
Prévia - Apostila Tecnologia Trabalho - Partners Treinamentos - Resumida
12
2 TECNOLOGIA DO TRABALHO LIMA A lima é uma ferramenta de aço ao carbono (fig. 1), que se usa para limar. Fig. 1 Classificação As limas se classificam pela sua forma, picado e tamanho. Fig. 2 As limas podem ser de picado simples ou cruzado. Classificam-se ainda em bastardas, bastardinhas e murças. Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837 Lima chata Lima quadrada Lima paralela Lima de bordos redondos Lima faca Lima meia cana Lima redonda Lima triangular
-
Upload
partners-treinamentos -
Category
Education
-
view
283 -
download
1
Transcript of Prévia - Apostila Tecnologia Trabalho - Partners Treinamentos - Resumida
2
TECNOLOGIA DO TRABALHO
LIMA
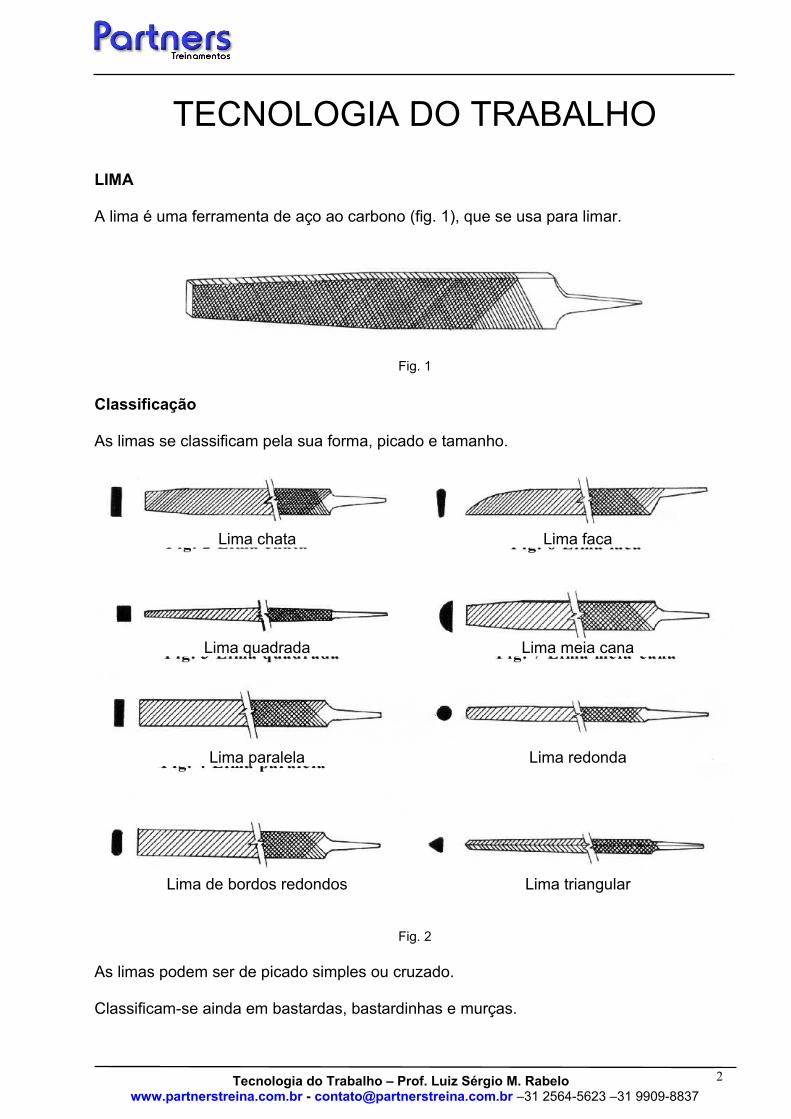
A lima é uma ferramenta de aço ao carbono (fig. 1), que se usa para limar.
Fig. 1
Classificação
As limas se classificam pela sua forma, picado e tamanho.
Fig. 2
As limas podem ser de picado simples ou cruzado.
