Proj Forj Quente1

of 35
-
Upload
cristhian-graef -
Category
Documents
-
view
249 -
download
0
Transcript of Proj Forj Quente1
-
7/22/2019 Proj Forj Quente1
1/35
EM 730 - CONFORMAO MECNICAPRIMEIRO SEMESTRE DE 1.998
PLANEJAMENTO DO PROCESSO E PROJETO DE MATRIZES
PARA O FORJAMENTO A QUENTE
PROF. DR. SRGIO TONINI BUTTON
UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA MECNICA
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS
-
7/22/2019 Proj Forj Quente1
2/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
1. INTRODUO
Este roteiro visa apresentar alguns aspectos de processos de fabricao comumente utilizados na
produo industrial, bem como relacionar a documentao existente sobre o assunto.
Os procedimentos apresentados referem-se ao forjamento a quente convencional com formao debacia de rebarbas. Atualmente, esse processo aplica-se a peas para as quais no h a possibilidade de
fabricao por forjamento a frio ou pelo forjamento a quente de preciso, em que os procedimentos de
planejamento de processo e o projeto de ferramentas apresentam critrios distintos.
O roteiro foi elaborado de forma que seu desenvolvimento siga as etapas descritas a seguir, sendo
que cada etapa devidamente explicada e definida segundo parmetros que envolvem o processo de
forjamento a quente, tais como: cargas mximas admissveis, diagramas de equilbrio temperatura x
composio qumica e desvios permissveis.
O quadro a seguir relaciona todos os parmetros envolvidos num processo de forjamento a quente,sendo interessante que a cada passo do projeto, observe-se as inter-relaes apresentadas nesse quadro.
PEA (MATERIAL,DIMENSES
E FORMA) FORJABILIDADE DEFORMAOVELOCIDADE DE
DEFORMAOTEMPERATURA RESFRIAMENTO
TEMPO DECONTACTO
ESCOAMENTO
DOMATERIAL PR-CONFORMAO
FORJAMENTOFINAL
DEFEITOSDO
FORJADO
FORJADO(FORMA,
DIMENSES.ACABAMENTO,PROPRIEDADES
PROCESSOSALTERNATIVOS
GEOMETRIADO
PROCESSO
ATRITOE
DESGASTE
TENSODE
ESCOAMENTO
PRESSOMXIMA NA
MATRIZ
FORAE
ENERGIA
TEMPERATURADA
MATRIZ
MATERIALDA
MATRIZ
CONFIGURAODO BLOCODA MATRIZ
EQUIPAMENTO
Quadro I - Inter-relacionamento dos parmetros de processamento no forjamento a quente.
2
-
7/22/2019 Proj Forj Quente1
3/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
2. DESENHO DA PEA E MATERIAL EMPREGADO
A partir da definio de uma pea mecnica, que tenha como processo de fabricao intermedirio
ou final o forjamento a quente convencional, deve ser apresentado o seu desenho com todas as dimenses
especificadas, pois a partir dele que ser efetuado todo o dimensionamento do forjado, das matrizes e daprensa a ser utilizada.
Outro aspecto importante refere-se ao material dessa pea que dever ser caracterizado quanto
sua composio qumica, propriedades mecnicas para uso e estado de recebimento (recozido,
normalizado) pois influiro na escolha da temperatura e tempo de pr-aquecimento, nas etapas de
forjamento e tratamento trmico necessrias aplicao posterior, bem como no clculo dos esforos
desenvolvidos durante a deformao.
3. SEQUNCIA DAS ETAPAS DE FABRICAO
De acordo com o tipo de forjado a ser obtido, devero ser apresentadas algumas etapas de
fabricao, como: corte dos tarugos, pr-aquecimento, etapas de limpeza, forjamento e tratamento trmico
posterior.
Entre essas etapas encontram-se as etapas de conformao que devem ser definidas e
relacionadas segundo alguns aspectos de projeto:
evitar grandes movimentaes do material a forjar no interior da matriz (altos nveis de deformao) que
envolveriam elevadas cargas de trabalho e a possibilidade de falhas na pea e matrizes;
prever etapas de forjamento em que os nveis de deformao do tarugo no resultem em tenses que levem
falha do material do tarugo por ruptura ou falha do material da matriz atravs de deformaes permanentes,
causadas por tenses superiores sua tenso limite de escoamento. Tais falhas so indesejveis pois conduzem
no primeiro caso a um refugo de peas forjadas e no ltimo perda da gravao da matriz devido s mudanas
dimensionais. Os esforos sero calculados de acordo com os procedimentos apresentados no item 7 deste
roteiro;
buscar um nmero de etapas de conformao de forma que durante o processo, o tarugo no esteja a
temperaturas inferiores ao limite inferior do intervalo recomendado para o material a ser forjado. Nesse caso,
seria necessrio um reaquecimento do tarugo com o desperdcio de energia ou caso no fosse realizado poderia
acarretar falhas na matriz, no forjado e dificuldades para a continuidade do processo. O Apndice B apresenta
o procedimento para determinao da geometria de uma pea pr-forjada.
3
-
7/22/2019 Proj Forj Quente1
4/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
4. ESCOLHA DAS TEMPERATURAS DE TRABALHO
Definido o material em sua composio qumica e com sua estrutura j homogeneizada procede-
se escolha do intervalo de temperaturas para as etapas de forjamento. Tal intervalo escolhido segundoalgumas condies de processo:
elevar e manter durante o processo a ductilidade do material a forjar, reduzindo por este meio as cargas de
trabalho (temperaturas acima da temperatura de recristalizao);
evitar a descarbonetao e oxidao excessivas que conduzem a uma perda de material e de propriedades
mecnicas;
conforme o nmero de etapas de conformao evitar temperaturas abaixo do limite inferior para forjamento;
evitar o crescimento excessivo dos gros cristalinos com a conseqente diminuio da tenso limite deruptura e possibilidade de refugo do forjado.
