RELATÓRIO DE ESTÁGIO CURRICULAR NO · PDF file3.8 comportamento dos aÇos...
162
UNIVERSIDADE FEDERAL DE SANTA CATARINA – UFSC DEPARTAMENTO DE ENGENHARIA MECÂNICA – EMC CURSO DE ENGENHARIA DE MATERIAIS RELATÓRIO DE ESTÁGIO CURRICULAR NO LABORATÓRIO DE ENGENHARIA DO TRATAMENTO TÉRMICO 1º Período: 18/02/2008 à 23/05/2008 CRISTIAN ALEXANDRE MORAES MATRÍCULA: 06137602 “Concordamos Com O Conteúdo do Relatório”. ___________________________________ ORIENTADOR: RAFAEL MALAVAZZI Florianópolis, Maio 2008
Transcript of RELATÓRIO DE ESTÁGIO CURRICULAR NO · PDF file3.8 comportamento dos aÇos...

UNIVERSIDADE FEDERAL DE SANTA CATARINA – UFSC
DEPARTAMENTO DE ENGENHARIA MECÂNICA – EMC
CURSO DE ENGENHARIA DE MATERIAIS
RELATÓRIO
DE
ESTÁGIO CURRICULAR
NO
LABORATÓRIO
DE
ENGENHARIA DO TRATAMENTO TÉRMICO
1º Período: 18/02/2008 à 23/05/2008
CRISTIAN ALEXANDRE MORAES
MATRÍCULA: 06137602
“Concordamos Com O Conteúdo do Relatório”.
___________________________________ ORIENTADOR: RAFAEL MALAVAZZI
Florianópolis, Maio 2008

EATON DIVISÃO TRANSMISSÕES LTDA
TCA : Divisão de Transmissões e Componentes Agrícolas da EATON
Setor de Tratamento Térmico
Laboratório MetalográficoDa
Engenharia De Tratamento Térmico
RS 122 – km 87
Bairro : Pedancino
CEP 95001-970 – Cx. Postal 229
Caxias do Sul – R.S.
Fone: (54) 3224-2000 - Fax: (54) 3224-2319
www.sa.etn.com/
2

AGRADECIMENTOS
Primeiramente gostaria de agradecer ao meu pai Sueli de Moraes & minha mãe
Carolina Maria Gusi de Moraes pelo companheirismo e suporte necessário.
À empresa Eaton Divisão Transmissões agradeço pela oportunidade deste estágio.
Ao gestor sr Ariovaldo “ Vacaria” pelo exemplo de liderança no trabalho setor T.T.
Aos Engs. do Setor de Tratamento Térmico da Eaton CXS os srs. Eng Ademar F.
Souza Filho e Rafael M. Malavazzi pelas orientações e coordenação de estágio.
Aos colegas de trabalho, Eliseu de Souza Alves, LeocirPaim, Lindomar Soldatelli ,
Guilherme Lira e Valdomiro L. Souza e todos os demais colaboradores que contribuiram
para realização das atividades em estágio.
E aos idealizadores desse estágio que nos encorajam profissionalmente, os professores,
Dr. Ing. Antônio Pedro Novaes, Dr. Ing. Berend Snoeijer e Dr. Eng. Germano Riffel, o meu
Obrigado pela altiva e eficaz coordenação do curso em Engenharia de Materiais.
“ A sabedoria mais profunda que o homem pode alcançar é saber que seu destino é ajudar, é servir... A aspiração é obter; a perfeição é distribuir.” (Abraham Joshua Heschel)
"Não tenho talentos especiais, mas sim sou profundamente curioso"“ O único lugar onde o sucesso vem antes do trabalho é no dicionário”
(Albert Einstein)
3

LABORATÓRIO METALÚRGICO
ENGENHARIA DE CONTROLE
PROCESSOS TÉRMICOS
SETOR TRATAMENTO TÉRMICO
EATON
TCA
TRANSMISSÕES
COMPONENTES
AGRÍCOLAS
(PLANO DE ESTÁGIO)
ATUAÇÃO DO ESTAGIÁRIO : ENGENHARIA E CIÊNCIA DOS MATERIAIS.
ÁREAS DESENVOLVIDAS :
ACOMPANHAMENTO DO PROCESSO DE TRATAMENTO TÉRMICO DE PEÇAS PRODUZIDAS.ATIVIDADES DE LABORATÓRIO, PRINCIPALMENTE NA METALOGRAFIA E ANÁLISE DE FALHAS DE COMPONENTES.
( TÍTULO )
“ TRATAMENTO TÉRMICO & DEFORMAÇÃO TÉRMICA ”
“ ANÁLISE DE FALHAS ”
4

SUMÁRIO
1.0 RESUMO................................................................................................................09-112.0 INTRODUÇÃO......................................................................................................12-153.0 BÁSICA INTRODUÇÃO AO SETOR DE TRATAMENTO TÉRMICO........16-17
FUNDAMENTOS E PRÁTICAS BÁSICAS NO SETOR DE TRATAMENTO TÉRMICO
TRATAMENTOS TÉRMICOS......................................................................17-25
3.1 TÊMPERA : INDUÇÃO / TANQUE 450 ........................................18-19
3.2 REVENIMENTO....................................................................................20-22
3.3 NORMALIZAÇÃO................................................................................23-25
TRATAMENTOS TERMOQUÍMICOS .......................................................26-30
3.4 O QUE É CEMENTAÇÃO....................................................................27-25
3.5 CEMENTAÇÃO GASOSA EM FORNO: CONTÍNUO/ ROTATIVO..28
3.6 CARBONITRETAÇÃO...............................................................................29
3.7 NITRETAÇÃO.............................................................................................30
3.8 COMPORTAMENTO DOS AÇOS COM ELEMENTOS DE LIGA.................31-33
4.0 MICROESTRUTURAS PARA SEREM MODIFICADAS E DESENVOLVIDAS
NO TRATAMENTO TÉRMICO:......................................................................34-36
5.0 EQUIPAMENTOS DE TRATAMENTO TÉRMICO.........................................37-36
5.1 FORNO CONTÍNUO 13: (AICHELIN)......................................................37
5.2 MÁQUINA DE INDUÇÃO : (INDUCTOHEAT) C.N.C..............................38 SISTEMA COMPACTO DE TÊMPERA PROGRESSIVA VERTICAL
5.2.1 INDUÇÃO 184 = 150KW............................................................39 5.2.2 INDUÇÃO 460 = 300KW............................................................39 5.2.3 INDUÇÃO 185 = 450KW............................................................39 5.2.4 INDUÇÃO 379 = GH 500KW ..........................................................39
5

5.3 FORNO TIPO POÇO : .............................................................................40 5.3.1 FORNO TIPO POÇO 630 : Idem ao anterior.............................41 5.3.2 FORNO TIPO POÇO 605 : Idem ao anterior.............................41 5.3.3 FORNO TIPO POÇO 632 : Idem ao anterior.............................41 5.3.4 FORNO TIPO POÇO 183 : Idem ao anterior.............................41 5.3.5 FORNO TIPO POÇO 180 : Idem ao anterior.............................41 5.3.6 FORNO TIPO POÇO 419 : Idem ao anterior.............................41 5.3.7 FORNO TIPO POÇO 470 : Idem ao anterior.............................41 5.3.8 FORNO TIPO POÇO 485-5 : Idem ao anterior.........................41 5.3.9 FORNO TIPO POÇO 486-3 : Idem ao anterior.........................41
5.3.10 FORNO POÇO P/ TÊMPERAR 624 : Idem ao anterior...........41 5.3.11 FORNO TIPO POÇO P/ PRÉ-AQUECIMENTO.......................41
5.3.12 FORNO POÇO CONFIGURADO P/ REVENIMENTO............41 5.3.13 FORNO POÇO CONFIGURADO P/ RECOZIMENTO...........42
5.3.14 FORNO POÇO CONFIGURADO P/ NORMALIZAÇÃO.......42
5.4 FORNO ROTATIVO : AICHELIN SOLEIRA ROTATIVA........................43 5.4.1 FORNO ROTATIVO 496..................................................................43
5.4.2 FORNO ROTATIVO 177..................................................................43
5.5 TANQUE DE TEMPERAR 450.....................................................................44
5.6 PRESS-QUENCH...........................................................................................44 5.6.1 PRESS-QUENCH 626 : hidrodinâmica.............................................44 5.6.2 PRESS-QUENCH 202: oerlikon sp5-2 ............................................44
5.7 FORNO DE CÂMARA DUPLA 176 : (AICHELIN)....................................45 5.8 FORNO DE REVENIMENTO 318 ..............................................................45 5.9 MÁQUINA DE LAVAR 201 .........................................................................45 6.0 REFRATÔMETRO........................................................................................46
6.1 EQUIPAMENTOS PARA O PROCESSO DE ACABAMENTO DAS PEÇAS:...47
6.1.1. PRENSA ENDIREITADEIRA :......................................................47
6.1.2 PRENSA ENDIREITADEIRA 431: IMPCO 6826 .........................47
6.1.3 PRENSA ENDIREITADEIRA 196..................................................47
6.1.4 PRENSA ENDIREITADEIRA 602 em T com grade ...................47
6.1.5 PRENSA ENDIREITADEIRA 197..................................................48
6.1.6 PRENSA ENDIREITADEIRA 198..................................................48
6.1.7 PRENSA ENDIREITADEIRA 444..................................................48
6.1.8 PRENSA ENDIREITADEIRA 433: VICKERS 37T.......................48
6.1.9 PRENSA ENDIREITADEIRA 434 : FRED FREY 30 T.................48
6

6.2 UNIDADE QUALITY GATE :.....................................................................49
É uma estação CPU dedicada para os operadores baixarem o processo
de fabricação caso surjam dúvidas..
6.3 ENTRE-PONTO...........................................................................................49
6.3.1 ENTRE-PONTO.................................................................................49
6.3.2 ENTRE-PONTO.................................................................................49
6.3.3 ENTRE-PONTO.................................................................................49
6.4 MESA PARA MEDIÇÃO DE OVALIZAÇÃO :.........................................50
Mesa para medição externa de coroas ou engrenagens.
6.5 SHOT CLEANING 394 : BLASTIBLAS Jato De Granalha.......................50
6.6 SHOT PEENING PANG BORN 9710-3 : ..............................................50-57 Martelamento Por Granalha
6.7 REBARBADEIRA :.......................................................................................58 6.7.1 REBARBADEIRA : GRATOMAT MAPE 8374-3...........................58
6.7.2 REBARBADEIRA : .........................................................................58
6.8 LAPIDADORA DE CENTRO .....................................................................59
6.8.1 LAPIDADORA DE CENTRO 432...................................................59 6.8.2 LAPIDADORA DE CENTRO 46087: SPANDAW BUDERS........59
6.9 GABINETE DE JATO DE ÓXIDO DE ÁLUMÍNIO 302: ..........................59 TECJATO FEBRATEC 410-3
7.0 EQUIPAMENTO P/ TRATAMENTO QUÍMICO .................................................60
7.1 LINHA DE FOSFATIZAÇÃO .....................................................................60 7.2 APLICAÇÃO TINTA PROTETIVA............................................................61
8.0 PROCEDIMENTO USUAL BÁSICO PARA FORMAÇÃO DE ATMOSFERAS NOS TRATAMENTOS TÉRMICOS CEMENTAÇÃO DA EATON.....................62
INSTRUÇÃO GERAL DE OPERAÇÃO : 8.1 PROCESSO USUAL P/ CEMENTAÇÃO GASOSA :........................62-64
Utilizando FORNO CÂMARA.
8.2 PROCESSO USUAL P/ CEMENTAÇÃO GASOSA :.......................65-66 Utilizando FC 13 CONTÍNUO.
7

9.0 EQUIPAMENTO P/ DIAGNÓSTICO DE FALHAS NA ETAPA DE INSPECIONAR TOTALMENTE O TRATAMENTO TÉRMICO....................67
9.1 MAGNAFLUX :..............................................................................................67 Equipamento para ensaio por partículas magnéticas pelo ensaio superficial para verificar trincas.
(COMPLEMENTO MANUAL INDUFLUX: solicitar). 10.0 EQUIPAMENTOS DE ANÁLISE NO LABORATÓRIO METALOGRÁFICO.68
10.1 CUT-OFF : Cortadeira por abrasão BUEHLER.......................................68 (COMPLEMENTO EM MANUAL CUT-OFF .PDF : solicitar)
10.2 MICROSCÓPIO EUROMEX :..................................................................68 10.3 ESPECTRÔMETRO :................................................................................69
(COMPLEMENTO EM MANUAL : solicitar).
10.4 EMBUTIDORA : BUEHLER ...................................................................70 (COMPLEMENTO EM MANUAL : solicitar).
10.5 LIXADEIRA METALOGRÁFICA...........................................................70
10.6 POLITRIZ METALOGRÁFICA...............................................................70 10.7 PRODUTOS QUÍMICOS P/ METALOGRAFIA....................................71
10.8 MICRODURÔMETRO LEITZ ...............................................................72
10.9 DURÔMETRO DIGITAL EMCOTEST :................................................72
11.0 DURÔMETRO ANALÓGICO : W.P.M.....................................................73 11.1 ESTEREOSCÓPIO :.....................................................................................73
11.2 ANALISE DE POTENCIAL DE CARBONO NA ATM DO FORNO: QC 9000 QUIMITRON(COMPLEMENTO EM MANUAL : solicitar)......77
12.0 ATIVIDADES DE LABORATÓRIO........................................................................7913.0 PRINCIPAIS ATIVIDADES REALIZADAS...........................................................83
13.1 Coroa de redutor de CNH marca CASE BULLGEAR 87354349....................89 13.2 Coroa de diferencial de CNH marca CASE 87354342...................................119
13.3 Reestudo sobre Deformação Térmica de SEMI-ÁRVORE DANA..................135 13.4 Medição da Deformação Térmica após Cementação de Engrenagem Protótipo p/ Homologação Dimensional de projeto.......................................................143
14.0 INTRODUÇÃO AO ESTUDO & ANÁLISE DE FALHA....................................14615.0 CONCLUSÃO...........................................................................................................158
8

1.0 RESUMO
Neste presente relatório estão descritas as atividades de estágio no curso cooperativo
de Engenharia de materiais pela UFSC, assim serão descritas algumas das atividades
laborais desenvolvidas e acompanhadas, e seguindo estudos de especificação e normas de
produção como a certificação de processos de fabricação, que seguem os padrões de
qualidade mundiais de produção de componentes para transmissão agrícola ou aplicação no
campo da linha pesada de serviço off-road ou (HEAVY-DUTY).
Estando assim, em estágio no Setor de Tratamento Térmico, na TCA ou Divisão de
Transmissões e Componentes Agrícolas da Eaton Ltda em CXS-RS, faremos um
acompanhamento das condições usuais de trabalho no setor de Engenharia de Tratamento
Térmico, no Laboratório Metalúrgico ou metalográfico, fazendo o aprendizado e tomando o
conhecimento da elaboração do processo produtivo e certificação metalúrgica destas peças
produzidas.
Esta qualidade produtiva dos beneficiamentos aplicados em peças da linha agrícola
estão amparados em todos os instrumentos ou variáveis de controle de aferição para
equipamentos de produção no tratamento térmico.
A industria mecânica tem exigido cada vez mais a aplicação de peças com os mais
diferentes requisitos e propriedades. O objetivo é tornar essas peças aptas para suportar
satisfatoriamente as mais diferentes condições de serviço a que estão sujeitas. Esses
requisitos relacionam-se com isenção de tensões internas e nocivas a estrutura e
propriedades mecânicas compatíveis com as cargas previstas.
9

As peças em cuja utilização seja necessária uma superfície resistente ao desgaste e
uma estrutura que suporte solicitações de cargas, devem ser submetidas a algum tipo de
tratamento, para minimizar ou eliminar estes inconvenientes.
Estes tratamentos se divide em térmicos e termoquímicos:
o Os tratamentos térmicos compreendem a operações de aquecimento e
resfriamento controlado, que objetivam alterações nas propriedades físicas das
peças.
o Os tratamentos termoquímicos empregam temperatura e elementos químicos em
meios controlados de maneira a garantir as propriedades finais desejadas nas
peças.
O principal objetivo é aumentar a dureza e a resistência ao desgaste da superfície, ao
mesmo tempo em que o núcleo do material se mantém dúctil.
Basicamente, podemos realizar estes processos ou tratamento de Cementação gasosa, nitretação, carbonitretação, Têmpera em tanque banho de polímero, Têmpera em Indução, Recozimento, Revenimento e Normalização,etc...Equipamentos :
FORNO CONTÍNUO 13 : (AICHELIN)o INDUÇÃO : INDUCTOHEATo FORNO DO TIPO POÇO : (GREFORTEC)o FORNO ROTATIVO : (AICHELIN Soleira Rotativa).o FORNO DE CÂMARA DUPLA : (AICHELIN)o FORNO DE REVENIMENTO
Assim inicialmente apresento um pequeno embasamento teórico das técnicas disponíveis
e dos procedimentos técnicos usuais para Tratamento Térmico realizados pela
EATON e dos Tratamentos Termoquímicos aplicados e desenvolvidos para seus
componentes. E uma resumida introdução sobre os processos de operação, ajuste e
controle do maquinário disponível para beneficiamento mecânico e químico aplicados
nestes componentes mecânicos.
10

Os temas abordados incluem atividades no laboratório metalúrgico, aprendizado do
sistema fabril, do controle e registro de variáveis dos processos térmicos.
Estudo da aplicação e conceitos de tensão residual produzidas por shot peening :
MARTELAMENTO POR GRANALHA
E um estudo de DEFORMAÇÃO TÉRMICA, com a medição de engrenagens de um
conjunto grande, como a coroa BULLGEAR para redutor (COMBINE_AXIAL).
E uma coroa do diferencial a 87354342 acoplado ao sistema de transmissão desta
mesma máquina agrícola, bem como um reestudo sugerido para avaliar a solução anterior
adotada, para a deformação térmica da semi-árvore DANA 035943-2, que foi aumentado
em seu comprimento em dois milímetros, para então ser feita a correção dimensional na
retífica dura ( hard cut ). Colheitadeira CNH CASE COMBINE 2388.
Normas Estabelecem : Níveis de qualidade em pontos específicos como veremos no texto.
Circunferência Primitiva: É uma circunferência teórica sobre a qual todos os cálculos são
realizados. As circunferências primitivas de duas engrenagens acopladas são tangentes.
O diâmetro da circunferência primitiva é o diâmetro primitivo (d).
Circunferência de base: É a circunferência em torno da qual são gerados os dentes
11