Classificam-se ainda em bastardas, bastardinhas e murças.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Lima chata
Lima quadrada
Lima paralela
Lima de bordos redondos
Lima faca
Lima meia cana
Lima redonda
Lima triangular
3
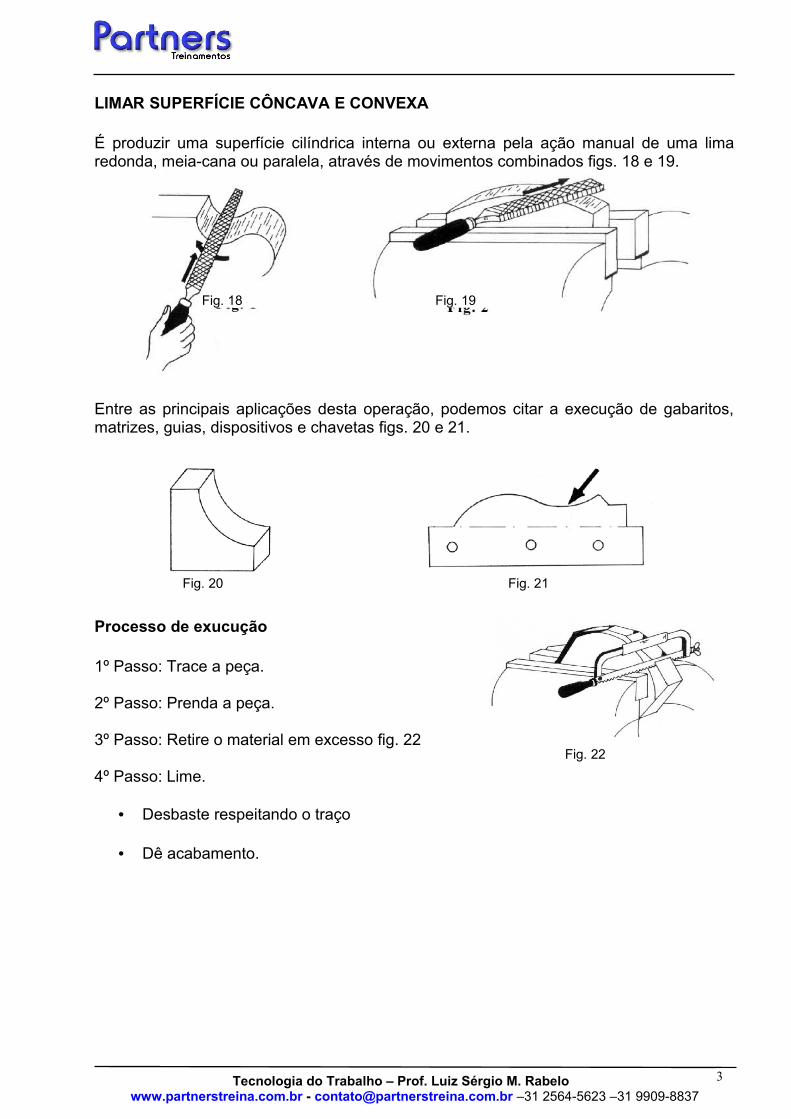
LIMAR SUPERFÍCIE CÔNCAVA E CONVEXA
É produzir uma superfície cilíndrica interna ou externa pela ação manual de uma lima redonda, meia-cana ou paralela, através de movimentos combinados figs. 18 e 19.
Entre as principais aplicações desta operação, podemos citar a execução de gabaritos, matrizes, guias, dispositivos e chavetas figs. 20 e 21.
Processo de exucução
1º Passo: Trace a peça.
2º Passo: Prenda a peça.
3º Passo: Retire o material em excesso fig. 22
4º Passo: Lime.
• Desbaste respeitando o traço
• Dê acabamento.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 18 Fig. 19
Fig. 21Fig. 20
Fig. 22
4
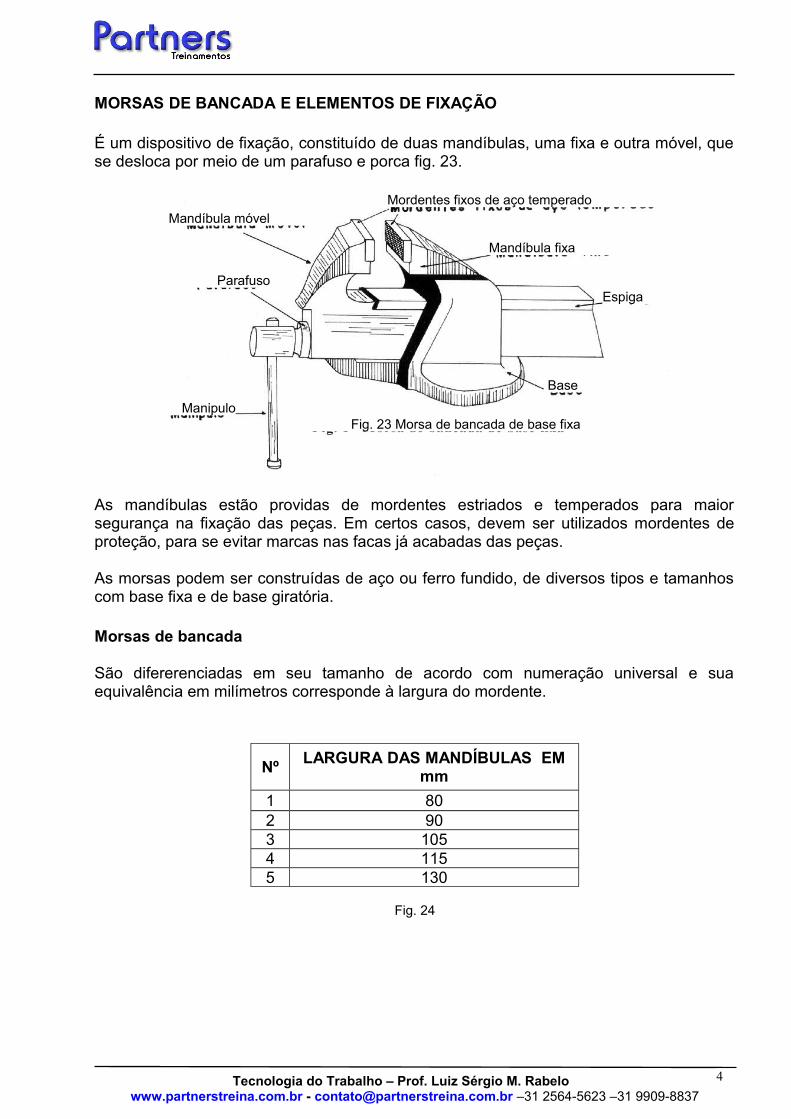
MORSAS DE BANCADA E ELEMENTOS DE FIXAÇÃO
É um dispositivo de fixação, constituído de duas mandíbulas, uma fixa e outra móvel, que se desloca por meio de um parafuso e porca fig. 23.
