Otimização integrada de produtividade e qualidade em...
55
Aplicações Reais Pesquisa Aplicada Otimização integrada de produtividade e qualidade em gestão e logística Prof. Dr. Roquemar Baldam [email protected] http://egpp.ufes.br http:/gestaopublica.ufes.br/cope
-
Upload
truongkien -
Category
Documents
-
view
213 -
download
0
Transcript of Otimização integrada de produtividade e qualidade em...

Aplicações ReaisPesquisa Aplicada
Otimização integrada de produtividade e qualidade
em gestão e logística Prof. Dr. Roquemar Baldam
http://egpp.ufes.br
http:/gestaopublica.ufes.br/cope
Nós existimos para apoiar as organizações a atingir seupotencial completamente.
CopeCenter for Organizational Performance
Centro de Referência em Desempenho Organizacional

Sitehttp://www.gestaopublica.ufes.br/cope/
http://www.gestaopublica.ufes.br/cope

O que este Workshop é:• Experimentação pragmática de Lean integrado à
Melhoria de produtividade e Logística.• Possibilidade de Networking.• Incentivo a outros Workshops e ações.

O que não é:•Não é Curso rápido de Lean.•Não é Curso rápido de BPM.•Não é Curso rápido ou ágil de nenhum tipo.•Não é ação comercial.

7


Intro‐To‐Lean
History Timeline for Lean Manufacturing

Construindo a Fundação da Melhoria Contínua
Produção artesanal Taylor ‐ Estudos de
tempos e movimentos Eli Whitney ‐ Padronização de produtos
Gilbreth
Administração Científica
Produção industrialShewart ‐
Métodos estatísticos Controle
estatísticos de processo Produção em
linha de montagem
Ford ‐ Análise do trabalho
Manufatura simplificada
Controle de qualidade
Juran ‐ Análise de processo
Sloan – Gerenciamento
moderno
Trabalho organizado – Direitos do trabalhador
Produção em massa
Tunner – Berlin Airlift
Simplificação de processos e
serviços
Taguchi – foco no cliente
Engenharia de QualidadeDeming – Systems
ThinkingTQM ‐
Gerenciamento Total da qualidade
Sistema Toyota de Produção
Toyoda, Ohno, Shingo Defeito Zero
Smith (Motorola) –
Rigor estatísticoHarry ‐ DMAIC
Six Sigma v1
Womack e Jones
Six Sigma v2
Lean ThinkingWelch / Bossid – Infraestrutura Organizacional
George, ITT Industries, CAT,
Xerox
Lean Six Sigma v1
Lean Six Sigma v2Business
Transformation
Simplificação da linha de produtos
George e Wilson – Complexidade Otimizada


ProcessCoachingIncorporated
Stan
dard
ized
Wor
k an
d W
ork
Inst
ruct
ions
Pull
Prod
uctio
n Si
gnal
ing
(Tak
t Tim
e,
Sing
le P
art F
low
, JIT
, Kan
ban)
Tota
l Equ
ipm
ent M
anag
emen
t (P
reve
ntat
ive
Mai
ntai
nanc
e)
Casa LeanPursuit of Perfection
(Continuous Improvement)

Intro-To-Lean
Lean Manufacturing Tools 5S Value Stream Mapping Standardized Work Load Leveling Kaizen Kanban Visual Workplace Quick Changeover Andon Poka-yoke One-piece flow Cellular Manufacturing