2.0 INTRODUÇÃO
A evolução científico-metalúrgica atual faz-nos sempre deparar com aspectos
metalúrgicos mais elaborados e também com muitos melhoramentos nas propriedades
mecânicas destes materiais. Agora, conforme temos aplicações de engenharia mais
específicas, estas exigem um comportamento mecânico mais elaborado tendo qualidade
especial. E assim para garantirmos estas aplicações, no caso veículos fora de estrada ou
de trabalho no campo, temos que recorrer aos cuidados nos detalhes das normas de
processo fabril que também estão suportadas e apoiadas nas normas dos clientes, que são
grandes fabricantes de implementos agrícolas, que hoje são cativos e concorrentes no
mercado ou no mundo do agro business.
Este nicho de mercado, não tolera falhas mecânicas, aja visto que o capital investido
numa safra agrícola, está também vinculado ao bom desempenho de sua máquina
colheitadeira ou seu trator agrícola. Este ramo evolui rapidamente, graças aos modelos de
maquinário diversificado, que reduzem a mão de obra, ficando o maquinário super
utilizado, para retornar o seu grande investimento nestas máquinas agrícolas modernas.
Os requisitos de dinâmica veicular, estão realmente presentes no setor agrícola e desta
forma todos os componentes para transmissões , devido ao mercado concorrente, estar
estabelecendo melhoramentos.
As melhorias dos materiais de componentes de transmissão fabricados na Eaton, nesta
unidade, ficam alcançadas pelas de qualidade do tratamento térmico, específico para cada
um de seus componentes, ficam rigorosamente selecionados, obtendo propriedades
mecânicas ajustadas a sua aplicação, como :
Dureza superficial melhorada / Resistência ao desgaste superior / redução de atritos /
ruídos em transmissões pesadas, etc...
Assim estes processos de tratamento térmico, são especificados detalhadamente para
cada componente, estabelecendo sua garantia na aplicação agrícola.
Com o controle do processo de Tratamento Térmico seguimos os laudos metalúrgicos de
aprovação de processo, que são conferidos e gerados no Laboratório Metalúrgico, gerando
assim fluxo no ciclo de produção, que requer agilidade do setor de Tratamento Térmico.
12

O Setor de Tratamento Térmico representa importante foco de estudo na Engenharia de
Materiais, o que indica a grande oportunidade de gerar novos conhecimentos e aprender a
rotina de certificação metalúrgica destes processos térmicos / termoquímicos de
melhoramento metalúrgico. Assim vamos estudar a aplicação de processos mecânicos já
estabelecidos, que garantem o acabamento específico, para obtêr propriedades mecânicas
especificadas. Estes componentes mecânicos, são fabricados, prevendo uma aplicação
pesada e com solicitações de torção ou com desgaste de contato no engrenamento, para uso
prolongado em marcha pesada, no caso de implementos. Então os projetos de
componentes destes maquinários, ficam super elaborados para suportarem este usos
intensivos. Os beneficiamentos metalúrgicos que são aplicados na matéria prima metálica,
devem dar suporte à características amplas, tendo estas que estarem mais propícias aos
processos térmicos de tratamento. Buscando estes entendimentos e todo o ciclo do
processo fabril, vamos agora prosseguir na questão da rotina de um laboratório
metalográfico, do setor térmico da Eaton, fabricante de transmissões agrícolas. Todos os
componentes móveis das transmissões requerem beneficiamento, o que se traduz por
utilizar-se um material altamente ligado, o que melhora suas características de
temperabilidade, e com baixo nível de carbono, para suportar facilmente uma agregação de
camada cementada. Nesta escolha por matéria prima de fabricação, não direciona-se a
busca apenas numa classificação tradicional, e sim por um balanço de fatores, entre eles o
requisito econômico. Indicando a escolha atual de matéria prima ser focada no CL18, este
veio substituir o 8620 que contêm mais níquel (metal estratégico), este tendo o seu preço
elevado por mais de 160 por cento ao ano.
Levando assim a Eaton buscar alternativas para garantir a evolução tecnológica de
processos e beneficiamento, foi garantida a temperabilidade, fator de elevada importância
para atender as aplicações em transmissão pesada ou especiais, como é o caso das ligas
metálicas beneficiadas pela Eaton, tendo como engenheiro chefe de materiais do grupo, Dr.
Simon Narasimhan, e sua equipe dedicaram-se a pesquisar e desenvolver uma nova liga
para lidar com problemas de custo do níquel,etc...
13
AÇO C Si Mn P S Cr Mo Ni Cu Norma Data FonteCL18 0,18 0,23 0,15 0,35 0,90 1,30 0,025 0,017 0,040 0,35 0,70 0,10 0,20 - - TES-047 03/03 EATON8620H 0,17 0,23 0,15 0,35 0,60 0,95 0,030 0,040 0,35 0,65 0,15 0,25 0,35 0,75 0,35 SAE J 1268 05/95 VILLARES *P e S =0,025% p/ fornos elétricos

Após dois anos de extensa pesquisa, desenvolvimento e testes, nascia Crutonite Registrada
Eaton, com nível de desempenho comparável ao de ligas com alto teor de níquel quanto à
alta temperatura (dureza à quente) e com durabilidade e resistência à corrosão.
A nova liga reduz o conteúdo de níquel a cerca de 30 por cento, com resistência ao
desgaste superior. A Eaton que atualmente desenvolve e elabora suas próprias matérias
primas estratégicas, com um Laboratório associado independente o CRICIBLE
MATERIALS CORP. .
Esta estratégia é mantida para antever as flutuações de preço de ligas metálicas.
Na unidade de componentes agrícolas, recebe-se tanto matéria prima para forjamento e
normalização, como já forjadas e beneficiadas fora, o que se chama processo de out-side.
Em todos os casos é feito sempre um teste desta condição para garantir sua certificação.
As peças são então tratadas e então é elaborado um relatório metalúrgico, específico
da peça ou laudo de homologação, aprovando o roteiro de fabricação , com set-up da
máquina, conforme a geometria da peça e o projeto do cliente, seguindo as normas
técnicas. Faz-se o acompanhamento da fabricação seguindo assim, a primeira peça é
sempre examinada metalurgicamente, verificamos se o set-up está correto, então é
estudada a profundidade da camada cementada, que deve estabelecer um formato definido
conforme a especificação e o tipo de tratamento submetido, dependendo do tempo e
temperatura do processo.
Caso esta primeira peça atenda os parâmetros de qualidade definidos em conjunto
pelo processo Eaton e seguindo o especificação do cliente, conforme a aplicação do seu
produto final, ex: carga, etc.... Faz-se a rotina de fabricação, testando-se a cada cinco
peças, até estar certo que o processo esta implementado corretamente.
Então segue-se a rotina de medir dureza a cada dez peças, até chegar a marca de leitura
de verificação para cada vinte peças, sendo então aprovado o lote de fabricação.
Caso não aprovado a peça, alteram-se o set-up, buscando resultados finais satisfatórios
para o beneficiamento, procede-se ajustando e controlando as variáveis do processo, para
mudar as respostas do material.
14

Com isso, entendemos que o SET-UP do maquinário de tratamento térmico juntamente,
com o projeto do processo e o controle das variáveis, vão garantir sanidade estrutural e
metalúrgica do componente.
Certificando assim os processos de fabricação, conforme os parâmetros internacionais de
controle e normas internas( IT ) e as exigências dos clientes finais, o Laboratório
Metalúrgico trabalha garantindo assim a certificação de garantia, aos seus produtos
conforme o setor de máquinas agrícolas. Os clientes da Eaton são, AGCO, CNH_CASE,
JOHN DEERE, VALTRA, Etc.., que também se beneficiam com a diminuição do risco
representado nesta garantia mais longa para seus produtos.
Como estes componentes mecânicos vão ser solicitados por torção ou contato de
engrenamento, por participarem de conjuntos de redução e transmissões. São Entendidas
como Transmissões, os conjuntos que permitem a transferência de movimento de um
mecanismo para outro, por meio de correias, correntes e engrenagens especialmente.
E também realizam a fabricação de conjuntos de componentes, como de coroa e pinhão
de conjuntos diferenciais para transmissão angular, que são estes que permitem que ocorra
uma mudança de movimento transmitido pelo motor à árvore de transmissão num ângulo
de 90 graus.
Este movimento divide-se no diferencial e é transmitido às rodas através das semi-
árvores ou bengalas (compreende duas engrenagens de forma cônica ou planetárias de
dentes helicoidais, estes ficam (dentro da caixa satélite), onde fixa a coroa dentada , que
liga-se ao pinhão ajustado no casco do eixo, direcionando o torque vindo da transmissão.
Nos veículos automotores, a transmissão compreende: a embreagem, que assegura a
ligação entre o motor e as mudanças de velocidade; o mecanismo de mudança de
velocidade, incluído na caixa de mudança que permite ao motor e as rodas girar em
velocidades apropriadas as circunstâncias de circulação e às características do terreno e o
tipo de aplicação; coroa e pinhão, que transmitem o movimento aos eixos da roda; o
diferencial, graças ao qual as rodas podem girar em velocidades diferentes umas das outras
nas curvas. Nesta visão geral, os processos térmicos e termoquímicos para melhoramento
metalúrgico e obtenção de propriedades mecânicas especiais são as principais
especificações nestes projetos.. (COMPLEMENTO EM MANUAL ANEXO : solicitar)
15

3.0 BÁSICA INTRODUÇÃO AO SETOR DE TRATAMENTO TÉRMICO :
Este estudo dirigido proporciona o Embasamento técnico inicial dos Tratamentos Térmicos e dos Fundamentos Metalúrgicos que regem o Processamento e beneficiamento Térmico Metalúrgico aplicado nos componentes produzidos pela Eaton Transmissões. No decorrer deste teremos mais conteúdo técnico, conforme for demonstrado algumas aplicações rotineiras de tratamento para componentes de Transmissões Eaton. OBJETIVOS:
Os principais objetivos dos tratamentos térmicos são os seguintes:
TÊMPERA SUPERFICIAL : produz regiões endurecidas na superfície do componente (de microestrutura martensítica) de elevada dureza e resistência ao desgaste, sem alterar a microestrutura do núcleo. Vantagens comparativas do endurecimento superficial em relação ao total:
Dificuldades técnicas decorrentes do tratamento térmico de peças de grandes dimensões; Diminuição do risco de trincas em peças de grandes dimensões; Possibilidade de endurecimento apenas regiões submetidas ao desgaste; Economia - Emprego de aços de baixa temperabilidade (aços ao carbono de custo mais baixo) no lugar de aços de alta temperabilidade (custo mais elevado); Produtividade – o tratamento de têmpera superficial é mais rápido;
TRATAMENTOS TERMOQUÍMICOS (cementação, nitretação, carbonitretação) NORMALIZAÇÃO : Alívio das tensões internas, resultantes de resfriamento
desigual, trabalho mecânico e outros; REVENIMENTO : Aumento e diminuição de dureza e resistência mecânica; RECOZIMENTO : Melhora da ductilidade, usinabilidade, resistência ao desgaste,
propriedades de corte, resistência à corrosão, resistência ao calor; Modificação das propriedades elétricas e magnéticas.
• TRATAMENTOS TÉRMICOS :
(COMPLEMENTO EM MANUAL ANEXO: solicitar).
Os tratamentos térmicos compreendem a operações de aquecimento e resfriamento controlado, que objetivam alterações nas propriedades físicas das peças A Têmpera é feita em Banho De Polímero, com concentração conforme a peça e corrigido sempre com espectrômetro. As peças devem estar limpas para manter a qualidade do banho. Este banho de polímero diluído em água, envolve toda peça evitando que devido a alta temperatura em que elas se encontram, formem-se bolhas de vapor em contato com a mesma. A formação de muitas bolhas faz com que a peça não obtenha uma temperatura homogênea.
16

Os tratamentos de têmpera compreendem o aquecimento do metal a temperatura superior àquela de transformação e um sucessivo resfriamento rápido em banho de polímeros, sal fundido ou gás em alta pressão (têmpera a gás). As peças devem estar limpas para manter a qualidade do banho. A têmpera permite obter em um material tratado uma estrutura dura e resistente composta da martensita ou bainita.
3.1 TÊMPERA : INDUÇÃO / TANQUE
Normalmente é necessário utilizar uma atmosfera protetora para evitar a oxidação e a
descarbonetação da superfície metálica: uma modificação da sua composição pode causar
uma redução da qualidade mecânica do produto.
Têmpera : Após a cementação, é necessário um tratamento de têmpera com o objetivo de se transformar a estrutura.
A têmpera caracteriza-se por conferir dureza às peças de aço. O tratamento consiste em aquecer a peça até total austenitização da microestrutura seguido de rápido resfriamento abaixo da taxa crítica de resfriamento onde forma-se a microestrutura metaestável martensita, extremamente dura e frágil. Como a solubilidade do carbono é maior na austenita do que na ferrita, ao resfriar a peça com a formação da ferrita diminuem os interstícios para acomodação de átomos de carbono, estes átomos difundiriam para fora dos interstícios do cristal de ferro e formando carbetos. O que se faz na têmpera é impedir que este processo ocorra tendo como resultado a formação de uma estrutura destorcida.
A têmpera deve ocorrer de maneira a obter estrutura totalmente martensítica, sem a presença da fase perlita ou ferrita, austenita retida ou bainita.
17

TÊMPERA POR INDUÇÃO
Se uma corrente alternada passa por um bobina, estabelece-se nesta um campomagnético alternado, o qual induz um potencial elétrico na peça a ser aquecida. Como a peça é um circuito fechado, a tensão induzida provoca um fluxo de corrente. A resistência à passagem desta corrente provoca o aquecimento da região a ser temperada. Têmpera em que o aquecimento é produzido por indução elétrica, onde é gerado um campo elétrico ao redor da peça, e este campo induz a agitação das moléculas do aço, esta agitação é que gera o calor necessário para a têmpera. Utiliza-se para peças que necessitam de endurecimento apenas nas regiões de contorno, acompanhando sua geometria. O processo de têmpera por indução é um tratamento térmico onde a peça se move a uma velocidade constante por uma bobina e um anel de resfriamento. Aplicando uma corrente alternada na bobina, um campo magnético é gerado, promovendo o aquecimento localizado na peça. Durante o aquecimento, uma camada fina de austenita é formada na superfície. Durante o resfriamento subseqüente, essa camada é transformada em martensita, perlita, bainita e ferrita/cementita pró-eutetóide dependendo, entre outras coisas, da taxa de resfriamento. Uma camada na superfície com altas tensões residuais compressivas, combinadas com um núcleo com tensões residuais trativas, é obtido.
MÁQUINA DE INDUÇÃO : INDUCTOHEAT
Basicamente, uma unidade para aquecimento indutivo compõe-se de um gerador de alta freqüência e uma bobina de trabalho. O gerador proporciona a corrente de trabalho, nela desenvolve um intenso campo eletromagnético. A bobina é feita usualmente de tubo fino de cobre, com uma ou mais espiras e toma a forma conveniente de modo a circular a área da peça que se deseja aquecer. A peça é colocada dentro da bobina sem tocar nela.
18

Os fatores que determinam a extensão, temperatura e profundidade do aquecimento, que são as variáveis da camada a ser temperada na peça :
− Potência do gerador de alta freqüência− Freqüência do campo magnético− Densidade de potência− Dimensionamento adequado da bobina
( número de voltas da bobina) e a forma da bobina de indução− Resistividade do material a ser aquecido− Tempo de aplicação da energia fornecida pelo gerador
A freqüência da corrente alternada aplicada à bobina de trabalho exerce influência acentuada na determinação da profundidade do aquecimento. A corrente induzida e portanto o aquecimento, tende a circular na camada externa da peça aquecida sendo tanto mais superficial quanto mais elevada for a freqüência.
Para Camadas temperadas com profundidade entre 0,3 a 1,5 mm (dureza entre 58 e 62 HRC) oferecem boa resistência ao desgaste em componentes submetidos a tensões leves e moderadas. Nestes casos, a profundidade de austenitização pode ser controlada empregando-se freqüências entre 10 kHz e 2MHz, densidades de potência na bobina entre 800 e 8000W/cm2 e tempos de aquecimento inferiores a 10 s. Em componentes submetidos á tensões elevadas (> 30% σe) especialmente aqueles submetidos à tensões cíclicas são recomendadas camadas mais espessas, entre 1,5 e 6,5mm. Para estes resultados são empregadas freqüências entre 10 kHz e 1 kHz, densidades de potência entre 80 e 1550 W/cm2 e tempos de aquecimento de até 140s.
TÊMPERA EM TANQUE : têmpera banho de polímero
A Têmpera é feita em Banho De Polímero, com concentração conforme a peça e corrigido sempre com espectrômetro. As peças devem estar limpas para manter a qualidade do banho. Neste banho de polímero diluído em água, envolve toda peça evitando que devido a alta temperatura em que elas se encontram, formem-se bolhas de vapor em contato com a mesma. A formação de muitas bolhas faz com que a peça não obtenha uma temperatura homogênea.
19

3.2 REVENIMENTO :
O revenimento é o tratamento que vai corrigir os inconvenientes gerados na têmpera, restituindo ao aço grande parte das propriedades perdidas, sem afetar muito aquelas visadas pela têmpera. O efeito principal do revenimento é o aumento da tenacidade. Com este aumento da tenacidade o aço se torna menos quebradiço.
É o tratamento térmico usado para remover os problemas deixados pela têmpera. Depois de temperada, a peça é aquecida e mantida por algum tempo a uma temperatura, em geral abaixo de 600°C. O revenimento sempre deve ser realizado imediatamente após o resfriamento da peça. Normalmente o revenimento realizado após a operação de têmpera superficial emprega temperaturas entre 150 e 300ºC (também chamado de alívio de tensõespois não há queda acentuada da dureza). Em alguns casos, o revenimento pode empregar aquecimento indutivo ou por chama. Em componentes com camadas endurecidas espessas (4 a 6mm), o calor residual presente no núcleo, depois do resfriamento, pode ser suficiente para aliviar as tensões de têmpera, tornando desnecessário o revenimento. Este procedimento é conhecido como auto-revenimento. O resultado é uma redução da dureza (normalmente excessiva após a têmpera) e da fragilidade do aço. A dureza final diminui com o aumento da temperatura do revenido. Caracteriza-se por um reaquecimento abaixo da zona crítica e resfriamento adequado, visando a ajustar as propriedades mecânicas. Utiliza-se para peças recém-temperadas, com a finalidade de reduzirem-se as tensões produzidas durante a têmpera. Revenimento é um processo feito após o endurecimento por têmpera. Peças que sofreram têmpera tendem a ser muito quebradiças. A fragilidade é causada pela presença da martensita. A fragilidade pode ser removida pelo revenimento. O resultado do revenimento é uma combinação desejável de dureza, ductilidade, tenacidade, resistência e estabilidade estrutural. As propriedades resultantes do revenimento dependem do aço e da temperatura do revenimento.
20

Recozimento total:
No recozimento total, aços hipoeutetóides e eutetóides são aquecidos cerca de 25 oC acima de sua temperatura Ac3 (superior a crítica),mantendo o tempo necessário para o recozimento, e então resfriado lentamente até a temperatura ambiente. Figura 1 indica a taxa de temperatura no diagrama Fe-Fe3C comumente usado no recozimento total. Alguns tipos de aços são aquecidos rapidamente e recozidos continuamente. Este processo de recozimento contínuo para aços tira é mais econômico para alguns grau de aços, mas este produz um tamanho de grão mais finos e diferentes propriedades mecânicas que os aços recozidos em caixa.
Recozimento de processo:
É usualmente aplicado para aços hipoeutetóides com até 0,3%C. O aço é aquecido a uma temperatura abaixo da temperatura “crítica”, geralmente cerca de 550 oC a 650 oC, mantidos pelo tempo necessário e então resfriados sob a taxa desejada (fig1.). Este processo é freqüentemente chamado de alívio de tensão ou recuperação desde que este trabalho a frio parcialmente amolece aços de baixo carbono por alívio interno de tensões de trabalho a frio.
Figura 1 extensão de temperaturas usuais para recozimento de aços ao carbono.
21