As mandíbulas estão providas de mordentes estriados e temperados para maior segurança na fixação das peças. Em certos casos, devem ser utilizados mordentes de proteção, para se evitar marcas nas facas já acabadas das peças.
As morsas podem ser construídas de aço ou ferro fundido, de diversos tipos e tamanhos com base fixa e de base giratória.
Morsas de bancada
São difererenciadas em seu tamanho de acordo com numeração universal e sua equivalência em milímetros corresponde à largura do mordente.
NºLARGURA DAS MANDÍBULAS EM
mm
1 802 903 1054 1155 130
Fig. 24
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Mandíbula móvelMordentes fixos de aço temperado
Mandíbula fixa
Espiga
Base
Fig. 23 Morsa de bancada de base fixa
Parafuso
Manipulo
5
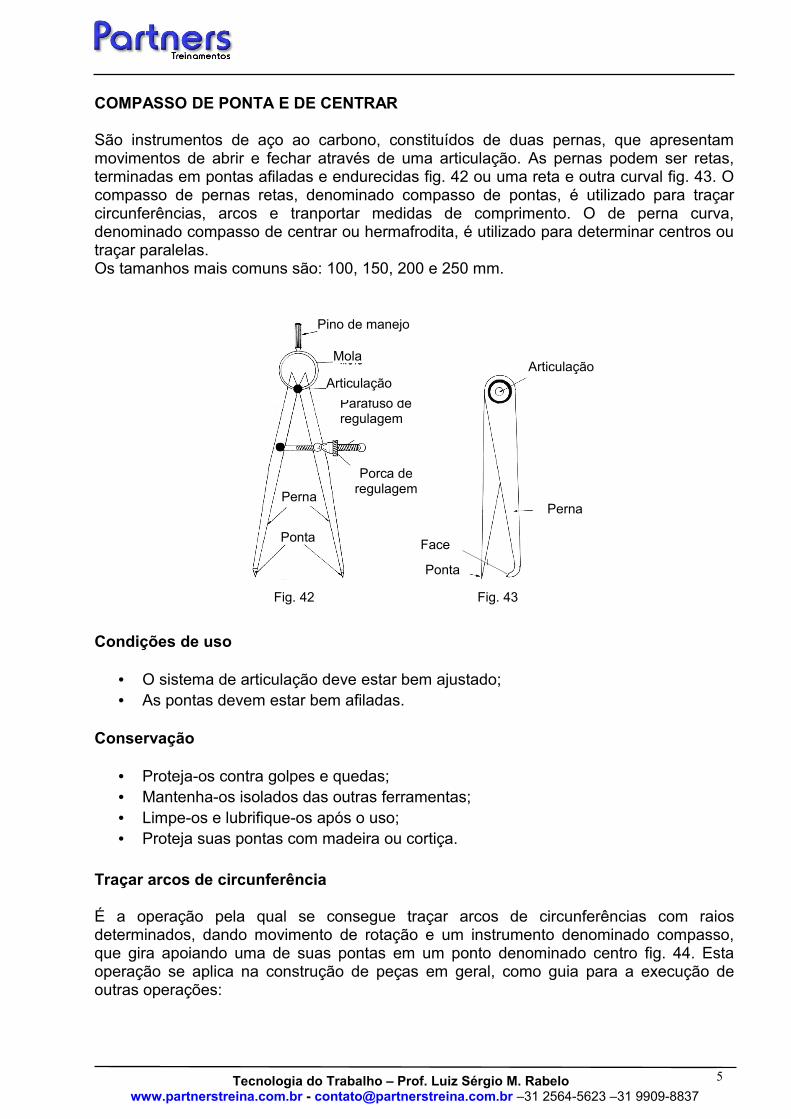
COMPASSO DE PONTA E DE CENTRAR
São instrumentos de aço ao carbono, constituídos de duas pernas, que apresentam movimentos de abrir e fechar através de uma articulação. As pernas podem ser retas, terminadas em pontas afiladas e endurecidas fig. 42 ou uma reta e outra curval fig. 43. O compasso de pernas retas, denominado compasso de pontas, é utilizado para traçar circunferências, arcos e tranportar medidas de comprimento. O de perna curva, denominado compasso de centrar ou hermafrodita, é utilizado para determinar centros ou traçar paralelas. Os tamanhos mais comuns são: 100, 150, 200 e 250 mm.
Condições de uso
• O sistema de articulação deve estar bem ajustado;• As pontas devem estar bem afiladas.
Conservação
• Proteja-os contra golpes e quedas;• Mantenha-os isolados das outras ferramentas;• Limpe-os e lubrifique-os após o uso;• Proteja suas pontas com madeira ou cortiça.
Traçar arcos de circunferência
É a operação pela qual se consegue traçar arcos de circunferências com raios determinados, dando movimento de rotação e um instrumento denominado compasso, que gira apoiando uma de suas pontas em um ponto denominado centro fig. 44. Esta operação se aplica na construção de peças em geral, como guia para a execução de outras operações:
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 43Fig. 42
Perna
Ponta
Pino de manejo
Porca de regulagem
Parafuso de regulagem
Mola
ArticulaçãoArticulação
Face
Ponta
Perna

6
TIPOS
Existem vários tipos de furadeiras. As figs. 48, 49, 50 e 51 mostram os tipos mais comuns.
Furadeira portátil
Diz-se portátil porque se transporta com facilidade e se opera segurando-a com as mãos; a pressão de avanço é feita manualmente. É utilizada para furos em qualquer posição. Suas partes principais podem ser vistas na fig. 49.
