Prensa Hidráulica PH40 2P - Máquinas Klein - Máquinas ... Prensa Hidráulica PH40 2P possui dois...
32
1 Prensa Hidráulica PH40 2P
Transcript of Prensa Hidráulica PH40 2P - Máquinas Klein - Máquinas ... Prensa Hidráulica PH40 2P possui dois...

1
Prensa HidráulicaPH40 2P

2
ÍNDICESeção Pág.1. Índice 022. Apresentação 033. Introdução 044. Características Técnicas 055. Inspeção de Recebimento 066. Abrindo a Embalagem 077. Instalação 088. Operando a Prensa 099. Comandos do Operador 10
9.1 Acionamento Simultâneo 119.2 Carta ao Operador 12
10. Segurança 1411. Manutenção 1512. Dúvidas mais Freqüentes 1713. Entrega Técnica e Garantia 1814. Peças de Reposição 19
Anexos01. Conjunto Geral02. Conjunto Mesa Trilho03. Mesa Deslizante04. Conjunto Roda Mesa Deslizante05. Conjunto Motor Bomba PH40 2P06. Conjunto Cilindro07. Conjunto de Regulagem do Curso08. Painel de Comando Frontal Direito09. Painel de Comando Traseiro Direito10. Esquema Elétrico de Força 380V/60Hz11. Esquema Elétrico de Comando/Ligação Placa12. Esquema Ligação Sensor de Altura13. Esquema de Ligação Trava de Mesa

3
2. APRESENTA��O
Prensa Hidráulica PH40 2P.Parab�ns!
Sua empresa acaba de adquirir um produto de alta qualidade.
A Prensa Hidráulica PH40 2P possui dois postos de trabalho, com acionamento e
controle de pressão individual, desenvolvida com um sistema hidráulico e eletro-eletrônico
eficiente e seguro, o qual garante força e precisão de corte em diversos materiais como: couro,
sintéticos, fibras têxteis, espumas termoplásticas, borracha, papel, EVA e outros, de modo a
atender as necessidades da sua indústria, buscando sempre a melhor qualidade. A estrutura do
corpo e a força do cilindro garantem uma grande capacidade de força de corte sem afetar a
parte construtiva, estrutural e funcional da máquina. Este equipamento possui grande precisão
de funcionamento, garantindo assim, ótimo desempenho e produtividade, sendo um grande
aliado na sua produção. Possui um sistema de fim de curso de extrema precisão e de fácil
ajuste através de dois manípulos (um em cada lado de operação) localizados no cabeçote.
Possui chave de segurança com retenção, chave geral liga/desliga e acionamento eletrônico
simultâneo, proporcionando assim total segurança para o operador. O tanque hermeticamente
fechado evita a contaminação do óleo, aumentando significamente sua vida útil.
Desejamos sucesso na sua utilização e nos colocamos à disposição para qualquer
informação que possa ser útil para o melhor aproveitamento desta máquina.
A Máquinas Klein S.A Indústria e Comércio projeta seus equipamentos com os mais
avançados conceitos tecnológicos e produtivos.
O fabricante reserva-se o direito de realizar altera��es t�cnicas
para o aperfei�oamento da m�quina.
M�QUINAS KLEIN S.A. IND�STRIA E COM�RCIO.Rua: 19 de Novembro, 02 – CEP: 93534-490.
Fone / Fax: (51) 3393-9100Novo Hamburgo – R.S.
[email protected]://www.maquinasklein.com.br

4
3. INTRODU��O
Você tem em mãos o manual técnico da máquina PH40 2P.
Este manual é parte integrante do seu equipamento.
Aqui estão todas as informações necessárias para o manuseio, operação e manutenção
da sua máquina. O manual técnico deve estar sempre próximo da sua máquina e a disposição
para qualquer dúvida que possa surgir quanto ao uso e manutenção deste equipamento.
Mantenha-o em lugar protegido de intempéries e elementos que possam danificá-lo.
Lembre-se que para a correta operação ou qualquer outra manipulação desta
máquina é muito importante antes de qualquer manuseio, ler atentamente e
integralmente este manual técnico.
As informações aqui contidas são de fundamental importância. O tempo
utilizado para a sua leitura será recompensado com a perfeita integração do
operador técnico com a máquina.
Todas as informações aqui contidas são de propriedade exclusiva de M�quinas Klein,
não podendo ser passadas a terceiros.
Estamos sempre buscando aperfei�oamento de nossos produtos, assim, nos reservamos o direito de alterar o conte�do deste manual sem pr�vio aviso.
Este Manual Técnico foi elaborado conforme a Norma NBR- 14.245
Edi��o – Mar�o/2010Vers�o – 1.1

