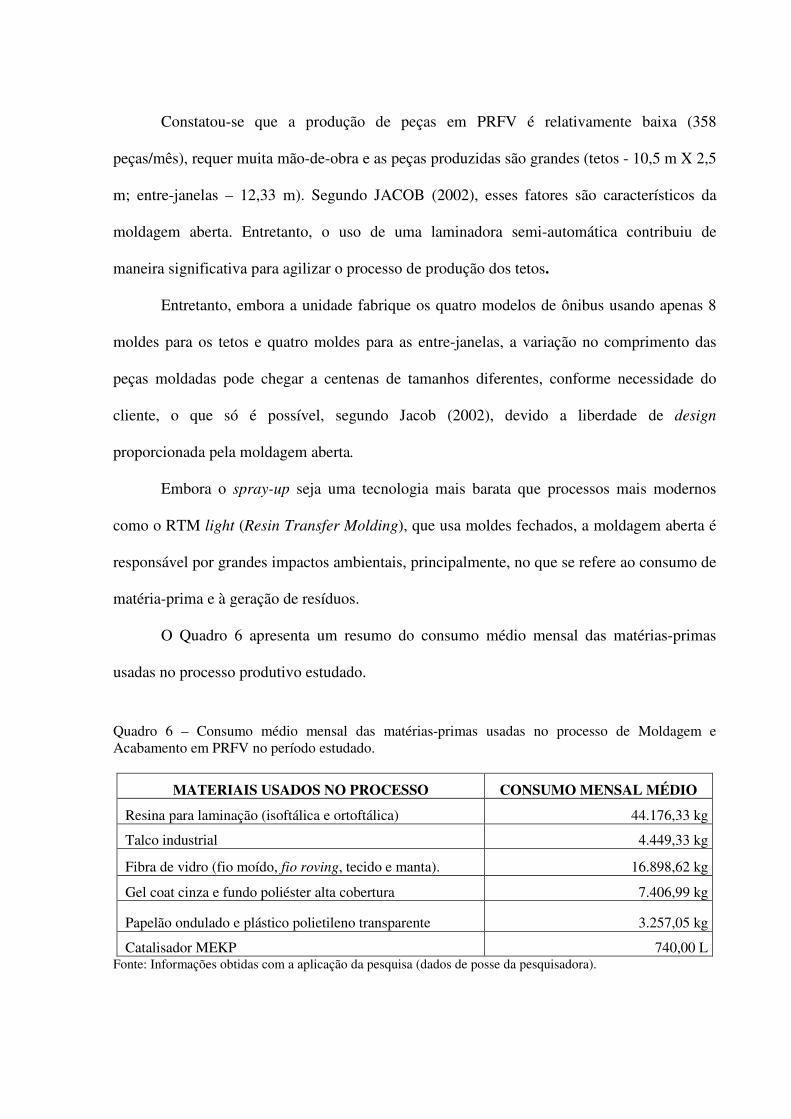
Constatou-se que a produção de peças em PRFV é relativamente baixa (358
peças/mês), requer muita mão-de-obra e as peças produzidas são grandes (tetos - 10,5 m X 2,5
m; entre-janelas – 12,33 m). Segundo JACOB (2002), esses fatores são característicos da
moldagem aberta. Entretanto, o uso de uma laminadora semi-automática contribuiu de
maneira significativa para agilizar o processo de produção dos tetos.
Entretanto, embora a unidade fabrique os quatro modelos de ônibus usando apenas 8
moldes para os tetos e quatro moldes para as entre-janelas, a variação no comprimento das
peças moldadas pode chegar a centenas de tamanhos diferentes, conforme necessidade do
cliente, o que só é possível, segundo Jacob (2002), devido a liberdade de design
proporcionada pela moldagem aberta.
Embora o spray-up seja uma tecnologia mais barata que processos mais modernos
como o RTM light (Resin Transfer Molding), que usa moldes fechados, a moldagem aberta é
responsável por grandes impactos ambientais, principalmente, no que se refere ao consumo de
matéria-prima e à geração de resíduos.
O Quadro 6 apresenta um resumo do consumo médio mensal das matérias-primas
usadas no processo produtivo estudado.
Quadro 6 – Consumo médio mensal das matérias-primas usadas no processo de Moldagem e Acabamento em PRFV no período estudado.
MATERIAIS USADOS NO PROCESSO CONSUMO MENSAL MÉDIO
Resina para laminação (isoftálica e ortoftálica) 44.176,33 kg
Talco industrial 4.449,33 kg
Fibra de vidro (fio moído, fio roving, tecido e manta). 16.898,62 kg
Gel coat cinza e fundo poliéster alta cobertura 7.406,99 kg
Papelão ondulado e plástico polietileno transparente 3.257,05 kg
Catalisador MEKP 740,00 L Fonte: Informações obtidas com a aplicação da pesquisa (dados de posse da pesquisadora).
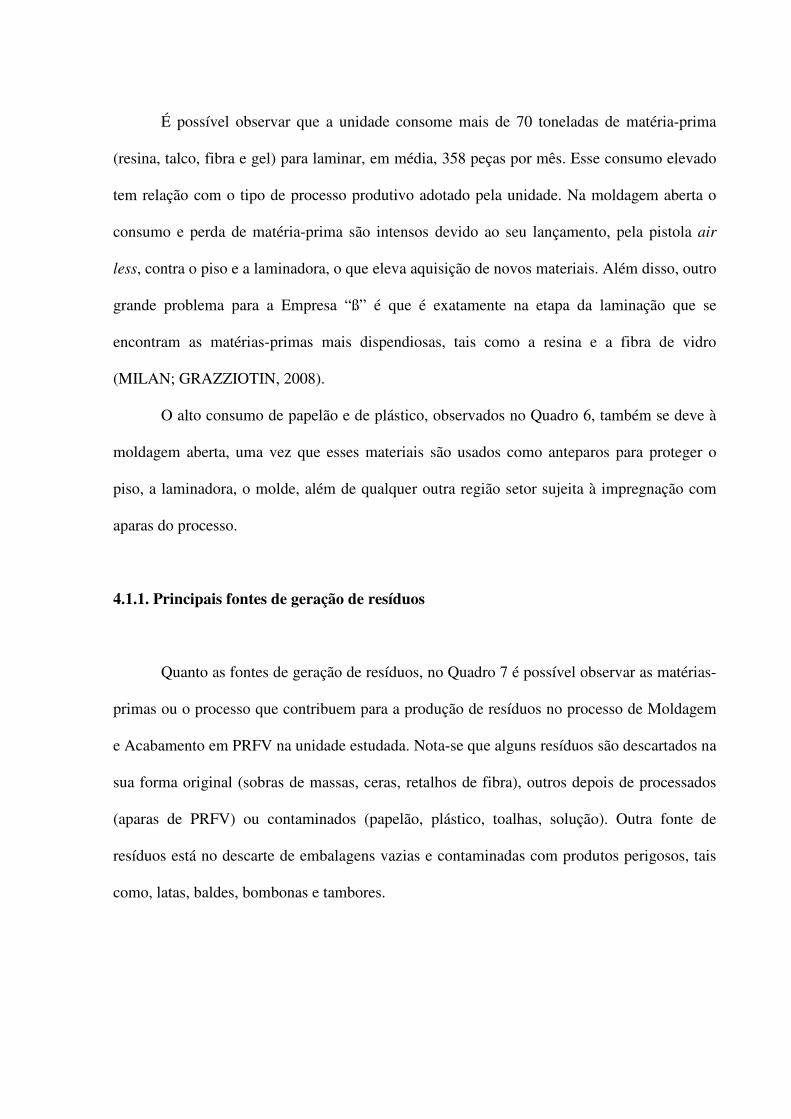
É possível observar que a unidade consome mais de 70 toneladas de matéria-prima
(resina, talco, fibra e gel) para laminar, em média, 358 peças por mês. Esse consumo elevado
tem relação com o tipo de processo produtivo adotado pela unidade. Na moldagem aberta o
consumo e perda de matéria-prima são intensos devido ao seu lançamento, pela pistola air
less, contra o piso e a laminadora, o que eleva aquisição de novos materiais. Além disso, outro
grande problema para a Empresa “ß” é que é exatamente na etapa da laminação que se
encontram as matérias-primas mais dispendiosas, tais como a resina e a fibra de vidro
(MILAN; GRAZZIOTIN, 2008).
O alto consumo de papelão e de plástico, observados no Quadro 6, também se deve à
moldagem aberta, uma vez que esses materiais são usados como anteparos para proteger o
piso, a laminadora, o molde, além de qualquer outra região setor sujeita à impregnação com
aparas do processo.
4.1.1. Principais fontes de geração de resíduos
Quanto as fontes de geração de resíduos, no Quadro 7 é possível observar as matérias-
primas ou o processo que contribuem para a produção de resíduos no processo de Moldagem
e Acabamento em PRFV na unidade estudada. Nota-se que alguns resíduos são descartados na
sua forma original (sobras de massas, ceras, retalhos de fibra), outros depois de processados
(aparas de PRFV) ou contaminados (papelão, plástico, toalhas, solução). Outra fonte de
resíduos está no descarte de embalagens vazias e contaminadas com produtos perigosos, tais
como, latas, baldes, bombonas e tambores.

Quadro 7 – Fontes geradoras de resíduos no processo de Moldagem e Acabamento em PRFV.
MATÉRIA-PRIMA E/OU PROCESSO GERADOR
DESCRIÇÃO DOS RESÍDUOS GERADOS
limpador, selador, desmoldante líquido e cera desmoldante
latas metálicas contaminadas; sobras catalisadas de cera desmoldante
toalhas industriais (limpeza de mãos e peças)
toalhas contaminadas com produtos químicos
bobinas de papelão ondulado e plástico transparente
plástico e papelão usados e limpos (reutilizados) ou impregnados com aparas de PRFV
solução de limpeza e catalisador solução usada; bombonas plásticas contaminadas
gel coat balde plástico limpo; saco plástico contaminado com gel
massa de fibra de vidro moída sobras "secas" de fibra moída; balde plástico contaminado
fibra de vidro (roving, tecido, manta) retalhos de fibra
resina pura ou com carga tambores metálicos contaminados
processo de laminação e rebarbamento aparas de PRFV
uso de roletes e pincéis roletes e pincéis contaminados
lixamento dos locais de corte água contendo “pó” de PRFV; “pó” seco de PRFV; lixas contaminadas
lixas diversas lixas contaminadas
massa rápida lata metálica, geralmente, com sobras de massa catalisada
mistura de massa plástica e catalisador em um pedaço de papelão
papelão impregnado com sobras de massa catalisada; balde plástico contaminado; sobras de massa catalisada.
Fonte: Informações obtidas com aplicação da pesquisa (dados de posse da pesquisadora).
Dentre as fontes de geração de resíduos diagnosticadas no processo analisado, destaca-
se à produção de aparas de PRFV7. A Figura 10 apresenta uma imagem dos resíduos do
processo, onde é possível observar o grande volume de rebarbas e de papelão e plástico
contaminados.
7 Aparas de PRFV ou aparas de fibra de vidro – correspondem ao material lançado pela pistola no piso, nas
paredes da laminadora semi-automática e na frente do molde (teto). Correspondem, ainda, aos excedentes de PRFV cortados nas laterais e vãos dos moldes (tetos e entre-janelas) antes da desmoldagem e durante o acabamento (rebarbamento do teto). Essas aparas podem estar puras, sem nenhum material preso a ela, ou ainda, contaminadas, ou seja, presas ao papelão e/ou plástico usados para proteger as regiões sujeitas á impregnação com aparas do processo.
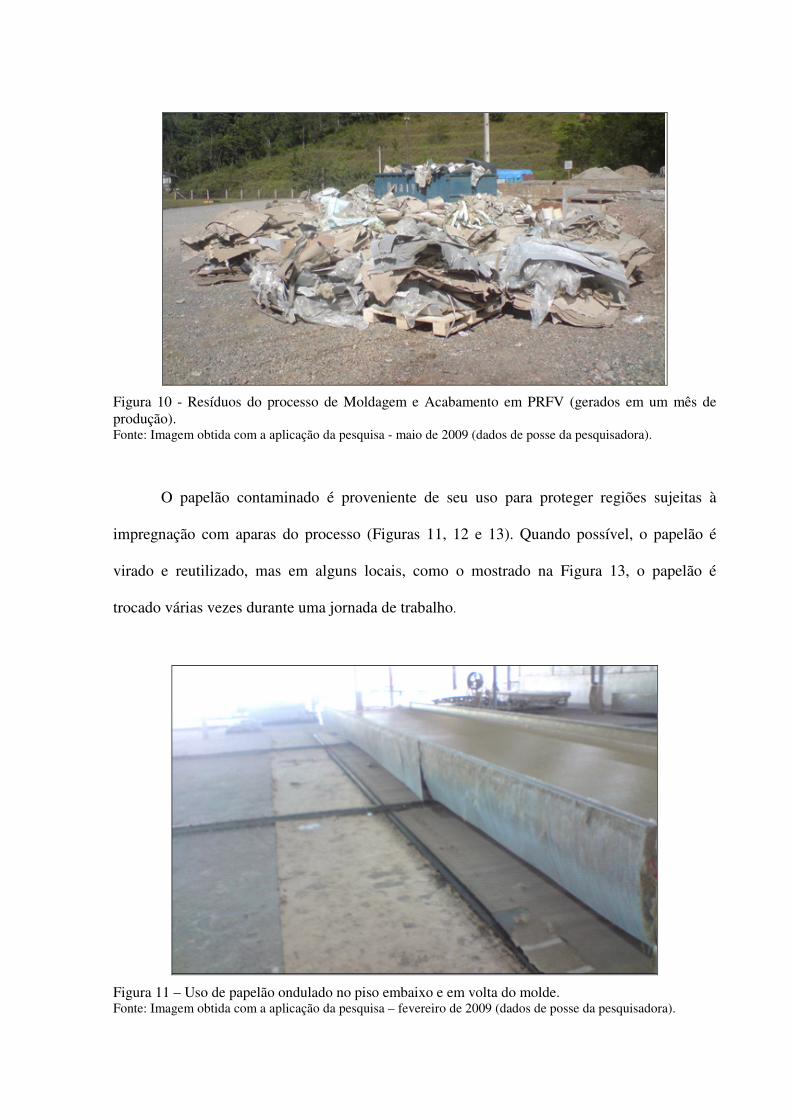
Figura 10 - Resíduos do processo de Moldagem e Acabamento em PRFV (gerados em um mês de produção). Fonte: Imagem obtida com a aplicação da pesquisa - maio de 2009 (dados de posse da pesquisadora).
O papelão contaminado é proveniente de seu uso para proteger regiões sujeitas à
impregnação com aparas do processo (Figuras 11, 12 e 13). Quando possível, o papelão é
virado e reutilizado, mas em alguns locais, como o mostrado na Figura 13, o papelão é
trocado várias vezes durante uma jornada de trabalho.
Figura 11 – Uso de papelão ondulado no piso embaixo e em volta do molde. Fonte: Imagem obtida com a aplicação da pesquisa – fevereiro de 2009 (dados de posse da pesquisadora).
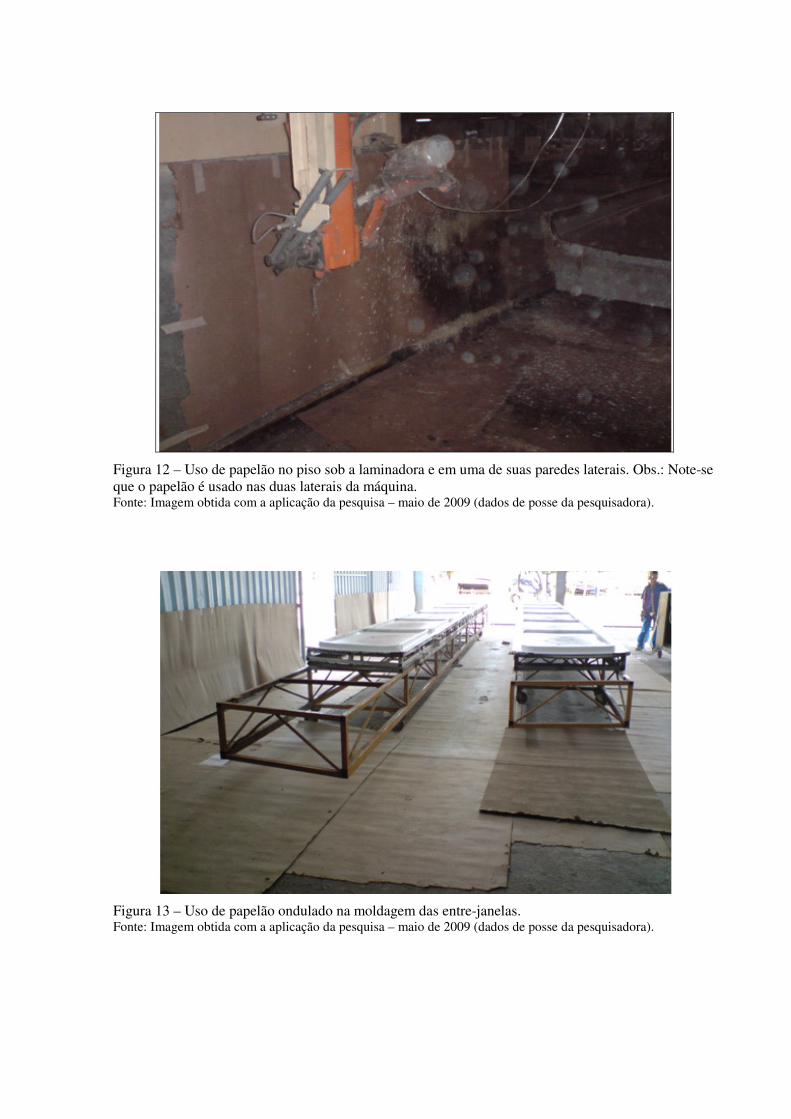
Figura 12 – Uso de papelão no piso sob a laminadora e em uma de suas paredes laterais. Obs.: Note-se que o papelão é usado nas duas laterais da máquina. Fonte: Imagem obtida com a aplicação da pesquisa – maio de 2009 (dados de posse da pesquisadora).
Figura 13 – Uso de papelão ondulado na moldagem das entre-janelas. Fonte: Imagem obtida com a aplicação da pesquisa – maio de 2009 (dados de posse da pesquisadora).
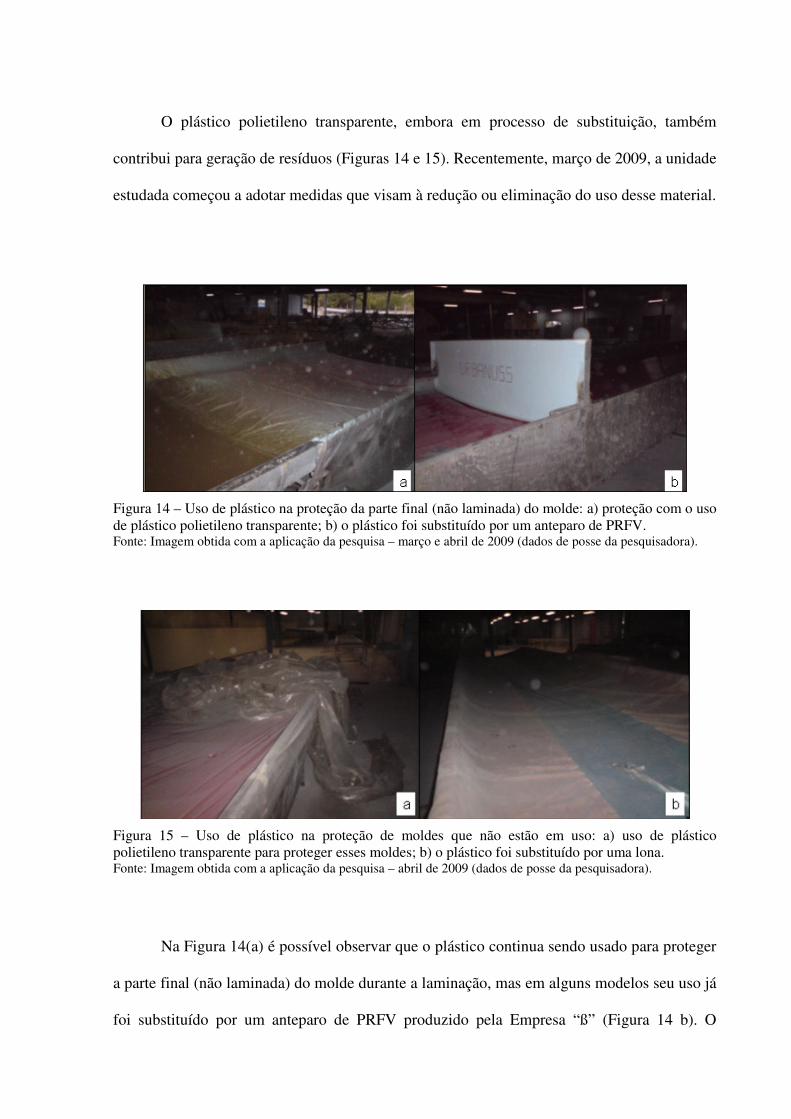
O plástico polietileno transparente, embora em processo de substituição, também
contribui para geração de resíduos (Figuras 14 e 15). Recentemente, março de 2009, a unidade
estudada começou a adotar medidas que visam à redução ou eliminação do uso desse material.
Figura 14 – Uso de plástico na proteção da parte final (não laminada) do molde: a) proteção com o uso de plástico polietileno transparente; b) o plástico foi substituído por um anteparo de PRFV. Fonte: Imagem obtida com a aplicação da pesquisa – março e abril de 2009 (dados de posse da pesquisadora).
Figura 15 – Uso de plástico na proteção de moldes que não estão em uso: a) uso de plástico polietileno transparente para proteger esses moldes; b) o plástico foi substituído por uma lona. Fonte: Imagem obtida com a aplicação da pesquisa – abril de 2009 (dados de posse da pesquisadora).
Na Figura 14(a) é possível observar que o plástico continua sendo usado para proteger
a parte final (não laminada) do molde durante a laminação, mas em alguns modelos seu uso já
foi substituído por um anteparo de PRFV produzido pela Empresa “ß” (Figura 14 b). O

mesmo pode ser observado na Figura 15(a), onde um plástico é usado para cobrir um molde
que não está em uso, embora alguns já estejam sendo cobertos por uma lona, também
confeccionada pela própria empresa (Figura 15 b). Além disso, sempre que possível, os
plásticos são reutilizados, sendo descartados somente depois de sua contaminação com aparas
do processo. Essas medidas podem contribuir de maneira significativa para a diminuição
desse tipo de resíduo.
Para uma melhor visualização da geração de resíduos, a Tabela 4 apresenta dados da
produção mensal de peças em PRFV na unidade estudada; da matéria-prima usada
mensalmente para produzi-las; da quantidade de aparas geradas a partir dessa produção, além
do percentual de perdas de matéria-prima na forma de aparas de PRFV 8.
Tabela 4 – Produção de peças em PRFV; matéria-prima usada para produzi-las, quantidade de aparas geradas e percentual de perda de matéria-prima na forma de aparas nas duas linhas de produção do processo de Moldagem e Acabamento em PRFV.
TETOS ENTRE-JANELAS
QPM MPU QAG PMP QPM MPU QAG PMP
MÊS/ANO (un) (ton) (ton) (%) (un) (ton) (ton) (%)
mai/08 382 75,32 7,05 9 29 0,80 0,24 30
jun/08 386 76,95 7,21 9 121 3,32 1,00 30
jul/08 494 99,80 8,95 9 82 2,25 0,68 30
ago/08 375 74,72 6,94 9 64 1,76 0,53 30
set/08 463 92,39 8,53 9 24 0,66 0,20 30
out/08 352 70,41 6,43 9 63 1,73 0,52 30
nov/08 259 52,50 4,82 9 34 0,93 0,28 30
dez/08 310 63,17 5,82 9 23 0,63 0,19 30
jan/09 281 56,72 5,21 9 13 0,36 0,11 30
fev/09 157 32,18 2,94 9 4 0,11 0,03 30
mar/09 149 30,55 2,71 9 31 0,85 0,26 30
abr/09 185 36,81 3,42 9 12 0,33 0,10 30 MÉDIA
MENSAL 316 63,46 6,05 9 42 1,14 0,34 30 QPM – quantidade de peças moldadas; MPU – matéria-prima usada na moldagem; QAG – quantidade de aparas e rebarbas geradas no processo (moldagem e acabamento); PMP – percentual de perda de matéria-prima na forma de aparas de PRFV.
8 Neste estudo considerou-se apenas os principais resíduos em termos de quantidade, uma vez que a geração dos
demais resíduos é tão pequena que não foi possível mensurá-los.
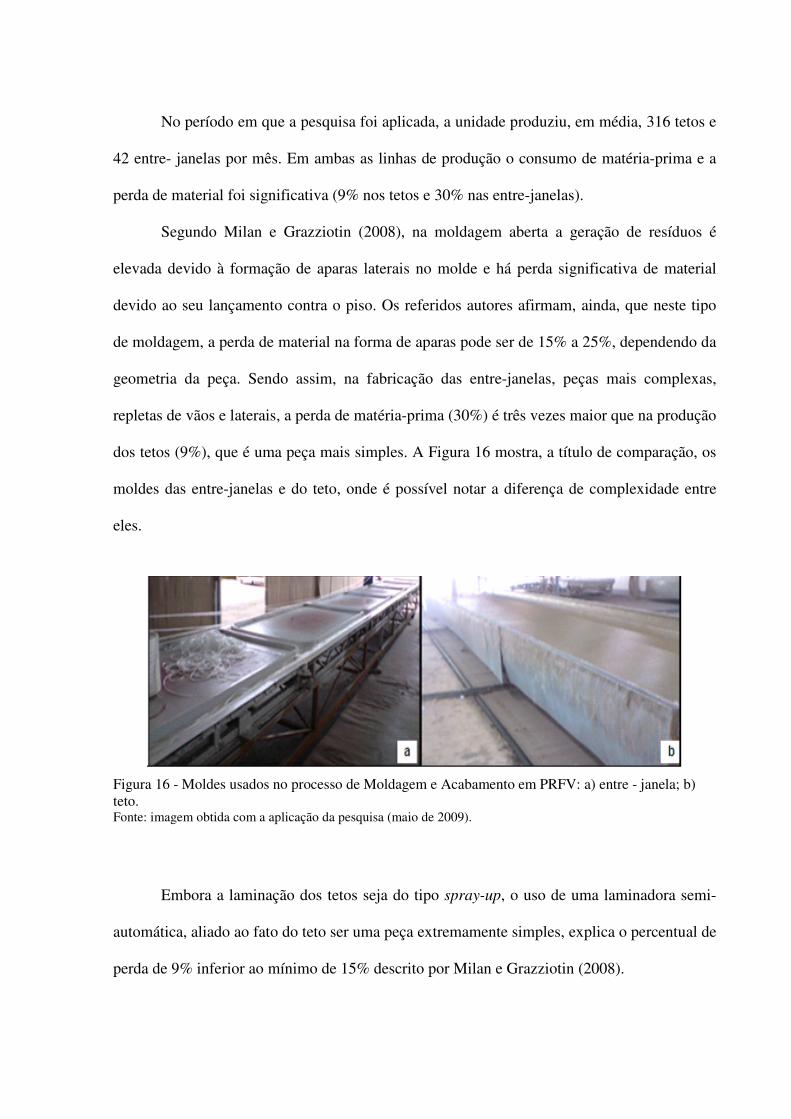
No período em que a pesquisa foi aplicada, a unidade produziu, em média, 316 tetos e
42 entre- janelas por mês. Em ambas as linhas de produção o consumo de matéria-prima e a
perda de material foi significativa (9% nos tetos e 30% nas entre-janelas).
Segundo Milan e Grazziotin (2008), na moldagem aberta a geração de resíduos é
elevada devido à formação de aparas laterais no molde e há perda significativa de material
devido ao seu lançamento contra o piso. Os referidos autores afirmam, ainda, que neste tipo
de moldagem, a perda de material na forma de aparas pode ser de 15% a 25%, dependendo da
geometria da peça. Sendo assim, na fabricação das entre-janelas, peças mais complexas,
repletas de vãos e laterais, a perda de matéria-prima (30%) é três vezes maior que na produção
dos tetos (9%), que é uma peça mais simples. A Figura 16 mostra, a título de comparação, os
moldes das entre-janelas e do teto, onde é possível notar a diferença de complexidade entre
eles.
Figura 16 - Moldes usados no processo de Moldagem e Acabamento em PRFV: a) entre - janela; b) teto. Fonte: imagem obtida com a aplicação da pesquisa (maio de 2009).
Embora a laminação dos tetos seja do tipo spray-up, o uso de uma laminadora semi-
automática, aliado ao fato do teto ser uma peça extremamente simples, explica o percentual de
perda de 9% inferior ao mínimo de 15% descrito por Milan e Grazziotin (2008).
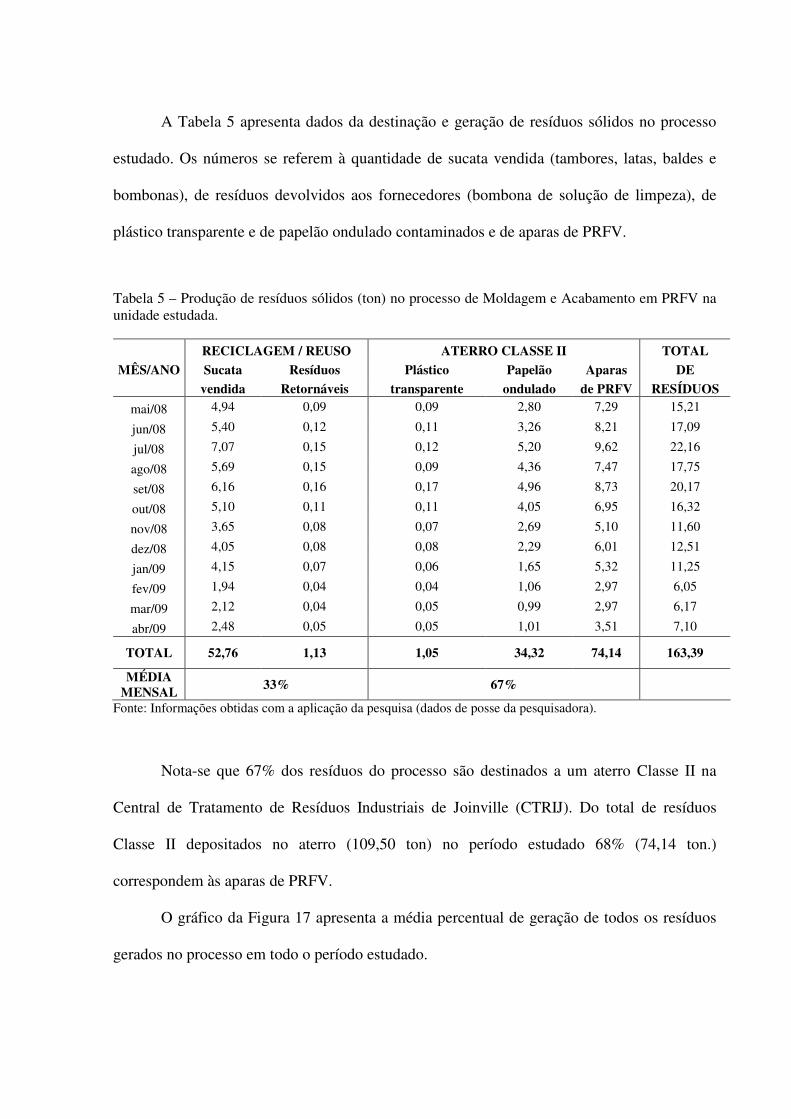
A Tabela 5 apresenta dados da destinação e geração de resíduos sólidos no processo
estudado. Os números se referem à quantidade de sucata vendida (tambores, latas, baldes e
bombonas), de resíduos devolvidos aos fornecedores (bombona de solução de limpeza), de
plástico transparente e de papelão ondulado contaminados e de aparas de PRFV.
Tabela 5 – Produção de resíduos sólidos (ton) no processo de Moldagem e Acabamento em PRFV na unidade estudada.
RECICLAGEM / REUSO ATERRO CLASSE II TOTAL
MÊS/ANO Sucata Resíduos Plástico Papelão Aparas DE
vendida Retornáveis transparente ondulado de PRFV RESÍDUOS
mai/08 4,94 0,09 0,09 2,80 7,29 15,21
jun/08 5,40 0,12 0,11 3,26 8,21 17,09
jul/08 7,07 0,15 0,12 5,20 9,62 22,16
ago/08 5,69 0,15 0,09 4,36 7,47 17,75
set/08 6,16 0,16 0,17 4,96 8,73 20,17
out/08 5,10 0,11 0,11 4,05 6,95 16,32
nov/08 3,65 0,08 0,07 2,69 5,10 11,60
dez/08 4,05 0,08 0,08 2,29 6,01 12,51
jan/09 4,15 0,07 0,06 1,65 5,32 11,25
fev/09 1,94 0,04 0,04 1,06 2,97 6,05
mar/09 2,12 0,04 0,05 0,99 2,97 6,17
abr/09 2,48 0,05 0,05 1,01 3,51 7,10
TOTAL 52,76 1,13 1,05 34,32 74,14 163,39
MÉDIA MENSAL
33% 67%
Fonte: Informações obtidas com a aplicação da pesquisa (dados de posse da pesquisadora).
Nota-se que 67% dos resíduos do processo são destinados a um aterro Classe II na
Central de Tratamento de Resíduos Industriais de Joinville (CTRIJ). Do total de resíduos
Classe II depositados no aterro (109,50 ton) no período estudado 68% (74,14 ton.)
correspondem às aparas de PRFV.
O gráfico da Figura 17 apresenta a média percentual de geração de todos os resíduos
gerados no processo em todo o período estudado.
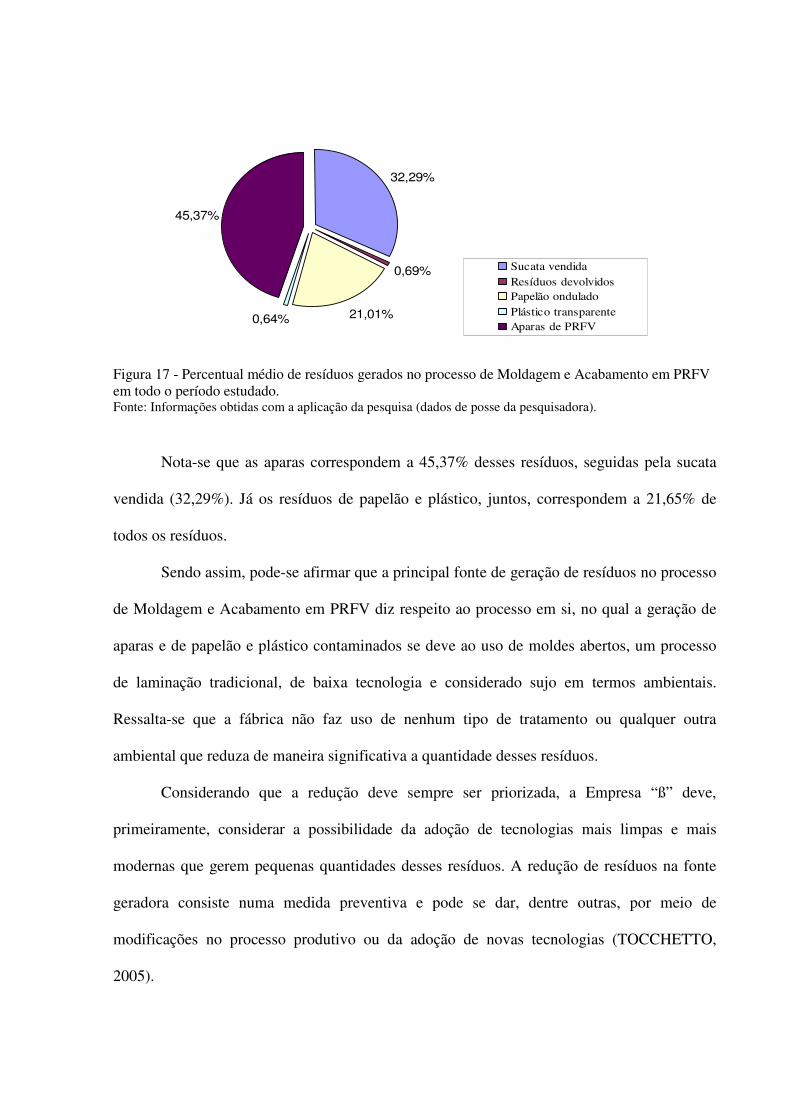
32,29%
0,69%
21,01%0,64%
45,37%
Sucata vendidaResíduos devolvidosPapelão onduladoPlástico transparenteAparas de PRFV
Figura 17 - Percentual médio de resíduos gerados no processo de Moldagem e Acabamento em PRFV em todo o período estudado. Fonte: Informações obtidas com a aplicação da pesquisa (dados de posse da pesquisadora).
Nota-se que as aparas correspondem a 45,37% desses resíduos, seguidas pela sucata
vendida (32,29%). Já os resíduos de papelão e plástico, juntos, correspondem a 21,65% de
todos os resíduos.
Sendo assim, pode-se afirmar que a principal fonte de geração de resíduos no processo
de Moldagem e Acabamento em PRFV diz respeito ao processo em si, no qual a geração de
aparas e de papelão e plástico contaminados se deve ao uso de moldes abertos, um processo
de laminação tradicional, de baixa tecnologia e considerado sujo em termos ambientais.
Ressalta-se que a fábrica não faz uso de nenhum tipo de tratamento ou qualquer outra
ambiental que reduza de maneira significativa a quantidade desses resíduos.
Considerando que a redução deve sempre ser priorizada, a Empresa “ß” deve,
primeiramente, considerar a possibilidade da adoção de tecnologias mais limpas e mais
modernas que gerem pequenas quantidades desses resíduos. A redução de resíduos na fonte
geradora consiste numa medida preventiva e pode se dar, dentre outras, por meio de
modificações no processo produtivo ou da adoção de novas tecnologias (TOCCHETTO,
2005).
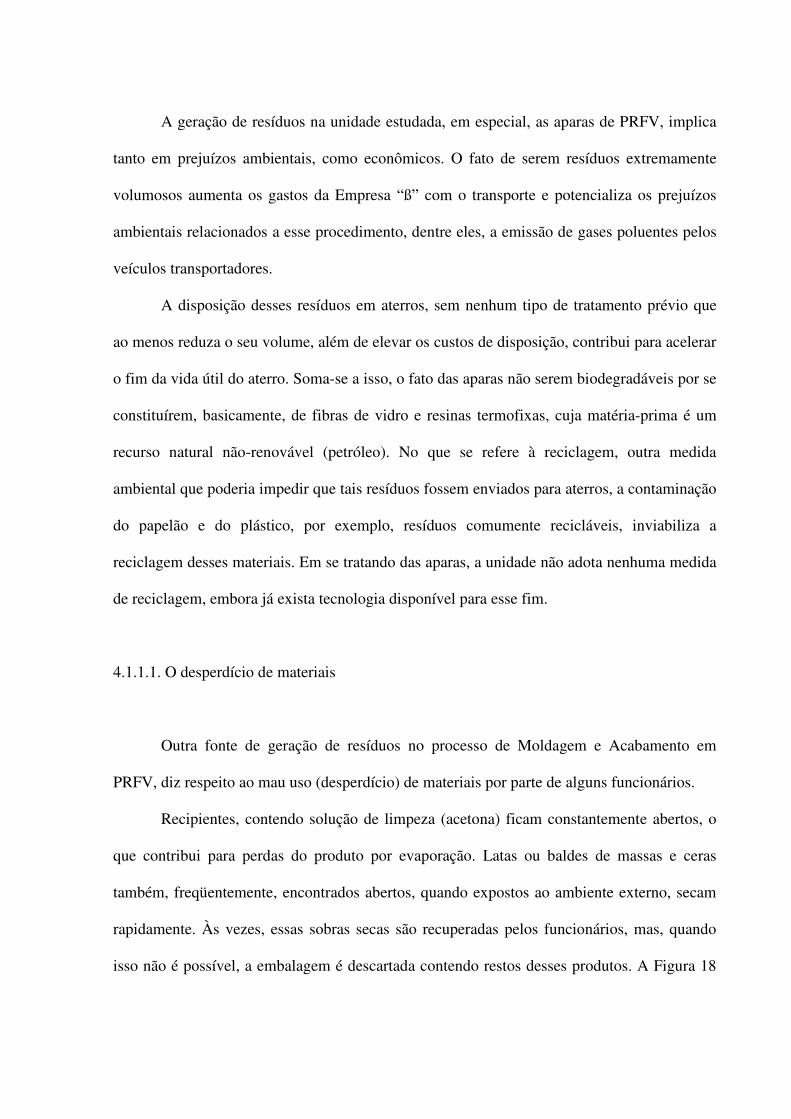
A geração de resíduos na unidade estudada, em especial, as aparas de PRFV, implica
tanto em prejuízos ambientais, como econômicos. O fato de serem resíduos extremamente
volumosos aumenta os gastos da Empresa “ß” com o transporte e potencializa os prejuízos
ambientais relacionados a esse procedimento, dentre eles, a emissão de gases poluentes pelos
veículos transportadores.
A disposição desses resíduos em aterros, sem nenhum tipo de tratamento prévio que
ao menos reduza o seu volume, além de elevar os custos de disposição, contribui para acelerar
o fim da vida útil do aterro. Soma-se a isso, o fato das aparas não serem biodegradáveis por se
constituírem, basicamente, de fibras de vidro e resinas termofixas, cuja matéria-prima é um
recurso natural não-renovável (petróleo). No que se refere à reciclagem, outra medida
ambiental que poderia impedir que tais resíduos fossem enviados para aterros, a contaminação
do papelão e do plástico, por exemplo, resíduos comumente recicláveis, inviabiliza a
reciclagem desses materiais. Em se tratando das aparas, a unidade não adota nenhuma medida
de reciclagem, embora já exista tecnologia disponível para esse fim.
4.1.1.1. O desperdício de materiais
Outra fonte de geração de resíduos no processo de Moldagem e Acabamento em
PRFV, diz respeito ao mau uso (desperdício) de materiais por parte de alguns funcionários.
Recipientes, contendo solução de limpeza (acetona) ficam constantemente abertos, o
que contribui para perdas do produto por evaporação. Latas ou baldes de massas e ceras
também, freqüentemente, encontrados abertos, quando expostos ao ambiente externo, secam
rapidamente. Às vezes, essas sobras secas são recuperadas pelos funcionários, mas, quando
isso não é possível, a embalagem é descartada contendo restos desses produtos. A Figura 18

