PLANEJAMENTO DO ROTEAMENTO DO PROCESSO - GRIMA...
22
João Carlos E. Ferreira GRIMA, Dep. Eng. Mecânica, UFSC www.grima.ufsc.br Planejamento do Processo Assistido por Computador - CAPP PLANEJAMENTO DO ROTEAMENTO DO PROCESSO • Tarefas Envolvidas no Planejamento do Roteamento do Processo – As tarefas seguintes são desempenhadas no planejamento do roteamento: ◊ Análise do desenho da peça ◊ Seleção dos processos e rotas de usinagem para cada superfície da peça a ser usinada ◊ Determinação do conteúdo de cada operação e o número de operações de usinagem ◊ Determinação da sequência de operações ◊ Seleção das referências de apoio para cada operação ◊ Arranjo das operações de tratamento térmico ◊ Arranjo de operações auxiliares
Transcript of PLANEJAMENTO DO ROTEAMENTO DO PROCESSO - GRIMA...

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Tarefas Envolvidas no Planejamento do Roteamento do Processo
– As tarefas seguintes são desempenhadas no planejamento do
roteamento:
◊ Análise do desenho da peça
◊ Seleção dos processos e rotas de usinagem para cada superfície da
peça a ser usinada
◊ Determinação do conteúdo de cada operação e o número de operações
de usinagem
◊ Determinação da sequência de operações
◊ Seleção das referências de apoio para cada operação
◊ Arranjo das operações de tratamento térmico
◊ Arranjo de operações auxiliares

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Análise de Desenhos de Peças
– Compreensão do Desenho da Peça
– Análise Tecnológica das Peças
◊ Análise da estrutura da peça:
∗ Peças usinadas possuem várias formas e tamanhos.
∗ Peças compostas de superfícies com formas básicas (planos,
cilindros externos e internos, e cones) e perfis especiais (hélices
(p.ex. roscas), envolventes (p.ex. engrenagens) e perfis
complicados (p.ex. cames e pás de turbinas)).
∗ “features” (p.ex. eixo, disco, anel, tubo)
◊ Superfícies Críticas e Menos Críticas
◊ Estudo do Material e dos Métodos de Tratamento Térmico

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Seleção de Processos de Usinagem
– Tabelas ⇒ processos de usinagem diferentes podem ser usados na
usinagem de uma mesma superfície.
– Fatores principais a serem considerados na seleção de um processo
de usinagem: forma, tamanho, precisão, acabamento superficial,
estrutura global da peça, peso, material, volume de produção,
condições do chão-de-fábrica, etc.
– Exemplo: furo de diâmetro 120+0,022 da luva (feita de aço carbono),
uma precisão IT6 e rugosidade Ra=0,32µm são exigidos.
• tabela ⇒ processo final de usinagem do furo: alargamento
(acabamento), mandrilamento de precisão, brochamento
(acabamento) e retificação (semi-acabamento).

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO
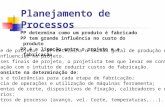
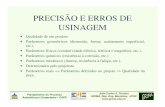
Peça exemplo para
qual é feita a
seleção de
processos de
usinagem

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Roteamento ⇒ mandrilamento (desbaste) → mandrilamento (semi-
acabamento) → retificação (desbaste) → retificação (semi-
acabamento)
• Furo de diâmetro 106+0,022 ?