5. DIMENSIONAMENTO DA PEA FORJADA
A partir das dimenses da pea final, deve-se considerar alguns itens importantes para o
dimensionamento do forjado:
a) escolha do sobremetal intimamente relacionada s incertezas do projetista quanto rigidez
da mquina utilizada, conformidade dos materiais escolhidos para a pea e matrizes, bem como
fabricao dessas matrizes (dimenses e propriedades).
Nas tabelas 1 e 2 so apresentados os valores recomendados para sobremetais (s) na espessura,
para casos de forjamento livre e em matriz fechada respectivamente, segundo ROSSI, pp. 44, 45 e 110.
b) tolerncias dimensionais tais valores devem ser previstos no projeto do forjado
considerando o desgaste acarretado nas matrizes aps vrias utilizaes, a fim de que no sejam
produzidas peas com dimenses fora das especificaes. Essas tolerncias tm por base cada dimenso da
pea final j adicionado o correspondente sobremetal, conforme especificados na tabela 3, segundo
ROSSI, p.119.Outra tolerncia dimensional diz respeito excentricidade permitida entre as duas partes da
matriz (Figura 1) que deve ser limitada a valores que no conduzem existncia de um momento de
tombamento quando do forjamento e que no produza peas que venham a ser refugadas. A tabela 4
apresenta valores para a excentricidade transversal (e1) e a excentricidade longitudinal (e) de acordo com
as dimenses do forjado j obtidas (ROSSI, p. 114).
4
-
7/22/2019 Proj Forj Quente1
5/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
5
c) ngulos de sada tomados a partir das dimenses do forjado, servem para facilitar a extrao
da pea do interior das matrizes. Para evitar o trancamento dos mandris quando da gravao das matrizes,
os ngulos internos so realizados menores que os externos. Segundo ROSSI p. 111. temos os seguintes
valores para os ngulos da sada:
internos () = 5 a 7 externos (1) = 7 a 8
d) arredondamento de cantos salientes e reentrantes devem ser feitos com raios to grandes
quanto possveis a fim de reduzir o desgaste nos cantos salientes e a fissuramento nos cantos reentrantes
que exigiria uma profunda retificao das impresses, isso se a matriz no ficasse inutilizada por ruptura.
ROSSI p. 113. apresenta valores segundo algumas dimenses do forjado (Tabela 5).
Tabela 1 - Sobremetal indicado para o forjamento livre
peas com pequenas dimenses s = 3 mm
peas com dimenses intermedirias s = 5 a 10 mm
peas com grandes dimenses s = 15 a 20 mm
Tabela 2 - Sobremetal indicado para o forjamento em matriz fechada
maior dimenso do corpo (mm) sobremetal (mm)
at 20 0,5 a 1,020 a 80 1,0 a 1,5
80 a 150 1,5 a 2,0
acima de 150 2,0 a 3,0
-
7/22/2019 Proj Forj Quente1
6/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Tabela 3 - Tolerncias dimensionais para peas forjadas a quente
dimenso (mm) forjamento normallimites (mm)
forjamento de precisolimites (mm)
at 30 + 0,5- 0,5
+ 0,3- 0,2
de 30 a 50 + 0,6- 0,6 + 0,4- 0,3de 50 a 80 + 0,9
- 0,7+ 0,5- 0,4
de 80 a 125 + 1,2- 0,8
+ 0,6- 0,5
de 125 a 200 + 1,5- 1,0
+ 0,8- 0,6
de 200 a 250 + 1,8- 1,2
+ 0,9- 0,7
de 250 a 315 + 2,2- 1,3
+ 1,0- 0,8
de 315 a 400 + 2,6- 1,4
-
de 400 a 500 + 3,0- 1,5
-
de 500 a 630 + 3,4- 1,6
-
Tabela 4 - Tolerncia de excentricidade para o forjamento a quente
Excentricidade transversal e1 (mm)
d (mm) forjamento normal l (mm) Forjamento de preciso l (mm)at 400 a 630 a 1000 a 1600 a at 400 a 630 a 1000 a 1600 a
400 630 1000 1600 2500 400 630 1000 1600 2500
at 50 0,4 0,5 0,6 0,8 1 0,3 0,4 0,5 0,6 0,8
de 50 a 80 0,5 0,6 0,8 1 1,2 0,4 0,5 0,6 0,8 1
de 80 a 125 0,6 0,8 1 1,2 1,6 0,5 0,6 0,8 1 1,2
de 125 a 200 0,8 1 1,2 1,6 2 0,6 0,8 1 1,2 1,6
de 200 a 315 1 1,2 1,6 2 2,5 0,8 1 1,2 1,6 2
de 315 a 500 1,2 1,6 2 2,6 3 1 1,2 1,6 2 2,5
de 500 a 800 1,6 2 2,5 3 4 1,2 1,6 2 2,5 3
comprimento Excentricidade longitudinal e
6
-
7/22/2019 Proj Forj Quente1
7/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
l (mm) (mm)forjamento
normalforjamento de
preciso
at 63 0,8 0,4
de 63 a 160 1,1 0,5
de 160 a 400 1,6 0,8
de 400 a 1000 2,2 1,3
de 1000 a 2500 3 2
Figura 1 - Excentricidade transversal e longitudinal para forjados
Tabela 5 - Raios de arredondamento em peas forjadas a quente
h, h1,h2 e d r r1 r2
at 25 5 0,5 1De 25 a 40 8 1 1,5De 40 a 63 12 1,5 2
De 63 a100
20 1,5 2,5
De 100 a160
30 2 3
De 160 a250
50 2,5 3,5
7
-
7/22/2019 Proj Forj Quente1
8/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura 2 - Pea forjada contendo as principais dimenses para projeto.
