OMU_01
34
-
Upload
omundodausinagem -
Category
Documents
-
view
240 -
download
2
description
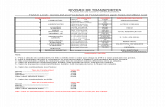
13 - Titex Plus: ferramentas para furar e rosquear com HSC e sem refrigeração Komatsu: Investimento de US$ 22 milhões, novo trator e mais mercado - 18 25 - Usinagem sem refrigeração: até que ponto as pastilhas de metal duro são aplicáveis? 2 O Mundo da Usinagem – 1. 2000 Maria Carolina Bottura
Transcript of OMU_01


2 � O Mundo da Usinagem – 1. 2000
Página do Presidente ------------------------ 3Notas & Novas --------------------------------- 4Você deve balancear suas
ferramentas? -------------------------------- 8Ferramentas para furar e rosquear
com HSC e sem refrigeração -------- 13Em três “cases”, notícias que
valem ouro --------------------------------- 18Pastilhas de metal duro na usinagem
sem refrigeração ------------------------- 25Trabalhar em equipe resulta em
boas soluções ---------------------------- 29As velocidades de corte aumentam
e trazem benefícios --------------------- 31Entre em Contato --------------------------- 34
25 - Usinagem sem refrigeração: até que ponto aspastilhas de metal duro são aplicáveis?
Komatsu: Investimento de US$ 22 milhões,novo trator e mais mercado - 18
Só faltava isso
Maria Carolina Bottura
13 - Titex Plus:ferramentas parafurar e rosquear comHSC e semrefrigeração
A pergunta soou como umamúsica aos meus ouvi-dos. “Você aceita parti-
cipar da reformulação da nos-sa revista como editora-con-vidada?”. Como não, se mor-ro de amores pelo mundometal-mecânico, onde nãosei porquê encontro nuancesque embelezam a vida? Con-fesso sem o menor pudor:guardo dentro de mim poe-
sias e pinturas imaginárias que se movimentam comuma leveza extraordinária misturando letras, materiaismetálicos e não-metálicos, ferramentas, máqui-nas e cores num ritmo suavemente alegre. “Claro quesim. Agora mesmo!”. E aqui estou, feliz e grata, tra-zendo a público a nova cara e o novo conteúdo de OMundo da Usinagem .
A Sandvik Coromant tem uma saudável obsessãopela inovação de seus métodos e processos de pro-dução e pela renovação dos conceitos tecnológicosde ferramentas. Até dos que ela própria desenvolve.Vive um eterno superar-se, colocando em tudoo que faz o mesmo tanto exagerado de P & D e re-cursos financeiros e humanos quanto de fascinaçãopor ir mais além. Assim fica fácil reconhecê-la comoa líder incontestável dentro da sua área de atuação— e o mundo, este vasto mundo, já o vem fazendo hámuito tempo.
O sincronismo das suas atividades desde o chão-de-fábrica até a presidência corre leve e alegrementecomo as minhas poesias e pinturas imaginárias... Sófaltava isso: a soma de interesses escancarados deambas as partes pelos sutis meandros da tecnologiade usinagem. Da minha, simples jornalista que optoupor não ser generalista e continuar vendo a porçãohumana, até gentil, de um aço endurecido render-se àdança de uma ferramenta e transformar-se em umapeça técnica que de tão bem esculpida acaba bela, eda Sandvik Coromant, empresa gigante campeã emtecnologia e vendas de ferramentas que tem a obsti-nada mania de continuar encantando o mundo metal-mecânico, de aparência falsamente fria e inumana.
O resultado é este que está em suas mãos, leitor. Eesperamos sinceramente que O Mundo da Usinagemseja mais uma ferramenta da Sandvik Coromant quede útil e moderna torne-se imprescindível para o seudia-a-dia de homem da usinagem.

O Mundo da Usinagem – 1. 2000 � 3
Rompendo barreirasreais e irreais
uem quer que se detenhana análise de um jornal ourevista que fale sobre eco-nomia e negócios vai en-contrar notícias que se ex-
cluem e lhe dão mais dúvidas quecertezas, transformando seu coti-diano em um terreno movediço onde tenta encontrar firmeza paradecidir suas ações futuras, pessoais e profissionais. Como estásempre tomando decisões que se sucedem num processo intermi-nável e veloz de escolher isso ou aquilo, o homem muitas vezes sequeda preso em armadilhas fabricadas por ele mesmo com baseno que lhe foi dito, mal dito e desdito, e, portanto, impõe-se bar-reiras reais e irreais.
Aquele que não rompe seus próprios limites permanece um serlimitado e não se arremessa contra o que lhe tolhe ou dificulta ocaminho, porém. Isso não seria tão preocupante não fossem os homensas cabeças das empresas e das sociedades, as quais formam um calei-doscópio que reflete as múltiplas faces do mundo. Ora, o mundo é ohomem que o habita, então. E de tão confuso, anda feito um doenteprestes a se render às evidências de que seu estado é ruim.
Ruim? Depende de quem está dizendo o que, de onde, porque,com base em que e para quem, especificamente, o está dizendo.Além de filtrar dados que nem sempre são completamente verídi-cos ou isentos antes de assumi-los como válidos, melhor faz o ho-mem que derruba suas próprias barreiras e de uma vez por todasse convence de que a linha do horizonte é apenas visível, mas ina-tingível. A possibilidade de expansão da consciência humana —vale dizer do mundo e das entidades que nele têm os pés plantados— é tão imensurável quanto a extensão do Universo, sempre emmovimento de evolução.
Crescer? Cresce quem quer, no ritmo e na direção que quiser. Ese limites existem, sua derrubada é o primeiro passo para a ascen-são. Mãos e cabeças à obra, portanto. O futuro bate à porta detodos, a todo instante, mostrando que há um incessante ultrapassarde conceitos e preconceitos em todas as áreas do conhecimento eda consciência humanos.
SANDVIK DO BRASILDiretor-Presidente: JoséViudes Parra
DIVISÃO COROMANTDiretor: José Viudes Parra
Gerente de Negócios: ClaudioJosé CamachoGerente de Marketing eTreinamento: Francisco CarlosMarcondesCoordenadora de Marketing:Heloisa Helena Pais Giraldes
Editora: Maria Carolina BotturaTradução: Vera Lúcia NataleEditoração Eletrônica: AdilsonA. Barbosa
CORPO TÉCNICO(DIVISÃO COROMANT)
Gerente Regional doDepartamento Técnico: JoséRoberto GamarraEspecialista em Fresamento:Marcos Antonio OliveiraEspecialista em Capto &CoroCut: Francisco de AssisCavichiolliEspecialista em Torneamento:Domenico Carmino LandiEspecialista em Furação:Dorival Aparecido da SilveiraEspecialista em Torneamento:Antonio José GiovanettiEspecialista em Die & Making:João Carosella
E-mail da revista:[email protected]
Q
José Viudes ParraDiretor-Presidente
Sandvik do Brasil S.A.Divisão Coromant
Av. das Nações Unidas, 21.732Jurubatuba - São Paulo - SP
CEP 04795-914

4 � O Mundo da Usinagem – 1. 2000
D
Djalma Affonso, Gerente de Desenvolvimento de Fornecedores eSuprimentos da VW Brasil, entrega o prêmio a Cláudio José Camacho,Gerente de Negócios da Sandvik Coromant (Brasil)
etentora do Prêmio Qualidade/98 promovido pelaVW Brasil na categoria “Melhor Fornecedor doSetor de Compras Gerais”, a Sandvik é uma das27 indústrias brasileiras e quatro argentinas que
alcançaram o nível de qualidade mundial da Volkswa-gen. O processo seletivo envolveu 700 fornecedoras clas-sificadas em 21 categorias de produtos.
Após a solenidade de entrega do prêmio em Recife(PE), no ano passado, o Gerente de Marketing da Di-visão Coromant da Sandvik, Francisco Carlos Mar-condes, justificou a premiação da empresa dizendo quetodos os seus procedimentos, desde os do chão-de-fábrica até os da área administrativa, são constante-mente reavaliados e aperfeiçoados, “sem contar quetemos feito investimentos pesados no desenvolvimentode novas tecnologias e processos produtivos e já con-solidamos definitivamente nossa condição de parcei-ra também de unidades de ensino, como o Senai e aUnicamp, para a capacitacitação e o aperfeiçoamento
de técnicos e engenheirosinclusive que trabalhampara as indústrias usuáriasde nossos produtos, que jáchegam a 25 mil itens den-tro da área de ferramentaspara usinagem”.
Ao promover o PrêmioQualidade, que contem-pla os fornecedores quese sobressaem quanto àcapacidade técnica ecomercial e à velo-cidade com que rea-gem diante das suasnecessidades, a VWBrasil vem a cada ano dando mais importância a requisi-tos como a certificação do sistema da qualidade do forne-cedor e sua capacidade de produção e de melhora contí-
nua de seus processos produtivos, ondese incluem avaliações constantes de ris-co tecnológico e desempenho qualitati-vo diário.
“A política da VW Brasil quantoaos seus suprimentos se apóia no prin-cípio da parceria com os seus forne-cedores, cuja tônica está nos resulta-dos da equação formada por custo, be-nefício e confiabilidade entre as par-tes envolvidas”, diz Rafael Piñero, Di-retor de Suprimentos, enumerando en-tre os pré-requisitos para que uma em-presa seja fornecedora da VW “suacompetitividade no mercado, sua tec-nologia de produção e grau de desen-volvimento e a qualidade de seus pro-dutos e serviços, como, por exemplo,atendimento logístico e solução deproblemas técnicos”. Segundo ele, asempresas são auditadas pela área de
VW exige mais de seusfornecedores, mas também premiaos melhores

O Mundo da Usinagem – 1. 2000 � 5
UO novo mandril de arraste CoroGrip de alta precisão daSandvik Coromant, com sua respectiva bomba hidráulicapara operar o mecanismo de fixar/soltar
O novo CoroGrip da SandvikCoromant facilita afabricação de alta precisão
m sistema de fixação de ferramentas cujo man-dril hidromecânico de arraste tem performancesuperior a qualquer outro sistema convencio-nal do mercado foi recentemente lançado em
nível mundial pela Divisão Coromant da Sandvik eatende pelo nome de CoroGrip.
Aplicável a todas as etapas da usinagem de peças,desde o desbaste pesado, uma vez que o mecanismo éautotravante e não retém nenhuma pressão hidráulica,até o acabamento superfino, o CoroGrip proporcionaforça de fixação duas vezes mais alta que a de supor-tes com fixação por contração e três vezes maior quea de mandris hidráulicos. Sua precisão, porém, é amesma dos suportes com fixação por contração.
Longa vida útil e qualidade — Fabricado comtolerâncias estreitas, o mandril apresenta batimentoradial máximo de apenas 0,002-0,006 mm medido emum comprimento igual a três vezes o diâmetro da fer-ramenta. O batimento radial é consistentemente man-tido mesmo em operações extensivas, aumentando avida útil da ferramenta e a qualidade da peça.
Todos os tipos de ferramentas de corte com hastecilíndrica, Whistle Notch ou Weldon são seguramentefixadas no CoroGrip, mesmo se a haste estiver fixadaem metade de seu próprio comprimento. Hastes comdiâmetros de 12 a 32 mm podem ser fixadas diretamenteno suporte com ou sem pinças. Como se não bastasse,sua capacidade de transmissão de torque extremamentealto evita que a ferramenta deslize.
Suprimentos da VW quando de seu cadastramentocomo fornecedoras e após isso são realizadas visitasperiódicas às suas fábricas.
Não é exagero. Apenas a produção de blocos demotores, virabrequins, bielas, eixos de comando deválvulas, cabeçotes de alumínio, carcaças de câmbioe engrenagens envolve o uso de aproximadamente 480tipos de ferramentas na Volkswagen do Brasil, cujos
custos de usinagem atingem anualmente a cifra de US$3,6 milhões, informou Piñero.
Até o fechamento desta edição de O Mundo daUsinagem , em março, a VW Brasil ainda não haviadivulgado informações sobre o Prêmio Qualidade/99,que deverá ser entregue às indústrias vencedoras nes-te ano. Sabe-se, porém, que os preparativos já estãoem andamento.
HSM e troca rápida — Por ser individual-mente balanceado, o CoroGrip tem excelente desem-penho também em usinagem a altas velocidades(HSM), e a prova disso é que os tamanhos menorespodem trabalhar a até 40.000 rpm. A alta força de fi-xação exigida pelo sistema é gerada por uma bombahidráulica externa que proporciona uma pressão de 700bar, qualquer que seja o tamanho do mandril, para ope-rar o mecanismo de fixar/soltar. Desta forma não hárisco de quebras.
A troca de ferramentas é fácil, rápida e ergonômi-ca com o uso de uma bomba hidráulica manual portá-til ou de uma bomba estacionária dotada de sistemapneumático simples, com no mínimo 5 bar.
Pré-set sem complicações — O pré-ajuste daferramenta também é uma operação bastante fácil. Como uso de um leitor óptico, e dependendo da sua preci-são, o comprimento da ferramenta pode ser ajustadodentro de 3 a 5 microns e ela manterá sua estabilidadena posição axial durante todo o processo de fixação.

