REDUÇÃO DE CUSTO DE UM PROCESSO DE INJEÇÃO … · Primeiramente são feitas 10 cronometragens...
15
REDUÇÃO DE CUSTO DE UM PROCESSO DE INJEÇÃO NUMA EMPRESA DE EMBALAGENS PLÁSTICAS ATRAVÉS DO ESTUDO DE TEMPOS E MÉTODOS Marcos Muller Costa Filho (UFC) [email protected] Heraclito Lopes Jaguaribe Pontes (UFC) [email protected] Fellipe Facanha Adriano (UFC) [email protected] É imprescindível para uma organização buscar sempre a excelência da sua atividade produtiva. Para isso, deve-se visar a redução dos custos produtivos sem comprometer a produtividade ou a qualidade de seus produtos. Nesse sentido, o estudo dde tempos e métodos é uma alternativa viável para se realizar a análise dos processos produtivos. A partir da utilização de suas ferramentas, como o gráfico homem/máquina e a determinação do tempo padrão, é possível observar oportunidades para melhorias no processo. Esse trabalho visa demonstrar como, através dessas duas abordagens, foi possível a redução de três funcionários do setor de injeção de uma empresa produtora de embalagens plásticas. Palavras-chaves: Estudo de Tempos e Métodos; Melhoria no Processo; Redução de Custos. XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
-
Upload
nguyencong -
Category
Documents
-
view
213 -
download
0
Transcript of REDUÇÃO DE CUSTO DE UM PROCESSO DE INJEÇÃO … · Primeiramente são feitas 10 cronometragens...

REDUÇÃO DE CUSTO DE UM
PROCESSO DE INJEÇÃO NUMA
EMPRESA DE EMBALAGENS
PLÁSTICAS ATRAVÉS DO ESTUDO DE
TEMPOS E MÉTODOS
Marcos Muller Costa Filho (UFC)
Heraclito Lopes Jaguaribe Pontes (UFC)
Fellipe Facanha Adriano (UFC)
É imprescindível para uma organização buscar sempre a excelência da
sua atividade produtiva. Para isso, deve-se visar a redução dos custos
produtivos sem comprometer a produtividade ou a qualidade de seus
produtos. Nesse sentido, o estudo dde tempos e métodos é uma
alternativa viável para se realizar a análise dos processos produtivos.
A partir da utilização de suas ferramentas, como o gráfico
homem/máquina e a determinação do tempo padrão, é possível
observar oportunidades para melhorias no processo. Esse trabalho
visa demonstrar como, através dessas duas abordagens, foi possível a
redução de três funcionários do setor de injeção de uma empresa
produtora de embalagens plásticas.
Palavras-chaves: Estudo de Tempos e Métodos; Melhoria no
Processo; Redução de Custos.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
Diante do cenário de intensa competitividade que o mundo dos negócios apresenta, a busca
por uma diferenciação de mercado se mostra, como a alternativa estratégia essencial para que
o desempenho de uma organização possa se sobressair aos dos demais concorrentes.
Dentre algumas possibilidades de diferenciação de mercado como o investimento em novas
tecnologias e a criação de novos produtos, pode-se citar também a redução dos custos
produtivos, que são os gastos gerados a partir da produção de um bem ou serviço.
Além de contribuir diretamente no aumento do lucro, a redução de custos é uma importante
fator de vantagem competitiva. A empresa que consegue alcança-la, tem a possibilidade de
trabalhar melhor seus preços. Dessa forma, poderá superar barreiras como os valores elevados
de frete, devido a uma posição geográfica desfavorável, além da possibilidade de se aplicar
preços mais “agressivos” procurando cada vez mais ganhar espaço no mercado.
Alcançar essa redução dos custo não é uma tarefa simples. Não são raros os casos em que,
para diminuir seus gastos, empresas optam por reduzir o quadro de funcionários ou adquirir
matéria primas mais baratas. É importante salientar que, a fim de que não se tenha nenhum
prejuízo de qualidade ou produtividade, antes de se tomar qualquer decisão desse gênero, seja
realizado um estudo, para que de forma planejada, torne-se possível alcançar as criar ações e
metas que se encaixem com as necessidades e a realidade da empresa.
É nesse contexto que se destacam as ferramentas de tempos e métodos que tem como
finalidade analisar as atividades do funcionário e aproveitar ao máximo de sua capacidade.
No caso do estudo dos métodos, dispõe-se de técnicas como a análise de processo produtivo,
gráfico de atividades, análise de operações e o estudo dos micro-movimentos. Já no estudo
dos tempos, destaca-se a avaliação do ritmo e determinação de tolerâncias, tempo médio e
tempo padrão das atividades.
Assim, o objetivo do presente trabalho é, através da realização de um estudo de caso,
apresentar uma alternativa para a redução de custos se utilizando da aplicação das ferramentas
de tempos, com a determinação do tempo padrão, e de métodos, desenvolvendo o gráfico
homem/máquina, numa empresa do ramo de injeção de embalagens plásticas de
polipropileno.