MUDANÇAS MICROESTRUTURAIS DURANTE O RECOZIMENTO Durante o recozimento as mudanças que acontecem na microestrutura podem ser subdivididos nos seguintes processos:
Recuperação: Neste processo, o metal encruado é aquecido a uma temperatura tal que as discordâncias possam ser rearranjadas em configurações de menor energia.
Recristalização: Quando um metal encruado é aquecido a uma temperatura alta o suficiente, chamada temperatura de recristalização, novos grãos livres de tensão são formados pela migração de contornos de alto ângulo com alta mobilidade.
Crescimento de grão: Recozimento prolongado de uma estrutura recristalizada promove a formação de uma estrutura de grãos mais estável. Neste processo, grãos maiores crescem à custa dos menores.
O Processo de Revenimento O revenimento é um processo de aquecimento do aço martensítico a uma temperatura abaixo da faixa de transformação para fazer com que este fique mais mole e mais dúctil. Na figura 2 ilustra-se esquematicamente os processos de têmpera e revenido.
Como mostrado neste diagrama, o aço é primeiramente austenitizado acima de Ae1, então temperado a uma taxa rápida o suficiente para não tocar no nariz (ou joelho), do diagrama IT para formação de martensita. O aço é então reaquecido a uma elevada temperatura, abaixo de Ae1, para produzir a dureza desejada.
Mudanças microestruturais dos Aços ao Carbono Planos que ocorrem durante o Revenimento. Durante o processo de revenimento, numerosas reações do estado sólido ocorrem. As mais importantes são:
Segregação de Carbonos / Precipitação de Carbetos / Decomposição da Austenita Retida / Recuperação e Recristalização da matriz ferrítica
Estas reações não ocorrem à mesma temperatura e nem ao mesmo tempo. Muitas delas se sobrepõem e ocorrem simultaneamente, por isso que as microestruturas resultantes são tão complexas.
Figura 2 diagrama esquemático para ilustração o comportamento dos processos de têmpera
e revenido para um aço ao carbono.
22

3.3 NORMALIZAÇÃO :
Muitas vezes é necessário fazer a normalização de peças forjadas que apresentam estados de tensão indesejáveis e estruturas irregulares que prejudicam o tratamento térmico, como “Bandeamento” por exemplo onde a estrutura apresenta faixa de concentração de ferrita na direção longitudinal ao trabalho realizado anterior ao t.t..
Normalização é o processo pelo qual um aço é aquecido cerca de 40ºC acima da temperatura crítica, mantido pelo tempo desejado, e então resfriado em ar ambiente.
Figura 2 indica as taxas de temperatura para normalização de aços carbono. Os principais motivos para se realizar normalização são:
Refinar a estrutura de grãos ou garantir austenita homogênea quando um aço é reaquecido para têmpera ou recozimento total.
Reduzir segregação na fundição ou forjamento e então resultar em estrutura uniforme. Endurecer levemente o aço.
As estruturas produzidas pela normalização são perlíticas para aços eutetóides e perlita com excesso de ferrita ou cementita para aços hipo e hipereutetóides respectivamente. Devido às elevadas taxas de difusão a elevadas temperaturas comparadas ao recozimento total, a segregação em estruturas fundidas será grandemente reduzida.
O aumento no tamanho de grão devido ao crescimento de grão durante a normalização pode ser reduzido por um segundo tratamento térmico a uma menor temperatura.
Geralmente na Forja De Valinhos, ou terceirizado na GREFORTEC, ou caso necessário
para teste de homologação, feita no forno poço.
Ex: Verificar normalização na peça bruta r133036
Reclamação do setor verde ( usinagem ), está empastando e desgastando a ferramenta
ESTRUTURA : LONGITUDINAL OK
23

ESTRUTURA : TRANSVERSAL OK
RECOMENDAÇÃO : RECOZER
RETRABALHO RECOZIMENTO ISOTÉRMICO
Amostra Longitudinal - aumento 330x Amostra Transversal - aumento 330x
A peça esta aprovada . Microestrutura de ferrita e perlita definida,isento de bandiamento.
24

NORMALIZAÇÃO PARA INVESTIGAÇÃO DE ENPENAMENTO:
Microestrutura aprovada peça 1no inicio do lote a peça 2 na seqüência do lote foi normalizada pela segunda vez não corrigindo a estrutura ,excesso do bandeamento estando assim reprovada material nesta condição vai ter uma maior deformação no térmico justificando a quebra da mesma. O dimensional da peça verde esta fora do especificado, apresenta enpenamento.
A peça C foi cortada p/ analise após normalização
25

• TRATAMENTOS TERMOQUÍMICOS
Caso se deseje alterar a composição química original do aço, faz-se um tratamento
termoquímico. Os tratamentos termoquímicos empregam temperatura e elementos
químicos em meios controlados de maneira a garantir as propriedades finais desejadas nas
peças. O principal objetivo é aumentar a dureza e a resistência ao desgaste da superfície,
ao mesmo tempo em que o núcleo do material se mantém dúctil.
Como os tratamentos termoquímicos de cementação, nitretação e carbonitretação.
3.4 O QUE É CEMENTAÇÃO : (COMPLEMENTO EM ANEXO: solicitar).
É um tratamento no qual o aço é colocado em contato com um meio suficientemente
rico de carbono, a uma temperatura adequada, onde ocorra absorção de carbono pela
superfície e difusão pela peça, originando um gradiente de carbono entre a superfície e o
interior do metal. Existe ainda a norma DIN 50 190 profundidade de dureza em pcs
tratadas termicamente que trata das especificações deste método de aferição condição de
trabalho. A cementação é o processo metalúrgico que confere a peça aumento do teor de
carbono superficial e sub-superficial por difusão sob alta temperatura de 850° a 950° C.
Para definir a camada cementada existem são adotadas algumas premissas básicas adotadas em normas como a diferença entre camada efetiva e camada total:
• Camada total: final da camada é onde o % de C é acerca de 0,04% acima do % do
núcleo, onde as diferenças físicas e químicas entre o centro e núcleo não são
claramente distinguidas.
• Camada efetiva em 50 HRC e 0,40% de C.( Carburizing and Carbonitriding ASM ).
Pode-se ter ainda a seguinte definição segundo Carburizing and Carbonitriding ASM:
seu fim é determinado no ponto onde o % de C chega ao valor mínimo de 0,4%.
Dada por d = φ√ t onde φ fator de proporcionalidade com temperatura.
A cementação visa basicamente aumentar a resistência ao desgaste e a fadiga de contato
em peças de ligas ferrosas, aumentar a dureza e resistência a cargas superficiais elevadas, o
que é requisitado em peças como eixos e engrenagens. Após cementada a peça e temperada
e revenida para que atinja a melhor condição de trabalho com base nos princípios destes
tratamentos já citados. A capacidade de cementação é determinada pelo potencial de C na
vizinhança da peça e temperatura, mas não excede o limite de solubilidade na austenita.
26

CONTROLE DO PROCESSO
Esta definição mostra claramente dois fatores que podem controlar a cementação: - Reação de absorção na superfície- Reação de difusão de carbono
O processo de cementação aumenta o teor de carbono na superfície do aço, o que faz que este fique mais duro e mais resistente ao desgaste, conservando o núcleo com as propriedades iniciais. Nos aços que vão ser cementados, o tempo de permanência na temperatura de tratamento depende da espessura que se deseja dar à camada cementada. A espessura dessa camada depende:
- Da temperatura - Do tempo de permanência na temperatura - Da composição do cementante (gás) - Da composição química do aço
27

3.5 CEMENTAÇÃO GASOSA EM FORNO : CONTÍNUO / ROTATIVO
REALIZANDO A CEMENTAÇÃO EM FORNO CONTÍNUO : É um processo de endurecimento da superfície, onde o aço, em contato com uma substância capaz de fornecer carbono, seja aquecido a uma temperatura superior à da zona crítica ( 900 a 950 ºC) , onde o ferro se encontrará na forma alotrópica gama. Por outro lado, a profundidade de penetração de carbono depende da temperatura e do tempo, sendo inicialmente bastante rápida, e posteriormente decresce. Os processos usuais de cementação devem elevar o teor de carbono superficial até 1,2%.Influem também a fonte de suprimento de carbono e a transferência deste para a superfície dos aços. Para assegurar a qualidade da peça cementada, inicialmente é necessário controlar as variáveis que ser referem ao forno, tais como, temperatura, tempo e atmosfera. Profundidade de camada depende da Temperatura, tempo e da % de carbono.
CEMENTAÇÃO GASOSA SOB ATMOSFERA CONTROLADA :
É um tratamento no qual o aço é colocado em contato com um meio suficientemente rico de carbono, a uma temperatura adequada, onde ocorra absorção de carbono pela superfície e difusão pela peça, originando um gradiente de carbono entre a superfície e o interior do metal. Esta definição mostra claramente dois fatores que podem controlar a cementação:
- Reação de absorção na superfície- Reação de difusão de carbono
O processo de cementação aumenta o teor de carbono na superfície do aço, o que faz que este fique mais duro e mais resistente ao desgaste, conservando o núcleo com as propriedades iniciais. O processo de cementação gasosa, fornos Contínuos, pode ser dividido em três etapas principais:
- Aquecimento: Onde eleva-se a temperatura da peça- Permanência: Onde ocorre a introdução de carbono-Tratamento final: Onde as peças são submetidas as tratamentos posteriores
Aquecimento:A operação deve ser realizada a uma temperatura que coloque o aço no estado austenítico, geralmente entre 900 e 950ºC..A profundidade de penetração do carbono depende da temperatura e do tempo, sendo que as temperaturas mais elevadas favorecem a penetração de carbono.O forno Contínuo, da Eaton, pode utilizar estes possíveis tipos de aquecimento:
- Elétrico: Onde são utilizados resistências elétricas - Queimadores a gás GLP : utiliza o gás liquefeito de petróleo como combustível
- Queimadores a gás Natural: utiliza o gás natural como combustível- Maçaricos a óleo diesel: Utiliza o óleo diesel como fonte
Após a cementação, é necessário um tratamento de têmpera com o objetivo de se transformar a estrutura.
28

3.6 CARBONITRETAÇÃO
É a variante de baixo custo do processo de nitretação gasosa em que ocorre a difusãosimultânea de C e N para a superfície do metal. O gás admitido no forno consiste de misturas com diferentes proporções de amônia e gás natural ou metanol. O processo é realizado em aços aquecidos em temperaturas da ordem de 570°C. Os tempos de tratamento variam entre 1 h a 3 h. A profundidade de camada endurecida varia entre 0,07 e 0,2 mm As aplicações da carbonitretação são mais limitadas que os processos de cementação e/ou nitretação. Normalmente a carbonitretação é aplicada em componentes de baixa responsabilidade submetidos a situações de desgaste leves. Os exemplos típicos são componentes de eletrodomésticos (como lâminas, eixos, engrenagens etc.) Tratamento termoquímico em que se promove o enriquecimento superficial simultâneo com carbono e nitrogênio. Utiliza-se para peças que necessitem de alta dureza superficial, alta resistência à fadiga de contato e submetidas a cargas superficiais moderadas.
29

3.7 NITRETAÇÃO
O meio nitretante é gasoso, composto, basicamente, por amônia (NH3). A reação global do processo é dada por: 2 NH3 → 2 N + 3 H2 A temperatura de nitretação gasosa para todos os aços está entre 495 e 565ºC. Os aços temperados e revenidos são tratados antes da nitretação, sendo que atemperatura mínima de revenimento deve ser 30ºC superior à temperatura de nitretação. Antes de serem nitretados, os componentes são submetidos a uma limpeza desengraxante com vapor. Os tempos de tratamento variam entre 10 h e 100 h e as profundidades de camada típicas estão entre 0,05 mm à 0,5 mm.
Existem duas práticas de nitretação gasosa: Estágio único – em que os componentes são tratados em temperaturasentre 495ºC e 525ºC e é formada uma camada dura e frágil de nitretos nasuperfície, denominada camada branca. Duplo estágio (processo Floe) – tem como objetivo reduzir a espessura decamada branca formada no primeiro estágio. Tratamento termoquímico em que se promove enriquecimento superficial com nitrogênio. A difusão é extremamente baixa, formando uma camada nitretada (branca) externa na peça. Utiliza-se para peças que necessitam de alta resistência á fadiga de contato, alta resistência ao atrito adesivo e submetidas a cargas superficiais baixas.
Microestrutura obtida em um aço sae 4140 temperado e revenido e submetido à nitretação gasosa de único estágio (a) e de duplo estágio (b).
30

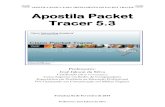
3.8 COMPORTAMENTO DOS AÇOS COM ELEMENTOS DE LIGA
(COMPLEMENTO EM MANUAL ANEXO: solicitar).
Elementos de liga ou impurezas podem alterar significativamente as propriedades e
a estrutura dos aços. Estes elementos atuam sob diversos mecanismos termodinâmicos nos
aços, podendo ser estabilizantes de ferrita como o Cromo, o Silício e o Nióbio ou
estabilizantes da austenita como o Manganês e o Níquel por exemplo. Elementos
estabilizantes de ferrita ou austenita expandem o campo das respectivas fases, abaixando ou
aumentando o a temperatura eutetóide como pode ser visto nas figuras abaixo:
Fatores de multiplicação para diferentes elementos de liga para cálculos de
temperabilidade. (After H. E. McGannon (ed.), “The Making, Shaping, and Treating of
Steel “, 9th ed. United States Steel Corporation,1971, p.1132).
31

FIGURA
Efeito da porcentagem de elementos substitucionais no aço no (a) teor de carbono do ponto eutetóide e (b) na temperatura do ponto de transformação eutetóide. (After Metals Handbook, 9th ed., vol.8, American Society of Metals, 1973, p.191.)
32

Ferro Carbono 33

4.0 MICROESTRUTURAS PRESENTES APÓS PROCESSAMENTO TÉRMICO:
Martensita: Solução sólida de carbono e outros elementos no ferro alfa com distorção do reticulado; São Condições de formação: Frágil, duro, dureza depende
Austenita RetidaAustenita: Solução sólida de carbono e outros elementos de liga no ferro gama
Perlita (Região Escura) : Mistura eutetóide de cementita e ferrita;Condições de formação: formada no resfriamento da austenita;
Propriedades físicas: Duro e resistente mas menos dúctil. Magnético;
34

Perlita (Região Escura) = Ferrita + CementitaFerrita (Região Clara)
Ferrita : Solução sólida de carbono e outros elementos em ferro alfa, concentração de carbono acima de 0,04%.Condição de formação: rejeitado pela austenita no resfriamento lento de um aço hipoeutetóide abaixo de Ar3. Propriedades físicas: mole, muito maleável, magnético; Cementita: Combinação química e ferro e carbono. Carbeto de ferro Fe3C contem 6,67 % C;Condições de formação: rejeitado pelo liquido e pela solução sólida no resfriamento lento.Propriedades físicas: Duro , frágil, magnético acima de 210 °C.
35

Oxidação
Carbonetos
36

5.0 EQUIPAMENTOS DE TRATAMENTO TÉRMICO
5.1 FORNO CONTÍNUO 13 : TIPO KSGs-3 É um forno contínuo de empuxo para cementação e ou carbonitretação sob atmosfera controlada, cujo carregamento se faz por esteiras, e a carga vai numa bandeja , com grelhas próprias, uma grelha com 80Kg carga. Aquecimento GLP Onde podem seguir por três tipos de pistas: Exposição a atmosfera do fornosendo que na Pista 1 : 10 horas, Pista 2 : 13 horas e Pista 3 : 25 horas. PROCEDIMENTO:
Para tratamento térmico de peças em grandes quantidades de materiais a granel ou peças individuais, para: beneficiamento, têmpera bainítica, carbonitretação, processos de revenimento e recozimento.
37

5.2 MÁQUINA DE INDUÇÃO : INDUCTOHEAT
PROCEDIMENTO: Basicamente, uma unidade para aquecimento indutivo compõe-se de um gerador de alta freqüência e uma bobina de trabalho. O gerador proporciona a corrente de trabalho, nela desenvolve um intenso campo eletromagnético. A bobina é feita usualmente de tubo fino de cobre, com uma ou mais espiras e toma a forma conveniente de modo a circular à área da peça que se deseja aquecer. A peça é colocada dentro da bobina sem tocar nela. Os processos de endurecimento superficial visam o aumento de dureza (ou outras propriedades mecânicas) de uma região específica de um componente. Normalmente, tal região sofrerá algum tipo de solicitação localizada. A solicitaçãomais comum é o desgaste abrasivo e, assim, torna-se importante um aumento deresistência ao desgaste da região por meio de um endurecimento localizado, conservando as características originais do núcleo do componente. As engrenagens temperadas em seus dentes para um endurecimento superficial, visando-se uma redução de desgaste e aumento de vida à fadiga. A denominação de aquecimento por indução provém então do fato de se aquecer um material por efeito das correntes induzidas, sem que este tenha qualquer contato direto com a fonte de aquecimento. O grau e a profundidade de aquecimento podem ser rigorosamente controlado, variando -se a freqüência da corrente elétrica, que circula pela bobina ( primário ) ou então pelo tempo de aquecimento.
A freqüência da corrente alternada aplicada à bobina de trabalho exerce influência acentuada na determinação da profundidade do aquecimento. A corrente induzida e portanto o aquecimento, tende a circular na camada externa da peça aquecida sendo tanto mais superficial quanto mais elevada for a freqüência.
38

5.2.1 INDUÇÃO 150KW : Idem ao anterior 5.2.2 INDUÇÃO 300KW : Idem ao anterior 5.2.3 INDUÇÃO 450KW : Idem ao anterior 5.2.4 INDUÇÃO GH 500KW : Idem ao anterior
TIPOS DE INDUTORES :
SET-UP PARA BULLGEAR
INDUTOR EM FUNCIONAMENTO :
39

5.3 FORNO TIPO POÇO : GREFORTEC
PROCEDIMENTO: A carga após a operação de lavagem é montada no dispositivo adequado e carregada no forno para aquecimento até a temperatura de austenitização, sob a atmosfera de nitrogênio. (COMPLEMENTO EM MANUAL ATMOSFERAS ANEXO: solicitar) Para o processo de cementação, aquecer até a temperatura de 925°C com vazão de nitrogênio, segundo gráfico orientativo com vazões recomendadas em função das temperaturas. Estabilizada a temperatura iniciar o processo de cementação observando as seguintes vazões: Metanol: 2,7 l/h, Nitrogênio: 2l/ h e Propano: 60 l/h
40

5.3.1 FORNO TIPO POÇO 630 : Idem ao anterior 5.3.2 FORNO TIPO POÇO 605 : Idem ao anterior 5.3.3 FORNO TIPO POÇO 632 : Idem ao anterior 5.3.4 FORNO TIPO POÇO 183 : Idem ao anterior 5.3.5 FORNO TIPO POÇO 180 : Idem ao anterior 5.3.6 FORNO TIPO POÇO 419 : Idem ao anterior 5.3.7 FORNO TIPO POÇO 470 : Idem ao anterior 5.3.8 FORNO TIPO POÇO 485-5 : Idem ao anterior 5.3.9 FORNO TIPO POÇO 486-3 : Idem ao anterior
5.3.10 FORNO TIPO POÇO P/ TÊMPERAR 624 : Idem ao anterior 5.3.11 FORNO TIPO POÇO P/ PRÉ-AQUECIMENTO:
PROCEDIMENTO: Processo de aquecimento em forno tipo poço Os fornos para pré-aquecimento: são fornos tipo poço e elevam à temperatura
através de resistências ou sistema à gás propano.
5.3.12 FORNO TIPO POÇO CONFIGURADO P/ REVENIMENTO :
PROCEDIMENTO: Processo de revenimento em forno tipo poço É o TT que normalmente acompanha a têmpera e tem por finalidade abrandar os efeitos produzidos por ela, restituindo ao aço grande parte das propriedades perdidas, sem afetar muito aquelas visadas pela têmpera.
Produz Alívio ou remove as tensões internas melhorando a tenacidade e a ductilidade com um prejuízo comparativamente pequeno das propriedades de resistência. Dependendo da peça a ser revenida, a temperatura do processo pode variar de 150°C até 650°C e pode ser realizado em cerca de 2 horas. Conforme a temperatura de revenido, verificam-se as seguintes transformações:- entre 150°C até 230°C : qualquer austenita residual se transforma, certa quantidade de carbonetos precipita-se produzindo uma estrutura denominada Martensita preta ou Martensita revenida. Dureza ROCKEWELL cai de 65 a 60 – 63HRC.
41

