PROJETO E CONCEPÇÃO DE UM ARMAZÉM DE...
16
PROJETO E CONCEPÇÃO DE UM ARMAZÉM DE DISTRIBUIÇÃO UTILIZANDO O CUSTO ANUAL EQUIVALENTE EM UM ESTUDO DE CASO Karem Goncalves Cardoso (UFC ) [email protected] Greyce Palacio Paulino (UFC ) [email protected] adryane do vale tavares (UFC ) [email protected] Milena Maria Ribas Ramos (UFC ) [email protected] thayanne alves ferreira (UFC ) [email protected] A realização do dimensionamento e concepção do armazém de distribuição em uma empresa deve ser elaborada a partir de diversas avaliações que concerne a sua realidade atual. O estudo de caso tratado visa à exemplificação e o desenvolvimento das etapas, para a realização do dimensionamento e concepção do armazém de distribuição da mesma, que se formou com a compra de uma PME, identificando a alternativa de maior viabilidade econômica. Dados e diretrizes foram estabelecidos no comando do estudo de caso e confrontados para a obtenção de respostas aos questionamentos, dessa forma, atingindo o objetivo geral. Concluiu-se em termos de ganhos para a empresa a decisão de se construir um armazém com altura máxima de 9 metros, os produtos de alta rotação serão armazenados em blocos de paletes, os de média rotação em estantes ajustáveis e os de baixa rotação em prateleiras, o layout foi estabelecido de forma mais proveitosa, foram definidos os equipamentos de armazenagem e foram estimados os custos de capital e os custos anuais. Palavras-chaves: Armazém, Custo Anual Equivalente, Layout. XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10 Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
-
Upload
truongduong -
Category
Documents
-
view
215 -
download
0
Transcript of PROJETO E CONCEPÇÃO DE UM ARMAZÉM DE...

PROJETO E CONCEPÇÃO DE UM
ARMAZÉM DE DISTRIBUIÇÃO
UTILIZANDO O CUSTO ANUAL
EQUIVALENTE EM UM ESTUDO DE
CASO
Karem Goncalves Cardoso (UFC )
Greyce Palacio Paulino (UFC )
adryane do vale tavares (UFC )
Milena Maria Ribas Ramos (UFC )
thayanne alves ferreira (UFC )
A realização do dimensionamento e concepção do armazém de
distribuição em uma empresa deve ser elaborada a partir de diversas
avaliações que concerne a sua realidade atual. O estudo de caso
tratado visa à exemplificação e o desenvolvimento das etapas, para a
realização do dimensionamento e concepção do armazém de
distribuição da mesma, que se formou com a compra de uma PME,
identificando a alternativa de maior viabilidade econômica. Dados e
diretrizes foram estabelecidos no comando do estudo de caso e
confrontados para a obtenção de respostas aos questionamentos, dessa
forma, atingindo o objetivo geral. Concluiu-se em termos de ganhos
para a empresa a decisão de se construir um armazém com altura
máxima de 9 metros, os produtos de alta rotação serão armazenados
em blocos de paletes, os de média rotação em estantes ajustáveis e os
de baixa rotação em prateleiras, o layout foi estabelecido de forma
mais proveitosa, foram definidos os equipamentos de armazenagem e
foram estimados os custos de capital e os custos anuais.
Palavras-chaves: Armazém, Custo Anual Equivalente, Layout.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
A realização do dimensionamento e concepção do armazém de distribuição, em uma empresa,
deve ser elaborada a partir de diversas avaliações que concerne à realidade atual da mesma
(FIGUEIREDO, et al., 2003). O estudo de caso tratado visa à exemplificação das etapas e o
seu desenvolvimento, para que seja feito tal dimensionamento, os dados da empresa fictícia
avaliada à PINTATUDO, foram cedidos através de uma atividade curricular pelo professor da
disciplina.
Segundo Ballou (2006), define-se logística como sendo o processo de planejar, implementar e
controlar o fluxo eficiente e eficaz de mercadorias, serviços e das informações relativas desde
o ponto de origem até o ponto de consumo com o propósito de acatar os requisitos dos
clientes.
Com uma definição ampla no contexto atual, acrescido a fatores, como: globalização da
economia, alteração rápida dos mercados, aumento da complexidade da cadeia logística,
pressões contínuas para melhoria dos níveis de serviço a cliente e para reduções de custos, a
Logística torna-se uma estratégia para gerar vantagem competitiva, que segundo Porter (2004)
é uma vantagem que uma empresa tem em relação aos seus concorrentes, geralmente
demonstrada pelo desempenho econômico sistematicamente superior ao dos demais
competidores.
A Pintatudo, grupo líder em Portugal no mercado de tinta, artigos de pintura e produtos
para a casa, adquiriu recentemente uma Pequena e Média Empresa (PME) do mesmo setor na
Inglaterra: a Thixotropic Products PLC. A Thixotropic é uma firma que originalmente
produzia e distribuía as suas tintas e artigos de pintura, mas que após esta aquisição passará
também a distribuir as tintas e artigos de pintura da marca portuguesa, bem como os produtos
para a casa.
Neste momento, dispõe de um armazém central, onde é armazenada a produção local e
enviada desde Portugal e de seis depósitos de distribuição, responsáveis por manter o stock e
fazer entregas a clientes nas suas zonas. No entanto, está a ser estudada uma expansão que
sugere a abertura de um novo depósito de distribuição, localizado a oeste de Londres e
operando durante um turno.
Segundo Gualda (1995), o planejamento de transportes deve ser analisado sob a ótica de três
níveis hierarquicos: estratégico, tático e operacional.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
No planejamento estratégico, o objetivo é definir as diretrizes e o dimensionamento do
sistema ao longo prazo, onde avaliam-se questões de investimentos, escolha de tecnologias e
etapas de implantação do sistema. Contudo, o planejamento tático é feito para um horizonte
de médio a curto prazo. Já o planejamento operacional é feito para o curto prazo e tem como
objetivo otimizar as características do sistema de transportes em operação (MASIERO, 2008).
Na abordagem utilizada no trabalho, utiliza-se o estudo de caso para
a realização do dimensionamento e concepção do armazém de distribuição desta nova
empresa que se formou com a compra de uma PME. Neste estudo de caso, identifica-se a
alternativa de maior viabilidade econômica, projetando o layout do armazém, definindo os
equipamentos de armazenagem e movimentação, e estimando o capital necessário, custos
envolvidos e recursos para operar o depósito.
2. Caracterização do processo de armazenagem
Como o estudo de caso visa a definir um processo de menor custo, faz-se necessário definir
um sistema de armazenagem que possibilite um melhor aproveitamento de espaço, além da
escolha de uma ferramenta que se adeque a análise de custos do projeto.
2.1 Sistemas de Armazenagem
Os possíveis tipos de armazenamento para produtos de alta rotação são: armazenamento
móvel de paletes, empilhamento em bloco ou drive in.
O armazenamento móvel de paletes, por não ser um tipo de armazenamento estável, não se
encaixa nos requisitos do presente estudo, por possuir custo elevado em relação aos tipos de
armazenagem estáticos.
O armazenamento em bloco, segundo Oliveira e Morais (2002), é utilizado para um número
limitado de linhas de produtos, com estoque elevado, são de baixo custo e boa utilização de
espaço na horizontal, porém com limitações de utilização de espaço em altura e o último
palete que entra é o primeiro que sai (FIFO).
O drive-in, segundo Medeiros et al. (2008), possui alto aproveitamento de espaço em
horizontal e verticalmente, para produtos de pouca variedade com alto giro de estoque,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
proporciona densidade de armazenamento, com baixo investimento de capital, também é do
tipo FIFO.
Assim, para o conjunto de produtos caracterizado como de alta rotação, deve-se fazer uma
opção entre armazenamento em bloco ou drive in de acordo com o que apresentar menor
custo em relação às dimensões do projeto.
Para produtos de média rotação do estudo, a armazenagem poderá ser feita por meio de
estantes ajustáveis para paletes ou estantes ajustáveis para paletes de profundidade dupla, pois
esses tipos de armazenamento são mais adequados para produtos que não requerem grande
quantidade de paletes.
As estantes ajustáveis para paletes são de profundidade simples e, segundo Oliveira e Morais
(2002) são utilizadas quando há a necessidade de acesso direto aos paletes, para produtos com
baixo nível de estoque, possuem custo relativamente baixo e são versáteis, porém há pouco
aproveitamento de espaço, já que há muitos corredores.
As estantes ajustáveis para paletes de profundidade dupla possuem maior capacidade de
armazenamento em relação às estantes ajustáveis para paletes. Desse modo, o tipo de
armazenamento para produtos de média rotação que possuir menor custo será escolhido para o
projeto de armazenagem em questão.
Os produtos de baixa rotação do estudo podem ser alocados em estantes altas, as quais,
segundo Bowersox et al. (2002), são caracterizadas por densidade muito alta de armazenagem
e baixo custo.
Para produtos de alta rotação, além da definição de um sistema de armazenagem, faz-se
necessário o planejamento de uma zona picking, que facilite o acesso a esses produtos de
forma mais prática.
2.2. Planejamento de zona picking
A zona picking ou zona de separação de pedidos é considerada uma das mais críticas na
distribuição de operações, é o centro de fluxo de produtos, onde as expectativas dos
consumidores são supridas (TOMPKINS; SMITH, 1998). Visando esse fato, uma parte desse
estudo é focada apenas nessa zona, para torná-la mais eficiente de acordo com as restrições e
exigências do caso.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
“As empresas procuram agilizar o fluxo de materiais, comprimindo o tempo entre o
recebimento e a entrega dos pedidos, para reduzir os investimentos em estoque.”
(RODRIGUES; PIZZOLATO, 2003). Com isso, uma zona picking bem desenvolvida
proporciona redução de custos de armazenamento, já que trata, principalmente, com estoques
de alta rotação.
Segundo Vieira (2009), o picking é responsável por uma parcela significativa dos custos de
armazenagem, além de influir de maneira substancial no tempo de ciclo de pedido, o que afeta
diretamente a relação com o cliente. “Dependendo do tipo de armazém, 30% a 40% do custo
de mão de obra estão associados à atividade de picking.” (LEITÃO, 2007). Assim, pode-se
haver redução do custo da mão de obra e redução da demanda de espaço de armazenagem,
com um bom planejamento de layout da zona picking.
Essa zona destinar-se-á, principalmente, para produtos de alta e média rotação, facilitando o
acesso para atendimento de pedidos. Assim, deve ser uma zona de alta flexibilidade e fácil
acesso, proporcionando um menor tempo de ciclo de pedido.
Definidos os sistemas de armazenagem e a zona picking, faz-se necessária uma ferramenta
que possibilite os cálculos dos custos do projeto, visando os menores dispêndios.
2.3 Ferramenta Custo Anual Equivalente (CAE)
Segundo Blank e Tarkin (2006), o Custo Anual Equivalente é uma das formas de recuperação
de capital que possui maior retorno sobre o investimento inicial. “Esse método é utilizado em
projetos que têm como objetivo a redução de custos, e não a ampliação de receitas.”
(PEREIRA et al., 2012). Essa afirmação relaciona-se diretamente com o estudo, o qual busca
uma forma de armazenagem que demande o menor custo, justificando a adequação dessa
ferramenta.
A limitação do CAE é não considerar as receitas ao longo do tempo, sendo melhor empregada
para calcular a substituição de artigos que não proporcionam receita, como bens de consumo
duráveis (VALVERDE; REZENDE, 1997). Assim, como o estudo trata da escolha de tipo de
estantes para armazenagem, reafirma a adequação da ferramenta.
Para realização do presente estudo foram fornecidos custos totais de capitais e para a
transformação dos valores em custos anuais equivalentes, utilizou-se o método Fluxo de
Caixa Descontado (DCF) do tipo empresarial, para transformar o valor futuro em valor
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
presente. Esse método consiste em descontar fluxos de caixa futuros esperados à taxa de
desconto ajustada de risco, proporcionando o cálculo dos valores presentes (BODIE;
MERTON, 2002). Assim, tem-se a seguinte formula, para o cálculo do custo anual
equivalente:
(1)
3. Método do estudo
De modo a encontrar uma solução válida para este problema, optou-se por seguir uma
metodologia que passa pelas seguintes etapas:
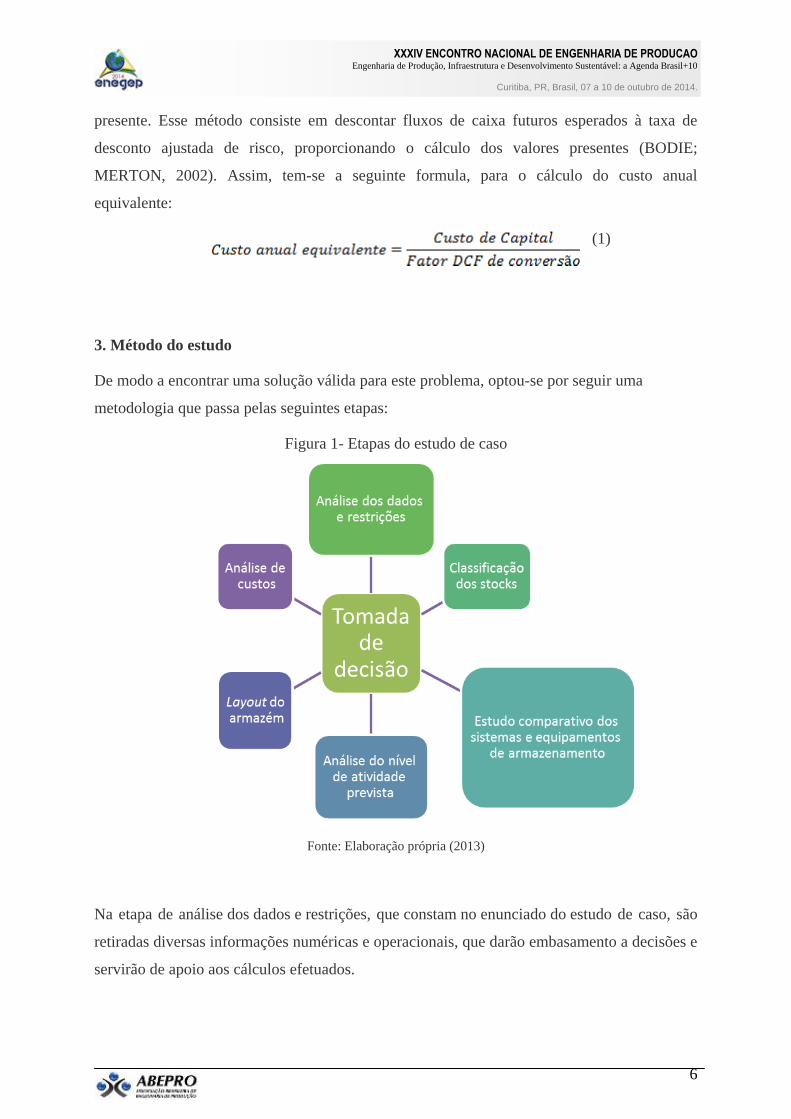
Figura 1- Etapas do estudo de caso
Fonte: Elaboração própria (2013)
Na etapa de análise dos dados e restrições, que constam no enunciado do estudo de caso, são
retiradas diversas informações numéricas e operacionais, que darão embasamento a decisões e
servirão de apoio aos cálculos efetuados.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Em sequência, deve-se classificar os estoques quanto à sua rotatividade, e fazer um estudo
comparativo dos sistemas e equipamentos de armazenamento a utilizar para as diferentes
classes de produtos.
A próxima etapa é analisar o nível de atividade prevista para conceber as zonas
de picking e de expedição, para então, tomar decisões quanto mão-de-obra e equipamento
necessários. Após isto, o layout do armazém com as devidas restrições e especificações das
áreas interior e exterior deve ser elaborado.
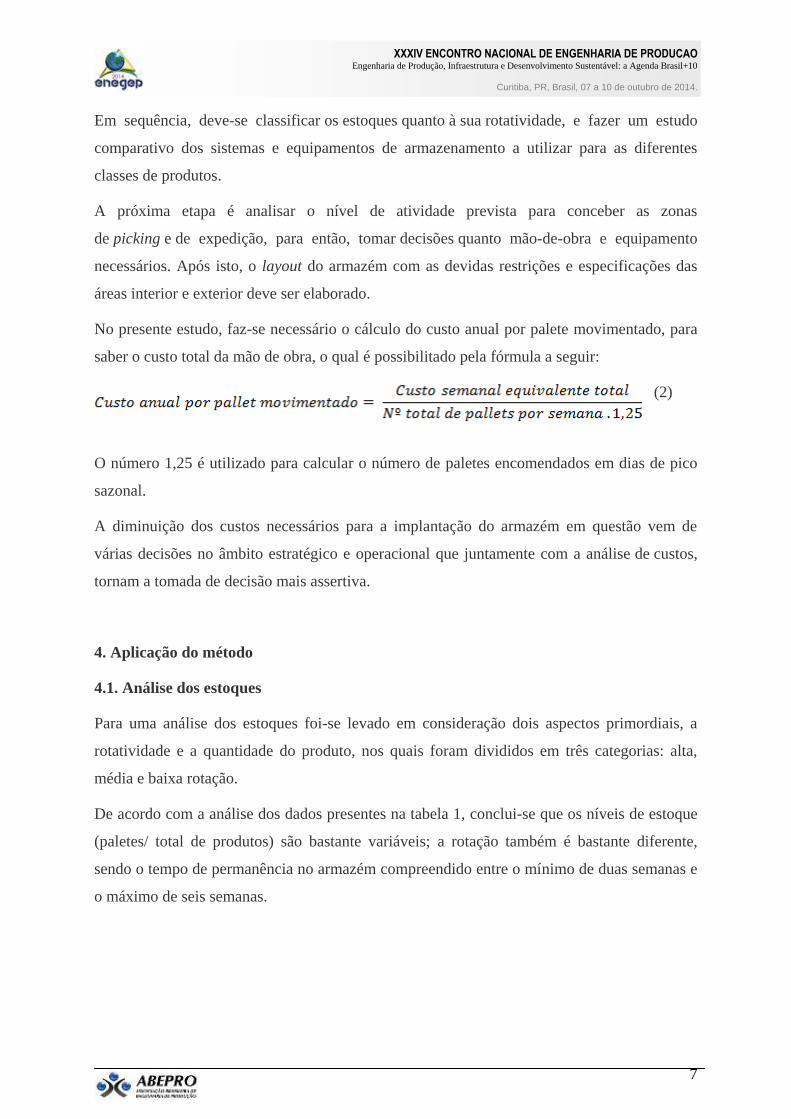
No presente estudo, faz-se necessário o cálculo do custo anual por palete movimentado, para
saber o custo total da mão de obra, o qual é possibilitado pela fórmula a seguir:
(2)
O número 1,25 é utilizado para calcular o número de paletes encomendados em dias de pico
sazonal.
A diminuição dos custos necessários para a implantação do armazém em questão vem de
várias decisões no âmbito estratégico e operacional que juntamente com a análise de custos,
tornam a tomada de decisão mais assertiva.
4. Aplicação do método
4.1. Análise dos estoques
Para uma análise dos estoques foi-se levado em consideração dois aspectos primordiais, a
rotatividade e a quantidade do produto, nos quais foram divididos em três categorias: alta,
média e baixa rotação.
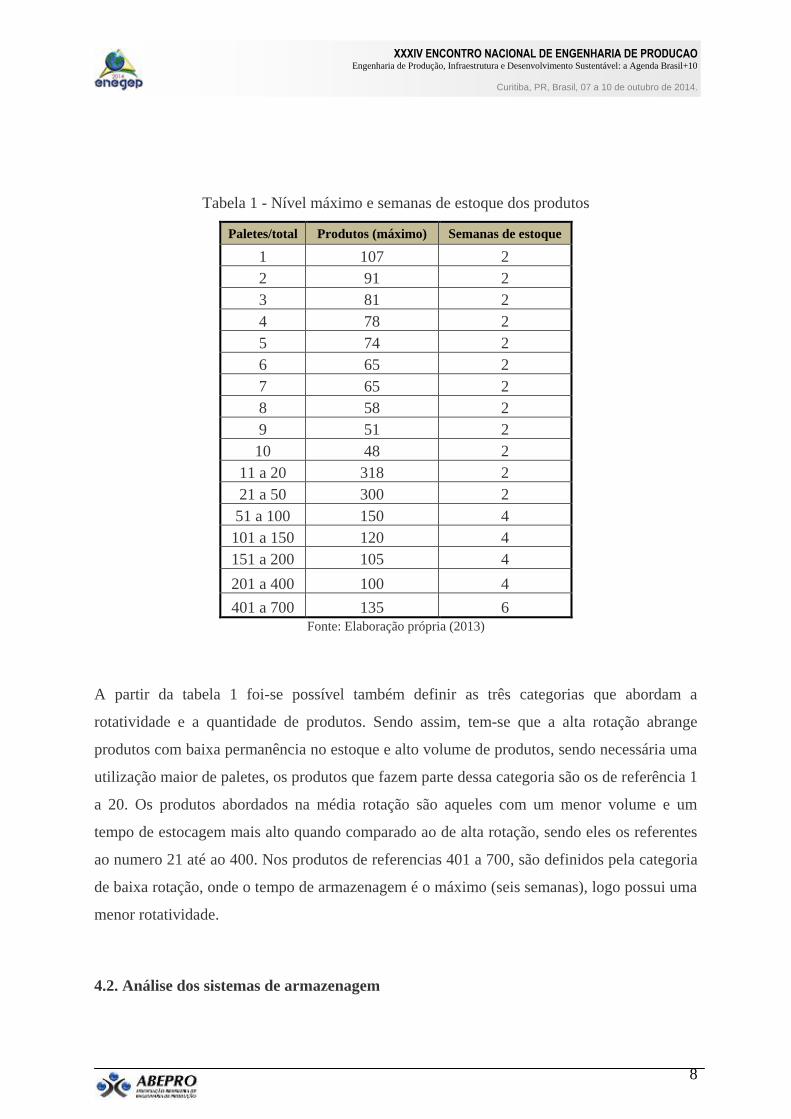
De acordo com a análise dos dados presentes na tabela 1, conclui-se que os níveis de estoque
(paletes/ total de produtos) são bastante variáveis; a rotação também é bastante diferente,
sendo o tempo de permanência no armazém compreendido entre o mínimo de duas semanas e
o máximo de seis semanas.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
Tabela 1 - Nível máximo e semanas de estoque dos produtos
Paletes/total Produtos (máximo) Semanas de estoque
1 107 2
2 91 2
3 81 2
4 78 2
5 74 2
6 65 2
7 65 2
8 58 2
9 51 2
10 48 2
11 a 20 318 2
21 a 50 300 2
51 a 100 150 4
101 a 150 120 4
151 a 200 105 4
201 a 400 100 4
401 a 700 135 6 Fonte: Elaboração própria (2013)
A partir da tabela 1 foi-se possível também definir as três categorias que abordam a
rotatividade e a quantidade de produtos. Sendo assim, tem-se que a alta rotação abrange
produtos com baixa permanência no estoque e alto volume de produtos, sendo necessária uma
utilização maior de paletes, os produtos que fazem parte dessa categoria são os de referência 1
a 20. Os produtos abordados na média rotação são aqueles com um menor volume e um
tempo de estocagem mais alto quando comparado ao de alta rotação, sendo eles os referentes
ao numero 21 até ao 400. Nos produtos de referencias 401 a 700, são definidos pela categoria
de baixa rotação, onde o tempo de armazenagem é o máximo (seis semanas), logo possui uma
menor rotatividade.
4.2. Análise dos sistemas de armazenagem

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
4.2.1. Produtos de alta rotação: produtos de 1 a 20
Os produtos de alta rotação são, em geral, os mais requisitados pelos clientes, logo a tomada
de decisão da escolha do sistema de armazenagem foi-se baseada em uma área compacta que
possa ter uma maior rentabilidade e possa ser aliada a um menor custo. As opções de
armazenamento escolhidas para essa categoria foram o “drive-in” e o empilhamento em
bloco.
4.2.1.1. Empilhamento em bloco (bloco stacking)
Escolheu-se o empilhamento em bloco devido ao seu baixo custo, bom aproveitamento do
espaço horizontal e por não requerer a utilização de equipamentos, apesar de algumas
desvantagens como a pouca utilização do espaço vertical e também do acesso livre somente
aos paletes da parte da frente e de cima.
4.2.1.2. Drive-in
Por conta da sua variação dimensional de acordo com alguns aspectos, como a posição
respectiva de cada palete, temos níveis de drive-in, sendo eles 4,5 e 6, com 20, 25 ou 30
respectivamente.
Para uma melhor análise de custos, tem-se abaixo a tabela com os valores respectivos a cada
modo de armazenagem:
Tabela 2 - Custos de empilhamento em bloco e drive-in
Custos. Empilhamento em
bloco.
“Drive-in” nível
4
“Drive-in” nível
5
“Drive-in” nível
6
Construção R$ 591.846,76 R$ 543.788,13 R$ 521.522,93 R$ 509.654,79 Proteção contra
incêndio R$ 53.831,18 R$ 90.631,36 R$ 80.234.29 R$ 72.807.82
Maquinário R$ 63.428,00 R$ 63.428,00 R$ 697.59,80 R$ 76.101,60
Total R$ 709.385,26. R$ 813.892,43 R$ 799.938,48 R$ 798.400,91
Fonte: Elaboração própria (2013)
Conclui-se, que apesar das diferentes vantagens e desvantagens entre os dois métodos,
analisando a partir dos custos, temos que o empilhamento em bloco é uma opção mais atrativa
pelo seu menor valor e também vemos que a diferença nos níveis do drive-in não é tão ampla.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
4.2.2. Produtos de média rotação: produtos de 21 a 400
Para um melhor armazenamento dos produtos de média rotação, foram escolhidos dois tipos
de sistema de armazenagem: estantes ajustáveis para paletes de profundidade dupla, nas quais
serão guardados os produtos de 21 a 200 e estantes ajustáveis para paletes, que irão armazenar
os produtos de 201 a 400.
Tabela 3 - Custos de estantes ajustáveis para paletes e estantes ajustáveis para paletes de
profundidade dupla
Custos Estantes ajustáveis para
paletes
Estantes ajustáveis para paletes de profundidade
dupla
Construção R$ 475.216,07 R$ 537.170,27
Proteção contra
incêndios R$ 59.402,01 R$ 749.53,32
Aquisição de equipamento
R$ 64.368,00 R$ 65.655,36
Maquinário R$ 48.919,68 R$ 43.564,26
Total R$ 647.905,76 R$ 721.343,21
Fonte: Elaboração própria (2013)
A partir da tabela de custos, concluiu-se que o custo médio da escolha de uso dos dois
sistemas de armazenagem é de R$ 684.624,48, e com isso notou-se que o uso apenas das
estantes ajustáveis para paletes é a opção menos dispendiosa.
4.2.3 Estantes altas
De acordo com a tabela abaixo e analisando em termos de custos, optou-se pela última opção:
25 estantes, cada uma com 6 prateleiras e 2 caixas de altura por prateleira com o custo de
R$160.920,00. Esta opção é destacada porque é a que ocupa a menor área do armazém e
utiliza melhor a altura dele, além ser a solução com o valor mais próximo do limite de
densidade permitido pela prateleira.
Tabela 4 – Análise das estantes altas
Nº de Prateleiras 3 6
1 caixa/altura 2 2

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Quantidade de Estantes 100 50 50 25
Área ocupada (m^2) 200 100 100 50
Área corredores (m^2) 125 62,5 62,5 31,3
Densidade (Kg/m^2) 208 416,7 208 417
Altura da estante(m) 1,5 2,55 3 5,1
Altura construção (m) 8a9 8a9 8a9 8a9
Fonte: Elaboração própria (2013)
4.3. Análise da zona de picking
A boa análise da zona de picking influência nos custos positivamente, fazendo com que haja
uma diminuição do custo de estoque e de armazenagem, pois haverá menos estoque parado e
maior rotatividade dos produtos, desta forma, o tempo de armazenamento também será
menor, assim temos a diminuição dos custos indiretos e aumento do capital de giro que
poderá ser investido em outras necessidades da empresa no momento, pois o capital está
circulando, quando outrora estava parado em forma de estoque.
Para a realização do cálculo de estoque necessário no picking pegou-se o nível de atividades
semanal em caixas e calculou-se o valor correspondente em paletes. Multiplicou-se o valor
em paletes por 1,25% para saber qual a necessidade diária de paletes em picking. Vale
ressaltar que esta percentagem foi escolhida de modo a ter uma margem de manobra para
fazer face aos possíveis picos na procura. Por fim divide-se o valor anterior pelos cinco dias
de trabalho de modo a obter a necessidade de paletes diária, com a previsão de que a zona de
picking será reabastecida todos os dias, uma vez por dia. O valor final será arredondado para
mais, a fim de evitar roturas de estoque. Os resultados são apresentados na tabela seguinte:
Tabela 5 – Cálculo do estoque necessário no picking
Produto Caixas/produto Total caixas Equivalente em paletes Mais 25% Paletes/dia