5
4. CARACTERÍSTICAS TÉCNICAS
Dados da MáquinaDimensões s/ embalagem 1500 x 1760 x 3310 mm
Superfície da chapa de pressão 1000 x 1000 mmSuperfície das mesas 1000 x 1000 mmCurso do cabeçote 90 mm
Velocidade de corte 51 mm/sForça de corte 40000 Kg
220V - 50/60Hz - TrifásicoTensões disponíveis
380V - 50/60Hz - TrifásicoPotência instalada 1,5 KW
Pressão de trabalho do sistema hidráulico 210 barVolume de óleo do reservatório 0,068m³ - 68 litros
Especificação do Óleo ISO AW 68Temperatura de Trabalho (ambiente a 25°C) 40 ± 5°C
Peso líquido 2016 KgPeso da embalagem das mesas 88 Kg
Peso da embalagem da máquina 100 KgPeso total 2204 Kg
Dimensões da embalagem da máquina 1700 x 2000 x 2250 mmDimensões da embalagem da mesa 1200 x 525 x 3300 mm

6
5. INSPEÇÃO DE RECEBIMENTO
A máquina chegará à sua empresa da seguinte maneira:
Antes de retirá-la das embalagens, faça uma verificação prévia para certificar-se que a mesma esteja em perfeitas condições.
Verifique se não existem sinais de pancadas ou avarias nas embalagens e/ou na máquina.
Se houver qualquer sinal de violação ou dano não prossiga nas operações de instalação sem antes verificar a integridade de sua máquina. Se for o caso, buscar justificativas com a empresa transportadora.
Havendo dúvidas quanto ao procedimento entre em contato com nosso serviço de Assistência Técnica.
Máquina na embalagem aberta de madeira
Serviço de Atendimento ao ConsumidorFone / Fax: (51) 3393-9150
A sua máquina possui uma placa de identificação que deve conferir com os dados descritos em sua nota fiscal. Informe sempre os dados contidos nesta placa quando for solicitar qualquer informação.
Mesa na embalagem aberta de madeira

7
6. ABRINDO A EMBALAGEM
A primeira etapa ser� desmontar a embalagem retirando os pregos de fixa��o.
Ao desmontar a caixa deve-se ter o cuidado de evitar movimentos e manipula��o de ferramentas que possam danificar a m�quina.
Solte os parafusos que fixam a prensa ao estrado e com uma empilhadeira, retire-a do mesmo com cuidado. O mesmo procedimento dever� ser tomado com rela��o �s mesas.
Quando no piso, sua movimenta��o se faz apenas com uma empilhadeira.Os furos que s�o usados para a fixa��o do balancim no estrado tamb�m servem para a
coloca��o de “VIBRA-STOP”, se isto for do interesse do comprador.

8
7. INSTALAÇÃO
Verificações Prévias
Observar a área de operação de forma que haja espaço suficiente para:
O operador
O material a ser cortado
O material cortado
Ferramentas (navalhas)
Após a definição do local onde a máquina irá operar, efetuar a ligação à rede de alimentação elétrica.Esta máquina é ligada em 220v ou 380v.
Usar um plug para conectar o cabo de alimentação elétrica. ATENÇÃO: Para segurança do operador e evitar danos ao sistema eletrônico, é
imprescindível a ligação do fio terra.
O cabo possui um selo de identificação.
*Conectar à rede elétrica, verificando quala tensão utilizada (220v ou 380v).
* Usar aterramento
*Ao conectar à rede elétrica, observar o correto sentido de rotação do motor (rotação certa é sempre no sentido horário).
SELO DE IDENTIFICAÇÃODA LIGAÇÃO ELÉTRICA

9
8. OPERANDO A PRENSA
Ligando a Máquina
O acionamento da chave liga/desliga põe em funcionamento o motor do sistema hidráulico e o sistema eletroeletrônico, simultaneamente.
OBS.: Antes de colocar a máquina em funcionamento, retire o óleo protetivo dos guias do cabeçote.
A Prensa é uma máquina de Cortar. Foi projetada para trabalhar com materiais diversos, (couros, sintéticos, feltros, e outros), garantindo a padronização do corte.
Observar o sentido de rotação dos motores.Sempre no sentido HORÁRIO.
Chave Geral Liga/Desliga
Guias

10
9. COMANDOS DO OPERADOR
A Prensa permite trabalhar com navalhas de diversas alturas (19mm, 30mm, 50mm, etc), desde que o curso seja maior que a navalha utilizada. Ajuste o manípulo que existe na parte frontal do cabeçote. O curso será desde o acionamento até o momento em que o acionador do sensor ative o sensor. Eletronicamente acontecerá a inversão da válvula e as quatro molas do cabeçote realizarão o movimento de retorno da chapa prensora. Este sistema garante precisão e economia de cepo (ideal para meio-corte).
O ajuste da altura da chapa prensora em relação à navalha é feito pelo manípulo. Girando o manípulo no sentido anti-horário descemos a chapa prensora, e conseqüentemente, ao girarmos o manípulo no sentido horário elevamos a chapa prensora da máquina.
Regulagem de altura
Acionador do sensor
Manípulo
Sensor

