
PROPOSTA PARA ESTIMAÇÃO DO TEMPO DE CICLO DO...
79
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO BACHARELADO EM ENGENHARIA DE PRODUÇÃO ARTHUR NUNES SANTANA PROPOSTA PARA ESTIMAÇÃO DO TEMPO DE CICLO DO PEDIDO (ORDER LEAD TIME) PARA IMPORTAÇÃO DE COMPONENTES PARA INDÚSTRIA AUTOMOTIVA TRABALHO DE CONCLUSÃO DE CURSO PONTA GROSSA 2016
Transcript of PROPOSTA PARA ESTIMAÇÃO DO TEMPO DE CICLO DO...
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS PONTA GROSSA
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO
BACHARELADO EM ENGENHARIA DE PRODUÇÃO
ARTHUR NUNES SANTANA
PROPOSTA PARA ESTIMAÇÃO DO TEMPO DE CICLO DO PEDIDO
(ORDER LEAD TIME) PARA IMPORTAÇÃO DE COMPONENTES
PARA INDÚSTRIA AUTOMOTIVA
TRABALHO DE CONCLUSÃO DE CURSO
PONTA GROSSA
2016
ARTHUR NUNES SANTANA
PROPOSTA PARA ESTIMAÇÃO DO TEMPO DE CICLO DO PEDIDO
(ORDER LEAD TIME) PARA IMPORTAÇÃO DE COMPONENTES
PARA INDÚSTRIA AUTOMOTIVA
Trabalho de Conclusão de Curso de Graduação, apresentado como requisito parcial à obtenção do título de Bacharel em Engenharia de Produção, da Universidade Tecnológica Federal do Paraná. Orientador: Prof. Dr. Luis Maurício Resende
PONTA GROSSA
2016


Dedico este trabalho à minha família, que jamais desistiu de me apoiar, aos meus amigos, que em meio a tantas brincadeiras e piadas, sempre apostaram na conclusão do meu curso e à Deus, por toda resiliência e força de vontade, quando sozinho eu já não tinha mais ânimo.

AGRADECIMENTOS
Certamente estes parágrafos não irão atender a todas as pessoas que
fizeram parte dessa importante fase de minha vida. Desde o início desta caminhada,
em 2003 na verdade, início do ensino médio no CEFET-PR, quando conheci vários
dos professores e amigos que ainda me acompanham. Então passando pelos cursos
de Tecnologia em Processo de Fabricação Mecânica, Engenharia de Computação,
um intercâmbio ali na Austrália pelo Ciência sem Fronteiras até chegar aqui, é muito
gostoso perceber a quantidade de gente que completa essa linha de chegada
comigo, carregando este bastão.
Agradeço a minha família pelos imensos esforços para que este dia
chegasse.
Aos meus amigos do Ensino Médio do CEFET-PR, da Primeira Igreja
Presbiteriana de Ponta Grossa, da UTFPR Curitiba, UTFPR Ponta Grossa, do
Ciência sem Fronteiras, do estágio (Chefe, Mi, Paty, Gabriel, Cames, Mateus e os
demais), do trabalho e todos aqueles espalhados ao redor do mundo, que sempre
me apoiaram, me fizeram rir e me divertir com a demorada, mas tão aguardada data
que é este dia.
Agradeço ao meu amigo e orientador Prof. Dr. Luís Maurício, quem me fez
olhar além do horizonte lá em 2006, me encorajando a ir mais longe, alguém que faz
toda diferença na minha vida, sempre me incentivando, guiando e compartilhando
momentos excepcionais.
Aos meus colegas de sala, vocês morarão para sempre no meu coração.
Agradeço também aos professores de todos os cursos pelos quais passei e
também por aqueles que não fui aluno de forma direta, por todo ensino, aprendizado
e momentos de descontração. As noites de estudo não foram perdidas.
A Secretaria do CEFET-PR/UTFPR, pela cooperação ao longo desses 12
anos como aluno e os vários requerimentos analisados.
Enfim, a todos os que por algum motivo contribuíram para a realização desta
pesquisa.
Portanto, desde já peço desculpas àquelas que não estão presentes entre
essas palavras, mas elas podem estar certas que fazem parte do meu pensamento,
gratidão e orações. Este dia nunca teria chego sem a força de cada um de vocês.
Muito obrigado a todos vocês.

“De novo, você não pode ligar os pontos olhando para o futuro, você só pode ligá-los olhando para o passado. Então você tem que confiar que os pontos vão, de alguma maneira se ligar no futuro. Você tem que confiar em alguma coisa, seu Deus, destino, vida, karma, qualquer coisa. Porque acreditar que os pontos vão se ligar em algum momento vai te dar confiança para seguir seu coração, mesmo que te leve para um caminho diferente do previsto. E isso fará toda a diferença. (JOBS, Steve, 2005)

RESUMO
SANTANA, A. N. Proposta de mensuração do tempo de ciclo do pedido (order lead time) para importação de componentes para uma indústria automotiva. 2016. 79 páginas. Trabalho de Conclusão de Curso (Bacharelado em Engenharia de Produção) – Universidade Tecnológica Federal do Paraná. Ponta Grossa, 2016.
A determinação dos fatores que possam intervir no bom desempenho dos processos industriais é crucial para sobrevivência de qualquer empresa. Com isso faz-se necessário o desenvolvimento de métricas, indicadores e modelos que possam prever determinadas situações. Neste trabalho, foi desenvolvido uma metodologia que pudesse através de cartas de controle estatístico de processo, mensurar o tempo de ciclo de pedido para uma cadeia de suprimentos imediata, ou seja, desde o momento da realização do pedido ao fornecedor internacional localizado no continente europeu, passando por todos os processos de transporte logístico, até a entrega na porta do cliente final, neste caso, a própria indústria importadora, localizada no estado do Paraná, Brasil. Com mais de 800 amostras fornecidas por uma empresa da região, foi possível determinar um tempo de ciclo do pedido com média de 47,20 dias com desvio padrão de 5,662 dias. Palavras-chave: Cadeia de Suprimentos Imediata. Tempo de ciclo do pedido. Importação Europa. Indústria Automotiva. Transporte Logístico.

ABSTRACT
SANTANA. A. N. Proposal for measuring importation process order lead time for an automotive industry. 2016. 79 pages. Trabalho de Conclusão de Curso (Bacharelado em Engenharia de Produção) – Universidade Tecnológica Federal do Paraná. Ponta Grossa, 2016.
Determining the factors that may intervene in the good performance of a industrial processes it is critical for any company survive. Thus it is necessary to develop metrics, indicators and models that can predict certain situations. In this work aim to developed a methodology that could through statistical control charts process, measure the order lead time for an immediate supplie chain, that is, from the time which the order is placed to international supplier, in this case located in Europe, going through all the logistical transport processes, to the delivery at the end client, in this case, the importing industry, which is located in the state of Parana, Brazil. Through more than 800 samples from a company located in the área, it was possible to determine a order lead time of mean of 47,20 days and standard deviation of 5,662 days. Keywords: Immediate Supply chain. Order lead time. Importation process Europe. Automotive industry. Logistic transportation.

LISTA DE ILUSTRAÇÕES
Figura 1 – Classificação da cadeia de suprimentos em três níveis ........................ 16 Figura 2 – Malha ferroviária do estado do Paraná .................................................. 22 Figura 3 – Comparativo de capacidade de transporte de carga entre diferentes modais ..................................................................................................................... 24 Figura 4 – Maior navio cargueiro do mundo ............................................................ 25 Figura 5 – Comparativo do consumo de combustível entre diferentes modais ...... 26 Figura 6 - Fluxograma do processo de importação brasileiro ................................. 29 Figura 7 – Elementos que compõe o tempo total do ciclo do pedido ...................... 34 Figura 8 – Elementos que compõe o tempo total do ciclo do pedido ...................... 35 Figura 9 – Gráfico de Distribuição Normal em forma de sino ................................. 40 Figura 10 – Gráfico de Distribuição Normal e Desvios Padrão ............................... 40 Figura 11 – Gráfico de Distribuição Normal e Limites de Especificação ................. 43 Figura 12 – Etapas que compõe o processo de importação Rotterdam – Paranaguá ........................................................................................................................ 48 Figura 13 - Gráfico de controle para valores individuais e amplitudes móveis no processo de coleta de remessas no fornecedor ..................................................... 50 Figura 14 - Gráfico de controle para valores individuais e amplitudes móveis no processo de coleta de remessas no fornecedor após remoção de causas especiais ........................................................................................................................ 51 Figura 15 – Teste de normalidade de Anderson-Darling no processo de coleta das remessas no fornecedor. ......................................................................................... 52 Figura 16 – Histograma do processo de Recebimento da Remessa e Aprovação pelo Despachante Aduaneiro. ......................................................................................... 53 Figura 17 – Gráfico de controle para valores individuais e amplitudes móveis no processo de embarque das cargas. ........................................................................ 55 Figura 18 – Gráfico de controle para valores individuais e amplitudes móveis no processo de embarque das cargas após remoção de causas especiais ................ 56 Figura 19 – Teste de normalidade de Anderson-Darling no processo de de embarque das cargas após remoção de causas especiais ...................................................... 57 Figura 20 – Gráfico resumo para análise de tempo de trânsito através do modal marítimo ................................................................................................................... 58 Figura 21 – Gráfico de controle para valores individuais e amplitudes móveis no processo de tempo de trânsito através do modal marítimo .................................... 59 Figura 22 – Gráfico resumo para análise de tempo de trânsito através do modal marítimo após a remoção das causas especiais .................................................... 60 Figura 23 – Teste de normalidade de Anderson-Darling do processo de de tempo de trânsito através do modal marítimo após remoção de causas especiais ............... 60 Figura 24 – Gráfico de no processo de de tempo de trânsito através do modal marítimo .................................................................................................................. 61 Figura 25 – Gráfico resumo do processo de tempo de trânsito através do modal aéreo ....................................................................................................................... 62 Figura 26 - Gráfico resumo do processo de Recebimento da Remessa até Registro do Numerário e da DI ............................................................................................. 63 Figura 27 - Gráfico de controle para valores individuais e amplitudes móveis do processo de Recebimento da Remessa até Registro do Numerário e da DI ......... 64

Figura 28 - Gráfico de controle para valores individuais e amplitudes móveis do processo de Alfândega e Canal de Parametrização ............................................... 65 Figura 29 - Gráfico de Pareto do Canal escolhido pela Receita Federal ................ 65 Figura 30 - Gráfico de controle para valores individuais e amplitudes móveis do processo de Parametrização somente do Canal Verde .......................................... 66 Figura 31 - Gráfico de controle para valores individuais e amplitudes móveis do processo de transporte até o destino final .............................................................. 67

LISTA DE TABELAS
Tabela 1 - Características de desempenho no transporte logístico ........................ 20 Tabela 2 – Razões para reprovação da documentação no processo de Recebimento da Remessa e Aprovação ....................................................................................... 54 Tabela 3 – Média e desvio padrão em dias para cada etapa ................................. 68 Tabela 4 – Média e desvio padrão em dias das etapas necessários para o processo de importação até o Porto de Paranaguá ............................................................... 70 Tabela 5 – Média e desvio padrão em dias das etapas necessários para o processo de importação até o Santos .................................................................................... 71

LISTA DE ABREVIATURAS, SIGLAS E ACRÔNIMOS
LISTA DE ABREVIATURAS
PNG RTM
Porto de Paranaguá Porto de Rotterdam
SAN
Porto de Santos
LISTA DE SIGLAS
CSCMP DI IC ICMS LI
Council of Supply Chain Managemetn Professional Declaração de Importação Intervalo de Confiança Imposto sobre Circulação de Bens e Serviços Licença de Importação
LIC LC LSC SCM SPC
Supply Chain Management Statistics Process Control
LISTA DE ACRÔNIMOS
CEP Controle Estatístico do Processo

SUMÁRIO
1.1PROBLEMA ...................................................................................................... 131.2MOTIVAÇÃO ..................................................................................................... 141.3OBJETIVO ........................................................................................................ 141.3.1Objetivos Específicos ...................................................................................... 141.4 JUSTIFICATIVA ................................................................................................ 142 REFERENCIAL TEÓRICO ................................................................................... 142.1GESTÃO DA CADEIA DE SUPRIMENTOS (SCM) .......................................... 162.2TRANSPORTE LOGÍSTICO ............................................................................. 182.2.1Modais de Transporte ..................................................................................... 192.2.1.1Transporte Ferroviário ................................................................................. 212.2.1.2Transporte Rodoviário ................................................................................. 222.2.1.3Transporte Aquaviário ................................................................................. 232.2.1.4Transporte Aeroviário .................................................................................. 262.2.1.5Transporte Dutoviário .................................................................................. 272.2.1.6Serviços Intermodais ................................................................................... 272.3ATUADORES NO PROCESSO DE IMPORTAÇÃO ......................................... 282.3.1Processo Alfandegário .................................................................................... 282.3.1.1Parametrização ........................................................................................... 302.3.1.1.1Canal Verde .............................................................................................. 302.3.1.1.2Canal Amarelo .......................................................................................... 302.3.1.1.3Canal Vermelho ........................................................................................ 302.3.1.1.4Canal Cinza .............................................................................................. 312.3.2Despachante Aduaneiro: Customs Broker ...................................................... 312.3.3Agente de Carga: Freight Forwarder .............................................................. 312.4LEAD TIME ....................................................................................................... 322.5FERRAMENTAS ESTATÍSTICAS .................................................................... 362.5.1Média .............................................................................................................. 372.5.2Desvio Padrão ................................................................................................ 372.5.3Distribuição Normal ......................................................................................... 392.5.3.1Teste de Normalidade de Anderson-Darling ............................................... 412.5.4Intervalo de Confiança .................................................................................... 412.5.5Propagação do Erro ........................................................................................ 422.5.6Cartas de Controle .......................................................................................... 422.5.6.1Carta I-AM ................................................................................................... 433.1CARACTERIZAÇÃO DO LOCAL DE ESTUDO ................................................ 463.2DADOS DESCRITIVOS .................................................................................... 463.2.1Construção da metodologia de mensuração de tempo de ciclo do pedido .... 464.1TEMPO TOTAL DE CICLO DO PEDIDO .......................................................... 684.2CENÁRIOS PROPOSTOS ................................................................................ 695 CONCLUSÃO ................................................................................................................6826 REFERÊNCIAS .................................................................................................... 69
13 1 INTRODUÇÃO
Em um mundo cada vez mais competitivo e globalizado, é contínua a busca
pela redução dos custos nos mais variados processos de manufatura e de prestação
de serviços. Dia após dia, as corporações buscam melhorar seus resultados e indicadores.
Para melhor aproveitamento de seus recursos e na busca de uma melhor
margem de lucro, tem sido prática comum de várias empresas a terceirização de
serviços. Esta terceirização pode aparecer na realização de algumas atividades, bem como a manufatura de componentes em outros continentes.
Como resultado, uma cadeia de empresas passa a trabalhar junto, na busca
de um melhor posicionamento no mercado. Porter (1985) identificou que os valores
dos clientes e os custos para os clientes são fatores cruciais para as empresas
criarem vantagens competitivas. Portanto a boa gestão desta cadeia de empresas,
fornecedores, suprimentos é uma realidade cada vez mais significativa para empresas que buscam ampliar seus resultados com base na redução de custos.
Um dos fatores críticos da otimização da gestão de uma cadeia de
suprimentos, é a determinação confiável de prazos e tempos de movimentação e
entrega de produtos. E esse fator se mostra mais sensível quando envolve diferentes modais de transporte e processos de importação.
Baseado nestas operações de cadeia de suprimentos, o desenvolvimento de
modelos de referência possibilita estabelecerem-se métricas mais confiáveis, que
otimizem a eficiência e eficácia, garantindo a confiabilidade e previsibilidade de todo
o processo de movimentação de cargas e produtos envolvidos em uma cadeia de
suprimentos.
1.1 PROBLEMA
Como determinar o tempo de ciclo do pedido para o processo de importação
entre os portos de Rotterdam e Paranaguá, no modal marítimo, considerando a
cadeia de suprimentos imediata, garantindo assim sua eficácia?

