ПРОМЫШЛЕННОСТЬ · СОДЕРЖАНИЕ 3. Jl. Сироткин, Ю. И....
44
ISSN 0005-2337 ПРОМЫШЛЕННОСТЬ Вологодская областная универсальная научная библиотека www.booksite.ru
Transcript of ПРОМЫШЛЕННОСТЬ · СОДЕРЖАНИЕ 3. Jl. Сироткин, Ю. И....

ISSN 0005-2337
ПРОМЫШЛЕННОСТЬ
Вологодская областная универсальная научная библиотека www.booksite.ru

С О Д Е Р Ж А Н И Е
3 . Jl. Сироткин, Ю. И. Шалабин — А втомобильная пром ы ш ленность — сельскомухозяйству , . . 1
ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
А. Д. Просвирнин — Творческое сотрудничество науки, производства и эксплуатации ........................................ ................................................................................................ . . . 3
А. М. Кригер, А. Г. Згрубин— У кр е п л ен ие связей предприятий автомобильной промы ш ленности и гвтотранслорта — важ н ейш ее условие повышения надеж ности и экономичности а в т о м о б и л е й ............................................................................................ 4
ДВУ1ГАТЕЛЕСТРОЕНИЕ
Е. В. Шатров, В. М. Барюшин, А. В. Дмитриевский, Б. А. Куров — Перспективыснижения токсичности легковы х а в т о м о б и л е й ......................................................................... 6
И. В. Зиновьев, Е. В. Шатров — О собенности процесса сгорания и организациярасслоения заряда в роторно-порш невы х д в и г а т е л я х ....................................................... 7
Д. А. Булгаков, В. Ф. Каменев, И. А. Колляков — О д но кам ер ны е карбю раторы К-131 и К - 1 3 3 ................................................................................................................................................... 10
КОНСТРУИРОВАНИЕ, ИССЛЕДОВАНИЯ, ИСПЫТАНИЯ
Г. В. Савельев — Расчет тяговой способности кол есного движ ителя по сцеплениюшины с обод ом к о л е с а .......................................................................................................................... 12
Э. Ф. Гамаюнова, А. А. Токарев — Планирование эксперим ента при исследованиитопливной экономичности и скоростны х свойств а в т о м о б и л е й ....................................... 14
A. В. Воронин, С. А. Воронин — К рзсчету на долговечность радиально-упорны хконических подш ипниковы х у з л о в ..................................................................... .............................. 15
С. Н. Иванов — Вибрации в автомобиле г.ри движ ении на низших передачах с неполностью вклю ченны м с ц е п л е н и е м ................................................................................................ 18
B. И. Кнороз, Е. М. Резвяков, В. В. Степанов — В ибрационны е характеристики л егкового автомобиля с диагональны ми и радиальными ш и н а м и .................................. 21
В. Е. Тольский — О гр аничение структурного ш ум а внутри автомобиля . . . . 22
ТЕХНОЛОГИЯ
Б. П. Будзан, Б. И. Максимович, В. В. Заводян, Н. М. Головко, А. Е. Козлов —Опыт наплавки клапанов на автоматической линии в условиях крупн осерийного п р о и з в о д с т в а ..................................................................................................................................... 24
В. Л. Лущенков, Б. И. Ушерович, Л. П. Поляков, А. Д. Шерман, Б. В. Воробьев —Влияние структуры отбеленного чугуна на износостойкость толкателей клапанов 26
Г. А. Лопато, Г. И. Малолетний, А. Н. Федоренко, В. А. Рудаков, С. 3. Бород- ский, В. И. Прилепский — Повы ш ение нагрузочной способности главной зубчатой пары ведущ их мостов автомобиля К р А З ............................................................... 27
Г. Я. Лемберский, В. И. Повар, Р. П. Шубин — Стали для холодной высадки . . 28
ИНФОРМАЦИЯ
Б. А. Сахаров — Опыт инф о рм ационного обеспечения п роектировщ иков . . . 30В. К. Замятин — Автоматизированная линия сборки впускных коллекторов . 32Новые с т а н д а р т ы ............................................................................................................................................ 33Ежи Буць — С оврем енны е польские технологические установки для тер м о о б р а
ботки металлов и нанесения защитных п о к р ы т и й .......................................................... 33Н. Ю. Неклюдов — Новый легковой автомобиль П а н д а .................................................... 35Новости в технологии м аш иностроения за р у б е ж о м ......................... .....................36Указатель статей, опубликованны х в ж ур нал е «Автомобильная промы ш ленность»
в 1980 г..................................... .............................................................................................................................37Рефераты статей ............................................................................................................................................... 40
Главный редактор Е. А. БАШ ИНДЖ АГЯ Н
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
И. В. Балабин, В. М. Бусаров, А. В. Бутузов, А. М. Васильев, М. А. Григорьев, Ю. А. Ечеистов, К. П. Иванов, Б. Г. Карнаухов, А. С. Кобзев, А. В. Костров,Л. М. Кригер, А. М. Кузнецов, Ю. А. Купеев, И. С. «Пунев, А. А. Невелев,И. В. Орлов, А. Н. Островцев, А. Д . Просвирнин, 3. J1. Сироткин, Г. А. Смирнов,В. В. Снегирев, С. М. Степашкин, А. И. Титков, Е. А. Устинов, В. А. Фаустов,В. Н. Филимонов (зам. главного редактора) Б. М. Фиттерман, Н. С. Ханин,
С. Б. Чистозвонов, М. М. Шурыгин
Издательство «М АШ ИНОСТРОЕНИЕ»
Вологодская областная универсальная научная библиотека www.booksite.ru

ВТОМОБИЛЬНАЯг- П Р О М Ы Ш Л Е Н Н О С Т Ь
Пролетарии, всех стран, соединяйтесь!
1 2
ДЕКАБРЬ
Е Ж Е М Е С Я Ч Н Ы Й Н А У Ч Н О - Т Е Х Н И Ч Е С К И Й Ж У Р Н А Л 19805 Г О Д И З Д А Н И Я X L V I
ОРГАН МИНИСТЕРСТВА АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
УДК 629.113:631.37
Автомобильная промышленность — сельскому хозяйству
Т* РА Н С П О РТН Ы Й парк сельского хозяйства постоянно ио-* полпяется все более совершенными автомобилями, прицепа
ми и полуприцепами, осваиваемыми автомобильной промышленностью. Так, начиная с 1966 г., в каждой пятилетке рост численности автомобилей в сельском хозяйстве в среднем составлял 30%, а по суммарной грузоподъемности — 40% . В частности, средняя грузоподъемность всей транспортной техники, поставляемой сельскому хозяйству М инавтопромом, к 1980 г. составила 4,7 т (в 1975 г. — 3,6 т ), а средняя грузоподъемность тракторной транспортной техники 6 т (в 1975 г .—5,2 т). Увеличилась и энерговооруженность автомобилей, поставляемых сельскому хозяйству: в 1980 г. она составила82,5 кВт, что в 1,4 раза выше энерговооруженности автомобилей, выпускавшихся в V III и IX пятилетках. Все в больших количествах стали поставляться автопоезда большой грузоподъемности, автомобили-самосвалы, специализированные автотранспортные средства, тракторные прицепы и полуприцепы. В 1980 г. заверш ается комплекс работ по созданию и внедрению в производство транспортных средств согласно «Системе машин для комплексной механизации сельского хозяйства» на 1976— 1980 гг., в которой с учетом дополнительных заданий содержится 137 моделей транспортной техники по профилю Минавтопрома. Из этого числа 82 модели уж е выпускаются серийно, а 55 — находятся на различных стадиях опытно-конструкторских работ, включая приемочные испытания.
В результате роста числа выпускаемых автомобилей освоенных моделей, постановки на производство и организации выпуска новых и модернизированных транспортных средств должен значительно увеличиться и обновиться транспортный парк. Это создаст предпосылки для более успешного выполнения транспортных работ в сельскохозяйственном производстве. Работа в этом направлении будет продолжаться и в одиннадцатой пятилетке, как того требуют Постановление ЦК КПСС и Совета Министров СССР от 3 июля 1798 г. «О мерах по дальнейшему развитию комплексной механизации сельскохозяйственного производства и оснащению сельского хозяйства высокопроизводительной техникой», которым предусмотрено поставить сельскому хозяйству в новой пятилетке1 млн. 450 тыс. грузовых автомобилей общей грузоподъемностью 6 млн. 950 тыс. т, и июльский (1978 г.) Пленум Ц К КПСС, который поставил задачу обеспечить село автомоби-
Д-р техн. наук 3. Л. СИРОТКИН, Ю. И. ШАЛАБИН
НАМИ
лями большой грузоподъемности, а такж е специализированными автомобилями сельскохозяйственного назначения. Д ля автомобилестроителей эти задачи стали одними из самых важных и первоочередных. Решаю тся они путем:
1) повышения в производстве удельного веса автомобилей большой грузоподъемности (8 т и более), приспособленных для работы на неблагоустроенных дорогах;
2) расширения производства автомобильной прицепной техники относительно высокой грузоподъемности (полуприцепов грузоподъемностью до 14 т, прицепов — до 8 т);
3) развития поставок специализированных транспортных средств, позволяющих повысить технический уровень транспортных перевозок, их эффективность, обеспечить сохранность грузов при доставке потребителю;
4) создания в тракторном парке сельского хозяйства такого набора прицепных средств, который позволит формировать оптимальные (с точки зрения грузоподъемности и тяговых к ачеств трактора) поезда для эксплуатации их во всем диапазоне дорожных и климатических условий, т. е. расширением номенклатуры выпускаемых тракторных прицепов и совершенствованием их конструкции, в частности, модернизацией тормозных систем для обеспечения возможности эксплуатации при необходимости трехзвенных транспортных поездов.
Грузооборот сельского хозяйства примерно на 2/3 состоит из внутрихозяйственных перевозок, когда автомобили эксплуатируются в полевых условиях, на грунтах с низкой несущей способностью, и па '/з — из перевозок по дорогам более высокого качества (массовая вывозка сельскохозяйственной продукции к местам се потребления или переработки). Эти особенности транспортных операций в сельском хозяйстве учтены при выработке программы развития производства транспортных средств для села и в ходе реализации этой программы.
Так, Камское объединение по производству большегрузных автомобилей было создано в первую очередь для производства транспортных средств большой грузоподъемности для всей дорожной сети страны. Вследствие этого автомобили, выпускаемые этим объединением, стали одним из средств повышения производительности и эффективности транспорта в сельскохозяйственном производстве. Это себя оправдывает: грузоподъемность автопоезда КамАЗ с бортовой платформой при нагрузке на заднюю тележ ку до 11 т сейчас составляет
© Издательство «Машиностроение», «Автомобильная промышленность», 1980 г.
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
16 т, седельного автопоезда с полуприцепом— 14 т, тогда как максимальная грузоподъемность применяющегося в сельском хозяйстве седельного автопоезда ЗИ Л не превышает7,5 т. На Камском автозаводе, Нефтекамском заводе автосамосвалов и Красноярском заводе автомобильных прицепов намечено выпускать автопоезда грузоподъемностью 14 т для нужд сельского хозяйства, состоящие из тягача-самосвала грузоподъемностью 7 т и прицепа-самосвала. Н а Камском автозаводе предусматривается такж е освоение производства и развитие выпуска полноприводных грузовых автомобилей, которые найдут широкое применение в сельском хозяйстве, так как они в период массовых сельскохозяйственных работ могут эксплуатироваться с двумя прицепами грузоподъемностью 8 т, создавая тем самым автопоезд суммарной грузоподъемностью 23 т.
Примерно половина внутрихозяйственных перевозок в сельском хозяйстве осуществляется тракторными поездами, чью производительность, учитывая относительно малые скорости движения, естественно, нельзя считать оптимальной. Вторая половина внутрихозяйственных перевозок приходится на транспортно-технологические автомобили, которые эксплуатируются в сезоны года, когда позволяют дорожные и погодные условия. К этим автомобилям относятся прежде всего автомобили-самосвалы грузоподъемностью 5,5, 7 и 10 т, рассчитанные для работы в едином технологическом процессе с другой сельскохозяйственной техникой и представляющие собой полноприводные транспортные средства, которые могут применяться как с прицепами, так и без них. Н а Кутаисском автозаводе им. Г. К. Орджоникидзе предусмотрена организация производства автопоездов-самосвалов (тягачей типа 4X 4 и прицепов к ним) суммарной грузоподъемностью (в Зависимости от условий эксплуатации) 11 — 12,5 т.
Конструкция автомобиля-тягача отраж ает передовые тен-С. денции современного автомобилестроения и аккумулирует в
себе многие перспективные разработки НАМИ. Автомобиль имеет равнозагруженные оси с нагрузкой на ось не более 6 т, дизель мощностью 118 кВт, восьмиступенчатую коробку передач и одноступенчатую раздаточную коробку, ведущий мост прогрессивной конструкции, снабженный механизмом блокировки дифференциалов, современную кабину, усовершенствованную тормозную систему, перспективный рулевой механизм, раму из стали с повышенным пределом текучести. Р азраб отанные по техническим требованиям НАМИ новые радиальные широкопрофильные шины снижают расход топлива, улучшают проходимость и обеспечивают удельное давление на грунт в необходимых пределах.
Автомобиль и прицеп снабжены унифицированными платформами, оборудованными дополнительными надставными бортами и уплотнителями бортов, благодаря чему автопоезда обеспечивают перевозку практически всей гаммы основных сельскохозяйственных грузов с полным использованием грузоподъемности (объемной массой от 0,8 до 0,4 т/м 3). Специальные модификации автопоезда оборудуются системой автом атического открывания и закрывания бортов, устройствами для эффективной работы с современными силосоуборочными комбайнами.
На Уральском автозаводе создаются мощности по производству автомобилей типа 6 X 6 для работы в составе автопоездов грузоподъемностью 12,5— 14 т и .автомобилей типа 8X 8 в составе автопоездов грузоподъемностью 17 т., Первый из них создан на базе серийного автомобиля высокой проходимости и предназначен для эффективного выполнения транспортных работ в условиях сельскохозяйственного производства, а при оборудовании его специальной установкой — для внесения минеральных удобрений в почву. В транспортном в а рианте— это автомобиль-самосвал грузоподъемностью 7 т с двухсторонней разгрузкой, рассчитанный на работу в полевых и тяжелых дорожных условиях с прицепом грузоподъемностью 5,5 т, а по шоссе — с прицепом грузоподъемностью 7 т. Автомобиль имеет широкий диапазон регулирования скорости движения (от 3 до 65 км/ч) и высокую проходимость по пахоте за счет шин регулируемого давления. Автомобиль оснащен дизелем мощностью около 155 кВт (в дальнейшем — 192 кВт) и механизмами синхронного и зависимого отбора мощности для привода различных технологических агрегатов.
Автомобиль типа 8X 8 имеет грузоподъемность Ю т и может буксировать прицеп грузоподъемностью 7 т по всем видам дорог и в полевых условиях. Д ля перевозки сельскохозяйственных грузов малой объемной массы платформа как автомобиля, так и прицепа оборудуется надставными бортами различной конструкции (применительно к специфике перевозимого груза).
Большую помощь сельскому хозяйству окаж ет такж е пере- 0 вод на дизели автомобилей ГАЗ и ЗИ Л , наиболее массовых& на селе. Сравнительно большая мощность дизелей этих авто
мобилей (соответственно до 92 и 118— 136 кВт) делает возможным их широкое использование в составе автопоездов большой грузоподъемности (ГАЗ — грузоподъемность до 9 т, ЗИ Л — до 11— 14 т).
Таким образом, основными типами грузовых автомобилей сельскохозяйственного назначения постепенно становятся двух- и трехосные автомобили, рассчитанные на работу с прицепами и полуприцепами.
Ш ирокое использование прицепной техники такж е является мощным резервом повышения производительности труда в сельском хозяйстве (в 1,7— 1,8 р аза), снижения себестоимости перевозок (на 15—25% ) и экономии топлива (до 20— 25% )- Поэтому объем поставок прицепной техники, осуществляемых М инавтопромом, за последние пять лет увеличился по прицепам с бортовой платформрй более чем в 2,1 раза, прицепам-самосвалам— в 1,2 раза, полуприцепам с бортовой платформой — в 1,3 раза, тракторным прицепам и полуприцеп а м — в 1,3 раза. Производственные мощности по выпуску прицепов к автомобилям, используемым в сельском хозяйстве, создаются сейчас на Красноярском заводе автомобильных прицепов, Заводе автоприцепов (г. С таврополь), Ворошилов- градском автосборочном заводе им. 60-летия Советской Украины и ряде других.
Особое внимание в настоящее время уделяется расширению производства тракторных прицепов большой грузоподъемности, и в первую очередь к тракторам Т-150К, К-700, К-701класса тяги 3 и 5 т. Об этом свидетельствует работа по увеличению грузоподъемности серийно выпускаемых тракторных прицепов грузоподъемностью 9 и 12 т, в результате которой грузоподъемность каж дого из прицепов увеличена на 1 т, а их материалоемкость снижена соответственно на 435 и 475 кг. Одновременно создана оригинальная конструкция нового прицепа грузоподъемностью 14,5 т, позволяющ ая увеличить сцепную силу трактора, в результате чего имеется возможность буксировки им поезда грузоподъемностью 27,5 т с полным использованием тяговых возможностей. Освоение этих широко унифицированных меж ду собой прицепов планируется на Орском заводе тракторных прицепов, Балашовском заводе автотракторных прицепов, Фрунзенском автосборочном заводе и Ишимском машиностроительном заводе.
На заводах отрасли предусмотрено такж е освоение новых конструкций наиболее массовых одно- и двухосных.прицепов грузоподъемностью 4 т к тракторам класса тяги 0,9— 1,4 т, которые прошли государственные испытания и рекомендованы к серийному производству. Они оборудованы тягово-сцепными устройствами, пневматическими тормозами, пневмо- и электровыводами на последующий прицеп, что позволит эффективно использовать их в составе многозвенных тракторных поездов. Размеры их самосвальных платформ с комплектом надставных бортов обеспечивают перевозку широкой гаммы сельскохозяйственных грузов малого объемного веса (например, в семействе этих-прицепов предусмотрена модель с кузовом емкостью 45 м3 для перевозки измельченной соломы от зерноуборочного комбайна). Кроме того, на Грозненском заводе транспортного машиностроения предусматривается выпуск двухосного тракторного прицепа грузоподъемностью 6 т.
Д ля обеспечения перевозки зерна без потерь во время уборки урож ая Минавтопромом совместно с Госкомсельхозтехни- кой СССР проведены работы по созданию модификаций автомобилей ГАЗ, ЗИ Л , КамАЗ с бортовыми платформами и прицепного состава к ним. Их бортовые платформы оборудуются уплотнениями бортов, сплошными надставными бортами и тентами.
Автомобильная промышленность предусматривает значительное расширение производства специализированных автотранспортных средств и прицепного состава для нужд сельского хозяйства. И х номенклатура к 1985 г. резко возрастет, они станут более эффективтыми — в первую очередь за счет увеличения грузоподъемности, лучшей приспособленности к специфике перевозимого груза, а такж е механизации погрузочно-разгрузочных! работ.
Так, для перевозки продукции животноводства обслуживания ж ивотноводства предусматриваются четыре модели одно- и двухъярусных полуприцепов-фургонов для перевозки крупного и мелкого скота (на базе автомобилей ЗИ Л и К ам А З). Вместимость новых полуприцепов на 45% больше, чем ныне выпускаемых, улучшены условия перевозки скота, сокращена трудоемкость операций его погрузки и выгрузки.
Вновь создаваемые па шасси ЭИЛ-133ГЯ автофургоны для перевозки в контейнерах инкубационных яиц и живой птицы имеют вместимость вдвое большую, чем автофургон на ш асси ГАЗ-53А, оснащены системой обеспечения микроклимата (отоплением, вентиляцией, увлажнителями воздуха) и грузоподъемными бортами.
Вологодская областная универсальная научная библиотека www.booksite.ru

Создаются новые фургоны и для перевозки скоропортящихся грузов, овощей и фруктов в контейнерах. Их кузова имеют за счет применения в качестве теплоизоляции пенополиуретана современные теплотехнические характеристики. Создаются такж е полуприцепы-рефрижераторы большой грузоподъемности (от 8,3 до 22 т) к седельным тягачам ЗИ Л , КамАЗ и МАЗ (6X 4), в конструкции которых широко применены алю миниевые сплавы, пенополиуретан, вспениваемый непосредственно меж ду обшивками кузова. Р я д из них, например, авторефрижератор па шасси ГАЗ-66 (4 X 4), позволяют доставлять скоропортящиеся грузы в условиях плохих дорог и бездорожья.
Создаются новые автомобили и автопоезда для перевозки воды на отгонные пастбища. В дополнение к единственно выпускаемой в настоящее время для этих целей автоцистерне емкостью 3600 л на шасси ГАЭ-53А планируется организация производства полуприцепа-цистерны емкостью 13 300 л к седельному тягачу КамАЗ-5410, а такж е автоцистерны емкостью 4000 л на шасси КАЗ (4X 4).
Д ля перевозки нефтепродуктов разрабатываю тся новые высокопроизводительные автомобили, прицепы и полуприцепы- цистерны. Так, общ ая емкость автопоезда в составе автоцистерны на.ш асси ЗИ Л-130 и прицепа-цистерны составит11 200 л, а автопоезда в составе автоцистерны на шасси КамАЭ-5320 и прицепа-цистерны— 16 600 л. Несколько мень
шую вместимость, что связано с необходимостью размещения специального топливораздаточного оборудования, будут иметь предназначенные для обслуживания сельскохозяйственной техники топливозаправочный автопоезд в составе автоцистерны на шасси З И Л -130 и прицепа-цистерны (10 600 л) и автопоезд в составе автоцистерны на шасси КамАЭ-5320 и прицепа- цистерны (16 000 л ).
Новые транспортные и топливозаправочные цистерны существенно повысят эффективность перевозок по сравнению с ныне используемыми автоцистернами на шасси ГАЗ-бЗА и ГАЗ-66.
М инавтопромом впервые осваиваются четыре модели (грузоподъемностью от 4,5 до 13,5 т) полуприцепов-цистерн (два тракторных и два автомобильных) для транспортировки ж идких комплексных удобрений.
Создается полуприцеп-тяжеловоз к автомобилю КамАЗ-5410 для перевозки комбайнов и сельхозмашин, который позволит более оперативно решать вопросы транспортировки сельхозмашин, связанные с их ремонтом и т. д.
Решение всех этих задач потребует от тружеников автомобильной промышленности значительных усилий, творческой инициативы, высокой организации и производственной дисциплины. Но они будут решены, потому что этого требуют интересы развития сельскохозяйственного производства, интересы всего советского народа.
у к о н б ж ш а Щ^ о р г а н и з а ц и я *
bnPOKW OA-W l
УД К 65(8.012.65:629.,113.002
Творческое сотрудничество науки, производства и эксплуатации
Г* О РЬКО ВСКИ И автозавод, начиная с 1959 г., проводит* планомерную работу по расширению сотрудничества с эксплуатационными организациями (автотранспортными предприятиями) и научно-исследовательскими институтами автомобильного транспорта в области исследования эксплуатационной надежности автомобилей ГАЗ. М ероприятия, направленные на создание автомобилей, которые отвечают современным технико-экономическим требованиям, даю т максимальный эффект только при объединении усилий науки, производства и практики эксплуатации.
Основной целью этого сотрудничества является установление двусторонней связи между производством и эксплуатацией, которая давала бы возможность производству на основе глубокого изучения достигнутого уровня надежности автомобилей и эксплуатационных факторов, влияющих на нее, р азрабатывать и внедрять мероприятия, направленные на повышение технико-эксплуатационных показателей и надежности автомобилей. В этих условиях эксплуатационники получают возможность более активного влияния на создание автомобилей с улучшенными качественными показателями внедрения прогрессивных методов технического обслуживания и ремонта автомобилей, поднятия общего уровня технической эксплуатации автомобилей. Конечным итогом совместной работы является насыщение автомобильного парка страны более эффективными машинами.
Развитие сотрудничества Горьковского автозавода с эксплуатационными организациями можно условно разделить на три этапа. Н а первом из них (1955— 1964 гг.) связь осуществлялась путем разовых обследований различных автотранспортных предприятий, проведения бесед с инженерно-техническим составом, водителями и ремонтниками автопредприятий, рассылки в отдаленные предприятия справок-запросов об условиях работы автомобилей ГАЗ, их качестве и надежности. Естественно, что информация об эксплуатационной надеж ности^ автомобилей при таком методе ее получения носила случайный, часто субъективный и противоречивый характер, затрудняющий ее анализ и принятие решений, и это обусло-
А. Д. ПРОСВИРНИН
Производственное объединение «ГАЗ»
вило необходимость поиска новых принципов организации связи со сферой эксплуатации.
С 1964 г. проводились совместные работы по исследованию надежности автомобилей и двигателей, повышению ресурса автомобилей и снижению расхода запасных частей. Сотрудничество Горьковскою автозавода с эксплуатационниками перешло на качественно новый уровень.
Была создана сеть опорных автохозяйств (АТП), расположенных в различных климатических зонах, охватывающ ая практически весь спектр дорожных условий. С этими автохозяйствами были заключены договоры о проведении совместных работ по исследованию эксплуатационной надежности автомобилей ГАЗ, утверждаемые, как правило, областными управлениями автомобильного транспорта, в введении которых находились опорные АТП. В соответствии с этими договорами Горьковский автозавод обеспечивает опорные АТП методическим руководством, техническими консультациями по вопросам эксплуатации автомобилей ГАЗ, запасными частями для интенсивной эксплуатации партий контрольных автомобилей. Опорные АТП создали группы, а в некоторых случаях и лаборатории надежности, обеспечивающие сбор полной, достоверной и непрерывной информации об условиях работы контрольных автомобилей, возникающих отказах и неисправностях, способах их устранения, фактическом расходе запасных частей. Дальнейший опыт работы подтвердил жизнеспособность такой системы, и сеть опорных автопредприятий, созданная в 1964— 1968 гг., успешно функционирует и сегодня, из года в год увеличивая число контрольных автомобилей (в 1970 г. — 498, в 1980 г .— 1181 шт.) и внедряемых в производство деталей повышенной надежности (в 1970 г. — 2,1 тыс., в 1980 г. — 5,1 тыс. шт.).
Одновременно с созданием и развитием сети опорных АТП Горьковский автозавод вел поиски прогрессивных методов организации сбора, обращ ения и обработки информации об эксплуатационной надежности автомобилей. Так, ГАЗ активно участвует в работе межотраслевой комиссии по вопросам надежности изделий машиностроения, созданной в 1968 г. по
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
инициативе Министерства автомобильной промышленности, является соавтором большинства отраслевых и меж отраслевых руководящих технических материалов и стандартов по вопросам надежности изделий автомобилестроения.
В результате работы комиссии по надежности были установлены основные принципы и направления совместной р а боты производства и эксплуатации в области исследования и повышения эксплуатационной надежности машин, приняты методики организации сбора информации о надежности, учитывающие интересы производства и эксплуатации, разработаны методики обработки информации с использованием современных ЭВМ, т. е. была залож ена научно-методическая основа для дальнейших совместных работ, которая используется и в настоящее время. Очевидно, что успешная работа межотраслевой комиссии была обусловлена объединением усилий ведущих заводов автомобильной промышленности — Горьковского автозавода и Московского автозавода им. И. А. Лихачева, а такж е головных научно-исследовательских организаций автомобильного транспорта и высших учебных заведений.
К этому же периоду относится начало тесного сотрудничества Горьковского автозавода с научно-исследовательскими организациями автомобильного транспорта и промышленности. Организуются совместные с НАМИ, НИИАТ, Госавто- трансНИИпроектом УССР эксплуатационные испытания автомобилей ГАЗ в экспериментально-производственных автохозяйствах (ЭПАХ). Особенно плодотворным стало сотрудничество Горьковского автозавода с ГосавтотрансНИИпроектом, в рамках которого в 1968 г. организованы и с тех пор непрерывно ведутся испытания автомобилей ГАЭ-53А в автоколоннах Одессы и Киева. Проведены испытания нескольких партий автомобилей разных лет выпуска, получен обширный объем информации о динамике эксплуатационной надежности
С, автомобилей и эффективности внедряемых заводом конструкторских и технологических мероприятий. Опыт совместной работы с ГосавтотрансНИИпроектом во многом способствовал совершенствованию системы организации сбора первичной информации о надежности автомобилей и приведению информации к виду, позволяющему обрабаты вать ее на ЭВМ.
Примером эффективности сотрудничества могут служить и совместные с НИИАТ испытания автомобилей' ГАЭ-53А в ав токолонне № 1518 г. Кумертау, в результате которых была подтверждена возможность увеличения периодичности технического обслуживания автомобиля без снижения показателей его надежности, что послужило основой для корректирования нормативной части «Положения о техническом обслуживании и ремонте подвижного состава автомобильного транспорта».
Полная и достоверная информация, получаемая заводом в результате совместных эксплуатационных испытаний, и объективная оценка надежности, даваем ая эксплуатационными организациями, позволили заводу оперативно разработать и внедрить комплекс конструкторских и технологических мероприятий по деталям и узлам, лимитирующим надежность автомобиля и его элементов.
Так, только по автомобилю ГАЭ-53А в период с 1967 по 1972 гг. было внедрено более 30 крупных мероприятий, позволивших поднять ресурс этого автомобиля до 200 тыс. км и аттестовать его в 1973 г. государственным Знаком качества, а испытания, проведенные совместно с НИИАТ в автоколонне № 1158 г. Кумертау в 1974 г., доказали возможность дальнейшего повышения ресурса автомобиля ГАЗ-53А до 250 тыс. км, что и было осуществлено в 1979 г.
В 1973— 1975 гг. начался новый этап в сотрудничестве Горьковского автозавода с эксплуатационными организациями, который характеризуется прежде всего тем, что совместные работы охватывают все звенья как производства автомобилей, так и эксплуатации, включая автозаводы, научно-ис
следовательские организации и авторемонтные предприятия, чего не было в предыдущие годы.
Основой для совместных работ служ ат социалистические договоры о научно-техническом сотрудничестве коллективов Горьковского автомобильного завода, Заволж ского моторного завода им. 50-летия СССР, республиканских министерств автомобильного транспорта, НАМИ. В настоящее время та кие договоры заключены с министерствами автомобильного транспорта РС Ф С Р, УССР и УзССР, Главмосавтотрансом М осгорисполкома.
В рамках этих договоров Горьковский автозавод проводит в опорных АТП эксплуатационные испытания 600 автомобилей ГАЗ-бЗА и ГАЗ-52-04, 450 автомобилей ГАЗ-24-01, 130 автомобилей ГАЗ-66, а такж е более б тыс. опытных деталей, узлов и агрегатов.
П роводимая в столь широких масш табах работа по исследованию надежности автомобилей в условиях реальной эксплуатации и полученная в результате ее информация позволили Горьковскому автозаводу разработать и внедрить комплекс конструкторских и технологических мероприятий, обеспечивших повышение ресурса автомобилей до капитального ремонта (ГАЗ-66 — со 100 до 150 тыс. км; ГА З-24-01— с 250 до 350 тыс. км; ГАЗ-бЗА — со 120 до 250 тыс. км), снизить нормативные потребности в запасных частях в среднем на 15% и, как следствие, добиться присвоения и неоднократного подтверж дения для автомобилей ГАЗ-66, ГАЗ-24-01, ГАЗ-бЗАгосударственного Зн ак а качества.
П оставив перед собой задачу обеспечения высокой эксплуатационной надежности не только в период пробега до капитального ремонта, но и на протяжении всего срока службы автомобиля, Горьковский автозавод на базе изучения современного отечественного и зарубеж ного опыта авторемонтного производства разрабаты вает комплекс конструкторско-технологической документации на капитальный ремонт автомобилей, их агрегатов, узлов и деталей. При этом предусматривается технология, которая позволяет восстанавливать детали индустриальными методами и обеспечивает ресурс отремонтированных изделий, равный не менее 80% ресурса новых.
Дальнейшим развитием работ по повышению качества, надежности и эффективности эксплуатации грузовых автомобилей ГАЗ стал договор о социалистическом соревновании и сотрудничестве меж ду коллективами ГАЗ, ЗМ З, Главмосавтотрансом, М АДИ, НАМИ и Горьковским политехническим институтом. Техническим содержанием этого договора является дальнейшее повышение надежности автомобилей ГАЗ-бЗА, ГАЗ-52, исследование фактического уровня надеж ности малотоксичных газобаллонных грузовых автомобилей ГАЗ в специфических эксплуатационных условиях г. Москвы, повышение технико-экономических показателей эксплуатации, улучшение качества капитального ремонта автомобилей.
Ближайшими задачами в области расширения сотрудничества со сферой эксплуатации Горьковский автозавод считает организацию сети опорных пунктов в сельском хозяйстве как основном потребителе грузовых автомобилей ГАЗ. Уже сделаны первые шаги в этом направлении — организована контрольная эксплуатация автомобилей в трех крупнейших совхозах Горьковской области. Разработана и начала реализоваться программа изучения специфики эксплуатационных факторов, влияющих на надеж ность автомобилей в реальных условиях сельскохозяйственного производства, приспособленности автомобилей ГАЗ к технологическим процессам этого производства.
Ближайш им перспективным планом является установление сотрудничества с Министерством сельского хозяйства с целью доводки конструкции грузовых автомобилей ГАЗ до уровня, обеспечивающего максимальную эффективность их эксплуатации.
УДК 658.012.105:629.113.002:656.113
Укрепление связей предприятий автомобильной промышленности и автотранспорта —важнейшее условие повышения надежности
и экономичности автомобилей
Г1 РО И ЗВ О ДСТВ ЕН Н О Е объединение «ЗИ Л » вопросами уп-* * равления качеством выпускаемых автомобилей занимается постоянно. Работа всегда велась и ведется в тесном контакте работников завода с организациями и ведомствами, эксплуатирующими автомобили ЗИ Л : опорными автохозяйствами, не-
Д-р техн. наук А. М. КРИГЕР, А. Г. ЗАРУБИН
Производственное объединение «ЗИЛ»
посредственно связанными с заводом, министерствами автотранспорта РС Ф С Р и Украины, их научными организациями (НИИАТ, ГосавтотрансНИ Ипроект и Главмосавтотранс с созданным в нем в конце последнего десятилетия Н ИИГлавмос- автотрансом) и научными организациями Министерства авто
Вологодская областная универсальная научная библиотека www.booksite.ru

мобильной промышленности СССР (НАМИ, НИИавтоприбо- ров, НИИПГ1 и др.), а такж е некоторыми вузами (М АДИ, МАМИ).
Объем совместно проделанной работы огромен, и привести здесь весь перечень реализованных заводом за истекшее десятилетие конструкторско-технологических усовершенствований автомобилей ЗИ Л не представляется возможным, поэтому сошлемся лишь на основные из них.
По двигателю: повышена надежность, увеличен моторесурс (пробег до капитального ремонта со 18 ООО до 250 ООО км); введены изменения в систему питания, снизившие удельный расход топлива.
По коробке .передач: введены подшипники качения повышенной надежности; усовершенствованы синхронизаторы; введены замки, исключающие самовыключение шестерен II и IV передач при движении «внатяг» и «внакат». Все это обеспечило повышение ресурса коробок передач до 300—350 тыс. км пробега до капитального ремонта.
По карданным валам: изменена конструкция шарниров, уплотнений рабочих поверхностей крестовин, применена новая марка стали, введены игольчатые подшипники с уменьшенными межигольиыми зазорами, ж идкая смазка в шарнирах заменена консистентной. В результате внедрения перечисленных мероприятий ресурс карданной передачи увеличился до 300 000 км, а работоспособность сохранена без пополнения смазки в процессе эксплуатации.
По ведущим мостам: балка ведущих мостов изготовляется из стали 17ГС, введена технология ее упрочнения за счет создания сжимающих напряжений' на нижней половине картера путем обработки ее закалкой с нагревом ТВЧ и закалка шеек цапф картера; применены усиленные подшипники; с 1978 г. большая часть выпускаемых автомобилей снабжена гипоидными мостами повышенной надежности; ресурс двухступенчатых м'остов увеличен до 300 тыс. км пробега, а гипоидных — до 500 тыс. км.
По рулевому управлению: механизм руля модернизирован за счет увеличения диаметра вала сошки и упрочнения его зубьев; повышен срок службы насоса гидроусилителя руля путем введения прерывистой канавки в корпусе, а такж е применения нового, более рационального криволинейного профиля статора насоса.
По системе электрооборудования: введены контактно-транзисторное зажигание, генератор переменного тока с блоком выпрямительных кремниевых диодов и регулятором напряж ения, новый стартер повышенной мощности, фонари-повторители указателей поворота, помехоподавляющие устройства во все провода высокого напряжения.
Все перечисленные мероприятия позволили заводу выполнить указания XXIV и XXV съездов КПСС, значительно повысить надежность отдельных узлов и агрегатов, а следовательно, и автомобилей ЗИ Л-130, увеличить их пробег до капитального ремонта со 175 000 до 300 000 км, повысить производительность этих автомобилей за счет увеличения их грузоподъемности с 5 до 6 т, снизить линейные нормы расхода топлива, сократить объем текущих ремонтов.
Многолетнее содружество ЗИ Л а, Главмосавтотранса, НАМИ, МАДИ, получившее поддержку большинства заводов отрасли, стало началом массового движения водителей «трехсоттысяч- ников», которые добиваются пробега автомобиля 300 тыс. км без капитального ремонта, расходуют меньше запасных частей, чем это предусмотрено нормативами. Это движение показало, что выполнение взятых на себя обязательств как со стороны завода, так и со стороны эксплуатирующих организаций позволяет не только выполнить установленные нормативы пробега, но и превысить их.
Коллективы Главмосавтотранса, ЗИ Л а, НАМИ и М АДИ обязались выполнить комплекс работ по повышению ресурса автомобилей З И Л -130 с доведением их пробега без капитального ремонта до 350 тыс. км, а такж е по снижению трудоемкости технического обслуживания автомобилей на 10% против норматива. Уже первый год нового десятилетия показывает, что задача эта успешно выполняется.
Все это ставит перед участниками работ новые, более слож ные проблемы, в том числе продолжение конструкторско-технологического совершенствования автомобилей, обновление ряда ранее действовавших положений, пересмотр части устаревших понятий, внесение в них поправок, отражающ их новое, более высокое качество автомобилей выпуска 1980 г. и последующих годов. Н астало время упорядочить те формы и методы эксплуатации и ремонта подвижного состава автотранспорта, которые приводят к нерациональным затратам средств, материалов и труда. Таким образом, восьмидесятые годы долж ны стать годами новых достижений автомобильной промышленности и автомобильного транспорта.
В 1980 г. завод приступил к выпуску автомобиля ЭИЛ-130-80
с двигателем, имеющим повышенный моторесурс и улучшенную топливную экономичность. Д ля этих автомобилей установлен повышенный до 30 тыс. км гарантийный пробег и рекомендовано в целях сокращения трудоемкости технического обслуживания увеличить периодичность ТО-1 до 4000 км и ТО-2 до 12 000 км.
Перспективы дальнейшего совершенствования конструкции выпускаемых автомобилей на ближайш ее пятилетие следующие.
1. Увеличение моторесурса двигателя до 300—350 тыс. км пробега путем улучшения фильтрации всасываемого воздуха, топлива и моторного масла; повышение надежности отдельных деталей за счет их термохимической обработки; упрочнение рабочих поверхностей деталей методов нанесения малоизнаши- вающихся слоев покрытия и применением лазерной обработки и др.
2. Улучшение топливной экономичности двигателей за счет реализации ряда конструктивных мероприятий, и прежде всего введения форкамерно-факельного процесса воспламенения топлива в двигателе.
3. Повышение показателя грузовместимости кузовов автомобилей за счет увеличения выпуска длиннобазных автомобилей ЭИЛ-130Г, снабженных платформами большей емкости.
4. Увеличение доли автомобилей, выпускаемых с гипоидными мостами.
П одводя итоги, можно сделать вывод, что производственное объединение «ЗИ Л » из года в год повыш ает надежность, экономичность и другие эксплуатационные показатели выпускаемых автомобилей и планирует продолжить эту работу. Вместе с тем все это относится главным образом к новым автомобилям и агрегатам, не прошедшим капитального ремонта. В то ж е время автомобильный парк страны в большей части состоит из автомобилей, прошедших полный или частичный ремонт на одном или на нескольких ремонтных заводах, а иногда и в мастерских автотранспортных предприятий. Вследствие и этого качество ремонта и ресурс отремонтированных узлов ниже, чем у новых. С вязано это с недостаточной упорядоченностью авторемонтной практики, в частности, отсутствием полной стандартизации требований к качеству автомобилей, поступающих в ремонт и выходящих из ремонта. Вышедшие в 1973 г. ГОСТ 18505—73 и ГОСТ 18506—73, а такж е внесенные в них дополнения (1977 г.) коснулись далеко не всех ав томобилей, поступающих в ремонтные предприятия, а автомобильных агрегатов не затрагиваю т вообще. Выпущенные в свет Мннавтотрансом ТУ-200-РСФ СР 2/1 2050—77 содерж ат категорию восстановительного ремонта, не оговаривая для нее требований к послеремонтному ресурсу. В результате этого разрешения восстановительный ремонт оказался для ремонтных заводов наиболее приемлемым, и он стал внедряться практически повсеместно (по данным НАМИ и ЗИ Л , сейчас более 95% продукции авторемонтных заводов выпускается после восстановительного ремонта и не более 5% после капитального).В результате ресурс отремонтированных автомобилей во многих случаях оказывается не равным 80% ресурса, предусмотренного для новых автомобилей, как того требует ГОСТ 22581—77, а гораздо меньшим.
Т акая практика ведет к необходимости повторных ремонтов, что, естественно, связано с большими расходами запасных частей, с увеличением себестоимости ремонта. В ходе ремонта мало еще восстанавливается изношенных деталей, ввиду того, что стоимость новой детали часто ниже, чем расходы на ее восстановление.
Зн ая о низком качестве ремонта автомобилей, многие автохозяйства ведут эксплуатацию без отправки автомобилей на ремонтные заводы и ремонтируют их сами. Это становится возможным уж е хотя бы потому, что номенклатура запчастей по требованию торгующих организаций сейчас включает в себя ответственные детали. Следовательно, при ремонте агрегаты можно собирать из запчастей. Тем более, что ГОСТ 18322—78, определяющий понятие капитальный ремонт, предусматривает возможность замены любых частей, включая базовые.
Новые директивные нормы и сроки долж ны дать возмож ность организованно управлять качеством эксплуатации автомобилей и правильно налаж ивать их производство, опреде- чять рациональный объем производства запасных частей. Этому помогло бы и дополнение к ГОСТ 13377—75, уточняющее термин ресурс.
В ГОСТ 13377—75 сказано, что ресурс — это «наработка объекта от начала эксплуатации или ее восстановления до наступления предельного состояния». О днако любому специалисту понятно, что обеспечить заданный ресурс, не учитывая сумму израсходованных для этого запчастей при принятом в автомобильной промышленности уровне взаимозаменяемости деталей, несложно. Когда водители Главмосавтотранса начали соревноваться за пробег автомобиля ЗИ Л-130, равный 300 тыс. скм, для них была установлена максимальная суммарная стой- 1
2 Зак. 559
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
МосТь запасных частей, которую можно израсходовать за этот пробег. Такое условие делает соревнование целенаправленным, позволяющим определить, кто и как эксплуатирует автомобиль, дает возможность экономить запасные части. Если определить количество запчастей, необходимое на весь послеремонтный срок, установить количество потребных запчастей на собственно ремонт при ограниченном числе повторных ремонтов, то можно выявить достаточно точно потребность в запчастях на весь срок службы автомобиля. Распределив это количество по годам соответственно нормированному сроку службы, можно получить среднюю годовую потребность в запасных частях. Эта норма долж на стать обязательной как для изготовителей,
так и длй потребителей. Поэтому дополнение к ГОСТ 13377—55 можно сформулировать примерно так: «Ресурс — категориятехнико-экономическая, и для объектов автомобильной техники он характеризуется не только наработкой, но и затратой запчастей на выполнение этой наработки, выраженной в рублях на весь ресурс или на 1000 км пробега».
Совместные усилия специалистов промышленности и транспорта позволят изыскать возможности быстрейшего решения перечисленных задач и тем самым внесут серьезный вклад в вопросы управления качеством, позволят получить огромный народнохозяйственный эффект.
УДК 621.43.068.4:629.114.6
Перспективы снижения токсичности легковых автомобилейКанд. техн. наук Е. В. ШАТРОВ, В. М. ВАРЮШИН, канд техн. наук А. В. ДМИТРИЕВСКИЙ, канд. техн. наук Б. А. КУРОВ
НАМИ
V f РО ВЕН Ь концентрации вредных веществ в отработавш их газах автомобилей определяется нормами национальных
стандартов.В США, например, в 1980 г. действуют нормы, установлен
ные в 1975 г. В западноевропейских странах до октября С 1979 г. действовали • нормы, установленные ЕЭК ООН в
1975 г., а с октября 1979 г. — новые нормы, принятые ЕЭК ООН на период с октября 1979 г., по октябрь 1983 г.
Нормы эти различны (табл. 1). Наиболее жесткие они в США, Японии и Швеции, а в европейских странах Общего рынка отличаются меньшей строгостью.
В СССР законодательное ограничение на выброс СО на холостом ходу было введено в 1971 г. (ГОСТ 16533—70), а с 1975 г. — на выброс СО, СН, NOx при испытаниях специально подготовленных и серийных автомобилей по европейскому ездовому циклу (ОСТ 37.001.054—74). Стандартами было предусмотрено поэтапное ужесточение норм, так что допустимый выброс СО на холостом ходу в 1980 г. установлен в 3 раза меньшим, чем в 1971 г., а при испытаниях по ездовому циклу выброс токсичных вещсств в 1980 г. по сравнению
с 1975 г. по СО уменьшен на 45% и но СН на 20%. Если сравнить эти нормы с установленными и действующими в большинстве стран Западной Европы, а такж е Правилами № 15 ЕЭК ООН, то окаж ется, что они гораздо жестче (по окислам азота на 7(%, по окиси углерода на 23% ).
Предусмотрено дальнейшее ужесточение норм на допустимые выбросы токсичных веществ автомобилями. Так, в 1985 г. по сравнению с 1975 г. намечено уменьшение выброса СО в 3 раза, СН в 2 раза и N O x в 1,5 раза. Такой теми ужесточения норм на выброс токсичных веществ определил направления работ по выбору комплекта антнтоксичных устройств для каждой модели отечественных автомобилей с полной массой до 3500 кг.
В настоящее время имеются инженерные решения, позволяющие без коренного изменения конструкции серийных двигателей обеспечить нормы любого действующего стандарта. Достигается это за счет рационального и экономически оправданного выбора комплекта антитокснчных устройств(АТУ): карбю раторов, обеспечивающих пониженную токсичность отработавш их газов; систем: автоматического подогре
ва воздуха на входе в карбюратор (С П В), рециркуляции отработавших газов (СРОГ), улавливания паров топлива (СУПТ), нейтрализации отра
ботавших газов (СНОГ).В результате проведенных
НАМИ совместно с заводами и П И И отрасли исследовательских, конструкторских и доводочных работ для каждой модели легкового автомобиля был выбран комплект АТУ, обеспечивающий нормы выброса токсичных вещсств 1981 и 1985 гг. при сохранении, а в отдельных случаях и уменьшении расхода топлива.
Так, выброс токсичных веществ автомобилями полной массой 1020— 1250 кг и рабочим объемом двигателя (1,2— 1,5X 10 -3 м3 соответствует
нормам, которые предполагается ввести с 1 января 1981 г. при установке на них карбюратора «Озон» с измененным соотношением размеров первичной и вторичной смесительных камер, содержащего автономную систему холостого хода (АСХХ), электромагнитный клапан отключения топлива на принудительном холостом ходу (ЭПХХ), автомат пуска и прогрева (АП и П ), пневмопривод дросселя вторичной камеры (ПГ12Д), а такж е распредели
т е б л и ц а 1
Токсичные в е щ ества
Нормы выброса токсичны х вещ еств в г /к м по годамИ спы тательный
цикл
Страна (п р а вила)
1975 1976 1977 1978 1979 1980 1981 1982 1983 1984 1985
СО 31,2 26,-1 26 Л 16,5 1 6 ,5 16 ,5 14,8 14,8 11,1 11,1 11,1 ЕЭКСССР СН
N O x2 ,2 1 .98
2 ,3 41 ,98 2 ,3 4
J ,75 2 ,3 4
1 ,752 ,3 4
1 ,752 ,3 4
1,482,10
1,482 ,10
1,481,5
1,161,5
1,161.5
ООН
СО 3 3 ,1 2 6 ,4 2 6 ,4 2 6 ,4 2 6 ,4 2 1 ,5 21,5 21,5 _ _ _ ЕЭКЕЭК ООН СН 2 ,3 2 1 ,98 1,98 1 ,98 1 ,98 1 ,7 5 1,75 1,75 — — — ООН
N O x 3 ,0 0 3 .0 0 3 ,0 0 2 ,5 2 2 ,52 2 ,52
СО 33 ,1 2 4 ,2 2 4 ,2 2 4 ,2 2 4 ,2 2 4 ,2< _ F T P -72
Ш веция СН 2 ,2 2 ,1 2 , 1 2 ,1 2 , 1 2 ,1 — — — — —N O x 1 ,9 1 ,9 1 ,9 1 ,9 1 ,9
СО 9 ,3 5 9 ,3 5 9 ,3 5 9 ,3 5 9 ,3 5 9 ,3 5 9 ,35 2 ,15 2,15 2,15 2,15 F T P -75США (кроме СН 0 ,9 4 0 ,9 4 0 ,9 4 0 ,9 4 0 ,9 4 0 ,9 4 0,94 0,25 0,25 0,25 0 ,25штата К ал и
форния)N O x 1 .9 5 1 ,9 5 1 ,25 1 ,25 1 ,25 1 ,2 5 1,25 0 ,63 0,63 0,63 0,63
СО 5 ,6 5 ,6 5 ,6 5 ,6 5 ,6 5 .6 5 ,6 _ _ F T P -75СШ А, штат СН 0 ,5 6 3 ,26 0 .2 6 3 ,26 3 ,26 0 ,2 6 0.26 — — — —Калифорния мох 1 ,25 0 ,9 4 9 ,9 1 9 ,9 4 0 ,9 4 0 ,6 3 0,63
со 2 ,7 2 2 ,7 2 2 , 10 2 , 10 2 ,1 0 2 ,10 Я понскийЯпония СН
N O x -0 ,3 9 1 ,6 2
0 ,3 90 ,5 0
0 ,2 50 ,2 5
0 ,2 50,25
0 ,2 50 ,2 5
0,250 ,25 - - - -
П р и млей.
ч а н и \ 11 эр мы ССС } и -:эк ОО П даны 1ля егкчШ ально иодгото вленны х ав том оби -
Вологодская областная универсальная научная библиотека www.booksite.ru

теля с центробеж'но-вакуумньш 'автоматом опережения з а жигания. Как показали испытания, благодаря АТУ выброс СО снизился по сравнению с выбросом автомобилями выпуска 1975 г. в 2,1 раза, СН — в 1,5 раза, а выброс N 0* не превышает 7—8 г/исп. При этом расход топлива при движении автомобиля в условиях города снижается почти на 7%.
Данные по выбросу вредных веществ в г/исп автомобилями полной массой 1020— 1250 кг, но с различной комплектацией антитоксичными устройствами приведены в габл. 2.
Т а б л и ц а 2
Т а б л и ц а 3
Ком плектация автомобилей антитоксичными устройствам и
Вы брос токсичны х в ещ еств в г /и сп
СО СН n o x
Б ез АТУ (вы пуск д о 1975 г , ) . . . . С модернизированны м карбю ратором
1 5 0 -2 0 0 10,0— 14,0 8— 10
(вы пуск 1975— 1 9 7 7 г г .) ...............................С кар бю ратор ом « О зо н » , о б о р у д о
100— 120 8 ,0 — 10,2 6—8
ванным АСХХ П П 2 П ..........................С карбю ратором «О зон», с А С Х Х , П П 2Д и цен тробеж но-вак уум ны м а в
4 5 - 7 9 5 ,1 —7 ,2 6—7 ,7
томатом ...................................С карбю ратором «О зон», о б о р у д о в а н ным А СХ Х , П П 2 Д , Э П Х Х , СПВ
40—76 5 ,3 —7 ,4 6 ,5 —8 ,2
и цен тр обеж но-вак уум ны м автоматом С карбю ратором «О зон», о б о р удов ан ным А С Х Х , П П 2Д , Э П Х Х , ‘С П В, СРОГ и ц ен тробеж но-вак уум ы м ав то
25—52 4 ,2 —6 ,0 5 ,0 —8,1
матом ................................... 22—54 4 ,5 —6 ,2 2 , 8 - 4 , 5
При установке системы рециркуляции отработавш их газов (СРОГ) и системы подогрева воздуха на входе в карбю ратор (СПВ) соблюдается и выполнение шведских норм по токсич
ности. При такой комплектации автомобиля АТУ выброс токсичных веществ снизился по сравнению с автомобилями без АТУ: но СО в 2,8 раза, по СН в 2 раза, по N O x в 1,5 раза, а расход топлива на 2%. Автомобиль, укомплектованный д о полнительно системой нейтрализации отработавш их газов (СНОГ) с двухкомпонентным нейтрализатором и системой улавливания паров топлива (СУП'Г), уклады вается и в нормы США. С таким комплектом АТУ автомобили выбрасывают вредных веществ по сравнению с автомобилями без АТУ меньше в 8 раз по СО, в 7 раз по СН и в 3,6 раза по NOx. Однако такого значительного снижения выброса токсичных веществ не удается достигнуть без увеличения расхода топлива.
Таким образом, для удовлетворения норм, намечаемых па 1981 г., автомобили типа «Жигули» и «Москвич-2140» долж ны укомплектовываться карбюратором «Озон» с АСХХ, ЭГ1ХХ, ПГ12Д, АГ1 и II. Предполагаемые нормы (1985 г.) по токсичности могут быть обеспечены при помощи карбю ратора «Озон» (в полной комплектации), центробежно-вакуумного автомата опережения заж игания, СУПТ, СПВ и СРОГ.. Р асход топлива при такой комплектации АТУ находится на уровне расхода серийного автомобиля.
Выбросы автомобилей с контрольной массой 1470— 1700 кг п рабочим объемом двигателя 2,5• 10—3 м3 (ГАЗ-24 «Волга» и УАЗ) соответствуют нормам действующего стандарта 1980 г. при установке карбю ратора К-151 (или «Озон») с АСХХ, ЭПХХ, АН и П П2Д, СПВ и СРОГ. Нормы, намечаемые на 1985 г., на этих автомобилях буд^т обеспечены с помощью карбюратора К-151 (или «Озон») в полной комплектации, СРОГ, СУПТ и СПВ (табл. 3).
Установка на этих автомобилях дополнительно СМОГ снизит выброс СО до 14 г/исп, CII дс 3,5 r /'исп. Расход топлива при этом несколько увеличится.
Выбросы автомобилей с контрольной массой 850— 1020 кг и рабочим объемом двигателя V/, — 1,2-10~3 м3 соответствуют нормам 1978— 1980 гг. уже при установке на них карбю ратора К-127. Соответствие нормам 1981 г. достигается путем установки на этих автомобилях карбю ратора К -133 (с АСХХ,
К ом плек ция АТУ карбю раторовВы брос токсичны х вещ еств
в г /и сп
СО | СН NOx
К - 1 2 9 ......................................................................К-131 (с А СХ Х и Э П Х Х ) ......................Д А А З (с А С Х Х и Э П Х Х ) . . . . . .Д А А З (с А С Х Х и Э П Х Х ) СРОГ . .
13473
50—7070
10,3 8 ,5
8 ,5 —9 ,0 12,8
14.014.0
13,5— 14,08 ,3 — 11,5
ЭПХХ, АП и П ), а для удовлетворения норм, намечаемых на 1985 г., автомобиль дополнительно должен быть оборудован СПВ и С РО Г (табл. 4).
Т а б л и ц а 4
К ом плек ция А ТУ к ар бю ратор ов
В ы брос токсичны х вещ еств в г /и сп
СО | СН [ NOx
К -127М .............................................................К -133 (с АСХХ Э П Х Х ) ...........................К - 133 с СПВ и С Р О Г ...............................
51—6541—5837—45
4 ,4 —7 ,93 .7 —6,43 . 8 - 5 , 5
7 .4 —9,16 .4 —8 ,2 3 ,3 —5 ,9
Перечисленные выше антитоксичные устройства (карбю раторы «Озон», К-151, К-131, К -133, СУПТ, СПВ, СРОГ, СНОГ) либо выпускаются автомобильной промышленностью, либо готовятся к производству.
Т а б л и ц а 5
М арки автом оби лей, нормы вы броса т о к
сичных в ещ еств
1981 г. 1985 г .
СО | СН | NOx СО | СН | NOx
Нормы:в г /и сп ......................в г / к м ......................В А З ...........................
« М о с к в и ч » ......................
60 14,8
«Озон» АСХХ П , ПП К - 150 СПВ
6 ,0 1,48 (с си Э П Х Х
2 Д ) . СГ или «О
8 ,5 2 ,10
стемами , АП и JBзон » ,
4511,1
«О зон»С П О Г
К - 150 С П В ,
4 ,7 1,16
, С П В ,
или «С С У П Т ,
6 ,01,5
С У П Т,
)зон»,ZPOT
Нормы:в г /и с п ......................в г /к м ......................Г Д З -2 4 «В ол га» .
76 18,8
К-151 СГ1В,
7 ,0 1,73
или «С С РО Г
10,32,54
)зон»,
5714,1
К-151С И В,
5 ,4 1,34
или «С СУПТ, С
7 ,31,8
зон»,;р о г
Нормы:в г /и с п ......................в г /к м ......................У А З ..........................
10526 ,0
К-131С П В,порта
9 ,8 2 ,42
или «С СРОГ д /
14.53 ,58
)сон»,1Я э к с -
8019,8
К-131CI1B,
7 .5 1,85
или «С СРОГ
10,22,52
>зон»,
Нормы:в г /и с п ......................в г /к м ......................
« З а п о р о ж е ц » ..................
5012,4
К -133,
5 .41,33
СПВ
7 ,51,85
379 ,2
К -133,
4 ,2 1,91
С П В, С
5 ,31,31
РОГ
В табл. 5 приведены действующие и перспективные нормы по токсичности для легковых автомобилей, а такж е их комплектация различными противотоксичными системами.
Таким образом, разработанные и осваиваемые в производстве антитоксичные устройства позволяют при определенном сочетании обеспечить такой выброс токсичных, веществ автомобилями отечественного производства полной массой до 3,5 т, который соответствует пс только действующим, по и перспективным нормам.
УДК 621.437.019.4
Особенности процесса сгорания и организация расслоения заряда в роторно-поршневых двигателях
И. В. ЗИНОВЬЕВ, Е. В. ШАТРОВНАМИ
С РА В Н И ТЕЛ ЬН Ы Й анализ и экспериментальные исследо- кон экономичности и разработать рекомендации но снижению вания рабочего процесса поршневого и роторно-поршне- расхода топлива и токсичности отработавш их газов,
вого двигателей (Р И Д ) позволили изучить особенности раз- Теоретическими и экспериментальными работами показано,вития процесса сгорания в РИ Д , выяснить причины их низ- что в любом двигателе с искровым заж иганием скорость и
2* Зак. 559
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
полнота сгорания топлива определяются газодинамическим и физико-химическим состоянием топливно-воздушного заряда в рабочей полости двигателя. В результате сравнения состояния заряда в поршневых и роторно-поршневых двигателях на всех стадиях рабочего процесса было найдено принципиальное отличие в характере возникновения и изменения турбулентности заряда, определяемое разницей кинематических схем этих двигателей.
В поршневом двигателе из-за наличия впускного клапана и возвратно-поступательного движения поршня топливно-воздушный заряд, поступивший в камеру сгорания, имеет высокую степень турбулизации. С увеличением частоты вращ ения коленчатого вала турбулизация заряда в камере возрастает и приводит к увеличению скорости распространения пламени. В результате этого скорости сгорания в поршневых высокооборотных двигателях находятся в пределах 60— 70 м/с.
В роторно-поршневом двигателе, в котором нет такого тур- булизирующего органа, как впускной клапан, свежий заряд поступает в рабочую полость слабо турбулизированным. О днако особенности кинематики РП Д , если и не обеспечивают высокую турбулизацию свежего заряда, то создают интенсивное перетекание заряда внутри рабочей полости. Это происходит следующим образом.
В процессе вращения ротора локальные объемы заряда в рабочей полости изменяются неравномерно, что наиболее наглядно видно при положениях ротора после прохождения ВМТ такта сжатия. Рассматривая смежные угловые полож ения ротора, можно заметить, что в то время как передняя часть рабочей полости увеличивается, ее задняя часть уменьшается. Вследствие этого возникает перетекание заряда, направленное в сторону вращения ротора. То ж е наблюдается и в конце такта сж атия |[1].
В момент подачи искры и в первый период сгорания скорости перетекания топливно-воздушного заряда незначительны, однако их градиенты турбулизируют заряд, увеличивая тем самым ширину зоны турбулентного горения. После прохож дения ВМТ скорости перетекания заряда по камере резко увеличиваются и достигают нескольких десятков метров в 1 с. В этот период скорости распространения фронта пламени возрастают и превышают аналогичные скорости в поршневом двигателе в 1,5—2 раза (при частоте вращения эксцентрикового вала 5500 мин-1 они равны 100— 120 м/с). Сгорание происходит столь интенсивно, что к моменту достижения максимального давления цикла пламя успевает полностью охватить более 3/< объема камеры сгорания.
Таким образом, высокие скорости перетекания заряда, направленные по ходу вращения ротора, ускоряют развитие процесса сгорания в передней части камеры сгорания. Совершенно иное происходит в задней части камеры сгорания. При небольших частотах вращения выходного вала (1500— 1800 мин-1 ), когда скорости перетекания заряда в камере сгорания малы, пламя распространяется от свечи заж игания
L мм одновременно как в на- правлении движения ро-
60 тора, так и в обратную ttO сторону, т. е. против дви- 20 жения ротора. С увели- 0 чением частоты враще- 20 ния выходного вала дви- Ь0 гателя скорость перете- 60 кания заряда относитель- 80 но ротора увеличивается,
препятствуя тем самым распространению фронта пламени в заднюю часть рабочей полости, поэтому полного сгорания рабочей смеси не происходит, и неполнота сгорания тем больше, чем выше частота вращения выходного вала [2].
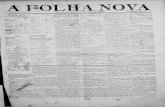
На рис. 1 показаныho ВМТ 40 80 120 160 200у>°п.з.&,
Р ис. I. Границы р аспр остр анени я ф ронта плам ени в к ам ер е с г о р а ния Р П Д при р азличны х у гл а х о п ер еж ен и я за ж и г а н и я 0 (п —= 3000 мин—1; 100% N c; а «г 0,9; Ф — угол поворота эк сц ен тр и к ов о
го вала);/ , 2 — п ер едн яя и за д н я я вер ш ины ротора; 3 — сгорев ш ая часть зар я д а; 4 — ось кам еры сгоран ия; 5 — м алая ось статор а; / — V/ —
ном ера ф отодатчн к ов
рис.границы распространения фронта пламени в камере сгорания РП Д , полученные с помощью аппаратуры, разработанной в НАМИ специально для исследования процесса сгорания в РП Д . Р асстояние L между верши
нами ротора измеряется по его образующей, а угловое перемещение камеры сориентировано относительно малой оси статора (линия 5). Из рис. 1 видно, что в задней части камеры сгорания остается несгоревший объем, сохраняющийся до выпуска отработавших газов из двигателя.
Таким образом, первая особенность организации сгорания в Р П Д состоит в следующем. Процесс сгорания топливно- воздушного заряда происходит с большими скоростями, но не по всему объему камеры. Заряд в задней части камеры в силу указанных причин сгорает не полностью, что ведет к повышенному на 10— 15% расходу топлива и увеличению выброса несгоревших углеводородов.
Второй особенностью протекания процесса сгорания в РП Д является несколько иное, чем в поршневом двигателе, расположение участка выделения тепла относительно ВМТ. Теоретические расчеты и экспериментальные данные показывают, что для достижения максимального К П Д цикла у поршневых двигателей этот участок располагается симметрично относительно ВМТ 1[3]. Аналогичные расчеты, проведенные по известной методике >[4], даю т для Р П Д такую же зависимость К П Д цикла от положения участка выделения тепла относительно ВМТ. Однако, если в реальных условиях поршневой двигатель практически работает в соответствии с теоретическими предпосылками, то применительно к РИ Д первый и второй периоды сгорания сдвинуты на линию расширения.
Такое расположение этих периодов у РП Д обусловлено меньшими по сравнению с поршневым двигателем значениями оптимальных углов опережения заж игания. Меньшая величина углов опережения заж игания в Р П Д определяется условиями воспламенения заряда, связанными с размещением свечи заж игания в углублении статора, что вызывает обеднение части заряда у электродов свечи; влиянием утечек, за висящих от давления в цикле, на величину коэффициента наполнения; различными скоростями движения топливно-воздушного заряда в камере при изменении угла поворота ротора, в связи с чем при каждом значении угла опережения за жигания в камере сгорания изменяется газодинамическая обстановка. Однако суммарная продолжительность обоих периодов сгорания в Р П Д сопоставима с общей продолжительностью первого и второго периодов сгорания в поршневом двигателе i[5 ].
Следовательно, второй особенностью протекания рабочего процесса в РП Д является сдвиг участка выделения тепла (относительно ВМТ) на линию расширения. В этом случае сгорание происходит при большем объеме камеры, в результате чего максимальные давления и температуры цикла РПД по сравнению с поршневыми на 10— 15% ниже, а вследствие переноса части процесса сгорания ближе к фазе выпуска температура отработавш их газов на 200—7250°С выше, чем у поршневых.
