
Proposta para Dissertao de Mestrado - biblioteca.pucminas.br · orientação e incentivo dispensado...
140
Pontifícia Universidade Católica de Minas Gerais Programa de Pós-Graduação em Engenharia Mecânica Dissertação de Mestrado Otimização do Processo de Torneamento de Peças Endurecidas por meio da Definição do Intervalo de Máxima Eficiência da Velocidade de Corte Luciomar de Abreu Campos Orientador: Prof. Wisley Falco Sales, Dr. Belo Horizonte, 27 de Fevereiro de 2004
Transcript of Proposta para Dissertao de Mestrado - biblioteca.pucminas.br · orientação e incentivo dispensado...
Pontifícia Universidade Católica de Minas Gerais Programa de Pós-Graduação em Engenharia Mecânica
Dissertação de Mestrado
Otimização do Processo de Torneamento de Peças Endurecidas por meio da Definição do Intervalo de Máxima Eficiência da Velocidade
de Corte
Luciomar de Abreu Campos
Orientador: Prof. Wisley Falco Sales, Dr.
Belo Horizonte, 27 de Fevereiro de 2004
Pontifícia Universidade Católica de Minas Gerais Programa de Pós-Graduação em Engenharia Mecânica
Dissertação de Mestrado
Otimização do Processo de Torneamento de Peças Endurecidas por meio da Definição do Intervalo de Máxima Eficiência da Velocidade
de Corte
Luciomar de Abreu Campos
Dissertação apresentada ao Departamento de Engenharia Mecânica da PUC Minas como parte dos requisitos para obtenção do título de MESTRE EM CIÊNCIAS EM ENGENHARIA MECÂNICA.
Orientador: Prof. Wisley Falco Sales, Dr.
Banca Examinadora: Prof. Wisley Falco Sales, Dr. – PUC Minas – Presidente, Orientador Prof. Sandro Cardoso Santos, Dr.– CEFET/MG – Co-Orientador Prof. Márcio Bacci da Silva, PhD – UFU – Membro Externo Prof. Ernani Sales Palma, Dr.-Ing. – PUC Minas
Belo Horizonte, 27 de Fevereiro de 2004

Aos meus pais, Edna e José Tarcísio,
minhas irmãs Giovana e Fernanda,
minha esposa Valéria,
toda minha família
e a Deus.
À memória de Lucio de Abreu
AGRADECIMENTOS
Aos Professores Dr. Wisley Falco Sales e Dr. Sandro Cardoso Santos pela
orientação e incentivo dispensado no desenvolvimento deste trabalho.
À FIAT-GM POWERTRAIN – FA Powertrain Ltda., pelo apoio e suporte
financeiro, por disponibilizar suas instalações para os ensaios experimentais e
controles, e pelo incentivo com sua política de crescimento da profissionalidade
de seus funcionários, em especial ao Sr. Ricardo Peluso, Sr. Antônio Maria e
ao Sr. Giuseppe Col.
Aos professores Dr. Álisson R. Machado, Dr. Ernani Palma, pelo incentivo,
ajuda e apoio.
A toda a equipe de mestrado da PUC, em especial ao Prof. Dr. José Ricardo e
à Valéria.
Aos Colegas da escola de Ferramentas da FA Powertrain Ltda., Roberto
Piacesi, Magno Luis, Walter Seppe, Paulo Sérgio, Rogério Luis, Roney
Gonçalves, Antônio Silvério, Guilheme Machado, Fernando Xavier, Willian de
Melo, João André, Marcelo Gomes, Orlando Garcia, Amilton Cory, Marcos
Paulo, Handro, Nívea, Joel e Valério Loschiavo.
Aos colegas da Engenharia de Manufatura da FA Powertrain Ltda., Tatiana,
Antônio Sena, Célio, Bruno, Rogério Gomes, Sérgio, Ederson, Alexandre,
Flávio, José Geraldo, José Francisco, Jaime e Leonardo Vinte.
Aos colegas da Qualidade (U.T.E. 29-42 - Controle de Engrenagem) da FA
Powertrain Ltda., Celso, Ricardo, Carlito, Agostinho e Welberth, e da Usinagem
(U.T.E. 29-13) Mardoquel, Milton, Alessandro, Frederico, Marcos Eloi e
Adelque.
Ao Hermano do Laboratório Metalúrgico da FIAT Automóveis S.A., pela ajuda
nas fotos feitas no MEV.
E finalmente, a todos aqueles que diretamente e indiretamente contribuíram
para a realização deste trabalho.
RESUMO
Neste trabalho apresentou-se o desenvolvimento da metodologia para
otimização do processo de torneamento de peça de Aço DIN 19MnCr5 G
tratada termoquimicamente por carbonitretação com dureza superficial de 58
HRC. Utilizou-se ferramenta de corte de nitreto cúbico de boro policristalino
(PCBN), baseado no Intervalo de Máxima Eficiência – IME e demais restrições
do processo e cenário produtivo. Foi utilizada a metodologia para determinar as
condições de corte, e, consequentemente, dos demais elementos necessários
para construção do Intervalo de Máxima Eficiência (IME). Como resultado final,
foi obtida a velocidade de corte otimizada. As principais variáveis que
influenciam o processo foram consideradas na otimização. A vida da
ferramenta, as formas e mecanismos de desgaste da ferramenta e a
rugosidade da peça (Ra) foram avaliados.
Palavras-Chave: Otimização, Intervalo de Máxima Eficiência, Ferramentas de
CBN, Aços Endurecidos e Desgastes de Ferramentas.
ABSTRACT
The main goal of this work is to propose the methodology development to
optimize the process when turning DIN 19MnCr5 G steel subjected to
carbonitriding reaching a surface hardness of 58 HRC. The polycrystalline cubic
boron nitride (PCBN) tools were used. Based on the Maximum Efficiency
Interval – MEI, and considering all the process constraints involved and the
environment scenery. Cutting condition determination was proposed to be in
shop floor, and consists on tests realization to obtain the cutting tool life
coefficients. Therefore, all process parameters were considered. The tool life,
the wear mechanisms and surface roughness (Ra) of workpiece were
evaluated.
Keywords: Optimization, Maximum Efficiency Interval, PCBN Tools, Hardened
Steel and Tool Life.
vii
SUMÁRIO
1 - INTRODUÇÃO ........................................................................................ 1
1.1 - Justificativas para Escolha do Modelo Experimental ...................... 3
1.1.1 - Evolução Quantitativa das Máquinas CNC .......................... 3
1.1.2 - Diversidade de Tipos de Máquinas CNC ............................. 4
1.1.3 - Diversidade de Tipos de Comandos CNC ........................... 5
1.1.4 - Diversidade de Tipos de Elementos Fabricados ................. 6
1.1.4.1 Motor ..................................................................... 6
1.1.4.2 Câmbio .................................................................. 6
1.1.5 - Aplicação da metodologia versus desenvolvimento de SE . 7
1.2 - Justificativas para escolha da máquina e peça a ser estudada ..... 8
1.3 - Objetivos do Trabalho ..................................................................... 9
1.3.1 - Objetivos gerais ................................................................... 9
1.3.2 - Objetivos específicos ........................................................... 9
1.4 - Organização do trabalho ................................................................ 9
2 - REVISÃO DA LITERATURA .................................................................. 11
2.1 - Introdução ....................................................................................... 11
2.2 - Noções de torneamento ................................................................. 12
2.3 - Principais grandezas físicas no torneamento ................................. 13
2.3.1 - Velocidade ........................................................................... 13
2.3.1.1 Conceitos físicos ................................................... 13
2.3.1.2 Velocidade nos processos de usinagem ............... 14
2.3.1.3 Medição da rotação ............................................... 15
2.3.1.4 Medição da avanço ............................................... 17
2.3.2 - Largura de corte ................................................................... 17
2.3.3 - Espessura de corte .............................................................. 18
2.3.4 - Força e potência de corte ................................................... 18
viii
2.4 - Ciclos e tempos de usinagem ......................................................... 19
2.4.1 - Velocidade de corte de máxima produção ........................... 20
2.5 - Custos em operações de torneamento ........................................... 23
2.5.1 - Vida econômica da ferramenta ............................................ 25
2.6 - Intervalo de Máxima Eficiência - IME ............................................. 27
2.6.1 - Conceituação ....................................................................... 27
2.6.2 - Determinação do IME .......................................................... 28
2.6.3 - Metodologia para determinação do IME .............................. 28
2.7 - Usinagem de aços endurecidos ..................................................... 30
2.8 - Ferramentas de corte ..................................................................... 31
2.8.1 - Generalidades ...................................................................... 31
2.8.2 - Classificação ........................................................................ 32
2.9 - CBN – Nitreto Cúbico de Boro ........................................................ 35
2.9.1 - Obtenção do Nitreto Cúbico de Boro ................................... 35
2.9.2 - Síntese do policristalino ....................................................... 36
2.9.3 - Constituição ......................................................................... 36
2.9.4 - Propriedades ........................................................................ 37
2.9.5 - Tipos .................................................................................... 38
2.9.6 - Materiais de Aplicação ......................................................... 39
2.9.7 - Quadro comparativo entre os fabricantes de PCBN ............ 40
2.9.8 - Cuidados quando se utiliza ferramentas de PCBN .............. 41
2.10 - Mecanismos de desgaste das ferramentas .................................. 42
2.10.1 - Problemas e soluções relacionadas ao desgaste .............. 43
2.10.2 - Medições dos desgastes da ferramenta ............................ 47
2.11 - Vida da ferramenta ....................................................................... 48
2.11.1 - Curva de vida de uma ferramenta ..................................... 49
2.12 - Integridade superficial .................................................................. 51
2.12.1 - Considerações sobre rugosidade das superfícies ............. 52
2.12.2 - Acabamento da superfície usinada .................................... 53
2.12.3 - Alterações sub-superficiais ................................................ 55
ix
2.12.4 - Limitações no controle da rugosidade Ra .......................... 57
3 - PROCEDIMENTOS EXPERIMENTAIS .................................................. 58
3.1 - Peça a ser usinada ......................................................................... 58
3.2 - Ferramental .................................................................................... 59
3.3 - Máquina .......................................................................................... 61
3.3.1 - Seqüência de usinagem ...................................................... 64
3.4 - Fluido de corte ................................................................................ 65
3.5 - Infra estrutura adicional .................................................................. 65
3.5.1 - Instrumento de medida de desgaste OMIS MINI ................. 65
3.5.2 - MEV Microscópio Eletrônico de Varredura .......................... 66
3.5.3 - Rugosímetro ......................................................................... 67
3.5.4 - Copiador de perfil ................................................................. 67
3.6 - Etapas do projeto ............................................................................ 67
3.6.1 - Aquisição de materiais ......................................................... 67
3.6.2 - Pré-testes ............................................................................. 68
3.6.3 - Coleta de dados para situação atual ................................... 68
3.6.4 - Metodologia experimental proposta ..................................... 69
4 - RESULTADOS E DISCUSSÕES ........................................................... 71
4.1 - Pré-testes ....................................................................................... 71
4.1.1 - Histórico ............................................................................... 71
4.1.2 - Ajuste da geometria especial do inserto .............................. 72
4.1.3 - Investigação da influência do balanço do inserto na Ra ...... 73
4.1.4 - Primeiro ajustes dos parâmetros de corte ........................... 75
4.1.5 - Adequação do programa CNC ............................................. 75
4.1.6 - Análise da influência de vibração na Ra ............................... 77
4.1.7 - Consulta ao processo na FA Powertrain Itália s.r.l. ............. 78
4.1.8 - Problema de batimento da peça .......................................... 78
4.1.9 - Ajustes dos parâmetros de corte ......................................... 79
4.1.10 - Conclusão do pré-teste ...................................................... 80

x
4.2 - Prática experimental para otimização do processo ........................ 82
4.2.1 - Levantamento de dados ...................................................... 82
4.2.2 - Ensaio 1 – vc = 230 m/min .................................................... 83
4.2.3 - Ensaio 2 – vc = 276 m/min .................................................... 84
4.2.4 - Cálculos das velocidades do IME ........................................ 84
4.2.5 - Ensaio 3 – vcmcLim = 217 m/min ............................................ 85
4.2.6 - Ensaio 4 – vcmxp = 669 m/min ............................................... 86
4.2.7 - Tempos de usinagem ........................................................... 86
4.2.8 - Cálculos dos custos de produção por peça ......................... 87
4.2.9 - Curvas de desgaste ............................................................. 89
4.3 - Mecanismos de desgaste ............................................................... 93
4.3.1 - Introdução ............................................................................ 93
4.3.2 - Considerações tribológicas sobre o sistema em avaliação . 94
4.3.3 - Avaliação da ferramenta após usinar 20 peças ................... 95
4.3.4 - Avaliação da ferramenta após usinar 400 peças ................. 100
4.3.5 - Avaliação da ferramenta após usinar 800 peças ................. 106
4.3.6 - Comentários sobre a análise tribológica .............................. 112
5 - COMENTÁRIOS FINAIS E CONCLUSÕES ......................................... 114
5.1 - Comentários finais .......................................................................... 114
5.2 - Conclusões ..................................................................................... 116
5.3 - Sugestões para trabalhos futuros ................................................... 117
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................. 118
xi
LISTA DE FIGURAS
Figura 1.1 – Evolução quantitativa das máquinas CNC na PWT .................. 4
Figura 1.2 – Configuração dos tipos de máquinas CNC na PWT ................. 5
Figura 1.3 – Configuração dos tipos de comandos CNC na PWT ................ 5
Figura 1.4 – Distribuição do Custo na Unidade Produtiva Câmbio ............... 8
Figura 2.1 – Desenho esquemático de uma usinagem por torneamento ...... 12
Figura 2.2 – Representação vetorial da velocidade na usinagem ................. 14
Figura 2.3 – Regulador Watt ......................................................................... 16
Figura 2.4 – Tacômetro de Corrente Parasita ............................................... 16
Figura 2.5 – Tacogerador .............................................................................. 16
Figura 2.6 – Tacômetro Captação Sinal Digital: Indutivo .............................. 16
Figura 2.7 – Tacômetro Captação Sinal Digital: Fotoelétrico ........................ 16
Figura 2.8 – Estreboscópio ............................................................................ 16
Figura 2.9 – Disposição do Sistema de Medição nas Máquinas CNC .......... 16
Figura 2.10 – Medição da Rotação nas Máquinas Convencionais ............... 17
Figura 2.11 – Tipos de Medição do Avanço: Direta e Indireta ...................... 17
Figura 2.12 – Tempo de produção por peça versus velocidade de corte ..... 22
Figura 2.13 – Custos por peça versus velocidade de corte .......................... 26
Figura 2.14 – Curva de custos versus produção - IME ................................. 27
Figura 2.15 – Exemplo Prático de Classificação de Ferramentas ................. 34
Figura 2.16 – Exemplo de Composição de um Conjunto de Ferramentas .... 34
Figura 2.17 – Arranjo dos átomos do nitreto de boro .................................... 35
Figura 2.18 – Esquema da Obtenção do Policristalino ................................. 36
Figura 2.19 – Micrografia de diferentes tipos de PCBN ................................ 37
Figura 2.20 – Comparativo: Propriedades dos Materiais de Ferramentas .... 38
Figura 2.21 – Tipos de PCBN quanto a Fixação ........................................... 38
Figura 2.22 – Detalhe Construtivo de uma ferramenta de PCBN ................. 41
Figura 2.23 – Tipos de Desgaste das Ferramentas ...................................... 43
Figura 2.24 – Mecanismos de Desgastes das Ferramentas ......................... 43

xii
Figura 2.25 – Mecanismo de Desgaste: Desgaste de flanco e tipo entalhe . 44
Figura 2.26 – Mecanismo de Desgaste: Craterização .................................. 44
Figura 2.27 – Mecanismo de Desgaste: Deformação plástica ...................... 45
Figura 2.28 – Mecanismo de Desgaste: Aresta postiça ................................ 45
Figura 2.29 – Mecanismo de Desgaste: Martelamento de cavacos .............. 46
Figura 2.30 – Mecanismo de Desgaste: Microlascas .................................... 46
Figura 2.31 – Mecanismo de Desgaste: Fissuras térmicas ........................... 46
Figura 2.32 – Mecanismo de Desgaste: Quebra da pastilha ........................ 47
Figura 2.33 – Medidas do desgaste da ferramenta ....................................... 48
Figura 2.34 – Determinação da curva de vida de uma ferramenta TxVc ....... 50
Figura 2.35 – Curva logarítmica de desgaste de ferramenta ........................ 50
Figura 2.36 – Classificação da integridade superficial .................................. 52
Figura 2.37 – Representação esquemática da superfície de uma peça ....... 53
Figura 2.38 – Marcas de avanço na superfície da peça versus Ra ............... 54
Figura 2.39 – Diagrama de Ra equivalentes de algumas superfícies ............ 57
Figura 3.1 – Composição química do Aço 19MnCr5 G ................................. 58
Figura 3.2 – Luva de engate da 5a velocidade .............................................. 59
Figura 3.3 – Detalhe construtivo da luva de engate da 5a velocidade .......... 59
Figura 3.4 – Inserto especial de PCBN ......................................................... 60
Figura 3.5 – Porta-ferramentas ..................................................................... 60
Figura 3.6 – Sistema de fixação do inserto no porta-ferramenta .................. 60
Figura 3.7 – Visão geral do Torno Weisser ................................................... 63
Figura 3.8 – Lay-out da 1a usinagem: Ferramenta 1 ..................................... 63
Figura 3.9 – Lay-out da 2a usinagem: Ferramenta 2 ..................................... 64
Figura 3.10 – Perfil usinado da peça ............................................................. 64
Figura 3.11 – Perfil usinado pela ferramenta 1 ............................................. 64
Figura 3.12 – Perfil usinado pela ferramenta 2 ............................................. 65
Figura 3.13 – Instrumento de medida de desgaste OMIS MINI .................... 66
Figura 3.14 – Microscópio Eletrônico de Varredura – Philips XL 30 ............. 66
Figura 3.15 – Rugosímetro Perthen Mahr ..................................................... 67
xiii
Figura 3.16 – Fluxograma de execução da prática experimental .................. 68
Figura 4.1 – Ajuste do inserto: Versão antiga e nova .................................... 73
Figura 4.2 – Balanço do inserto ..................................................................... 73
Figura 4.3 – Resultado dos testes de confronto ............................................ 74
Figura 4.4 – Primeira bateria de testes: Difer ................................................ 75
Figura 4.5 – Sequencia antiga e nova da usinagem da Ferramenta 2 .......... 76
Figura 4.6 – Bateria de testes após a adequação do programa CNC ........... 76
Figura 4.7 – Testes preliminares: Sumitomo ................................................. 77
Figura 4.8 – Primeira bateria de testes: Sumitomo Classe BNC150 ............. 79
Figura 4.9 – Segunda bateria de testes: Sumitomo Classe BNX25 .............. 79
Figura 4.10 – Segunda bateria de testes: Difer ............................................. 80
Figura 4.11 – Alteração do tamanho da placa de CBN para insertos Difer ... 80
Figura 4.12 – Mecanismos de desgastes verificados no pré-teste .............. 81
Figura 4.13 – Parâmetros de corte definidos no pré-teste ............................ 81
Figura 4.14 – Ra para o ensaio 1 ................................................................... 83
Figura 4.15 – Ra para o ensaio 2 ................................................................... 84
Figura 4.16 – Ra para o ensaio 3 ................................................................... 86
Figura 4.17 – Tempo total de usinagem da peça .......................................... 87
Figura 4.18 – Custos de usinagem da peça .................................................. 88
Figura 4.19 – Curva KT versus Zt ................................................................. 89
Figura 4.20 – Curva KT versus Zt (curvas de tendência) ............................. 90
Figura 4.21 – Levantamento de dados para a curva de vida ....................... 91
Figura 4.22 – Curva de vida da ferramenta .................................................. 91
Figura 4.23 – Curva logarítmica de vida da ferramenta ............................... 92
Figura 4.24 – Validação da equação de vida da ferramenta ........................ 92
Figura 4.25 – Vista da cunha cortante da ferramenta desgastada ................ 96
Figura 4.26 – Composição química da área demarcada na região “A” da
figura 4.25 .............................................................................. 96
Figura 4.27 – Região craterizada com maior ampliação na região “B” da
Figura 4.25. ............................................................................ 97
xiv
Figura 4.28 – Ampliação da área demarcada na Figura 4.27, região
craterizada e presença de cavidades .................................... 97
Figura 4.29 – Composição química, medida no interior da cratera, na da
área demarcada na Figura 4.27 ............................................. 98
Figura 4.30 – Detalhe demarcado na região “A” da Figura 4.25, parte
inferior da superfície de folga ................................................. 98
Figura 4.31 – Vista da aresta de corte e superfícies de saída e de folga
detalhe “D” da Figura 4.25 ..................................................... 99
Figura 4.32 – Composição química do material aderido na aresta de corte,
na área demarcada na Figura 4.31 ........................................ 99
Figura 4.33 – Vista da cunha cortante da ferramenta desgastada ................ 100
Figura 4.34 – Vista da cunha cortante da ferramenta desgastada, com a
craterização, desgaste de flanco e trincas (no detalhe “A”) ... 100
Figura 4.35 – Vista da cunha cortante, evidenciando o desgaste de flanco
e a forma da cratera ............................................................... 101
Figura 4.36 – Região de transição da cratera e fase plana da ferramenta ... 101
Figura 4.37 – Vista do detalhe demarcado na Figura 4.36 evidenciando
microtrincas e desprendimento de material ........................... 102
Figura 4.38 – Vista da cunha cortante, evidenciando trincas e adesão ........ 102
Figura 4.39 – Detalhe da superfície de folga e regiões de adesão,
demarcada na Figura 4.38 ..................................................... 103
Figura 4.40 – Composição química da área demarcada na Figura 4.39 ...... 103
Figura 4.41 – Detalhe da trinca, demarcado na Figura 4.38 ......................... 104
Figura 4.42 – Interior da trinca, demarcado na região da Figura 4.43,
evidenciando microtrincas no fundo ....................................... 104
Figura 4.43 – Composição química no fundo da trinca, na área demarcada
na Figura 4.42 ........................................................................ 105
Figura 4.44 – Vista da cunha cortante da ferramenta desgastada ................ 106
Figura 4.45 – Vista da cunha cortante da ferramenta desgastada,
evidenciando a craterização e o desgaste de flanco
alterando a forma da ferramenta ............................................ 106
xv
Figura 4.46 – Detalhe da superfície de folga, evidenciando marcas de
abrasão e adesão de material ................................................ 107
Figura 4.47 – Vista da cunha cortante, evidenciando a craterização,
desgaste de flanco e alteração da forma da aresta cortante . 107
Figura 4.48 – Detalhe da aresta de corte e da superfície de folga,
demarcado na região “A” da Figura 4.47 ............................... 108
Figura 4.49 – Composição química da área demarcada por “A” na Figura
4.48, medida na superfície de folga ....................................... 108
Figura 4.50 – Detalhe “B”, demarcado na Figura 4.48, evidenciando
adesão, marcas de abrasão e microtrincas ........................... 109
Figura 4.51 – Composição química, medida na área demarcada na Figura
4.50, sobre o material aderido à superfície de folga .............. 109
Figura 4.52 – Detalhe da superfície de folga, demarcado na região “C” da
Figura 4.48 ............................................................................. 110
Figura 4.53 – Composição química medida sobre as microtrincas na
superfície de folga, na área demarcada na Figura 4.52 ........ 110
Figura 4.54 – Detalhe da cratera, demarcado na região “B” da Figura 4.47,
evidenciando adesão e trincas ............................................... 111
Figura 4.55 – Detalhe da trinca, demarcado na Figura 4.54 ......................... 111
Figura 4.56 – Um modelo simples de desgaste adesivo e interação com a
camada aderida à superfície de saída da ferramenta ............ 113
xvi
NOMENCLATURA
1-z Expoente de Kienzle
ap Profundidade de corte (mm)
ABNT Associação Brasileira de Normas Técnicas
APC Aresta Postiça de Corte
b Largura de corte (mm)
CBN Nitreto Cúbico de Boro
CNC Comando Numérico Computadorizado
d Diâmetro considerado (diâmetro da ferramenta para fresamento,
diâmetro da peça para torneamento) (mm)
De Diâmetro externo (mm)
Di Diâmetro interno (mm)
Em Espaço ocupado pela máquina-ferrarnenta (m2)
f Avanço (mm/rotação)
Fc Força de corte (kgf)
H Número de horas de trabalho previstas por ano
h Espessura de corte (mm)
HSM High Speed Machining – Usinagem à altas velocidades
im Idade da máquina–ferramenta (anos)
IME Intervalo de Máxima Eficiência
j Taxa anual de juros
K Constante da equação de vida de Taylor
K1 Custos dos tempos passivos (R$)
KB Largura da cratera
Kft Custo de cada aresta de corte do inserto (R$)
Ke Custo do m2 ocupado pela máquina–ferramenta (R$ / m2 .ano)
KM Distância do centro da cratera à aresta de corte
Kmc Custo de conservação da máquina por ano (R$ / ano)
Kp Custo de produção por peça (R$ / Peça)
Kp1 Custo de produção por peça para vc1 (R$ / Peça)
Kp2 Custo de produção por peça para vc2 (R$ / Peça)
Kp3 Custo de produção por peça para vcmcLim (R$ / Peça)
Kp4 Custo de produção por peça para vcmxp (R$ / Peça)
xvii
Kpi Custo de aquisição do inserto (R$)
KS1 Constante de Kienzle
Kum Custo da máquina-ferramenta (R$/ Peça)
Kum1 Custo da máquina-ferramenta para vc1 (R$/ Peça)
Kum2 Custo da máquina-ferramenta para vc2 (R$/ Peça)
Kum3 Custo da máquina-ferramenta para vcmcLim (R$/ Peça)
Kum4 Custo da máquina-ferramenta para vcmxp (R$/ Peça)
KT Profundidade da cratera
Kuf Custo das ferramentas (R$ / Peça)
Kuf1 Custo das ferramentas para vc1 (R$ / Peça)
Kuf2 Custo das ferramentas para vc2 (R$ / Peça)
Kuf3 Custo das ferramentas para vcmcLim (R$ / Peça)
Kuf4 Custo das ferramentas para vcmxp (R$ / Peça)
Kus Custo de mão de obra envolvidos na usinagem (R$ / peça)
Kus1 Custo de mão de obra envolvidos na usinagem para vc1 (R$ / peça)
Kus2 Custo de mão de obra envolvidos na usinagem para vc2 (R$ / peça)
Kus3 Custo de mão de obra envolvidos na usinagem para vcmcLim (R$ /
peça)
Kus4 Custo de mão de obra envolvidos na usinagem para vcmxp (R$ / peça)
lc1 Vida da aresta da ferramenta expressa em comprimento de corte para
vc1 (m)
lc2 Vida da aresta da ferramenta expressa em comprimento de corte para
vc2 (m)
lcp Comprimento de corte de uma peça (m)
lf Percurso de avanço (mm)
MEV Microscópio Eletrônico de Varredura
M Vida prevista para a máquina-ferramenta (anos)
n Rotação (rpm)
Nfp Vida média para o porta-ferramenta em número de trocas
Ns Número de arestas de corte disponíveis em cada inserto
Nt Número de trocas da ferramenta para a usinagem do lote
Pc Potência de corte, ou potência consumida (cv)
PCBN Nitreto Cúbico de Boro Policristalino
PWT FIAT-GM Powertrain – FA Powertrain Ltda.
xviii
r Raio da ponta da ferramenta (mm)
Ra Rugosidade média (µm)
rε Raio da ponta da ferramenta (mm)
RPM Rotações por Minuto
SE Sistema Especialista
Sh Salário e encargos do operador (R$ / hora)
Sm Salário máquina (R$ / hora)
T Vida da ferramenta que pode ser expressa em tempo, minutos, em
comprimento de corte, metros, ou em número de peças
t1 Tempos passivos (não dependem da vc) (min)
T1 Vida da aresta da ferramenta expressa em tempo para vc1 (min)
T2 Vida da aresta da ferramenta expressa em tempo para vc2 (min)
ta Tempo de aproximação e afastamento da ferramenta (min)
tc Tempo efetivo de corte (min)
tc1 Tempo efetivo de corte para vc1 (min)
tp Tempo de preparo da máquina (min)
tft Tempo de troca da aresta da ferramenta (min)
tft Tempo de troca da ferramenta (min)
ts Tempo secundário (min)
tt Tempo total de produção por peça (min)
tt1 Tempo total de produção por peça para vc1 (min)
tt2 Tempo total de produção por peça para vc2 (min)
tt3 Tempo total de produção por peça para vcmcLim (min)
tt4 Tempo total de produção por peça para vcmxp (min)
Tr Taxa de Remoção de Material
v Velocidade Média
vAngular Velocidade Angular
VB Largura do desgaste de flanco
VBMax Largura máxima do desgaste de flanco
vc Velocidade de corte (m/min)
vc1 Primeira velocidade de corte (m/min)
vc2 Segunda velocidade de corte (m/min)
vcmc Velocidades de corte de mínimo custo (m/min)
vcmcLim Velocidade de corte de mínimo custo limite (m/min)

xix
vcmxp Velocidades de corte de máxima produção (m/min)
vf Velocidade de avanço (mm/min)
vLinear Velocidade Linear
Vmi Valor inicial de aquisição da máquina-ferramenta (R$)
Vsi Custo de aquisição do porta-ferramenta (R$)
x Expoente da equação de vida de Taylor
Zt Número de peças usinadas por vida da ferramenta
Zt1 Vida da aresta da ferramenta expressa em número de peças para vc1
Zt2 Vida da aresta da ferramenta expressa em número de peças para vc2
Zt3 Vida da aresta da ferramenta expressa em número de peças para
vcmcLim
Zt4 Vida da aresta da ferramenta expressa em número de peças para
vcmxp
Z Número de peças do lote
ω Velocidade angular de um eixo rotativo
χr Ângulo de posição da ferramenta de corte (°)
Capítulo 1
Introdução
Nos últimos anos tem-se constatado uma preocupação mais acentuada com
relação à minimização dos custos de manufatura, não só devido à globalização
do mercado que vem requerendo uma postura mais competitiva, mas também
devido aos problemas econômicos que estão atingindo as empresas. Desta
forma, a produção deve ser orientada de maneira a se obter o mínimo custo do
produto, e o máximo lucro, mantendo o nível de qualidade desejado (Novaski,
1991).
Os primeiros estudos econômicos sobre a usinagem dos metais foram
realizados por Taylor nos Estados Unidos e Schlesinger na Alemanha.
Seguiram-se os trabalhos de Leyensetter, Eisele, Witthoff e Gilbert entre muitos
estudiosos (Ferraresi, 1977).
Os processos podem ser otimizados pela redução dos tempos não produtivos,
como tempo de fila, movimentação e outros tempos passivos que envolvam
tarefas humanas, ou, pela redução dos tempos produtivos, quando se analisa o
próprio processo de usinagem. A redução dos tempos passivos pode ser
obtida, principalmente, com a implantação de ferramentas gerenciais ou
técnicas (ex. Kanbam). Pode-se alcançar a redução dos tempos produtivos
com a implementação de novas máquinas, ferramentas, ou dispositivos, com a
otimização dos parâmetros de corte, com a redução do sobremetal, ou ainda,
pela estratégia de corte que define o caminho da ferramenta de corte no
percurso de usinagem (Baptista, 2000).
Diversas técnicas podem proporcionar melhorias do processo de usinagem,
sendo que muitas podem ser utilizadas em conjunto, ou seja, pode-se
implementar novo ferramental, juntamente com novos dispositivos e alteração
1
Capítulo 1 - Introdução 2
da estratégia de corte, em função de testes prévios em que é possível analisar
diversas condições e situações de usinagem.
Nas industrias os processos são otimizados, no que diz respeito ao
ferramental, substituindo-se a ferramenta de corte atualmente em uso, por
outra, tecnologicamente mais evoluída, alterando-se assim, todas as
características do processo corrente.
Normalmente, ensaios de usinagem são realizados, e os novos custos obtidos
são comparados com os antigos, buscando-se legitimar sua implementação.
Quando justificado, a nova ferramenta é adotada, juntamente com novos
parâmetros de corte, e o processo é considerado otimizado (Baptista, 2000).
A otimização da velocidade de corte por meio da determinação do Intervalo de
Máxima Eficiência (IME) em ambiente fabril pode apresentar significativa
redução dos tempos de corte, com conseqüente redução de custos pois é
composto pelas velocidades de corte de máxima produção, Vcmxp, de mínimo
custo limite, VcmcLim, e de mínimo custo, Vcmc. Entretanto, a determinação do
IME não é suficiente para a otimização pois, o sistema possui restrições e
características que podem influenciar na escolha da velocidade de corte de
referência (Baptista, 2000).
Baptista (2000), cita como exemplo uma situação em que a carga da máquina
é definida como gargalo, e neste caso, não é indicada a Vcmc como velocidade
de referência para a otimização, pois obviamente, é necessário acelerar o
processo produtivo, mesmo com a ocorrência de custos maiores devido à
ferramenta.
Portanto, a otimização da velocidade de corte deve ser realizada em uma
situação em que sejam respeitados, ao mesmo tempo, o IME e o sistema
produtivo envolvido. O processo otimizado nesta condição apresentar-se-á,
principalmente, com a redução de custos, ou, a redução do tempo efetivo de
corte. Como a velocidade de corte otimizada foi especificada analisando-se o
cenário produtivo, com suas informações restritivas, minimiza-se assim a
possibilidade de que a nova condição de corte acarrete problemas produtivos
posteriores (Baptista, 2000).
Apesar de apresentar vantagens em sua utilização, a determinação do IME em
ambiente fabril enfrenta algumas resistências em sua aplicação por parte de

Capítulo 1 - Introdução 3
processistas e engenheiros de processo. Segundo Baptista (2000), as
principais causas desta resistência estão relacionadas à necessidade de
resolução de cálculos complexos; necessidade de análise do sistema
produtivo; realização de ensaios para a determinação da vida da ferramenta;
definição do critério adequado para o fim de vida da ferramenta; e a escolha da
velocidade de corte. Mas, talvez, a causa mais importante seja o simples
desconhecimento da técnica.
1.1. Justificativas para escolha do modelo experimental
Antes de definir a metodologia escolhida para o desenvolvimento dos
experimentos é importante que seja caracterizado o cenário em que foi
implementado as melhorias em função do desenvolvimento desse trabalho.
É claro que este trabalho possui função acadêmica, mas também se espera
que tenha um cunho prático quando ele propõe o desenvolvimento de uma
metodologia de otimização do processo. Podia, inclusive, para este caso, não
proporcionar redução dos custos, mas, uma vez consolidada e desmistificada a
sistemática, poderá ser empregada a qualquer instante em outro ponto e
circunstância.
A proposta que foi inicialmente suscitada era desenvolver, a exemplo de
estudos já realizados, e, inclusive tomados como referência para a elaboração
deste trabalho, um software especialista que pudesse ser utilizado como
ferramenta para a otimização de processos. Para tanto, algumas
considerações foram feitas:
1.1.1- Evolução quantitativa das máquinas equipadas com comando numérico computadorizado (CNC)
A fábrica de conjunto moto-propulsores (motor e transmissão) da FA
Powertrain Ltda., que é o “laboratório” para desenvolvimento dessa pesquisa,
foi implantada em 1976. Naquela época, as máquinas eram dotadas de
mecanismos de automação particulares para aquela fase do desenvolvimento
industrial: recursos mecânicos e/ou elementos lógicos programáveis (PLC).
A introdução dos comandos CNC se deu de forma gradativa na medida que
novos investimentos se faziam necessários, não exclusivamente como uma
Capítulo 1 - Introdução 4
intenção de atualização tecnológica, mas, sobretudo para atender demanda
produtiva (quantidade e qualidade).
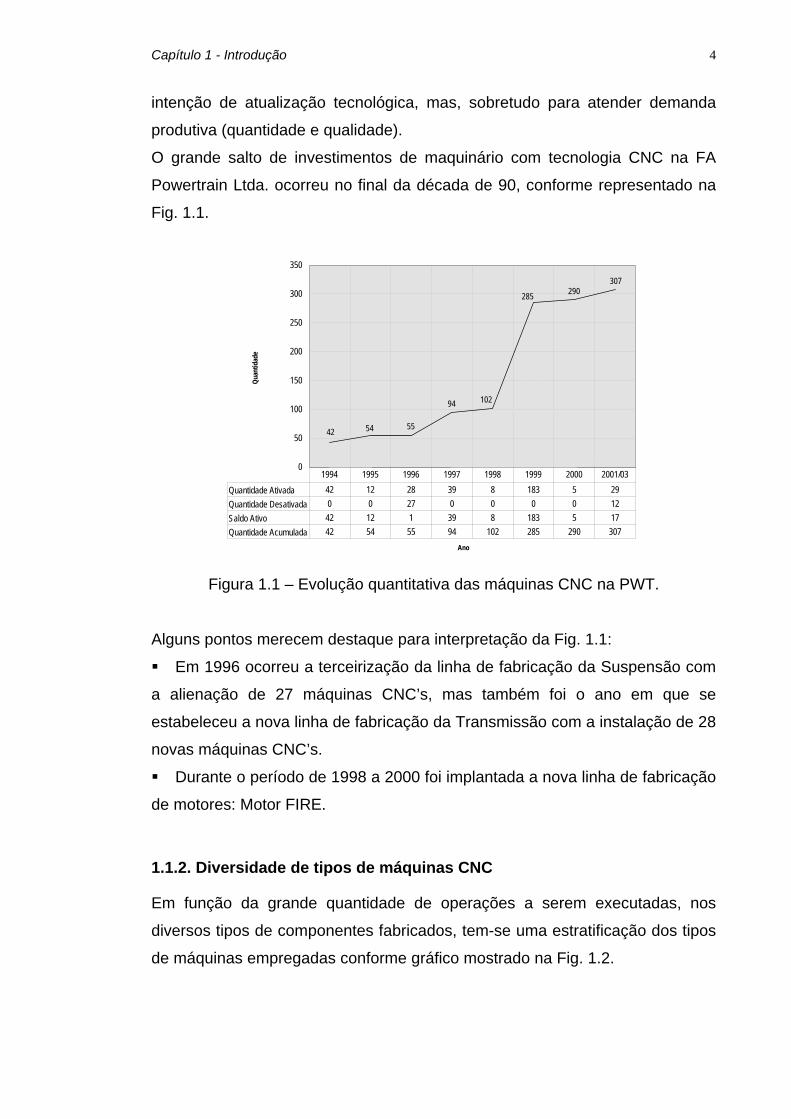
O grande salto de investimentos de maquinário com tecnologia CNC na FA
Powertrain Ltda. ocorreu no final da década de 90, conforme representado na
Fig. 1.1.
307290285
102
555442
94
0
50
100
150
200
250
300
350
Ano
Quan
tidad
e
Quantidade Ativada 42 12 28 39 8 183 5 29Quantidade Desativada 0 0 27 0 0 0 0 12Saldo Ativo 42 12 1 39 8 183 5 17Quantidade Acumulada 42 54 55 94 102 285 290 307
1994 1995 1996 1997 1998 1999 2000 2001/03
Figura 1.1 – Evolução quantitativa das máquinas CNC na PWT.
Alguns pontos merecem destaque para interpretação da Fig. 1.1:
Em 1996 ocorreu a terceirização da linha de fabricação da Suspensão com
a alienação de 27 máquinas CNC’s, mas também foi o ano em que se
estabeleceu a nova linha de fabricação da Transmissão com a instalação de 28
novas máquinas CNC’s.
Durante o período de 1998 a 2000 foi implantada a nova linha de fabricação
de motores: Motor FIRE.
1.1.2. Diversidade de tipos de máquinas CNC
Em função da grande quantidade de operações a serem executadas, nos
diversos tipos de componentes fabricados, tem-se uma estratificação dos tipos
de máquinas empregadas conforme gráfico mostrado na Fig. 1.2.