14 1.2 MOTIVAÇÃO
Após ser detectado que este indicador estava mal mensurado, buscou-se
encontrar uma solução para o problema. Então, como não foi encontrado literatura
uma metodologia que determinasse o tempo de ciclo do pedido processo de
importação marítimo entre a Europa e o Brasil, auxiliando assim na tomada de
decisão, bem como programação da produção, este trabalho fez-se necessário.
1.3 OBJETIVO
Propor uma metodologia para medir o tempo de ciclo do pedido (order lead
time) para importação de componentes para uma indústria automotiva através os
portos de Rotterdam e Paranaguá, considerando as variáveis que são inerentes a
este processo.
1.3.1 Objetivos Específicos
• Identificar as principais variáveis envolvidas no processo de importação marítima;
• Investigar os elementos que compõem o tempo de ciclo do pedido (order lead
time);
• Utilização de ferramentas estatísticas para definição do tempo de ciclo do pedido (order lead time).
1.4 JUSTIFICATIVA
Vários elementos ou variáveis compõem o processo de importação no modal
marítimo. Logo, deve ser considerado todos estes no momento em que uma ordem
de pedido é emitida para um fornecedor internacional. Em processos de importação
de componentes para cadeias de suprimentos, muitas vezes variáveis como
diferenças de fuso-horário entre o fornecedor e o importador, horário de embarque
15 no porto de origem, horário de fechamento de pedidos, tempo necessário para o
desembaraço aduaneiro, entre outras, são esquecidas, ou quantificadas de maneira
um tanto quanto negligente, afetando assim o tempo previsto de entrega da mercadoria.
Um tempo de ciclo de pedido mal estimado, pode acarretar diversos
problemas em uma rede de distribuição. Estas divergências podem provocar desde
atrasos na produção, pagamento de fretes emergenciais, bem como elevação no
volume de estoque. Lopez e Gama (2008) destacam alguns resultados em lead
times mal estipulados como: prejuízo de imagens; necessidade de manter um nível
de estoque mais alto; os custos operacionais derivados de maiores trabalhos
burocráticos, despesas de armazenamento e de transporte ao longo do ciclo e de
desgaste de pessoal e custos financeiros mais elevados por conta de giro de estoque mais lento.
Porém, como existem diversas variáveis um tanto quanto intangíveis da perspectiva do importador, o uso de cartas estatísticas de controle, permitem uma melhor compreensão dos atrasos ou não em um processo como este. Através da análise do desvio-padrão, pode-se perceber se o tempo de atividades de transporte da mercadoria estão de acordo com o tempo previamente estipulado, levando assim, a uma melhor acurácia nos níveis de estoque e programação da produção.
Este trabalho tem como propósito construir uma metodologia que sirva para
qualquer empresa que já exista ou pretenda se instalar na região dos Campos Gerais, ou ainda, qualquer empresa em território nacional.
No capítulo 2 será apresentado um breve referencial teórico para melhor compreensão dos modais de transporte utilizados nos processos logísticos, além dos atuadores no processo de importação, definição de tempo de ciclo e as ferramentas estatísticas utilizadas na definição do tempo de ciclo de pedido deste trabalho.
No capítulo 3 o leitor poderá encontrar os dados que descrevem este trabalho bem como a metodologia utilizada, fluxograma, etapas do processo, além de dados do estudo de caso.
E por fim no capítulo 4 serão apresentados os resultados obtidos.

16 2 REFERENCIAL TEÓRICO
2.1 GESTÃO DA CADEIA DE SUPRIMENTOS (SCM)
Uma Cadeia de Suprimentos caracteriza-se por qualquer rede ou cadeia que
englobe todas as empresas participantes, interagindo de maneira direta na
concepção do bem ou serviço, a qual será entregue a um cliente final. Essas
empresas podem ser das mais variadas naturezas e com diferentes níveis de
responsabilidade.
Pires (2004) define Cadeia de Suprimentos (Supply Chain) como o resultado
de todos os esforços envolvidos na produção e liberação de um produto final, desde o (primeiro) fornecedor do fornecedor até o (último) cliente do cliente.
Slack (2003) classifica a Cadeia de Suprimentos em três níveis (rede interna, rede imediata e rede total) conforme ilustrado na Figura 1.
Figura 1 – Classificação da cadeia de suprimentos em três níveis Fonte: Slack (2003)
1. Rede interna: composta pelos fluxos de informações e de materiais entre departamentos, células ou setores de operação internos à própria empresa.
2. Rede imediata: formada pelos fornecedores e clientes imediatos de uma
empresa.

17
3. Rede total: composta por todas as cadeias imediatas que compõem
determinado setor industrial ou de serviços.
Ao gerenciamento destas operações deu-se o nome de Gestão da cadeia de
Suprimentos ou Supply Chain Management (SCM) em inglês. É definida como “o
planejamento e a gestão de todas as atividades associadas à logística interna e
inter-organizacional, bem como a coordenação e colaboração entre todos os
parceiros da cadeia, sejam eles fornecedores, prestadores de serviço ou
consumidores” pelo Conselho de Profissionais da Gestão da Cadeia de Suprimentos
(em inglês, Council of Supply Chain Management Professional - CSCMP).
A Gestão da Cadeia de Suprimentos significa “a integração dos
processos-chaves de negócio desde o usuário final até o fornecedor original que
provei produtos, serviços, e informações que agregam valor para os clientes e
outras partes interessadas” (LAMBERT et al., 1998). A SCM foca no gerenciamento
do processo além das limitações organizacionais. Desta maneira, quando busca-se
controlar o fluxo de informações e materiais, percebe-se melhoria significativa em
termos de velocidade, confiabilidade, flexibilidade, custos e qualidade (SLACK et al,
1996).
Para Harrington (1997, p. 53-8)
"As medidas são essenciais. Se você não pode medir algo, não será capaz de controlá-lo. Se não puder controlá-lo, não poderá gerenciá-lo. Se não puder gerenciá-lo, não poderá melhorá-lo. Sem melhorias, todo resultado será uma surpresa. As medições são o ponto de partida para as melhorias, porque lhe possibilitam entender onde você se encontra e fixa metas que o ajudem a chegar onde deseja. Sem elas as mudanças e melhorias necessárias ao processo são severamente prejudicadas"
Mentzer e Konrad (1991) afirmam que a medição de desempenho é a
avaliação da eficácia e eficiência de uma tarefa completa. Eficácia é a medida que
os objetivos são alcançados. A eficiência é uma medida de como os recursos são
utilizados. Neste contexto, o relapso ou a negligência no controle e
acompanhamento desses indicadores tem sido reconhecido como os maiores
problemas no gerenciamento de operações (DAVENPORT et al., 1996) e na SCM
(DREYER, 2000).

18
De acordo com modelos de alinhamento estratégico, o sucesso da estratégia
de uma organização é dependente diretamente do alinhamento das incertezas
ambientais, estratégicas e de tecnologias adotadas, práticas ou sistemas
(HENDERSON E VENKATRAMAN, 1993; LUFTMAN, LEWIS E OLDACH, 1993).
Como existem variadas perspectivas de quais variáveis devem compor os
indicadores para medir a performance da cadeia de suprimentos, muitas empresas
têm encontrados dificuldade em praticar a SCM de forma eficaz (BEAMON, 1999).
Este problema é significativamente complexo, pois as diferentes
organizações com diferentes interesses, encontram dificuldade em avaliar a
eficiência de atividades em suas cadeias de suprimentos num cenário macroscópico
(COOPER et al., 1997). Consequentemente, as organizações tendem a colocar
maior esforço para melhoras as atividades que são de seus interesses. Superar
esses entraves, significa uma melhor e mais profunda compreensão das atividades
que compõe essas cadeias de suprimentos e o impacto que os resultados podem
trazer para os seus participantes (KEE-HUNG LAI et al., 2002).
2.2 TRANSPORTE LOGÍSTICO
Com uma cadeia de suprimentos tão ramificada e extensa, muitas vezes
diferentes modais de transporte necessitam ser utilizados. O transporte pode
representar o elemento mais significativo do custo logístico, chegando a representar
em média 60% dos mesmos, além de extremamente crítico para o prosseguimento do processo, na maior parcela das organizações (FLEURY et al., 2000).
O transporte logístico é geralmente o agente intermediador que facilita o
bom fluxo dos materiais “porta-a-porta”, ou seja, de um ponto de origem, por
exemplo um porto, até um destino final, o cliente (COYLE et al., 1996). O objetivo na
prestação deste serviço é a satisfação do cliente, tanto em direção ao início da
cadeia de suprimentos (upstream) quanto ao cliente final (downstream), tendo
melhor eficiência e eficácia que seus concorrentes.
Por exemplo, definir apenas a variável 'custo' como principal indicador, essa
pode até servir na escolha de um despachante aduaneiro, mas pode não ser o mais
19 indicado ao contratar agentes de consolidação ou navios de carga, onde premissas
como qualidade e confiabilidade, possam nortear com mais profundidade essa
decisão. Portanto, analisar indicadores de eficiência ou eficácia de forma isolada,
pode refletir um resultado um tanto quanto superficial (K.H. LAI et al, 2002). Logo,
estes indicadores devem incorporar não apenas operações que envolvam o fator
eficiência, mas também a eficácia destes serviços, para que sejam satisfeitas todas
as partes envolvidas ao longo da cadeia de suprimentos (KLEINSORGE et al.,
1991).
Para que um sistema logístico de transporte possa ser definido, faz-se
necessário uma visão completa do sistema todo, a capacidade do mesmo, o nível do
serviço atual, e parâmetros como carga, peso, quantidade, além dos recursos e
equipamentos disponíveis (ALVARENGA E NOVAES, 2000).
2.2.1 Modais de Transporte
A palavra modal, do latim modālis, significa 'de ou relativo a modo’, ou seja,
é relativo ao modo particular por que se deve executar ou cumprir algo. No
transporte logístico são definidas cinco maneiras diferentes pelo qual a carga pode
ser transportada: rodoviário, ferroviário, aquaviário, dutoviário e aéreo. Cada um,
possuindo características específicas, tornando-os mais apropriados ou não para determinado tipo de cadeia de suprimentos.
Em um estudo desenvolvido por Jeff e Hills (1990) na Grã-Bretanha,
percebeu-se que 64% das decisões tomadas por gestores foram impactadas pelo
fator ‘urgência do cliente’. Isto acontece, pois atrasos podem gerar além da
insatisfação do cliente, multas e atrasos na manufatura em uma cadeia produtiva.
Em meio a diversas atividades e operações que aparecem na prestação de um
serviço de transporte, muitas delas pouco tangíveis, a percepção do cliente quanto a
qualidade destes serviços, é norteada por cinco dimensões:

20
1. Tempo de entrega médio (velocidade);
2. Variabilidade do tempo de entrega (consistência);
3. Capacitação;
4. Disponibilidade;
5. Frequência.
Todas estas dimensões devem ser necessariamente aliadas ao fator custo (COYLE et al., 1994; BOWERSOX E CLOSS,1996).
Fleury (2003) afirma que a ordem decrescente dos diferentes modais de
transporte baseado no critério ‘custo’ são as mesmas tanto nos EUA quanto no
Brasil: aéreo (maior), rodoviário, ferroviário, dutoviário e aquaviário (menor),
conforme a Tabela 1.
Tabela 1 - Características de desempenho no transporte logístico
Fonte: Ballou (2005, p. 127)
No caso brasileiro, é extremamente custosa a situação em que se encontram
os portos e rodovias, visto que nos últimos anos tem se dado atenção especial aos
aeroportos, deixando os outros modais ao relento, elevando assim consideravelmente o tempo de transporte bem como o preço do frete.

21 2.2.1.1 Transporte Ferroviário
Aparece frequentemente associado ao transporte de longos cursos,
principalmente no deslocamento de granéis, minérios, carvões, madeira ou outras
matérias primas.
Existem dois tipos de serviços oferecidos, o de carga completa (CL -
carload), que se aplicam a cargas dedicadas ou completas, e também o serviço de
carga fracionada (LCL - less than carload), onde os vagões compartilham outros
volumes. Estes dois serviços de transporte logístico, aparecem para todos os
modais de transportes (BALLOU, 2005).
O Brasil atualmente sofre com uma malha ferroviária pouco ramificada,
cobrindo apenas uma pequena parcela do território nacional. Infelizmente, pequenos
investimentos são feitos neste tipo de transporte, que tem por característica custo
razoável e baixa velocidade, em média 75 km por hora (ROSALYN, 2000). Segundo
Telles et al. (2007, p. 5),
A malha ferroviária brasileira possui uma extensão de 29.489 quilômetros, sendo que 28.225 quilômetros estão distribuídos em sete concessionárias. A frota ferroviária possui: 83.700 vagões, 3.100 carros e 2.500 locomotivas. Essa estrutura coloca o Brasil na 10a posição do ranking de países com maior malha ferroviária, que tem os Estados Unidos na liderança por ter uma malha ferroviária de 227.736 quilômetros. No caso especifico da soja, o transporte ferroviário de carga movimentou aproximadamente 29 milhões de toneladas, correspondente a 7,9% do total das cargas transportadas por essa modalidade.
De acordo com a Agência Curitiba de Desenvolvimento (ACD S/A), a malha
ferroviária no estado do Paraná compreende um total de 2.287 quilômetros de
extensão. Destes 2039 quilômetros operados pela América Latina Logística (ALL), e
outros 248 quilômetros atendidos pela Ferrovias do Paraná S/A. A Figura 2
apresenta às áreas atendidas no estado. Nela, pode-se perceber que a malha
ferroviária paranaense não atende boa parte do estado do Paraná, implicando em
um aumento de custo para escoar a produção através de outro modal, além de
onerar as condições das rodovias do estado pela super utilização de caminhões
transportando mercadorias importadas ou para o Porto de Paranaguá.
22
Figura 2 – Malha ferroviária do estado do Paraná Fonte: ACD S/A (2010)
O baixo investimento em infraestrutura no que tange este modal é um
complicador altamente significativo no nível de competitividade da indústria
brasileira, já que o escoamento da produção nacional bem como a entrada de
produtos importados sofre substanciais atrasos devido à antiga e curta malha
ferroviária.
2.2.1.2 Transporte Rodoviário
É o transporte efetuado por caminhões e carretas, normalmente fazendo
ligações entre países limítrofes. Para viagens de curta e média distâncias, este é o
modal mais utilizado no transporte de mercadorias.
O diferencial neste serviço está na maneira simples como organiza-se o
transporte rodoviário, pois não exige procedimentos burocráticos em demasia e
encontra-se sempre disponível para embarques urgentes, sejam elas cargas

23 dedicadas ou fracionadas (compartilhadas). Algumas das vantagens são (DEMARIA,
2004):
• As vendas podem ser realizadas na condição de entrega porta a porta
com mais comodidade e segurança.
• Menos manuseio de carga, já que o caminhão é lacrado no local de
carregamento e aberto no local de entrega.
• Rapidez na entrega de cargas em curta distância.
• Não existe a necessidade do comerciante ir até um local apropriado para
retirar a carga.
• Redução de despesas com embalagens.
Como as cargas rodoviárias sempre possuem porte menor que as cargas
ferroviárias (BALLOU, 2003), este tipo de transporte possui vantagens inerentes a
sua modalidade, como uma maior flexibilidade e agilidade, acesso à carga, entrega
na porta do destino final, frequência, disponibilidade, não existindo a necessidade de
transbordo, entre outros.
2.2.1.3 Transporte Aquaviário
O transporte aquaviário é a denominação moderna do setor em que estão
inseridos o transporte marítimo, fluvial e lacustre.
O transporte marítimo, aquele realizado por navios a motor, de grande porte,
em mares e oceanos, é o grande ator na movimentação de mercadorias no comércio
exterior. Segundo Mendonça e Keedi, (1997), estas embarcações podem apresentar
diversas conFigurações como os navios cargueiros convencionais, de carga geral,
os de carga frigorífica, graneleiros, navios-tanque, roll-on roll-of, porta- containers,
entre outros, para adaptação dos mais variados tipos de carga.
Pode ser encarado como um serviço razoavelmente lento, se comparado ao
transporte aéreo, porém possui capacidade para transportar grandes e pesados
volumes por grandes distâncias. Neste seguimento, é comum encontrar um grande
volume no transporte de commodities em geral, como grãos, bem como cargas
líquidas, carvão, areia e cimento (BALLOU, 2003).

24
O transporte fluvial e lacustre, que é o realizado através dos rios e lagos, é
uma modalidade de transporte ainda pouco empregada no Brasil, porém com grande
potencial. Se considerar as bacias hídricas brasileiras, muitos problemas e atrasos
devidos ao deslocamento rodoviário, poderiam ser solucionados se existisse um
melhor incentivo e infraestrutura para este tipo de transporte.
Com uma fraca malha ferroviária, o transporte através de rios,
principalmente na região Centro-Oeste, poderia ajudar no escoamento dos grãos e outros produtos agrícolas, reduzindo consideravelmente o custo do transporte.
Na Bacia Amazônica, é comum encontrar o transporte de madeira; porém,
em decorrência da Zona Franca de Manaus também existe o transporte de produtos
manufaturados. Nesta região o transporte se realiza até mesmo, de forma
internacional, ligando diversos portos brasileiros no Amazonas, Pará, Amapá, Roraima a portos no Peru e Colômbia.
Nesse tipo de transporte os equipamentos utilizados são as balsas, chatas e
pequenos barcos, também aparecem navios de médio porte (MENDONÇA E KEEDI,
1997).
Figura 3 – Comparativo de capacidade de transporte de carga entre diferentes modais
Fonte: Revista Tecnologistica (2015)
25
Segundo o engenheiro Adriano Murgel Branco, secretário da Habitação e
secretário dos Transportes do estado de São Paulo nos anos 80, um navio em
transporte fluvial chega a ter capacidade de 4400 toneladas, o que equivale à 110
vagões ferroviários de 40 toneladas ou 220 caminhões de 20 toneladas. Além disto,
acrescenta-se o fato que estes 220 caminhões, com 20 metros de comprimento e 80
metros de espaçamento entre eles, ocupam 22 quilômetros de rodovia, dados do
ano de 2015. Esse comparativo pode ser melhor observado através da Figura 3.
Como comparativo, pode-se notar na Figura 4 o navio o CSCL Globe,
fabricado pela Hyundai Heavy Industries, operado pela China Shipping, tem 400
metros de comprimento, 58,6 metros de largura e pesa 183 mil e 800 toneladas.
Este cargueiro tem capacidade para transportar 19 mil contêineres de 20 pés (6,05m
x 2,43m x 2,59m).
Figura 4 – Maior navio cargueiro do mundo
Fonte: Hyundai Heavy Industries (2014)
Ademais, o gasto com combustíveis fosseis é imperativo na decisão do
modal de transporte, quando este fator impacta diretamente no valor final do frete,
conforme ilustra a Figura 5.