mostra alguns recipientes que ficam abertos, praticamente, durante toda a jornada de trabalho,
mesmo quando não estão sendo usados.
Figura 18 - Recipientes encontrados abertos durante, praticamente, toda a jornada de trabalho: a;b)solução de limpeza (acetona); c) massa plástica; d) cera desmoldante. Fonte: Imagens obtidas durante a aplicação da pesquisa - fevereiro e março de 2009 (dados de posse da pesquisadora).
Outra forma de desperdício refere-se ao uso excessivo de materiais (Figura 19).
Figura 19 - Desperdício de materiais decorrente de seu uso excessivo: a) massa plástica preparada em excesso; b) sobras de tecido de fibra de vidro. Fonte: Imagem obtida com a aplicação da pesquisa – abril de 2009 (dados de posse da pesquisadora)
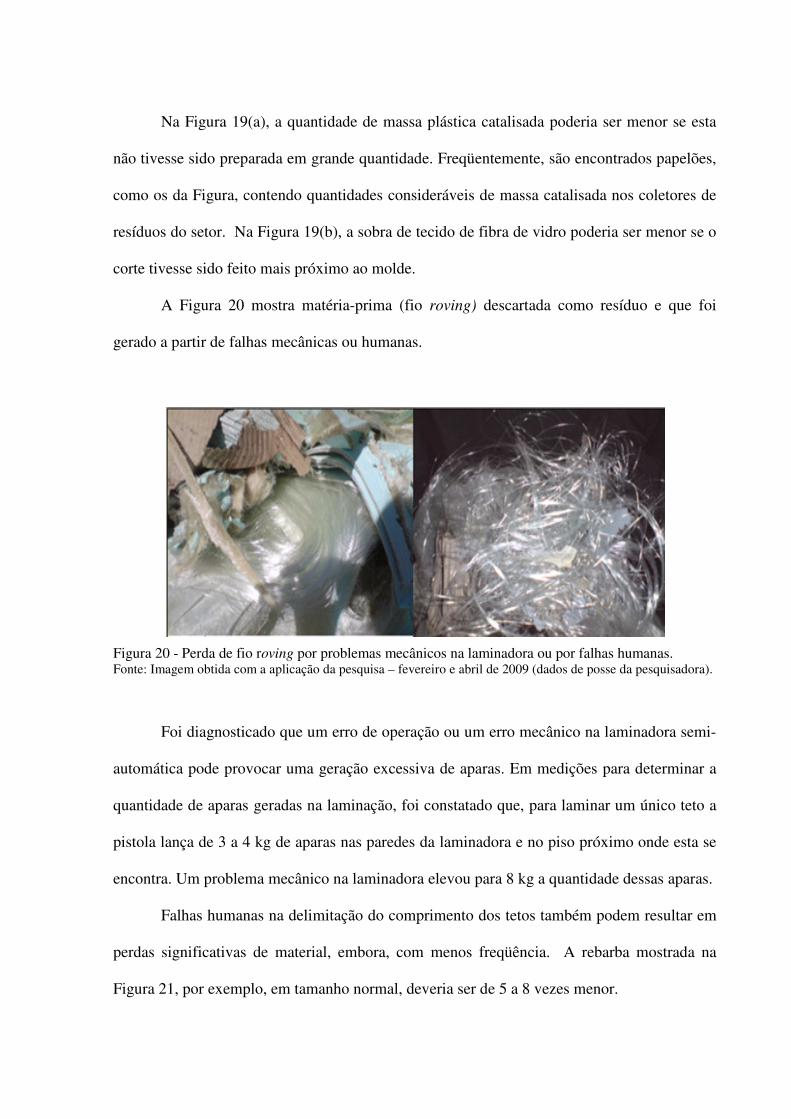
Na Figura 19(a), a quantidade de massa plástica catalisada poderia ser menor se esta
não tivesse sido preparada em grande quantidade. Freqüentemente, são encontrados papelões,
como os da Figura, contendo quantidades consideráveis de massa catalisada nos coletores de
resíduos do setor. Na Figura 19(b), a sobra de tecido de fibra de vidro poderia ser menor se o
corte tivesse sido feito mais próximo ao molde.
A Figura 20 mostra matéria-prima (fio roving) descartada como resíduo e que foi
gerado a partir de falhas mecânicas ou humanas.
Figura 20 - Perda de fio roving por problemas mecânicos na laminadora ou por falhas humanas. Fonte: Imagem obtida com a aplicação da pesquisa – fevereiro e abril de 2009 (dados de posse da pesquisadora).
Foi diagnosticado que um erro de operação ou um erro mecânico na laminadora semi-
automática pode provocar uma geração excessiva de aparas. Em medições para determinar a
quantidade de aparas geradas na laminação, foi constatado que, para laminar um único teto a
pistola lança de 3 a 4 kg de aparas nas paredes da laminadora e no piso próximo onde esta se
encontra. Um problema mecânico na laminadora elevou para 8 kg a quantidade dessas aparas.
Falhas humanas na delimitação do comprimento dos tetos também podem resultar em
perdas significativas de material, embora, com menos freqüência. A rebarba mostrada na
Figura 21, por exemplo, em tamanho normal, deveria ser de 5 a 8 vezes menor.
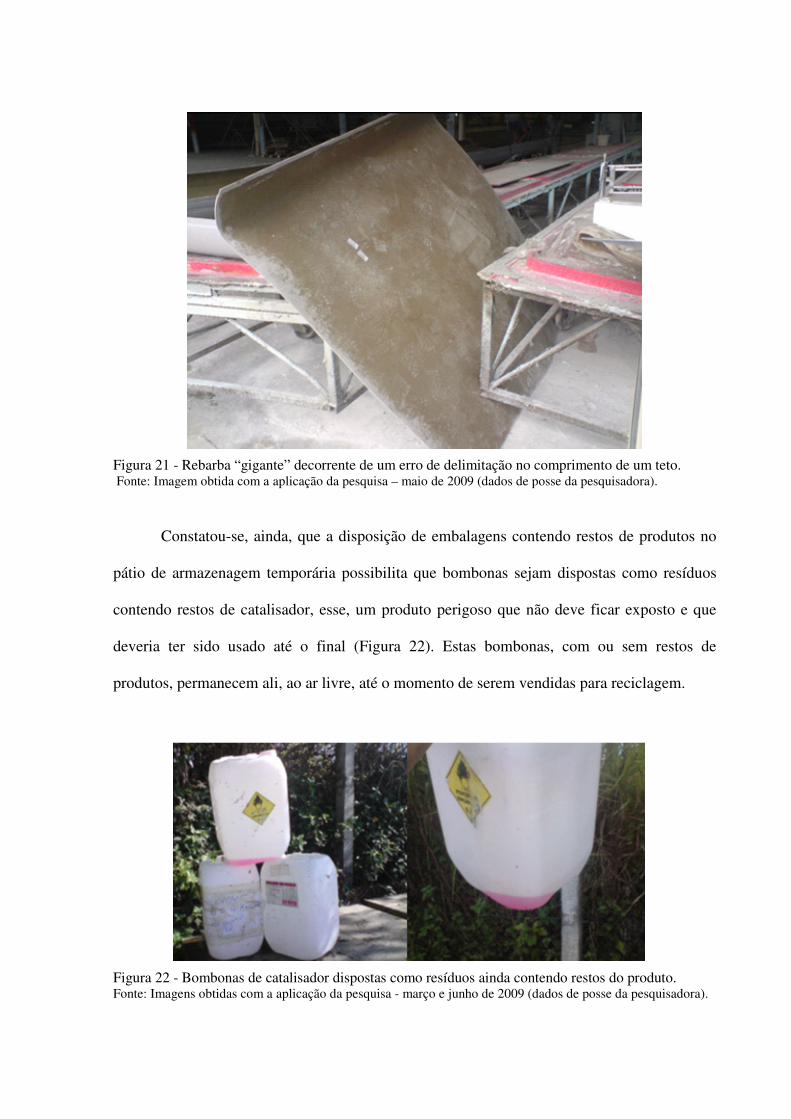
Figura 21 - Rebarba “gigante” decorrente de um erro de delimitação no comprimento de um teto. Fonte: Imagem obtida com a aplicação da pesquisa – maio de 2009 (dados de posse da pesquisadora).
Constatou-se, ainda, que a disposição de embalagens contendo restos de produtos no
pátio de armazenagem temporária possibilita que bombonas sejam dispostas como resíduos
contendo restos de catalisador, esse, um produto perigoso que não deve ficar exposto e que
deveria ter sido usado até o final (Figura 22). Estas bombonas, com ou sem restos de
produtos, permanecem ali, ao ar livre, até o momento de serem vendidas para reciclagem.
Figura 22 - Bombonas de catalisador dispostas como resíduos ainda contendo restos do produto. Fonte: Imagens obtidas com a aplicação da pesquisa - março e junho de 2009 (dados de posse da pesquisadora).
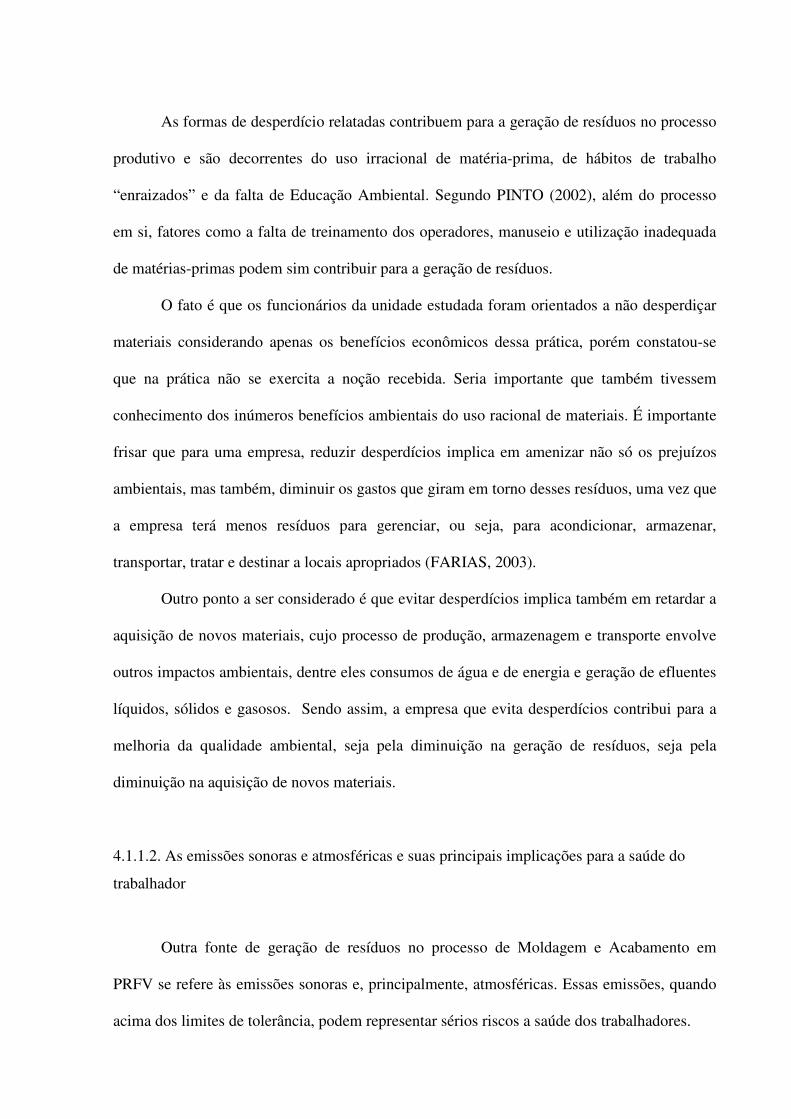
As formas de desperdício relatadas contribuem para a geração de resíduos no processo
produtivo e são decorrentes do uso irracional de matéria-prima, de hábitos de trabalho
“enraizados” e da falta de Educação Ambiental. Segundo PINTO (2002), além do processo
em si, fatores como a falta de treinamento dos operadores, manuseio e utilização inadequada
de matérias-primas podem sim contribuir para a geração de resíduos.
O fato é que os funcionários da unidade estudada foram orientados a não desperdiçar
materiais considerando apenas os benefícios econômicos dessa prática, porém constatou-se
que na prática não se exercita a noção recebida. Seria importante que também tivessem
conhecimento dos inúmeros benefícios ambientais do uso racional de materiais. É importante
frisar que para uma empresa, reduzir desperdícios implica em amenizar não só os prejuízos
ambientais, mas também, diminuir os gastos que giram em torno desses resíduos, uma vez que
a empresa terá menos resíduos para gerenciar, ou seja, para acondicionar, armazenar,
transportar, tratar e destinar a locais apropriados (FARIAS, 2003).
Outro ponto a ser considerado é que evitar desperdícios implica também em retardar a
aquisição de novos materiais, cujo processo de produção, armazenagem e transporte envolve
outros impactos ambientais, dentre eles consumos de água e de energia e geração de efluentes
líquidos, sólidos e gasosos. Sendo assim, a empresa que evita desperdícios contribui para a
melhoria da qualidade ambiental, seja pela diminuição na geração de resíduos, seja pela
diminuição na aquisição de novos materiais.
4.1.1.2. As emissões sonoras e atmosféricas e suas principais implicações para a saúde do
trabalhador
Outra fonte de geração de resíduos no processo de Moldagem e Acabamento em
PRFV se refere às emissões sonoras e, principalmente, atmosféricas. Essas emissões, quando
acima dos limites de tolerância, podem representar sérios riscos a saúde dos trabalhadores.
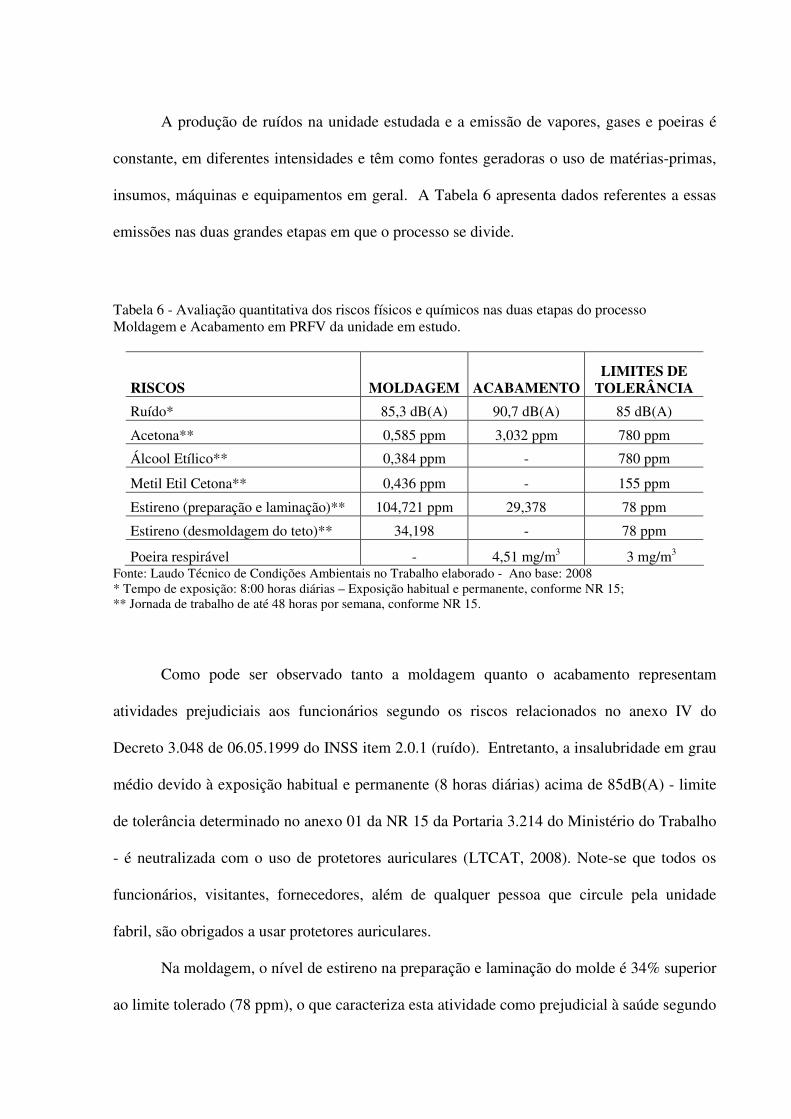
A produção de ruídos na unidade estudada e a emissão de vapores, gases e poeiras é
constante, em diferentes intensidades e têm como fontes geradoras o uso de matérias-primas,
insumos, máquinas e equipamentos em geral. A Tabela 6 apresenta dados referentes a essas
emissões nas duas grandes etapas em que o processo se divide.
Tabela 6 - Avaliação quantitativa dos riscos físicos e químicos nas duas etapas do processo Moldagem e Acabamento em PRFV da unidade em estudo.
RISCOS MOLDAGEM ACABAMENTO LIMITES DE
TOLERÂNCIA
Ruído* 85,3 dB(A) 90,7 dB(A) 85 dB(A)
Acetona** 0,585 ppm 3,032 ppm 780 ppm
Álcool Etílico** 0,384 ppm - 780 ppm
Metil Etil Cetona** 0,436 ppm - 155 ppm
Estireno (preparação e laminação)** 104,721 ppm 29,378 78 ppm
Estireno (desmoldagem do teto)** 34,198 - 78 ppm
Poeira respirável - 4,51 mg/m3 3 mg/m3
Fonte: Laudo Técnico de Condições Ambientais no Trabalho elaborado - Ano base: 2008 * Tempo de exposição: 8:00 horas diárias – Exposição habitual e permanente, conforme NR 15; ** Jornada de trabalho de até 48 horas por semana, conforme NR 15.
Como pode ser observado tanto a moldagem quanto o acabamento representam
atividades prejudiciais aos funcionários segundo os riscos relacionados no anexo IV do
Decreto 3.048 de 06.05.1999 do INSS item 2.0.1 (ruído). Entretanto, a insalubridade em grau
médio devido à exposição habitual e permanente (8 horas diárias) acima de 85dB(A) - limite
de tolerância determinado no anexo 01 da NR 15 da Portaria 3.214 do Ministério do Trabalho
- é neutralizada com o uso de protetores auriculares (LTCAT, 2008). Note-se que todos os
funcionários, visitantes, fornecedores, além de qualquer pessoa que circule pela unidade
fabril, são obrigados a usar protetores auriculares.
Na moldagem, o nível de estireno na preparação e laminação do molde é 34% superior
ao limite tolerado (78 ppm), o que caracteriza esta atividade como prejudicial à saúde segundo

os riscos relacionados no anexo IV do decreto 3.048 de 06.05.1999 do INSS item 1.0.191
(estireno). O local onde ocorre a preparação e a laminação é pouco ventilado e não possui
exaustores, o que contribui para aumentar o nível de estireno em suspensão, embora, o
recomendável seja que produtos ou derivados que liberem estireno devam ser manuseados em
locais ventilados e/ou com exaustor que conservem os níveis de partículas em suspensão no ar
abaixo dos limites de tolerância (MAKENI, 2004).
Outro fator que contribui para elevar os índices de estireno é o tipo de processo
produtivo adotado pela unidade. A moldagem aberta do tipo Spray-up é considerado um
processo sujo não só pela grande quantidade de aparas geradas mas também pelas altas
emissões de estireno. Esses fatores têm feito com que produtores de materiais compósitos
exijam mais de seus fornecedores, levando fabricantes de equipamentos de spray-up a
desenvolver tecnologias mais limpas e mais versáteis (JACOB, 2002).
Todos os funcionários que atuam na moldagem (preparação e laminação) na unidade
estudada fazem uso de respiradores. Conforme o LTCAT (2008), a insalubridade em grau
médio devido à exposição ao estireno acima do limite de tolerância determinado no anexo n°
11 da NR 15 da Portaria 3.214 do Ministério do Trabalho também é neutralizada com a
utilização de EPIs (respiradores).
Entretanto, além da inalação, as vias de entrada do estireno no organismo humano,
incluem olhos e pele, podendo causar irritações. Nos olhos pode causar uma sensação de
queima, lágrimas, vermelhidão ou inchaço e a exposição prolongada pode causar náusea,
perda de apetite, depressão do Sistema Nervoso Central e debilidade geral. Esses danos
também podem ser evitados com o uso de EPIs - respiradores, luvas de borracha ou vinil,
óculos de proteção para produtos químicos, roupa de proteção para minimizar o contato com a
pele, mangas compridas, avental, botas e capacete de boa resistência (MAKENI, 2004). Com
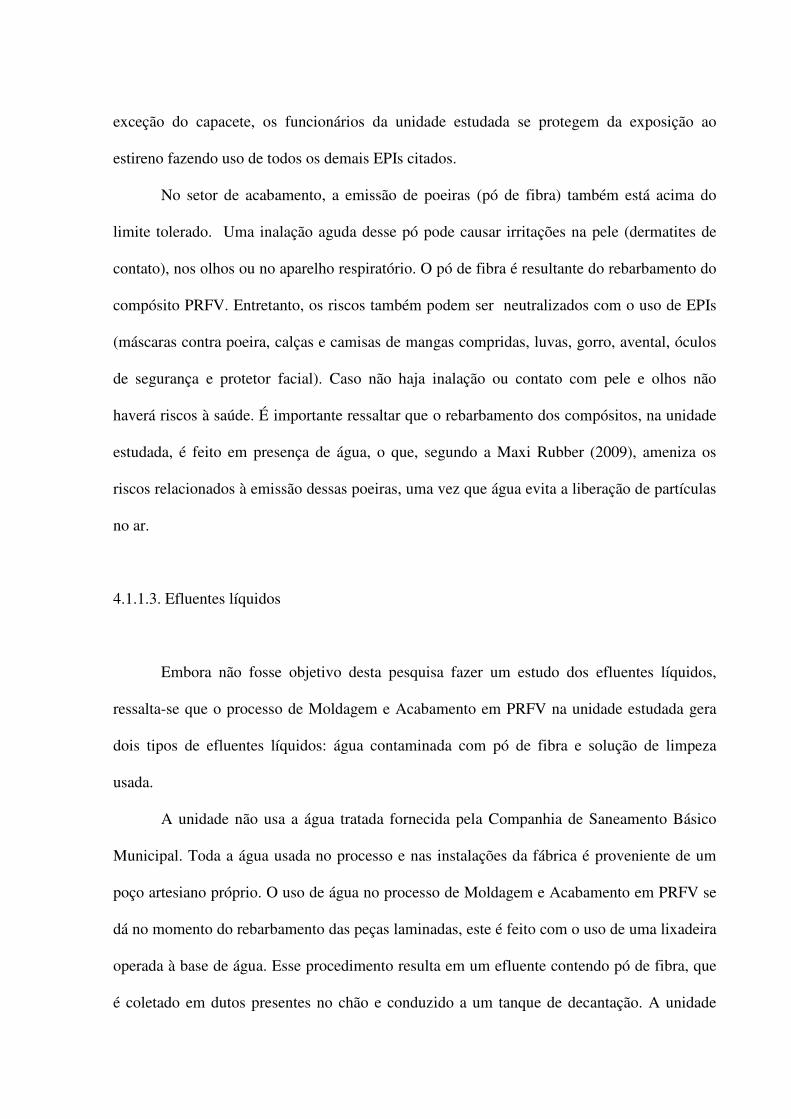
exceção do capacete, os funcionários da unidade estudada se protegem da exposição ao
estireno fazendo uso de todos os demais EPIs citados.
No setor de acabamento, a emissão de poeiras (pó de fibra) também está acima do
limite tolerado. Uma inalação aguda desse pó pode causar irritações na pele (dermatites de
contato), nos olhos ou no aparelho respiratório. O pó de fibra é resultante do rebarbamento do
compósito PRFV. Entretanto, os riscos também podem ser neutralizados com o uso de EPIs
(máscaras contra poeira, calças e camisas de mangas compridas, luvas, gorro, avental, óculos
de segurança e protetor facial). Caso não haja inalação ou contato com pele e olhos não
haverá riscos à saúde. É importante ressaltar que o rebarbamento dos compósitos, na unidade
estudada, é feito em presença de água, o que, segundo a Maxi Rubber (2009), ameniza os
riscos relacionados à emissão dessas poeiras, uma vez que água evita a liberação de partículas
no ar.
4.1.1.3. Efluentes líquidos
Embora não fosse objetivo desta pesquisa fazer um estudo dos efluentes líquidos,
ressalta-se que o processo de Moldagem e Acabamento em PRFV na unidade estudada gera
dois tipos de efluentes líquidos: água contaminada com pó de fibra e solução de limpeza
usada.
A unidade não usa a água tratada fornecida pela Companhia de Saneamento Básico
Municipal. Toda a água usada no processo e nas instalações da fábrica é proveniente de um
poço artesiano próprio. O uso de água no processo de Moldagem e Acabamento em PRFV se
dá no momento do rebarbamento das peças laminadas, este é feito com o uso de uma lixadeira
operada à base de água. Esse procedimento resulta em um efluente contendo pó de fibra, que
é coletado em dutos presentes no chão e conduzido a um tanque de decantação. A unidade
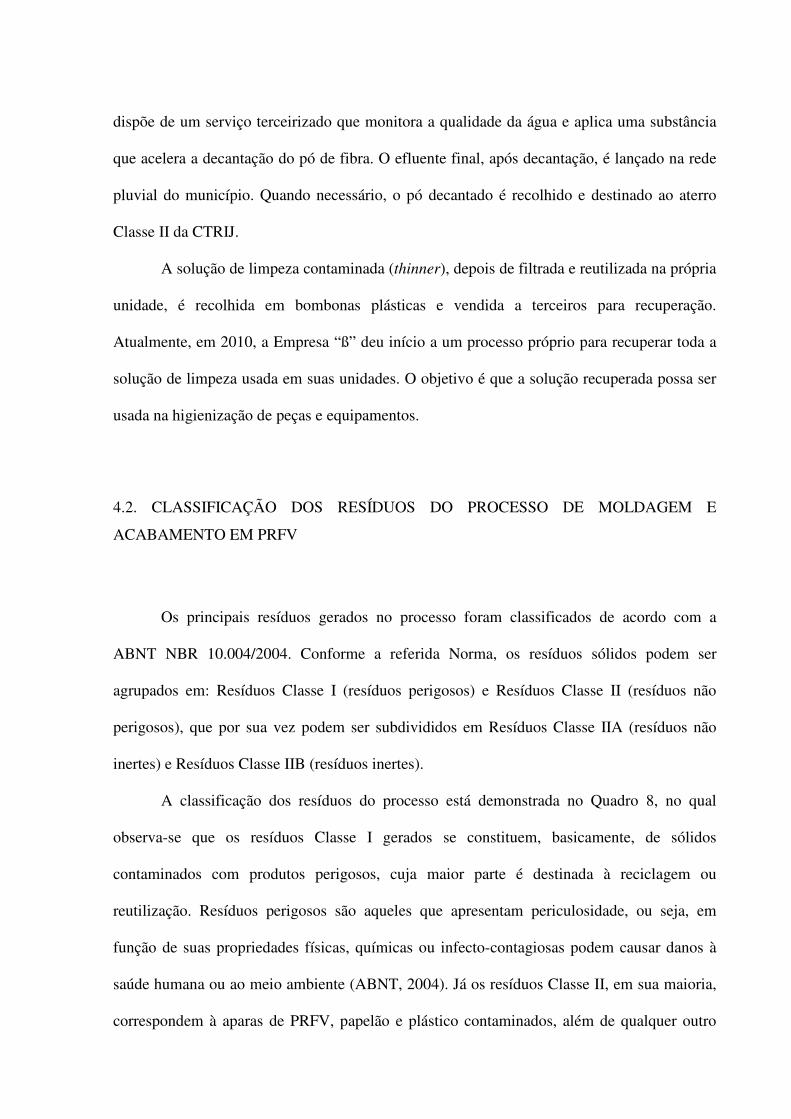
dispõe de um serviço terceirizado que monitora a qualidade da água e aplica uma substância
que acelera a decantação do pó de fibra. O efluente final, após decantação, é lançado na rede
pluvial do município. Quando necessário, o pó decantado é recolhido e destinado ao aterro
Classe II da CTRIJ.
A solução de limpeza contaminada (thinner), depois de filtrada e reutilizada na própria
unidade, é recolhida em bombonas plásticas e vendida a terceiros para recuperação.
Atualmente, em 2010, a Empresa “ß” deu início a um processo próprio para recuperar toda a
solução de limpeza usada em suas unidades. O objetivo é que a solução recuperada possa ser
usada na higienização de peças e equipamentos.
4.2. CLASSIFICAÇÃO DOS RESÍDUOS DO PROCESSO DE MOLDAGEM E
ACABAMENTO EM PRFV
Os principais resíduos gerados no processo foram classificados de acordo com a
ABNT NBR 10.004/2004. Conforme a referida Norma, os resíduos sólidos podem ser
agrupados em: Resíduos Classe I (resíduos perigosos) e Resíduos Classe II (resíduos não
perigosos), que por sua vez podem ser subdivididos em Resíduos Classe IIA (resíduos não
inertes) e Resíduos Classe IIB (resíduos inertes).
A classificação dos resíduos do processo está demonstrada no Quadro 8, no qual
observa-se que os resíduos Classe I gerados se constituem, basicamente, de sólidos
contaminados com produtos perigosos, cuja maior parte é destinada à reciclagem ou
reutilização. Resíduos perigosos são aqueles que apresentam periculosidade, ou seja, em
função de suas propriedades físicas, químicas ou infecto-contagiosas podem causar danos à
saúde humana ou ao meio ambiente (ABNT, 2004). Já os resíduos Classe II, em sua maioria,
correspondem à aparas de PRFV, papelão e plástico contaminados, além de qualquer outro
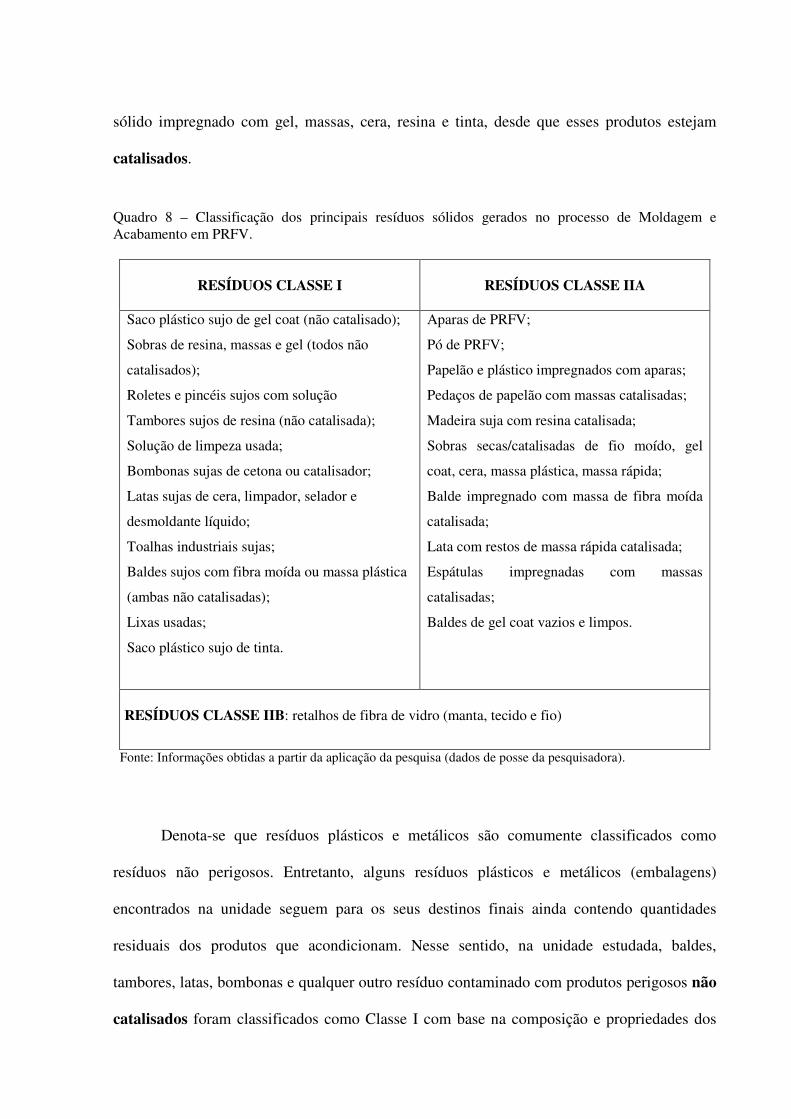
sólido impregnado com gel, massas, cera, resina e tinta, desde que esses produtos estejam
catalisados.
Quadro 8 – Classificação dos principais resíduos sólidos gerados no processo de Moldagem e Acabamento em PRFV.
RESÍDUOS CLASSE I
RESÍDUOS CLASSE IIA
Saco plástico sujo de gel coat (não catalisado);
Sobras de resina, massas e gel (todos não
catalisados);
Roletes e pincéis sujos com solução
Tambores sujos de resina (não catalisada);
Solução de limpeza usada;
Bombonas sujas de cetona ou catalisador;
Latas sujas de cera, limpador, selador e
desmoldante líquido;
Toalhas industriais sujas;
Baldes sujos com fibra moída ou massa plástica
(ambas não catalisadas);
Lixas usadas;
Saco plástico sujo de tinta.
Aparas de PRFV;
Pó de PRFV;
Papelão e plástico impregnados com aparas;
Pedaços de papelão com massas catalisadas;
Madeira suja com resina catalisada;
Sobras secas/catalisadas de fio moído, gel
coat, cera, massa plástica, massa rápida;
Balde impregnado com massa de fibra moída
catalisada;
Lata com restos de massa rápida catalisada;
Espátulas impregnadas com massas
catalisadas;
Baldes de gel coat vazios e limpos.
RESÍDUOS CLASSE IIB: retalhos de fibra de vidro (manta, tecido e fio)
Fonte: Informações obtidas a partir da aplicação da pesquisa (dados de posse da pesquisadora).
Denota-se que resíduos plásticos e metálicos são comumente classificados como
resíduos não perigosos. Entretanto, alguns resíduos plásticos e metálicos (embalagens)
encontrados na unidade seguem para os seus destinos finais ainda contendo quantidades
residuais dos produtos que acondicionam. Nesse sentido, na unidade estudada, baldes,
tambores, latas, bombonas e qualquer outro resíduo contaminado com produtos perigosos não
catalisados foram classificados como Classe I com base na composição e propriedades dos

produtos perigosos que os contaminavam. A composição e propriedades desses produtos se
encontravam descritas em suas Fichas de Informações de Segurança de Produtos Químicos
(FISPQ). Segundo a ABNT NBR 10.004 (2004), se uma amostra representativa de um
resíduo obtida segundo a ABNT NBR 10.007 for, dentre outras propriedades relatadas na
Norma, constituída por restos de embalagens contaminadas com substâncias constantes nos
anexos D (substâncias agudamente tóxicas) ou E (substâncias tóxicas) esse resíduo é
caracterizado como tóxico e, portanto, perigoso. Dentre as características que conferem
periculosidade ao resíduo, a inflamabilidade, a corrosividade e a toxicidade são as mais
comuns nas FISPQ dos produtos usados no processo.
Diante das observações relatadas, é possível afirmar que o fato de um resíduo estar ou
não catalisado no momento de sua disposição, é um fator a ser considerado pela unidade e
pela Central que recebe tais resíduos antes que estes sejam encaminhados ao aterro. Além
disso, esse fator pode dificultar o processo de classificação e, conseqüentemente,
comprometer a segregação e destinação correta dos resíduos gerados no processo, uma vez
que os funcionários não receberam esse tipo de orientação.
Para se fazer a classificação dos resíduos gerados na unidade estudada, o
conhecimento do processo produtivo ou a da atividade que deu origem a esses resíduos, bem
como o conhecimento das características e constituintes desses resíduos ou dos produtos que
os contaminavam, foi de extrema importância. Sendo assim, no que se refere à classificação
de resíduos sólidos industriais, um conhecimento prévio e detalhado do processo industrial é
imprescindível para a classificação do resíduo, para a identificação das substâncias presentes
no mesmo e para a verificação da sua periculosidade (UNIVERSO AMBIENTAL, 2007). Se
os resíduos tiverem origem conhecida o gerador pode classificar seu resíduo com base no
conhecimento de sua composição e propriedades (TOCCHETTO, 2005).
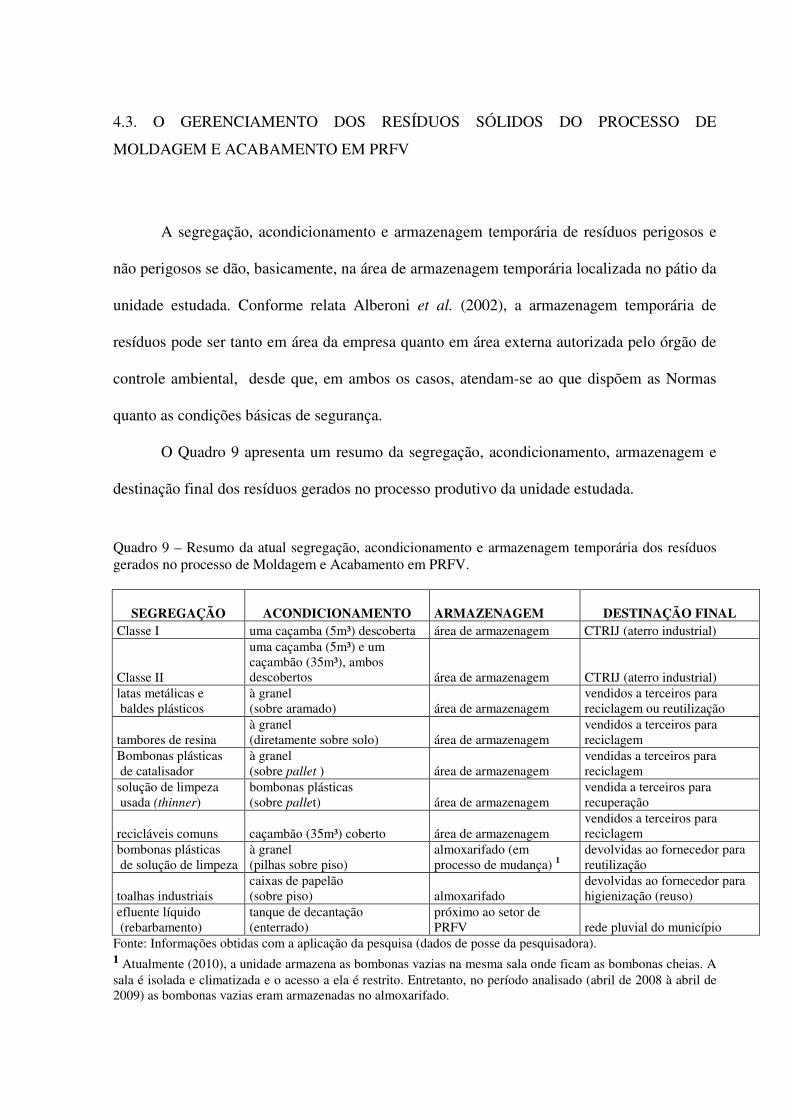
4.3. O GERENCIAMENTO DOS RESÍDUOS SÓLIDOS DO PROCESSO DE
MOLDAGEM E ACABAMENTO EM PRFV
A segregação, acondicionamento e armazenagem temporária de resíduos perigosos e
não perigosos se dão, basicamente, na área de armazenagem temporária localizada no pátio da
unidade estudada. Conforme relata Alberoni et al. (2002), a armazenagem temporária de
resíduos pode ser tanto em área da empresa quanto em área externa autorizada pelo órgão de
controle ambiental, desde que, em ambos os casos, atendam-se ao que dispõem as Normas
quanto as condições básicas de segurança.
O Quadro 9 apresenta um resumo da segregação, acondicionamento, armazenagem e
destinação final dos resíduos gerados no processo produtivo da unidade estudada.
Quadro 9 – Resumo da atual segregação, acondicionamento e armazenagem temporária dos resíduos gerados no processo de Moldagem e Acabamento em PRFV.
SEGREGAÇÃO
ACONDICIONAMENTO ARMAZENAGEM DESTINAÇÃO FINAL
Classe I uma caçamba (5m³) descoberta área de armazenagem D CTRIJ (aterro industrial)
Classe II
uma caçamba (5m³) e um caçambão (35m³), ambos descobertos área de armazenagem CTRIJ (aterro industrial)
latas metálicas e baldes plásticos
à granel (sobre aramado) área de armazenagem
vendidos a terceiros para reciclagem ou reutilização
tambores de resina à granel (diretamente sobre solo) área de armazenagem
vendidos a terceiros para reciclagem
Bombonas plásticas de catalisador
à granel (sobre pallet ) área de armazenagem
vendidas a terceiros para reciclagem
solução de limpeza usada (thinner)
bombonas plásticas (sobre pallet) área de armazenagem
vendida a terceiros para recuperação
recicláveis comuns caçambão (35m³) coberto área de armazenagem vendidos a terceiros para reciclagem
bombonas plásticas de solução de limpeza
à granel (pilhas sobre piso)
almoxarifado (em processo de mudança) 1
devolvidas ao fornecedor para reutilização
toalhas industriais caixas de papelão (sobre piso) almoxarifado
devolvidas ao fornecedor para higienização (reuso)
efluente líquido (rebarbamento)
tanque de decantação (enterrado)
próximo ao setor de PRFV rede pluvial do município
Fonte: Informações obtidas com a aplicação da pesquisa (dados de posse da pesquisadora).
¹ Atualmente (2010), a unidade armazena as bombonas vazias na mesma sala onde ficam as bombonas cheias. A sala é isolada e climatizada e o acesso a ela é restrito. Entretanto, no período analisado (abril de 2008 à abril de 2009) as bombonas vazias eram armazenadas no almoxarifado.
4.3.1. Segregação
Embora a unidade estudada pratique a coleta seletiva, ou seja, a separação de seus
resíduos com o intuito de encaminhá-los para processos como reciclagem, recuperação, reuso,
tratamentos, disposição em aterros, problemas como a mistura de resíduos incompatíveis e
outros foram diagnosticados durante a execução da pesquisa.
Quanto aos critérios de seleção adotados pela unidade, constatou-se que os resíduos
são separados, basicamente, em função do seu valor comercial, ou seja, se o material pode ser
vendido ou devolvido, ele é separado e armazenado até atingir um volume considerável para a
venda ou devolução. Esse fenômeno também foi constato por Guaresi (2004) na empresa
onde fez um diagnóstico ambiental semelhante ao realizado neste estudo.
No setor de PRFV, a unidade estudada não faz uso da coleta seletiva. Ao que tudo
indica, os funcionários não foram devidamente orientados e estimulados a praticá-la. Os
resíduos gerados no processo são, em sua maioria, extremamente volumosos, o que dificulta a
presença de coletores adequados no setor. Sendo assim, no momento em que são gerados
esses resíduos são colocados sobre pallets ou aramados e conduzidos à área de armazenagem
temporária. É lá que ocorre a sua seleção.
Em relação aos resíduos menos volumosos, dentre eles os recicláveis comuns, embora
recipientes diferenciados para a sua coleta possam ser encontrados em vários pontos da
unidade (Figura 23), eles não existem no setor onde o diagnóstico foi realizado. Segundo a
administração da Empresa, foram removidos por terem sido julgados desnecessários devido às
pequenas quantidades geradas desse tipo de resíduo nesse setor. Esses coletores precisam ser
reinstalados, uma vez que a prática da coleta seletiva contribui para a formação de
funcionários e cidadãos mais conscientes.