11
9.1 ACIONAMENTO SIMULTÂNEO.
O acionamento da máquina é feito através de sensores ópticos localizados nos braços de acionamento. O acionamento deve ser realizado simultaneamente nos dois botões com um intervalo de tempo de no máximo 0,8 segundos. Neste tipo de acionamento eletrônico, é necessário manter os sensores limpos (na cavidade), pois o acúmulo de sujeira pode obstruir o feixe de luz, fazendo assim com que a máquina não acione. Para evitar estes inconvenientes, os sensores ópticos já saem da fábrica com umas capas de silicone de proteção da cor preta.
Obs.: Nunca limpe os sensores com ferramenta pontiaguda (chave de fenda, tesoura, etc). Use pano limpo e álcool.
Os sensores ópticos, por não terem movimentos mecânicos, têm sua vida útil até 18 vezes maior que as botoeiras convencionais.
Botões Ópticos

12
9.2. Carta ao Operador
Caro(a) Amigo(a)
Todos n�s sabemos que profissionais bem treinados e capacitados, produzem qualidade com efici�ncia. Por isso fizemos este cap�tulo, para auxili�-lo a tirar o maior proveito deste equipamento, com seguran�a e menor esfor�o.
Este equipamento foi projetado de maneira a facilitar a opera��o de corte, a qual � de extrema import�ncia dentro do processo produtivo, pois � neste momento que, na pr�tica, inicia a produ��o.
Este equipamento possui bot�es �pticos de acionamento, os quais s�o uma evolu��o tecnol�gica que trazem grandes vantagens para voc�, operador, pois os mesmos n�o exigem nenhum esfor�o para serem acionados, evitando assim esfor�os repetitivos com os polegares.
Leia atentamente os passos abaixo descritos:
1 – Ligue o equipamento (gire a chave Liga/Desliga) localizada na frente da m�quina, lado esquerdo, e espere a rota��o do motor estabilizar.
2 – Coloque a navalha com o material a ser cortado na posi��o de corte e inicie o ajuste.Recomendamos, na maioria dos casos, utilizar o fio da navalha voltado para cima e o material ficando entre o fio da navalha e a chapa de prote��o (chapa de ambatex).
3 – Ajuste o curso da chapa de press�o atrav�s do man�pulo localizado na parte superior do cabe�ote. Girando o man�pulo no sentido anti-hor�rio, mais a chapa de press�o descer�.
4 – Ajuste a for�a de corte atrav�s dos potenci�metros nos pain�is dos bra�os de comando frontal e traseiro. Cada mesa possui uma regulagem diferente de altura e de for�a, por�m o curso de retorno ser� o mesmo nos dois casos. Este recurso facilitar� sobremaneira seu trabalho. Haver� uma economia na chapa de prote��o, pois o equipamento imprimir� a press�o exata para cada caso.
Regulagem de retorno
Regulagem de força
Botão de emergência

13
5 – Ajuste o curso de retorno do cabe�ote no potenci�metro localizado no bra�o de comando do painel frontal da m�quina. Aconselhamos n�o deixar esta abertura, acima do material, maior que 8 (oito) mil�metros, pois voc� pode perder tempo e produtividade.
Caso voc� note alguma anormalidade no equipamento durante o processo, acione qualquer um dos bot�es de emerg�ncia situados nos bra�os de comando. A m�quina n�o acionar� o cabe�ote, por�m continuar� ligada. Para voltar a opera��o normal, basta girar o bot�o de emerg�ncia no sentido hor�rio.
A máquinas Klein deseja a você um bom trabalho e sucesso na sua vida.
Regulagem de força
Botão de emergênciac/ retenção

14
10. SEGURANÇA
Para a correta operação deste equipamento observe com atenção os tópicos abaixo relacionados. Essas observações garantem o bom desempenho, durabilidade e segurança do operador.
NUNCA OPERE A MÁQUINA SE NÃO TIVER PLENO CONHECIMENTO DE SEU FUNCIONAMENTO;
NÃO ACIONE A MÁQUINA SE A MESMA ESTIVER COM COMPONENTES SOLTOS OU MAL FIXADOS;
NÃO OPERE ESTE EQUIPAMENTO COM LUVAS OU MANTAS QUE POSSAM PRENDER;
NUNCA OPERE A MÁQUINA COM AS TAMPAS E PROTEÇÕESABERTAS;
OBSERVE CUIDADOSAMENTE OS MECANISMOS E SUAS REGULAGENS PARA NÃO DANIFICAR A MÁQUINA;
CONECTE O CONDUTOR DE ATERRAMENTO;
PARA FAZER MANUTENÇÃO NO SISTEMA ELÉTRICO, DESLIGUE A MÁQUINA, RETIRE O PLUG DA REDE ELÉTRICA E AGUARDE QUE TODOS OS LED`S DO QUADRO ELÉTRICO ESTEJAM DESLIGADOS.
Lembre-se que para o bom funcionamento da sua máquina é necessário:
Conservar a perfeita afiação da navalha;
Regular corretamente a altura do cabeçote;
Regular a pressão adequada nos potenciômetros;
Manter a máquina limpa;