Capítulo 1 - Introdução 5
Máquinas Convencionais
70%
Máquinas para Dentagem
14%
Máquinas Especiais5%
Máquinas para Usinagem Abrasiva
11%
Figura 1.2 – Configuração dos tipos de máquinas CNC na PWT.
1.1.3. Diversidade de tipos de comandos CNC
Além dos diversos tipos de máquinas, a evolução tecnológica que envolve o
CNC proporcionou uma gama de versões bastante variada, que depende
também da empresa que o desenvolveu, conforme Fig. 1.3.
Sinumerik 840D57%
Sinumerik 840C13%
Fanuc9%
Sinumerik 8107%
Outros14%
Figura 1.3 – Quantidade dos tipos de comandos CNC na PWT.
A escolha da especificação de um comando CNC para uma máquina depende
de muitas variáveis, entre elas: requisitos técnicos de projeto, disponibilidade
de oferta do comando no mercado, e, aspectos comerciais e corporativos.
Capítulo 1 - Introdução 6
1.1.4. Diversidade de tipos de elementos fabricados
Nem todos os componentes usinados que compõem o conjunto motopropulsor
são manufaturados nas instalações da FA Powertrain Ltda., dentre aqueles que
são produzidos internamente tem-se:
1.1.4.1. Motor (4 componentes)
Bloco Motor
Cabeçote Motor
Cabeçote Superior (Motor 16 válvulas)
Virabrequim
1.1.4.2. Transmissão (27 componentes)
Coroa Cilíndrica Diferencial
Coroa Cilíndrica Diferencial Marea
Eixo Secundário
Eixo Primário
Engrenagem da 1a Velocidade Conduzida Deslizante
Engrenagem da 2a Velocidade Conduzida Deslizante
Engrenagem Conduzida Fixa da 3a Velocidade
Engrenagem Conduzida Fixa da 4a Velocidade
Engrenagem Conduzida Fixa da 5a Velocidade
Coroa Sincronizadora da 3a e 4a Velocidade
Engrenagem Condutora Deslizante da 3a Velocidade
Engrenagem Condutora Deslizante da 3a Velocidade Completa
Engrenagem Condutora Deslizante da 4a Velocidade
Engrenagem Condutora Deslizante da 4a Velocidade Completa
Engrenagem Condutora Deslizante da 5a Velocidade
Engrenagem Satélite
Engrenagem Planetária
Engrenagem Intermediária da Marcha Ré
Luva 1a/2a Velocidade
Luva 3a /4a Velocidade
Luva 5a Velocidade
Tampa para Caixa Diferencial C-513

Capítulo 1 - Introdução 7
Caixa Diferencial C-513
Caixa Diferencial Completa C-513
Caixa Diferencial C-510
Caixa de Câmbio
Suporte União
A organização do fluxo produtivo é caracterizada por células de fabricação.
Cada célula pode produzir um único elemento ou um conjunto de elementos
com características de processo similares. As células são agrupadas em torno
de dois grandes grupos de manufatura:
Unidade Produtiva Transmissão (Oficina 29)
Unidade Produtiva Motor FIRE (Oficina 30)
Cada uma dessas unidades é subdivida por quatro células de usinagem
denominadas UTE – Unidade Tecnológica Elementar.
1.1.5. Aplicação da metodologia versus desenvolvimento de software especialista
Diante dessa rápida descrição de cenário pôde-se extrair algumas conclusões:
Caso fosse optado pelo desenvolvimento de um SE (software especialista) que
tivesse inclusive a característica de se auto-alimentar com as informações de
processo e, inclusive, comunicasse com o comando CNC da máquina para que
as otimizações ocorressem de forma dinâmica, teria que ser considerado um
tipo de máquina específica, com um comando numérico com uma versão
específica. Caso contrário, o banco de dados com todas as informações de
todos os processos seria enorme e com um grau de relações de extrema
complexidade. É claro que poderia ser exeqüível, não obstante, demandaria
muito tempo para desenvolvimento e homologação, e, possivelmente não
proporcionaria retorno financeiro compatível com o esforço empreendido, além
de provocar uma demanda de manutenção do sistema que jamais fora
imaginado dentro da estrutura fabril e organizacional atual.
Assim optou-se pelo desenvolvimento de metodologia que pressupõem
trabalhos de análises de direcionamento de esforços em circunstâncias que
vislumbrem um potencial de retorno financeiro, valorizando assim a
competência de profissionais, entre engenheiros e técnicos de processo,
Capítulo 1 - Introdução 8
responsáveis pela manutenção dos custos de ferramental, que podem optar
pelo uso e aplicação dessa metodologia em situações estratégicas.
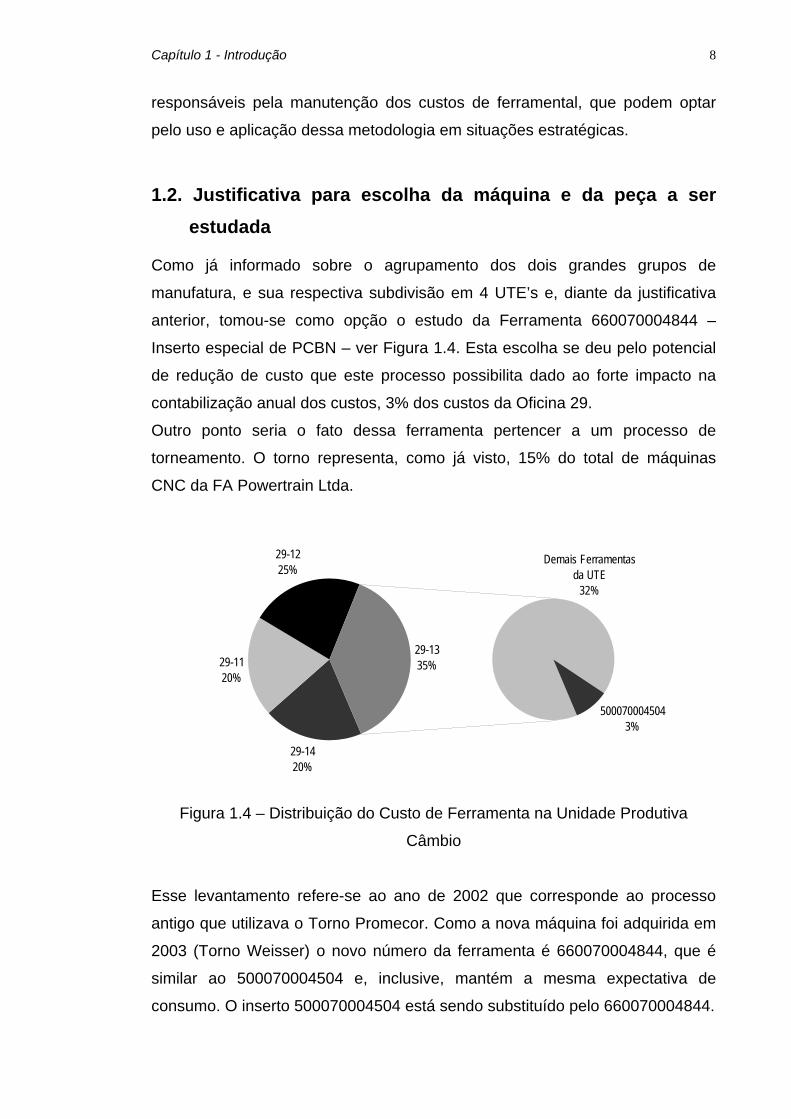
1.2. Justificativa para escolha da máquina e da peça a ser estudada
Como já informado sobre o agrupamento dos dois grandes grupos de
manufatura, e sua respectiva subdivisão em 4 UTE’s e, diante da justificativa
anterior, tomou-se como opção o estudo da Ferramenta 660070004844 –
Inserto especial de PCBN – ver Figura 1.4. Esta escolha se deu pelo potencial
de redução de custo que este processo possibilita dado ao forte impacto na
contabilização anual dos custos, 3% dos custos da Oficina 29.
Outro ponto seria o fato dessa ferramenta pertencer a um processo de
torneamento. O torno representa, como já visto, 15% do total de máquinas
CNC da FA Powertrain Ltda.
29-1420%
29-1120%
29-1335%
Demais Ferramentas da UTE
32%
5000700045043%
29-1225%
Figura 1.4 – Distribuição do Custo de Ferramenta na Unidade Produtiva
Câmbio
Esse levantamento refere-se ao ano de 2002 que corresponde ao processo
antigo que utilizava o Torno Promecor. Como a nova máquina foi adquirida em
2003 (Torno Weisser) o novo número da ferramenta é 660070004844, que é
similar ao 500070004504 e, inclusive, mantém a mesma expectativa de
consumo. O inserto 500070004504 está sendo substituído pelo 660070004844.
Capítulo 1 - Introdução 9
1.3. Objetivos do trabalho
1.3.1. Objetivos gerais
Por meio de pesquisa bibliográfica, simulações e experimentações, investigar a
possibilidade de otimização, por meio da definição do Intervalo de Máxima
Eficiência da Velocidade de Corte (IME), do processo de torneamento de peças
endurecidas para componentes automotivos, utilizando ferramentas de PCBN
(Nitreto Cúbico de Boro Policristalino).
1.3.2- Objetivos específicos
Avaliar os mecanismos e a progressão de desgaste dos insertos utilizados
para a usinagem;
Estudar o comportamento dos parâmetros superficiais para cada variação
dos parâmetros de corte propostos;
Estabelecer as equações e curvas de Vida da Ferramenta para a melhor
monitoração e conhecimento do processo;
Determinar o Intervalo de Máxima Eficiência do Processo;
Estabelecer metodologia geral que possa ser utilizada em outros pontos
considerados como críticos.
1.4. Organização do trabalho
Este trabalho foi subdividido em capítulos. No presente, faz-se uma introdução
geral ao tema proposto, descrevendo o cenário presente e o histórico evolutivo
das máquinas operatrizes no chão-de-fábrica e os objetivos propostos.
No capítulo 2, é apresentada uma revisão bibliográfica sobre a usinagem e a
otimização do processo. São abordados temas relacionados aos fundamentos
da usinagem, otimização do processo por meio do intervalo de máxima
eficiência, materiais para ferramentas de corte e integridade superficial. Neste
capítulo objetivou-se proporcionar um entendimento básico dos aspectos
Capítulo 1 - Introdução 10
relevantes ao trabalho de modo a facilitar a compreensão dos comportamentos
observados nos ensaios experimentais.
No capítulo 3 são descritos os procedimentos experimentais, onde são
apresentados a metodologia, os equipamentos e os materiais necessários para
a realização do trabalho, além dos instrumentos de medição utilizados.
No capítulo 4 são apresentados e discutidos os resultados obtidos nos testes
experimentais de usinagem, de otimização e de avaliação das ferramentas no
microscópio eletrônico de varredura.
No capítulo 5 são apresentadas as conclusões obtidas a partir do trabalho
realizado.
No capitulo 6 são feitas sugestões para trabalhos futuros, onde são
apresentadas propostas para novas investigações a serem realizadas de modo
complementar o presente trabalho.
As Referências Bibliográficas citadas, utilizadas para a realização deste
trabalho, são apresentadas no capítulo 7.
Capítulo 2
Revisão da Literatura
Neste capítulo são apresentados os conceitos relevantes para o entendimento
do trabalho. Para tornar mais didático ele foi dividido em itens, conforme
descritos a seguir:
2.1- Introdução
Desde os primórdios da civilização o homem vem utilizando diversas técnicas
de transformação buscando adequar a natureza a uma condição de vida mais
confortável. Dentre essas técnicas, desde as mais rudimentares, uma das mais
antigas e importantes é a Usinagem – processo de transformação de uma
determinada matéria prima em produto acabado por meio da retirada do
material excedente com a utilização de uma ferramenta cortante. Um dos
exemplos mais simples seria a escultura, onde a matéria prima (pedra, argila
etc.) é transformada em uma obra prima acabada, a ferramenta de corte é a
talhadeira.
Economicamente a usinagem passou a ter importância a partir do início da
fabricação do aço, em meados do século XVIII. Tomou maior impulso com a
fabricação do aço rápido (uma liga de aço especialmente utilizada na
manufatura das ferramentas e utensílios de corte) na virada do século XX. A
partir daí a evolução da usinagem se deu de forma vertiginosa, caracterizada
incisivamente pelo desenvolvimento tecnológico das ferramentas de corte.
Atualmente existe uma grande diversidade de ferramentas de corte,
considerando tanto os aspectos geométricos quanto aqueles relacionados ao
seu material constitutivo, o que gera vasta gama de aplicabilidade bem
11

Capítulo 2 – Revisão da Literatura 12
específica. Diante deste quadro, o problema é gerenciar essa diversidade
preservando a integridade de cada uso.
2.2- Noções de torneamento
Segundo Trent e Wright (2000), a operação básica de torneamento consiste na
fixação da peça de trabalho no torno mecânico pela placa ou qualquer outro
sistema alternativo de fixação e rotacionada. A ferramenta é fixada em local
específico da máquina (porta-ferramenta, torre etc.) e é movimentada
sincronizadamente a uma velocidade constante ao longo do eixo da barra,
retirando uma camada de material formando um cilindro, uma superfície ou um
perfil mais complexo, a figura 2.1 demonstra esquematicamente o
torneamento.
Figura 2.1 – Desenho esquemático de uma usinagem por torneamento (Machado e Silva, 1999).
A velocidade de corte (vc) é a taxa na qual a aresta de corte da ferramenta
percorre a superfície de trabalho não usinada, usualmente é expressa em
(m/min). O avanço (f) é a distância percorrida pela ferramenta na direção do
eixo axial em cada revolução de trabalho. A profundidade de corte (ap) é a
espessura do material removido da barra, medida na direção radial. O produto
dessas três grandezas representa a Taxa de Remoção de material, um
parâmetro sempre usado na medida da eficiência da operação de corte.
pc afvTr ××= (2.1)
A Velocidade de Corte e o Avanço são os parâmetros mais importantes que
podem ser ajustados pelos operadores de máquinas a fim de se obter uma
otimização das condições de corte. Já a profundidade de corte é

Capítulo 2 – Revisão da Literatura 13
frequentemente fixada pelas dimensões iniciais do material e as finais do
produto.
As velocidades de corte para usinagem de materiais metálicos estão
normalmente compreendidas na faixa de 3 e 200 m/min, no entanto, nos
modernos processos de HSM – High Speed Machining (Usinagem à Altas
Velocidades), estas velocidades podem ser superiores à 3500 m/min quando
se usina ligas de alumínio. A rotação (RPM) da árvore é normalmente
constante durante uma operação simples, assim em usinagens de formas mais
complexas a velocidade de corte varia à todo instante com o diâmetro que está
sendo cortado. Na ponta da ferramenta a velocidade de corte é sempre menor
do que na superfície externa do material, na prática esta diferença é muito
pequena por isso é considerada constante ao longo de todo gume cortante da
ferramenta. Modernas máquinas com controle numérico têm a capacidade de
manter constante a velocidade de corte por meio da variação da rotação
quando o diâmetro da peça muda.
2.3- Principais grandezas físicas no torneamento
As principais propriedades relacionadas aos movimentos no torneamento
podem ser definidas como:
2.3.1- Velocidade
2.3.1.1- Conceitos físicos
Simplificadamente pode-se definir a velocidade (V) como uma grandeza
vetorial, portanto, com módulo, direção e sentido específicos, que relaciona um
determinado espaço percorrido (d) com seu respectivo tempo de percurso (t).
Com relação a trajetória, no âmbito desse trabalho, a velocidade se classifica
em dois tipos:
Velocidade Linear;
Velocidade Angular (Rotação).
A Velocidade Linear é definida como a razão entre o deslocamento linear e o
tempo decorrido no deslocamento.
Capítulo 2 – Revisão da Literatura 14
TempotoDeslocamenvLinear = , (2.2)
Considerando esta velocidade como média,
txv∆∆
= (2.3)
A Velocidade Angular é definida como a razão entre o deslocamento angular e
o tempo decorrido no deslocamento, e tem como unidade o radiano por
segundo (rad/s).
TempoÂnguloVAngular = , (2.4)
A Velocidade Angular de um eixo rotativo, está relacionada com a sua
frequência de rotação. A frequência “f” significa o número de rotações na
unidade de tempo. Assim, uma rotação (2π rad) tem uma duração de 1/f s:
f12π
=ω , simplificando: (2.5)
f2π=ω (2.6)
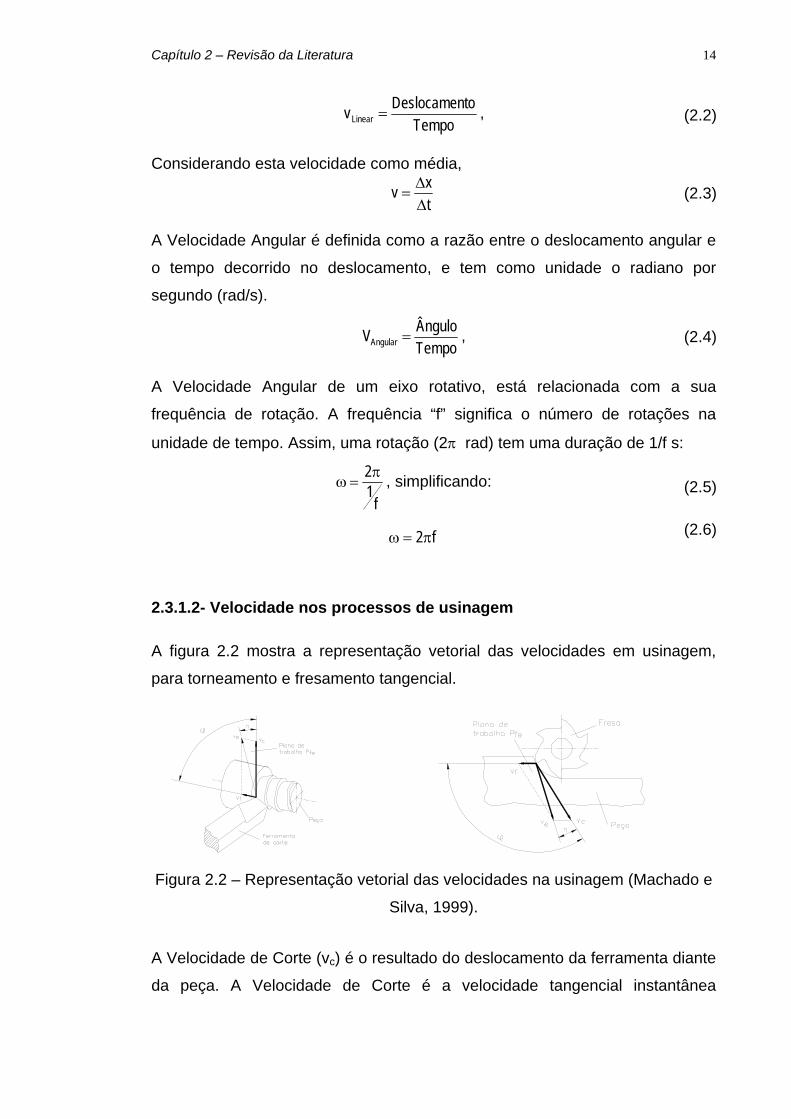
2.3.1.2- Velocidade nos processos de usinagem
A figura 2.2 mostra a representação vetorial das velocidades em usinagem,
para torneamento e fresamento tangencial.
Figura 2.2 – Representação vetorial das velocidades na usinagem (Machado e
Silva, 1999).
A Velocidade de Corte (vc) é o resultado do deslocamento da ferramenta diante
da peça. A Velocidade de Corte é a velocidade tangencial instantânea

Capítulo 2 – Revisão da Literatura 15
resultante da Rotação da ferramenta em torno da peça, onde os movimentos
de corte ocorrem concomitantemente.
1000n.d.Vc
π= (2.7)
onde: vc = velocidade de corte (m/min)
d = diâmetro considerado (ferramenta para fresamento, peça para
torneamento) (mm)
n = rotação (rpm)
Avanço (f) é o percurso de avanço em cada volta ou em cada curso da
ferramenta.
A Velocidade de Avanço (vf) é o produto do Avanço pela Rotação da
Ferramenta, considerando:
d.v.1000n c
π= , como: (2.8)
n.fv f = ,então teremos: (2.9)
f.d.v.1000v c
f π= (2.10)
onde: f = avanço (mm/rotação)
vf = velocidade de avanço (mm/min)
2.3.1.3- Medição da Rotação
Os instrumentos usados para medir a velocidade angular de eixos rotativos são
chamados Tacômetros. Existem dois tipos principais de tacômetros, os
mecânicos e os elétricos. Uma das principais diferenças entre os dois tipos é a
potência retirada do eixo que gira – os mecânicos em geral tomam mais
potência do eixo rotativo. Isso significa que a velocidade de rotação do eixo
pode ser significativamente reduzida quando um tacômetro mecânico é
utilizado (Figliona e Beasley, 1995).

Capítulo 2 – Revisão da Literatura 16
As figuras 2.3 à 2.10 mostram os principais tipos de Tacômetro (Bolton, 1988):
Figura 2.3 - Regulador Watt. Figura 2.4 - Tacômetro de corrente parasita.
Figura 2.5 – Tacogerador. Figura 2.6 - Tacômetro captação sinal digital: Indutivo.
Figura 2.7 - Tacômetro captação sinal digital: Figura 2.8 – Estreboscópio.
Fotoelétrico.
Figura 2.9 - Disposição do Sistema de Medição nas máquinas CNC.
Capítulo 2 – Revisão da Literatura 17
Figura 2.10 - Medição da Rotação nas máquinas convencionais.
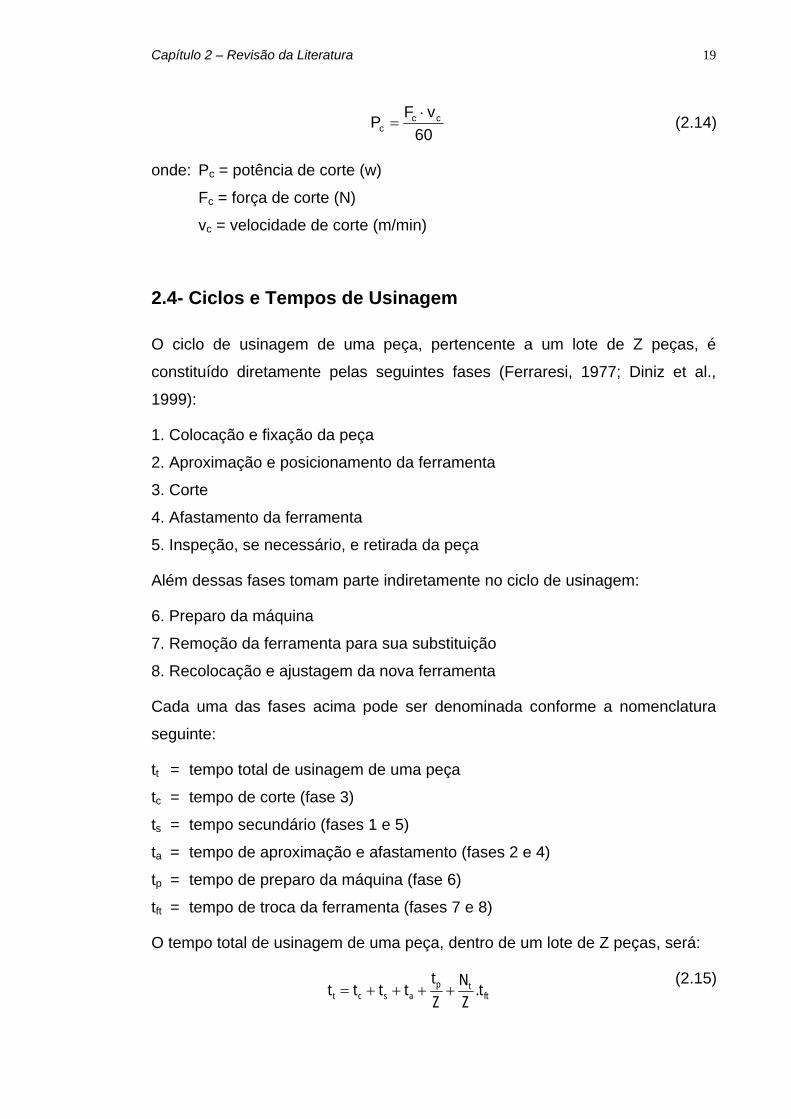
2.3.1.4- Medição do Avanço
As medição do Avanço pode ser feita de forma direta ou indireta, conforme
figura 2.11 (IFAO, 1984).
Figura 2.11 – Tipos de medição do avanço: à direita Direta, à esquerda Indireta
(IFAO, 1984).
Na Medição Direta é utilizada uma escala de medição que está montada no
carro ou na mesa da máquina. As imprecisões dos eixos e dos acionamentos
não tem nenhuma influência nos resultados das medições. Um sistema ótico
de medição toma a divisão de rastros da escala transformando esta informação
em um sinal elétrico e enviando-o ao comando.
Na Medição Indireta de posicionamento o curso é tomado pelo giro do fuso. O
sistema de medição rotativo registra o movimento do giro do disco de impulso
transformando esta informação em um sinal elétrico e enviando-o ao comando.
2.3.2- Largura de Corte
É a largura calculada da área da seção transversal de um cavaco a ser
removido, medida perpendicularmente à direção de corte, calculada conforme
norma NBR 6162/1989 da ABNT:

Capítulo 2 – Revisão da Literatura 18
)(Sena
br
p
χ= (2.11)
onde: b = largura de corte (mm)
ap = profundidade de corte (mm)
χr = ângulo de posição da ferramenta de corte (°)
2.3.3- Espessura de Corte
É a espessura calculada da área da seção transversal de um cavaco a ser
removido, medida perpendicularmente à direção de corte, calculada conforme
norma NBR 6162/1989 da ABNT:
)(Senfh rχ⋅= (2.12)
onde: h = espessura de corte (mm)
2.3.4- Força e Potências de Corte
A ação da ferramenta na peça nas operações de torneamento gera esforços
que absorvem potência fornecida pela máquina-ferramenta.
As duas principais componentes de força que atuam sobre a ferramenta de
corte são a força de corte (Fc) e a força de avanço (Ff). Entretanto a (Pc) pode
possuir, conforme demonstrado por Diniz et al. (1999), em situações extremas,
um valor até 1000 vezes maior que a Potência de Avanço (Pf) que por este
motivo, pode ser desprezada no cálculo da potência fornecida pela máquina
numa operação de torneamento. Pode-se calcular a (Fc) e a (Pc) através das
equações:
z11Sc hbKF −⋅⋅= (2.13)
onde: Fc = força de corte (kgf)
KS1 = constante de Kienzle
1-z = expoente de Kienzle
Capítulo 2 – Revisão da Literatura 19
60vFP cc
c⋅
= (2.14)
onde: Pc = potência de corte (w)
Fc = força de corte (N)
vc = velocidade de corte (m/min)
2.4- Ciclos e Tempos de Usinagem
O ciclo de usinagem de uma peça, pertencente a um lote de Z peças, é
constituído diretamente pelas seguintes fases (Ferraresi, 1977; Diniz et al.,
1999):
1. Colocação e fixação da peça
2. Aproximação e posicionamento da ferramenta
3. Corte
4. Afastamento da ferramenta
5. Inspeção, se necessário, e retirada da peça
Além dessas fases tomam parte indiretamente no ciclo de usinagem:
6. Preparo da máquina
7. Remoção da ferramenta para sua substituição
8. Recolocação e ajustagem da nova ferramenta
Cada uma das fases acima pode ser denominada conforme a nomenclatura
seguinte:
tt = tempo total de usinagem de uma peça
tc = tempo de corte (fase 3)
ts = tempo secundário (fases 1 e 5)
ta = tempo de aproximação e afastamento (fases 2 e 4)
tp = tempo de preparo da máquina (fase 6)
tft = tempo de troca da ferramenta (fases 7 e 8)
O tempo total de usinagem de uma peça, dentro de um lote de Z peças, será:
fttp
asct t.ZN
Zt
tttt ++++= (2.15)

Capítulo 2 – Revisão da Literatura 20
onde: Nt = número de trocas da ferramenta para a usinagem do lote
( ) ( )c
ttt tT.1NZ.1NZ +=+= (2.16)
1Tt.ZN c
t −= (2.17)
onde: Zt = número de peças usinadas durante a vida T de uma ferramenta.
Substituindo a equação 2.17 na equação 2.15, tem-se:
ftc
ftp
ascftcp
asct t.Ttt.
Z1
Zt
tttt.Z1
Tt
Zt
tttt +⎟⎟⎠
⎞⎜⎜⎝
⎛−+++=⎟
⎠⎞
⎜⎝⎛ −+⎟⎟
⎠
⎞⎜⎜⎝
⎛+++=
(2.18)
Pode-se observar na equação 2.18 que o tempo total de usinagem de uma
peça pode ser dividido em 3 parcelas, isto é:
21ct tttt ++= (2.19)
onde: tc = tempo de corte, que diminui com o aumento da velocidade de corte.
t1 = tempo improdutivo, referente à colocação, inspeção e retirada da
peça, aproximação e afastamento da ferramenta, substituição da
ferramenta e preparo da máquina para a usinagem de um lote, que é
independente da velocidade de corte.
t2 = tempo relacionado com a troca da ferramenta. Quanto maior a
velocidade de corte, menor a vida da ferramenta e maior é o número
de paradas da máquina para substituição da mesma e vice-versa.
Portanto, maior também esta parcela.
2.4.1- Velocidade de Corte de Máxima Produção
Velocidade de Corte de Máxima Produção (vcmxp) é a velocidade de corte em
que o tempo total de confecção de uma peça (tt) é mínimo. Para o torneamento
cilíndrico tem-se:
ccff t.n.ft.vl == (2.20)
A rotação da peça é dada por
d.v.1000n c
π= (2.21)
Assim, tem-se, no torneamento cilíndrico, que
Capítulo 2 – Revisão da Literatura 21
c
fc vf1000
ldt⋅⋅⋅⋅π
= (2.22)
onde: tc = tempo efetivo de corte (min)
lf = percurso de avanço (mm)
d = diâmetro da peça (mm)
f = avanço de corte (mm/giro)
Substituindo-se a equação 2.22 na 2.18, tem-se:
ftc
fft
pas
c
ft t
T.vf1000d.lt.
Z1
Zt
ttvf1000
d.lt ⋅⋅⋅⋅π
+⎟⎟⎠
⎞⎜⎜⎝
⎛−+++
⋅⋅⋅π
= (2.23)
Considerando a equação de Taylor:
xcvKT = (2.24)
E substituindo na equação 2.23, tem-se:
ft
1xcfp
asc
ft t
Z1
Kf1000v.d.l
Zt
ttvf1000
d.lt ⋅⎟⎟⎠
⎞⎜⎜⎝
⎛−
⋅⋅⋅π
+⎟⎟⎠
⎞⎜⎜⎝
⎛+++
⋅⋅⋅π
=−
(2.25)
Comparando a equação 2.25 com a 2.18 percebe-se que as 3 parcelas que
constituem o tempo total de confecção de 1 peça tem os seguintes valores:
c
fc vf1000
ldt⋅⋅⋅⋅π
=
Zt
Zt
ttt ftpas1 −++=
ft
1xcf
2 tKf1000
v.d.lt ⋅⋅⋅
⋅π=
−
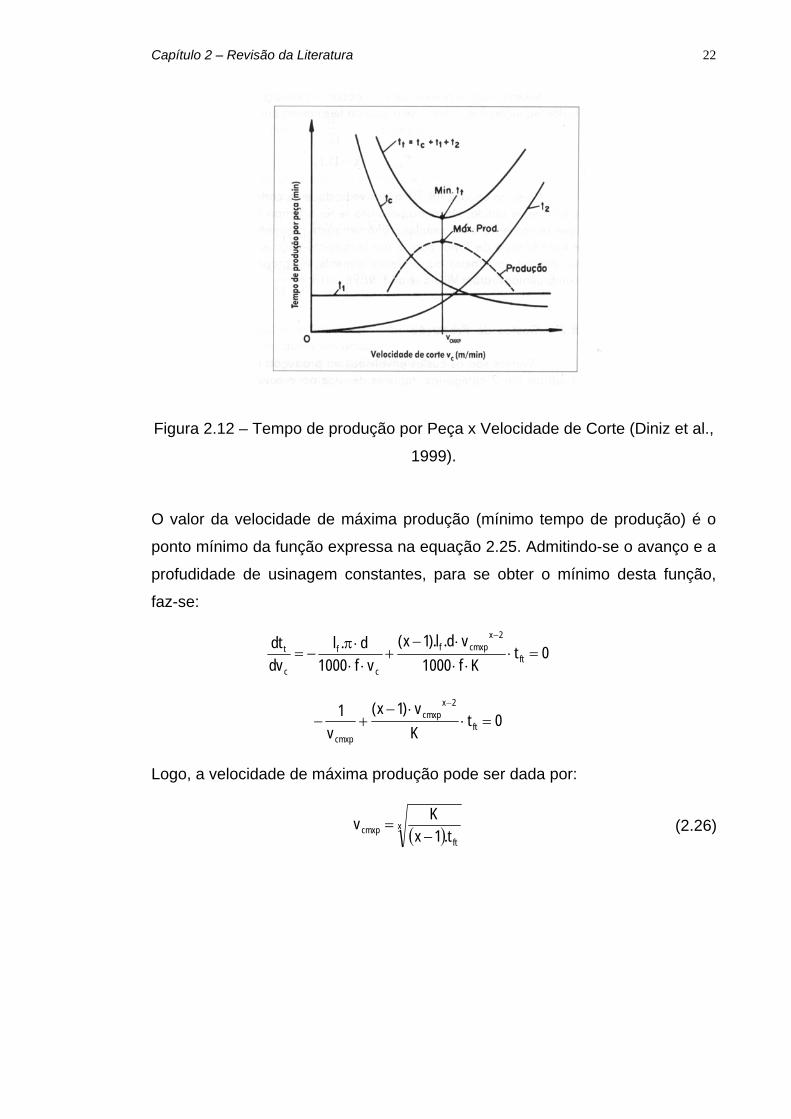
A figura 2.12 apresenta a variação dessas 3 parcelas em função da velocidade
de corte. Vê-se na figura que, como citado anteriormente, o tempo de corte
diminui com o crescimento da velocidade de corte, o tempo t1 é independente
da velocidade e o tempo t2, relativo à troca da ferramenta, aumenta com a
velocidade de corte (Diniz et al., 1999).
Capítulo 2 – Revisão da Literatura 22
Figura 2.12 – Tempo de produção por Peça x Velocidade de Corte (Diniz et al.,
1999).
O valor da velocidade de máxima produção (mínimo tempo de produção) é o
ponto mínimo da função expressa na equação 2.25. Admitindo-se o avanço e a
profudidade de usinagem constantes, para se obter o mínimo desta função,
faz-se:
0tKf1000
vd.l).1x(vf1000
d.ldvdt
ft
2xcmxpf
c
f
c
t =⋅⋅⋅
⋅−+
⋅⋅⋅π
−=−
0tKv)1x(
v1
ft
2xcmxp
cmxp
=⋅⋅−
+−−
Logo, a velocidade de máxima produção pode ser dada por:
( )x
ftcmxp t.1x
Kv−
= (2.26)
Capítulo 2 – Revisão da Literatura 23
2.5- Custos em Operações de Torneamento
O custo final de uma peça é composto por duas diferentes parcelas, uma
referente aos custos diretos e outra relativa aos custos indiretos do processo.
Os custos indiretos não serão considerados neste trabalho por envolverem
variáveis que podem ou não existir em empresas distintas, portanto,
considerar-se-á somente os custos diretos, cujos componentes envolvidos
podem ser facilmente identificados (Baptista, 2000).
Para o cálculo dos custos diretos três parcelas são identificadas no cálculo do
custo de produção por peça, sendo elas, o custo relativo a mão de obra, Kus,
relativo à máquina-ferramenta, Kum, e relativo à ferramenta, Kuf. O custo de
produção por peça pode ser calculado pela Eq. (2.27).
ufumusp KKKK ++= (2.27)
Onde: Kp = custo de produção por peça (R$ / Peça);
Kus = custo de mão de obra envolvidos na usinagem (R$ / peça);
Kum = custo da máquina-ferramenta (R$ / Peça);
Kuf = custo das ferramentas (R$ / Peça);
O custo de mão de obra pode ser calculado pela Eq. (2.28):
60S.tK h
tus = (2.28)
Onde: Sh = salário e encargos do operador (R$ / hora);
Para o cálculo do custo da máquina-ferramenta utiliza-se o salário máquina,
que é obtido por meio da Eq. (2.29):
⎥⎦
⎤⎢⎣
⎡+++⎟
⎠⎞
⎜⎝⎛ −= j.K.EK
MVj.
Mi.VV
H1S emmc
mimmimim (2.29)
Onde: Sm = salário máquina (R$ / hora);
H = número de horas de trabalho previstas por ano;
Vmi = valor inicial de aquisição da máquina-ferramenta (R$);
im = idade da máquina–ferramenta (anos);
Capítulo 2 – Revisão da Literatura 24
M = vida prevista para a máquina-ferramenta (anos);
j = taxa anual de juros;
Kmc = custo de conservação da máquina por ano (R$ / ano);
Em = espaço ocupado pela máquina-ferrarnenta (m2);
Ke = custo do m2 ocupado pela máquina–ferramenta (R$ / m2 .ano);
O valor do custo da máquina-ferramenta é calculado pela Eq. (2.30):
mt
um S.60tK = (2.30)
Logo se tem:
⎥⎦
⎤⎢⎣
⎡+++⎟
⎠⎞
⎜⎝⎛ −= j.K.EK
MVj.
Mi.VV
60.HtK emmc
mimmimi
tum (2.31)
Considerando a utilização de pastilhas intercambiáveis como ferramenta de
corte, o custo de cada aresta da ferramenta pode ser calculado pela Equação
(2.32):
s
pi
fp
sift N
KNVK += (2.32)
Onde: Kft = custo de cada aresta de corte do inserto (R$);
Vsi = custo de aquisição do porta-ferramenta (R$);
Nfp = vida média para o porta-ferramenta em número de trocas;
Kpi = custo de aquisição do inserto (R$);
Ns = número de arestas de corte disponíveis em cada inserto;
Assim, o custo da ferramenta por peça pode ser calculado com a Equação
(2.33):
t
ftuf Z
KK = (2.33)
onde: Zt = número de peças usinadas por vida da ferramenta.

Capítulo 2 – Revisão da Literatura 25
2.5.1- Vida econômica da ferramenta
Substituindo as Equações (2.28), (2.30) e (2.33) na Eq. (2.27), tem-se:
ftc
mht
t
ftmt
htp K.
Tt)SS.(
60t
ZK
60S.t
60S.tK ++=++= (2.34)
Substituindo a Equação (2.25), que expressa o valor de tt na Eq. (2.34) e
fazendo-se as passagens necessárias tem-se:
( ) ( ) ( )⎟⎠⎞
⎜⎝⎛ ++++++⎟
⎠⎞
⎜⎝⎛ −= mh
ftft
cmh
cmh
tp SS.
60tK.
TtSS.
60tSS.
Z1
60tK (2.35)
Considerando,
mh2 SSC +=
e também,
( )mhft
ft3 SS.60tKC ++=
3c
2c
1p C.TtC.
60tCK ++= (2.36)
Onde: C1 = constante independente da velocidade de corte em R$ / peça;
C2 = soma das despesas com mão de obra e com máquina em R$/hora;
C3 = constante de custo relativo à ferramenta.
Substituindo a equação 2.22 na equação 2.36, tem-se:
3c
f2
c
f1p C.
T.v.f.1000l.d.C.
v.f.1000.60l.d.CK π
+π
+= (2.37)
Substituindo T da equação de Taylor 2.24, na equação 2.37 tem-se:
3
1xcf
2c
f1p C.
K.f.1000v.l.d.C.
v.f.1000.60l.d.CK
−π+
π+= (2.38)
Capítulo 2 – Revisão da Literatura 26
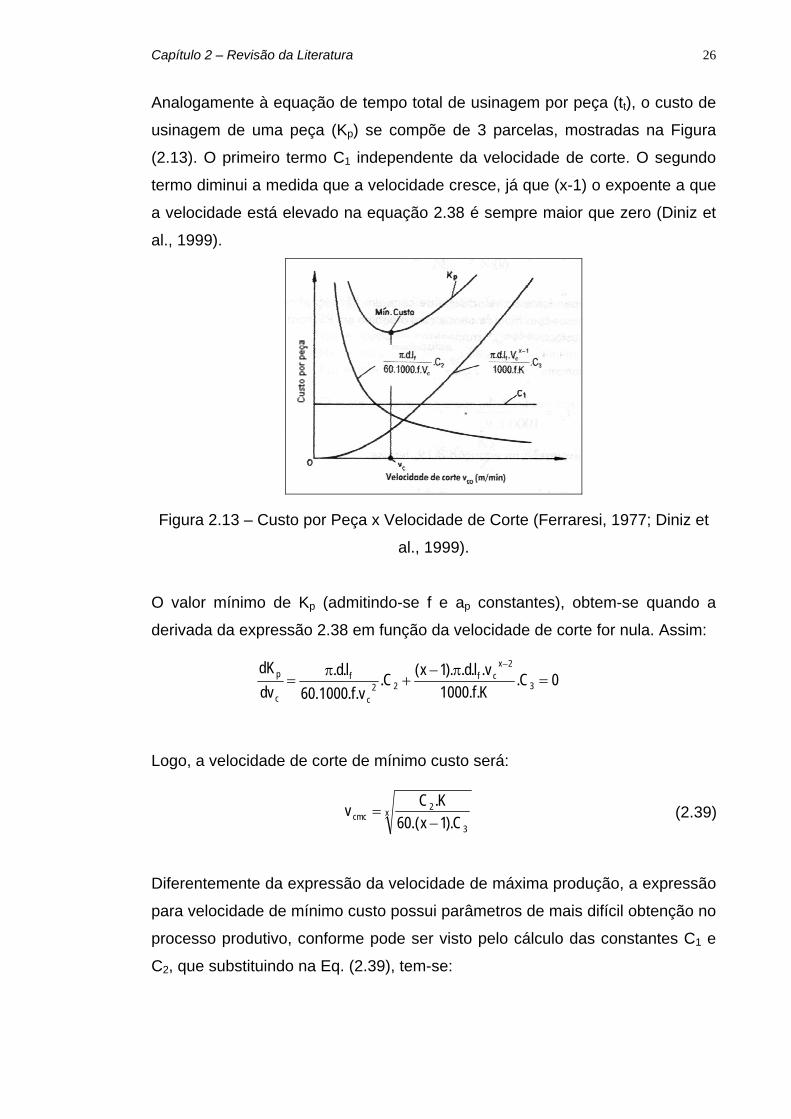
Analogamente à equação de tempo total de usinagem por peça (tt), o custo de
usinagem de uma peça (Kp) se compõe de 3 parcelas, mostradas na Figura
(2.13). O primeiro termo C1 independente da velocidade de corte. O segundo
termo diminui a medida que a velocidade cresce, já que (x-1) o expoente a que
a velocidade está elevado na equação 2.38 é sempre maior que zero (Diniz et
al., 1999).
Figura 2.13 – Custo por Peça x Velocidade de Corte (Ferraresi, 1977; Diniz et
al., 1999).
O valor mínimo de Kp (admitindo-se f e ap constantes), obtem-se quando a
derivada da expressão 2.38 em função da velocidade de corte for nula. Assim:
0C.K.f.1000v.l.d.).1x(C.
v.f.1000.60l.d.
dvdK
3
2xcf
22c
f
c
p =π−
+π
=−
Logo, a velocidade de corte de mínimo custo será:
x
3
2cmc C).1x.(60
K.Cv−
= (2.39)
Diferentemente da expressão da velocidade de máxima produção, a expressão
para velocidade de mínimo custo possui parâmetros de mais difícil obtenção no
processo produtivo, conforme pode ser visto pelo cálculo das constantes C1 e
C2, que substituindo na Eq. (2.39), tem-se:
Capítulo 2 – Revisão da Literatura 27
( )
( )
x1
ftmh
ft
mhcmc
t.60
SSK.1x.60
SS.Kv
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ +
+−
+= (2.40)
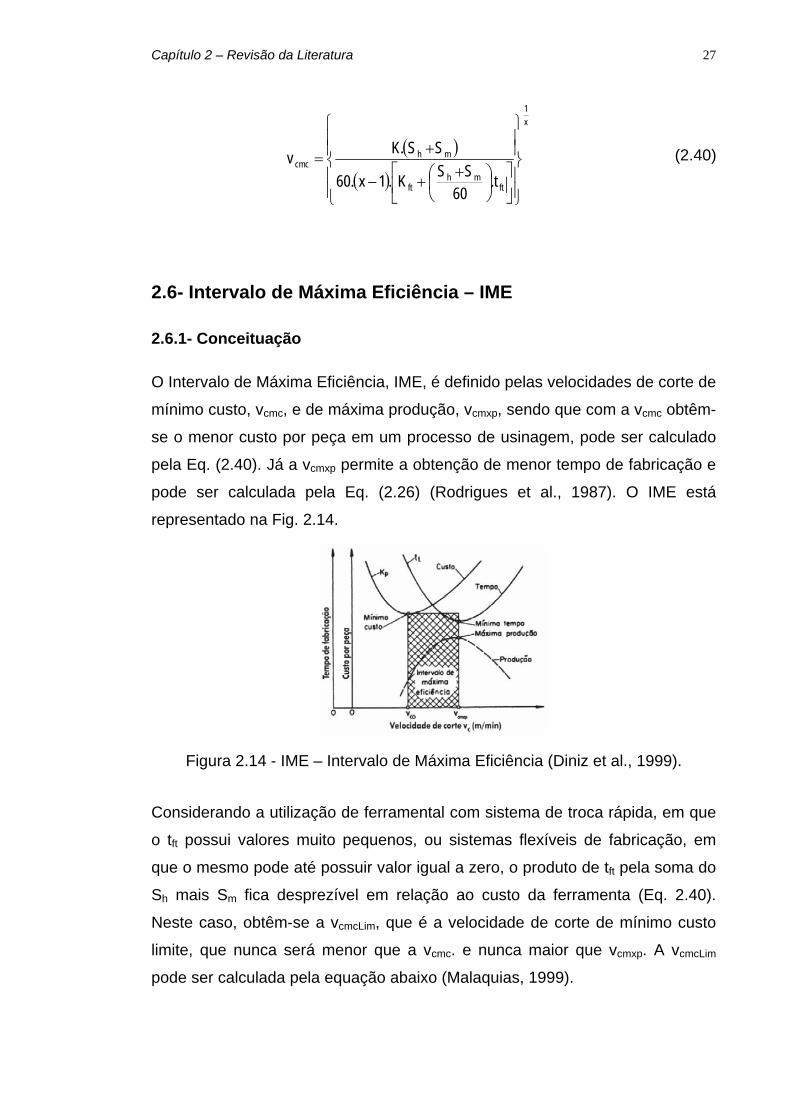
2.6- Intervalo de Máxima Eficiência – IME
2.6.1- Conceituação
O Intervalo de Máxima Eficiência, IME, é definido pelas velocidades de corte de
mínimo custo, vcmc, e de máxima produção, vcmxp, sendo que com a vcmc obtêm-
se o menor custo por peça em um processo de usinagem, pode ser calculado
pela Eq. (2.40). Já a vcmxp permite a obtenção de menor tempo de fabricação e
pode ser calculada pela Eq. (2.26) (Rodrigues et al., 1987). O IME está
representado na Fig. 2.14.
Figura 2.14 - IME – Intervalo de Máxima Eficiência (Diniz et al., 1999).
Considerando a utilização de ferramental com sistema de troca rápida, em que
o tft possui valores muito pequenos, ou sistemas flexíveis de fabricação, em
que o mesmo pode até possuir valor igual a zero, o produto de tft pela soma do
Sh mais Sm fica desprezível em relação ao custo da ferramenta (Eq. 2.40).
Neste caso, obtêm-se a vcmcLim, que é a velocidade de corte de mínimo custo
limite, que nunca será menor que a vcmc. e nunca maior que vcmxp. A vcmcLim
pode ser calculada pela equação abaixo (Malaquias, 1999).
Capítulo 2 – Revisão da Literatura 28
( )( )
x1
ft
mhcmcLim K.1x.60
SS.Kv⎭⎬⎫
⎩⎨⎧
−+
= (2.41)
2.6.2- Determinação do IME
O IME pode ser determinado com a realização de ensaios de usinagem em
laboratório ou em ambiente fabril, determinando-se a constante K e o expoente
x da equação de vida da ferramenta definida por Taylor, expressa na equação
2.24 (Diniz et al., 1999).
2.6.3- Metodologia para Determinação do IME
A metodologia para a realização dos ensaios que permitem a determinação do
IME consiste em (Rodrigues et al., 1987):
A) Determinar os parâmetros de corte de acordo com os procedimentos em
uso por parte do responsável pela elaboração do processo de usinagem,
como a adoção de valores sugeridos por catálogos de fabricantes de
ferramentas, com base na experiência do operador, ou até mesmo,
recuperando-se valores armazenados em banco de dados oriundos de
experimentos anteriores. Observa-se que os valores da profundidade de
corte, ap, e do avanço de corte, f, adotados devem possuir os valores
máximos possíveis em relação às restrições inerentes ao sistema máquina-
ferramenta-peça.
B) Iniciar a usinagem do primeiro lote de peças com a velocidade de corte, vc1,
até que o final da vida da aresta da ferramenta seja decretado por um
critério previamente estabelecido. Anotar a vida da ferramenta obtida para a
primeira velocidade de corte;
C) Calcular a segunda velocidade de corte, vc2, que deve possuir um valor de
±20% em relação à vc1 (Pallerosi e Cupini, 1975). Em seguida deve-se
iniciar a usinagem do segundo lote de peças até que o final da vida da
aresta da ferramenta seja decretado, pelo mesmo critério anterior. Anotar a
vida da ferramenta obtida para a segunda velocidade de corte;
Capítulo 2 – Revisão da Literatura 29
D) Após a realização da usinagem obtêm-se os valores da vida da ferramenta
expressos em minutos, T, em número de peças, Zt, ou em, comprimento de
corte, vc, os quais são utilizados nos cálculos da constante K e do
coeficiente x da equação de vida de Taylor. Para a vida expressa em
minutos deve-se utilizar as Eq. (2.42) e (2.43).
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
=
1c
2c
2
1
VVlog
TTlog
x (2.42)
Onde: T1 = vida da aresta da ferramenta expressa em tempo para Vc1 (min);
T2 = vida da aresta da ferramenta expressa em tempo para Vc2 (min);
vc1 = primeira velocidade de corte (m/min);
vc2 = segunda velocidade de corte (m/min);
x1c1 v.TK = (2.43)
Para vida da aresta da ferramenta expressa em número de peças deve-se
utilizar as Eq. (2.44) e (2.45).
1
vvlog
ZZlog
x
1c
2c
2t
1t
+
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
= (2.44)
Onde: Zt1 = vida da aresta da ferramenta expressa em número de peças para
vc1;
Zt2 = vida da aresta da ferramenta expressa em número de peças para
vc2;
x1c1c1t v.t.ZK = (2.45)
Onde: tc1 = tempo efetivo de corte para Vc1 (min);
Para vida da aresta da ferramenta expressa em comprimento de corte, deve-se
utilizar as Eq. (2.46) e (2.47).
Capítulo 2 – Revisão da Literatura 30
1
VVlog
lllog
x
1c
2c
2c
1c
+
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
= (2.46)
Onde: lc1 = vida da aresta da ferramenta expressa em comprimento de corte
para vc1 (m);
lc2 = vida da aresta da ferramenta expressa em comprimento de corte
para vc2 (m);
x1c1c
cp
1c v.t.llK = (2.47)
Onde: lcp = comprimento de corte de uma peça (m);
E) Calcular as velocidades de corte que constituem o IME, utilizando as Eq.
(2.26), (2.40) e (2.41), as quais devem pertencer ao intervalo utilizado no
ensaio, podendo-se ainda, respeitar uma tolerância de ±10%, salvo para a
vcmxp, que devido a influência do tft, pode atingir valores muito altos.
2.7- Usinagem de Aços Endurecidos
Convencionalmente, o processo de fabricação de uma peça de aço endurecido
inicia-se com a usinagem da mesma a partir da matéria prima no estado
recozido. A peça é usinada próxima de sua forma final, temperada e revenida
para a dureza escolhida, e então novamente usinada para as dimensões e
tolerâncias finais por meio do processo de retificação. O advento de
ferramentas de nitreto cúbico de boro policristalino (PCBN) a partir dos anos 70
resultou em um rápido avanço na tecnologia de usinagem de materiais
endurecidos. Sua alta dureza a quente e relativamente baixa solubilidade no
ferro torna o PCBN adequado para o corte de aço endurecidos. Com isso rotas
alternativas de processamento podem ser utilizadas. A matéria prima da peça
pode ser tratada termicamente para se obter dureza e propriedades mecânicas
desejadas, e então usinada para sua forma final, eliminando operações
subsequentes de retífica.
Capítulo 2 – Revisão da Literatura 31
Principais benefícios do emprego do torneamento de peças endurecidas em
relação à retificação (Sreejith et al., 2000; Fleming et al., 2000; Nakai et al.,
1991):
Flexibilidade de processos;
Aumento na capacidade produtiva;
Redução dos tempos de usinagem;
Redução na emissão de poluentes;
Menor consumo de energia por volume de material usinado
Possibilidade de reciclagem dos cavacos;
Uso opcional de um refrigerante, ou a sua eliminação;
Redução no tempo de troca do ferramental;
Eliminação do risco de danos de origem térmica (queima da peça);
Máquinas-ferramentas de menor custo.
2.8- Ferramentas de Corte
2.8.1- Generalidades
Segundo Blanpain (1987), a ferramenta é uma das primeiras criações do
homem. Pode ser definida nos seguintes termos: Ferramenta ou utensílio é o
instrumento que operário ou artesão maneja para o exercício de sua profissão.
Sendo desconhecida a origem da raça humana, a paleontologia não pode
registrar a existência dos primeiros homens sem associá-los aos testemunhos
materiais de suas atividades.
Os vestígios de uma era que se remonta a cem mil anos antes da atual,
mostram que nossos antepassados haviam utilizado sucessivamente sete
materiais para fabricar armas e ferramentas, primeiro a madeira e as conchas,
depois pedra e terra, e por último os metais (cobre, bronze e ferro).
Desde o começo da indústria, o homem cortou ramas para diversos fins,
particularmente para fabricar martelo, varas para montar flechas, cabos de
ferramentas etc. Tendo que retirar a casca dessas ramas para deixá-las mais
lisas e cômodas para se segurar e empunhar sem ferir as mãos. Os nós foram
raspados e cortados valendo-se de conchas e carcaças cortantes.
Capítulo 2 – Revisão da Literatura 32
Os antigos não conheciam o ferro e o aço, pelo que foi demonstrado,
utilizavam ferramentas de bronze.
Por todos os tempos ferramentas tem tido uma importância primordial na vida
do homem. A prova é a classificação estabelecida para o estudo da pré-
história. Esta classificação, que se estendeu por muitos anos, comprova um
estado nitidamente determinado da civilização, pelo aprimoramento das
ferramentas.
As ferramentas modificaram suas formas e se multiplicaram ao longo dos
tempos, porém suas características fundamentais se conservaram. Assim
sendo percebe-se em certas cunhas, nos primórdios das técnicas, a existência
de alguns ângulos que nada mais são que os predecessores dos atuais
ângulos de corte e incidência (folga).
No período neolítico as ferramentas se aprimoraram, o homem seguiu
talhando, esculpindo, porém, já inicia a utilização da técnica do polimento.
Durante muito tempo se utilizaram ferramentas de ferro, depois aço. Os
artesãos as sustentavam na mão, até o surgimento dos suportes portas
ferramentas, cerca de 1795.
Por fim, o processo realizado na elaboração e refino do aço, permitiu a
fabricação de aços carbono utilizados para a construção de ferramentas de
corte. Estas receberam o nome de ferramentas de aço fundido, porque sua
elaboração era efetuada em cadinhos.
Durante muitos anos, os artesãos confeccionaram eles mesmos as ferramenta
que lhes eram necessárias. Esta fabricação era um segredo familiar, como
alquimia, não eram conhecidas nem pelos sábios nem pelos físicos de outrora.
O estudo científico de ferramentas é inferior à um século.
Mesmo as teorias de Taylor, que versavam principalmente sobre o meio de
economizar tempo, constituem, ainda hoje, a base da utilização racional das
ferramentas.
2.8.2- Classificação
Uma das formas de classificação das ferramentas é pelo material, no entanto,
não se pode afirmar que exista uma classificação geral ou universal. Com base
Capítulo 2 – Revisão da Literatura 33
nos seus característico químicos, eles podem ser agrupados da seguinte
maneira (Diniz et al., 1999):
Aço carbono;
Aço semi-rápido (baixo teor de W);
Aços rápidos fundidos ou sinterizados (com ou sem revestimento);
Aços super rápidos (elevado teor de V);
Ligas fundidas;
Metal duro (com ou sem revestimento);
Cermet (com ou sem revestimento);
Cerâmicas;
Ultraduros: PCD (Polycrystalline Compact Diamond) e PCBN
(Polycrystalline Cubic Boron Nitride);
Diamante natural.
As principais propriedades físico-químicas inerentes à ferramentas decorrem
do seu material constitutivo, entre elas:
Alta dureza;
Tenacidade;
Resistência ao desgaste;
Resistência à compressão;
Resistência ao cisalhamento;
Manutenção das propriedades mecânicas à altas temperaturas;
Resistência ao choque térmico;
Resistência ao impacto;
Inércia química.
Uma ferramenta para ser utilizada deve passar por um processo prévio de
preparação, montagem e ajuste, portanto pode-se dizer que as ferramentas
possuem uma característica de modularização, para ser montada deve-se
compor o módulo ou conjunto. Normalmente um conjunto de ferramenta é
constituído pela montagem de mais de um subtipo de ferramenta.
Na prática, as indústrias estabelecem critérios para classificar as ferramentas
quanto à funcionalidade, conforme mostrado na Fig. 2.15:

Capítulo 2 – Revisão da Literatura 34
Corte
Interface Acessório Cortante
Adaptador Barra
Bedame Broca Inserto
Cápsula Cartucho
Corpo Corpo Brocha
Flange Fresa Inserto
Haste Luva
Mandril Prolongador Porta Inserto
Alavanca Anel
Arruela Batente Bucha Calço
Chaveta Cunha Esfera
Espaçador Grampo
Guia Mola
Parafuso Pino Pinça Porca
Quebra-Cav. Sapata Suporte Tirante
Alargador Alisador Bedame
Bits Brocha
Se ha Fresa Caracol
Pe a
gm. Broc
Escareador Faca Chanfr. Faca Fellows Faca Rebarb. Faca Shaving
Fresa Inserto Lâmina
Lima Macho nte Rosc
Rebaixador
Interface Acessório Cortante
Haste Mandril
Anel Cone Mola
Parafuso Pinça Pino
Porta Régua Régua MD
Sapata
Chipe Abras. Disco Corte Dressador
Escova Abr. Granalha
Grão Abras. Lima Abras. Pasta Abras.
Lixa Rebolo
Roda Polim.
Abrasiva
Ferramentas
Figura 2.15 – Exemplo Prático de Classificação de Ferramentas.
A importância dessa classificação é mais organizativa que científica.
Na Figura 2.16 é mostrado um exemplo de configuração de conjunto.
Figura 2.16 – Exemplo de Composição de um Conjunto de Ferramentas.
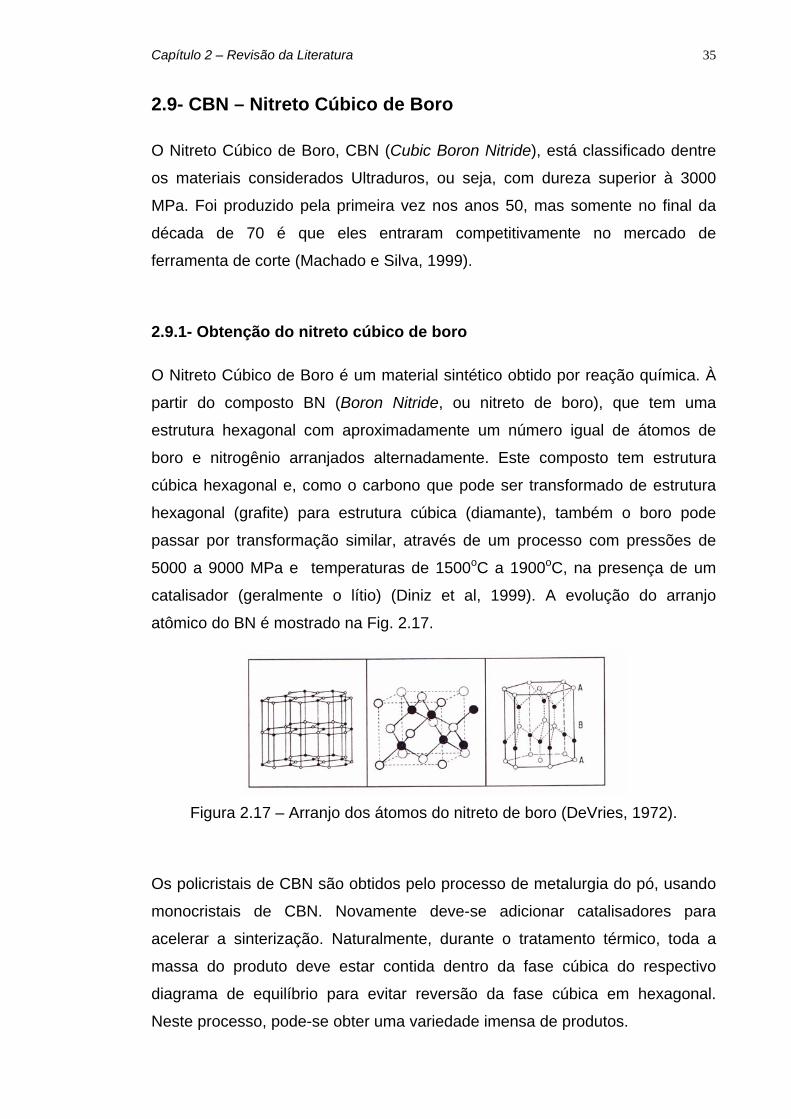
Capítulo 2 – Revisão da Literatura 35
2.9- CBN – Nitreto Cúbico de Boro
O Nitreto Cúbico de Boro, CBN (Cubic Boron Nitride), está classificado dentre
os materiais considerados Ultraduros, ou seja, com dureza superior à 3000
MPa. Foi produzido pela primeira vez nos anos 50, mas somente no final da
década de 70 é que eles entraram competitivamente no mercado de
ferramenta de corte (Machado e Silva, 1999).
2.9.1- Obtenção do nitreto cúbico de boro
O Nitreto Cúbico de Boro é um material sintético obtido por reação química. À
partir do composto BN (Boron Nitride, ou nitreto de boro), que tem uma
estrutura hexagonal com aproximadamente um número igual de átomos de
boro e nitrogênio arranjados alternadamente. Este composto tem estrutura
cúbica hexagonal e, como o carbono que pode ser transformado de estrutura
hexagonal (grafite) para estrutura cúbica (diamante), também o boro pode
passar por transformação similar, através de um processo com pressões de
5000 a 9000 MPa e temperaturas de 1500oC a 1900oC, na presença de um
catalisador (geralmente o lítio) (Diniz et al, 1999). A evolução do arranjo
atômico do BN é mostrado na Fig. 2.17.
Figura 2.17 – Arranjo dos átomos do nitreto de boro (DeVries, 1972).
Os policristais de CBN são obtidos pelo processo de metalurgia do pó, usando
monocristais de CBN. Novamente deve-se adicionar catalisadores para
acelerar a sinterização. Naturalmente, durante o tratamento térmico, toda a
massa do produto deve estar contida dentro da fase cúbica do respectivo
diagrama de equilíbrio para evitar reversão da fase cúbica em hexagonal.
Neste processo, pode-se obter uma variedade imensa de produtos.
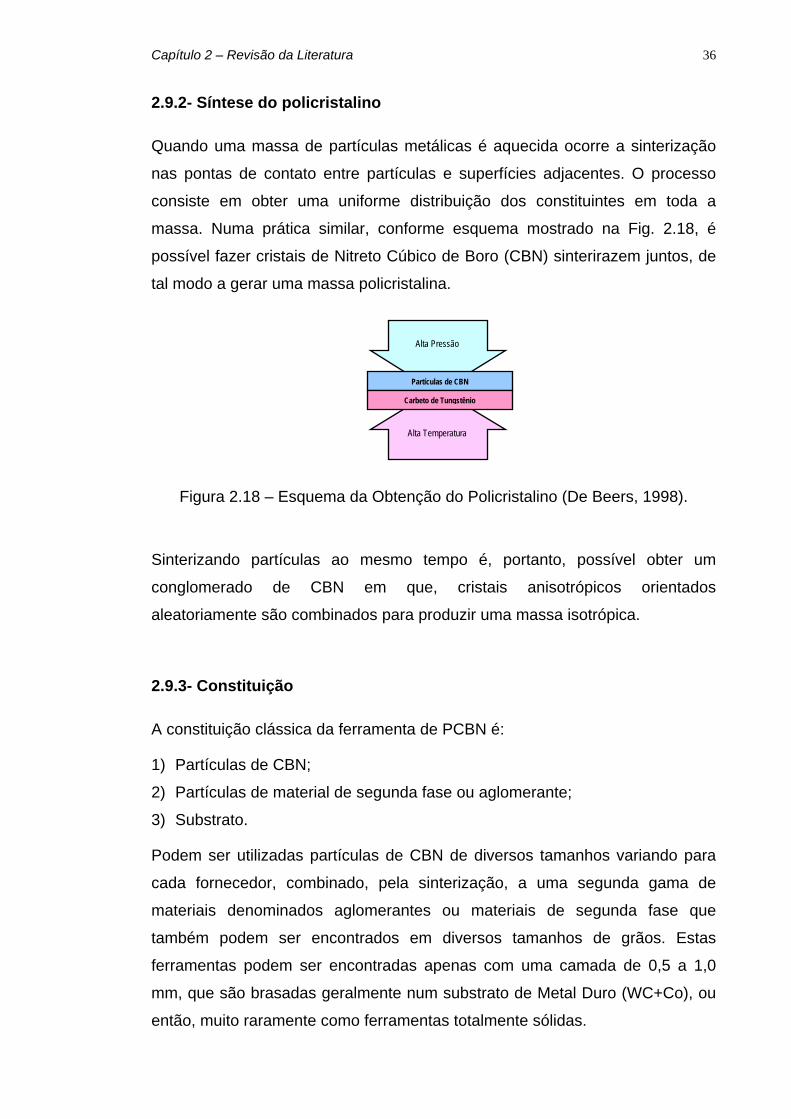
Capítulo 2 – Revisão da Literatura 36
2.9.2- Síntese do policristalino
Quando uma massa de partículas metálicas é aquecida ocorre a sinterização
nas pontas de contato entre partículas e superfícies adjacentes. O processo
consiste em obter uma uniforme distribuição dos constituintes em toda a
massa. Numa prática similar, conforme esquema mostrado na Fig. 2.18, é
possível fazer cristais de Nitreto Cúbico de Boro (CBN) sinterirazem juntos, de
tal modo a gerar uma massa policristalina.
Alta Temperatura
Alta Pressão
Carbeto de Tungstênio
Partículas de CBN
Figura 2.18 – Esquema da Obtenção do Policristalino (De Beers, 1998).
Sinterizando partículas ao mesmo tempo é, portanto, possível obter um
conglomerado de CBN em que, cristais anisotrópicos orientados
aleatoriamente são combinados para produzir uma massa isotrópica.
2.9.3- Constituição
A constituição clássica da ferramenta de PCBN é:
1) Partículas de CBN;
2) Partículas de material de segunda fase ou aglomerante;
3) Substrato.
Podem ser utilizadas partículas de CBN de diversos tamanhos variando para
cada fornecedor, combinado, pela sinterização, a uma segunda gama de
materiais denominados aglomerantes ou materiais de segunda fase que
também podem ser encontrados em diversos tamanhos de grãos. Estas
ferramentas podem ser encontradas apenas com uma camada de 0,5 a 1,0
mm, que são brasadas geralmente num substrato de Metal Duro (WC+Co), ou
então, muito raramente como ferramentas totalmente sólidas.
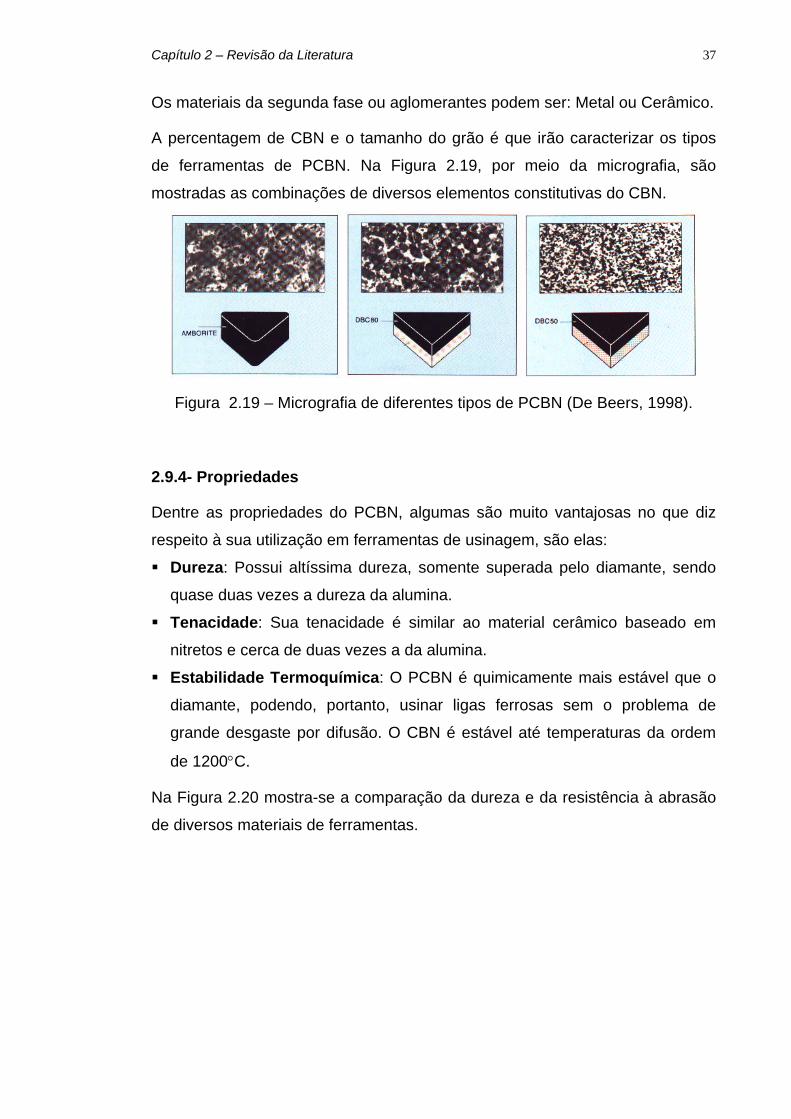
Capítulo 2 – Revisão da Literatura 37
Os materiais da segunda fase ou aglomerantes podem ser: Metal ou Cerâmico.
A percentagem de CBN e o tamanho do grão é que irão caracterizar os tipos
de ferramentas de PCBN. Na Figura 2.19, por meio da micrografia, são
mostradas as combinações de diversos elementos constitutivas do CBN.
Figura 2.19 – Micrografia de diferentes tipos de PCBN (De Beers, 1998).
2.9.4- Propriedades
Dentre as propriedades do PCBN, algumas são muito vantajosas no que diz
respeito à sua utilização em ferramentas de usinagem, são elas:
Dureza: Possui altíssima dureza, somente superada pelo diamante, sendo
quase duas vezes a dureza da alumina.
Tenacidade: Sua tenacidade é similar ao material cerâmico baseado em
nitretos e cerca de duas vezes a da alumina.
Estabilidade Termoquímica: O PCBN é quimicamente mais estável que o
diamante, podendo, portanto, usinar ligas ferrosas sem o problema de
grande desgaste por difusão. O CBN é estável até temperaturas da ordem
de 1200°C.
Na Figura 2.20 mostra-se a comparação da dureza e da resistência à abrasão
de diversos materiais de ferramentas.
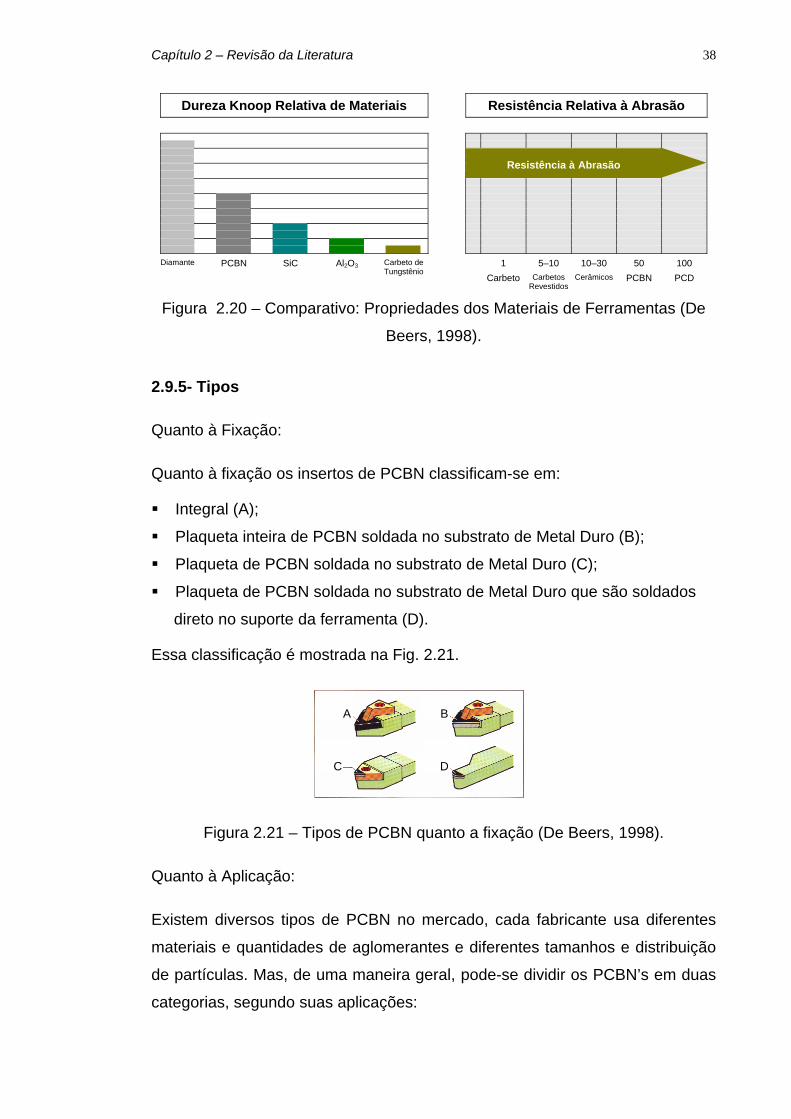
Capítulo 2 – Revisão da Literatura 38
Dureza Knoop Relativa de Materiais Resistência Relativa à Abrasão
Resistência à Abrasão
Diamante PCBN SiC Al2O3 Carbeto de Tungstênio
1 Carbeto
5–10 Carbetos
Revestidos
10–30 Cerâmicos
50 PCBN
100 PCD
Figura 2.20 – Comparativo: Propriedades dos Materiais de Ferramentas (De
Beers, 1998).
2.9.5- Tipos
Quanto à Fixação:
Quanto à fixação os insertos de PCBN classificam-se em:
Integral (A);
Plaqueta inteira de PCBN soldada no substrato de Metal Duro (B);
Plaqueta de PCBN soldada no substrato de Metal Duro (C);
Plaqueta de PCBN soldada no substrato de Metal Duro que são soldados
direto no suporte da ferramenta (D).
Essa classificação é mostrada na Fig. 2.21.
C D
A B
Figura 2.21 – Tipos de PCBN quanto a fixação (De Beers, 1998).
Quanto à Aplicação:
Existem diversos tipos de PCBN no mercado, cada fabricante usa diferentes
materiais e quantidades de aglomerantes e diferentes tamanhos e distribuição
de partículas. Mas, de uma maneira geral, pode-se dividir os PCBN’s em duas
categorias, segundo suas aplicações:
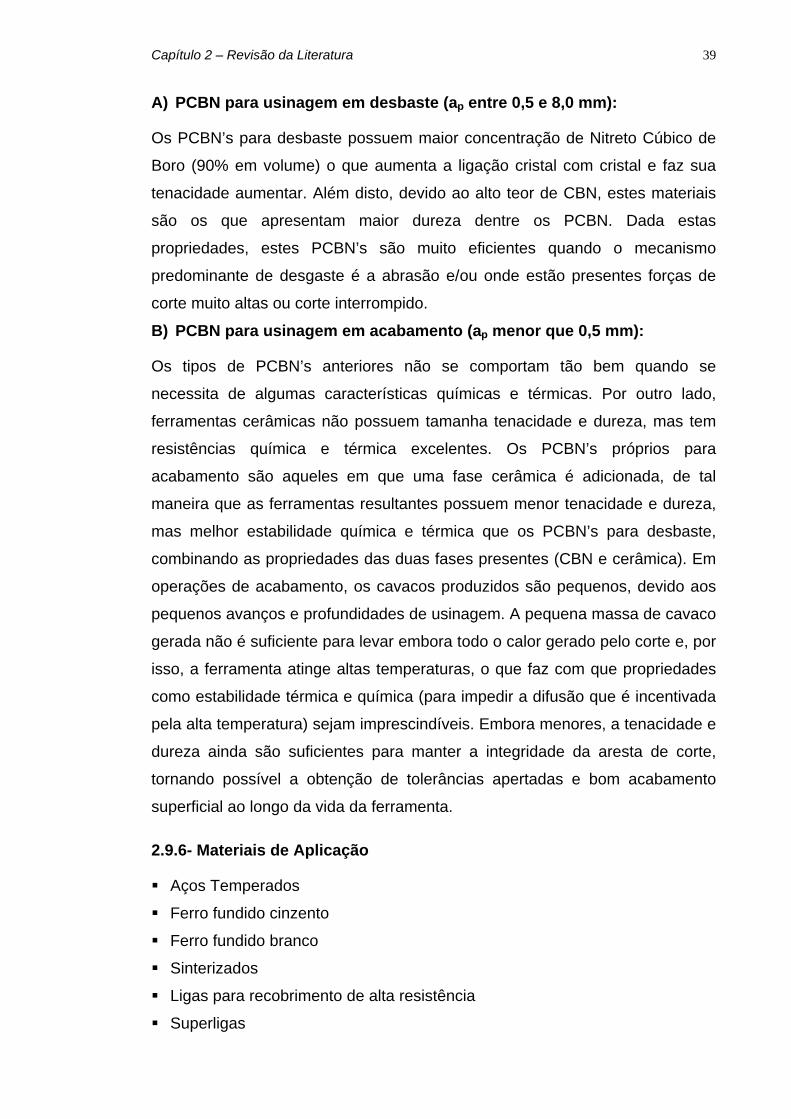
Capítulo 2 – Revisão da Literatura 39
A) PCBN para usinagem em desbaste (ap entre 0,5 e 8,0 mm):
Os PCBN’s para desbaste possuem maior concentração de Nitreto Cúbico de
Boro (90% em volume) o que aumenta a ligação cristal com cristal e faz sua
tenacidade aumentar. Além disto, devido ao alto teor de CBN, estes materiais
são os que apresentam maior dureza dentre os PCBN. Dada estas
propriedades, estes PCBN’s são muito eficientes quando o mecanismo
predominante de desgaste é a abrasão e/ou onde estão presentes forças de
corte muito altas ou corte interrompido.
B) PCBN para usinagem em acabamento (ap menor que 0,5 mm):
Os tipos de PCBN’s anteriores não se comportam tão bem quando se
necessita de algumas características químicas e térmicas. Por outro lado,
ferramentas cerâmicas não possuem tamanha tenacidade e dureza, mas tem
resistências química e térmica excelentes. Os PCBN’s próprios para
acabamento são aqueles em que uma fase cerâmica é adicionada, de tal
maneira que as ferramentas resultantes possuem menor tenacidade e dureza,
mas melhor estabilidade química e térmica que os PCBN’s para desbaste,
combinando as propriedades das duas fases presentes (CBN e cerâmica). Em
operações de acabamento, os cavacos produzidos são pequenos, devido aos
pequenos avanços e profundidades de usinagem. A pequena massa de cavaco
gerada não é suficiente para levar embora todo o calor gerado pelo corte e, por
isso, a ferramenta atinge altas temperaturas, o que faz com que propriedades
como estabilidade térmica e química (para impedir a difusão que é incentivada
pela alta temperatura) sejam imprescindíveis. Embora menores, a tenacidade e
dureza ainda são suficientes para manter a integridade da aresta de corte,
tornando possível a obtenção de tolerâncias apertadas e bom acabamento
superficial ao longo da vida da ferramenta.
2.9.6- Materiais de Aplicação
Aços Temperados
Ferro fundido cinzento
Ferro fundido branco
Sinterizados
Ligas para recobrimento de alta resistência
Superligas
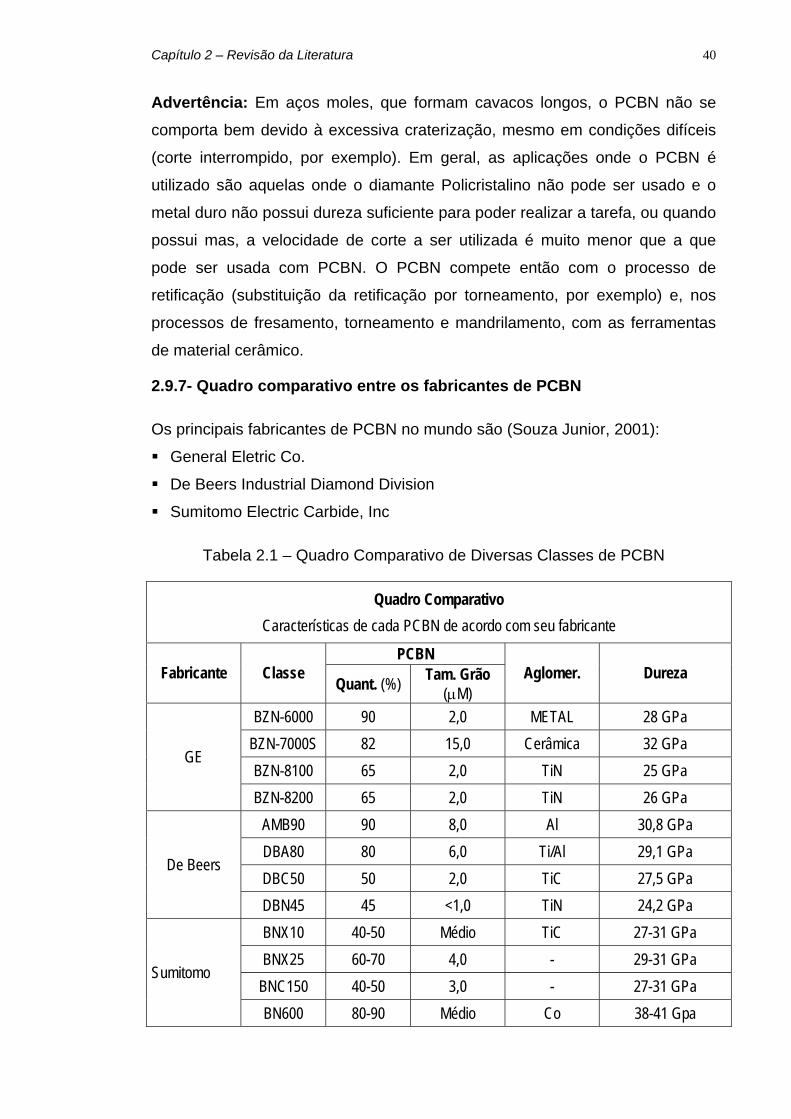
Capítulo 2 – Revisão da Literatura 40
Advertência: Em aços moles, que formam cavacos longos, o PCBN não se
comporta bem devido à excessiva craterização, mesmo em condições difíceis
(corte interrompido, por exemplo). Em geral, as aplicações onde o PCBN é
utilizado são aquelas onde o diamante Policristalino não pode ser usado e o
metal duro não possui dureza suficiente para poder realizar a tarefa, ou quando
possui mas, a velocidade de corte a ser utilizada é muito menor que a que
pode ser usada com PCBN. O PCBN compete então com o processo de
retificação (substituição da retificação por torneamento, por exemplo) e, nos
processos de fresamento, torneamento e mandrilamento, com as ferramentas
de material cerâmico.
2.9.7- Quadro comparativo entre os fabricantes de PCBN
Os principais fabricantes de PCBN no mundo são (Souza Junior, 2001):
General Eletric Co.
De Beers Industrial Diamond Division
Sumitomo Electric Carbide, Inc
Tabela 2.1 – Quadro Comparativo de Diversas Classes de PCBN
Quadro Comparativo Características de cada PCBN de acordo com seu fabricante
PCBN Fabricante Classe Quant. (%) Tam. Grão
(µM) Aglomer. Dureza
BZN-6000 90 2,0 METAL 28 GPa BZN-7000S 82 15,0 Cerâmica 32 GPa BZN-8100 65 2,0 TiN 25 GPa
GE
BZN-8200 65 2,0 TiN 26 GPa AMB90 90 8,0 Al 30,8 GPa DBA80 80 6,0 Ti/Al 29,1 GPa DBC50 50 2,0 TiC 27,5 GPa
De Beers
DBN45 45 <1,0 TiN 24,2 GPa BNX10 40-50 Médio TiC 27-31 GPa BNX25 60-70 4,0 - 29-31 GPa
BNC150 40-50 3,0 - 27-31 GPa Sumitomo
BN600 80-90 Médio Co 38-41 Gpa
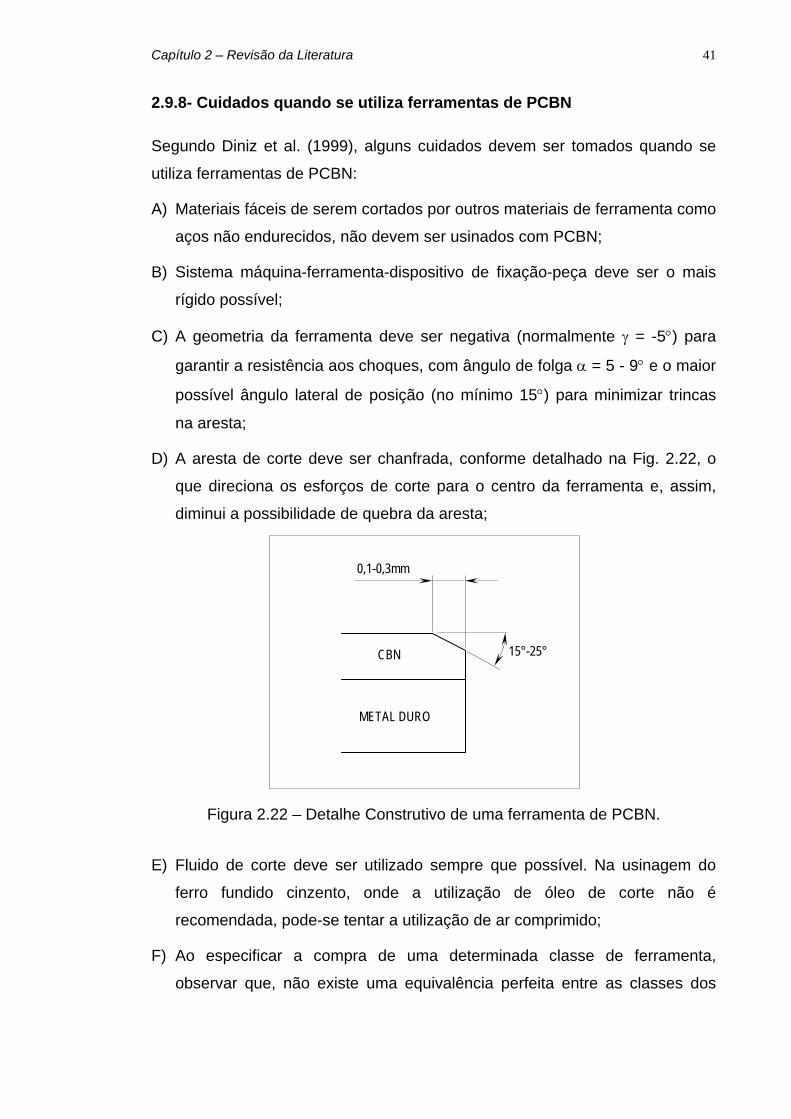
Capítulo 2 – Revisão da Literatura 41
2.9.8- Cuidados quando se utiliza ferramentas de PCBN
Segundo Diniz et al. (1999), alguns cuidados devem ser tomados quando se
utiliza ferramentas de PCBN:
A) Materiais fáceis de serem cortados por outros materiais de ferramenta como
aços não endurecidos, não devem ser usinados com PCBN;
B) Sistema máquina-ferramenta-dispositivo de fixação-peça deve ser o mais
rígido possível;
C) A geometria da ferramenta deve ser negativa (normalmente γ = -5°) para
garantir a resistência aos choques, com ângulo de folga α = 5 - 9° e o maior
possível ângulo lateral de posição (no mínimo 15°) para minimizar trincas
na aresta;
D) A aresta de corte deve ser chanfrada, conforme detalhado na Fig. 2.22, o
que direciona os esforços de corte para o centro da ferramenta e, assim,
diminui a possibilidade de quebra da aresta;
CBN
METAL DURO
15°-25°
0,1-0,3mm
Figura 2.22 – Detalhe Construtivo de uma ferramenta de PCBN.
E) Fluido de corte deve ser utilizado sempre que possível. Na usinagem do
ferro fundido cinzento, onde a utilização de óleo de corte não é
recomendada, pode-se tentar a utilização de ar comprimido;
F) Ao especificar a compra de uma determinada classe de ferramenta,
observar que, não existe uma equivalência perfeita entre as classes dos
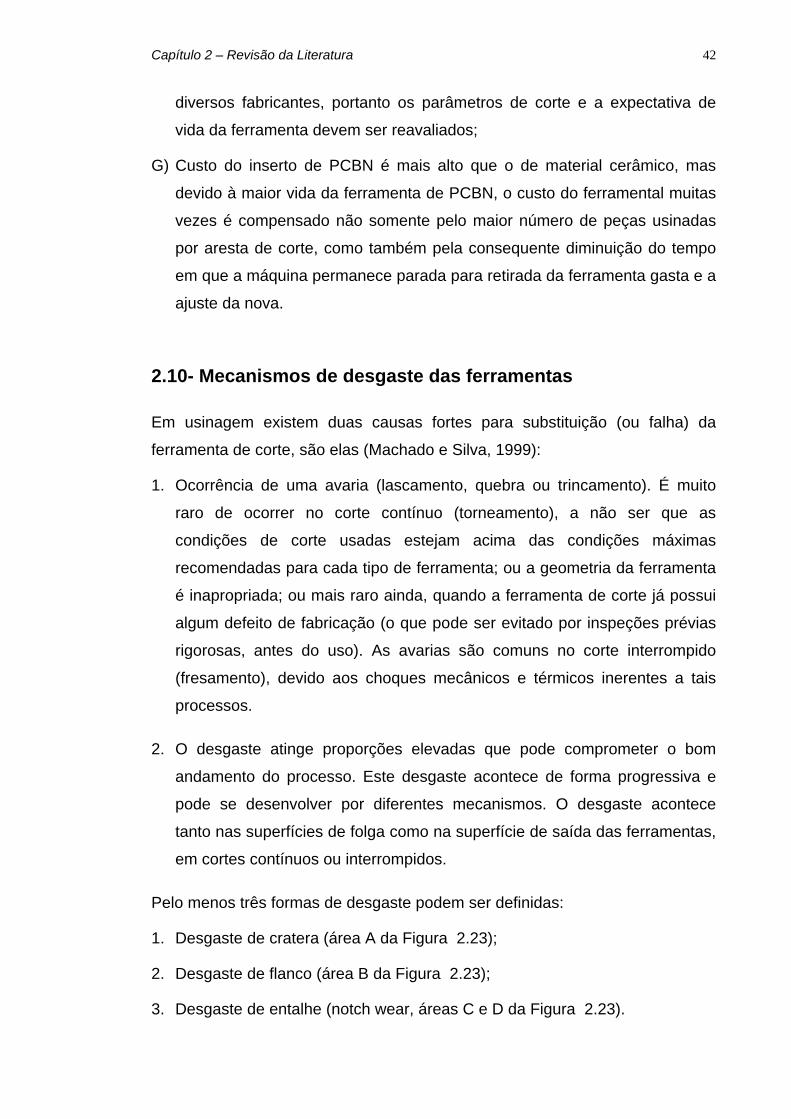
Capítulo 2 – Revisão da Literatura 42
diversos fabricantes, portanto os parâmetros de corte e a expectativa de
vida da ferramenta devem ser reavaliados;
G) Custo do inserto de PCBN é mais alto que o de material cerâmico, mas
devido à maior vida da ferramenta de PCBN, o custo do ferramental muitas
vezes é compensado não somente pelo maior número de peças usinadas
por aresta de corte, como também pela consequente diminuição do tempo
em que a máquina permanece parada para retirada da ferramenta gasta e a
ajuste da nova.
2.10- Mecanismos de desgaste das ferramentas
Em usinagem existem duas causas fortes para substituição (ou falha) da
ferramenta de corte, são elas (Machado e Silva, 1999):
1. Ocorrência de uma avaria (lascamento, quebra ou trincamento). É muito
raro de ocorrer no corte contínuo (torneamento), a não ser que as
condições de corte usadas estejam acima das condições máximas
recomendadas para cada tipo de ferramenta; ou a geometria da ferramenta
é inapropriada; ou mais raro ainda, quando a ferramenta de corte já possui
algum defeito de fabricação (o que pode ser evitado por inspeções prévias
rigorosas, antes do uso). As avarias são comuns no corte interrompido
(fresamento), devido aos choques mecânicos e térmicos inerentes a tais
processos.
2. O desgaste atinge proporções elevadas que pode comprometer o bom
andamento do processo. Este desgaste acontece de forma progressiva e
pode se desenvolver por diferentes mecanismos. O desgaste acontece
tanto nas superfícies de folga como na superfície de saída das ferramentas,
em cortes contínuos ou interrompidos.
Pelo menos três formas de desgaste podem ser definidas:
1. Desgaste de cratera (área A da Figura 2.23);
2. Desgaste de flanco (área B da Figura 2.23);
3. Desgaste de entalhe (notch wear, áreas C e D da Figura 2.23).
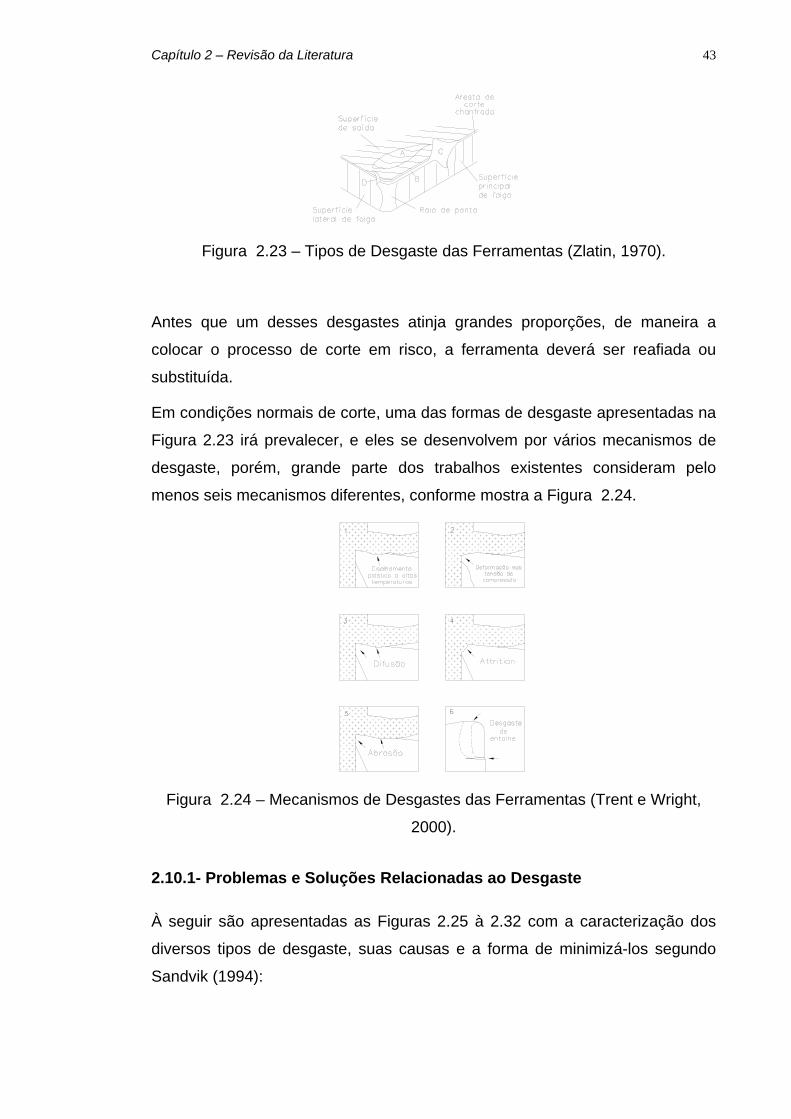
Capítulo 2 – Revisão da Literatura 43
Figura 2.23 – Tipos de Desgaste das Ferramentas (Zlatin, 1970).
Antes que um desses desgastes atinja grandes proporções, de maneira a
colocar o processo de corte em risco, a ferramenta deverá ser reafiada ou
substituída.
Em condições normais de corte, uma das formas de desgaste apresentadas na
Figura 2.23 irá prevalecer, e eles se desenvolvem por vários mecanismos de
desgaste, porém, grande parte dos trabalhos existentes consideram pelo
menos seis mecanismos diferentes, conforme mostra a Figura 2.24.
Figura 2.24 – Mecanismos de Desgastes das Ferramentas (Trent e Wright,
2000).
2.10.1- Problemas e Soluções Relacionadas ao Desgaste
À seguir são apresentadas as Figuras 2.25 à 2.32 com a caracterização dos
diversos tipos de desgaste, suas causas e a forma de minimizá-los segundo
Sandvik (1994):
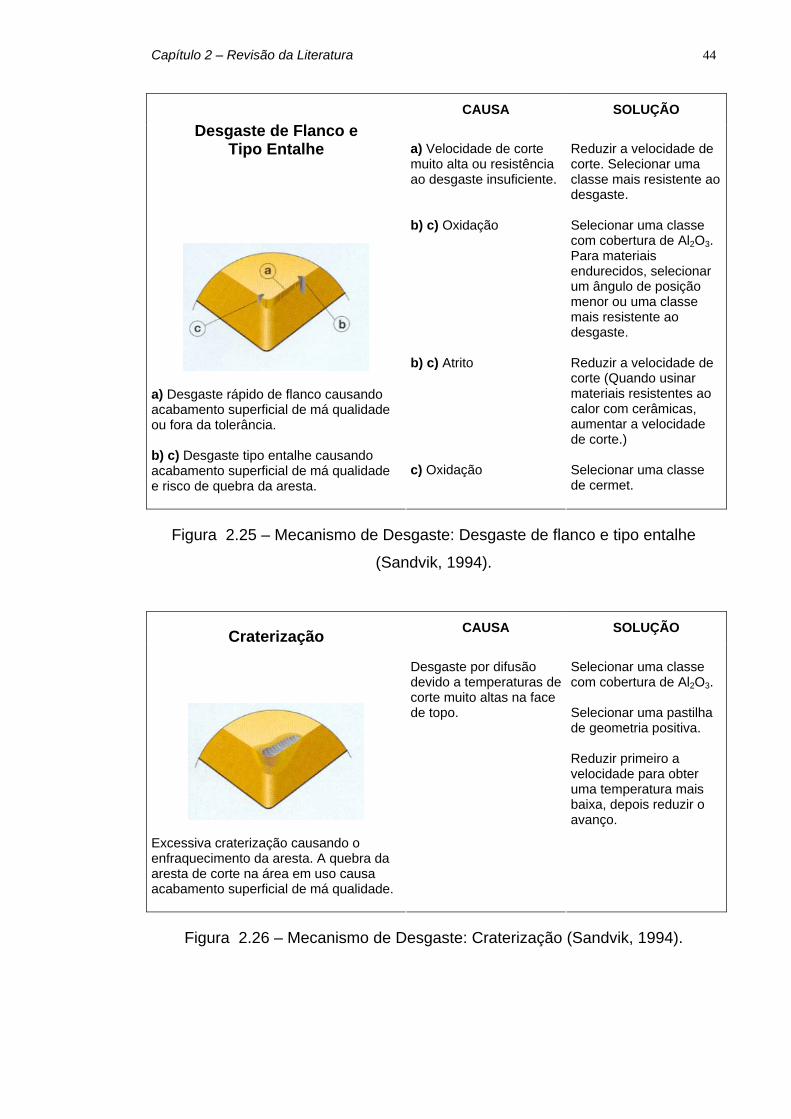
Capítulo 2 – Revisão da Literatura 44
CAUSA SOLUÇÃO Desgaste de Flanco e
Tipo Entalhe
a) Desgaste rápido de flanco causando acabamento superficial de má qualidade ou fora da tolerância. b) c) Desgaste tipo entalhe causando acabamento superficial de má qualidade e risco de quebra da aresta.
a) Velocidade de corte muito alta ou resistência ao desgaste insuficiente. b) c) Oxidação b) c) Atrito c) Oxidação
Reduzir a velocidade de corte. Selecionar uma classe mais resistente ao desgaste. Selecionar uma classe com cobertura de Al2O3. Para materiais endurecidos, selecionar um ângulo de posição menor ou uma classe mais resistente ao desgaste. Reduzir a velocidade de corte (Quando usinar materiais resistentes ao calor com cerâmicas, aumentar a velocidade de corte.) Selecionar uma classe de cermet.
Figura 2.25 – Mecanismo de Desgaste: Desgaste de flanco e tipo entalhe
(Sandvik, 1994).
CAUSA SOLUÇÃO Craterização
Excessiva craterização causando o enfraquecimento da aresta. A quebra da aresta de corte na área em uso causa acabamento superficial de má qualidade.
Desgaste por difusão devido a temperaturas de corte muito altas na face de topo.
Selecionar uma classe com cobertura de Al2O3. Selecionar uma pastilha de geometria positiva. Reduzir primeiro a velocidade para obter uma temperatura mais baixa, depois reduzir o avanço.
Figura 2.26 – Mecanismo de Desgaste: Craterização (Sandvik, 1994).
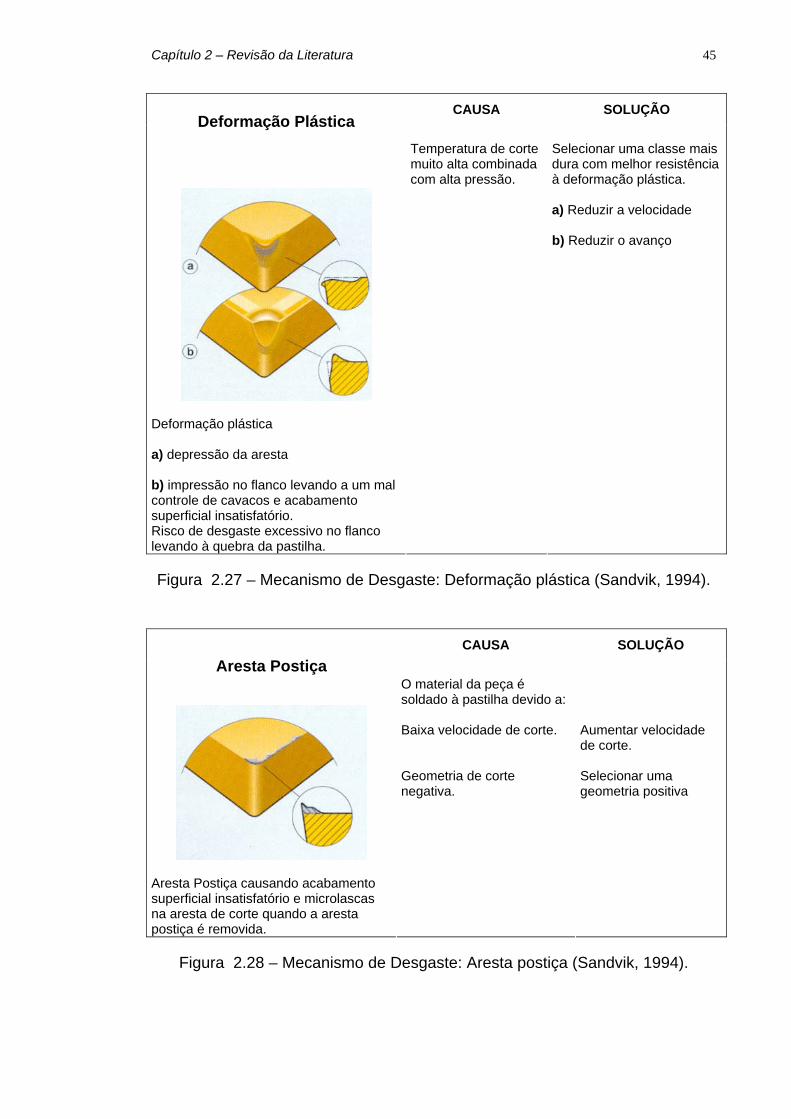
Capítulo 2 – Revisão da Literatura 45
CAUSA SOLUÇÃO Deformação Plástica
Deformação plástica a) depressão da aresta b) impressão no flanco levando a um mal controle de cavacos e acabamento superficial insatisfatório. Risco de desgaste excessivo no flanco levando à quebra da pastilha.
Temperatura de corte muito alta combinada com alta pressão.
Selecionar uma classe mais dura com melhor resistência à deformação plástica. a) Reduzir a velocidade b) Reduzir o avanço
Figura 2.27 – Mecanismo de Desgaste: Deformação plástica (Sandvik, 1994).
CAUSA SOLUÇÃO Aresta Postiça
Aresta Postiça causando acabamento superficial insatisfatório e microlascas na aresta de corte quando a aresta postiça é removida.
O material da peça é soldado à pastilha devido a: Baixa velocidade de corte. Geometria de corte negativa.
Aumentar velocidade de corte. Selecionar uma geometria positiva
Figura 2.28 – Mecanismo de Desgaste: Aresta postiça (Sandvik, 1994).
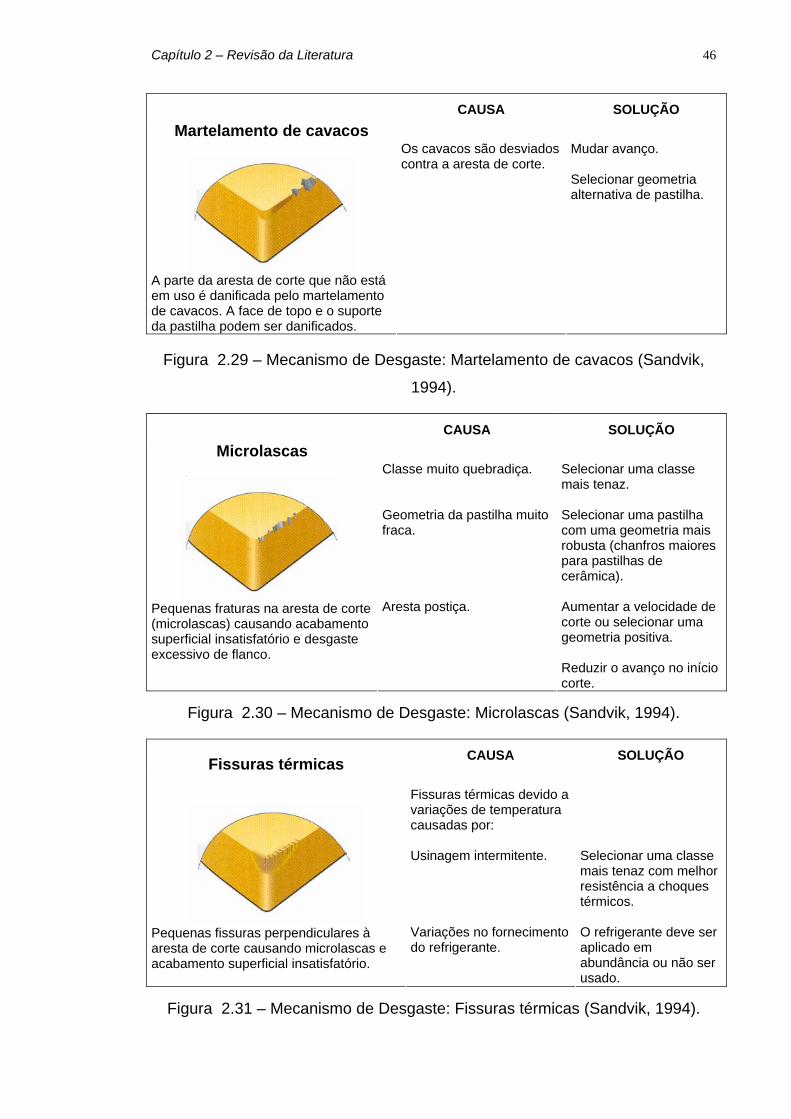
Capítulo 2 – Revisão da Literatura 46
CAUSA SOLUÇÃO Martelamento de cavacos
A parte da aresta de corte que não está em uso é danificada pelo martelamento de cavacos. A face de topo e o suporte da pastilha podem ser danificados.
Os cavacos são desviados contra a aresta de corte.
Mudar avanço. Selecionar geometria alternativa de pastilha.
Figura 2.29 – Mecanismo de Desgaste: Martelamento de cavacos (Sandvik,
1994).
CAUSA SOLUÇÃO Microlascas
Pequenas fraturas na aresta de corte (microlascas) causando acabamento superficial insatisfatório e desgaste excessivo de flanco.
Classe muito quebradiça. Geometria da pastilha muito fraca. Aresta postiça.
Selecionar uma classe mais tenaz. Selecionar uma pastilha com uma geometria mais robusta (chanfros maiores para pastilhas de cerâmica). Aumentar a velocidade de corte ou selecionar uma geometria positiva. Reduzir o avanço no início corte.
Figura 2.30 – Mecanismo de Desgaste: Microlascas (Sandvik, 1994).
CAUSA SOLUÇÃO Fissuras térmicas
Pequenas fissuras perpendiculares à aresta de corte causando microlascas e acabamento superficial insatisfatório.
Fissuras térmicas devido a variações de temperatura causadas por: Usinagem intermitente. Variações no fornecimento do refrigerante.
Selecionar uma classe mais tenaz com melhor resistência a choques térmicos. O refrigerante deve ser aplicado em abundância ou não ser usado.
Figura 2.31 – Mecanismo de Desgaste: Fissuras térmicas (Sandvik, 1994).
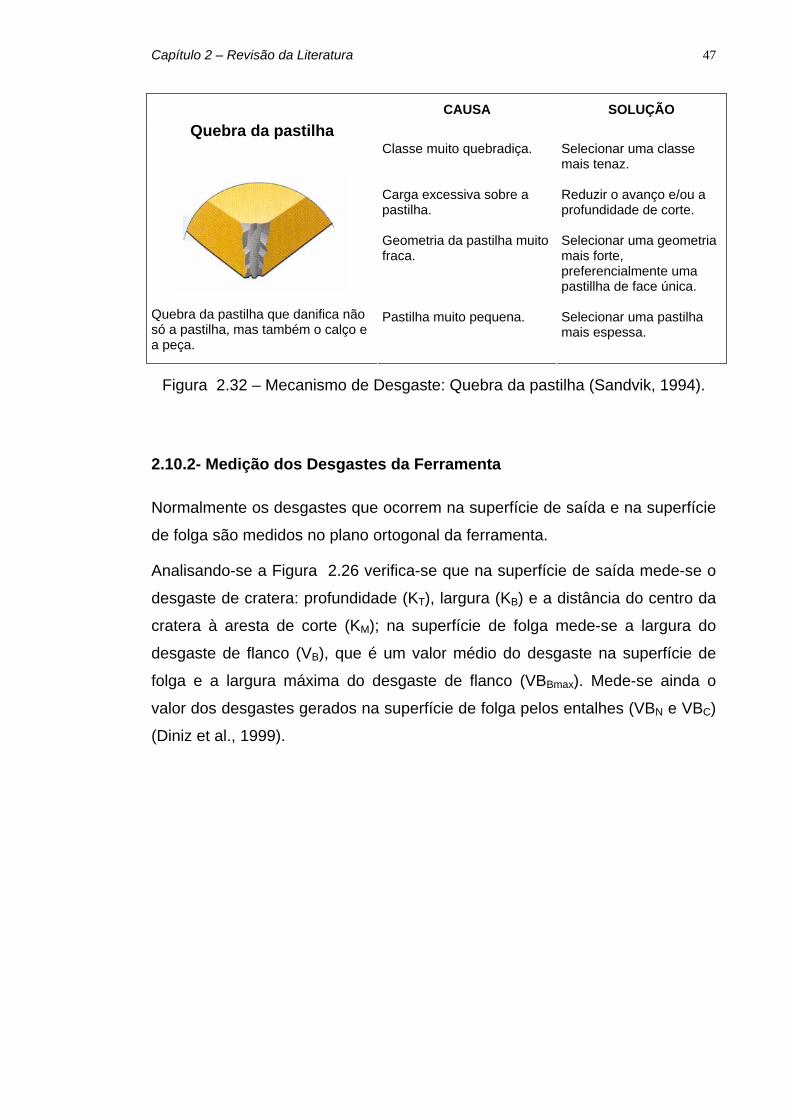
Capítulo 2 – Revisão da Literatura 47
CAUSA SOLUÇÃO Quebra da pastilha
Quebra da pastilha que danifica não só a pastilha, mas também o calço e a peça.
Classe muito quebradiça. Carga excessiva sobre a pastilha. Geometria da pastilha muito fraca. Pastilha muito pequena.
Selecionar uma classe mais tenaz. Reduzir o avanço e/ou a profundidade de corte. Selecionar uma geometria mais forte, preferencialmente uma pastillha de face única. Selecionar uma pastilha mais espessa.
Figura 2.32 – Mecanismo de Desgaste: Quebra da pastilha (Sandvik, 1994).
2.10.2- Medição dos Desgastes da Ferramenta
Normalmente os desgastes que ocorrem na superfície de saída e na superfície
de folga são medidos no plano ortogonal da ferramenta.
Analisando-se a Figura 2.26 verifica-se que na superfície de saída mede-se o
desgaste de cratera: profundidade (KT), largura (KB) e a distância do centro da
cratera à aresta de corte (KM); na superfície de folga mede-se a largura do
desgaste de flanco (VB), que é um valor médio do desgaste na superfície de
folga e a largura máxima do desgaste de flanco (VBBmax). Mede-se ainda o
valor dos desgastes gerados na superfície de folga pelos entalhes (VBN e VBC)
(Diniz et al., 1999).
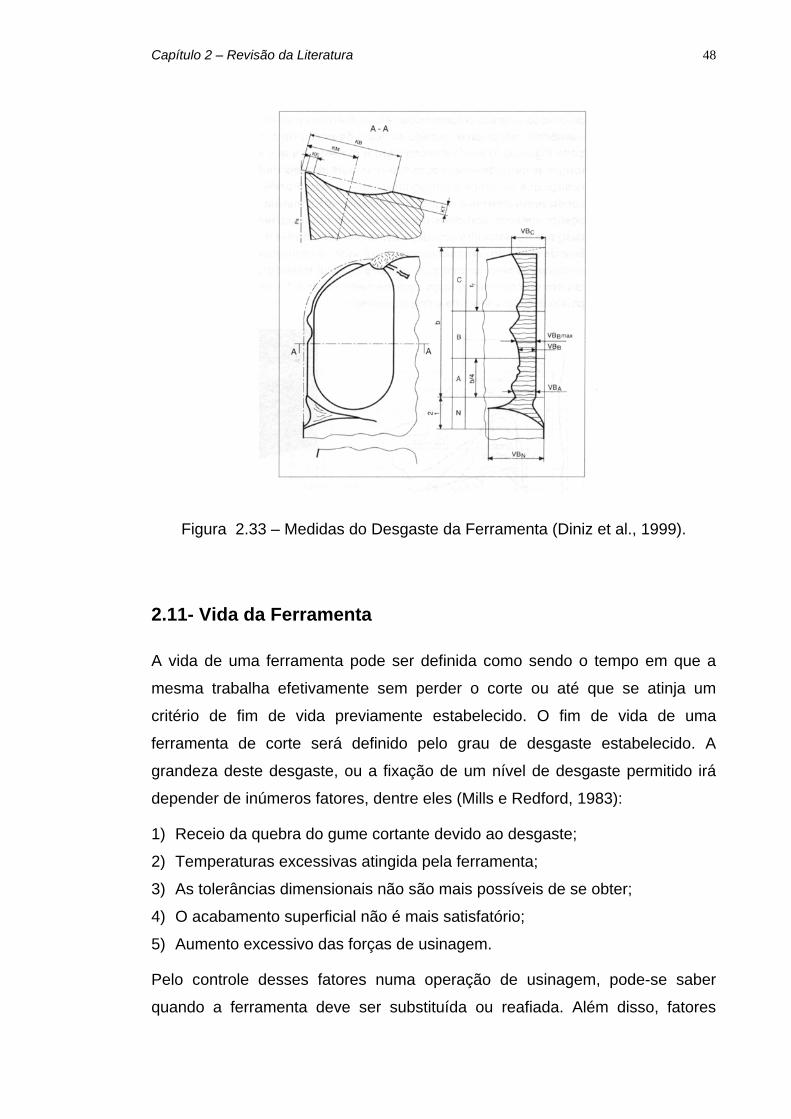
Capítulo 2 – Revisão da Literatura 48
Figura 2.33 – Medidas do Desgaste da Ferramenta (Diniz et al., 1999).
2.11- Vida da Ferramenta
A vida de uma ferramenta pode ser definida como sendo o tempo em que a
mesma trabalha efetivamente sem perder o corte ou até que se atinja um
critério de fim de vida previamente estabelecido. O fim de vida de uma
ferramenta de corte será definido pelo grau de desgaste estabelecido. A
grandeza deste desgaste, ou a fixação de um nível de desgaste permitido irá
depender de inúmeros fatores, dentre eles (Mills e Redford, 1983):
1) Receio da quebra do gume cortante devido ao desgaste;
2) Temperaturas excessivas atingida pela ferramenta;
3) As tolerâncias dimensionais não são mais possíveis de se obter;
4) O acabamento superficial não é mais satisfatório;
5) Aumento excessivo das forças de usinagem.
Pelo controle desses fatores numa operação de usinagem, pode-se saber
quando a ferramenta deve ser substituída ou reafiada. Além disso, fatores
Capítulo 2 – Revisão da Literatura 49
econômicos podem também definir a fixação de determinado grau de desgaste.
(Machado e Silva, 1999)
Fixado um critério de fim de vida de uma ferramenta de usinagem, esta pode
ser expressa de várias maneiras (Machado e Silva, 1999):
1) Pelo tempo total de trabalho (caso de cortes interrompidos, fresamento);
2) Percurso de corte (km);
3) Percurso de avanço (mm);
4) Volume de material removido;
5) Número de peças produzidas;
6) Velocidade de corte para um determinado tempo de vida;
Ou conforme for mais conveniente.
2.11.1- Curva de Vida de uma Ferramenta
Segundo Machado e Silva (1999), as curvas de vida da ferramenta são aquelas
que associam a vida da ferramenta, conforme critério previamente estabelecido
em função da velocidade de corte. Essas curvas são fundamentais para o
estudo das condições econômicas de corte.
Para obtenção dessas curvas (TxVc), conforme exemplo da Figura 2.35, são
necessários a construção de gráficos auxiliares (Figura 2.34) que forneçam o
desgaste da ferramenta em função do tempo, para várias velocidades de corte
(Machado e Silva, 1999).