Figura 23 – Recipientes encontrados em alguns dos pontos da unidade e destinados à coleta seletiva de resíduos menos volumosos. Fonte: Imagem obtida com a aplicação da pesquisa – fevereiro de 2009 (dados de posse da pesquisadora).
Na Figura 24 vê-se duas caçambas coletoras de resíduos dispostas lado a lado, uma
destinada à coleta de resíduos Classe I e outra destinada à coleta de resíduos Classe II. Nota-
se que a falta de identificação (cores e placas) nos recipientes faz com que resíduos Classes I e
II sejam acondicionados juntos, impossibilitando a distinção entre os coletores.
Figura 24 – Caçambas coletoras de resíduos Classe I e Classe II na unidade estudada. Fonte: Imagem obtida com a aplicação da pesquisa – junho de 2009 (dados de posse da pesquisadora).

A Figura 25 apresenta detalhes de uma dessas caçambas, onde se observa a presença
de recicláveis livres de contaminação (baldes, caixas de papelão, plásticos) que deveriam ter
sido dispostos em locais ou coletores destinados a estes resíduos. Esse problema pode ser
amenizado com o uso das cores da coleta seletiva e de placas de identificação de resíduos
presas às caçambas. Além disso, é importante que os funcionários sejam, devidamente
estimulados e orientados à prática da segregação correta de resíduos.
Figura 25 - Resíduos recicláveis dispostos em caçambas destinadas ao aterro industrial. Fonte: Imagem obtida com a aplicação da pesquisa – junho de 2009 (dados de posse da pesquisadora).
A Figura 26 mostra o interior do contêiner de recicláveis comuns, onde é possível
observar a presença indevida de Equipamentos de Proteção Individual (uniformes usados).
Observa-se ainda que papel e plástico são armazenados juntos, num único contêiner. Seria
importante que a unidade promovesse a sua separação conforme determinado na Resolução
CONAMA 275/2001. Há pouco tempo, todos os uniformes descartados eram destinados à
CTRIJ. Em 2010 a Empresa começou a destiná-los, quando em bom estado, à recuperação e

higienização, possibilitando assim a reutilização de parte desses uniformes por seus
funcionários. Embora esta seja uma medida que demonstre que a Empresa “ß” tem buscado a
prática de condutas ambientais, a separação incorreta desses uniformes prejudica a sua
reutilização.
Figura 26 – Uniformes (EPI) dispostos na caçamba de recicláveis comuns (papel, papelão e plástico). Fonte: Imagem obtida com a aplicação da pesquisa – abril de 2009 (dados de posse da pesquisadora).
A mistura de resíduos incompatíveis diagnosticada na unidade estudada compromete o
sistema de destinação final e aumenta a quantidade de excedentes sólidos dispostos no aterro
industrial, principalmente, daqueles potencialmente recicláveis ou reutilizáveis, uma vez que é
freqüente a presença desse tipo de resíduo nos coletores que seguem para a CTRIJ.
A segregação correta de resíduos, já na instituição geradora, é fundamental para a
eficiência do gerenciamento de resíduos e tem como finalidade evitar a mistura de resíduos
incompatíveis, visando garantir a possibilidade de reutilização, reciclagem e a segurança no
manuseio, além de reduzir o volume de resíduos a serem tratados ou dispostos de forma
controlada (TOCCHETTO, 2005; MEDEIROS, 2002). Quando um resíduo reciclável ou
reutilizável não é destinado a esses fins, todos os benefícios ambientais em torno dessas
medidas são anulados e novos materiais, cujo processo de produção é mais impactante que o
processo de reciclagem, são requisitados e produzidos.
Quanto aos prejuízos econômicos, a disposição de recicláveis nos coletores que
seguem para os aterros contribui para aumentar a quantidade de resíduos Classes I e II a
serem dispostos, o que implica em maiores gastos com transporte e disposição final. Resíduos
que poderiam ser vendidos, o que representaria uma fonte de receita adicional para a unidade
estudada, acabam não tendo esse destino. “Reciclar os excedentes industriais é um ótimo
negócio e um mercado em expansão” (FIESP, 2003, p.23). O setor de reciclagem de resíduos
é o segundo maior segmento do mercado ambiental brasileiro, representando cerca de 35% do
mercado ambiental em seu conjunto. Durante o período de coleta de dados, constatou-se que
os gastos da unidade com a disposição de Resíduos Classes I e II na CTRIJ ficavam entre R$
200,00 e R$ 400,00 a tonelada, e a presença indevida de recicláveis nesses coletores, eleva os
custos mensais com essa disposição.
Outro problema relacionado à separação incorreta de resíduos se refere ao
acondicionamento de resíduos Classe I e Classe II. Segundo a ABNT (1990), uma caçamba de
resíduos Classe II que contenha resíduos Classe I misturados a ela, no momento de sua
disposição final poderá ser caracterizada como resíduo perigoso. Ou seja, quando não é
possível a identificação da presença de resíduos Classe I numa caçamba Classe II, resíduos
perigosos podem acabar sendo dispostos, erroneamente, em células Classe II sem nenhum
tratamento prévio que reduza o seu potencial contaminante. Quanto aos prejuízos econômicos,
a presença de resíduos não perigosos numa caçamba Classe I faz com que empresa pague para
dispor resíduos Classe II em células Classe I, cujo custo de disposição é duas vezes maior.
Além disso, a mistura de resíduos incompatíveis pode representar riscos, tais como: geração
de calor; fogo ou explosão; geração de gases tóxicos ou inflamáveis; solubilização de
substâncias tóxicas, dentre outros (MEDEIROS, 2002).
Os problemas de segregação diagnosticados na unidade fabril estudada se devem,
dentre outros, às falhas na orientação, estímulo e cobrança dos funcionários. Os funcionários
da unidade não são devidamente orientados, estimulados e cobrados. Informações de caráter
ambiental podem e devem ser repassadas a eles por meio de um Programa de Educação
Ambiental que envolva experimentações, ações pedagógicas, palestras, oficinas e outros, uma
vez que constatou-se que a unidade não desenvolve atividades de Educação Ambiental junto
aos funcionários. O conhecimento dos prejuízos e dos benefícios ambientais em torno da
coleta seletiva poderia sensibilizá-los à prática da separação correta de resíduos. Ressalta-se
que Programas de Educação Ambiental são parte integrante dos Planos de Gerenciamento de
Resíduos, dos SGA e outros.
Todos os funcionários da empresa devem ser conscientizados dos efeitos ambientais de suas atividades, produtos e serviços (...) Cursos sobre desenvolvimento sustentável e sobre mecanismos nos quais se baseiam devem ser oferecidos, encorajados, reconhecidos e registrados para todos os integrantes da empresa. A empresa deve aumentar a conscientização de seus funcionários por intermédio de informativos periódicos, concursos, gincanas, passeios ecológicos etc (VILHENA; POLITI, 2005, p. 13).
Outro fator que contribui de maneira significativa para a segregação correta de
resíduos, bem como para um PGR eficiente, diz respeito à adequação, identificação e
organização dos recipientes da coleta seletiva e/ou da área de acondicionamento e
armazenagem temporária. Constatou-se, nesta pesquisa, que é na área de armazenagem
temporária que ocorre a separação dos resíduos do processo. E, nessa área, a unidade não
adota, em nenhum local ou recipiente, as cores padronizadas pela Resolução CONAMA
275/2001 que estabelece o código de cores para os diferentes tipos de resíduos a ser adotado
na identificação de coletores, transportadores e nas campanhas informativas na iniciativa

privada, cooperativas, escolas, igrejas, organizações não-governamentais e em qualquer outra
instituição que adote a coleta seletiva (CONAMA, 2001).
Ainda no que se refere ao sistema de identificação de resíduos, constatou-se o
posicionamento incorreto das placas de identificação e de alguns coletores (Figura 27).
Figura 27 – Posicionamento dos coletores e placas destinados aos resíduos Classe I e Classe II: a) coletor Classe II lado a lado com o coletor Classe I e distante de sua área de segregação; b) coletor e área de segregação de resíduos Classe II. Fonte: Imagem obtida com a aplicação da pesquisa – abril de 2009 (dados de posse da pesquisadora).
A caçamba de resíduos Classe II que consta na Figura 27(a) está lado a lado da
caçamba de resíduos Classe I e a uma distância de 10 metros do local de segregação e
acondicionamento de resíduos Classe II mostrados na Figura 27(b). Na Figura 27(a) observa-
se uma placa indicativa de resíduos Classe I referindo-se, teoricamente, às duas caçambas.
Não há nenhuma placa presa a qualquer um dos coletores, embora o recomendável seja que o
resíduo, no local de armazenamento, deva estar devidamente identificado, constando em local
visível sua classificação (ABNT, 1990).
Além disso, nota-se, claramente, a ausência do código de cores estabelecido pelo
CONAMA. Os coletores apresentam uma cor única. A identificação dos resíduos contribui
para o sucesso da segregação e deve estar presente nas embalagens, contêineres, nos locais de
armazenamento e nos veículos de coleta (MEDEIROS, 2002). Problemas como os relatados
se repetem na identificação e segregação de outros grupos de resíduos.

O que também poderia favorecer a segregação é a designação de um ou mais
funcionários da unidade para cuidar das questões ambientais: educando, monitorando;
estimulando; orientando; fiscalizando e cobrando a prática das medidas ambientais adotadas
pela unidade. Constatou-se, na unidade estudada, que não há nenhum tipo de cobrança e
fiscalização referente à segregação de resíduos.
A separação correta de resíduos é um dos pontos chave para um PGR eficiente.
Entretanto, para que ela funcione corretamente há que haver fiscalização e comprometimento
de todos os envolvidos. Mas, mais que tudo, a conscientização deve ser a “pedra de toque” de
todo o quadro funcional, desde a diretoria até o “chão de fábrica”.
4.3.2. Acondicionamento e armazenagem temporária
O sistema de acondicionamento adotado na unidade inclui: caçambas; bombonas;
tanque; caixas de papelão e à granel. As caçambas são fornecidas pelas empresas responsáveis
pelo transporte ou pela compra desses resíduos. São recipientes resistentes, duráveis, portáteis
e adequados ao transporte. Quanto à armazenagem à granel, os resíduos armazenados, em
geral embalagens contaminadas com produtos perigosos, ficam dispostos sobre pallets,
aramados ou diretamente sobre o solo.
Conforme a ABNT, o acondicionamento de resíduos como forma temporária de espera
para reciclagem, recuperação, tratamento e/ou disposição final, pode ser realizado em
contêineres, tambores, tanques e/ou a granel, desde que sejam tomadas todas as providências
para que sejam minimizados os riscos de danos ambientais e para que não ocorra alteração na
sua classificação (ABNT, 1992 e 1990).
Em relação à área de armazenagem temporária de resíduos as Figuras 28 e 29
apresentam duas imagens dessa área que se encontra dividida em duas regiões: uma destinada

aos resíduos que seguem para os aterros da Central de Tratamento de Resíduos Industriais de
Joinville (parte inferior) e outra destinada aos resíduos vendidos ou devolvidos a terceiros
(parte superior).
Figura 28 – Região inferior da área de armazenagem temporária destinada aos resíduos que seguem para aterro industrial. Fonte: Imagem obtida com a aplicação da pesquisa – junho de 2009 (dados de posse da pesquisadora).
Figura 29 – Região superior da área de armazenagem temporária destinada aos resíduos vendidos a terceiros ou devolvidos a fornecedores. Fonte: Imagem obtida com a aplicação da pesquisa – junho de 2009 (dados de posse da pesquisadora).
Nota-se que a ausência de impermeabilização do solo, de cobertura e de sistema de
drenagem ou contenção de águas pluviais, líquidos percolados ou derramamentos acidentais
tornam esta área inadequada para a armazenagem temporária de resíduos. A única cobertura
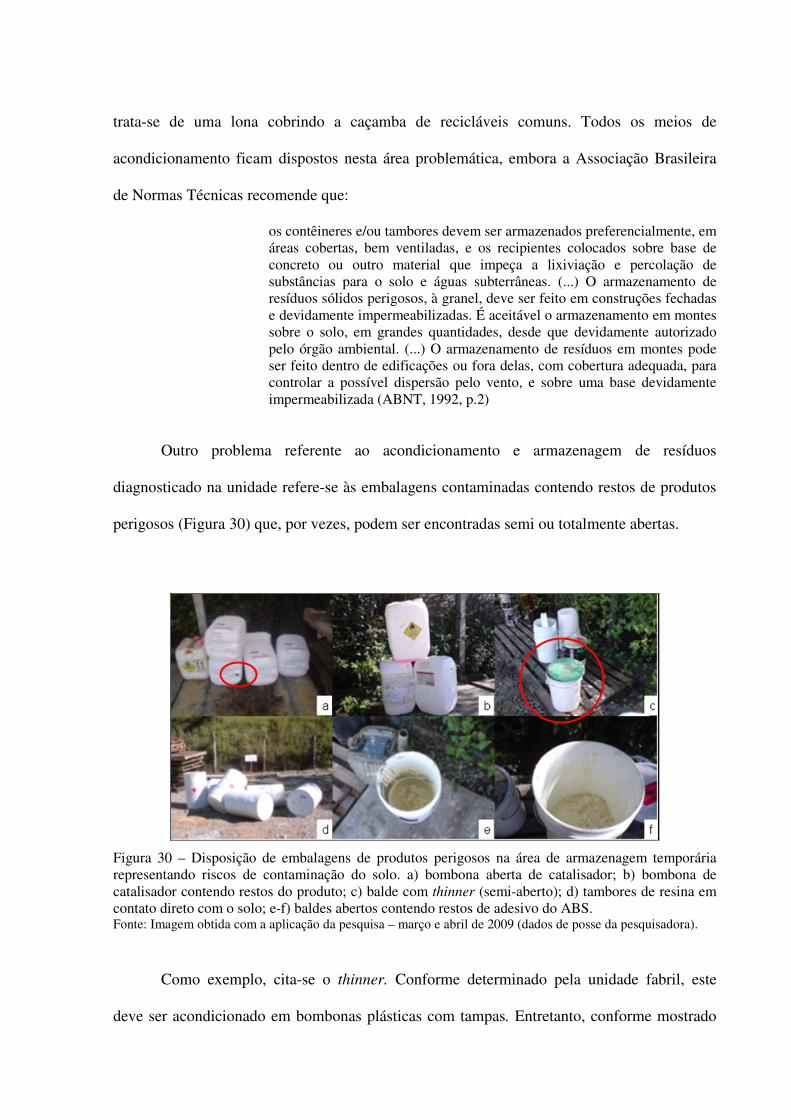
trata-se de uma lona cobrindo a caçamba de recicláveis comuns. Todos os meios de
acondicionamento ficam dispostos nesta área problemática, embora a Associação Brasileira
de Normas Técnicas recomende que:
os contêineres e/ou tambores devem ser armazenados preferencialmente, em áreas cobertas, bem ventiladas, e os recipientes colocados sobre base de concreto ou outro material que impeça a lixiviação e percolação de substâncias para o solo e águas subterrâneas. (...) O armazenamento de resíduos sólidos perigosos, à granel, deve ser feito em construções fechadas e devidamente impermeabilizadas. É aceitável o armazenamento em montes sobre o solo, em grandes quantidades, desde que devidamente autorizado pelo órgão ambiental. (...) O armazenamento de resíduos em montes pode ser feito dentro de edificações ou fora delas, com cobertura adequada, para controlar a possível dispersão pelo vento, e sobre uma base devidamente impermeabilizada (ABNT, 1992, p.2)
Outro problema referente ao acondicionamento e armazenagem de resíduos
diagnosticado na unidade refere-se às embalagens contaminadas contendo restos de produtos
perigosos (Figura 30) que, por vezes, podem ser encontradas semi ou totalmente abertas.
Figura 30 – Disposição de embalagens de produtos perigosos na área de armazenagem temporária representando riscos de contaminação do solo. a) bombona aberta de catalisador; b) bombona de catalisador contendo restos do produto; c) balde com thinner (semi-aberto); d) tambores de resina em contato direto com o solo; e-f) baldes abertos contendo restos de adesivo do ABS. Fonte: Imagem obtida com a aplicação da pesquisa – março e abril de 2009 (dados de posse da pesquisadora).
Como exemplo, cita-se o thinner. Conforme determinado pela unidade fabril, este
deve ser acondicionado em bombonas plásticas com tampas. Entretanto, conforme mostrado
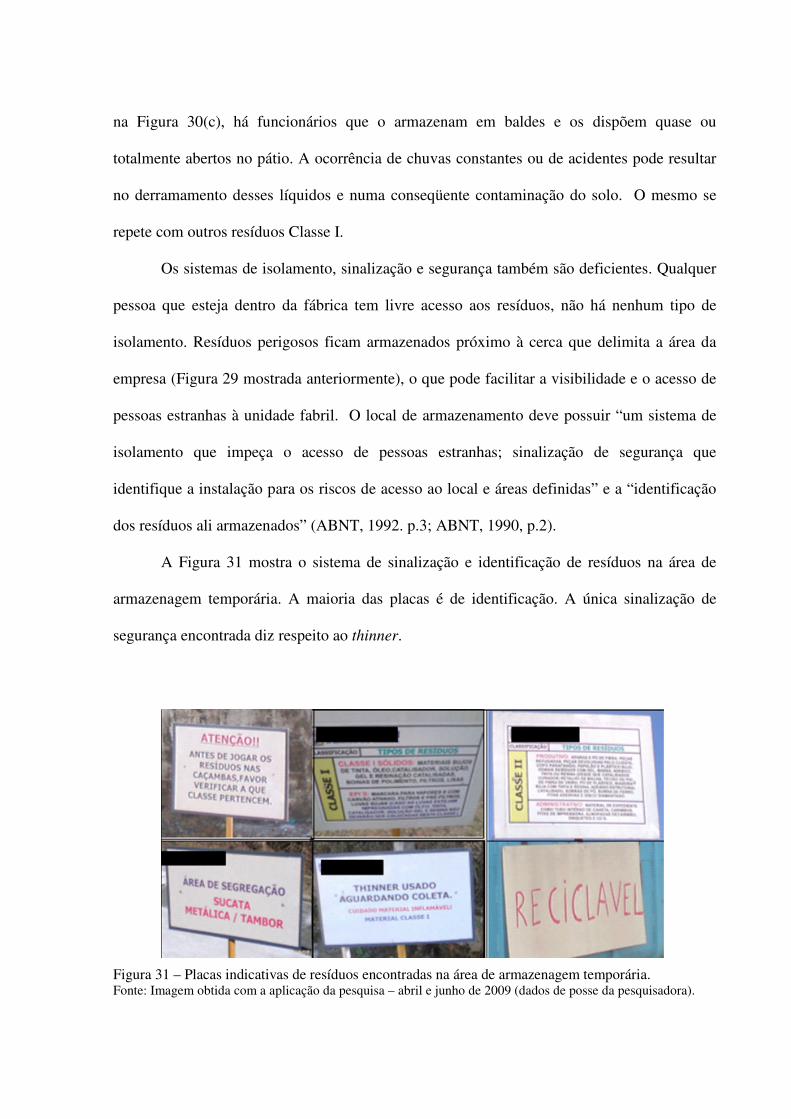
na Figura 30(c), há funcionários que o armazenam em baldes e os dispõem quase ou
totalmente abertos no pátio. A ocorrência de chuvas constantes ou de acidentes pode resultar
no derramamento desses líquidos e numa conseqüente contaminação do solo. O mesmo se
repete com outros resíduos Classe I.
Os sistemas de isolamento, sinalização e segurança também são deficientes. Qualquer
pessoa que esteja dentro da fábrica tem livre acesso aos resíduos, não há nenhum tipo de
isolamento. Resíduos perigosos ficam armazenados próximo à cerca que delimita a área da
empresa (Figura 29 mostrada anteriormente), o que pode facilitar a visibilidade e o acesso de
pessoas estranhas à unidade fabril. O local de armazenamento deve possuir “um sistema de
isolamento que impeça o acesso de pessoas estranhas; sinalização de segurança que
identifique a instalação para os riscos de acesso ao local e áreas definidas” e a “identificação
dos resíduos ali armazenados” (ABNT, 1992. p.3; ABNT, 1990, p.2).
A Figura 31 mostra o sistema de sinalização e identificação de resíduos na área de
armazenagem temporária. A maioria das placas é de identificação. A única sinalização de
segurança encontrada diz respeito ao thinner.
Figura 31 – Placas indicativas de resíduos encontradas na área de armazenagem temporária. Fonte: Imagem obtida com a aplicação da pesquisa – abril e junho de 2009 (dados de posse da pesquisadora).

As placas são pequenas, confusas e não estão presas ao solo, para definir áreas de
armazenagem, e nem aos recipientes coletores, o que facilita quedas e deslocamentos. A única
placa fixa é uma de papelão que se encontra presa ao contêiner de recicláveis comuns. Os
recipientes e áreas de segregação devem ser devidamente rotulados, constando em local
visível a sua classificação, de modo a possibilitar uma rápida identificação dos resíduos
armazenados (ABNT, 1990).
Observa-se, ainda, que as placas de identificação de resíduos Classe I e Classe II não
trazem, respectivamente, as necessárias descrições: resíduos perigosos e resíduos não
perigosos, o que poderia facilitar a sua interpretação e, conseqüentemente, a separação correta
desses resíduos, uma vez que os funcionários já estão familiarizados com os rótulos de
segurança presentes em alguns produtos. É importante que essas placas sejam de fácil leitura e
entendimento e que estejam, preferencialmente, presas aos recipientes para não gerar dúvidas
no momento da segregação.
Ainda referente à identificação, conforme relatado anteriormente, no setor de PRFV e
na área de acondicionamento e armazenagem temporária a unidade não adota o código de
cores da coleta seletiva estabelecido pelo CONAMA. É importante que Empresa “ß” passe
também a adotar o referido código nestes locais. A presença, no “chão de fábrica” e em
outros setores da unidade, de coletores nas cores da coleta seletiva e a ausência deste código
na área de armazenagem temporária não se justifica, podendo gerar confusão no momento da
separação dos resíduos pelos funcionários. Ao se implantar um programa de coleta seletiva,
este deve ser estendido a todo o estabelecimento. Além disso, a Empresa “ß” deve promover
atividades de Educação Ambiental que englobem a coleta em si e o seu sistema de
identificação, sempre orientando e tirando as dúvidas de seus funcionários.
Constatou-se, ainda, que também são deficientes os sistemas de controle de operação e
monitoramento dessa área. Não existe nenhum funcionário devidamente qualificado e
treinado e que seja responsável por sua operação e manutenção. Existe um único funcionário
que cuida da área de segregação e armazenagem, porém sem dedicação exclusiva e sem
nenhum tipo de treinamento. As NBR’s 12.235 e 11.174/90 determinam que a capacitação do
operador de uma área de segregação, acondicionamento e armazenagem é primordial e os
responsáveis devem fornecer treinamento adequado a esse operador (ABNT, 1990; ABNT,
1992).
Os problemas relatados referentes ao acondicionamento e à área de armazenagem
temporária de resíduos podem comprometer o sistema de destinação final de resíduos adotado
pela unidade, podendo implicar em prejuízos ambientais e econômicos e, ainda, em riscos
para a saúde do trabalhador. A falta de um PGR, de um Programa de Educação Ambiental
e/ou de um SGA tem relação com todos os problemas diagnosticados.
A unidade precisa buscar meios de incorporar com mais eficiência as questões
ambientais em suas rotinas de trabalho. As empresas precisam adotar atividades que abordem,
de forma mais efetiva, os problemas ambientais decorrentes da sua atuação ou, ainda, que
impeçam que eles ocorram no futuro (BARBIERI, 2007). A empresa ambientalmente correta
melhora a sua imagem no mercado, atinge novos consumidores, garante o atendimento às
regulamentações e não fica suscetível a eventuais processos de Responsabilidade Civil
(FARIAS, 2003).
4.3.3. Coleta e transporte
O transporte interno dos resíduos é feito com o uso de empilhadeiras ou pelos próprios
funcionários. Já a coleta e transporte externos são terceirizados, feitos por empresas
especializadas em transporte de resíduos industriais.

Durante o período de coleta de dados não foi diagnosticado nenhuma irregularidade no
que se refere ao transporte de resíduos. É sabido que o “transporte por meio terrestre de
resíduos perigosos deve obedecer ao Decreto nº 96044, à Resolução nº 420 da ANTT e às
ABNT NBR 7500, ABNT NBR 7501, ABNT NBR 7503 e ABNT NBR 9735” (ABNT, 2007,
p.2). Conforme constado e relatado pelos representantes das empresas transportadoras, ambas
atendem a todas as normas técnicas aplicáveis e às exigências legais, contam com mão-de-
obra especializada e com equipamentos específicos para armazenamento e transporte de
resíduos, além de uma frota de veículos adequada.
Entretanto, seria importante se a unidade fabril fiscalizasse tais serviços, uma vez que
a responsabilidade administrativa, civil e penal nos casos de acidentes ocorridos durante o
transporte de resíduos sólidos recairá tanto sobre a empresa terceirizada contratada para o
serviço quanto sobre o estabelecimento gerador do resíduo, no caso, a unidade estudada
(SANTA CATARINA, 2005).
4.3.4. Tratamento e sistema de destinação final
O sistema de tratamento e destinação final adotado pela unidade no processo de
Moldagem e Acabamento em PRFV inclui:
• Venda a terceiros para reciclagem (latas, tambores, baldes, bombonas);
• Devolução aos fornecedores para reutilização (bombonas de acetona, toalhas industriais);
• Disposição em aterros na CTRIJ (resíduos Classes I e II);
• Despejo de efluente líquido (água) tratado (decantação) na rede pluvial do
município;
• Recuperação da solução de limpeza usada.

Resíduos como, baldes, tambores, bombonas e latas, sempre que possível, são
reutilizados no próprio setor de PRFV, em outros setores da unidade ou em outras unidades da
Empresa “ß”. O plástico transparente e o papelão ondulado são reutilizados no processo, o
descarte final só é feito quando sua reutilização já não é mais possível.
Conforme observado, o sistema de destinação final adotado pela Empresa “ß” está, em
parte, em conformidade com o recomendável, uma vez que, embora o presente diagnóstico
tenha levantado alguns problemas, a unidade tem buscado dar uma destinação
ambientalmente correta aos resíduos que gera, priorizando a reutilização, reciclagem,
recuperação, tratamento e/ou disposição em aterros industriais.
4.4. APRESENTAÇÃO DE ÇÕES PARA MELHORIAS NA GESTÃO DE RESÍDUOS
No decorrer da aplicação desta pesquisa encontraram-se várias questões passíveis de
solução. De forma que, após o término do estudo (diagnóstico), foi possível apontar
determinadas medidas que, se implementadas pela unidade fabril estudada, poderão otimizar o
seu atual sistema de gestão de resíduos sólidos. Algumas medidas recomendadas são simples
e baratas, outras, mais complexas e com custos mais elevados, mas todas levando a um
objetivo único: a minimização da quantidade de resíduos destinados mensalmente a aterros.
De uma maneira geral, a prevenção ou a correção dos problemas diagnosticados na
unidade estudada poderia ocorrer, principalmente, por meio da implantação de um Plano de
Gerenciamento de Resíduos (PGR). Embora a unidade faça uso de algumas medidas
ambientais, ela não dispõe, oficialmente, de um PGR. E, conforme diagnosticado, os sistemas
de redução na fonte, segregação, acondicionamento, armazenagem, procedimentos que
integram os PGR, apresentam diversos problemas. Além disso, a unidade não adota alguns
outros procedimentos que, conforme Medeiros (2002) integram os PGR.

Sendo assim, recomenda-se que a Empresa “ß” dê continuidade a este estudo no
sentido de elaborar e implantar um PGR na unidade estudada, voltado não somente para o
processo produtivo de Moldagem e Acabamento em PRFV, mas para a unidade como um
todo.
Segundo Alberoni et al. (2002), a implantação de um PGR deve ser precedida de um
inventário de resíduos industriais, o que foi executado, na unidade estudada, por meio desta
pesquisa. De acordo com o referido autor, esse inventário consiste num instrumento no qual
as empresas identificam dados e informações técnicas sobre as quantidades de resíduos
gerados, a caracterização e os sistemas de destinação que adotam.
É importante frisar que o PGR a ser elaborado e implantado deverá apresentar ações
de redução na fonte e de melhorias nos sistemas de: segregação; acondicionamento;
armazenagem e destinação final já adotados pela unidade, além de, implantar, com eficiência,
os procedimentos faltantes, dentre eles um Programa de Educação Ambiental.
Ao dispor de um PGR correto, completo e eficiente, a unidade não só estará
contribuindo para a melhoria da qualidade ambiental, como também estará atendendo as
determinações da Política Estadual de Resíduos Sólidos de Santa Catarina, que obriga o setor
industrial do Estado a elaborar um PGR: “Art. 19. Os responsáveis pela geração de resíduos
sólidos ficam obrigados a elaborar o Plano de Gerenciamento de Resíduos Sólidos – PGRS,
de acordo com o estabelecido no art. 20 desta Lei” (SANTA CATARINA, 2005, p.5).
Como, em geral, os planos de gestão de resíduos têm como objetivo principal a
redução, a seguir tem-se uma explanação sobre as principais ações de redução, baseadas nos
resultados deste diagnóstico, que poderão estar presentes em um PGR a ser elaborado e
implantado pela unidade estudada, e não só, mas também, poderão ser aplicadas em outras
empresas do gênero. Essas ações incluem: a redução de resíduos na fonte geradora por meio
de mudanças no processo produtivo; a reciclagem de aparas do processo; a organização do
sistema de acondicionamento e armazenagem temporária e atividades de Educação
Ambiental.
Dentre as recomendações de melhorias que se seguem, a que representa menos custos
para a Empresa “ß”, porém não menos eficiente, é a Educação Ambiental. Diante disto, deu-
se, neste estudo, uma atenção especial a esta medida.
4.4.1. Redução na fonte geradora
Programas ambientais como a Política dos 3 R’s, os PGR, a P + L, dentre outros, de
uma maneira geral, priorizam a redução de resíduos na fonte geradora. Ou seja, melhor que
reciclar ou reutilizar é não gerar resíduos. No caso da Empresa “ß”, a principal fonte de
geração de resíduos é o processo produtivo em si, a moldagem aberta, um processo
tradicional, de baixa tecnologia e considerado sujo, em termos ambientais.
Dessa forma, a solução com resultados mais efetivos para a unidade estudada consiste
na migração para um processo produtivo mais limpo e moderno, como o sugerido por Milan e
Grazziotin (2008). Tocchetto (2005) reforça esta recomendação ao relatar que a redução de
resíduos na fonte geradora consiste numa medida preventiva que pode se dar, dentre outros,
por meio de mudanças no uso de matérias-primas e insumos, de modificações no processo
produtivo ou da adoção de novas tecnologias.
Milan e Grazziotin (2008), ao realizarem a implantação da Produção mais Limpa em
uma empresa do setor PRFV concluíram que a moldagem do tipo aberta era a responsável
pela grande geração de resíduos. Diante disto, propuseram para a empresa a troca para um
processo que usasse moldes fechados. O processo proposto foi o RTM light. Os referidos
autores constataram que a perda de material na forma de aparas, que antes era de 19,5% ao

mês, após a mudança no processo produtivo sofreu uma queda de 80%, passando a ser de
apenas 4%.
O uso de tecnologias limpas na laminação de compósitos de PRFV tem se revelado de
extrema importância para o setor automobilístico, uma vez que existem montadoras fora do
Brasil que não permitem mais a compra de peças de moldes abertos. O Brasil precisa investir
em soluções de reciclagem e usar processos com menores perdas, tais como RTM, SMC,
infusão, pultrusão, etc (LIMA, 2006).
4.4.2. Reciclagem de aparas de PRFV
Uma segunda opção para reduzir a quantidade de resíduos destinados mensalmente ao
aterro seria promover a reciclagem das aparas de PRFV. Como formas de reciclagem dos
rejeitos de PRFV tem-se estudado o emprego da reciclagem química, energética e mecânica.
Na reciclagem mecânica (moagem), as aparas do processo são reduzidas a pequenas
partículas, cujo tamanho depende da aplicação a que se destina (PINTO, 2002). Há estudos
como os descritos por PINTO (2002), ZATERA et al, (2000) e BUYS (2007) envolvendo a
incorporação dessas partículas na produção de cerâmica vermelha (telhas e tijolos) e em
cimento.
A região Sul do Brasil é considerada um pólo do setor plástico, atrás apenas do Estado
de São Paulo. Somente o Rio Grande do Sul detém 11% do total de empresas do setor plástico
do país e é seguido de perto pelos Estados de Santa Catarina e Paraná, ambos com 8%
(ABIPLAST, 2008). No que se refere à produção de compósitos, 65% dos transformadores
em PRFV se concentram em São Paulo, mas outros pólos de produção encontram-se em
Caxias do Sul-RS e Joinville-SC (FERRO, 2001). Diante disto, é de se esperar que Santa
Catarina e Estados vizinhos gerem uma grande quantidade de aparas que, em sua maioria, é
disposta em aterros.
Conforme relata Pinto (2002), após o domínio de técnicas de reciclagem de aparas de
PRFV envolvendo a sua incorporação em cerâmicas, cimento, asfalto e outras, podem ser
criados centros de moagem, como uma medida alternativa, os quais teriam como tutores, as
empresas da região circunvizinha. Os produtos da moagem poderiam ser destinados a olarias,
cimenteiras, etc. Uma avaliação sobre os dados de 2005 disponíveis no banco de dados
SIDRA (IBGE) revelou que a região Sul concentra 30,2% das empresas produtoras de
cerâmicas, atrás, apenas, da região Sudeste (41,7%).
No caso da argila vermelha, conforme estudo de maio/2000, Santa Catarina se
encontra entre os principais Estados produtores - 5ª posição (SEBRAE, 2008). Já em relação à
indústria cimenteira, conforme dados do mapa de localização das fábricas de cimento no
Brasil, a Região Sul apresenta sete fábricas e somente uma delas em Santa Catarina (SINC,
2010). Sendo assim, uma cooperação entre a indústria de compósitos de Santa Catarina, o que
inclui a unidade estudada, e a indústria de cerâmica, a princípio, parece ser uma alternativa
das mais viáveis. Cooperativas como esta e outros tipos de associações, poderiam, inclusive,
promover novos estudos envolvendo a reciclagem de aparas de PRFV.
Entretanto, a medida de reciclagem mais visada pela unidade fabril é reutilizar seus
resíduos de PRFV em seus próprios processos produtivos, o que implicaria diretamente não só
na minimização de resíduos a serem dispostos, como também numa redução na aquisição de
novas matérias-primas. Estudos como os de Pinto (2002), Risson et al., (1998), e Araújo et al
(2002) relatam a experiência da incorporação de partículas de PRFV, provenientes da
moagem de aparas de processo, em matriz de poliéster. A incorporação de pó de PRFV em
resina poliéster já é usada com sucesso pela indústria de compósito polimérico (PINTO,
2002). Diante disto, uma parceria entre a Empresa “ß” e uma Universidade local pode

possibilitar o desenvolvimento de estudos sobre a reciclagem mecânica das aparas de fibra de
vidro, envolvendo, especialmente, a sua incorporação em resina poliéster para o
desenvolvimento de peças automotivas.
É importante lembrar que os resíduos não precisam, necessariamente, voltar ao
processo produtivo que lhes deu origem. Ou seja, os resíduos gerados em processos
produtivos de peças estruturais, que exigem maiores propriedades mecânicas, se não
demonstrarem o mesmo desempenho após a reciclagem, podem ser usados em peças
decorativas ou acessórios que não precisem de tanta resistência. A Empresa “ß” dispõe de
varias linhas de produção envolvendo a fabricação de compósitos em PRFV o que permitiria
tal adequação, especialmente, na unidade de plásticos de Rio Negrinho, SC.
Corroborando essa recomendação, em 2010, a Associação Brasileira de Materiais
Compósitos – ABMACO deu início ao seu Programa Nacional de Reciclagem. Trata-se de
uma associação entre 22 empresas investidoras e o Instituto de Pesquisas Tecnológicas do
Estado de São Paulo – IPT (LIMA, 2010). O IPT classificará as partículas que formam os
resíduos de compósitos para, então, indicar a melhor forma de reutilizá-los no próprio
processo produtivo. Embora a unidade fabril estudada não participe diretamente desse
consórcio, ela certamente se beneficiará com os seus resultados, já que uma outra empresa
pertencente ao grupo da Empresa “ß”, integra o montante de empresas investidoras do
programa.
Os esforços da unidade estudada em promover a reciclagem de suas aparas incluem
ainda um estudo que envolve o uso de parte das aparas de fibra de vidro na fabricação de
tijolos de PRFV a serem utilizados nas dependências da fábrica. Entretanto, o projeto, no
período de realização desta pesquisa, encontrava-se em fase inicial.
4.4.3. Acondicionamento e armazenagem temporária
A inadequação da área de acondicionamento e armazenagem temporária, além de
representar riscos para o meio ambiente e para a saúde do trabalhador, compromete a
segregação e, conseqüentemente, o sistema de destinação final adotado pela unidade. Os
funcionários, no momento de separar e acondicionar os resíduos nesta área se vêem confusos
diante da sua desorganização e acabam por separar os resíduos de maneira incorreta. Dessa
forma, melhorias na organização da área de armazenagem temporária podem contribuir para
diminuir a quantidade de resíduos disposta em aterros.
Conforme diagnosticado, a área não apresenta: impermeabilização do solo; cobertura;
sistema de drenagem ou contenção de águas pluviais, líquidos percolados ou derramamentos
acidentais; sistemas de controle e monitoramento e sistemas de sinalização de segurança e de
isolamento. Além, ainda, de falhas no sistema de identificação de resíduos. Sendo assim,
recomenda-se que unidade tome as devidas providências no sentido de fazer com que esta
área atenda o estabelecido nas legislações aplicáveis e nas normas ABNT NBR 12.235 e
11.174 que tratam, respectivamente, do armazenamento de resíduos perigosos e de resíduos
não perigosos.
A Figura 32 mostra o depósito de resíduos de uma indústria de tintas e solventes. Este
depósito foi construído após um diagnóstico que revelou problemas semelhantes aos
encontrados na unidade estudada por esta pesquisa. Na Figura, observa-se a presença de
impermeabilização, de cobertura e de um sistema de identificação de resíduos com o uso das
cores da coleta seletiva, conforme determinado pelo CONAMA (2001), além de placas de
identificação.