15
11. MANUTENÇÃO
Esta máquina foi desenvolvida de forma a operar com ótimo desempenho e grande durabilidade. Para isso, destacamos a seguir, alguns pontos importantíssimos, para atingirmos esta condição.
Sistema Elétrico
Para garantir o bom funcionamento e durabilidade, deve-se manter as portas lateraissempre fechada para proteger seus componentes contra poeiras e umidade.
Reservatório de óleo
Este equipamento já vai com o óleo, pois o reservatório é fechado e não exige sua retirada para movimentação e transporte.
Em caso de manutenção no sistema hidráulico, deve-se retirar o óleo. Para isto, deve-se fazê-lo através da tampa frontal da mesa ou retirando um bujão na parte inferior da mesa. Para retirar a tampa, retire os parafusos que a prendem. Retire o óleo (68 litros) e coloque-o em um recipiente livre de sugeira e umidade.
Tampa do tanque de
óleo
Bujão
Porta lateral (válvula e bloco
hidráulico)
Porta lateral (painel elétrico)

16
Em caso de substituição do óleo, proceda como descrito acima e realize a limpeza interna do reservatório com querosene. Limpe ou troque o elemento filtrante (filtro). Coloque o óleo (68 litros). Observe que a bomba fique coberta pelo fluído. Fixe a tampa do tanque com um vedante. Somente após a colocação do fluído deve ser procedida a instalação junto a rede elétrica. A ligação deve ser feita de forma que o motor gire no sentido horário.
Dados do óleo
Óleo hidráulico: ISO AW68Ex.: Móbil Hidráulico 68
Ipiranga AWG68
Obs.: Retirar o óleo e filtrá-lo 1 (uma) vez ao ano.
Lubrificação
Lubrifique, com óleo lubrificante, semanalmente as quatro guias do martelo.
Guias

17
12. D�vidas mais Freq�entes
Apresentamos a seguir as dúvidas mais freqüentes apresentadas por nossos clientes junto ao setor de assistência técnica.
- A prensa n�o liga.Verifique se o disjuntor, localizado dentro do painel elétrico está ligado.Verifique se não há algum fio rompido junto ao plug de alimentação.
- A prensa parou.Abra a porta lateral de acesso ao painel elétrico e verifique os leds da placa
eletrônica. O primeiro led deve estar ligado. O segundo, terceiro, quarto e quinto led, são sinais dos sensores ópticos dos punhos. Se algum destes estiver ligado é porque existe sugeira no mesmo. Limpe com um pano com álcool. Não utilize ferramentas pontiagudas para este serviço.
- A prensa n�o tem for�a.Abra o tanque e retire o óleo.Verifique se a mangueira não está rompida.Verifique se a bomba está funcionando corretamente.Verifique se não há nenhum vazamento na máquina.Verifique se a válvula está acionando.Verifique se a chaveta da bomba não está rompida.
Se o eventual problema que ocorrer em sua máquina não estiver descrito aqui ou, se após seguir os passos para sua resolução o mesmo não for solucionado entre em contato com nossa Assistência Técnica pelo telefone (51) 3393-9100 – Ramal 9150.

18
13. ENTREGA T�CNICA E GARANTIA
Entrega T�cnica
Os serviços de supervisão técnica na instalação estão incluídos no preço do equipamento, os quais serão efetuados por nossa assistência técnica ou por assistência técnica autorizada pelas M�QUINAS KLEIN S.A. IND�STRIA E COM�RCIO.
M�QUINAS KLEIN S.A. IND�STRIA E COM�RCIO.Rua: 19 de Novembro, 02 – CEP: 93534-490.
Fone / Fax: (51) 3393-9100Novo Hamburgo – R.S.
[email protected]://www.maquinasklein.com.br
Garantia
M�QUINAS KLEIN S/A IND�STRIA E COM�RCIO, responde pela qualidade e perfeito funcionamento dos equipamentos, durante os primeiros 6 (seis) meses contados da data da emissão da nota fiscal de entrega, desde que sejam obedecidas todas as especificações técnicas para uso do equipamento, fornecido pelo fabricante.
A garantia oferecida por M�QUINAS KLEIN S/A IND�STRIA E COM�RCIO, não cobre os defeitos apresentados pelo mau uso do equipamento e/ou consertadas por técnicos não credenciados por M�QUINAS KLEIN S/A IND�STRIA E COM�RCIO.
Máquina: PrensaModelo: PH40 2PNúmero de Série:Ano de Fabricação:Data da Compra:N° da Nota Fiscal