5.3.13 FORNO TIPO POÇO CONFIGURADO P/ RECOZIMENTO ISOTÉRMICO:
PROCESSO DE RECOZIMENTO EM FORNO TIPO POÇO
PROCEDIMENTO : Criar uma estrutura favorável para a têmpera (eliminar alinhamento de carbonetos,estruturas aciculares, fibras de laminagem,...). O recozimento dos aços são tratamentos térmicos que permitem a obtenção de um estado próximo do equilíbrio termodinâmico provocando a formação de estruturas de ferrite mais carbonetos depois da passagem por um estado total ou parcialmente austenítico. Assim, elimina-se ou reduz-se os efeitos nefastos de tais estados, para operações posteriores sobre o metal ou para a utilização correcta do aço. A peça está aprovada quando: Microestrutura de ferrita e perlita definida,isento de bandiamento / Uniformização de estruturas / Aumentar a ductilidade / Eliminar as tensões residuais / Fácil usinabilidade
5.3.14 FORNO TIPO POÇO CONFIGURADO P/ NORMALIZAÇÃO PROCESSO DE NORMALIZAÇÃO EM FORNO TIPO POÇO:
PROCEDIMENTO: As peças já forjadas que tiveram algum desvio no seu comportamento, serão verificadas no laboratório de metalurgia. Fazendo uma amostra e testando a normalização, podemos descartar outros problemas na matéria prima. Por vezes o setor VERDE, na usinagem contata o laboratório, para descrever algum problema ou dificuldades em usinar, devido ao fato da ferramenta de usinagem aquecer e arrancar material, fazendo um gume postiço ou caldeamento. Se a matéria prima forjada não está normalizada corretamente, as peças que apresentam uma microestrutura de grãos deformados e extremamente graúdos, sendo necessário que se faça um tratamento térmico de normalização corretivo, que deve alcançar os seguintes objetivos: aliviar as tensões internas presentes, refinar a estrutura cristalina e proporcionar uma homogeneização integral de tamanho de grão e distribuição dos microconstituintes da peça. Para peças que possuem um teor de carbono situado em torno de 0,20%, o aquecimento é realizado em torno de 920 à 940ºC, pois a temperatura de transformação da estrutura totalmente em Austenita é em torno de 890ºC, e geralmente faz-se um acréscimo de 50ºC para que se tenha certeza de que a peça está totalmente austenitizada. Para peças que possuem um teor de carbono em torno de 0,40% a temperatura de normalização é um pouco mais baixa, ficando entre 820 à 880ºC, pois como pode ser visto no diagrama de equilíbrio de Ferro-Carbono, a faixa de temperaturas da zona crítica para aços hipoeutetóides decresce à medida que aumenta a porcentagem de carbono. Em seguida resfria-se a peça ao ar ou com atmosfera de nitrogênio, para não descarbonetar. O primeiro passo é deixar a temperatura do forno estabilizar na faixa de temperatura especificada. Na prática, após estabilizada a temperatura desejada com as peças dentro do forno, deixa-se geralmente mais 1 hora para a homogeneização de toda seção da peça, e em seguida faz-se o descarregamento do forno. O sistema de inspeção desta etapa é realizado pela dureza Brinell adquirida pela peça.
42

5.4 FORNO ROTATIVO : FORNO AICHELIN SOLEIRA ROTATIVA PROCEDIMENTO: Faz o Aquecimento de peças para produção; austenização, cementação, recozimento e beneficiamento; também com prensa de têmpera integrada com resfriamento para redução de empenamento e ovalização. Faz tempera no tanque lateral e cementação das peças através de atmosfera controlada O resfriamento das peças temperadas neste forno é feito em uma prensa com ducha de óleo. A prensa evita que a peça se deforme durante o resfriamento ver PRESS-QUENCH
A carga é introduzida e retirada manualmente através da porta tipo guilhotina, de acionamento manual ou mecânico. A soleira é acionada por sistema de coroa e pinhão acoplado a um moto-redutor. Para evitar a perda de calor, a soleira rotativa é provida de selo de areia. Produzido com material refratário e isolante, reduz ao mínimo as perdas de calor pelas paredes. Nas laterais e soleiras são aplicados tijolos refratários isolantes e concreto refratário e no teto placas segmentadas de alta alumina e manta de fibra cerâmica. Queimador vem montado na parede em sentido oposto ao de rotação da soleira. Tem cavalete de gás com válvulas proporcionais, ventilador e manômetros, conforme a norma NBR 12313. No painel elétrico modular de controle e comando estão instalados os controladores de temperatura microprocessados, sinalizadores, comutadores e programador de partida e supervisão de chama do queimador. 5.4.1 FORNO ROTATIVO 496 : Idem ao anterior
5.4.2 FORNO ROTATIVO 177 : Idem ao anterior
43

5.5 TANQUE DE TEMPERAR 450
A Têmpera é feita em Banho De Polímero da Houghton on Quenching, com concentração conforme a peça e corrigido sempre com espectrômetro (a seguir . As peças devem estar limpas para manter a qualidade do banho. Neste jato o polímero está diluído em água, tipo emulsão, podendo banhar e envolver toda a peça. Se tivermos cuidados com possíveis contaminações de óleo, este banho estará corrigido, temperando a peça igualmente.. Evitaremos que em altas temperaturas não formem-se bolhas de vapor em contato com a mesma. A formação de muitas bolhas faz com que a peça não obtenha uma temperatura homogênea.
5.6 PRESS-QUENCH : É UMA TÊMPERA-HIDRODINÂMICA PROCEDIMENTO:
As peças tratadas no forno rotativo sofrem resfriamento numa prensa com ducha de óleo. A prensa evita que a peça se deforme (evita empeno) durante a tempera e resfriamento. É uma têmpera-hidrodinâmica , p/ temperar em óleo com precisão dimensional.
44

5.7 FORNO DE CÂMARA DUPLA : (Aichelin ) PROCEDIMENTO:
Este forno é composto por duas câmaras, interligadas entre si, mas independentes uma da outra. Cada uma pode cementar e temperar peças diferentes ao mesmo tempo. Depois de ter feito o aquecimento (de 800 a 920°C) as peças passam para outro compartimento do forno onde se encontra um tanque com óleo a 60°C p/ temperá-las.
5.8 FORNO DE REVENIMENTO :
5.9 MÁQUINA DE LAVAR PEÇAS :
45

6.0 REFRATÔMETRO : (COPLEMENTO NA SEÇÃO14.1) Para verificação do percentual de polímero Houghton on Quenching dos tanques de têmpera ou dos banhos de têmpera da indução. Com este equipamento portátil, faz-se o controle do percentual de polímero em soluçãoaquosa nos processos de banho têmpera. A Têmpera é feita em Banho De Polímero, com concentração conforme a peça e corrigido sempre com espectrômetro. As peças devem estar limpas para manter a qualidade do banho. Neste banho de polímero. O polímero diluído em água, envolve toda peça evitando que devido a alta temperatura em que elas se encontram, formem-se bolhas de vapor em contato com a mesma. A formação de muitas bolhas faz com que a peça não obtenha uma temperatura homogênea.
46
Ajuste de Foco
Visor Ocular
Parafuso de RegulagemAparelho
Refratômetro
3-Retire do Tanque uma amostra de polímero após a agitação da mesmo, levante a placa transparente e coloque uma ou duas gotas sobre o prisma espalhando uniformemente .
4- Feche a placa transparente, posicione o aparelho para uma direção que o prisma receba boa iluminação e pelo visor ocular faça a leitura. O valor encontrado deve ser multiplicado pelo Fator de Correção dependendo do polímero que você estiver usando.
5- Exemplo: Se o valor encontrado pelo visor é 4 multiplique por FC=2,5 se você estiver usando o AQUA QUENCH 365. Você encontrará o valor de 10. Utilize então a tabela em anexo para correção conforme temperatura ambiente. Se a temperatura é 20 ºC A concentração do polímero é 10. Se a temperatura é 27 ºC.A concentração do polímero é 10+ 0,52=10,52 Se a temperatura é 18 ºC. A concentração do polímero é 10- 0,13=9,87
PLACA TRANSPARENTE
PRISMA
COMO MEDIR A CONCENTRAÇÃO DO POLÍMERO
1-Coloque água destilada A 20 ºC sobre o prisma feche a placa transparente e pelo visor ocular verifique se está zerado.
Zero (visto pela ocular)
2-Se não estiver zerado, ajuste com uma chave de fenda no parafuso de regulagem no topo do aparelho.
VERIFICAR SE O APARELHO ESTÁ CALIBRADO

6.1 EQUIPAMENTOS PARA O PROCESSO DE ACABAMENTO DAS PEÇAS:
6.1.1. PRENSA ENDIREITADEIRA : Este equipamento destina-se a trabalhos Endireitamento de eixos, Árvores, pinhões ou ponteiras, por meio de prensas espaçadas.
6.1.2 PRENSA ENDIREITADEIRA 431: IMPCO 6826
6.1.3 PRENSA ENDIREITADEIRA 196
6.1.4 PRENSA ENDIREITADEIRA 602 : em T com grade proteção
47

6.1.5 PRENSA ENDIREITADEIRA 197 :
6.1.6 PRENSA ENDIREITADEIRA 198 :
6.1.7 PRENSA ENDIREITADEIRA 444 :
6.1.8 PRENSA ENDIREITADEIRA 433 : VICKERS 37T
6.1.9 PRENSA ENDIREITADEIRA 434 : FRED FREY 30 T
48

6.2 UNIDADE QUALITY GATE :
É uma estação CPU on-line dedicada para os operadores baixarem
o processo de fabricação caso surjam dúvidas..
6.3 ENTRE-PONTO:
Estes equipamentos destinam-se a trabalhos de Medição De Rolamento, corrigidos com relógio comparador.
6.3.1 ENTRE-PONTO
6.3.2 ENTRE-PONTO
6.3.3 ENTRE-PONTO
49

6.4 MESA PARA MEDIÇÃO EXTERNA :
É um equipamento de fixação de Coroas e Engrenagens grandes, destinado a trabalhos de Medição com giro, verifica Ovalização Fazer o seu endireitamento.
6.5 SHOT CLEANING : Este equipamento destina-se a trabalhos de jateamento de granalha de aço S390 nas peças. E na preparação de superfícies, para a aplicação de shot peening ou de limpeza de peças.
6.6 SHOT PEENING PANG BORN : Este equipamento destina-se a trabalhos de Martelamento por Granalha
de aço S230 nas peças. É um processo de endurecimento superficial, com Encruamento por conformação mecânica a frio (“shot peening” ou “roletagem”).
50

FUNDAMENTOS BÁSICOS DO PROCESSO DE SHOT PEENING : Operação de martelamento por granalha de aço
Shot Peen Shot Peening pode ser traduzido como um martelamento provocado pelo impacto sucessivo de um número grande de pequenas partículas em alta velocidade sobre uma superfície. A intensidade do "peening" varia, principalmente, com a granulometria das esferas, com a pressão de trabalho e com o tempo operacionalPodemos assim definir: "Shot Peening" é um tratamento mecânico, superficial e a frio de peças metálicas. O processo consiste em utilizar um equipamento de jato (pneumático ou centrífugo) para arremessar as partículas abrasivas esféricas (metálicas ou de vidro) com força e velocidade(entre 20 e 100 m/s) adequadas sob objetos metálicos. O impacto das partículas nessas peças oferecem diversos resultados, resolvendo problemas de resistência à fadiga mecânica ou térmica, rugosidade, porosidade, dureza, tensão residual, conformação, inspeção e outros problemas vinculados a fabricação de peças mecânicas ou estruturais.
Os principais parâmetros que influenciam a qualidade da peça produzida são:- Tempo de jateamento- Qualidade da granalha-Direção do jato ( Ponto quente )
Para engrenagens o aumento da vida útil sobe para cerca de 130-300%, com este tratamento : Controles:− Teste Almen
As tensões de compressão criam forças de oposição na superficie da peça. Faz-se conformação com determinadas estruturas. O teste Almen Gage é baseado neste principio. Com todas as variáveis dentro de controle a efetividade do Shot Peening é observada através da “chapinha”.
- Grau de Recobrimento
− Tensão Residual
− Superficial
- Sub-Superficial− “Ponto Quente”
- Granulometria
51

ESTUDO DA APLICAÇÃO E CONCEITOS DE TENSÃO RESIDUAL
PRODUZIDAS POR SHOT PEENING : MARTELAMENTO POR GRANALHA
Basicamente o processo consiste na deformação plástica superficial da região que se
quer obter resultado com o tratamento de shot peen.
Para o caso dos nossos componentes o Shot Peen aumenta a vida quanto a solicitação
cíclica, ou seja...prolonga a vida útil da peça na característica resistência a fadiga.
Estas Tensões residuais compressivas obtida abaixo da superfície auxiliam para o
aumento da resistência a formação de pitting.
O pitting é uma perda de metal causada por corrosão devido à fadiga por contato
superficial. Como o pitting está relacionado diretamente com tensões de contato, deve
haver um correto dimensionamento do perfil do dente, de acordo com o requerimento de
cargas. A tensão gerada na raiz do dentado devido ao contato de engrenamento gera tração
na superfície, o que contribui para esta corrosão.
FUNCIONAMENTO DO MECANISMO : PROJETO DO ENGRENAMENTO
A tensão gerada na raiz do dentado devido ao engrenamento gera tração na superfície.
52

Basicamente o processo consiste na deformação plástica superficial da região que se quer obter resultado com o tratamento.
Visão macro do processo.
Aplicando Shot Peening uma tensão de compressão (negativa) residual é observada A tensão residual é obtida superficialmente e sub-superficialmente(+/-30mícrons até 400).
53

Aplicando Shot Peening uma tensão de compressão (negativa) residual é observada
As tensões de compressão somadas às de tração resultam em valores negativos. As tensões de compressão criam forças de oposição na superficie da peça. Faz-se
conformação com determinadas estruturas. O teste Almen Gage é baseado neste principio.
Com todas as variáveis dentro de controle a efetividade do Shot Peening é observada através da “chapinha”.
Exemplo de resultados obtidos em teste de resistência a fadiga.
Aumento da vida útil ao esforço cíclico. Permite aplicação de cargas superiores: redimensionamento do projeto.
54

Dual Peening Previsto da TES 020-4 e 5 para aplicações que requerem níveis de tensão residual elevados tanto da superfície quanto sub-superficial. Novos clientes com especificações de maior exigência. Para obtenção de resultados de tensão residual superiores com processos mais rápidos não deve-se inverter a ordem das operações.
Operação de Shot blasting quando necessária deve ser executada obrigatóriamente antes das operações de Shot Peening.- 1º processo 8-12 A e 8-12 + 7-9 A: Acréscimo 10% em amostra Rene 95 (65Ni14Cr).- 1º e 2º processos separados; 2º 24% mais eficiente, 1º + 2º 76% acréscimo em amostra Titânio (Ti 6Al-4V).Método medição tensão residual – Visão Macro. Comumente é utilizado equipamento gerador de feixe de elétrons (1 ou 2 canhões) tubos colimadores + detectores.
- Para medição a amostra deve estar bem limpa na superfície à medir.- Para medições sub-superficiais uma solução de acido fluoridrico (HF) + acido sulfúrico (H2SO4) + água oxigenada (H2O2) + agua é utilizada para remoção camadas.- Para limpeza após ataque uma solução de acido fluorídrico (HF) + água oxigenada
(H2O2) + água é utilizada.
55

56
Método medição tensão residual – Visão Macro.
λ
α θλ sindn hkl ∗∗= 2Relação ângulo difração com distancias interplanares. Onde λ é comprimento de onda, d é o espaçamento interplanar
θθ tan∗∆−=∆hkl
hkl
dd
Equação diferencial mostra a movimentação do ângulo θ com tensão residual aplicada.

E o acompanhamento de peças para verificação de quais os níveis de tensão residual nas peças, devido ao processo shot peen, para principalmente qualificar o processo e equipamento que, normalmente está defeituoso, com isso revela-se a quantidade de tensões residuais geradas. Algumas geradas em conjunto pelo jateamento, granalhamento, processos de desempeno à frio e tratamentos térmicos. O conhecimento do nível de tensões residuais, presente nas peças de aplicações na engenharia, é, sobretudo um fator de segurança para evitar problemas de acidentes e desastres. A Tensão residual obtida abaixo da superfície auxilia na resistência ao “pitting” Os estudos realizados sobre o processo de jateamento por granalha (shot peening) foram grandemente pesquisados, e o entendimento do processo, não será finalizado neste relatório, assim teremos alguns testes por realizar em futuros estágios. Na condição de estagiário, acompanhei alguns resultados de testes feitos no Laboratório Central de Tratamento Térmico da Eaton, em Valinhos S.P.. O equipamento é FASTress da ParagonEdge com características próprias de operação : A DIFRAÇÃO DE RAIOS X é uma técnica convencional e bem consolidada no tempo para medição das tensões residuais. Determinando as distâncias interatômicas como principal indicador da longitude, a técnica de raios-X é ideal para aços ferríticos e aplicável a todos os materiais cristalinos. A seguir resultados levantados para BULLGEAR.
57

6.7 REBARBADEIRA :
Este equipamento destina-se a trabalhos de Rebarbagem, com Quebra de cantos vivos, Passando corretamente o esmeril nas bordas das peças. Esta etapa é realizada nos dentes das engrenagens e das coroas, onde as peças já tratadas termicamente são levadas para as máquinas de quebrar cantos, com o objetivo de minimizar os efeitos provocados pelos cantos vivos das peças. Duas máquinas são utilizadas para este fim, que se localizam do setor de tratamentos térmicos. Estas máquinas podem ser reguladas para ampla variedade de tamanhos e formas de engrenagens. O processo é realizado com a peça em movimento de rotação. Um disco abrasivo é acoplado no sistema, sendo colocado em contato com a quina das peças, raspando uma fina camada dos dentes.
6.7.1 REBARBADEIRA : GRATOMAT MAPE 8374-3
6.7.2 REBARBADEIRA :
58

6.8 LAPIDADORA DE CENTRO
Este equipamento destina-se a trabalhos de Rebarbagem no centro de eixos, com
Quebra de cantos vivos, Passando corretamente o mandril / esmeril no centro de peças.
Esta etapa é realizada nos eixos, onde as peças já possuem furo de centro, são
seguradas, numa espécie de furadeira de bancada, objetivo de minimizar os cantos vivos
no centro das peças.
6.8.1 LAPIDADORA DE CENTRO 432.
6.8.2 LAPIDADORA DE CENTRO 46087: SPANDAW BUDERS.
6.9 GABINETE DE JATO DE ÓXIDO DE ÁLUMÍNIO 302: TECJATO FEBRATEC 410-3 : Limpeza de peças
59