Figura 32 – Depósito de resíduos sólidos de uma indústria de tintas e solventes. Fonte: Guaresi (2004, p. 71)
Neste sentido, recomenda-se que unidade estudada adote o código de cores para a
coleta seletiva na área de armazenagem temporária conforme recomendado no Quadro 10. As
cores foram estabelecidas conforme a Resolução CONAMA 275 de 25 de abril de 2001.
Quadro 10 – Código de cores para a coleta seletiva dos resíduos gerados na unidade estudada (Resolução CONAMA 275 de 25 de abril de 2001)
DESCRIÇÃO DOS RESÍDUOS ACONDICIONAMENTO COR
Resíduos Classe I**** Caçamba estacionária (5 m³)* Laranja
Resíduos Classe II Caçambões (até 35 m³)* Cinza
Latas e baldes metálicos**** À granel** Amarelo
Baldes e bombonas plásticas**** À granel** Vermelho
Papel, papelão não contaminado Caçambas ou à granel* Azul
Plástico não contaminado Caçambas ou à granel* Vermelho
Tambores**** À granel** Amarelo
Thinner e borras **** Bombonas à granel *** Laranja
Orgânicos (cozinha e banheiros) Caçambas* Marrom
Pallets (madeira) À granel** Preta * Podem continuar sendo acondicionados em caçambas, desde que, as cores sejam respeitadas e a área onde as caçambas ficarem também atenda ao que as NBRs recomendam, ** Esses resíduos podem ser armazenados como mostrado na Figura 31,feita as devidas adaptações; ***As bombonas que armazenam produtos perigosos devem ser identificadas e etiquetadas conforme as normas e possuir uma sinalização de segurança. As bombonas contendo esses resíduos podem ser armazenadas à granel (cor laranja), devem ser resistentes e estar sempre tampadas, melhor, lacradas. **** Como se tratam de resíduos perigosos, a sinalização de segurança também deve estar presente.
O sistema de cores e acondicionamento sugerido neste estudo pode passar por
adaptações conforme as necessidades da unidade, principalmente no que se refere à
adequação ao meio de transporte, ao volume de resíduos produzidos e à destinação final
desses resíduos, desde que sejam mantidas, de alguma forma, as cores da coleta seletiva, a
sinalização de segurança e identificação, bem como, todas os procedimentos de segurança
determinados nas NBR’s 12235 e 11174 da ABNT. As melhorias na área de armazenagem
(impermeabilização, cobertura, contenção, isolamento, identificação, etc.) também podem ser
feitas de acordo com as necessidades das unidades.
Ressalta-se que todos os setores da fábrica devem receber os recipientes adequados e
devidamente identificados, conforme recomendado pelo CONAMA 275/2001, para a coleta
seletiva de resíduos, mantendo sempre sua padronização.
4.4.4. Educação Ambiental
Embora a Educação Ambiental esteja mais fortemente presente nas instituições de
ensino, esta vem se desenvolvendo de forma abrangente em outras instituições da sociedade,
dentre elas, as organizações empresariais. A Lei da Educação Ambiental determina, em seu
artigo 3º, inciso V, que as empresas, as entidades de classe e as instituições públicas e
privadas devem “promover programas destinados à capacitação dos trabalhadores, visando à
melhoria e ao controle efetivo sobre o ambiente de trabalho, bem como sobre as repercussões
do processo produtivo no meio ambiente” (BRASIL, 1999, p.1).
Não se tem conhecimento de muitos estudos envolvendo a Educação Ambiental no
setor empresarial. Isto se deve, em parte, à resistência do próprio setor em inseri-la nas rotinas
de trabalho, embora esta seja uma exigência legal e a contribuição positiva da Educação
Ambiental para a indústria já tenha sido comprovada por meio de estudos.
Vieira (2004), ao estudar a eficiência do treinamento ambiental numa indústria de
fundição de Minas Gerais concluiu que houve uma melhoria da qualidade ambiental da
empresa “ocasionada pela mudança de comportamento dos pesquisados que se deveu ao
aumento do seu nível de conscientização ambiental” (VIEIRA, 2004, p.8).
Barreto et al. (2008), ao executarem uma pesquisa sobre a análise da contribuição da
Educação Ambiental num processo de gestão ambiental constataram que a maioria dos
entrevistados (27,8%) mencionou o “Desenvolvimento de Atividades Educativas” como a
principal ação da empresa para a resolução de seus impactos negativos sobre o meio
ambiente. E, 90,71% dos entrevistados relataram que o Programa de Educação Ambiental
contribuiu para mudar suas atitudes e ampliar seus conhecimentos relativos ao meio ambiente.
Outro exemplo de bons resultados da inserção da Educação Ambiental nas empresas
são os obtidos por uma indústria automobilística do Estado do Paraná. De acordo com
Coutinho et al. (2009, p. 13-14), após a implantação do método de capacitação e
conscientização ambiental, denominado de Dojo Ambiental9, houve um decréscimo dos
índices de não conformidades ambientais. No primeiro semestre de 2006, antes da aplicação
do método, foram registradas pela Empresa 52 não conformidades Resíduos e 74 não
conformidades Produtos Químicos. No segundo semestre de 2006, após a capacitação, os
números caíram para 31 não conformidades Resíduos e 41 não conformidades Produtos
Químicos. No primeiro semestre de 2007, um ano após o início do treinamento, as não
conformidades foram as seguintes: 10 para Resíduos e 16 para Produtos Químicos.
9 Dojo Ambiental: a palavra Dojo origina do japonês e significa o local onde treinam artes marciais. O Dojo
Ambiental refere-se a um método de treinamento criado em 2006 e aplicado até os dias de hoje na indústria automobilística em questão (COUTINHO et al., 2009).
4.4.4.1. Atividades de Educação Ambiental para o ambiente fabril
Existem diversas atividades de Educação Ambiental que podem ser executadas em
ambientes fabris. Dentre elas, citam-se palestras, treinamentos, oficinas, dinâmicas de grupo,
gincanas entre outras. Barreto et al. (2008) constataram que os empregados de uma indústria
petroquímica consideram como principais impactos das atividades desenvolvidas pelo
Programa de Educação Ambiental da empresa, “o conhecimento e a conscientização,
especialmente por meio das palestras, dos treinamentos, da coleta seletiva” (BARRETO et al.,
2008, p. 16).
Todos os funcionários da empresa devem ser conscientizados dos efeitos ambientais de suas atitudes, atividades, produtos e serviços (...). Cursos sobre desenvolvimento sustentável e sobre mecanismos nos quais se baseiam devem ser oferecidos, encorajados, reconhecidos e registrados para todos os integrantes da empresa. A empresa deve aumentar a conscientização de seus funcionários por meio de informativos periódicos, concursos, gincanas, passeios ecológicos etc (VILHENA; POLITI, 2005, p.13).
A periodicidade dessas atividades deve ser determinada de acordo com a necessidade
e com a disponibilidade dos funcionários. Para não prejudicar a rotina de trabalho dentro da
fábrica, é importante que a freqüência, as datas, a duração, o local, tudo seja previamente
definido junto aos responsáveis pela empresa. Entretanto, ressalta-se que as atividades de
Educação Ambiental devem ocorrer mais de uma vez por ano e, no mínimo, com um total de
8 horas de duração. Atividades uma vez por ano e durante poucas horas não oportunizam aos
participantes o aprofundamento e assimilação das questões ambientais, uma vez que para
obter resultados “a educação ambiental deve se realizar continuamente de modo a caracterizar
uma aprendizagem permanente, afirmando valores e ações que contribuem para a
transformação humana e social e para a preservação ecológica” (BARRETO et al., 2008,
p.16).
No que se refere à unidade de plásticos de Joinville da Empresa “ß”, esta pesquisa
pôde comprovar que a falta de sensibilização ambiental dos funcionários contribui, não só
para a geração de resíduos, como também para a sua destinação incorreta. No item 4.1.1 –
“Principais fontes de geração de resíduos” foram descritos vários exemplos de desperdício de
materiais, uma fonte de geração de resíduos que pode ser combatida por meio da Educação
Ambiental. Outro problema diagnosticado na unidade, cuja solução está, em parte, na
Educação Ambiental, refere-se à segregação incorreta de resíduos.
Nesse sentido, esta pesquisa busca sugerir, de forma simples, algumas atividades de
Educação Ambiental que podem ser implantadas pela unidade estudada, uma vez que durante
a execução da pesquisa, diretores, coordenadores e funcionários do “chão de fábrica”
demonstraram interesse em inserir a Educação Ambiental nas rotinas diárias de trabalho da
unidade.
As atividades propostas aqui devem ser ministradas por pessoas devidamente
qualificadas. Algumas podem ser ministradas por funcionários da Empresa “ß”, desde que
esses atuem diretamente com as questões ambientais e tenham recebido um preparo e
treinamento adequado.
a) Palestras, oficinas, dinâmicas, grupos de discussões
Embora as atividades devam ser específicas para os problemas ambientais da unidade
estudada, ressalta-se que a inserção de outros temas, tais como: Desenvolvimento Sustentável,
Consumo e Desperdício de Água e Energia; Gerenciamento de Resíduos; Tecnologias
Limpas; Poluição; Cidadania e tantos outros ampliariam a visão dos empregados, podendo ter
reflexos positivos no seu comportamento dentro e fora da empresa (BARRETO et al., 2008).
Esses temas adicionais podem ser tratados, juntamente com os temas de interesse da
unidade, por meio de palestras, dinâmicas, grupos de discussões, e outros. Para tanto,
recomenda-se que estas atividades sejam bimestrais, com duração máxima de 1 hora e trinta
minutos, podendo se estender por duas horas, perfazendo um total de 9 a 12 horas de
atividades ao ano. Quanto ao local, tem-se a sala de treinamento da Empresa “ß”, com
capacidade para 40 pessoas. Como as palestras podem ser de temas diversos, não exclusivos
do processo de Moldagem e Acabamento em PRFV, estas podem ser estendidas a todos os
funcionários a fábrica.
Se a empresa dispuser de um grande número de funcionários, recomenda-se que sejam
feitas várias palestras sobre um único tema, se possível, em todos os turnos de trabalho,
quando houver mais de um, de forma que assim seja atingido o maior número possível de
pessoas. Adaptações poderão ser feitas sempre que houver alterações em seu quadro funcional
ou nos turnos de trabalho. É importante que o período de capacitação em sala não exceda 5
dias úteis seguidos. Quanto aos palestrantes, estes devem ser convidados de outras
instituições, em especial, daquelas que atuem na área ambiental.
Embora tenha sido usado o termo “palestra”, esta etapa da Educação Ambiental pode
incluir, ainda, cases de sucesso, oficinas, dinâmicas, grupos de discussões e outros, à escolha
do palestrante.
b) Capacitação Dojo Ambiental
Considerando os bons resultados alcançados pela capacitação Dojo Ambiental
apresentada por Coutinho et al. (2009), como uma decorrência da pesquisa aplicada propõe-se
uma adaptação deste método de capacitação a ser desenvolvido na unidade estudada. Embora
os temas tratados no Dojo aqui proposto sejam apenas os diagnosticados no processo de

Moldagem e Acabamento em PRFV, outros problemas ambientais da unidade podem fazer
parte dessa capacitação, ou seja, o Dojo poderá ser estendido a outros setores ou processos
produtivos da Empresa “ß”, desde que feitas as devidas adaptações.
A atitude da empresa em promover um treinamento neste conceito faz com que sejam constantemente desenvolvidas ações que privilegiam o desenvolvimento sustentável, além de caracterizar-se como empresa ambientalmente responsável. Também faz com que os colaboradores sejam sensibilizados a propiciar o respeito consciente das regras do sistema de gestão ambiental (COUTINHO et al., 2009, p.15).
A Figura 33 apresenta uma imagem do painel usado no Dojo Ambiental. É importante
que o painel seja móvel (com rodas), permitindo que o Dojo aconteça em qualquer lugar da
fábrica, inclusive, onde os problemas ocorrem de fato. Assim, haverá uma melhor
visualização e uma melhor assimilação por parte dos funcionários sob capacitação.
Figura 32 – Painel do Dojo Ambiental. Fonte: Coutinho et al. (2009, p. 7)
As turmas de capacitação devem ser homogêneas quanto ao grau de escolaridade e
área de atuação dentro da empresa, além de ter, no máximo 20 pessoas (BARRETO et al.

2008). Assim, todos poderão participar das dinâmicas. Sempre que houver mudanças no
quadro funcional, deverá ser feita uma adaptação no número e no tamanho das turmas sob
capacitação, além no número de formadores e no período de duração. É importante que o
Dojo não se estenda por muitos dias.
A duração total do Dojo aqui sugerido é de 3 horas, sendo 2 horas e 40 minutos para a
capacitação no “chão de fábrica” e mais 20 minutos para a realização de um teste. O tempo
de duração é proporcional à quantidade de temas abordados, sendo 1 hora e 20 minutos para
cada tema. É importante que o número de temas tratados no painel não exceda três partes,
conforme mostrado na Figura 32, pois do contrário aumentaria o tempo de duração, tornando-
o cansativo o que, por conseguinte, poderia comprometer o aprendizado. A capacitação pode
ser oferecida semestralmente. Com essa periodicidade, os resultados alcançados foram
bastante significativos onde o método foi desenvolvido. Mas, esta freqüência de aplicação da
capacitação pode ser definida pela unidade de acordo com a necessidade e disponibilidade da
empresa, desde que não seja inferior a duas vezes ao ano.
Quanto ao formador, este, preferencialmente, deve ser um funcionário da empresa
devidamente preparado, treinado e qualificado para desenvolver a atividade. É importante que
o formador tenha conhecimento sobre meio ambiente e que atue diretamente com as questões
ambientais da unidade fabril. A necessidade de ser um funcionário se justifica pelo seu livre
acesso às dependências e documentação.
Para a unidade estudada, mais especificamente, para o processo de Moldagem e
Acabamento em PRFV, sugere-se que o painel aborde os dois grandes problemas
diagnosticados nesta pesquisa e que são decorrentes da ausência de Educação Ambiental:
Consumo e desperdício de Materiais e Coleta seletiva.
A seguir tem-se uma explicação de como a capacitação deverá acontecer:
Parte 1 – Consumo e Desperdício de Materiais
Na primeira parte do Dojo deve-se tratar de assuntos como: o consumismo
desenfreado; o descarte precoce, desnecessário e excessivo de materiais; a prioridade da
redução e reutilização e a preferência por materiais que possam ser reutilizados ou reciclados.
Os assuntos podem estar ilustrados no painel por meio de imagens, estatísticas, gráficos e
outros. O painel deve apresentar ainda registros fotográficos do desperdício de materiais
dentro da unidade estudada.
Em seguida, dá-se início à dinâmica. O formador deve entregar, aos participantes,
previamente organizados em três grupos, imãs magnéticos com descrições de ações práticas
de como se evitar ou corrigir os desperdícios registrados nas fotografias presentes no painel.
Os grupos decidirão a qual foto cada imã se refere, fixando-o junto à imagem correspondente.
O formador, se necessário, fará as devidas correções, enquanto fala do desperdício como fonte
de poluição, suas origens, seus impactos negativos para o meio ambiente e para a empresa,
além dos benefícios ambientais do uso racional de materiais, sempre exemplificando as
formas de desperdício diagnosticadas na unidade. Menciona, ainda, a importância da redução
de resíduos na fonte geradora e do quanto isto contribui para a redução final de resíduos.
Em um segundo momento, os participantes podem ser induzidos pelo formador a
indicar outras formas de desperdício que presenciaram na unidade, sendo éticos e preservando
os nomes dos colegas. Nesse momento, o formador também deve estimular os participantes a
indicarem medidas preventivas ou corretivas relacionadas aos desperdícios apontados por
eles.
O formador deve, ainda, falar das imagens de embalagens dispostas na área de
armazenagem temporária de resíduos, desde que contenham restos de produtos e/ou estejam
completamente destampados. Enquanto explica os riscos desse erro grave para o meio
ambiente, uma vez que esses são produtos perigosos, o formador também poderá estar falando
sobre: a possibilidade de acidentes com líquidos perigosos; a importância ambiental de se usar
o produto até o fim; o livre acesso de outros funcionários a esses resíduos.
Outro assunto a ser mencionado durante a dinâmica diz respeito a necessidade de se
reutilizar, sempre que possível, materiais (papelão, plástico, baldes e outros); dos cuidados no
manuseio dos materiais para evitar perdas; da necessidade de se manterem tampados produtos
sujeitos à evaporação ou catalisação quando expostos ao ambiente externo, e outros.
Para finalizar a capacitação, o grupo será convidado a se dirigir à área de
armazenagem temporária de resíduos na tentativa de identificar alguma forma de desperdício.
Esta primeira parte da capacitação tem como objetivo conscientizar e sensibilizar os
funcionários em relação ao uso racional de materiais. Espera-se que os participantes adquiram
conhecimento e sensibilidade suficientes para, assim, poderem repensar e mudar suas atitudes
quanto ao consumo e ao descarte precoce, excessivo e desnecessário de materiais. Dessa
forma, poderão contribuir para que os desperdícios registrados na unidade decresçam a cada
encontro que tenham. Assim, espera-se que os participantes entendam que reduzir a
quantidade de resíduos é um compromisso importante e permanente, e que diminuir o
desperdício depende de cada um deles (FARIAS, 2003).
Parte 2 – Coleta Seletiva
O painel, nesta segunda parte da capacitação, deve conter pequenas amostras dos
principais resíduos gerados no processo e suas origens, e ainda, pequenas lixeiras, nas cores e
identificação adotadas pela unidade fabril, preferencialmente, as recomendadas pela
Resolução CONAMA 275/2001. Daí, a importância da implantação das melhorias na
segregação, acondicionamento e armazenagem temporária recomendadas nesta pesquisa. Uma
foto da área de segregação, acondicionamento e armazenagem temporária, onde seja possível
visualizar todos os recipientes e/ou locais de acondicionamento e armazenagem, também deve
estar presente e facilitará a compreensão de todos.
A capacitação se inicia com a apresentação dos conceitos de coleta seletiva e do
sistema de gestão de resíduos adotado pela unidade. A ilustração desses assuntos pode ser
feita com o uso de imagens, fotografias, estatísticas, gráficos, e outros.
As dinâmicas a serem aplicadas nessas atividades podem ser as descritas por Coutinho
et al. (2009). Primeiramente, apresentam-se os principais resíduos gerados no processo e suas
quantidades médias mensais e respectivas destinações finais. Essa apresentação é feita por
meio de uma atividade em grupo, onde os participantes tentam adivinhar quais as quantidades
e destinos finais para cada resíduo. Em seguida, os participantes se reúnem em três grupos.
São distribuídos aos participantes ímas magnéticos apresentando os principais processos de destinação e, cada grupo decide (...) para qual processo de tratamento cada resíduo é enviado. Após a decisão, é colado junto à amostra do resíduo o íma magnético relativo ao processo de destinação final do resíduo. Por fim, o treinador corrige as decisões da equipe e explica as particularidades de cada processo de destinação final, bem como associa os volumes a quantidade de produtos fabricados pela empresa. (...) Outro conceito básico apresentado nesta etapa do treinamento é a necessidade de separação dos resíduos na fonte de geração (...) Como exemplo, cita-se os resíduos recicláveis gerados em setores administrativos que, se contaminados por resíduos orgânicos, se tornam inviáveis para a reciclagem. Nesta etapa é explicada a lógica da coleta seletiva (...). Após a explicação é realizada outra dinâmica na qual são distribuídas amostras de diversos resíduos para que os mesmos realizem, durante o treinamento, a coleta seletiva. (...) Para concluir esta etapa do treinamento é realizada uma visita rápida ao local de trabalho da equipe em treinamento (...) é solicitada a presença do coordenador e/ou líder da equipe para verificação da qualidade da coleta seletiva no chão de fábrica. (...) Essa visita é muito produtiva e estimula nos funcionários a filosofia da melhoria contínua (COUTINHO et al., 2009, p. 7-8)
Esse momento da capacitação tem dois grandes objetivos: estimular e sensibilizar os
funcionários a promoverem a separação correta dos resíduos e esclarecer as principais dúvidas
sobre a separação de resíduos e cores da coleta seletiva, uma vez que muitos dos erros na
segregação ocorrem devido à falta de orientação de alguns funcionários. Por exemplo: como

deve ser disposto um papelão, geralmente reciclável, quando este estiver contaminado com
óleo ou com qualquer outro produto químico? Ou, ainda, produtos perigosos, como resinas,
tintas ou gel, devem ter uma destinação diferente se estiverem catalisados?
Espera-se que com esta capacitação, os participantes possam adquirir conhecimento e
sensibilidade para compreenderem que, o que para eles representa um resíduo, para outros,
pode ser matéria-prima, e os benefícios ambientais em torno disso são inúmeros. A partir
dessa capacitação, espera-se que os funcionários passem a separar corretamente os resíduos
que geram e, assim, garantirem que estes tenham o destino ambiental adotado pela unidade.
Que os funcionários contribuam com a coleta seletiva, não só por ser uma norma da empresa,
mas, uma questão de cidadania.
Após o término da segunda parte do Dojo Ambiental, os funcionários passam por uma
auto-avaliação. Para tanto, cada participante receberá um questionário com três questões
fechadas referentes ao Consumo e Desperdício de Materiais e cinco questões, também
fechadas, referentes à Coleta Seletiva. Os resultados ajudarão a identificar os pontos fracos da
capacitação e, por conseguinte, melhorá-la a cada aplicação.
Recomenda-se que, durante o ano, seja feita uma pequena auditoria referente aos
temas tratados no Dojo. Para tanto, os formadores devem, uma ou duas vezes no mês,
escolher, aleatoriamente, um dia da semana para fiscalizar o setor e os coletores de resíduos
da unidade, tanto os presentes no “chão de fábrica” quanto os presentes na área de
armazenagem temporária. E, assim, buscar detectar algum desperdício, por exemplo, um
papelão que poderia ter sido reutilizado, ou o descarte de grandes quantidades de fibras de
vidro, embalagens contendo restos de produtos ainda em condições de uso, e outros. E, da
mesma maneira, detectar alguma inconformidade relacionada à separação de resíduos, por
exemplo, um resíduo reciclável disposto numa caçamba que segue para o aterro, ou, um
resíduo Classe II disposto na caçamba de resíduos Classe I, etc.
Para realizar a auditoria o formador do Dojo deve ter em mãos um checklist que
deverá acompanhá-lo a cada auditoria. Terminada a verificação, o formador do Dojo faz a
contagem das não conformidades e elabora dois gráficos: um para o Consumo/Desperdício e
outro para a Coleta Seletiva. Esses gráficos podem e devem ser usados durante a capacitação.
No momento da auditoria, novas fotos poderão ser feitas para a atualização do painel.
c) Outras atividades
A unidade poderá, ainda, fazer uso de outras ações, como: recolhimento de óleo de
cozinha entre os funcionários e sua posterior destinação à instituições locais que promovam a
sua reciclagem; a promoção de Semanas do Meio Ambiente e da Água; passeios ecológicos;
gincanas e o que mais julgar necessário.
A elaboração e fixação de um painel informativo que conste os resultados obtidos
com a Educação Ambiental, dente eles, os gráficos feitos a partir do checklist, além de
qualquer outra informação de caráter ambiental também deve ser considerada pela unidade.
Devido justamente ao fato da unidade estudada não dispor de nenhuma atividade de
Educação Ambiental é que se recomenda que todas as ações aqui propostas sejam inseridas,
paulatinamente, para que os funcionários não se sintam pressionados diante de tanta
informação.
Considerando que a Educação Ambiental deve ser um processo contínuo de
aprendizagem, é importante que a Empresa “ß” desenvolva e mantenha, regularmente, as
ações de Educação Ambiental apresentadas para que os resultados sejam efetivamente
alcançados.
5. CONSIDERAÇÕES FINAIS
O setor industrial vem sendo, cada vez mais, pressionado a tornar seus processos
produtivos menos agressivos, o que pode implicar na adoção ou migração para tecnologias
mais limpas e modernas. O atual processo produtivo adotado pela Empresa “ß” (moldagem
aberta) é a principal fonte de geração de resíduos sólidos. Trata-se de um processo tradicional,
fácil de se iniciar, que requer pouco investimento e pouco conhecimento técnico, o que o
torna o processo de laminação mais usado mundialmente na fabricação de compósitos de
PRFV. Fatores como esses, muitas vezes, são decisivos na escolha e implantação de processos
produtivos nas indústrias.
Como pôde ser comprovado, a moldagem aberta é responsável, na unidade estudada,
por grandes perdas de matéria-prima. Perdas essas que implicam tanto em prejuízos
ambientais quanto econômicos. Situações assim levam o governo, o mercado e a sociedade a
exigirem que providências sejam tomadas. Empresas que almejam melhorar sua imagem,
atingir novos mercados e atender às normas e legislações vigentes têm incorporado a questão
ambiental de forma mais efetiva, fazendo, muitas vezes, o uso de Sistemas de Gestão
Ambiental, Certificações, Produção mais Limpa, Planos de Gerenciamento de Resíduos,
Política dos 3 R`s, dentre outras.
Neste sentido, é importante não apenas à unidade estudada, como também a outras
empresas que se encontram na mesma situação, com processos produtivos “sujos”, que
busquem meios de otimizá-los e, assim, possam promover a redução de resíduos em sua fonte
geradora. Na unidade estudada, fez-se a sugestão da migração para o RTM light, um processo
de laminação moderno que usa moldes fechados e, devido a isso, a perda de materiais e,
conseqüentemente, a geração de resíduos é bem menor se comparada a processos antigos e de
baixa tecnologia.
Entretanto, em geral, a adoção de novas tecnologias requer altos investimentos.
Embora existam exemplos de empresas que conseguiram reduzir custos em decorrência da
economia de água, energia, matéria-prima, tratamentos, transporte e disposição de resíduos
em aterros e, assim, obtiveram o devido retorno do investimento que fizeram na área
ambiental, ainda há empresários que pensam que investir em questões ambientais representa
mais despesas e retorno financeiro tardio ou incerto. Felizmente, tal pensamento vem
mudando.
Em situações como esta, de resistência empresarial à inovação, uma alternativa é
promover medidas de reutilização, reciclagem, recuperação e tratamentos que visem à
redução de resíduos, seja em quantidade ou em potencial contaminante. Na unidade estudada,
caso seja economicamente inviável para a Empresa “ß” a adoção de novas tecnologias, a uma
segunda alternativa, em vista dos resultados da pesquisa, é a reciclagem das aparas de
processo.
A reciclagem pode representar uma fonte de receita adicional para as empresas que
vendem seus resíduos para terceiros, além de reduzir a quantidade de resíduos a serem
gerenciados. Há situações em que resíduos gerados em processos produtivos, depois de
reprocessados, tornam-se matéria-prima para a própria indústria que o gerou. Além disso, é
sabido, que os benefícios ambientais em torno da reciclagem são extremamente significativos.
Corroborando essa recomendação, existem hoje empresas do ramo automobilístico e
associações como a Associação Brasileira de Materiais Compósitos (ABMACO), que vêm
investindo em estudos que visam à reciclagem de compósitos de PRFV de forma que os
produtos reciclados sejam utilizados no próprio processo gerador.
Independentemente de onde o produto da reciclagem seja usado, o mais importante em
uma medida como esta, é que um resíduo potencialmente reciclável deixa de ser destinado aos
aterros. Na unidade estudada a maioria dos resíduos gerados no processo corresponde à aparas
de PRFV que têm como destino final, o aterro industrial. Essas aparas levam centenas de anos
para se decomporem na natureza. Sendo assim, o que foi detectado com a realização da
pesquisa reforça a afirmação de que as indústrias devem estar sempre buscando por
alternativas que visem reduzir seus impactos sobre o meio ambiente. A redução de resíduos
sejam eles, sólidos, líquidos ou gasosos deve fazer parte da política das empresas. O processo
de prevenção da poluição deve ser contínuo e melhorado a cada dia.
Além do uso de tecnologias, outra maneira de as indústrias promoverem a melhoria da
qualidade ambiental é por meio da Educação Ambiental, uma vez que outra fonte de geração
de resíduos neste setor diz respeito ao desperdício de materiais por parte dos funcionários que,
geralmente, são orientados a não desperdiçar matéria-prima considerando apenas os
benefícios econômicos dessa prática. A falta de sensibilização ambiental dos funcionários, ou
a ausência de informações referentes aos impactos ambientais decorrentes desse desperdício
contribui para a geração de resíduos.
Na unidade estudada isto pôde ser comprovado com a observação do descarte de
materiais ainda em condições de uso, ou ainda, por meio do uso excessivo de matéria-prima e
de falhas no manuseio de materiais e equipamentos. Desperdícios assim, além de
contribuírem para o aumento dos resíduos gerados, elevam os custos do gerenciamento desses
resíduos, bem como os custos com a aquisição de novos materiais, cujo processo de produção
também implica em impactos ambientais. O desperdício de materiais foi facilmente
percebível na unidade estudada que, até a conclusão deste estudo, ainda não havia inserido
ações da Educação Ambiental em suas rotinas de trabalho.
O desperdício deve ser combatido. A maneira mais eficiente de se encaminhar este
procedimento é por meio da prática de atividades da Educação Ambiental. Embora a inserção
da Educação Ambiental nas organizações empresariais seja recente, é possível encontrar, na
literatura, estudos que comprovam o sucesso dessa ferramenta pelo setor industrial.
É fato que a Educação Ambiental é imprescindível para que um Sistema de Gestão
Ambiental, um Plano de Gerenciamento de Resíduos, uma Política dos 3 R’s, dentre outros,
dêem resultados. Embora a unidade estudada não disponha oficialmente de um PGR, ela
separa, acondiciona, armazena e transporta seus resíduos conforme seu sistema de tratamento
e destinação final. Entretanto, alguns dos problemas diagnosticados neste estudo
comprometem esses procedimentos. E isto se deve, em parte, à falta de orientação, cobrança,
fiscalização e Educação Ambiental que leve à sensibilização e à conscientização pró meio
ambiente.
Outro problema diagnosticado na Empresa ‘ß’ e que pode ser amenizado com
atividades de Educação Ambiental refere-se à mistura de resíduos incompatíveis. Problema
este que se repete em outras organizações empresariais. Sendo assim, outro ponto importante
a ser considerado é a sensibilização dos funcionários quanto à separação correta dos resíduos
que geram na execução do processo produtivo. A mistura de resíduos, em especial, em
estabelecimentos que promovem a coleta seletiva, compromete a sua destinação
ambientalmente correta e recomendável e, ainda, provoca uma série de prejuízos. A
segregação eficiente de resíduos em sua fonte ou estabelecimento gerador é essencial para
preservar a qualidade desses resíduos e para aumentar a garantia de que esses sejam
efetivamente reciclados, reutilizados, recuperados, tratados ou dispostos de maneira adequada.
É importante ressaltar: para que um Programa de Educação Ambiental que envolva a
coleta seletiva dê resultados, os sistemas de acondicionamento, as áreas de armazenagem
temporária e o sistema de transporte e destinação final devem ser seguros, organizados e de
acordo com as normas e legislações.
De uma maneira geral, a Educação Ambiental é fundamental para sensibilizar e
induzir os funcionários de uma empresa a reduzir a quantidade de resíduos que geram e a
separar e destinar corretamente esses resíduos. Os funcionários e as pessoas, em geral,
precisam entender que os resíduos não representam algo do qual devam se livrar
imediatamente, qualquer que seja seu destino, e sim, que muitos dos resíduos gerados por
eles, seja no trabalho, na escola, em casa ou na rua, representam recursos, matéria-prima e
fonte de renda para outros setores. Precisam ter consciência de que ao desperdiçar ou
consumir materiais de forma desenfreada ou, ainda, ao destinarem a um aterro um resíduo
reciclável, reutilizável, recuperável ou tratável, esses representarão um passivo ambiental para
as gerações futuras, inclusive para seus próprios descendentes. Funcionários com essa
sensibilização, além de contribuírem para a melhoria da qualidade ambiental no seu local de
trabalho, têm grandes chances de estender esse aprendizado ao seu ambiente familiar e
vizinhanças.
Não se tem conhecimento de estudos, em quantidade, principalmente os de caráter de
diagnóstico, envolvendo as fontes de geração, o gerenciamento de resíduos e a Educação
Ambiental no setor industrial. As indústrias, de uma maneira geral, costumam adotar uma
política protecionista no que se refere aos seus processos produtivos e impactos ambientais.
Algumas empresas, como o caso da Empresa “ß”, não possuem dados completos da geração e
do gerenciamento de seus resíduos. Diante disto, pensou-se neste estudo, cujos resultados
foram divulgados por meio de dois artigos científicos10.
10 Como resultado concreto deste estudo, apresentam-se dois artigos científicos encaminhados para publicação:
“Diagnosis of solid waste generation in a production process of an automobile industry: a contribution to reduction” (Apêndice I); “Gerenciamento dos resíduos sólidos em uma indústria automobilística: uma contribuição para melhorias” (Apêndice J).

Esta pesquisa revelou, ainda, a necessidade de novos estudos envolvendo processos
produtivos no sentido de encaminhamentos com vistas a torná-los menos agressivos. O estudo
detalhado do processo de Moldagem e Acabamento em PRFV na Empresa “ß” permitiu a
identificação das fontes de geração de resíduos, a classificação, quantificação e estudo do
atual gerenciamento desses resíduos, além, ainda, da apresentação de ações que poderão ser
implantadas pela Empresa “ß” no sentido de otimizar não só o processo analisado, como
também o gerenciamento dos resíduos ali produzidos. Sendo assim, com base nos resultados
obtidos, todos os objetivos desta pesquisa foram alcançados. Espera-se, que trabalhos como
este se multipliquem e, principalmente, que contribuam para incentivar as organizações
empresariais a repensar a questão ambiental.
Como este estudo diagnosticou problemas ambientais na unidade pesquisada,
recomenda-se a essa unidade fabril, que esta mantenha a parceria firmada com universidades
locais no sentido de implantar um Sistema de Gestão Ambiental. Lembrando que este sistema,
obrigatoriamente, incluirá, dentre outros, um PGR e um Programa de Educação Ambiental.
REFERÊNCIAS ABNT – Associação Brasileira de Normas Técnicas. NBR 11174: Armazenamento de resíduos classes II – não inertes e III – inertes. Rio de Janeiro, 1990.
________. NBR 12235: Armazenamento de resíduos sólidos perigosos. Rio de Janeiro, 1992.
________. NBR 10004: Resíduos Sólidos: Classificação. 2 ed. Rio de Janeiro, 2004.
________. NBR 13221: Transporte terrestre de resíduos. 3 ed. Rio de Janeiro, 2007.
ABIPLAST – Associação Brasileira da Indústria do Plástico. Disponível em: <http://www.abiplast.org.br> . Acesso em: 10 out. 2008 ACC - American Chemistry Council. Automotive. Virginia-USA, 2008. Disponível em: <http://www.americanchemistry.com/s_plastics/sec_content.asp?CID=1080&DID=4234>. Acesso em: 22 out. 2008. ALBERONI, V. G.; NEVES, M.; QUELHAS, O. L. G.; BARROS, A. B. de. Gestão de Resíduos Industriais como facilitador da gestão do conhecimento e da otimização do processo produtivo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 22, 2002, Curitiba. Anais eletrônico... Curitiba: ABEPRO-ENEGEP, 2002. Disponível em: <http://www.abepro.org.br/biblioteca/ENEGEP2002_TR104_1000.pdf>. Acesso em: 05 nov. 2008. ANCEL PLÁSTICOS REFORÇADOS LTDA. São Paulo, 2009. Conheça os processos de fabricação em compósito. Disponível em: <http://www.ancel.com.br> Acesso em: 28 ago. 2009 ARAMPHONGHUM, C; CASTRO, J. M. Aplicação do revestimento com molde fechado reduz emissão de estireno. Plástico Industrial. Jun. 2005. p. 74-83. ARAUJO, E. M.; MELO, T. J. A..; CARVALHO, L. H.; ALVES, K. G. B.; CARVALHO, R. S.; ARAUJO, K. D.; SOUZA, T. L. F.; SANTOS, J. P. Aproveitamento de resíduos de fibra de vidro provenientes de indústrias da Paraíba na produção de compósitos. In: Congresso BRASILEIRO DE EXTENSÃO UNIVERSITÁRIA, 1, 2002, João Pessoa. Anais eletrônico... João Pessoa: PRAC-UFPB, 2002. Disponível em: <http://www.prac.ufpb.br/anais/Icbeu_anais/anais/tecnologia/aproveitamente.pdf>. Acesso em: 05 nov. 2008.