19
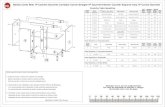
15. PE�AS DE REPOSI��O
Nas páginas a seguir estão relacionados os desenhos das peças de reposição e listagem dos códigos.
Se houver necessidade de substituir qualquer componente, informe o modelo da máquina, o número de série, data de fabricação e o código da peça.
Use somente pe�as originais KLEIN.
Se utilizar em sua máquina componentes que não sejam originais, você estará comprometendo a qualidade e durabilidade podendo causar danos e invalidar a garantia.
M�QUINAS KLEIN S.A. IND�STRIA E COM�RCIO.Rua: 19 de Novembro, 02 – CEP: 93534-490.
Fone / Fax: (51) 3393-9100Novo Hamburgo – R.S.
[email protected]://www.maquinasklein.com.br

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Prensa PH40 2P PH 0.001.069
Fernando
3.98.070-7
PH40 2P
M Á Q U I N A S
ESCALA
5/1/2010
2017,404 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
1 2 3,2 0 ,4
ÍTEM
SIST
EMA
MÉT
ODOS
EPR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acima
1600
0at
é200
00ac
ima12
000
até1
6000
acima
8000
até1
2000
acima
4000
até8
000
acima
2000
até4
000
acima
1000
até2
000
acima
315at
é100
0ac
ima12
0at
é315
acima
30at
é120
acima
6at
é30
acima
0,5at
é6
GROS
SOMÉ
DIAFIN
ODI
N71
68
1 2 Acion.Sensor SPEED 29 (Ano 2008) 3.81.190-5 STB 4.001.216 0,828 kg
2* 2 Conjunto de regulagem do curso 3.81.123-9 STB 3.001.138 2,443 kg
3 2 Abraçadeira 3.58.204-3 SP 4.101.004 0,129 kg
4 2 Tampa Lateral Direita 3.58.014-8 SP 2.004.003 14,970 kg
5 1 Placa dos Componentes Elétricos 3.58.023-7 SP 1.007.001 0,000 kg
6 2 Fecho em Poliamida 2.21.411-3 Ref. 25085 0,068 kg
7 4 TAMPA DO BRAÇO 3.63.064-1 PRD 4.001.046 0,278 kg
8 1 Braço Direito 3.63.068-4 PRD 3.001.050 9,824 kg
9 1 Braço Esquerdo 3.63.067-6 PRD 3.001.049 9,908 kg
10 1 Tampa do Depósito de Óleo 3.33.125-3 PK 3.011.009 1,589 kg
11 1 Tubo do Cilindro 3.98.068-5 PH 4.001.067 0,208 kg
12 1 Tubo da Parte Superior 3.98.067-7 PH 4.001.066 0,615 kg
13 1 Tubo da Coluna 3.98.066-9 PH 4.001.065 0,000 kg
14* 1 Conexão do Cilindro 3.98.064-2 PH 4.001.061 0,208 kg
15 1 Suporte do Micro do Martelo 3.98.056-1 PH 4.001.050 0,086 kg
16 1 Painel Comando Traseiro Direito 3.98.055-3 PH 4.001.049 0,000 kg
17 1 Painel Comando Frontal Direito 3.98.054-5 PH 4.001.048 0,000 kg
18 1 Chapa de Proteção 3.98.051-0 PH 4.001.046 12,606 kg
19 4 Haste Guia 3.98.034-0 PH 4.001.030 36,574 kg
20 4 Bucha Guia 3.98.033-2 PH 4.001.029 5,125 kg
21 2 Adesivo PH40 2P 2.24.233-8 PH 3.001.056 0,000 kg
22 1 Estrutura Prensa 40 Ton. 3.98.061-8 PH 3.001.055 798,099 kg
23 1 Conjunto Motor Bomba PH40 2P 3.98.052-9 PH 3.001.047 64,942 kg
24 1 Conjunto Cilindro 3.98.045-6 PH 3.001.040 504,463 kg
25 2 Apoio do Suporte Sensor 3.98.040-5 PH 3.001.034 1,044 kg
26 1 Conjunto Mesa Trilho 3.98.032-4 PH 3.001.028 460,748 kg
27 1 Braço Traseiro Direito 3.85.036-6 PDP 4.001.040 9,823 kg
28 1 Braço Dianteiro Esquerdo 3.85.034-0 PDP 3.001.038 9,907 kg
29 1 Conjunto Bloco Hidráulico SPEED 25 3.58.448-8 13,491 kg
30 4 Dobradiça Tasco 91890 2.21.378-8 0,649 kg
31 4 Botão 1 Pressão 2.20.548-3 0,039 kg
32 3 Prensa Cabo 3/4" 2.20.211-5 0,000 kg
33 1 Micro M3L com Proteção M33 2.20.073-2 0,024 kg
34 1 Chave CR 020 2.20.027-9 0,192 kg
35 1 Conexão UMA 25 x 3/4" NPT 2.16.170-2 0,000 kg
36 1 Espigão Macho 1/4" x 6 mm 2.15.492-7 0,021 kg
37 2 Válvula 5/2V 220V SOL/MOL Conexão 1/4" 2.15.491-9 0,000 kg
38 1 FRL 1-4 N.D. 20M 0-12KGF RMSA 2.15.489-7 0,000 kg
39 2 Niple Duplo 1" Galvanizado 2.13.033-5 0,000 kg
40 8 Arruela M8 DIN 125 2.09.012-0 0,000 kg
41 8 Porca DIN 934 M8 2.08.017-6 0,045 kg
42 8 Parafuso Fenda Chata M8x60 2.03.054-3 0,265 kg
43 4 Parafuso Allen DIN 913 M4x6 2.00.141-1 0,000 kg
44 4 Din 912 M10x40 2.00.062-8 0,142 kg
45 4 Parafuso Din 912 M8x60 2.00.047-4 0,000 kg
46 4 Parafuso Fenda Chata M8x35 2.00.044-0 0,059 kg
47 6 Parafuso DIN 912 M8x25 2.00.040-7 0,101 kg
48 10 Parafuso DIN 912 M8 x 20 2.00.039-3 0,148 kg
49 4 Parafuso DIN 912 M6x35 2.00.027-0 0,043 kg
50 4 Parafuso DIN 912 M4 x 30 2.00.006-7 0,016 kg
51* 1 Porca 1" NPT x 25 0,149 kg
42
4626
18
44
20
24
39
19
1
41
40
36
11
7
9
27
32
43
38
23 22
2931
30
45
49
3
37
50
3
21
16
49
25
47
43
43
17
832
33
34 28
10
48
4
7
12
39
5
37
6
15
35
13
1063
962,5
783 480
1340
997
1686
100
ANEXO 01