16 - 14
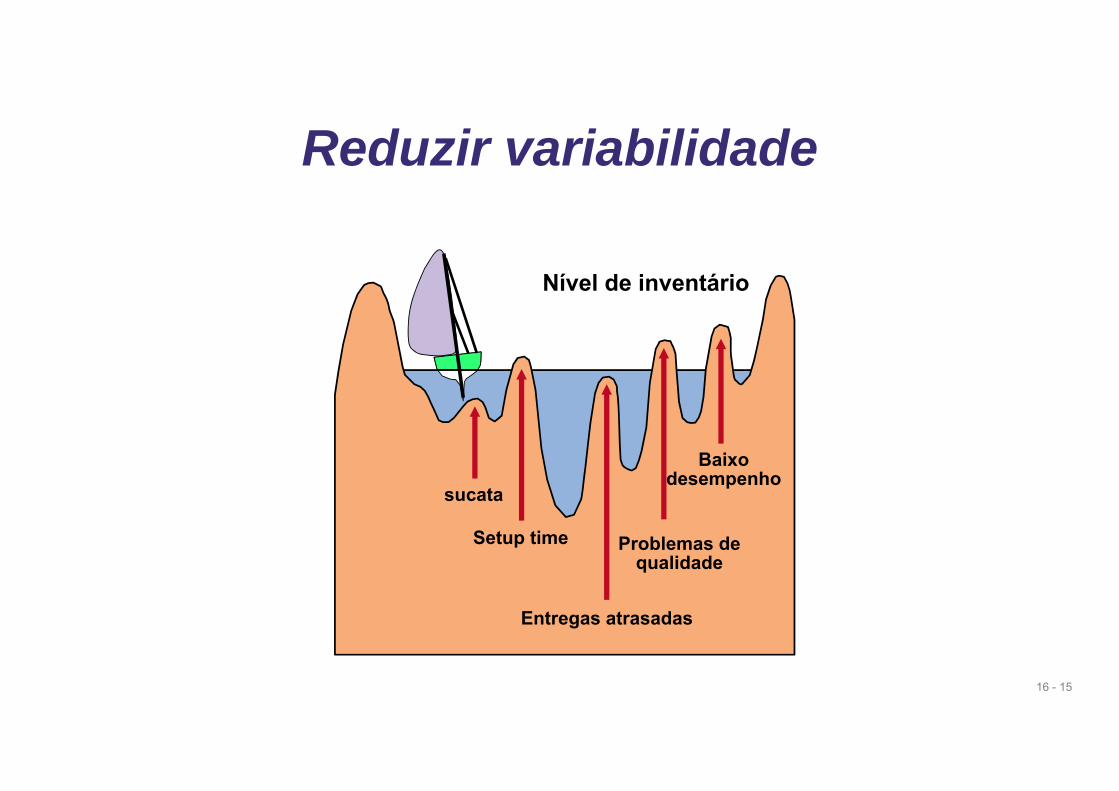
Reduzir variabilidade
Nível de inventário
Baixodesempenho
sucata
Setup time
Entregas atrasadas
Problemas de qualidade
16 - 15
Reduzir variabilidade
Nível de inventário
Baixodesempenho
sucata
Setup time
Entregas atrasadas
Problemas de qualidade

16 - 16© 2011 Pearson Education, Inc. publishing as Prentice Hall
Figure 16.3
Reduzir variabilidade
Nível de inventário
Baixodesempenho
sucata
Setup time
Entregas atrasadas
Problemas de qualidade
16 - 17© 2011 Pearson Education, Inc. publishing as Prentice Hall
Reduzir inventário
Reduzir inventário mostra as “pedras do fundo”.
Problemas são expostos. Shingo dizia “Inventário é o mal”
Benefícios do Lean
Reduz inventário Melhora qualidade Diminui custos Reduz necessidade de espaço Diminui lead time Aumenta produtividade

Benefícios do lean(cont.)
Aumenta flexibilidade Melhora relação com fornecedores Simplifica agendadamento e controle de
atividades Incrementa capacidade Melhor aproveitamento de recursos
humanos Maior variedade de produtos
• Valor aos Olhos do Cliente
• O Fluxo de Valor (Value Stream )• Fluxo• Puxado pelo Cliente
• Perfeição
Lean Thinking