BARBIERI, J. C. Gestão ambiental empresarial: conceitos, modelos e instrumentos. 2 ed. São Paulo: Saraiva, 2007. 382 p. BARRETO, L. M. P. A., SILVA, S. A. H.; PÁDUA, S. M. A contribuição da Educação Ambiental no processo de gestão ambiental em indústria petroquímica. In: ENCONTRO DA ASSOCIAÇÃO NACIONAL DE PESQUISA E PÓS-GRADUAÇÃO EM AMBIENTE E SOCIEDADE, IV, 2008, Brasília-DF. Anais eletrônico... Brasília: ANPPAS, 2008. Disponível em: <http://www.anppas.org.br/encontro4/cd/ARQUIVOS/GT9-656-545-20080510000751.pdf>. Acesso em: 01 mar. 2010. BERTINATO, C. B. de. Dermatoses Ocupacionais em Indústria Automobilística. In: JORNADA PARANAENSE DE SAÚDE OCUPACIONAL, 22, 2007, Curitiba. Anais eletrônico... Curitiba: APAMT, 2007. Disponível em: < http://www.apamt.org.br/anais_2007/xxii_jornada-anais/temas_livres/tema5.pdf> Acesso em: 21 out. 2008. BORGES, M. E. Disposição Inadequada: o problema dos lixões no Brasil. In: Seminário NACIONAL DE RESÍDUOS SÓLIDOS E LIMPEZA PÚBLICA, 7. 2000, Curitiba. BRASIL. Presidência da República. Lei Federal n 9.795, de 27 de abril de 1999. Dispõe sobre a educação ambiental, institui a Política Nacional de Educação Ambiental e dá outras providências. Disponível em: <http://www.planalto.gov.br>. Acesso em: 22 mar. 2010 BUYS, B. Cimentos de escória de alto-fornos siderúrgicos: a tecnologia de adição de fibra de vidro permite a produção de painéis de cimento mais finos e leves, que facilitam a construção. Inovação Uniemp, São Paulo, vol. 3, nº 4, p.38-39, Ago. 2007 CANTO, E. L. do. Plástico: bem supérfluo ou mal necessário. São Paulo: Moderna, 4. ed. 1997 CASTRO, F. de. ABNT modifica normas para classificação de resíduos. Revista Química e Derivados, São Paulo, n. 433, dez. 2004/jan. 2005. CASTRO, N.; SETTI, A. A.; FARIA, S. C. de; MANCUSO, J. H. A questão ambiental: o que todo empresário catarinense precisa saber. Brasília DF: Sebrae, 1996. CBE – Companhia Brasileira de Estireno. O que é estireno. São Paulo, 2009. Disponível em: <http://www.cbe.com.br/oqueeestireno/frameoqesttireno.htm>. Acesso em: 07 set. 2009. CEBDS - Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável. Rio de Janeiro, 2008. Disponível em: <http://www.cebds.org.br/cebds/eco-pmaisl-barreiras.asp>. Acesso em: 26 mai. 2008. CNTL - Centro Nacional de Tecnologias Limpas – SENAI. Porto Alegre-RS, 2008 Disponível em: <http://www.senairs.org.br/cntl/>. Acesso em: 26 mai. 2008. CETESB – Companhia de Tecnologia e Saneamento Ambiental do Governo de São Paulo. Resíduos Sólidos Industriais. São Paulo, 2009. Disponível em: http://www.cetesb.sp.gov.br/Solo/residuos/industriais.asp> Acesso em: 17 mar. 2009.
_________ Legislação / Normas ABNT/CETESB – Resíduos Sólidos. São Paulo, 2009 Disponível em: <http://www.cetesb.sp.gov.br/Solo/residuos/base3.pdf>. Acesso em: 09 set. 2009 CHAIB, E. B. A.D’. Proposta para implementação de sistema de gestão integrada de meio ambiente, saúde e segurança do trabalho em empresas de pequeno e médio porte: um estudo de caso da indústria metal-mecânica. Rio de Janeiro, 2005. Dissertação (Mestrado) – Universidade Federal do Rio de Janeiro CONAMA – Conselho Nacional de Meio Ambiente. Resolução n. 313 de 29 de outubro de 2002. Dispõe sobre o Inventário Nacional de Resíduos Sólidos Industriais. Disponível em: <http://www.mma.gov.br/port/conama/res/res02/res31302.html>. Acesso em: 17 mar. 2009. _________. Resolução n. 275 de 25 de abril de 2001. Estabelece o código de cores para os diferentes tipos de resíduos, a ser adotado na identificação de coletores e transportadores, bem como nas campanhas informativas para a coleta seletiva. Disponível em: <http://www.mma.gov.br>. Acesso em: 07 abr. 2010. COUTINHO, G. A.; WIEMES, L.; DEPOUILLY, E.; FERRAZZA, D. C. Educação ambiental aplicada na indústria automobilística. In: CONGRESSO DE MEIO AMBIENTE DA AUGM, VI, 2009, São Carlos, SP. DHURS - Departamento de Higiene Urbana e Resíduos Sólidos. Lisboa, 2008. A Política dos 3 R’s. Disponível em: <http://lisboalimpa.cm-lisboa.pt/index.php?id=1237>. Acesso em: 29 mai. 2008. DONAIRE, D. Gestão ambiental na empresa. 2. ed. São Paulo: Atlas, 1999. ENVIRONMENT CAMTERBURY. The 5’s. Disponível em: <http://www.ecan.govt.nz/Our+Environment/Waste/The+5+Rs/>. Acesso em: 16 abr. 2008. ÉPOCA NEGÓCIOS ON LINE. Brasil é a oitava maior economia mundial, 23 mar. 2010. Disponível em: <http://epocanegocios.globo.com/Revista/Common/0,,EMI129660-16357,00-BRASIL+E+A+OITAVA+MAIOR+ECONOMIA+MUNDIAL.html>. Acesso em: 22 jul. 2010 FARIAS, C. L. 5 R's - Reduce, Re-use, Recycle, Recover and Residual Management, 2003 Disponível em: <http://www.keyassociados.com.br/imprensa-5rs.php>. Acesso em: 19 mar. 2008. FATÁ, R. M. Os conceitos básicos sobre lixo – Os 5’s. Revista Educação Pública. Rio de Janeiro: abr. 2007. Disponível em: <http://www.educacaopublica.rj.gov.br. Acesso em: 19 mar. 2008. FERRO, Simone. Perspectivas 2001: PRFV reconquista espaço e exibe metas ambiciosas para o início do milênio. Revista Plástico Moderno. Disponível em: <http://www.plasticomoderno.com.br/revista/pm316/prfv1.htm>. Acesso em: 12 mar. 2010 FIESP – Federação das Indústrias do Estado de São Paulo. Apostila de Coleta Seletiva e Reciclagem de Excedentes Industriais. São Paulo: FIESP, 2003, 21 p.
FORD Motor Company BrasiL LTDA. Relatório Ambiental. São Paulo, 2008. Disponível em: <http://www.ford.com.br>. Acesso em: 21 fev. 2010. FREUDENRICH, C. Como funciona o plástico. Disponível em: <http://ciencia.hsw.uol.com.br/plastico.htm. Acesso em: 06 jun. 2008. FUNDEMA – Fundação Municipal de Meio Ambiente de Joinville, SC. Legislação Municipal. Joinville, 2009. Disponível em: <http://www.fundema.sc.gov.br>. Acesso em: 10 set. 2009. GARCIA, S. Referencias históricas y evolución de los plásticos. Revista Iberoamericana de Polímeros. Vol.10 (1), p. 71-80, 2009. GM – General Motors do Brasil LTDA.. General Motors do Brasil já recicla 97 % dos resíduos industriais. São Paulo, 2009. Disponível em: <http://www.chevrolet.com.br>. Acesso em: 21 fev. 2010. GONÇALVES, M. L.; BALDIN, N.; ZANOTELLI, C. T.; CARELLI, M. N.; FRANCO, S. C. Fazendo pesquisa: do projeto à comunicação científica. 2 ed. Joinville, SC: UNIVILLE, 2008, 135 p. GURARESI, A. M. Diagnóstico, caracterização e levantamento de resíduos sólidos perigosos: instrumento para implementação de um programa de gestão em uma indústria de tintas. Criciúma, 2004. Trabalho de Conclusão de Curso. Universidade do Extremo Sul Catarinense. HEMAIS, C. A. Polímeros e a Indústria Automobilística. Polímeros: Ciência e Tecnologia. Vol. 13, n° 2, p. 107-114, 2003. IBAM – Instituto Brasileiro e Administração Municipal.. 20 de Agosto de 2008. Painel II – Resíduos Sólidos Industriais e Mecanismos de Desenvolvimento Limpo. In: SEMINÁRIO – PANORAMA DOS RESÍDUOS SÓLIDOS NO BRASIL. Rio de Janeiro, 2008. Disponível em: <http://www.ibam.org.br/publique/media/rsi%20e%20mdl.pdf>. Acesso em: 17 mar 2009. IBGE – Instituto Brasileiro de Geografia e Estatística. Joinville - SC: estatísticas do cadastro central de empresas, 2006. Rio de Janeiro, 2006. Disponível em: <http://www.ibge.gov.br/cidadesat/topwindow.htm?1>. Acesso em: 07 set. 2009. ______ Mapa de localização de Joinville. Rio de Janeiro. Disponível em: <http://www.ibge.gov.br>. Acesso em: 15 de ago. 2009. INMETRO - Instituto Nacional de Metrologia, Normalização e Qualidade Industrial. Histórico dos certificados emitidos no mundo, por continente. Rio de Janeiro, 2006. Disponível em: <http://www.inmetro.gov.br/gestao14001/Rel_Cert_Validos_Loc_Geografica.asp?Chamador=INMETRO14&tipo=INMETROEXT> . Acesso em: 28 mar. 2010.

______. Certificações válidas por Estado de Federação. Rio de Janeiro, 2010. Disponível em: <http://www.inmetro.gov.br/gestao14001/Rel_Cert_Validos_Loc_Geografica.asp?Chamador=INMETRO14&tipo=INMETROEXT> . Acesso em: 28 mar. 2010. JACOB, A. Spray-up offers process improvements. Reinforced Plastics. vol 46, Issue 1, January, 2002, p. 32-34. JACOBI, P. R.; TRISTÃO, M.; FRANCO, M. I. G. C. A fundação social da educação ambiental nas práticas colaborativas: participação e engajamento. In: Cadernos do Cedes/Centro de Estudos Educação Sociedade. Campinas, vol. 29, n. 77, jan./abr. de 2009, p. 63-79. LAYRARGUES, P. P. O cinismos da reciclagem: o significado ideológico da reciclagem da lata de alumínio e suas implicações para a educação ambiental. In: LOUREIRO, C. F. B.; LAYRARGUES, P. P.; CASTRO, R. S. De. Educação ambiental: repensando o espaço da cidadania. 2. ed. São Paulo: Cortez, 2002, p.179-219. LIMA, Gilmar. Direto da prancheta ao usuário final, 2006. Revista do Plástico Reforçado. Disponível em: <http://www.revistadoplasticoreforcado.com.br/automotivo/sessao_auto.html>. Acesso em: 11 de mar. 2010. ___________. Compósitos vislumbram oportunidades nas áreas de transporte e infra-estrutura. Revista Plástico Moderno. Ed. 423. Janeiro de 2010. Disponível em: <http://www.plastico.com.br/plastico.htm>. Acesso em: 11 mar. 2010. LIMA, A. T. de; REIGOTA, M. A. D. S.; PELICIONI, A. F.; NOGUEIRA, E. J. Frans Krajcberg e sua contribuição à educação ambiental pautada na teoria das representações sociais. In: Cadernos do Cedes/Centro de Estudos Educação Sociedade. Campinas, vol. 29, n. 77, jan./abr. de 2009, p. 117-131. LTCAT - Laudo Técnico de Condições Ambientais no Trabalho. Joinville: SENAI/ Empresa “ß” estudada, 2008. LOUREIRO, C. F. B. Educação Ambiental e movimentos sociais na construção da cidadania ecológica e planetária. In: LOUREIRO, C. F. B.; LAYRARGUES, P. P.; CASTRO, R. S. De. Educação ambiental: repensando o espaço da cidadania. 2. ed. São Paulo: Cortez, 2002, p.69-98. MAKENI Chemicals Comércio de Produtos Químicos LTDA. Ficha de Informações de Segurança de Produtos Químicos – Monômero de Estireno, São Paulo, 2004. Disponível em: <http://www.makeni.com.br> Acesso em: 27 ago. 2009. MASERA, D.; MONTENEGRO, C.; BASSOI, L. J.; FERREIRA, A. L.; OKANO, O. A produção mais limpa e o consumo sustentável na América Latina e no Caribe. PNUMA-ORPALAC/CETESB: São Paulo, 2005. s p. llus. MATHEUS, M. A. Fiberglass – Aprenda fibra de vidro. Ribeirão Preto: M. a: Matheus, 2002, 132 p.

MAXI RUBBER INDÚSTRIAS QUÍMICAS LTDA. Ficha de Informacoes de Seguranca de Produto Químico, 2001. Disponível em: <http://www.maxirubber.com.br/fispq.asp> Acesso em: 26 ago. 2009.
MEDEIROS, C. Instruções para a Elaboração do Plano de Gerenciamento de Resíduos Sólidos, 2002. Sistema Estadual de Informações Ambientais da Bahia (SEIA). Disponível em: <http://www.seia.ba.gov.br. Acesso em: 25 ago. 2009. MEDINA, H. V. Desenvolvimento de novos polímeros :uma ferramenta para os avanços na indústria automobilística. Revista Plástico Industrial, Aranda editora, Ano IV, Nº 48 – Agosto 2002, pp 108-120 MIERS, E. Joinville: Sistemas de Gestão Ambiental em indústrias de grande porte. Joinville, 2006. Monografia (Pós-graduação) – Universidade da Região de Joinville MILAN, G. S.; GRAZZIOTIN, D. B. G. Implantação da Produção mais Limpa em uma empresa do setor plástico. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 28, 2008. Rio de Janeiro. Anais eletrônico... Rio de Janeiro: ABEPRO-ENEGEP, 2008. Disponível em: <http://www.abepro.org.br/enegep2008/resumo_pdf/enegep/TN_STO_077_542_10609.pdf>. Acesso em: 22 jun. 2008. MINAYO, M. C. de S.; SANCHES, O. Quantitativo-qualitativo:oposição ou complementaridade? Cadernos de Saúde Pública. Vol.9, n. 3, Rio de Janeiro, July/Sept., 1993. MMA – Ministério do Meio Ambiente. Brasília-DF. Legislação: Disponível em: <http://www.mma.gov.br>. Acesso em 09 set. 2009. MP-SC – Ministério Público do Estado de Santa Catarina. Florianópolis-SC. Legislação Estadual. Disponível em: <http://www.mp.sc.gov.br> Acesso em: 10 set. 2009. OLIVEIRA, J. M de. Resposta técnica: resíduos de fibra de vidro. Serviço Nacional de Aprendizagem Industrial - SENAI) / Centro Nacional de Tecnologias Limpas -CNTL. Rio Grande do Sul: SENAI-CNTL, 2006. ONU – Organization United Nations. Our Common Future: Report of the World Commission on Environment and Development, 1988. New York. Disponível em: <http://www.un-documents.net/ocf-02.htm>. Acesso em: 01 dez. 2008. PHILIPPI JR., A.; PELICIONI, M. C. F. Bases políticas, conceituais, filosóficas e ideológicas da educação ambiental. In: Educação Ambiental e Sustentabilidade. Barueri, SP: Manole, 2005, p. 1-12. PIATTI, T. M.; PIATTI, R. A. F. R. Plásticos: características, usos, produção e impactos ambientais. Maceió: EDUFAL, 2005, 51 p. PINTO, Kelly Nanci Carneiro. Reciclagem de resíduos de materiais compósitos de matriz polimérica: poliéster insaturado reforçado com fibras de vidro. São Paulo, 2002. Dissertação (Mestrado) – Universidade de São Paulo.

REIGOTA, M. Educação Ambiental: fragmentos de sua história no Brasil. In: NOAL, F. O., REIGOTA, M., BARCELOS, V. H. L. Tendências da Educação Ambiental Brasileira. Santa Cruz do Sul: EDNISC, 1998, p 11-15. RIOS, M. Brasilplast 2003: um balcão de negócios. Revista Plástico Moderno on-line. Disponível em: <http://www.plastico.com.br/revista/pm340/brasilplast1.htm>. Acesso em: 22 jul. 2010. RISSON, P.; CARVALHO, G. A.; VIERA, S. L.; ZENI,M., ZATTERA, A. J. Reaproveitamento de resíduos e laminados de fibra de vidro na confecção de placas reforçadas de resina poliéster. Polímeros: Ciência e Tecnologia. Jul/Set de 1998. p. 89-92. SANTA CATARINA. Lei nº 13.557, de 17 de novembro de 2005. Dispõe sobre a Política Estadual de Resíduos Sólidos e adota outras providências. Disponível em: <http://www.sds.sc.gov.br/index.php?option=com_docman...>. Acesso em: 10 mai. 2010. SEBRAE – Serviço Brasileiro de Apoio às Micro e Pequenas Empresas. Cerâmica Vermelha para Construção: telhas, tijolos e tubos. Estudos de Mercado SEBRAE/ESPM, setembro de 2008. Brasília, DF, 2008. Disponível em: <http://www.biblioteca.sebrae.com.br>. Acesso em: 12 mar. 2010. SILVA, C. Brasil garante posição entre maiores do mundo. O Estado de São Paulo, 23 agosto de 2009. Disponível em: <http://www.estadao.com.br/estadaodehoje/20090823/not_imp423145,0.php>. Acesso em: 22 jul. 2010 SIMPESC - Sindicato da Indústria de Material Plástico em Santa Catarina. Joinville, SC, 2008. Mundo dos plásticos. Disponível em: <http://www.simpesc.org.br>. Acesso em: 19 jun. 2008. SNIC – Sindicato Nacional da Indústria de Cimento. Mapa de localização de todas as fábricas de cimento do Brasil. Rio de Janeiro, 2010. Disponível em: <http://www.snic.org.br/25set1024/localizacao_fabricas.html>. Acesso em: 15 mar. 2010. STITES, D. P.; TERR, A. I.; PARSLOW, T. G. Mecanismos de Sensibilidade In: Imunologia Médica. 9 ed. Rio de Janeiro, RJ: Guanabara Koogan. 2000, p. 292-301. TOCCHETTO, M. R. L. Gerenciamento de Resíduos Sólidos Industriais. Curso de Química Industrial. Universidade Federal de Santa Maria.Santa Maria: UFSM, 2005, 97 p. UNESCO – ORGANIZAÇÃO DAS NAÇOES UNIDAS PARA A EDUCAÇÃO, A CIÊNCIA E A CULTURA – Educação Ambiental no Brasil. Disponível em: http://www.unesco.org/pt/brasilia/crosscutting-mainstreaming-principal-priorities-and-special-themes-of-the-unesco-brasilia-office/education-for-sustainable-development-in-brazil/environmental-education-in-brazil/. Acesso em: 06 set. 2010 UNIVERSIDADE METODISTA DE SÃO PAULO. País começa a reciclar veículos sucateados. São Paulo, 2008. Disponível em: <http://www.metodista.br/maiscidadania/reportagens/pais-comeca-a-reciclar-veiculos-sucateados/ >. Acesso em: 29 ago. 2009.
UNIVERSO AMBIENTAL. Resíduos sólidos industriais. 2007. Disponível em: < http://www.universoambiental.com.br/novo/artigos_ler.php?canal=2&canallocal=2&canalsub2=4&id=26>. Acesso em: 29 abr. 2008. VIEIRA, L. R. S. Conscientização ambiental na macharia da Saint-Gobain Canalização: uma metodologia de educação ambiental para indústria. São Carlos, 2004. 143p. Tese de Doutorado – Escola de Engenharia de São Carlos, Universidade de São Paulo. VILHENA, A.; POLITI, E. Reduzindo, reutilizando, reciclando: a indústria ecoeficiente. São Paulo: CEMPRE/SENAI, 2005, 94 p. VW – Volkswagen do Brasil Indústria de Veículos Automotores LTDA. Um mundo melhor. São Paulo, 2010. Disponível em: <http://www.vw.com.br/foxporummundomelhor/index.html> Acesso em: 21 fev 2010. ZATERA, A. J; CARVALHO, G. de A.; FREIRE, E. Reuso de resíduos de laminados de fibra de vidro na construção civil. In: SEMINÁRIO NACIONAL SOBRE REUSO/RECICLAGEM DE RESÍDUOS SÓLIDOS INDUSTRIAIS, I, 2000. São Paulo: SMA, 2000.
APÊNDICES
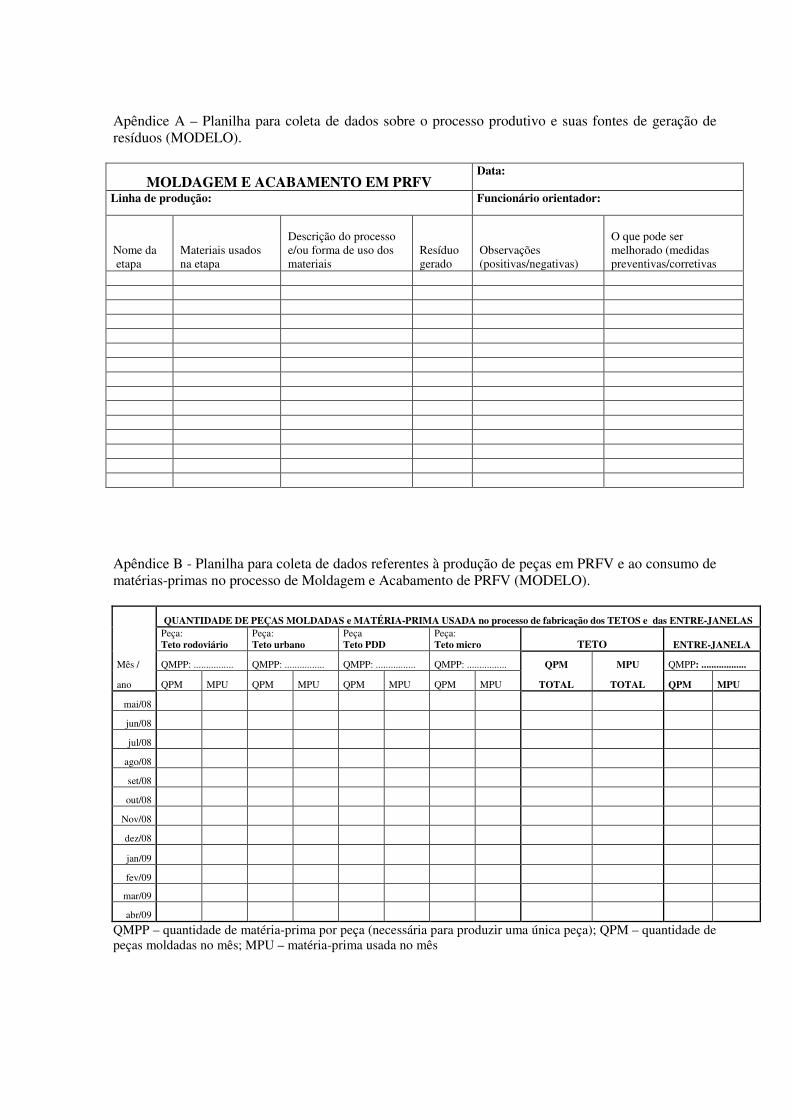
Apêndice A – Planilha para coleta de dados sobre o processo produtivo e suas fontes de geração de resíduos (MODELO).
MOLDAGEM E ACABAMENTO EM PRFV Data:
Linha de produção: Funcionário orientador:
Nome da etapa
Materiais usados na etapa
Descrição do processo e/ou forma de uso dos materiais
Resíduo gerado
Observações (positivas/negativas)
O que pode ser melhorado (medidas preventivas/corretivas
Apêndice B - Planilha para coleta de dados referentes à produção de peças em PRFV e ao consumo de matérias-primas no processo de Moldagem e Acabamento de PRFV (MODELO).
QUANTIDADE DE PEÇAS MOLDADAS e MATÉRIA-PRIMA USADA no processo de fabricação dos TETOS e das ENTRE-JANELAS
Peça: Teto rodoviário
Peça: Teto urbano
Peça Teto PDD
Peça: Teto micro TETO ENTRE-JANELA
Mês / QMPP: ................ QMPP: ................ QMPP: ................ QMPP: ................ QPM MPU QMPP: ..................
ano QPM MPU QPM MPU QPM MPU QPM MPU TOTAL TOTAL QPM MPU
mai/08
jun/08
jul/08
ago/08
set/08
out/08
Nov/08
dez/08
jan/09
fev/09
mar/09
abr/09
QMPP – quantidade de matéria-prima por peça (necessária para produzir uma única peça); QPM – quantidade de peças moldadas no mês; MPU – matéria-prima usada no mês
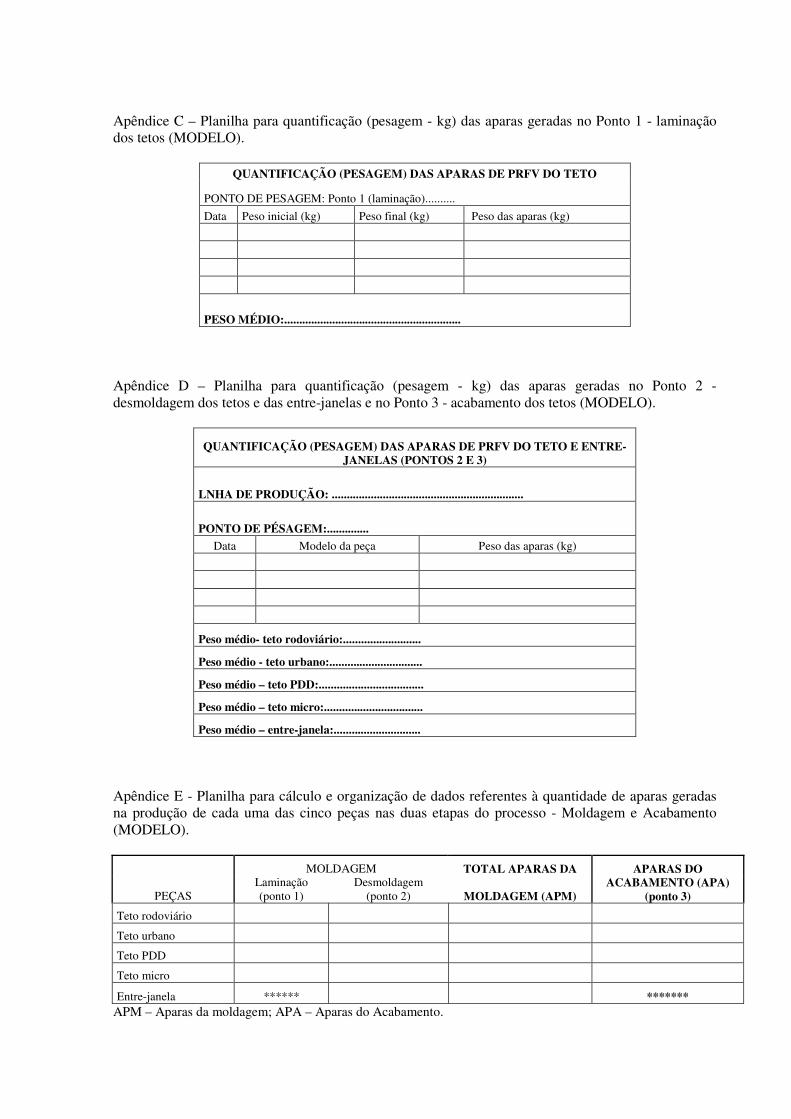
Apêndice C – Planilha para quantificação (pesagem - kg) das aparas geradas no Ponto 1 - laminação dos tetos (MODELO).
QUANTIFICAÇÃO (PESAGEM) DAS APARAS DE PRFV DO TETO
PONTO DE PESAGEM: Ponto 1 (laminação)..........
Data Peso inicial (kg) Peso final (kg) Peso das aparas (kg)
PESO MÉDIO:...........................................................
Apêndice D – Planilha para quantificação (pesagem - kg) das aparas geradas no Ponto 2 - desmoldagem dos tetos e das entre-janelas e no Ponto 3 - acabamento dos tetos (MODELO).
QUANTIFICAÇÃO (PESAGEM) DAS APARAS DE PRFV DO TETO E ENTRE-JANELAS (PONTOS 2 E 3)
LNHA DE PRODUÇÃO: ................................................................
PONTO DE PÉSAGEM:..............
Data Modelo da peça Peso das aparas (kg)
Peso médio- teto rodoviário:..........................
Peso médio - teto urbano:...............................
Peso médio – teto PDD:...................................
Peso médio – teto micro:.................................
Peso médio – entre-janela:.............................
Apêndice E - Planilha para cálculo e organização de dados referentes à quantidade de aparas geradas na produção de cada uma das cinco peças nas duas etapas do processo - Moldagem e Acabamento (MODELO).
MOLDAGEM TOTAL APARAS DA APARAS DO
PEÇAS Laminação (ponto 1)
Desmoldagem (ponto 2) MOLDAGEM (APM)
ACABAMENTO (APA) (ponto 3)
Teto rodoviário
Teto urbano
Teto PDD
Teto micro
Entre-janela ****** ******* APM – Aparas da moldagem; APA – Aparas do Acabamento.
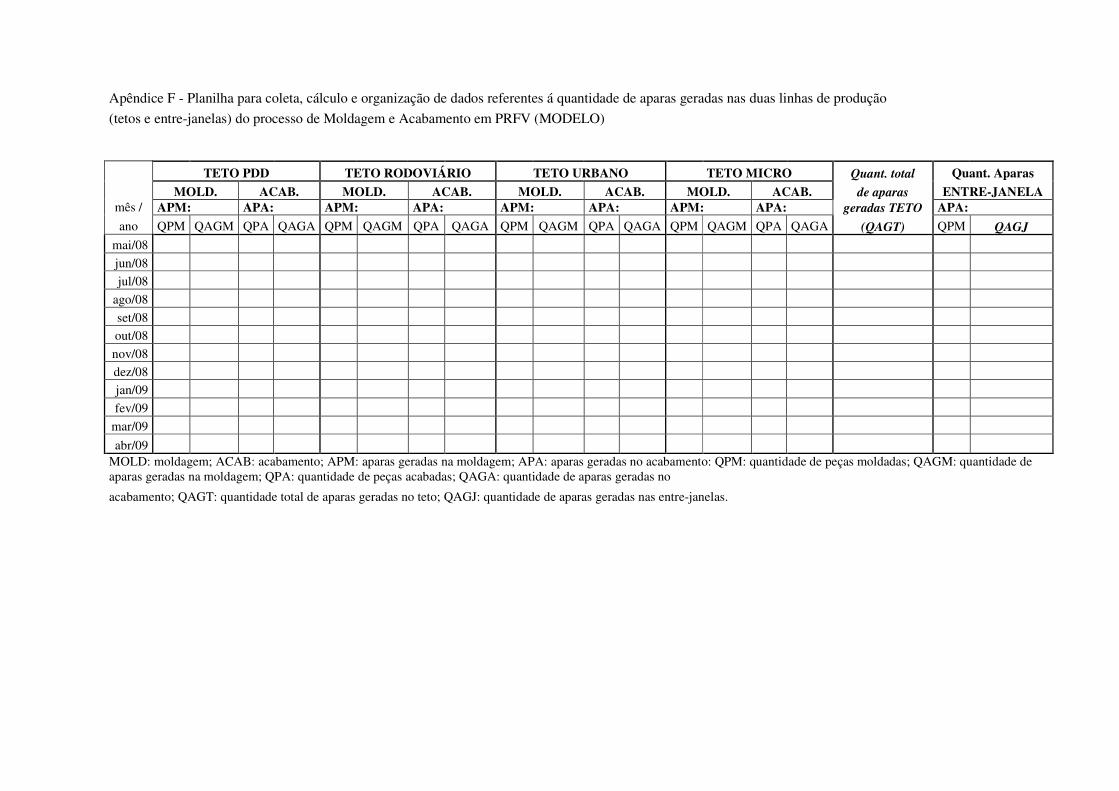
Apêndice F - Planilha para coleta, cálculo e organização de dados referentes á quantidade de aparas geradas nas duas linhas de produção
(tetos e entre-janelas) do processo de Moldagem e Acabamento em PRFV (MODELO)
TETO PDD TETO RODOVIÁRIO TETO URBANO TETO MICRO Quant. total Quant. Aparas MOLD. ACAB. MOLD. ACAB. MOLD. ACAB. MOLD. ACAB. de aparas ENTRE-JANELA
mês / APM: APA: APM: APA: APM: APA: APM: APA: geradas TETO APA:
ano QPM QAGM QPA QAGA QPM QAGM QPA QAGA QPM QAGM QPA QAGA QPM QAGM QPA QAGA (QAGT) QPM QAGJ
mai/08
jun/08
jul/08
ago/08
set/08
out/08
nov/08
dez/08
jan/09
fev/09
mar/09
abr/09 MOLD: moldagem; ACAB: acabamento; APM: aparas geradas na moldagem; APA: aparas geradas no acabamento: QPM: quantidade de peças moldadas; QAGM: quantidade de aparas geradas na moldagem; QPA: quantidade de peças acabadas; QAGA: quantidade de aparas geradas no
acabamento; QAGT: quantidade total de aparas geradas no teto; QAGJ: quantidade de aparas geradas nas entre-janelas.

Apêndice G – Planilha para coleta de dados e cálculo dos principais resíduos gerados no processo de Moldagem e Acabamento de PRFV (MODELO).
Estimativa da quantidade total dos principais resíduos gerados no MÊS de:
MATERIAIS MPR (kg/L) PL (kg) QR (un. ou kg) PE (kg) PR (kg)
resina
catalisador
gel coat
selador
limpador
desmoldante líquido
massa fibra moída
massa plástica
cera desmoldante
massa rápida
Subtotal (Sucata)
Solução de limpeza
Bobina polietileno ------ -----
Papelão ondulado ------ -----
Aparas do teto ----- ------ -----
Aparas da entre-janela ----- ----- -----
Subtotal (Aparas) ---- ----- -----
TOTAL MÊS (PTR) MPR – Matéria-prima requisitada do estoque no mês analisado; PL – peso líquido da embalagem de matéria-prima; QR – quantidade de resíduos gerados (em “unidades” para solução de limpeza e todas as sucatas – embalagens; e em “quilogramas” para papelão, polietileno e aparas); PE – peso da embalagem vazia (kg); PR – produção de resíduos a partir da referida matéria-prima; PTR – Produção total de resíduos no mês analisado. Observações: PL e PE só se aplicam às sucatas e solução de limpeza; PTR corresponde à somatória de total de sucata, solução de limpeza, bobina polietileno, papelão ondulado e total de aparas. A quantidade de aparas foi determinada anteriormente no item: 3.3.2.2 (a).
Apêndice H - planilha para coleta de dados referentes ao gerenciamento dos resíduos sólidos gerados no processo de Moldagem e Acabamento em PRFV (MODELO).
Matéria-prima e/ou processo
gerador
Descrição do resíduo gerado
Segregação/ Acondicionamento/
Armazenagem temporária
Coleta e transporte
interno e externo
Destino na unidade e/ou Destino final
Observações (negativas /
positivas)
Medidas preventivas e
corretivas

Apêndice I – Artigo científico submetido ao Journal of Cleanaer Production : “Diagnosis of solid waste generation in a production process of an automobile industry: a contribution to reduction”.
Diagnosis of solid waste generation in a production process of an automobile
industry: a contribution to reduction
Cíntia Madureira Orth a,11; Nelma Baldin a, *; Cladir Teresinha Zanotelli b
a Masters Degree in Health and Environment from the Joinville Regional University, University Campus, s/n.º, Caixa Postal 246, Bairro Bom Retiro, CEP 89201-972, Joinville, SC, Brazil. b Federal University of Mato Grosso. Avenida Brasília, 1200, CEP 78550-000, Sinop, MT, Brazil. Abstract The industrial sector has been pressed to make its production processes cleaner. In this sense, there are a growing number of companies that have tried to adopt measures aimed at reducing their environmental impacts. However, the implementing of some of those measures should be preceded by an environmental diagnosis. The objective of this research was to elaborate a diagnosis of the waste generated in the production process of an automobile company in order to present actions for waste reduction. The study of the process and sources of generation occurred through in loco observations, and quantification of waste by means of measurements and estimates. The process studied was Molding and Finishing in Fiberglass Reinforced Plastic. It was found that the open molding adopted by the factory causes large losses of raw materials in the form of scrap, which is the primary source of waste generation in the process. Another source of generation is the waste of materials, attributed to the lack of qualification and Environmental Education of their employees. Observing the results, it
11 Corresponding Author. Tel.: + 55 47 9946 1052.
E-mail addresses: [email protected] (C. M. Orth), [email protected] (N. Baldin), [email protected] (C. T. Zanotelli).
* Tel.: +55 47 3461 9209; Fax: +55 47 3461 9020
was concluded that the migration to a cleaner production process and the adoption of an Environmental Education Program should be considered by the factory. Keywords: Environmental diagnosis; Waste reduction; Environmental Education; Automobile industry.
1. Introduction
Among the current environmental problems, the production of waste is one of the main ways
of degradation of the environment. In the light of this problem and of the fact that it is not possible to
stop progress, men need to adopt Sustainable Development models.
Following this trend, and under pressure of society, government and the markets, an
increasing number of companies have been trying to change their production processes in order to
make them less aggressive, and often do so through an Environmental Management System (EMS).
An EMS involves different “administrative and operational actions carried out by companies in order
to address the environmental problems arising out of their activities or to prevent them to occur in the
future” (BARBIERI, 2007, p.153).
Another strategy that contributes to the improvement of environmental quality is Cleaner
Production, defined by the United Nations Environment Program as the continuous application of an
economic, environmental and technological strategy integrated to processes and products, aiming to
increase eco-efficiency in the use of raw materials, water and energy. This process occurs by means of
not generating, minimizing or recycling waste in a production process with environmental,
occupational health and economic benefits (CNTL, 2008).
However, there is great resistance in adopting this measure. Some businessmen still believe it
is necessary to adopt new technologies for their implementation, when, actually, approximately 50%
of the pollution generated by companies can be avoided only with the improvement in operating
practices and simple changes in processes (CEBDS, 2008).
Solid Waste Management Plans (SWMP) and the 3-Rs Policy (Reduce, Reuse, Recycle) also
give priority to waste reduction. Both advocate a logical and natural sequence to be followed, in
which the solutions start from a concept of eliminating the problem (to avoid and minimize the
generation of waste), so that, in the end, the smallest possible amount of waste is produced to be
disposed in appropriate locations (Medeiros, 2002; Layrargues, 2002; Tocchetto, 2005).
With regard to simpler measures for waste reduction, we can mention the Environmental
Education (EE), since the lack of environmental awareness, coupled with the lack of the operators’
qualification and improper use and handling of raw materials can contribute to the generation of waste
(Pinto, 2002). EE is an educational and social praxis that aims at "building values, concepts, skills and
attitudes that enable the understanding of the reality of life and lucid and responsible actions of
individual and collective social actors towards the environment " (Loureiro, 2002 p.69).