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Conjunto Mesa Trilho PH 3.001.028
Fernando
3.98.032-4
PH40 2P
M Á Q U I N A S
ESCALA
6/1/2010
460,748 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 4 Suporte do Micro 3.98.025-1 PH 4.001.021 0,961 kg
2 2 Mesa Deslizante 3.98.031-6 PH 3.001.027 363,357 kg
3 1 Trilho 3.98.024-3 PH 2.001.020 103,245 kg
4 4 Batente de Poliuretano 2.17.269-0 BHS 4.001.014 0,050 kg
5 4 Micro M3L com Proteção M33 2.20.073-2 0,094 kg
6 2 Cil. ISO Ø25x25 D.Ação 2.15.490-0
7 4 Porca Din 934 M6 2.08.016-8 0,010 kg
8 6 Parafuso DIN 912 M8x40 2.00.045-8 0,136 kg
9 4 Parafuso DIN 912 M6 x 12 2.00.018-0 0,023 kg
10 4 Parafuso DIN 912 M6x10 2.00.015-6 0,021 kg
11 8 Parafuso Din 912 M4x20 2.00.004-0 0,024 kg
1
4
2
11
6
3
8
5
710
9
ANEXO 02
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Mesa Deslizante PH 3.001.027
User
3.98.031-6
PH40 2P
M Á Q U I N A S
ESCALA
5/1/2010
181,679 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 1 BATENTE LIMITADOR DA MESA 3.63.083-8 PRD 4.001.064 0,133 kg
2 3 ENCOSTO DA MESA 3.63.075-7 PRD 4.001.056 0,576 kg
3 1 Puxador da Mesa Deslizante. 3.98.030-8 PH 3.001.026 1,208 kg
4 4 Conjunto Roda Mesa Desl. 3.98.028-6 PH 3.001.025 0,845 kg
5 1 Mesa Deslizante 3.98.027-8 PH 3.001.023 178,152 kg
6 2 Batente de Poliuretano 2.17.269-0 BHS 4.001.014 0,025 kg
7 6 Parafuso DIN 912 M8x40 2.00.045-8 0,136 kg
8 8 Parafuso DIN 912 M8x25 2.00.040-7 0,134 kg
9 2 Parafuso DIN 912 M4 x 12 2.00.002-4 0,004 kg
3
2
4
6
5
8
7
9
1
ANEXO 03
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Conjunto Roda Mesa Desl. PH 3.001.025
Fernando
3.98.028-6
PH40 2P
M Á Q U I N A S
ESCALA
14/1/2010
0,211 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 1 Distanciador do Rodizio 3.63.069-2 PRD 4.001.051 0,001 kg
2 1 Parte Superior da Suspen. 3.63.050-1 PRD 4.001.004 0,078 kg
3 1 Roda 3.63.049-8 PRD 3.301.001 0,009 kg
4 2 Haste da Roda do Carro 3.98.062-6 PH 4.001.059 0,057 kg
5 2 Mola Mesa Deslizante 2.14.136-1 PH 4.001.024 0,000 kg
6 1 Parte Inferiror da Suspen. 3.68.126-2 FRE 4.007.037 0,058 kg
7 2 Parafuso Allen s/ Cab. M4x4 2.00.010-5 DIN 913 0,001 kg
8 1 Anel Elástico DAI 19 2.21.015-0 DIN 472 0,001 kg
9 2 Pino Elástico Ø3x10 2.21.129-7 0,000 kg
10 1 Rolamento 626 ZZ 2.11.008-3 0,008 kg
11 1 Parafuso DIN 912 M6 x 16 2.00.020-2 0,007 kg
4 9
7
2
5
6
1
3
10
8
11
ANEXO 04
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Conjunto Motor Bomba PH40 2P PH 3.001.047
Fernando
3.98.052-9
PH40 2P
M Á Q U I N A S
ESCALA
12/1/2010
64,942 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 1 Acoplamento 3.58.179-9 SP 4.001.025 1,044 kg
2 1 Flange de entrada 3.58.178-0 SP 4.001.024 0,000 kg
3 1 Mancal da bomba de Engrenagem 3.58.181-0 SP 2.001.027 7,169 kg
4 1 Suporte do Motor 3.58.180-2 SP 2.001.026 6,031 kg
5 1 Tubo do Tanque 3.98.069-3 PH 4.001.068 0,283 kg
6 1 Flange de Saída 3.69.021-0 BHT 4.101.003 0,365 kg
7 1 Volante Motor Trifásico 3.67.033-3 BHR 3.001.031 20,529 kg
8 1 Elastomero 2.21.346-0 0,031 kg
9 1 Anel Oring 2-221 2.17.343-3 0,000 kg
10 1 O´ring 2-267 2.17.309-3 0,000 kg
11 1 O´ring 2-046 2.17.224-0 0,000 kg
12 1 Bomba Rexroth 1PF2G3-30B/032 RA07MB 2.16.193-1 9,761 kg
13 1 Conexão UMA 16 x 3/4" NPT 2.16.068-4 0,107 kg
14 1 Filtro de Sucção HDA FTS110 HFS 530 2.16.018-8 3,340 kg
15 2 Porca Conexão UDA 1.1/4" x 32 2.13.067-0 0,488 kg
16 2 Niple Duplo Igual 1 1/4" x 32 Galv. 2.13.066-1 0,610 kg