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO
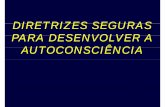
Precisões de usinagem e rugosidades obtidas economicamente através de
diversos processos de usinagem para superfícies cilíndricas externas
João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
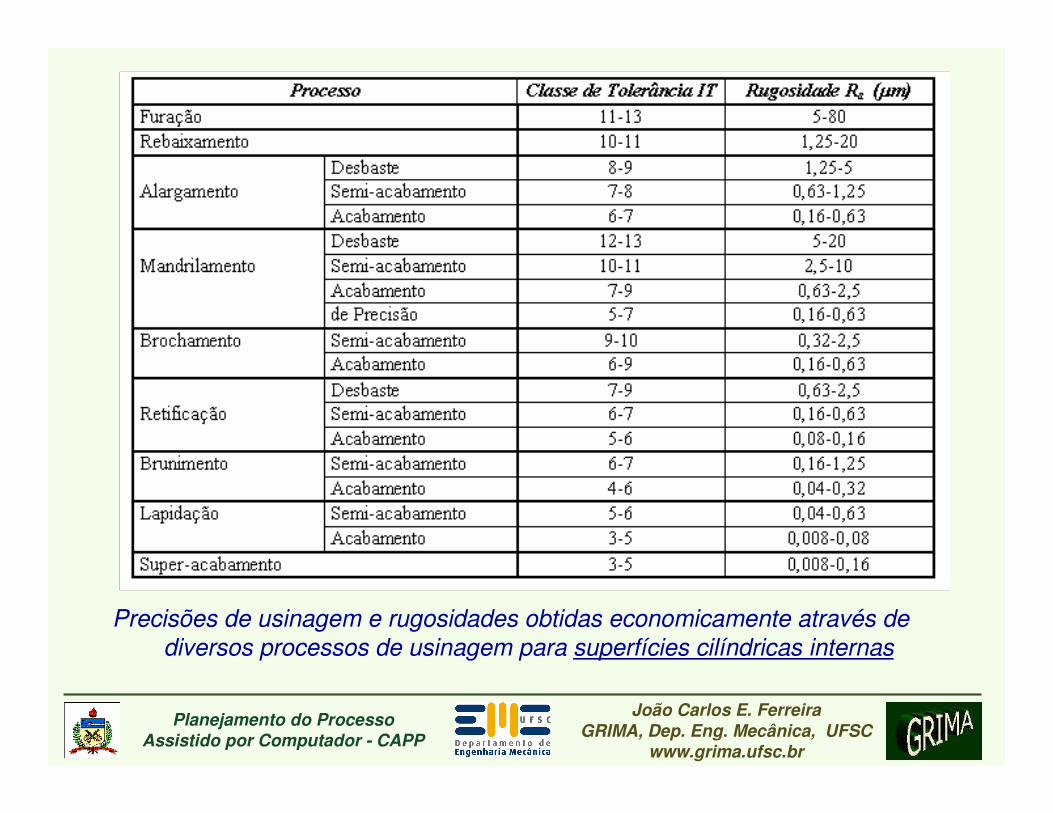
Precisões de usinagem e rugosidades obtidas economicamente através de
diversos processos de usinagem para superfícies cilíndricas internas

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Precisões de usinagem e rugosidades obtidas economicamente através de
diversos processos de usinagem para superfícies planas

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Roteamentos de usinagem para superfícies cilíndricas externas

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Roteamentos de usinagem para superfícies cilíndricas internas
0,16 -

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Roteamentos de usinagem para superfícies planas

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO
Processos de usinagem selecionados para a peça exemplo

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Exercício: Para a peça ilustrada abaixo, qual(is) seria(m) o(s)
roteamento(s) para a usinagem das superfícies 1 e 2? Considerando
estas superfícies, caso sejam necessários pelo menos dois
roteamentos para cada uma delas, escolha 1 (um) roteamento que
seja o mais adequado. Justifique a sua escolha.

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Divisão da Usinagem em Estágios
– desbaste, semi-acabamento e acabamento.
– Desbaste → remover a maior parte do material das superfícies da
matéria-prima. Portanto, a taxa de produção é o principal fator
neste estágio.
– Semi-acabamento → para superfícies menos críticas, tem por
objetivo atingir a sua precisão final; para superfícies críticas, ele
tem por objetivo preparar para o acabamento.
– Acabamento → atingir a precisão exigida para todas as superfícies
críticas.

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Divisão da Usinagem em Estágios:
◊ reduzir a influência da deformação da peça na precisão de
usinagem.
◊ reduzir a possibilidade de danificar as superfícies acabadas.
◊ efetuar uma seleção racional de máquinas, e do seu layout.
– Peças com pouca precisão e elevada rigidez ?

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Concentração e Separação de Operações:
–– ConcentraConcentraççãoão de operações → agrupamento do maior número de
operações elementares possíveis numa só operação → operações
complexas
◊ simplificação da programação da produção.
◊ redução no tempo de manuseio da peça.
◊ emprego de equipamentos e ferramental de elevada eficiência.
◊ elevada habilidade do pessoal.

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO
Concentração de
Operações

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
Concentração de
Operações

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Concentração e Separação de Operações:
–– SeparaSeparaççãoão de operações → cada operação é planejada como sendo
a mais simples possível → operações simples
◊ menores exigências de equipamento e ferramental.
◊ mais simples preparação da máquina.
◊ programação da produção mais complicada.

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Concentração e Separação de Operações:
– Concentração ou Separação ?
◊ Divisão em estágios de usinagem: Normalmente separação.
◊ Volume de produção:
∗ volume de produção ↓ ⇒ concentração
∗ volume de produção ↑ :
⇒ máquinas convencionais → separação
⇒ máquinas CNC → a concentração
◊ Tamanho e peso da peça:
– peças grandes e pesadas → concentração

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Arranjo de Operações de Tratamento Térmico:
– Recozimento e Normalização - Têmpera
Diagrama esquemático das tensões internas em peças, e sua deformação após a usinagem

João Carlos E. FerreiraGRIMA, Dep. Eng. Mecânica, UFSC
www.grima.ufsc.br
Planejamento do Processo Assistido por Computador - CAPP
PLANEJAMENTO DO
ROTEAMENTO DO PROCESSO• Arranjo de Operações de Tratamento Térmico:
– Endurecimento Superficial
• cementação, nitretação, cianetação.
• Arranjo de Operações Auxiliares:
– inspeção, detecção de trincas, limpeza, revestimento, etc.