Nivaldo Lemos Coppini, que coordenaas atividades de treinamento
Sandvik e UFSC juntas no CIMMom um simples clicar do mouse qualquer pes-soa terá à sua frente informações e ilustraçõessobre os produtos Coromant, da Sandvik, emum catálogo on-line. Antes, porém, é preciso
acessar o site www.cimm.com.br, uma iniciativa daUniversidade Federal de Santa Catarina em parceriacom a indústria que resultou no CIMM – Centro deInformação Metal-Mecânica.
O objetivo do site é a formação de uma comunida-de virtual para a promoção de crescimento profissio-nal, divulgação de tecnologia e, sobretudo, dissemi-
nação de informação por todos os setores da indús-tria metal-mecâ-nica. Dentro dele ointernauta vai en-contrar, entre ou-tras publicações,um boletim eletrô-nico com curiosi-dades e notíciassobre o mundometal-mecânico.
Saiba como é a família de fresasCoroMill, no site www.cimm.com.br
Pesquisadores participam dotreinamento de clientes daSandvik Coromant
m grupo de pesquisadores com especialização emusinagem ligados a universidades brasileirasvai ministrar todos os cursos do calendário daSandvik Coromant em cooperação com o
pessoal da área de treinamento da empresa. O grupo,coordenado por Nivaldo Lemos Coppini, professor titu-lar da Universidade Metodista de Piracicaba (Unimep),onde coordena o Programa de Pós-Graduação em Enge-nharia da Produção, e professor titular voluntário da Uni-versidade Estadual de Campinas (Unicamp), é formadopelos professores Olívio Novaski e Anselmo EduardoDiniz, da Unicamp; João Roberto Ferreira, da Escola deEngenharia de Itajubá; e Reginaldo Teixeira Coelho, daEscola de Engenharia da USP de São Carlos.
“A base dos cursos ficará a cargo do grupo depesquisadores e nosso pessoal fará as intervençõesreferentes ao dia-a-dia das indústrias e às novidadese lançamentos de ferramentas”, explica o Gerente deMarketing da Sandvik Coromant, Francisco CarlosMarcondes, adiantando que o primeiro curso foi rea-lizado em fevereiro “e teve muito boa aceitação porparte dos clientes”.
Na avaliação de Marcondes, a relação é vantajosa paratodos os envolvidos nesta empreitada: para a Sandvik,porque acrescenta profissionais de alto nível à sua equipe;para os seus clientes, que têm a oportunidade de também
estar em con-tato com osmelhores pes-quisadores daárea de usina-gem do Brasil;e para os próprios pesquisadores, que têm a oportunidadede trabalhar mais diretamente com aqueles que utilizamas ferramentas de corte na prática industrial.
A Sandvik do Brasil sempre manteve estreito contatocom as universidades brasileiras, especialmente aquelasenvolvidas com pesquisas no campo de usinagem, comoa Unicamp, a Unimep, a USP-São Carlos, a Unisinos eas federais do Paraná, Santa Catarina e Uberlândia, entreoutras, além de escolas de nível técnico, como o Senai(leia também a reportagem “Em três ‘cases’, notíciasque valem ouro”, na página 23 desta edição).
“Na verdade, esta é inclusive uma necessidadeestratégica de todas as empresas que trabalham comprodutos de alta tecnologia e de última geração,como a Sandvik”, diz Marcondes. “Afinal, as uni-versidades têm papel fundamental no aprimoramen-to técnico do mercado e contribuem para a aceita-ção de novas tecnologias, facilitando a introduçãode novos produtos que, de outro modo, seria bemmais demorada”, conclui.
U
C
6 � O Mundo da Usinagem – 1. 2000

Mudanças na direção da Sandviko assumir a vice-presidência executiva do Gru-po Sandvik no dia 1º de maio, Lars Petterssonpassará o cargo de presidente da AB SandvikCoromant a Anders Thelin, atual vice-presiden-
te e gerente de produção e logística desta empresa.Pettersson continuará, porém, a liderar a área de ne-gócios da Sandvik Tooling (Sandvik Ferramentas).
O novo presidente da Sandvik Coromant é umengenheiro de 50 anos, mestre em ciências na áreade Física e Tecnologia de Materiais pela Universi-dade de Uppsala, que em 1976 ingressou no GrupoSandvik como engenheiro de pesquisa do Centro de
Pesquisa & De-senvolvimento daSandvik Coromantpara Materiais eProcessos emVästberga, Esto-colmo, assumindosua diretoria em1987, depois deocupar diferentesposições dentrodesta unidade.
CoroTurn 107, o passo decisivo da Coromant na área detorneamento
CoroTurn 107, daCoromant: novo sistemade suportes e pastilhas
Desenvolvido principalmente para torneamentoexterno de peças pequenas, longas ou delgadas,e operações internas em furos de diâmetros nafaixa de 16 a 75 mm, o sistema CoroTurn 107
lançado em janeiro pela Sandvik Coromant é forma-do por pastilhas com ângulo de folga de 7 graus dese-nhadas para uso em suportes T-MAX U com fixaçãopor parafuso, cuja designação agora passou a ser tam-bém CoroTurn 107.
O novo programa de pastilhas consiste de três geo-metrias totalmente novas em 13 classes para operaçõesde acabamento, usinagem média e de desbaste e, alémdessas, seis classes também totalmente novas ou re-centemente introduzidas: GC 4015, GC4035 e GC 1025 (com coberturaPVD); GC 2035 e GC 1525 (decermet com cobertura PVD); eCT 5015 (cermet sem cobertu-ra). Todas as pastilhas são mar-cadas a laser para fácil identifi-cação e atendem à norma ISO.
Um bom exemplo — Totalmenteredesenhada, a Ultraspeed GC 4015 tem muitoboa performance na usinagem sem refrigeração e
em aplicações de desbasteleve, permitindo que a ve-locidade de corte seja au-mentada em pelo menos20% e, ainda assim, tendouma vida útil mais longaque a versão anterior.(Leia mais sobre as novi-dades da Sandvik Coro-mant na reportagem “Emtrês ‘cases’, notícias que
valem ouro ”, na página 18 desta edição).
Anders Thelin: novopresidente da AB SandvikCoromant
Anders Thelin: novopresidente da AB SandvikCoromant
A
O Mundo da Usinagem – 1. 2000 � 7

Você devebalancear suasferramentas?
A resposta varia de processo para processo e a experiência é oseu melhor guia. Pergunte a qualquer um que tenha operadouma centrífuga: como a velocidade em rpm aumenta, a força decentrifugação torna-se maior. Da mesma forma, obalanceamento de qualquer corpo que roda — uma fresa, porexemplo — gera mais força, pois este corpo gira mais rápido. Emuma fábrica, quando se dá a transição para a usinagem a altasvelocidades um problema freqüente é quanto ao balanceamentoda ferramenta. Mas há meios de resolvê-lo.
m sistema mais balanceadode ferramenta, porta-ferra-menta e fuso pode resultarem vantagens que vão da
vida útil expandida e menos tempode máquina parada para a manuten-ção do fuso até uma precisão maisacurada, além de um melhor aca-bamento superficial. Mas nem todafábrica percebe a importância des-ses benefícios. E há quem alegueque o custo envolvido é muito alto.
Realmente o balanceamentoacrescenta um passo ao processo —aliás, potencialmente vários passos.Ele envolve a medição do desbalan-ceamento de uma montagem de fer-ramenta/porta-ferramenta (em umamáquina), e, então, a redução dessedesbalanceamento por meio da alte-ração da ferramenta — seja pela usi-nagem para remover a massa, sejapela mudança dos contrapesos emum porta-ferramenta balanceável. Seo procedimento é freqüentemente re-petido, também pode tornar nova-mente necessária a verificação da fer-ramenta, o refinamento do ajusteprévio e outras ações até que o quese deseja seja obtido.
O custo de estoque também nãodeve ser subestimado, é claro. A fer-ramenta e o porta-ferramenta sãobalanceados como uma única uni-dade, portanto as fábricas que rea-lizam o balanceamento devem ar-mazenar e rastrear montagens deferramentas/porta-ferramentas ba-lanceados. Em outras palavras, obalanceamento da ferramenta —como qualquer outro processo — éum ponto que merece ser analisadoquanto à relação custo-benefício. E
U
Este artigo foi produzido pela equipe técnica da ABSandvik (Suécia), Divisão Coromant. Tradutora: VeraLúcia Natale. Revisor Técnico: João Carosella, InstrutorTécnico da Sandvik do Brasil, Divisão Coromant.
8 � O Mundo da Usinagem – 1. 2000

ainda que novas tecnologias possamafetar a maneira como o balancea-mento é realizado e justificado, anecessidade de realizar tal análisepermanece inalterada.
“Não há uma resposta fácil paraa pergunta inicial”, declarou umadas autoridades nesse assunto. Ba-lancear ou não, e quanto, em casopositivo, irá variar não apenas defábrica para fábrica, mas tambémde processo para processo. Seuconselho é olhar de perto a aplica-ção e realizar testes com as ferra-mentas balanceadas. Somente es-tes passos podem indicar qual é onível de balanceamento necessáriopara uma ferramenta — não existenenhuma norma rígida sobre isso.
Generalizar: maisproblemas emenos soluções
Mark Stover, Gerente de Desen-volvimento de Negócios da DivisãoCoromant da Sandvik nos EstadosUnidos, mudou a maneira de pensarde várias fábricas que adotaram ausinagem a altas velocidades no quese refere ao balanceamento das fer-ramentas. Isso ocorreu em uma apre-sentação que ele fez baseando-se naexperiência da Sandvik.
“Um erro comum é ajustar umúnico alvo numérico para uma fer-ramenta não balanceada e aplicá-lo em inúmeros processos que nãosão afins. Freqüentemente, o úni-co resultado disso é penalizar es-ses processos com um excesso deseveridade no balanceamento e,portanto, um tempo demasiadolongo para fazê-lo”.
Mas quando, então, há a necessi-dade de um balanceamento realmen-te rigoroso?
“Existem duas situações a serem
consideradas para responder a estapergunta”, diz Stover. “Uma delas équando se quer livrar a força centrí-fuga do desbalanceamento para umvalor significativamente menor quea força aplicada no corte. Por que lu-tar para reduzir a força de desbalan-ceamento se a máquina verá uma for-ça se repetindo, e de modo muitomaior, nas arestas passando atravésda peça?”.
A outra situação é quando háfalhas na solução do desbalancea-mento. “É comum as fábricas as-sumirem que balancear a ferramen-ta automaticamente resolverá qual-quer desbalanceamento. Mas nãoé necessariamente assim”.
Na realidade, o balanceamento daferramenta deixa várias outras fontesde instabilidade do processo intoca-das. Uma delas, por exemplo, é aadaptação entre o porta-ferramenta eo cone do fuso. “Não adianta só pu-xar para trás, pois o cone não se ali-nhará sempre da mesma maneira”. Eexplica: “Há um ‘jogo’ freqüente quepode ser medido nessa fixação, e tam-bém pode haver um cavaco ou outrasujeira no cone. Qualquer contami-nação pode criar desbalanceamentoaté mesmo se a ferramenta, o porta-ferramenta e o fuso estiverem de ou-tro modo perfeitos”.
Cuidado com asnormas parabalanceamento
Mark Stover chama a atençãopara outro erro comum: aplicar umanorma para balancear uma ferramen-ta que não é exatamente apropriadapara isso. “Ferramentas para fresa-doras e centros de usinagem têmpouco a ver com rotores de turbina”.Por que isso importa? Porque a nor-ma ISO normalmente usada paraajustar alvos de balanceamento deferramentas e porta-ferramentas nãofoi escrita para máquinas-ferramen-tas, mas sim para rotores rígidos,particularmente os de turbinas deusinas nucleares.
A norma ISO é a fonte da ClasseG que muitos engenheiros conhecem.Quanto mais baixo for o número dela,melhor será o balanceamento. Mui-tas fábricas, ao procurar uma medidaem jarda, que é objetiva para balan-ceamento, estabelece um alvo daClasse-G em G2.5, um valor, aliás,largamente usado.
Há dois problemas derivados dis-so, porém. As duas raízes das equa-ções se juntam. A equação 1 define o
Esta peça em alumínio mostra oquanto uma ferramenta balanceadaafeta o acabamento superficial. Oporta-ferramenta balanceável usadopara usinar ambas as metades dasuperfície foi ajustado para doisvalores não balanceados, 100 g-mme 1,4 g-mm, medidos por umamáquina Hofmann parabalanceamento. Quanto maisbalanceada estiver a ferramenta,mais suave é o acabamentosuperficial produzido. As condiçõesdos dois cortes foram idênticas:12.000 rpm, faixa de avanço de5.486 mm/min, profundidade de 3,5mm e largura de corte de 19 mmusando-se ferramenta e porta-ferramenta com massa combinadade 1,49 kg. Esta peça foi usinadacomo parte de uma demonstraçãoao vivo em um seminário da SMEsobre usinagem a altas velocidades
O Mundo da Usinagem – 1. 2000 � 9

máximo desbalanceamento permitidopela Classe G fornecida. É derivadada definição do próprio G. A equação2, baseada na segunda lei de Newton,proporciona a força centrífuga corres-pondente a esse desbalanceamento.Veja o que a equação mostra:
Primeiro, G2.5 estabelece umanecessidade de balanceamento queserá agressivo para muitos proces-sos. Consideremos o caso de umamontagem de ferramenta/porta-fer-ramenta pesando o total de 1 kg queserá usada com 12.000 rpm. A equa-ção 1 mostra que o encontro G2.5significaria o balanceamento den-tro de 2 g-mm. Isso é agressivo?
Vê-se pela equação 2 que a for-ça correspondente para esse desba-lanceamento máximo permitido é 3N. Comparativamente, é provávelver 100 N da força de corte para a
mesma ferramenta até com profun-didades de corte relativamente ra-sas. Claro está, portanto, que a ne-cessidade de 3 N é bastante severa.
O segundo ponto fraco da normaISO é que ela não se comporta damesma maneira que a ferramenta.Voltemos à equação 1, que diz que
Figura 1O balanceamento de ferramentaspara os alvos classe G, como definea ISO, pode exigir que se mantenhaa força do desbalanceamento paramuito longe da força de corteque a máquina verá de qualquerforma. Na verdade, uma fresa detopo com 20.000 rpm pode nãoprecisar ser balanceada para nadamelhor que 20 g-mm, e 5 g-mm égeralmente apropriado paravelocidades de corte mais altas. Odiagrama se refere à força dedesbalanceamento relacionando-aao peso de ferramenta/ adaptador de1 kg. O campo A mostra a força decorte aproximada em uma fresa detopo inteiriça de diâmetro de 10 mm
para uma determinada Classe G,com uma rpm constante, o aumentoda massa da ferramenta também au-menta a quantidade de desbalancea-mento permitida. Isso quer dizer quea necessidade de balanceamento —como é definida pelo sistema daClasse G — é menos crítica parauma ferramenta mais pesada.
Neste ponto, qualquer um queesteja familiarizado com usinagema alta velocidade pára e pensa: “a ne-cessidade de balanceamento deveriaser mais crítica para as ferramentasmais pesadas”. As linhas sólidas dafigura 2 mostram os dados obtidospela Sandvik em um experimentoonde o desbalanceamento da ferra-menta foi gradualmente aumentadoaté atingir o ponto em que a quali-dade foi afetada. As duas curvas mar-cam o início dessa degradação. Jun-tas, elas mostram o efeito de se mu-dar para uma ferramenta mais pesa-da, pois os dois testes descritos fo-
10 � O Mundo da Usinagem – 1. 2000
Equações 1 e 2As equações de balanceamentocontêm:F: força do não balanceamento
(Newtons)G: valor da Classe G, com unidades
em mm/segM: massa da ferramenta em kgN: velocidade do fuso em rpmU: desbalanceamento em g-mm

através da prática ainda é o melhorguia. As necessidades de balancea-mento são melhor avaliadas pro-cesso por processo, desde que oprocesso seja repetido o suficientepara fazer de algum experimentoum investimento que valha a pena”.
O primeiro passo é avaliar se obalanceamento é justificável. Se aforça de corte pode ser determina-da, compare essa força àquela queprovavelmente irá resultar de umaferramenta não balanceada. Para eli-minar isso, faça medições de váriasmontagens de ferramentas/porta-fer-ramentas em busca de um desbalan-ceamento realista máximo e, então,calcule a força correspondente àequação 2. “Como regra geral, se aforça total de desbalanceamento émenor que a força de corte, um ba-lanceamento posterior provavelmen-te não irá melhorar o processo”.
Esta regra não responde definiti-vamente se o balanceamento deve serrealizado. Pelo menos por duas ra-zões. Primeiro, muitos processos se-rão exceções. Onde o acabamento su-perficial é muito suave, e também osprocessos de produção da indústriaaeroespacial, com 50.000 rpm, pre-cisar-se de um desbalanceamento me-nor . Segundo, a quantidade de des-balanceamento além do da ferramen-ta pode ser difícil de determinar.
A regra sugere, porém, que o ba-lanceamento provavelmente não é
justificado quando a força de des-balanceamento da ferramenta émuito menor que a força do corte.Em vez disso, para muitos proces-sos de usinagem a altas velocida-des um bom balanceamento pormeio da seleção adequada da ferra-menta já é suficiente. Isso tambémé uma questão de atenção ao deta-lhe. Stover dá três dicas:
• Compre ferramentas e porta-ferramentas de boa qualidade. Pre-fira porta-ferramentas que tenhamsido usinados previamente para re-mover o desbalanceamento
• Prefira ferramentas que sejamcurtas e de peso o mais leve possível
• Inspecione sempre as ferramen-tas e porta-ferramentas quanto a trin-cas por fadiga e sinais de distorção
Seguindo esses passos, pode-secaminhar para a melhora do balan-ceamento de ferramentas, quer umpasso em separado de balanceamen-to seja parte do processo quer não.
Acerte obalanceamento portentativa e erro
“Onde o balanceamento da fer-ramenta é garantido tem-se comopróximo passo a determinação dequanto desbalanceamento é aceitá-vel, e dentro do atual processo nãohá substituto para o método de ten-
Figura 2Escrita para rotores rígidos, anorma ISO 1940-1 não contempla ocomportamento das máquinas-ferramentas. Dados experimentaiscontradizem uma dessas hipótesesde que o balanceamento é menoscrítico para as ferramentas maispesadas. As linhas curvas, queindicam os limites dobalanceamento para um processode teste, mostram que asferramentas mais pesadas exigemum melhor balanceamento. (U:desbalanceamento)
Figura 3Desbalanceamento da ferramenta
ram idênticos, exceto para a massada ferramenta.
Compare a direção das linhas só-lidas com a das linhas pontilhadas.Elas mostram o desbalanceamento queuma Classe G fornecida irá permi-tir, como função da velocidade, paraos mesmos dois pesos da ferramen-ta. As curvas da vida real tendem emdireção oposta ao que o sistemaClasse G assume. Em lugar de per-mitir maior desbalanceamento, asferramentas mais pesadas exigemmenos. Esse conflito sugere que oalvo para o balanceamento da ferra-menta não será realista se forem usa-das as classes G para defini-lo. En-tão, qual é a melhor medida de umdesbalanceamento aceitável, afinal?
Algumas dicas tiradasda experiência e daprática
“Não há uma norma única ca-paz de equacionar isso”, garanteStover. “A experiência adquirida
O Mundo da Usinagem – 1. 2000 � 11

tativa e erro”, diz Stover. “Essa de-terminação depende de outros as-pectos do próprio processo, comoas forças de corte, as condições debalanceamento da máquina e atéque ponto estes dois aspectos afe-tam um ao outro”.
“Para encontrar o alvo correto, re-pita a operação desejada várias vezescom ferramentas balanceadas em va-lores diferentes — de 20 g-mm parabaixo, digamos. Ao final de cada ope-ração troque para uma ferramenta me-lhor balanceada e observe bem os re-sultados, pois o balanceamento oti-mizado é o ponto além do qual nãohá aumento da precisão ou da quali-dade do acabamento superficial dapeça. Ou é o ponto em que o proces-so sustenta facilmente as tolerânciasespecificadas para a peça”.
Acerte a definiçãocorreta dedesbalanceamento
O desbalanceamento é igual àmassa da ferramenta (M) mutiplica-da por sua excentricidade (E). Aqui,a excentricidade mede a extensão emque o peso da ferramenta está fora decentro e é definida como a distânciaa partir do centro de rotação da ferra-menta até seu centro de massa real.Se a excentricidade é medida em mi-crons e a massa da ferramenta em qui-logramas, essas unidades produzemum desbalanceamento em gram-mi-límetros, uma unidade comum.
Quaisquer dois conjuntos de mas-sa e excentricidade que produzam omesmo valor de desbalanceamentoterão o mesmo efeito sobre a ferramen-ta (desde que o desbalanceamento es-
Decidir pelo balanceamen-to ou não irá sempre envol-ver uma análise de custo-be-nefício, mas pelo menos umaempresa espera mudar oscálculos disso. A empresa
Balance Dynamics (EUA) de-senvolveu um sistema parabalanceamento automáticodo fuso, on-the-fly. Chamadode BalaDyne, o dispositivonão é apenas mais rápido que
Balanceamento automático, mas pode chamar de �on the fly�
as abordagens tradicionaispara balanceamento, mastambém é mais eficaz. Em vezde balancear só a ferramentae o porta-ferramenta, ele ba-lanceia a montagem comple-ta, ou seja, ferramenta, porta-ferramenta, fuso e tirante detração. E faz isso muito rapi-damente: em três segundos.
A operação é simples. Mon-tagens de rotor com contrape-sos são fixadas ao fuso damáquina. Um controladormede a vibração do fuso, e, en-tão, move os contrapesos paracompensar. Um monitoramen-to contínuo da vibração tam-bém torna o BalaDyne uma fer-ramenta segura. O sistemapode ser ajustado para enviarum sinal de encerramento parao controlador da máquinaquando detecta um desbalan-ceamento muito significativoque deve ser compensado.
teja no mesmo plano, perpendicularao eixo de rotação). Em outras pala-vras, o desbalanceamento é desbalan-ceamento. Isso significa que um des-balanceamento inerente de 6 g-mm se-ria equivalente a anexar 1 g de peso àcircunferência de uma ferramenta ba-lanceada de outra maneira a uma dis-tância de 6 mm a partir da massa des-se peso até o eixo de rotação.
O número de desbalanceamentotambém descreve a quantidade dematerial a ser removida — e a partirde onde — para que a ferramenta tor-ne-se balanceada. Uma ferramentadesbalanceada em 6 g-mm, porexemplo, poderia ser balanceada re-movendo-se 1,2 g desde que o cen-tro de massa do material removidofosse 5 mm a partir do centro de ro-tação (1,2 x 5 = 6).
12 � O Mundo da Usinagem – 1. 2000

Ferramentas para furar erosquear com HSC esem refrigeração
Nos últimos anos a evolução da usinagem nas áreas de torneamento e fresamento foi notável . Acombinação de modernas ferramentas modulares e, também, fabricadas com novas geometriasde arestas de corte, com novos materiais mais resistentes ao desgaste e novas coberturas tornoupossível a elevação das velocidades de corte a níveis inimagináveis vinte anos atrás. De outrolado, as máquinas-ferramentas de tecnologia mais recente, que podem trabalhar a altíssimasvelocidades, permitem que os ciclos de usinagem sejam encurtados cada vez mais. Mas houveuma área da usinagem que não acompanhou isso tudo: a das ferramentas rotativas sólidas,principalmente brocas e machos, cujo atraso tem sido tirado apenas nos últimos anos com olançamento de novos desenvolvimentos, alguns dos quais são abordados neste artigo.
aracterística das mais expres-sivas da economia globaliza-da, a competitividade exacer-bada impulsiona as empresas
a esgotar todas as possibilidades dereduzir custos, em especial os de se-tores de produção. É daí que se ori-gina o desenvolvimento cada vezmais intenso de novas tecnologias,dentre as quais estão os processos deusinagem sem refrigeração (dry ma-chining) e com altas velocidades decorte (HSC - High Speed Cutting).A favor do processo HSC pesam be-nefícios importantes, que constam dobox “As vantagens da HSC”.
O ponto de partida para a altavelocidade de corte foi a indústriaaeroespacial, que já há anos a temusado na usinagem de peças gran-
Cdes integrais, com volumes enormesde remoção de metal e correspon-dentemente longos tempos de pro-dução. Hoje a HSC vicejou e ga-nhou enorme importância na fabri-cação de moldes e matrizes, e, tam-bém, estendeu sua abrangência aoutras áreas de usinagem em geral.Isso tem aumentado a tendência emdireção à substituição de métodosde produção convencionais — ba-seados em linhas transfer com usi-nagem multifusos — por centros deusinagem de alta performance comapenas um fuso.
A HSC não se funda apenas,como regra absoluta, na eleição deum único nível de velocidade de cor-te considerado ideal, mas tambémdo material e do processo envolvi-dos, dos quais depende. É comumdefinir-se alta velocidade como umafaixa que excede claramente os da-dos de corte em geral praticados,
Este artigo foi escrito por Peter Müller, Gerente do Depar-tamento de Pesquisa e Desenvolvimento da Titex Plus –Frankfurt (Alemanha). Tradutor e Revisor Técnico: MarcosSoto, Gerente Regional de Vendas da Titex Plus no Brasil.
• Tempos de produção minimi-zados devido aos tempos decorte e de máquinas paradasextremamente menores
• Custos de fabricação redu-zidos devido a ciclos totaisde produção mais rápidos
• Altas taxas de remoção dematerial
• Menor aquecimento da peça,especialmente no fresamento
• Maior qualidade
As vantagens da HSC
os quais atingem os limites das má-quinas-ferramentas ou das ferra-mentas. Assim, no fresamento demetais de peso leve, como o alumí-nio, por exemplo, a faixa HSC ébem acima de V
c = 1.000 m/min;
na furação a partir de 100 m/min; eno rosqueamento com machos já sepode referir a ela a partir de V
c = 50
m/min, como mostra a figura 1.
O Mundo da Usinagem – 1. 2000 � 13

A HSC impõe exigências particu-lares à máquina-ferramenta:
• São necessárias altasvelocidades de fuso paraatingir as velocidades decorte desejadas no processo.
• As enormes faixasde avanço resultantes e osdados necessários para aaceleração podem ser ob-tidos apenas com fusos deacionamento dinâmico(dynamic main drives) eestruturas de máquina es-táveis, com boas caracte-rísticas de fixação.
• Comandos rápidos emodernos são absoluta-mente essenciais para a implementa-ção de processos de alta velocidade.
Os materiais e ascoberturas têm deser adequados
Também há exigências especí-ficas sobre as ferramentas e os ma-teriais usados nas peças e nas fer-ramentas. Por serem expostas aaltas cargas térmicas durante a re-moção de metal, principalmenteem furação e fresamento, as ferra-mentas devem ter um alto nível deresistência ao calor, sendo, ao mes-mo tempo, extremamente tenazes.
Na furação e no fresamento, ometal duro com grãos ultrafinos é omais apropriado para a maioria dasaplicações porque, além de mantera aresta de corte sempre viva, aliaum alto nível de tenacidade a umavantajosa resistência térmica, o quepossibilita combinar uma geometriacom grandes ângulos de saída e defolga. Estas características resultamem temperaturas e forças de cortesensivelmente reduzidas.
O rosqueamento com machosa alta velocidade gera cargas dealta torção e temperaturas eleva-
das, e isso, consequentemente,demanda um material tenaz, po-rém com alta resistência térmica.Esta exigência é satisfeita demodo mais efetivo se os machossão fabricados a partir de aço rá-pido cobalto (HSS-E) e sinteriza-do (HSS-E-PM), produzidocom pó metalúrgico.
São usadas, também, co-berturas que aumentam a per-formance das ferramentas nausinagem HSC. Elas isolam asuperfície de contato entre aferramenta e a peça, reduzemo atrito na zona de cisalhamen-to e levam à insulação térmicado material a ser usinado. Onitreto de titânio (TiN) é reco-mendado como um revesti-mento de uso geral para fura-ção, enquanto que o TINALFUTURA aumenta a perfor-mance na usinagem a altas ve-locidades. Trata-se de uma co-bertura baseada em titânio-alu-mínio-nitreto (TiAlN) que temalta resistência e alta estabili-
dade térmicas, além de condutivi-dade térmica muito baixa. O car-bonitreto de titânio (TiCN) tam-
bém é uma ótima alterna-tiva para a usinagem deaços alta liga (figura 2).
As propriedades térmi-cas das coberturas de ma-chos usados ao rosquea-mento HSC são um fatorde influência relativa,comparativamente a ou-tros processos de usina-gem. Isso se deve à ocor-rência de menor atrito etambém aos menores ní-veis de velocidades de cor-te, característicos dessetipo de aplicação. No fre-
samento HSC podem ser obtidosexcelentes resultados quando a co-bertura é a TiCN e uma melhorperformance se se tratar da TINALX.TREME, à base de TiAlN, es-pecialmente em fresamento deacabamento em matrizes.
Figura 1Faixas de V c para usinagem HSC
Figura 2Estrutura da cobertura Tinal Futura
14 � O Mundo da Usinagem – 1. 2000

Sob condições favoráveis, noentanto, podem-se obter velocida-des de corte significativamentemais altas com brocas helicoidaistipo ALPHA 4 na usinagem de açose com as de canal reto ALPHAJETna de ferros fundidos e alumínio.
Às vezes, rosquear aV
c = 100 m/min já não
é mais uma utopiaTradicionalmente o rosquea-
mento com machos é realizado avelocidades muito baixas: mesmoem centros de usinagem modernosa maioria das operações por esteprocesso ainda ocorre dentro dafaixa de V
c = 20 m/min. As má-
quinas modernas e/ou o uso de dis-positivos para rosqueamento commachos para HSC, porém, permi-tem velocidades significativamen-te mais altas. Dependendo do diâ-metro da ferramenta, pode-se atin-gir V
c de até 100 m/min.
As velocidades exigidas e a rá-pida reversão da rotação podem serimplementadas em máquinas me-nores com o uso de mandris flutu-antes e, em máquinas CNC comfuso sincronizado, também é pos-sível usinar a altas velocidades —os movimentos de rotação e deavanço se correspondem durantetodo o tempo e o macho deve serfixado em um suporte rígido. Nes-te caso o sincronismo é definidopelo comando da máquina, normal-mente girando em torno de 3.000rpm, no máximo. Velocidades decorte mais elevadas (HSC) são ob-tidas com uma unidade de rosquea-mento auto-reversível de alta ve-locidade. A reversão é executadapor essa unidade com o fuso prin-cipal girando sempre no mesmosentido de rotação e sem alteração
Brocas Alphajet
As máquinas podeminfluir nasvelocidades
Na prática, a furação HSC é prin-cipalmente usada na usinagem dealumínio. Vidas úteis longas sãotambém obtidas independente dasaltas velocidades e do material utili-zado. Mas como sempre há um “se-não”, pode-se dizer que muitas ve-zes o limite para a HSC é mais de-terminado por máquinas ultrapassa-das que pelas ferramentas.
As ferramentas preferidas paramáquinas com refrigeração de altapressão são as brocas inteiriças de me-tal duro com canal reto, ALPHAJET,cujo desenho especial (canais retos,quatro guias, furos para refrigeraçãointerna) garante uma usinagem de altaqualidade na furação de grandes pro-fundidades a altas velocidades de cor-te. As brocas helicoidais inteiriças demetal duro ALPHA 4 também sãoapropriadas para máquinas com re-frigeração interna na usinagem deuma ampla gama de materiais a pro-fundidades de corte de até 5 x D, apro-ximadamente.
O Mundo da Usinagem – 1. 2000 � 15
A furação HSCde alumínio tambémé possível em máqui-nas sem refrigeraçãointerna. As brocasMAXIMIZA SX detrês cortes têm umageometria de corteespecial que facilitao fluxo de cavacos egarante uma boa au-tocentragem, alémde forças de corte ede avanço mais bai-xas. Isso possibilitaa obtenção de velo-cidades de corte efaixas de avanço
realmente muito elevadas com pro-fundidades de furação de aproxima-damente 5 x D com refrigeração ex-terna convencional.
Na usinagem de aços e ferros fun-didos, ainda hoje o padrão de desgas-te é o fator limitante para a velocida-de de corte. Essa é uma das inúmerasrazões de os fabricantes de ferramen-tas continuarem a investir no desen-volvimento e na otimização de mate-riais e geometrias que as tornem cadavez mais resistentes ao desgaste.
Os fatores periféricos do pro-cesso também influenciam na vidaútil das ferramentas empregadas nausinagem de aços e ferros fundi-dos, em comparação com o alumí-nio, por exemplo. O uso de refri-geração interna de alta pressão ain-da é essencial em muitos casos, es-pecialmente para os aços. Outrosfatores importantes são:
• Dureza e/ou resistência à ten-são do material da peça
• Projeção/comprimento da broca• Concentricidade da broca• Pressão do refrigerante

Fresas de topo para HSC
16 � O Mundo da Usinagem – 1. 2000
Machos Sprint para altas V c
da velocidade, que, então, perma-nece constante até que toda a pro-fundidade da rosca seja atingida.
Os machos tipo SPRINT conse-guem atingir melhor performanceque os machos convencionais por-que foram projetados de forma aharmonizar o material — aço rápi-do sinterizado (HSS-E-PM) fabrica-do com pó metalúrgico —, a geo-metria e a cobertura. Além disso,possibilitam a refrigeração interna.Sua microestrutura homogênea lhesconfere um alto nível de tenacidadecombinado com alta resistência tér-mica e excelente resistência ao des-gaste por abrasão.
A geometria de corte especial-mente desenhada garante uma for-mação de cavacos otimizada, for-ças de corte e torques reduzidos eatrito minimizado nos flancos dasroscas. As coberturas TiN ouTiCN levam a um grande aumen-to da sua vida útil mesmo com ve-locidades de corte significativa-
rie de vantagens em comparaçãocom os métodos convencionais. Se-não, vejamos:
• A usinagem de peças de pare-des finas, relativamente instáveis, épossível com um alto nível de preci-são dimensional graças às forças decorte significativamente reduzidas.
• A maior parte do calor geradopelo processo de corte sai junto comos cavacos, o que evita o aquecimen-to e mudanças na microestrutura dapeça. Vale frisar que o aquecimentoda ferramenta de corte é menor e,portanto, sua vida útil é mais longa.
• As peças fresadas a alta veloci-dade, que, inclusive, têm exigênciasdiferentes das usinadas por proces-sos convencionais, são caracterizadaspela alta precisão dimensional e qua-lidade do acabamento superficial.
Como ocorre na furação, no en-tanto, os parâmetros de corte namaioria das vezes ainda são limita-dos pela velocidade máxima dos fu-sos das máquinas-ferramentas e pe-los seus deslocamentos. As fresas
inteiriças de metal duro
mente maiores em materiais de di-fícil usinabilidade.
O furo para refrigeração inter-na do macho MEGASPRINT di-reciona o refrigerante diretamen-te ao ponto onde é necessário du-rante a ação de corte, lubrifican-do a aresta e auxiliando no escoa-mento dos cavacos. Estes aspec-tos são importantes no rosquea-mento HSC porque dão maiorconfiabilidade às ferramentas.
Como se não bastasse, os machosem HSS-E-PM não são exclusiva-mente destinados à usinagem a al-tas velocidades. Eles podem ser usa-dos em faixas de velocidade conven-cionais, nas quais apresentam, inclu-sive, performance significativamentemais vantajosa que a dos machossem refrigeração. Eles servem a umaampla gama de aplicações em mate-riais como aços, ferros fundidos, li-gas AlSi e uma grande variedade deoutros metais não-ferrosos.
Outro macho alternativo pararosqueamento HSC de ferros fun-didos é o tipo GG com canal reto ecobertura TINAL FUTURA de altaperformance, que, por ser à basede TiAlN, tem excelente resistên-cia térmica e ao desgaste, tornan-do-o bastante apropriado parausinagem sem refrigeração.
Fresamento HSC:bom até parapeças de paredesfinas
A área clássica onde o pro-cesso HSC se sai bem é aquelaem que a usinagem realiza gran-des remoções de metal, comopeças integrais da indústria ae-roespacial ou moldes e matri-zes. É aqui que o fresamento aaltas velocidades tem uma sé-

Tecnologia que está avan-çando em ritmo acelerado econstante nos últimos anos,a usinagem sem refrigeraçãouniu fabricantes e usuários deferramentas num esforço con-junto de pesquisa e desenvol-vimento. A variedade e acomplexidade das situaçõesenvolvidas justificam e tornampraticamente obrigatória estasaudável união.
Os líquidos refrigerantesreduzem o desgaste da fer-ramenta, dissipam o calor dapeça e da máquina, auxiliamno escoamento dos cavacose removem os resíduos de cor-te remanescentes na peça e namáquina. Não há como negarque estas são pré-condiçõesabsolutamente importantespara um bom processo de usi-nagem. Mas também há incon-veniências.
O aumento de seu uso nosúltimos anos está repercutindoem um consideravel aumentonos custos das indústrias rela-tivos à sua obtenção, manuten-ção e descarte. Somados aisso, a incompatibilidade entrerefrigerantes e meio ambientee os riscos potenciais à saúdedos operadores tornam este umassunto bastante crítico. O des-carte, por exemplo, que não
Usinagem sem refrigeração, solução recente para velhos problemas
de 2, 3 e 4 cortes, produzidas na clas-se K30F, são as mais adequadas paraessas operações. Elas podem ser usa-das sem cobertura, porém as versõescom cobertura TiCN e TINALX.TREME têm vida útil mais lon-ga. Para evitar a formação de ares-tas postiças e melhorar a qualidadesuperficial, os usuários podem soli-citar que elas sejam dotadas de umacobertura lubrificante à base de
Figura AO impacto dos líquidos refrigerantes noscustos totais de usinagem
Furação sem refrigeração com a broca Alpha 22 TFL
MoS2 ou WC/C, que também pro-duz melhoras da sua vida útil.
Ferros fundidos de alta tensão eaços-ferramenta, que são usinadosem estado “mole” e depois tempe-rados ou endurecidos, são tipica-mente os adotados para a fabrica-ção de moldes e matrizes. As ferra-mentas apropriadas para o fresa-mento HSC, em tais casos, são asfresas para cópia BALL NOSE com
cobertura TINAL X.TREME que,como já foi dito anteriormente,apresenta altíssima resistência tér-mica e ao desgaste por ser à basede TiAlN, de maneira que as ferra-mentas atingem vida útil longa mes-mo trabalhando a altas velocidadesde corte e em materiais endurecidos.Tais fresas de topo também têm per-formance satisfatória na usinagemsem refrigeração.
pode ser considerado ecologi-camente correto, leva a poten-cialidade de danos para foradas indústrias usuárias, cau-sando ainda mais problemas.
Em geral es-tes custos sãosubestimados esempre coloca-dos debaixo dogrande guarda-chuva que aten-de pela designa-ção “gastos ge-rais”. Em proces-sos de fabricaçãocom sistema cen-tralizado este é omotivo pelo qualos custos que se
referem a líquidos refrigeran-tes variam entre 7% e 16% dototal, enquanto que os de fer-ramentas estão na faixa de2% a 4% (figura A).
É urgente que se dê aten-ção ao fato de que a minimi-zação do consumo de líqui-dos refrigerantes nos proces-sos de usinagem tem que terum objetivo econômico, mas,principalmente para os pro-cessos de fabricação quepretendem chegar ao futuro,também ecológico. E então,quer a maioria queira, quernão, a resposta positiva a uma
pergunta se faz necessária: “Ausinagem sem refrigeraçãoserá possível em escala indus-trial em um curto espaço detempo?”.
O Mundo da Usinagem – 1. 2000 � 17

Em três �cases�, notíciasque valem ouro
Um trabalho jornalístico à maneira de uma peça em três atos deu forma a esta reportagem que,encadeando fatos e dados, é mais um forte indicador de que a parceria entre empresas eentidades enriquece todas as partes envolvidas e aqueles que de um modo ou de outro com elasse relacionam. Forma-se assim uma espiral ascendente. A Sandvik Coromant, ao lançar novasclasses para torneamento, ratifica sua política de suplantar sua própria tecnologia para atenderaos anseios das indústrias usuárias de seus produtos. Estas, por sua vez, respaldadas na certezade poderem contar com respostas à altura de suas necessidades, avançam em direção àmodernização e otimização de suas atividades e, como é o caso da Komatsu, investem pesado,concebem novos produtos e ampliam seus mercados. Como tudo que é novidade demanda maisinformação e reciclagem de conhecimentos, a espiral sobe mais uma volta: a de ações voltadaspara a formação, capacitação e treinamento de profissionais. Aqui, mais uma vez a Sandvikreforça sua posição de vanguardeira — faz convênios com o Senai e dissemina cultura técnicapara um público a que as indústrias recorrem para ter mão-de-obra capaz de fazer suastecnologias continuarem ascendendo.
A Sandvik Coromant entrou noano 2000 com um lançamen-to à altura desta tão festeja-da mudança no calendário.
Em janeiro, chegaram ao mercadomundial novas classes de metalduro para torneamento que a colo-cam ainda mais à frente no segmen-to de usinagem de aços. “Já tínha-mos a maior gama de ferramentaspara torneamento e os lançamentosde agora são mais uma evidênciade que a Sandvik está na ponta da
Mais força com novasclasses para torneamento
18 � O Mundo da Usinagem – 1. 2000

tecnologia mundial em usinagem deaços”, diz José Roberto Gamarra,Gerente Regional do Departamen-to Técnico da empresa.
As novas GC 4015 e GC 4035foram lançadas simultaneamente noBrasil e no mercado mundial. Comum detalhe: a linha está sendo total-mente fabricada no País. Isso foipossível porque, dada a importânciaestratégica do Brasil no mercadoglobal, os investimentos em novosequipamentos para revestimento depastilhas na filial brasileira se segui-ram imediatamente aos das fábricasda Divisão Coromant da Suécia edos EUA da Sandvik.
“Apenas para que a facilidade dosclientes no trato com as ferramentasfosse preservada, foram mantidas asantigas denominações GC 4015 eGC 4035, mas as pastilhas passarampor uma reformulação completa,desde a composição do substrato atéo próprio processo de fabricação”,conta Gamarra, destacando, entre asprincipais características das novasclasses, a possibilidade de trabalharcom dados de corte maiores e usi-nagem sem refrigeração. O progra-ma da nova linha inclui ainda a GC4025, que chegou ao mercado noano passado, além das pastilhas ali-sadoras Wiper, que agora estão dis-
poníveis também nas novas classes.A classe GC 4015 passou por
mudanças que visaram torná-la maisresistente ao desgaste. A composi-ção do substrato da pastilha foi al-terada para que o gradiente, enri-quecido com mais cobalto, promo-va sua melhor ligação com as co-berturas. As camadas são pratica-mente as mesmas, mas para a suacolocação a Sandvik desenvolveuum novo processo, batizado deCVD-95. “Essas mudanças permi-tem que a GC 4015 trabalhe comdados de corte (avanços e rotações)bem acima dos que a anterior su-portava”, explica Gamarra, acres-
O efeito do aumento da pro-dutividade sobre o custo dausinagem é o mote da campa-nha de lançamento do progra-ma “Steel Turning”, que dádestaque a um software-rela-tório desenvolvido pela própriaSandvik. “Ele prova que o au-mento dos parâmetros de cor-te tem um efeito várias vezesmaior na racionalização doscustos de produção que os ob-tidos com o aumento da vidaútil de uma pastilha ou com acompra da pastilha por um cus-to inferior”, afirma o GerenteRegional de DesenvolvimentoTécnico, José Roberto Gamar-ra. “Com este software, na ver-dade a Sandvik está cumprin-do mais um dos seus papéisde pioneira em sua área, queé o de eliminar conceitos já ul-trapassados mas ainda arrai-gados no mercado”.
A constatação fundamen-tal a que o software-relató-
rio leva é que hoje o custo dapast i lha representa apenas3% dos custos de usinagem.“Frente às necessidades dereduzir custos, os cl ientestêm buscado obter maioresdescontos ou past i lhas demaior rendimento”, diz Ga-marra, frisando, porém, queisso não tem efeito positivose as condições de opera-ção não forem al teradas.“Nós provamos que o maisimportante para a reduçãodo custo da usinagem é oaumento da produtividade egarant imos que com estasnovas classes este aumen-to é de 20%”.
Simples, o software é apre-sentado na forma de um rela-tório onde o cliente insere osdados da operação que pre-tende realizar: custo da hora-máquina, custo da ferramenta,custo da peça que vai usinar eoutros, obtendo o percentual
de economia que teria casocontasse com um desconto nopreço da pastilha, um aumen-to da sua vida útil ou um au-mento dos parâmetros de cor-te da máquina e o consequen-te aumento da produtividade.
Esta relação é demonstra-da a partir de exemplos obti-dos com o software. A redu-ção de 30% no preço da pas-tilha se traduz em economiade apenas 1% no custo dapeça usinada — e, ainda quea pastilha em questão tenhauma vida úti l 50% maior, aredução de custo pers is teem 1%. Já com um aumentode 20% na produtividade damáquina a redução sobepara significativos 15%. “Eas nossas novas c lassesoferecem justamente a pos-sibilidade de usinar mais ra-pidamente, com avanços decorte e rotações maiores”,conclui Gamarra.
O foco é a alta produtividade no torneamento de aços
O Mundo da Usinagem – 1. 2000 � 19

centando que isso permitiu à ferra-menta trabalhar sem óleos e emul-sões refrigerantes, uma tendênciacrescente do mercado, que se vêpremido pela necessidade de evitaro descarte de rejeitos e resíduos deusinagem que possam acarretar da-nos ao meio ambiente.
Na GC 4035 o gradiente tambémfoi enriquecido com cobalto e as al-terações no substrato visaram à ob-tenção de maior tenacidade e maiorresistência à deformação plástica.Quanto à sua cobertura, a mudançaé mais visível: a pastilha ganhouuma camada de nitreto de titânio,perdendo a coloração até então es-cura e se aproximando do brilhodourado. Mais que uma questão deestética, a nova a camada visa a fa-vorecer a usinagem sem refrigera-ção, já que o titânio, por ser um lu-brificante sólido que melhora o es-coamento dos cavacos, minimiza seuatrito com a pastilha, e, portanto,diminui a geração de calor. E mais
uma vez a cor amarelo-dourado atuacomo agente técnico: permite umamelhor identificação do desgaste ge-rado pelo calor, cuja coloração é es-cura.
As novas classes trazem tambémvantagens na usinagem com as pasti-lhas alisadoras Wiper que, se já pos-sibilitavam operações mais rápidas,com avanços maiores, mantendo aqualidade do acabamento, agora queincorporaram as novas classes demetal duro também possibilitam oaumento da rotação das máquinas.Isso tudo, é claro, quer dizer que tam-bém no caso das pastilhas Wiper asindústrias conquistaram um grandealiado para a redução ainda maior deseus tempos de usinagem.
“Não nos defrontamos com con-correntes que tenham a mesma qua-lidade em ferramentas para usina-gem de aços”, afirma Gamarra, lem-brando que foi preparada uma gran-de campanha para o lançamento-mundial do “Steel Turning”, o nome
De 80% a 90% dos tornosCNC em operação no mundooperam bem abaixo de seuslimites, e, portanto, segundoJosé Roberto Gamarra, Geren-te Regional de Desenvolvi-mento Técnico, boa parte doparque fabril nacional suporta-ria o aumento dos parâmetrosde corte oferecido pelo novoprograma da Sandvik, DivisãoCoromant. Uma pesquisa rea-lizada pela matriz (Suécia)comprovou que as máquinasestão sendo subutilizadas eisso não se restringe ao Bra-
sil. “Aplicar um novo produtoem uma máquina preexistentecom os dados de corte de queela já dispunha é uma práticamundial”, diz Gamarra, lem-brando que o mesmo não ocor-re no caso de máquinas re-cém-adquiridas, onde não rarotrabalha-se acima dos limites,já que é preciso justificar o in-vestimento.
Uma possível explicaçãopara a defasagem dos dadosde corte é que a maior partedas máquinas em operaçãofoi adquirida quando a tecno-
logia de ferramentas era ou-tra, atualmente ultrapassada.Além disso, a velocidade dedesenvolvimento de ferra-mentas aumentou. Antes oslançamentos eram pratica-mente anuais. Agora, novasversões entram para os catá-logos dos fabricantes em in-tervalos muito menores.“Considerando os lançamen-tos da Sandvik, conclui-seque a média é de seis ferra-mentas lançadas ao ano, masa introdução de novas máqui-nas não segue este ritmo”.
A capacidade dos tornos CNC em operação, hoje, é subutilizada
do novo programa de torneamentodesenvolvido pela empresa.
Parte da campanha consta deum CD-ROM que será distribuídoaos clientes e utilizado para treina-mento. Um de seus pontos de exce-lência é um software-relatório queapresenta as vantagens de se alterardados visando à obtenção de econo-mia nas operações de usinagem atra-vés do aumento da produtividade(veja os boxes “O foco é a alta pro-dutividade no torneamento deaços” e “A capacidade dos tornosCNC em operação, hoje, é sub-utilizada” ). Gamarra conta que,“animado por clips de usinagemmostrando na prática todas as van-tagens dos novos produtos, além deconter as explicações técnicas refe-rentes aos lançamentos, o CD-ROMvai dar uma dimensão high-tech aotreinamento oferecido aos clientesda Sandvik, com ênfase na nova ten-dência de obter cada vez maioresganhos na área de produtividade”.
20 � O Mundo da Usinagem – 1. 2000

Investimento de US$ 22 milhões,novo trator e mais mercado
Komatsu completa 25 anos deBrasil e tem motivos de so-bra para comemorar: concluiuseu plano de investimentos de
US$ 22 milhões em máquinas e equi-pamentos para modernizar seu par-que fabril e racionalizar os custos deprodução; passou a atender direta-mente aos mercados da Europa e dasAméricas, ficando os mercados ja-ponês e de outros países da Ásia soba responsabilidade da matriz; lançouem janeiro o protótipo e agora, nofinal de março, está iniciando a pro-dução seriada do D61, um trator deesteira com performance 50% maiorem termos de potência e capaci-dade que o D41, até então seu “car-ro-chefe”; e assumiu como vital suaparceria de 25 anos com a Sandvik.
Elaborado em 97, o programa deinvestimentos integra a nova estra-tégia global estabelecida pela ma-triz japonesa, em que se insere o lan-çamento do D61, que será produzi-do nas plantas do Brasil e do Japãoem duas versões: D61-12E e D61-12P. Até junho serão produzidas 12unidades/mês e, a partir daí, 36 uni-dades/mês, cerca de 70% destina-dos ao mercado externo.
O processo de modernização dafábrica brasileira da Komatsu foi in-tenso. Oswaldo Yoshio Aikawa, ge-rente do Departamento de Fabrica-ção de Máquinas de Construção daempresa, diz que apenas no final de1998, por exemplo, além de quatrorobôs de soldagem foram implanta-das três novas máquinas CNC: um
centro de usinagem de grande porte,com mesa de 1.100 mm, e dois demédio porte, com mesa de 600 e 800mm, respectivamente.
“Foi exatamente com a chegadadestas máquinas que se evidencioudefinitivamente a importância daparceria entre a Sandvik Coromante a Komatsu”, diz Aikawa. Explica-se. Adquiridas no Japão, as máqui-nas seriam ferramentadas pela uni-dade japonesa da Sandvik para be-neficiar-se do câmbio mais favorá-vel, à época, naquele país. Após in-tensas negociações, a decisão foi re-vertida e a Sandvik do Brasil fez aferramentação, sendo 99,5% do fer-ramental utilizado nos três centrosde usinagem por ela fabricados.
“Não se trata da compra de doisou 10 kg de pastilhas”, diz Aikawa,“porque, na verdade, uma transaçãocomercial que envolve ferramentasengloba também a compra de tec-nologia, assistência técnica, servi-ços pós-venda e outros, o que sig-nifica que, comprando no Japão, te-ríamos que ter assistência da filialda Sandvik de lá”. O resultado dasnegociações fortaleceu muito maisos laços entre as duas empresas bra-sileiras. Tanto que Aikawa não he-sita em dizer que o isso é benéfico“não só para a Komatsu, mas tam-bém para o Brasil”.
O relacionamento comercial en-tre Sandvik e Komatsu “é uma par-ceria construída por ambas as partese marcada pelo respeito mútuo”, emsua opinião. “Em todos estes anos ocomportamento da Sandvik foi mar-cado pela seriedade e continuidade,além da demonstração de visão delongo prazo”. Quanto ao atendimen-to, o gerente da Komatsu é bastanteobjetivo, mas não menos enfático:“Hoje o que conta não é apenas o pre-ço. O pronto atendimento e a quali-dade do serviço de assistência técni-ca da Sandvik foram decisivos paraque nossa parceria se solidificasse, es-pecialmente nos últimos três anos”.
Todos esses pontos foram refor-çados com a implantação do siste-ma de estoque em consignação, peloqual ferramentas da Sandvik sãomantidas estocadas na Komatsu efaturadas apenas quando começama ser utilizadas. “Além de agilizar o
Aikawa: “Uma transação comercialenvolve mais que a compra de doisou 10 kg de pastilhas”
O Mundo da Usinagem – 1. 2000 � 21
A