Valor é agregado em qualquer momento quando fisicamente é alterado nosso produto que será comprado pelo cliente.
Se não estamos agregando valor, estamos agragando custo e/ou desperdício.
Lean Manufacturing direciona para uma sistemática redução de desperdícios.
Tempo de valor agregado: MinutosTempo na planta : SemanasORDEM CAIXA
Questão chave – Meus clientes estão pagando por isso????
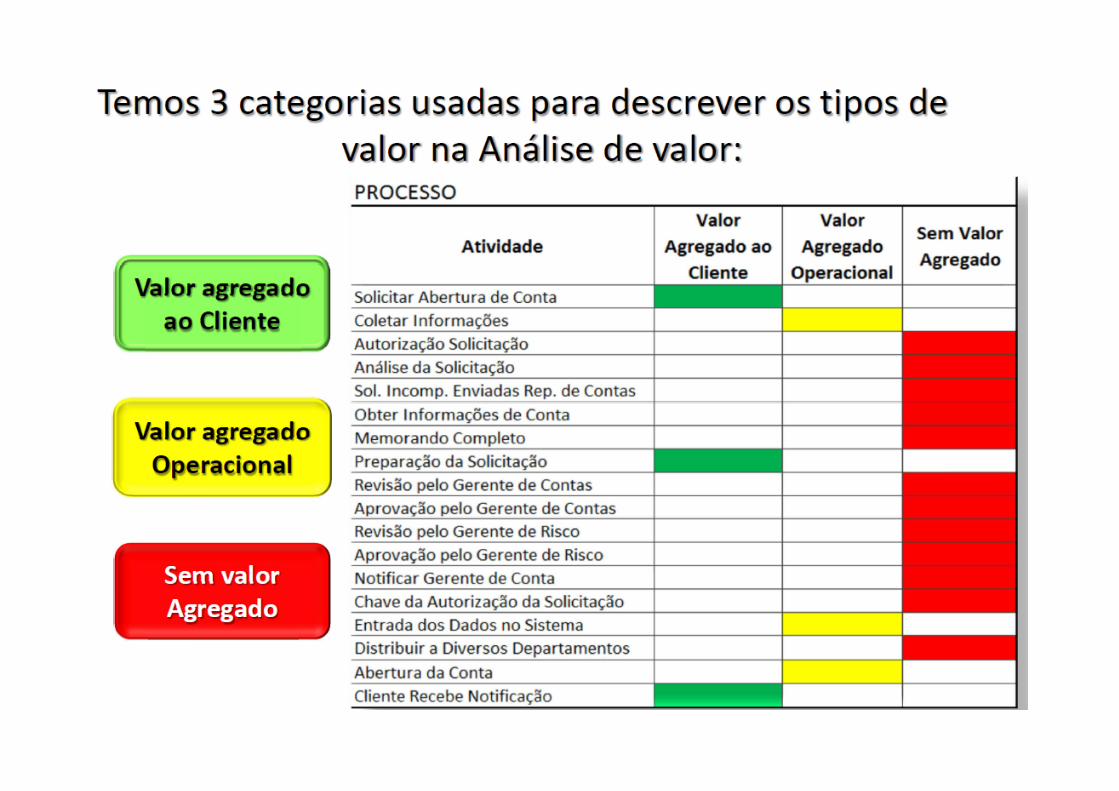
Valor Agregado

SuperproduçãoEsperaTransporteAtividades que não agregam valorExcesso de inventárioExcesso de deslocamentoDefeitos
Tipicamente 95% do Total Lead Time é Valor não agregado!!
Valor agregado
5%
Valor não agregado
LEAN = Elimina os 7 desperdícios
Valor Agregado vs. Valor não Agregado


Defeitos
DesperdíciosProcessamento
Superprodução
Deslocamentos Inventário
TransporteEspera
Criatividade
Defeitos