Figura 3 - Valores mnimos para espessuras de parede, nervuras e fundos.
Considerados todos esses tens no projeto do forjado deve-se verificar se as dimenses
satisfazem valores mnimos de espessura e sees transversais nas direes paralela e perpendicular
direo de conformao a fim de que as matrizes no sejam sobrecarregadas. Segundo GRUNING p. 67,
para uma pea conforme apresentada na figura 3, so as seguintes as dimenses mnimas (Tabela 6)
e) escolha da linha de rebarbas a definio de uma bacia de rebarbas necessria paraestabelecer a descarga de material excedente, promover a unio das duas matrizes e principalmente
garantir que o material ocupe todo o volume das matrizes fornecendo forjados com dimenses adequadas
j que a bacia de rebarbas ser o ltimo local a ser preenchido pelo material forjado. Na maioria dos casos,
escolhe-se a linha de rebarbas como a linha de maior permetro do corpo forjado a fim de facilitar o corte
8
-
7/22/2019 Proj Forj Quente1
9/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
das rebarbas e a construo das matrizes porm, conforme o tipo de pea a ser obtida, a linha escolhida
pode ser outra que no a de maior comprimento (Figura 4).
Algumas formas de bacia de rebarbas so mostradas figura 5, onde o tipo a o mais utilizado
pois oferece a possibilidade de uma superfcie plana de apoio para a rebarbao, o tipo c indicado
quando houver a necessidade de girar-se a pea de 180o para a rebarbao, o tipo b quando o volume de
rebarba for grande e o tipo d quando houver incerteza no clculo do volume de material a forjar.
Na tabela 7 so mostrados valores para cada tipo de bacia, segundo trs dimenses para a
mesma: pequena, mdia e grande, de acordo com ROSSI, p. l3l.
6. DIMENSIONAMENTO DO TARUGO
Atravs da hiptese de que o volume de material no seja alterado durante o processo, calcula-se
o volume da pea forjada final obtida no item 5 adicionando-se 3% de material previsto para perdas por
oxidaes e descarbonetaes no pr-aquecimento, no caso do forjamento de aos.
A especificao das dimenses do tarugo ser feita de forma a facilitar a conformao,
buscando-se nveis de deformao prximos para as diversas direes do corpo (item 3).
7. CLCULO DOS ESFOROS DE CONFORMAO E TRABALHOS
Esta etapa muito importante pois, a partir dela sero definidas as etapas de conformao (item
3) e escolhida a mquina de trabalho quanto ao tipo e potncia necessria.
O clculo dos esforos e trabalhos no forjamento apresenta algumas dificuldades devido speculiaridades do processo como o fato de que a cada instante, o corpo sofre em seus diversos pontos
estados de tenses diferentes, perdas devido ao atrito entre pea e matrizes, altas velocidades e nveis de
deformao que impossibilitam o uso dos mtodos comumente utilizados em outros processos para o
clculo de tenses.
Desta forma, alguns autores desenvolveram mtodos experimentais que fornecem resultados
confiveis atravs da aplicao das condies de processamento em bacos por eles obtidos.
Figura 4 - Duas escolhas possveis para a linha de rebarbas.
Tabela 6 - Valores mnimos para espessuras em forjados a quente
9
-
7/22/2019 Proj Forj Quente1
10/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
h (mm) s2 (mm) r3 (mm)
at 10 3 5
de 10 a 16 4 6
de 16 a 25 5 8
de 25 a 40 8 12
de 40 a 63 12 20
de 63 a 100 20 32
de 100 a 160 32 50
sl (mm)B ou d (mm) l at 3b (3d) l acima de 3b (3d)
at 25 2 3de 25 a 40 3 4de 40 a 63 5 6de 63 a 100 6 8de 100 a 160 8 10de 160 a 250 12 16
Tabela 7 - Dimenses para os perfis de bacias de rebarbas
Tipo L m n o h h1 r m1
Pequeno 2 4 11 15 3,5 5 2,5 2mdio 2,5 5 20 25 5 8 4 3grande 3 6 29 35 6,5 10 5 4
Figura 5 - Tipos de bacias de rebarbas.
10
-
7/22/2019 Proj Forj Quente1
11/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
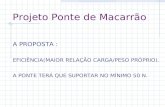
Figura 6 - Diagrama de MAKELT para o clculo de esforo e trabalhos no forjamento a quente.
11
-
7/22/2019 Proj Forj Quente1
12/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
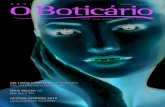
Figura 7 - Tipos de peas a forjar: (i) Forjamento em matriz aberta; (ii) forjamento em matriz fechada com
sada de rebarbas livre (a) e em bacia (b); (iii) recalque em matriz fechada.
Na maioria dos casos, esses bacos provm de ensaios de laboratrio convencionais
(compresso) em que o material solicitado sob diversas temperaturas para uma faixa de velocidades de
deformao e formas de peas mais comuns. Um desses mtodos mostrado na figura 6 obtido por
MAKELT (BILLIGMANN e FELDMANN, p.ll8) para peas de ao forjadas, conforme figura 7.
12
-
7/22/2019 Proj Forj Quente1
13/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
No quadro I , insere-se a temperatura de trabalho e o tipo de material forjado obtendo-se a
resistncia ideal esttica deformao (Kfs), no quadro II insere-se a velocidade de deformao v
relacionada ao tipo de mquina utilizada, fornecendo a resistncia ideal dinmica (Kfd), no quadro III
inclui-se o rendimento do processo associado ao tipo de pea a forjar e suas dimenses (Figura 7), no
quadro IV toma-se a maior rea transversal A resultando na fora de conformao F, caso o corpo assuma
a forma de uma biela, utiliza-se o quadro V e uma nova fora de forjamento, no quadro VI obtm-se o
trabalho de conformao W a partir do percurso desenvolvido pela matriz durante o forjamento.
Para facilidade dos clculos pode-se utilizar as seguintes expresses que relacionam os
parmetros de clculo para cada quadro do diagrama.
Quadro I:
B entre 40 e 50 kgf/mm2 Kfs = 0,112.1014.T-4.18
B igual a 60 kgf/ mm2 Kfs = 0,487.1013.T-4.0
B igual a 80 kgf/mm2 Kfs = 0,146.1014.T-4.09
B entre 100 e 120 kgf/mm2 Kfs = 0,180.1015.T-4.39
Quadro II :
Mquinas de ensaio Kfd = Kfs
Prensa Hidrulica Kfd = 1,47.Kfs0.95
Prensa mecnica lenta Kfd = 2,59.Kfs0.84
Prensa mecnica rpida Kfd = 3,5. Kfs0.76
Quadro III :
Kr = a.(Kfd)b
Rendimento a b Rendimento a b
0,8 1,26 1 0,25 3,84 1,02
0,63 1,71 0,952 0,2 4,15 1,12
0,5 2,14 0,952 0,16 6,15 1,02
0,4 2,78 0,909 0,125 7,34 1,06
0,375 2,94 1,05 0,1 9,84 1,02
Quadro V :
13
-
7/22/2019 Proj Forj Quente1
14/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Ls/Bm = 1 Fm = 0,979.Fs
Ls/Bm = 2,5 Fm = 1,31.Fs0.98
Ls/Bm = 6,3 Fm = 1,46.Fs0.98
Ls/Bm = 16,0 Fm = 1,63.Fs0.98
Como critrio de projeto citado no item 3, deve-se observar se a resistncia real deformao
Kr, obtida do quadro III, no ultrapassa a tenso limite de ruptura do material a forjar ou a tenso limite
de escoamento do material da matriz prevenindo falhas em qualquer uma das partes em contato.
O apndice D, no final deste roteiro, apresenta um exemplo de clculo de esforos e energia que
utiliza o mtodo descrito anteriormente.
8. DIMENSIONAMENTO, ESCOLHA DE MATERIAL E TRATAMENTO TRMICO DAS
MATRIZES DE FORJAMENTO
Verificado o critrio de projeto citado no item 7 procede-se o dimensionamento das matrizes,
bem como a escolha do material onde elas sero usinadas e tratamentos trmicos necessrios para que
possuam as propriedades exigidas para utilizao. Esta etapa deve observar o seguinte procedimento:
escolha de um material que aps tratado, possua elevada dureza, tenacidade e resistncia fadiga, alto
limite de escoamento, elevada resistncia ao choque, resistncia a oscilaes trmicas e resistncia ao
desgaste. Como materiais indicados encontram-se os aos-carbono ligados ao Cr, V, Mo, Ni e W;
normalmente fornecidos para usinagem, temperados e revenidos a uma dada dureza, j que o
tratamento trmico posterior para endurecimento poderia acarretar a perda do bloco devido s grandes
tenses internas desenvolvidas na tempera. O apndice A no final deste roteiro apresenta as
caractersticas de um ao indicado para a fabricao das matrizes;
especificao das dimenses mnimas do bloco da matriz segundo as impresses a realizar garantindo a
sua rigidez, facilidade de fixao e a possibilidade de novas gravaes. Na tabela 8, so mostradas tais
dimenses, de acordo com GRUNING, p. 58:
as dimenses de gravao da matriz devem ser acrescidas tendo em conta a contrao trmica sofrida
pelo forjado aps o resfriamento. Segundo ROSSI p. l29, tem-se os seguintes percentuais de acordo
com o material forjado e a temperatura utilizada:
14
-
7/22/2019 Proj Forj Quente1
15/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
15
ao, entre 1000 e l040 oC : 1,0%
bronze, entre 500 e 540 oC : 0,8%
lato, entre 500 e 540 oC : 0,9%
cobre, entre 500 e 540 oC : 0,8%
ligas leves, entre 400 e 440 oC : 0,9%
Assim, o forjamento de ao a 1000 oC, uma dimenso de l00 mm no forjado corresponde na
matriz a uma gravao igual a 101 mm;
observar se a forma da pea no provoca durante o forjamento, deslocamentos horizontais da matriz
devido ao esforo normal, caso tal fato ocorra busca-se a eliminao desse efeito atravs do forjamento
simultneo de outras peas, como exemplificado figura 8:
garantir o alinhamento entre as matrizes atravs do uso de um sistema entre os mostrados na figura 9:
colunas guia, assentos cnicos ou inclinados, preferindo-se os assentos devido ao desgaste apresentado
pelas colunas com a conseqente perda de tolerncias dimensionais.
9. DIMENSIONAMENTO, ESCOLHA DE MATERIAL E TRATAMENTOS TRMICOS PARA
OS ESTAMPOS DE REBARBAO
O dimensionamento da matriz para corte das rebarbas deve envolver o seguinte procedimento:
clculo do esforo necessrio ao corte;
escolha de um material cujas propriedades aps tratado termicamente adequem-se ao esforo de corte,
com caractersticas de alta dureza, resistncia fadiga e abraso, dentre esses materiais destacam-se
os aos de mdio teor de carbono, aos-carbono ligados ao Mn, Cr, V e W.
especificao de ngulos e ajustes de acordo com os valores especificados na tabela 9 (ROSSI p. l40.)
10. TIPO E CAPACIDADE DAS MQUINAS DE TRABALHO
A partir dos resultados encontrados no item 7, para esforos e velocidades de forjamento,
escolhe-se mquina em termos de tipo (prensa mecnica ou hidrulica), potncia, dimenses principais
(vo livre entre colunas, distancia mnima e mxima entre pisto e mesa, largura e comprimento da mesa)
-
7/22/2019 Proj Forj Quente1
16/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
adequadas ao percurso efetuado relativamente entre as matrizes e s dimenses dos blocos dessas
matrizes.
Figura 8 - Disposio de peas na matriz de forjamento.
Tabela 8 - Dimenses mnimas das matrizes de forjamento
Profundidade deimpresso
Espessura mnima de parede Altura mnima do blocoda matriz
h (mm) a (mm) H (mm)6 12 10 100
10 20 16 100
16 32 25 125
25 40 32 16040 56 40 200
63 80 56 250
100 110 80 315
125 130 100 355
160 160 110 400
Tabela 9 - Ajustes e ngulos entre puno e matriz de rebarbao
16
-
7/22/2019 Proj Forj Quente1
17/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Forma (a) Forma (b) Forma (c)
h (mm) s (mm) d (mm) s(mm) s (mm)
at 5 0,3 At 20 0,3 0,3
de 5 a 10 0,5 de 20 a 30 0,5
de 10 a 20 0,8 de 30 a 45 0,8
de 20 a 25 1 de 45 a 60 1
de 25 a 30 1,2 de 60 a 70 1,2
acima de 30 1,5 Acima de 70 1,5
17
-
7/22/2019 Proj Forj Quente1
18/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura 9 - Sistemas de alinhamento para matrizes de forjamento h = 20 a 25 mm; h1 = 26 a 32
mm; r = 5 a 6 mm
O quadro II mostra como as diversas caractersticas das prensas e do processo de forjamento a
quente interagem.
As prensas utilizadas no forjamento a quente podem ser classificadas em trs tipos:
- mquinas de fora restrita (prensas hidrulicas);
- mquinas de curso restrito (prensas excntricas);
- mquinas de energia restrita (prensas de frico).
As principais caractersticas dessas prensas so as seguintes:
Quadro II - Interao das variveis do processo de forjamento a quente e das prensas utilizadas.
18
-
7/22/2019 Proj Forj Quente1
19/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
MATERIAL
TAXA DEDEFORMAO
TEMPERATURADAS
MATRIZES
VELOCIDADEDE TRABALHO
TEMPERATURADE
FORJAMENTO
ATRITO ELUBRIFICAO
GEOMETRIADO
FORJADO
FORA E ENERGIANECESSRIAS
- DIMENSES DOS BLOCOSDAS MATRIZES
- PERCURSO NECESSRIO
TOLERNCIASDO
FORJADO
VARIAES NO PESOE NA TEMPERATURA
DO FORJADO
TEMPO DECONTACTO
RIGIDEZ
TOLERNCIAS,PARALELISMO E
PLANEZA
CAPACIDADEDE FORA
CAPACIDADEDE ENERGIA
CURSOSPOR MINUTO
- DIMENSES DAS MESAS- VOS LIVRES- CURSOS
VARIVEIS DO PROCESSO VARIVEIS DA PRENSA
energia disponvel: suprida pela mquina para a efetivao do processo de conformao, esta energia
no inclui a parcela de energia necessria para vencer o atrito existente entre as partes mveis das
19
-
7/22/2019 Proj Forj Quente1
20/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
mquinas e aquela relativa s deformaes elsticas das partes do equipamento, tais como colunas,
mesas, etc..;
fora disponvel: suprida pela prensa para efetivar a deformao do corpo metlico a forjar. Essa
fora pode ser constante durante todo o percurso no caso das prensas hidrulicas ou variar de acordocom cada posio do curso da mquina em relao ao seu ponto morto inferior, como no caso das
prensas mecnicas (excntricas e de frico);
nmero de cursos por minuto: tal caracterstica determina a taxa de produo do equipamento;
tempo de contato sob presso: tal caracterstica importante pois define a quantidade de calor que ser
transferida do forjado para as matrizes, que poder causar problemas quanto ao desgaste das
ferramentas e ao aumento da fora necessria para forjamento devido ao resfriamento do forjado;
velocidade de trabalho (sob presso): tal caracterstica determina o tempo de contato entre matrizes e
forjado, bem como a taxa de deformao do processo. Esses dois fatores definem a tenso de
escoamento do material e conseqentemente, a fora e a energia necessrias ao processo.
Outra caracterstica importante para escolha de uma prensa para o forjamento a quente refere-se
s dimenses necessrias na mquina para acomodar as matrizes, facilitar a introduo do material
aquecido e a retirada do forjado e finalmente, o percurso que deve ser suficiente para promover a
deformao total da pea a forjar. A figura 10 mostra tais dimenses.
O apndice C deste roteiro apresenta algumas caractersticas de prensas utilizadas no forjamento
a quente.
20
-
7/22/2019 Proj Forj Quente1
21/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura 10 - Esquema de uma prensa para forjamento a quente.
11. BIBLIOGRAFIA
ROSSI, M., Estampado en caliente de los metales, Ed. Hoepli, Barcelona, l97l.
GRUNING, K.., Tcnica da conformao, Ed. Polgono, So Paulo, l973.
BILLIGMANN, J. e FELDMANN, H.D., Estampado e prensado a mquina, Ed. Revert,
Barcelona, l979.
ALTAN, T. e outros, Metal Forming, Fundamentals and Applications, ASM, 1983.
12. BIBLIOGRAFIA COMPLEMENTAR
21
-
7/22/2019 Proj Forj Quente1
22/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Como referncia bibliogrfica auxiliar para a execuo de cada etapa do projeto, tem-se:
etapas de fabricao: ROSSI, pp. 146 a 166.
temperaturas de trabalho: ROSSI, pp. l0 a 12
BILLIGMANN, pp. 41, 44, 77, 358, 359, 451,453.
CATALOGOS DE AOS VILLARES S/A
METALS HANDB00K, vol. 5 pp. 52, 119, 126.
METALS HANDB00K, vol. 1 pp. 424 e 731.
forjado: sobremetais: Norma Brasileira ABNT, p-PB-39.
tolerncias BILLIGMANN, pp. 404 a 409
METALS HANDB00K, vol. 5, p.47.
ngulos: Norma ABNT, P-PB-39.
GRUNING, p. 64.
raios: GRUNING; pp. 65 e 66.
bacia de rebarbas: NB ABNT PPB-39
GRUNING, p. 63.
esforos e trabalhos: propriedades dos materiais forjados:
BILIGMANN, pp. 8 a 3l, 33, 75, 76, 8l, 84, l03, l58 a l60, 367, 368.
diagramas para clculo: BILLIGMANN, pp. 95 a l09, ll9 a l23
GRUNING, pp. 47 a 5l.
dimensionamento das matrizes:escolha e preparao dos materiais:
BILLIGMANN, pp. 355, 356.
GRUNING, pp. 54 a 56.
CATALOGOS AOS VILLARES S/A.
METALS HANDB00K, vol. 5, pp. 27 a 29, 37.
METALS HANDB00K, vol.l, 730 a 733, 739.
seleo das mquinas: ROSSI, pp. 2ll a 307.
BILLIGMANN, pp. l63 a 28l.
METALS HANDB00K, vol. 5, pp. 1 a l9.
CATLOGOS DE FABRICANTES DE PRENSAS.
APNDICE A - AOS EMPREGADOS PARA FABRICAO DE MATRIZES DE
FORJAMENTO A QUENTE
1) Ao para trabalho a quente VILLARES VMO
22
-
7/22/2019 Proj Forj Quente1
23/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Composio qumica mdia: 0.57% C 0.70% Mn 1.10% Cr 1.65% Ni 0.50% Mo 0.06% Nb
Similares: DIN 56 NiCrMoV 7 ASM 6F3
Caractersticas gerais: Possui notveis caractersticas fsicas e qumicas que o tornam o ao ideal para
seu campo de aplicao: reteno de resistncia mecnica em altas temperaturas, boa resistncia ao
revenido, alta tenacidade, elevada resistncia ao desgaste e boa resistncia s presses de trabalho.
Essas caractersticas permitem manter-se intacta por longo tempo, a gravura das matrizes de
forjamento fabricadas com ao VMO e possibilitam seu uso em matrizes destinadas a trabalhar tanto em
martelos de queda como em prensas de forjamento.
Quando fornecido em blocos para matrizes e estampos, submetido a um forjamento
TRIAXIAL que reduz sensivelmente a heterogeneidade existente no lingote e proporciona caractersticas
mecnicas bastante uniformes nas 3 direes principais do bloco, bem como grande durabilidade. De
qualquer modo, tendo em vista assegurar sempre os melhores resultados, permanece identificada a direo
principal do eixo longitudinal do lingote.
Recomenda-se, sempre que possvel, que o rabo de andorinha e as impresses com cantos vivos
sejam corados perpendicularmente ao eixo do lingote, ou seja, transversalmente s fibras.
A fim de facilitar o controle de qualidade no-destrutivo e proporcionar economia de mo-de-
obra de desbaste ao cliente, os blocos TRIAXIAL, so fornecidos com todas as faces desbastadas por
usinagem.
Aplicaes tpicas: Matrizes de forjamento para prensa. Matrizes de forjamento para martelos de
queda. Estampos para estampagem a quente.
Estado de fornecimento: Os blocos de ao VMO podem ser fornecidos nas seguintes condies de
tratamento trmico:
1. Recozido, com dureza mxima de 250 HB, nesse estado, o bloco pode ser usinado com facilidade e
normalmente temperado e revenido aps a gravao;
2. Com beneficiamento integral, para a dureza especificada pelo cliente;
3. Com beneficiamento diferencial, que consiste em tratar 2/3 da altura do bloco para a dureza de trabalho
e o 1/3 restante para uma dureza menor, o que facilitar a usinagem do rabo de andorinha.
Recozimento: Havendo necessidade de uma retempera, o bloco (ou ferramenta usinada) deve ser
previamente recozido. Para evitar a descarbonetao superficial, recomenda-se realizar o tratamento em
atmosfera controlada ou com o bloco colocado em uma caixa e envolto em coque queimado ou cavacos
de ferro fundido. O conjunto aquecido lentamente at 660-680 graus centgrados e mantido nesta
temperatura durante 6 horas no mnimo. Em seguida, resfriar razo de 8 graus por hora, at 550
23
-
7/22/2019 Proj Forj Quente1
24/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
graus, quando o conjunto pode ser removido para resfriar ao ar, at 200 graus. Quando o bloco atingir
essa temperatura, pode ser retirado da caixa e resfriado ao ar calmo.
Tempera: Os blocos adquiridos no estado recozido devem ser beneficiados para a dureza de trabalho. A
tempera, primeira operao do beneficiamento, poder ser executada de acordo com as seguintesinstrues:
Aquecer lentamente o bloco at a temperatura de 830 a 880 graus. A fim de assegurar boa
penetrao do calor em toda a seo da matriz recomenda-se prever 4 a 5 horas de aquecimento por 100
mm de espessura, at que seja atingida a temperatura de tempera.
Nessa temperatura o bloco deve ser mantido cerca de 2 horas por 100 mm de espessura. Para
evitar a descarbonetao, principalmente da face da gravura, recomenda-se fazer aquecimento em fornos
com atmosfera controlada ou em banho de sal. Quando no se dispe desses equipamentos, aconselha-se
colocar a matriz no forno com a face de gravura protegida por uma camada de carvo vegetal ou coquequeimado bem seco, em gros.
Recomenda-se que a tempera seja feita em leo com 50 a 60 graus e agitao violenta. Quando a
temperatura da superfcie do bloco atingir cerca de 200 graus, este deve ser transferido imediatamente para
o forno de revenido.
Revenido: O revenido o segundo tratamento que compe o beneficiamento. Para as matrizes de
VMO, recomenda-se duplo revenido; o primeiro deve ser executado imediatamente aps a tempera,
elevando-se a temperatura do bloco lenta e uniformemente at 450-650 graus. A temperatura de
revenido depende da dureza desejada na matriz. A figura A.1 mostra o diagrama de revenido.
Como medida de segurana, recomenda-se que o primeiro revenido seja feito a uma temperatura
pouco abaixo daquela que, provavelmente, dar a dureza desejada. Com o resultado da dureza obtida na
matriz e com auxlio da curva da figura A.1, determina-se a temperatura do segundo revenido, para se
obter a dureza desejada.
Nos dois tratamentos deve-se assegura perfeita homogeneizao da temperatura em toda a seo,
e para isso a matriz deve ser mantida em temperatura na razo de 2 horas por 50 mm de espessura. Em
ambos os casos, resfriar ao ar calmo.
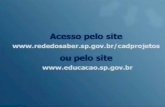
A Tabela A.1 mostra os valores de dureza dos blocos VMO fornecidos beneficiados. A figura
A.1 mostra os valores das propriedades mecnicas do ao VMO j beneficiado.
TABELA A.1 - DIMENSES E VALORES DE DUREZA DOS BLOCOS DE VMO BENEFICIADOS
Seo Comprimento Peso mximo Profundidade mxima de Dureza
24
-
7/22/2019 Proj Forj Quente1
25/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
transversal mximo gravuramm x mm mm Kg mm HRC250 x 350 450 310 12 47-50250 x 430 500 425 20 41-45380 x 500 900 1350 50 36-40380 x 710 1200 2500 130 32-35maiores maiores Maiores maiores 28-31
0
20
40
60
80
100
120
140
160
180
200
250
300
350
400
450
500
600
700
Temperatura ( C)
beneficiado para
resistncia de 1600 MPa
beneficiado para
resistncia de 1200 MPa
1
2
3
3
2
1
1 - limite de resistncia, MPa 2 - limite de escoamento, MPa 3 - estricco, %
Figura A.1 - Propriedades mecnicas do ao VMO beneficiado.
APNDICE B - PROCEDIMENTO PARA A DETERMINAO DA FORMA DE
PR-FORJADOS
(Adaptado do procedimento pg. 24 do "Metals Handbook", vol. 5 "Forging and Casting", 8a. ed.,
ASM)
Tendo por base a figura B.1, descreve-se os seguintes passos para a execuo do procedimento:
1. Desenhar a vista lateral e a planta do forjado numa escala conveniente, se possvel em escala 1:1
(Figura B.1-a);
2. Desenhar a linha de rebarbas ao redor do forjado, como mostrado na figura B.1-a;
3. A uma distncia conveniente da planta, traar uma linha-base paralela ao eixo longitudinal do forjado,
como mostrado na figura B.1-b;
25
-
7/22/2019 Proj Forj Quente1
26/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
4. Dividir o forjado em elementos de acordo com a forma do forjado, baseando-se por exemplo, em
formas geomtricas ou em mudanas bruscas nas dimenses (O forjado da figura B.1-c foi dividido em
trs elementos: um cilindro vertical em cada extremidade e um cilindro horizontal que une os dois
anteriores);
5. Traar uma linha horizontal atravs de cada um dos elementos, que contenha a maior e a menor sees-transversais desses elementos. Prolongar essas linhas horizontais alm da linha-base traada no item 3,
como mostrado nas figuras B.1-b e B.1-c;
6. Calcular a rea de cada uma dessas sees transversais e anotar tais valores nas respectivas linhas
horizontais;
7. A partir da linha-base, traar uma linha contendo os valores dessas reas calculadas, utilizando uma
escala apropriada (Figura B.1-b). Caso haja necessidade utilizar outros pontos para suavizar a curva
obtida;
8. Adicionar curva obtida em 7, a rea da seo transversal da rebarba;9. Calcular a seo transversal do pr-forjado em cada linha horizontal, medindo a distncia da inteseco
da linha-base com cada uma das linhas horizontais;
10. Calcular o dimetro D do pr-forjado em cada linha horizontal, usando a expresso da rea de um
crculo. Plote as dimenses encontradas, simetricamente a uma linha de referncia (Figura B.1-c).