17 1 Motor Trif. 2cv 4 Pólos 220/380v 60 Hz Forma B5 2.10.054-1 0,000 kg
18 4 Parafuso Din 933 M10 x 30 2.07.052-9 0,000 kg
19 2 Parafuso DIN 558 M12x40 2.07.019-7 0,000 kg
20 8 Parafuso DIN 912 M10 x 35 2.00.120-9 0,260 kg
21 4 Parafuso Din 912 M8x16 2.00.037-7 0,053 kg
22 1 Parafuso DIN 913 M8x10 2.00.034-2 0,000 kg
23 1 Parafuso DIN 913 M6 x 12 2.00.017-2 0,003 kg
14
16
15
15
5
20
2
10
19
20
9
13
6
11
3
1
23
7
4
218
17
18
22
12
ANEXO 05
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Conjunto Cilindro PH 3.001.040
Fernando
3.98.045-6
PH40 2P
M Á Q U I N A S
ESCALA
13/1/2010
504,463 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 4 Haste de Retorno Cilindro 3.98.065-0 PH 4.001.063 7,553 kg
2 4 Mola de Retorno Ø9mm 2.14.139-6 PH 4.001.062 0,000 kg
3 4 Bucha 3.98.050-2 PH 4.001.045 2,124 kg
4 1 Bucha Inferior do Cilindro 3.98.048-0 PH 4.001.043 3,532 kg
5 1 Tirante Batente 3.98.044-8 PH 4.001.039 1,905 kg
6 5 Tirante 3.98.042-1 PH 4.001.036 9,322 kg
7 1 Haste do Cilindro 3.98.049-9 PH 3.001.044 30,332 kg
8 1 Chapa Inferior do Cilindro 3.98.047-2 PH 3.001.042 39,355 kg
9 1 Camisa do Cilindro 3.98.046-4 PH 3.001.041 44,514 kg
10 1 Chapa Prensora 1000 x 1000 3.98.041-3 PH 2.001.035 360,851 kg
11 1 Batente de Poliuretano 2.17.269-0 BHS 4.001.014 0,012 kg
12 1 Anel Oring 2-434 2.17.398-0 0,000 kg
13 1 Gaxeta 31204750-625 B 2.16.308-0 0,048 kg
14 2 Gaxeta 37505250 2.16.307-1 0,048 kg
15 6 Arruela de Pressão M24 2.09.044-9 0,104 kg
16 6 Porca Sextavada M24 DIN 934 2.08.047-8 0,000 kg
17 8 Parafuso DIN 912 M10 x 50 2.00.064-4 0,334 kg
18 4 Parafuso DIN 912 M8 x 50 2.00.046-6 0,108 kg
A
DETAIL A
1
2
9
14
13
5
8
3
15
1612
4
10
17
6
11
7
18
16
ANEXO 06
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Conjunto de regulagem do curso STB 3.001.138
Marcell
3.81.123-9
Speed 25
M Á Q U I N A S
ESCALA
29/1/2010
1,221 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SISTE
MAMÉ
TODO
S E
PROC
ESSO
SKA
NBAN
±8±6±7±5
±6±4±5±3
±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 2 Bucha de Apoio do Regulador 3.81.053-4 STB 4.001.069 0,065 kg
2 1 Fuso do sensor 3.58.176-4 SP 4.001.020 0,000 kg
3 1 Tensor do sensor 3.33.324-8 PK 4.706.004/1 0,000 kg
4 1 Suporte do sensor 3.33.323-0 PK 4.706.003/1 0,027 kg
5 1 Suporte regulador do curso 3.33.321-3 PK 3.706.001/1
6 1 Guia da mola 3.39.108-6 BHS 4.207.020 0,002 kg
7 1 Mola do tensor 2.14.056-0 BHS 4.207.003 0,000 kg
8 1 Manipulo 3.39.067-5 BHS 4.007.008 0,000 kg
9 1 Pino Elástico Ø3x10 2.21.129-7 0,000 kg
10 1 Esfera Ø3/16" 2.21.080-0 0,000 kg
11 1 Sensor Indutivo IFL 2-12-10P 2.20.514-9 0,061 kg
12 1 Parafuso DIN 913 M6 x 08 2.00.154-3 0,002 kg
13 2 Parafuso DIN 912 M6x35 2.00.027-0 0,022 kg
14 2 Parafuso DIN 912 M4 x 12 2.00.002-4 0,004 kg
8
12
7
6
3
10
14
11
4
1
9
5
13
2
ANEXO 07
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
NOME DATA
QT. PESO
Painel Comando Frontal Direito PH 4.001.048
Fernando
3.98.054-5
PH40 2P
M Á Q U I N A S
ESCALA
19/1/2010
0,000 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 1 Painel AL Traseiro 2.24.196-0 PRD 4.001.109 0,033 kg
2 2 Potenciometro 4K7 2.22.136-5 0,084 kg
3 1 Botão de Emergência c/ Retenção 2.20.478-9 0,050 kg
4 2 Knob Joto 154 Preto 2.20.202-6 0,007 kg
5 4 Parafuso ISO 7380 M4 x 10 2.00.147-0 0,006 kg
5
1
2
4
3
ANEXO 08
PDF created with pdfFactory trial version www.pdffactory.com