Furadeira de coluna
Diz-se de coluna a furadeira cujo suporte principal é uma coluna, geralmente cilíndrica, sobre a qual é montado o sistema de transmissão de movimento à mesa e à base.
As furadeiras de coluna podem ser:
De bancada fig. 48;De piso figs. 50 e 51.
Furadeira de bancada
É aquela que pela constituição menor da sua coluna deve ser fixada sobre uma bancada ou pedesltal fig. 48.
Furadeira de piso
É aquela que, por apresentar uma coluna decididamente maior deve ser fixada sobre o piso figs. 50 e 51.
Furadeira radial
Diferencia-se das simples, porque permite o deslocamento do eixo porta-brocas à distância desejada dentro de certos limites. Outra característica é o movimento automático vertical do barramento e do eixo porta ferramenta. As partes que a compõem são representadas na fig. 50.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 48 Fig. 49 Fig. 50 Fig. 51
7
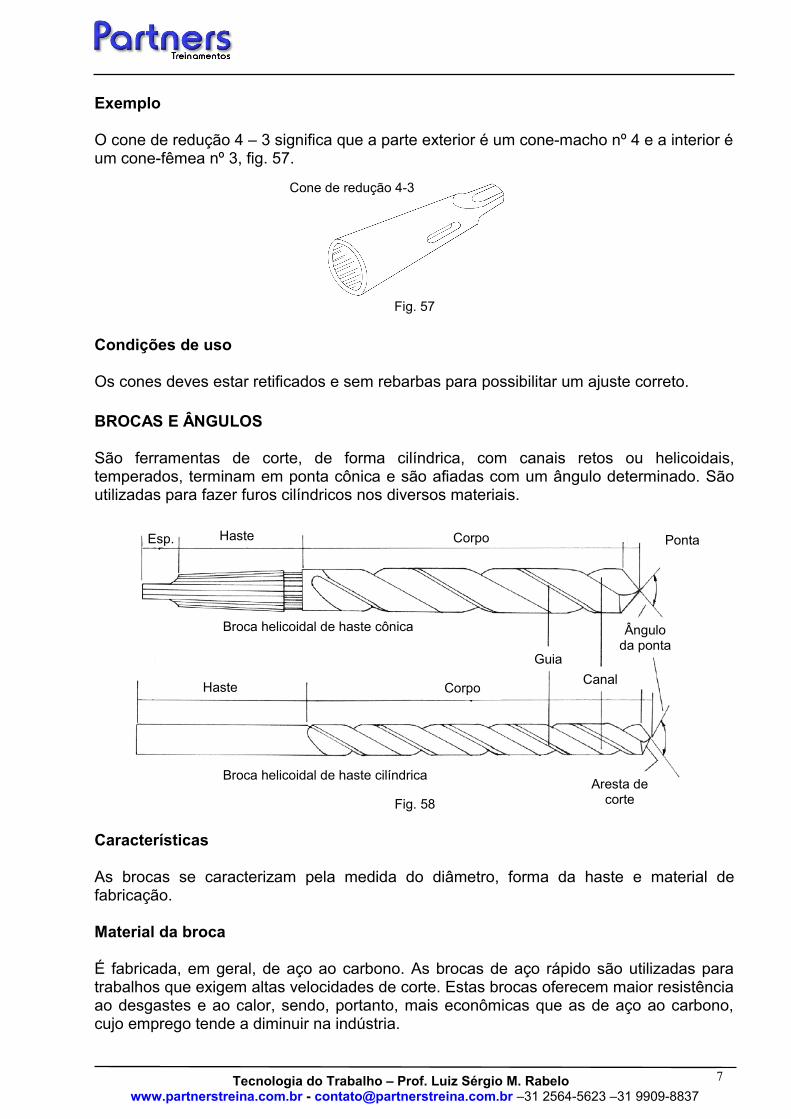
Exemplo
O cone de redução 4 – 3 significa que a parte exterior é um cone-macho nº 4 e a interior é um cone-fêmea nº 3, fig. 57.
Condições de uso
Os cones deves estar retificados e sem rebarbas para possibilitar um ajuste correto.