In this understanding, EE can be considered as the “foundation” of the Environmental
Policies, that is, we cannot talk about EMS, SWMP, Cleaner Production, 3-R’s Policy without the
procedures of Environmental Education. However, there are businessmen that show indifference in
relation to that didactic pedagogic resource, although studies have already proved its efficiency in this
field. In any transformation, EE, by definition, is a strategic element in the formation of broad critical
awareness of the social and production relations that position the human insertion in nature (Loureiro,
2002).
EE is an important allied to fight consumerism and waste of materials. Often, in the
companies, employees are instructed not to waste raw material considering only its economic benefits,
without the perspective of awareness. Companies should commit themselves to avoid the unnecessary
use of materials and natural resources, and a way to reach this goal is the execution of EE actions.
It is important to note that, for a company, reducing waste of materials means reducing both
the environmental and economic losses, since the company will have less waste to manage. That is,
package, store, transport, process and send to appropriate locations (Farias, 2003). All employees of a
company should be aware of the environmental effects of their activities, products and services
(Vilhena and Politi, 2005).
Given the foregoing, the objective that motivated this study was to diagnose the main sources
of waste generation in a production process of an industry of the automobile sector. Accordingly, we
aimed at the presentation of actions that will be able to contribute for the plant to reduce the amount of
waste generated in the process analyzed.
2. Methodology
This research represents a cross-sectional and observational study developed through an
approach with characteristics of qualitative research and quantitative research, applied in an
automotive industry which makes bodies for buses. The Company has headquarters in the city of
Joinville, SC, Brazil. Its industrial complexes cover a total area 1.000.000 m². It is divided into three
units: the headquarter and two plastic branches, one located in Joinville and another in Rio Negrinho,
SC. The research was held only in the plastic unit of Joinville, which covers a total area of 105.251 m²
The process studied was the Molding and Finishing in Fiberglass Reinforced Plastic (FRP),
responsible for the production of ceilings and space between windows of the vehicles. As for the
waste, it was studied those in solid state. Data collection occurred from January 2009 to June 2009.
The period analyzed was from April 2008 to April 2009.
2.2.1. The production process and waste generation sources
The study of the production process and sources of waste generation was done simultaneously
by means of in loco observations, photographs, and was under the guidance of two employees in
charge of the department. In this phase, in addition to detailing the process, it was identified all the
raw material used, its way of use or the process generating the waste, and the waste generated at each
step of the process. In loco observations also allowed the study of the behavior of the employees
towards the rational use of raw material.
2.2.2. The quantification of losses of raw material in the form of scrap
Quantification of waste occurred through estimates, consultation of the files of the Company
and measurements of the main waste.
To calculate the amount of FRP scrap generated monthly by the factory, first it was collected
data of the monthly production in the period studied, taking care to distinguish the quantity of molded
parts (QMP) and the quantity of finished parts (QFP) of each of the five part models in FRP
manufactured by the factory: four ceilings and one space between windows. After this step, it was
researched the quantity of raw material necessary to mold each of those five parts (QRMP). The raw
materials taken into account were: gel coat; resin; talc and fiberglass – roving; milled fiberglass;
blanket and cloth. All the data were collected in the files of the Production Planning and Control and
Materials department (PPCM) of the factory studied. The amount of raw material used in the month
was obtained by Equation 1 applied separately to the two production lines (ceilings and space between
windows) that cover the process studied:
RMU = QMP x QRMP (1) Where,
RMU (kg) = quantity of raw material used in the month. QMP (unit) = quantity of molded parts in the month. QRMP (kg) = quantity of raw material per part. Then, weighing was performed in order to determine the raw material lost as scrap in the two
production lines. In the period from May 5 of 2009 to June 5 of 2009, spreadsheets were given to
those in charge of molding and finishing for the quantification of scrap free of contamination
generated in the process. The weighing of the scrap was carried out in two points of the Molding
(lamination and mold releasing) and in one point of the Finishing and considered the five different
models of parts produced.
• Point 1 (only ceilings) – Lamination: all the cardboard used to protect the walls of the semi-automatic chopper-gun or semi-automatic laminator, the floor under it and in front of the mold was weighed before the lamination of each part (initial weight). After the lamination, a new weighing was done (final weight). The difference between the initial and the final weight corresponds to the quantity of scrap generated by a single ceiling in this point. After the weighing, it was calculated the average quantity (kg) of scrap generated in the lamination of a single ceiling. As the area that receives the scrap remains constant, regardless the model being laminated, there was no need to distinguish the scrap generated by each of the four types of ceilings;
• Point 2 (ceiling and space between windows) – Mold Releasing: after the lamination, the burrs of the larger sides of the ceilings and the burrs stuck to all sides and gaps of spaces between windows are removed. After this removal, the scrap generated by each part produced were weighed separately to determine the average amount (kg) of scrap generated at this point for each of the five models of FRP parts produced by the factory;
• Point 3 (only ceilings) – Finishing: burrs cut from the smaller sides of the ceilings were also
weighed to determine the average amount (kg) of scrap generated by each of the ceiling models produced.
The sum, separately, of the average quantities of scrap generated by each model in points 1
and 2 corresponded to the amount of scrap generated in MOLDING (SGM). Point 3, itself,
corresponds to the average amount of scrap generated in the FINISHING (SGF).
Determined the amount of scrap that each model of part generates, the amount of scrap
generated monthly by the factory was obtained, using Equations 2 and 3 applied to each of the five
types of parts produced in all months studied. To help the work of the research in this step, a
calculation spreadsheet was elaborated. In order to determine the total amount of scrap generated in
the roof, it was summed all the QSGM and QSGF of the four models of ceilings in each of the months
analyzed:
QSGM = QMP x SPM (2)
QSGF = QFP x SPF (3) Where,
QSGM (kg) = quantity of scrap generated in the molding. QMP (unit) = quantity of molded parts. SPM (kg) = average quantity of scrap generated in the molding of a single part. QSGF (kg) = quantity of scrap generated in the finishing. QFP (unit) = quantity of finished molded. SPF (kg) = average quantity of scrap generated in the finishing of a single part.
2.2.3 Packaging, cardboard and plastic
The empty packaging waste was calculated based on the raw material requested from the
inventory (RMR), whose data were determined through the PPCM. Then, it was calculated the
approximate weight (kg) of the main waste generated in the process. For this, Equations 4 and 5 were

applied in the quantification of packaging waste of the following materials: resin; catalyst; gel coat;
sealer; cleaner; liquid mold releasing agent; milled fiberglass; acetone; body fillers and mold releasing
wax. Those equations were applied to each of those materials and to all the twelve months studied.
QW = RMR / NW (4)
WW = QW x WP (5) Where: QW (unit) = quantity of waste (cans, plastic drums, drums, buckets); RMR (kg or L) = quantity of raw material requested.
NW (kg or L) = net weight of each package; WW (kg) = weight of waste of package; WP (kg) = weight of empty packages.
Waste quantities of corrugated cardboard and transparent plastic were determined considering
only the RMR, once all plastic and cardboard consumed are disposed as waste after use.
Therefore, the sum of the monthly generation (kg) of the packaging waste of products, ceilings
and space between windows scrap, and consumption of cardboard and plastic, corresponding to the
approximate amount (kg) of solid waste generated in the Molding and Finishing in FRP of the month
analyzed.
In view of this, at the end of the diagnosis, actions to contribute to waste reduction were
presented to Company studied, which may be implemented by the Company. Those actions were
elaborated based of the results obtained in the diagnosis done during the execution of the research, in
the literature review and, still, successful cases of other companies.
3. Results and discussions
The plastic unit of Joinville has the capacity to produce about 17.000 parts for moth in 4.000
different kinds. In the process analyzed, the ceilings are produced in four different models that
correspond to the models of vehicles produced by the Company: Cruise; City; Micro Bus and Double
Deck Panoramic. The spaces between windows are produced in only one model.
3.1. The production process and waste generation
The process studied covers two production lines, ceilings and space between windows, seeing
that both can be divided into two big steps:
Step 1 – MOLDING:
• Mold preparation: it is done with the use of cleaner; sealer; mold release wax and liquid mold release agent. In the ceilings, the final part (not laminated) of the mold is covered with plastic;
• Gel coat: gel and catalyst are applied on the area to be laminated with gel coat spray gun; • Lamination: before the lamination, the areas subject to impregnation with scrap are covered with
cardboard. In the ceilings, chopped roving, pure resin or with load and catalyst are thrown simultaneously by a gun against the mold cavity by a semi-automatic laminator. The application of milled fiberglass and of fiber cloth is manual. When the lamination is over, the burrs on the bigger sides are removed and, after the “cure”, the mold releasing of the ceiling occurs. In the spaces between windows, the application of the roving and the milled fiberglass is manual. Then, the fibers are moistened with resin and catalyst thrown by a gun. The fiber cloth and blanket are applied. Again, the fibers are moistened and its settling occurs. Immediately after the lamination, all the burrs are cut.
Step 2 – FINISHING: in the ceiling, the burrs of the smaller sides are cut and all the cutting points are sandpapered. In the space between windows, only the sandpapering occurs, the burrs were removed in the previous step. Then, ceiling and space between windows go through a process to correct possible flaws; they are totally sandpapered and taken to painting.
In the factory studied, the manufacturing of parts in FRP uses open molds. In the ceiling
lamination, the factory uses its own technology, in which a chopper gun was adapted to a machine
forming a semi-automatic laminator or semi-automatic chopper gun. The lamination process is similar
to that presented by Matheus (2002). The open molding is the composites manufacturing process most
widely used in the world. In the open molding, the pace of production is low, the manual work in
intensive, the freedom of design is high and the process is good to produce large parts and in small
quantities (Jacob, 2002). All these factors were observed in this study: the production of parts in FRP
at the factory is of 372 parts per month, requires a lot of labor and the parts produced are large
(ceilings – 10,5 m X 2,5 m, space between windows – 12,33 m). Although the factory uses only 12
molds, variation in the length of the pieces can reach hundreds of different sizes, which is possible
because of the freedom provided by the open molding. However, this type of molding is responsible
for great environmental impacts, especially with regard to the generation of waste.
Table 1 presents data on monthly production of parts in FRP, on raw material used to produce
them, on the amount of scrap and burrs12 generated, besides the percentage of losses of raw material in
the form of scrap.
12 FRP scrap correspond to scrap thrown by gun on the floor, on the walls of the semi-automatic laminator and in front of the mold (ceiling). Burrs correspond to excess cut on sides of the molds (ceilings and space between windows) before mold releasing and/or during finishing.
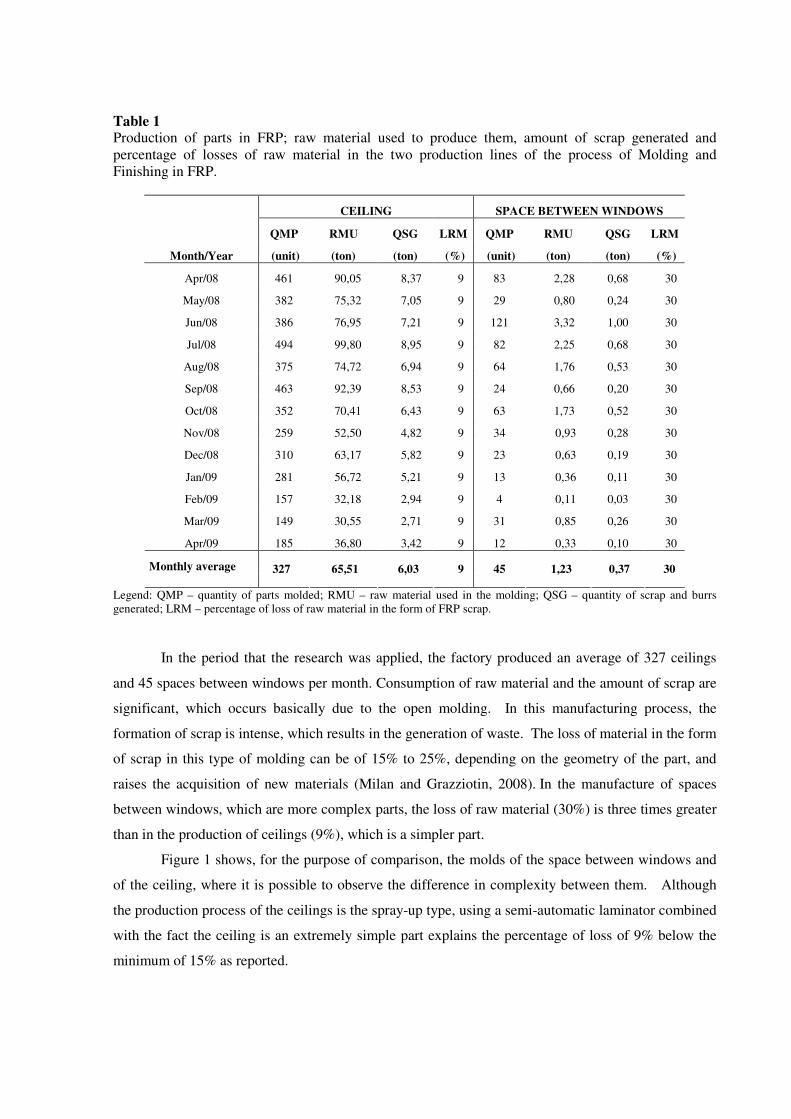
Table 1 Production of parts in FRP; raw material used to produce them, amount of scrap generated and percentage of losses of raw material in the two production lines of the process of Molding and Finishing in FRP.
CEILING SPACE BETWEEN WINDOWS
QMP RMU QSG LRM QMP RMU QSG LRM
Month/Year (unit) (ton) (ton) (%) (unit) (ton) (ton) (%)
Apr/08 461 90,05 8,37 9 83 2,28 0,68 30
May/08 382 75,32 7,05 9 29 0,80 0,24 30
Jun/08 386 76,95 7,21 9 121 3,32 1,00 30
Jul/08 494 99,80 8,95 9 82 2,25 0,68 30
Aug/08 375 74,72 6,94 9 64 1,76 0,53 30
Sep/08 463 92,39 8,53 9 24 0,66 0,20 30
Oct/08 352 70,41 6,43 9 63 1,73 0,52 30
Nov/08 259 52,50 4,82 9 34 0,93 0,28 30
Dec/08 310 63,17 5,82 9 23 0,63 0,19 30
Jan/09 281 56,72 5,21 9 13 0,36 0,11 30
Feb/09 157 32,18 2,94 9 4 0,11 0,03 30
Mar/09 149 30,55 2,71 9 31 0,85 0,26 30
Apr/09 185 36,80 3,42 9 12 0,33 0,10 30
Monthly average
327 65,51 6,03 9 45 1,23 0,37 30
Legend: QMP – quantity of parts molded; RMU – raw material used in the molding; QSG – quantity of scrap and burrs generated; LRM – percentage of loss of raw material in the form of FRP scrap.
In the period that the research was applied, the factory produced an average of 327 ceilings
and 45 spaces between windows per month. Consumption of raw material and the amount of scrap are
significant, which occurs basically due to the open molding. In this manufacturing process, the
formation of scrap is intense, which results in the generation of waste. The loss of material in the form
of scrap in this type of molding can be of 15% to 25%, depending on the geometry of the part, and
raises the acquisition of new materials (Milan and Grazziotin, 2008). In the manufacture of spaces
between windows, which are more complex parts, the loss of raw material (30%) is three times greater
than in the production of ceilings (9%), which is a simpler part.
Figure 1 shows, for the purpose of comparison, the molds of the space between windows and
of the ceiling, where it is possible to observe the difference in complexity between them. Although
the production process of the ceilings is the spray-up type, using a semi-automatic laminator combined
with the fact the ceiling is an extremely simple part explains the percentage of loss of 9% below the
minimum of 15% as reported.
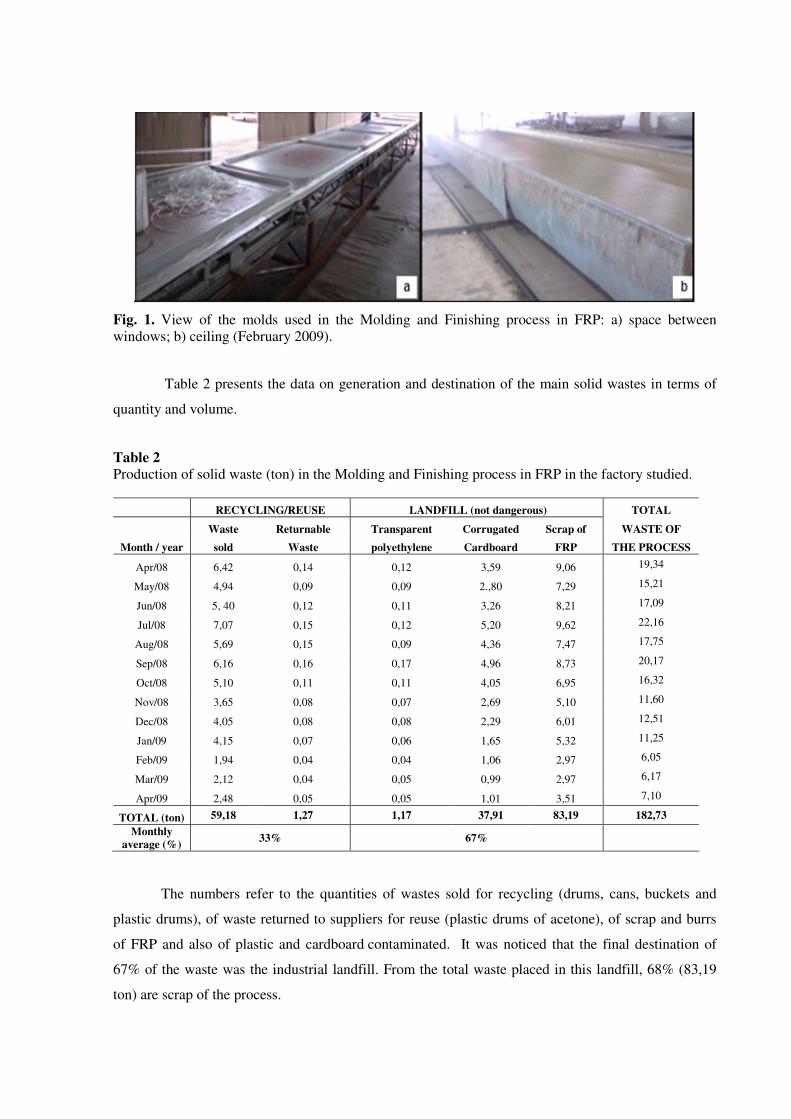
Fig. 1. View of the molds used in the Molding and Finishing process in FRP: a) space between windows; b) ceiling (February 2009).
Table 2 presents the data on generation and destination of the main solid wastes in terms of
quantity and volume.
Table 2 Production of solid waste (ton) in the Molding and Finishing process in FRP in the factory studied.
RECYCLING/REUSE LANDFILL (not dangerous) TOTAL
Waste Returnable Transparent Corrugated Scrap of WASTE OF
Month / year sold Waste polyethylene Cardboard FRP THE PROCESS
Apr/08 6,42 0,14 0,12 3,59 9,06 19,34
May/08 4,94 0,09 0,09 2.,80 7,29 15,21
Jun/08 5, 40 0,12 0,11 3,26 8,21 17,09
Jul/08 7,07 0,15 0,12 5,20 9,62 22,16
Aug/08 5,69 0,15 0,09 4,36 7,47 17,75
Sep/08 6,16 0,16 0,17 4,96 8,73 20,17
Oct/08 5,10 0,11 0,11 4,05 6,95 16,32
Nov/08 3,65 0,08 0,07 2,69 5,10 11,60
Dec/08 4,05 0,08 0,08 2,29 6,01 12,51
Jan/09 4,15 0,07 0,06 1,65 5,32 11,25
Feb/09 1,94 0,04 0,04 1,06 2,97 6,05
Mar/09 2,12 0,04 0,05 0,99 2,97 6,17
Apr/09 2,48 0,05 0,05 1,01 3,51 7,10
TOTAL (ton) 59,18 1,27 1,17 37,91 83,19 182,73
Monthly average (%) 33% 67%
The numbers refer to the quantities of wastes sold for recycling (drums, cans, buckets and
plastic drums), of waste returned to suppliers for reuse (plastic drums of acetone), of scrap and burrs
of FRP and also of plastic and cardboard contaminated. It was noticed that the final destination of
67% of the waste was the industrial landfill. From the total waste placed in this landfill, 68% (83,19
ton) are scrap of the process.
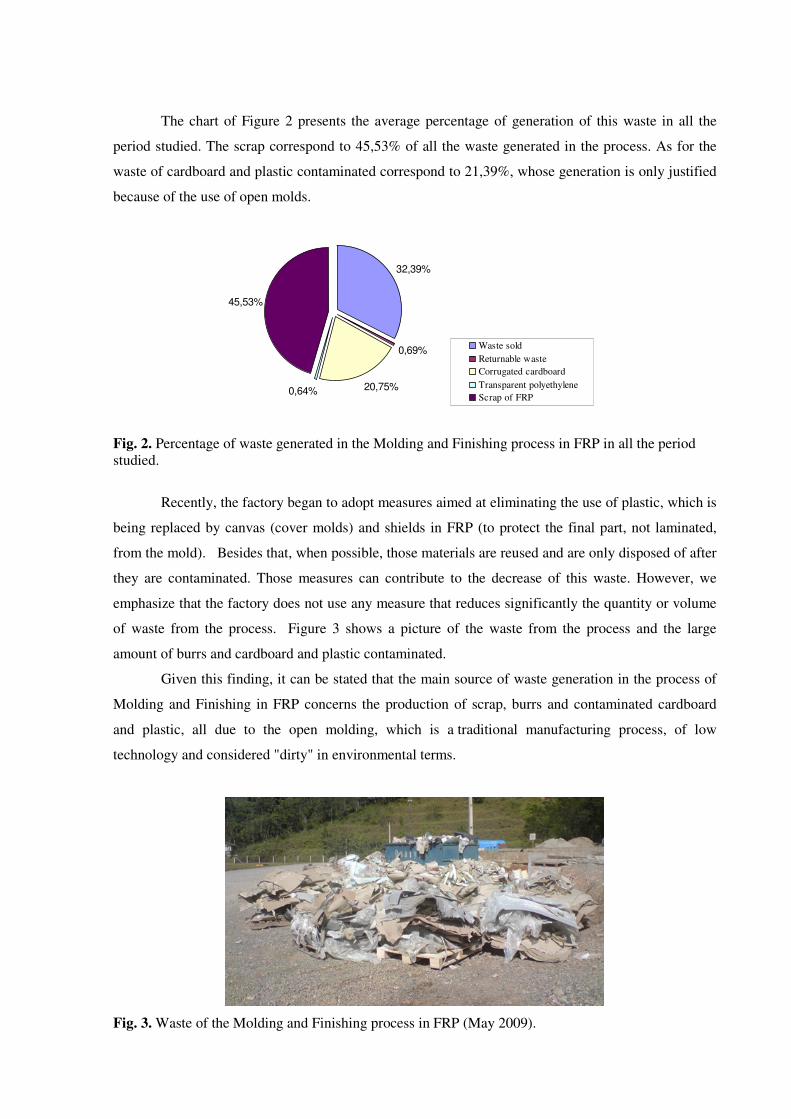
The chart of Figure 2 presents the average percentage of generation of this waste in all the
period studied. The scrap correspond to 45,53% of all the waste generated in the process. As for the
waste of cardboard and plastic contaminated correspond to 21,39%, whose generation is only justified
because of the use of open molds.
32,39%
0,69%
20,75%0,64%
45,53%
Waste soldReturnable wasteCorrugated cardboardTransparent polyethyleneScrap of FRP
Fig. 2. Percentage of waste generated in the Molding and Finishing process in FRP in all the period studied.
Recently, the factory began to adopt measures aimed at eliminating the use of plastic, which is
being replaced by canvas (cover molds) and shields in FRP (to protect the final part, not laminated,
from the mold). Besides that, when possible, those materials are reused and are only disposed of after
they are contaminated. Those measures can contribute to the decrease of this waste. However, we
emphasize that the factory does not use any measure that reduces significantly the quantity or volume
of waste from the process. Figure 3 shows a picture of the waste from the process and the large
amount of burrs and cardboard and plastic contaminated.
Given this finding, it can be stated that the main source of waste generation in the process of
Molding and Finishing in FRP concerns the production of scrap, burrs and contaminated cardboard
and plastic, all due to the open molding, which is a traditional manufacturing process, of low
technology and considered "dirty" in environmental terms.
Fig. 3. Waste of the Molding and Finishing process in FRP (May 2009).

The generation of this waste implies environmental losses as well and economic losses. The
fact of these wastes are extremely bulky, it increases the costs of the Company with transportation and
potentiates the environmental damages related to this procedure. The disposal of this waste in
landfills also contributes to accelerate the end of its useful life. It is added to that the fact that the burrs
are not biodegradable because they are basically formed of resins and fiber glass.
In terms of recycling, it is a measure that could prevent such waste being sent to landfills; the
contamination of the cardboard and plastic, for example, prevents their recycling, in addition, the unit
does not adopt any measure related to the recycling of scrap and burrs of the process. Although
recycling is an established and proven successful environmental measure, such programs as the Policy
of the 3 R's, SWMP, Cleaner Production, among others, prioritize waste reduction at its source. That
is, before thinking of recycling, reusing, treating or disposing of in landfills, it is advisable to seek for
methods to not generate such waste.
It is concluded, therefore, that the Company studied needs, preferably, to try to eliminate or
minimize the generation of its main waste at its main generating source. Waste reduction at source is
a preventive measure and can happen through changes in the use of raw materials and inputs,
modifications in the production process or through the adoption of cleaner and more modern
technologies (Tocchetto, 2005). The program of reduction at source is an integral part of the SWMP
(Medeiros, 2002). Thus, the solution with more effective results for the factory consists of the
migration to a cleaner production process, as suggested by Milan and Grazziotin (2008). These
authors, when performing the implementing of the Cleaner Production in a company of the FRP sector
concluded that the open molding was the responsible for the great generation of waste. In view of
that, it was proposed the migration to a cleaner and more modern process, like the RTM light, which
uses closed mold. Grazziotin and Milan (2008) found that, after the change in the production process,
the loss of material in the form of scrap, which used to be 19,5% per month, decreased by 80%,
becoming of only 4%. In this same direction, according to Lima (2010), the transformers of open
molding should begin to rethink their business, as there are manufacturers that no longer allow the
purchase of parts of open molds. It is necessary to invest in recycling solutions and use processes with
lower losses, such as RTM, infusion, pultrusion and others.
By promoting the reduction of their waste at its source, the plants are contributing to the
promotion of environmental quality, improving their image on the market, meeting the norms and laws
in effect, and will also be able to attract new consumer markets.
3.2. The waste of materials
Another source of waste generation diagnosed in the factory studied concerns the irrational
use of materials by the employees. Figure 4 shows containers that are open during practically the
entire work shift, even when not being used.
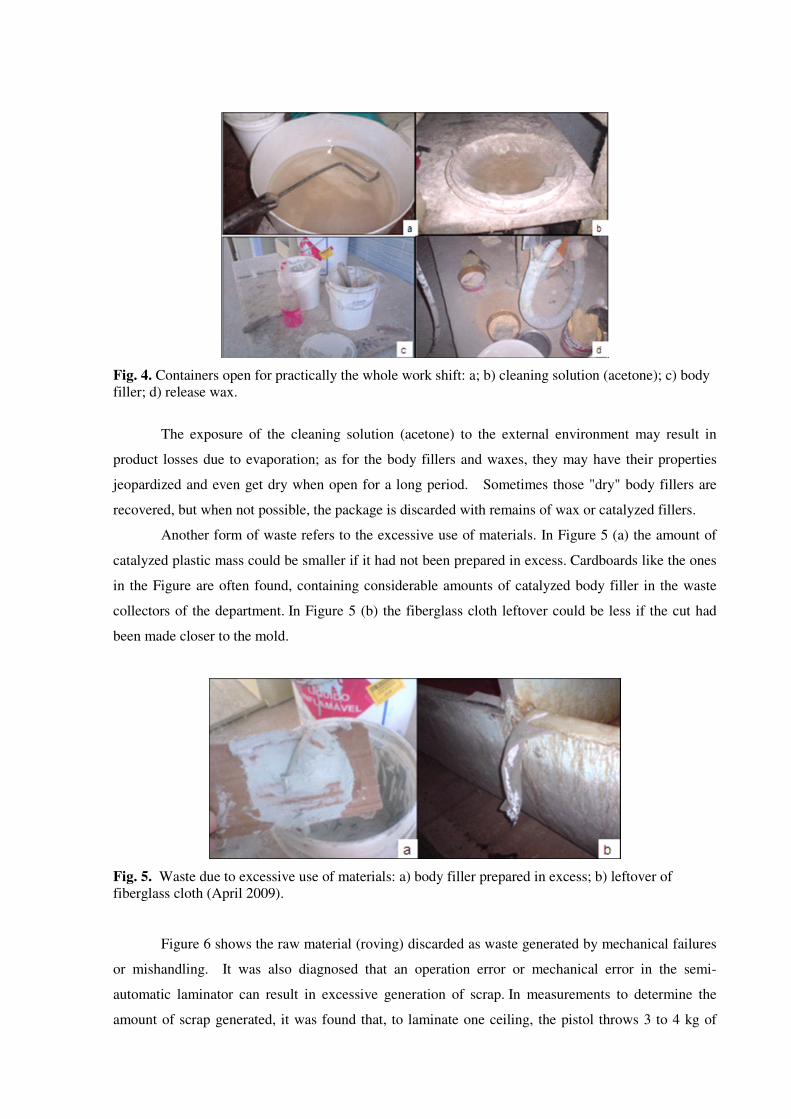
Fig. 4. Containers open for practically the whole work shift: a; b) cleaning solution (acetone); c) body filler; d) release wax.
The exposure of the cleaning solution (acetone) to the external environment may result in
product losses due to evaporation; as for the body fillers and waxes, they may have their properties
jeopardized and even get dry when open for a long period. Sometimes those "dry" body fillers are
recovered, but when not possible, the package is discarded with remains of wax or catalyzed fillers.
Another form of waste refers to the excessive use of materials. In Figure 5 (a) the amount of
catalyzed plastic mass could be smaller if it had not been prepared in excess. Cardboards like the ones
in the Figure are often found, containing considerable amounts of catalyzed body filler in the waste
collectors of the department. In Figure 5 (b) the fiberglass cloth leftover could be less if the cut had
been made closer to the mold.
Fig. 5. Waste due to excessive use of materials: a) body filler prepared in excess; b) leftover of fiberglass cloth (April 2009).
Figure 6 shows the raw material (roving) discarded as waste generated by mechanical failures
or mishandling. It was also diagnosed that an operation error or mechanical error in the semi-
automatic laminator can result in excessive generation of scrap. In measurements to determine the
amount of scrap generated, it was found that, to laminate one ceiling, the pistol throws 3 to 4 kg of

wood scrap on the walls of the laminator and the floor near where it is. Problems related to that were
detected during the execution of the research, such as: a mechanical failure which amounted to 8 kg
the quantity of such scrap, and also human errors in delimiting the length of the ceilings, which also
result in significant losses of material. The burr shown in Figure 7, in its regular shape, should be 5 to
8 times smaller.
Fig. 6. Loss of roving for mechanical problems in the laminator or for human failures (February and April of 2009).
Fig. 7. “Giant” burr due to an error in delimiting the length of a ceiling (May 2009).
During the execution of the research it was observed the disposal of containers in the yard for
temporary storage of waste (within the Company), still containing the remains of products, allows
plastic drums to be disposed of as waste containing leftovers of catalyst (Figure 8). Such dangerous
product should not be exposed and could have been used up to the end. These plastic drums, with
leftovers of products, remain outdoors in the yard until the moment they are sold for recycling.

Fig. 8. Plastic drums of catalyst disposed of with waste and containing leftovers of product (March and June 2009).
Forms of waste reported contribute to the generation of waste and are a result of irrational use
of raw materials and work habits "rooted." Besides the process itself, factors such as lack of trained
operators, plus inappropriate handling and use of raw materials can contribute to the generation of
waste (Pinto, 2002). The employees of the factory were told not to waste materials considering only
the economic benefits of this practice, but it was found that they do not practice the concept
received. It is important to note that for a company, the act of reducing waste involves not only to
mitigate the environmental damage, but also to reduce the expenses that connected to this waste, since
the company will have less material to manage (Farias, 2003). Avoiding waste involves delaying the
purchase of new materials whose manufacture, storage and transportation also involve environmental
impacts. In doing so, the company that avoids waste contributes to the improvement of environmental
quality by reducing the generation of waste and by reducing the purchasing of new materials.
Information of environmental character regarding the rational consumption and use of
materials can be conveyed to employees through the actions of Environmental Education (EE), an
efficient preventive measure and that requires little investment compared to the adoption of cleaner
and more modern production processes. EE, when building values, concepts, skills and attitudes,
contributes to the attempt to implant a pattern different from the current one, guided by a new ethic of
the relationship between society and nature (Loureiro, 2002).
Although the adoption of cleaner and more modern technologies may present more significant
results in terms of quantity, volume and danger, in this study, we sought to give special attention to
Environmental Education, since the waste of raw material is repeated, almost in all the industrial
sector.
3.3. Environmental Education as a form to fight waste
While EE is more strongly present in educational institutions, it has developed widely in other
institutions of society, among them, the business organizations. An example of good results of
insertion of EE in business is that obtained by an auto industry that, after the implementation of the

qualification method, called "Environmental Dojo”13, had a decrease in rates of “environmental non-
compliances”. In the first half of 2006, before qualification “Dojo”, the Company registered 52 "waste
non-conformities" and 74 "chemicals non-conformities". In the second half of 2006, after the
qualification, the numbers dropped to 31 "waste non-conformities" and 41 "chemicals non-
conformities". In the first half of 2007, a year after the start of the qualification, non-conformities were
as follows: 10 for Waste and 16 for Chemicals (Coutinho et al., 2009, p.13-14).
There are several possible EE activities to be implemented in industries such as: lectures,
training courses, workshops, group dynamics, contests and others. The frequency of these activities
should be determined according to need and the availability of the employees. However,
Environmental Education activities must occur more than once a year and with a total duration of at
least eight hours. Barreto et al. (2008) concluded that activities once a year for few hours do not allow
the participants to deepen and assimilate of environmental issues, since that, to obtain results, EE
should be carried out “continuously in order to characterize a permanent learning, affirming values and
actions that contribute to human and social transformation and to ecological preservation" (Barreto et
al, 2008, p.16).
In this sense, this study seeks to suggest, in a simple way, some EE activities that may be
implemented not only by the factory studied, but also by any other industry. The activities proposed
here can and should be conducted by people duly qualified. Some, however, may be conducted by
employees of the Company, provided that they act directly with environmental issues and have
received adequate preparation and learning. It is stressed here the need for the designation of at least
one employee of the factory studied to handle environmental issues, since this diagnosis revealed the
absence of this professional.
3.3.1. Lectures, workshops, dynamics, discussion groups
Although the activities should be specific for the environmental problems of the companies,
the inclusion of other topics such as: Sustainable Development, Consumption and Waste of Water and
Energy, Clean Technologies, Pollution, Citizenship, among others, would broaden the view of the
employees, and may have positive consequences on their behavior inside and outside the company
(Barreto et al., 2008). These additional subjects, together with the ones in which the unity is interested,
may be dealt with by means of lectures, dynamics, discussion groups, workshops and others
distributed throughout the year. The frequency can be set by the company. However, it is
recommended that 9 to 12 hours per year be devoted to this kind of activity. As the talks can be on
13 “Environmental Dojo”. The word “Dojo” has its origin in Japanese and means the place where martial arts are practices. “Environmental Dojo” refers to a training method created in 2006 and used until today in the automobile industry studied by the author (Coutinho et al., 2009). .

various issues, these can be extended to the whole factory. Regarding the lecturers, they should be
preferably guests from other institutions, especially those that act in the environmental area.
3.3.2. “Environmental Dojo” Qualification
Due to the good results achieved by the “Environmental “Dojo” qualification, this research
proposes the development of this method, not only in the unit studied, but also in other companies that
have similar problems, as long as the necessary adjustments are done covering the specific needs of
each company .
In the factory where it was applied, “Dojo” involved the following subjects: selective
collection, management of chemicals and electricity and water (Coutinho et al., 2009). Although the
"Environmental Dojo” qualification proposed here comprises a single theme, other environmental
problems may be part of this qualification, allowing “Dojo” to be extended to other production sectors
or processes of the Company. According to Coutinho et al. (2009), a training course on this concept
causes the constant development of actions that sponsor sustainable development, besides
characterizing the company as an environmentally responsible. It also makes the employees aware of
the importance to respect the rules of the environmental management system and other environmental
policies.
Figure 9 shows an image of a moveable panel used in the "Environmental Dojo", which
allows the qualification to happen anywhere in the factory, including where the problems actually
occur. Thus, there is a better view of the problem and a better assimilation by the employees under
training.
Fig. 9. Panel of “Environmental Dojo” (Coutinho et al., 2009, p.7)