Capítulo 2 – Revisão da Literatura 50
Figura 2.34 – Determinação da curva de vida de uma ferramenta TxVC (Mills e
Redford, 1983).
Esse gráfico (Fig. 2.34) quando representado em escala dilogarítmica, se
aproxima de uma reta (Fig. 2.35).
Figura 2.35 – Curva Logarítmica de Desgaste de Ferramenta (Mills e Redford,
1983).
Capítulo 2 – Revisão da Literatura 51
2.12- Integridade Superficial
A integridade superficial está relacionada às alterações nas camadas
superficiais e subsuperficiais da peça durante a usinagem e os efeitos nas
propriedades do material e desempenho da peça nas solicitações de trabalho.
Em usinagem, utilizando ferramentas de geometria definida, a integridade é
resultado, dentre outros fatores, da combinação do processo de deformação
plástica e de propagação de trincas. As propriedades da peça são também
importantes em virtude da deformação plástica contribuir para o processo de
geração de superfícies na peça, sendo que tais propriedades podem ser
modificadas para variar as características da deformação plástica (Thiele e
Melkote, 1999). Entre os fatores que afetam a integridade superficial da peça
nas operações de corte por cisalhamento, os mais críticos provavelmente são o
desgaste da ferramenta e a velocidade de corte. O desgaste da ferramenta
induz tensões normais e de cisalhamento, conduzindo à deformação superficial
e subsuperficial da peça usinada, podendo causar tensões residuais, como
também baixas velocidades de corte podem resultar no desenvolvimento de
danos causados pela presença da aresta postiça de corte (Abrão e Aspinwall,
1996).
Vários trabalhos já foram publicados mostrando que, a despeito das diferenças
na integridade superficial de peças endurecidas usinadas com ferramentas de
geometria definida em comparação com as retificadas, não há uma redução
substancial na resistência à fadiga das peças endurecidas (Almeida, 2001).
Na Figura 2.36 é mostrada a classificação da integridade superficial em dois
grandes grupos: acabamento da superfície usinada e alterações
subsuperfíciais.
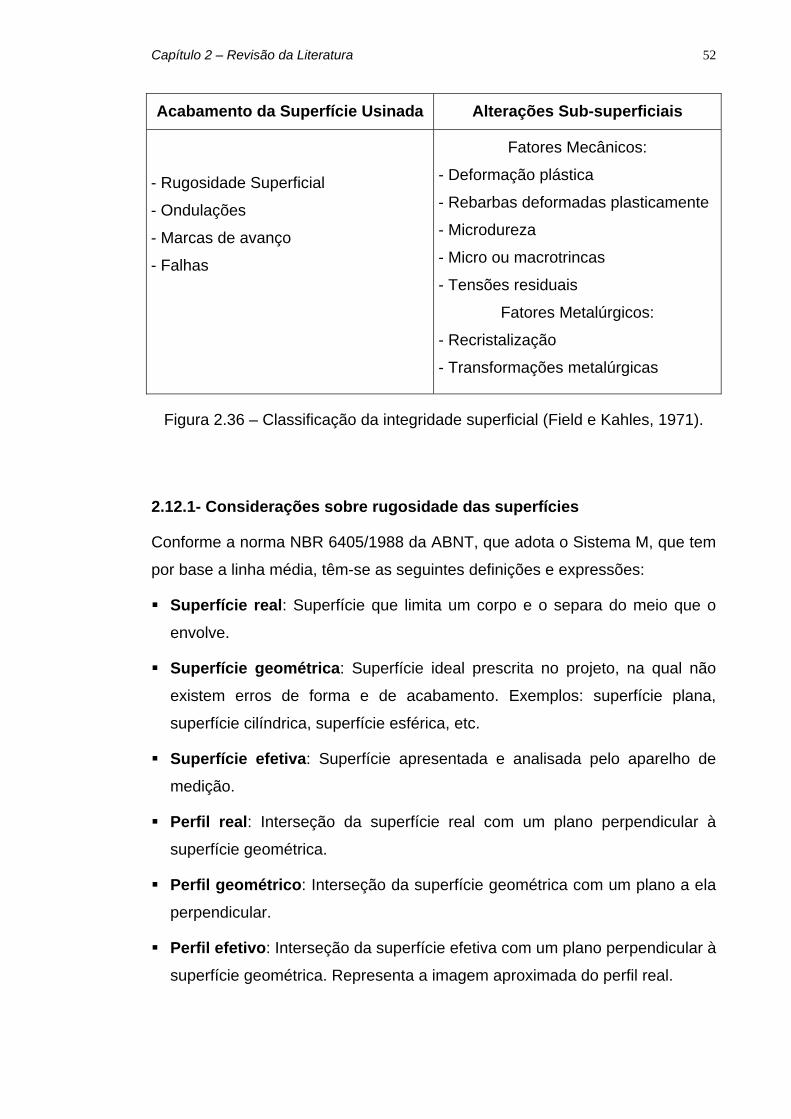
Capítulo 2 – Revisão da Literatura 52
Acabamento da Superfície Usinada Alterações Sub-superficiais
- Rugosidade Superficial
- Ondulações
- Marcas de avanço
- Falhas
Fatores Mecânicos:
- Deformação plástica
- Rebarbas deformadas plasticamente
- Microdureza
- Micro ou macrotrincas
- Tensões residuais
Fatores Metalúrgicos:
- Recristalização
- Transformações metalúrgicas
Figura 2.36 – Classificação da integridade superficial (Field e Kahles, 1971).
2.12.1- Considerações sobre rugosidade das superfícies
Conforme a norma NBR 6405/1988 da ABNT, que adota o Sistema M, que tem
por base a linha média, têm-se as seguintes definições e expressões:
Superfície real: Superfície que limita um corpo e o separa do meio que o
envolve.
Superfície geométrica: Superfície ideal prescrita no projeto, na qual não
existem erros de forma e de acabamento. Exemplos: superfície plana,
superfície cilíndrica, superfície esférica, etc.
Superfície efetiva: Superfície apresentada e analisada pelo aparelho de
medição.
Perfil real: Interseção da superfície real com um plano perpendicular à
superfície geométrica.
Perfil geométrico: Interseção da superfície geométrica com um plano a ela
perpendicular.
Perfil efetivo: Interseção da superfície efetiva com um plano perpendicular à
superfície geométrica. Representa a imagem aproximada do perfil real.

Capítulo 2 – Revisão da Literatura 53
Perfil da rugosidade: perfil obtido à partir do perfil efetivo por um
instrumento de avaliação após filtragem.
Irregularidade das superfícies: Saliências e reentrâncias existentes na
superfície real.
Na Figura 2.37 mostra-se a representação esquemática de alguns planos e
superfícies definidas acima.
Figura 2.37 – Representação esquemática da superfície de uma peça
(Ferraresi, 1977).
2.12.2- Acabamento da superfície usinada
O acabamento de uma superfície usinada sofre a influência dos múltiplos
parâmetros de usinagem, principalmente geometria da ferramenta de corte,
geometria da peça usinada, rigidez da máquina-ferramenta, material da peça,
condições de corte e material da ferramenta.
O acabamento de uma superfície usinada é definido em termos de:
Rugosidade da peça usinada: consiste de irregularidades finas resultantes
da ação inerente do processo de produção, semelhante as marcas de
avanço produzidas durante a usinagem. Os parâmetros mais comumente
utilizados na indústria para designar a rugosidade do componente usinado
são a rugosidade média aritmética (Ra), a rugosidade média quadrática (Rq)
e a rugosidade máxima (Ry).
O valor teórico de Ra pode ser obtido pela Equação 2.48, empregando-se
parâmetros geométricos (raio de ponta da ferramenta e avanço, ver figura
2.38). Normalmente a rugosidade real obtida é maior do que a obtida
utilizando esta equação, em virtude de fatores como vibração, deformação

Capítulo 2 – Revisão da Literatura 54
do cavaco, fluxo lateral do cavaco, erros de fixação da peça e da ferramenta
(Sata, 1985).
ε⋅×=
r318f
R2
a (2.48)
Onde: Ra = rugosidade média (µm)
f = avanço (mm/giro)
rε = raio da ponta da ferramenta (mm)
Figura 2.38 – Marcas de Avanço deixadas na superfície da peça versus Ra
(Sandvik, 1994).
De acordo com a Equação 2.48 a rugosidade média cresce com o quadrado do
avanço e diminui proporcionalmente ao raio de ponta, devido, respectivamente,
ao aumento das marcas produzidas e a maior área de contato peça-ferramenta
(Almeida, 2001).
Quanto à influência da velocidade de corte na rugosidade, para baixas
velocidades, a rugosidade das peças de material dúctil tende a ser alta devido
à formação da Aresta Postiça de Corte (APC). Porém com o aumento da
velocidade a rugosidade tende a melhorar até um certo valor crítico, onde
novamente esta volta a crescer pela vibração do sistema máquina-ferramenta-
dispositivo-peça (Shaw, 1996).
Em geral, pode-se concluir que a rugosidade de uma superfície será menor,
quando (Almeida, 2001):
As deflexões geradas por esforços de usinagem ou vibrações forem
pequenas;
O raio de ponta da ferramenta for pequeno;
A ferramenta e a peça estiverem corretamente posicionadas e centradas;

Capítulo 2 – Revisão da Literatura 55
O eixo principal da máquina-ferramenta estiver corretamente alinhado e as
guias sem desgastes.
No torneamento de materiais endurecidos utilizando ferramentas de PCBN a
superfície obtida é mais regular e uniforme do que uma retificada, a qual
apresenta muitos fragmentos, marcas e escoriações (Ahmad et al., 1988).
Além disso, os valores de rugosidade são comparáveis ao da retificação
permitindo a sua substituição sob certas condições (Chryssolouris, 1982).
Ondulações: irregularidades superficiais cujos espaçamentos são maiores
que o comprimento da amostragem (“cut-off”). Podem ser resultantes de
vários fatores como vibração, deflexões da ferramenta/peça, devido às
forças e temperaturas de corte. A altura das ondulações é influenciada pela
profundidade de corte.
Marcas indicando as direções das irregularidades: são marcas que mostram
as direções predominantes das irregularidades superficiais. Dependem da
orientação da peça e da ferramenta de corte na máquina, como também, da
natureza do movimento relativo entre ambas.
Falhas: são interrupções não intencionais, inesperadas e indesejáveis na
topografia da superfície de um componente. Podem ser causadas por
defeitos tais como bolhas, inclusões, trincas, ou mesmo surgir durante o
processo de usinagem.
2.12.3- Alterações sub-superficiais
A identificação das alterações na superfície provocadas durante a usinagem é
de fundamental importância para o desempenho do componente,
principalmente aqueles que irão trabalhar sob altas tensões (tração-
compressão), altas temperaturas e em ambientes corrosivos.
As principais alterações causadas na usinagem por cisalhamento são
exemplificadas a seguir (Machado e Silva, 1999 e Almeida, 2001):
A) Fatores Mecânicos
Deformação plástica: a pré-condição necessária à usinagem de peças
endurecidas é a deformação plástica do material de trabalho, o que requer
alta tensão entre a peça e a aresta de corte. A deformação plástica da peça

Capítulo 2 – Revisão da Literatura 56
se origina na aresta de corte, onde também ocorre a maior tensão de
compressão. Essa alta tensão se propaga a um nível constante pela
superfície de contato entre a aresta de corte e a peça. O estado de tensão
que isso induz causa endurecimento por deformação na área superficial da
peça. Essa tensão mecânica é quase sempre compressiva e aumenta à
medida que o inserto se desgasta (Fleming e Bossom, 2000).
Rebarbas deformadas plasticamente: estas rebarbas podem ser
fragmentos da aresta postiça de corte (APC). Na retificação são criadas pelo
rebolo durante o momento de corte dos grãos, prejudicando assim a
qualidade do acabamento superficial.
Microdureza: as alterações na microdureza em aços são causadas pela
formação de martensita não-revenida ou deformação abaixo da temperatura
de recristalização. Deste modo, quando essas temperaturas ultrapassam o
ponto de transformação do material, ocorre um re-endurecimento que se
manifesta no aspecto conhecido como camada branca. Isto traz um efeito
adverso para a resistência à fadiga da peça, pois a martensita não-revenida
é uma fase extremamente dura e frágil (Neailey, 1988).
Trincas: as micro ou macrotrincas podem ocorrer durante a usinagem
utilizando ferramentas com geometria definida ou durante a usinagem não-
convencional (não-tradicional), surgindo com maior freqüência em materiais
frágeis. Em geral, as trincas geradas por fadiga são nucleadas na superfície
das peças e posteriormente se propagam para o seu interior. Como as
trincas se expandem, a resistência da seção é reduzida e, então, a seção
poderá não mais resistir à carga aplicada e uma falha poderá ocorrer (Lima
et al., 2000).
Tensões residuais: podem ser de tração ou compressão, com intensidade
e magnitude variadas. As tensões residuais de compressão são
consideradas benéficas nas propriedades mecânicas dos materiais
aumentando a resistência à fadiga, enquanto as tensões de tração são
prejudiciais quanto à resistência mecânica, à corrosão e ao desgaste
(abrasão à altas temperaturas). As tensões residuais são fortemente
influenciadas pelo desgaste da ferramenta, do processo, velocidade de corte
e avanço. Nas operações de corte por cisalhamento os críticos são