26
Figura 5 – Comparativo do consumo de combustível entre diferentes modais
Fonte: Revista Tecnologistica (2015)
Desta maneira seria ideal utilizar o modal marítimo sempre que possível,
seguido pelo ferroviário. Somente após estes, o transporte rodoviário é ótimo para o transporte através de uma perspectiva de custos.
2.2.1.4 Transporte Aeroviário
É uma operação, que com determinada facilidade, envolve diversos países,
especialmente pela velocidade do meio utilizado. Decisivo para operações de
urgência no comércio exterior, influenciados pelas altas demandas, é muito utilizado
quando países ou determinadas regiões encontram-se em situação de emergência,
pela agilidade e autonomia de rotas o qual pode usufruir.
A confiabilidade, disponibilidade e velocidade, são o diferencial nesse
serviço. Ainda, a variabilidade no tempo de entrega é muito pequena quando comparada a outros modais.
O tempo nesse modal deve ser contabilizado não apenas em função da
velocidade e tempo de vôo, pois ainda existem os tempos de manobras e coletas e
entregas, que devem estar incluídos. Todos esses elementos precisam estar
combinados para gerar o tempo real de entrega.
27
A grande limitação nesse modal ainda está no seu custo, que é muito mais
elevado em comparação aos outros modais. Isso faz com que o seu uso justifique-se
principalmente quando envolve-se grandes distâncias e a variável tempo é bastante
relevante (BALLOU, 2003).
2.2.1.5 Transporte Dutoviário
Sua capacidade é bem minimizada se comparado à outros modais. O
transporte dutoviário é aquele que se utiliza de dutos para o transporte das mercadorias.
Os principais produtos que utilizam esse modal são os derivados de
petróleo, refinados de grãos (óleo), gases e álcool. A movimentação por dutos é
lenta, não ultrapassando os 15 quilômetros por hora. Porém, o serviço conta com
alta disponibilidade, operando 24 horas por dia e sete dias por semana, além de
extrema confiabilidade, já que não existem quase interrupções que possam causar variabilidades no tempo de entrega (BALLOU, 2003).
No Brasil, a Lei N. 7.029, de 13/09/1982, é a única que dispõe sobre esse
modal e trata do transporte dutoviário de álcool.
2.2.1.6 Serviços Intermodais
A grande vantagem encontrada na utilização de mais de um modal, está na
utilização das características, melhor nível de serviço e custo, que cada um é capaz
de entregar. Através da combinação destes, é possível encontrar um menor custo e
tempo de entrega porta a porta, equilibrando o trade-off entre preço e qualidade de
serviço (BALLOU, 2005).
Operações de longa distância e a logística corporativa popularizaram dois
termos, que embora sejam utilizados com frequência um pelo outro, possuem
diferenças fundamentais em seu modo de operação. A multimodalidade e a
intermodalidade são operações que se realizam pela utilização de mais de um modal
de transporte. Isto quer dizer transportar uma mercadoria do seu ponto de origem até a entrega no destino final por modalidades diferentes (KEEDI, 2002).

28
A grande diferença aparece na forma que os contratos são firmados. A
intermodalidade é caracterizada pela emissão individual de documento de transporte
para cada modal, além da divisão de responsabilidade entre os transportadores. Na
multimodalidade existe a emissão de apenas um documento de transporte, um único
contrato é celebrado, sendo este vigente para o transporte do trajeto total (da origem
ao destino final) da mercadoria, não importando qual seja o modal utilizado. Este
documento é emitido pelo Operador de Transporte Multimodal (OTM), que figura como corresponsável integral pela carga sob sua custodia.
Porém, ambos os conceitos, intermodalidade e multimodalidade, nas literaturas encontradas (NAZÁRIO, 2000), divergem em suas definições.
2.3 ATUADORES NO PROCESSO DE IMPORTAÇÃO
2.3.1 Processo Alfandegário
No fornecimento de componentes entre diferentes países, principalmente
intercontinentais, mais de um processo alfandegário muitas vezes faz-se necessário.
Para um melhor entendimento dos trâmites legais neste procedimento, um
fluxograma com os passos básicos de uma importação é ilustrado, conforme Figura 6.

29
Figura 6 - Fluxograma do processo de importação brasileiro
Fonte: Rechenmacher, M.J.W., Dorr, H. A (2015)
Após o registro da Declaração de Importação (DI) no Siscomex1, a
Secretaria da Receita Federal - SRF mediante o despacho aduaneiro, submete a DI
à uma análise fiscal e seleciona-a para um dos canais de conferência. Tal
procedimento de seleção recebe o nome de parametrização. Portanto, segundo
Bizelli (2011), “[...] o desembaraço aduaneiro é um ato distinto da conferência
aduaneira, mediante o qual será registrada a sua conclusão e permitindo a entrega
da mercadoria ao importador”.
1 Siscomex é o Sistema Integrado de Comércio Exterior - SISCOMEX, instituído pelo Decreto nº 660/1992, é um sistema informatizado responsável por integrar as atividades de registro, acompanhamento e controle das operações de comércio exterior, através de um fluxo único e automatizado de informações.
30 2.3.1.1 Parametrização
Segundo informações retiradas da página eletrônica da Receita Federal, os
canais de parametrização funcionam da seguinte maneira:
2.3.1.1.1 Canal Verde
No canal verde, “o sistema registra o desembaraço automático da
mercadoria, dispensados o exame documental e a verificação física da mercadoria.
A DI selecionada para canal verde, no Siscomex, poderá ser objeto de conferência
física ou documental, quando forem identificados elementos indiciários de
irregularidade na importação”.
2.3.1.1.2 Canal Amarelo
No canal amarelo, “pelo qual deve ser realizado o exame documental e, não
sendo constatada irregularidade, efetuado o desembaraço aduaneiro, dispensada a
verificação física da mercadoria. Na hipótese de descrição incompleta da mercadoria
na DI, que exija verificação física para sua perfeita identificação com vistas a
confirmar a correção da classificação fiscal ou da origem declarada, o auditor fiscal
da Receita Federal do Brasil pode condicionar a conclusão do exame documental à
verificação física da mercadoria”.
2.3.1.1.3 Canal Vermelho
No canal vermelho, “pelo qual a mercadoria somente é desembaraçada
após a realização do exame documental e da verificação física da mercadoria”.
31 2.3.1.1.4 Canal Cinza
No canal cinza, “pelo qual deve ser realizado o exame documental, a
verificação física da mercadoria e a aplicação de procedimento especial de controle
aduaneiro, para verificar indícios de fraude, inclusive no que se refere ao preço
declarado da mercadoria”.
2.3.2 Despachante Aduaneiro: Customs Broker
É o responsável em providenciar os documentos necessários para efetuar a
importação. Este representante garantirá o procedimento fiscal, verificando a
exatidão dos dados declarados pelo importador em relação aos volumes que foram
importados, a documentação apresentada e sua compatibilidade com a legislação
(Ludovico, 2010). Esta Figura atua entre os clientes e o terminal de carga e atua
também junto a receita federal, cuja instituição normatiza e controla toda importação.
Segundo Sousa (2010, p. 19), despacho aduaneiro é definido como:
“O conjunto de procedimentos aduaneiros que consiste na verificação da consistência e exatidão dos dados declarados pelo exportador ou importador, relativamente às mercadorias exportadas ou importadas, às declarações e aos documentos apresentados e a legislação vigente, com vistas ao seu desembaraço”.
O processo do despacho aduaneiro inicia-se no momento em que a
mercadoria chega ao porto, o seu transbordo ou descarregamento até o momento
da ao importador.
2.3.3 Agente de Carga: Freight Forwarder
Os agentes de carga, freight forwarder, ou ainda, transitários, são as
pessoas ou entidades, prestadores de serviço no transporte de mercadorias,
atuando de maneira intermediária entre o exportador e o importador.
32
Keedi e Mendonça (2000) caracterizam este tipo de prestador de serviço
como aquele que está habilitado a realizar desde a retirada da mercadoria pelo
exportador, até a entrega na porta do importador, providenciando assim serviços
como reserva de espaço em veículos transportadores, embarque, desembarque,
emissão de documentos, negociação bancária de documentos, contratação de
câmbio, ação junto as repartições públicas, agências governamentais, agências
marítimas, etc., bem como operações de liberação e despacho da carga, ou seja,
executando também as funções de comissária de despachos.
O agente de carga possui diversas funções, entre elas: contratação de
serviço terceirizado de transporte, intermediando a relação entre o usuário e a
empresa transportadora, recepção das mercadorias no porto e sua entrega ao
transportador terrestre, atendimento dos trâmites e formalidades administrativas,
além de consolidação e desconsolidação de cargas (VIEIRA, 2006).
2.4 LEAD TIME
O lead time é um dos conceitos mais importantes da logística, pois mede em
unidade de tempo, o período entre o início de uma atividade, produtiva ou não, e o
seu término. A definição mais convencional para lead time em Gestão da cadeia de
Suprimentos é o tempo entre o momento de entrada do material até à sua saída do
inventário (LAMBERT et al., 1998). As atividades que compõe o lead time não
necessitam agregar valor obrigatoriamente.
“O lead time total é composto pelo tempo dedicado ao processamento de
pedidos, à busca de fornecimento e manufatura dos itens e ao transporte dos itens
entre os diversos estágios da cadeia de suprimentos” (SIMCHI-LEVI, KAMINSKY,
2003).
Comumente é o utilizado o termo “Tempo Porta-a-Porta”, pois mede o tempo
necessário para o produto percorrer todos os processos de um processo ou fluxo de valor, do início até o fim.

33
Segundo Gilberto Kosaka (2007), diretor-presidente do Jornal São Paulo
Shimbun, entende o Lead Time como um componente do planejamento e, por isso,
diferencia as práticas do Lead Time em áreas.
“(...) na área de Compras, as pessoas envolvidas nos processos devem saber claramente qual é o lead time, o intervalo de tempo para comprar os materiais necessários para a sua produção, desde a emissão do pedido até realmente o material estar a sua disposição para uso. Na produção, o lead time é o intervalo de tempo necessário para que o material passe pela fabricação – do primeiro até o último processo e estar pronto para outra etapa. Ou ainda, o lead time de entrega, intervalo de tempo necessário desde o momento que o cliente adquiriu a mercadoria até realmente ele tê-las em suas mãos”.
Tão logo, para que um bem ou serviço possa ser entregue ao seu cliente
final, é necessário um esforço da organização para obtenção de todos os recursos
para manufatura do mesmo. Este indicador é chamado ‘order lead time’ ou ’total
order cycle time’ (CHRISTOPHER, 1992), que é a medida referente ao tempo gasto
desde o recebimento de ordem de pedido do cliente até a entrega do produto no seu
destino final. Este processo inclui os seguintes elementos, ilustrados na Figura 7.

34
Figura 7 – Elementos que compõe o tempo total do ciclo do pedido
Fonte: Christopher (1992)
Lambert (1998) define em seis etapas o ciclo do pedido: “O ciclo do pedido
consiste dos seguintes componentes: (1) preparação e transmissão do pedido; (2)
recebimento e entrada do pedido; (3) processamento do pedido, (4) resgate no
estoque e embalagem; (5) expedição do pedido e (6) entrega e descarregamento no
cliente.
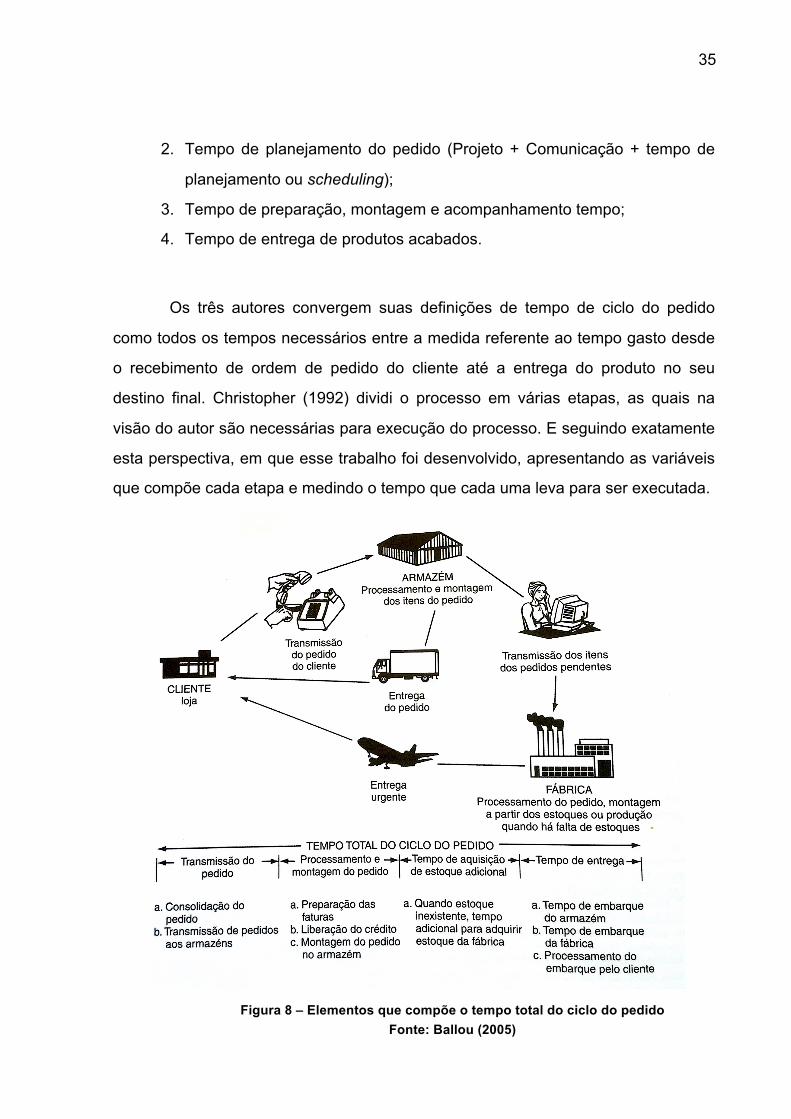
Ballou (2005) ilustra o tempo total do ciclo do pedido em 4 elementos,
conforme pode-se perceber na Figura 8. É interessante perceber que nesta Figura já
aparecem entregas emergenciais, resultando de urgentes demandas, em um mundo
onde a produção é cada vez mais enxuta e organizações trabalhando com o seu
estoque em um nível mínimo.
Total order cycle time ou tempo total de ciclo do pedido inclui os seguintes
passos, porém não limitados a esses:
1. Tempo de entrada do pedido (através de previsões ou ordem direta do
cliente);
35
2. Tempo de planejamento do pedido (Projeto + Comunicação + tempo de
planejamento ou scheduling);
3. Tempo de preparação, montagem e acompanhamento tempo;
4. Tempo de entrega de produtos acabados.
Os três autores convergem suas definições de tempo de ciclo do pedido
como todos os tempos necessários entre a medida referente ao tempo gasto desde
o recebimento de ordem de pedido do cliente até a entrega do produto no seu
destino final. Christopher (1992) dividi o processo em várias etapas, as quais na
visão do autor são necessárias para execução do processo. E seguindo exatamente
esta perspectiva, em que esse trabalho foi desenvolvido, apresentando as variáveis
que compõe cada etapa e medindo o tempo que cada uma leva para ser executada.
Figura 8 – Elementos que compõe o tempo total do ciclo do pedido
Fonte: Ballou (2005)

36
A previsibilidade e confiabilidade de um processo é fator crucial para o
sucesso e eficiência do mesmo (NILS HORCH, 2009), portanto uma redução no
tempo total de ciclo do pedido resultará numa melhora no lead time do processo,
esta diminuição no tempo influencia diretamente no nível de satisfação do cliente
(TOWILL, 1997).
2.5 FERRAMENTAS ESTATÍSTICAS
A utilização de métodos quantitativos oferece inúmeros benefícios nas áreas
da indústria e negócios, tanto através da identificação de áreas problemáticas
existentes e alertando gestão e pessoal técnico a potenciais problemas.
De fato, o gerenciamento da qualidade desempenha função crucial para o
desenvolvimento humano, que remota desde civilizações antigas até os processos
mais corriqueiros dos nossos dias. A qualidade e sua boa administração é condição
indispensável para o desenvolvimento de uma sociedade tecnológica.
A padronização foi reconhecida como o primeiro passo para o controle da
qualidade. Na Roma antiga, um sistema de medição uniforme foi introduzido para
fabricação de tijolos e tubos; e regulamentos para construção civil foram
implementados. Relógios d’água e relógios de sol foram usados no antigo Egito e
Babilônia (século 15 a.C.), embora fossem estes imprecisos. A dinastia chinesa
Song (século 10), controlava a forma, tamanho, comprimento, entre outros fatores
em produtos de fabricação artesanal os quais utilizavam ferramentas de medição,
como réguas e esquadros (JURAN, 1995).
A revolução industrial começou no Reino Unido durante o século XVIII sendo
estendida posteriormente aos EUA e outros países. A partir disso a qualidade
tornou-se mais difícil de se gerir devido à produção em massa. Porém, esta
produção em massa só foi possível ser atingida através da divisão do trabalho e o
uso de máquinas. Na linha de produção, os trabalhadores passaram a realizar
tarefas repetitivas, divididos em departamentos, utilizando máquinas. Isto resultou
em enormes ganhos de produtividade. Causas de variação começavam a ser mais
cautelosamente analisadas. E uma das ferramentas mais básicas e amplamente