Qualification groups should be small, at most 15 people, and homogenous in relation to the
educational level and field of work in the company (Barreto et al., 2008). Several classes may be
formed. If there are changes in the staff, there should be an adjustment, especially regarding the
number of instructors, classes and duration. It is important that the "Environmental Dojo" qualification
not go on for many days.
The duration is proportional to the amount of issues addressed, and may be of 1 hour and 20
minutes for each subject. It is important that the number of topics covered in the panel not exceed
three parts, as shown in Figure 9, otherwise the duration would increase, making it tiring and thus it
could jeopardize the learning. The qualification can be offered every semester. With this schedule, the
results achieved by Coutinho et al. (2009) were quite significant. But this frequency of application of
the qualification can be defined by the Company according to the need and availability of the unit,
provided that not less than twice a year.
As for the instructor, he/she should preferably be an employee of the Company properly
prepared, trained and qualified to develop the activity. It is important that the instructor have
knowledge about the environment and act directly with the environmental issues of the Company. The
need to be an employee is justified by its free access to the premises and documentation.
For the factory studied, more specifically for the process of Molding and Finishing in FRP, we
suggest the establishment of a “Dojo” panel addressing the topic: Consumption and Waste of
Materials.
At the start of qualification, issues like the following should be addressed: uncontrolled
consumerism, the premature disposal of goods, unnecessary and excessive materials; the priority of
the reduction and reuse, and the preference for materials that can be reused or recycled. Subjects can
be illustrated in the panel through images, statistics, charts and others. The panel should produce
photographic records of the waste of materials inside the factory studied.
Then, dynamics begin. The instructor must deliver to the participants, previously organized in
three groups, magnets with descriptions of practical actions on how to avoid or correct the waste
registered in the photographs on the panel. The groups decide which photo each magnet refers to,
putting it on the corresponding image. The instructor will make any necessary corrections. At this
moment the instructor speaks of waste as a source of pollution, its origins, and its negative impacts on
the environment and the Company, besides the environmental benefits of the rational use of materials,
always giving examples of waste diagnosed in the unit. He/she also speaks of the importance of
reducing waste at source and how that contributes to the final reduction of waste. Participants may be
stimulated by the instructor to show other forms of waste that they observed in the factory, being
ethical, and always preserving the names of colleagues. At this point, the instructor should also
encourage participants to suggest preventive or corrective measures related to the waste they
observed. The instructor should also talk about the packages disposed in the area of temporary storage
of waste, provided they contain rests of products and/or are completely uncovered. While explaining
the risks of this serious mistake for the environment, since these products are dangerous, the instructor
could also talk about: the possibility of accidents involving hazardous liquids, the environmental
importance of using the product to the end, free access of other employees to such waste. He/she could
also address the need to reuse the materials (cardboard, transparent plastic, buckets and others); the
care in handling materials to avoid losses; the need to keep products subject to evaporation or
catalyzing covered.
This part of the training aims to educate and make employees aware of the importance of
rational use of materials. It is expected that participants acquire knowledge and sensibility enough to
rethink and change their attitudes towards consumption and premature, excessive and unnecessary
disposal of materials. Thus, they may contribute to the decrease of the waste registered in the unit at
every meeting they have. This will be a didactic approach and, thus, it is expected that participants
understand that reducing the amount of waste is an important and permanent commitment, and that
reducing waste depends on each one of them (Farias, 2003).
After the end of “Dojo”, participants go through a self-assessment. In order to do so, each
participant will receive a questionnaire with five closed questions relating to the issues covered in the
qualification. The results will help identify weaknesses of the qualification, improving it with at each
application.
It is recommended that, along the year, a small audit be carried out in a simple and
observational way referring to the issues addressed in the "Environmental Dojo". For this, once or
twice a month one of the instructors should choose one day of the week to inspect the department and
waste collectors of the unit: both the ones on the “factory floor” and those in the area of temporary
storage. And, thus, they try to detect any waste, for example, cardboard that could have been reused or
disposal of large quantities of fiberglass, open containers, and so on. In order to perform the audit, the
“Dojo” instructor should have at hand a checklist that will be with him/her at each audit. Completed
the verification, the instructor counts the non-conformities and elaborates charts that can and should be
used during the qualification. At the moment of the audit, new pictures can be taken to update the
panel.
Occasionally, the Company can promote: seeks of environment and water; ecological tours;
contests and whatever deemed necessary. The development and establishment of an information panel
that includes the results obtained with the qualifications, plus any other information of environmental
nature, must be considered by the factory.
Considering that EE should be a continuous process of learning, it is important that the
Company studied develop and maintain, regularly, the actions presented herein, so that the results are
effectively achieved.
5 Conclusions
Using open molding to manufacture FRP composites is the main source of solid waste
generation in the plant studied. It is responsible for great losses of raw material that generate both
environmental and economic losses. Situations like the one diagnosed in this research cause
governments, markets and society to press companies to make their production processes
cleaner. Thus, companies that want to improve their image, reach new markets and meet the standards
and laws have incorporated the environmental issue more effectively. Accordingly, it is important that
not only the factory studied, but also other companies that adopt “dirty” processes search for ways to
promote waste reduction. An alternative is the adoption of cleaner and more modern
technologies. Industries must balways looking for alternatives aiming to reduce their impacts on the
environment. The process of preventing pollution should be continuous and improved every day.
Besides the use of technologies, there is the possibility of pedagogical actions of
Environmental Education, an important tool for awareness towards waste reduction, since it is
common to find in the industrial sector the waste of material by the employees. The lack of operational
training together with the lack of environmental awareness contributes to the generation of waste. In
the factory studied, this could be proven by the observation of premature disposal of materials;
carelessness in the handling, or the excessive use. Waste elevates the amount of scrap as well as the
costs of its management and also the costs of acquiring new materials, whose production process
implies new environmental impacts. The waste must be combated. For this, it is recommended that
information of environmental character related to waste be conveyed to the employees, and the most
efficient way of doing this is through Environmental Education.
The factory studied, like many other companies, does not use Environmental Education
Programs. Although the inclusion of this tool in business organizations is recent, it is essential for the
success of any environmental program that a company adopts. Employees need to be aware and
sensitive that the waste generated by them, many of them going to landfills, will remain there for
many years - a harmful and not welcome "heritage" for future generations. Employees aware of those
issues, in addition to contributing to the improvement of environmental quality in their workplace,
have also great chances to extend this learning to their home environment.
There are not many studies involving the issue of waste generation by business organizations.
Industries tend to adopt a protectionist policy with regard to their production processes and
environmental impacts. Because of this, this research was developed. We hope that other studies like
this are carried out, and especially that they help encourage businessmen implement more effective
environmental measures.
Thanks
To the Company studied; to Fundação de Apoio a Pesquisa Científica e Tecnológica do Estado de
Santa Catarina (FAPESC) and to Universidade da Região de Joinville.
References
Barbieri JC, 2007. Gestão ambiental empresarial: conceitos, modelos e instrumentos, 2 ed . São Paulo, Brasil: Saraiva, 382 p. Barreto LMPA, Silva SAH, Pádua SM, 2008. A contribuição da educação ambiental no processo de gestão ambiental em indústria petroquímica. In: 4 Encontro nacional da associação de pesquisa e pós-graduação em ambiente e sociedade. Brasília-DF. Brasília: ANPPAS. Available at: <http://www.anppas.org.br/encontro4/cd/ARQUIVOS/GT9-656-545-20080510000751.pdf>. Accessed at: March 1, 2010. CEBDS - Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável, 2008. Rio de Janeiro. Available at: <http://www.cebds.org.br/cebds/eco-pmaisl-barreiras.asp>. Accessed at: May 26, 2008. CNTL - Centro Nacional de Tecnologias Limpas, 2008. Porto Alegre. Available at: <http://www.senairs.org.br/cntl/>. Accessed at: May 26, 2008. Coutinho GA, Wiemes SL, Depouilly E, Ferrazza DC, 2009. Educação ambiental aplicada na indústria automobilística. In: 4 Congresso de meio ambiente da AUGM, São Carlos, SP. Farias CL, 2003. 5 R's - Reduce, Re-use, Recycle, Recover and Residual Management. Available at: <http://www.keyassociados.com.br/imprensa-5rs.php>. Accessed at: March 19, 2008. Jacob A, 2002. Spray-up offers process improvements. Reinforced Plastics. vol 46, Issue 1, January, p. 32-34
Layrargues PP, 2002. O cinismos da reciclagem: o significado ideológico da reciclagem da lata de alumínio e suas implicações para a educação ambiental. In: Loureiro CFB, Layrargues PP, Castro RS. Educação ambiental: repensando o espaço da cidadania. 2. ed. São Paulo: Cortez, p.179-219. Lima G, 2010. Direto da prancheta ao usuário final, 2006. Revista do Plástico Reforçado. Available at: http://www.revistadoplasticoreforcado.com.br/automotivo/sessao_auto.html>. Accessed at: March 11, 2010. Loureiro CFB, 2002. Educação Ambiental e movimentos sociais na construção da cidadania ecológica e planetária. In: Loureiro CFB, Layrargues PP, Castro RS, 2002. Educação ambiental: repensando o espaço da cidadania. 2. ed. São Paulo: Cortez, p.69-98. Matheus MA, 2002. Fiberglass – Aprenda fibra de vidro. Ribeirão Preto: M. a: Matheus, 132p. Medeiros, SC, 2002. Instruções para a Elaboração do Plano de Gerenciamento de Resíduos Sólidos. Sistema Estadual de Informações Ambientais da Bahia (SEIA). Available at: <http://www.seia.ba.gov.br. Accessed at: August 25, 2009. Milan GS, Grazziotin DBG, 2008. Implantação da Produção mais Limpa em uma empresa do setor plástico. In: 28 Encontro Nacional de Engenharia de Produção, Rio de Janeiro. Rio de Janeiro: ABEPRO-ENEGEP. Available at:

<http://www.abepro.org.br/enegep2008/resumo_pdf/enegep/TN_STO_077_542_10609.pdf>. Acesso em: June 22, 2008. Pinto K, 2002. Reciclagem de resíduos de materiais compósitos de matriz polimérica: poliéster insaturado reforçado com fibras de vidro. São Paulo, Dissertação (Mestrado) – Universidade de São Paulo. Tocchetto MRL, 2005. Gerenciamento de Resíduos Sólidos Industriais. In: Curso de Química Industrial. Universidade Federal de Santa Maria. Santa Maria, RS: UFSM, 97 p. Vilhena A, Politi E, 2005. Reduzindo, reutilizando, reciclando: a indústria ecoeficiente. São Paulo: CEMPRE/SENAI, 94 p.
Apêndice J – Artigo científico submetido á Revista Gestão e Produção (UFSCar): “Gerenciamento dos resíduos sólidos em indústria automobilística: uma contribuição para melhorias”.
Gerenciamento dos resíduos sólidos em indústria automobilística: uma contribuição para
melhorias
Cíntia Madureira Orth I; Nelma Baldin II; Cladir Teresinha Zanotelli III
I Programa de Mestrado em Saúde e Meio Ambiente, Universidade da Região de Joinville – Univille, Campus Universitário, s/n.º, Caixa Postal 246, Bom Retiro, CEP 89201-972, Joinville, SC, Brasil. E-mail: [email protected]. II Programa de Mestrado em Saúde e Meio Ambiente, Universidade da Região de Joinville – Univille. E-mail: [email protected] III Universidade Federal do Mato Grosso - UFMT. Rua das Hortênsias, 1831, Centro, CEP 78550-000, Sinop, MT, Brasil. E-mail: [email protected] Resumo As indústrias vêm sendo pressionadas a gerir de forma mais eficiente e segura os seus resíduos. Muitas o fazem por meio de Planos de Gerenciamento de Resíduos Sólidos (PGRS) que englobam diversos procedimentos. Sendo assim, este estudo consiste em um diagnóstico da gestão de resíduos sólidos em uma indústria automobilística, visando à apresentação de ações para melhorias. O trabalho se deu por meio de observações in loco, registros fotográficos, cálculos e consultas aos arquivos da Empresa estudada. Constatou-se que os sistemas de segregação, acondicionamento e armazenagem apresentavam problemas que comprometiam a separação e destinação correta dos resíduos. Foram apresentadas propostas e ações com vistas à melhorias com base nas normas e legislações vigentes envolvendo, principalmente: a adequação; organização e segurança desses sistemas, além, ainda, de atividades de Educação Ambiental. Considerou-se que a Empresa precisa elaborar e implantar um PGRS completo, eficiente e seguro, uma vez ser esta uma exigência legal, do mercado e da sociedade.
Palavras-chave: gerenciamento de resíduos sólidos; educação ambiental; diagnóstico ambiental; coleta seletiva.
Management of solid waste in automobile industry: a contribution to improvements Abstract Industries have been pressed to manage their waste in a more efficient and safer way. They often do it by means of Solid Waste Management Plans (SWMP), which encompass several procedures. Therefore, this study consists of a diagnosis of the waste management in an automobile industry, aiming to present improvement actions. The work was carried out through in loco observations, pictures, calculations and consultation of the records of the company studied. It was found that the segregation, packaging and storage systems presented problems that jeopardized the proper separation and destination of the waste. Improvement proposals and actions were presented based on the norms and laws in effect involving, especially: adequacy; organization and safety of those systems, besides Environmental Education activities. It was deemed that the Company needs to elaborate and implement a complete, efficient and safe SWMP, since that is a legal requirement of the market and society. Keywords: solid waste management; environmental education; environmental diagnosis; selective collection.
1 Introdução
A sociedade, o governo e o mercado vêm pressionando, cada vez mais o setor industrial a
gerenciar seus resíduos de forma mais eficiente e segura. Diante disto, muitas empresas se vêem
obrigadas a dispor de Planos de Gerenciamento de Resíduos Sólidos (PGRS), um documento que
integra os Sistemas de Gestão Ambiental e se baseia no princípio da não geração e minimização de
resíduos, além de apontar e descrever ações de minimização, segregação, acondicionamento, coleta,
transporte, armazenagem, tratamento, destinação final, Educação Ambiental e outros (MEDEIROS,
2002). Conforme Alberoni et al. (2002), a implantação de um PGRS deve ser precedida de um
diagnóstico que apresente dados e informações sobre a quantidade dos resíduos gerados, a
caracterização e os sistemas de destinação.
Judicialmente, as indústrias são responsáveis por seus resíduos desde a sua geração até a sua
destinação ou disposição final. Segundo Alberoni et al. (2002), o produtor de resíduos tem a
responsabilidade de adotar práticas de manejo que impeçam a contaminação do meio ambiente. Diante
disto, a implantação de planos de gerenciamento de resíduos é uma exigência em muitos Estados
brasileiros. “Os responsáveis pela geração de resíduos sólidos ficam obrigados a elaborar o Plano de
Gerenciamento de Resíduos Sólidos” (SANTA CATARINA, 2005, p.5).
Dentre os vários procedimentos que integram um PGRS, a segregação consiste na separação
de resíduos com o objetivo de evitar a mistura de resíduos incompatíveis, de preservar a qualidade dos
resíduos com potencial de reutilização, recuperação e reciclagem, e diminuir o volume de resíduos a
serem tratados ou dispostos de forma adequada (Alberoni et al. 2002). Este é um dos aspectos mais
importantes do gerenciamento de resíduos. Quanto ao acondicionamento e armazenagem temporária
de resíduos, essas ações devem ser executadas de maneira tal que sejam minimizados os riscos de
danos ambientais, devendo estar em conformidade com o estabelecido nas normas e legislações
vigentes.
Outro procedimento que garante a eficiência de um PGRS se refere aos Programas de
Educação Ambiental, considerado, esse recurso, como o “alicerce” das políticas ambientais. A
Educação Ambiental é uma “práxis educativa e social que tem por finalidade a construção de valores,
conceitos, habilidades e atitudes que possibilitem o entendimento da realidade da vida e a atuação
lúcida e responsável de atores sociais individuais e coletivos no ambiente” (LOUREIRO, 2002, p. 69).
Ainda, contribui para a tentativa de implementação de um padrão distinto do vigente, pautado numa
nova ética da relação sociedade-natureza.
Embora a Educação Ambiental esteja mais fortemente presente nas instituições de ensino, esta
vem se desenvolvendo de forma abrangente nas organizações empresariais. A Lei nº 9.795 de 27 de
abril de 1999 que dispõe sobre a Educação Ambiental e institui a Política Nacional de Educação
Ambiental determina que as empresas, as entidades de classe e as instituições públicas e privadas
devem “promover programas destinados à capacitação dos trabalhadores, visando à melhoria e ao
controle efetivo sobre o ambiente de trabalho, bem como sobre as repercussões do processo produtivo
no meio ambiente;” (BRASIL, 1999, p.1).
Um exemplo de bons resultados da inserção da Educação Ambiental nas empresas são os
obtidos por uma indústria automobilística do Estado do Paraná, Brasil. De acordo com Coutinho et al.
(2009, p. 13-14), após a implantação do método de conscientização, denominado “Dojo Ambiental’,
criado em 2006 e aplicado até os dias de hoje na indústria em questão, houve um decréscimo dos
índices de “não conformidades ambientais”. No primeiro semestre, antes da capacitação, foram
registradas, pela empresa, 54 “não conformidades resíduos”. Um semestre após a capacitação, os
números caíram para 31, e um ano após o início, foram registradas apenas 10 não conformidades.
Considerando-se o exposto, o presente estudo tem como objetivo discutir acerca do
diagnóstico do atual gerenciamento dos resíduos sólidos em uma unidade fabril de uma indústria
automobilística, com sede em Joinville, Santa Catarina (Brasil), visando à apresentação de ações para
melhorias.
2 Metodologia
O estudo está embasado numa abordagem transversal e observacional desenvolvido por meio
das metodologias quantitativa e qualitativa. Os complexos industriais da Empresa estudada abrangem
uma área total de 1.000.000m2 distribuídos em três unidades, uma matriz e duas unidades de plásticos:
uma localizada no município de Joinville e outra em Rio Negrinho, ambas no Estado de Santa
Catarina. A pesquisa foi realizada somente na unidade de plásticos de Joinville. A unidade possui uma
área de 105.251,30m2, conta com 178 funcionários e tem como atividade a produção de peças plásticas
em Acrilonitrila Butadieno Estireno (ABS), Polipropileno (PP) e Plástico Reforçado com Fibra de
Vidro (PRFV). A coleta, registro e análise de dados se deu de janeiro à junho de 2009.
O estudo do gerenciamento dos resíduos envolveu, principalmente, os seguintes aspectos:
segregação; acondicionamento; armazenagem temporária; coleta; transporte e destinação final.
Ocorreu por meio de observações in loco, registros fotográficos e de consultas aos arquivos da
Empresa. Nesta etapa, foi possível identificar o “tratamento” que a Empresa dá a seus resíduos, ou
seja, se adota alguma medida de redução, reutilização, coleta seletiva, reciclagem, recuperação,
tratamento e disposição final em locais apropriados. Verificou-se, também, se os procedimentos de
gerenciamento da Empresa estudada estão de acordo com as normas e legislações aplicáveis. Ainda,
observou-se, registrou-se e analisou-se o comportamento dos funcionários quanto ao destino dado, por
eles, aos resíduos que geram no processo produtivo.
Os cálculos da quantidade de resíduos gerados pela unidade foram feitos considerando seus
principais destinos finais. Os dados referentes aos resíduos Classes I e II foram coletados a partir dos
Certificados de Disposição Final emitidos pela Central de Tratamento de Resíduos Industriais de
Joinville (CTRIJ) à unidade fabril. Já os dados referentes aos resíduos devolvidos ou vendidos foram
calculados com base nas notas fiscais emitidas pela Empresa estudada. O período analisado nesta etapa
foi de abril de 2008 à abril de 2009.
Ao término do diagnóstico foram apontadas, com base nos resultados obtidos e na revisão da
literatura, algumas ações que poderão ser implantadas pela unidade estudada no sentido de esta
promover a otimização do seu atual sistema de gestão de resíduos.
3 Resultados e discussões
A unidade de plásticos de Joinville produz cerca de 17.000 peças plásticas por mês, em 4.000
modelos diferentes e trabalha com dois tipos de processos produtivos: Moldagem e Acabamento em
ABS e PP e Moldagem e Acabamento em PRFV. Com este sistema, gera grande volume de resíduos.
Em se tratando da gestão desses resíduos, a segregação, o acondicionamento e a armazenagem
se dão, basicamente, na área de armazenagem temporária localizada no pátio da unidade. Segundo
Alberoni et al. (2002), a armazenagem temporária de resíduos pode ser tanto em uma área da empresa
quanto em área externa autorizada pelo órgão de controle ambiental, desde que, em ambos os casos,
atendam-se ao que dispõem as Normas quanto às condições básicas de segurança.
3.1 Segregação
Embora a unidade pratique a “coleta seletiva”, problemas como “mistura” de resíduos
incompatíveis e outros mais foram diagnosticados. Quanto aos critérios de seleção adotados,
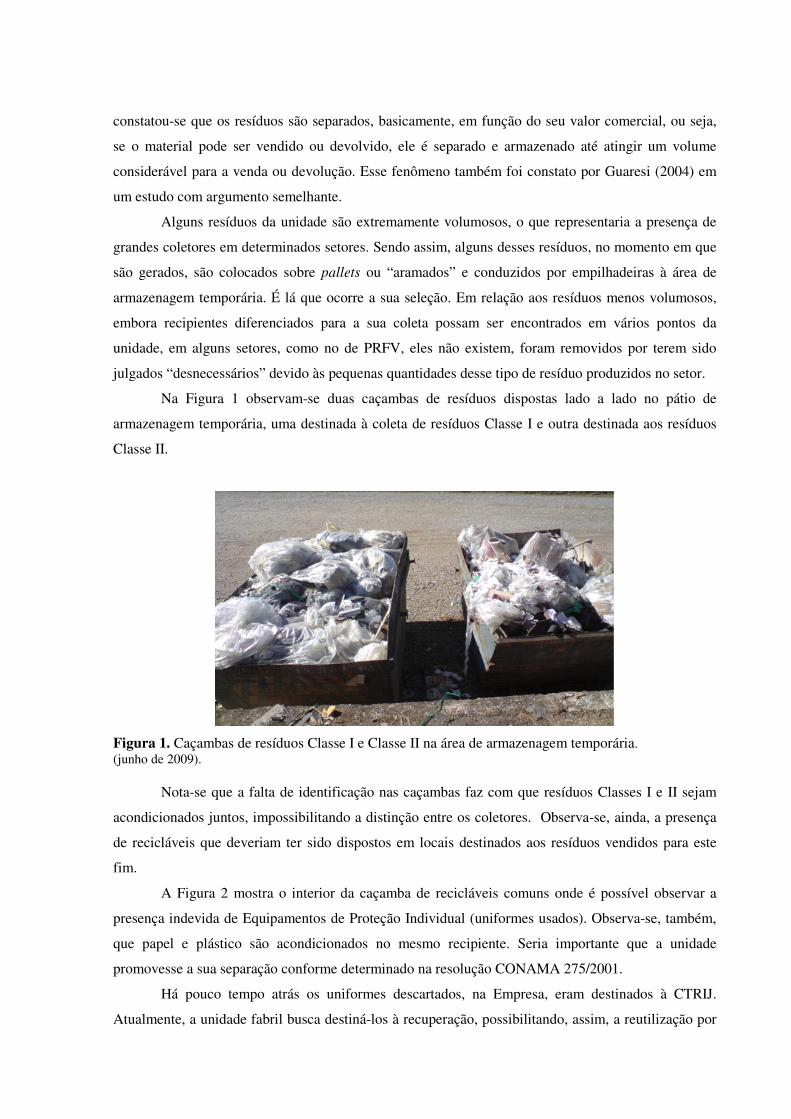
constatou-se que os resíduos são separados, basicamente, em função do seu valor comercial, ou seja,
se o material pode ser vendido ou devolvido, ele é separado e armazenado até atingir um volume
considerável para a venda ou devolução. Esse fenômeno também foi constato por Guaresi (2004) em
um estudo com argumento semelhante.
Alguns resíduos da unidade são extremamente volumosos, o que representaria a presença de
grandes coletores em determinados setores. Sendo assim, alguns desses resíduos, no momento em que
são gerados, são colocados sobre pallets ou “aramados” e conduzidos por empilhadeiras à área de
armazenagem temporária. É lá que ocorre a sua seleção. Em relação aos resíduos menos volumosos,
embora recipientes diferenciados para a sua coleta possam ser encontrados em vários pontos da
unidade, em alguns setores, como no de PRFV, eles não existem, foram removidos por terem sido
julgados “desnecessários” devido às pequenas quantidades desse tipo de resíduo produzidos no setor.
Na Figura 1 observam-se duas caçambas de resíduos dispostas lado a lado no pátio de
armazenagem temporária, uma destinada à coleta de resíduos Classe I e outra destinada aos resíduos
Classe II.
Figura 1. Caçambas de resíduos Classe I e Classe II na área de armazenagem temporária. (junho de 2009).
Nota-se que a falta de identificação nas caçambas faz com que resíduos Classes I e II sejam
acondicionados juntos, impossibilitando a distinção entre os coletores. Observa-se, ainda, a presença
de recicláveis que deveriam ter sido dispostos em locais destinados aos resíduos vendidos para este
fim.
A Figura 2 mostra o interior da caçamba de recicláveis comuns onde é possível observar a
presença indevida de Equipamentos de Proteção Individual (uniformes usados). Observa-se, também,
que papel e plástico são acondicionados no mesmo recipiente. Seria importante que a unidade
promovesse a sua separação conforme determinado na resolução CONAMA 275/2001.
Há pouco tempo atrás os uniformes descartados, na Empresa, eram destinados à CTRIJ.
Atualmente, a unidade fabril busca destiná-los à recuperação, possibilitando, assim, a reutilização por
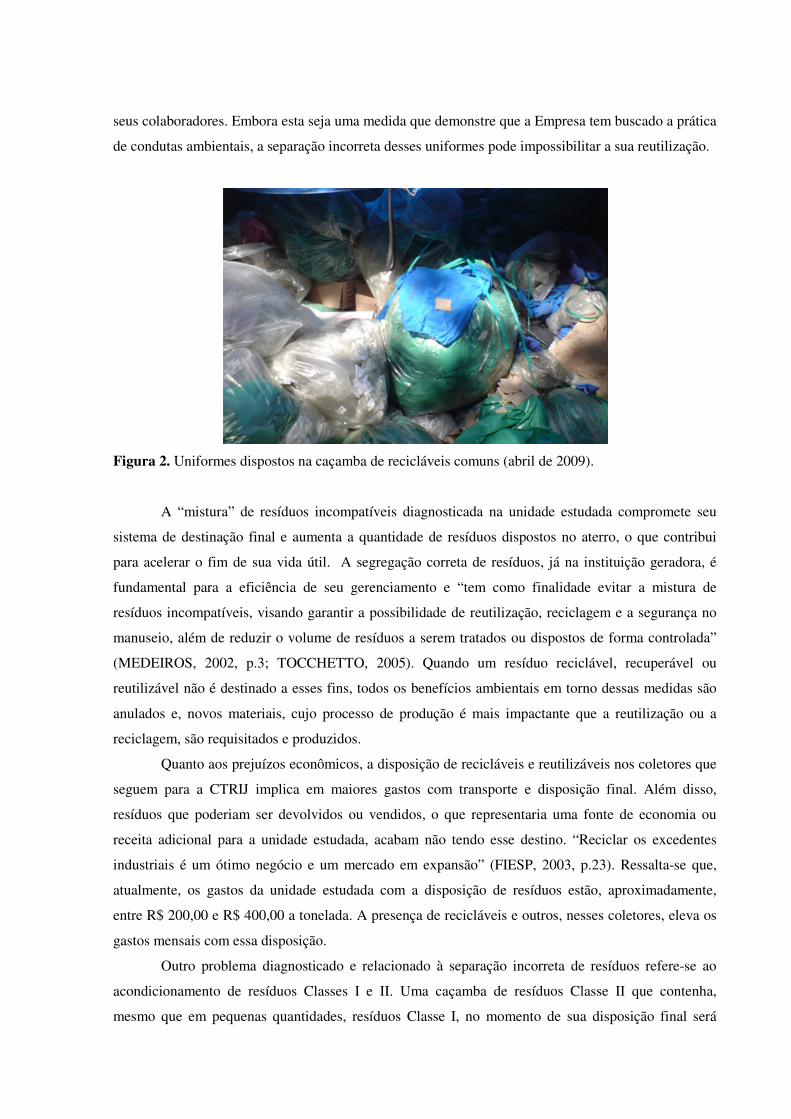
seus colaboradores. Embora esta seja uma medida que demonstre que a Empresa tem buscado a prática
de condutas ambientais, a separação incorreta desses uniformes pode impossibilitar a sua reutilização.
Figura 2. Uniformes dispostos na caçamba de recicláveis comuns (abril de 2009).
A “mistura” de resíduos incompatíveis diagnosticada na unidade estudada compromete seu
sistema de destinação final e aumenta a quantidade de resíduos dispostos no aterro, o que contribui
para acelerar o fim de sua vida útil. A segregação correta de resíduos, já na instituição geradora, é
fundamental para a eficiência de seu gerenciamento e “tem como finalidade evitar a mistura de
resíduos incompatíveis, visando garantir a possibilidade de reutilização, reciclagem e a segurança no
manuseio, além de reduzir o volume de resíduos a serem tratados ou dispostos de forma controlada”
(MEDEIROS, 2002, p.3; TOCCHETTO, 2005). Quando um resíduo reciclável, recuperável ou
reutilizável não é destinado a esses fins, todos os benefícios ambientais em torno dessas medidas são
anulados e, novos materiais, cujo processo de produção é mais impactante que a reutilização ou a
reciclagem, são requisitados e produzidos.
Quanto aos prejuízos econômicos, a disposição de recicláveis e reutilizáveis nos coletores que
seguem para a CTRIJ implica em maiores gastos com transporte e disposição final. Além disso,
resíduos que poderiam ser devolvidos ou vendidos, o que representaria uma fonte de economia ou
receita adicional para a unidade estudada, acabam não tendo esse destino. “Reciclar os excedentes
industriais é um ótimo negócio e um mercado em expansão” (FIESP, 2003, p.23). Ressalta-se que,
atualmente, os gastos da unidade estudada com a disposição de resíduos estão, aproximadamente,
entre R$ 200,00 e R$ 400,00 a tonelada. A presença de recicláveis e outros, nesses coletores, eleva os
gastos mensais com essa disposição.
Outro problema diagnosticado e relacionado à separação incorreta de resíduos refere-se ao
acondicionamento de resíduos Classes I e II. Uma caçamba de resíduos Classe II que contenha,
mesmo que em pequenas quantidades, resíduos Classe I, no momento de sua disposição final será

caracterizada como resíduo perigoso. É esta a determinação da ABNT NBR 11174 (1990, p.2):
“resíduos Classe II não devem ser armazenados juntamente com resíduos Classe I, em face de a
possibilidade da mistura resultante ser caracterizada como resíduo perigoso”. Quando não é possível a
identificação da presença de resíduos Classe I numa caçamba Classe II, resíduos perigosos podem
acabar sendo dispostos, erroneamente, em células Classe II, e isto sem nenhum tipo de tratamento
prévio que diminua seu potencial contaminante. Quanto aos prejuízos econômicos, essa “mistura”
eleva os custos de disposição final, uma vez que a Empresa poderá estar pagando para dispor resíduos
Classe II em células Classe I, cujo custo de disposição é duas vezes maior. Ainda, a “mistura” de
resíduos incompatíveis pode representar riscos, tais como: geração de calor; fogo ou explosão; geração
de gases tóxicos ou inflamáveis; solubilização de substâncias tóxicas, dentre outros (MEDEIROS,
2002).
Os problemas de segregação diagnosticados na unidade estudada se devem, em parte, às falhas
na orientação, estímulo e cobrança aos funcionários. Ao que tudo indica, os funcionários não são
devidamente orientados, estimulados e cobrados. Informações de caráter ambiental podem ser
repassadas aos mesmos por meio de Programas de Educação Ambiental que envolvam
experimentações, ações pedagógicas, palestras, oficinas, e outros, uma vez que foi constatado que a
unidade estudada não desenvolve atividades de Educação Ambiental junto aos funcionários. O
conhecimento dos prejuízos e benefícios ambientais em torno da coleta seletiva poderia sensibilizá-los
à prática da separação correta de resíduos e, assim, contribuir para a otimização do atual sistema de
gestão de resíduos. Todos os funcionários da Empresa devem ser conscientizados dos efeitos
ambientais de suas atividades, produtos e serviços (VILHENA; POLITI, 2005).
Outro fator que contribui de maneira significativa para a segregação correta de resíduos diz
respeito à adequação, identificação e organização dos recipientes da coleta seletiva e/ou da área de
acondicionamento e armazenagem temporária de resíduos. No que se refere ao sistema de
identificação, constatou-se, nesta pesquisa, que na área de armazenagem temporária, onde basicamente
ocorre a separação dos resíduos da unidade, a Empresa não adota as cores de identificação de resíduos
padronizadas pela Resolução CONAMA 275 de 2001. Constatou-se, ainda, o posicionamento
incorreto das placas de identificação e dos coletores em si (Figura 3).
Figura 3. Posicionamento dos coletores e placas destinadas aos resíduos Classe I e Classe II: a) coletor Classe II ao lado do coletor Classe I; b) coletor e área de segregação de resíduos Classe II (abril de 2009).
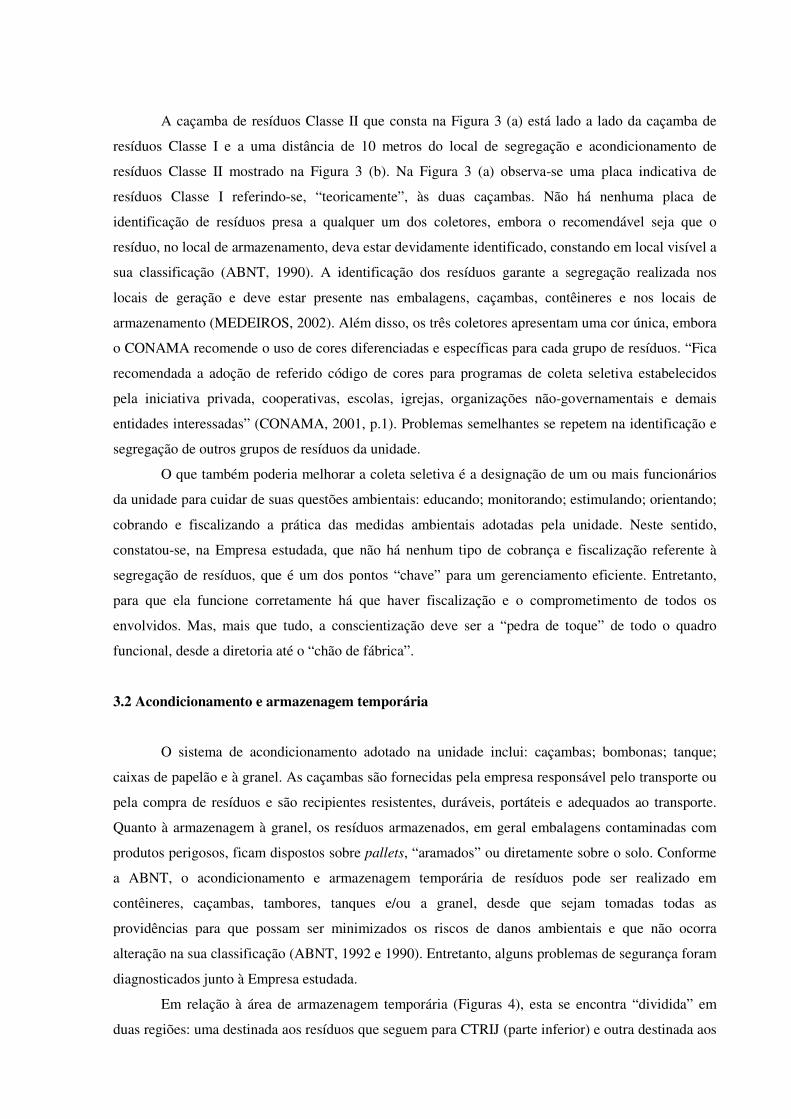
A caçamba de resíduos Classe II que consta na Figura 3 (a) está lado a lado da caçamba de
resíduos Classe I e a uma distância de 10 metros do local de segregação e acondicionamento de
resíduos Classe II mostrado na Figura 3 (b). Na Figura 3 (a) observa-se uma placa indicativa de
resíduos Classe I referindo-se, “teoricamente”, às duas caçambas. Não há nenhuma placa de
identificação de resíduos presa a qualquer um dos coletores, embora o recomendável seja que o
resíduo, no local de armazenamento, deva estar devidamente identificado, constando em local visível a
sua classificação (ABNT, 1990). A identificação dos resíduos garante a segregação realizada nos
locais de geração e deve estar presente nas embalagens, caçambas, contêineres e nos locais de
armazenamento (MEDEIROS, 2002). Além disso, os três coletores apresentam uma cor única, embora
o CONAMA recomende o uso de cores diferenciadas e específicas para cada grupo de resíduos. “Fica
recomendada a adoção de referido código de cores para programas de coleta seletiva estabelecidos
pela iniciativa privada, cooperativas, escolas, igrejas, organizações não-governamentais e demais
entidades interessadas” (CONAMA, 2001, p.1). Problemas semelhantes se repetem na identificação e
segregação de outros grupos de resíduos da unidade.
O que também poderia melhorar a coleta seletiva é a designação de um ou mais funcionários
da unidade para cuidar de suas questões ambientais: educando; monitorando; estimulando; orientando;
cobrando e fiscalizando a prática das medidas ambientais adotadas pela unidade. Neste sentido,
constatou-se, na Empresa estudada, que não há nenhum tipo de cobrança e fiscalização referente à
segregação de resíduos, que é um dos pontos “chave” para um gerenciamento eficiente. Entretanto,
para que ela funcione corretamente há que haver fiscalização e o comprometimento de todos os
envolvidos. Mas, mais que tudo, a conscientização deve ser a “pedra de toque” de todo o quadro
funcional, desde a diretoria até o “chão de fábrica”.
3.2 Acondicionamento e armazenagem temporária
O sistema de acondicionamento adotado na unidade inclui: caçambas; bombonas; tanque;
caixas de papelão e à granel. As caçambas são fornecidas pela empresa responsável pelo transporte ou
pela compra de resíduos e são recipientes resistentes, duráveis, portáteis e adequados ao transporte.
Quanto à armazenagem à granel, os resíduos armazenados, em geral embalagens contaminadas com
produtos perigosos, ficam dispostos sobre pallets, “aramados” ou diretamente sobre o solo. Conforme
a ABNT, o acondicionamento e armazenagem temporária de resíduos pode ser realizado em
contêineres, caçambas, tambores, tanques e/ou a granel, desde que sejam tomadas todas as
providências para que possam ser minimizados os riscos de danos ambientais e que não ocorra
alteração na sua classificação (ABNT, 1992 e 1990). Entretanto, alguns problemas de segurança foram
diagnosticados junto à Empresa estudada.
Em relação à área de armazenagem temporária (Figuras 4), esta se encontra “dividida” em
duas regiões: uma destinada aos resíduos que seguem para CTRIJ (parte inferior) e outra destinada aos
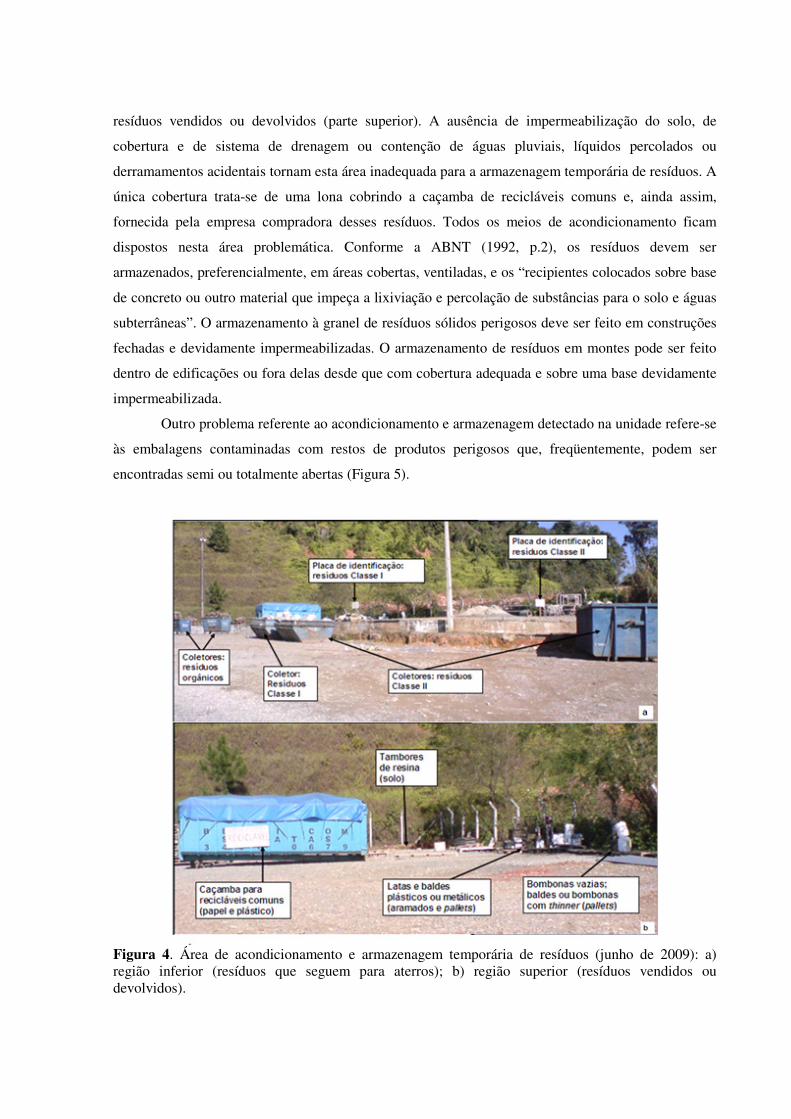
resíduos vendidos ou devolvidos (parte superior). A ausência de impermeabilização do solo, de
cobertura e de sistema de drenagem ou contenção de águas pluviais, líquidos percolados ou
derramamentos acidentais tornam esta área inadequada para a armazenagem temporária de resíduos. A
única cobertura trata-se de uma lona cobrindo a caçamba de recicláveis comuns e, ainda assim,
fornecida pela empresa compradora desses resíduos. Todos os meios de acondicionamento ficam
dispostos nesta área problemática. Conforme a ABNT (1992, p.2), os resíduos devem ser
armazenados, preferencialmente, em áreas cobertas, ventiladas, e os “recipientes colocados sobre base
de concreto ou outro material que impeça a lixiviação e percolação de substâncias para o solo e águas
subterrâneas”. O armazenamento à granel de resíduos sólidos perigosos deve ser feito em construções
fechadas e devidamente impermeabilizadas. O armazenamento de resíduos em montes pode ser feito
dentro de edificações ou fora delas desde que com cobertura adequada e sobre uma base devidamente
impermeabilizada.
Outro problema referente ao acondicionamento e armazenagem detectado na unidade refere-se
às embalagens contaminadas com restos de produtos perigosos que, freqüentemente, podem ser
encontradas semi ou totalmente abertas (Figura 5).
Figura 4. Área de acondicionamento e armazenagem temporária de resíduos (junho de 2009): a) região inferior (resíduos que seguem para aterros); b) região superior (resíduos vendidos ou devolvidos).
Conforme determinado pela unidade, o thinner deve ser acondicionado em bombonas plásticas
com tampas colocadas sobre pallets. Entretanto, há funcionários que o armazenam em baldes (Figura
5) que também podem ser encontrados abertos (Figuras 5e; 5f). Lembrando que quando não há
impermeabilização, cobertura e nenhum outro sistema de segurança, a ocorrência de chuvas constantes
ou de acidentes pode resultar no derramamento desses líquidos e numa conseqüente contaminação do
solo. O mesmo se repete com outros resíduos Classe I, inclusive com embalagens contendo restos de
produtos perigosos não utilizados até o final (Figura 5b).
Os sistemas de identificação, já anteriormente discutidos, de isolamento e de segurança são
deficientes na unidade estudada. Qualquer pessoa que esteja dentro da Empresa tem livre acesso aos
seus resíduos. Resíduos perigosos ficam armazenados próximos à cerca que delimita a área da
Empresa (Figura 4), o que facilita a visibilidade e o acesso de estranhos. Conforme determinado, o
local de armazenamento deve possuir um sistema de isolamento que impeça o acesso de pessoas
estranhas e de sinalização de segurança que identifique a instalação para os riscos de acesso ao local e
áreas definidas, além da identificação dos resíduos ali armazenados (ABNT, 1992; ABNT, 1990).
Figura 5. Disposição de embalagens de produtos perigosos no pátio de armazenagem temporária: a) bombona aberta de catalisador; b) bombona de catalisador com restos do produto; c) baldes de produtos perigosos abertos ou semi-abertos; d) tambores de resina em contato direto com o solo; e-f) baldes abertos contendo restos de produtos perigosos (março e abril de 2009).
As placas encontradas na área são inadequadas, pequenas e confusas, além de não estarem
presas ao solo para a definição de áreas de armazenagem, e nem aos coletores, o que facilita quedas e
deslocamentos. Para esses casos, a ABNT determina que os contêineres, caçambas, áreas de
segregação, enfim, tudo deve estar devidamente identificado, constando em local visível sua
classificação, de modo a possibilitar uma rápida identificação dos resíduos armazenados (ABNT, 1990
e 1992). As placas de identificação de Classes I e II não trazem, respectivamente, as necessárias
descrições: “resíduos perigosos” e “resíduos não perigosos”, o que poderia facilitar a sua interpretação