Capítulo 2 – Revisão da Literatura 57
provavelmente o desgaste da ferramenta e a velocidade de corte (Almeida,
2001).
B) Fatores Metalúrgicos
Recristalização: qualquer metal cujas superficies são deformadas
plasticamente durante a operação de corte, pode sofrer recristalização
quando aquecida a temperaturas superiores à de recristalização.
Transformação de fases: as altas temperaturas desenvolvidas durante a
usinagem podem promover a transformação de fase na superfície dos
componentes usinados. Nas operações de usinagem dos aços pode
acontecer à formação de martensita frágil e não-revenida, além da
martensita revenida induzindo a consideráveis alterações na dureza das
peças.
2.12.4- Limitações no controle da rugosidade Ra
Para ilustrar que a indicação da Ra pode ser deficiente, demonstram-se três
superfícies com valores similares de Ra na Fig. 2.39. As ondulações
demonstram grandes diferenças, como se vê nos diagramas, apesar dos
valores de Ra, serem equivalentes. O valor de Ra é somente um valor médio do
perfil total da superfície e não inclui nenhuma ondulação, que em muitas vezes
é o critério decisivo.
Figura 2.39 – Diagrama de rugosidade com Ra equivalentes de algumas
superfícies (Mummery, 1990).
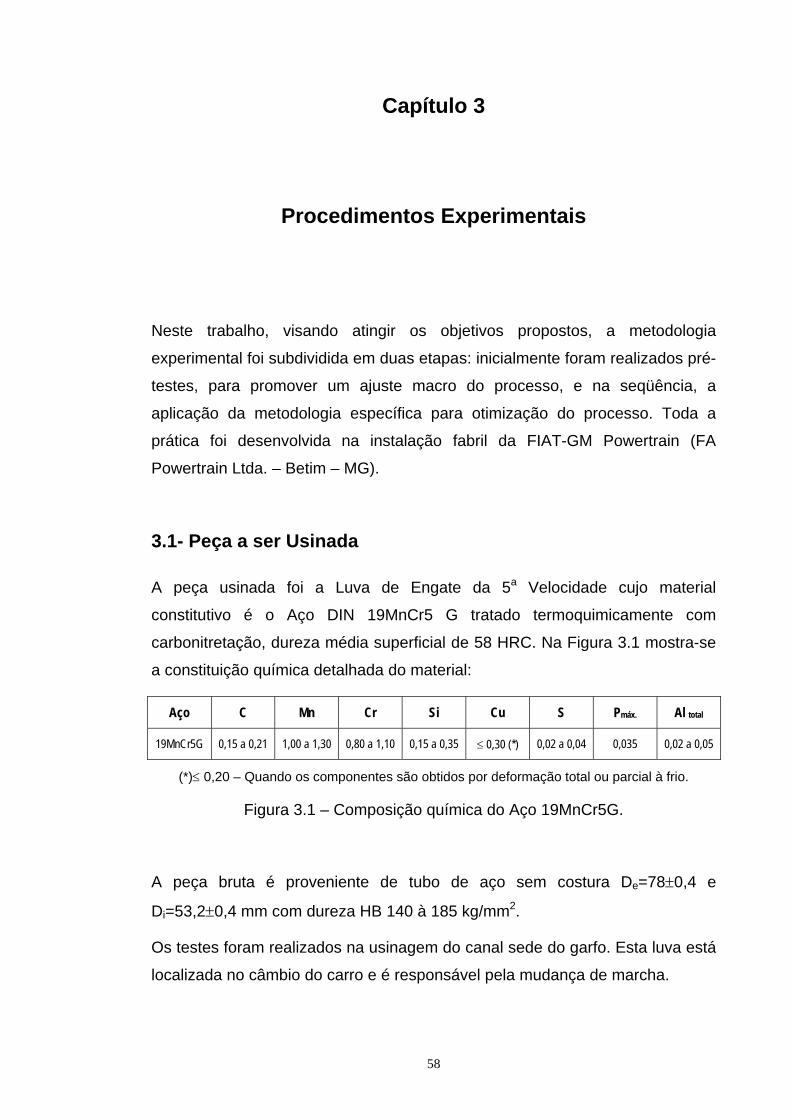
Capítulo 3
Procedimentos Experimentais
Neste trabalho, visando atingir os objetivos propostos, a metodologia
experimental foi subdividida em duas etapas: inicialmente foram realizados pré-
testes, para promover um ajuste macro do processo, e na seqüência, a
aplicação da metodologia específica para otimização do processo. Toda a
prática foi desenvolvida na instalação fabril da FIAT-GM Powertrain (FA
Powertrain Ltda. – Betim – MG).
3.1- Peça a ser Usinada
A peça usinada foi a Luva de Engate da 5a Velocidade cujo material
constitutivo é o Aço DIN 19MnCr5 G tratado termoquimicamente com
carbonitretação, dureza média superficial de 58 HRC. Na Figura 3.1 mostra-se
a constituição química detalhada do material:
Aço C Mn Cr Si Cu S Pmáx. Al total
19MnCr5G 0,15 a 0,21 1,00 a 1,30 0,80 a 1,10 0,15 a 0,35 ≤ 0,30 (*) 0,02 a 0,04 0,035 0,02 a 0,05
(*)≤ 0,20 – Quando os componentes são obtidos por deformação total ou parcial à frio.
Figura 3.1 – Composição química do Aço 19MnCr5G.
A peça bruta é proveniente de tubo de aço sem costura De=78±0,4 e
Di=53,2±0,4 mm com dureza HB 140 à 185 kg/mm2.
Os testes foram realizados na usinagem do canal sede do garfo. Esta luva está
localizada no câmbio do carro e é responsável pela mudança de marcha.
58
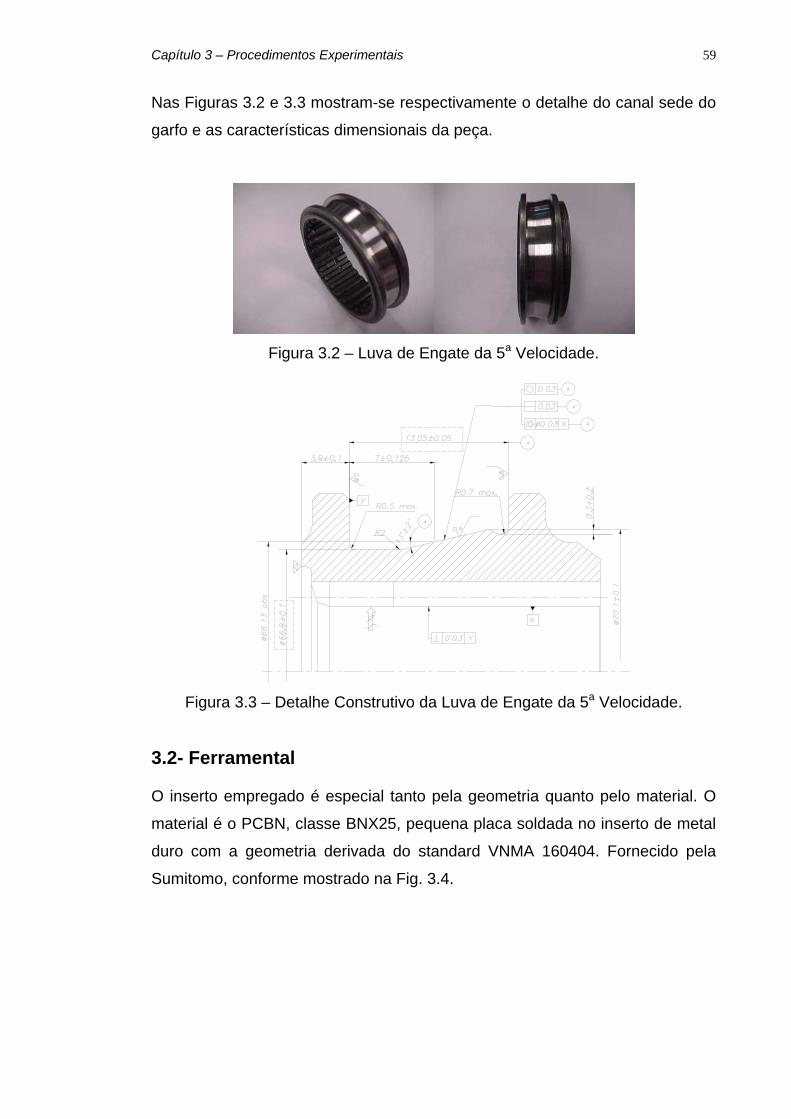
Capítulo 3 – Procedimentos Experimentais 59
Nas Figuras 3.2 e 3.3 mostram-se respectivamente o detalhe do canal sede do
garfo e as características dimensionais da peça.
Figura 3.2 – Luva de Engate da 5a Velocidade.
Figura 3.3 – Detalhe Construtivo da Luva de Engate da 5a Velocidade.
3.2- Ferramental
O inserto empregado é especial tanto pela geometria quanto pelo material. O
material é o PCBN, classe BNX25, pequena placa soldada no inserto de metal
duro com a geometria derivada do standard VNMA 160404. Fornecido pela
Sumitomo, conforme mostrado na Fig. 3.4.
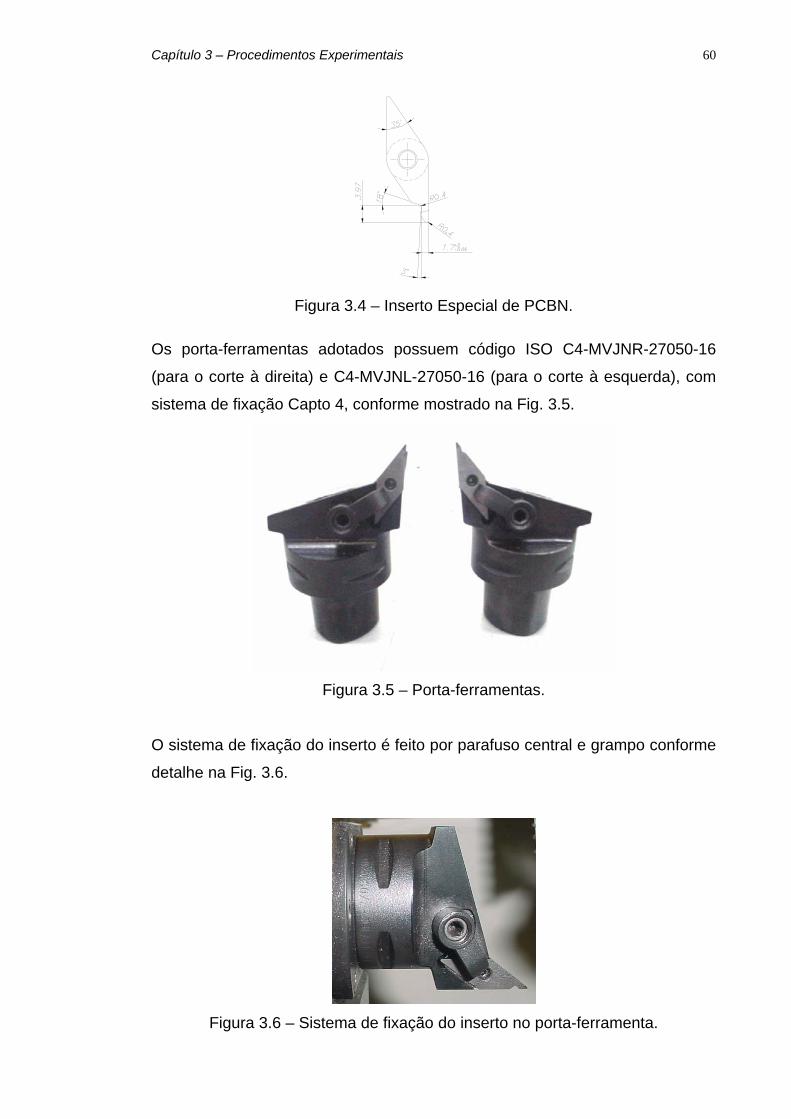
Capítulo 3 – Procedimentos Experimentais 60
Figura 3.4 – Inserto Especial de PCBN.
Os porta-ferramentas adotados possuem código ISO C4-MVJNR-27050-16
(para o corte à direita) e C4-MVJNL-27050-16 (para o corte à esquerda), com
sistema de fixação Capto 4, conforme mostrado na Fig. 3.5.
Figura 3.5 – Porta-ferramentas.
O sistema de fixação do inserto é feito por parafuso central e grampo conforme
detalhe na Fig. 3.6.
Figura 3.6 – Sistema de fixação do inserto no porta-ferramenta.
Capítulo 3 – Procedimentos Experimentais 61
3.3- Máquina Ferramenta
A máquina ferramenta utilizada possui as seguintes características:
Torno Monofuso Univertor A-90 Weisser, conforme mostrado na Fig. 3.7.
DADOS DA MÁQUINA
Estrutura da base Ferro fundido Comprimento / Largura / Altura 3100 mm x 2400 mm x 2800 mm (7,44 m2) Peso 9000 kg Diâmetro do rolamento do mancal principal 90 mm
CAPACIDADE DA MÁQUINA
N.º máximo de rotações da placa 6300 RPM Movimentação rápida dos eixos X e Z 60 m/min para X – 30 m/min para Z Diâmetro máximo torneável 400 mm
CARACTERÍSTICAS PARTICULARES
Nível de ruído 75 dB Tipo Aspirador de névoa Filtermist Tipo transportador cavaco Tipo Dobradiça Tipo de lubrificação Progressiva
EQUIPAMENTO CNC
Especificação CNC (fabricante / tipo) Siemens - Sinumerik 840D Deslocamento eixo X 1130 mm Deslocamento eixo Z 280 mm Tipo controle dos eixos Régua Linear Precisão posicionamento eixos X-Z 5 µm
Repetibilidade eixo X-Z 3 µm
DISPOSITIVO
Tipo de fixação do elemento Pinça Expansiva Carga e descarga automática (sim / não) Sim Capacidade carregador automático 20pç Controle post process Sim
Capítulo 3 – Procedimentos Experimentais 62
EQUIPAMENTO DE REFRIGERAÇÃO
Fabricante KFA Capacidade do tanque 500 litros Tipo de filtragem Filtro duplo
UNIDADE DE COMANDO
Equipamento hidráulico (fabricante) Rexroth Capacidade do tanque 100 litros Tipo de controle de temperatura óleo hidráulico Termostato
ELETRO-ELETRÔNICA
Tensão de alimentação 440 V PLC (fabricante) Siemens Potência do motor principal 23 kW Nível de diagnose de falhas 3 Refrigeração do armário elétrico (tipo) Ar condicionado Potência total instalada 44 kW
CAPACIDADE PRODUTIVA
Tempo máquina - min. 0,24 min Tempo Passivo + Carga / Descarga min. 0,26 min Tempo ciclo total - min. 0,60 min Produção horária a 100% 100 peças/hora Produção horária a 80% 80 peças/hora Nº máquinas necessárias para 2100 câmbios 0,9 Percentual de nacionalização do equipamento 85%
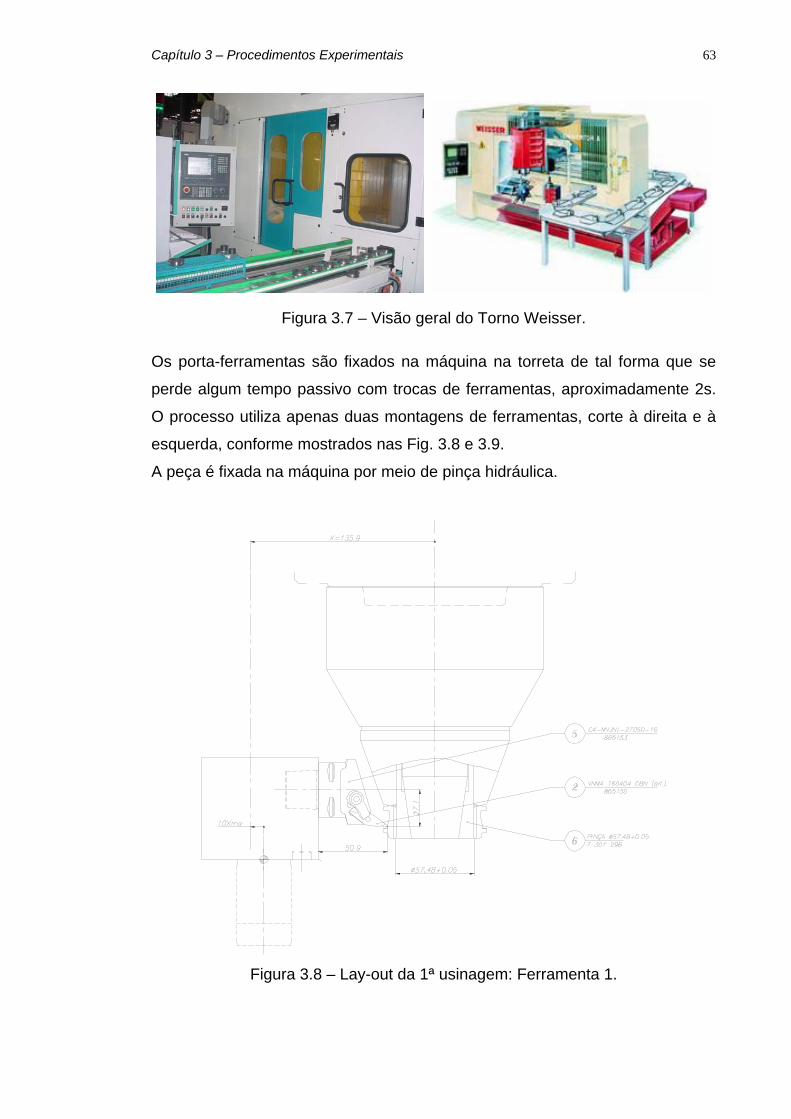
Capítulo 3 – Procedimentos Experimentais 63
Figura 3.7 – Visão geral do Torno Weisser.
Os porta-ferramentas são fixados na máquina na torreta de tal forma que se
perde algum tempo passivo com trocas de ferramentas, aproximadamente 2s.
O processo utiliza apenas duas montagens de ferramentas, corte à direita e à
esquerda, conforme mostrados nas Fig. 3.8 e 3.9.
A peça é fixada na máquina por meio de pinça hidráulica.
Figura 3.8 – Lay-out da 1ª usinagem: Ferramenta 1.
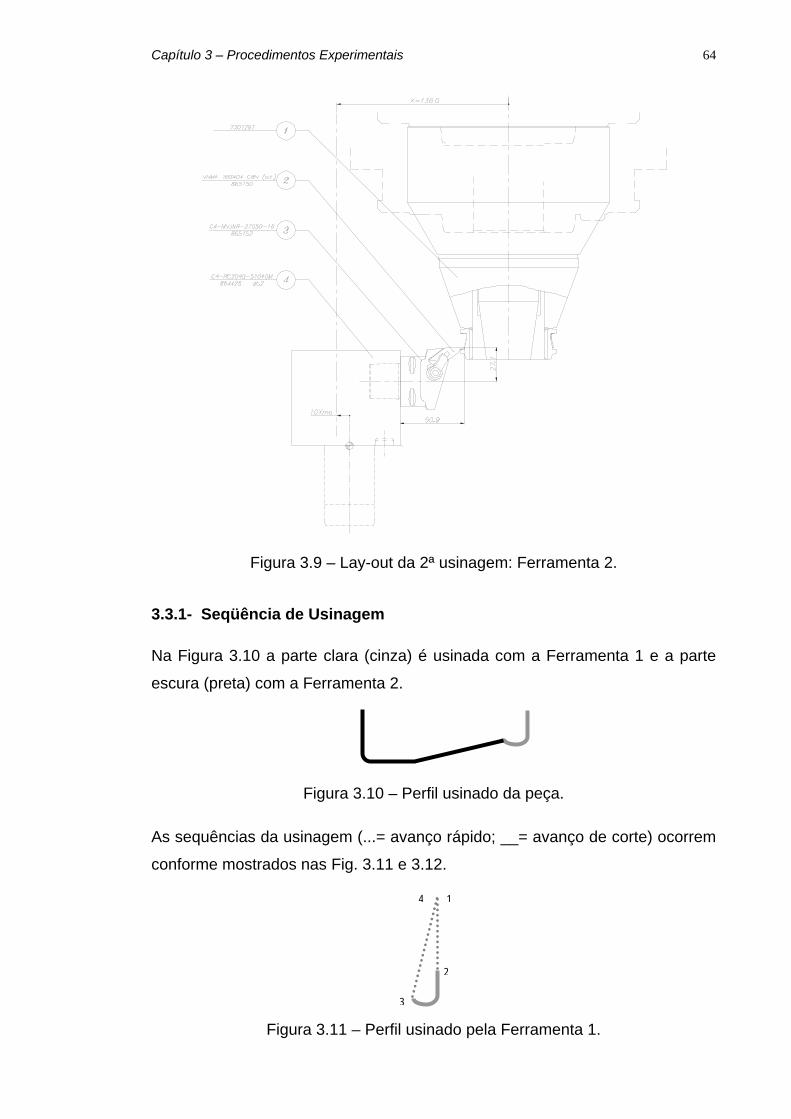
Capítulo 3 – Procedimentos Experimentais 64
Figura 3.9 – Lay-out da 2ª usinagem: Ferramenta 2.
3.3.1- Seqüência de Usinagem Na Figura 3.10 a parte clara (cinza) é usinada com a Ferramenta 1 e a parte
escura (preta) com a Ferramenta 2.
Figura 3.10 – Perfil usinado da peça.
As sequências da usinagem (...= avanço rápido; __= avanço de corte) ocorrem
conforme mostrados nas Fig. 3.11 e 3.12.
Figura 3.11 – Perfil usinado pela Ferramenta 1.
3
1 4
2
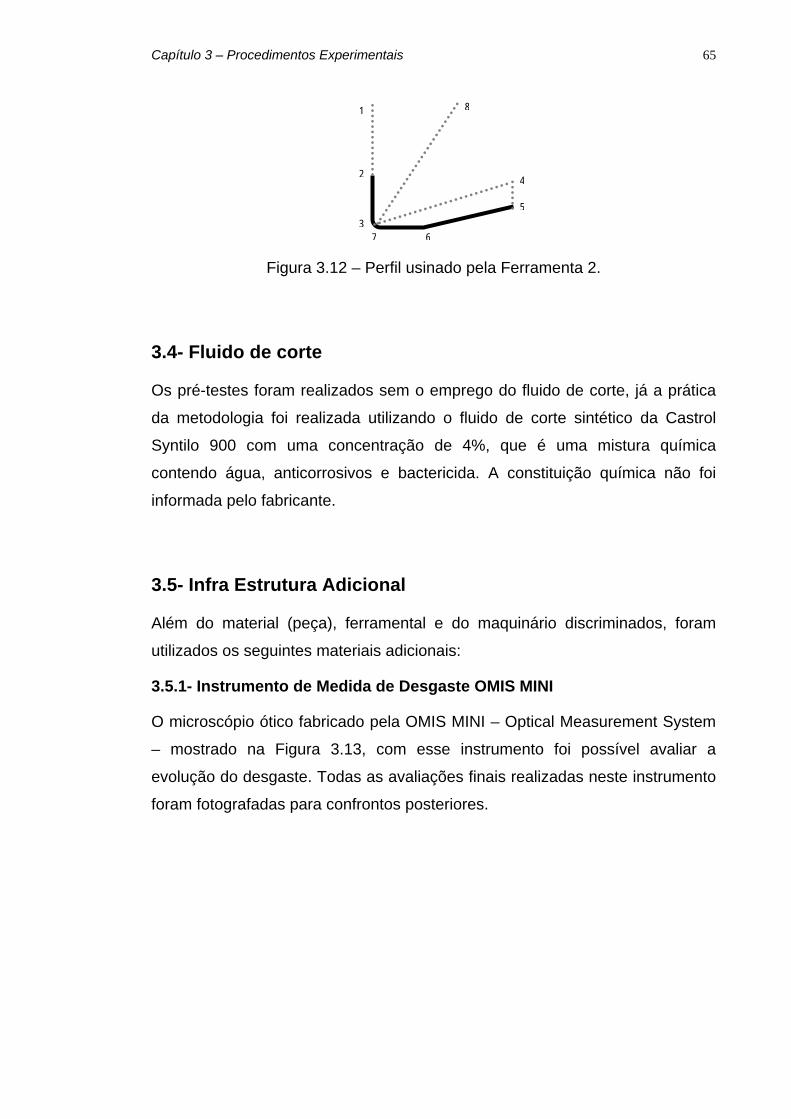
Capítulo 3 – Procedimentos Experimentais 65
Figura 3.12 – Perfil usinado pela Ferramenta 2.
3.4- Fluido de corte
Os pré-testes foram realizados sem o emprego do fluido de corte, já a prática
da metodologia foi realizada utilizando o fluido de corte sintético da Castrol
Syntilo 900 com uma concentração de 4%, que é uma mistura química
contendo água, anticorrosivos e bactericida. A constituição química não foi
informada pelo fabricante.
3.5- Infra Estrutura Adicional
Além do material (peça), ferramental e do maquinário discriminados, foram
utilizados os seguintes materiais adicionais:
3.5.1- Instrumento de Medida de Desgaste OMIS MINI
O microscópio ótico fabricado pela OMIS MINI – Optical Measurement System
– mostrado na Figura 3.13, com esse instrumento foi possível avaliar a
evolução do desgaste. Todas as avaliações finais realizadas neste instrumento
foram fotografadas para confrontos posteriores.
8
7 6
5
4
3
2
1
Capítulo 3 – Procedimentos Experimentais 66
Figura 3.13 – Instrumento de Medida de Desgaste OMIS MINI.
3.5.2- MEV - Microscópio Eletrônico de Varredura
Foi utilizado o microscópio Philips Modelo XL30 equipado com EDAX CDUTM
Leap Detector do Laboratório Metalúrgico da Engenharia de Materiais e
Aplicações da Fiat Automóveis S.A. para avaliação das ferramentas de corte
desgastadas e aprofundar nas análises dos mecanismos de desgastes
atuantes (Fig. 3.14).
Figura 3.14 - Microscópio eletrônico de varredura, Philips XL 30.

Capítulo 3 – Procedimentos Experimentais 67
3.5.3- Rugosímetro
A rugosidade média aritmética (Ra) foi medida com um rugosímetro Perthen
Mahr, modelo S8P, cone de diamante de 90o e apalpador com raio de ponta de
5 µm, ajustado para um “cut-off” de 0,8mm. Na Fig. 3.15 mostram-se as
fotografias do rugosímetro medindo a rugosidade da luva de engate (peça).
Figura 3.15 – Rugosímetro Perthen Mahr.
3.5.4- Copiador de Perfil
A medida do desgaste de cratera “KT” foi medida com um Copiador de Perfil
Taylor Hobson, modelo Pneumo Form TalySurf Series 2.
3.6- Etapas do Projeto
Para o comprimento dos objetivos propostos, este trabalho foi organizado e
subdividido em etapas, descritas a seguir:
3.6.1- Aquisição de Materiais
Conforme será detalhado no item “3.6.4 - Metodologia Experimental Proposta”,
é imprescindível que as condições iniciais de trabalho da máquina prevista
para realização da prática experimental estejam estáveis para que essa
metodologia funcione. Com esse objetivo foram adquiridos insertos de CBN de
diversas classes para execução dos pré testes. Os fornecedores dos insertos
foram: Sumitomo e Difer. O elenco do material adquirido será evidenciado na
descrição dos Pré-testes.
Capítulo 3 – Procedimentos Experimentais 68
3.6.2- Pré-testes
Os Pré-Testes definiram o ponto de partida dos experimentos, que foram
utilizados como referência. Serviram também para avaliar o mecanismo e o tipo
de desgaste predominante com registro em fotografias.
3.6.3- Coleta de Dados para Situação Atual
Recuperação dos valores dos parâmetros de corte (profundidade de corte
“ap”, avanço “f” e velocidade de corte “vc”) de acordo com a situação atual.
Levantamento de todas as informações referentes aos custos; e
cronometragem dos tempos necessários para os cálculos das velocidades
que compõem o IME:
tft = tempo de troca da aresta da ferramenta (min)
Sh = salário e encargos do operador (R$ / hora);
H = número de horas de trabalho previstas por ano;
Vmi = valor inicial de aquisição da máquina-ferramenta (R$);
im = idade da máquina–ferramenta (anos);
M = vida prevista para a máquina-ferramenta (anos);
j = taxa anual de juros;
Kmc = custo de conservação da máquina por ano (R$ / ano);
Em = espaço ocupado pela máquina-ferrarnenta (m2);
Ke = custo do m2 ocupado pela máquina–ferramenta (R$ / m2 .ano);
Vsi = custo de aquisição do porta-ferramenta (R$);
Nfp = vida média para o porta-ferramenta em número de trocas;
Kpi = custo de aquisição do inserto (R$);
Ns = número de arestas de corte disponíveis em cada inserto;
Execução de cálculos preliminares:
x = coeficiente da equação de Taylor
K = constante da equação de Taylor
tt = tempo total de produção por peça (min)
Sm = salário máquina (R$ / hora);
Kft = custo de cada aresta de corte do inserto (R$).
Capítulo 3 – Procedimentos Experimentais 69
Monitoração do número de peças produzidas pela ferramenta em função da
Ra;
Monitoração do número de peças produzidas pela ferramenta em função da
medida do desgaste;
Fazer controle dimensional conforme procedimento vigente.
3.6.4- Metodologia Experimental Proposta
Os experimentos foram realizados conforme descrito no item 2.6.3, com a
seguinte configuração:
A) Foi iniciada a usinagem do primeiro lote de peças com a velocidade de
corte, Vc1, até que o final da vida da aresta da ferramenta fosse atingido
conforme critério previamente estabelecido: falha catastrófica da ferramenta
(quebra), anotado a vida da ferramenta obtida para a velocidade de corte e
os valores do Ra. O ensaio foi repetindo 7 vezes;
B) Foi calculada a segunda velocidade de corte, vc2, que deveria possuir um
valor de 20% superior em relação à vc1. Em seguida iniciou-se a usinagem
do segundo lote de peças até que o final da vida da aresta da ferramenta
fosse atingido, conforme o mesmo critério definido para a vc1. Anotado a
vida da ferramenta obtida para a velocidade de corte e os valores do Ra. O
ensaio foi repetindo 7 vezes;
C) Após a realização da usinagem os valores da vida da ferramenta,
expressos em número de peças, Zt, foram utilizados nos cálculos da
constante K e do coeficiente x da equação de vida de Taylor, conforme Eq.
(2.44) e (2.45), respectivamente.
D) Foram calculadas as velocidades de corte que constituem o IME pelas Eq.
(2.26), (2.40) e (2.41);
Foi considerada a vcmcLim em detrimento a vcmc, pois o ferramental utilizado
possuía sistema de troca rápida, logo, o tft possuía valores muito pequenos
e seu produto pela soma Sh mais Sm era desprezível em relação ao custo
da ferramenta, conforme Eq. (2.40);
E) Foi tomada a velocidade de corte de mínimo custo limite vcmcLim calculada
no item anterior, em seguida iniciou-se a usinagem do terceiro lote de peças
até que o final da vida da aresta da ferramenta fosse atingido. Anotado a
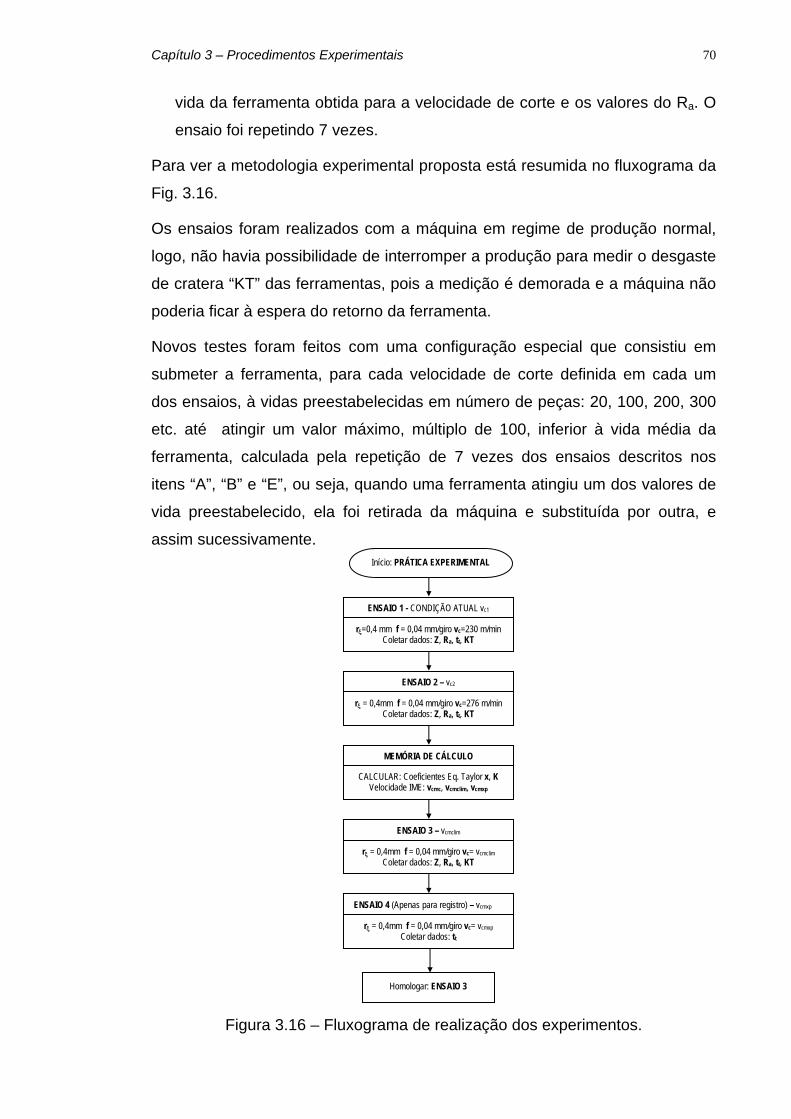
Capítulo 3 – Procedimentos Experimentais 70
vida da ferramenta obtida para a velocidade de corte e os valores do Ra. O
ensaio foi repetindo 7 vezes.
Para ver a metodologia experimental proposta está resumida no fluxograma da
Fig. 3.16.
Os ensaios foram realizados com a máquina em regime de produção normal,
logo, não havia possibilidade de interromper a produção para medir o desgaste
de cratera “KT” das ferramentas, pois a medição é demorada e a máquina não
poderia ficar à espera do retorno da ferramenta.
Novos testes foram feitos com uma configuração especial que consistiu em
submeter a ferramenta, para cada velocidade de corte definida em cada um
dos ensaios, à vidas preestabelecidas em número de peças: 20, 100, 200, 300
etc. até atingir um valor máximo, múltiplo de 100, inferior à vida média da
ferramenta, calculada pela repetição de 7 vezes dos ensaios descritos nos
itens “A”, “B” e “E”, ou seja, quando uma ferramenta atingiu um dos valores de
vida preestabelecido, ela foi retirada da máquina e substituída por outra, e
assim sucessivamente.
Figura 3.16 – Fluxograma de realização dos experimentos.
rξ = 0,4mm f = 0,04 mm/giro vc= vcmxpColetar dados: tt
ENSAIO 4 (Apenas para registro) – vcmxp
Homologar: ENSAIO 3
rξ = 0,4mm f = 0,04 mm/giro vc= vcmclimColetar dados: Z, Ra, tt, KT
ENSAIO 3 – vcmclim
CALCULAR: Coeficientes Eq. Taylor x, K Velocidade IME: vcmc, vcmclim, vcmxp
MEMÓRIA DE CÁLCULO
rξ = 0,4mm f = 0,04 mm/giro vc=276 m/min Coletar dados: Z, Ra, tt, KT
ENSAIO 2 – vc2
rξ=0,4 mm f = 0,04 mm/giro vc=230 m/min Coletar dados: Z, Ra, tt, KT
ENSAIO 1 - CONDIÇÃO ATUAL vc1
Início: PRÁTICA EXPERIMENTAL
Capítulo 4
Resultados e Discussões
Nesse capítulo será discutida e analisada a aplicação da metodologia de
otimização de processo por meio da definição do IME. Serão avaliados os
mecanismos de desgaste dos insertos utilizados e serão discutidas a
viabilidade econômica, facilidades e dificuldades de utilização da metodologia
como ferramenta normal de trabalho no dia-a-dia.
4.1- Pré-testes
4.1.1- Histórico
No primeiro planejamento feito para realização da prática experimental desse
trabalho, estava previsto a utilização de outra máquina – Torno Promecor –
mas, paralelamente, estava em desenvolvimento na FA Powertrain Ltda. o
processo de compra de uma máquina nova – Torno Weisser – que iria
substituir os dois tornos existentes. A razão da compra da máquina era
melhoria da qualidade do produto já que existiam problemas crônicos no
controle das tolerâncias dos erros de formas e posições, especificamente a
perpendicularidade e a concentricidade. E a nova máquina, dotada de recursos
de automação como carregamento e descarregamento de peça automáticos,
controle post-process de algumas características relevantes, etc., iriam
proporcionar ganhos de performance dentro do ciclo produtivo.
Com o passar do tempo, aquilo que era uma promessa transformava-se em
realidade, a máquina nova havia sido comprada, já estava instalada na planta,
e os procedimentos para sua aprovação (Tolerância Natural e Short Term
Capability) iriam ser iniciados. Como já era sabido, o processo de torneamento
de material endurecido com a utilização de ferramenta de PCBN já era uma
71
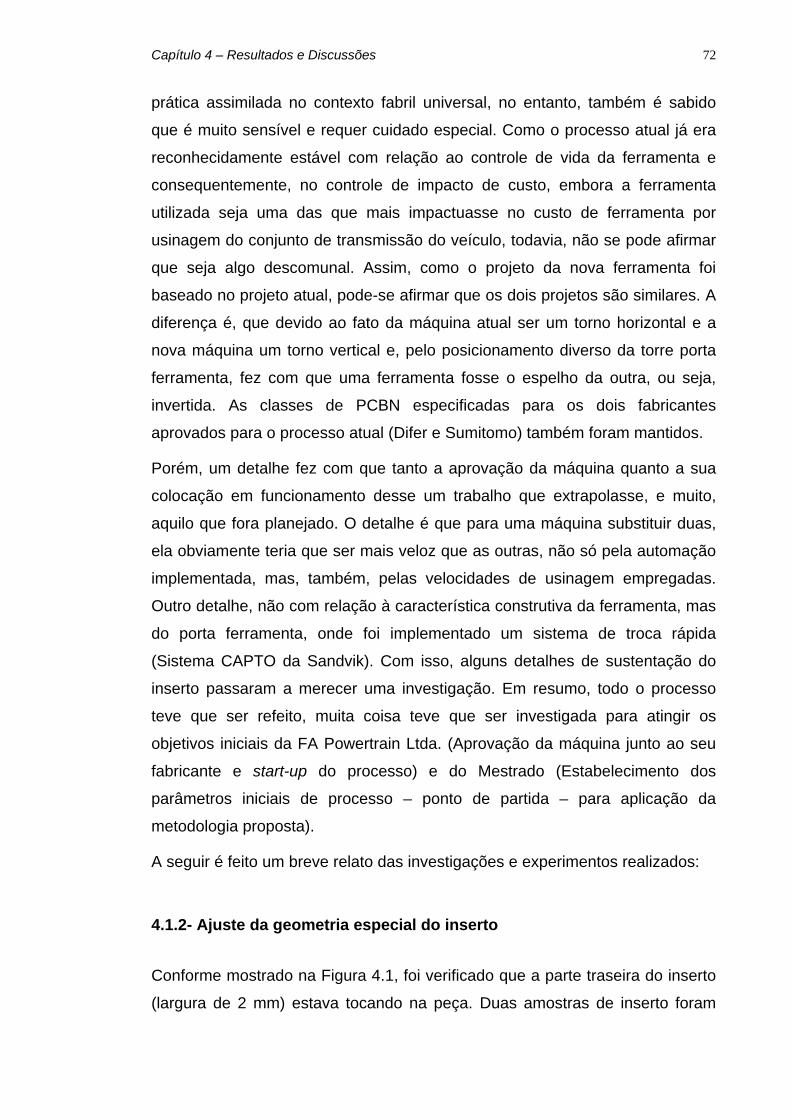
Capítulo 4 – Resultados e Discussões 72
prática assimilada no contexto fabril universal, no entanto, também é sabido
que é muito sensível e requer cuidado especial. Como o processo atual já era
reconhecidamente estável com relação ao controle de vida da ferramenta e
consequentemente, no controle de impacto de custo, embora a ferramenta
utilizada seja uma das que mais impactuasse no custo de ferramenta por
usinagem do conjunto de transmissão do veículo, todavia, não se pode afirmar
que seja algo descomunal. Assim, como o projeto da nova ferramenta foi
baseado no projeto atual, pode-se afirmar que os dois projetos são similares. A
diferença é, que devido ao fato da máquina atual ser um torno horizontal e a
nova máquina um torno vertical e, pelo posicionamento diverso da torre porta
ferramenta, fez com que uma ferramenta fosse o espelho da outra, ou seja,
invertida. As classes de PCBN especificadas para os dois fabricantes
aprovados para o processo atual (Difer e Sumitomo) também foram mantidos.
Porém, um detalhe fez com que tanto a aprovação da máquina quanto a sua
colocação em funcionamento desse um trabalho que extrapolasse, e muito,
aquilo que fora planejado. O detalhe é que para uma máquina substituir duas,
ela obviamente teria que ser mais veloz que as outras, não só pela automação
implementada, mas, também, pelas velocidades de usinagem empregadas.
Outro detalhe, não com relação à característica construtiva da ferramenta, mas
do porta ferramenta, onde foi implementado um sistema de troca rápida
(Sistema CAPTO da Sandvik). Com isso, alguns detalhes de sustentação do
inserto passaram a merecer uma investigação. Em resumo, todo o processo
teve que ser refeito, muita coisa teve que ser investigada para atingir os
objetivos iniciais da FA Powertrain Ltda. (Aprovação da máquina junto ao seu
fabricante e start-up do processo) e do Mestrado (Estabelecimento dos
parâmetros iniciais de processo – ponto de partida – para aplicação da
metodologia proposta).
A seguir é feito um breve relato das investigações e experimentos realizados:
4.1.2- Ajuste da geometria especial do inserto
Conforme mostrado na Figura 4.1, foi verificado que a parte traseira do inserto
(largura de 2 mm) estava tocando na peça. Duas amostras de inserto foram