Em relação à metodologia, o trabalho é definido, quanto aos objetivos da pesquisa, como
exploratória, pois, segundo Santos (2002), estas se caracterizam por ser uma primeira
aproximação do tema, objetivando um maior conhecimento do fato ou fenômeno através da
realização de levantamentos bibliográficos e entrevistas com profissionais da área. Já a
pesquisa é considerada bibliográfica, pois utiliza total ou parcialmente informações já
elaboradas e publicadas por outros autores na forma de fontes bibliográficas como livros,
publicações periódicas, anais de congressos. (SANTOS, 2002)
2. Estudo de tempos
Devido a apresentação de amplos trabalhos no setor de racionalização do trabalho, Frederick
Winslow Taylor recebeu o título de “pai da organização científica” (MACHLINE et al.,
1974). Uma de suas mais destacadas contribuições foi o desenvolvimento do estudo de
tempos, que ele definiu como sendo o elemento da administração científica que torna possível
a transferência da habilidade da gestão para os operários (BARNES, 1963).

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Barnes (1963) descreve o estudo de tempos como sendo a ferramenta utilizada na
determinação do tempo necessário, para uma pessoa qualificada e bem treinada, trabalhando
em ritmo normal, consiga executar uma tarefa especificada. As finalidades do estudo de
tempos segundo Martins e Laugeni (1999) são:
Estabelecer padrões para os programas de produção.
Fornecer os dados para a determinação dos custos padrões.
Estabelecer o custo de um produto novo.
Fornecer dados para o estudo de balanceamento de estruturas de produção.
2.1 Cronometragem
A cronometragem sempre foi um recurso de imensa relevância para se mensurar o trabalho.
Para Barnes (1963), o método mais utilizado para se medir trabalho na indústria de hoje é a
cronometragem direta. Além disso, de acordo com Martins e Laugeni (1999) essa
metodologia continua sendo bastante aplicada para se estabelecer padrões produtivos e de
custos industriais.
Existem três tipos de leitura do cronômetro: contínua, repetitiva e acumulativa. O trabalho
opta pela adoção do segundo tipo, onde o cronômetro reiniciado, ou seja, seus ponteiros são
retornados a zero ao fim de cada atividade. Dessa forma a leitura é feita individualmente,
fornecendo tempos diretos sem necessidade de subtrações (BARNES, 1963).
2.2 Número de Ciclos a Serem Cronometrados
A quantidade de ciclos a serem cronometrados deve ser calculada para evitar que haja uma
falta ou um excesso de cronometragens. Existem diversas técnicas para se chegar á esse
número. Nesse estudo será utilizado o método proposto por Barnes (1963), considera que para
o cálculo do número necessário de cronometragens desejando-se um erro relativo em torno de
5% e 95% de confiabilidade deve-se utilizar a equação 1:
(1)
Onde:
N’ = Número necessário de observações;
Σx = Somatório dos tempos cronometrados;
Σx2 = Somatório do quadrado dos tempos cronometrados;
(Σx)2 = Quadrado do somatório dos tempos cronometrados.
Barnes (1963), também apresenta outra forma de se calcular a quantidade de ciclos a se
cronometrar. Primeiramente são feitas 10 cronometragens para ciclos de 2 minutos ou menos
e 5 cronometragens para ciclos de mais de 2 minutos. Depois calcula-se a amplitude R das
amostras, subtraindo-se o tempo de maior ciclo com o de menor ciclo. De posse da média das
amostras , calcula-se R/ . Então, utiliza-se esse resultado para se checar na tabela 1 qual a
quantidade necessária de ciclos a serem cronometrados.
Dados da amostra Dados da amostra Dados da amostra
(R/X) 5 10 (R/X) 5 10 (R/X) 5 10
.10 3 2 .42 52 30 .74 162 93
.12 4 2 .44 57 33 .76 171 98

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
.14 6 3 .46 63 36 .78 180 103
.16 8 4 .48 68 39 .80 190 108
.18 10 6 .50 74 42 .82 199 113
.20 12 7 .52 80 46 .84 209 119
.22 14 8 .54 86 49 .86 218 125
.24 17 10 .56 93 53 .88 229 131
.26 20 11 .58 100 57 .90 239 138
.28 23 13 .60 107 61 .92 250 143
.30 27 15 .62 114 65 .94 261 149
.32 30 17 .64 121 69 .96 273 156
.34 34 20 .66 129 74 .98 284 162
.36 38 22 .68 137 78 1.00 296 169
.38 43 24 .70 145 83
.40 47 27 .72 153 88
Fonte: Barnes (1963)
Tabela 1 – Número de leituras
2.3 Avaliação do Ritmo
A determinação do fator de ritmo é uma das fases mais importantes e difíceis do estudo de
tempos, pois o analista precisa julgar a velocidade do operador enquanto estiver fazendo o
estudo. Barnes (1963) define a avaliação de ritmo como sendo o processo durante o qual o
analista de estudo de tempos compara o ritmo do operador em observação com o seu próprio
conceito de ritmo normal.