DESENHO
RUGOSIDADE Ra(um)
DENOMINAÇÃO
ALTERAÇÃOCÓD.
POS.
DATA NOME
PEÇA:
PROJETISTA
REVISADO
ACAB. SUP.
CÓDIGO
CÓDIGO:
DESENHO:
MÁQUINA:
DATANOME
QT. PESO
Painel Comando Traseiro Direito PH 4.001.049
Fernando
3.98.055-3
PH40 2P
M Á Q U I N A S
ESCALA
19/1/2010
0,000 kg
Tratamento Térmico
Dureza
Tratamento Térmico
Camada
12 3,2 0,4
ÍTEM
SIST
EMA
MÉTO
DOS
E PR
OCES
SOS
KANB
AN±8±6
±7±5±6±4
±5±3±4±2±0,8
±3±1,2
±0,5
±2±0,8
±0,3
±1,2
±0,5
±0,2
±0,8
±0,3
±0,15
±0,5
±0,2
±0,1
±0,15
±0,1
±0,05
acim
a 16
000
até
2000
0ac
ima
1200
0at
é 16
000
acim
a 80
00at
é 12
000
acim
a 40
00at
é 80
00ac
ima
2000
até
4000
acim
a 10
00at
é 20
00ac
ima
315
até
1000
acim
a 12
0at
é 31
5ac
ima
30at
é 12
0ac
ima
6at
é 30
acim
a 0,5
até
6
GROS
SOMÉ
DIA
FINO
DIN
7168
1 1 Painel AL Frontal 2.24.195-1 PRD 4.001.108 0,034 kg
2 1 Potenciometro 4K7 2.22.136-5 0,042 kg
3 1 Botão de Emergência c/ Retenção 2.20.478-9 0,050 kg
4 1 Knob Joto 154 Preto 2.20.202-6 0,004 kg
5 4 Parafuso ISO 7380 M4 x 10 2.00.147-0 0,006 kg
35
1
2
4
ANEXO 09
PDF created with pdfFactory trial version www.pdffactory.com