Capítulo 4 – Resultados e Discussões 73
retrabalhadas com a redução da medida para 1,7 mm. Depois de testado foi
oficializado para fornecimento das próximas amostras.
Figura 4.1 – Ajuste do Inserto: à esquerda versão antiga, à direita nova versão.
4.1.3- Investigação da influência do comprimento de balanço do inserto na Rugosidade
Na Figura 4.2 verifica-se a existência de balanço do inserto em relação ao
calço e ao porta-inserto. Existia a suspeita que esse balanço, embora mínimo,
estivesse contribuindo para o baixo rendimento do inserto.
Foi retrabalhado um conjunto de porta inserto, ou seja, direito e esquerdo, para
realização dos testes, e verificado a influência na manutenção da Ra.
Analisando o gráfico da Figura 4.3 ficou constatado que o balanço realmente
propicia um aumento crescente dos valores da Ra ao longo da usinagem. Essa
análise levou a conclusão de que todos os porta insertos deveriam ser
retrabalhados.
Figura 4.2 – Balanço do Inserto.
Balanço
Inserto
Calço
Porta inserto
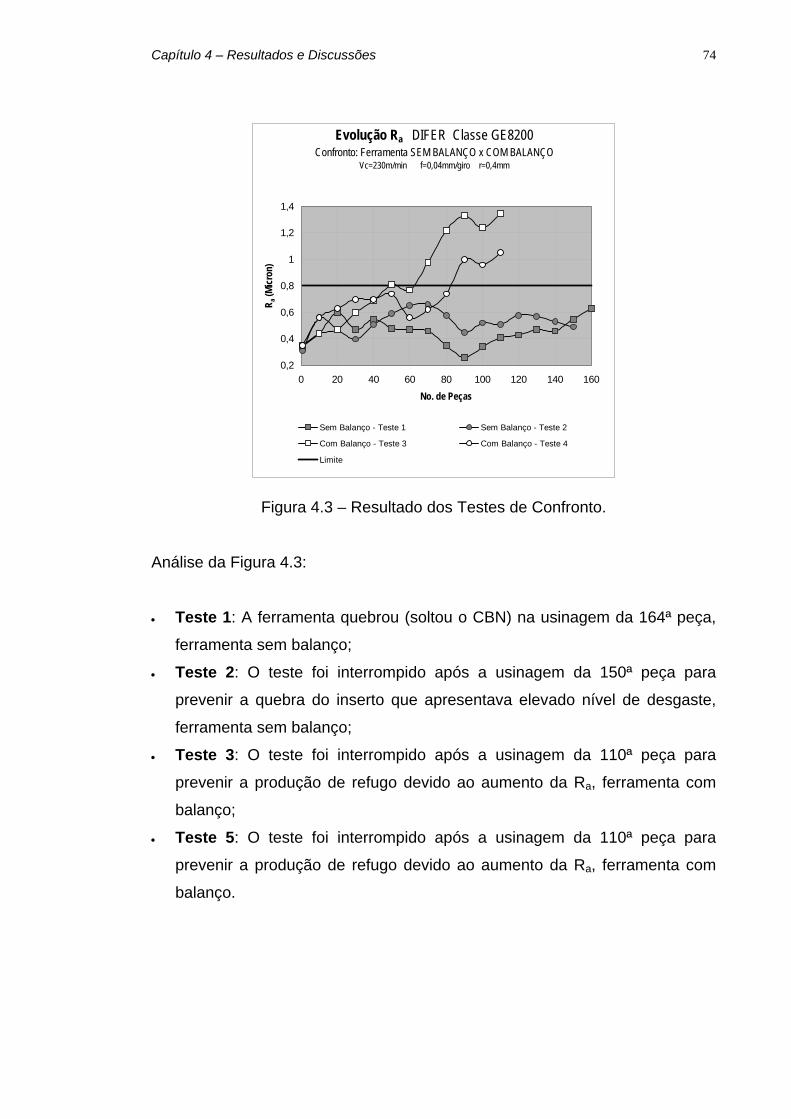
Capítulo 4 – Resultados e Discussões 74
Evolução Ra DIFER Classe GE8200Confronto: Ferramenta SEM BALANÇO x COM BALANÇO
Vc=230m/min f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
1,4
0 20 40 60 80 100 120 140 160
No. de Peças
R a (M
icron
)
Sem Balanço - Teste 1 Sem Balanço - Teste 2
Com Balanço - Teste 3 Com Balanço - Teste 4
Limite
Figura 4.3 – Resultado dos Testes de Confronto.
Análise da Figura 4.3:
• Teste 1: A ferramenta quebrou (soltou o CBN) na usinagem da 164ª peça,
ferramenta sem balanço;
• Teste 2: O teste foi interrompido após a usinagem da 150ª peça para
prevenir a quebra do inserto que apresentava elevado nível de desgaste,
ferramenta sem balanço;
• Teste 3: O teste foi interrompido após a usinagem da 110ª peça para
prevenir a produção de refugo devido ao aumento da Ra, ferramenta com
balanço;
• Teste 5: O teste foi interrompido após a usinagem da 110ª peça para
prevenir a produção de refugo devido ao aumento da Ra, ferramenta com
balanço.
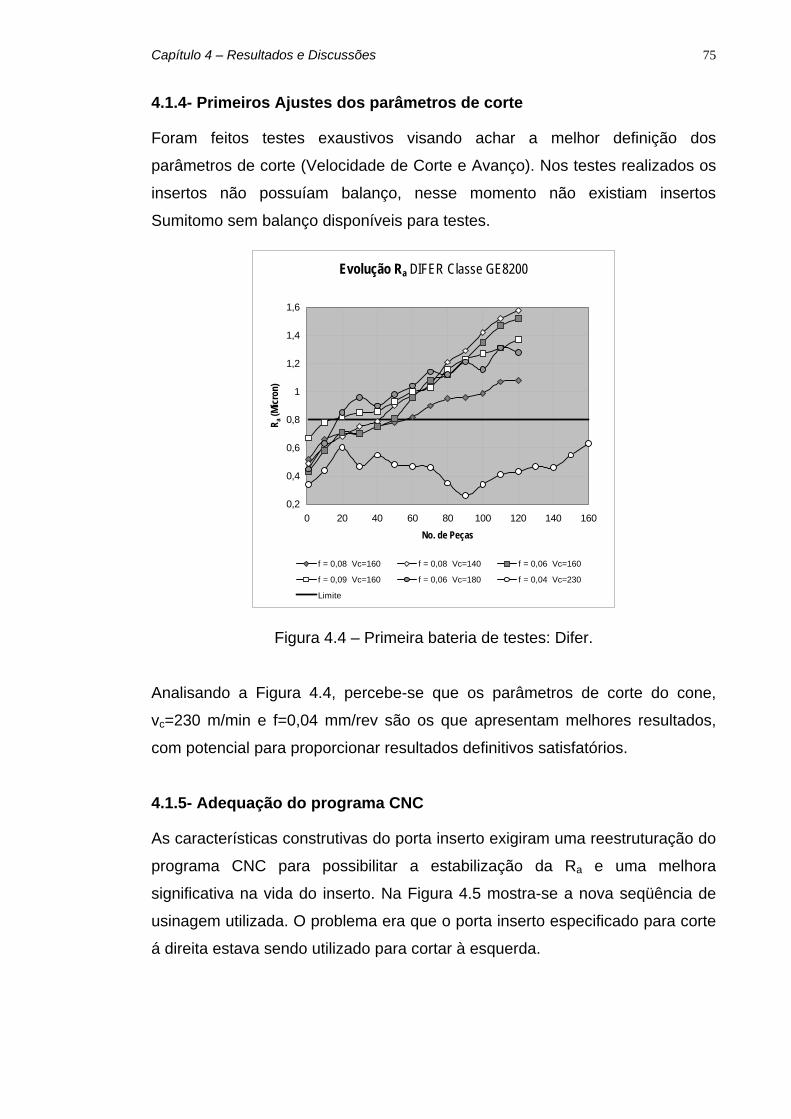
Capítulo 4 – Resultados e Discussões 75
4.1.4- Primeiros Ajustes dos parâmetros de corte
Foram feitos testes exaustivos visando achar a melhor definição dos
parâmetros de corte (Velocidade de Corte e Avanço). Nos testes realizados os
insertos não possuíam balanço, nesse momento não existiam insertos
Sumitomo sem balanço disponíveis para testes.
Evolução Ra DIFER Classe GE8200
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
0 20 40 60 80 100 120 140 160
No. de Peças
R a (M
icron
)
f = 0,08 Vc=160 f = 0,08 Vc=140 f = 0,06 Vc=160
f = 0,09 Vc=160 f = 0,06 Vc=180 f = 0,04 Vc=230
Limite
Figura 4.4 – Primeira bateria de testes: Difer.
Analisando a Figura 4.4, percebe-se que os parâmetros de corte do cone,
vc=230 m/min e f=0,04 mm/rev são os que apresentam melhores resultados,
com potencial para proporcionar resultados definitivos satisfatórios.
4.1.5- Adequação do programa CNC
As características construtivas do porta inserto exigiram uma reestruturação do
programa CNC para possibilitar a estabilização da Ra e uma melhora
significativa na vida do inserto. Na Figura 4.5 mostra-se a nova seqüência de
usinagem utilizada. O problema era que o porta inserto especificado para corte
á direita estava sendo utilizado para cortar à esquerda.
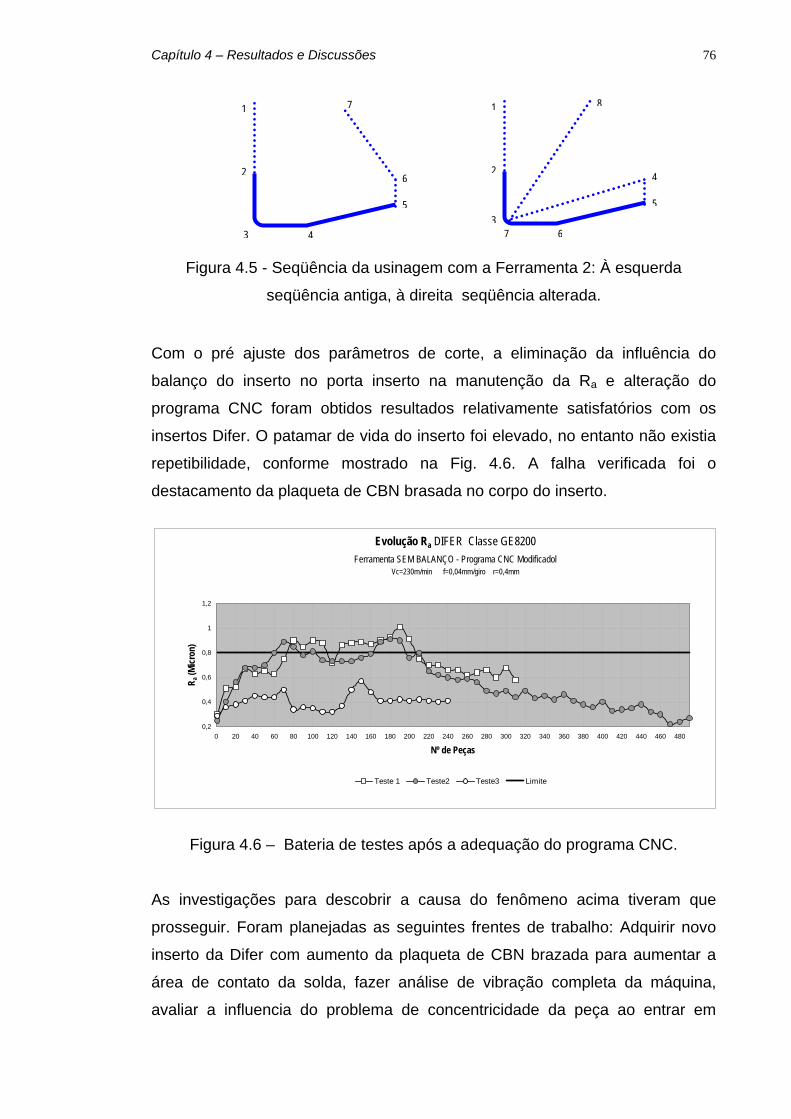
Capítulo 4 – Resultados e Discussões 76
Figura 4.5 - Seqüência da usinagem com a Ferramenta 2: À esquerda
seqüência antiga, à direita seqüência alterada. Com o pré ajuste dos parâmetros de corte, a eliminação da influência do
balanço do inserto no porta inserto na manutenção da Ra e alteração do
programa CNC foram obtidos resultados relativamente satisfatórios com os
insertos Difer. O patamar de vida do inserto foi elevado, no entanto não existia
repetibilidade, conforme mostrado na Fig. 4.6. A falha verificada foi o
destacamento da plaqueta de CBN brasada no corpo do inserto.
Evolução Ra DIFER Classe GE8200Ferramenta SEM BALANÇO - Programa CNC Modificadol
Vc=230m/min f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480
Nº de Peças
R a (M
icron
)
Teste 1 Teste2 Teste3 Limite
Figura 4.6 – Bateria de testes após a adequação do programa CNC.
As investigações para descobrir a causa do fenômeno acima tiveram que
prosseguir. Foram planejadas as seguintes frentes de trabalho: Adquirir novo
inserto da Difer com aumento da plaqueta de CBN brazada para aumentar a
área de contato da solda, fazer análise de vibração completa da máquina,
avaliar a influencia do problema de concentricidade da peça ao entrar em
8
7 6
5
4
3
2
1 7
4
5
6
3
2
1
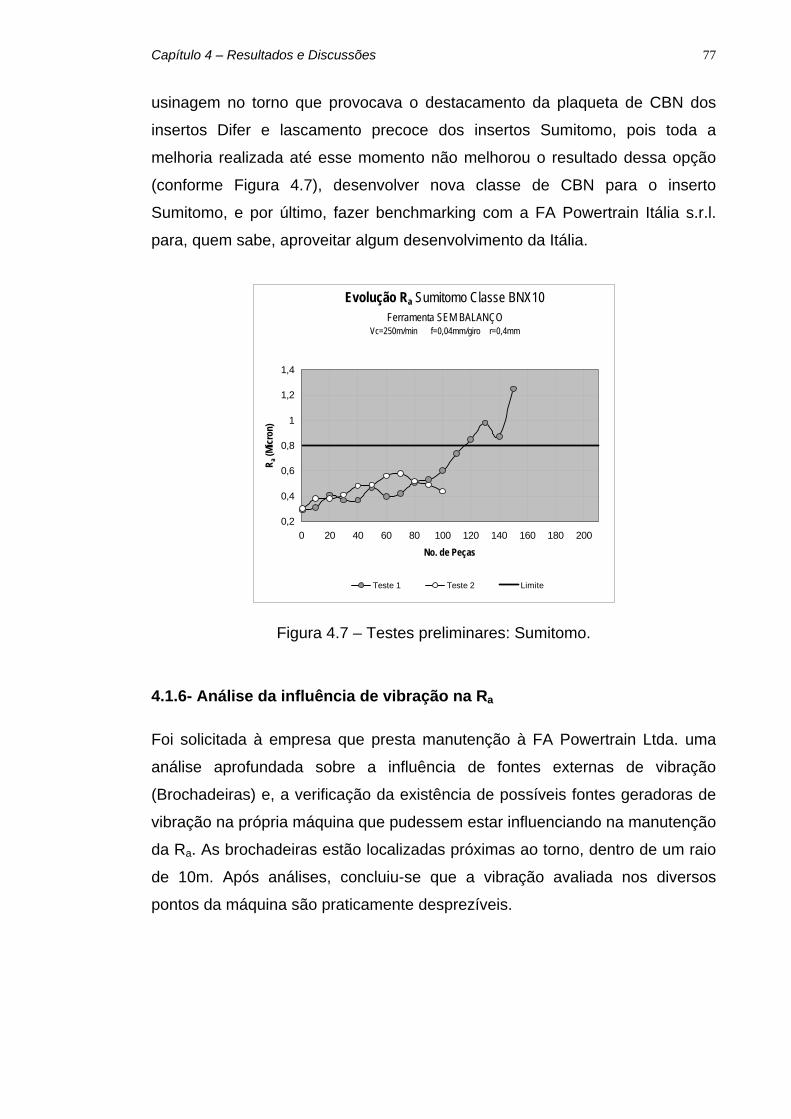
Capítulo 4 – Resultados e Discussões 77
usinagem no torno que provocava o destacamento da plaqueta de CBN dos
insertos Difer e lascamento precoce dos insertos Sumitomo, pois toda a
melhoria realizada até esse momento não melhorou o resultado dessa opção
(conforme Figura 4.7), desenvolver nova classe de CBN para o inserto
Sumitomo, e por último, fazer benchmarking com a FA Powertrain Itália s.r.l.
para, quem sabe, aproveitar algum desenvolvimento da Itália.
Evolução Ra Sumitomo Classe BNX10Ferramenta SEM BALANÇO
Vc=250m/min f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
1,4
0 20 40 60 80 100 120 140 160 180 200
No. de Peças
R a (M
icron
)
Teste 1 Teste 2 Limite
Figura 4.7 – Testes preliminares: Sumitomo.
4.1.6- Análise da influência de vibração na Ra
Foi solicitada à empresa que presta manutenção à FA Powertrain Ltda. uma
análise aprofundada sobre a influência de fontes externas de vibração
(Brochadeiras) e, a verificação da existência de possíveis fontes geradoras de
vibração na própria máquina que pudessem estar influenciando na manutenção
da Ra. As brochadeiras estão localizadas próximas ao torno, dentro de um raio
de 10m. Após análises, concluiu-se que a vibração avaliada nos diversos
pontos da máquina são praticamente desprezíveis.
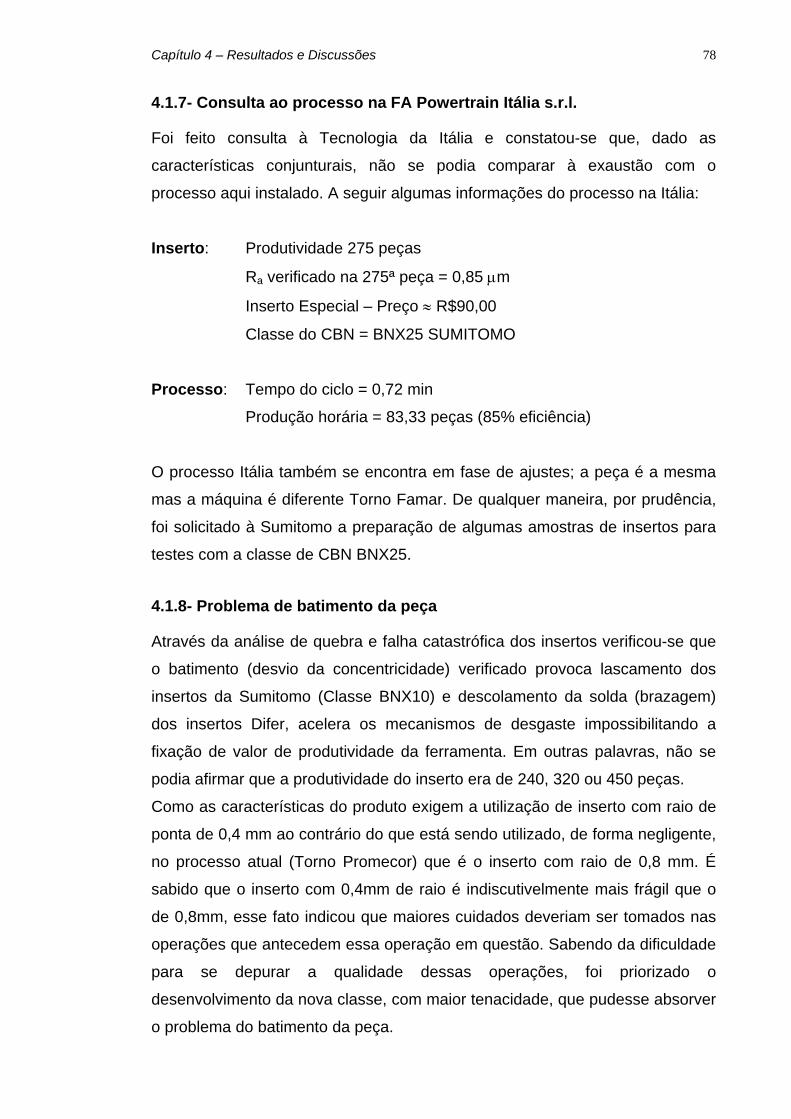
Capítulo 4 – Resultados e Discussões 78
4.1.7- Consulta ao processo na FA Powertrain Itália s.r.l.
Foi feito consulta à Tecnologia da Itália e constatou-se que, dado as
características conjunturais, não se podia comparar à exaustão com o
processo aqui instalado. A seguir algumas informações do processo na Itália:
Inserto: Produtividade 275 peças
Ra verificado na 275ª peça = 0,85 µm
Inserto Especial – Preço ≈ R$90,00
Classe do CBN = BNX25 SUMITOMO
Processo: Tempo do ciclo = 0,72 min
Produção horária = 83,33 peças (85% eficiência)
O processo Itália também se encontra em fase de ajustes; a peça é a mesma
mas a máquina é diferente Torno Famar. De qualquer maneira, por prudência,
foi solicitado à Sumitomo a preparação de algumas amostras de insertos para
testes com a classe de CBN BNX25.
4.1.8- Problema de batimento da peça
Através da análise de quebra e falha catastrófica dos insertos verificou-se que
o batimento (desvio da concentricidade) verificado provoca lascamento dos
insertos da Sumitomo (Classe BNX10) e descolamento da solda (brazagem)
dos insertos Difer, acelera os mecanismos de desgaste impossibilitando a
fixação de valor de produtividade da ferramenta. Em outras palavras, não se
podia afirmar que a produtividade do inserto era de 240, 320 ou 450 peças.
Como as características do produto exigem a utilização de inserto com raio de
ponta de 0,4 mm ao contrário do que está sendo utilizado, de forma negligente,
no processo atual (Torno Promecor) que é o inserto com raio de 0,8 mm. É
sabido que o inserto com 0,4mm de raio é indiscutivelmente mais frágil que o
de 0,8mm, esse fato indicou que maiores cuidados deveriam ser tomados nas
operações que antecedem essa operação em questão. Sabendo da dificuldade
para se depurar a qualidade dessas operações, foi priorizado o
desenvolvimento da nova classe, com maior tenacidade, que pudesse absorver
o problema do batimento da peça.
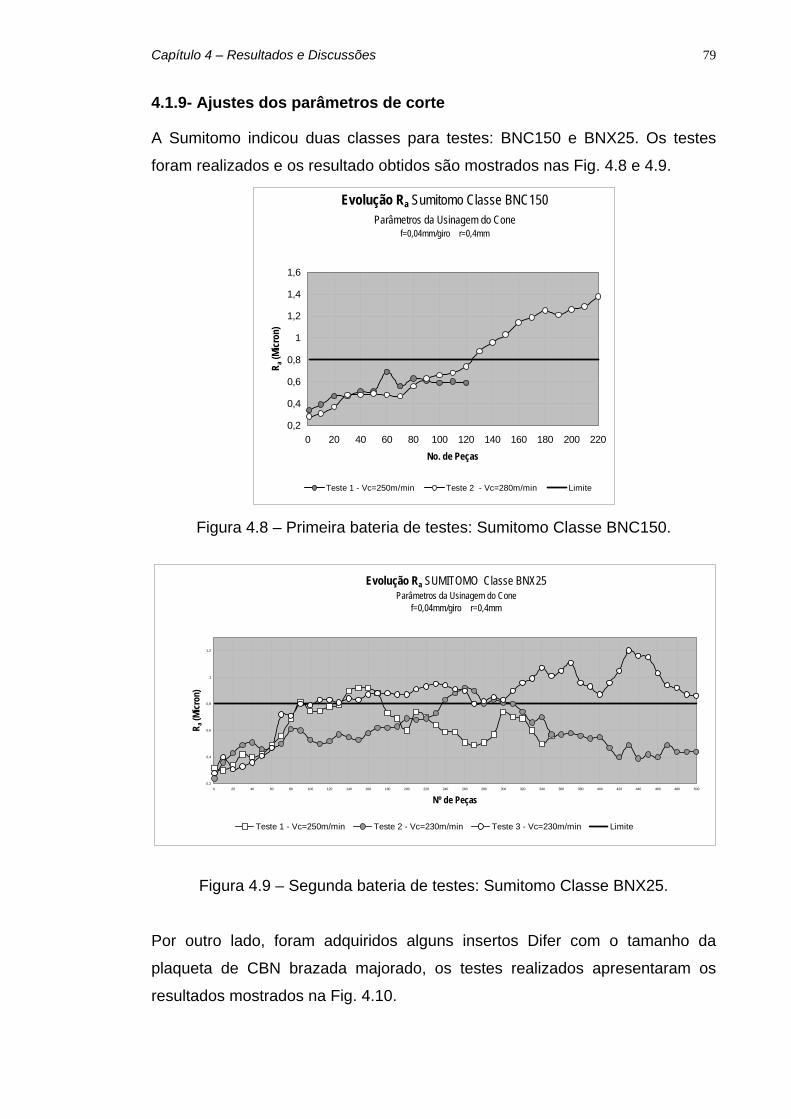
Capítulo 4 – Resultados e Discussões 79
4.1.9- Ajustes dos parâmetros de corte
A Sumitomo indicou duas classes para testes: BNC150 e BNX25. Os testes
foram realizados e os resultado obtidos são mostrados nas Fig. 4.8 e 4.9.
Evolução Ra Sumitomo Classe BNC150Parâmetros da Usinagem do Cone
f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
0 20 40 60 80 100 120 140 160 180 200 220
No. de Peças
R a (M
icron
)
Teste 1 - Vc=250m/min Teste 2 - Vc=280m/min Limite
Figura 4.8 – Primeira bateria de testes: Sumitomo Classe BNC150.
Evolução Ra SUMITOMO Classe BNX25Parâmetros da Usinagem do Cone
f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480 500
Nº de Peças
R a (M
icron
)
Teste 1 - Vc=250m/min Teste 2 - Vc=230m/min Teste 3 - Vc=230m/min Limite
Figura 4.9 – Segunda bateria de testes: Sumitomo Classe BNX25.
Por outro lado, foram adquiridos alguns insertos Difer com o tamanho da
plaqueta de CBN brazada majorado, os testes realizados apresentaram os
resultados mostrados na Fig. 4.10.
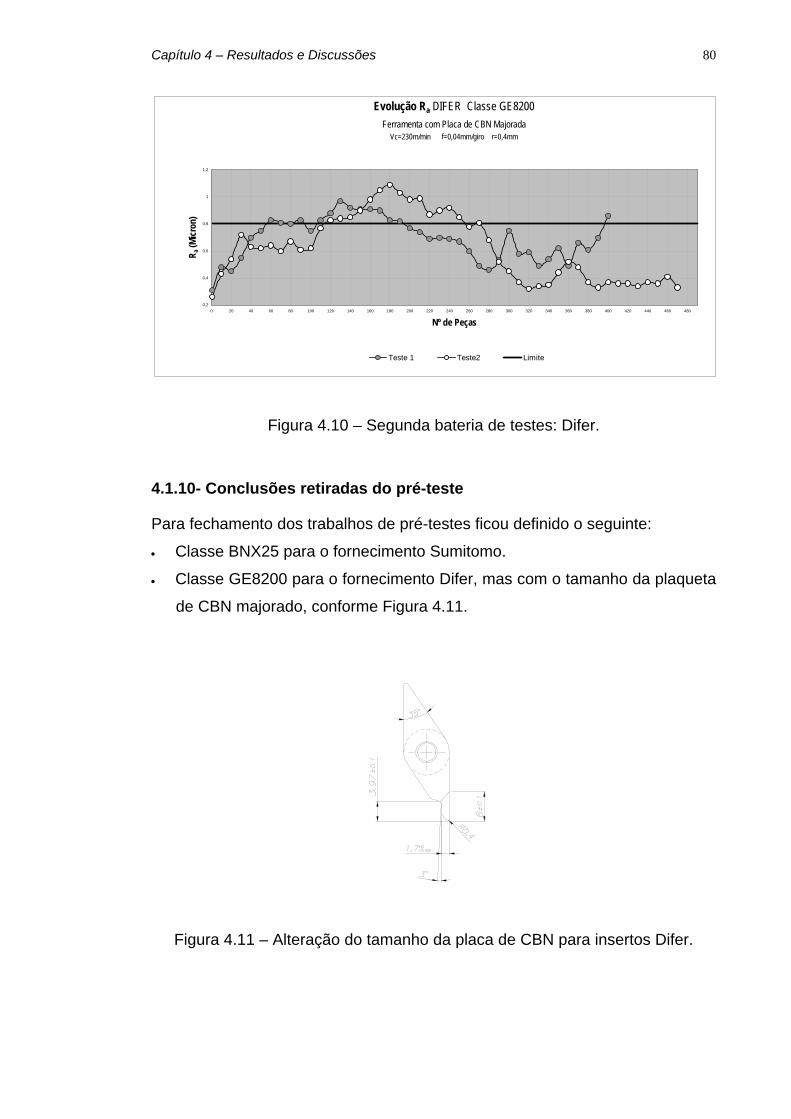
Capítulo 4 – Resultados e Discussões 80
Evolução Ra DIFER Classe GE8200Ferramenta com Placa de CBN Majorada
Vc=230m/min f=0,04mm/giro r=0,4mm
0,2
0,4
0,6
0,8
1
1,2
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480
Nº de Peças
R a (M
icron
)
Teste 1 Teste2 Limite
Figura 4.10 – Segunda bateria de testes: Difer.
4.1.10- Conclusões retiradas do pré-teste
Para fechamento dos trabalhos de pré-testes ficou definido o seguinte:
• Classe BNX25 para o fornecimento Sumitomo.
• Classe GE8200 para o fornecimento Difer, mas com o tamanho da plaqueta
de CBN majorado, conforme Figura 4.11.
Figura 4.11 – Alteração do tamanho da placa de CBN para insertos Difer.

Capítulo 4 – Resultados e Discussões 81
• As formas de desgaste verificadas foram de flanco e de cratera, sendo que
o segundo foi predominante, conforme mostrado na Fig. 4.12.
Figura 4.12 – Forma de desgaste predominante verificado no pré-teste.
Cratera
• O critério para definição do fim da vida útil da ferramenta foi pela falha
catastrófica (quebra), pois é um critério que aproveita o máximo que a
ferramenta pode produzir e, nesse caso em específico, não causa nenhum
transtorno, não gera refugo, somente a necessidade de repasse da peça ao
qual se deu a quebra.
• Os pré-testes foram realizados sem a aplicação do fluido de corte, mas em
3 circunstâncias ocorreram incêndio na máquina. Acredita-se que devido a
pequena seção do cavaco, pois f=0,04 mm/rev e ap=0,15 mm, e a grande
concentração de calor localizado foram os fatores que desencadearam o
fogo.
• Os parâmetros de corte, que seriam referências para a aplicação da
metodologia da otimização do processo foram definidos e apresentados na
Figura 4.13.
Trecho vc (m/min) f (mm/rev)
AB 230 0,06
BC 230 0,06
CD 230 0,04 C
D
B
A
Figura 4.13 – Parâmetros de corte definidos no pré-teste.
• A seqüência de usinagem definida conforme item 4.1.5.
• Para a aplicação da metodologia de otimização do processo foi definida a
utilização do inserto fornecido pela Sumitomo Classe BNX25.
Capítulo 4 – Resultados e Discussões 82
4.2- Prática Experimental para Otimização do Processo
A prática experimental aqui descrita foi realizada conforme planejado no
“Capítulo 3 – Procedimentos Experimentais”, e, também orientados pelos
próprios cálculos e resultados de testes parciais aqui definidos.
4.2.1- Levantamento de Dados
O levantamento dos dados abaixo foi realizado conforme definido no item
3.7.3, contendo informações sobre custos e cronometragem dos tempos
necessários para os cálculos das velocidades de corte que compõem o IME.
Vsi = R$ 723,29 Custo de aquisição do porta-ferramenta
Nfp = 1.000.000 Vida média para o porta-ferramenta
Kpi = R$ 97,16 Custo de aquisição do inserto
Ns = 1 Número de arestas de corte disponíveis
H = 5918 h Número de horas de trabalho previstas por ano
Vmi = R$ 700000 Valor inicial de aquisição da máquina-ferramenta
im = 0,5 anos Idade da máquina-ferramenta
M = 15 anos Vida prevista para a máquina-ferramenta
j = 0,1515 Taxa anual de juros
Kmc = 15500,00 R$/ano Custo de conservação da máquina por ano
Em = 7,44 m2 Espaço ocupado pela máquina-ferrarnenta
Ke = 1000,00 R$/m2.ano Custo do m2 ocupado pela máquina-ferramenta
tft = 3 min Tempo de troca da ferramenta
Sh = R$ 22,00 Salário e encargos do operador
O ponto de partida para realização dos ensaios, conforme 3.7.4 item “A”, foi a
utilização da vc1 = 230 m/min para o Ensaio 1. Esse valor foi resgastado dos
pré-testes. O Ensaio 2 foi realizado com uma velocidade de corte 20% superior
à primeira, ou seja, vc2 = 276 m/min, os demais parâmetros de corte não
sofreram variações.
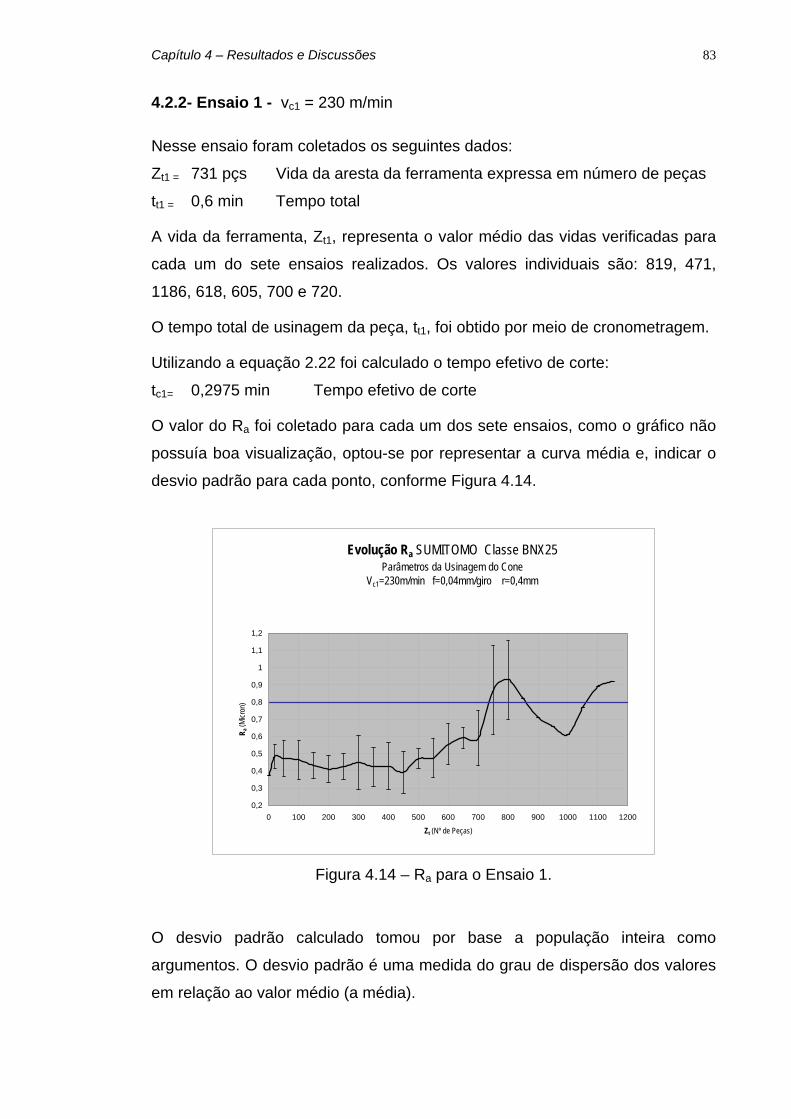
Capítulo 4 – Resultados e Discussões 83
4.2.2- Ensaio 1 - vc1 = 230 m/min
Nesse ensaio foram coletados os seguintes dados:
Zt1 = 731 pçs Vida da aresta da ferramenta expressa em número de peças
tt1 = 0,6 min Tempo total
A vida da ferramenta, Zt1, representa o valor médio das vidas verificadas para
cada um do sete ensaios realizados. Os valores individuais são: 819, 471,
1186, 618, 605, 700 e 720.
O tempo total de usinagem da peça, tt1, foi obtido por meio de cronometragem.
Utilizando a equação 2.22 foi calculado o tempo efetivo de corte:
tc1= 0,2975 min Tempo efetivo de corte
O valor do Ra foi coletado para cada um dos sete ensaios, como o gráfico não
possuía boa visualização, optou-se por representar a curva média e, indicar o
desvio padrão para cada ponto, conforme Figura 4.14.
Evolução Ra SUMITOMO Classe BNX25Parâmetros da Usinagem do Cone
Vc1=230m/min f=0,04mm/giro r=0,4mm
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
1,2
0 100 200 300 400 500 600 700 800 900 1000 1100 1200
Zt (Nº de Peças)
R a (M
icron
)
Figura 4.14 – Ra para o Ensaio 1.
O desvio padrão calculado tomou por base a população inteira como
argumentos. O desvio padrão é uma medida do grau de dispersão dos valores
em relação ao valor médio (a média).
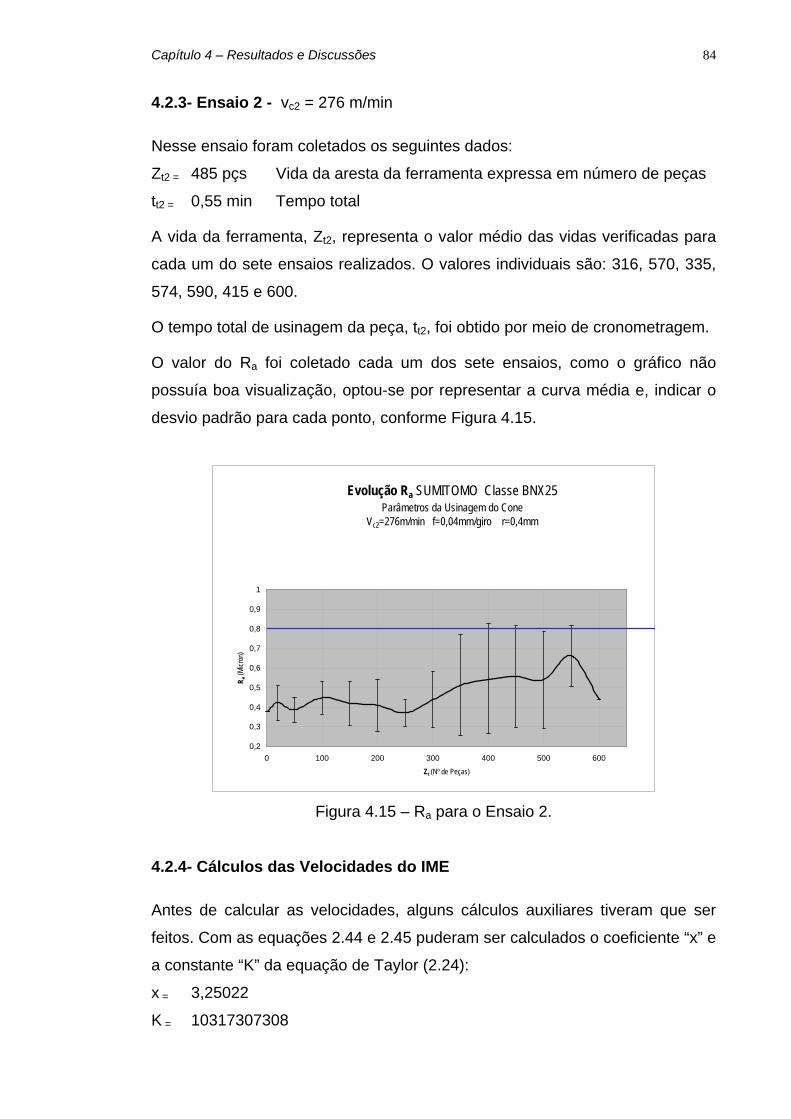
Capítulo 4 – Resultados e Discussões 84
4.2.3- Ensaio 2 - vc2 = 276 m/min
Nesse ensaio foram coletados os seguintes dados:
Zt2 = 485 pçs Vida da aresta da ferramenta expressa em número de peças
tt2 = 0,55 min Tempo total
A vida da ferramenta, Zt2, representa o valor médio das vidas verificadas para
cada um do sete ensaios realizados. O valores individuais são: 316, 570, 335,
574, 590, 415 e 600.
O tempo total de usinagem da peça, tt2, foi obtido por meio de cronometragem.
O valor do Ra foi coletado cada um dos sete ensaios, como o gráfico não
possuía boa visualização, optou-se por representar a curva média e, indicar o
desvio padrão para cada ponto, conforme Figura 4.15.
Evolução Ra SUMITOMO Classe BNX25Parâmetros da Usinagem do Cone
Vc2=276m/min f=0,04mm/giro r=0,4mm
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 100 200 300 400 500 600
Zt (Nº de Peças)
R a (M
icron
)
Figura 4.15 – Ra para o Ensaio 2.
4.2.4- Cálculos das Velocidades do IME
Antes de calcular as velocidades, alguns cálculos auxiliares tiveram que ser
feitos. Com as equações 2.44 e 2.45 puderam ser calculados o coeficiente “x” e
a constante “K” da equação de Taylor (2.24):
x = 3,25022
K = 10317307308

Capítulo 4 – Resultados e Discussões 85
Com a equação 2.32 foi calculado o custo de cada aresta de corte do inserto:
Kft = R$ 97,16072
E com a equação 2.29 foi calculado o salário máquina:
Sm = R$ 28,01771
De posse dos levantamentos e dos resultados dos cálculos auxiliares, agora já
é possível calcular as velocidade de corte que compõem o IME.
Com a equação 2.26 foi calculada a velocidade de corte de máxima produção:
vcmxp = 669,44938 m/min
Com a equação 2.40 foi calculada a velocidade de corte de mínimo custo:
vcmc = 215,43220 m/min
E, por último, com a equação 2.41 foi calculada a velocidade de corte de
mínimo custo limite:
vcmcLim = 217,12330 m/min
Lembrando que ficou definido no item 3.7.4. item “D”, pela utilização da
velocidade de corte de mínimo custo limite, vcmcLim, para minimização do custo
do processo.
Com os resultados acima, a próxima etapa seria validar os cálculos
submetendo as velocidades aos testes práticos.
4.2.5- Ensaio 3 - vcmcLim = 217 m/min
Nesse ensaio foram coletados os seguintes dados:
Zt3 = 859 pçs Vida da aresta da ferramenta expressa em número de peças
tt3 = 0,64 min Tempo total
A vida da ferramenta, Zt3, representa o valor médio das vidas verificadas para
cada um do sete ensaios realizados. Os valores individuais são: 684, 708,
1350, 950, 749, 1021 e 550.
O tempo total de usinagem da peça, tt3, foi obtido por meio de cronometragem.
O valor do Ra foi coletado para cada um dos sete ensaios, como o gráfico não
possuía boa visualização, optou-se por representar a curva média e, indicar o
desvio padrão para cada ponto, conforme Figura 4.16.
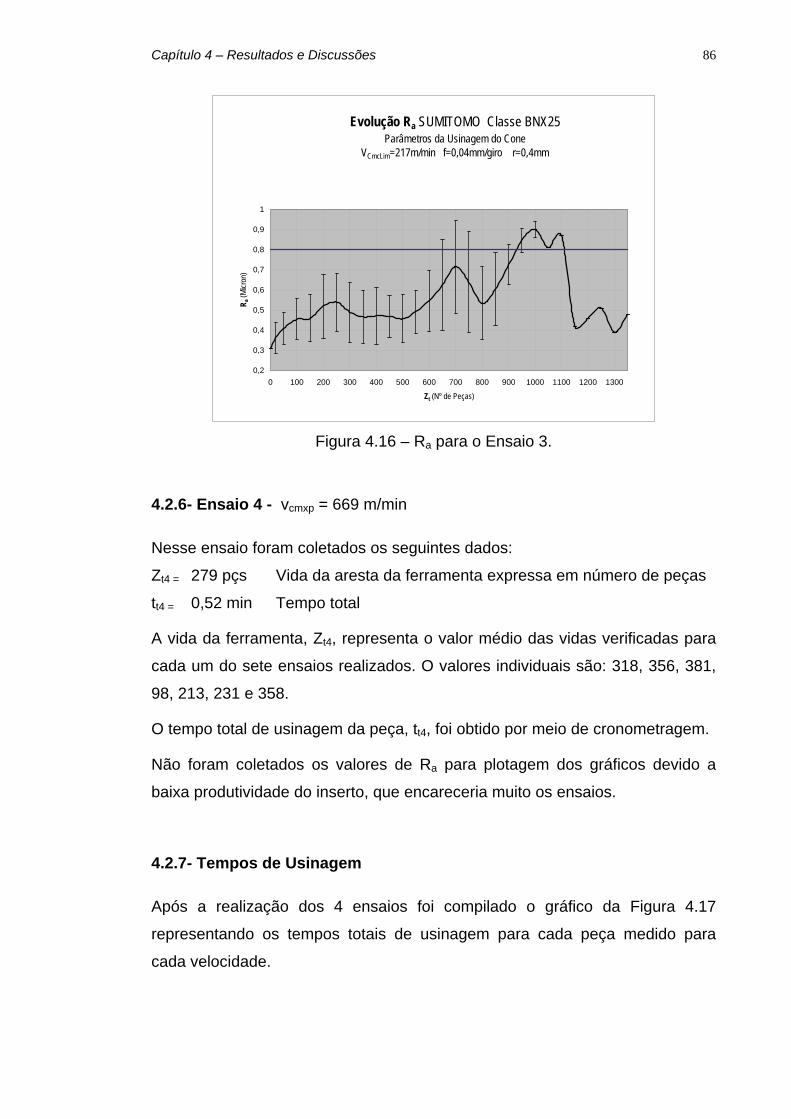
Capítulo 4 – Resultados e Discussões 86
Evolução Ra SUMITOMO Classe BNX25Parâmetros da Usinagem do Cone
VCmcLim=217m/min f=0,04mm/giro r=0,4mm
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300
Zt (Nº de Peças)
R a (M
icron
)
Figura 4.16 – Ra para o Ensaio 3.
4.2.6- Ensaio 4 - vcmxp = 669 m/min
Nesse ensaio foram coletados os seguintes dados:
Zt4 = 279 pçs Vida da aresta da ferramenta expressa em número de peças
tt4 = 0,52 min Tempo total
A vida da ferramenta, Zt4, representa o valor médio das vidas verificadas para
cada um do sete ensaios realizados. O valores individuais são: 318, 356, 381,
98, 213, 231 e 358.
O tempo total de usinagem da peça, tt4, foi obtido por meio de cronometragem.
Não foram coletados os valores de Ra para plotagem dos gráficos devido a
baixa produtividade do inserto, que encareceria muito os ensaios.
4.2.7- Tempos de Usinagem
Após a realização dos 4 ensaios foi compilado o gráfico da Figura 4.17
representando os tempos totais de usinagem para cada peça medido para
cada velocidade.
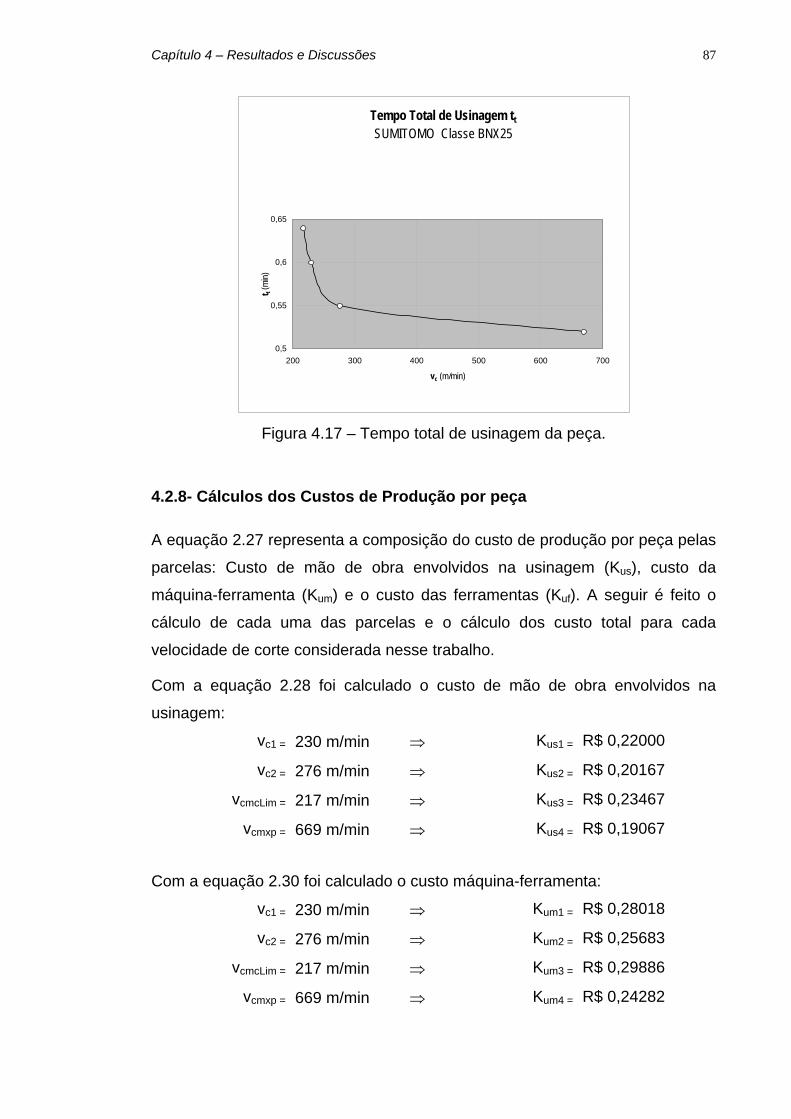
Capítulo 4 – Resultados e Discussões 87
Tempo Total de Usinagem tt SUMITOMO Classe BNX25
0,5
0,55
0,6
0,65
200 300 400 500 600 700
vc (m/min)
t t (mi
n)
Figura 4.17 – Tempo total de usinagem da peça.
4.2.8- Cálculos dos Custos de Produção por peça
A equação 2.27 representa a composição do custo de produção por peça pelas
parcelas: Custo de mão de obra envolvidos na usinagem (Kus), custo da
máquina-ferramenta (Kum) e o custo das ferramentas (Kuf). A seguir é feito o
cálculo de cada uma das parcelas e o cálculo dos custo total para cada
velocidade de corte considerada nesse trabalho.
Com a equação 2.28 foi calculado o custo de mão de obra envolvidos na
usinagem:
vc1 = 230 m/min ⇒ Kus1 = R$ 0,22000
vc2 = 276 m/min ⇒ Kus2 = R$ 0,20167
vcmcLim = 217 m/min ⇒ Kus3 = R$ 0,23467
vcmxp = 669 m/min ⇒ Kus4 = R$ 0,19067
Com a equação 2.30 foi calculado o custo máquina-ferramenta:
vc1 = 230 m/min ⇒ Kum1 = R$ 0,28018
vc2 = 276 m/min ⇒ Kum2 = R$ 0,25683
vcmcLim = 217 m/min ⇒ Kum3 = R$ 0,29886
vcmxp = 669 m/min ⇒ Kum4 = R$ 0,24282
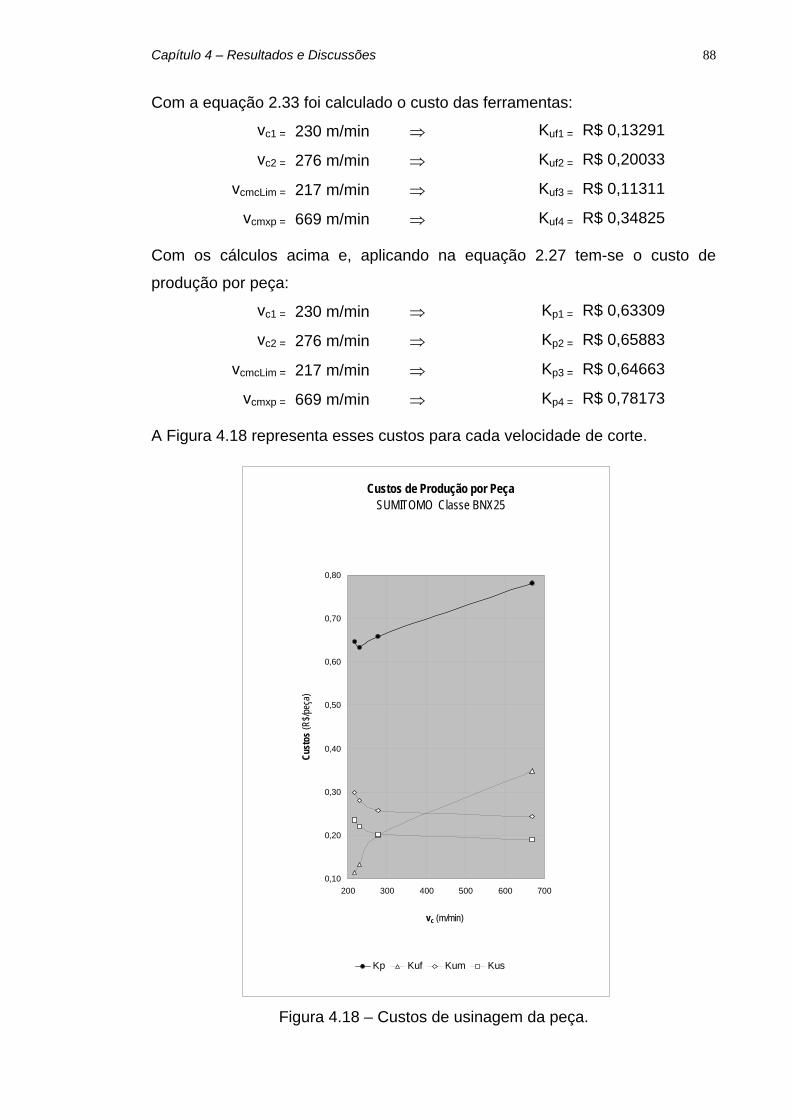
Capítulo 4 – Resultados e Discussões 88
Com a equação 2.33 foi calculado o custo das ferramentas:
vc1 = 230 m/min ⇒ Kuf1 = R$ 0,13291
vc2 = 276 m/min ⇒ Kuf2 = R$ 0,20033
vcmcLim = 217 m/min ⇒ Kuf3 = R$ 0,11311
vcmxp = 669 m/min ⇒ Kuf4 = R$ 0,34825
Com os cálculos acima e, aplicando na equação 2.27 tem-se o custo de
produção por peça:
vc1 = 230 m/min ⇒ Kp1 = R$ 0,63309
vc2 = 276 m/min ⇒ Kp2 = R$ 0,65883
vcmcLim = 217 m/min ⇒ Kp3 = R$ 0,64663
vcmxp = 669 m/min ⇒ Kp4 = R$ 0,78173
A Figura 4.18 representa esses custos para cada velocidade de corte.
Figura 4.18 – Custos de usinagem da peça.
Custos de Produção por PeçaSUMITOMO Classe BNX25
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
200 300 400 500 600 700
vc (m/min)
Cust
os (R
$/peç
a)
Kp Kuf Kum Kus