que trabalhava com ferra-mentas convencionais esoldadas. “Como precisá-vamos agilizar a preparaçãoe o tempo de troca desta má-quina, onde produzimos ocolar do rolete do trator deesteira”, explica o Chefe deProdução, Juan Sanchez-Palencia y Fernandez, “en-tregamos os desenhos àSandvik, que desenvolveutodas as ferramentas”. Se-gundo ele, as pastilhas in-
tercambiáveis estãodando bons resultados.
Várias medidaspara atender os planosde metas, otimizando aprodução e reduzindoos custos de fabrica-ção, foram implanta-das na Komatsu, e en-tre as que se referem àusinagem a sala de pre-setting merece desta-que. “A idéia é fazer o
O técnico de ferramentas da Komatsu,Ailson José da Silva, prepara uma fresadorapara o processo de usinagem
Fernandez: “Estamos certos de que trilhamos ocaminho para a modernidade”
pré-set de todas as ferramentas nes-sa sala, de onde já saem dimensio-nadas e com a respectiva folha deoperação para que o tempo do ope-rador seja otimizado”, diz Fernan-dez, lembrando que a nova filoso-fia da Komatsu é: “Se estamos nolimite teórico de usinagem, temosque procurar ganhar tempo de pre-paração para atingir os tempos-pa-drões estabelecidos pela nossa en-genharia”. Em outras, certas e cur-tas palavras, “este é o caminho paraa modernidade”.
atendimento, isso faz com que o ca-pital da nossa empresa não fiqueimobilizado”, ressalta Aikawa.
Ferramentas especiais —A Sandvik responde por 75% dasferramentas standard de metal duroutilizadas pela Komatsu, e, no quese refere a ferramentas especiais,sua participação também tem cres-cido. Uma evidência disso ocorreurecentemente com uma mandrilado-ra fabricada pela própria Komatsu,
A Komatsu do Brasil, em um muito breve resumo
Instalada em Suzano (SP)desde 1975, a Komatsu em-prega 850 funcionários e ocu-pa 700 mil metrosquadrados, 70 mildos quais de áreaindustrial. Sua l i-nha de produtos éformada por máqui-nas para a indústriade construção —tratores de estei-ras, escavadeirashidráulicas e pás-carregadeiras.
A produção mé-dia mensal é de 100
22 � O Mundo da Usinagem – 1. 2000
máquinas, em sua maioria tra-tores de esteira voltados paraa exportação. A fábrica conta
com fundição própria, hoje comprodução mensal de 750 tone-ladas de aço fundido, sendo de
20% a 25% para con-sumo próprio e o res-tante direcionadopara a exportação.

ara que a indústria metal-mecânica brasileira possa terparticipação mais acentuadano mercado mundial é pre-
ciso investir no aumento da com-petitividade e da produtividade dosetor, sem esquecer da educação eformação profissional daqueles quevão operar as máquinas e ferramen-tas e que permitirão o avanço doPaís. Acreditando nisso, a Sandvikestendeu suas ações de treinamentoe capacitação de pessoal técnico paraalém dos limites de sua fábrica e dasde seus clientes, assinando convêni-os com o Senai nos últimos meses.Até o momento, a empresa estimater investido cerca de R$ 60 mil nes-ses convênios, e, num futuro próxi-mo, haverá novos investimentos.
“Existe muita carência de infor-mação, principalmente daquela di-recionada ao operador, e não pode-ríamos perder esta oportunidade decriar mecanismos para ampliar aprodutividade e a competitividadeda indústria nacional, especialmen-te a metal-mecânica”, explica JoãoCarosella, especialista em Treina-mento da Sandvik. Há 50 anos noBrasil, a empresa sempre teve entresuas prioridades o treinamento e acapacitação profissional da mão-de-obra, o que, aliás, tem total apoioda matriz. Em visita ao Brasil, umdos diretores da Sandvik Coromantda Suécia esteve em uma das esco-las Senai e considerou o projeto ex-tremamente profissional.
Dentre os convênios firmados en-
tre a empresa e a entidadeo mais abrangente foi assi-nado com o Senai-SP e estáligado ao Novo Modelo deEducação Profissional, quereformula o programa curri-cular do
órgão com vistas a adequá-lo às novas necessidades domercado. O projeto prevê in-clusive a aquisição de tor-nos CNC e centros de usina-gem, que serão montados emum sistema flexível de ma-nufatura e ferramentados como que há de mais moderno emtermos de ferramentas dec o r t e .
Novo currículo — Entre ou-tras mudanças, no novo currículo foiincluído o módulo de “Usinagem deMetais”, para o qual a Sandvik foiconvidada a contribuir em função desua larga experiência em treinamento
nesta área. A empresa
fornecerá um kit de treinamento de-senvolvido na Suécia justamente parafacilitar a aprendizagem da aplica-ção de ferramentas de corte compastilhas intercambiáveis. O kit écomposto de manuais, catálogos, ví-deos e transparências que abordamdesde o conceito básico de usinagematé a classificação das ferramentasquanto à dureza, tenacidade e parâ-metros de corte.
Interativo, o kit traz a teoria e tam-bém exercícios para a sua aplicação
Sandvik Coromant amplia açõesde formação profissional
O Mundo da Usinagem – 1. 2000 � 23
P
As ações de capacitação profissional da Sandvik, Divisão Coromant (Brasil),não se limitam ao seu Centro de Treinamento

prática. A resolução dos exercíciosrecomendada pela Sandvik é apre-sentada em vídeo. Inclui ainda ma-
nual do instrutor,com todas as in-
formaçõest é c n i c a snecessári-as para a
u t i l i z a ç ã ocorreta de
cada uma dasdiversas trans-
parências.O acordo foi fechado com o Se-
nai-SP e a Sandvik cederá um kit paracada escola participante. Até o mo-mento já foram distribuídos 25 e, até ofinal do ano, serão entreguesoutros 20. O Senai nacio-nal está avaliando a pos-sibilidade de ampliareste acordo a outrosEstados.
A Sandvik tam-bém está se respon-sabilizando pela ca-pacitação dos instru-tores, e para isso foimontado um curso específico paraque os instrutores envolvidos no pro-jeto sejam treinados em quatro mó-dulos: escolha e aplicação básica deferramenta para torneamento; esco-lha e aplicação básica para fresa-mento; além dos módulos avançadosde otimização do processo de usina-gem, tanto de torneamento como defresamento. Oito cursos já foramrealizados, com um total de 150 pes-soas treinadas, e até dezembro estenúmero certamente será aumentado,pois há mais cursos agendados ain-da para este ano.
Do convênio faz parte tambéma negociação realizada entre a Di-visão Coromant da Sandvik e o fa-
bricante das máquinas que estãosendo adquiridas pelo Senai. Peloacordo, as máquinas já serão entre-gues com o kit básico de ferramen-tas da Sandvik. Outra proposta daempresa é ferramentar todas asmáquinas convencionais do Senai-SP a um custo subsidiado. “Com onovo currículo, o profissional forma-do pelo Senai chegará às empre-sas com o conhecimento básico dasferramentas modernas que estãosendo utilizadas e até mesmo capa-citado a implantar ferramentas dealta tecnologia”, diz Carosella.
Outros convênios — Recen-temente a Sandvik assinou um con-
vênio também com o Se-nai CTPA, de Santa Bár-bara D’Oeste (SP). Comestrutura diferenciada dade outras escolas Senai,o CTPA foi idealizado
para ser um “formadorde formadores”, pre-parando os instruto-
res, atualizando-ose capacitando-os
de acordo com as necessidades queo mercado vem demonstrando. Ins-talado na Fundação Romi, o CTPApossui equipamentos de última ge-ração e já se tornou referência nasAméricas do Sul e Central, tendotreinado professores de níveis mé-dio e superior de países como Chile,Peru e Jamaica, entre outros.
Por este convênio, o CTPA ficahabilitado a ministrar treinamentoem nome da Sandvik, que preten-de estender os cursos para clien-tes da América do Sul. “Já ofere-cemos treinamento através dassubsidiárias da Sandvik em todo omercado latino-americano, masnosso objetivo é aproveitar a ex-
periência do Senai e oferecer umacapacitação mais abrangente, in-cluindo também a parte de proces-so, programação CNC, automaçãoindustrial, engenharia da qualidadee materiais”, explica Carosella.
Como o CTPA tem experiênciaem cursos a distância, entre os pla-nos da Sandvik está a criação de umcurso interativo para treinamento viaInternet. “Em breve poderemos terum curso básico de torneamento apli-cado via Internet”, adianta Carosella
Limeira — O Senai Luiz Var-ga, que atende a pequenas e médi-as empresas da região de Limeira(SP), também está sendo homolo-gado para realizar treinamentos emnome da Sandvik. Seus módulos jáestão sendo adequados ao perfildestas empresas, inclusive quantoao que se refere aos horários — operíodo noturno será uma alterna-tiva para as empresas que não po-dem liberar seus funcionários du-rante o dia. Os treinamentos terãotodo o apoio técnico da Sandvik,que está ferramentando as máqui-nas da escola para que a parte prá-tica do curso possa ser demonstra-da e realizada com ferramentas damais alta tecnologia.
24 � O Mundo da Usinagem – 1. 2000

Até que ponto aspastilhas de metal durosão aplicáveis?
Com mais e mais fábricas procurando possibilidades de usinar sem refrigerantes, éfreqüentemente levantada a questão sobre a capacidade das ferramentas de metal durosuportarem ou não as altas temperaturas do processo. Como a zona de corte excede 1000°C, ouso de refrigerantes parece necessário para que seja atingida uma vida útil razoável daspastilhas. Mas isso está comprovado de fato? Esse é o caso? Staffan Söderberg, Chefe deDesenvolvimento de Metal Duro da Divisão Coromant da Sandvik (Suécia), responde neste artigo sobre as modernas pastilhas revestidas para a usinagem sem refrigeração.
excessiva preocupação comas taxas de remoção de me-tal durante os últimos cin-co anos é resultado, princi-
palmente, das contínuas melhori-as das tecnologias de metal duroe de cobertura das ferramentas.Por outro lado, as novas tecnolo-gias de materiais e processos têmpermitido que as classes com co-bertura também sejam aplicadasampla e sucessivamente em ope-rações onde se exige tenacidade.
Não é de estranhar, portanto,que a Sandvik desenvolva classese geometrias específicas, feitassob medida, cujo objetivo é pro-porcionar a melhor performanceem cada umas principais áreas deaplicação em usinagem. Tais clas-ses também abrangem aquelas de-senvolvidas para usinar materiais
A
Este artigo foi produzido pela equipe técnica da ABSandvik (Suécia), Divisão Coromant. Tradutora: VeraLúcia Natale. Revisor Técnico: Aldeci Vieira dos Santos,Instrutor Técnico da Sandvik do Brasil, Divisão Coromant.
Como se chegou atanto nas duasúltimas décadas?
À primeira vista, o rápido de-senvolvimento das classes de me-tal duro com revestimento pode pa-recer surpreendente, uma vez queas coberturas multicamadas usadashoje permaneceram as mesmas pormais de uma década. Uma pasti-lha moderna com cobertura é feitade combinações de óxido de alu-mínio (Al
2O
3), carboneto de titâ-
nio (TiC), nitreto de titânio (TiN)e carbonitreto de titânio (TiCN).Isso implica novas tecnologias deprocesso e um contínuo aperfeiçoa-mento dos métodos de fabricação.É esta a chave para o sucesso dasatuais classes. Esse tipo de evolu-ção é o mesmo que tem sido bemsucedido em muitos outros ramosda engenharia, e um bom exemplodisso é o desenvolvimento de ummotor de carro standard.
O óxido de alumínio, também
Staffan Söderberg, da Sandvik Coromant
adicionais, sendo, por isso, otimi-zadas para aplicações ainda maisespecíficas.
As classes de pastilhas assimdesenvolvidas já provaram ser, delonge, o melhor caminho para queo usuário obtenha reduções signi-ficativas de custos de produção emrazão de produtividade mais alta,qualidade melhorada do produto euma vida útil confiável e previsí-vel das ferramentas.
O Mundo da Usinagem – 1. 2000 � 25