e, conseqüentemente, a separação correta desses resíduos uma vez que os funcionários já estão
familiarizados com os rótulos de segurança presentes em alguns produtos. É importante que as placas
sejam de fácil leitura e entendimento e que estejam, preferencialmente, presas aos recipientes para não
gerar dúvidas no momento da segregação.
Conforme relatado, em alguns setores da fábrica e na área de acondicionamento e
armazenagem, a Empresa estudada não adota o código de cores da coleta seletiva estabelecido pelo
CONAMA. É importante que a Empresa passe a adotar tal código nestes locais, o que facilitaria a
separação dos resíduos por parte dos funcionários. A presença, no “chão de fábrica” e em outros
setores da unidade de recipientes nas cores da coleta seletiva e a ausência desse código na área de
armazenagem temporária não se justifica, podendo gerar confusão no momento da separação dos
resíduos pelos funcionários. Ao se implantar um programa de coleta seletiva, este deve ser estendido a
todo o estabelecimento. Além disso, a Empresa deve promover atividades de Educação Ambiental que
englobem a coleta em si e o seu sistema de identificação, orientando e tirando dúvidas de seus
funcionários, o que não ocorreu na unidade estudada.
Constatou-se que também são deficientes os sistemas de controle de operação e
monitoramento dessa área. Não existe nenhum funcionário devidamente qualificado e treinado que
seja responsável pela sua operação e manutenção, embora as NBRs determinem que a presença e a
capacitação do operador de uma área de segregação, acondicionamento e armazenagem é primordial e
os responsáveis devem fornecer treinamento adequado a esse operador (ABNT, 1990; ABNT, 1992).
Os problemas relatados referentes ao acondicionamento e armazenagem temporária podem
comprometer o sistema de destinação final de resíduos adotado pela unidade, podendo implicar em
prejuízos ambientais e econômicos e, ainda, em riscos para o trabalhador. A falta de um PGRS, de um
Programa de Educação Ambiental e de um SGA tem relação com todos os problemas diagnosticados.
É preciso que a unidade busque meios de incorporar com mais eficiência as questões ambientais em
suas rotinas de trabalho, uma vez que uma empresa ambientalmente correta melhora a sua imagem no
mercado, atinge novos consumidores, garante o atendimento às regulamentações e não fica suscetível
a eventuais processos de Responsabilidade Civil (FARIAS, 2003). As empresas precisam adotar
atividades administrativas e operacionais que abordem os problemas ambientais decorrentes da sua
atuação ou que impeçam que eles ocorram no futuro (BARBIERI, 2007).
3.3 Coleta e transporte
O transporte interno dos resíduos é feito com o uso de empilhadeiras ou pelos próprios
funcionários. Já a coleta e transporte externos são terceirizados. Durante o tempo de coleta de dados
não foi diagnosticada nenhuma irregularidade no que se refere ao transporte de resíduos. É sabido que
o transporte por meio terrestre de resíduos, em especial, os perigosos, deve obedecer ao determinado
nas normas e legislações aplicáveis. Conforme constatado e relatado pelos representantes das empresas
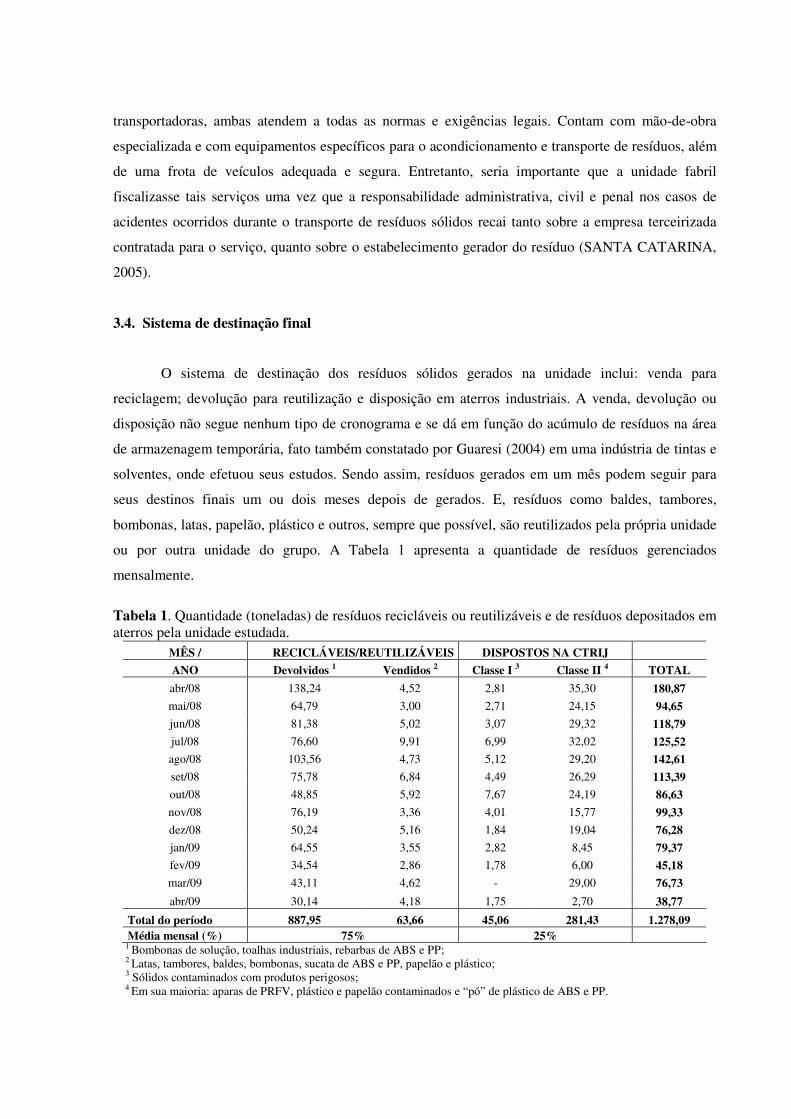
transportadoras, ambas atendem a todas as normas e exigências legais. Contam com mão-de-obra
especializada e com equipamentos específicos para o acondicionamento e transporte de resíduos, além
de uma frota de veículos adequada e segura. Entretanto, seria importante que a unidade fabril
fiscalizasse tais serviços uma vez que a responsabilidade administrativa, civil e penal nos casos de
acidentes ocorridos durante o transporte de resíduos sólidos recai tanto sobre a empresa terceirizada
contratada para o serviço, quanto sobre o estabelecimento gerador do resíduo (SANTA CATARINA,
2005).
3.4. Sistema de destinação final
O sistema de destinação dos resíduos sólidos gerados na unidade inclui: venda para
reciclagem; devolução para reutilização e disposição em aterros industriais. A venda, devolução ou
disposição não segue nenhum tipo de cronograma e se dá em função do acúmulo de resíduos na área
de armazenagem temporária, fato também constatado por Guaresi (2004) em uma indústria de tintas e
solventes, onde efetuou seus estudos. Sendo assim, resíduos gerados em um mês podem seguir para
seus destinos finais um ou dois meses depois de gerados. E, resíduos como baldes, tambores,
bombonas, latas, papelão, plástico e outros, sempre que possível, são reutilizados pela própria unidade
ou por outra unidade do grupo. A Tabela 1 apresenta a quantidade de resíduos gerenciados
mensalmente.
Tabela 1. Quantidade (toneladas) de resíduos recicláveis ou reutilizáveis e de resíduos depositados em aterros pela unidade estudada.
MÊS / RECICLÁVEIS/REUTILIZÁVEIS DISPOSTOS NA CTRIJ
ANO Devolvidos 1 Vendidos 2 Classe I 3 Classe II 4 TOTAL
abr/08 138,24 4,52 2,81 35,30 180,87
mai/08 64,79 3,00 2,71 24,15 94,65
jun/08 81,38 5,02 3,07 29,32 118,79
jul/08 76,60 9,91 6,99 32,02 125,52
ago/08 103,56 4,73 5,12 29,20 142,61
set/08 75,78 6,84 4,49 26,29 113,39
out/08 48,85 5,92 7,67 24,19 86,63
nov/08 76,19 3,36 4,01 15,77 99,33
dez/08 50,24 5,16 1,84 19,04 76,28
jan/09 64,55 3,55 2,82 8,45 79,37
fev/09 34,54 2,86 1,78 6,00 45,18
mar/09 43,11 4,62 - 29,00 76,73
abr/09 30,14 4,18 1,75 2,70 38,77
Total do período 887,95 63,66 45,06 281,43 1.278,09 Média mensal (%) 75% 25%
1 Bombonas de solução, toalhas industriais, rebarbas de ABS e PP; 2 Latas, tambores, baldes, bombonas, sucata de ABS e PP, papelão e plástico; 3 Sólidos contaminados com produtos perigosos; 4 Em sua maioria: aparas de PRFV, plástico e papelão contaminados e “pó” de plástico de ABS e PP.
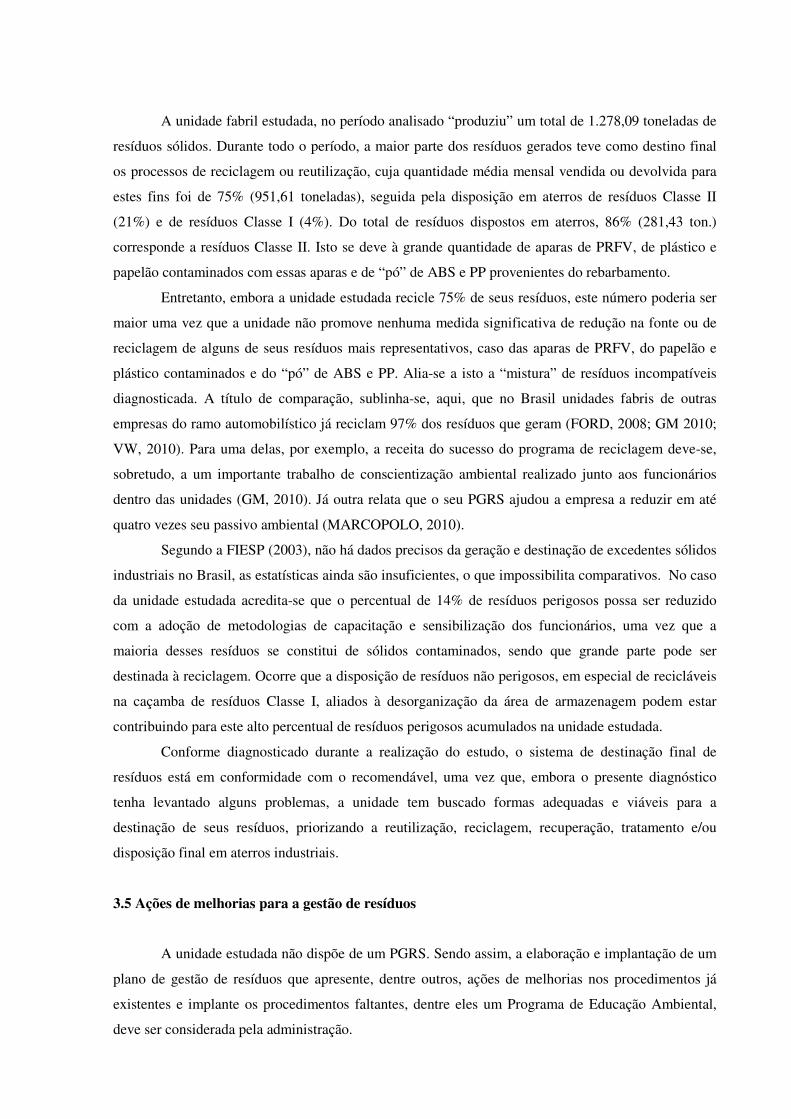
A unidade fabril estudada, no período analisado “produziu” um total de 1.278,09 toneladas de
resíduos sólidos. Durante todo o período, a maior parte dos resíduos gerados teve como destino final
os processos de reciclagem ou reutilização, cuja quantidade média mensal vendida ou devolvida para
estes fins foi de 75% (951,61 toneladas), seguida pela disposição em aterros de resíduos Classe II
(21%) e de resíduos Classe I (4%). Do total de resíduos dispostos em aterros, 86% (281,43 ton.)
corresponde a resíduos Classe II. Isto se deve à grande quantidade de aparas de PRFV, de plástico e
papelão contaminados com essas aparas e de “pó” de ABS e PP provenientes do rebarbamento.
Entretanto, embora a unidade estudada recicle 75% de seus resíduos, este número poderia ser
maior uma vez que a unidade não promove nenhuma medida significativa de redução na fonte ou de
reciclagem de alguns de seus resíduos mais representativos, caso das aparas de PRFV, do papelão e
plástico contaminados e do “pó” de ABS e PP. Alia-se a isto a “mistura” de resíduos incompatíveis
diagnosticada. A título de comparação, sublinha-se, aqui, que no Brasil unidades fabris de outras
empresas do ramo automobilístico já reciclam 97% dos resíduos que geram (FORD, 2008; GM 2010;
VW, 2010). Para uma delas, por exemplo, a receita do sucesso do programa de reciclagem deve-se,
sobretudo, a um importante trabalho de conscientização ambiental realizado junto aos funcionários
dentro das unidades (GM, 2010). Já outra relata que o seu PGRS ajudou a empresa a reduzir em até
quatro vezes seu passivo ambiental (MARCOPOLO, 2010).
Segundo a FIESP (2003), não há dados precisos da geração e destinação de excedentes sólidos
industriais no Brasil, as estatísticas ainda são insuficientes, o que impossibilita comparativos. No caso
da unidade estudada acredita-se que o percentual de 14% de resíduos perigosos possa ser reduzido
com a adoção de metodologias de capacitação e sensibilização dos funcionários, uma vez que a
maioria desses resíduos se constitui de sólidos contaminados, sendo que grande parte pode ser
destinada à reciclagem. Ocorre que a disposição de resíduos não perigosos, em especial de recicláveis
na caçamba de resíduos Classe I, aliados à desorganização da área de armazenagem podem estar
contribuindo para este alto percentual de resíduos perigosos acumulados na unidade estudada.
Conforme diagnosticado durante a realização do estudo, o sistema de destinação final de
resíduos está em conformidade com o recomendável, uma vez que, embora o presente diagnóstico
tenha levantado alguns problemas, a unidade tem buscado formas adequadas e viáveis para a
destinação de seus resíduos, priorizando a reutilização, reciclagem, recuperação, tratamento e/ou
disposição final em aterros industriais.
3.5 Ações de melhorias para a gestão de resíduos
A unidade estudada não dispõe de um PGRS. Sendo assim, a elaboração e implantação de um
plano de gestão de resíduos que apresente, dentre outros, ações de melhorias nos procedimentos já
existentes e implante os procedimentos faltantes, dentre eles um Programa de Educação Ambiental,
deve ser considerada pela administração.
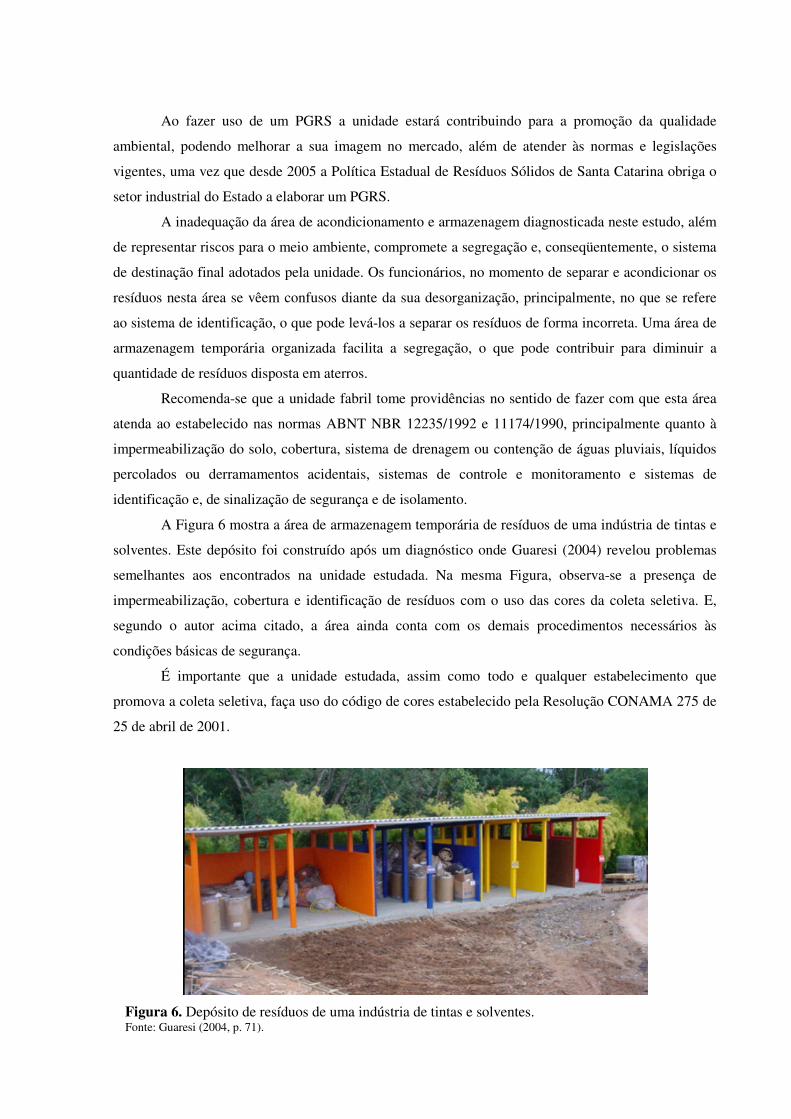
Ao fazer uso de um PGRS a unidade estará contribuindo para a promoção da qualidade
ambiental, podendo melhorar a sua imagem no mercado, além de atender às normas e legislações
vigentes, uma vez que desde 2005 a Política Estadual de Resíduos Sólidos de Santa Catarina obriga o
setor industrial do Estado a elaborar um PGRS.
A inadequação da área de acondicionamento e armazenagem diagnosticada neste estudo, além
de representar riscos para o meio ambiente, compromete a segregação e, conseqüentemente, o sistema
de destinação final adotados pela unidade. Os funcionários, no momento de separar e acondicionar os
resíduos nesta área se vêem confusos diante da sua desorganização, principalmente, no que se refere
ao sistema de identificação, o que pode levá-los a separar os resíduos de forma incorreta. Uma área de
armazenagem temporária organizada facilita a segregação, o que pode contribuir para diminuir a
quantidade de resíduos disposta em aterros.
Recomenda-se que a unidade fabril tome providências no sentido de fazer com que esta área
atenda ao estabelecido nas normas ABNT NBR 12235/1992 e 11174/1990, principalmente quanto à
impermeabilização do solo, cobertura, sistema de drenagem ou contenção de águas pluviais, líquidos
percolados ou derramamentos acidentais, sistemas de controle e monitoramento e sistemas de
identificação e, de sinalização de segurança e de isolamento.
A Figura 6 mostra a área de armazenagem temporária de resíduos de uma indústria de tintas e
solventes. Este depósito foi construído após um diagnóstico onde Guaresi (2004) revelou problemas
semelhantes aos encontrados na unidade estudada. Na mesma Figura, observa-se a presença de
impermeabilização, cobertura e identificação de resíduos com o uso das cores da coleta seletiva. E,
segundo o autor acima citado, a área ainda conta com os demais procedimentos necessários às
condições básicas de segurança.
É importante que a unidade estudada, assim como todo e qualquer estabelecimento que
promova a coleta seletiva, faça uso do código de cores estabelecido pela Resolução CONAMA 275 de
25 de abril de 2001.
Figura 6. Depósito de resíduos de uma indústria de tintas e solventes. Fonte: Guaresi (2004, p. 71).
Em vista dos resultados obtidos com a pesquisa, decidiu-se propor um sistema de cores de
identificação a ser implantado na área de armazenagem temporária da unidade estudada (Quadro 1).
Quadro 1. Código de cores para a coleta seletiva dos resíduos gerados na unidade estudada conforme Resolução CONAMA 275 de 25 de abril de 2001.
Descrição dos resíduos Acondicionamento Cor
Resíduos Classe I 2 Caçamba estacionária (5 m³) Laranja
Resíduos Classe II Caçambões (até 35 m³) Cinza
Latas e baldes metálicos 1;2 À granel Amarelo
Baldes e bombonas plásticas 1;2 À granel Vermelho
Papel, papelão não contaminado 1 Caçambas ou à granel Azul
Plástico não contaminado 1 Caçambas ou à granel Vermelho
Tambores 1;2 À granel Amarelo
Thinner 1 Bombonas à granel Laranja
Orgânicos (cozinha e banheiros) Caçambas Marrom
Pallets (madeira) 1 À granel Preta 1 Podem ser armazenados como mostrado na Figura 10;
2 Por serem sólidos contaminados, a sinalização de segurança também deve estar presente.
Considerando o sistema de transporte adotado pela unidade, resíduos Classes I e II podem
continuar sendo acondicionados em caçambas desde que as cores sejam respeitadas e a área onde estas
se encontrem esteja de acordo com a normas aplicáveis. As bombonas que armazenam produtos
perigosos devem ser identificadas e etiquetadas conforme as normas, além de possuir uma sinalização
de segurança. Essas bombonas, que podem ser armazenadas à granel (cor laranja), devem ser
resistentes e estarem sempre tampadas, se possível, lacradas.
O sistema de acondicionamento sugerido neste estudo pode passar por adaptações conforme as
necessidades da unidade, principalmente, no que se refere à adequação ao meio de transporte, ao
volume e à destinação final desses resíduos, desde que sejam mantidas, de alguma forma, as cores da
coleta seletiva, a sinalização de segurança, a identificação por meio de placas e todas as normas de
segurança. As melhorias na área de armazenagem (impermeabilização, cobertura, contenção,
isolamento, identificação, etc.) também podem ser feitas de acordo com as necessidades das unidades.
Todos os setores da fábrica devem receber recipientes adequados, seguros e devidamente
identificados para a coleta seletiva de resíduos, mantendo sempre a sua padronização.
Dentre as ações de melhoria, a que representa menos custos, porém não menos eficiente, é a
Educação Ambiental. Barreto et al. (2008, p. 16) constataram que os empregados de uma indústria
petroquímica consideram como principais impactos das atividades desenvolvidas pelo Programa de
Educação Ambiental da empresa, “o conhecimento e a conscientização, especialmente por meio das
palestras, treinamentos, coleta seletiva”.
Existem diversas atividades de Educação Ambiental que podem ser executadas em ambientes
fabris. Entretanto, é importante que a periodicidade dessas atividades seja determinada de acordo com
a necessidade e disponibilidade dos funcionários e da empresa, de forma a não prejudicar a rotina de
trabalho. Ressalta-se que atividades de Educação Ambiental devem ocorrer mais de uma vez por ano.
Atividades uma vez por ano e durante poucas horas não oportunizam aos participantes o
aprofundamento e assimilação das questões ambientais, uma vez que para obter resultados “a
Educação Ambiental deve se realizar continuamente de modo a caracterizar uma aprendizagem
permanente, afirmando valores e ações que contribuam para a transformação humana e social e para a
preservação ecológica” (BARRETO et al., 2008, p.16).
Em se tratando da unidade fabril estudada, a exemplo de outras fábricas, a falta de
sensibilização ambiental favorece a “mistura” de resíduos. Neste sentido, os resultados da pesquisa
possibilitam a sugestão de algumas atividades que podem ser implantadas não só pela unidade
analisada, mas também por qualquer outra empresa que esteja interessada em inserir a Educação
Ambiental em sua rotina. As atividades propostas aqui devem ser ministradas por pessoas
devidamente qualificadas.
Embora as atividades de Educação Ambiental devam ser específicas para os problemas das
empresas, a inserção de outros temas como: Desenvolvimento Sustentável; Tecnologias Limpas;
Poluição; Cidadania e outros ampliam a visão dos empregados, podendo ter reflexos positivos no seu
comportamento dentro e fora da empresa (BARRETO et al., 2008). Esses temas adicionais podem ser
tratados por meio de palestras, dinâmicas, grupos de discussões, oficinas e outros, distribuídos ao
longo do ano. Recomenda-se que atividades como essas sejam bimestrais ou trimestrais, com duração
total de 9 a 12 horas por ano e estendidas a toda a fábrica. Quanto aos palestrantes, preferencialmente,
devem ser convidados de outras instituições, em especial, daquelas que atuem na área ambiental.
De forma a complementar a atividade anterior e, devido aos bons resultados alcançados pelo
treinamento “Dojo Ambiental” apresentado por Coutinho et al. (2009), como uma decorrência da
pesquisa aplicada propõe-se uma adaptação da capacitação “Dojo Ambiental” a ser desenvolvida na
unidade estudada.
O Dojo ocorre com o uso de um painel móvel (com rodas), o que permite que a capacitação
ocorra em qualquer lugar da fábrica, em geral, onde os problemas detectados ocorrem de fato. Assim,
haverá uma melhor visualização e uma melhor assimilação por parte dos funcionários sob capacitação.
Como o diagnóstico resultante da pesquisa constatou falhas no sistema de coleta seletiva, a
capacitação proposta refere-se unicamente a essa questão. Mas, ressalta-se que a Empresa possui
outros problemas relacionados à falta de práticas de Educação Ambiental. Assim sendo, outros temas e
dinâmicas podem ser trabalhados por meio do Dojo, desde que a capacitação não exceda três temas
diferentes, o que aumentaria o tempo de duração, tornando-o cansativo e comprometendo o
aprendizado e a rotina da fábrica.
As turmas de capacitação devem ser homogêneas quanto ao grau de escolaridade e área de
atuação na Empresa além de ter, no máximo, 20 pessoas. Assim, todos poderão participar das
dinâmicas (BARRETO et al. 2008; COUTINHO et al. 2009). Várias turmas poderão ser formadas
para que todos possam participar das atividades de capacitação.
O tempo de duração das atividades do Dojo é proporcional à quantidade de temas abordados,
podendo ser de 1 hora e 20 minutos para cada tema. A capacitação pode ser oferecida semestralmente.
Com essa periodicidade, os resultados alcançados foram bastante significativos nos locais onde o
método foi desenvolvido. É importante que o período de capacitação não se estenda por muitos dias.
Quanto ao formador, preferencialmente, deve ser um funcionário da Empresa e que seja
devidamente preparado, treinado e qualificado para desenvolver a atividade. É importante que o
formador tenha conhecimento sobre o meio ambiente e que atue diretamente com as questões
ambientais da Empresa. A necessidade de ser um funcionário se justifica pelo seu livre acesso às
dependências e documentação.
O painel deve conter pequenas amostras dos principais resíduos gerados na unidade e suas
origens e, ainda, pequenas lixeiras, nas cores e identificação adotadas pela Empresa (COUTINHO et
al., 2009). Daí a importância da implantação das melhorias no acondicionamento e armazenagem
recomendadas por este estudo. Uma foto da área de segregação, acondicionamento e armazenagem
onde é possível visualizar todos os recipientes e/ou locais de armazenagem também deve estar
presente no painel e facilitará a compreensão de todos.
A capacitação se inicia com a apresentação dos conceitos de coleta seletiva e do sistema de
gestão de resíduos adotado pela Empresa. A discussão desses assuntos pode ser feita com o uso de
imagens, fotografias, estatísticas, gráficos, e outros. Em seguida, dá-se início à dinâmica.
Primeiramente, apresentam-se os principais resíduos gerados na fábrica e suas quantidades médias
mensais e respectivas destinações finais (COUTINHO et al. (2009). Essa apresentação é feita por meio
de uma atividade que deverá ser de caráter agradável e onde os participantes tentam adivinhar as
quantidades e os destinos finais para cada resíduo.
Num segundo momento, Coutinho et al. ( 2009) recomendam, aos participantes, que se
reúnam em três grupos. Cada grupo recebe ímãs magnéticos com descrição dos processos de
tratamento ou destinação adotados pela Empresa. O grupo decide a qual amostra de resíduo o processo
descrito se refere, fixando-o junto à mostra. Por fim, o formador corrige as decisões e explica as
particularidades de cada processo de destinação final, bem como associa os volumes à quantidade de
produtos fabricados pela Empresa. O formador explica sobre a necessidade da separação dos resíduos
na fonte de geração, bem como toda a lógica da coleta seletiva. Após os detalhamentos, são
distribuídas pequenas amostras dos resíduos da Empresa para que os mesmos realizem, durante a
capacitação, a coleta seletiva usando as lixeiras presas ao painel. O formador faz as correções,
justificando-as. Para finalizar, realiza-se uma visita rápida ao local de trabalho da equipe, onde o
coordenador e/ou líder verificará a qualidade da coleta seletiva em seu setor. Essa visita é muito
produtiva e estimula nos funcionários à filosofia da melhoria contínua
Essa capacitação tem como objetivo estimular e sensibilizar os funcionários a promoverem a
separação correta dos resíduos, além de esclarecer as principais dúvidas sobre a separação e
identificação (cores da coleta seletiva), uma vez que alguns erros na segregação ocorrem devido à falta
de orientação e à confusão que alguns funcionários fazem. Por exemplo: como deve ser disposto um
papelão, geralmente reciclável, quando este estiver contaminado com óleo ou outro produto químico?
Ou, ainda: produtos perigosos como resinas, tintas, gel devem ter uma destinação diferente se
estiverem catalisados?
Com esta capacitação há a probabilidade de que os participantes venham a adquirir
conhecimento e sensibilidade para compreenderem que o que para eles representa um resíduo, para
outros pode ser matéria-prima, e que os benefícios ambientais e econômicos em torno desses
procedimentos são inúmeros. A partir dessa capacitação é de esperar-se que os funcionários passem a
separar corretamente os resíduos que geram e, assim, garantir que tenham o destino correto. E, ainda, é
de esperar-se que esses funcionários possam estender tal aprendizado ao seu ambiente domiciliar.
Após o término do processo de aplicação do “Dojo Ambiental”, Coutinho et al (2009)
recomendam que os participantes passem por uma auto-avaliação. Para tanto, como um resultado do
estudo aplicado, sugere-se que cada participante receba um questionário contendo de três a cinco
questões fechadas referentes aos assuntos tratados no Dojo. As respostas ajudarão a identificar os
pontos fracos do treinamento e, por conseguinte, melhorá-lo a cada nova aplicação.
Recomenda-se que seja feita, de forma simples e observacional, uma pequena auditoria
referente aos temas tratados no Dojo. Para tanto, os formadores devem, uma ou duas vezes no mês,
fiscalizar os coletores de resíduos e, assim, buscar detectar falhas e progressos. Quando da aplicação
da auditoria o formador do Dojo deve ter em mãos um checklist, o qual deverá acompanhá-lo a cada
sessão. Terminada a verificação, o formador do Dojo faz a contagem das conformidades e não
conformidades encontradas e elabora gráficos que podem e devem ser usados durante a capacitação.
No momento da auditoria, novas fotos podem ser feitas para a atualização do painel.
Eventualmente, a Empresa poderá, ainda, promover: Semanas do Meio Ambiente e da Água;
passeios ecológicos; gincanas e o que mais julgar necessário. A elaboração e fixação de um painel
informativo onde conste os resultados obtidos com as capacitações, além, ainda, de qualquer outra
informação de caráter ambiental, também deve ser considerada pela unidade praticante do “Dojo”.
4 Considerações finais
O setor industrial vem sendo pressionado a gerenciar de modo mais eficiente e seguro os seus
resíduos. Uma maneira de atender a essa exigência pode ser por meio da implantação de um PGRS.
Embora a unidade estudada adote algumas medidas ambientais, a fábrica, a exemplo de outras
empresas, não dispõe de um PGRS completo, seguro. Sendo assim, recomenda-se que a unidade
estudada e outras empresas que se encontrem na mesma situação, inclusive com problemas

semelhantes aos diagnosticados com a realização desta pesquisa, elaborem e implantem tais planos,
uma vez que esta é uma exigência legal.
Como os planos de gestão de resíduos priorizam a redução, recomenda-se que a unidade faça
um estudo envolvendo a redução de resíduos em sua fonte geradora, uma vez que as quantidades de
resíduos diagnosticadas foram bastante expressivas. Além disso, alguns de seus resíduos
encaminhados para aterros são passíveis de reciclagem, sendo assim, estudos sobre a reciclagem
desses resíduos também devem ser considerados pela unidade.
No que se refere à Educação Ambiental, esta é imprescindível para que a gestão de resíduos dê
resultados. Na unidade estudada, a “mistura” de resíduos é freqüente e intensa, comprometendo a sua
destinação. Isto se deve, principalmente, à falta de orientação, cobrança, fiscalização e Educação
Ambiental que leve à sensibilização e à conscientização. É importante ressaltar que para que um
Programa de Educação Ambiental que envolva a coleta seletiva dê resultados, os sistemas de
acondicionamento, as áreas de armazenagem temporária e o sistema de transporte e destinação final
devem ser seguros, organizados e em conformidade com as normas e legislações aplicáveis. Sendo
assim, a unidade precisa promover as melhorias recomendadas ao que se refere a esses sistemas.
Problemas como os diagnosticados pela pesquisa aqui em destaque se repetem em outras
empresas, uma vez que muitos empresários ainda pensam que a Educação Ambiental é uma obrigação
somente das instituições de ensino e/ou do poder público, embora estudos já tenham comprovado a
eficiência dessa ferramenta nesse setor. As atividades de Educação Ambiental propostas ao final da
execução desta pesquisa à unidade estudada podem ser usadas por outras empresas, qualquer que seja
a sua atividade, desde que feitas as devidas adaptações.
Os funcionários precisam ser sensibilizados quanto à separação correta dos resíduos.
Precisam ter conhecimento de que muitos dos resíduos gerados por eles, seja no trabalho, em casa ou
na rua, podem representar recursos e fonte de renda. Precisam ter consciência de que ao destinarem
um resíduo reciclável, reutilizável, recuperável ou tratável a um aterro, esses ficarão lá por muitos e
muitos anos - uma “herança” prejudicial e nada bem vinda para as gerações futuras, inclusive para
seus próprios descendentes. Funcionários com essa sensibilização, além de contribuírem para a
melhoria da qualidade ambiental no seu local de trabalho, têm grandes chances de estender esse
aprendizado ao seu ambiente familiar e vizinhanças.
Agradecimentos
Agradecimentos especiais à Empresa estudada, à Fundação de Apoio à Pesquisa Científica e
Tecnológica do Estado de Santa Catarina – FAPESC e à Universidade da Região de Joinville –
Univille.
Referências bibliográficas ABNT – Associação Brasileira de Normas Técnicas. NBR 11174: Armazenamento de resíduos classes II – não inertes e III – inertes. Rio de Janeiro, 1990. ________. NBR 12235: Armazenamento de resíduos sólidos perigosos. Rio de Janeiro, 1992. ALBERONI, V. G.; NEVES, M.; QUELHAS, O. L. G.; BARROS, A. B. de. Gestão de Resíduos Industriais como facilitador da gestão do conhecimento e da otimização do processo produtivo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 22, 2002, Curitiba. Anais eletrônico... Curitiba: ABEPRO-ENEGEP, 2002. Disponível em: <http://www.abepro.org.br/biblioteca/ENEGEP2002_TR104_1000.pdf>. Acesso em: 05 nov. 2008. BARBIERI, J. C. Gestão ambiental empresarial: conceitos, modelos e instrumentos. 2 ed. São Paulo: Saraiva, 2007. 382 p. BARRETO, L. M. P. A., SILVA, S. A. H.; PÁDUA, S. M. A contribuição da Educação Ambiental no processo de gestão ambiental em indústria petroquímica. In: ENCONTRO DA ASSOCIAÇÃO NACIONAL DE PESQUISA E PÓS-GRADUAÇÃO EM AMBIENTE E SOCIEDADE, IV, 2008, Brasília-DF. Anais eletrônico... Brasília: ANPPAS, 2008. Disponível em: <http://www.anppas.org.br/encontro4/cd/ARQUIVOS/GT9-656-545-20080510000751.pdf>. Acesso em: 01 mar. 2010. BRASIL. Presidência da República. Lei Federal n 9.795, de 27 de abril de 1999. Dispõe sobre a educação ambiental, institui a Política Nacional de Educação Ambiental e dá outras providências. Disponível em: <http://www.planalto.gov.br>. Acesso em: 22 mar. 2010 CONAMA – Conselho Nacional de Meio Ambiente. Resolução n. 275 de 25 de abril de 2001. Estabelece o código de cores para os diferentes tipos de resíduos, a ser adotado na identificação de coletores e transportadores, bem como nas campanhas informativas para a coleta seletiva. Disponível em: <http://www.mma.gov.br>. Acesso em: 07 abr. 2010. COUTINHO, G. A.; WIEMES, L.; DEPOUILLY, E.; FERRAZZA, D. C. Educação ambiental aplicada na indústria automobilística. Anais... In: CONGRESSO DE MEIO AMBIENTE DA AUGM, VI, 2009, São Carlos, SP. FARIAS, C. L. 5 R's - Reduce, Re-use, Recycle, Recover and Residual Management, 2003 Disponível em: <http://www.keyassociados.com.br/imprensa-5rs.php>. Acesso em: 19 mar. 2008. FIESP – Federação das Indústrias do Estado de São Paulo. Apostila de Coleta Seletiva e Reciclagem de Excedentes Industriais. São Paulo: FIESP, 2003, 21 p. FORD Motor Company BrasiL LTDA. Relatório Ambiental. São Paulo, 2008. Disponível em: <http://www.ford.com.br>. Acesso em: 21 fev. 2010. GM – General Motors do Brasil LTDA.. General Motors do Brasil já recicla 97 % dos resíduos industriais. São Paulo, 2009. Disponível em: <http://www.chevrolet.com.br>. Acesso em: 21 fev. 2010. GURARESI, A. M. Diagnóstico, caracterização e levantamento de resíduos sólidos perigosos: instrumento para implementação de um programa de gestão em uma indústria de tintas. Criciúma, 2004. Trabalho de Conclusão de Curso. Universidade do Extremo Sul Catarinense.
LOUREIRO, C. F. B. Educação Ambiental e movimentos sociais na construção da cidadania ecológica e planetária. In: LOUREIRO, C. F. B.; LAYRARGUES, P. P.; CASTRO, R. S. De. Educação ambiental: repensando o espaço da cidadania. 2. ed. São Paulo: Cortez, 2002, p.69-98. MARCOPOLO S/A. Gestão ambiental: ações ambientais. Caxias do Sul-RS, 2010. Disponível em: <http://www.marcopolo.com.br>. Acesso em: 21 fev. 2010. MEDEIROS, C. Instruções para a Elaboração do Plano de Gerenciamento de Resíduos Sólidos, 2002. Sistema Estadual de Informações Ambientais da Bahia (SEIA). Disponível em: <http://www.seia.ba.gov.br. Acesso em: 25 ago. 2009. SANTA CATARINA. Lei nº 13.557, de 17 de novembro de 2005. Dispõe sobre a Política Estadual de Resíduos Sólidos e adota outras providências. Disponível em: <http://www.sds.sc.gov.br/index.php?option=com_docman...>. Acesso em: 10 mai. 2010. TOCCHETTO, M. R. L. Gerenciamento de Resíduos Sólidos Industriais. Curso de Química Industrial. Universidade Federal de Santa Maria.Santa Maria: UFSM, 2005, 97 p. VILHENA, A.; POLITI, E. Reduzindo, reutilizando, reciclando: a indústria ecoeficiente. São Paulo: CEMPRE/SENAI, 2005, 94 p. VW – Volkswagen do Brasil Indústria de Veículos Automotores LTDA. Um mundo melhor. São Paulo, 2010. Disponível em: <http://www.vw.com.br/foxporummundomelhor/index.html> Acesso em: 21 fev 2010.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo