PROJETO DE DESENVOLVIMENTO DE UMA MÁQUINA DE...
89
PROJETO DE DESENVOLVIMENTO DE UMA MÁQUINA DE PERFURAÇÃO HORIZONTAL RAPHAEL CHRISTIAN ETIENNE RANC DALMASSO Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Max Suell Dutra RIO DE JANEIRO JULHO 2018
Transcript of PROJETO DE DESENVOLVIMENTO DE UMA MÁQUINA DE...

PROJETO DE DESENVOLVIMENTO DE UMA MÁQUINA DE
PERFURAÇÃO HORIZONTAL
RAPHAEL CHRISTIAN ETIENNE RANC DALMASSO
Projeto de Graduação apresentado ao
Curso de Engenharia Mecânica da
Escola Politécnica, Universidade
Federal do Rio de Janeiro, como parte
dos requisitos necessários à obtenção
do título de Engenheiro.
Orientador: Max Suell Dutra
RIO DE JANEIRO
JULHO 2018


Raphael Christian Etienne Ranc Dalmasso
Projeto de desenvolvimento de uma máquina de perfuração
horizontal / Raphael Christian Etienne Ranc Dalmasso -
Rio de Janeiro: UFRJ/ ESCOLA POLITECNICA, 2018
x, 77 p.: il ; 29.7 cm
Orientador: Max Suell Dutra
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2018.
Referências Bibliográficas: p..76-77
1. Máquina de Perfuração Horizontal 2. Elementos de Máquinas.
3. Banco de Ensaio. I. Max Suell Dutra. II. Universidade Federal
do Rio de Janeiro, Escola Politécnica, Curso de Engenharia
Mecânica. III. Projeto de desenvolvimento de uma máquina de
perfuração horizontal.

“Jamais le soleil ne voit l’ombre”
Léonard De Vinci

Agradecimentos
À minha mãe e minha irmã pelo apoio incondicional, pelo amor sem medidas e pela constante
preocupação.
À Raisa, minha namorada, que me deu muito apoio e também me ajudou na revisão e na
apresentação do projeto.
Aos meus amigos da França que me apoiaram durante muitos anos para tudo que eu sempre
precisei. Aos meus amigos da UFRJ, que fizeram com que a universidade fosse um lugar em
que eu me sentia em família.
Ao Brasil, pela melhor experiência da minha vida. À cultura que aprendi a admirar e que me
ensinou mais do que imaginei.
Ao professor e orientador Max, que me ofereceu a oportunidade de trabalhar nesse projeto e
me orientou sempre que precisei.

Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
PROJETO DE DESENVOLVIMENTO DE UMA MÁQUINA DE PERFURAÇÃO
HORIZONTAL
RAPHAEL CHRISTIAN ETIENNE RANC DALMASSO
JULHO 2018
Orientador: Max Suell Dutra
Curso: Engenharia Mecânica
Os Métodos Não Destrutivos (MND) são uma opção de execução de obras ligadas à instalação,
reparação e reforma de tubos, dutos e cabos subterrâneos utilizando técnicas que minimizam
ou eliminam a necessidade de escavações. Esses equipamentos podem reduzir os danos
ambientais e os custos sociais e, ao mesmo tempo, representam uma alternativa econômica para
os métodos de instalação, reforma e reparo com vala a céu aberto. Neste trabalho, foi feita uma
análise sobre as tecnologias envolvidas, as especificações de pré-projeto e os elementos mecânicos
principais para a confecção de uma pequena máquina de perfuração horizontal, envolvendo:
engrenagens, correntes, rolamentos, eixos, chavetas, eixos ranhurados, motor diesel e
hidráulica. Para isso, foram realizados cálculos analíticos considerando parâmetros de operação
como as forças desejadas, velocidade de rotação e potência dos motores. A modelização geométrica
foi obtida com o software SolidWorks a partir dos movimentos realizado pelo conjunto. Este projeto
resultou em uma máquina de perfuração horizontal direcional que é capaz de realizar poços e
instalar tubos em uma área urbana sem escavações, se encaixando nos parâmetros de MND.
Palavras chave: Métodos Não Destrutivos, HDD, Elementos Mecânicos

Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Mechanical Engineer.
DEVELOPMENT PROJECT OF A HORIZONTAL DIRECTIONAL DRILLING
MACHINE
RAPHAEL CHRISTIAN ETIENNE RANC DALMASSO
JULY 2018
Advisor : Max Suell Dutra
Course : Mechanical Engineering
Non-Destructive Methods (NDM) is an alternative method to execute installation works,
reparation and renovation of underground pipes, conduits and cables using techniques that
minimize or eliminate the necessity of excavation. Such equipment can reduce environmental
damage and social costs while providing an economical alternative to open trench installation,
overhaul and repair methods. In this work, there is an analysis of the technologies used, the pre-
design specifications and the main mechanical elements for the construction of a small
horizontal directional drilling machine, involving: gears, chains, bearings, shafts, pins, grooved
shafts, diesel engine and hydraulics. For this, analytical calculations were made taking into
account operating parameters such as desired forces, rotational speed and engine power. The
geometric modeling was attained with the SolidWorks software using the assembly movements
already made. This project resulted in a horizontal directional drilling machine capable of
drilling wells and installing pipes in an urban area without excavation, meeting NDM standards.
Keywords : Non-Destructive Methods, Horizontal Directional Drilling, Mechanical Elements

Sumário
1 Introdução .............................................................................................................................. 1
2 Estudo bibliográfico .............................................................................................................. 2
2.1 O microtunneling .............................................................................................................. 3
2.2 Perfuração horizontal direcional ....................................................................................... 5
2.3 O foguete pneumático ....................................................................................................... 7
2.4 A debulha de tubo ............................................................................................................. 8
2.5 Perfuração horizontal com rosca sem fim ......................................................................... 9
2.6 A cravação de tubos ........................................................................................................ 10
2.7 Estudo geotécnico ........................................................................................................... 13
3 Perfuração Horizontal Direcional (HDD) ......................................................................... 14
3.1 Princípio de funcionamento ............................................................................................ 15
3.1.1 Perfuração piloto ...................................................................................................... 17
3.1.2 Alargamento ............................................................................................................. 19
3.1.3 Instalação da tubulação ............................................................................................ 21
3.2 Parâmetros de perfuração ................................................................................................ 22
3.2.1 O raio de curvatura ................................................................................................... 22
3.2.2 A capa ....................................................................................................................... 23
3.2.3 O alargamento .......................................................................................................... 23
3.2.4 Determinação do tempo de perfuração..................................................................... 24
3.3 Escolha da máquina de perfuração ................................................................................. 25
3.3.1 Método do Huey, Hair et McLeod ........................................................................... 26
3.3.2 Método do Kogler .................................................................................................... 28
3.3.3 Método de Herrenknecht .......................................................................................... 28
4 Projeto de uma maquina de perfuração horizontal ......................................................... 29

4.1 Escolha de motor / redutor .............................................................................................. 30
4.2 Movimento de translação ................................................................................................ 32
4.2.1 Cilindro hidráulico ................................................................................................... 33
4.2.2 Pinhão e cremalheira ................................................................................................ 35
4.3 Movimento de rotação .................................................................................................... 42
4.3.1 Conjunto Polia / Corrente ......................................................................................... 42
4.3.2 Transmissão por engrenagens .................................................................................. 45
4.4 Dimensionamento das conexões eixos/engrenagens ...................................................... 49
4.5 Verificação do eixo do equipamento .............................................................................. 53
4.6 Guias ............................................................................................................................... 58
4.6.1 Guia do eixo ............................................................................................................. 58
4.6.2 Guia da translação .................................................................................................... 68
4.7 Dimensionamento do suporte ......................................................................................... 69
4.8 Junta rotativa ................................................................................................................... 70
4.9 Angulação da maquina .................................................................................................... 71
5 Desenho do mecanismo ....................................................................................................... 73
6 Conclusão ............................................................................................................................. 75
7 Referências bibliográficas ................................................................................................... 76

Figuras
Figura 1 : Microtunneling [23] ................................................................................................... 4
Figura 2 : Perfuração horizontal [23] ........................................................................................ 6
Figura 3 : O foguete pneumático [23] ....................................................................................... 7
Figura 4 : cravação de tubos [23] ............................................................................................ 11
Figura 5 : Máquina de perfuração horizontal [18] .................................................................... 15
Figura 6 : Caminho dos fluidos [18] ........................................................................................ 18
Figura 7 : Alargamento [18] .................................................................................................... 19
Figura 8 : Instalação da tubulação [18] .................................................................................... 21
Figura 9 : Capa [12] ................................................................................................................. 23
Figura 10 : Força de tração [18] ............................................................................................... 26
Figura 11 : Força de tração em seção curva [18] ..................................................................... 27
Figura 12 : Sistema de redução [25] ........................................................................................ 30
Figura 13 : Motor hidráulico ................................................................................................... 31
Figura 14 : Motor Diesel TCD 2.9 [27] ................................................................................... 31
Figura 15 : cilindro hidráulico de dupla ação [22] .................................................................. 33
Figura 16 : Abacó força-pressão [22] ....................................................................................... 34
Figura 17 : Agma [14] .............................................................................................................. 37
Figura 18 : Teoria de Hertz [14] .............................................................................................. 39
Figura 19 : Lubrificação da cremalheira [21] .......................................................................... 41
Figura 20 : Tabela corrente [14] ............................................................................................... 43
Figura 21 : Tabela correntes [14] ............................................................................................. 44
Figura 22 : Conexões ............................................................................................................... 49

Figura 23 : Parâmetros Chavetas [20] ...................................................................................... 50
Figura 24 : Parâmetros para Chavetas – ABNT [11]............................................................... 50
Figura 25 : Eixo ....................................................................................................................... 54
Figura 26 : Concentração de tensões devido à tração [20] ...................................................... 55
Figura 27 : Ábaco de concentração de tensões devido à tração [20] ....................................... 55
Figura 28 : Concentração de tensões devido à flexão [20] ...................................................... 56
Figura 29 : Ábaco de concentração de tensões devido à flexão [20] ...................................... 56
Figura 30 : Conjunto do eixo ................................................................................................... 58
Figura 31 : Montagem dos rolamenetos .................................................................................. 59
Figura 32 : Rolamento de esferas de dupla ação [15].............................................................. 60
Figura 33 : Tamanho do rolamento de esferas de dupla ação [15] .......................................... 61
Figura 34 : Rolamento 52315 [15] .......................................................................................... 61
Figura 35 : Montagem ideal do rolamento 52315 [15] ............................................................ 62
Figura 36 : Montagem do rolamento 52315 ............................................................................ 63
Figura 37 : Rolamento NU [15] ................................................................................................ 64
Figura 38 : Rolamento de rolos cilíndricos [15] ...................................................................... 64
Figura 39 : Rolamento NU 312 ECP [15] ............................................................................... 65
Figura 40 : Ajustamento do eixo com o rolamento [15] ......................................................... 65
Figura 41 : Montagem rolamento NU 312 ECP ....................................................................... 66
Figura 42 : Anéis NILOS [24] .................................................................................................. 66
Figura 43 : Montagem rolamento NU 309 ECP ....................................................................... 67
Figura 44 : Montagem guia da translação [19] ........................................................................ 68
Figura 45 : dimensão e carga do TRH65VE [19] .................................................................... 68
Figura 46 : Suporte .................................................................................................................. 69

Figura 47 : Bloqueio do trilho tipo FRC [19] .......................................................................... 70
Figura 48 : Junta rotativa [26] ................................................................................................. 70
Figura 49 : Curva Força-Pressão-Diâmetro [22] ..................................................................... 71
Figura 50 : Cilindro hidráulico B1.2811 [22] .......................................................................... 72
Figura 51 : Rod end bearing e Bearing blocks [22] ................................................................. 72
Figura 52 : Vista do mecanismo ............................................................................................... 75

1
1 Introdução
A perfuração horizontal é a instalação de dutos através de método não destrutivo
(MND), visando à diminuição do tempo de interdição das vias de tráfego, o tempo de execução
dos serviços de quebra e a recuperação de grandes extensões de vias. Este método evoluiu muito
nos últimos 20 anos e tornou-se uma tecnologia comum como método de instalação. O número
de instalações que utilizam essa tecnologia foi multiplicado por mais de cem desde 1984 [1].
Isso se deve, em parte, ao avanço tecnológico desse método, bem como ao conforto
proporcionado aos consumidores (eliminação da interrupção do tráfego e de danos à superfície).
No Brasil tem aproxidamente 200 unidades em operação [16].
O objetivo deste trabalho é propor um desenho de uma máquina de perfuração horizontal, desde
a sua concepção inicial, perpassando pela sua criação em cálculos visando definir as dimensões
de seus componentes, posteriormente concluindo em uma modelização 3D, projetada com o
software SolidWorks. Nesta monografia, as especificações técnicas gerais foram feitas de
acordo com as recomendações da France Sans Tranchée Technologies (FSST) [2].
Na primeira parte desta monografia, as técnicas de perfuração e microtunneling serão
detalhadas. Sera visto que é essencial estudar e conhecer com precisão os tipos de solos
encontrados durante o projeto. Os conceitos de controle e rastreamento de caminhos e fluidos
relacionados à perfuração serão discutidos brevemente.
Na segunda parte será visto o pré-projeto, a fim de determinar a escolha da máquina, desde o
raio de curvatura até a escolha do número de passos e a força de tração requerida.
Na terceira e ultima parte o dimensionamento dos elementos mecânicos será feito com cálculos
analíticos, informações disponíveis nos catálogos dos fabricantes e com a utilização da
calculadora de rolamentos SKF (SKF Bearing Calculator). Além do dimensionamento e
especificação, serão definidas peças mecânicas disponíveis no mercado, junto à elaboração de
um desenho do conjunto para visualização do projeto como um todo.

2
2 Estudo bibliográfico
É de notório conhecimento a grande necessidade de instalações de encanamento sob obstáculos
(estradas, canais, rios, estradas de ferro...). A substituição ou alargamento de tubulações por
método não destrutivo permite de não perturbar o ambiente circundante e, assim, mantê-los em
boas condições. Além de preservar o equilíbrio do ambiente, essa técnica permite de não
realizar trabalhos supérfluos (substituição da via de passagem ...).
Vários métodos permitem não fazer uma trincheira, entre eles podemos citar:
• Microtunnelling
• Perfuração Direcionada
• Foguete pneumático
• Debulha de tubo
• Perfuração Horizontal com rosca sem fim
• Perfuracao de poços
O uso desses métodos tem, além de preservar o meio ambiente, várias vantagens:
• Precisão de perfuração
• velocidade de execução
• Redução do ruído
• Redução da poeira
• A discrição
Mas seu custo e especificidade do exigida por esses métodos podem impedir seu uso.
Será apresentado neste trabalho as vantagens, desvantagens, assim como o campo de aplicação
destas soluções, a fim de realizar um cruzamento sem trincheiras.

3
2.1 O microtunneling
A técnica de perfuração de microtúbulo é usada para trabalho em larga escala, em altas
profundidades e, freqüentemente, na presença do lençol freático. É um método derivado de
perfuração de túnel adaptado a menor escala, permitindo a criação de diâmetros de até 2000
mm de diâmetro. Ele funciona da mesma maneira que a perfuração convencional: um trem de
tubos é empurrado para o chão a partir de um eixo de transmissão. A diferença está na cabeça
de perfuraçéao, que executa as funções de derrubada e coleta da terra. A cabeça, bem como as
ferramentas de corte equipadas (dentes ou rodas), dependem da natureza do solo escavado. Às
vezes são utilizados britadores para o caso de terrenos parcialmente rochosos ou se forem
esperados obstáculos. Também pode ser injetados bentonita entre o campo e as bainhas para
facilitar sua progressão.
Geralmente, para este tipo de trabalho, o microtúnel é chamado de "frente confinada". De fato,
em solos moles e aqüíferos (na presença do lençol freático), a cabeça é difícil de controlar. As
técnicas de condução de lados confinados, portanto, mantêm uma pressão constante na câmara
de abate de injeção, na maioria dos casos com uma lama bentônica. As estacas são
descarregadas na estação de tratamento no local, que retorna a nova lama para a câmara. A
injeção e a evacuação são feitas simultaneamente de tal forma que tudo funcione como um
sistema fechado.
O progresso da maquinas é controlado a partir de um cockpit, o que possibilita gerenciar a
velocidade de avanço, a relação torque / empuxo e a trajetória da cabeça. O posicionamento é
controlado por um odômetro e um laser que aponta para uma câmera colocada na cabeça de
corte. Se a parcela não for reta, um giroscópio pode ser usado para guiar a perfuração. No caso
de curvas longas, o cruzamento pode ser feito em vários disparos com poços intermediários
que podem ser transformados em estruturas visitantes.

4
Vantagens Desvantagens
Mantém a terra Caro
Permite a introdução de grandes diâmetros Requer extensa escavação para poços de
ataque e chegada
Permite o trabalho em lencol graças à
contenção da câmara de abate
Requer o uso de uma planta de tratamento
de lodo
Sem vibrações Know-how a saber
Excelente precisão
Figura 1 : Microtunneling [23]

5
2.2 Perfuração horizontal direcional
A perfuração dirigida é uma técnica que utiliza o princípio do furo piloto: uma primeira broca
de pequeno diâmetro é feita e guiada por meio de um transmissor na cabeça da broca. A
orientação do plano localizado na cabeça possibilita o gerenciamento da trajetória da
perfuração: a rotação da cabeça permite uma trajetória retilínea, enquanto o impulso não
rotativo desvia a perfuração. A posição da sonda é registrada durante a perfuração para
estabelecer com precisão (precisão de cerca de 2 a 5% da altura de recuperação) o plano de
recolocação do tubo. Esse tipo de processo não exige necessariamente a escavação inicial,
exceto para operações de conexão de tubulação.
Uma vez que o orifício piloto esteja completo, um alargador é preso à coluna de perfuração
para expandir o diâmetro de volta. Vários furos sucessivos permitem obter diâmetros de até 600
mm em distâncias de 500 m. Os tubos são puxados durante a última passagem do alargador.
Existem dois soluções para perfurar o orifício piloto. O primeiro, que é o mais comum, é o uso
de uma cabeça de injeção de bentonita para cavar o solo com um diâmetro em torno de 50 mm.
Esta técnica implica riscos de aumento da bentonite na superfície e elevação dos trilhos se a
altura de cobertura for muito baixa e a pressão de injeção for mal controlada. Outra solução,
chamada perfuração a seco, consiste em utilisar um martelo pneumático ou uma cabeça de
fresagem para terrenos rochosos. O orifício piloto pode chegar neste caso até 120 mm de
diâmetro. A combinação de injeção de bentonita e martelo pneumático pode ser considerada
em terrenos difíceis ou na presença de obstáculos.

6
Vantagens Desvantagens
Processo simples e rápido Elevação de bentonite de superfície
Precisão de orientação Não é adequado para grandes
diâmetros
Não há necessidade de buscas de
partida
Espera mínima
Sem vibrações
Figura 2 : Perfuração horizontal [23]

7
2.3 O foguete pneumático
A perfuração de tubos usando um foguete pneumático é uma técnica para colocação de tubos
de pequeno diâmetro (até 180 mm). O foguete se move no chão, compactando o terreno em
ambos os lados. Os tubos são fixados na parte traseira do foguete durante seu avanço. As
cabeças do foguete podem ser equipadas com um sistema de rastreamento para aumentar sua
precisão. Um orifício de retorno também é possível para tubos de até 300 mm de diâmetro. Uma
altura de recuperação de 10 vezes o diâmetro do tubo é necessária para este método. Esta
técnica, simples e rápida, é particularmente adequada para trabalhos de pequena escala
(comprimento de postura entre 5 e 25 m aproximadamente) e em áreas urbanas para evitar a
abertura de valas por uma estrada, por exemplo. No entanto, deve-se assegurar que o solo seja
homogêneo e que não apresente nenhum obstáculo que possa desviar a trajetória do foguete.
Vantagens Desvantagens
Processo simples Adequado apenas para diâmetros pequenos
Boa precisão com cabeça localizável Impossível se o campo apresentar
obstáculos
Velocidade de execução
Espera mínima
Baixo custo
Figura 3 : O foguete pneumático [23]

8
2.4 A debulha de tubo
A debulha de tubo é um processo rápido e fácil, semelhante à estaca no trabalho de fundação.
Permite a instalação de mangas de aço com um diâmetro de até 2000 mm em distâncias de cerca
de 80 m. O uso deste método para tubos de concreto armado deve ser excluído porque as
vibrações dos trilhos danificariam o tubo.
As mangas de metal são adicionadas por um de tubo, acionado por um local de compressor. O
acionador de tubo permite uma penetração dinâmica do tubo no terreno circundante a uma
velocidade média de 10 m / h. Uma vez que o primeiro está no lugar, o próximo tubo é instalado
e soldado a ele, e assim por diante. O acionador de tubo é equipado com um capacete de parada
para distribuir as forças de empuxo e evitar uma concentração local de tensões que podem
incendiar os tubos e impedir uma boa soldagem. As estacas são evacuadas ao final da operação
por hidrocura (projeção de água a alta pressão) ou por empuxo pneumático de acordo com o
diâmetro do tubo. Em alguns casos, se o diâmetro for muito grande, o solo pode ser removido
mecanicamente usando um trado.
Vantagens Desvantagens
Processo simples e rápido Vibrações não desprezíveis que podem
levar a uma desestruturação do solo
Amplo campo de aplicação Adequado apenas para bainhas de aço
Permite a destruição de obstáculos
Reinicialização facilitada caso haja uma
parada intermediária
Sobreposição mínima para que não haja
grandes escavações

9
2.5 Perfuração horizontal com rosca sem fim
A perfuração com trado é usada principalmente em solos coesivos com diâmetros inferiores a
1000 mm e tubos de todos os tipos. O trado é acionado por uma furadeira hidráulica. O chassi,
colocado no poço inicial, é pressionado contra o solo e permite o empuxo horizontal dos
cilindros hidráulicos.
No caso de um solo altamente consistente, as mangas podem ser colocadas no local por tração
durante a retirada do trado, uma vez que a perfuração é feita. Se o solo não permitir, os tubos
são empurrados para avançar o trado, tendo o cuidado de manter um disjuntor (distância entre
o tubo e a broca) inferior a 0,50 m para garantir a manutenção da terra.durante seu uso. Caso
haja um solo mais duro, é possível usar um buraco de martelo para facilitar a perfuração. A
precisão desta técnica é em cerca de 2% da configuração linear.
Durante este tipo de perfuração, é importante controlar o volume extraído e compará-lo ao
volume teórico. De fato, quando um volume muito grande é extraido, pode indicar um
deslizamento de terra ou o encontro de uma bolsa de água ou areias soltas, o que poderia causar
assentamentos verticais prejudiciais à ferrovia.
Vantagens Desvantagens
Processo simples Menor precisão que outras técnicas
Adequado para todos os tipos de tubos
(BA, aço, PVC, GRP)
A manutenção da terra nem sempre é
garantida
Amplo campo de aplicação Apenas caminhos retos
Sem vibrações

10
2.6 A cravação de tubos
A cravação de tubos é uma técnica semelhante à perfuração horizontal, que garante a
manutenção da terra e coloca em posição diâmetros até 1500 mm. Requer a realização de poços
de ataque e chegada importante para poder implantar o material necessário. O poço de partida
acomoda o sistema de empuxo que que aplicar uma força de repulsão sobre a massa da terra,
caso seja forte o suficiente ou uma parede de retenção dimensionada para esse propósito. Um
sistema de elevação também deve ser colocado para posicionar as seções do tubo e extrair a
terra.
O trem de tubos é equipado na cabeça com um kit de corte, para penetrar no solo, e um escudo
para estabilizar as paredes da escavação. As seções são abaixadas na escavação e montadas
conforme as linhas progridem. O final que recebe o empuxo é equipado com um capacete axial
para que permaneça em perfeitas condições para facilitar a conexão com o próximo elemento.
A escavação da terra é feita mecanicamente, pelo uso de um trado, ou por decapagem hidráulica,
isto é, uma remoção de aparas por injeção de um fluido de decapagem, ou seja, água ou
bentonita, em direção ao poço de ataque. Uma vez que a operação é concluída, uma argamassa
de cimento é injetada para selar o tubo à terra circundante.
O controle da trajetória é, na maioria das vezes, fornecido por meio de um feixe de laser
atingindo um alvo localizado na frente da maquina. Em caso de desvio, a modificação da
trajetória é feita intervindo nos cilindros de correção situados na parte traseira da cabeça de
afundamento. A precisão desta técnica varia de acordo com a natureza do solo e o diâmetro da
estrutura, mas é possível obter uma precisão, em planta e em elevação, de aproximadamente
0,1 a 0,5% do comprimento de afundamento em solo seco e de 0,3 a 0,8. % em terreno húmido.
É essencial garantir que a altura da cobertura seja maior que 2 vezes o diâmetro de afundamento
para evitar o risco de deslizamento de terra. A blindagem e o kit de corte podem ser equipados
,caso necessario, com um diafragma para estabilizar a face do tamanho. Caso haja uma
interrupção do site, este deve estar protegido.

11
Vantagens Desvantagens
Mantém a terra Risco de flambagem de pequenos
diâmetros
Permite a introdução de grandes diâmetros Requer extensa escavação para poços de
ataque e chegada
Excelente precisão Problemas de entupimento em solo argiloso
e na presença de água
Sem vibrações Apenas caminhos retos
Figura 4 : cravação de tubos [23]

12
Para resumir :
Técnicas Debulha de
Tubo
Perfuração
direcional
Foguete
Pneumático
Perfuração
de poços
Perfuração
com rosca
Microtunne
ling
Diâmetro
(mm) 500 - 2000 100 - 1000 100 - 300 100 - 600 100 - 1500 300 - 2000
Lençol
freático Não Sim Não Sim Não Sim
Tipo de
solo Todos Coerente
Sem
obstáculo Todos Todos Todos
Mantem a
terra Sim Sim Sim Sim Sim Sim
Precisão + ++ ++ ++ + ++
Ruídos -- - ++ ++ + -
Custo + ++ ++ + - --
No caso de trabalhos de perfuracao em diâmetros pequenos, o uso de técnicas como foguetes
pneumáticos ou perfuração direcional é favorecido pela velocidade de execução e baixo custo.
Para diâmetros maiores, o jacking será preferido porque é mais versátil, embora seja mais caro.
A debulha do tubo pode ser usada fora das áreas urbanas e quando a desestruturação do solo
não é um problema para as áreas vizinhas, a perfuração horizontal será escolhida para solos
muito bons. Finalmente, na presença de águas subterrâneas, a técnica de micro-tunelamento
será utilizada em modo fechado, a fim de evitar o bombeamento de água que poderia gerar
assentamentos danosos.

13
2.7 Estudo geotécnico
A instalação de tubulações por perfuração direcional ou microtunel exige conhecimento prévio
dos tipos de solos encontrados durante a perfuração. Isso é necessário para determinar o tipo de
equipamento a ser usado, mas também para prever e evitar incidentes. De facto, as diferentes
máquinas não reagem da mesma maneira em solos arenosos ou argilosos ou em face de
obstáculos rochosos ou terrenos heterogéneos.
Em relação aos microtunneliers, por exemplo, deve-se notar que as máquinas são monotachous.
Em caso de disparidade geológica, devem ser previstos poços de trabalho intermediários para
acidentes geológicos adaptando as ferramentas da roda de corte. Também é necessário saber
exatamente a localização das diferentes redes, o que fornece um caminho de perfuração
adaptado para sua não deterioração.
Ao investigar uma instalação sem trincas de redes, os documentos anteriores devem ser
consultados para localizar redes ou obstáculos subterrâneos atuais ou desatualizados e avaliar
o nível máximo que o aqüífero pode atingir. durante a execução das obras. De fato, o nível do
aqüífero pode variar significativamente durante eventos como mau tempo, inundações ou
quase-captação, e por isso não seria aconselhavel confiar apenas nas medidas piezométricas
registradas durante as pesquisas. de reconhecimento.
Os documentos a consultar são os seguintes:
• mapas geológicos
• Bancos de dados de pesquisa
• Registros de trabalhos anteriores
• Cartões de Revendedor
• Planos antertiores, arqueologia
Também é necessário estimar as sobretaxas. Estes são de dois tipos:
• Cargas permanentes, transmitidas pelas fundações dos edifícios
• Sobrecargas de tráfego

14
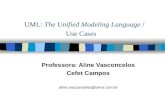
3 Perfuração Horizontal Direcional (HDD)
Perfuração Horizontal Direcional (HDD) é uma técnica sem vala desenvolvida na década de
1980 que tem como origem a perfuração de petróleo (brocas, hastes, guias ...). Comparado com
o microtúnel, ela tem a vantagem de ser colocado a partir da superfície, porque a trajetória curva
da perfuração direcional possibilita a passagem do tubo sob os obstáculos a partir da superfície,
de modo que nenhuma escavação significativa ocorra. Também apresenta as vantagens da
perfuração sem vala, instalação direta do gasoduto onde há nenhuma intervenção humana na
galeria perfurada. A perfuração direcional é freqüentemente usada para reduzir os custos e os
prazos de entrega, para limitar as interrupções no tráfego e também aumentar a segurança do
meio ambiente.
Seus campos de aplicação são diversos : Terminais de gás, aquecimento urbano, abastecimento
de água potável, conduíte de proteção de cabo, etc.
Figura 4 : Campos de aplicação HDD [18]

15
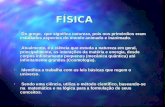
Este método é o mais ecologicamente correto possível, reduzindo os danos ao meio ambiente.
Apenas os danos mínimos são causados perto da unidade de perfuração. Além disso, existem
várias razões para o uso de perfuração direcional nos centros das cidades. Estes, por sua vez
são principalmente relacionados com os custos e tempo de construção, permitindo
procedimentos e movimentos do solo quando comparamos com métodos convencionais de
abertura de valas.
Figura 5 : Máquina de perfuração horizontal [18]
Existem dois tipos de perfuração direcional horizontal:
Seco: Configure para secções inferiores a 200 mm e comprimentos de
aplicação até 240m.
Molhado: Para seções entre 100 e 1200 mm e comprimentos de aplicação
até 1700m.
3.1 Princípio de funcionamento
Para explicar o funcionamento deste método, é necessário descrever as etapas do
projeto:
Estudo preliminar
Seleção da unidade de perfuração
Perfuração piloto
AlargamentoImplementação
do tubo

16
Durante o estudo preliminar, identificamos a área onde a condução será realizada, a natureza
dos solos encontrados e as redes existentes. Após este estudo, a furadeira é selecionada. Essa
escolha depende do diâmetro de perfuração, do diâmetro do tubo a ser instalado e do tipo de
solo encontrado. Esses 3 componentes nos fornecerão a força de tração à qual nossa máquina
deve responder.
Deve-se notar que, embora a aplicação de bentonita possa aliviar a perfuração piloto e a tração
do tubo, foi provado que a técnica de perfuração direcional não pode ser feita em condições
difíceis de solo com componentes de granulação grossa com inclusões de rocha significativas
ou cortes de materiais de construção.
Uma vez que esta força de tração tenha sido obtida, seleciona-se o tipo de máquina dividida em
4 categorias:
Tipo de
maquina
Força de tração
(kN)
Torque
(kN.m) Peso (t) Aplicação
Mini 150 10 10 Urbana
Midi 400 30 25 Todos
Maxi 2500 100 60 Tubos de grande dimensão
Mega >2500 >100 >60 Aplicações não normalizados

17
3.1.1 Perfuração piloto
Figura 4: Perfuração piloto [18]
Após a seleção, a perfuração piloto deve ser realizada, cujo objetivo é realizar uma pré-
perfuração, durante a qual se controla a posição, bem como a sua trajetória. Ele envolve a
penetração no solo de uma série de hastes que, sob a ação combinada do empuxo e rotação da
cabeça de perfuração, seguirão o caminho desejado. Esta ultima, por sua vez está equipada com
bicos para a injeção de água ou lama de perfuração responsável por vários papéis: lubrificar a
ferramenta, consolidar o túnel e promover a evacuação de cortes.
Conforme o progresso da montagem, hastes de comprimento variável de acordo com a broca
são adicionadas e, durante esta etapa, a trajetória é rastreada e controlada. Uma sonda
transmissora colocada dentro da cabeça de perfuração permite informar permanentemente o
operador (localizado na superfície), a sua profundidade, posição, inclinação e orientação.
A transmissão da informação é feita por ondas eletromagnéticas que permitem ao operador
orientar a perfuração. De fato, a parte frontal da cabeça não é simétrica e é possível mudar sua
trajetória exercendo um impulso sem rotação da coluna de perfuração. Assim que a modificação
do rumo desejado for obtida, é suficiente retomar a rotação para que a trajetória da haste se
torne reta novamente.
A perfuração piloto é o passo mais importante, uma vez que esta fase determina a rota final do
gasoduto.
Durante este procedimento, uma cabeça de perfuração a jato (equipada com uma “ferramenta
de orientação”) é conectada à extremidade dos tubos de lavagem.

18
Além disso, a rotação da ferramenta de guia permite que a cabeça de perfuração seja orientada
de diferentes formas e quando posicionada em uma direção específica, a cabeça de perfuração
o seguirá.
Girando as hastes de broca 90° ou 180°, seja para a esquerda, ou para a direita, a cabeça de
perfuração pode ser "ilimitada" evitando certos obstáculos. Sua posição é ilustrada por um
"relógio" visível para o perfurador pelo sistema de medição.
Figura 5 : ferramenta de orientação [18]
Ao deixar as hastes correr continuamente, a cabeça da broca simplesmente continuará reta e
não mudará de direção. Durante a perfuração piloto, é importante que haja bentonita suficiente
para fornecer um poço bem formado para facilitar os passos seguintes.
Figura 6 : Caminho dos fluidos [18]
B= Liquido de perfuração S=Terra R=Liquido de volta (= B+S)

19
3.1.2 Alargamento
Figura 7 : Alargamento [18]
Uma vez concluída a perfuração piloto, a cabeça de perfuração é desmontada. Um alargador
adaptado à natureza do solo e ao tipo de tubo a ser instalado é colocado no final da coluna de
perfuração. Nesse sentido, a perfuração piloto é então aumentada progressivamente com os
diâmetros, dependendo do tipo de solo, até o seu tamanho final.
Existem vários tipos de alargador dependendo do tipo de terreno atravessado:
Alargador com aletas ou coroas adequadas para materiais homogêneos (argila, areia
compacta)
Alargador em espiral de compactação adequado para solos heterogêneos
Alargador de flauta, que é um dos mais versáteis. Na verdade sua forma helicoidal
permite responder a qualquer tipo de solo
Alargador de rodas adequada para terrenos rochosos
Alargador a pistão, que é utilizado na fase final ao desenhar o tubo, facilita a instalação
do último alisando as paredes do túnel.
No último estágio da perfuração, o tubo é preso ao alargador e puxado por ele para dentro do
poço, por meio de um " swivel ", cujo objetivo é impedir que o tubo gire.

20
Na perfuração, é importante respeitar o seu tempo, calculado com base nas quantidades de solo
a serem transportadas e na capacidade da bomba de injetar bentonita. Se a pessoa agir muito
rapidamente durante a perfuração, acumulações de areia podem ocorrer, pois a velocidade da
mistura de enxágue é menor do que a necessária para transportar a areia.
O fluido de perfuração possui 5 funções diferentes:
Transporte de terra destacada
Manter "em solução" o porão destacado
Manter a estabilidade do furo colocando um filme
Lubrificação
Refrigeração

21
3.1.3 Instalação da tubulação
Figura 8 : Instalação da tubulação [18]
A instalação dos tubos começa pela montagem na superfície. Este procedimento depende da
característica da tubulação : os tubos de aço são soldados enquanto os tubos de ferro fundido
são montados usando um sistema de travamento. Em seguida, o tubo é então posicionado em
uma rampa de tração, equipada com rolos ou flutuando dentro de uma vala cheia de água. Estes
diferentes dispositivos destinam-se a reduzir o atrito durante a instalação. A tubulação, que
pode ser o tubo final ou uma bainha para receber um ou mais tubos, é fixada atrás do alargador
do pistão e é então puxada para o ponto de entrada. Por meio de ferramentas e implementos
adequados, é possível puxar vários tubos simultaneamente, evitando assim a instalação de uma
bainha.
Como indicado anteriormente, durante o último estágio da perfuração, o tubo é preso ao
alargador por uma articulação e, assim, puxado para dentro do furo.

22
3.2 Parâmetros de perfuração
Quando uma perfuração direcional horizontal é considerada, existem 3 critérios importantes
para calcular e respeitar:
O raio de curvatura
A capa
O furo
3.2.1 O raio de curvatura
Para determinar a posição do eixo de perfuração, o raio de curvatura mínimo permitido deve
ser conhecido. Nós devemos distinguir:
O raio de curvatura mínimo permitido para hastes de perfuração. Este é dado pelo
fabricante de varas.
O raio mínimo permitido para os tubos serem colocados no lugar.
O raio de curvatura mínimo permitido é então dado pelo maior dos dois.
O relatório final do grupo de trabalho da Ruhrgas AG de 1996 recomenda o uso das seguintes
relações empíricas para tubos com diâmetros superiores a 400mm (baseado em observações de
experimentos de campo).
Por exemplo, um tubo com um diâmetro de 0,4 m tem um raio de curvatura mínimo :
𝑅𝑚𝑖𝑛 = 1120 𝑚
Diâmetro nominal Formula
400mm<DN<700mm
𝑅𝑚𝑖𝑛 = 1400√𝐷𝑎3
700mm<DN<1200 mm 𝑅𝑚𝑖𝑛 = 1250√𝐷𝑎3
Com Da o diâmetro exterior dos tubos (em m)

23
3.2.2 A capa
Figura 9 : Capa [12]
A capa é a distância entre o topo do furo e a superfície do terreno ou nível do leito do curso
d'água. Deve estar entre 10 e 15 vezes o diâmetro do tubo. No entanto, não deve ser inferior a
5 m porque esses tetos fracos podem causar ressurgências de lama potencialmente perigosas.
3.2.3 O alargamento
O diâmetro do furo depende de vários parâmetros:
Diâmetro do gasoduto
Comprimento de perfuração
A natureza do campo
Para comprimentos de furação superiores a 300 m, o diâmetro do furo deve ser - de acordo com
as recomendações da FSTT e por segurança - 1,5 vezes o diâmetro do tubo. Além disso, é raro
fazer apenas um furo, correspondendo ao diâmetro final do furo. Vários diâmetros progressivos
são feitos antes do diâmetro da perfuração definitivo.
A resistência de um alargador é proporcional à área trabalhada. Como o torque da broca é
constante, é necessário escolher as frequências de perfuração para que cada alargador atenda à
mesma resistência. A função da superfície trabalhada por cada alargador é a seguinte:
𝑆 = 𝜋. (𝑅𝑛+12 − 𝑅𝑛
2) 𝐶𝑜𝑚 𝑅𝑛 𝑟𝑎𝑖𝑜 𝑑𝑜 𝑎𝑙𝑎𝑟𝑔𝑎𝑑𝑜𝑟 𝑛𝑢𝑚𝑒𝑟𝑜 𝑢𝑚
A velocidade de perfuração deve ser compatível com a capacidade da bomba de lodo. É
necessário que o volume de lama injetado no túnel seja suficiente para encher o volume
escavado e evacuar as estacas para o exterior. Geralmente, um fator de lodo (número de volumes
de lodo necessário para evacuar um volume de solo) igual a 3 é.

24
𝑉𝑏 = 3𝑉𝑐 𝐶𝑜𝑚 𝑉𝑏 𝑜 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑙𝑜𝑏𝑜 𝑖𝑛𝑗𝑒𝑡𝑎𝑑𝑜 𝑒 𝑉𝑐 𝑜 𝑣𝑜𝑙𝑢𝑚𝑒 𝑒𝑠𝑐𝑎𝑣𝑎𝑑𝑜
Sabemos que 𝑉𝑏 = 𝑄𝑏𝑜𝑚𝑏𝑎. 𝑡 𝑐𝑜𝑚 𝑄𝑏𝑜𝑚𝑏𝑎 𝑠𝑒𝑛𝑑𝑜 𝑣𝑎𝑧ã𝑜 𝑑𝑎 𝑏𝑜𝑚𝑏𝑎 𝑒 𝑡 𝑜 𝑡𝑒𝑚𝑝𝑜
𝑉𝑐 = 𝐷𝑎 . 𝑙 𝑐𝑜𝑚 𝐷𝑎 𝑜 𝑑𝑖â𝑚𝑒𝑡𝑟𝑜 𝑑𝑜 𝑎𝑙𝑎𝑟𝑔𝑎𝑑𝑜𝑟 𝑓𝑖𝑛𝑎𝑙 𝑒 𝑙 𝑜 𝑐𝑜𝑚𝑝𝑟𝑖𝑑𝑜 𝑑𝑎 𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜
Portanto:
𝑉𝑎 = 𝑄𝑏𝑜𝑚𝑏𝑎
3. 𝐷𝑎
O furo não deve ser feito a uma velocidade superior a Va, caso contrário, o túnel colapsa.
3.2.4 Determinação do tempo de perfuração
De acordo com o Stein, o tempo de perfuração pode ser determinado usando a seguinte fórmula:
𝑡 = 𝑡𝐸 +𝑑𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜. 𝑙𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜. 𝑓𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎. 𝑓𝑠𝑜𝑙𝑜
𝑡𝑑𝑖𝑎+ 𝑡𝑟
Onde :
𝑡 tempo de perfuração (em dias)
𝑡𝐸 tempo para a instalação do site (em dias)
𝑑𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜 diâmetro do furo de perfuração (em m)
𝑙𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜 comprimento de perfuração (em m)
𝑓𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 fator de potência
𝑓𝑠𝑜𝑙𝑜 fator relacionado ao tipo de solo
𝑡𝑑𝑖𝑎 tempo de trabalho diário (em horas)
𝑡𝑟: tempo para armazenar a instalação do site (em dias)
𝑡𝑒 , 𝑡𝑟 𝑒𝑡 𝑓𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 dependem do tipo de máquina.
Para uma máquina de perfuração máxima há 𝑡𝑒 = 3 , 𝑡𝑟 = 2 𝑒𝑡 𝑓𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 = 0,5.

25
No pior dos casos, para solo não homogêneo com pedras dispersas, fsol = 1,5. Para solo arenoso,
com cascalho, ligeiramente consistente, fsolo = 0,7.
3.3 Escolha da máquina de perfuração
Após a determinação dos parâmetros da perfuração, é necessário selecionar uma máquina de
perfuração. Para isso, é necessário calcular a força de tração necessária durante a instalação do
tubo, o que nos permitirá escolher qual máquina (mini, maxi, giga) usar.
Existem vários métodos para calcular as forças de tração máximas que provavelmente serão
exercidas na cabeça de perfuração durante a fase de desenho. Os mais utilizados são os
seguintes:
O método de acordo com a norma holandesa NEN 3651
O método americano AGA (American Gas Association)
Softwares foram desenvolvidos pela Geodelft na Holanda e pela J.D Hair nos EUA para
calcular essas forças de acordo com os métodos acima. Empiricamente, pode-se dizer que esse
valor máximo é alcançado pouco antes do final da fase de desenho, quando quase todo o tubo
está dentro do buraco. Existem outros métodos e também softwares específicos para as
empresas de perfuração direcional.

26
3.3.1 Método do Huey, Hair e McLeod
Huey, Hair e McLeod, em sua publicação “Installation Loading and Stress Analysis Involved
with Pipelines Installed by Horizontal Directional Drilling ", estabelecem o seguinte método
para a determinação de forças de tração durante a fase de desenho. Em uma seção reta, a força
de tração é expressa da seguinte forma:
𝑇2 = 𝑇1 + 𝑅 + 𝑅𝑠 ± 𝑊𝑠. 𝐿. 𝑠𝑒𝑛𝜃
Com
T2 = Força de tração exigida [kN]
T1 = Força de tração no outro lado do tubo [kN]
R = Força de atrito entre o tubo e o solo [kN]
RS = Força de atrito entre o tubo e o fluido de perfuração [kN]
WS = Peso do tubo por metro linear [kN/m]
𝑅 = 𝑊𝑠. 𝐿. 𝑐𝑜𝑠𝜃. 𝜇𝑠𝑜𝑙𝑜 𝑒𝑡 𝑅𝑠 = 𝐷𝑒 . 𝐿. 𝑐𝑜𝑠𝜃. 𝜇𝑓𝑙𝑢𝑖𝑑𝑜 𝑑𝑒 𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜
• 𝜇𝑠𝑜𝑙𝑜 coeficiente de atrito entre tubo e solo
• 𝜇𝑓𝑙𝑢𝑖𝑑𝑜 𝑑𝑒 𝑝𝑒𝑟𝑓𝑢𝑟𝑎çã𝑜 coeficiente de atrito entre o tubo e o fluido de perfuração
Figura 10 : Força de tração [18]

27
Em uma seção curva, as extremidades e o meio do tubo estão em contato com o solo. Daí uma
nova expressão da força de tração :
𝑇2 = 𝑇1 + 2𝑅 + 𝑅𝑠 ± 𝑊𝑠. 𝐿𝑎𝑟𝑐 . 𝑠𝑒𝑛𝜃
𝐿𝑎𝑟𝑐 = 𝑅. 𝛼
Figura 11 : Força de tração em seção curva [18]
Conhecendo a equação da curva segundo a qual a perfuração direcional é feita, é possível
determinar para cada abscissa o coeficiente direcional da tangente à curva graças à derivada.
Podemos então deduzir, para cada abscissa, o ângulo formado entre esta tangente e a horizontal,
isto é, o ângulo θ.
Também conhecendo o centro da curva e seu raio, podemos facilmente calcular o ângulo α. A
força total de tração, portanto, tem a seguinte expressão:
𝑻𝒕𝒐𝒕𝒂𝒍 = ∑ ∆𝑻
𝒕

28
A força de tração necessária para puxar o conjunto de tubos durante a fase de instalação é
assumida como sendo aplicada uniformemente à seção do tubo.
(Assim, a tensão de tração é obtida tomando-se o quociente da força de tração pela área da seção
do tubo. A tensão de tração máxima permitida deve ser limitada a 90% da força de escoamento
para um tubo aço.)
3.3.2 Método de Kogler
Kögler e Lübber propõem a seguinte fórmula para determinar as forças durante a fase de tração
do tubo:
F = (D+L-K).X
Com: F força de tração (em kN), L comprimento do furo (em m), diâmetro externo do tubo D
(em mm), fator de correção K = 500, fator do tipo X do solo (X = 1) para solos "normais" (solos
arenosos por exemplo) e X = 1,5 para solos "difíceis" (solos de granulação grossa, areia grossa
com seixos e rochas isoladas, cascalho)
Esta fórmula é válida para comprimentos de perfuração entre 200 e 2000 m e diâmetros de 100
a 1500 mm.
3.3.3 Método de Herrenknecht
A empresa Herrenknecht geralmente usa a seguinte fórmula para avaliar as forças de tração
necessárias de um tubo:
F = (D+L).1,2
Após o cálculo da força de tração, é possível determinar qual máquina usar.

29
4 Projeto de uma maquina de perfuração
horizontal
No nosso caso, a máquina tem as seguintes características:
Tipo de maquina Torque (N.m) Tração máxima (kN)
Mini 10 150 kN
No começo do projeto deve ser feito um diagrama das funções que devem realizá-lo :
Movimento de rotação
Movimento de translação Banco de ensaio
Bomba
A fim de determinar os elementos que constituirão a bancada de testes, sera aplicado um
abordagem linear. A partir do movimento de translação (que servirá para empurrar e puxar os
tubos) até os elementos de guia do tubo. Na primeira etapa, sera visto a solução para alcançar a
translação e a orientação associada a ela. Em seguida, juntamente, o dimensionamento e escolha
do motor para aplicar uma rotação e um torque nos tubos, e a escolha da bomba e sua colocação
no mecanismo. E para finalizar a escolha dos mancais e articulações que irão compor este banco
de testes.

30
4.1 Escolha de motor / redutor
Como parte deste projeto, existe a necessidade de um motor que forneça alta potência com
baixa velocidade de rotação. Para cumprir esta especificação, o motor usado será um motor
hidráulico. O princípio de funcionamento é o seguinte, um motor aciona uma bomba de
deslocamento variável. Esta bomba, então, aciona o motor hidráulico. A vantagem deste sistema
é a realização de grandes reduções com menos espaço do que se uma redução por transmissões
mecânicas fosse usada. A bomba e o motor hidráulico são conectados por mangueiras flexíveis,
o que também facilita a montagem.
Figura 12 : Sistema de redução [25]
O dimensionamento deste sistema não será realizado neste relatório, a fim de poder focar mais
no cálculo e no desenho da parte "mecânica" do projeto. No entanto, este cálculo deve ser
realizado e pode ser proposto para um outro projeto final.

31
No comércio tem este motor hidráulico com as seguintes características:
Tipo de Motor
Referência Velocidade
máxima [t/min] Potência
[kW] Torque [Nm]
Vazão [l/min]
Pressão máxima [bar]
Diâmetro do eixo [mm]
OMV 800 151B3104 250 42,5 1880 200 160 50
Figura 13 : Motor hidráulico
Ele foi escolhido mesmo se no nosso caso a potência desejada seja de 75kW para poder ter uma
ordem do tamanho de tal motor. O motor que irá conduzir as bombas hidráulicas é um motor
diesel. O TCD 2,9 L4 HP.
Figura 14 : Motor Diesel TCD 2.9 [27]

32
4.2 Movimento de translação
A bancada de testes deve executar um movimento de translação, a fim de alcançar o empuxo,
e também deslocar os tubos. No nosso caso, esse esforço é conhecido como a força máxima de
tração. Então pesquisou-se diferentes tecnologias para atingir o resultado almejado:
Tecnologias Vantagens Desvantagens
Parafuso sem
fim
Este tipo de
mecanismo permite
fortes reduções de
velocidade
Requer construção
especial (parafuso-
dentes) da roda
Pinhão /
cremalheira
Esse tipo de
mecanismo possibilita
transformar o
movimento sem
deslizar entre os
órgãos.
Requer um ajuste
preciso entre a roda
e o suporte por
causa dos dentes.
Cilindro
hidráulico
Forças e torques
elevados Tecnologia cara
Cilindro
pneumático
Fácil de transmitir
energia por longas
distâncias
Suporta baixas
cargas radiais

33
A força máxima de tração é de 150 kN, o que é muito importante para a escolha do equipamento.
Isso elimina o cilindro pneumático. Além disso, a velocidade que temos que alcançar é entre 0
e 1m / s, o que também elimina o sistema de parafuso sem fim. Temos, portanto, como soluções
um cilindro hidráulico ou um sistema de cremalheira e pinhão. O sistema de cremalheira /
pinhão pode ser adequado no caso de corrida longa A análise de ambas as tecnologias será
realizada a seguir a fim de determinar a mais adequada ao meu projeto.
4.2.1 Cilindro hidráulico
Para dimensionar a escolha do cilindro correto para o projeto, o documento da Roemheld
(Wissenswertes_Hydraulikzylinder_en) foi utilizado como fonte de estudos. A esquematização
de um cilindro hidráulico de dupla ação segue abaixo:
Figura 15 : cilindro hidráulico de dupla ação [22]
Precisa-se de um cilindro de dupla ação para obter tanto o movimento de puxar quanto o de
tração.
A força de tração que o cilindro deve exercer é de 150kN. As equações para calcular as forças
de pressão e tração são as seguintes:
𝐹𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 [𝑘𝑁] =𝑝𝐾 [𝑏𝑎𝑟𝑠] ×𝜋×𝑑𝐾
2 [𝑐𝑚2]
400 e 𝐹𝑡𝑟𝑎çã𝑜[𝑘𝑁] =
𝑝𝑠𝑡 [𝑏𝑎𝑟𝑠]×𝜋×(𝑑𝐾2 −𝑑𝑠𝑡
2 )[𝑐𝑚2]
400
Geralmente, para uma hipótese inicial considera-se a relação Fcompressão = 1,6* Ftração

34
No nosso caso, a tração é igual a 150kN, então deve ter uma força de compressão de 240kN
(sem levar em conta os fatores de segurança). Para um cálculo mais preciso, as perdas de força
e / ou pressão devem ser consideradas, em particular as vedações do pistão e a haste do pistão
(a força de atrito das vedações deve ser superada em todos os momentos, quando a partida é na
ordem de 3 a 6 barras diminui-se ela durante a corrida). Perdas de pressão no sistema hidráulico
(os resistores hidráulicos nas linhas de alimentação e nas válvulas reduzem a pressão no cilindro
durante o movimento), assim como a pressão dinâmica na última barra (se o óleo não puder
fluir muito rapidamente o que pode ser o caso durante a corrida de volta).
Após a determinação da força de empuxo requerida, deve ser determinado a superfície do pistão
e a pressão do óleo em nosso sistema. Para isso, tem um ábaco mostrando a correlação entre
estes dois valores:
Usando o ábaco é
possível determinar que
uma pressão de óleo de
200 bar e um diâmetro
de pistão de 100 mm
seria ideal para o
projeto.
Um problema
encontrado após a
determinação desses
valores é a dificuldade
de encontrar cilindros
de bloco hidráulico
desse dimensionamento
no comércio,
juntamente com um
curso mínimo de 1,5
metros.
Figura 16 : Abacó força-pressão [22]

35
4.2.2 Pinhão e cremalheira
As unidades de cremalheiras são diferenciadas principalmente pelo seu excelente desempenho.
Eles são preferiveis para aplicações envolvendo grandes forças axiais. A rigidez permanece a
mesma em todo o comprimento deste elemento de treinamento. Os racks são também
interessantes economicamente, especialmente em corridas longas. O princípio de operação do
acionamento do rack é o seguinte: um calço é acionado pelo movimento rotacional de um
pinhão em um rack fixo. Existem basicamente dois tipos de cremalheiras: as de dentes retos e
de dentes helicoidais.
A primeira questão, para dimensionar esse elemento, é a escolha dos dentes : helicoidais ou
retos. A vantagem dos dentes helicoidais é aumentar o arco de condução, o que permite um
movimento progressivo e sem ruído.
Um dente é definido completamente a partir do módulo m cujo valor aproximado resulta de um
cálculo de resistência dos materiais. A resistência dos dentes é examinada através de dois
critérios:
Resistência à flexao dos dentes
Resistência à pressão de contato
As restrições de referência são calculadas em situações idealizadas e atribuídas uma série de
coeficientes para levar em consideração a situação mais próxima da realidade possível.
Para uma primeira estimativa, a fórmula de Lewis torna possível estimar o módulo necessário.
𝑚 = 2,34√𝐹𝑡
𝑘 ∗ 𝑅𝑝𝑒
No caso do nosso estudo, tem:
Ft o esforço tangencial é de 150 kN
K um coeficiente, dependendo da largura do dente igual a 10
Rpe o limite elástico do material (no nosso caso o C45) igual a 400 Mpa
Se obtém:

36
𝑚 = 18,56
Deve ser escolhido o próximo módulo normalizado mais alto da série Renard, que no caso do
projeto resultará :
𝑚 = 20
Ou seja, os dados de material e os módulos disponíveis foram escolhidos de acordo com o
catálogo de produtos da Schneeberger .
4.2.2.1 Tensões de flexão
A resistência do dente é calculada considerando-se que o dente é assimilado a um feixe
rebaixado, dobrado pelo componente tangencial Ft da força de contato que será assumido como
estando em seu topo para ser colocado no caso mais desfavorável. A aproximação negligência
deliberadamente o efeito do gerador de compressão do componente radial Fr, pois aumenta a
resistência do dente à fadiga.
Para verificar o denteamento, usaremos a abordagem proposta pela AGMA.
𝜎𝐴𝐺𝑀𝐴 =𝑊𝑡
𝐾𝑣. 𝐹. 𝐽. 𝑚
Onde :
𝜎, 𝑡𝑒𝑛𝑠ã𝑜 𝑎𝑡𝑢𝑎𝑛𝑑𝑜 𝑛𝑎 𝑟𝑎𝑖𝑧 𝑑𝑜 𝑑𝑒𝑛𝑡𝑒 (𝑀𝑃𝑎)
𝑊𝑡, 𝑒𝑠𝑓𝑜𝑟ç𝑜 𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙 (𝑁)
𝐾𝑣, 𝑓𝑎𝑡𝑜𝑟 𝑑𝑖𝑛â𝑚𝑖𝑐𝑜
J, le facteur géométrique de l’AGMA
F, largura do dente (mm)
m, modulo da engrenagem (mm)
O cálculo do Kv é feito baseado na qualidade da cremalheira (sua IT mais precisamente). No
catálogo, para uma cremalheira com o materiais C45, módulo de 20mm e um comprimento de
2000mm, encontra-se uma IT de 7.

37
As seguintes fórmulas são aplicadas:
𝐾𝑣 = (𝐴 + √200. 𝑣
𝐴)
𝐵
Com 𝐴 = 50 + 56. (1 − 𝐵) 𝐵 =(12−𝑄𝑣)
23⁄
4 𝑒 𝑣, 𝑎 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙 (
𝑚
𝑠)
Temos Kv = 1,15
Para determinar o fator geométrico (J), usou-se a seguinte tabela, obtendo como resultado J =
0,466
Figura 17 : Agma [14]
Após a escolha do módulo, é necessário determinar a espessura do dente. As recomendações
são de que a espessura deve estar entre 10 e 30 vezes o módulo. Portanto, foi escolhida uma
espessura de 200 mm.
Wt (KN) Kv F (mm) J m (mm)
150 1.15 200 0,466 20
Logo :

38
𝜎𝐴𝐺𝑀𝐴 = 93,3 𝑀𝑃𝑎
Após o cálculo do sigma, fatores de segurança devem ser adicionados de acordo com a
geometria, bem como o uso da engrenagem.
𝑆𝑒 = 𝑘𝑎 × 𝑘𝑏 × 𝑘𝑐 × 𝑘𝑑 × 𝑘𝑒 × 𝑘𝑓 × … × 𝑆𝑒′
Ka Fator de Acabamento Superficial 0,9
Kb Fator de Forma 0,796
Kc Fator de Confiabilidade 0,702 para uma confiabilidade de 0,9999
Kd Fator de Temperatura 1
Ke le facteur de 1
Kf Fator de Flexão do Dente 1,33
Se’ depende do material da engrenagen 400
Ko Fator de Sobrecarga 1,25
Km Fator de Distribuição de Carga 1,5
As seguintes fórmulas são então aplicadas:
𝜂𝐺 =𝑆𝑒
𝜎𝐴𝐺𝑀𝐴
𝜂 =𝜂
𝐾𝑜 . 𝐾𝑚

39
Com os fatores de segurança, obtemos:
Se = 267,5 MPa
𝜂g = 2,87
𝜂 = 1,53
A tensão de flexão de acordo com a AGMA é, portanto, respeitada. Vamos verificar este
cálculo usando a restrição de pressão de contato.
4.2.2.2 Pressão de contato
O princípio deste método é simples. A pressão de contato
no flanco do dente é calculada e multiplicada por uma
série de coeficientes que levam em conta a malha real.
Esta pressão é então comparada com um valor limite que
é uma função das propriedades mecânicas superficiais do
material (HB superficial) e do tempo de vida desejado
antes das lesões aparecerem.
Quando dois cilindros elásticos semi-infinitos são
aplicados um contra o outro e pressionados com uma
força Fn, o contato é governado pela teoria de Hertz.
Logo :
𝑝𝑚𝑎𝑥 =2. 𝐹
𝜋. 𝑏. 𝑙
Onde
𝑏 = √2. 𝐹
𝜋. 𝑙.
1 − 𝑣12
𝐸1+
1 − 𝑣22
𝐸2
1𝑑1
+1
𝑑2
Figura 18 : Teoria de Hertz [14]

40
Aplicada para as engrenagens:
𝜎𝐻 =√
𝑊𝑡
𝐹. 𝑑𝑝.
1
𝜋. (1 − 𝑣𝑃
2
𝐸𝑟+
1 − 𝑣𝐺2
𝐸𝐺)
.1
𝑐𝑜𝑠𝜃. 𝑠𝑒𝑛𝜃2 .
𝑖1 + 𝑖
O segundo termo da equação é o coeficiente elástico Cp. O terceiro é o fator de geometria
denominado I. Obtemos então:
𝜎𝐻 = −𝐶𝑃√𝑊𝑡
𝐹. 𝑑𝑝. 𝐼
Inclui-se o fator para efeitos dinâmicos Kv (calculado no cálculo da tensão de flexão):
𝜎𝐻 = −𝐶𝑃√𝑊𝑡
𝐹. 𝑑𝑝. 𝐼. 𝐶𝑣
Temos :
Cp = 191 MPa
Wt = 150 kN
F = 200 mm
dp = 360 mm
I = 12,5
Cv = 1,15
𝜎𝐻 = 72 𝑀𝑝𝑎
O fator de segurança é então determinado SH :
𝑆𝐻 = 𝑆𝐶 .𝐶𝐿 . 𝐶𝐻
𝐶𝑇 . 𝐶𝑅
Com SC a resistência ao desgaste superficial para uma vida útil de 108 ciclos:
𝑆𝐶 = 2,41 𝐻𝐵 + 237
Temos :
HB a dureza Brinell (en Mpa) 180
SC Resistência ao Desgaste Superficial para
vida de até 108 ciclos. 737
𝐶𝐿 Fator de Vida 1,1

41
𝐶𝐻 Fator de Relação de Durezas 1
𝐶𝑇 Fator de Temperatura 1
𝐶𝑅 Fator de Confiabilidade 1
𝐶𝑜 Fator de Sobrecarga (similar ao 𝐾𝑜) 1,25
𝐶𝑚 Fator de Distribuição de Carga (𝐾𝑚) 1,5
Em seguida, obtemos os coeficientes de segurança usando essas equações:
𝜂 =𝑆𝐻
𝜎𝐻. 𝐶𝑜 . 𝐶𝑚= 5,45
Como transmissões mecânicas, temos um conjunto de pinhão / cremalheira com as seguintes
dimensões::
Engrenagem
Modulo 20
𝑧𝑝 = 18 𝑑𝑝 = 360
𝐹 = 200 𝑚𝑚
Cremalheira
4.2.2.3 Lubrificação do rack e seus componentes
Para garantir a operação confiável da cremalheira, é essencial lubrificar a engrenagem
suficientemente com um lubrificante adequado de acordo com as condições de uso. A
lubrificação protege contra o desgaste e a corrosão além de reduzir o atrito. Assim como a
primeira lubrificação durante a montagem, a
lubrificação deve ser assegurada durante toda a
operação. São utilizados cartuchos de lubrificação
elétrica que, por meio de um pinhão de feltro, distribuem
o lubrificante para a roda motriz ou a cremalheira.
Figura 19 : Lubrificação da cremalheira [21]

42
4.3 Movimento de rotação
Após a escolha da técnica usada para realizar o movimento de translação, o movimento de
rotação deve ser realizado. Para isso, várias opções estão disponíveis :
Movimento direto feito após o motor (com redutor)
Usando um conjunto de polia / correia
Usando um conjunto de corrente / polia
Movimento feito por uma engrenagem paralela ao eixo
No mecanismo, tem uma força axial muito importante, que exclui uma rotação "direta" que
causaria uma força axial no eixo do motor muita alta. Além disso, tem que ter um torque de
transmissão relativamente alto (10 kN.m) com baixa velocidade de rotação, o que também
exclui o uso de uma correia.
A vantagem de usar um conjunto de polia / corrente é que, em primeiro lugar, atende às
condições de alto torque e baixa velocidade, e também que permite um ligeiro desalinhamento,
a tolerância em relação ao desalinhamento dos centros é um pouco mais importante do que para
outras transmissões. Sua desvantagem é o seu volume em comparação com uma transmissão de
engrenagem. Para determinar a melhor solução, foi feito um cálculo para as duas tecnologias
disponíveis.
4.3.1 Conjunto Polia / Corrente
O dimensionamento desta transmissão é feito em 7 etapas sucessivas:
Como parte do projeto, sabe-se que:
A potência do nosso motor é de 75 kW
A velocidade é de 150 rpm
A redução será i = 2
Potência do projeto
Correntes possiveis
Escolha da corrente
Numero de elos
Verificação da distancia
entre centros
Diâmetros do pinhão e
coroa

43
O primeiro passo é calcular a potencia do projeto:
𝑃𝑝𝑟𝑜𝑗 = 𝐾𝑠 × 𝑃
Com KS o fator de serviço (no caso, um motor hidráulico com motor principal com choques
1,4).
𝑃𝑝𝑟𝑜𝑗 = (75
0,746) . 1,4 = 140,75 𝐻𝑃
Em seguida, determina-se o número de correntes :
𝑃𝑐𝑜𝑟𝑟 = 𝑘1 × 𝑘2 × 𝑃𝑠𝑖𝑚𝑝𝑙𝑒
No caso do projeto, a escolha do número de dentes teve que ser feita. Depois de várias iterações,
foi decidido 30 dentes. Isto permitiu optimizar tanto o número de cadeias utilizadas como o
tamanho global (no caso de um pequeno número de dentes, o comprimento entre os eixos e o
diâmetro das polias diminui, mas o número de cadeias aumenta, para um grande número de
dentes é o contrário).
O número de dentes do pinhão é 30, portanto K1 =1,73.
{
𝐷𝑜𝑢𝑏𝑙𝑒 𝐾2 = 1,7 𝑠160 ==> 𝑃140 = 1,73 × 1,7 × 56,3 = 165,6 𝐻𝑃𝑇𝑟𝑖𝑝𝑙𝑒 𝐾2 = 2,5 𝑠140 ==> 𝑃140 = 1,73 × 2,5 × 38,8 = 167,8 𝐻𝑃
𝑄𝑢𝑎𝑑𝑟𝑢𝑝𝑙𝑒 𝐾2 = 3,3 𝑠120 ==> 𝑃120 = 1,73 × 3,3 × 25,1 = 143,3 𝐻𝑃
Figura 20 : Tabela corrente [14]

44
Escolhe-se a série mais próxima e que excede a potência do projeto, ou seja, a série 120:
Figura 21 : Tabela correntes [14]
Após a escolha da série, pode-se determinar a distância entre os eixos. As recomendações são
30. 𝑝 < 𝑐 < 50. 𝑝. Portanto c = 1143 mm.
Em seguida, determina-se o número de elos:
𝐿
𝑝=
2. 𝑐
𝑝+
𝑧1 + 𝑧2
2+
(𝑧2 − 𝑧1)2. 𝑝
4. 𝜋2. 𝑐
𝐿
𝑝=
2 × 1143
38,1+
30 + 60
2+
(30)2. 38,1
4. 𝜋2. 1143= 105,76
A escolha é 106 elos. A corrente está sendo calculada, pode ser feito o dimensionamento das
polias :
𝐷𝑝 =𝑝
𝑠𝑒𝑛 (180𝑧𝑝
)=
38,1
𝑠𝑒𝑛 (18030 )
= 365 𝑚𝑚
𝐷𝑐 =𝑝
𝑠𝑒𝑛 (180𝑧𝑐
)=
38,1
𝑠𝑒𝑛 (18060 )
= 788 𝑚𝑚
4 correntes 120 106 elos Diâmetro do
pinhão
365 mm
Diâmetro da
coroa
728 mm
Velocidade na
saída
2,85 m/s
A velocidade é 𝑣 =𝜋.𝑑.𝑛
60=
𝑝.𝑧.𝑛
60= 2,85𝑚/𝑠

45
4.3.2 Transmissão por engrenagens
Para dimensionar as engrenagens são usado os mesmos dados, ou seja uma potência de 75kW,
uma velocidade de rotação de 150rpm e uma taxa de redução de i = 2.
O materiais é o Steel SAE 1050 CD com as seguintes propriedades:
Sut (Mpa) Sy (Mpa) HB ∆l/l (%)
690 580 197 13
A diferença com o cálculo da cremalheira é o fato de que não tem nenhum esforço tangencial
conhecido, então deve-se avaliar primeiro o módulo que corresponde ao nosso sistema para
depois ver seu comportamento à fadiga.
Temos:
𝜃 = 20°,
𝑐 = 0,25
𝑧𝑝 = 18,
𝑧𝑐 = 36
𝐽 = 0,3384

46
O equipamento sera avaliado para 3 módulos diferentes: 8, 10 et 12
m=8 m=10 m=12
𝑑𝑝 = 𝑚. 𝑧 [𝑚𝑚] 144 180 216
𝑣 =𝜋. 𝑑𝑝. 𝑛
60 [𝑚/𝑠] 1,13 1,41 1,70
𝑊𝑡 =𝑃
𝑣 [𝑘𝑁] 66,31 53,05 44,21
𝑘𝑣 =3,56
3,56 + √𝑣 0,77 0,75 0,73
𝜎𝑎𝑑𝑚 =𝑆𝑦
𝐶𝑆 = 4 [𝑀𝑝𝑎] 145 145 145
𝐽 0,34 0,34 0,34
𝐹 =𝑊𝑡
𝑘𝑣. 𝐽. 𝜎𝑎𝑑𝑚. 𝑚 [𝑚𝑚] 219,40 144,23 102,55
𝑝 =𝜋. 𝑑
𝑧 [𝑚𝑚] 25,13 31,42 37,70
3𝑝 75,40 94,25 113,10
5𝑝 125,66 157,08 188,50
A escolha é m = 10 porque ele respeita a recomendação 3𝑝 ≤ 𝐹 ≤ 5𝑝

47
Após, deve ser feito a verificação desta engrenagem para a flexão e a fadiga:
Ka Fator de Acabamento Superficial 0,9
Kb Fator de Forma 0,851
Kc Fator de confiabilidade 0,702 para uma confiabilidade de 0,9999
Kd Fator de Temperatura 1
Ke le facteur de 1
Kf Fator de flexão do dente 1,33
Se’ depende do material 345
Ko Fator de Sobrecarga 1,25
Km Fator de Distribuição de Carga 1,4
𝑆𝑒 246,7
Portanto 𝜂 = 1,7 𝑒𝑡 𝜂𝐺 = 1
A tensão de flexão sendo validada, a engrenagem à fadiga deve ser verificada::
Cp = 191 Mpa
Wt = 53,05 kN
dp = 180 mm
I = 9,34
Cv = Kv = 0,75
𝜎𝐻 = 101 𝑀𝑝𝑎
O fator de segurança é então determinado SH :
𝑆𝐻 = 𝑆𝐶 .𝐶𝐿 . 𝐶𝐻
𝐶𝑇 . 𝐶𝑅

