Maquina de Sorvete | Maquina de Sorvete Expresso | Maquina de Sorvete Italianinha

of 5
Upload
marcio-fariasCategory
view
411download
117/25/2019 procedimento de calibrao de maquina de solda e estufa porttil.pdf
1/5
Calibrao de parmetros eltricos deSOLDAGEM
SMPS-32x Alicate amperimtrico
Pgina 1 de 1
Tecnologia
Data: 21/03/2005Verso: 0.0Responsvel:Czar Pedrazani
1 INTRODUO
O monitoramento contnuo dos parmetros eltricos de soldagem possibilita a difuso da idia da qualidade no diaa dia do operador, a linguagem fica padronizada. O constante treinamento dos operadores, a manuteno e usodos procedimentos so os itens de maior importncia.
A confiana nos instrumentos, ou seja, sua comparao peridica com padres reconhecidos e rastreados, desuma importncia para o bom funcionamento do sistema da qualidade. Esta comparao deve ser na forma decalibrao.
Elementos de uma calibrao:Padro: o instrumento calibrado com rastreabilidade comprovada que representa o valor verdadeiroconvencional.UST: o instrumento que est sendo calibrado (deve ser identificado univocamente)Procedimentos: Definem todas as tarefas envolvidas na calibrao e devem ser executados por pessoal
capacitado.Responsvel Tcnico: Quem assume a responsabilidade pelo servio, define e confere os procedimentos edados.Certificado de calibrao:Documento oficial que registra as evidncias da calibrao de uma UST, normalmentecom validade de um ano.
As tolerncias aceitveis para o erro e a incerteza do instrumento a ser calibrado (UST), fatores medidos nacalibrao, so definidas de acordo com as tolerncias especificadas no processo de soldagem para cadasituao. Tipicamente a tolerncia do instrumento deve ser menor que um tero da tolerncia do processo desoldagem.
Existem duas maneiras de se conduzir a calibrao de instrumentos para medida de parmetros eltricos desoldagem: Em malha aberta e em malha fechada. Aqui se referindo malha de instrumentao.
Existem ainda dois momentos em que se pode efetuar a calibrao, no aspecto do local de realizao dosensaios: Em laboratrio e em cho de fbrica.
1.1 A malha de medida dos parmetros eltricos
A malha de instrumentao composta pelo sensor + indicador e diferente para cada um dos parmetros de interesse ou seja: corrente etenso.
1.1.1 CorrenteO parmetro corrente est diretamente relacionado velocidade do arame,
ou seja, a quantidade de material depositado na poa de solda.O sensor inserido em srie e baixa impedncia necessria. Toda aenergia passa por este elemento que tem a tendncia natural de aquecercom o uso.
1.1.2 TensoEste parmetro, em produto com a corrente, gera a potncia, ou seja, energia inserida durante o processo detransferncia.O sensor inserido em paralelo. Alta impedncia necessria, por isto, a energia que circula pelo sensor mnima e dificilmente aquece durante o uso. Este fato faz tambm com que as dimenses fsicas necessrias dosensor sejam reduzidas o que permite normalmente a incluso do sensor dentro do prprio indicador.
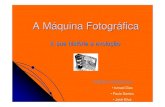
A malha considerada fechada quando as trs conexes (1,2 e 3) do sistema de instrumentao esto presentes.
A malha considerada aberta quando qualquer uma das conexes for desfeita, neste caso, para fins decalibrao, para que o sistema de instrumentao seja considerado calibrado necessrio a calibraode todosos elementos da malha individualmente, ou seja, o certificado do indicador e o certificado do sensor (DOISCERTIFICADOS).
SENSOR Indicador
+
-
1
3
2
7/25/2019 procedimento de calibrao de maquina de solda e estufa porttil.pdf
2/5
Calibrao de parmetros eltricos deSOLDAGEM
SMPS-32x Alicate amperimtrico
Pgina 2 de 2
Tecnologia
Data: 21/03/2005Verso: 0.0Responsvel:Czar Pedrazani
1.2 CALIBRAO EM LABORATRIO
o processo definido como oficial para qualquer instrumento, principalmente porque as grandezas de influnciacomo temperatura e umidade do ar so mantidas sob controle. como devem ser calibrados os padres quesero utilizados em cho de fbrica.
Os equipamentos antigos por serem muito frgeis requerem tambm condies ambientais de operao muitorestritas. Aspectos que hoje em dia no so relevantes para os de fabricao com tecnologias mais modernas(ELETRNICOS).
Fontes padro para calibrao em malha fechada so muito raras e caras. O uso de fontes de corrente baixa (at30A tpico) para a calibrao do sensor s vlido quando o material de fabricao do sensor for de caractersticareconhecida cientificamente. (manganina por exemplo excelente, lato ou cobre por outro lado inadequado)
1.3 CALIBRAO EM CHO DE FBRICA:Tem como vantagem a facilidade (no necessidade de remoo dos elementos da malha de instrumentao daUST). Serve tambm para garantir o perfeito funcionamento em operao de todo o sistema envolvido noprocesso da soldagem.
Para instrumentos eletrnicos e eletromecnicos fabricados nos tempos atuais as grandezas de influncia comotemperatura e umidade relativa do ar no afetam de forma significativa ou quando o fazem de forma irrelevante econhecida.
Uma ateno especial deve ser dada porm aos sensores de corrente pois estes sim como primeiros elementosna cadeia de medida podem induzir a erros significativos devido a fatores construtivos em alguns casos (shuntsde baixa qualidade).
Existem basicamente 3 tipos de calibrao dos parmetros eltricos de soldagem em cho de fbrica (EM MALHAFECHADA):
1- Calibrao em processo: quando as medidas so feitas durante o processo de soldagem, ou seja necessrio o auxilio de um operador treinado em soldagem. Os pontos de calibrao so obtidos pela variao daregulagem da mquina.Este processo de grande incerteza na medio, tipicamente o stickout da ordem de 10A.
2- Calibrao por simulao: quando se simula o processo, eltrico, de soldagem conectando-se uma carga fonte de solda. Os pontos so obtidos pela variao da carga e/ou da regulagem de tenso da fonte de solda.Recomenda-se este processo para a grandeza corrente, pois se a qualidade da carga e das conexes boa aincerteza pequena, medida estvel.
3- Calibrao por fonte externa: quando no se utiliza a fonte de soldagem para gerar o sinal eltrico deexcitao do instrumento e sim uma fonte externa, este processo caracterstico para a grandeza tenso.ATENO: Neste caso deve-se garantir que no seja acionado o gatilho da tocha da mquina pois istocausar um conflito entre a fonte externa e a fonte de solda, podendo danificar a fonte externa.
7/25/2019 procedimento de calibrao de maquina de solda e estufa porttil.pdf
3/5
Calibrao de parmetros eltricos deSOLDAGEM
SMPS-32x Alicate amperimtrico
Pgina 3 de 3
Tecnologia
Data: 21/03/2005Verso: 0.0Responsvel:Czar Pedrazani
2 COMPARAO SMPS-32X ALICATE AMPERIMTRICO:Para uma calibrao importante que:1- O padro possua resoluo e exatido maior que a UST.2- O sinal em calibrao seja o mais estvel possvel, ou que possua um intervalo significativo de tempo
durante as medies. (Para soldagem o tpico de 10 segundos).3- As leituras das medies do padro e da UST sejam simultneas.
Alicates amperimtricos no podem ser usados como padro, principalmente para fontes de solda em correntecontnua, porque:- normalmente no possuem resoluo maior que a UST- Possuem exatido tpica da ordem de 2%. Certamente porque no fcil garantir repetibilidade da condioideal de acoplamento ao condutor onde circula a corrente.- Durante o processo de soldagem devido ao stickout o sinal varia e a velocidade de resposta do padro e da
UST no so a mesma, alm de ser impossvel visualizar com qualidade os dois instrumentos (UST epadro) simultaneamente.O erro total para este tipo de medio da ordem de 6% do fundo de escala, ou seja erros da ordem de 30Asocomuns.
SMPS-32sim soluocomo padro para calibrao em cho de fbrica porqu:- Os padres utilizados possuem resoluo maior que qualquer UST em utilizao nos processos de soldagem.- A exatido dos padres da ordem de 0,01%, j considerando as grandezas de influncia (temperatura eumidade).- Durante a calibrao quer em processo ou por simulao da soldagem o equipamento identifica a condio demedio estvel, baixa incerteza tipo A, automaticamente em tempos condizentes com o processo. A leitura dopadro automtica, o operador da calibrao se preocupa somente com a leitura da UST.
3 SOLDA PULSADA:A forma construtiva tradicional de fontes de solda o que chamamos hoje de fontes convencional, ou seja ossinais eltricos gerados pela fonte so constantes (contnuos), nesta condio a medida de instrumentosconectados a esta fonte apresentam o mesmo resultado quando fazem a medida do valor mdio ou do valor real(RMS).
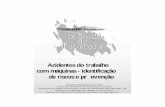
Hoje em dia crescente a utilizao de fontes de soldagem que operam em regime pulsado. So na verdadefontes convencionais que possuem um dispositivo acoplado que controla os fatores apresentados na figuraabaixo:
Para solda pulsada deve-se explicar que os parmetros so: corrente de base, corrente de topo, periodo detrabalho e frequencia de repetio dos pulsos.
Corrente(A)
Tempo (s)
Base
Topo
7/25/2019 procedimento de calibrao de maquina de solda e estufa porttil.pdf
4/5
Calibrao de parmetros eltricos deSOLDAGEM
SMPS-32x Alicate amperimtrico
Pgina 4 de 4
Tecnologia
Data: 21/03/2005Verso: 0.0Responsvel:Czar Pedrazani
Argumentar que para calibrao deve-se utilizar o modo convencional, pois os padres so calibrados nestacondio e uma vez que o instrumento indique certo para este modo certamente o far no modo pulsado.
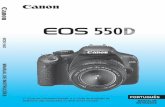
4 REQUISITOS DE UM BOM CERTIFICADO DE CALIBRAO:
Identificar bem a UST, descrever o padro( e comprovar sua rastreabilidade a padres nacionais) e citar oprocedimento de calibrao.Apresentar tabela com dados (no mnimo 4 pontos) e explicitar valores medidos e incertezas da medio.
Vide exemplo abaixo.
7/25/2019 procedimento de calibrao de maquina de solda e estufa porttil.pdf
5/5
Metrologia no Lugar Certo
_ _ _ _
Identificao do Cliente
_ _ _ _Endereo: _ _ _ _
Caractersticas da unidade sob teste:
_ _ _ __ _ _ __ _ _ __ _ _ _
Tenso e Corrente DCDatas; _ _ _ _
Procedimento(s) utilizado(s): PC - IDGCF - 2.2
Multmetro Digital Hewlett Packart 34401A - Nmero de Srie US 36066704 Shunt de Corrente H&B 800/150 - Nm. Srie 0256Certificado n _ _ _ _ Certificado n _ _ _ _ Validade _ _ _ _ - Rastrevel ao INMETRO Validade _ _ _ _ - Rastrevel ao INMETRO
_ _ _ _ +/- 2 C_ _ _ _ +/- 5%
100 V 500 A
Convenes:
V V C: Valor verdadeiro convencional. obtido da mdia aritmtica das medidas do padro. (VIM 1.20)
UST: Unidade sob Teste. a mdia aritmtica das leituras do instrumento que est sendo calibrado.
Incerteza:
Referncias:
Data: _ _ _ _
_________________________ __________________________Graciane Herbstrith Farias Eng. Fbio Ricardo Auler
Gerente Responsvel TcnicoRS 121283
Este certificado de calibrao vlido somente para este instrumento. Reprodues deste documento s tem validade se forem integrais.
Certificado de Calibrao n _ _ _ _
Nome:
Tipo:Marca:Modelo:Nmero(s) de srie:Nmero(s) de controle:Grandezas calibradas:
do recebimento: _ _ _ _ da calibrao:
Padres utilizados:
Condies ambientais: Temperatura ( C ):Umidade ( % ):
Resultados:
Tenso Contnua Faixa: Corrente Contnua Faixa:
VVC UST INCERTEZA VVC UST INCERTEZA
(V) (V) +/-IM (V) (A) (A) +/-IM (A)
- - - - - - - - - - - - - - - -
- - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - -
- - - - - - - -
- - - - - - - -- - - - - - - -- - - - - - - - - - - - - - - -- - - - - - - -
VIM - Portaria INMETRO / 029 de 10 de maro de 1995 ( Vocabulrio de Termos Fundamentais eGerais em Metrologia).
- - - - - - - -
A incerteza declarada a incerteza expandida de medio obtida da incerteza padro de mediomultiplicada pelo fator de abrangncia k=2, que para uma distribuio normal corresponde a umaprobabiliadade de abrangncia de aproximadamente 95%. A incerteza padro de medio foi determinada deacordo com a publicao EA-4/02.
ABNT NBR ISO/IEC 17025 (Requisitos gerais para a competncia de laboratrios de ensaios de calibrao) -2005
- - - - - - - - - - - - - - - -
Tecnologia
____________________________________________________________________________________________________________________Pgina 1 de 1Av: Da Azenha ,1678 Lj.7; Porto Alegre RS CEP 90160-007 Fone: (51)3023 4398 e-mail: [email protected]





![Maquina Comercial[1]](https://static.fdocumentos.tips/doc/165x107/557213dc497959fc0b93335f/maquina-comercial1.jpg)