Capítulo 4 – Resultados e Discussões 89
4.2.9- Curvas de Desgaste
Conforme observado no item 3.6.4, os ensaios foram realizados com a
máquina em regime de produção normal, logo, não havia possibilidade de
interromper a produção para medir o desgaste de cratera “KT” das ferramentas,
pois a medição é demorada e a máquina não poderia ficar à espera do retorno
da ferramenta.
Assim novos testes foram feitos com configuração especial que consistiu em
submeter a ferramenta, para cada velocidade de corte definida em cada um
dos ensaios, à vidas preestabelecidas em número de peças: 20, 100, 200, 300
etc.. O teste seguiu até atingir um valor máximo, múltiplo de 100, inferior à vida
média da ferramenta, calculada pela repetição de 7 vezes dos ensaios
descritos nos itens “A”, “B” e “E”, ou seja, quando uma ferramenta atingiu um
dos valores de vida preestabelecido, ela foi retirada da máquina e substituída
por outra, e assim sucessivamente.
Os dados foram plotados no gráfico conforme Figura 4.19.
Evolução KTSUMITOMO Classe BNX25
0
0,05
0,1
0,15
0 100 200 300 400 500 600 700 800
Zt (Nº de Peças)
KT (m
m)
Vc=217m/min Vc=230m/min Vc=276m/min
Figura 4.19 – Curva KTxZt.
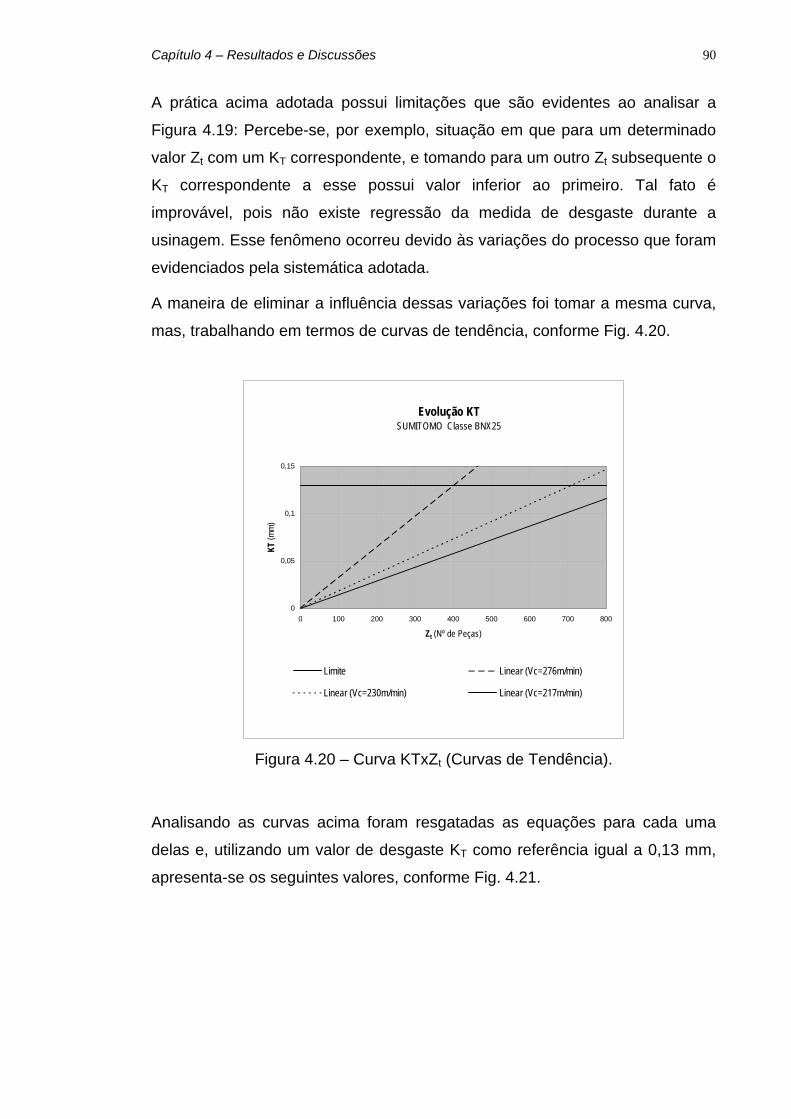
Capítulo 4 – Resultados e Discussões 90
A prática acima adotada possui limitações que são evidentes ao analisar a
Figura 4.19: Percebe-se, por exemplo, situação em que para um determinado
valor Zt com um KT correspondente, e tomando para um outro Zt subsequente o
KT correspondente a esse possui valor inferior ao primeiro. Tal fato é
improvável, pois não existe regressão da medida de desgaste durante a
usinagem. Esse fenômeno ocorreu devido às variações do processo que foram
evidenciados pela sistemática adotada.
A maneira de eliminar a influência dessas variações foi tomar a mesma curva,
mas, trabalhando em termos de curvas de tendência, conforme Fig. 4.20.
Evolução KTSUMITOMO Classe BNX25
0
0,05
0,1
0,15
0 100 200 300 400 500 600 700 800
Zt (Nº de Peças)
KT (m
m)
Limite Linear (Vc=276m/min)
Linear (Vc=230m/min) Linear (Vc=217m/min)
Figura 4.20 – Curva KTxZt (Curvas de Tendência).
Analisando as curvas acima foram resgatadas as equações para cada uma
delas e, utilizando um valor de desgaste KT como referência igual a 0,13 mm,
apresenta-se os seguintes valores, conforme Fig. 4.21.

Capítulo 4 – Resultados e Discussões 91
vc
(m/min) Equação
KT padrão (mm)
Zt
(No de peças)
276 Zt = KT / 0,0003240679 0,13 401,15
230 Zt = KT / 0,0001834019 0,13 708,83
217 Zt = KT / 0,0001449804 0,13 896,67
Figura 4.21 – Levantamento de dados para a Curva de Vida.
A escolha do valor de referência do desgaste KT, igual à 0,13 mm, não foi
baseado nas consultas as normas de medidas de desgastes vigentes, mas
sim, utilizando análises anteriores, pois o critério de fim de vida útil adotado
para esse trabalho não foi o alcance das medidas de desgastes pré fixadas,
mas, a falha catastrófica do inserto. Esse valor pode ser considerado como
“fator de aferição” da curva com os valores reais verificados.
Na Figura 4.22 mostra-se a curva de vida da ferramenta, e na Fig. 4.23 sua
representação logarítmica. Para avaliar a qualidade e a precisão é precisar
ponderar quanto às observações acima.
Curva ZtxVcSUMITOMO Classe BNX25
300
400
500
600
700
800
900
210 220 230 240 250 260 270 280
vc(m/min)
Z t (P
eças
)
Figura 4.22 – Curva de vida da ferramenta.
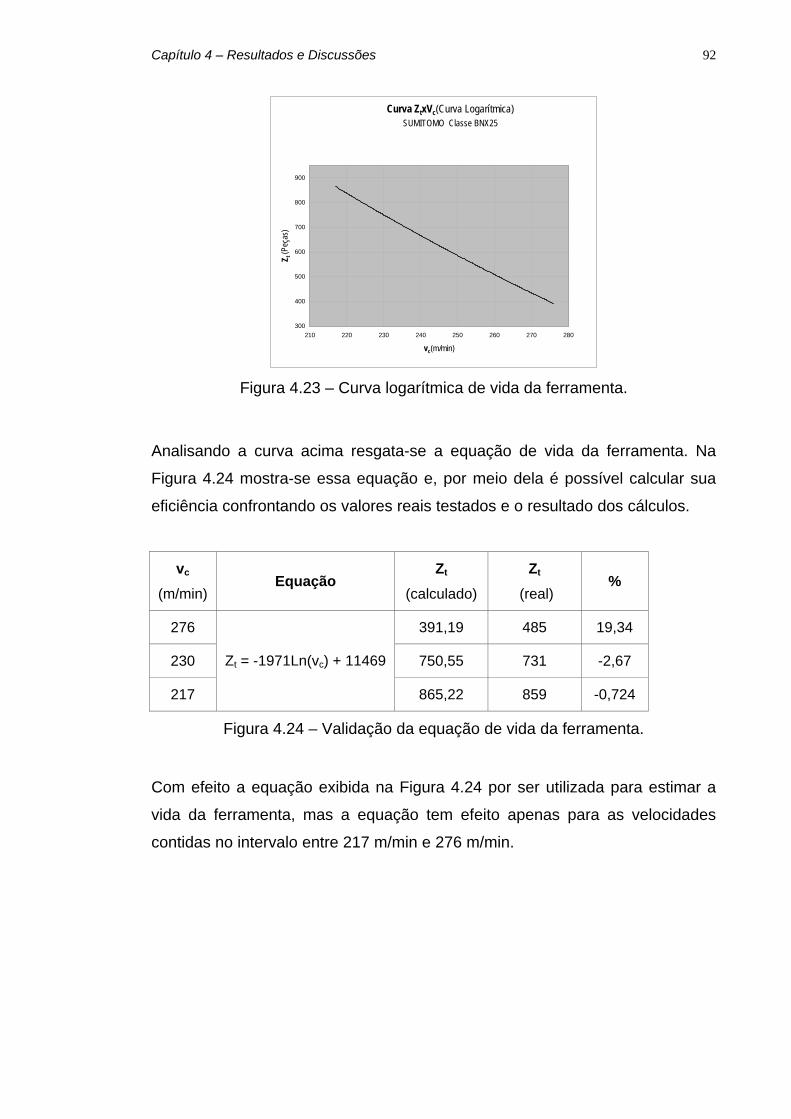
Capítulo 4 – Resultados e Discussões 92
Curva ZtxVc(Curva Logarítmica)SUMITOMO Classe BNX25
300
400
500
600
700
800
900
210 220 230 240 250 260 270 280
vc(m/min)
Z t (P
eças
)
Figura 4.23 – Curva logarítmica de vida da ferramenta.
Analisando a curva acima resgata-se a equação de vida da ferramenta. Na
Figura 4.24 mostra-se essa equação e, por meio dela é possível calcular sua
eficiência confrontando os valores reais testados e o resultado dos cálculos.
vc
(m/min) Equação
Zt
(calculado)
Zt
(real) %
276 391,19 485 19,34
230 750,55 731 -2,67
217
Zt = -1971Ln(vc) + 11469
865,22 859 -0,724
Figura 4.24 – Validação da equação de vida da ferramenta.
Com efeito a equação exibida na Figura 4.24 por ser utilizada para estimar a
vida da ferramenta, mas a equação tem efeito apenas para as velocidades
contidas no intervalo entre 217 m/min e 276 m/min.
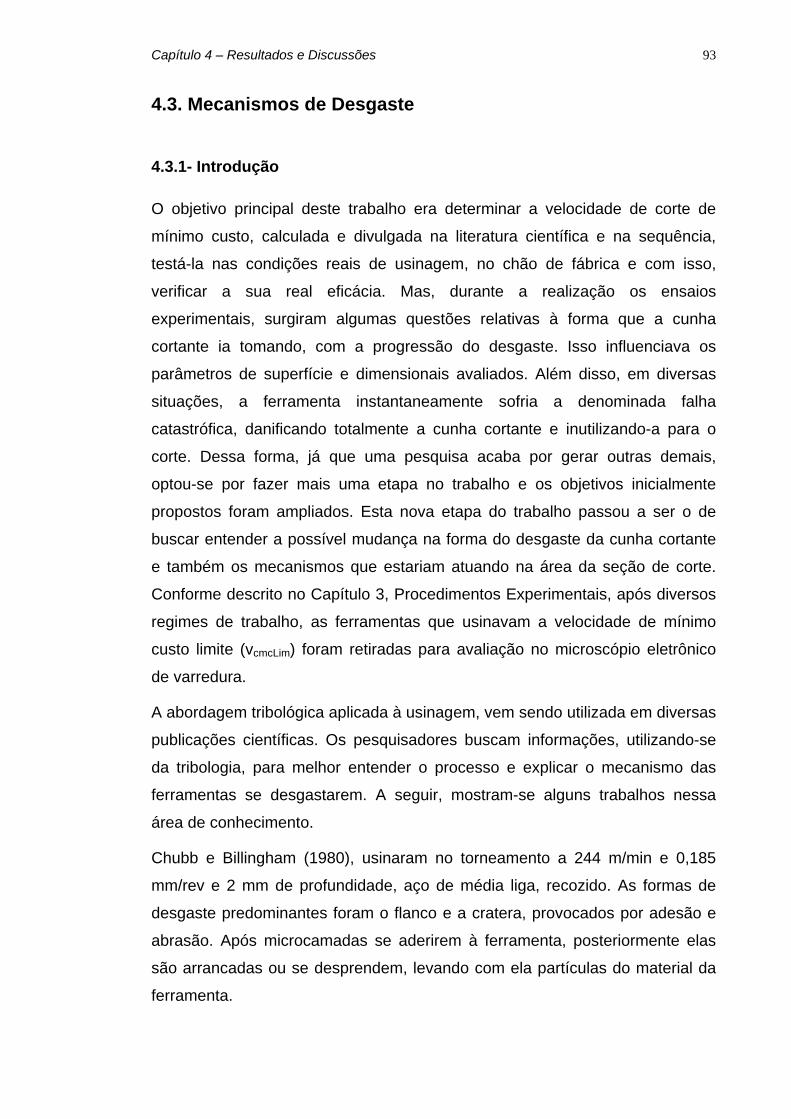
Capítulo 4 – Resultados e Discussões 93
4.3. Mecanismos de Desgaste
4.3.1- Introdução
O objetivo principal deste trabalho era determinar a velocidade de corte de
mínimo custo, calculada e divulgada na literatura científica e na sequência,
testá-la nas condições reais de usinagem, no chão de fábrica e com isso,
verificar a sua real eficácia. Mas, durante a realização os ensaios
experimentais, surgiram algumas questões relativas à forma que a cunha
cortante ia tomando, com a progressão do desgaste. Isso influenciava os
parâmetros de superfície e dimensionais avaliados. Além disso, em diversas
situações, a ferramenta instantaneamente sofria a denominada falha
catastrófica, danificando totalmente a cunha cortante e inutilizando-a para o
corte. Dessa forma, já que uma pesquisa acaba por gerar outras demais,
optou-se por fazer mais uma etapa no trabalho e os objetivos inicialmente
propostos foram ampliados. Esta nova etapa do trabalho passou a ser o de
buscar entender a possível mudança na forma do desgaste da cunha cortante
e também os mecanismos que estariam atuando na área da seção de corte.
Conforme descrito no Capítulo 3, Procedimentos Experimentais, após diversos
regimes de trabalho, as ferramentas que usinavam a velocidade de mínimo
custo limite (vcmcLim) foram retiradas para avaliação no microscópio eletrônico
de varredura.
A abordagem tribológica aplicada à usinagem, vem sendo utilizada em diversas
publicações científicas. Os pesquisadores buscam informações, utilizando-se
da tribologia, para melhor entender o processo e explicar o mecanismo das
ferramentas se desgastarem. A seguir, mostram-se alguns trabalhos nessa
área de conhecimento.
Chubb e Billingham (1980), usinaram no torneamento a 244 m/min e 0,185
mm/rev e 2 mm de profundidade, aço de média liga, recozido. As formas de
desgaste predominantes foram o flanco e a cratera, provocados por adesão e
abrasão. Após microcamadas se aderirem à ferramenta, posteriormente elas
são arrancadas ou se desprendem, levando com ela partículas do material da
ferramenta.
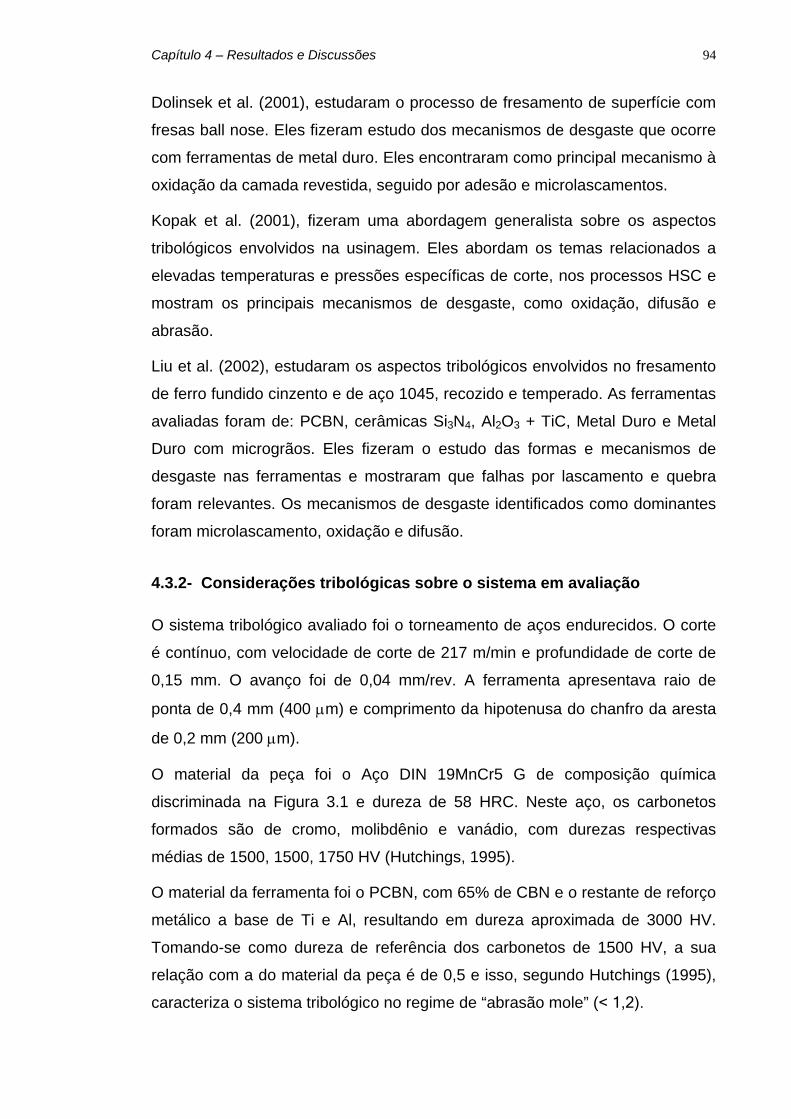
Capítulo 4 – Resultados e Discussões 94
Dolinsek et al. (2001), estudaram o processo de fresamento de superfície com
fresas ball nose. Eles fizeram estudo dos mecanismos de desgaste que ocorre
com ferramentas de metal duro. Eles encontraram como principal mecanismo à
oxidação da camada revestida, seguido por adesão e microlascamentos.
Kopak et al. (2001), fizeram uma abordagem generalista sobre os aspectos
tribológicos envolvidos na usinagem. Eles abordam os temas relacionados a
elevadas temperaturas e pressões específicas de corte, nos processos HSC e
mostram os principais mecanismos de desgaste, como oxidação, difusão e
abrasão.
Liu et al. (2002), estudaram os aspectos tribológicos envolvidos no fresamento
de ferro fundido cinzento e de aço 1045, recozido e temperado. As ferramentas
avaliadas foram de: PCBN, cerâmicas Si3N4, Al2O3 + TiC, Metal Duro e Metal
Duro com microgrãos. Eles fizeram o estudo das formas e mecanismos de
desgaste nas ferramentas e mostraram que falhas por lascamento e quebra
foram relevantes. Os mecanismos de desgaste identificados como dominantes
foram microlascamento, oxidação e difusão.
4.3.2- Considerações tribológicas sobre o sistema em avaliação
O sistema tribológico avaliado foi o torneamento de aços endurecidos. O corte
é contínuo, com velocidade de corte de 217 m/min e profundidade de corte de
0,15 mm. O avanço foi de 0,04 mm/rev. A ferramenta apresentava raio de
ponta de 0,4 mm (400 µm) e comprimento da hipotenusa do chanfro da aresta
de 0,2 mm (200 µm).
O material da peça foi o Aço DIN 19MnCr5 G de composição química
discriminada na Figura 3.1 e dureza de 58 HRC. Neste aço, os carbonetos
formados são de cromo, molibdênio e vanádio, com durezas respectivas
médias de 1500, 1500, 1750 HV (Hutchings, 1995).
O material da ferramenta foi o PCBN, com 65% de CBN e o restante de reforço
metálico a base de Ti e Al, resultando em dureza aproximada de 3000 HV.
Tomando-se como dureza de referência dos carbonetos de 1500 HV, a sua
relação com a do material da peça é de 0,5 e isso, segundo Hutchings (1995),
caracteriza o sistema tribológico no regime de “abrasão mole” (< 1,2).
Capítulo 4 – Resultados e Discussões 95
Embora neste trabalho não se tenha medido a temperatura na interface
cavaco-ferramenta, por meio de inspeções visuais do processo e por
observações na interface, pode-se predizer que possivelmente ela tenha
chegado próximo à temperatura de fusão do material da peça, que é de
aproximadamente 1300 °C. Outro fator relevante que deve ser considerado nas
discussões que seguem está relacionado à pequena área de contato cavaco-
ferramenta no processo. O cálculo aproximado, considerando-se uma seção
quadrada, de área igual ao produto do avanço pela profundidade de corte,
mostra que a área era de 0,004 mm2.
Para efeito de estimar a pressão específica de corte, tomando-se a força de
corte com valor de 20 N, chega-se a 5000 MPa, que é um valor elevado,
mesmo para a ferramenta de PCBN, que apresenta limite de resistência à
tração médio de 0,9 GPa.
Sintetizando, o sistema tribológico em avaliação é de extrema agressividade,
pois a temperatura da interface e a pressão específica de corte são
consideráveis, além da presença de carbonetos duros, no material da peça. A
velocidade relativa ferramenta-peça, no caso a velocidade de corte é de 217
m/min e mesmo que na interface ela seja nula, na zona de aderência (Trent e
Wrigth, 2000), nos instantes em que ela se renova, o fluxo de material
movimentado é considerável.
Os resultados obtidos são apresentados a seguir.
4.3.3- Avaliação da ferramenta após usinar 20 peças
Nas Figuras 4.25 a 4.32 mostram-se fotos do MEV das ferramentas e
avaliações de composição química, após a usinagem de 20 peças.
Na Figura 4.25 mostra-se a vista panorâmica da cunha cortante. Nessa figura
observa-se a ocorrência de duas formas de desgaste: flanco e cratera. Ainda
nessa figura observa-se, no lado direito, que a cratera se desmembra em duas,
uma localiza-se próxima à parte inferior do chanfro e a outra próxima à região
central do chanfro. A explicação está compreendida nos seguintes fatores:
Direção do corte: no faceamento é vertical, no torneamento cônico é
inclinada, e, torneamento cilíndrico é horizontal;

Capítulo 4 – Resultados e Discussões 96
Diferença de parâmetros de corte: no faceamento f = 0,06 mm/rev, no
torneamento cônico f = 0,04 mm/rev e, no torneamento cilíndrico f = 0,06
mm/rev.
Figura 4.25 – Vista da cunha cortante da ferramenta desgastada.
Figura 4.26 – Composição química da área demarcada na região “A” da figura
4.25
D
C
B
A
Capítulo 4 – Resultados e Discussões 97
Na Figura 4.26 observa-se que o PCBN utilizado no projeto apresentava o
reforço metálico à base de Ti e Al. Essa informação não havia sido
disponibilizada em tempo hábil pelo fabricante da ferramenta para
preenchimento da Tab. 2.1, para a classe BNX 25.
Figura 4.27 – Região craterizada com maior ampliação na região “B” da Figura
4.25.
Figura 4.28 – Ampliação da área demarcada na Figura 4.27, região craterizada
e presença de cavidades.
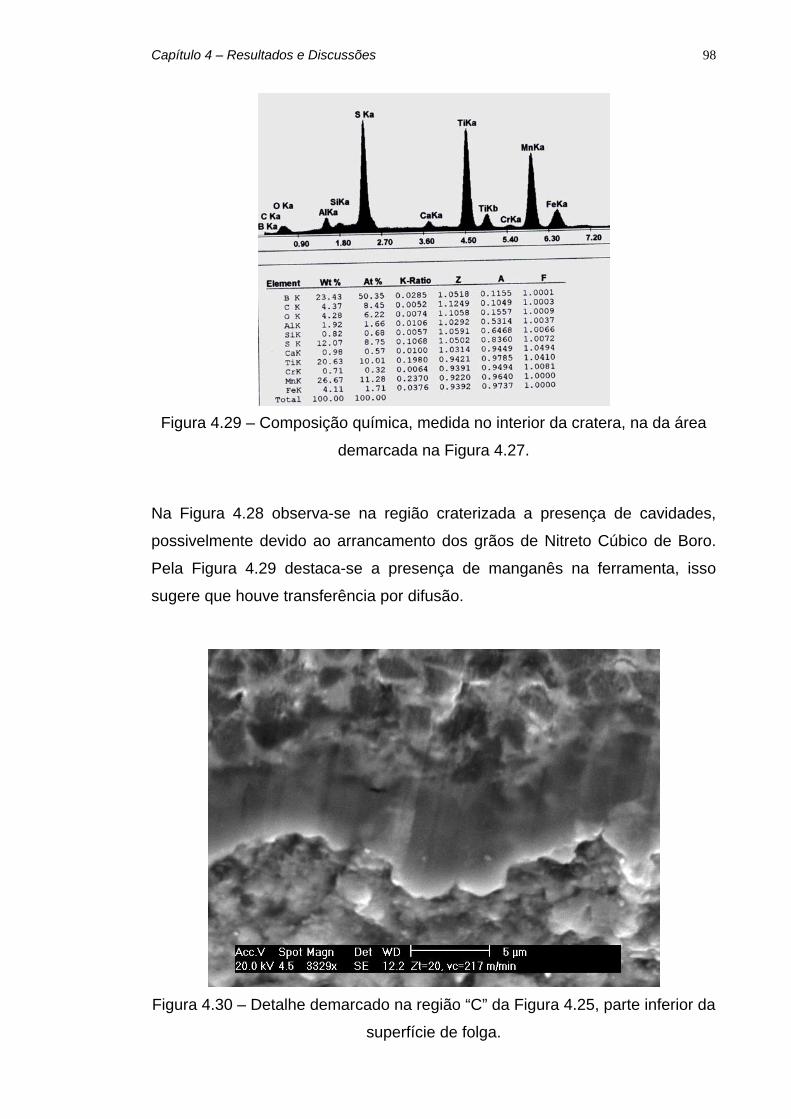
Capítulo 4 – Resultados e Discussões 98
Figura 4.29 – Composição química, medida no interior da cratera, na da área
demarcada na Figura 4.27.
Na Figura 4.28 observa-se na região craterizada a presença de cavidades,
possivelmente devido ao arrancamento dos grãos de Nitreto Cúbico de Boro.
Pela Figura 4.29 destaca-se a presença de manganês na ferramenta, isso
sugere que houve transferência por difusão.
Figura 4.30 – Detalhe demarcado na região “C” da Figura 4.25, parte inferior da
superfície de folga.
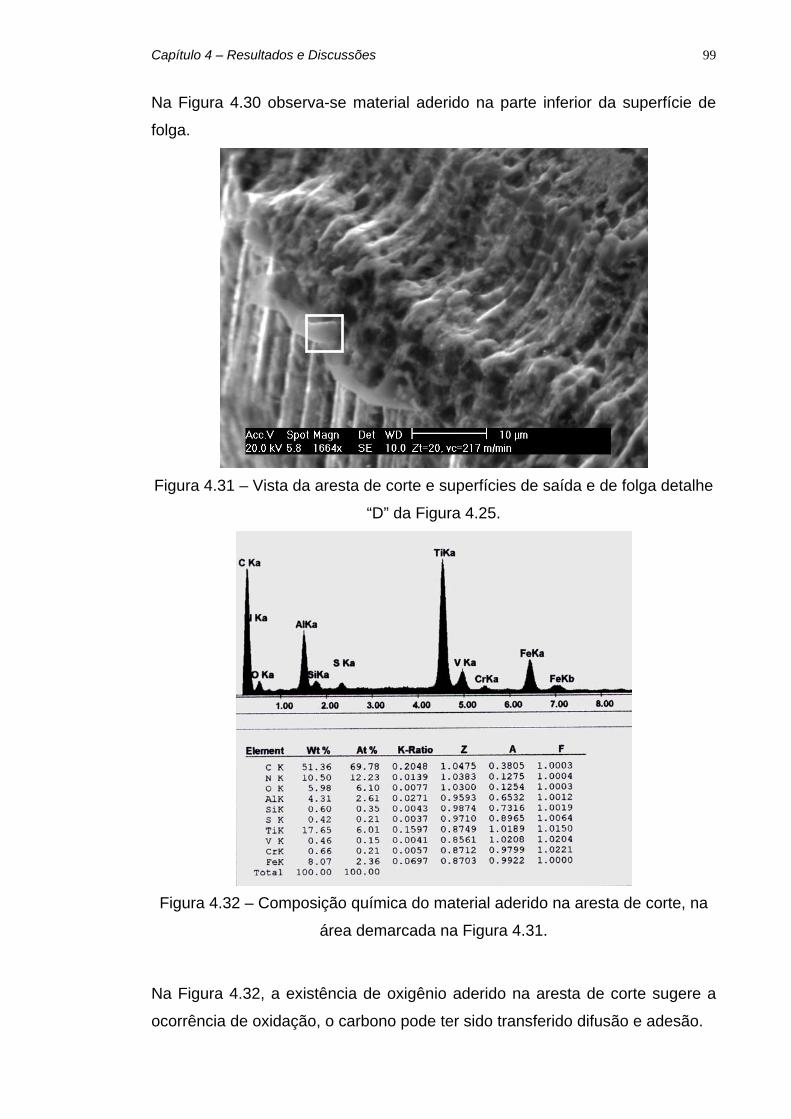
Capítulo 4 – Resultados e Discussões 99
Na Figura 4.30 observa-se material aderido na parte inferior da superfície de
folga.
Figura 4.31 – Vista da aresta de corte e superfícies de saída e de folga detalhe
“D” da Figura 4.25.
Figura 4.32 – Composição química do material aderido na aresta de corte, na
área demarcada na Figura 4.31.
Na Figura 4.32, a existência de oxigênio aderido na aresta de corte sugere a
ocorrência de oxidação, o carbono pode ter sido transferido difusão e adesão.

Capítulo 4 – Resultados e Discussões 100
4.3.4. Avaliação da ferramenta após usinar 400 peças
Nas Figuras 4.33 à 4.43 mostram-se as fotos no MEV da ferramenta e
avaliações de composição química, após a usinagem de 400 peças. Nas
Figuras 4.33 e 4.34 mostram-se as vistas panorâmicas da ferramenta
desgastada. Na Figura 4.35 evidencia-se a craterização da superfície de saída
e o desgaste na superfície de folga.
Figura 4.33 – Vista da cunha cortante da ferramenta desgastada.
Figura 4.34 – Vista da cunha cortante da ferramenta desgastada, evidenciando
a craterização, desgaste de flanco e trincas (no detalhe “A”).
A
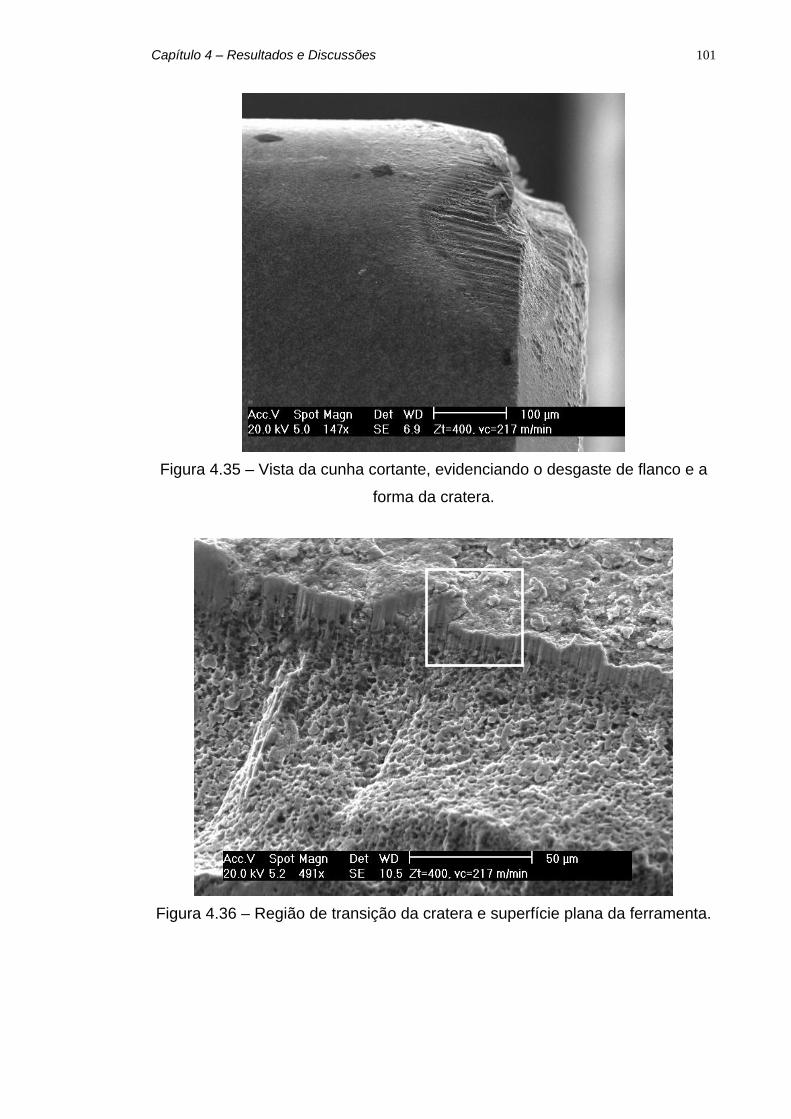
Capítulo 4 – Resultados e Discussões 101
Figura 4.35 – Vista da cunha cortante, evidenciando o desgaste de flanco e a
forma da cratera.
Figura 4.36 – Região de transição da cratera e superfície plana da ferramenta.
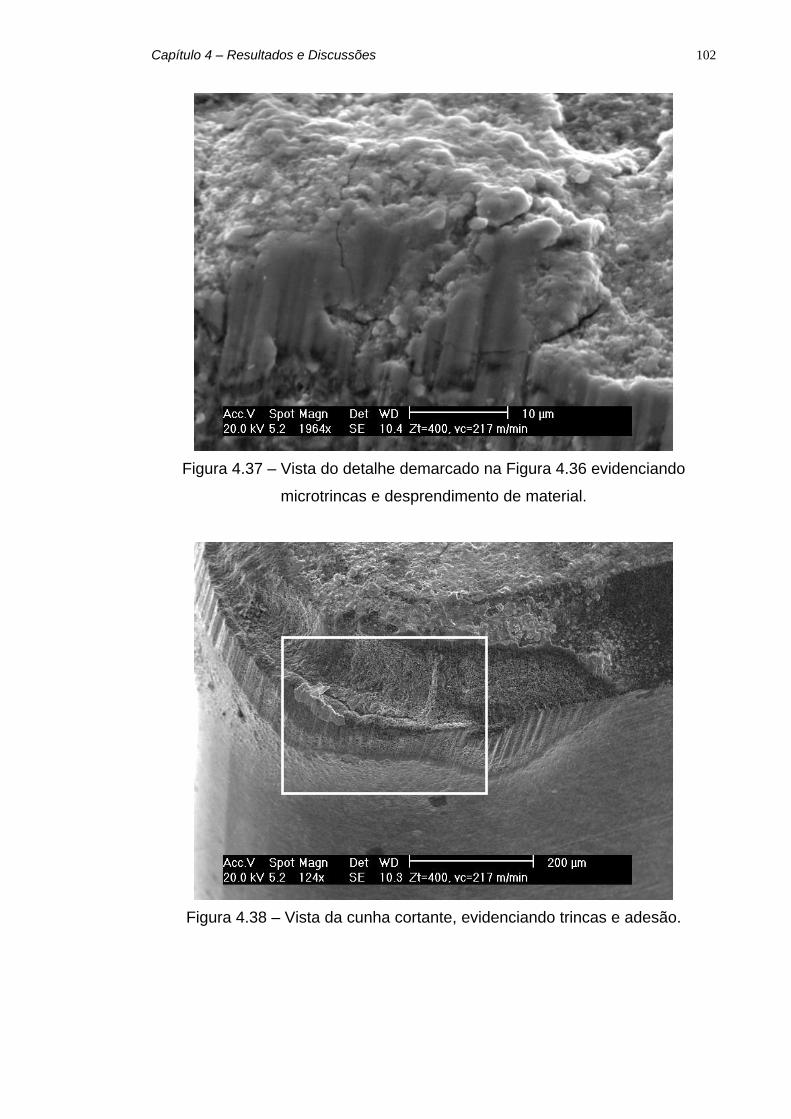
Capítulo 4 – Resultados e Discussões 102
Figura 4.37 – Vista do detalhe demarcado na Figura 4.36 evidenciando
microtrincas e desprendimento de material.
Figura 4.38 – Vista da cunha cortante, evidenciando trincas e adesão.