37 utilizada até os nossos dias no controle da qualidade, a média, começava a ser
implementada em todos os processos.
2.5.1 Média
Para um determinado conjunto de números x1, x2,..., xn, a medida mais
utilizada e mais útil em diversas situações para o centro deste conjunto, é a média. A
média aritmética pode também ser chamada de média amostral.
A média amostral pode ser dada através da Equação 1:
(1)
Onde “x” é o valor de cada dado do conjunto estudado e “n” representa o
número de dados do conjunto.
A média pode induzir alguns resultados, sendo considerada assim uma
ferramenta básica da probabilidade e estatística, mas que necessita de algumas
outras para um melhor julgamento dos mais variados resultados apresentados. Por
exemplo, o conjunto de dados A (99, 100, 101) e conjunto de dados B (0, 100, 200)
têm a mesma média, que é 100, no entanto, eles a variabilidade do conjunto B é
muito maior.
Variabilidade é a mais importante característica para a estatística. Os
resultados variam de indivíduo para indivíduo, de grupo em grupo, de cidade em
cidade, de momento a momento. Variação sempre existe dentro de um conjunto de
dados, independentemente de qual característica seja medida. Sem variabilidade
não é possível comparar dois conjuntos de dados de forma eficaz (MILONE, 2000)
2.5.2 Desvio Padrão
É a medida mais utilizada para medição da variabilidade. O desvio padrão
de um conjunto de dados representa a distância a partir de qualquer ponto no
38 conjunto de dados para o centro. É aproximadamente a distância média a partir do
centro, e, neste caso, o centro é a média.
Em estatística, o desvio padrão, também representada pela letra grega σ
(sigma) ou S, é uma medida usada para quantificar a quantidade de variação ou
dispersão de um conjunto de valores de dados. Um desvio padrão com um valor
baixo, indica que os pontos de dados tendem a estar próximo da média (também
chamado o valor esperado) do conjunto. Por conseguinte, um elevado valor para o
desvio padrão indica que os dados estão distribuídos ao longo de uma ampla gama
de valores (DEVORE, 2014).
O desvio padrão de uma variável aleatória, de uma população estatística, de
um conjunto de dados ou distribuição de probabilidade é a raiz quadrada de sua
variância. É algebricamente mais simples, embora na prática menos robusta, que o
desvio absoluto médio. Uma propriedade útil do desvio padrão é que, ao contrário da
variância, é expresso na mesma unidade de medida do conjunto de dados.
O desvio padrão é utilizada para medir a confiança nas conclusões
estatísticas. É bastante popular sua aparição no cotidiano quando envolve pesquisas
de opinião. Ou seja, é o erro esperado nos resultados se a mesma pesquisa fosse
executada várias vezes. O desvio padrão é também importante em finanças, onde o
desvio padrão da taxa de retorno de um investimento é uma medida da volatilidade do investimento. Seu cálculo é feito conforme a Equação 2:
(2)
O valor do desvio padrão jamais poderá ser negativo, sendo o menor valor
possível para este, zero. O desvio padrão tem seu valor afetado pelas causas
especiais de variação. Além de possuir a mesma unidade de medida do conjunto
analisado (MONTGOMERY, 2004).
39 2.5.3 Distribuição Normal
A distribuição normal, também conhecido como distribuição de Gauss, a
distribuição mais comumente encontrada na natureza para valores independentes e
aleatórios. Em probabilidade e estatística, Figura como a distribuição mais
importante de todas. Significativas populações numéricas podem ser ajustadas
através de distribuições que se aproximam de uma curva normal. Como exemplo
temos: pesos, alturas, pontuações em testes, indicadores econômicos, etc. Mesmo
quando a distribuição tem característica discreta, suas médias e somas, geralmente
fornecem resultados que podem ser aproximados por uma curva normalmente
distribuída (DEVORE, 2014).
A distribuição normal é produzida pela função densidade de probabilidade
conforme a Equação 3:
(3)
Notação:
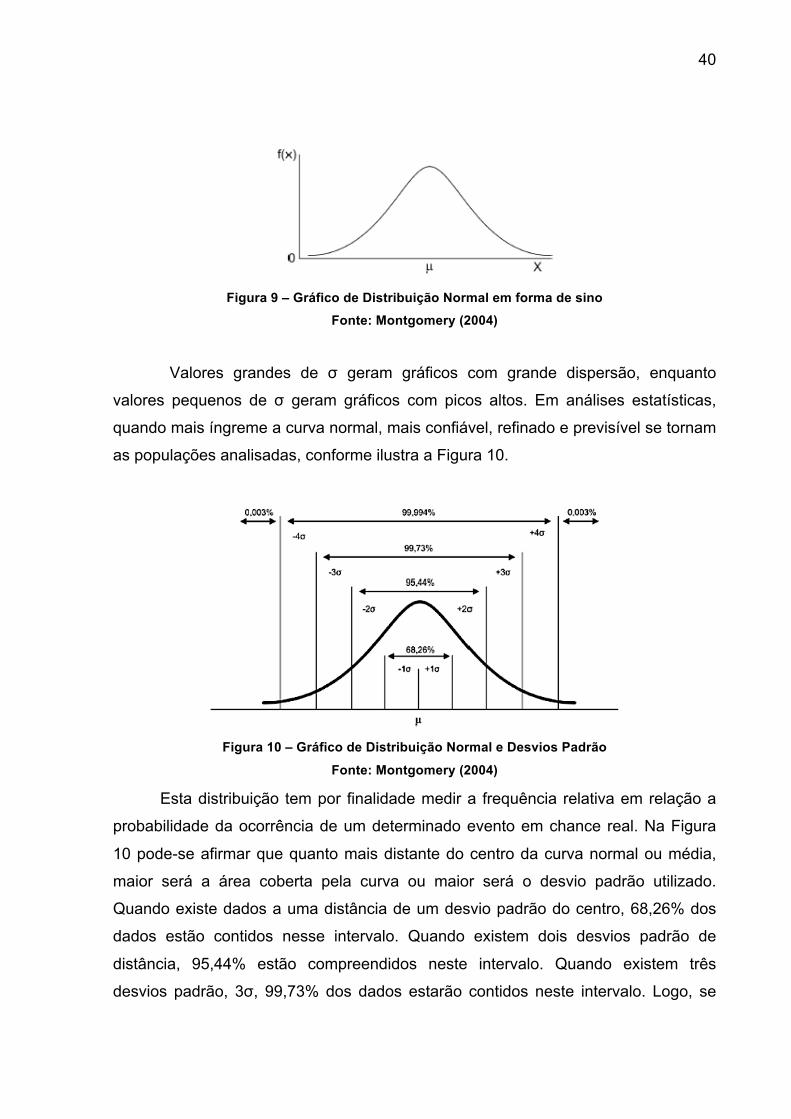
O gráfico de uma distribuição normal que recebe o formato de um sino, é
caracterizado por dois parâmetros: média, a qual é o ponto máximo do gráfico e
onde o mesmo aparece simétrico; e o desvio padrão, o qual determina quão
distantes os dados estão da média. Um pequeno desvio padrão em relação a média,
produz um gráfico com inclinação acentuada, enquanto um desvio padrão maior em
relação a média produz um gráfico mais planificado. A Figura 09 ilustra uma
distribuição normal típica.
40
Figura 9 – Gráfico de Distribuição Normal em forma de sino
Fonte: Montgomery (2004)
Valores grandes de σ geram gráficos com grande dispersão, enquanto
valores pequenos de σ geram gráficos com picos altos. Em análises estatísticas,
quando mais íngreme a curva normal, mais confiável, refinado e previsível se tornam
as populações analisadas, conforme ilustra a Figura 10.
Figura 10 – Gráfico de Distribuição Normal e Desvios Padrão
Fonte: Montgomery (2004)
Esta distribuição tem por finalidade medir a frequência relativa em relação a
probabilidade da ocorrência de um determinado evento em chance real. Na Figura
10 pode-se afirmar que quanto mais distante do centro da curva normal ou média,
maior será a área coberta pela curva ou maior será o desvio padrão utilizado.
Quando existe dados a uma distância de um desvio padrão do centro, 68,26% dos
dados estão contidos nesse intervalo. Quando existem dois desvios padrão de
distância, 95,44% estão compreendidos neste intervalo. Quando existem três
desvios padrão, 3σ, 99,73% dos dados estarão contidos neste intervalo. Logo, se
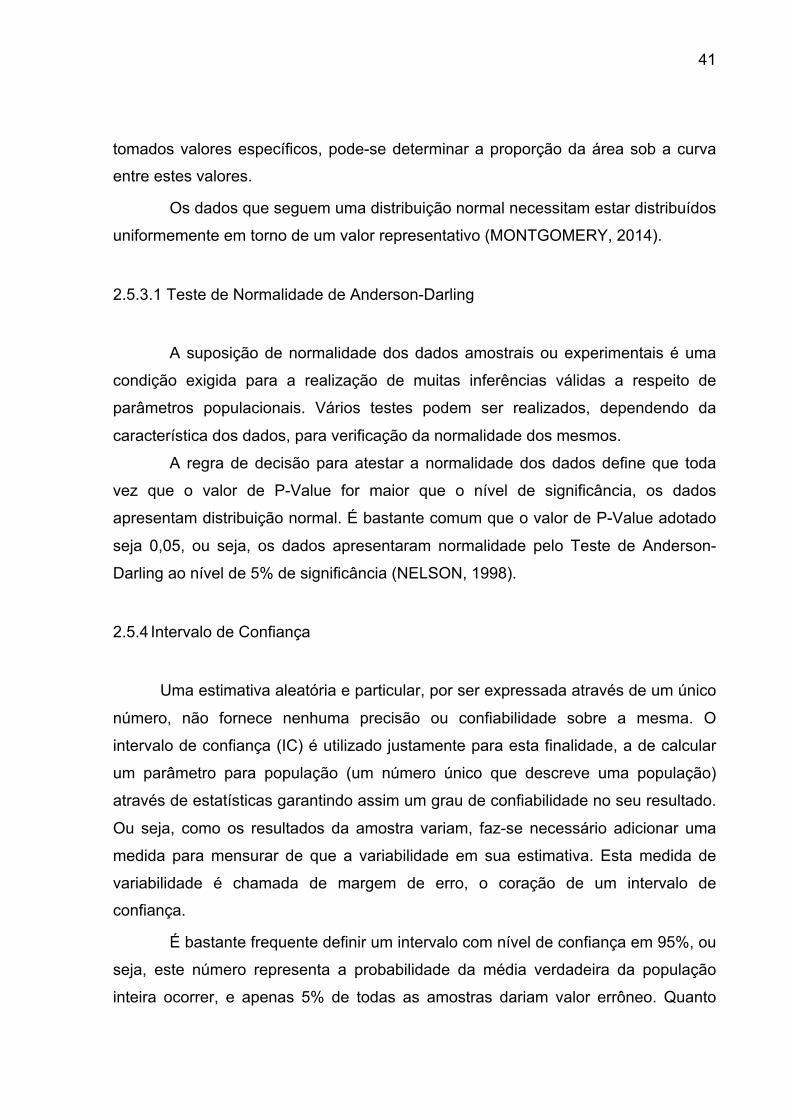
41 tomados valores específicos, pode-se determinar a proporção da área sob a curva entre estes valores.
Os dados que seguem uma distribuição normal necessitam estar distribuídos
uniformemente em torno de um valor representativo (MONTGOMERY, 2014).
2.5.3.1 Teste de Normalidade de Anderson-Darling
A suposição de normalidade dos dados amostrais ou experimentais é uma
condição exigida para a realização de muitas inferências válidas a respeito de
parâmetros populacionais. Vários testes podem ser realizados, dependendo da
característica dos dados, para verificação da normalidade dos mesmos.
A regra de decisão para atestar a normalidade dos dados define que toda
vez que o valor de P-Value for maior que o nível de significância, os dados
apresentam distribuição normal. É bastante comum que o valor de P-Value adotado
seja 0,05, ou seja, os dados apresentaram normalidade pelo Teste de Anderson-
Darling ao nível de 5% de significância (NELSON, 1998).
2.5.4 Intervalo de Confiança
Uma estimativa aleatória e particular, por ser expressada através de um único
número, não fornece nenhuma precisão ou confiabilidade sobre a mesma. O
intervalo de confiança (IC) é utilizado justamente para esta finalidade, a de calcular
um parâmetro para população (um número único que descreve uma população)
através de estatísticas garantindo assim um grau de confiabilidade no seu resultado.
Ou seja, como os resultados da amostra variam, faz-se necessário adicionar uma
medida para mensurar de que a variabilidade em sua estimativa. Esta medida de
variabilidade é chamada de margem de erro, o coração de um intervalo de confiança.
É bastante frequente definir um intervalo com nível de confiança em 95%, ou
seja, este número representa a probabilidade da média verdadeira da população
inteira ocorrer, e apenas 5% de todas as amostras dariam valor errôneo. Quanto

42 maior o nível de confiança, maior a certeza que o valor do parâmetro em questão,
esteja dentro do intervalo esperado (DEVORE, 2014; MONTGOMERY, 2004).
2.5.5 Propagação do Erro
Erro é a diferença entre o valor de uma certa medida e o seu valor
verdadeiro. Em probabilidade e estatística, a propagação do erro ou propagação da
incerteza, é o efeito de incertezas das variáveis sobre a incerteza de uma função,
usando essas próprias incertezas como valores base. Ou seja, como essas variáveis
são provenientes de medições experimentais e possuem uma incerteza, quando
submetidas à operações matemáticas, estas incertezas devem ser consideradas para uma melhor estimativa e confiabilidade de um determinado conjunto de dados.
Na adição e na subtração do desvio padrão, o erro de propagação deverá ser considerado respeitando a Equação 4:
(4)
Onde “x” e “y” representam diferentes desvios padrão e “z” a soma dos
mesmos (FANTNER, 2011).
2.5.6 Cartas de Controle
As cartas de controle são ferramentas estatísticas utilizadas em diversos meios produtivos com o objetivo do controle estatístico de seus processos (CEP).
Indiscutivelmente a ferramenta de CEP de maior sucesso é o gráfico de
controle ou carta de controle, originalmente desenvolvido por Walter Shewhart no
início de 1920. Um gráfico de controle ajuda a registrar dados, possibilitando assim a
clara visualização quando um evento incomum, muito distante da média central do
processo ocorre, por exemplo. Estas cartas, compostas por gráficos, são utilizadas
para acompanhar o processo e garantir que seu desempenho esteja sob uma faixa

43 de controle aceitável. Estas ferramentas fornecem mecanismos para reconhecer situações aceitáveis ou não, causas especiais e padrões de variação.
As cartas de controle são compostas por uma linha central (LC), que
representa o valor médio da característica a ser observada, possui um limite inferior
de controle (LIC) e um limite superior de controle (LSC). Ambos os limites estão
situados a uma distância de três desvios padrão da média central (μ ± 3σ). Ou seja, 99,73% dos dados do conjunto analisado. A Figura 11 ilustra essas situações.
Figura 11 – Gráfico de Distribuição Normal e Limites de Especificação
Fonte: Montgomery (2004)
Os gráficos de controle apresentam, portanto, o desempenho do processo
ao longo do tempo. O processo está sob controle quando todos os pontos do gráfico
estão dentro dos limites de controle (LIC e LSC) e a a disposição dos pontos dentro
dos limites é aleatória. Diferentes gráficos serão utilizados se os dados tiverem
características de atributos (estudam o comportamento de números e proporções)
ou variáveis (referem-se a aspectos como peso, comprimento, densidade,
concentração, etc.) (MONTGOMERY, 2004).
2.5.6.1 Carta I-AM
As cartas de controle I-AM representam graficamente observações
individuais (gráfico I) e amplitudes móveis (gráfico AM) ao longo do tempo para
dados de variáveis. Os gráficos de controle utilizados para amostras de tamanho n =
1 são denominados gráficos para medidas individuais. Isto acontece quando não é
possível obter amostras de tamanho maior que um, como por exemplo neste
trabalho, onde os dados são coletados individualmente em processos singulares.
Para o desenvolvimento deste gráfico, faz-se necessário estimar a variabilidade
44 através da amplitude móvel (moving range, em inglês, MR) de duas observações
consecutivas.
Esta carta é recomendada para monitorar o centro e a variação do processo
quando não for possível agrupar os dados ou medições em subgrupos. Isto ocorre
quando as medições têm um custo elevado, apenas uma amostra por lote está
disponível, o volume de produção é baixo ou os produtos têm um tempo de ciclo
longo. Não havendo repetições, não é possível estimar a variabilidade através da
amplitude ou do desvio padrão de cada medição. Logo, faz-se necessário o uso da
amplitude móvel de duas observações sucessivas como estimativa de variabilidade,
definida pela Equação 5:
AMi = |xi –xi−1| (5)
Amplitude móvel é definida como o valor absoluto da diferença entre dois
valores sucessivos de um subgrupo (MONTGOMERY, 2004).
Através da utilização destas ferramentas estatísticas foi possível
desenvolver este trabalho.