7.0 EQUIPAMENTO P/ TRATAMENTO QUÍMICO NA EATON
7.1 LINHA DE FOSFATIZAÇÃO Linha de beneficiamento de FOSFATIZANTE DREAM No.371 que é um produto ácido, especialmente desenvolvido para produzir em processos de imersão, à quente, camadas cristalinas de Fosfato Ferro/Manganês, sobre superfícies de ferro e aço, de coloração cinza escuro/preta. Este tipo de produto, e recomendado para proporcionar uma melhor lubrificação, uma vez que cria um efeito capilar, gerando porosidade para alojar lubrificante) o que melhora a durabilidade, quando ocorre o contato metal/metal, de peças que se atritam, como por ex.: em peças que compõe o sistema de montagem de um câmbio automotor (trem de engrenagens)
A introdução de palha de aço, durante a preparação do banho, é necessário para condicioná-lo, e evitar um ataque excessivo na peça. Proporciona em superfícies ferrosas, uma cristalização fina e homogênea de camadas de Fosfatos de Manganês. A utilização do DREAM Nº 053 C , ativará o metal base, antes do processo de Fosfatização, proporcionando assim uma camada mais refinada e densa.
Alguns dos componentes do DREAM Nº 053 C, não são totalmente solúveis, e por isso torna-se necessária a agitação do banho com um sistema de ar comprimido
Limpeza Anterior Das Peças: DESENGRAXANTE DREAM Nº 166
Controle Da Camada: O PARCOLENE MN é um agente para condicionamento de superfícies de ferro e aço para receberem tratamento de fosfatização com fosfato de manganês. Linha De Fosfato Automatizada
Temperaturas de trabalho : BANHO DE FOSFATO : 85 a 98 º C cte DESENGRAXANTE : 80 º C mínimo REFINADOR : ATÉ 60 º C máximo
60

7.2 APLICAÇÃO TINTA PROTETIVA Protege do endurecimento regiões, com seção fina, as quais são quebradiças.
No caso de cementação em forno câmara, podemos usar como proteção para filete de rosca, uma porca de aço inox 310, sempre verificando as condições projetadas para a atmosfera atuante.
61

8.0 PROCEDIMENTO BÁSICO PARA FORMAÇÃO DE ATMOSFERAS NOS
PROCESSOS EM FORNOS DA EATON :
(COMPLEMENTO EM MANUAL ANEXO: solicitar).
INSTRUÇÃO GERAL DE OPERAÇÃO
8.1 PROCESSO USUAL P/ CEMENTAÇÃO GASOSA : Utilizando FORNO CÂMARA.
o CÂMARA DUPLA AICHELIN 176 PRÁTICA: LIÇÃO PASSO A PASSO = VALORES CONFIGURÁVEIS ! 1 º AQUECIMENTO : ABRIR VAZÃO DE PROPANO(C3H8) SOMENTE SE TEMPERATURA FOR ACIMA DE 800ºC, SENÃO EXPLODE, ATÉ ATINGIR O POTENCIAL DE CARBONO, ENTRE -14/-10 NO PONTO DE ORVALHO SE DER EM -2 POSSO TEMPERAR. CASO DE CEMENTAÇÃO DE PINHÃO: AQUECE : + 750 º C E VAZÃO DE 10 L/H + 920 º C ATMOSFERA CARBONETANTE 2 º CEMENTAR: PONTO DE ORVALHO DE -10 /-14 º C ABRIR : VAZÃO DE 250 L/H QUANDO SE CONGELA O FLUIDO DENTRO DO APARELHO, COMEÇA CONDENSAR NO VISOR. PODE FECHAR : VAZÃO DE PROPANO(C3H8) 50 L/H PARA ATÉ TERMINAR A CEMENTAÇÃO 3 º DIFUSÃO: FECHO O PROPANO:: ABAIXO A TEMPERATURA PARA 820 º C FICANDO A VAZÃO SOMENTE DE N + METANOL(CH3OH)
4 º TÊMPERA: TERMINAR A DIFUSÃO PODE-SE BAIXAR NO ÓLEO NA TEMPERATURA GERALMENTE DE 60 º C PARA TEMPERAR POR CERCA DE 30 MIN.
62

Forno Câmara Dupla: 1- Forma de Aquecimento: O forno Câmara, utiliza aquecimento elétrico .2- Carregamento de peças: Estes fornos podem carregar cerca de 800 kg de peças mais os dispositivos / ferramental.3- Tipos de Tratamento: Nestes fornos é realizado o tratamento de cementação gasosa e têmpera. (NÃO ATIVO carbonitretação ).4- Alimentação de gases: Neste tipo de tratamento, são utilizado os seguintes gases:
(NÃO ATIVO) Gás endotérmico: É um gás produzido em Geradores de gás. É também chamado de gás “RX”.Definições:RX: Gás carregador que possui a função de diluir o Propano na atmosfera do forno,
levando-o até a superfície das peças, além de dar uma pressão positiva no forno, impedindo
a entrada de ar da parte externa do forno. Esse gás tem a função de proteger a peça contra a
descarbonetação e oxidação
o - Propano: C3H8 Tem a função de fornecer carbono para a atmosfera do forno. É também matéria prima para geração do endogás.(NÃO ATIVO) Amônia: NH3 É utilizado para aumentar a dureza superficial da peça e também inibir a formação de produtos não martensíticos.
o Nitrogênio: É um gás inerte e é usado para remoção ou introdução de gás “RX” , nos fornos, e também em caso de parada para manutenção ou de emergência, onde o forno está carregado com peças de produção.
(NÃO ATIVO) Gás Natural: É usado no aquecimento do equipamento. Também é matéria prima para geração do gás endotérmico.
o - Ar de diluição:É usado para corrigir potencial de carbono na atmosfera do forno.O CIRCUITO GERADOR DE RX : (NÃO ATIVO) FOI DESINSTALADO
63

Geradores de RX: (NÃO ATIVO) O gás endotérmico é gerado pela reação do gás natural ou propano e ar, num gerador aquecido ( geralmente acima de 1000ºC), em retortas contendo catalisadores de níquel . O propano ou gás natural juntamente com o ar são introduzido em uma proporção tal que exista uma quantidade suficiente de oxigênio para produzir CO, H2, sem excesso de CO2 ou vapor de águaRX: Gás carregador que possui a função de diluir o Propano na atmosfera do forno,
levando-o até a superfície das peças, além de dar uma pressão positiva no forno, impedindo a entrada de ar da parte externa do forno. Esse gás tem a função de proteger a peça contra a descarbonetação e oxidação
64
Gerador de RX
Ar Propano
Forno
Catalisador de Níquel
Gás Natural

8.2 PROCESSO USUAL P/ CEMENTAÇÃO GASOSA :Utilizando FC 13 CONTÍNUO
• PROCESSO DE CEMENTAÇÃO GASOSA EM FORNOS CONTÍNUOS:
Atmosfera: A atmosfera endotérmica introduzido no forno é uma mistura de gases, fornecido pelos geradores de RX(NÃO ATIVO) e enriquecida com propano, ar e amônia, conforme a posição de entrada no forno. No processo de cementação gasosa são considerados os seguintes mecanismos:
- Reações químicas homogêneas na fase gasosa- Difusão gasosa até a superfície do metal- Adsorção de gases na superfície do metal- Reações químicas heterogêneas entre os gases e o metal- Difusão no estado sólido de carbono na estrutura do metal
Forno Contínuo:1- Forma de Aquecimento: Neste forno Contínuo, o aquecimento pode ser elétrico ou GLP, no futuro pode ter o aquecimento a gás natural, quase já disponível, na entrada da Eaton.2- Quantidade de peças por carga: Exceto o forno Contínuo de esteira , que carrega 80 kg de peças mais os dispositivos e ferramental.
3- Tipo de Tratamento: Nestes fornos é realizado o tratamento de cementação gasosa. A cementação gasosa é um processo termoquímico de difusão, onde o carbono difunde para dentro do aço numa determinada temperatura, formando uma camada que após a têmpera, terá maior dureza em relação ao núcleo devido ao seu elevado teor desse elemento. Este tratamento consiste em colocar a peça em contato com um meio suficientemente rico em carbono, onde ocorra absorção de carbono pela superfície e difusão na peça, originando um gradiente de carbono entre a superfície e o núcleo da peça. A cementação é executada numa temperatura em torno de 900 a 930ºC. Objetivo deste tratamento é produzir uma casca dura, resistente a abrasão, mas com um núcleo tenaz.. As propriedades finais da peça cementada são conseguidas em outra etapa, após a absorção e difusão do carbono. Nesta fase, consiste em resfriar bruscamente ( têmpera ) e após efetua-se o revenimento da peça com objetivo de aliviar as tensões internas
4- Alimentação de gases: Neste tipo de tratamento, são utilizado os seguintes gases:(NÃO ATIVO) Gás endotérmico: É um gás produzido em Geradores de gás. É também chamado de gás “RX”.
65

Definições:RX:(NÃO ATIVO) Gás carregador que possui a função de diluir o Propano na atmosfera
do forno, levando-o até a superfície das peças, além de dar uma pressão positiva no forno, impedindo a entrada de ar da parte externa do forno. Esse gás tem a função de proteger a peça contra a descarbonetação e oxidação- Propano: Tem a função de fornecer carbono para a atmosfera do forno. É
também matéria prima para geração do endogás.(NÃO ATIVO)- Amônia: É utilizado para aumentar a dureza superficial da peça e também inibir a formação de produtos não martensíticos.
Nitrogênio: É um gás inerte e é usado para remoção ou introdução de gás “RX”, nos fornos, e também em caso de parada para manutenção ou de emergência, onde o forno está carregado com peças de produção.
(NÃO ATIVO)- Gás Natural: É usado no aquecimento do equipamento . Também é matéria prima para geração do gás endotérmico.
- Ar de diluição: É usado para fazer correção do potencial e carbono na atmosfera do forno
66
Propano
Amônia
Ar
Tanque de óleo
Preparo para Têmpera
Nitrogênio
RX
Vestíbulo de carga
Pré aquecimento Cementação
845
60 - 95
Difusão
845 - 900 930 930

9.0 EQUIPAMENTO P/ DIAGNÓSTICO DE FALHAS NA ETAPA INSPECIONAR TOTALMENTE O TRATAMENTO TÉRMICO.
9.1 MAGNAFLUX : Equipamento para ensaio por partículas magnéticas pelo ensaio superficial para verificar trincas. Usado na inspeção de rotina.
PASSO-A-PASSO UTILIZAÇÃO DO EQUIPAMENTO P/ VERIFICAR TRINCAS.PROCEDIMENTO PARA VERIFICAR TRINCAS TRANSVERSAIS : Ajustar cabeçote do lado esquerdo de acordo com o comprimento da peça. Deixe a peça distante dos contatos cerca de 20 mm. Coloque a chave-faca na posição de corrente alternada. Dessa forma você verifica as trincas superficiais. Selecione o amperímetro para corrente alternada. Ajuste a chave-faca para defeitos transversais Ajustar amperagem pela chave branca. O ajuste pode ser feito com uma peça trincada. Este ajuste servirá para intensificar a visualização da trinca. A seguir passa o líquido umectante, Aciona o pedal passando a bobina móvel por toda a peça e continua molhando. Durante o avanço da bobina você verá que o amperímetro dará 2 toques. A seguir você para de molhar a peça e retorna a bobina ouvindo 2 toques.
PROCEDIMENTO PARA VERIFICAR TRINCAS LONGITUDINAIS Selecione a chave faca deformações longitudinais. Selecione corrente ( chave branca ) Fazer pré umectação Acionar pedal de partida Umectar a peça nos 2 primeiros pulsos.PROCEDIMENTOPARA DESMAGNETIZAR Retirar peça dos cabeçotes Posicionar bobina no centro dos cabeçotes Colocar chave- faca para defeitos transversais Acionar chave desmagnetizar Passar a peça por dentro da bobina Desligar chave desmagnetizar.
Nova proposta abaixo : (COMPLEMENTO EM MANUAL ANEXO: solicitar).
67

10.0 EQUIPAMENTOS PARA ANÁLISE NO LABORATÓRIO METALOGRÁFICO :
10.1 CUT-OFF : Cortadeira por abrasão BUEHLER
(ANEXO COMPLEMENTO EM MANUAL CUT-OFF .PDF )
10.2 MICROSCÓPIO EUROMEX : Microscópio de ampliação modulável 10x / 25x / 40x / 100x.
Possui encaixe para com câmera da GKB, onde registra-se microestruturas da amostra.
68

10.3 ESPECTRÔMETRO : Composição Química : SPECTRO-FOTÔMETRO da spectrolab-F
Análise Química : Eventualmente é necessária a análise química dos aços para produção. O laboratório dispõe de um equipamento da marca Spectro que tem como princípio de funcionamento, a queima da superfície lixada da material e com identificação da coloração é analisada a porcentagem de cada elemento no material.
69

10.4 EMBUTIDORA : BUEHLER (COMPLEMENTO EM MANUAL ANEXO BUEHLER : solicitar )
10.5 LIXADEIRA:
10.6 POLITRIZ METALOGRÁFICA
70

10.7 PRODUTOS QUÍMICOS P/ METALOGRAFIA
10.8 MICRODURÔMETRO LEITZ :
Para medição de camada cementada em amostras, é medida a microdureza de décimo em décimo de milímetro, que chegando no valor de 513 HV, está especificação aprova a maioria das peças, onde a norma fica entre 58 – 63 Hc. Medição no Microdurômetro Leitz - MicroVickers (mHV)(cargas de 10g a 1.000g)
71

10.9 DURÔMETRO DIGITAL EMCOTEST :
CALIBRAÇÃO : PADRÃO DE DUREZA
72

11.0 DURÔMETRO ANALÓGICO : W.P.M.
Durômetro tipo analógico, da Veb Werkstoffprüf, que é uma marca da alemanhã oriental W.P.M. fazendo medição rockell /brinell.
11.1 ESTEREOSCÓPIO : Visualizar micro fraturas
73

11.2 ANALISE DE POTENCIAL DE CARBONO NA ATM DO FORNO:
QC 9000 QUIMITRON (COMPLEMENTO EM MANUAL : solicitar).
Equipamento analítico, que Verifica o Padrão De Concentração De Carbono, no material que foi embarcado com a carga no forno. Pela fusão deste, se verifica nos gases da queima os percentuais de carbono. No processo de cementação, ou seja de difusão de carbono na estrutura do aço, é vital um controle de potencial de carbono no interior do forno. Isso se deve a possível variação do potencial influenciar diretamente no resultado final do processo. Como exemplo desta influência existe a possibilidade de ocorrência de um EQUILÍBRIO QUÍMICO, que tornará a difusão ineficaz, assim como, o tempo de cementação ser calculado a partir de parâmetros de potencial já estabelecidos, ou seja, se os parâmetros variarem, o tempo de cementação necessário para se obter uma peça dentro do especificado será influenciado. Esta análise é executada de duas formas distintas, a primeira é a introdução de uma Lâmina ou chapinha de aço, AISI 1010, dentro do forno. Após uma hora ela é então retirada e analisada em um equipamento específico, o analisador de potencial de carbono Quimitron.
Determinador Automático De Carbono
O equipamento tem como princípio de funcionamento à queima da chapinha de aço 1010, com a ajuda do acelerador de tungstênio, e através dos gases liberados é então definido o potencial de carbono.
74
11ºº Pesar cadinho Pesar cadinho –– Zerar a balanZerar a balançça;a;
22ºº Pesar a quantidade de Tungstênio:Pesar a quantidade de Tungstênio:
MMááx: 2,2 gx: 2,2 g
MMíínn: 1,8 g: 1,8 g
33ºº Zerar a balanZerar a balançça;a;
44ºº Pesar a chapinha:Pesar a chapinha:
MMááx: 0,400 gx: 0,400 g
AnAnáálise do Potencial de Carbono lise do Potencial de Carbono –– Chapinha Chapinha ––
11ºº Pesar cadinho Pesar cadinho –– Zerar a balanZerar a balançça;a;
22ºº Pesar a quantidade de Tungstênio:Pesar a quantidade de Tungstênio:
MMááx: 2,2 gx: 2,2 g
MMíínn: 1,8 g: 1,8 g
33ºº Zerar a balanZerar a balançça;a;
44ºº Pesar a chapinha:Pesar a chapinha:
MMááx: 0,400 gx: 0,400 g
AnAnáálise do Potencial de Carbono lise do Potencial de Carbono –– Chapinha Chapinha ––

Para a fusão desta é utilizado um acelerador de Tungstênio. Em um cadinho cerâmico são então introduzidos 2,0 gramas de Tungstênio e 0,2 de chapinha.
o TESTE DA CHAPINHA:
Este teste da chapinha consiste na aferição do nível de carbono, é feito com a inserção e medição de “chapinhas” ou “molas”. Para o carbono não necessitar de vários procedimentos de aferição esta correção pode ser semi-automática. O nível de carbono é conferido, conforme a zona do forno
75

12.0 PRINCIPAIS ATIVIDADES DO LABORATÓRIO METALOGRÁFICO :
Conforme descrito, este estágio está focado no Setor de Tratamento Térmico, no geral
esta se desenvolvendo no Laboratório de ensaios metalográficos, onde se realiza as análises
e aprovações de SET-UP ou ajustes de processo, focando o melhor beneficiamento das
peças, e aprovação conforme normas internacionais ou exigências dos clientes.
No laboratório metalúrgico do tratamento térmico são realizadas atividades
rotineiras para o controle do processo de tratamento térmico. As medições e análises
representam grande parte da atividade neste tempo de estágio e são descritas a seguir
algumas das práticas diárias :
INSPEÇÃO METALOGRÁFICA DE PEÇAS TRATADAS
Objetivo:Realizar o procedimento para inspeção de peças tratadas.
Aplicação:Aplica-se para as análises das peças tratadas nos equipamentos do Tratamento Térmico A :)) Scrap como Corpo de prova : São peças semi-prontas rejeitadas . Os metalografistas / operadores deverão recolher “scrap”, para que possam ser utilizados como corpos de prova. Estes corpos de prova devem ser representativos conforme as peças envolvidas na aprovação.
B :)) Corpo de prova padrão: Pino cilíndrico com diâmetro 12,5 mm e comprimento de 38,5 mm O corpo de prova padrão deve ser utilizado para aprovação do processo de cementação e têmpera.
C : )) Corpo de prova: Secção de scrap ou peça inteira VER FICHA DE SCRAP : SECÇÃO15.0 FALHAS
ALGUMAS ATIVIDADES DO ANALISTA DO LABORATÓRIO METALÚRGICO :
- Análise metalográfica (Metalografista)- Liberação de carga (Metalografista)- Registro (Metalografista)- Verificação de Composição Química da Matéria prima : via Espectrômetro- Análise e Caracterização Metalúrgica- Análise da microestrutura : via microscópio:- Dureza Superficial : - Dureza de núcleo : - Profundidade de Camada
76

ANÁLISE METALOGRÁFICA :
Realizar a preparação das amostras para posterior análise metalográfica. PROCEDIMENTO :
PREPARAÇÃO DA AMOSTRA PARA ANÁLISE METALOGRÁFICA
Seguindo algumas normas utilizadas pela Eaton Caxias, é feita com certa freqüência uma análise metalográfica de certas peças. As amostras devem ser cortadas no CUT-OFF (BUEHLER) , garantindo desta maneira refrigeração adequada e praticamente isenção de deformações. A secção escolhida deve ser representativa para a análise a ser realizada. Para corpos de prova que não serão embutidos devido às dimensões observar o paralelismo das peças, requisito importante para ensaio de microdureza. Neste caso, retifica-se a face oposta a superfície que será analisada. Para as amostras que serão embutidas realizar a operação observando que a face a ser analisada deve ser montada para baixo. Colocar resina (baquelita) até cobrir a peça (duas medidas), aliviar a pressão para que o embolo desça. Fechar a tampa girando-a para a esquerda. Ligar a prensa, fechar o retorno do óleo, regular a pressão de prensagem em torno de 3 Ton. e aguardar 8 min, decorrido esse tempo abrir a refrigeração lentamente, aliviar a pressão, abrir a tampa e retirar o corpo de prova.Identificar a amostra na superfície lateral obedecendo à numeração seqüencial referente a corpo de prova (C.P.). Para a preparação da superfície utiliza-se o lixamento para desbaste com freqüência das lixas na granulometria 220, 320, 400 e 600, girando a lixa em 90º entre as lixas para eliminação de riscos da lixa anterior. Tomar cuidado especial na pressão exercida na amostra durante a operação de lixamento para evitar arredondamento das bordas, face dupla ou falta de paralelismo. Exercer pressão uniforme e moderada. O polimento final é feito com solução alumina 0,1(Mícron). A superfície deverá apresentar um aspecto especular isento de riscos. A amostra é lavada, é passado álcool e seca com secador. Após esses processos, os corpos de prova são então levados ao microscópio óptico para analisar sua oxidação superficial, sua camada de produto não martensítico, a profundidade da primeira bainita assim como sua porcentagem de austenita retida na base martensítica.
( COMPLEMENTO SOLICITAR MANUAL : Apostila de Metalográfica UFSC )
Ex :( corpo de prova de dente de engrenagem, parte escura representa a camada cementada)
77

Determinação de Perfil de Microdureza
Para o controle da camada cementada e/ou temperada é utilizado o método de
perfil de microdureza. O procedimento consiste em cortar uma amostra de uma peça
cementada de um determinado lote e embuti-la com face no corte transversal, preparar
amostra, fazer a medição de perfil de microdureza com auxilio de um microdurômetro
com carga de 0,500 kg com um intervalo mínimo de 2,5 vezes o tamanho da
endentação. (DIN 50 190)
Análise é feita e se a camada encontrada estiver de acordo com o especificado o lote
é aprovado e gerado um relatório de homologação, caso contrário pede-se desvio ao cliente
ou colocam-se as peças em quarentena para posteriores análises.
ANÁLISE DE POTENCIAL CARBONO NA ATM DO FORNO :NA CEMENTAÇÃO
o TESTE DA CHAPINHA:
Este teste da chapinha consiste na aferição do nível de carbono, é feito com a
inserção e medição de “chapinhas” ou “molas”. Para o carbono não necessitar de vários
procedimentos de aferição esta correção pode ser semi-automática. O nível de carbono é
conferido, conforme a zona do forno
o PONTO DE ORVALHO:
Este teste consiste na aferição do nível de carbono através de uma sonda interna,
sendo um aparelho que faz a captura e refrigeração do gás (carbono do interior do forno)
interno da atmosfera, para então pela condensação deste gás no visor, poder ser visualizado
qual temperatura corresponde o valor real do potencial de carbono na atmosfera nível de
carbono na cementação.
o SISTEMA DE MEDIÇÃO CARBOMAT:
Este teste de medição é efetuado através de uma sonda especial e um termopar tipo
K, instalado no forno para medição respectivamente do potencial de carbono e da
temperatura do ponto de medição, sendo que ambos valores estão conectados a um
conversor de sinal inteligente instalado próximo a cada sonda, que calcula e transforma
estes sinais em valores analógicos compatíveis com as entradas analógicas do CLP
(Controlador Lógico Programável).
78

CONTROLE DO PINO MÓVEL
Objetivo:Avaliar a eficiência dos fornos através da análise metalográfica, dureza de núcleo e do gradiente de carbono e dureza de um pino que recebeu o mesmo tratamento que as peças.
Aplicação:Aplica-se para os ciclos de cementação e cementcarbo em fornos Contínuos, Câmaras e forno à Baixa Pressão.
Definição:Cementação : É um tratamento termoquímico realizado à temperatura de austenitização, onde o aço é exposto a uma atmosfera de potencial de carbono suficiente para provocar a absorção do carbono na superfície da peça e, através da difusão, criar um gradiente de carbono entre a superfície e o núcleo.
Cementcarbo. : É um tratamento feito em dois estágios, o qual consiste de cementação gasosa seguido por um tratamento especial de carbonitretação gasosa.
Receita de Tratamento: Conjunto de etapas de cementação e difusão, temperaturas e meio de têmpera que caracterizam o processo de tratamento térmico de itens no Forno à Baixa Pressão.
Método:1 – Fornos Contínuos e Câmaras
A- Quando solicitado, o operador deverá colocar um pino móvel no forno Contínuo ou Câmara para ser tratado juntamente com a carga.
B- Os resultados obtidos no pino deverão ser plotados no gráfico indicado na folha de controle do pino móvel.C- Esses resultados deverão ser comparados com a especificação e caso encontrem resultados fora do especificado novas avaliações deste forno deverão ser efetuadas bem como checagem de todos os parâmetros que envolvem tal forno.2 – Forno à Baixa Pressão:
Na homologação de uma nova receita de tratamento, o analista deverá colocar um pino móvel com a carga.
Os dados deverão ser plotados no gráfico na folha de homologação da receita de tratamento.
Esses resultados deverão ser comparados com a especificação e em caso de resultados fora do especificado a receita de tratamento deve ser revista pelo Engenheiro Responsável.
79

13.0 PRINCIPAIS ATIVIDADES REALIZADAS PRINCIPAIS ESTUDOS SOBRE DEFORMAÇÃO TÉRMICA REALIZADOS
Acompanhamento e Medição de deformações térmica, com Estudo da Teoria de contração térmica e descrever os Efeitos da Temperatura na transformação estrutura. Componentes para COLHEITADEIRA AXIAL-FLOW 2388 MARCA CASE-CNH O modelo 2388 vem com motor de 284 cv, 8,3 litros, turboalimentado com motor CDC- Cummins.
13.1 COROA DE REDUTOR DE CNH MARCA CASE BullGear 87354349 E uma descrição dos outros componentes ponteira ou eixo de saída de redutor case 87338661, e pinhão 87 13.2 COROA DE DIFERENCIAL DE CNH MARCA CASE 87354342 13.3 Reestudo sobre deformação térmica de semi eixo DANA 13.4 Medição da deformação térmica após cementação de engrenagem protótipo estudo da variação dimensional para homologar projeto
80

Estudo Do Processo De Fabricação & Medição Deformação Térmica das
Engrenagens 87354349 BULLGEAR & 87354342
As distorções que ocorrem nas engrenagens são causadas por diversos fatores ou umapor combinações deles. No processo de tratamento de Têmpera, a engrenagem é sujeitada à expansão térmica (austenitização) e à contração (martensita). As não uniformidades no aquecimento e no resfriamento geram tensões internas na peça, que se forem tensões significativamente grandes o bastante, podem causar deformações dimensionais de ordem térmica. Deve-se levar também em consideração às mudanças de fase envolvidas no endurecimento do aço, resultando em expansões e contrações. E também as variações de composição do material, que devido a qualidade do processo de produção do aço, encontramos variações de tamanho de grão, as vezes causado pelo forjamento, estas tensões residuais, agora com o devido aquecimento do tratamento térmico modificam a estabilidade dimensional da peça, que durante as operações de endurecimento(têmpera), estão sendo movimentadas em planos cristalográficos específicos. As distorções no aquecimento do tratamento térmico são agora afetadas pela taxa de resfriamento, conforme o método de resfriamento de têmpera, e pela temperatura de transformação que deformará a geometria da peça.
Entretanto, uma engrenagem cementada e endurecida é mais suscetível a distorções, pois tem um gradiente de composição e por isso um gradiente de temperatura da transformação. A forma geométrica da peça influencia fortemente o grau de distorção, quer por peças muito largas, muito longilíneas como eixos e árvores, ou por sofrerem tratamento localizado, por exemplo na indução. Ou apenas por possuírem escalonamento, apresentando desníveis ou massa sobressalente, tendo algumas das paredes finas estão mais suscetíveis à distorção do que as peças que são compactas e maciças e mais uniformes. Conseqüentemente, uma engrenagem complexa é também um grande candidato, a prensa de têmpera PRESS- QUENCH , do que uma peça simples, por esta apresentar geometria de geração no dentado.
Lembrando também da dispositivação no carregamento aos fornos, podemos verificar variações em ovalização, devido a escolha do canal para se fazer a fixação da carga que vai entrando aos fornos, esta é estipulada para evitar deformações, mais vai muito depender da geometria da peça e da temperatura de tratamento, atm, histórico térmico, etc...
MEDIÇÃO DE deformações provenientes da contração térmica e da transformação estrutural.
Causas das distorções : 5 Acompanhamento e Medição de deformações térmica, . no processo de beneficiamento devido aos beneficiamento devido aos dimensionais provenientes da contração térmica e da transformação estrutural sofrida por componentes tratados termicamente.
81

13.0Estudo Do Processo De Fabricação & Medição Da Deformação
Térmica das ENGRENAGENS : 13.1 COROA 87354349 & 13.2 COROA 87354342 CONJUNTOS PARA ( COLHEITADEIRA 2388 OU 2399 COMBINE CASE )
Estas engrenagens apresentam parcialmente o mesmo ciclo de processo de fabricação, que será distinguido a seguir, apresentando-as segundo suas similaridades.
13.1 1 º COROA 87354349
13.2 2 º COROA 87354342
82

SUMÁRIO
1.0 Objetivo2.0 Resumo3.0 Introdução4.0 Etapas do Processo de Fabricação Verde5.0 Estudo do Processo de T.T. De engrenagens 6.0 Análise Dos Resultados7.0 Planilha do Procedimento de Medição8.0 Planilha Do Resultado Da Medição9.0 Conclusão10.0 Aplicação MARCA CNH_CASE (COLHEITADEIRA2388 OU 2399)
1.0 Objetivo
Fazer o registro das grandezas da deformação dimensional, levantamento a maiores esclarecimentos quanto a possíveis peculiaridades da deformação térmica dimensional. Verificando quais as etapas de fabricação estão afetando mais o dimensional.
2.0 Resumo
As distorções que ocorrem nas engrenagens são causadas por diversos fatores ou uma por combinações deles. No processo de tratamento de Têmpera, a engrenagem é sujeitada à expansão térmica (austenitização) e à contração (martensita). As não uniformidades no aquecimento e no resfriamento geram tensões internas na peça, que se forem tensões significativamente grandes o bastante, podem causar deformações dimensionais de ordem térmica. Deve-se levar também em consideração às mudanças de fase envolvidas no endurecimento do aço, resultando em expansões e contrações. E também as variações de composição do material, que devido a qualidade do processo de produção do aço, encontramos variações de tamanho de grão, as vezes causado pelo forjamento, estas tensões residuais, agora com o devido aquecimento do tratamento térmico modificam a estabilidade dimensional da peça, que durante as operações de endurecimento(têmpera), estão sendo movimentadas em planos cristalográficos específicos. As distorções no aquecimento do tratamento térmico são agora afetadas pela taxa de resfriamento, conforme o método de resfriamento de têmpera, e pela temperatura de transformação que deformará a geometria da peça. Entretanto, uma engrenagem cementada e endurecida é mais suscetível a distorções, pois tem um gradiente de composição e por isso um gradiente de temperatura da transformação. A forma geométrica da peça influencia fortemente o grau de distorção, quer por peças muito largas, muito longe líneas como eixos e árvores, ou por sofrerem tratamento localizado, por exemplo na indução.
83

Conseqüentemente, uma engrenagem complexa como uma coroa cônica de diferencial é também um forte candidato, aos problemas de deformação, por isso se usa a prensa de temperar PRESS- QUENCH , que é complexa por apresentar geometria de geração no dentado. Lembrando também da dispositivação para carregamento ao tratamento térmico, que também geram variações dimensionais, conforme sua fixação. Podem apresentar ovalização, devido a escolha da fixação ou qual canal fizeram a fixação da peça. A forma de amarrar estipula como evitar deformações, mais vai depender muito da geometria da peça e da temperatura de tratamento, qual atmosfera, qual histórico térmico, etc... Durante a fabricação de uma determinada peça, sempre ocorrerá um desvio de forma ou de suas características dimensionais ou geométricas em relação às indicações nominais no desenho de projeto (croqui). Para minimizar os erros nos processos de fabricação é preciso especificar as tolerâncias de acordo com as necessidades de projeto, e dispor de máquinas, ferramentas e instrumentos de medida capazes de executar e controlar as operações dentro dos limites das tolerâncias especificadas. Vários são os fatores que influenciam na deformação de peças. Ex: - a falta de rigidez da máquina ferramenta (verde) - a fixação da peça - o desgaste da ferramenta de corte (verde) - a falta de estabilidade dinâmica (vibrações) - das variações nas propriedades mecânicas do material ( T.T.) - outros fatores no Set-up ( T.T.)
Para determinar os limites dos desvios e enquadrá-los em tolerâncias que não prejudiquem o funcionamento, montagem ou resistência da peça é necessário conhecer a influência de cada fator causador de desvios, de maneira que seja possível prever aproximadamente o desvio final da peça real com relação as indicações nominais do desenho de projeto.
84

3.0 Introdução
A produção de uma peça, ou de um objeto qualquer, parte sempre de um corpo bruto para, passo a passo, da usinagem verde, passando pelo Tratamento Térmico, retificação até chegar ao estado acabado. Durante o processo de fabricação, o material bruto sofre transformações de forma, de tamanho, e de propriedades, etc.. A peça pronta deve ficar de acordo com seu tamanho teórico definido no Projeto. Apesar do alto nível de desenvolvimento tecnológico, ainda não é possível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância das medições. Mesmo assim é comum aparecerem peças com dimensões e geometrias foras do limite de tolerância, devido a várias falhas no processo de Fabricação, nos instrumentos ou nos procedimentos de medidas. Mas com o advento da intercambiabilidade, tornou-se necessário que as peças fossem fabricadas dentro de uma certa tolerância, tanto dimensional , geométrica ou mecânica. Para que isso fosse possível foi necessário que todas as peças e máquinas começassem a serem fabricadas a partir de desenhos que indicassem as suas formas e dimensões, assim como as tolerâncias permitidas. Entende-se por tolerância dimensional a diferença entre as medidas máximas e mínimas admissíveis de uma peça. As medidas máximas e mínimas devem ser determinadas com o auxílio de várias normas, conforme o processo de fabricação. Permitindo a escolha racional de tolerâncias para a produção econômica de peças mecânicas intercambiáveis. As tolerâncias geométricas são representadas pelas tolerâncias de forma e posição, sendo que a tolerância de forma corresponde à variação permissível da forma realmente obtida na operação com relação a sua forma geométrica ideal, enquanto que a tolerância de posição é a variação permissível da posição entre as formas obtidas na operação com relação ao seu posicionamento teórico (empeno) e o gradiente de propriedades mecânicas . Para se confeccionar uma peça, além de especificar as tolerâncias de acordo com as necessidades de projeto, é preciso dispor de laboratórios, com máquinas ferramentas e instrumentos de medição capazes de executar e controlar as operações dentro dos limites das tolerâncias especificadas.
Estas engrenagens apresentam parcialmente o mesmo ciclo de processo de
fabricação, que será distinguido a seguir, apresentando-as segundo suas similaridades, na
sequência,do item 4.0 Etapas do Processo de Fabricação Verde em diante.
85

4.0 Etapas do Processo de Fabricação Verde da COROA 87354349
FORJARIA: FAZ-SE O RECEBIMENTO DA MATÉRIA PRIMA SECCIONAMENTO DO TARUGO E O AQUECIMENTO PARA FORJAR NO FORMATO BASE
FORJARIA EATON : OUT-SIDE : E.U.A.PROCESSOS DE FABRICAÇÃO :
USINAGEM : BROCHAMENTO INTERNO :
86

CROQUI DE FABRICAÇÃO: COROA 8735434987

FOLHAS DE PROCESSOS DE FABRICAÇÃO : COROA 8735434988

INSTRUÇÕES DE CONTROLE DE USINAGEM :COROA 8735434989

FOLHA_FERRAMENTAL
INSTRUÇÃO CONTROLE
90

INSTRUÇÕES DE CONTROLE DE USINAGEM :
CALIBRAR MICRÔMETRO COM BLOCOS PADRÃO E FAZER MEDIÇÃO DA ENGRENAGEM VERDE :
91

FRESA DO DENTADO
PROCESSO REBARBAMENTO
SHAVER
92

5.0 Estudo do Processo de T.T. da COROA_CNH_CASE 87354349 :TÊMPERA POR INDUÇÃO :
INSTRUÇÕES DE CONTROLE POR NORMA :
93

NORMA DO PROCESSO DE INDUÇÃO : Análise Da Dureza Superficial
Após estarem aprovados todos os parâmetros do processo, é então medida a dureza superficial de cada lote para assim a liberação para a etapa seguinte. As peças têm uma pequena seção superficial lixada para análise. Essa análise tem como principal foco, a eficácia da tempera, que se por algum motivo, demorar muito para entrar no banho de resfriamento, pode apresentar baixa dureza. O especificado para a dureza superficial das peças cementadas e temperadas é de 58 a 63 Hrc.
INDUTOR :
NORMA DA DUREZA POR TÊMPERA LOCALIZADA :
94

Conhecimentos BásicosProcesso de Calibração do refratômetro e verificação do percentual de
polímero em tanques de têmpera.
95
Ajuste de Foco
Visor Ocular
Parafuso de Regulagem
Aparelho Refratômetro
3-Retire do Tanque uma amostra de polímero após a agitação da mesmo, levante a placa transparente e coloque uma ou duas gotas sobre o prisma espalhando uniformemente .
4- Feche a placa transparente, posicione o aparelho para uma direção que o prisma receba boa iluminação e pelo visor ocular faça a leitura.
o O valor encontrado deve ser multiplicado pelo Fator de Correção dependendo do polímero que você estiver usando.
5- Exemplo: Se o valor encontrado pelo visor é 4 multiplique por FC=2,5 se você estiver usando o AQUA QUENCH 365. Você encontrará o valor de 10. Utilize então a tabela em anexo para correção conforme temperatura ambiente. Se a temperatura é 20 ºC A concentração do polímero é 10. Se a temperatura é 27 ºC.A concentração do polímero é 10+ 0,52=10,52 Se a temperatura é 18 ºC. A concentração do polímero é 10- 0,13=9,87
PLACA TRANSPARENTE
PRISMA
COMO MEDIR A CONCENTRAÇÃO DO POLÍMERO
1-Coloque água destilada A 20 ºC sobre o prisma feche a placa transparente e pelo visor ocular verifique se está zerado.
Zero (visto pela ocular)
2-Se não estiver zerado, ajuste com uma chave de fenda no parafuso de regulagem no topo do aparelho.
VERIFICAR SE O APARELHO ESTÁ CALIBRADO
TIRRENO FC=1,85UCONE FC= 2,5AQUA QUENCH 365 FC=

PROCEDIMENTO DETALHADO:
Para Controlar a concentração do polímero de temperatura utilizado no tanque da
máquina de têmpera por indução através da medida do índice de refração.
REFERÊNCIAS :
NQ-C-7.5-03 PROCESSO DE TRATAMENTO TÉRMICO (SISTEMA NORMA QUALIDADE).
6- Acrescente água se a concentração estiver acima do esperado ou coloque polímero se estiver abaixo do esperado.
% 0 5 10 15 20 25 30 35 40 45
C10 0,5 0,54 0,58 0,61 0,64 0,66 0,68 0,7 0,72 0,7311 0,46 0,49 0,53 0,55 0,58 0,6 0,62 0,64 0,65 0,6612 0,42 0,45 0,48 0,5 0,52 0,54 0,56 0,57 0,58 0,5913 0,37 0,4 0,42 0,44 0,46 0,48 0,49 0,5 0,51 0,5214 0,33 0,35 0,37 0,39 0,4 0,41 0,42 0,43 0,44 0,4515 0,27 0,29 0,31 0,33 0,33 0,34 0,35 0,36 0,37 0,3716 0,22 0,24 0,25 0,26 0,27 0,28 0,28 0,29 0,3 0,317 0,17 0,18 0,19 0,2 0,21 0,21 0,21 0,22 0,22 0,2318 0,12 0,13 0,13 0,14 0,14 0,14 0,14 0,15 0,15 0,1519 0,06 0,06 0,06 0,07 0,07 0,07 0,07 0,08 0,08 0,08
21 0,06 0,07 0,07 0,07 0,07 0,08 0,08 0,08 0,08 0,0822 0,13 0,13 0,14 0,14 0,15 0,15 0,15 0,15 0,15 0,1623 0,19 0,2 0,21 0,22 0,22 0,23 0,23 0,23 0,23 0,2424 0,26 0,27 0,28 0,28 0,3 0,3 0,31 0,31 0,31 0,3125 0,33 0,35 0,36 0,37 0,38 0,39 0,4 0,4 0,4 0,426 0,4 0,42 0,43 0,44 0,45 0,46 0,47 0,48 0,48 0,4827 0,48 0,5 0,52 0,53 0,54 0,55 0,55 0,56 0,56 0,5628 0,56 0,57 0,6 0,61 0,62 0,63 0,63 0,64 0,64 0,6429 0,64 0,66 0,68 0,69 0,71 0,7 0,72 0,73 0,73 0,7330 0,72 0,74 0,77 0,78 0,79 0,8 0,8 0,81 0,81 0,81
PORCENTAGEM DA SACAROSE (g/100g)
Subtrair da Porcentagem
Adicionar a Porcentagem
Tabela de Correção Concentração Polímero
96

Aparelho Refratômetro
Aparelho Refratômetro
PROCEDIMENTO Retirar do tanque uma pequena quantidade de amostra da solução após
agitação da mesma, colocar uma ou duas gotas sobre o prisma e fechar
cuidadosamente a tampa.
Posicionar o aparelho na direção da claridade e fazer a leitura na escala.
O percentual de polímero na solução é:
P = LR x FC onde
P = Percentual de polímero
LR = Leitura na escala do refratômetro
FC = Fator de correção do polímero
Fatores de correção: (Ver Tabela)
A faixa de trabalho normal utilizada é um percentual de polímero entre 10% e
13%.
Proceder o ajuste do banho adicionando água, se a concentração for superior a
13% ou acrescentando polímero caso a concentração for inferior a 10%.
97
Placa Transparente Parafuso de
Regulagem
Ajuste de Foco Visor Ocular

1º - ZERAGEM DO APARELHO
Para a zeragem, utilize água destilada sobre o prisma ( 1 )
Verifique se a escala encontra-se no ponto ZERO ( 2 )
Caso contrário, faça a zeragem do aparelho acionando o parafuso localizado no topo ( 3 ).
98
1
2
3

2º - Medição de uma amostra:
Coloque uma ou duas gotas de amostra sobre o prisma. Feche a placa
transparente e verifique se a amostra se espalhou uniformemente por toda a
superfície do prisma, caso contrário, repita a operação com um pouco mais da
amostra.
Posicione o aparelho na direção onde o prisma receba boa iluminação e
observe a leitura na escala. Após cada leitura limpe cuidadosamente o prisma e a
placa translúcida.
3º - Medições em outras temperaturas:
Cuidar para que a amostra e o aparelho estejam sempre na mesma
temperatura.
Efetuar a leitura normalmente e localizar na tabela o fator de correção para a
temperatura de medição.
Obs: Leituras em temperatura abaixo de 20°C os valores das correções devem ser
subtraídos do valor lido, e para temperatura superior a 20°C os valores das
correções devem ser adicionados.
Exemplo: A uma temperatura de 27°, se obtivermos uma leitura de 24,6 % o valor
correto será de 24,6 + 0,55 = 25,15% ( ver tabela ).
SEGUINDO VERIFICAÇÃO NA TABELA :
Obs: Diferentes polímeros de têmpera possuem diferentes índices de refração.
Assim o valor da concentração depende do índice de refração.
Exemplo:
Considerando o “AQUA QUENCH 365” para termos concentração de 10% no
banho, no aparelho deverá ser lido o valor de 4,0% pois:
Valor lido= 4,0%
Índice de refração = 2,5
4,0% x 2,5 = 10%
O índice de refração é determinado no laboratório utilizando solução preparada
com o produto numa concentração preestabelecida.
99

4º – MESMA Tabela de Correlação
PORCENTAGEM DA SACAROSE (g/100g)% 0 5 10 15 20 24,6 25 30 35 40 45
Subtrair da PorcentagemC10 0,50 0,54 0,58 0,61 0,64 0,66 0,68 0,70 0,72 0,7311 0,46 0,49 0,53 0,55 0,58 0,60 0,62 0,64 0,65 0,6612 0,42 0,45 0,48 0,50 0,52 0,54 0,56 0,57 0,58 0,5913 0,37 0,40 0,42 0,44 0,46 0,48 0,49 0,50 0,51 0,5214 0,33 0,35 0,37 0,39 0,40 0,41 0,42 0,43 0,44 0,4515 0,27 0,29 0,31 0,33 0,33 0,34 0,35 0,36 0,37 0,3716 0,22 0,24 0,25 0,26 0,27 0,28 0,28 0,29 0,30 0,3017 0,17 0,18 0,19 0,20 0,21 0,21 0,21 0,22 0,22 0,2318 0,12 0,13 0,13 0,14 0,14 0,14 0,14 0,15 0,15 0,1519 0,06 0,06 0,06 0,07 0,07 0,07 0,07 0,08 0,08 0,08
Adicionar a Porcentagem21 0,06 0,07 0,07 0,07 0,07 0,08 0,08 0,08 0,08 0,0822 0,13 0,13 0,14 0,14 0,15 0,15 0,15 0,15 0,15 0,1623 0,19 0,20 0,21 0,22 0,22 0,23 0,23 0,23 0,23 0,2424 0,26 0,27 0,28 0,28 0,30 0,30 0,31 0,31 0,31 0,3125 0,33 0,35 0,36 0,37 0,38 0,39 0,40 0,40 0,40 0,4026 0,40 0,42 0,43 0,44 0,45 0,46 0,47 0,48 0,48 0,4827 0,48 0,50 0,52 0,53 0,54 0,55 0,55 0,56 0,56 0,5628 0,56 0,57 0,60 0,61 0,62 0,63 0,63 0,64 0,64 0,6429 0,64 0,66 0,68 0,69 0,71 0,70 0,72 0,73 0,73 0,7330 0,72 0,74 0,77 0,78 0,79 0,80 0,80 0,81 0,81 0,81
FATORES DE CORREÇÃO
PRODUTOFATOR DE
CORREÇÃOTIRRENO 1,85UCONE 2,5
AQUA QUENCH 365 2,5
100

6.0 Análise dos resultados:APROVAÇÃO DE INDUÇÃO EM GEARSVerifica-Se A Profundidade De Camada
(TÊMPERA / REVENIMENTO) 1º CORTE AMOSTRA / 2º MICRODURÔMETRO / 3 º MICROSCÓPIO
Aprovação de Engrenagens de Indução87354349 OP Operador Data Metalografista Set up
87354342 Rastreab. ToTo Qtd Gravação Aprov Lab. Rotina
OBS.: Todas as peças, inclusive as de set-up, devem ser revenidas. Lado superior da 87354349 = Lado do canalLado superior da 87354342 = Lado do chanfro menor
1 Medição de Dureza nas Faces ( Item 5 ) Dureza encontrada Dureza encontrada Set up / rotina Peças de confirmação
Como Medir: No durômetro, manter a peça bem apoiada e plana. Dente 1 Dente 2 Dente 1 Dente 2 Dente 1 Dente 2 Dente 1Várias medições ao redor do ponto a 9,9 mm do topo.
Por que?: Esta medição apenas indicará se há ou não grandes diferenças de dureza nas faces da peça, ou seja, conicidade no tratamento térmico, antes de realizarmos o corte longitudinal.
2 Teste de Trincas - magnaflux ( Item 6 ) Set up / rotina Confirmação de Magnaflux 100% LoteFazer análise de trinca na face dos dentes, região abaixo da raiz.
3 Profundidade da camada REJEITADA APROVADA Set up / rotina Observaçõesa ) Corte LongitudinalComo Medir: Fazer corte longitudinal na raiz do dente,
polir e atacar em Nital 50%Por que? Verificar se há desalinhamento da região tratadaImportante: Identificar sempre o lado (superior ou inferior) para
determinar a correção a ser dada na máquina
b) Corte Transversal Dureza encontrada Como Medir: Fazer 3 cortes transversais Set up / rotina
(meio, ponta superior, ponta inferior) a 9,9 m m a 1.0 m mLixar, Polir e realizar medições de microdureza.
Por que? Medir nas pontas pois a medição nas faces e a visualização do corte longitudinal sãosão imprecisas. Medir no meio, pois em geral é o
Meioponto de menor camada.
4 Análise Metalográfica da Área Transformada Área transformadaComo verificar: Fazer ataque com Nital 3% Set up / rotinaPor que? Verificar se há transformação total da camada ou se
há falhas na transformação.Avaliar a qualidade do revenimento Martensita revenida?)
Set up / rotina5 Medição de Dureza Superficial ( No Flanco do dente ) Ponto 1 Ponto 2 Ponto 3 Ponto 4
Como verificar: No flanco do dente (Na linha do primitivo)
Lado superior
Lado inferiorOBSERVAÇÕES: As durezas devem ser medidas em HRC
Lado superior
Lado inferior
101

102

REVENIMENTO EM FORNO POÇO :
EM CESTO SIMPLES E IÇADO POR TALHA AO POÇO REVENIMENTO:
ENGRENAGEM COM TÊMPERA SUPERFICIAL POR INDUÇÃO SOBRE DENTADO :
LEITURA DE DUREZA NO TOPO E NO CENTRO DE DOIS DENTES:
103

MEDIÇÃO DE FORMA GEOMÉTRICA, LEITURA 3D DIMENSIONAL
MEDIÇÃO SOBRE PINOS DE 10 E MICRÔMETRO DE 200 - 400 mmMEDIÇÃO FEITA EM 3 ALTURAS DE CADA PINO : Verificar ConicidadeMEDIÇÃO EM DUAS POSIÇÕES SOBRE DENTADO:Verificar Ovalização
104

SHOT PEEN : Este equipamento destina-se a trabalhos de Martelamento por Granalha de aço S230 nas peças.(COMPLEMENTO NA SEÇÃO 6.6)
105

7.0 Planilha do Procedimento de Medição1º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:
2º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:
106

8.0 Planilha Do Resultado Da Medição1º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:
Relatório de Experiência de DeformaçãoAntes do Tratamento Térmico
Nº da peça:__87354349_________ Nome:__COROA DO REDUTOR_________
Pino:__11_________ Z:___66_____ OP.:_______________________
ANT
Peça Pos. 1 Pos. 2 MÉDIA
1 398,43 398,48 398,45
2 398,45 398,48 398,46
3 398,47 398,5 398,48
4 398,44 398,47 398,45
5 398,45 398,45 398,45
Relatório de Experiência de DeformaçãoApós Tratamento Térmico
Nº da peça:__87354349_____________ Nome:___COROA DO REDUTOR________
Pino:__11__________ Z:___66_____ OP.:_______________________
Data:_________________
Peça Pos. 1 Pos. 2 MÉDIA
1 398,44 398,48 398,46
2 398,31 398,35 398,33
3 398,33 398,35 398,34
4 398,44 398,44 398,44
5 398,37 398,39 398,38
S/ Pinos:_________________________________ E/ Pinos: ________________________________
S/ Pinos__________________________________ E/ Pinos: _____________________________________ 107

2º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:Relatório de Experiência de Deformação
Antes do Tratamento Térmico
Nº da peça:__87354349_________ Nome:__COROA DO REDUTOR_________
Pino:__11_________ Z:___66_____ OP.:_______________________
ANT
Peça Pos. 1 Pos. 2 MÉDIA
1 398,57 398,55 398,56
2 398,63 398,64 398,64
3 398,71 398,61 398,66
4 398,62 398,64 398,63
5 398,66 398,65 398,66
Relatório de Experiência de DeformaçãoApós Tratamento Térmico
Nº da peça:__87354349_____________ Nome:___COROA DO REDUTOR________
Pino:__11__________ Z:___66_____ OP.:_______________________
Data:_________________
Peça Pos. 1 Pos. 2 MÉDIA
1 398,33 398,34 398,33
2 398,47 398,47 398,47
3 398,47 398,46 398,46
4 398,45 398,44 398,44
5 398,42 398,45 398,43
S/ Pinos:_________________________________ E/ Pinos: ________________________________
S/ Pinos__________________________________ E/ Pinos: _____________________________________ 108

ETAPA INSPEÇÃO TOTAL : ENSAIO POR PARTÍCULAS MAGNÉTICAS MAGNAFLUX : FOTO NOVA PROPOSTA C/
MÁQUINA SIMILAR
109

MONTAGEM : CONJUNTO REDUTOR COMBINE COMPOSTO POR: FLANGE, CARCAÇA, PINHÃO, COROA E PINHÃO
CARCAÇA DO REDUTOR :
110

AJUSTE DE CALÇOS : GARANTE UNIÃO111

PINHÃO DO CONJUNTO REDUTOR LIGADO C/ ÁRVORES CENTRAIS :PINHÃO DO REDUTOR : 87354348 PINHÃO
112

AQUECIMENTO INDUTIVO DO ROLAMENTO PARA MONTAGEM :
MONTAGEM COM TORQUE DE GIRO LIVRE :
113

MONTAGEM DA FLANGE :
ESPECIFICAÇÃO DO TRATAMENTO TÉRMICO DA FLANGE PONTEIRA:
114

REDUTORES MONTADOS : LIGAÇÃO ENTRE ÁRVORES E RODAS
APLICAÇÃO :
115

CONTINUAÇÃO : SEGUE ETAPAS DIFERENTTES PARA COROA 87354342 4.0 Etapas do Processo de Fabricação Verde da COROA 87354342
FORJARIA: FAZ-SE O RECEBIMENTO DA MATÉRIA PRIMA SECCIONAMENTO DO TARUGO E O AQUECIMENTO PARA FORJAR NO FORMATO BASE
PROCESSO DE USINAGEM :
116

CROQUI DE FABRICAÇÃO: COROA 87354342117

FOLHAS DE PROCESSOS DA FABRICAÇÃO : COROA 87354342
CALIBRAR MICRÔMETRO COM BLOCOS PADRÃO P/ MEDIÇÃO DA ENGRENAGEM VERDE :
118

INSTRUÇÕES DE CONTROLE DE USINAGEM :
FOLHA_DE CONTROLE :
119

INSTRUÇÃO DE CONTROLE :120

CONTINUAÇÃO : SOMENTE O PROCESSO DIFERENTE DA COROA 87354349
FOLHA CROQUI P/ SHAVER COROA 87354342: AJUSTADO DEPOIS DO T.T.
121

5.0 Estudo do Processo de T.T. da COROA_CNH_CASE 87354342 :
122

CONTINUAÇÃO : PROCESSO DE INDUÇÃO IDEM DA COROA 87354349: APROVAÇÃO DE INDUÇÃO
123

124

ENGRENAGEM COM TÊMPERA SUPERFICIAL POR INDUÇÃOSOBRE DENTADO :
NO SETOR VERDE P/ FURAÇÃO NA REGIÃO CENTRAL MOLE :
125

MEDIÇÃO SOBRE PINOS DE 10 E MICRÔMETRO DE 200 - 400 mm:
MEDIÇÃO FEITA EM 3 ALTURAS DE CADA PINO : Verificar Conicidade
MEDIÇÃO EM DUAS POSIÇÕES SOBRE DENTADO :Verificar Ovalização
RETORNA PARA T.T. PARA FAZER SHOT PEEN : Este equipamento destina-se a trabalhos de Martelamento por Granalha de aço S230 nas peças.
126

7.0 Planilha do Procedimento de Medição da COROA 87354342 1º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:
2º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS
127

8.0 Planilha do Resultado da medição : 1 º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:
Relatório de Experiência de DeformaçãoAntes do Tratamento Térmico
Nº da peça:__87354342_________ Nome:__COROA DE DIFERENCIAL__________
Pino:__10_________ Z:___66_____ OP.:_______________________
Data:_27/03/2008_____
Peça Pos. 1 Pos. 2 MÉDIA
1 319,95 320,01 319,98
2 319,98 319,96 319,97
3 320,07 320,05 320,06
4 319,91 319,99 319,95
5 320,46 320,01 320,24
Relatório de Experiência de DeformaçãoApós Tratamento Térmico
Nº da peça:__87354342__________________Nome:___COROA DE DIFERENCIAL_________
Pino:__11__________ Z:___66_____ OP.:_______________________
Data:_________________
Peça Pos. 1 Pos. 2 MÉDIA
1 319,7 319,74 319,72
2 319,75 319,77 319,76
3 319,75 319,75 319,75
4 319,71 319,73 319,72
5 319,74 319,75 319,75
S/ Pinos:_________________________________ E/ Pinos: ________________________________
S/ Pinos__________________________________ E/ Pinos: _____________________________________ 128

2 º JOGO DE 5 PEÇAS ACOMPANHADAS E MEDIDAS:Relatório de Experiência de Deformação
Antes do Tratamento Térmico
Nº da peça:__87354342_________ Nome:__COROA DE DIFERENCIAL___
Pino:__10_________ Z:___66_____ OP.:_______________________
Data:_25/04/2008___
Peça Pos. 1 Pos. 2 MÉDIA
1 320,03 320,06 320,05
2 320,06 320,06 320,06
3 320,06 320,06 320,06
4 320,07 320,05 320,06
5 324,05 320,04 322,05
Relatório de Experiência de DeformaçãoApós Tratamento Térmico
Nº da peça:__87354342__________________ Nome:___COROA DE DIFERENCIAL__
Pino:__11__________ Z:___66_____ OP.:_______________________
Data:__________
Peça Pos. 1 Pos. 2 MÉDIA
1 319,82 319,81 319,82
2 319,85 319,84 319,85
3 319,85 319,84 319,85
4 319,84 319,87 319,86
5 319,84 319,82 319,83
S/ Pinos:_________________________________ E/ Pinos: ________________________________
S/ Pinos__________________________________ E/ Pinos: _____________________________________ 129

MONTAGEM : CONJUNTO DIFERENCIAL COMBINE
MONTAGEM : COROA 87354342 DO DIFERENCIAL DA CAIXA MARCA CNH_CASE (COLHEITADEIRA2388 OU 2399)
130

MONTAGEM NA CAIXA SATÉLITE DO DIFERENCIAL :
LIGAÇÃO DA TRANSMISSÃO AO CONJUNTO DE FREIO DA COMBINE :
ESPECIFICAÇÃO DO PRODUTO MONTADO : IDEM COROA 87354349
131