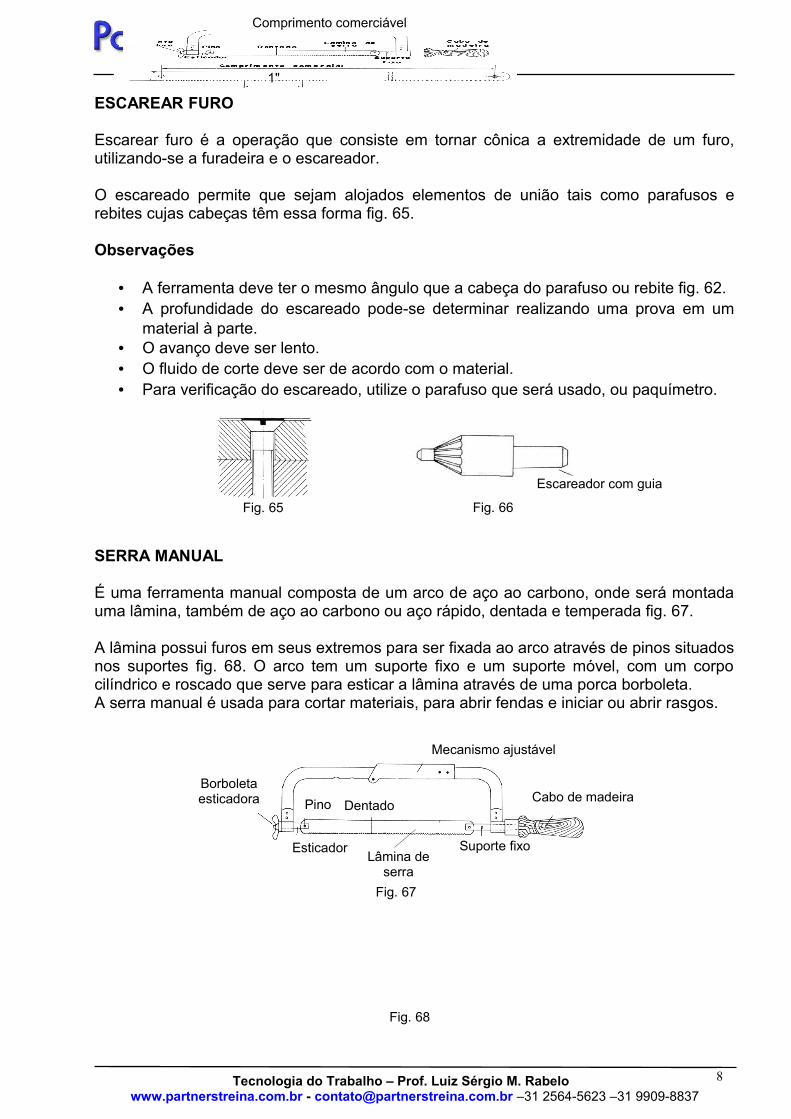
BROCAS E ÂNGULOS
São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperados, terminam em ponta cônica e são afiadas com um ângulo determinado. São utilizadas para fazer furos cilíndricos nos diversos materiais.
Características
As brocas se caracterizam pela medida do diâmetro, forma da haste e material de fabricação.
Material da broca
É fabricada, em geral, de aço ao carbono. As brocas de aço rápido são utilizadas para trabalhos que exigem altas velocidades de corte. Estas brocas oferecem maior resistência ao desgastes e ao calor, sendo, portanto, mais econômicas que as de aço ao carbono, cujo emprego tende a diminuir na indústria.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Cone de redução 4-3
Fig. 57
Broca helicoidal de haste cônica
Broca helicoidal de haste cilíndrica
Ponta
Haste Corpo
Guia
Ângulo da ponta
CorpoHaste
Canal
Aresta de corte
Esp.
Fig. 58
8
ESCAREAR FURO
Escarear furo é a operação que consiste em tornar cônica a extremidade de um furo, utilizando-se a furadeira e o escareador.
O escareado permite que sejam alojados elementos de união tais como parafusos e rebites cujas cabeças têm essa forma fig. 65.
Observações
• A ferramenta deve ter o mesmo ângulo que a cabeça do parafuso ou rebite fig. 62.• A profundidade do escareado pode-se determinar realizando uma prova em um
material à parte.• O avanço deve ser lento.• O fluido de corte deve ser de acordo com o material.• Para verificação do escareado, utilize o parafuso que será usado, ou paquímetro.
SERRA MANUAL
É uma ferramenta manual composta de um arco de aço ao carbono, onde será montada uma lâmina, também de aço ao carbono ou aço rápido, dentada e temperada fig. 67.
A lâmina possui furos em seus extremos para ser fixada ao arco através de pinos situados nos suportes fig. 68. O arco tem um suporte fixo e um suporte móvel, com um corpo cilíndrico e roscado que serve para esticar a lâmina através de uma porca borboleta.A serra manual é usada para cortar materiais, para abrir fendas e iniciar ou abrir rasgos.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 65 Fig. 66
Escareador com guia
Cabo de madeira
Mecanismo ajustável
Suporte fixo
Borboleta esticadora
Esticador
Dentado
Lâmina de serra
Pino
Fig. 68
Fig. 67