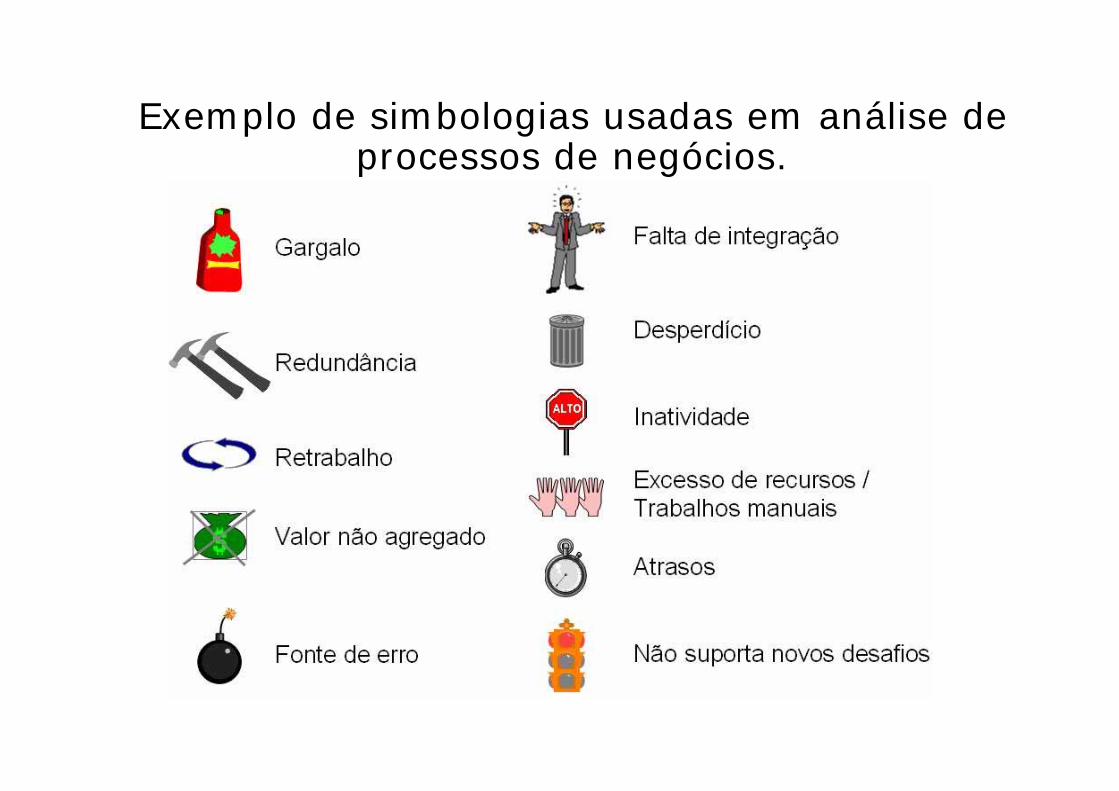
Análise de processosExemplo de simbologias usadas em análise de processos de negócios.