13.3 MEDIÇÃO DA DEFORMAÇÃO TÉRMICA
DE SEMI ÁRVORE DANA REESTUDO DA VARIAÇÃO DIMENSIONAL 035943-2
Para o estudo, foram analisadas 20 peças, onde foi medido o dimensional longitudinal e das estrias : verde / beneficiamento / desempeno / 1º revenimento / desempeno / indução / desempeno / jato shot peen, para medição foram limpas/escovadas todas as peças p/ etapa. Agora as semi-árvores são feitas maiores, Green – 935,05 ± 0,1 e Hard - 935,2 – 0,5 , cerca de 2mm maior, antes tinham Green - 933,5 ± 0,1 e Hard - 933,5 – 0,5 um reestudo sugerido para avaliar a solução anterior adotada, para a deformação térmica da semi-árvore DANA 035943-2, que foi aumentado em seu comprimento em dois milímetros 935,05 / 935,20, para então ter material de correção na retífica dura ( hard cut ), onde é feita a correção linear da variação causada no tratamento térmico.
CROQUI :
MEDIÇÃO VERDE :
MEDIÇÃO LINEAR : HELIOS CHEEK
132

LAUDO DA MATÉRIA PRIMA :
DUREZA BRINELL : FORJARIA
TABELA :CONVERSÃO Brinell X Hv
13 Hv
133

ESPECIFICAÇÃO DO TRATAMENTO TÉRMICO : BeneficiamentosO beneficiamento citado acima, se caracteriza por um processo constituído por um
tratamento de tempera total, um revenimento e posterior endireitamento dos eixos.Na tempera total, a peça é aquecida até cerca de 840° C, temperatura onde ocorre a
total austenitização do ferro, e resfriada rapidamente para conferir maior dureza ao aço, devido à existência de átomos de carbono difundido intersticialmente. Assim, aumentando a temperatura, transformamos o aço para uma estrutura cúbica de face centrada, obtendo assim maior capacidade de difusão dos átomos de carbono intersticialmente. Com o resfriamento rápido para a estrutura cúbica de corpo centrado, esses átomos de carbono não dispõem de tempo necessário para se difundirem em carbonetos de ferro, ficando retidos assim na estrutura tetragonal, enriquecendo de carbono a estrutura martensítica.REVENIR POÇO 470 : Atualmente, os eixos são colocados em cestos de metal simples
ANTIGO SISTEMA : PRENSA DE DESEMPENAR :
Realizado Teste de Deformação Térmica e constatado que a peça sofreu alterações após o TT.
134

TRATAMENTO TÉRMICO DE INDUÇÃO :
ROTEIRO DE INDUÇÃO :
135

MÁQUINADE INDUÇÃO :460
INDUTOR :
Como o processo de tempera total força a retenção de átomos de carbono intersticiais, é natural que se observem elevadas concentrações de tensões internas, existindo assim a necessidade de um processo para alívio de tais tensões. Assim, é realizado um processo de revenimento.
Este se caracteriza pelo aumento da temperatura até abaixo da zona crítica, temperatura onde o aço transformaria o ferro alfa para ferro gama, e estabilizado por um determinado tempo, geralmente 120 minutos. Tal aquecimento, cerca de 120° C, tem como princípio a melhor acomodação atômica, visto que a tal temperatura os átomos possuem maior mobilidade.
136

AMOSTRA POLIDA PARA ATAQUE QUÍMICO NITAL 4% :
TESTE DE DEFORMAÇÃO TÉRMICA : MEDIÇÃO LINEARESTUDO INICIAL DE DEFORMAÇÃO TÉRMICA - DIMENSIONAL
RECLAMAÇÃO DO CLIENTE : REALIZADO PELO LAB GEARS /ADAUTOGreen - 933,5 ± 0,1 Hard - 933,5 - 0,5
137

NOVO TESTE DE DEFORMAÇÃO TÉRMICA : MEDIÇÃO LINEARESTUDO FINAL DE DEFORMAÇÃO TÉRMICA – DIMENSIONAL
Green – 935,05 ± 0,1 e Hard - 935,2 – 0,5
MEDIÇÃO DA PARTE ESTRIADA :
138

FALTOU MEDIÇÃO DA BARRA 4, DEVIDO QUEDA DENTRO DO FORNO POÇO : SCRAP
PARA ESTUDO DE DEFORMAÇÃO, O RECOMENDADO É MAIS QUE 3 PEÇAS..
APLICAÇÃO DESTAS SEMI-ÁRVORES : “ PONTA EIXO”
CONCLUSÃO DISCUTIDA: Segundo a engenharia de fabricação c/ guilherme o requisitante do estudo, realmente a melhor solução para sanar estes desvios dimensionais, ainda está neste aumento em verde, para correção final na retífica dura.
139

13.4 MEDIÇÃO DA DEFORMAÇÃO TÉRMICA APÓS CEMENTAÇÃO DE ENGRENAGEM PROTÓTIPO P/ HOMOLOGAÇÃO DIMENSIONAL
140

MEDIÇÃO EM 3D, SIMILAR ENGRENAGEM BULL GEAR : VER 14.1CONFGURAÇÃO DA CARGA : ALTERA CEMENTAÇÃO HOMOGÊNEA
141

CONFIGURAÇÃO DA CARGA : ALTERA CEMENTAÇÃO 142

14.0 INTRODUÇÃO AO ESTUDO & ANÁLISE DE FALHA :
ANÁLISE DE FALHAS Análise de componentes e dispositivos que apresentam falhas, determinando a sua origem. É considerada uma das mais importantes áreas da Engenharia de Materiais.
EX : processos de endurecimento superficial Engrenagem temperada por indução rompida em serviço por fadiga. A nucleaçãode trincas de fadiga foi provocada pela ausência de camada temperara na basedos dentes. Note que a engrenagem era submetida à esforços em ambos ossentidos de rotação.
143

ESTUDO DE FALHA EM SERVIÇO DA ENGRENAGEM 31Z
RELATÓRIO TÉCNICO DE ANÁLISE DE FALHA E METALOGRAFICA PARA HOMOLOGAÇÃO DA GARANTIA VALIDAÇÃO DO TRATAMENTO
Objetivo Verificar a qualidade metalúrgica da peça devolvidaIntrodução As duas peças do modelo 31Z foram devolvidas para análise após falharem prematuramente em serviço. Resultados :Análise Metalúrgica
As peças foram analisadas de acordo com as especificações do desenho e a norma TES003. Abaixo segue especificação e resultados:
Microestrutura:
Uma Superfície de martensita revenida e austenita retida, com o núcleo de martensita revenida com bainita e traços de ferrita, portanto está de acordo com os parâmetros exigidos no processo de tratamento térmico.
Discussão e Conclusão
Nenhuma deficiência metalúrgica significativa foi encontrada que pudesse contribuir com a falha da peça. Verifica-se assim um caso de solicitação dinâmica e de extremo carregamento.
144

Referências :Especificação Metalúrgica do Desenho
TRATAMENTO TÉRMICO ESPECIFICADO:Cementar profundidade : 0,8 / 1,3mm
Temperar, dureza : 60 / 64 HRCDureza de núcleo : 275 / 480 Hb
Anexo: Fotos e Tabelas de microdureza
145

ANEXO : FOTOS
Foto1: microestrutura da superficie martensita revenida e austenita retida
Foto 2: Estrutura de Núcleo produto de transformação composta por martensita
revenida bainita e traços de ferrita.
Foto 3: Corpo de prova
Foto 4: Fratura da peça
146

FALHA DE ENGRENAGEM CÔNICA : USO EM DIFERENCIAIS TESTES DE NORMALIZAÇÃO : OK
147

148

RELATÓRIO TÉCNICO DE ANÁLISE METALOGRÁFICA P/ CORREÇÃO DE SET-UP DO TRATAMENTO DE TÊMPERA POR INDUÇÃO DE EIXO ESTRIADO
NAS DUAS PONTAS (019091-8) ERRO NA CAMADA TEMPERADASUMÁRIO: Confecção de relatório técnico de rotina e análise metalográfica para correção de tratamento têmpera indução .RESUMO : Acompanhamento de fabricação, com a correção de set-up de fabricação, faz-se a medição para correção do relatório 6313 incorreto : eixo estriado nas duas pontas (019091-8), onde encontrou-se o problema de camada temperada desigual devido a um excesso de a camada temperada, numa das extremidades, devido a erro de set-up, onde o indutor foi aquecido entrando no eixo, e o correto é entrar com o indutor até a altura do estriado e depois aquecer, não permitindo superaquecimento de início, já que temos uma histerese do início de resfriamento por banho de solução de polímero com água.
INTRODUÇÃO O processo de têmpera por indução requer conhecimentos adquiridos na teoria e experiência para reconhecer desvios na qualidade da produção.
ESPECIFICAÇÃO DO COMPONENTE : Segue desenho do componente AGRALE, especificando propriedades e recomendações do projeto, para profundidade, formato e dureza da camada temperada.
DESENVOLVIMENTO O acompanhamento de falha em excesso na camada temperada, que ficou muito profunda de um lado, onde o ferramental de indução estava ligado errado, este iniciou o processo já fora do eixo, onde superaqueceu este. Ao adicionar calor excessivo no início do eixo, as estrias que são frágeis ao aquecimento prolongado, tiveram seus limites de camada excedidos. Este relatório vem mostrar a rotina do tratamento térmico, neste caso, têmpera por indução, que teve um erro de set-up, exigindo a eliminação por scrap de algumas peças com falha. Este relatório descreve e aborda o procedimento usual, de um caso de correção rápida, considerada de rotina, podendo ser declarada, como uma operação corretiva no setor, que trabalha para garantir a qualidade de sua produção.
A SEGUIR : Esquema da especificação do processo de indução
149

ANTIGO SET-UP APROVADO : 150

RELATÓRIO APROVADO ERRADAMENTE : Depois Corrigido 151

PROCEDIMENTO :
No relatório anterior, tivemos uma alteração devido a falha verificada, onde foi encontrado uma profundidade grande da camada temperada em uma das extremidades do eixo, camada maior que o suficiente, gerando certa dureza excessiva, o que a fragiliza e perde sua garantia como componente de solicitação trativa, por ser um eixo árvore. Fizemos uma avaliação em 100% do lote, para identificar e gerar scrap das incorretas. Pode-se , aprovar cerca de 30 % do lote, onde ficou aceitável a camada.
152

PROCESSO DE IDENTIFICAÇÃO:
Cada extremidade estriada da barra (árvore) passou por procedimentos padrões de metalografia (corte transversal nas duas extremidades, para retirada material, lixamento (lixamento grosso 200 e fino 600) e o polimento para então expor mais a superfície ao ataque químico, com ácido (nítrico 4%), a fim de revelar a profundidade de camada temperada. OBTENÇÃO DA AMOSTRA:
ATAQUE QUÍMICO :
CONCLUSÃO : Foram identificados quais eixos estavam com problema, pois algumas tiveram excesso na camada temperada. Devido então que nesta máquina de indução, foi detectado uma desconfiguração de set-up ou carregamento do eixo. No meio da produção de lote de peças, foi verificado o problema de parâmetros de set-up. Onde pararam a produção, para rever quais condições esta máquina estava estabelecendo. Então foi solucionado o problema na indução, foi alterando o local inicial do disparo indutivo, sua velocidade de avanço e outros parâmetros de operação. Revisado o lote de peças e descartado os eixos irregulares, podemos fabricar o restante do lote corretamente.
153

ESTUDO SOBRE FALHA NO DESEMPENO : PEÇA EIXO 5160585
Neste caso ficou evidente que o iniciador da falha foi o furo passante, com erro da usinagem, que penetrou além do necessário, e projetado.
ETAPA INICIAL: INICIADA ANÁLISE DA NORMALIZAÇÃO DA MATÉRIA
PRIMA VERDE : DEMONSTREI A FIGURA ANTERIOR IDENTIFICANDO A
PRINCIPAL CAUSA DA FALHA.
154

155

156

CROQUI :
PROBLEMA : Dureza Excessiva na peça e Prensa Antiga com comando Analógico
157

15.0 CONCLUSÃO
Neste estágio, pude aprender a tecnologia aplicada em Tratamentos Térmicos, quer no meio fabril, como na homologação laboratorial, que libera a fabricação, e estipula processos, buscando produtividade com garantia de qualidade. E obtive uma visão geral de fabricação de transmissões e componentes, que sempre acompanho o desenvolvimento destas tecnologias. Com isso consegui alcançar meus objetivos, não podendo prosseguir alguns projetos por questão de tempo, e disponibilidades. Assim fico agradecido pela oportunidade de estágio e espero elaborar uma carreira a partir deste meu primeiro estágio na área..
158

ANEXO - CRONOGRAMA DE ESTÁGIO
Cronograma: Estágio Curricular I / 2008Empresa: Eaton Transmissores Ltda. CXS - RSEstagiário: CRISTIAN ALEXANDRE DE MORAESMatrícula: 06137602Orientador: RAFAEL M
EATON TRANSMISSÕES Ltda meses fevereiro março abril Maio
semanas 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3Exames Saúde / Apresentação / Integração Conhecendo Setor / Revisão Bibliográfica
Ensaio de dureza / Ensaio de microdureza Estudo dos Processos de Tratamento Térmico
Análise Metalográfica / Set – Up Máquinas Estudo Manual Qualidade / Normas do ToTo
Estudo de Análise de Falhas Estudo de Deformação Térmica
Estudo de tensão residual do Shot Peening
REFERÊNCIAS BIBLIOGRÁFICAS
SOLICITAR COMPLEMENTO POR E-MAIL: Devido ao tamanho máximo do arquivo
não permite links extras.
1 MANUAIS DE EQUIPAMENTOS E DE TREINAMENTO PADRÃO PARA
OPERADORES DO SETOR TRATAMENTO TÉRMICO fonte : internet
2 SMITH, William Fortune. Structure and Properties of Engineering Alloys. Materials
Science and Engineering Series.
3 METALS HANDBOOK. Atlas of Microstructures of Industrial Alloys. Vol. 7. 8ª ed.
4 SILVA, Eduardo Prieto; SAVI Marcelo Amorim; SOEIRO, Francisco José. Minimização
de Tensões Residuais Geradas pelo Processo de Têmpera em Aços. Disponível em:
http://www.sbmac.org.br/bol/boletim_2002/silva-savi-soeiro-pacheco-4emc.pdf; acesso em
maio de 2007
5- Heat Treater´s Guide 2nd editon ASM International
6- ASM Handbook – vol 4 - Heat Treatment 9th edition7- IPT – Relatórios técnicos
159

ANEXO A-HISTÓRICO DA EMPRESA
TRANSMISSÕES EATON : UNIDADE TCA
TIPOS DE TRANSMISSÕES: (COMPLEMENTO ANEXO: solicitar).
Fundada nos Estados Unidos em 1911 por Joseph O. Eaton, A Corporação Eaton é
uma companhia industrial diversificada com vendas de 8,1 bilhões de dólares em 2003 e
9,8 bilhões em 2004, contando com 55.000 empregados e mais de 100 clientes. É líder em
sistemas de força hidráulico e pneumático, componentes para controle e distribuição
elétrica de qualidade, gerenciamento de sistemas de arrefecimento para motores de
combustão interna e transmissão de força e sistemas inteligentes de trem de força para
economia de combustível e segurança de caminhões.
A história da Eaton Transmissões Ltda iniciou no Brasil no ano de 1959 com a
Equipamentos Clarck Ltda, que foi adquirida pela Corporação Eaton em 1996, passando a
fazer parte de uma família de aproximadamente54 mil funcionários no mundo. A
Corporação está sediada em Cleveland, Ohio, nos Estados Unidos e atua em diversos
mercados, distribuídos em quatro grandes grupos no mundo inteiro: Fluid Power
(Componentes Hidráulicos e Pneumáticos); Electrical (Componentes de controle e
Distribuição de Energia Elétrica); Automotive (Componentes para a Indústria Automotiva)
e Truck (Componentes para Caminhões).
No Brasil, além das fábricas de Caxias do Sul, Valinhos e Mogi Mirim do Grupo
de Caminhões, a Eaton Corporation tem divisões dos outros três grupos: Componentes de
Controle e Distribuição Elétrica, no Rio e Janeiro; Componentes Automotivos, em São José
dos Campos, São Paulo; Componentes Hidráulicos e Pneumáticos, em Guaratinguetá e
Guarulhos, São Paulo.
A Eaton Caxias nasceu da aquisição da Pigozzi, que iniciou em 11 de julho de 1950,
quando os irmãos Ramiro e Ubaldino Pigozzi fundaram a Mecânica IRPI.
Disponibilizando de poucas máquinas teve como produtos iniciais trefiladores de fios para
correntes, máquinas de correntes e máquinas para fabricação de barris e, também,
engrenagens para máquinas.
160

Em 1º de Abril de 1955 a razão social da empresa foi alterada para PIGOZZI CIPOLLA
& CIA LTDA devido à sociedade empresarial contar com a presença de mais
um sócio. A partir deste momento a empresa teve sua produção voltada especialmente para
a fabricação de engrenagens, devido a sua excelente aceitação no mercado.
Durante muito tempo a empresa possuía suas instalações num prédio localizado no centro
de Caxias do Sul, até que em 1986 concluiu-se a transferência para a nova unidade
industrial, situada na RS 122 Km 87. No ano de 1988 novamente é alterada sua razão social
para Pigozzi S/A Engrenagens e Transmissões.
Em 1º de março de 2005 a empresa é adquirida pela Eaton que planeja tornar
esta a sua planta de equipamentos para caminhões agrícolas. A planta conta com uma área
de quase 280 mil m2, sendo que destes cerca de 25 mil m² são de áreas construídas,
desenvolvendo seus produtos com a participação de seus 420 colaboradores.
161

UNIVERSIDADE FEDERAL DE SANTA CATARINADEPARTAMENTO DE ENGENHARIA MECANICA
COORDENADORIA DE ESTAGIOS DO CURSO DE ENGENHARIA DE MATERIAISFone: (48) 3234-0084 – E-mail: [email protected]
PROGRAMA DE ATIVIDADES DE ESTÁGIOIDENTIFICAÇÃO:1. Nome do Aluno:.CRISTIAN ALEXANDRE DE MORAES......................................................
2. Matrícula: 06137602................Fase:.+ / - 4º.................................................
3.E-mail:[email protected] / [email protected]..................................
CARACTERÍSTICAS DO ESTÁGIO:4. Período:......18../...02.../2008... a ....23..../...05.../..2008........
5.Local:..EATON....TCA :TRANSMISSÕES E COMPONENTES AGRÍCOLAS.......................
5. Telefone: (048) 84074644 (054)84123349
7. Nome do Orientador: RAFAEL MALAVAZZI
8. Número de horas semanais de estágio: 40 horas semanais
9. 1º Estágio ( x )
ATIVIDADES QUE SERÃO DESENVOLVIDAS:
Acompanhar atividades do laboratório metalúrgico, com levantamento de SET-UP
Estando assim, em estágio no Setor de Tratamento Térmico, na TCA ou Divisão de
Transmissões e Componentes Agrícolas da Eaton Ltda, faremos um acompanhamento das
condições usuais de tratamento dos componentes buscando a certificação da qualidade
produtiva destes beneficiamentos.
Análise de Falhas
Caxias do Sul, 23 Maio de 2008
____________________ _______________________ ________________________ Orientador Estagiário Coord. Estágio
1ªVia Orientador 2ªVia Estagiário 3ªVia Coor. de Estágios
162