Отмеченные особенности протекания рабочего процесса в Р П Д влияют и на показатели его токсичности. Если меньшие максимальные температуры цикла данного двигателя приводят по сравнению с поршневым к снижению на 20% выбросов окислов азота, то несгоревших углеводородов в отработавш их газах Р П Д содерж ится в 6—8 раз больше, чем в поршневом. Причем основная доля этих углеводородов образуется за счет неполного сгорания той части топливно-воздушного заряда, которая размещ ается в задней части камеры сгорания [6].
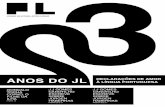
Данны е работы [6], представленные на рис. 2, показывают, что именно
сгорания образуется примерно в 10 раз больше углеводородов, чем в среднем по остальной части камеры сгорания. Вместе с тем увеличение в 2 раза отношения площади камеры сгорания к ее объему (для Р П Д эта величина в 2 раза выше, чем для П Д ) мало сказы вается на увеличении выброса несгоревших углеводородов с отработавшими газами (не более чем в 2 раза). Таким образом, основной причиной возникновения повышенного содерж ания нс- сгоревших углеводоров в отработавш их газах
сог
ртНр
,иг со
-И
Рис. 2. С о д е р ж а н и е токсичны х в е щ еств в различ ны х ч астях р абочей
полости Р П Д
Вологодская областная универсальная научная библиотека www.booksite.ru

РП Д является наличие перетекания заряда из задней части камеры в переднюю.
Отсюда следует, что при наличии гомогенного заполнения рабочей полости РИ Д топливно-воздушным зарядом отработавшие газы этого двигателя без специальных дожигателей в выпускной системе будут иметь повышенное содержание несгоревших углеводородов.
Наконец, РП Д в силу своих конструктивных, термо- и га зодинамических особенностей при такой же, как в поршневом двигателе, степени сж атия может работать на бензине с меньшим октановым числом. Так, если при степени сж атия, равной 9, поршневой двигатель работает без детонации на бензине с октановым числом не ниже 95, то Р П Д при той же степени сж атия может работать без признаков детонации на топливе, октановое число которого на 15 единиц меньше. Это происходит несмотря на худшую компактность камеры сгорания РП Д и большое число защемленных объемов, расположенных, в частности, между боковыми крышками статора и торцами ротора.
Такие низкие требования Р П Д к октановому числу топлива объясняются пониженными по сравнению с поршневым двигателем максимальными давлениями и температурами цикла. Снижение максимальных температур и давлений обусловлено переносом процесса сгорания на линию расширения. Кроме того, заряд в Р П Д сгорает с высокой скоростью, что тоже приводит к снижению требований двигателя к октановому числу топлива.
Особенности протекания газо-, термо- и физико-химических процессов в рабочем объеме РП Д приводят к тому, что направленное перемещение заряда по рабочей полости препятствует перемешиванию отдельных частей этого заряда, в камере РП Д, в то время как в поршневом двигателе изменение направления движ ения поршня в ВМТ ведет именно к дополнительному перемешиванию заряда и усилению его турбули- зации. Поэтому в РП Д появляются условия для создания расслоенного по камере сгорания топливно-воздушного зар я да, т. е. имеются предпосылки для создания роторного двигателя с послойным наполнением.
Работы по созданию РП Д с расслоением заряда ведутся как в нашей стране, так и за рубежом. Одна из таких работ была выполнена в ЦНИТА. В основу этой работы был зал о жен следующий принцип регулирования. Топливо подавалось форсункой, установленной на большой оси статора таким образом, чтобы состав смеси, созданный в рабочей полости РП Д, соответствовал стехиометрическому. Изменение длительности впрыска осуществлялось за счет регулирования конца подачи топлива. Таким образом, реализация этого принципа позволила бы создать РП Д с качественным регулированием.
Способ расслоения топливно-воздушного заряда, разраб атываемый в настоящее время в НАМИ, основан на наличии направленного потока в рабочей полости. Д ля осуществления расслоения топливо подается во впускную трубу двигателя электромагнитной форсункой с электронным управлением цикловой подачи. Все необходимое в цикле топливо подается во время небольшой части такта впуска. Д ля этого геометрические размеры жиклера форсунки были выбраны таким образом, чтобы на режимах максимальной мощности продолжительность цикловой подачи не превышала 5 мс. Д ля исключения оседания топлива в виде пленки на стенках впускной трубы установленная в ней форсунка сориентирована по оси впускной трубы.
Как показали испытания, расположение топливного заряда в рабочей полости РП Д , определяемое углом начала подачи топлива, является основным фактором, влияющим на п оказатели работы двигателя. Причем в ряде случаев разница в экономичности работы двигателя с оптимальными и неоптимальными углами начала подачи топлива достигает 130 г/кВт-ч. Н а величину оптимального угла начала впрыска влияет только скоростной режим работы двигателя. Оптимальный угол начала впрыска практически не зависит от величины наполнения и состава смеси.
Применение разработанной системы питания с расслоением заряда привело к значительному улучшению топливной экономичности РП Д по сравнению с его карбюраторным вариантом. Экономичность двигателя улучшилась на всех режимах как при составах смеси, соответствующих максимальной мощности, так и при составах смеси, соответствующих пределу эффективного обеднения. Улучшение экономичности на всех режимах произошло за счет обеднения смеси, поступившей в двигатель.
Эффект о т применения разработанной системы расслоения зависит от состава смеси. Так, если на пределе эффективного обеднения улучшение экономичности двигателя по мере его дросселирования увеличивается от 3% при г)„ = 0,87 до 13%
при г)„ = 0,51, то при мощностных составах смеси этот эффект практически не зависит от наполнения и составляет 8—9,5%.
Оптимальные углы опережения заж игания при двух сравниваемых системах существенно различаются (см. таблицу).
К оэф ф и ц и ен тнапол нения
n z,
К оэф ф и ц и ен т избы тка в о зд у х а а
1,9 1.0 1,1 1.2 1.3
0,870,690,51
П р и м е ч а тор ной систем п = 3000 м и н —1.
22*/1926/233 3 /3 2
н и е . В чи ы п итани я,
30/2230 /3233 /40
сл ителе прк в зн ам ен а '
39 /3039 /4539/51
в ед ен ы даь геле — с ра
48/3750 /6045 /62
ш ы е д л я к :сл оен и ем
58/4864/7552/70
арбю ра-зар я д а;
Из данных, приведенных в таблице, можно сделать следующий вывод. Оптимальные углы опережения заж игания РП Д с расслоением заряда при работе двигателя на бедных смесях практически не зависят от нагрузки. Особенно хорошо это видно при а = 1,1, когда на всех нагрузках угол опережения заж игания оставался без изменения и был равен 39° п. э. в. При а = 0 ,9 по мере дросселирования требуется некоторое увеличение угла опережения заж игания. Д ля сравнения з а метим, что при карбю раторном питании и а = 1 ,1 угол) опережения заж игания равнялся 30, 45 и 51° п. э. в. при коэффициентах наполнения 0,87; 0,68 и 0,51 соответственно, т. е. угол изменился на 20° п. э. в., что характерно для двигателей с гомогенным питанием и принудительным зажиганием при дросселировании.
Следовательно, оптимальный угол опережения заж игания при расслоении топливно-воздушного заряда описанным способом связан прежде всего с расположением этого заряда в камере РП Д . Такой фактор, как изменение условий воспла- u менения, свойственный дросселированию двигателя, по-видимому, влияет на процесс сгорания в значительно меньшей степени при расслоении заряда. Действительно, если при карбю раторном питании дросселирование двигателя от г)ю = 0,87 до
= 0,51 приводит к падению экономичности на пределе эффективного обеднения на 22% , то при тех ж е условиях падение экономичности при расслоении заряда составляет лишь 9%.
Д ля доказательства наличия расслоения заряда при использовании предложенного способа была снята серия регулировочных характеристик по углу опережения заж игания. Изменение угла опережения заж игания в Р П Д приводит не только к изменению условий воспламенения, как в случае поршневого двигателя, по и к изменению расположения источника воспламенения относительно границ рабочей полости, т. е. изменение угла опережения заж игания приводит к сдвигу очага воспламенения по заряду.
На рис. 3 приведены регулировочные характеристики по углу опережения заж игания. Если изменение угла опережения заж игания при карбю раторном питании (кривая 1) вызывает плавное изменение ре в сторону как увеличения, так и уменьшения углов опережения заж игания, то характер протекания кривых при впрыске топлива резко различается. Уменьшение угла опережения заж игания, т. е. приближение первичного очага воспламенения к задней грани ротора, приводит к резкому падению среднего эффективного давления. Особенно заметен этот эффект при углах впрыска, обеспечивающих подачу топлива в переднюю часть рабочей полости (кривые 4 и 5 ). Отмеченное падение среднего эффективного давления
Ре, МПа < 0,6
0,5
ОМ
0,3
0,2
’ 0 10 20 30 40 50 в°пэ.8.
Р и с. 3. В л и ян и е и зм ен ен и я угл а нач ала впрыска топли ва ф на с р е д н е е эф ф ек т и в н ое д ав л ен и е: / — впрыск г|> = 30° п .э .в .; 2 — то ж е , ^ = 9 0 °п .э .в .; 3 — то ж е , t|) = 150° п .э .в .; 4 — то ж е ,t|j = 210° п .э .в .; 5 — то ж е , г |)= 2 7 0 ° п .э .в .; 6 —
к ар бю р атор
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
можно объяснить только обеднением заряда и тем большим, чем он дальше отстоит от передней кромки ротора.
За рубежом наибольших успехов в деле создания Р П Д с расслоением заряда в рабочей полости добилась американская фирма Кертис Райт. Эта фирма применила аппаратуру впрыска топлива высокого давления. Д ве форсунки устанавливаются вблизи свечи заж игания. Одна из них подает небольшой заряд топлива к искровому промежутку свечи, которая воспламеняет эту порцию заряда, создавая горящий факел. При помощи второй форсунки в камеру сгорания подается основная доля топливного заряда, которая и подж игается созданным ранее факелом. Применение такой схемы питания позволило РП Д фирмы Кертис Райт превзойти по экономичности лучшие поршневые двигатели с искровым з а жиганием и выйти на уровень дизелей. Однако реализация такой схемы расслоения заряда требует применения аппаратуры высокого давления, что усложняет и удорож ает конструкцию двигателя.
Японские исследователи для создания послойного заряда в РП Д рекомендуют двухступенчатые карбю раторы и механический впрыск топлива. При такой системе питания в зону свечи заж игания подастся богатая смесь, а в остальную ка- меру — бедная. Этот 'способ расслоения заряда применила японская фирма Тойе Когио при производстве современных автомобилей с РП Д , что позволило этим автомобилям выйти на уровень лучших автомобилей с поршневыми двигателями как по экономическим, так и по токсическим показателям. Японская фирма Т ойота 'доби лась расхода топлива 11,1 —11,8 л/100 км для автомобилей, оснащенных Р П Д с расслоением заряда, против 12,8 л/100 км для автомобиля с поршневым двигателем.
Таким образом, скорость распространения фронта пламени в рабочей полости РП Д определяется перетеканием заряда
£ и примерно в 1,5—2 раза превышает скорость распространения пламени в поршневом двигателе. О днако пламя в РП Д не распространяется против вращения ротора, вследствие чего заряд в задней части камеры сгорания сгорает не полностью.