45 3 METODOLOGIA
A metodologia adotada no presente trabalho tem por objetivo mensurar o
tempo de ciclo do pedido através da análise da cadeia de suprimentos imediata e
suas variáveis, que inclui diferentes modais de transporte, leva em consideração
dias úteis e dias consecutivos, finais de semana, diferenças de fuso-horário,
elementos esses que impactam o tempo de ciclo final.
Para medir estes tempos, foram utilizadas planilhas eletrônicas
disponibilizadas pela empresa analisada (estudo de caso) e com estes dados,
análises estatísticas e gráficos de controle foram desenvolvidas no software Minitab.
Os resultados aparecem sempre com três desvios padrão em relação a média
central. Sempre que causas especiais são detectadas e não são inerentes ao
processo, procurou-se removê-las para obter-se um resultado menos tendencioso.
Quanto a natureza deste trabalho, o mesmo apresenta-se como pesquisa
aplicada, pois objetiva gerar conhecimentos para aplicação prática dirigidos à
solução de problemas específicos com o objetivo de “contribuir para fins práticos”,
visando solucionar os problemas encontrados no mundo físico (BARROS e
LEHFELD, 2000). Appolinario (2004) salienta que pesquisas aplicadas têm como
motivação a necessidade de “resolver problemas ou necessidades concretas e
imediatas”.
Da perspectiva de abordagem do problema, pode-se definir como um
trabalho quantitativo, pois informações e procedimentos foram analisados através de
uma perspectiva numérica, e com o uso de recursos e de técnicas estatísticas, é
possível gerar conclusões.
Quanto aos objetivos, o presente trabalho é identificado como pesquisa
descritiva, que observa, registra, analisa e correlaciona fatos ou fenômenos
(variáveis) sem manipulá-los. Procura descobrir, com a maior precisão possível, a
frequência com que um fenômeno ocorre, sua relação e conexão com outros, sua natureza e suas características.

46
A pesquisa se fundamenta na metodologia documental, pois um histórico de
dados previamente existente será analisado afim de gerar, e após informações relevantes e confiáveis para construção de um modelo genérico.
3.1 CARACTERIZAÇÃO DO LOCAL DE ESTUDO
O presente estudo foi realizado a partir de dados coletados em uma
indústria do setor automotivo localizada no estado do Paraná, na região dos
Campos Gerais. A região dos Campos Gerais vem crescendo notoriamente ano
após ano, com forte aceleração nos últimos anos, se comparado a média nacional.
A região que possui um parque industrial com grande presença de indústria metal-
mecânica, além de escolas técnicas e universidades públicas, federal quanto
estadual, e privadas, vem sendo alvo e destino de muitas multinacionais na última década.
Com este cenário, empresas satélites começam a ser instalar nas
proximidades para abastecer outras empresas da região, diminuindo assim o tempo e custo de transporte.
3.2 DADOS DESCRITIVOS
3.2.1 Construção da metodologia de mensuração de tempo de ciclo do pedido
Para o desenvolvimento deste trabalho foram consideradas diversas
variáveis neste processo, como o tempo de: transporte rodoviário, consolidação de
carga, transbordo, trânsito marítimo, processo alfandegário, despacho aduaneiro,
transporte rodoviário nacional, e qualquer outros fatores que se julguem necessários
para o desenvolvimento de um modelo que se aproxime o mais próximo possível da
realidade, sendo este suficiente para a proposição de tempos de ciclo do pedido nas mais variadas indústrias.
Para a definição desta metodologia, foram analisados mais de 800
processos de importação dentro desta cadeia de suprimentos imediata em
47 particular, a partir de dados da própria empresa estudada, do ano de 2014, a fim de
definir os tempos de importação. E através de análises estatísticas, espera-se gerar
cartas de controle estatístico para as atividades e operações inerentes deste
processo, bem como estimar o tempo gasto ao final do processo.
Para que este modelo fosse criado, foi necessário desenvolver um fluxo,
envolvendo todas as etapas do processo de importação para o Brasil e suas peculiaridades, conforme ilustrado na Figura 12.
Para a melhor determinação dos tempos do processo todo, esse foi dividido
em sete etapas para melhor análise dos dados. As análises do tempo de ciclo de
pedido, para cada etapa foi definido como a diferença entre o último processo menos o primeiro processo.
As três primeiras (Coleta no fornecedor na Europa; Recebimento da
remessa e aprovação pelo despachante aduaneiro; Embarque) acontecem na sua
totalidade na região de origem do produto. Para determinar-se de maneira mais
adequada e equilibrada, dados de diversos clientes no próprio continente europeu
foram recolhidos a partir de diversas empresas, permitindo assim a possibilidade de
generalização deste processo, o qual é vital para o desenvolvimento deste modelo.
O porto de origem dessas embarcações é o Porto de Rotterdam (RTM), principal
porto no continente europeu. Portanto estas etapas são inerentes para que ocorra a
exportação.
As quatro etapas subsequentes (Tempo de trânsito; Recebimento da
remessa até registro do numerário e da DI; Alfândega e canal de parametrização;
Transporte até o destino final), acontecem no Brasil. Nesse contexto, é considerado
exclusivamente o Porto de Paranaguá (PNG) como porto de destino. Vale lembrar
que para casos onde destino final é o Porto de Santos (SAN), a diferença no tempo
de trânsito no oceano é subtraída em apenas um dia em média, em relação ao de
Paranaguá. A última etapa refere-se ao tempo de transporte entre o Porto de
Paranaguá e o destino final. Este valor será alterado conforme a distância do cliente
final em relação ao porto.

48
Figura 12 – Etapas que compõe o processo de importação entre os
Portos de Rotterdam e Paranaguá
Fonte: Autoria Própria
Início Remessa pronta para coleta
Remessa coletada e entregue ao agente de cargas em RTM
Agente de cargas em RTM recebe a
remessa
Despachante Aduaneiro em RTM
confere a documentação
Despachante Aduaneiro em RTM
faz requisição da classificação fiscal e verifica necessidade
de Licença de Importação (LI)
Classificação fiscal executada pelo
cliente importador
Contêiner carregado é
transportado para o Porto de RTM
Terminal Portuário de RTM carrega
contêiner no navio
Navio em trânsito de RTM para PNG
Terminal Portuário de PNG descarrega
navio e faz verificação por
avarias
Despachante Aduaneiro no Brasil executa registro da
Declaração de Importação (DI)
Despachante Aduaneiro no Brasil
libera DI com assinatura do
cliente importador
Contêiner é carregado
Despachante Aduaneiro no Brasil
envia documentação Para
Receita Federal
Receita Federal executa
parametrização
Canal – Receita Federal
Despachante Aduaneiro no Brasil define pagamento
para armazenamento
após liberação do ICMS
Despachante Aduaneiro no Brasil
comunica cliente importador que a
carga está liberada para coleta
Despachante Aduaneiro no Brasil
envia Nota Fiscal para o cliente
importador
Despachante Aduaneiro no Brasil
encaminha DI e outros documentos
para Receita Federal
Cliente importador agenda entrega
Remessa é entregue para o
cliente importador; destino final
Cliente Importador providencia Nota Fiscal de Entrada
Fim
49 4 RESULTADOS E DISCUSSÃO
Para a proposição da metodologia de tempo de ciclo do pedido, foram
extraídos dados de uma planilha eletrônica, os quais foram coletados ao decorrer do
ano de 2014, referentes as datas e tempos para cada uma das etapas necessárias
no processo de importação, no que se refere a cadeia de suprimentos imediata de
fornecimento de componentes da Europa, através do porto de Rotterdam (RTM), até o destino, através do Porto de Paranaguá (PNG).
Para que fosse determinado o templo de ciclo de pedido de cada etapa deste
processo, com base nos dados obtidos durante o ano de 2014, algumas variáveis
foram levadas em consideração. As informações a seguir foram obtidas
especificamente com o Agente de Cargas e pelo Despachante Aduaneiro na
Europa, neste caso, serviços prestados pela mesma empresa. Para a determinação
de outros ciclos de importação, em outros continentes, essa etapa do processo deve ser adaptada para tal realidade.
Como apresentado no Capítulo 3, as análises do tempo de ciclo de pedido
dos processos de importação foram divididas em sete etapas:
1. Coleta no fornecedor na Europa;
2. Recebimento da remessa e aprovação pelo despachante aduaneiro;
3. Embarque;
4. Tempo de trânsito;
5. Recebimento da remessa até registro do numerário e da DI;
6. Alfândega e canal de parametrização;
7. Transporte até o destino final.
Tendo essas premissas definidas, analisou-se cada um dos itens, conforme
discutido a seguir.

50 ETAPA 1 - COLETA NO FORNECEDOR NA EUROPA
A coleta no fornecedor no continente europeu acontece aproximadamente a
cada cinco dias, além de mais um dia para o recebimento no centro de coleta. Uma
parcela pouco significativa de coletas ocorre nos fins de semana, logo pode-se concluir que as coletas são efetuadas apenas em dias úteis (working days).
A partir de 79 amostras de ordens de pedido, sendo estes pedidos
provenientes de 41 diferentes fornecedores, constatou-se que o tempo médio foi de
7,75 dias média, conforme ilustrado na Figura 13.
Figura 13 - Gráfico de controle para valores individuais e amplitudes móveis no processo de
coleta de remessas no fornecedor Fonte: Dados internos da empresa (2015)
Ao analisar-se a Figura 13, percebe-se a presença de três causas especiais
de variação aleatórias ou outliers. Estas causas especiais representam remessas
que não haviam chego ao destino, neste caso o centro de recebimento,
Início Remessa pronta para coleta
Remessa coletada e entregue ao agente de cargas em RTM
736557494133251791
48
36
24
12
0
Observation
Indi
vidu
al V
alue
_X= 7,75
UCL= 16,00
LCL= - 0,50
736557494133251791
40
30
20
10
0
Observation
Mov
ing
Rang
e
__MR= 3,10
UCL= 10,14
LCL= 0
11
1
1
1
I-MR Chart of Pickup-Receipt

51 permanecendo assim com status “em aguardo” por vários dias. Estas remessas
foram encontradas eventualmente, porém em um período significativamente maior
que o esperado. Como estas situações são raras exceções neste processo, estes
três dados foram retirados.
Logo, quando analisados apenas 76 remessas, a média para o tempo de
coleta até o recebimento no centro de distribuição passa a ser 6,25 dias com desvio
padrão de 2,894, conforme ilustrado na Figura 14.
Figura 14 - Gráfico de controle para valores individuais e amplitudes móveis no processo de
coleta de remessas no fornecedor após remoção de causas especiais Fonte: Dados internos da empresa (2015)
Faz-se interessante notar que existem dois pontos que estão fora de
controle neste processo, levando o processo todo a estar fora de controle. No
entanto, com uma análise mais detalhada dos dados, detectou-se que apenas a
coleta destas duas remessas em específico foram efetuadas por uma outra
empresa, além da origem da coleta ser em localidades mais distantes. Estas
situações não são extraordinárias neste processo. Exemplo dessas situações
ocorrem quando o fornecedor possui mais de uma planta e o produto pode ser
encontrado apenas em uma planta localizada à uma distância significativamente
736557494133251791
16
12
8
4
0
Observation
Indi
vidu
al V
alue
_X= 6,25
UCL= 12,28
LCL= 0,22
736557494133251791
10,0
7,5
5,0
2,5
0,0
Observation
Mov
ing
Rang
e
__MR= 2,27
UCL= 7,41
LCL= 0
11
1
1
1
I-MR Chart of Pickup-Receipt

52 maior do que o esperado. Feriados, recessos, férias também são complicadores
nestas situações, obrigando assim o cliente final a efetuar o pedido da mercadoria em outras localidades.
Logo, estes dados não foram retirados da análise, justamente por ser uma
situação recorrente e esperada no processo, particularmente em coletas feitas em
localidades mais afastadas do centro de recebimento e efetuadas por uma empresa
transportadora terceirizada do agente de cargas na Europa. Esta terceirização do
serviço implica na utilização de rotas diferentes e processos de consolidação de
cargas coletadas de maneira diferente da esperada.
Na Figura 15 é possível perceber como a grande maioria de dados nestas
amostras convergem para aproximadamente 6 dias como tempo médio entre a
coleta no fornecedor e o recebimento. Porém o processo não segue uma distribuição
normal dos dados quando analisado através do teste de Anderson-Darling. Isto
aparece indicado pelo valor P Value, menor que 0,05, quando escolhido um intervalo
de confiança de 95%.
Figura 15 – Teste de normalidade de Anderson-Darling no processo de coleta das remessas no
fornecedor. Fonte: Dados internos da empresa (2015)

53 ETAPA 2 - RECEBIMENTO DA REMESSA E APROVAÇÃO PELO DESPACHANTE
ADUANEIRO
Nesta etapa foram analisadas 147 remessas de 66 fornecedores diferentes.
Destes, 50 ordens de pedido obtiveram a documentação aprovada no mesmo dia do
recebimento, outras 36 foram aprovados no máximo com um dia de espera e o
restante levou mais de um dia para que fossem autorizados seus respectivos
embarques.
Ou seja, em 41% dos casos levou mais de um dia para aprovação ou
reprovação da carga para que o embarque fosse efetivado, contra 59% com
aprovação quase que imediata, conforme ilustrado na Figura 16. Tais desvios e
diferenças podem ocorrer desde o momento em que o documento é entregue,
podendo haver atrasos simplesmente pela ocorrência de finais de semana até falta de documentação ou seu incorreta preenchimento.
Figura 16 – Histograma do processo de Recebimento da Remessa e Aprovação pelo
Despachante Aduaneiro. Fonte: Dados internos da empresa (2015)
Agente de cargas em RTM recebe a
remessa
Despachante Aduaneiro em RTM
confere a documentação
Despachante Aduaneiro em RTM
faz requisição da classificação fiscal e verifica necessidade
de Licença de Importação (LI)
Classificação fiscal executada pelo
cliente importador

54
No entanto, dos dados analisados, 38 remessas foram reprovadas para
embarque. As três principais razões estão listadas na tabela 2.
Tabela 2 – Razões para reprovação da documentação no processo de Recebimento da Remessa e Aprovação
Fonte: Dados internos da empresa (2015)
Como existem discrepâncias entre as remessas e a documentação
necessária para o processo aduaneiro, isso leva à reprovação da mesma pelo
despachante aduaneiro, impossibilitando o embarque. Ainda, em muitas situações
necessita-se de uma averiguação mais profunda, resultando em um tempo mais
longo, para que a remessa seja finalmente aprovada. Logo, todas as ações
possíveis devem ser tomadas para mitigar a reprovação dessas remessas. Sem
problemas com a documentação, este processo leva em média 1,94 dias, ou seja, o próprio dia do recebimento e o seguinte, com desvio padrão de 2,448.
ETAPA 3 - EMBARQUE
Nesta etapa foi analisado o tempo necessário desde embarque das remessas
nos navios cargueiros até o início da viagem efetivamente, logo após a autorização
do embarque das cargas pelo despachante aduaneiro. Para tal, 140 amostras de
embarques foram analisadas, resultando em uma média de 6,52 dias, com desvio padrão de 3,240, conforme ilustrado na Figura 17.
Contêiner carregado é transportado para
o Porto de RTM
Terminal Portuário de RTM carrega
contêiner no navio
Contêiner é carregado
Razão para reprovação Quantidade de
Remessas %
Diferenças no peso 2 5
Documentação incorreta 32 84
Requer Licença de Importação (LI) 4 11