48
Com SC a resistência ao desgaste superficial para uma vida útil de 108 ciclos:
{𝑆𝐶 = 2,22 𝐻𝐵 + 200 (𝑐𝑎𝑠𝑜 1)𝑆𝐶 = 2,41 𝐻𝐵 + 237 (𝑐𝑎𝑠𝑜 2)
Temos :
HB A dureza Brinnell (em Mpa) 197
SC Resistência ao Desgaste Superficial para
vida de até 108 ciclos 637,3
𝐶𝐿 Fator de Vida 1.1
𝐶𝐻Fator de Relação de Durezas 1
𝐶𝑇 Fator de Temperatura 1
𝐶𝑅 Fator de Confiabilidade 1
𝐶𝑜 Fator de Sobrecarga (similar ao 𝐾𝑜) 1,25
𝐶𝑚 Fator de Distribuição de Carga (𝐾𝑚) 1,4
Em seguida, encontra-se o coeficiente de segurança usando essa equação:
𝜂 =𝑆𝐻
𝜎𝐻. 𝐶𝑜 . 𝐶𝑚= 3,8
Portanto :
Engrenagem 1
Modulo 10
𝑧𝑝 = 18 𝑑𝑝 = 180
𝐹 = 150 𝑚𝑚
Engrenagem 2 𝑧𝑝 = 36 𝑑𝑝 = 360

49
4.4 Dimensionamento das conexões eixos/engrenagens
A máquina de perfuração horizontal possui duas conexões para transmissão de torque. Uma
delas (conexões 1) conecta o eixo de saída do motor ao engrenagem, transmitindo o torque do
motor para a cremalheira; a outra (conexões 2) conecta o eixo de saída do outro motor ao
engrenagem responsável pela rotação dos tubos. Para realizar essas conexões, inicialmente sera
estudado a solução por chaveta, se esta solução não for possível devido aos esforços muito
importantes nas conexões, sera estudado a solução por eixo ranhurada. Os desenhos a seguir
demonstram a configuração das conexões no equipamento:
Figura 22 : Conexões

50
O diâmetro do eixo a que a conexão 1 está acoplada é d = 50 mm. De acordo com a norma ABNT
NBR 6375, há um limite para as dimensões do rasgo de chaveta em relação às dimensões do eixo.
Essa relação está representada na tabela a seguir:
Figura 23 : Parâmetros Chavetas [20]
Figura 24 : Parâmetros para Chavetas – ABNT [11]

51
As dimensões iniciais do projeto são, para a chaveta:
𝑏 = 14 𝑚𝑚
ℎ = 9 𝑚𝑚
𝑡1 = 5,5 𝑚𝑚
𝑡2 = 3,8 𝑚𝑚
É necessário, então, calcular os coeficientes de segurança para os esforços a que as chavetas estão
submetidas. As equações para tensão de cisalhamento e tensão de compressão são, respectivamente:
𝜏 =2𝑇
𝑑. 𝑏. 𝐿
𝜎 =4𝑇
𝑑. ℎ. 𝐿
Onde T é o torque do motor, d é o diâmetro do eixo, h é a altura da chaveta e L é o comprimento da
chaveta. Sabe-se também que para chavetas fixadas ao parafuso a recomendação de
comprimento é:
𝑑 ≤ 𝐿 ≤ 2,5𝑑
Considerando 𝐿 = 125 𝑚𝑚 e 𝑇 = 15 𝑘𝑁. 𝑚
A tensão de cisalhamento é:
𝜏 =2 × 15 000 000
50 × 14 × 125= 342,8 𝑀𝑃𝑎
A tensão de compressão é:
𝜎 =4 × 15 000 000
50 × 9 × 125= 1066,7 𝑀𝑃𝑎

52
Para o aço AISI 1020 CD, temos : 𝑆𝑢𝑡 = 470 𝑀𝑃𝑎 𝑒 𝑆𝑦 = 390 𝑀𝑃𝑎. Utilizando critério da
máxima tensão cisalhante, os critérios de segurança são:
𝐶𝑆𝑐 =𝑆𝑆𝑦
𝜏
𝐶𝑆𝑛 =𝑆𝑦
𝜎
𝑆𝑆𝑦 = 0,5 × 𝑆𝑦
Aplicando ao nosso projeto:
𝐶𝑆𝑐 =0,5 × 390
342,8= 0,57
𝐶𝑆𝑛 =390
1066,7= 0,37
Esses valores demonstram que a chaveta não atende as condições do projeto. Mesmo posicionar
duas chaves opostas no eixo não seria suficiente. Tem que ser calculado como seria essa
connexéao com um eixo ranhurado. As ranhuras terão as mesmas dimensões do que a chaveta,
e o método de cálculo é similar ao método da chaveta, mas apenas a metade dos dentes é levada
em conta para implementar possíveis falhas de contato. Terá ranhuras paralelas série médio de
10 canais.
Portanto a tensão de cisalhamento é:
𝜏 =2 × 15 000 000
50 × 14 × 125 × 5= 68,56 𝑀𝑃𝑎
A tensão de compressão é :
𝜎 =4 × 15 000 000
50 × 9 × 125 × 5= 213,34 𝑀𝑃𝑎

53
Os fatores de segurança:
𝐶𝑆𝑐 =0,5 × 390
68,56= 2,8
𝐶𝑆𝑛 =390
213,34= 1,83
As ranhuras analisadas são adequadas para os esforços.
4.5 Verificação do eixo do equipamento
É desejável determinar as dimensões do eixo que transmitirá as forças aos tubos. Para isso,
primeiro usa-se o critério de Von Mises, e uma segunda vez verifica-se a resistência à fadiga
do eixo.
Critério de Von Mises:
𝜎𝑒𝑞 = √(σt + σf)2 + 3τ²
Onde:
Tração máxima: 𝜎𝑡𝑚𝑎𝑥 =
𝑁𝑚𝑎𝑥
𝑆
Flexão máxima: 𝜎𝑓𝑚𝑎𝑥 =
𝑀𝑓𝑚𝑎𝑥
2𝐼× 𝑑
Torsão máxima: 𝜏𝑚𝑎𝑥 = 𝑀𝑡
𝑚𝑎𝑥
4𝐼× 𝑑
Secção do eixo: S = 𝜋
4× (𝑑𝑒
2 − 𝑑𝑖2)
I =𝜋
64(𝑑𝑒
4 − 𝑑𝑖4))
Pode ser deduzido a forma da restrição de Von Mises:
𝜎𝑒𝑞 = √(4𝑁
𝜋(𝑑𝑒2 − 𝑑𝑖
2)+
32. 𝑀𝑓
𝜋. (𝑑𝑒4 − 𝑑𝑖
4))
2
+ 3 (16. 𝑀𝑡
𝜋. (𝑑𝑒4 − 𝑑𝑖
4))
2

54
No caso das engrenagens, o esforço tangencial é 𝐹𝑇 =𝐶
𝑟 e o radial é 𝐹𝑅 = 𝐹𝑇.𝑡𝑎𝑛𝛼, portanto
temos:
𝐹𝑇 = 55 𝑘𝑁 𝑒 𝐹𝑅 = 20 𝑘𝑁
𝑀𝑡𝑚𝑎𝑥 = 10 𝑘𝑁. 𝑚 𝑒 𝑀𝑓
𝑚𝑎𝑥 = 10𝑘𝑁. 𝑚
Considerando, novamente, o material AISI 1020 CD, temos
𝑆𝑢𝑡 = 470 𝑀𝑃𝑎
𝑆𝑦 = 390 𝑀𝑃𝑎.
Há um eixo vazado para deixar passar o fluido usado para perfurar. O diâmetro interno é de 10
mm.
Figura 25 : Eixo
A região que possui o maior momento fletor será tratada como a região crítica, que também
possui um fator de concentração de tensões devido a uma redução de área.
Concentração de tensões devido à tração
Para conhecer o fator de concentração de tensões devido à tração se usa ou formulas ou ábaco:

55
Figura 26 : Concentração de tensões devido à tração [20]
Figura 27 : Ábaco de concentração de tensões devido à tração [20]
Aplicando a 𝑑 = 45 𝑚𝑚, 𝐷 = 50 𝑚𝑚, 𝑡 = 2.5 𝑚𝑚, 𝑟 = 1 𝑚𝑚
Os coeficientes são :
𝐾𝑝 = 3.84
𝐾𝑞 = 1.58

56
𝐾𝑡 = 2.24
Concentração de tensões devido à flexão
De novo, tem formulas e ábaco:
Figura 28 : Concentração de tensões devido à flexão [20]
Figura 29 : Ábaco de concentração de tensões devido à flexão [20]

57
Os fatores são :
𝐾𝑝 = 3,84
𝐾𝑞 = 1,58
𝐾𝑡 = 2,12
Para verificar se o eixo resiste à fadiga, deve ser encontrado:
𝑅𝑒
𝜎𝑒𝑞𝑐𝑜𝑟 >1
𝜎𝑒𝑞𝑐𝑜𝑟 = √(Ktt ∗ σt + Ktf ∗ σf)2 + 3(τ)² = 224,6 𝑀𝑝𝑎
Portanto :
𝑅𝑒
𝜎𝑒𝑞𝑐𝑜𝑟= 1,74
O eixo suporte as cargas.

58
4.6 Guias
A definição de um guia é "o conjunto de dispositivos (slides, rolamentos, etc.) usados em
engenharia mecânica para forçar um membro em movimento a se mover ao longo de um
caminho determinado". No mecanismo, o eixo e o suporte transportados pelo conjunto
cremalheira / pinhão devem ser guiados.
4.6.1 Guia do eixo
No caso do eixo, tem uma carga axial importante e uma carga radial significativa. Por isso, foi
escolhido fazer uma combinação de rolamentos, com um rolamento axial de esferas de ação
dupla para suportar a carga axial, e dois rolamentos de rolos cilíndricos para carga radial. Para
garantir que a parada seja submetida apenas a uma carga puramente axial, o anel externo, em
sua carcaça, deve ser montado com uma folga radial.
Figura 30 : Conjunto do eixo

59
O eixo vai ter 3 rolamentos:
Um rolamento de esferas de dupla ação
Dois rolamentos de rolos cilíndricos
A montagem no mécanismo é o seguinte :
Figura 31 : Montagem dos rolamenetos

60
4.6.1.1 Rolamento de esferas de dupla ação
Os rolamentos axiais de esferas de dupla ação consistem de uma arruela de eixo, duas arruelas
de caixa e duas gaiolas de esferas. As arruelas da caixa e os rolamentos de esferas dos abutments
de dupla ação são idênticos aos dos abutments de ação simples. Os mancais axiais de dupla
ação podem suportar cargas axiais em ambas as direções e podem ser usados para posicionar
um eixo em ambas as direções do movimento axial.
Quando associado a um mancal radial, ele deve suportar as forças radiais. Assim, a parada deve
ser montada com uma leve folga radial no alojamento (para suportar apenas as forças axiais).
Figura 32 : Rolamento de esferas de dupla ação [15]
Despesas são portanto axial para um rolamento de esferas :
𝑃 = 𝐹𝑎 = 150𝑘𝑁
𝑃0 = 𝐹𝑎 = 150𝑘𝑁
Por isso, tomar um encosto com um diâmetro interno de 60 mm e um diâmetro exterior de 135
mm. Isso permite uma carga dinâmica máxima de 163kN e uma carga estática de 390kN. Os
esforços do projeto são respeitados.

61
Figura 33 : Tamanho do rolamento de esferas de dupla ação [15]
Para saber o tempo de vida do rolamento, foi usado a ferramenta SKF, uma calculadora de
rolamentos.
Figura 34 : Rolamento 52315 [15]

62
Portanto, o rolamento tem uma vida corrigida da SKF de 370 horas, o que é relativamente baixo.
No entanto, este valor é em grande parte super-calculado, uma vez que a máquina só funciona
muito pouco ao 150 kN. E quando uma força de 100kN é aplicada, a vida se torna 1800h.
Além disso, se estuda-se o tempo de uma obra de perfuração horizontal, pode ter visto que a
máquina opera no empate máximo um ou dois dias durante um mês (o empate máximo é para
instalar o tubo ). Superestimando e contando 30 horas sem construir o local, a parada pode fazer
12 obras antes de ter que ser substituída.
Esta parada será, por causa de cargas pesadas, bem como uma baixa velocidade de rotação,
lubrificada com graxa. Para o montagem, deve ser respeitado a seguinte geometria:
Figura 35 : Montagem ideal do rolamento 52315 [15]
O anel interno deve ser montado com folga para que o rolamento não esteja sujeito a forças
radiais. O fabricante recomenda para a parada um ajuste:
∅60 𝐻8/𝑘6

63
Foi escolhido a montagem a seguir :
Figura 36 : Montagem do rolamento 52315
A vedação é feita por um retentor. Ele é montado para impedir a poera de entrar no mecanismo,
enquanto, a graxa pode ser renovada.