1"
Comprimento comerciável
9
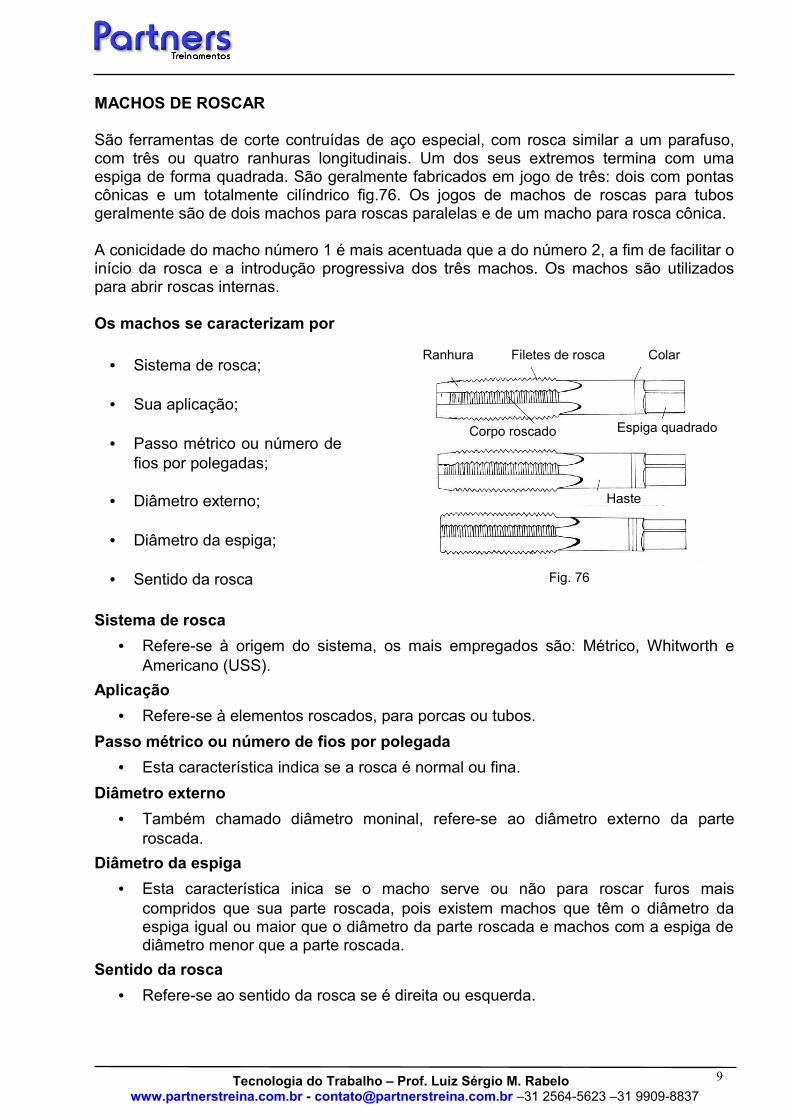
MACHOS DE ROSCAR
São ferramentas de corte contruídas de aço especial, com rosca similar a um parafuso, com três ou quatro ranhuras longitudinais. Um dos seus extremos termina com uma espiga de forma quadrada. São geralmente fabricados em jogo de três: dois com pontas cônicas e um totalmente cilíndrico fig.76. Os jogos de machos de roscas para tubos geralmente são de dois machos para roscas paralelas e de um macho para rosca cônica.
A conicidade do macho número 1 é mais acentuada que a do número 2, a fim de facilitar o início da rosca e a introdução progressiva dos três machos. Os machos são utilizados para abrir roscas internas.
Os machos se caracterizam por
Sistema de rosca
• Refere-se à origem do sistema, os mais empregados são: Métrico, Whitworth e Americano (USS).
Aplicação
• Refere-se à elementos roscados, para porcas ou tubos.
Passo métrico ou número de fios por polegada
• Esta característica indica se a rosca é normal ou fina.
Diâmetro externo
• Também chamado diâmetro moninal, refere-se ao diâmetro externo da parte roscada.
Diâmetro da espiga
• Esta característica inica se o macho serve ou não para roscar furos mais compridos que sua parte roscada, pois existem machos que têm o diâmetro da espiga igual ou maior que o diâmetro da parte roscada e machos com a espiga de diâmetro menor que a parte roscada.
Sentido da rosca
• Refere-se ao sentido da rosca se é direita ou esquerda.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
• Sistema de rosca;
• Sua aplicação;
• Passo métrico ou número de fios por polegadas;
• Diâmetro externo;
• Diâmetro da espiga;
• Sentido da rosca Fig. 76
Espiga quadrado
Haste
Corpo roscado
Filetes de roscaRanhura Colar
10
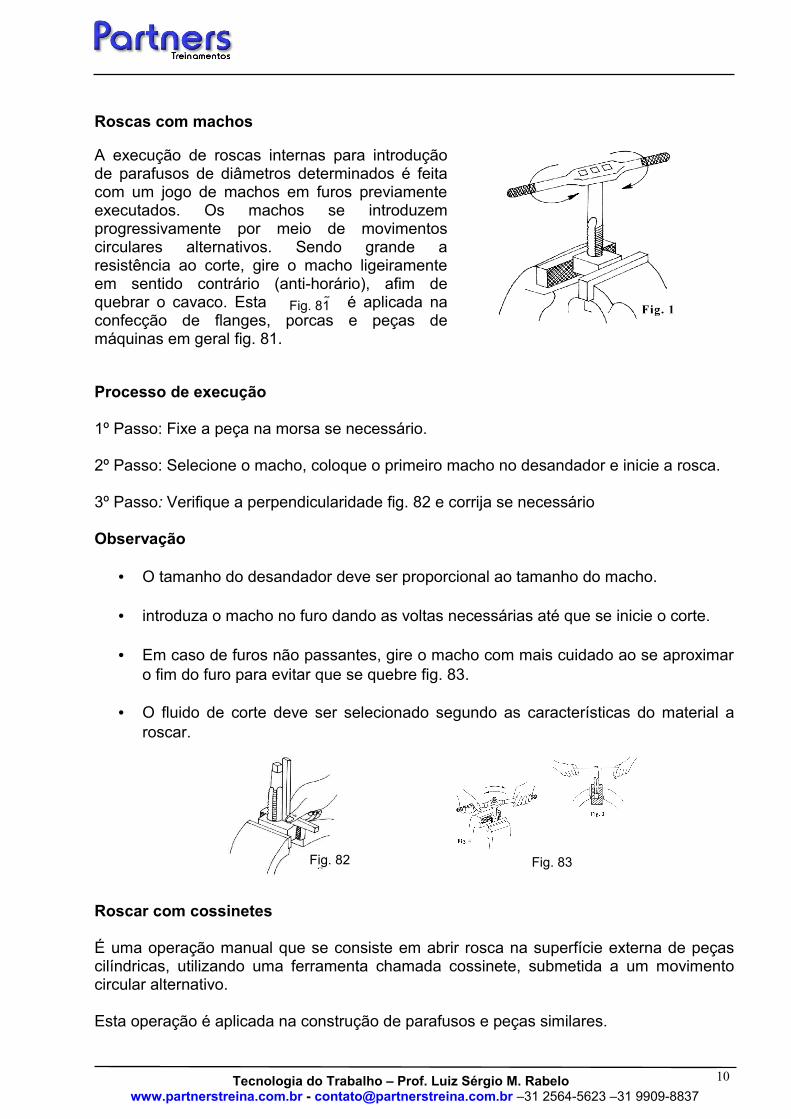
Roscas com machos
A execução de roscas internas para introdução de parafusos de diâmetros determinados é feita com um jogo de machos em furos previamente executados. Os machos se introduzem progressivamente por meio de movimentos circulares alternativos. Sendo grande a resistência ao corte, gire o macho ligeiramente em sentido contrário (anti-horário), afim de quebrar o cavaco. Esta operação é aplicada na confecção de flanges, porcas e peças de máquinas em geral fig. 81.