1 550 550 13,75 17,1875 4
2 480 480 12 15 3
3 400 400 10 12,5 3
4 370 370 9,25 11,5625 3
5 380 380 9,5 11,875 3
6 340 340 8,5 10,625 3
7 320 320 8 10 2
8 290 290 7,25 9,0625 2
9 280 280 7 8,75 2
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
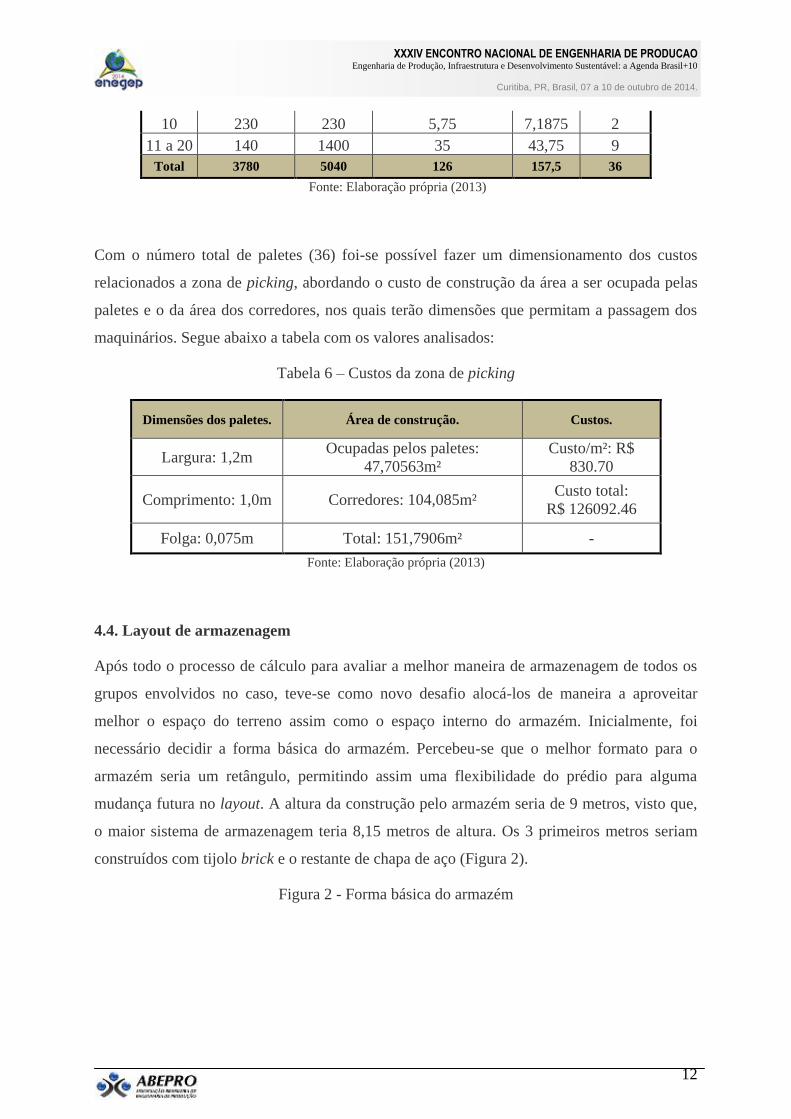
10 230 230 5,75 7,1875 2
11 a 20 140 1400 35 43,75 9
Total 3780 5040 126 157,5 36
Fonte: Elaboração própria (2013)
Com o número total de paletes (36) foi-se possível fazer um dimensionamento dos custos
relacionados a zona de picking, abordando o custo de construção da área a ser ocupada pelas
paletes e o da área dos corredores, nos quais terão dimensões que permitam a passagem dos
maquinários. Segue abaixo a tabela com os valores analisados:
Tabela 6 – Custos da zona de picking
Dimensões dos paletes. Área de construção. Custos.
Largura: 1,2m Ocupadas pelos paletes:
47,70563m²
Custo/m²: R$
830.70
Comprimento: 1,0m Corredores: 104,085m² Custo total:
R$ 126092.46
Folga: 0,075m Total: 151,7906m² -
Fonte: Elaboração própria (2013)
4.4. Layout de armazenagem
Após todo o processo de cálculo para avaliar a melhor maneira de armazenagem de todos os
grupos envolvidos no caso, teve-se como novo desafio alocá-los de maneira a aproveitar
melhor o espaço do terreno assim como o espaço interno do armazém. Inicialmente, foi
necessário decidir a forma básica do armazém. Percebeu-se que o melhor formato para o
armazém seria um retângulo, permitindo assim uma flexibilidade do prédio para alguma
mudança futura no layout. A altura da construção pelo armazém seria de 9 metros, visto que,
o maior sistema de armazenagem teria 8,15 metros de altura. Os 3 primeiros metros seriam
construídos com tijolo brick e o restante de chapa de aço (Figura 2).
Figura 2 - Forma básica do armazém

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Fonte: Elaboração própria (2013)
Foram realizados diversos rascunhos e tentativas, chegando a um consenso para a melhor
alocação de grupos de armazenagem. Os blocos com a cor verde representam o empilhamento
em blocos, sistema de armazenamento dos produtos de alta rotação, a cor vermelha o
armazenamento em estantes ajustáveis para os produtos de média rotação, a cor azul para os
produtos de baixa rotação armazenados em estantes com 6 prateleiras e a cor amarela para as
paletes da zona de picking (Figura 3).
Figura 3 – Layout do armazém
Fonte: Elaboração própria (2013)
4.5. Gerenciamento de custos de armazenagem

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
A tabela a seguir apresenta as estimativas dos custos totais de capital e dos custos anuais
equivalentes (Tabela 7). Para isso, foi necessário ter em conta o procedimento do custeio,
sendo os custos de capital convertidos em custos anuais equivalentes em seguida somados aos
custos operacionais anuais. O fator utilizado para o cálculo de conversão foi o Fluxo de Caixa
Descontado.