Barnes (1963) afirma que existem vários tipos de sistemas de avaliação de ritmo. No entanto,
será descrito apenas a utilizada no presente estudo, que é o Sistema Westinghouse para
Avaliação do Ritmo, que consiste num sistema com quatro fatores para estimar a eficiência do
operador: habilidade, esforço, condições e consistência. É utilizada uma tabela (2) com
valores numéricos para cada fator e o tempo selecionado obtido através do estudo de tempos é
normalizado com a soma das avaliações dos quatro fatores.
Fonte: Maynard (1970)
Tabela 2 – Fatores de ritmo do Sistema Westinghouse
2.4 Tolerâncias
Martins e Laugeni (1999), considera dois tipos de tolerância: para atendimento à necessidades
pessoais e para alívio de fadiga. Para a primeira, determina que é suficiente um tempo entre
10 e 25 minutos, por dia de trabalho, o que corresponde a aproximadamente 5% das oito
horas.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
Já para o alívio de fadiga, é considerado que condições ambientais como ruído, iluminação
insuficiente, altas temperaturas, entre outros, são fatores que geram fadiga. Segundo Barnes
(1963), as tolerâncias para fadiga, é considerado um descanso durante a manhã e um durante a
tarde que duram entre 5 a 15 minutos cada um.
2.5 Tempo Padrão
Martins e Laugeni (1999) especifica várias etapas para se calcular o tempo padrão como pode
ser visto a seguir:
Definir o método da operação e dividir a operação em elementos;
Treinar o operador para que ele desenvolva o trabalho de acordo com o estabelecido;
Elaborar um desenho esquemático da peça e do local de trabalho;
Realizar cronometragem preliminar para obter os dados necessários à determinação do
número necessário de amostras;
Realizar as n cronometragens e determinar o tempo médio (TM);
Avaliar o fator de ritmo (velocidade) da operação e determinar o tempo normal (TN);
Determinar as tolerâncias para fadiga e para as necessidades pessoais;
Determinar o tempo padrão da operação (TP).
O tempo médio (TM) é calculado a partir da média das n cronometragens realizadas. A partir
daí é calculado o tempo normal (TN), como segue na fórmula 2:
TN = TM x V (2)
Onde:
TN = Tempo Normal
TM = Tempo Médio
V = Velocidade Média do Operador (Ritmo do Operador)
Por fim, chega-se a fórmula do tempo padrão definida por (fórmula 3):
TP = TN x FT (3)
Onde:
TP = Tempo Padrão
TN = Tempo Normal
FT = Fator de Tolerância
3. Estudo de métodos
Para Machline et al. (1974), o principal foco de um estudo de movimentos é identificar os
elementos que compõem os movimentos do operador e, a partir disso, fazer uma melhoria do
método. Dessa forma, o estudo de movimento proporciona o elemento qualitativo da
racionalização do trabalho, enquanto o estudo de tempo representa o elemento quantitativo.
O estudo do método é a parte da administração científica que tem as mais diretas
contribuições para o projeto do trabalho. Ele é mais uma abordagem sistemática do projeto do
trabalho do que o conjunto de técnicas (SLACK et al., 2002)..
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
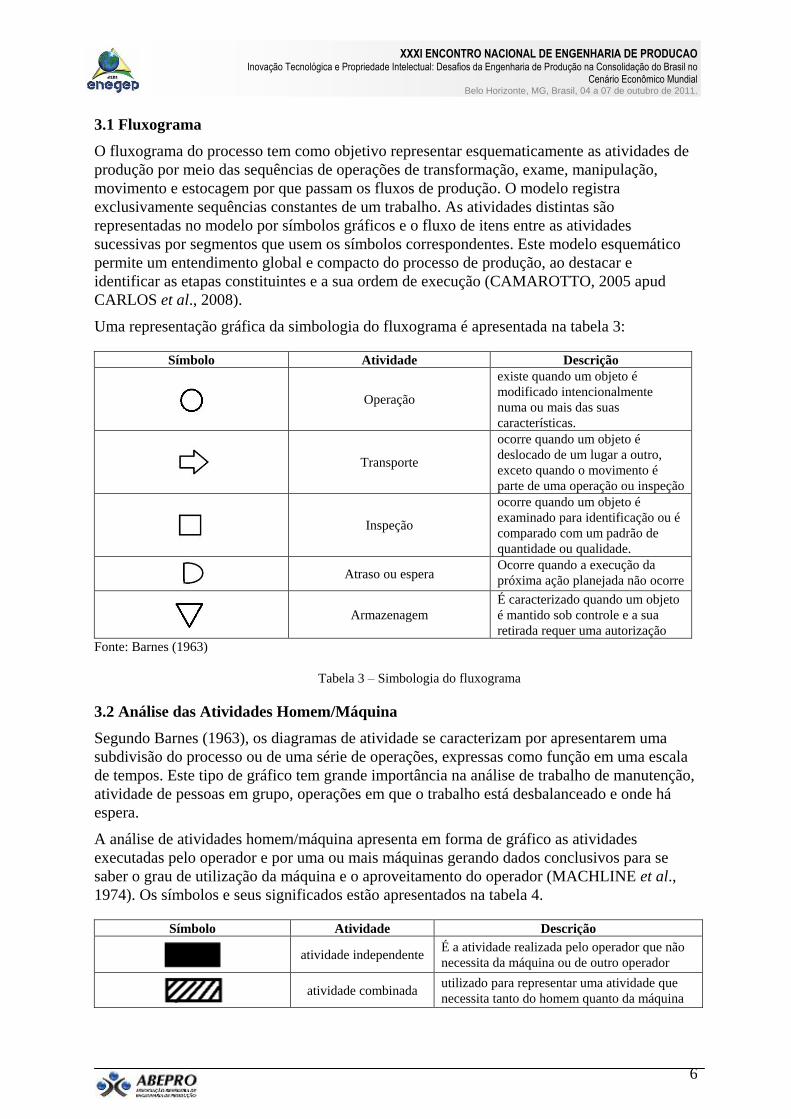
3.1 Fluxograma
O fluxograma do processo tem como objetivo representar esquematicamente as atividades de
produção por meio das sequências de operações de transformação, exame, manipulação,
movimento e estocagem por que passam os fluxos de produção. O modelo registra
exclusivamente sequências constantes de um trabalho. As atividades distintas são
representadas no modelo por símbolos gráficos e o fluxo de itens entre as atividades
sucessivas por segmentos que usem os símbolos correspondentes. Este modelo esquemático
permite um entendimento global e compacto do processo de produção, ao destacar e
identificar as etapas constituintes e a sua ordem de execução (CAMAROTTO, 2005 apud
CARLOS et al., 2008).
Uma representação gráfica da simbologia do fluxograma é apresentada na tabela 3:
Símbolo Atividade Descrição
Operação
existe quando um objeto é
modificado intencionalmente
numa ou mais das suas
características.
Transporte
ocorre quando um objeto é
deslocado de um lugar a outro,
exceto quando o movimento é
parte de uma operação ou inspeção
Inspeção
ocorre quando um objeto é
examinado para identificação ou é
comparado com um padrão de
quantidade ou qualidade.
Atraso ou espera
Ocorre quando a execução da
próxima ação planejada não ocorre
Armazenagem
É caracterizado quando um objeto
é mantido sob controle e a sua
retirada requer uma autorização
Fonte: Barnes (1963)
Tabela 3 – Simbologia do fluxograma
3.2 Análise das Atividades Homem/Máquina
Segundo Barnes (1963), os diagramas de atividade se caracterizam por apresentarem uma
subdivisão do processo ou de uma série de operações, expressas como função em uma escala
de tempos. Este tipo de gráfico tem grande importância na análise de trabalho de manutenção,
atividade de pessoas em grupo, operações em que o trabalho está desbalanceado e onde há
espera.
A análise de atividades homem/máquina apresenta em forma de gráfico as atividades
executadas pelo operador e por uma ou mais máquinas gerando dados conclusivos para se
saber o grau de utilização da máquina e o aproveitamento do operador (MACHLINE et al.,
1974). Os símbolos e seus significados estão apresentados na tabela 4.
Símbolo Atividade Descrição
atividade independente
É a atividade realizada pelo operador que não
necessita da máquina ou de outro operador
atividade combinada
utilizado para representar uma atividade que
necessita tanto do homem quanto da máquina

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
Espera
é utilizado quando o operador está parado
aguardando o término do processo, ou a
máquina está parada esperando o operador.
Fonte: Martins e Laugeni (1999)
Tabela 4 – Simbologia utilizado no gráfico homem/máquina
4. Estudo de caso
4.1 A empresa
Situada na região metropolitana de Fortaleza, a empresa atua no mercado de embalagens
plásticas. A empresa possui no total 70 funcionários distribuídos nos setores de injeção,
impressão, serviços gerais, almoxarifado, desenvolvimento humano, logística, controle,
manutenção, expedição, vendas, laboratório, segurança patrimonial e coordenação.
Sua produção é, basicamente, baldes plásticos para alimentos e tintas. Sua principal matéria-
prima é o polipropileno (PP). A utilização desse material proporciona uma grande
versatilidade ao processo produtivo da empresa, possibilitando a produção dos mais diversos
tipos de produtos de diferentes tamanhos e formas sendo necessário, apenas, utilizar o
maquinário ideal.
A primeira etapa do processo de produção é a injeção. Utilizando o polipropileno e o máster,
produto responsável pela mudança de coloração, essas injetoras produzem os baldes, além de
seus dois componentes, tampa e alça. Para isso, dentro delas são colocados moldes que dão
forma aos produtos.
Após o processo de injeção, vem o setor de impressão dos baldes. Com duas impressoras,
uma imprimindo baldes de 16 litros e 18 litros e a outra baldes de 3,6 litros, esse setor é
responsável por aplicar ao produto a arte do cliente.
Em seguida, a área impressa sofre aquecimento para a secagem da tinta e então, os baldes
caem em uma esteira seguindo para inspeção de falhas de impressão ou até mesmo de injeção.
Por último, eles são empilhados e colocadas as alças sendo, logo após, colocados em um
pallet seguindo então para o setor de expedição onde serão estocados.
Para um melhor entendimento de como funcionam os processos produtivos da empresa, foi
elaborado um fluxograma, como pode-se observar na figura 1, apresentando a seqüência de
operações do chão de fábrica.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
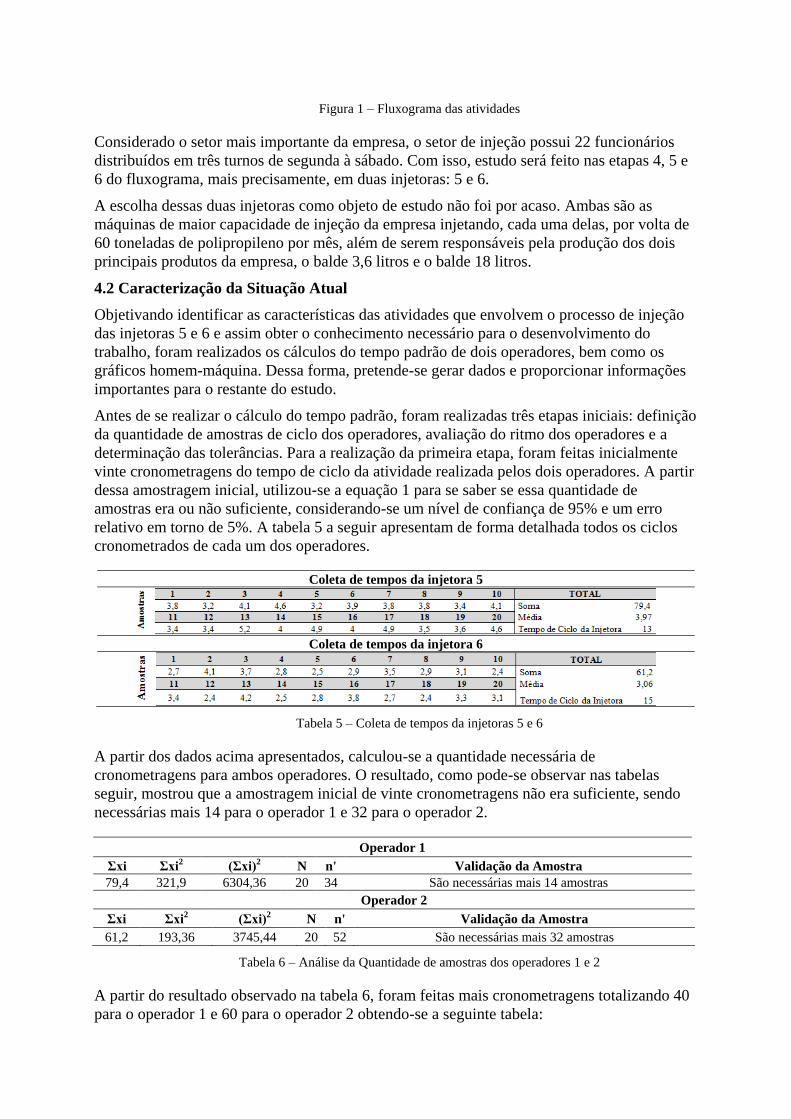
Figura 1 – Fluxograma das atividades
Considerado o setor mais importante da empresa, o setor de injeção possui 22 funcionários
distribuídos em três turnos de segunda à sábado. Com isso, estudo será feito nas etapas 4, 5 e
6 do fluxograma, mais precisamente, em duas injetoras: 5 e 6.
A escolha dessas duas injetoras como objeto de estudo não foi por acaso. Ambas são as
máquinas de maior capacidade de injeção da empresa injetando, cada uma delas, por volta de
60 toneladas de polipropileno por mês, além de serem responsáveis pela produção dos dois
principais produtos da empresa, o balde 3,6 litros e o balde 18 litros.
4.2 Caracterização da Situação Atual
Objetivando identificar as características das atividades que envolvem o processo de injeção
das injetoras 5 e 6 e assim obter o conhecimento necessário para o desenvolvimento do
trabalho, foram realizados os cálculos do tempo padrão de dois operadores, bem como os
gráficos homem-máquina. Dessa forma, pretende-se gerar dados e proporcionar informações
importantes para o restante do estudo.
Antes de se realizar o cálculo do tempo padrão, foram realizadas três etapas iniciais: definição
da quantidade de amostras de ciclo dos operadores, avaliação do ritmo dos operadores e a
determinação das tolerâncias. Para a realização da primeira etapa, foram feitas inicialmente
vinte cronometragens do tempo de ciclo da atividade realizada pelos dois operadores. A partir
dessa amostragem inicial, utilizou-se a equação 1 para se saber se essa quantidade de
amostras era ou não suficiente, considerando-se um nível de confiança de 95% e um erro
relativo em torno de 5%. A tabela 5 a seguir apresentam de forma detalhada todos os ciclos
cronometrados de cada um dos operadores.
Coleta de tempos da injetora 5
Coleta de tempos da injetora 6
Tabela 5 – Coleta de tempos da injetoras 5 e 6
A partir dos dados acima apresentados, calculou-se a quantidade necessária de
cronometragens para ambos operadores. O resultado, como pode-se observar nas tabelas
seguir, mostrou que a amostragem inicial de vinte cronometragens não era suficiente, sendo
necessárias mais 14 para o operador 1 e 32 para o operador 2.
Operador 1
Σxi Σxi2 (Σxi)
2 N n' Validação da Amostra
79,4 321,9 6304,36 20 34 São necessárias mais 14 amostras
Operador 2
Σxi Σxi2 (Σxi)
2 N n' Validação da Amostra
61,2 193,36 3745,44 20 52 São necessárias mais 32 amostras
Tabela 6 – Análise da Quantidade de amostras dos operadores 1 e 2
A partir do resultado observado na tabela 6, foram feitas mais cronometragens totalizando 40
para o operador 1 e 60 para o operador 2 obtendo-se a seguinte tabela:

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
Cronometragem do operador 1
Cronometragem do operador 2
Tabela 7 – Cronometragens do operadores 1 e 2
O próximo passo para a determinação do tempo padrão foi realizar uma avaliação de ritmo
dos operadores. Para tal, foi escolhido o sistema Westinghouse de avaliação de ritmo, pois
este abrange quatro pontos importantes: habilidade, esforço, condições e consistência.
Avaliando-se os operadores de acordo com esses quatro fatores, foi montadas a tabela 8.
Ritmo do operador 1 Habilidade Esforço
0,00 D Média -0,04 E1 Razoável
Condições Consistência
-
0,03 E Razoáveis 0,00 D Média
Ritmo do operador 2
Habilidade Esforço
+0,03 C2 Bom 0,00 D Médio
Condições Consistência
-0,03 E Razoáveis 0,00 D Média
Tabela 8 – Determinação do ritmo dos operadores 1 e 2
Quanto a determinação das tolerâncias, considerou-se que cada operador, em uma jornada de
trabalho de 8 horas diárias, necessita de 24 minutos, ou seja, 5% do seu tempo para realizar
suas necessidades pessoais, sendo essa a tolerância pessoal.
Já a tolerância para fadiga, definiu-se que o operador faz duas paradas de descanso, uma no
meio da manhã e outra no meio da tarde com duração aproximadamente de 10 minutos cada,
totalizando 20 minutos diários. Isso corresponde a 4% das 8 horas de trabalho. Dessa forma,
será considerado para ambos operadores uma tolerâncias de 9%.
Realizadas as três etapas iniciais, pode-se chegar ao cálculo do tempo padrão. Primeiramente
será calculado o tempo normal, definido pela equação 2 e após isso, o cálculo do tempo
normal dos dois operadores, será calculado o tempo padrão, utilizando-se a equação 3:

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
Operador Tempo normal (s) Tempo padrão (s)
1 4,03 x 0,93 = 3,75 3,75 x (100/100 – 9) = 4,12
2 3,08 x 1,00 = 3,08 3,08 x (100/100 – 9) = 3,38
Tabela 9 – Cálculo de tempo normal e padrão para operador 1 e 2
Após se obter o tempo padrão de cada um dos operadores, foi desenvolvido o gráfico homem
máquina. Ele objetiva apresentar a taxa de utilização de cada um dos componentes da
atividade em análise. Nos dois casos, tanto da injetora 5 como da 6, existem três
componentes: o operador, a injetora e a esteira.
Como foi observado no tempo padrão, os dois operadores tiveram tempos de ciclo coletados
diferentes, o que fornece uma taxa de utilização diferente para ambos, além do fato da injetora
6 ter um tempo de ciclo maior que a 5, por se tratar de produtos de diferentes volumes. A
tabela a seguir representa os gráficos homem-máquina dos dois operadores.
Gráfico Homem-Máquina Operador 1
Gráfico Homem-Máquina Operador 2
Tabela 10 – Gráfico Homem-Máquina para ambos os operadores
4.3 Identificação de Oportunidades de Melhoria
A partir da aplicação das ferramentas de tempos e métodos na etapa anterior, identificou-se
oportunidades de melhoria. O cálculo do tempo padrão dos operadores mostra que ambos
realizam suas atividades com tempo bem menor que o tempo de ciclo das máquinas como
pode ser observado na tabela 11.
Tabela 11 – Comparativo Tempo Padrão e Tempo de Ciclo
Esse fato também pode ser notado ao se analisar o gráfico homem-máquina dos dois
operadores. A tabela 12 é marcada pela baixa utilização de ambos operadores.