64
4.6.1.2 Rolamento de rolos cilíndricos
Os rolamentos com rolos cilindricos podem suportar altas cargas radiais. Os rolamentos NU
são equipados com dois ressaltos no anel externo e não possuem ressalto no anel interno, por
isso eles podem suportar o deslocamento axial do eixo em relação ao rolamento
em ambas as direções.
Temos :
𝑃 = 𝑃0 = 𝐹𝑅 = 60𝑘𝑁
Portanto :
Figura 38 : Rolamento de rolos cilíndricos [15]
Figura 37 :
Rolamento NU [15]

65
Com o auxílio da calculadora da SKF, a vida útil é obtida :
Figura 39 : Rolamento NU 312 ECP [15]
Tem uma vide de 25 550 horas.
Sob a ação da carga radial, os anéis de um mancal rotativo tendem a girar seu alcance ou seu
alojamento, o que causa o desgaste prematuro do alcance. É, portanto, necessário prender os
anéis aos elementos do conjunto (árvore, caixa) para que eles se tornem partes integrantes.
Figura 40 : Ajustamento do eixo com o rolamento [15]

66
O ajuste do eixo / rolamento é determinado de acordo com C / P. No nosso caso, ele é alto (2,9).
A ajuste é:
∅60 𝐻7/𝑛6
A montagem é a seguinte:
Figura 41 : Montagem rolamento NU 312 ECP
A vedação é garantido por um anéis LSTO (labirinto radial triplo), ele mesmo parado
axialmente por um C-clip.
Figura 42 : Anéis NILOS [24]

67
O segundo rolamento montado na outra extremidade do eixo é um rolamento de rolos NU 309
ECP:
Figura 42 : Rolamento NU 309 ECP [15]
Com a seguinte montagem:
Figura 43 : Montagem rolamento NU 309 ECP

68
4.6.2 Guia da translação
Para garantir a translação do conjunto foi escolhido uma configuração com 2 guias, bem como
a posição do pinhão e da cremalheira no meio do mecanismo, para reduzir os esforços
relacionados a um possível desalinhamento, portanto, não tem ou pouco apoio.
Figura 44 : Montagem guia da translação [19]
Foi escolhido o TRH65VE:
Figura 45 : dimensão e carga do TRH65VE [19]

69
4.7 Dimensionamento do suporte
A guia de translação e o suporte devem suportar as altas cargas do mecanismo. A carga axial
transmitida pela cremalheira (conexão 1) já foi estudada. Mas a engrenagem que é responsável
da rotação do eixo (conexão 2) vai transmitir momentos para as guias e o suporte.
A forca tangencial desta engrenagem é 53 kN. A distância em Y é 200 mm e em W 500 mm.
Figura 46 : Suporte
Os momentos nas guias são:
𝑀𝑥 = 𝑊𝑡 × 𝑌
2=
52 × 0,2
2= 5 𝑘𝑁. 𝑚
𝑀𝑦 = 𝑊𝑡 × 𝑋
2=
52 × 0,5
2= 13 𝑘𝑁. 𝑚
No catalogo das guias vê-se que os momentos máximos são 13.2 kN.m. Ou seja, resiste aos
esforços do conjunto.

70
O bloqueio do trilho deslizante será feito com dispositivo de bloqueio para trilho de esferas do
tipo FRC.
Figura 47 : Bloqueio do trilho tipo FRC [19]
4.8 Junta rotativa
Para fazer passar o fluido através do eixo, e em seguida, para o tubo, a fim de realizar a
perfuração piloto, optou-se por usar uma junta rotativa. Isso será colocado no final do eixo para
não ser submetido às cargas do sistema.
Juntas rotativas são uma solução válida para problemas de distribuição de fluidos em máquinas
rotativas. Pode se observar uma articulação rotativa com dois dutos:
Figura 48 : Junta rotativa [26]

71
4.9 Angulação da maquina
Afim de alcançar a angulação desejada, vai ser usado um cilindro hidráulico. O ângulo máximo
é 20° [02]. Para saber qual vai ser o curso máximo do pistão foi usado a formula seguinte.
ℎ = 𝑙 ∗ 𝑠𝑒𝑛(𝜃)
Afim de reduzir os esforços tangencial no pistão, o cilíndrico vai ser colocado no fim do
mecanismo, assim tem:
𝑙 = 1000 𝑚𝑚
𝜃 = 20°
Dessa forma, substituindo os valores na equação, chega-se a:
ℎ = 1000 ∗ 𝑠𝑒𝑛(20)
ℎ = 342 𝑚𝑚
Ou seja, o curso do cilindro deve ser pelo mínimo 342 mm. O pistão vai ser submetido ao peso
do conjunto. Esse peso pode ser aproximado a 1000 kg. Deseja-se um pistão com um curso de
342 mm e uma forca de 10 kN.
Figura 49 : Curva Força-Pressão-Diâmetro [22]

72
Um cilíndrico hidráulico com diâmetro de 25 mm e pressão de 200 bars corresponde ao
critério. Por isso foi escolhido o B1.2811 da empresa ROEMHELD [22]
Figura 50 : Cilindro hidráulico B1.2811 [22]
A montagem será realizado com os elementos de fixação da empresa ROEMHELD [22], um
Rod end bearings e um Bearing blocks :
Figura 51 : Rod end bearing e Bearing blocks [22]

13
1516171819
21
22
23
25
20
24
26
27
28
29
30
31
32
33
01
02
03
05 0706 11 1208 09 10
14
Engrangem m 10 Zp 18 F 150 01 Aço C45
Porca M60Parafusos M 20*40Suporte rolamentoRolamento 52 315 C-Clip DIN 472 100*3Retentor DIN 3760 77*100*5Suporte rolamentoEixoMancais Parafuso M20*40RolamentoNU 312 ECP C-Clip DIN 472 130*4Aneis LSTOEntretoise mancaisParafuso M18*40Motor Hiraulico OMV 800Parafuso M16*100Suport conjuntoParafuso M16*100Guia axial TR65TH250026Engrenagem m 20 Zp 18 F200Cremalheira m 20 F200Parada axialSuporte MotorMotor hidraulico OMV 800Engrenagem m 10 Zp 36 F 150C-Clip DIN 472 80*2Retentor 45-80MancaisRolamento 309 ECPC-Clip DIN 472 50*3Aneis LSTO
010601010101010101601010101060108010801010101010101010101010101
Aço ISO 4034Aço ISO 4762Aço NB 3525 AFAço 100 CR6AçoAço NB 3525 AFAço NB 3525 AFAço C45Aço NB 3525 AFAço NB 1020Aço 100 CR6AçoAçoAço NB 3525 AFAço NB 1020
Aço NB 1020Aço NB 3525 AFAço NB 1020AçoAço C45Aço C45AçoAço NB 3525 AF
Aço C45AçoAçoAço NB 3525 AFAço 100 CR6AçoAço
Vista explodida : Maquina de perfuração horizontal
Escala 1:10
Unidade : mmUFRJData : 17/06/2018Maquina de perfuração horizontal
Raphael Christian Etienne Ranc Dalmasso
Peça Material Quant.Denominacões e dimensões01
3332313029282726252423222120191817161514131211100908070605040302

1170
13,8
5°
2285
1175
Maquina de Perfuração horizontal
Escala 1:10 Unidade : mmUFRJData : 17/06/2018Maquina de perfuração horizontal
Raphael Christian Etienne Ranc Dalmasso

75
6 Conclusão
Neste trabalho foram apresentadas as técnicas de obras realizadas com o método não-destrutivo
(MND), a elaboração de um pré-projeto de perfuração horizontal direcional e o
dimensionamento e especificação mecânica dos componentes desta máquina. Estes
componentes foram: engrenagens, correntes, rolamentos, eixos, chavetas, eixos ranhurados,
motor diesel e hidráulica.
Trata-se de um equipamento que possui uma cabeça de perfuração acoplada a um conjunto
mecânico. Através de movimentos rotativos e axiais e com a injeção de bentonita com alta
pressão, faz curva sob o solo a fim de alcançar o ponto de destino.
No início deste estudo, uma grande dificuldade encontrada foi a escolha das características da
máquina. Não havia dados de solos para encontrar os esforços a serem realizados pela máquina.
O método alternativo, portanto, foi escolher as especificações das maquinas trabalhando em um
ambiente urbano e a escolha foi uma mini máquina. Para atender estas especificações, houve a
dificuldade de encontrar rolamentos e engrenagens adequados para as cargas altas com
dimensões reduzidas. Estudos fluidodinâmicos mais aprofundados devem ser realizados para
dimensionar a bomba hidráulica.
Apesar das dificuldades encontradas, o dimensionamento e a especificação das peças foram
feitas levando-se em conta as condições e esforços aos quais os componentes serão submetidos
em operação.
Figura 52 : Vista do mecanismo

76
7 Referências bibliográficas
[01] DCA Technical Guidelines. (2001). Information and Recommandations for the Planning,
Construction and Documentation of HDD.
[02] F.S.T.T., Travaux sans tranchée. (2001). Pose de canalisations par forage dirigé.
[03] Horizontal Drilling International S.A.S. (2006). Méthode opératoire Standard - Forage
Horizontal Dirigé.
[04] Huey, H. M. (2005). Pulling Load and Pipe Stress Analysis.
[05] Lavoisier. (2003). Forages dirigés. F.S.T.T., (French Society for Trenchless Technology).
[06] Lavoisier. (2003). Microtunneliers. F.S.T.T.
[07] R., W. B. (2004). Horizontal Directional Drilling with ductile iron pipe.
[08] S.A.S., H. D. (2006). Recommandation pour la réalisation d’une prospection géologique.
[09] Pipe Jacking Association. (1995). An introduction to pipe jacking and microtunnelling
design.
[10] Pipe Jacking Association. (1995). Guide to best practice for the installation of pipe jacks
and microtunnels.
[11] ABNT. (1995). Norma NBR 10067, Principios gerais de representacão em desenho
técnico.
[12] ABNT. (1995). Norma NBR 12298, Representação de área de corte por meio de hachuras
em desenho tecnico.
[13] ABNT. (1985). Norma NBR, Chavetas paralelas retangulares ou quadradas –
características dimensionais.
[14] Flavio De Marco. (2013). Elementos de Máquinas II – Elementos de transmissão. Rio De
Janeiro.

77
[15] SKF. (2015). Rolamentos de Esferas.
[16] ABRATT . (2007). Manual Técnico de Métodos Não Destruivos. São Paulo.
[17] Clarissa Rodrigues. (2018). Projeto de Centrifuga Horizontal. Rio de Janeiro.
[18] Magalie Soler. (2007). Avant-Projet de 3 passages spéciaux par forages dirigés ou
microtunnelier.
[19] FLI. (s.d.). Catalogue GLF-2R.
[20] PA Adragna, A. M. (2016). Dimensionnement des systèmes mécaniques pour le bureau
d'études. Troyes: UTT.
[21] SCHNEEBERGER linear technology. (2017). Crémaillères.
[22] ROEMHELD hilma stark. (s.d.). Points d’intérêt concernant les vérins hydrauliques.
[23] Guillaume FLEIG. (2017). ETUDE DE FONÇAGE A L’AIDE DE TUNNELIER –
ANALYSE DE RISQUES. Strasbourg.
[24] NILOS do Brasil. (2018). Tabela de dimensões.
[25] Marllus Gustavo. (2015). Máquinas hidráulicas. CTEC.
[26] TECMEA PACQUET. (2017). Catalogue Produits.
[27] DEUTZ. (s.d.). TCD 2.9. Köln.