Trace uma linha ao longo dos pontos plotados. Produzindo um pr-forjado com essa linha de contorno,
garantir-se- que o escoamento do material a forjar durante as etapas de pr-forjamento e forjamento
seja o melhor possvel.
26
-
7/22/2019 Proj Forj Quente1
27/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura B.1 - Determinao da geometria de uma pea pr-forjada.
APNDICE C - PRENSAS UTILIZADAS PARA O FORJAMENTO A QUENTE
27
-
7/22/2019 Proj Forj Quente1
28/35
-
7/22/2019 Proj Forj Quente1
29/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
As figuras C.2-a e b mostram respectivamente a prensas excntrica modelo VER e as peas que
nelas podem ser forjadas.
Figura C.2-a. Prensa excntrica modelo
29
-
7/22/2019 Proj Forj Quente1
30/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura C.2-b - Peas forjadas em prensas excntricas
C.3 - PRENSAS DE FRICO POR PARAFUSO (MODELO FPRN)
As figuras C.3-a, b e mostram respectivamente, uma prensa de frico e as peas que ela pode
produzir.
30
-
7/22/2019 Proj Forj Quente1
31/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura C.3-a - Prensa de frico por parafuso.
Figura C.3-b - Peas forjadas em peas de frico.
C.4 FORJADORA ROTATIVA (MODELO AWF)
As figuras C.4-a e b mostram respectivamente, o esboo da forjadora e as peas que nela podem
ser produzidas.
31
-
7/22/2019 Proj Forj Quente1
32/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Figura C.4-a - Forjadora rotativa.
Figura C.4-b - Seqncia de operaes em forjadora rotativa.
APNDICE D - EXEMPLO DE CLCULO DE ESFOROS NO FORJAMENTO A QUENTE
Os clculos sero realizados considerando o forjamento a quente de uma pea obtida a partir de
um tarugo ambos mostrados na figura D.1.
32
-
7/22/2019 Proj Forj Quente1
33/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
1a. etapa - embolachamento
Nessa etapa, o tarugo de altura hi = 114 mm e dimetro di = 63.5 mm, ser recalcado at um
disco de altura hf = 72 mm e dimetro df = 80 mm.
Definidos para o material ABNT 4340 um valor de B de 70 kgf/mm2 ( temperatura ambiente)
e para a primeira etapa uma temperatura de trabalho de 1000 oC (Apndice A), tem-se do quadro I que
Kfs = 0.146.1014.T-4.09 ou Kfs = 7.84 kgf/mm2
Do quadro II, definindo-se por uma prensa excntrica (prensa mecnica rpida):
Kfd = 3.5.Kfs0.76 ou Kfd = 16.74 kgf/mm2
No quadro III, com d1/h1m = 1,1 tem-se n = 0.8 com
Kr = 1,26.Kfd1.0 ou Kr = 21,09 kgf/mm2
No quadro IV, com um valor de rea projetada igual a
Aproj = .802/4 mm2
Tem-se
Fforj = Kr . Aproj ou Fforj = 106.020 kgf
No quadro VI, o trabalho pode ser calculado considerando que o deslocamento da matriz
superior foi igual a
h = 114 - 72 mm = 42 mm T = 106.200 . 42 T = 4,4 . 104 J
2a. etapa - forjamento
Nessa etapa, ocorrer o forjamento final da pea.
33
-
7/22/2019 Proj Forj Quente1
34/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Definidos para o material ABNT 4340 um valor de B de 70 kgf/mm2 ( temperatura ambiente)
e para a segunda etapa uma temperatura de trabalho de 950 oC (Apndice A), tem-se do quadro I que
Kfs = 0.146.1014 . T-4.09
ou Kfs = 9.67 kgf/mm2
Do quadro II, definindo-se por uma prensa excntrica (prensa mecnica rpida):
Kfd = 3.5.Kfs0.76 ou Kfd = 19.6 kgf/mm2
No quadro III, com b/hg = 4,0/2,0 tem-se n = 0.45
para n = 0.5 Kr = 2,14.Kfd0.952 Kr = 36.4 kgf/mm2
para n = 0.4 Kr = 2,78.Kfd0.909 Kr = 41.6 kgf/mm2
donde Kr = 39,0 kgf/mm2
No quadro IV, com um valor de rea projetada igual a
Aproj = .1082/4 mm2
Tem-se
Fforj = Kr . Aproj ou Fforj = 357.274 kgf
No quadro VI, o trabalho pode ser calculado considerando que o deslocamento da matriz
superior foi igual a
h = 72 - 50 mm = 22 mm
T = 357.274 . 22 T = 7,7 . 104 J
34
-
7/22/2019 Proj Forj Quente1
35/35
EM730 - CONFORMAO MECNICA FORJAMENTO A QUENTE
Como critrio de clculo, verifica-se que tanto na primeira quanto na segunda etapa do processo
o valor de Kr no ultrapassa a tenso limite de resistncia do ao ABNT 4340 temperatura de
forjamento, nem a tenso limite de escoamento do material da matriz temperatura de trabalho de
aproximadamente 400 oC (Figura A.2 - Apndice A).
Figura D.1 - Tarugo e pea a forjar.