Resumo Gráfico Homem-Máquina Operador 1
Operador Tempo Padrão (s) Tempo de Ciclo da Injetora (s) Tempo Livre (s)
1 4,1 13 8,9
2 3,4 15 11,6

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
Resumo Gráfico Homem-Máquina Operador 2
Tabela 12 – Resumo do Gráfico Homem-Máquina para os operadores 1 e 2
A partir desses dados, percebe-se que um único operador seria suficiente para fazer a
operações de inspeção e empilhamento das duas injetoras. Para se checar essa possibilidade,
foi feito o desenho do ambiente em estudo para facilitar a análise do mesmo.
Layout atual das injetoras 5 e 6 Layout proposto para as injetoras 5 e 6
Figura 2 – Vistas superior do Layout atual versus proposta de novo layout para as injetoras 5 e 6
A partir daí observou-se que, com a mudança da esteira do lado esquerdo da injetora 6 para o
seu lado direito, seria possível fisicamente que um operador a inspeção e empilhamento como
pode ser observado na figura 2.
Após se notar uma possibilidade física de um único operador realizar as atividades das
injetoras 5 e 6, foi realizado um novo estudo de tempos e métodos para se checar se essa
mudança é realmente viável.
4.3 Aplicação da Mudança Proposta
Para analisar a viabilidade da proposta, foi testado um único operador trabalhando nas duas
injetoras, como proposto na figura 2. Foram então feitas 40 novas cronometragens do tempo
de ciclo para essa nova atividade como pode ser observado na tabela 13.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
Tabela 13 – No Coleta de Dados de 1 Operador nas Injetoras 5 e 6
Em seguida, validou-se a quantidade de cronometragens através da equação 1.
Σxi Σxi2 (Σxi)
2 N n' Validação da Amostra
176,4 787,5 31117 40 20 A quantidade de amostras é suficiente
Tabela 14 – Validação da quantidade de amostragens para injetoras 5 e 6
Foi feita uma análise do ritmo da nova operação. A habilidade foi considerada boa, enquanto
as condições e a consistência razoáveis e média, respectivamente.
Habilidade Esforço
+0,03 C2 Bom +0,05 C1 Bom
Condições Consistência
-0,03 E Razoáveis 0,00 D Média
Tabela 15 – Análise do Ritmo do Operador Injetora 5 e 6
Quanto à tolerâncias, foram consideradas as mesmas que haviam sido utilizadas, ou seja, 5%
para tolerâncias pessoais e 4% para tolerância de para fadiga. Entendeu-se que, mesmo
trabalhando mais, os 20 minutos diários definidos para descanso seriam suficientes para o
operador. Dessa forma, considerou-se uma tolerância total de 9% para a nova operação.
A partir desses dados calculou-se o novo tempo normal e tempo padrão, como pode ser
observado a seguir.
TN = 4,41 x 1,05 = 4,63s
TP = 4,63 x (100/100 – 9) = 5,09s
Assim, chega-se ao tempo padrão de, aproximadamente, 5,1 segundos para o operador
trabalhando em duas injetoras ao mesmo tempo.
Outra análise importante a ser feita para se checar a viabilidade da mudança proposta é o
gráfico homem-máquina para a nova operação, já que este apresenta a porcentagem de
utilização do operador e da máquina. Essa ferramenta pode ser observado na tabela 16.
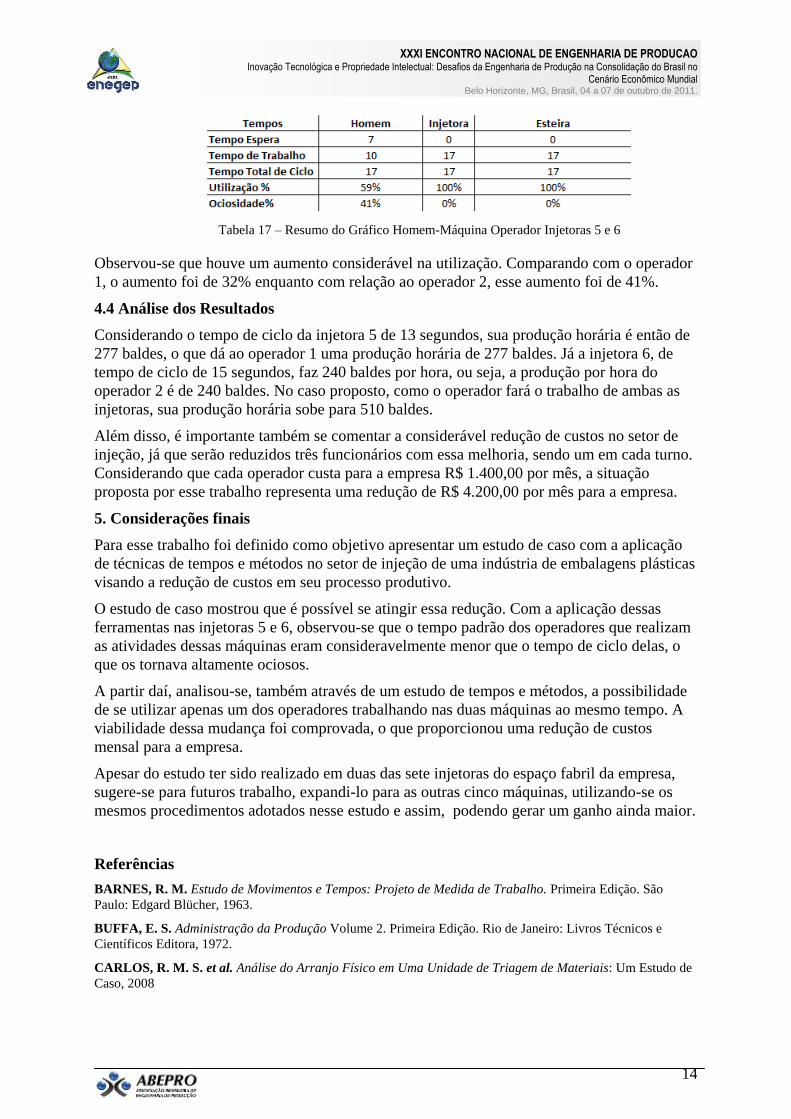
Tabela 16 – Gráfico Homem-Máquina da Proposta
A partir desse gráfico, pode-se notar o aumento na utilização do operador, o que pode ser