55
Figura 17 – Gráfico de controle para valores individuais e amplitudes móveis no processo de
embarque das cargas. Fonte: Dados internos da empresa (2015)
Esses números vêm apenas ratificar o esperado, pois os embarques para o
Brasil, tendo destino final o Porto de Paranaguá, pelo agente de cargas em questão, acontece apenas uma vez na semana, toda sexta-feira.
O gráfico mostra que o processo está fora de controle. Mas as respectivas
causas especiais correspondem a remessas que haviam sido perdidas durante o
processo, mas encontradas com um tempo significativamente superior ao esperado.
Quando desconsideradas essas causas especiais, o processo apresenta uma média de 6,25 dias com desvio padrão de 2,677, conforme ilustra a Figura 18.
141127113998571574329151
20
15
10
5
0
Observation
Indi
vidu
al V
alue
_X= 6,52
UCL= 13,30
LCL= - 0,26
141127113998571574329151
20
15
10
5
0
Observation
Mov
ing
Rang
e
__MR= 2,55
UCL= 8,33
LCL= 0
1
1
1
11
11
1
I-MR Chart of Approval-Vessel Departed
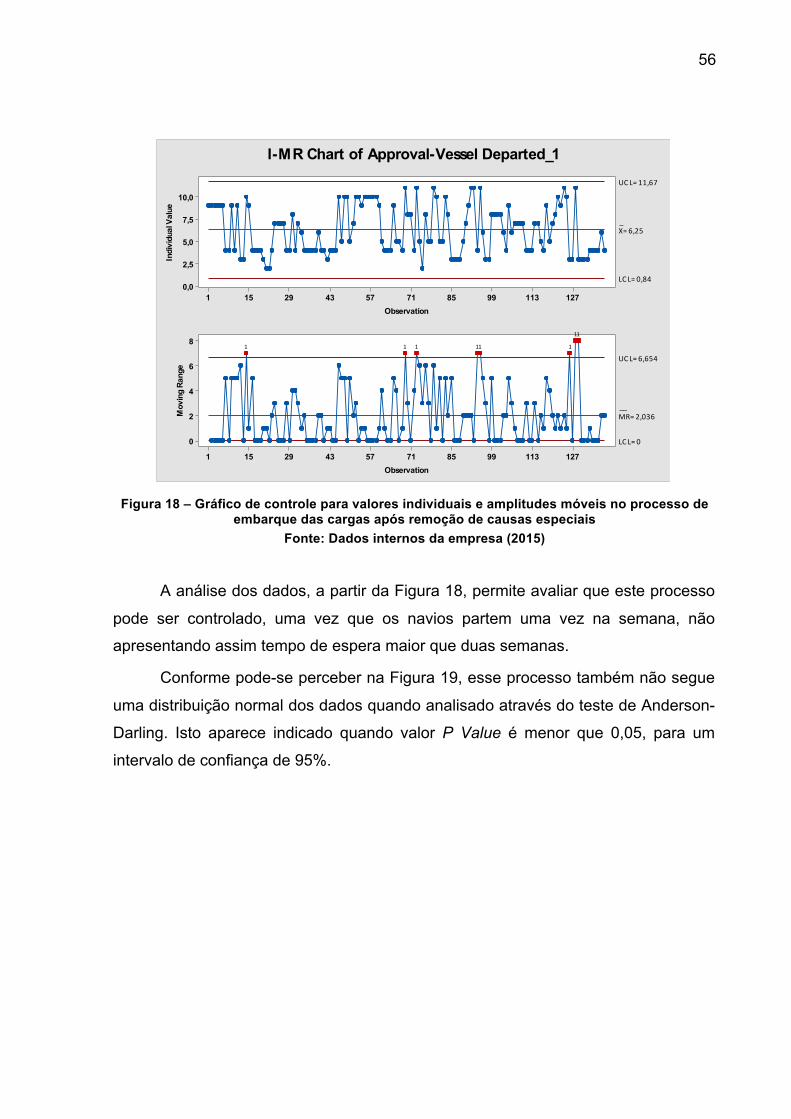
56
Figura 18 – Gráfico de controle para valores individuais e amplitudes móveis no processo de
embarque das cargas após remoção de causas especiais Fonte: Dados internos da empresa (2015)
A análise dos dados, a partir da Figura 18, permite avaliar que este processo
pode ser controlado, uma vez que os navios partem uma vez na semana, não apresentando assim tempo de espera maior que duas semanas.
Conforme pode-se perceber na Figura 19, esse processo também não segue
uma distribuição normal dos dados quando analisado através do teste de Anderson-
Darling. Isto aparece indicado quando valor P Value é menor que 0,05, para um
intervalo de confiança de 95%.
127113998571574329151
10,0
7,5
5,0
2,5
0,0
Observation
Indi
vidu
al V
alue
_X= 6,25
UCL= 11,67
LCL= 0,84
127113998571574329151
8
6
4
2
0
Observation
Mov
ing
Rang
e
__MR= 2,036
UCL= 6,654
LCL= 0
11
111111
I-MR Chart of Approval-Vessel Departed_1

57
Figura 19 – Teste de normalidade de Anderson-Darling no processo de de embarque das
cargas após remoção de causas especiais Fonte: Dados internos da empresa (2015)
ETAPA 4 - TEMPO DE TRÂNSITO
Esta etapa é a mais longa do processo, pois é quando acontece justamente o
transporte entre a Europa e o Brasil. Para tal foram analisados 877 envios, sendo
357 no modal marítimo e 520 aéreos. Estes números são importantes do ponto de
vista da programação, corroborando com a afirmação que uma subestimação do
tempo de ciclo do pedido levará a um aumento nos custos, deixando assim
nenhuma alternativa a não ser o transporte emergencial no modal aéreo, já que
essa etapa é a mais longa do processo, caracterizando-se como o gargalo no processo todo.
Navio em trânsito de RTM para PNG

58
Calculando a média de tempo de transporte nos 357 embarques analisados,
chegou-se a um valor médio de 23,14 dias com um desvio padrão de 3,486 dias, conforme ilustrado na Figura 20.
Figura 20 – Gráfico resumo para análise de tempo de trânsito através do modal marítimo
Fonte: Autoria própria (2015)
Ao analisar-se a Figura 21, pode-se notar que o processo está claramente
fora de controle. Uma das causas que pode ser encontrada, é justamente as
remessas que perderam sua rastreabilidade durante o trânsito para o Brasil. Por
outros motivos diversos, causados por forças externas, o processo foi retardado, levando assim a serem desconsiderados para uma melhor análise.
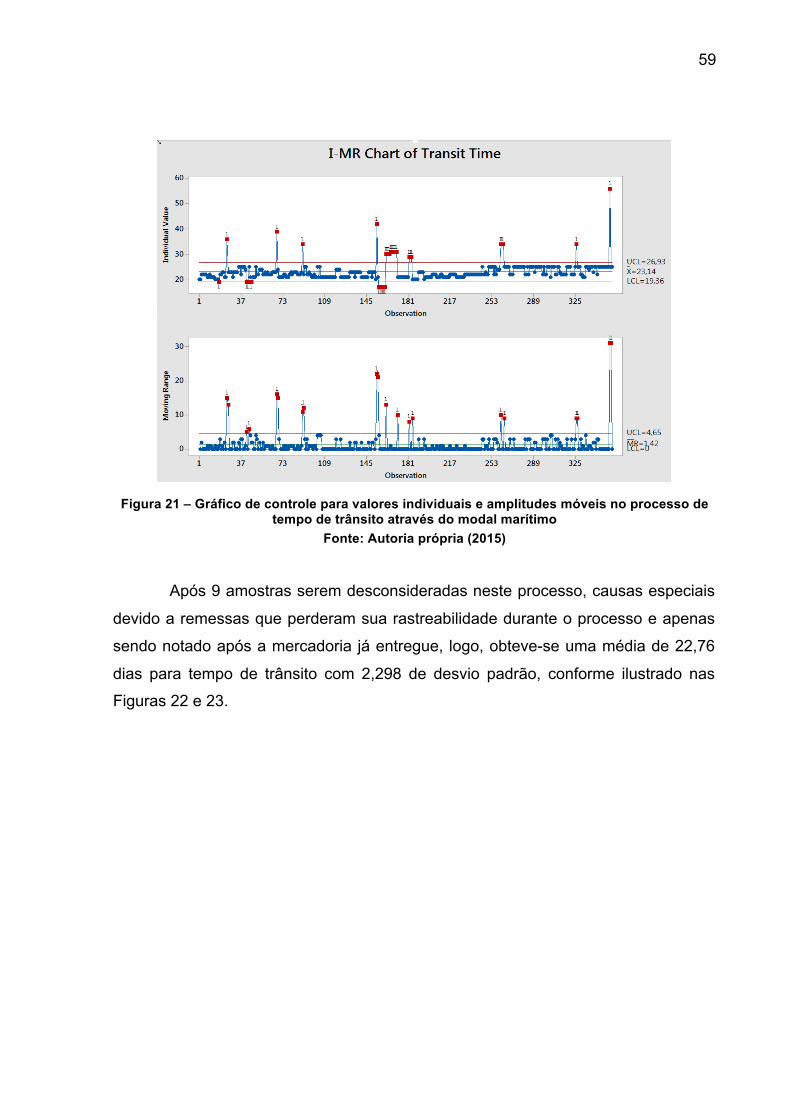
59
Figura 21 – Gráfico de controle para valores individuais e amplitudes móveis no processo de
tempo de trânsito através do modal marítimo Fonte: Autoria própria (2015)
Após 9 amostras serem desconsideradas neste processo, causas especiais
devido a remessas que perderam sua rastreabilidade durante o processo e apenas
sendo notado após a mercadoria já entregue, logo, obteve-se uma média de 22,76
dias para tempo de trânsito com 2,298 de desvio padrão, conforme ilustrado nas Figuras 22 e 23.
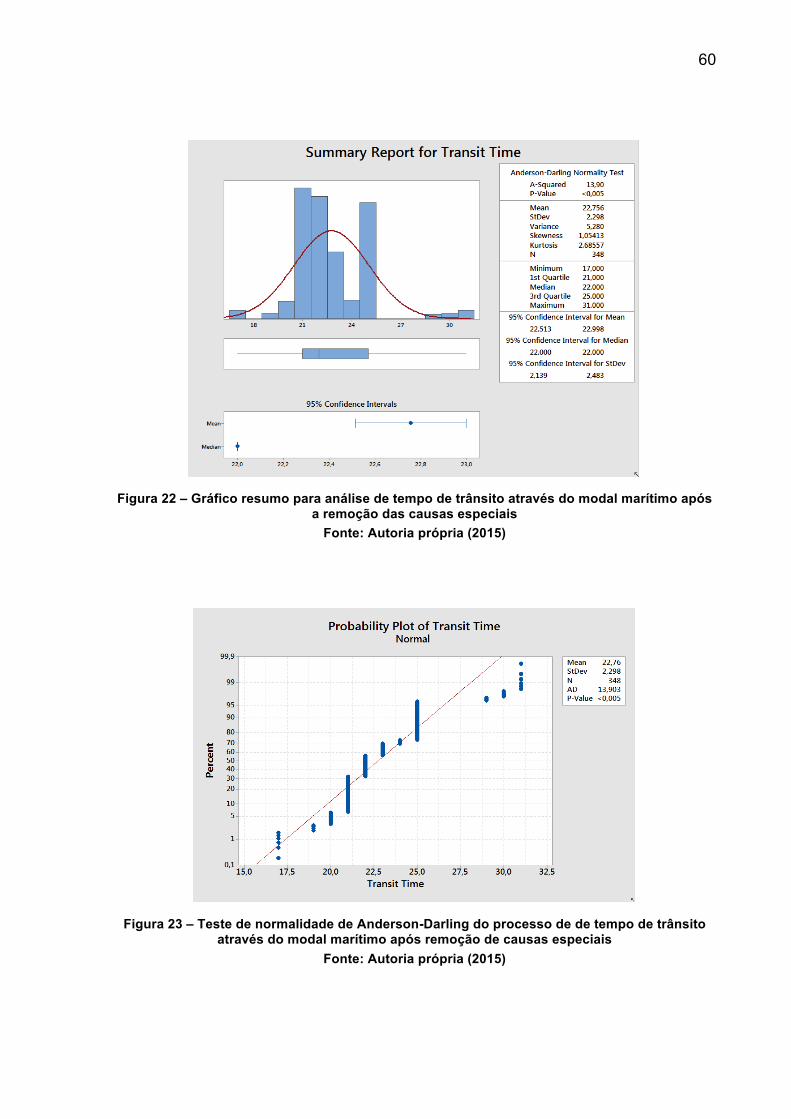
60
Figura 22 – Gráfico resumo para análise de tempo de trânsito através do modal marítimo após
a remoção das causas especiais Fonte: Autoria própria (2015)
Figura 23 – Teste de normalidade de Anderson-Darling do processo de de tempo de trânsito
através do modal marítimo após remoção de causas especiais Fonte: Autoria própria (2015)

61
Através do gráfico de pareto, demonstrado na Figura 24, pode-se perceber
que 89,9% das remessas tem tempo de trânsito de até entre 21 dias e 25 dias,
garantindo assim uma boa estimativa para o tempo despendido pela embarcação no
oceano. Esta etapa embora simples e praticamente sem ações que possam ser
tomadas pelo cliente final, acaba interferindo de maneira extremamente significativa
no processo, sendo gargalo quando a variável é a urgência da entrega.
Figura 24 – Gráfico de no processo de de tempo de trânsito através do modal marítimo
Fonte: Autoria própria (2015)
Foram feitas algumas comparações com o modal aéreo, porém de maneira
breve, assim como algumas causas especiais foram encontradas, porém não foram
tratados pois o objetivo deste trabalho não está em se ater ao processo aéreo.
Pode-se constatar uma média de 1,62 dias com desvio padrão de 1,352 em uma
amostra contendo 454 dados, conforme ilustra a Figura 25. Um contraste imenso
quando comparado aos 22,75 dias do modal marítimo.