Erros em documentos
Transporte de documentos
Fazendo trabalho desnecessário não solicitado
Esperando a próxima etapa do processo
Processo de aprovação
Movimentos desnecessários
Backlog em filas de trabalho
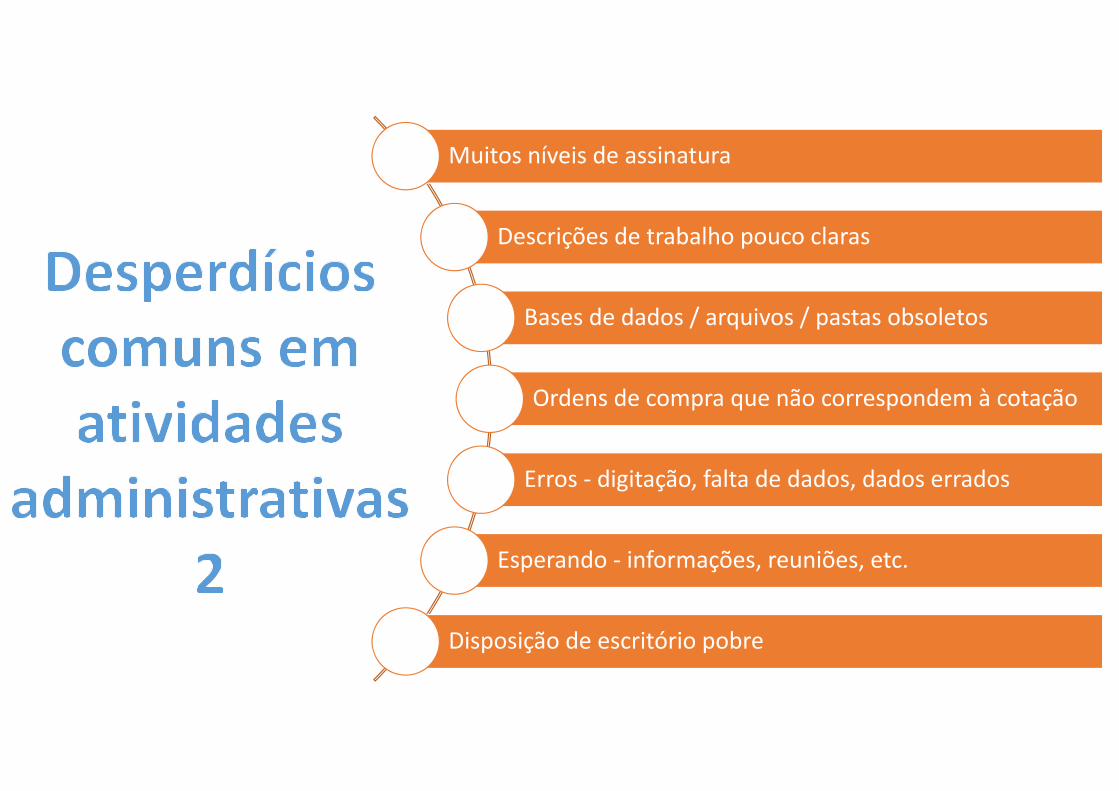
Muitos níveis de assinatura
Descrições de trabalho pouco claras
Bases de dados / arquivos / pastas obsoletos
Ordens de compra que não correspondem à cotação
Erros ‐ digitação, falta de dados, dados errados
Esperando ‐ informações, reuniões, etc.
Disposição de escritório pobre

Excesso de e‐mails e e‐mails desnecessários
Empregados subutilizados
Excesso de transição de uma mão a outra, além de retorno constan

EsforçoHumano
Esforço Automação
Como se comporta os níveis de esforço humano e de automação na implantação de um processo?
Método atual
Desejado

ProcessCoachingIncorporated
Stan
dard
ized
Wor
k an
d W
ork
Inst
ruct
ions
Pull
Prod
uctio
n Si
gnal
ing
(Tak
t Tim
e,
Sing
le P
art F
low
, JIT
, Kan
ban)
Tota
l Equ
ipm
ent M
anag
emen
t (P
reve
ntat
ive
Mai
ntai
nanc
e)
Casa Lean

52
Standardized work consists of three elements:
Takt timeMatches the time to produce an itemwith the rate of sales. It is the basis for determining workforce size and work allocation.
Standard in-process inventoryThe minimum number of parts, including units in machines, required to keep a cell or process moving.
Standard work sequenceThe order in which a worker performs tasks for various processes.
Once a standard work is set, performance is measured and continuously improved
Standardized Work

53
What is Mistake Proofing?
• The use of process or design features to prevent errors or their negative impact.
• Also known as Poka yoke, Japanese slang for “avoiding inadvertent errors” which was formalized by Shigeo Shingo.
• Inexpensive.• Very effective.• Based on simplicity and ingenuity.

54
Changeover Time Defined
• Changeover time is the total elapsed time between the last good unit of the previous run, at normal efficiency, to the first good unit of the succeeding run, at full efficiency.

Aplicações ReaisPesquisa Aplicada
Prof. Dr. Roquemar [email protected]
http://egpp.ufes.br
http:/gestaopublica.ufes.br/cope
Otimização integrada de produtividade e qualidade
em gestão e logística