chamado de alumina, é ideal paramuitas aplicações dentro da usina-gem porque é, como a cerâmica, mui-to duro, portanto resistente ao des-gaste; com baixa condutividade tér-mica, ou seja, oferece boa barreira tér-mica; e alta estabilidade química, nãoreagindo prontamente com os mate-riais das peças. Embora sua resistên-cia às altas temperaturas seja dignade nota, sua maior vantagem é serpouco quebradiço em volume. As ce-râmicas são por natureza quebradi-ças e não mostram evidências de de-formação plástica antes da quebra.Como cobertura, porém, o óxido dealumínio tem bom desempenho umavez que é suportado por um tenazsubstrato de metal duro. A coberturade alumina tem sido aplicada em vá-rias gerações de classes tipo GC etambém é o principal material dacobertura das classes série GC 4000,que hoje lideram a usinagem em ter-mos de performance.
Os processos defabricação estãomudando muito?
Certamente. A maioria dessas clas-ses de pastilhas é revestida com Al
2O
3
pelo processo CVD (Chemical VapourDeposition, ou Deposição Química deVapor) e é bom lembrar uma antigadesvantagem sua: a alta temperaturadurante o processo de revestimentopoderia prejudicar o metal duro. Esteproblema já foi completamente supe-rado e a cobertura CVD pode ser apli-cada com alta sofisticação, permitin-do um controle total das propriedadesda classe. Hoje há também novos pro-cessos, como, por exemplo, o CVDpor plasma em temperatura ambien-te, que pode ser usado para aplicaçãode coberturas a baixas temperaturas.Atualmente, mesmo nossa classe mais
tenaz para fresamento de aço, comcobertura — a GC 4040 —, é revesti-da com óxido de alumínio para per-formance máxima em usinagem tan-
to com refrigeração quanto sem ela.O motivo de o desenvolvimento
de novas tecnologias de processo sertão importante para a melhoria dacapabilidade de performance dasclasses com cobertura é que isso per-mitiu novos graus de controle da es-trutura, do estado de tensão e das in-terfaces de ligação entre o substratoe a cobertura. Com isso, o óxido dealumínio, com todas as suas vanta-gens, tem sido até mais aplicável en-quanto cobertura, já que os antigosefeitos adversos relativos ao subs-trato e à qualidade da adesão foramsuperados. Coberturas mais espes-sas podem, assim, ser aplicadas, ge-rando maior proteção para a pasti-lha e possibilitando que ela suportetemperaturas mais elevadas em tem-pos de corte mais longos.
O substrato de metal duro nãoficou à margem desses desenvolvi-mentos tão positivos. Ao contrário,também se beneficiou deles. Sendo
melhor protegido e menos afetadopelo processo de cobertura, ele podeser mais duro, o que, por sua vez,torna a pastilha menos propensa à
deformação plástica e, consequente-mente, mais apropriada para traba-lhar sem refrigeração.
De que forma essedesenvolvimentochega às indústrias?
Hoje nós trabalhamos muito per-to das fábricas usuárias para o desen-volvimento de classes, porque esta éa melhor maneira de nos certificar-mos de que obtivemos as especifica-ções corretas do produto e de que osresultados finais dos nossos própriosmétodos de testes são confiáveis.
As necessidades das fábricas e adireção para a qual elas irão no futu-ro são um “input” muito importan-te. Nossos métodos de testes em la-boratório estão em constante evolu-ção, para garantir que o desenvolvi-mento de nossas classes atenda a es-sas necessidades. A posição e abran-gência global de nossa empresa,como líder de mercado, juntamente
• Tecnologia de processo de cobertura
• Propriedades do substrato
• Microgeometria da arestade corte
• Material da cobertura
• Propriedades da zona desuperfície do substrato
• Macrogeometria da pastilha
26 � O Mundo da Usinagem – 1. 2000

com seus técnicos especializados emdiferentes mercados, fundamentamo sucesso deste trabalho.
Muitos usuários finais nos per-guntam sobre as classes apropria-das para a usinagem sem refrige-ração. E esta pergunta nos dá aoportunidade de falar muito diretae positivamente das nossas novasclasses. A vantagem de ter desen-volvido a capacidade de aplicar co-berturas de óxido de alumínio maisespessas da melhor maneira emsubstratos melhores e mais resis-tentes à deformação plástica nosproporcionou classes idealmenteapropriadas também para usina-gem sem refrigeração.
É possível desenvolvermais os conceitos jáexistentes?
Dispomos de uma gama de tec-nologias de fabricação com as quaispodemos trabalhar para otimizar aspropriedades de cada classe para umacerta área de usinagem. Partimos de-las para refinar os conceitos que jáexistem ao mesmo tempo em que
desenvolvemos novas tecnologias aserem incluídas nessa gama. Isso é umdesafio e tanto, porque a exigênciabásica para que uma nova classe sejavalidada é que ela tenha uma perfor-mance pelo menos 30% melhor nausinagem que as classes já disponíveis.
Embora haja a possibilidade deinúmeros materiais de ferramentas econceitos novos serem introduzidos nofuturo, o principal material para ferra-mentas de usinagem continuará a sero metal duro, e é possível refinar assuas propriedades usando novas tec-nologias de processo e de pó. A com-pleta inovação nessa área não corre orisco de estar descartada.
Um bom exemplo é a brocaTwinGrade (Classe Conjugada), em
que dois tipos diferentes de subs-trato são sinterizados juntos paraotimizar a performance em diferen-tes áreas da face da ferramenta. Esteé apenas um dos casos de inovaçãoda Sandvik, já que ela patenteia acada ano uma série de conceitosexclusivos e de aplicação imediata.Aliás, este fato a coloca entre asempresas “top” na Suécia tambémno quesito “número de patentes”.
Isso garante os meiospara a usinagem semrefrigeração?
Hoje este tipo de usinagem é umaexigência crescente das indústrias,mas jamais se apresentou como umproblema para as nossas classes por-
Torneamento de aço semnenhum refrigerante
Melhora na topografia da cobertura de Al 2O3 pelo controle da estrutura cristalina. São obtidas superfícies maisuniformes nas pastilhas revestidas (à direita), o que lhes confere melhor performance quanto à velocidade decorte e à vida útil
O Mundo da Usinagem – 1. 2000 � 27

que os nossos materiais para ferra-mentas são apropriados para essacondição. Como permanentementerealizamos testes em nossos labora-tórios, por exemplo com pastilhaspara torneamento sem refrigeração,e nunca abandonamos o princípio deque nossas principais e mais amplasclasses de pastilhas devem ser capa-zes de usinar tanto em condiçõescom refrigeração quanto sem ela,não vemos necessidade de apontarpastilhas específicas para torneamen-to sem refrigeração.
Nosso desenvolvimento de cober-turas de óxido de alumínio trouxemuitos benefícios neste contexto. Porexemplo, as pastilhas GC 4000 comcobertura de Al
2O
3 foram validadas
como ideais para o aumento da per-formance do torneamento sem refri-geração. A difusão do material dapastilha no cavaco, na zona aquecidade corte, é melhor combatida comesse tipo de cobertura. Suficientemen-te espessa, ela permanece resistenteao desgaste frente a temperaturasmais elevadas e protege o substratocontra a deformação plástica. Para oti-mizar a adesão, aplicamos TiCNcomo cobertura e também desenvol-vemos processos que permitem a for-mação modificada de substrato-estru-turas de superfície para obter a pro-priedade de maior resistência neces-sária a algumas pastilhas.
Por que se quertanto usinar semrefrigeração?
Além de aspectos referentes aomeio ambiente, à saúde humana eao custo, o uso de refrigerantes nausinagem a altas velocidades(HSM) nas atuais máquinas CNC équestionável também no que se re-fere à performance. Primeiro, para
que ocorra o efeito de resfriamentona zona de corte é necessário apli-car uma grande quantidade de líqui-do, sempre no ponto certo, durantea rápida movimentação da ferra-menta. Em segundo lugar, umazona de corte com temperatura maisbaixa não é necessariamente algovantajoso, tanto do ponto de vistada aresta de corte quanto da forma-ção de cavacos.
Um terceiro ponto é que a osci-lação da temperatura durante a usi-nagem não faz bem à aresta de cor-te, como, por exemplo, no proces-so de fresamento, em que as pas-tilhas entram e saem do corte. Amaior parte dos materiais das pe-ças pode ser usinada sem refrige-ração se as operações forem adap-tadas para isso. Inicialmente é pos-sível que os resultados sejam dife-rentes, mas também é bastante pos-
sível que se obtenha similaridadede resultados.
Além da performance signifi-cativamente melhorada das clas-ses de metal duro convencionais,houve um desenvolvimento con-siderável de outros materiais paraferramentas — cermets, cerâmicas,nitreto cúbico de boro e diamante— para a otimização de váriasáreas, algumas das quais incluem otorneamento sem refrigeração. Osavanços tecnológicos dos revesti-mentos também são importantespara essas áreas.
Como já tem ocorrido nessas úl-timas décadas na indústria metalúr-gica, novos desafios surgirão, de-mandando novas soluções mas nãonecessariamente novos conceitos. Avariação da temperatura é mais ne-gativa para o metal duro que a tem-peratura alta porém constante.
A variação na temperatura é mais negativa para o metal duro que umatemperatura alta mas constante
28 � O Mundo da Usinagem – 1. 2000

Trabalhar em equipe resultaem boas soluções
fábrica de eixos Dana em Bar-rie, Ontário, Canadá, produzcarcaças de eixos para algunsdos maiores fabricantes de ca-
minhões do mundo. Depois de usi-nadas, elas são enviadas para outrafábrica do Grupo Dana para a mon-tagem da parte interna.
550 carcaças dediferencialproduzidas por dia
Ao todo são fabricadas 550carcaças de diferencial em umúnico dia para montagem emcaminhões e mais 200 para trai-lers. Vários tamanhos delas têmde passar por uma máquina para
Aa usinagem do ponto onde serámontado o mecanismo do dife-rencial: dois diâmetros diferen-tes e uma operação de faceamen-to são realizados em cada umadelas antes de o processo seguirpara as etapas posteriores.
Este artigo foi produzido pela equipe técnica da ABSandvik (Suécia), Divisão Coromant. Tradutora: Vera LúciaNatale. Revisor Técnico: Aldeci Vieira dos Santos,Instrutor Técnico da Sandvik do Brasil, Divisão Coromant.
Uma ferramenta faztrês operações emuma mesma máquina
Para que a operação de usinagemse tornasse tão eficaz quanto possí-vel, foi formada uma equipe que in-cluiu engenheiros da Dana e repre-
Primeiro, a ferramenta especial de mandrilar e facear entra diretamente napeça. Ao atingir a posição mais baixa o avanço pára e então o tirante detração aciona as ferramentas superiores, que avançam radialmente usinandoambos os lados da carcaça
Por que usar três ferramentas para trêsoperações que poderiam ser realizadas coma mesma ferramenta em um únicaoperação? Boa pergunta. Mas a resposta éainda melhor: quando há a união deusuário e fornecedor encontram-se meiospara eliminar este tipo de inadequação, quecostuma contribuir para que seja criado umfosso à volta das indústrias que separa seusrecursos financeiros, materiais, humanos,produtivos e tecnológicos do mundo láfora. Este não é, definitivamente, o caso daDana e da Sandvik.
John D. Robbins, engenheiro de processo da Dana, e orepresentante da Coromant, Bill Frize, discutem a operaçãoespecial de mandrilamento
O Mundo da Usinagem – 1. 2000 � 29

A fábrica de Barrie abriga odepartamento de projetos e pro-cessos que atende ao GrupoDana. A empresa também temuma unidade em que são reali-zados os testes — os eixos, porexemplo, são testados contrafadiga 24 horas por dia, 7 diaspor semana. Atuando mundial-mente, a Dana é certificada con-forme a ISO9001 e a QS9000 e tem cer-ca de 70.000funcionários,310 deles tra-balhando emtrês turnos na
fábrica de Barrie, cuja área físicaé de 18.580 metros quadrados.Além do Grupo de CaminhõesPesados, em que se inclui a fá-brica de carcaças, a Dana temainda mais cinco grupos: Servi-ços e Leasing; Automotivo; Com-ponentes Off-Highway; Peças deMotores e Peças Industriais; eGrupo de Peças.
Os números da Dana no mundo
biáveis para mandrilamento, oito de-las para acomodar os diferentes ta-manhos de carcaça fabricados pelaDana. Embora a cabeça atual seja es-pecial em todos os sentidos, as cáp-sulas e as pastilhas são standard. Casoocorra algum imprevisto, basta tro-car a pastilha e a cápsula.
Em um dos casos, o diâmetro dosfuros é de 344,04 mm e a o avançoda ferramenta é de 0,46-0,5 mm/rotcom 135 rpm. O material dos eixosé o aço laminado a quente e a classeGC 2035 da Sandvik Coromant éusada. Toda usinagem realizada coma cabeça de mandrilamento/facea-mento é de desbaste e o diâmetromáximo usinado com a ferramentaé de 453 mm.
Acabamento: aCoroMill 245 se saimuito bem
O acabamento daface desbastada pela fer-ramenta especial ficapara a fresa de fa-cear CoroMill245. A fresa tem 5polegadas de diâmetro (125 mm) epasso largo diferencial com seispastilhas de cermet CT 530. O aca-bamento é feito com avanço de 2,15mm/min a 1350 rpm e a vida útilda ferramenta é de cerca de 45 pe-ças por aresta de corte.
Carcaça dediferencial
acabada, prontapara entrega
Uma quantidade significativa de material tem de ser removida de ambosos diâmetros da peça
Um dos oito conjuntos de ferramentaspara a operação especial defaceamento e mandrilamento
sentantes dos fabricantes da máqui-na e das ferramentas. “Eu não parti-cipei do desenvolvimento desse pro-jeto, mas posso garantir que todomundo cooperou e ele foi, sobretu-do, um trabalho em equipe em queas três partes se envolveram e inte-ragiram”, declara John D. Robbins,engenheiro de processo.
O projeto resultou em uma má-quina-ferramenta e uma ferramen-ta para faceamento e mandrilamen-to, ambas especiais. A ferramentaentra direto na peça, geran-do dois diâmetrosdiferentes emdois níveis tam-bém diferentes.Quando a ferra-menta atinge suaposição maisbaixa e o avan-ço pára, as ferra-mentas superiores são ativadas por
um tirante de tração (drawbar) eavançam radialmente, faceando am-
bos os lados da peça.Relativamente gran-
de, a ferramenta defacear e mandrilartem 914,4 mm dediâmetro na facede localização dofuso. A parte fron-tal da cabeça dabarra “feed-out” é
equipada com ferramentas intercam-
30 � O Mundo da Usinagem – 1. 2000