comprovado na tabela 17.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
14
Tabela 17 – Resumo do Gráfico Homem-Máquina Operador Injetoras 5 e 6
Observou-se que houve um aumento considerável na utilização. Comparando com o operador
1, o aumento foi de 32% enquanto com relação ao operador 2, esse aumento foi de 41%.
4.4 Análise dos Resultados
Considerando o tempo de ciclo da injetora 5 de 13 segundos, sua produção horária é então de
277 baldes, o que dá ao operador 1 uma produção horária de 277 baldes. Já a injetora 6, de
tempo de ciclo de 15 segundos, faz 240 baldes por hora, ou seja, a produção por hora do
operador 2 é de 240 baldes. No caso proposto, como o operador fará o trabalho de ambas as
injetoras, sua produção horária sobe para 510 baldes.
Além disso, é importante também se comentar a considerável redução de custos no setor de
injeção, já que serão reduzidos três funcionários com essa melhoria, sendo um em cada turno.
Considerando que cada operador custa para a empresa R$ 1.400,00 por mês, a situação
proposta por esse trabalho representa uma redução de R$ 4.200,00 por mês para a empresa.
5. Considerações finais
Para esse trabalho foi definido como objetivo apresentar um estudo de caso com a aplicação
de técnicas de tempos e métodos no setor de injeção de uma indústria de embalagens plásticas
visando a redução de custos em seu processo produtivo.
O estudo de caso mostrou que é possível se atingir essa redução. Com a aplicação dessas
ferramentas nas injetoras 5 e 6, observou-se que o tempo padrão dos operadores que realizam
as atividades dessas máquinas eram consideravelmente menor que o tempo de ciclo delas, o
que os tornava altamente ociosos.
A partir daí, analisou-se, também através de um estudo de tempos e métodos, a possibilidade
de se utilizar apenas um dos operadores trabalhando nas duas máquinas ao mesmo tempo. A
viabilidade dessa mudança foi comprovada, o que proporcionou uma redução de custos
mensal para a empresa.
Apesar do estudo ter sido realizado em duas das sete injetoras do espaço fabril da empresa,
sugere-se para futuros trabalho, expandi-lo para as outras cinco máquinas, utilizando-se os
mesmos procedimentos adotados nesse estudo e assim, podendo gerar um ganho ainda maior.
Referências
BARNES, R. M. Estudo de Movimentos e Tempos: Projeto de Medida de Trabalho. Primeira Edição. São
Paulo: Edgard Blücher, 1963.
BUFFA, E. S. Administração da Produção Volume 2. Primeira Edição. Rio de Janeiro: Livros Técnicos e
Científicos Editora, 1972.
CARLOS, R. M. S. et al. Análise do Arranjo Físico em Uma Unidade de Triagem de Materiais: Um Estudo de
Caso, 2008

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
15
MACHLINE, C.; MOTTA, I. S.; WEIL, K. E.; SCHOEPS, W. Manual de Administração da Produção
Volume 1. Segunda Edição. Rio de Janeiro: Editora da Fundação Getúlio Vargas, 1974.
MARTINS, P. G.; LAUGENI, F. P. Administração da Produção. Primeira Edição. São Paulo: Saraiva, 1999.
MAYNARD, H. B. Manual de Engenharia de Produção: Técnicas de Medida de Trabalho. Primeira Edição.
São Paulo: Edgard Blücher, 1970.
SANTOS, A. R. Metodologia Científica: A Construção do Conhecimento. Quinta Edição. Rio de Janeiro:
DP&A, 2002.
SLACK. N. et al. Administração da Produção. Segunda Edição. São Paulo: Atlas, 2002.