62
Figura 25 – Gráfico resumo do processo de tempo de trânsito através do modal aéreo
Fonte: Autoria própria (2015)
Logo, é ratificada a hipótese de gargalo no processo na etapa do tempo de
trânsito, uma vez que ocorra falha ou atrasos no procedimento burocrático efetuado
no continente europeu, não há opção alguma ao cliente final se não este modal,
para que a produção não sofra atrasos significativos. A etapa 4 é onde a remessa passa a maior parte do tempo.
ETAPA 5 - RECEBIMENTO DA REMESSA ATÉ REGISTRO DO NUMERÁRIO E DA DI
Para os cálculos desta etapa foi considerado o somatório do tempo de ciclo
de várias etapas, englobando desde o recebimento da remessa, o pagamento do numerário, descarga até o registro da Licença de Importação.
Terminal Portuário de PNG descarrega
navio e faz verificação por
avarias
Despachante Aduaneiro no Brasil executa registro da
Declaração de Importação (DI)
Despachante Aduaneiro no Brasil
libera DI com assinatura do
cliente importador
Despachante Aduaneiro no Brasil
envia documentação Para
Receita Federal
Despachante Aduaneiro no Brasil
encaminha DI e outros documentos para Receita Federal
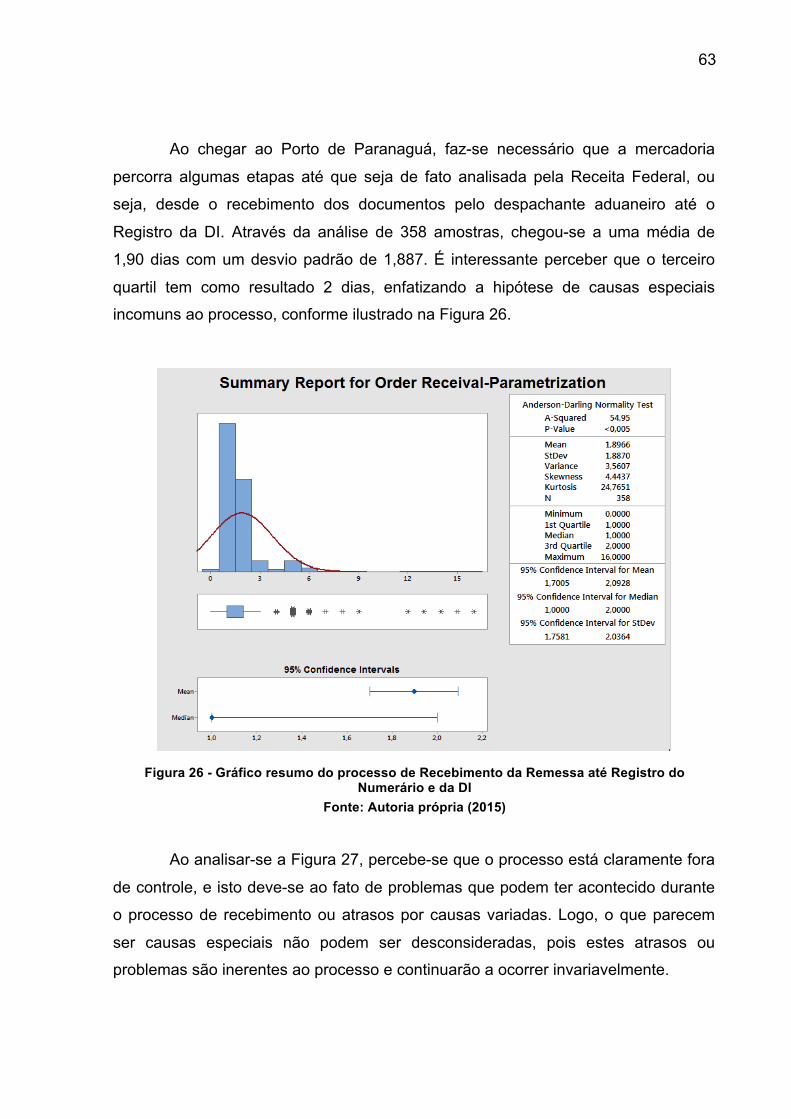
63
Ao chegar ao Porto de Paranaguá, faz-se necessário que a mercadoria
percorra algumas etapas até que seja de fato analisada pela Receita Federal, ou
seja, desde o recebimento dos documentos pelo despachante aduaneiro até o
Registro da DI. Através da análise de 358 amostras, chegou-se a uma média de
1,90 dias com um desvio padrão de 1,887. É interessante perceber que o terceiro
quartil tem como resultado 2 dias, enfatizando a hipótese de causas especiais incomuns ao processo, conforme ilustrado na Figura 26.
Figura 26 - Gráfico resumo do processo de Recebimento da Remessa até Registro do
Numerário e da DI Fonte: Autoria própria (2015)
Ao analisar-se a Figura 27, percebe-se que o processo está claramente fora
de controle, e isto deve-se ao fato de problemas que podem ter acontecido durante
o processo de recebimento ou atrasos por causas variadas. Logo, o que parecem
ser causas especiais não podem ser desconsideradas, pois estes atrasos ou problemas são inerentes ao processo e continuarão a ocorrer invariavelmente.
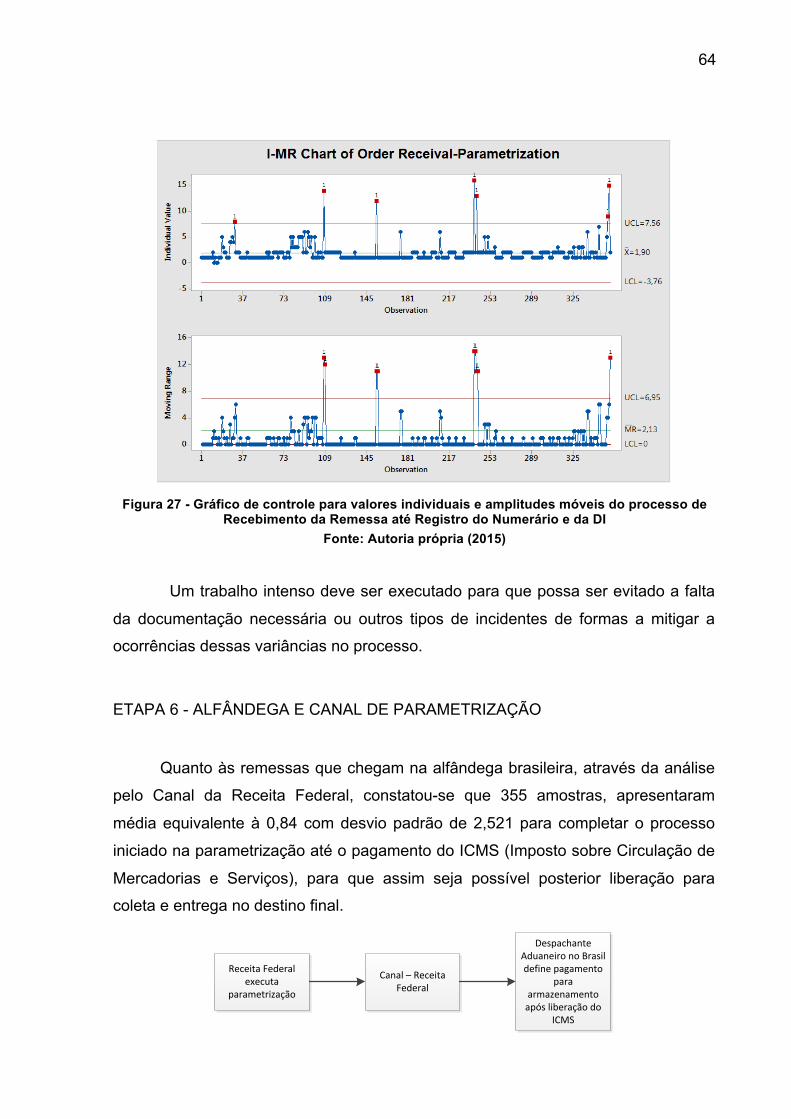
64
Figura 27 - Gráfico de controle para valores individuais e amplitudes móveis do processo de
Recebimento da Remessa até Registro do Numerário e da DI Fonte: Autoria própria (2015)
Um trabalho intenso deve ser executado para que possa ser evitado a falta
da documentação necessária ou outros tipos de incidentes de formas a mitigar a ocorrências dessas variâncias no processo.
ETAPA 6 - ALFÂNDEGA E CANAL DE PARAMETRIZAÇÃO
Quanto às remessas que chegam na alfândega brasileira, através da análise
pelo Canal da Receita Federal, constatou-se que 355 amostras, apresentaram
média equivalente à 0,84 com desvio padrão de 2,521 para completar o processo
iniciado na parametrização até o pagamento do ICMS (Imposto sobre Circulação de
Mercadorias e Serviços), para que assim seja possível posterior liberação para coleta e entrega no destino final.
Receita Federal executa
parametrização
Canal – Receita Federal
Despachante Aduaneiro no Brasil define pagamento
para armazenamento
após liberação do ICMS
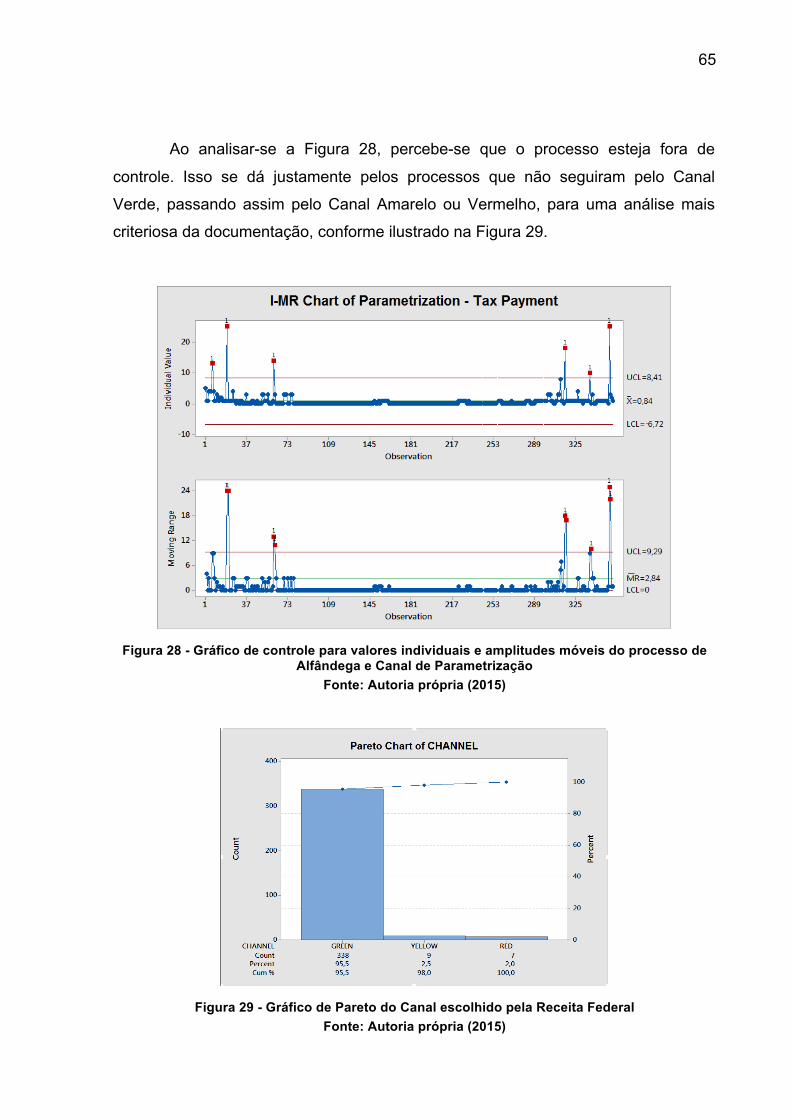
65
Ao analisar-se a Figura 28, percebe-se que o processo esteja fora de
controle. Isso se dá justamente pelos processos que não seguiram pelo Canal
Verde, passando assim pelo Canal Amarelo ou Vermelho, para uma análise mais
criteriosa da documentação, conforme ilustrado na Figura 29.
Figura 28 - Gráfico de controle para valores individuais e amplitudes móveis do processo de
Alfândega e Canal de Parametrização Fonte: Autoria própria (2015)
Figura 29 - Gráfico de Pareto do Canal escolhido pela Receita Federal
Fonte: Autoria própria (2015)
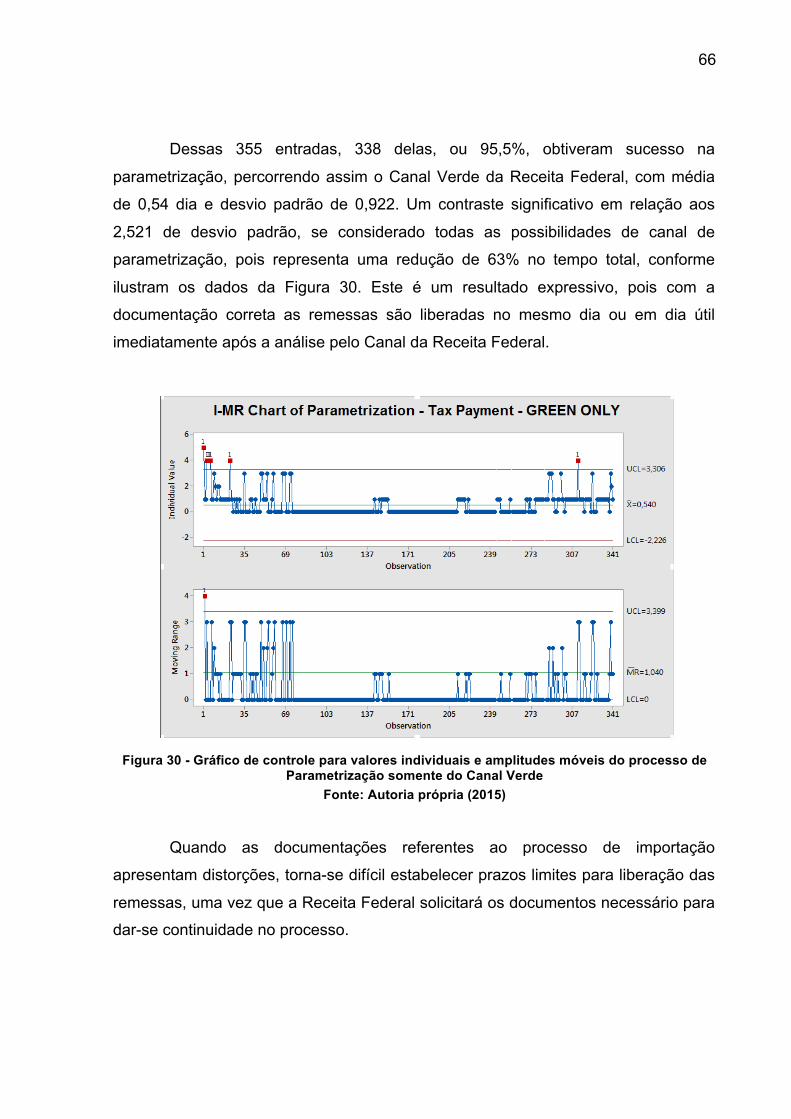
66
Dessas 355 entradas, 338 delas, ou 95,5%, obtiveram sucesso na
parametrização, percorrendo assim o Canal Verde da Receita Federal, com média
de 0,54 dia e desvio padrão de 0,922. Um contraste significativo em relação aos
2,521 de desvio padrão, se considerado todas as possibilidades de canal de
parametrização, pois representa uma redução de 63% no tempo total, conforme
ilustram os dados da Figura 30. Este é um resultado expressivo, pois com a
documentação correta as remessas são liberadas no mesmo dia ou em dia útil
imediatamente após a análise pelo Canal da Receita Federal.
Figura 30 - Gráfico de controle para valores individuais e amplitudes móveis do processo de
Parametrização somente do Canal Verde Fonte: Autoria própria (2015)
Quando as documentações referentes ao processo de importação
apresentam distorções, torna-se difícil estabelecer prazos limites para liberação das
remessas, uma vez que a Receita Federal solicitará os documentos necessário para dar-se continuidade no processo.

67 ETAPA 7 - TRANSPORTE ATÉ O DESTINO FINAL
Após a liberação do ICMS para trânsito no estado do Paraná, a mercadoria
poderá ser entregue no seu destino final. Nota-se que o tempo de entrega está
diretamente relacionado à distância do destino ao Porto de Paranaguá.
Neste caso em específico, obteve-se uma média de 1,56 dias e desvio
padrão de 0,94 dia após uma análise de 355 amostras, conforme ilustrado na Figura
31.
Figura 31 - Gráfico de controle para valores individuais e amplitudes móveis do processo de
transporte até o destino final. Fonte: Autoria própria (2015)
Nesta etapa como não houveram causas especiais no que tange a entrega do pedido, com isto o gráfico não aparece fora de controle.
Despachante Aduaneiro no Brasil
comunica cliente importador que a
carga está liberada para coleta
Despachante Aduaneiro no Brasil
envia Nota Fiscal para o cliente
importador
Cliente importador agenda entrega
Remessa é entregue para o cliente
importador; destino final
Cliente Importador providencia Nota Fiscal de Entrada
Fim
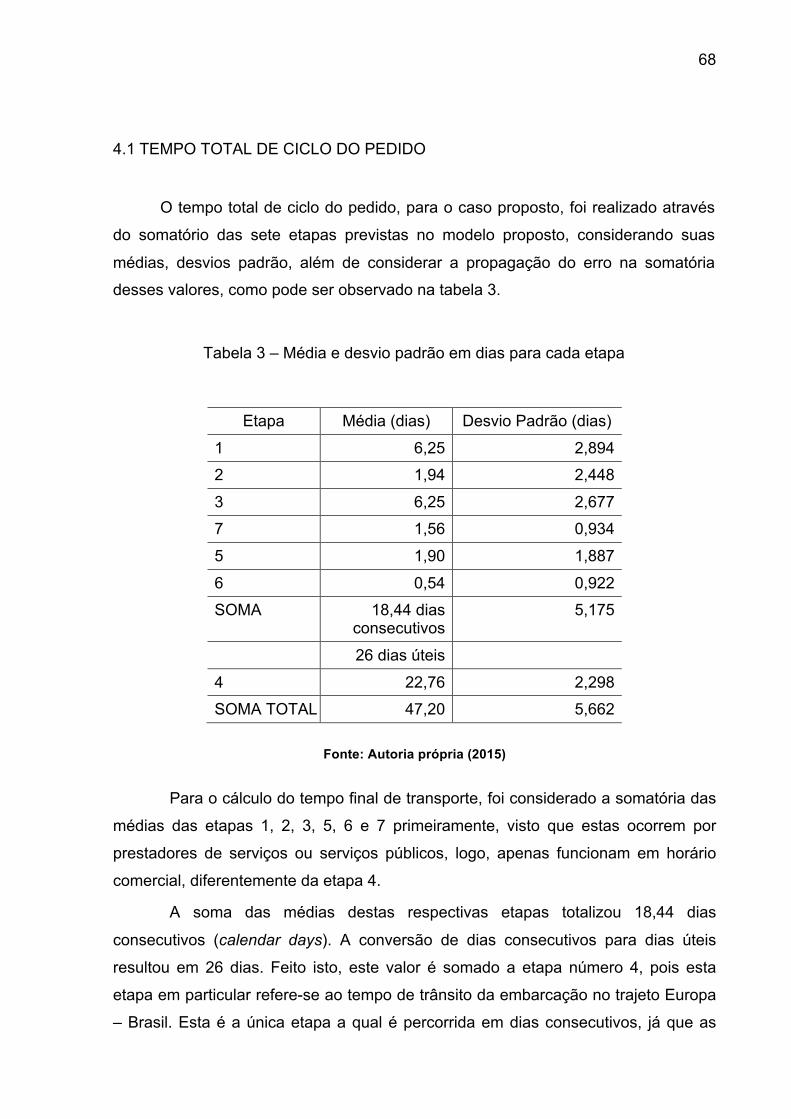
68 4.1 TEMPO TOTAL DE CICLO DO PEDIDO
O tempo total de ciclo do pedido, para o caso proposto, foi realizado através
do somatório das sete etapas previstas no modelo proposto, considerando suas
médias, desvios padrão, além de considerar a propagação do erro na somatória desses valores, como pode ser observado na tabela 3.
Tabela 3 – Média e desvio padrão em dias para cada etapa
Etapa Média (dias) Desvio Padrão (dias) 1 6,25 2,894 2 1,94 2,448 3 6,25 2,677 7 1,56 0,934 5 1,90 1,887 6 0,54 0,922 SOMA 18,44 dias
consecutivos 5,175
26 dias úteis 4 22,76 2,298 SOMA TOTAL 47,20 5,662
Fonte: Autoria própria (2015)
Para o cálculo do tempo final de transporte, foi considerado a somatória das
médias das etapas 1, 2, 3, 5, 6 e 7 primeiramente, visto que estas ocorrem por
prestadores de serviços ou serviços públicos, logo, apenas funcionam em horário
comercial, diferentemente da etapa 4.
A soma das médias destas respectivas etapas totalizou 18,44 dias
consecutivos (calendar days). A conversão de dias consecutivos para dias úteis
resultou em 26 dias. Feito isto, este valor é somado a etapa número 4, pois esta
etapa em particular refere-se ao tempo de trânsito da embarcação no trajeto Europa
– Brasil. Esta é a única etapa a qual é percorrida em dias consecutivos, já que as