Processo de execução
1º Passo: Fixe a peça na morsa se necessário.
2º Passo: Selecione o macho, coloque o primeiro macho no desandador e inicie a rosca.
3º Passo: Verifique a perpendicularidade fig. 82 e corrija se necessário
Observação
• O tamanho do desandador deve ser proporcional ao tamanho do macho.
• introduza o macho no furo dando as voltas necessárias até que se inicie o corte.
• Em caso de furos não passantes, gire o macho com mais cuidado ao se aproximar o fim do furo para evitar que se quebre fig. 83.
• O fluido de corte deve ser selecionado segundo as características do material a roscar.
Roscar com cossinetes
É uma operação manual que se consiste em abrir rosca na superfície externa de peças cilíndricas, utilizando uma ferramenta chamada cossinete, submetida a um movimento circular alternativo.
Esta operação é aplicada na construção de parafusos e peças similares.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 81
Fig. 83Fig. 82
11
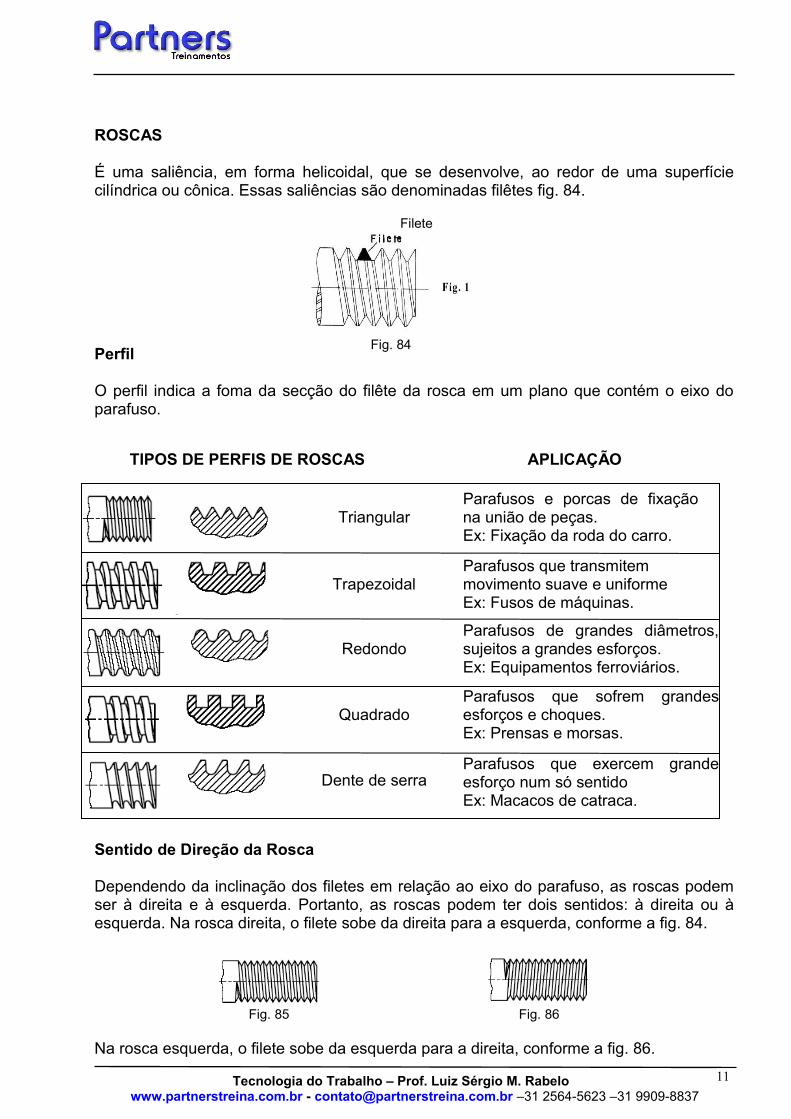
ROSCAS
É uma saliência, em forma helicoidal, que se desenvolve, ao redor de uma superfície cilíndrica ou cônica. Essas saliências são denominadas filêtes fig. 84.
Perfil
O perfil indica a foma da secção do filête da rosca em um plano que contém o eixo do parafuso.
TIPOS DE PERFIS DE ROSCAS APLICAÇÃO
Sentido de Direção da Rosca
Dependendo da inclinação dos filetes em relação ao eixo do parafuso, as roscas podem ser à direita e à esquerda. Portanto, as roscas podem ter dois sentidos: à direita ou à esquerda. Na rosca direita, o filete sobe da direita para a esquerda, conforme a fig. 84.