Capítulo 4 – Resultados e Discussões 103
Figura 4.39 – Detalhe da superfície de folga e regiões de adesão, demarcada
na Figura 4.38.
A composição química da região demarcada na Figura 4.39 segue na Figura
4.40, destacando o alto percentual de Ferro aderido na Ferramenta.
Figura 4.40 – Composição química da área demarcada na Figura 4.39.
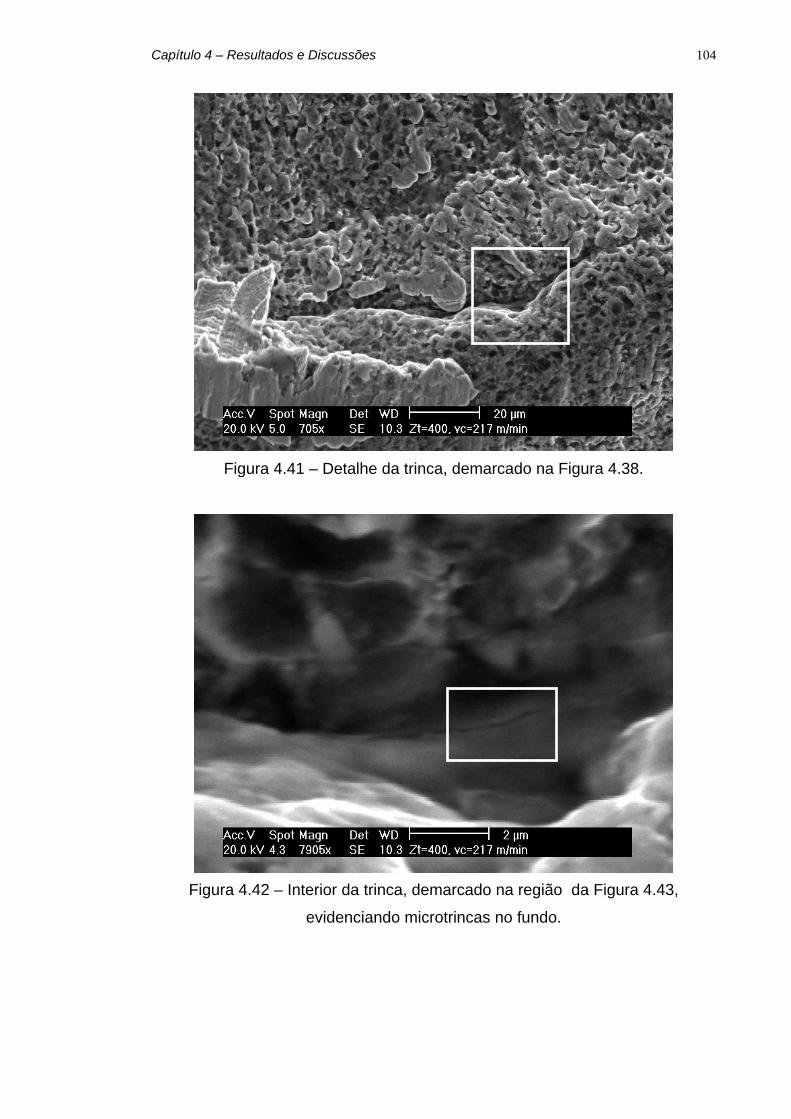
Capítulo 4 – Resultados e Discussões 104
Figura 4.41 – Detalhe da trinca, demarcado na Figura 4.38.
Figura 4.42 – Interior da trinca, demarcado na região da Figura 4.43,
evidenciando microtrincas no fundo.
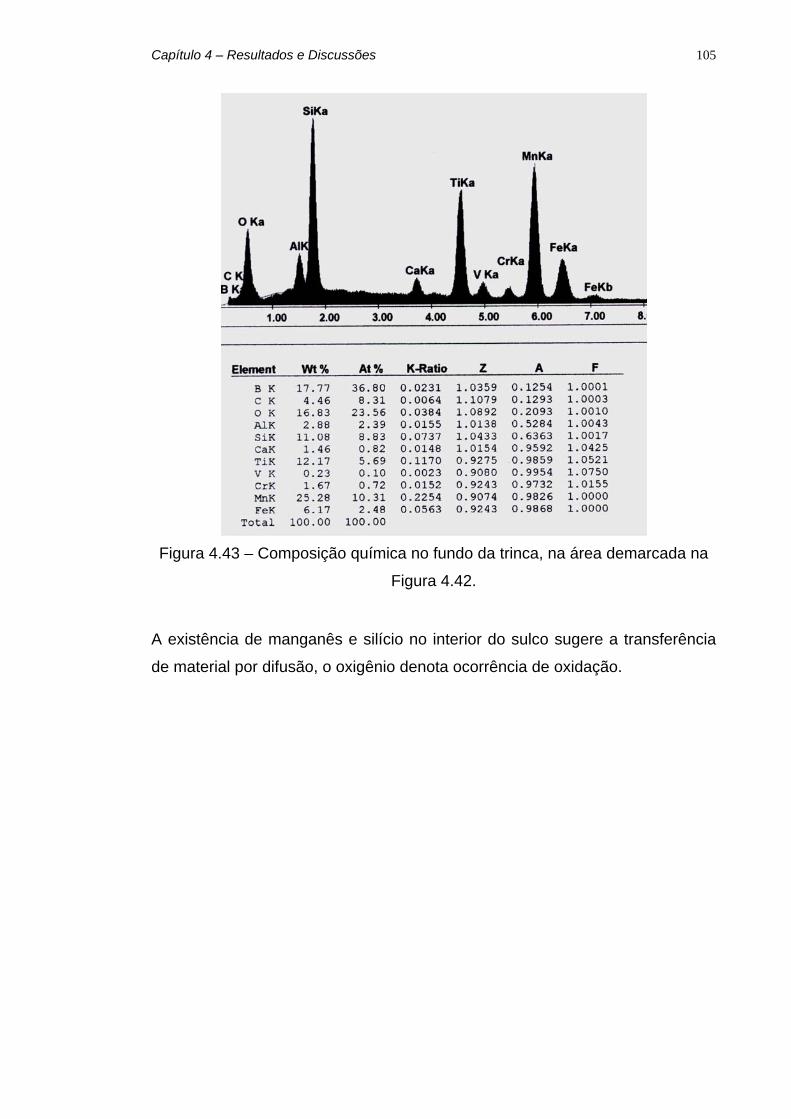
Capítulo 4 – Resultados e Discussões 105
Figura 4.43 – Composição química no fundo da trinca, na área demarcada na
Figura 4.42.
A existência de manganês e silício no interior do sulco sugere a transferência
de material por difusão, o oxigênio denota ocorrência de oxidação.
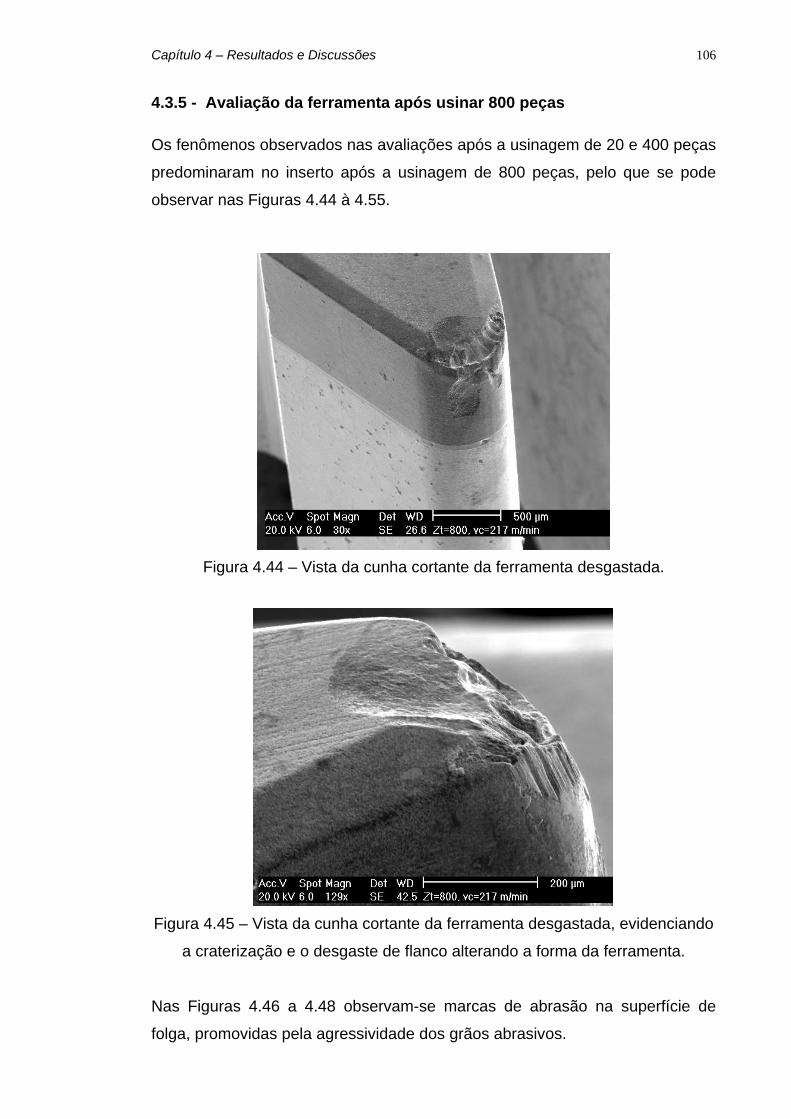
Capítulo 4 – Resultados e Discussões 106
4.3.5 - Avaliação da ferramenta após usinar 800 peças
Os fenômenos observados nas avaliações após a usinagem de 20 e 400 peças
predominaram no inserto após a usinagem de 800 peças, pelo que se pode
observar nas Figuras 4.44 à 4.55.
Figura 4.44 – Vista da cunha cortante da ferramenta desgastada.
Figura 4.45 – Vista da cunha cortante da ferramenta desgastada, evidenciando
a craterização e o desgaste de flanco alterando a forma da ferramenta.
Nas Figuras 4.46 a 4.48 observam-se marcas de abrasão na superfície de
folga, promovidas pela agressividade dos grãos abrasivos.
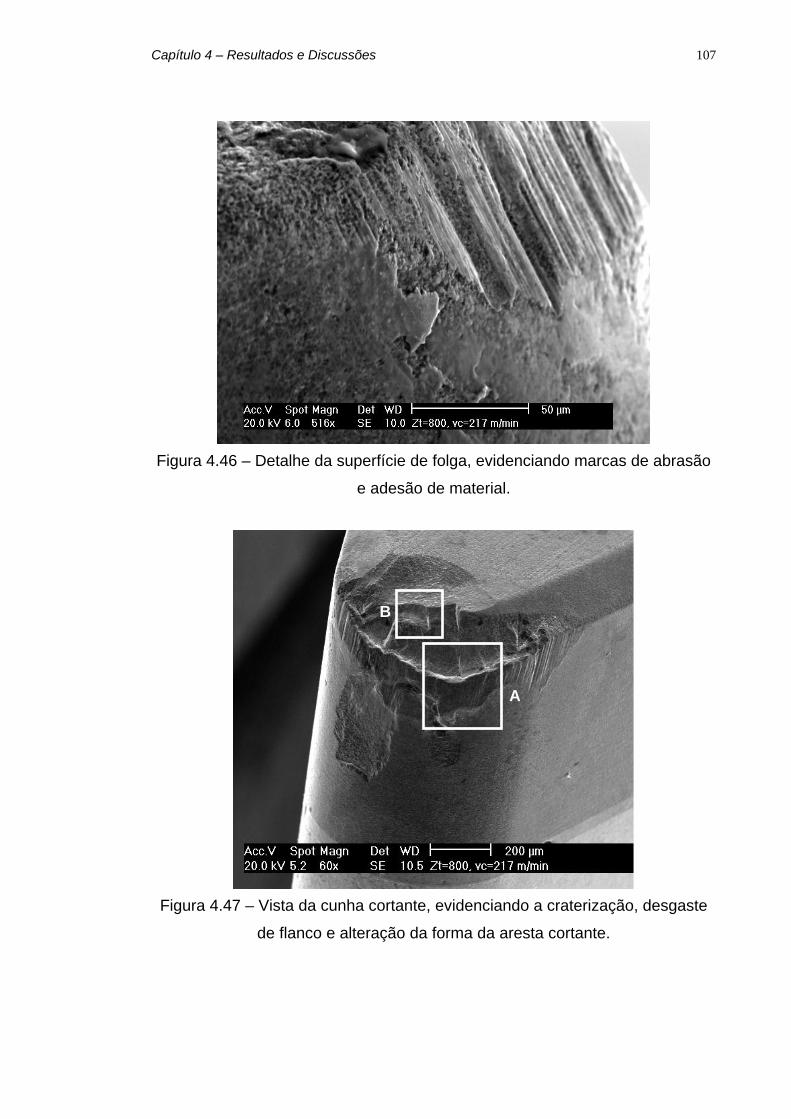
Capítulo 4 – Resultados e Discussões 107
Figura 4.46 – Detalhe da superfície de folga, evidenciando marcas de abrasão
e adesão de material.
Figura 4.47 – Vista da cunha cortante, evidenciando a craterização, desgaste
de flanco e alteração da forma da aresta cortante.
B
A
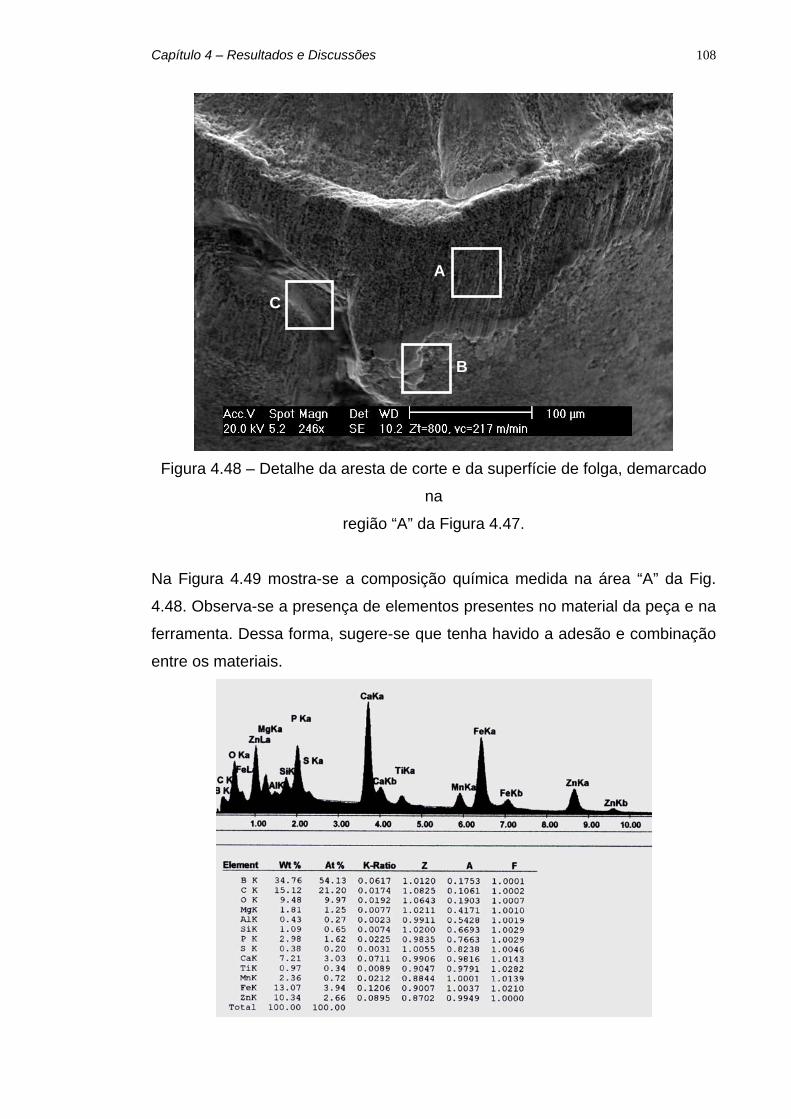
Capítulo 4 – Resultados e Discussões 108
Figura 4.48 – Detalhe da aresta de corte e da superfície de folga, demarcado
na
região “A” da Figura 4.47.
Na Figura 4.49 mostra-se a composição química medida na área “A” da Fig.
4.48. Observa-se a presença de elementos presentes no material da peça e na
ferramenta. Dessa forma, sugere-se que tenha havido a adesão e combinação
entre os materiais.
B
A
C

Capítulo 4 – Resultados e Discussões 109
Figura 4.49 – Composição química da área demarcada por “A” na Figura 4.48,
medida na superfície de folga.
Na Figura 4.50 mostra-se a ampliação da área “B” da Fig. 4.48. Já na Figura
4.51 mostra-se a composição química, medida nessa mesma área. Observa-se
a grande quantidade de materiais, originados da peça (Fe, Mn e Cr), presentes
e caracterizando a adesão.
Figura 4.50 – Detalhe “B”, demarcado na Figura 4.48, evidenciando adesão,
marcas de abrasão e microtrincas.
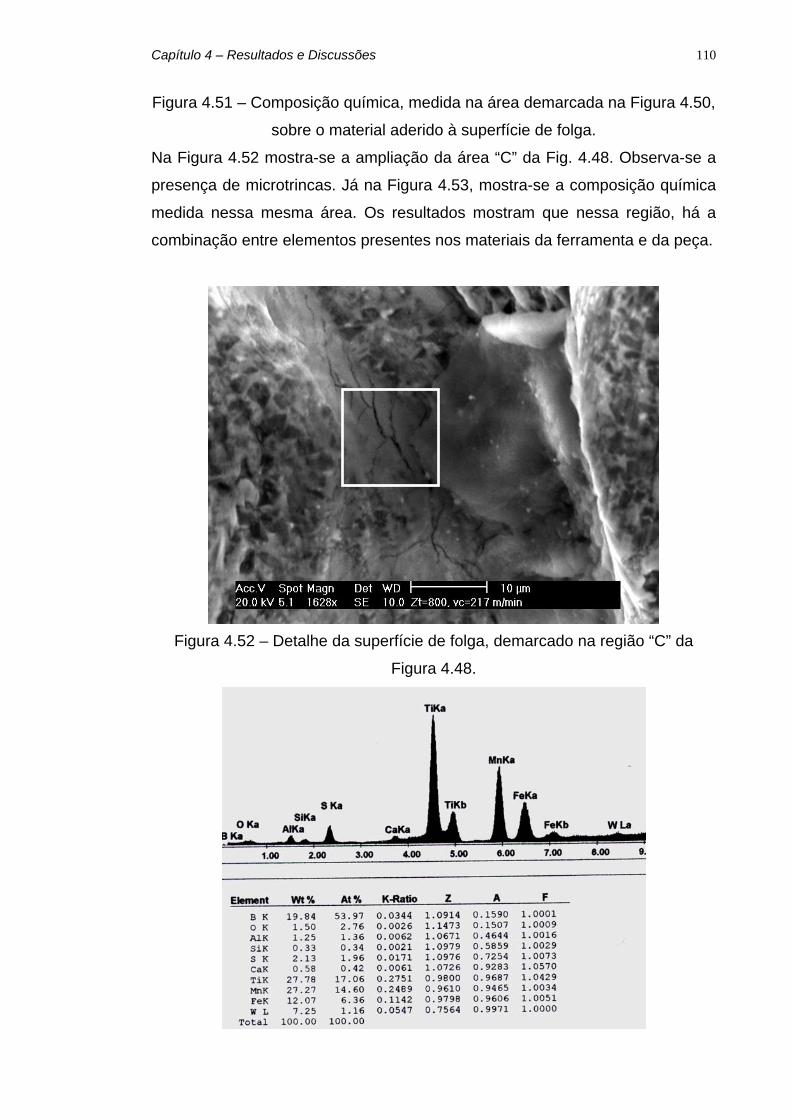
Capítulo 4 – Resultados e Discussões 110
Figura 4.51 – Composição química, medida na área demarcada na Figura 4.50,
sobre o material aderido à superfície de folga.
Na Figura 4.52 mostra-se a ampliação da área “C” da Fig. 4.48. Observa-se a
presença de microtrincas. Já na Figura 4.53, mostra-se a composição química
medida nessa mesma área. Os resultados mostram que nessa região, há a
combinação entre elementos presentes nos materiais da ferramenta e da peça.
Figura 4.52 – Detalhe da superfície de folga, demarcado na região “C” da
Figura 4.48.
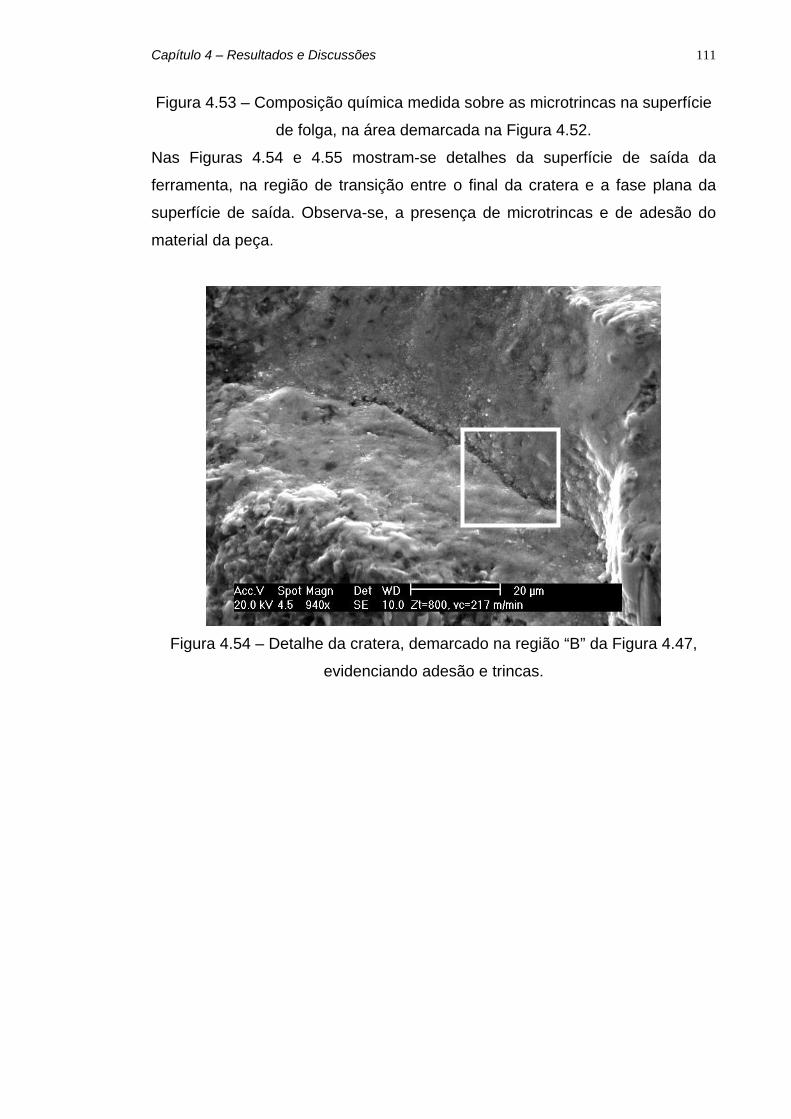
Capítulo 4 – Resultados e Discussões 111
Figura 4.53 – Composição química medida sobre as microtrincas na superfície
de folga, na área demarcada na Figura 4.52.
Nas Figuras 4.54 e 4.55 mostram-se detalhes da superfície de saída da
ferramenta, na região de transição entre o final da cratera e a fase plana da
superfície de saída. Observa-se, a presença de microtrincas e de adesão do
material da peça.
Figura 4.54 – Detalhe da cratera, demarcado na região “B” da Figura 4.47,
evidenciando adesão e trincas.
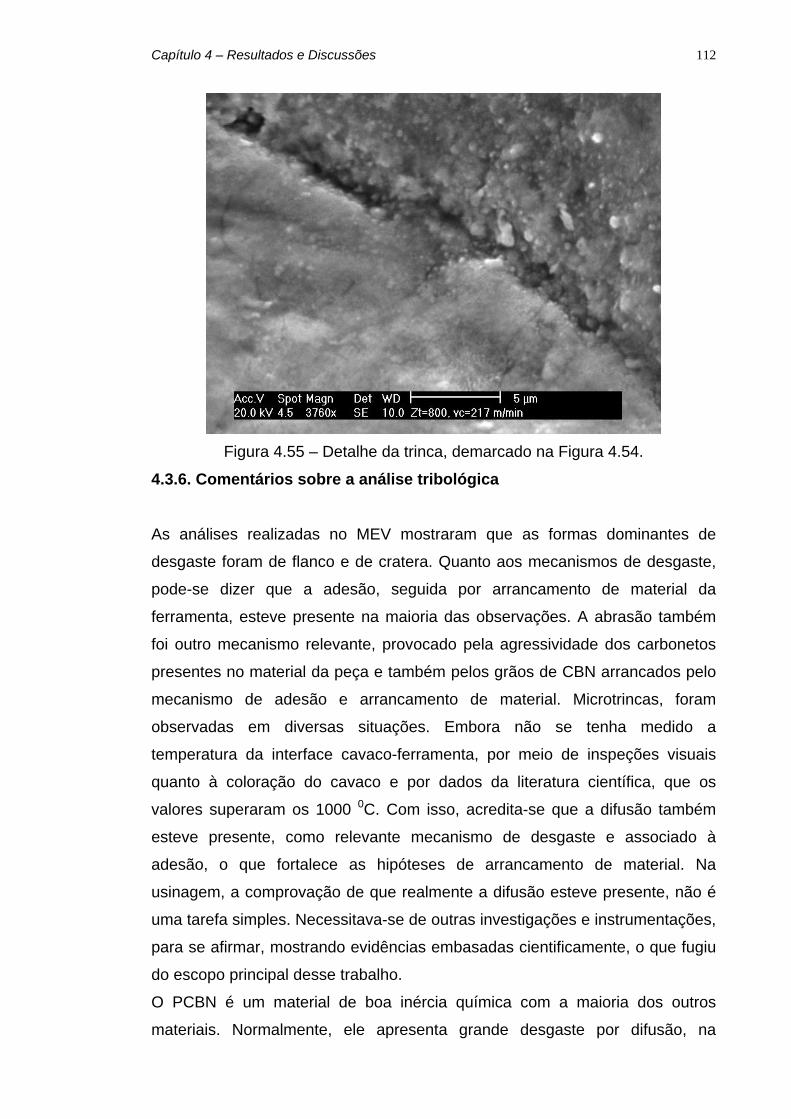
Capítulo 4 – Resultados e Discussões 112
Figura 4.55 – Detalhe da trinca, demarcado na Figura 4.54.
4.3.6. Comentários sobre a análise tribológica
As análises realizadas no MEV mostraram que as formas dominantes de
desgaste foram de flanco e de cratera. Quanto aos mecanismos de desgaste,
pode-se dizer que a adesão, seguida por arrancamento de material da
ferramenta, esteve presente na maioria das observações. A abrasão também
foi outro mecanismo relevante, provocado pela agressividade dos carbonetos
presentes no material da peça e também pelos grãos de CBN arrancados pelo
mecanismo de adesão e arrancamento de material. Microtrincas, foram
observadas em diversas situações. Embora não se tenha medido a
temperatura da interface cavaco-ferramenta, por meio de inspeções visuais
quanto à coloração do cavaco e por dados da literatura científica, que os
valores superaram os 1000 0C. Com isso, acredita-se que a difusão também
esteve presente, como relevante mecanismo de desgaste e associado à
adesão, o que fortalece as hipóteses de arrancamento de material. Na
usinagem, a comprovação de que realmente a difusão esteve presente, não é
uma tarefa simples. Necessitava-se de outras investigações e instrumentações,
para se afirmar, mostrando evidências embasadas cientificamente, o que fugiu
do escopo principal desse trabalho.
O PCBN é um material de boa inércia química com a maioria dos outros
materiais. Normalmente, ele apresenta grande desgaste por difusão, na

Capítulo 4 – Resultados e Discussões 113
usinabilidade de aços de baixa dureza, como os aços com baixo teor de
carbono (Abrão, 1995).
Na Figura 4.56 mostra-se um modelo de desgaste de adesão e arrastamento,
proposto por Chou (1994).
Adesão
Fase reforço(Ti/Al) Grãos de CBN
Fase reforço(Ti/Al) Grãos de CBN
CavidadesSuperfície daferramenta
Adesão na superfície desaída da ferramenta
Figura 4.56 - Um modelo simples de desgaste adesivo e interação com a
camada aderida à superfície de saída da ferramenta (Chou, 1994).
Segundo Chou (1994), na usinagem com ferramentas de PCBN, a afinidade
química entre os materiais do reforço metálico com o da peça são
fundamentais para ditar o comportamento do sistema tribológico quanto ao
desgaste. Ele mostrou que nas situações de grande afinidade, uma camada de
material da peça adere à superfície de saída da ferramenta e em momentos
seguintes ela é retirada, arrancando grãos de CBN. A partir daí, estes grãos de
elevada dureza (HV 4000), atuam como partículas abrasivas, provocando
microcortes, microsulcamentos e microlascamentos, atuando individual ou
simultaneamente na superfície da ferramenta.
Capítulo 5
Comentários Finais e Conclusões
5.1. Comentários finais
Após calculadas as velocidades que constituem o IME, elas tiveram que passar
por um processo de validação por meio de testes práticos. A vcmxp foi facilmente
confirmada conforme se vê na Figura 4.17. Porém, a vcmcLim, que é igual à 217
m/min, e que segundo Malaquias (1999), “nunca será menor que vcmc, e nunca
maior que vcmxp”, apresentou um custo Kp3 = R$ 0,64633 contra Kp2 = R$
0,63309, que corresponde ao custo da vc1 = 230 m/min. Ou seja, na prática a
vcmcLim não apresentou efetivamente a condição de menor custo. Mas, a
diferença entre os dois valores de custo foi de R$ 0,01354, menor que 2%. A
explicação deve-se ao fato das velocidades vcmcLim e vc1 serem muito próximas,
com variação de cerca de 5%. Baptista (2000), afirma que as velocidades de
corte que constituem o IME devem pertencer ao intervalo utilizado no ensaio
(vc1 e vc2), podendo ainda, respeitar uma tolerância de ±10%, salvo a vcmxp, que
devido a influencia de tft, pode atingir valores muito altos. Baptista (2000), ainda
afirma que caso contrário, será necessário adotar um novo intervalo, e
providenciar novo experimento. Baseado nas considerações acima, pode-se
afirmar que a velocidade de corte de mínimo custo a ser considerada para o
sistema deverá ser, vcmcLim = 230 m/min, com efeito, pois analisando a Fig. 4.18
fica evidente que qualquer valor inferior ou superior a esse implicará em
aumento do custo Kp. Esse acerto do valor original deve-se ao fato da precisão
e qualidade do pré-testes.
Outro aspecto que merece destaque é a razão que motivou o uso do fluido de
corte. Diniz et al. (1999), afirmaram que as principais funções do fluido de corte
são: Prevenção contra a soldagem cavaco – ferramenta, retirada do cavaco da
região de corte, proteção contra corrosão, redução da dilatação térmica da
114
Capítulo 5 – Comentários Finais e Conclusões 115
peça e evitar dano à estrutura superficial e o crescimento exagerado de
tensões na superfície da peça (retificação). Mas o que realmente motivou o uso
do fluido de corte foi a prevenção contra incêndio na máquina. A causa pode
ser o fato do cavaco apresentar seção extremamente pequena (f = 0,04
mm/rev e ap = 0,15 mm), o calor gerado concentrou numa área muito pequena
e, as fagulhas provocadas pela abrasão podem ter precipitado o fogo. Esse
fenômeno ocorreu durante os pré-testes, mas, vale lembrar que a validação
final dos parâmetros de corte nessa fase estabelecidos foram feitos com a
utilização de fluido de corte.
Também chama atenção, nesse trabalho, o critério de fim de vida da
ferramenta adotado. Machado e Silva (1999), citam como critérios o tempo total
de trabalho, percurso de corte (km), percurso de avanço (mm), volume de
material removido, número de peças produzidas, velocidade de corte para um
determinado tempo de vida, ou conforme mais conveniente. No entanto, o
critério adotado foi a falha catastrófica (quebra) do inserto. Alguns
esclarecimentos: a máquina adotada possui sistema de controle dimensional
post-process das características dimensionais principais. Durante a usinagem
do lote de peças, são corrigidas as dimensões; com as variações de processo,
como desgaste da ferramenta, o sistema mede a peça e envia sinal para o CN
fazendo as compensações necessárias. Quando um refugo é gerado, a peça é
separada, e é interrompido o ciclo para que as providencias necessárias para
corrigir a anomalia sejam tomadas. A afiação da ferramenta é inviável, logo, se
deixar a ferramenta trabalhar até sua quebra as únicas providências
necessárias serão: substituir a ferramenta por outra nova e, repassar a peça
separada como refugo. Vale esclarecer que a peça na qual ocorreu a quebra
da ferramenta não sofre nenhuma implicação qualitativa definitiva, apenas
verifica-se a falha da usinagem do ponto da quebra em diante, daí a
necessidade de repasse. Esse critério de fim de vida otimiza ao máximo a vida
da ferramenta.
Capítulo 5 – Comentários Finais e Conclusões 116
5.2. Conclusões
Após o desenvolvimento do trabalho proposto, chegou-se às seguintes
conclusões:
1. A metodologia utilizada para a obtenção da velocidade de mínimo custo se
mostrou eficaz, quando utilizada em ambiente industrial;
2. O método proposto e utilizado foi validado em condições reais de usinagem
e poderá ser utilizado noutras operações e/ou processos;
3. O estudo de otimização do processo aumentou a produção de 110 peças
para 731 peças, resultando em um ganho de 665 %;
4. As formas de desgaste dominantes foram de cratera e de flanco;
5. Os mecanismos de desgaste dominantes foram a adesão seguindo pelo
arrancamento de material, abrasão e microtrincas.
Capítulo 5 – Comentários Finais e Conclusões 117
5.3. Sugestões para trabalhos futuros
No início dos trabalhos, quando se buscava a estabilização do processo para
poder aplicar a metodologia, foram feitos testes prévios aqui denominados pré-
testes. Nessa fase pairavam dúvidas sobre a exequidade desse trabalho tanto
pelo respeito ao cronograma traçado, quanto pelas dúvidas surgidas e as
conseqüentes necessidades de investigações prévias. Felizmente os trabalhos
puderam seguir o roteiro e ser finalizado. Mas, se se observar com cuidado,
nessa fase de pré-testes percebe-se pontos que poderiam ser melhor
investigados e que poderiam tornar esse trabalho mais completo e, certamente,
diversas dúvidas que ficaram poderiam se melhor esclarecidas. O projeto inicial
apresentava objetivos bastante claros e específicos, o que não permitiu que
outros pontos fossem melhor avaliados. Dessa forma, a primeira sugestão que
fica para trabalhos futuros é avaliar melhor os tópicos contemplados na fase de
pré-testes. Além dessa sugestão segue-se algumas para investigação futura:
Aprofundar no estudo das formas e mecanismos de desgaste, e aprofundar
no estudo de curvas de vida de ferramentas num contexto mais amplo do
processo estudado;
Investigar a correlação entre as forças geradas durante o torneamento, o
acabamento superficial e as formas de desgaste;
Utilizar classes de ferramentas com maior concentração de CBN e
diferentes materiais ligantes e observar o comportamento do desgaste e o
acabamento superficial das peças usinadas;
Implementar ferramentas estatísticas para dimensionar o tamanho ideal da
amostragem durante a otimização;
Desenvolver metodologias para otimização de outras operações tais como
a furação e a retificação;
Desenvolver e aplicar um programa especialista para operações de
torneamento com otimização automática para verificar se contribui no apoio ao
especialista humano.
Referências Bibliográficas
• ABNT - NBR 6162; 1989. Movimentos e Relações Geométricas na
Usinagem dos Metais - Terminologia.
• ABRÃO, A. M.; 1995. The machining of Annealed and Hardened Steels
Using Advanced Ceramic Cutting Tools, PhD Thesis, University of
Birmingham, UK.
• ABRÃO, A. M., ASPINWALL, D. K.; 1996. The surface integrity of turned
and ground hardened bearing steel, Wear, p.279-284.
• AHMAD, M. M., HOGAN, B., GOODE, E.; 1988. Machinability tests on cubic
boron nitride, Proc. Of the fifth conf. of the Irish manufacturing committee,
Advanced in Manufacturing Technology, p.495-514.
• ALMEIDA, Cláudio Henrique Dias de; 2001. A Utilização de Ferramentas
Cerâmicas e PCBN no Torneamento de Peças Endurecidas. Belo
Horizonte: Programa de Pós-graduação em Engenharia Mecânica, Escola
de Engenharia, UFMG, 88p. (Dissertação de Mestrado)
• BAPTISTA, Elesandro Antônio; 2000.Desenvolvimento de um Sistema
Especialista para a Otimização do Processo de Usinagem. Santa Bárbara
d’Oeste: Programa de Pós-graduação em Engenharia de Produção,
Faculdade de Engenharia Mecânica e de Produção, Universidade Metodista
de Piracicaba, 166p. (Dissertação de Mestrado)
• BLANPAIN, E.; 1987. Teoria y Practica de las Herramientas de Corte. 2. ed.
Barcelona, Espanha: Editorial Gustavo Gili, S.A., 737p. Versão espanhola
de Francisco Company. Original Francês.
• BOLTON, W.; 1988. Instrumentação e Controle. Tradução de Luiz Roberto
de Godoi Vidal. Londres, Inglaterra: Hemus Editora Ltda., 198p.
118
Referências Bibliográficas 119
• CHUBB, J.P. and BILLINGHAM, J.; 1980. Coated Cutting Tools – A Study of
Wear Mechanisms in High Speed Machining, Wear, p.283-293.
• CHOU, Y. KEVIN e EVAN, CHRIS, J.; 1994. Experimental Investigation on
CBN Turning of Hardened AISI 52100 Steel, National Institute of Standasds
and Technology Gaitherburg, USA.
• CHRYSSOLOURIS, G.; 1982. Turning of hardened steels using CBN tools,
American Society for Metals, vol.2.
• DE BEERS INDUSTRIAL DIAMOND DIVISION; 1998. Introduccion a los
materiales De Beers PCD y PCBN para herramientas de corte.
• DeVRIES, R.C.; 1972. Cubic born nitride: Handbook of properties –
Techinical information series no.: 72 CR 178. General eletric Company,
Corporate Research and Development. Shenectady: USA.
• DINIZ, Anselmo Eduardo, MARCONDES, Francisco Carlos, COPPINI,
Nivaldo Lemos; 1999. Tecnologia da Usinagem dos Materiais. 1. ed. São
Paulo: mm Editora, 242p.
• DOLINSEK, S., SUSTARSIC, B. and KOPAC; J. 2001. Wear Mechanisms of
Cutting Tools in High-Speed Cutting Processes, Wear, p.349-356.
• FERRARESI, Dino; 1977. Fundamentos da Usinagem dos Metais. 1. ed.
São Paulo: Edgard Blücher, 751p. (Volume 1).
• FIELD, M., KAHLES, J. F.; 1971. Review of surface integrity of machined
components surface, Annals of the CIRP, vol.20, p.153-163.
• FIGLIONA, Richard S., BEASLEY, Donald E.; 1995. Theory and Design for
Mechanical Measurements. 2. ed. Carolina do Sul, EUA: John Wiley &
Sons, Inc., 607p.
• FLEMING, M. A., BOSSON, P. K.; 2000. PCBN – As metas de desempenho
para o século 21, Mini seminário de Superabrasivos para ferramentas, De
Beers Industrial Diamond, 18p.
• HUTCHINGS, I.M.; 1992. Tribology: Friction and Wear of Engineering
Materials, Boca Raton, USA, CRC Press, 273 pp.
Referências Bibliográficas 120
• IFAO – INSTITUT FÜR ANGEWANDTE ORGANISATIONSFORSCHUNG
(Alemanha); 1984. Comando Numérico CNC: Teoria Operacional: Curso
Básico. Tradução dos funcionários da Traubomatic Indústria e Comércio
Ltda. São Paulo: EPU, 179p.
• KOPAC, J., SOKOVIC, M. and DOLINSEK, S.; 2001. Tribology of Coated
Tools in Conventional and HSC Machining, Journal of Materials Processing,
p.377-384.
• LIMA, F., NOVASKI, O., CORREA, M., LORCA, A., PARANHO, É.,
GUARNIERI, A., DEZORDI, R., NÓBREGA, L., GIBSON, G.; 2000.
Usinagem de materiais endurecidos, Revista Máquinas e Metais. São
Paulo: Aranda Editora, p.90-99.
• LIU, Z.Q., AI, X., ZHANG, H. WANG, Z.T. and WAN, Y.; 2002. Wear
Patterns and Mechanisms of Cutting Tools in High-Speed Face Milling,
Journal of Materials Processing Technology, p.222-226.
• MACHADO, Alisson Rocha, SILVA, Márcio Bacci; 1999. Usinagem dos
Metais. 4. ed. Uberlândia: Laboratório de Ensino e Pesquisa em Usinagem,
Departamento de Engenharia Mecânica, Universidade Federal de
Uberlândia, 224p. (Apostila).
• MALAQUIAS, J. C.; 1999. Otimização e gerenciamento em usinagem para
cenário de fabricação flexível. Santa Bárbara d’Oeste: Programa de Pós-
graduação em Engenharia de Produção, Faculdade de Engenharia
Mecânica e de Produção, Universidade Metodista de Piracicaba, 115p.
(Dissertação de Mestrado)
• MILLS, B., REDFORD, A. H.; 1983. Machinability of Engineering Materials,
Applied Science Publications.
• MUMMERY, Leigh; 1990. Surface Texture Analysis – The Handbook.
Mühlhausen, Alemanha: Hommelwerke GmbH, 106p.
• NAKAI, T., NAKATANI, S., TOMITA, K., GOTO, M. 1991. Hard turning by
PCBN, superabrasives ‘91, SME. Chicago, USA, p.1161-1175.
• NEAILEY, K.; 1988. Surface integrity of machining components
microstructural aspects, Metal and Materials, p.93-96.
Referências Bibliográficas 121
• NOVASKI, Olívio; 1991. Custos de Usinagem. Campinas: UNICAMP, 149p.
(Manual).
• PALLEROSI, C.A., CUPINI, N. L.; 1975. Durabilidade de ferramentas de
corte na usinagem dos metais. Metalurgia. São Paulo, n.215, p. 645-649.
• RODRIGUES, A. C. S., DINIZ, A. E., COPPINI, N. L. 1987. Análise das
condições operacionais visando a obtenção das condições de usinagem
otimizadas. Anais... In.: Seminário de comando numérico no Brasil, 7, 1987,
São Paulo.: Sociedade brasileira comando numérico.
• SANDVIK COROMANT, TECHNICAL EDITORIAL DEPT.; 1994. Modern
Metal Cutting – A Practical Handbook. Sandviken, Suécia: AB Sandvik
Coromant.
• SATA, T.; 1985. Anallysis of surface roughness generation in turning
operation and its applications, Annals of the CIRP, vol.34, p.473-476.
• SHAW, M. C. 1996. Metal cutting principles, Oxford University Press, 594p.
• SOUZA JUNIOR, Antônio Maria de; 2001. Estudo da Utilização de PCBN e
Cerâmica Mista no Fresamento de Blocos Motores de Ferro Fundido
Cinzento. Belo Horizonte: Pontifícia Universidade de Minas Gerais, Pró-
reitoria de Pesquisa e de Pós-graduação, Mestrado em Engenharia
Mecânica, 143p. (Dissertação de Mestrado).
• SREEJITH, P. S., NGOI, B. K. A.; 2000. Dry machining: machining of the
future, Journal of Materials Processing Techology, vol.101. p.287-291.
• THIELE, J. D, MELKOTE, S. N.; 1999. Effect of cutting edge geometry and
workpiece hardness on surface generation in the finish hard turning of AISI
52100 steel, Journal of Materials Processing Technology, vol. 94, p.216-
226.
• TRENT, E. M., WRIGHT, Paul Kenneth; 2000. Metal Cutting. 3. ed. Boston,
EUA: Butterworth Heinemann, 446p.
• ZLATIN, N.; 1970. Moderm Mach. Shop, p.139-144.


