69 embarcações não deixam de trafegar durante os finais de semana. Portanto, obteve-se uma média de 47,20 dias.
Para minimizar a propagação do erro nas médias, foi efetuada a raiz
quadrada da somatória do quadrado do desvio padrão de cada etapa. O desvio
padrão da soma de cada etapa é de 5,952.
Logo, o resultado do tempo de ciclo do pedido para o caso analisado foi de
47,20 dias ± 5,662 dias.
4.2 CENÁRIOS PROPOSTOS
Para o desenvolvimento de uma metodologia genérica e replicável, foram
consideradas todas as etapas que são inerentes da localidade do importador,
deixando apenas esta a ser deduzida pelo cliente final, pois é justamente o tempo
de trânsito entre o Porto e o destino final.
Para tal foram desenvolvidos dois cenários, pois referem-se ao dois maiores e mais movimentados portos do Brasil, Santos e Paranaguá respectivamente.
Cenário 1 – Porto de Paranaguá, PR
O Porto de Paranaguá apenas aparece por primeiro nesta ocasião, visto que é tema central deste trabalho. Neste cenário foram consideradas as etapas 1, 2, 3, 4, 5 e 6, suas respectivas médias e desvios padrão, porém sempre considerando dias úteis e dias consecutivos quando se fez necessário. A tabela 4 apresenta em detalhes essas informações.
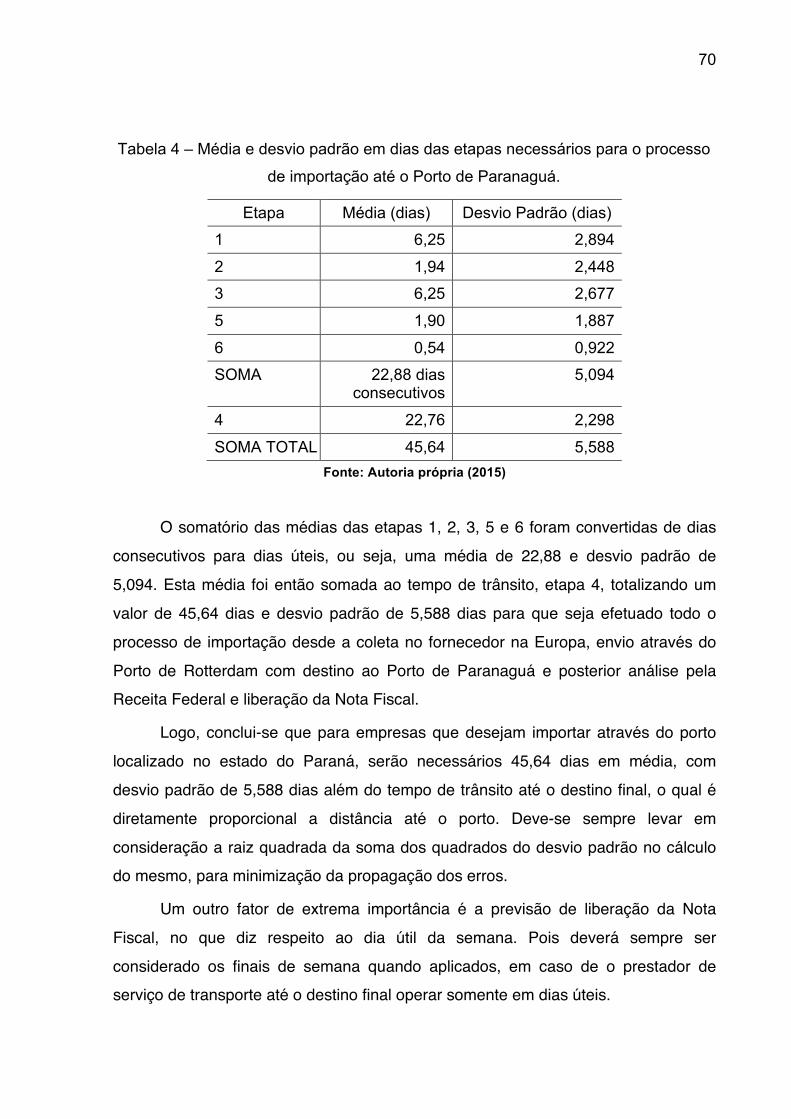
70 Tabela 4 – Média e desvio padrão em dias das etapas necessários para o processo
de importação até o Porto de Paranaguá.
Etapa Média (dias) Desvio Padrão (dias) 1 6,25 2,894 2 1,94 2,448 3 6,25 2,677 5 1,90 1,887 6 0,54 0,922 SOMA 22,88 dias
consecutivos 5,094
4 22,76 2,298 SOMA TOTAL 45,64 5,588
Fonte: Autoria própria (2015)
O somatório das médias das etapas 1, 2, 3, 5 e 6 foram convertidas de dias consecutivos para dias úteis, ou seja, uma média de 22,88 e desvio padrão de 5,094. Esta média foi então somada ao tempo de trânsito, etapa 4, totalizando um valor de 45,64 dias e desvio padrão de 5,588 dias para que seja efetuado todo o processo de importação desde a coleta no fornecedor na Europa, envio através do Porto de Rotterdam com destino ao Porto de Paranaguá e posterior análise pela Receita Federal e liberação da Nota Fiscal.
Logo, conclui-se que para empresas que desejam importar através do porto localizado no estado do Paraná, serão necessários 45,64 dias em média, com desvio padrão de 5,588 dias além do tempo de trânsito até o destino final, o qual é diretamente proporcional a distância até o porto. Deve-se sempre levar em consideração a raiz quadrada da soma dos quadrados do desvio padrão no cálculo do mesmo, para minimização da propagação dos erros.
Um outro fator de extrema importância é a previsão de liberação da Nota Fiscal, no que diz respeito ao dia útil da semana. Pois deverá sempre ser considerado os finais de semana quando aplicados, em caso de o prestador de serviço de transporte até o destino final operar somente em dias úteis.

71 Cenário 2 – Porto de Santos, SP
O Porto de Santos, SP, maior porto em atividade no país, obteve valores muito semelhantes, principalmente devido a proximidade dos dois estados. Em média, o tempo de trânsito da embarcação desde o Porto de Rotterdam até o Porto de Santos, é em apenas um dia a menos em relação ao Porto de Paranaguá. Portanto, para o desenvolvimento desta etapa foi o utilizado média com valor de 21,76 dias e desvio padrão de 2,298.
Neste cenário foram consideradas as etapas 1, 2, 3, 4, 5 e 6, suas respectivas médias e desvios padrão, porém sempre considerando dias úteis e dias consecutivos quando se fez necessário, conforme pode-se analisar na tabela 5.
Tabela 5 – Média e desvio padrão em dias das etapas necessários para o processo
de importação até o Santos.
Etapa Média (dias) Desvio Padrão (dias) 1 6,25 2,894 2 1,94 2,448 3 6,25 2,677 5 1,90 1,887 6 0,54 0,922 SOMA 22,88 dias
consecutivos 5,094
4 21,76 2,298 SOMA TOTAL 44,64 5,588
Fonte: Autoria própria (2015)
O somatório das médias das etapas 1, 2, 3, 5 e 6 foram convertidas de dias consecutivos para dias úteis, ou seja, uma média de 22,88. Esta média foi então somada ao tempo de trânsito, etapa 4, totalizando um valor de 44,64 dias e desvio

72 padrão de 5,558 dias para que seja efetuado todo o processo de importação desde a coleta no fornecedor na Europa, envio através do Porto de Rotterdam com destino ao Porto de Santos e posterior análise pela Receita Federal e liberação da Nota Fiscal.
Conclui-se então que para empresas que desejam importar através do porto localizado no estado de São Paulo, serão necessários 44,64 dias em média, com desvio padrão de 5,558 dias além do tempo de trânsito até o destino final, o qual é diretamente proporcional a distância até o porto. Deve-se sempre levar em consideração a raiz quadrada da soma dos quadrados do desvio padrão no cálculo do mesmo, para minimização da propagação dos erros.
As mesmas considerações a despeito dos finais de semana deverão ser consideradas em casos os quais o transportador não opere em tais dias.

73 5 CONCLUSÃO
Os resultados apresentados neste trabalho comprovaram de fato a subestimação do tempo de ordem de ciclo no processo de importação pela empresa analisada. A subestimação dos mesmos provocava o atraso da produção e um custo extremamente elevado em fretes aéreos emergenciais. Logo, foi possível estabelecer um tempo médio e desvio padrão para o tempo de ciclo do pedido.
Este trabalho é relevante em uma perspectiva acadêmica, já que não foi encontrado trabalhos semelhantes que abordem o tempo de ciclo de da ordem do pedido de importação da Europa para o Brasil. Além disto, abre uma prerrogativa para que outros trabalhos possam ser elaborados a partir deste, já que a base de dados utilizadas na elaboração dos cálculos é extremamente rica, com centenas de amostras, com grande lastro já que se passa durante um ano todo.
Da ótica industrial, este trabalho foi capaz de solucionar uma problema do cotidiano do departamento logístico além de sanar dúvidas preciosas e críticas no que diz respeito ao tempo de ciclo para o processo de importação. Especialmente em meio à crise econômica em que passa o país, a previsibilidade dos custos é vital para a sobrevivência do setor produtivo no país. As validações destes dados foram constatadas pela própria empresa em questão, já que considerando o desvio padrão, o processo proposto neste trabalho ratificou o que era percebido no cotidiano da empresa.
É imperativo a boa e equilibrada estimativa para qualquer processo, e neste em específico, existem diversas variáveis que podem limitar ou promover atrasos nas variadas etapas que o compõe. Faz-se então necessário o uso das mais diversas ferramentas para mitigação de problemas que possam impactar de maneira negativa essas variáveis. Buscando sempre um fluxo contínuo desde a coleta das ordens de pedido, o correto preenchimento da documentação, para que não haja interrupções e atrasos no processo, permitindo assim que a carga percorra o Canal Verde na parametrização, garantindo assim a entrega dentro do tempo previsto.
A cooperação na parceria com o agente de cargas e despachante aduaneiro é fundamental para que o processo ocorra da forma mais rápida possível.

74 Investimentos no sistema do Siscomex pode ser decisivo para melhor competição do setor produtivo o qual importar de fornecedores ou outras plantas localizadas em outros continentes, além de diminuição substancial da documentação necessária, em um processo que é essencialmente e fortemente burocrático.
Com uma rica planilha de dados disponibilizada pela empresa estudada, foi possível desenvolver este trabalho, porém a falta de um conhecimento maior na área do comércio exterior foi um impeditivo significativo na elaboração desta metodologia. Seria extremadamente interessante a continuidade deste trabalho, especialmente nas etapas que acontecem em solo europeu, com uma maior quantidade de amostras, análises e comparações. Além deste, um estudo sobre este processo no que diz respeito ao Porto de Santos, maior porto do Brasil, contribuiria largamente com a área da Logística e Cadeia de Suprimentos.

75
REFERÊNCIAS
ALVARENGA, A. C., NOVAES, A. G. N., Logística Aplicada – Suprimento e Distribuição Física. 3ª Edição. São Paulo: Edgar Blucher, 2000. APPOLINARIO, F. Dicionário de metodologia científica: um guia para a produção do conhecimento científico. Sao Paulo: Atlas, 2004. BALLOU, Ronald H., Business Logistics Management. Prentice- Hall, Inc., Englewood Cliffs, NJ, 1992. BALLOU, Ronald H., Gerenciando a Cadeia de Suprimentos: planejamento, organizacao e logistica empresarial. Porto Alegre: Bookman, 2001. BALLOU, Ronald H., Logistica Empresarial - Transportes, Administracao de Materiais e Distribuicao Fisica. São Paulo: Atlas, 1993. BARROS, A. J. S. e LEHFELD, N. A. S. Fundamentos de Metodologia: Um Guia para a Iniciacao Cientifica. 2 Ed. São Paulo: Makron Books, 2000. BIZELLI, João dos Santos. Importação: sistemática administrativa e fiscal. São Paulo: Aduaneiras, 2011. BOZARTH, C.C., et al., The impact of supply chain complexity on manufacturing plant performance. / Journal of Operations Management 27, p. 78–93, 2009. CHRISTOPHER, M., Logistics and Supply Chain Management, Pitman Publishing, London, 1992. CHRISTOPHER, M., Logistics and Supply Chain Management: Strategies for Reducing Costs and Improving, 1998.

76 DAVENPORT, T.H., JARVENPAA, S.L., BEERS, M.C., Improving knowledge work processes. Sloan Management Review 37 (4), p. 53–65, 1996. DEMARIA, M. O operador de transporte multimodal como fator de otimização logística. 2004. 87 páginas. Dissertação. Universidade Federal de Santa Catarina, Santa Catarina. 2004 DREYER, D.E., Performance measurement: a practitioner’s perspective. Supply Chain Management Review 4 (4), p. 30–36, 2000.���
�
FAINTER, George. A brief introduction to error analysis and propagation. 2011. Disponível em <http://lben.epfl.ch/files/content/sites/lben/files/users/179705/Error%20Propagation_2012.pdf>. Acesso em 01 de fevereiro de 2015. �
�
FLEURY, P.F., FIGUEIREDO, K., WANKE, P. (org.). Logística Empresarial: A Perspectivas Brasileira. Coleção COPPEAD de Administração. São Paulo: Atlas, 2000. GUNASEKARAN, A., PATEL, C., TIRTIROGLU, E., Performance measures and metrics in a supply chain environment, International Journal of Operations & Production Management, Vol. 21 Iss 1/2 p. 71 – 87, 2001. HARRINGTON, H.J., Business process improvement: the breakthrough strategy for total quality, productivity, and competitiveness. McGraw-Hill, New York, pg 53-8, 1991.� HAYES, R.H., WHEELWRIGHT, S.C., Link manufacturing and product life cycles. Harvard Business Review 57 (1), p. 133–140, 1979.� HORCH, Nils. Management Control of Global Supply Chains. 2009.

77
JEFFS, V. P.,HILLS, P. J. (1990) Determinants of modal choice in freight transport: a case study. Transportation 17(1): 29-47.
KEEDI, S., Transporte, unitizacao e seguros internacionais de cargas. 2o ed. São Paulo. Aduaneiras, 2003. KEEDI, S.; MENDONCA, P. C. C., Transportes e seguros no comercio exterior. São Paulo: Aduaneiras, 2000. KOSAKA, Gilberto. Lead Time. Disponível em <http://www.lean.org.br/artigos/384/lead time.aspx>. Acesso em: 24 de Dezembro de 2015 LAI, K.H., et al., Measures for evaluating supply chain performance in transport logistics. Transportation Research Part E 38 p. 439–456, 2002. LEE, H.L. AND BILLINGTON, C. Managing supply chain inventory: pitfalls and opportunities', Sloan Management Review, Spring, p. 65-73, 1992. LEE, H.L., Creating value through supply chain integration. Supply Chain Management Review 4 (4), p. 30–36, 2000. LOPEZ, J. M. C.; GAMA, M. Comercio Exterior Competitivo. São Paulo: Aduaneiras, 2008. LUDOVICO, Nelson. Logística Internacional: um enfoque em comércio exterior. Edição revisada e atualizada. São Paulo: Saraiva, 2007. MILONE, Giuseppe. Estatística Geral e Aplicada. Learning Thomson, 2004.

78 MONTGOMERY, Douglas C., Introdução ao Controle Estatístico da Qualidade. LTC. 4ª Edição, 2004. PORTER, M.E., Competitive advantage: creating and sustaining superior performance. Free Press, New York, 1985. PREFEITURA MUNICIPAL DE CURITIBA. Agência Curitiba de Desenvolvimento S/A Informações Socioeconômicas – Guia do Investidor. 3.ed. – Curitiba, 2010.� RECEITA FEDERAL. Parametrização. Disponível em < http://idg.receita.fazenda.gov.br/orientacao/aduaneira/manuais/despacho-de-importacao/topicos-1/despacho-de-importacao/etapas-do-despacho-aduaneiro-de-importacao/parametricao>. Acesso em 10 de Outubro de 2015 RECHENMACHER, M.J.W., DORR, H. A., A burocracia nos portos brasileiros. Revista Eletrônica do Curso de Ciências Contábeis, FACCAT, Edição 6, ano 2015. ROSALYN A. WILSON, Transportation in America 2000, Washington DC: ENO Transportation Foundation, p. 51, 2000. SLACK, Nigel et al. Administração da Produção. São Paulo. Atlas. 2002. SURANA, A., KUMARA, S., GREAVES, M., RAGHAVAN, U.N., Supply-chain networks: a complex adaptive systems perspective. International Journal of Production Research 43 (20), p. 4235–4265, 2005. TELLES, T. S., GUIMARÃES, M. F., ROESSING, A. C., Perfil da infra-estrutura de transportes para escoamento da soja no Brasil, 2007. VIEIRA, G. B. B. (Organizador). Logística e Distribuição Física Internacional. São Paulo: Aduaneiras, 2006.


