Na rosca esquerda, o filete sobe da esquerda para a direita, conforme a fig. 86.
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Dente de serra
Trapezoidal
Quadrado
Triangular
Redondo
Parafusos e porcas de fixação na união de peças.Ex: Fixação da roda do carro.
Parafusos que transmitem movimento suave e uniformeEx: Fusos de máquinas.
Parafusos de grandes diâmetros, sujeitos a grandes esforços.Ex: Equipamentos ferroviários.
Parafusos que sofrem grandes esforços e choques.Ex: Prensas e morsas.
Parafusos que exercem grande esforço num só sentidoEx: Macacos de catraca.
Fig. 84
Filete
Fig. 85 Fig. 86
12
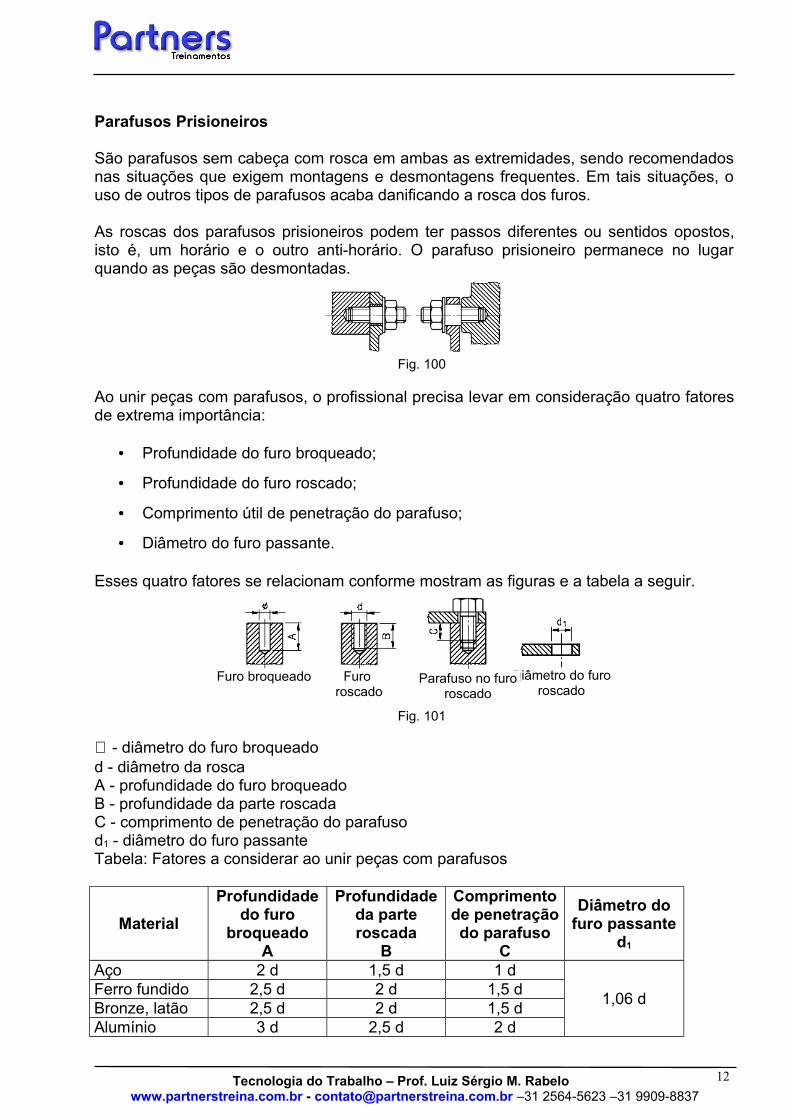
Parafusos Prisioneiros
São parafusos sem cabeça com rosca em ambas as extremidades, sendo recomendados nas situações que exigem montagens e desmontagens frequentes. Em tais situações, o uso de outros tipos de parafusos acaba danificando a rosca dos furos.
As roscas dos parafusos prisioneiros podem ter passos diferentes ou sentidos opostos, isto é, um horário e o outro anti-horário. O parafuso prisioneiro permanece no lugar quando as peças são desmontadas.
Ao unir peças com parafusos, o profissional precisa levar em consideração quatro fatores de extrema importância:
• Profundidade do furo broqueado;
• Profundidade do furo roscado;
• Comprimento útil de penetração do parafuso;
• Diâmetro do furo passante.
Esses quatro fatores se relacionam conforme mostram as figuras e a tabela a seguir.
∅ - diâmetro do furo broqueadod - diâmetro da roscaA - profundidade do furo broqueadoB - profundidade da parte roscadaC - comprimento de penetração do parafusod1 - diâmetro do furo passanteTabela: Fatores a considerar ao unir peças com parafusos
Material
Profundidade do furo
broqueadoA
Profundidade da parte roscada
B
Comprimento de penetração do parafuso
C
Diâmetro do furo passante
d1
Aço 2 d 1,5 d 1 d
1,06 dFerro fundido 2,5 d 2 d 1,5 dBronze, latão 2,5 d 2 d 1,5 dAlumínio 3 d 2,5 d 2 d
Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 100
Furo broqueado Furo roscado
Fig. 101
Diâmetro do furo roscado
Parafuso no furo roscado

13Tecnologia do Trabalho – Prof. Luiz Sérgio M. Rabelo www.partnerstreina.com.br - [email protected] –31 2564-5623 –31 9909-8837
Fig. 102


