As velocidades de corteaumentam e trazembenefícios
A pergunta partiu de várias fábricas usuárias e doseditores de O Mundo da Usinagem: “Como umadas principais fornecedoras de máquinas parausinagem com altas velocidades vê a marcha dosdenvolvimentos para que avanços e velocidadesde corte ainda mais altos sejam alcançados?”.A resposta veio de David Edwards, Gerente deAplicações, e de Ken Salisbury, Gerente deMarketing, ambos da Matsuura Machinery,a fabricante de centros de usinagem cujoberço foi o Japão, mas que tem fábricase representações comerciais espalhadaspor todo o mundo. A tônica da respostaé a disseminação da usinagem a alta velocidade no Reino Unido.
ano da grande conquista daMatsuura quanto à concepçãoe fabricação de máquinas foi1989, e para isso ela passou
por significativas transformaçõesque alteraram seus métodos de pro-jeto e produção. Tudo para lançar nomercado o conceito de usinagem aaltas velocidades (HSM), que naque-le ano tomou corpo e foi apresenta-do como FX-5 — um centro de usi-nagem que trabalha a 20.000 rpm efaixa de avanços de 15 m/mim.
Mais que resultado de pesqui-
O
Este artigo foi produzido pela equipe técnica da ABSandvik (Suécia), Divisão Coromant. Tradutora: VeraLúcia Natale. Revisor Técnico: João Carosella, InstrutorTécnico da Sandvik do Brasil, Divisão Coromant.
sas em laboratório, o FX-5 foi aresposta da empresa às necessida-des de vários clientes, especial-mente os do setor aeroespacial, aosquais foi possível, então, demons-trar em uma máquina real o con-ceito e os benefícios inerentes à re-moção mais rápida de material comvelocidades mais altas, fresas dediâmetros menores, faixas de avan-ço mais elevadas e profundidadesde corte muito rasas.
A experiência bem sucedidacom a indústria aeroespacial tantona usinagem de ligas macias quan-to de materiais exóticos, típicosdesse setor, serviu como a plata-forma de onde os especialistas da
Matsuura deram o “start” para odesenvolvimento de máquinas queatendessem aos requisitos de usi-nagem da indústria de moldes ematrizes. O resultado não deixounada a desejar e, ao que tudo indi-ca, promoveu um impacto maissignificativo nesse setor que emqualquer outro da área de manufa-tura de peças usinadas.
Não é para menos. A capabili-dade da HSM de cortar diretamen-te aços duros (50-58 HRc) para ma-trizes e moldes usados em forja-mento e em injeção de plástico,combinada com o excelente acaba-mento superficial, reduziu conside-ravelmente a quantidade de usina-
O Mundo da Usinagem – 1. 2000 � 31

Ken Salisbury e David Edwards
preexistentes quanto a rigidez, qua-lidade de construção, desenho dofuso, capabilidade de processamen-to de dados e outras são críticas.
Os mecanismos de reação domercado à introdução da HSM éinteressante. Compreensivelmen-te, as empresas que procuramuma nova técnica de usinagem,particularmente quando os ganhosa serem alcançados são tão signi-ficativos que é difícil aceitá-losde imediato, necessitam de umacomprovação inequívoca antesde chegarem à convicção de quevale a pena colocar seus respec-tivos pedidos.
Foi exatamente o que ocorreuquando a primeira destas máquinasMatsuura foi instalada. Mas aomesmo tempo houve a surpresa: osclientes não esperam que a comprada segunda máquina e das subse-quentes lhes sejam propostas —eles mesmo procuram o profissio-nal de vendas. Como hoje existemcentenas de instalações para altasvelocidades Matsuura ao redor domundo em setores industriais dosmais variados, pode-se dizer que aHSM é o “hit” do momento. E otempo de entrega desses equipa-mentos também encurtou.
gem por eletroerosão (EDM), porexemplo, e em vários casos o poli-mento manual foi eliminado com-pletamente. Alguma usinagemEDM ainda se faz necessária, masa própria produção de eletrodos decobre e de grafite também é umaaplicação em que a HSM entracomo fator de otimização.
Mas há outros setores que já es-tão se beneficiando do desenvol-vimento desta tecnologia, mere-cendo destaque os de equipamen-tos e dispositivos para as áreas mé-dica, eletrônica, óptica, de lâminase automotiva, em particular na usi-nagem de peças e componentespara motores de carros esporte.
Embora a maioria das fábricascujos produtos passam por usina-gem ainda usem velocidades de fu-sos e avanços mais convencionais,a aplicação da HSM está se amplian-do porque tornou-se norma acei-ta particularmente depois que asdúvidas iniciais sobre a confiabi-lidade das máquinas usinando a ve-locidades mais altas já foram de-vidamente dissipadas.
Está claro que a máquina queopera por longos períodos a altavelocidade precisa ser projetadapara isso. Adaptações de máquinas
Hardware, software eprocessamento ded a d o s
Muitos processos de fabricaçãoe aplicação são beneficiados comvelocidades de fuso acima de12.000 rpm, faixa em que as van-tagens da HSM começam a ter efei-to. Mas ainda há áreas, e entre elasas de furação, mandrilamento erosqueamento com machos, alémde materiais como os aços inoxi-dáveis, em que baixas velocidadese torques altos são necessários. Ahabilidade da Matsuura em satis-fazer necessidades conflitantes emuma mesma máquina tem sido umfator-chave para o seu sucesso.Disponível em modelos horizontale vertical, a série F, projetada e fa-bricada por ela e devidamente pa-tenteada, apresenta torque de 350Nm em baixas velocidades.
Para aplicações HSM reais,como, por exemplo, usinagem deligas macias, pequenos diâmetrosmuito precisos ou peças de geome-tria complexa, a Matsuura forneceas máquinas tipo FX que operam a27.000 rpm (standard) ou 40.000rpm (opcional). Na grande feiraeuropéia de máquinas-ferramentasrealizada em 97 (EMO), por exem-plo, esteve em demonstração umaFX-5 configurada com fuso de27.000 rpm, faixa transversal rá-pida de 50 m/min, avanço de 30m/min e tecnologia de acionamen-to digital.
É inegável que a HSM não éapenas uma questão de hardware— embora a rigidez da máquinaseja uma exigência absoluta parase atingir e manter confiabilida-de e precisão —, mas também desoftware e capabilidade de pro-cessamento de dados. A menos
32 � O Mundo da Usinagem – 1. 2000

que alguma forma de compensa-ção de erro seja proporcionadapelo controller e o nível de com-pensação necessário varie depen-dendo da velocidade do eixo, daprecisão necessária, da comple-xidade da peça e outros fatores,ocorrerá imprecisão de geometriae o acabamento superficial certa-mente será insatisfatório.
O impacto da HSM eo que ela exige dasi n d ú s t r i a s
O terceiro aspecto do desenvol-vimento das máquinas para altasvelocidades e sua introdução nomercado é o equacionamento de es-tratégias de usinagem e técnicasHSM. O avanço em termos de ob-tenção de experiência nesta área já éconsiderável, o que significa que épossível identificar muito rapida-
mente as aplicações em que a HSMé ideal. Todo conhecimento é ime-diatamente repassado para os clien-tes da Matsuura, o que proporcionaum ciclo de aprendizado rápido. Esteé um pré-requisito importante, poiso fornecedor de máquinas tambémfaz o papel de solucionador de pro-blemas dos seus usuários e tem deoferecer-lhes atendimentos pré epós-venda sob a forma de treinamen-to e aplicações de engenharia.
Ao considerar uma instalaçãoHSM é fundamental definir clara-mente qual será o impacto que elaprovocará no negócio da indústriae que serviços adicionais poderãoser exigidos para o seu bom anda-mento. O nível de capacidadeCAD/CAM, por exemplo, precisaser considerado quando peças degeometria complexa em 3D foremproduzidas. Com relação ao atual
Novos níveis no fresamento de topo
processo de usinagem, o desenvol-vimento está progredindo em di-reção a maiores profundidades decorte radial, em especial com fre-sas inteiriças de metal duro paraacabamento e fresas com pastilhasintercambiáveis para desbaste.
Balancear asferramentas nemsempre é necessário
Mandris porta-pinça de boa qua-lidade, que já vem balanceados defábrica, são ideais para a HSM. Umaárea de 90% de contato entre o su-porte e a conicidade do fuso é es-sencial. O batimento radial da ferra-menta no fuso é mais crítico que obalanceamento — para um bom aca-bamento superficial e uma vida útilaceitável deve-se obter um batimentomáximo de 3 microns na superfíciede corte da ferramenta.
aplicações de fresamento dedisco em diâmetros na faixade 2 a 20 mm.
A usinagem de moldes ematrizes também passou acontar com novos conceitosde geometria e desenhos deferramentas, os aços durosagora são melhor usinadoscom o uso das modernas fre-sas Ball-Nose (ponta esféri-ca) multidentes e, além dis-
Com o aumento das ve-locidades dos fusos e a ne-cess idade de super f íc iesacabadas de al t íssima qua-lidade, o nível de performan-ce dos centros de usinagemtambém está aumentando.As máquinas cone ISO 40estão sendo amplamenteadotadas por vár ias indús-tr ias. Além disso, a usina-gem de aços mais duros(55-63 HRc) está sepopular izando.
A Sandvik Coromantdesenvolveu um novoprograma de fresas detopo inteiriças de metalduro para aumentar osníveis de usinagem, asquais possibi l i tam aabertura de canais e
so, a HSM alcançou perfor-mance e confiabilidade maisaltas com o novo desenho dafresa de topo para pequenasprofundidades de corte.
Desenvolvimentos de clas-ses de metal duro e de reves-timentos estão se somandoaos novos desenhos de geo-metrias das ferramentas paraum incremento ainda maior dedesempenho a altas velocida-
des e prologamento davida útil, e, também, hou-ve a otimização dos siste-mas de fixação graças, so-bretudo, ao novo mandrilde arraste de alta precisão,o CoroGrip, com batimen-to radial minimizado, fixa-ção segura e capacidadede alta rotação.
O Mundo da Usinagem – 1. 2000 � 33

34 � O Mundo da Usinagem – 1. 2000
Fale com a Sandvik
CIMM – Centro de Informação Metal-Mecâni-ca – UFSC - Universidade Federal de Santa Ca-tarina — Caixa Postal 476 – 88040-900 – Floria-
O leitor de O Mundo da Usinagem pode entrarem contato com a revista para falar sobre tudoo que nela é veiculado, apresentar sugestões e(ou) críticas e fazer consultas sobre eventuaisproblemas técnicos de usinagem que vem en-frentando em sua empresa para que eles se-jam avaliados e, se for o caso, solucionados peloCorpo Técnico da Sandvik Coromant . Para isso,basta recorrer a:
E-mail da revista :[email protected]
Sandvik Coromant - Serviço de Atendimento aoCliente (Departamento Comercial): (011)525.2743. Atendimento ao Cliente: 0800 55 9698
Fale com eles
nópolis – SC. Tel.: (048) 231-9387.E-mail: [email protected]
Komatsu do Brasil Ltda. — Rodovia Índio Tibiri-çá, 2000 – 08655-000 – Suzano – SP. Tel.: (011)4745-7000
Senai – Serviço Nacional de Aprendizagem In-dustrial - Praça Alberto Lion, 100 – 01515-000 –São Paulo – SP.
Unimep – Universidade Metodista de Piracica-ba — Rodovia Santa Bárbara D’Oeste / Irace-mápolis, Km 1 – 13450-000 – Santa BárbaraD’Oeste – SP. Tel.: (011) 430-1770.
E-mail: [email protected]
Volkswagen do Brasil Ltda. — Via Anchieta, Km23,5 – 09823-901 – São Bernardo do Campo –SP. Tel.: (011) 753-2355
ArwiCaxias do Sul – RS
AtalantaSão Paulo – SP
CofastSanto André – SP
CofecortAraraquara – SP
C o m e dGuarulhos – SP
ComrefeRecife – PE
ConsultecPorto Alegre – RS
DirethaSão Paulo – SP
EscândiaBelo Horizonte – MG
FerrametalFortaleza – CE
F.S.Porto Alegre – RS
GaleCuritiba – PR
G CJoaçaba – SC
HailtoolsVila Velha – ES
JaferRio de Janeiro – RJ
KaymãCampo Grande – MS
MachferRio de Janeiro – RJ
MaxvaleSão José dos Campos – SP
Mega ToolsCampinas – SP
MCIManaus – AM
P..S.Bauru – SP
PérsicoPiracicaba – SP
RepatriCriciúma – SC
SandiBelo Horizonte – MG
SinaferrmaqLauro de Freitas – BA
TecnitoolsBelo Horizonte – MG
ThijanJoinville – SC
ToolsetRio de Janeiro – RJ
TrigonRio de Janeiro – RJ
TungsferIpatinga – MG
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
Tel.Fax.
054054
011011
011011
016016
011011
081081
051051
011011
031031
085085
051051
041041
049049
027027
021021
067
067021
021012
012019
019092
092014
014019
019048
048031
031071
071031
031047
047021
021021
021031
031
223-1388
223-1388837-9106
833-01534997-1255
4996-2816232-2031
232-23496442-7780
209-4126268-1491
441-1897343-6666
343-68445061-5159
5061-5166295-7297
295-3274287-4669
287-4669342-2366
342-2784264-3664
263-1702522-0955
522-0955349-0416
239-3060270-4835
270-4918
721-3593783-2559
560-0577560-0577
341-2902341-3013
243-0422243-0920
237-8070237-8070
234-4299234-1594
421-2182421-2832
433-4415433-6768
295-5438295-2957
379-5653379-5653
295-2951295-2974
433-3939433-3939
290-6397280-7287
270-4835270-4918
821-2387826-2738
SANDVIK DO BRASIL S.A. — DIVISÃO COROMANT: Av. das Nações Unidas, 21.732CEP 04795-914 — Jurubatuba - São Paulo - SP
Não importa onde você esteja: há um distribuidor autorizado daSandvik Coromant por perto para atendê-lo