Tabela 7 – Custos envolvidos no estudo de caso
Descrição Custo Vida Útil DCF Fator Custo Anual Equivalente
Construção armazém R$ 2.378.339,70 20 5,101 R$ 466.249,80
Proteção contra incêndios R$ 92.107,60 20 5,101 R$ 18.056,80
Sistemas de armazenagem R$ 83.234,40 20 5,101 R$ 16.317,30
Order Picker R$ 66.360,00 10 4,339 R$ 15.293,70
Empilhadores retrácteis R$ 227.520,00 10 4,339 R$ 52.436,10
Porta-paletes elétricos R$ 33.180,00 10 4,339 R$ 7.646,90
Bateria R$ 9.380,00 5 3,058 R$ 3.100,00
Carrinhos de mão R$ 379,20 5 3,058 R$ 123,80
Niveladores de docas R$ 58.460,00 10 4,339 R$ 13.473,30
Paletes de madeira R$ 35.019,10 4 2,639 R$ 13.269,80
Mão-de-obra direta - - - R$ 165.900,00
Administração e gestão de
mão-de-obra direta - - - R$ 16.596,30
Encargos gerais de serviço - - - R$ 274.423,80
Manutenção do equipamento - - - R$ 62.462,00
Custo anual equivalente R$ 1.125.349,60
Custo por palete +
caixa movimentada R$ 2.983.980,00 R$ 28,465
Fonte: Elaboração própria (2013)
Ela é feita de forma a calcular todos os possíveis custos da empresa, levando em conta fatores
como baterias e proteção contra incêndios. Tais fatores são de suma importância para a maior
precisão do custo anual equivalente total. Também apresentam-se os custos operacionais,
custos por paletes e manutenção de equipamentos.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Deste modo, somando todos os custos de capitais, encontra-se um total de R$2.983.980,00 e
um custo anual equivalente de investimento igual a R$1.125.349,60. Quanto ao custo por
palete e caixa movimentada tem-se R$28,465; dos quais R$27,77 são por palete movimentada
e R$0,695 por caixa movimentada.
5. Conclusão
O presente artigo exigiu uma série de decisões de âmbito estratégico e operacional. Tais
decisões visaram diminuir ao máximo os custos necessários para a implantação do armazém
em questão. Para que isso fosse possível, foi necessário fazer um planejamento, analisando
diversos aspectos que viabilizassem as ações.
Dessa forma, o procedimento de planejamento do armazém deu-se levando em consideração
as necessidades do local e visando ao máximo reduzir o capital investido. Escolheram-se
então as decisões que gerassem o menor espaço ocupado e que também não provocassem
ruptura de estoque em nenhum momento.
De acordo com as diretrizes estabelecidas no comando do estudo de caso, as ações tomadas
resultou na decisão, de se construir um armazém com altura máxima de 9 metros. Em relação
à armazenagem, os produtos foram divididos em três grupos: alta, média e baixa rotação. Os
produtos de alta rotação serão armazenados em blocos de paletes, os de média
em estantes ajustáveis e os de baixa rotação em prateleiras.
Por meio dos resultados expostos, é possível notar o cumprimento dos objetivos requeridos. O
layout foi estabelecido de forma mais proveitosa; foram definidos os equipamentos de
armazenagem e foram estimados os custos de capital e os custos anuais.
REFERÊNCIAS
BALLOU, R. H. Gerenciamento da cadeia de suprimentos/ logística empresarial, 5 ed.
Porto Alegre: Bookman, 2006.
BODIE, Z.; MERTON, R. C. Finanças, 2 ed. Porto Alegre: Bookman, 2002.
BOWERSOX, D. J.; COOPER, M. B.; CLOSS, D.J. Gestão logística de cadeias de
suprimentos. Porto Alegre: Bookman, 2006.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
FADIGAS, O. F. T. Fundamentos de engenharia econômica, 6 ed. São Paulo: Thompson,
2006.
FIGUEIREDO, K. F.; FLEURY, P. F.; WANKE. P.F. Logística e Gerenciamento da cadeia
de suprimentos: planejamento do fluxo de produtos e dos recursos, 1 ed. São Paulo:
Atlas, 2003.
GUALDA, N. D. F. Terminais de transporte: contribuição ao planejamento e ao
dimensionamento operacional. 1995. Tese (Livre Docência) – USP, Escola Politécnica.
1995.
LEITÃO, R. P. Atividade de picking, com estudo de caso da indústria de cigarros souza
cruz s/a. 2007. Monografia (Tecnólogo em logística) – FATEC/BS, Faculdade de Tecnologia.
2007.
MASIERO, L. S. Proposta de dimensionamento de frota para uma transportadora. 2008.
Monografia (Graduação em Engenharia de Produção) – USP, Escola Politécnica . 2008.
MEDEIROS, F. P.; SILVA, M. J.; MOURA W. E. Equipamentos e técnicas de
armazenagem. 2008. Monografia (Curso superior de tecnologia em logística) – UNIFIEO.
2008.
MORAIS, A. T. Programa Nacional de Qualificação de Chefias Intermédias- Logística.
2012. Ficha técnica da Associação Empresarial de Portugal, edição 2012.
PEREIRA, A. S.; COSTA, L. G. T. A.; COSTA, L. R. T. A. Análise de investimentos.
Curitiba: IESDE, 2012.
PORTER, M. E. Estratégia competitiva: técnicas para análise de indústrias e da
concorrência; tradução de Competitive Strategy, 2 ed. Rio de Janeiro: Elsevier, 2004.
RODRIGUES, G.G.; PIZZOLATO, N. D.; Centros de distribuição: armazenagem
estratégica. In. Encontro Nacional de Engenharia de Produção, 23., 2003, Ouro Preto,
ENEGEP, 2003.
TOMPKINS, J. A.; SMITH, J. D. The warehouse management handbook, 2 ed. Miami:
Editors-in-chief, 1998.
VIEIRA, H. F. Gestão de estoques e operações industriais. Curitiba: IESDE, 2009.
VALVERDE, S. R.; REZENDE, J. L. P. Substituição de máquinas e equipamentos:
métodos e aplicações. Revista árvore, Viçosa, v. 21, n. 3, p. 353-364, jul./set, 1997.