Продолжительность процесса сгорания в Р П Д соизмерима с продолжительностью сгорания в лучших современных поршневых двигателях. Однако экономичность РП Д на 10— 15%
ниже экономичности поршневых двигателей, что определяется прежде всего недогоранием последней части заряда и термодинамически невыгодным расположением участка выделения тепла по циклу.
Отработавш ие газы РП Д , не оборудованного системой очистки, содерж ат меньше окислов азота, чем отработавшие газы поршневого двигателя, а несгоревших углеводородов — в 6—8 раз больше.
При одинаковой степени сж атия и оптимальных углах опережения заж игания РП Д работает без признаков детонации на топливе, октановое число которого на 15 единиц меньше, чем у топлива, применяемого в поршневых двигателях.
Расслоение заряда путем синхронного впрыска топлива во впускную трубу позволяет увеличить экономичность РПД на 3— 15% как на пределе эффективного обеднения, так и на мощностном составе смеси, т. е. довести этот двигатель до уровня лучших поршневых двигателей.
СПИСОК ЛИТЕРАТУРЫ
1. Зиновьев И. В., Шатров Е. В. Особенности газодинамики заряда роторно-поршневого двигателя. — В сб.: Автомобилестроение. Вып. 4. М.: НИИПАвтопром, 1970, с. 82—85.
2. Володичев Ю. П., Зиновьев И. В., Шатров Е. В. Распространение фронта пламени в роторно-поршневом двигателе. — В сб.: Автомобилестроение. Вып. 3. М.: НИИПАвтопром, 1971, с. 50—57.
3. М орозов К. А., Черняк В. Я., Синельников //. //. Особенности рабочих процессов высокооборотных карбюраторных двигателей. М.: Машиностроение, 1971. 100 с.
4. Стечкин Б. С. О коэффициенте полезного действия идеального цикла быстрого сгорания при конечной скорости выделения тепла. — Тр. Лаборатории двигателей АН СССР. Вып. 5. М.: И зд-во АН СССР, 1960.
5. Зиновьев И. В. Исследование рабочего процесса роторно- поршневого двигателя. — В сб.: Автомобилестроение. Вып. 2. М.: НИИПАвтопром, 1971, с. 46—53.
6. B asshausen R., H orufeck W. A bgasengiftung des Ro 80— K reiskolbenm otors durch therm ische N achverbrennung. ATZ, 1971, № 6, c. 218—22.2.
УДК 621.43.033
Однокамерные карбюраторы К -I31 и К-133Д. А. БУЛГАКОВ, BJ Ф. КАМЕНЕВ^канд. техн. наук И. А. КОЛЛЯКОВ
Ленинградский карбюраторно-арматурный завод им. В. В. Куйбышева
О ЕОБХОДИМ ОСТЬ снижения расходов топлива на авто-* * мобильном транспорте и ужесточение норм на выброс токсичных веществ с отработавшими газами предъявляю т серьезные требования к изготовителям автомобилей, двигателей и топливной аппаратуры. Следует отметить, что в настоящее время допускаются лишь те методы снижения токсичности, которые не приводят к ухудшению экономических показателей автомобиля.
Вследствие того, что указанные требования не могут быть в полной мере выполнены с серийными карбю раторами, на Ленинградском карбюраторно-арматурном заводе им. В. В. Куйбышева проведен комплекс 1работ по совершенствованию конструкций однокамерных карбюраторов. Внесенные конструктивные изменения являются принципиальными и сущ ественно отличают эти карбюраторы от серийных.
Известно, что доля режимов холостого хода при эксплуатации легкового автомобиля значительна. Это находит отраж ение в ездовых испытательных циклах. Так, при испытаниях по ОСТ 37.001.054—74 время работы автомобиля на холостом ходу составляет 33% , выбросы СО и СН при этом достигают 20% и 15% соответственно, а расходы топлива 12— 16% от общих за цикл >[1]. Поэтому очевидно, что одним из обязательных условий при модернизации топливной аппаратуры является совершенствование системы холостого хода 1[1] и условий смесеобразования с целью обеспечить устойчивую р аботу двигателя на бедных смесях и низкие концентрации СО и СН в отработавших газах.
В серийных карбю раторах подача топливовоздушной смеси осуществляется через выходной канал с регулирующим винтом, а воздуха — -(ерез серповидные зазоры, образуемые стенками смесительной камеры и дроссельной заслонкой. По-
п этому большая часть поступающего воздуха практически неЮ участвует в смесеобразовании, и, несмотря на высокие р аз
режения и критические перепады давлений в зоне дроссельной заслонки, смесеобразование и однородность смеси по сечению впускного тракта остаются неудовлетворительными. Вследствие этого обеднение состава смеси па холостом ходу, необходимое для обеспечения низких концентраций СО в отработавш их газах, приводит к ухудшению устойчивости работы двигателя и повышению концентраций СН па этих режимах. Д ля устранения указанного недостатка в современных карбю раторах часто используют метод, при котором дроссельная заслонка на холостом ходу закрыта, а необходимые для работы двигателя воздух и топливо поступают через отдельную систему, относительно небольшие проходные сечения которой позволяют интенсифицировать процессы смесеобразования. Улучшение условий смесеобразования в системе холостого хода проявляется не только на режимах холостого хода, но и на реж имах малых и средних нагрузок, составляющих значительную часть эксплуатационных режимов.
На,ряду с реж'имами холостого хода существенное место в эксплуатации автомобиля, особенно в условиях города и пересеченной местности, занимают режимы принудительного холостого хода. О рганизация рабочего процесса на этих режимах в большой степени определяет суммарные выбросы СН при испытаниях по ездовому циклу [2].
В однокамерных карбю раторах К -131 и К-133 применена так называемая автономная система холостого хода с отключением подачи топливовоздушной смеси на принудительном холостом ходу, разработанная в НАМИ ‘[3]. На рис. 1 приведена схема карбю ратора К -131 для двигателя модели 414 Ульяновского моторного завода, предназначенного для автомобилей УАЗ-452 и его модификаций.
Дроссельная заслонка на карбюраторном заводе регулируется на минимальное открытие, обеспечивающее постоянство расходов воздуха через регулируемые зазоры в условиях массового производства. При эксплуатации автомобиля положение
Вологодская областная универсальная научная библиотека www.booksite.ru

Рис. 1. Схема карбю ратора К-131 Рис. 2. Схема кар б ю р ато р а К-133
дроссельной заслонки посредством упорного пиита не регулируется. Это позволяет более точно выполнять переходное и вакуумное отверстия, базируясь на исходное положение дроссельной заслонки, и тем самым повысить стабильность характеристик карбюраторов. Основная масса воздуха на режиме холостого хода поступает через обводной канал в полость автономной системы холостого хода. В кольцевой зазор между диффузором-распылителем и клапаном экономайзера через радиальные сверления поступает топливовоздушная эмульсия, состав которой регулируется топливным 6 п воздушным 4 жиклерами, а количество — винтом токсичности 7.
Высокие скорости воздуха в кольцевом зазоре меж ду распылителем и клапаном интенсифицируют процессы смесеобразования и обеспечивают возможность устойчивой работы двигателя при концентрациях СО в отработавш их газах на холостом ходу не выше 1|%. Положение клапана в распылителе, определяющее количество поступающей смеси и соответственно частоту вращения коленчатого вала двигателя на холостом ходу, регулируется винтом эксплуатационной регулировки 6, так как при подаче разрежения в диафрагменную полость клапан перемещается до упора в этот винт.
Винт токсичности 7, определяющий максимальное содерж ание СО в отработавших газах на режиме холостого хода, регулируется на автомобильном заводе или станции технического обслуживания с использованием газоанализирующей аппаратуры я в эксплуатации не! подлежит подрегулировке.
Таким образом, единственным регулирующим устройством в эксплуатации является винт 6, обеспечивающий возм ож ность изменения частоты вращения коленчатого вала в диапазоне 600—950 мин-1 на обкатанном двигателе, что позволяет устанавливать минимальную частоту вращения на двигателях любой степени обкатанности. При этом за счет соответствующей формы клапана и распылителя обеспечивается примерное постоянство состава смеси, позволяющее обеспечить выполнение требований ГОСТ 17.2.2.03—77.
По мере обкатки двигателя и уменьшения потерь на трение требуется подрегулировка частоты вращения коленчатого вала винтом эксплуатационной регулировки.
Для управления работой системы отключения топлива в автомобиле устанавливается электромагнитный клапан и электронный датчик частоты вращения коленчатого вала, а на карбюраторе — выключатель положения дроссельной заслонки. Схема электрической цепи управления электромагнитного клапана показана на рис. 1. Датчик частоты вращения коленчатого вала обеспечивает замыкание электрической цепи при п < 1 0 0 0 мин-1 , а выключатель — при нажатии на педаль акселератора. На холостом ходу и всех рабочих режимах обеспечивается подача напряжения на электромагнитный кл апан либо через датчик частоты вращения коленчатого вала, либо через выключатель, установленные в электрической цепи параллельно датчику.
Сердечник электромагнитного клапана, поднимаясь, сообщает задроссельное пространство с диафрагменной полостью системы отключения топлива, при этом канал электромагнитного клапана, сообщенный с атмосферой, перекрывается. Под действием разрежения клапан находится в открытом полож ении. На режимах принудительного холостого хода при одновременном выполнении двух условий (отпущенная педаль акселератора и л > 1 0 0 0 мин-1 ) электромагнитный клапан обесточивается, сердечник перекрывает канал подачи разре
жения и одновременно сообщ ает диафрагменную полость с атмосферой. Разреж ения по обе стороны диафрагмы выравниваются, и иод действием перепада давлений на запорную часть клапан перемещается, перекрывая выходной канал. То же происходит и при выключении заж игания, что исключает возможность самопроизвольной работы двигателя («калильное заж игание»).
Д анная система может использоваться и в упрощенном варианте без отключения подачи топлива на принудительном холостом ходу. Д ля этого достаточно диафрагменную полость сообщить с задроссельным пространством, минуя электромагнитный клапан.
В карбю раторах К-129В для обеспечения пуска холодного двигателя используется воздуш ная заслонка с подпружиненным клапаном. Т акая конструкция не позволяет оптимизировать режимы прогрева двигателя, что неблагоприятно сказы вается на выбросах токсичных веществ и расходах топлива при прогреве. Кроме того, наличие клапана является источником возможной негерметичности, что может ухудшить пуск двигателя при низких температурах. Поэтому в карбюраторе К-131 применена полуавтоматическая воздуш ная заслонка 2 (рис. 1) с пневмоприводом 1 и телескопическим устройством3. Телескопическое устройство за счет изменения положения трехплечевого рычага обеспечивает резкое и четкое закрытие воздушной заслонки при переводе рычага привода в положение пуска холодного двигателя и полное открытие ее при возвращении рычага в исходное положение. Пневмопривод, работающий от разреж ения за дроссельной заслонкой, обеспечивает частичное открытие воздушной заслонки на требуемый угол после пуска двигателя, что исключает возможность перерасхода топлива и повышенных выбросов токсичных веществ, а такж е возможность заглохания двигателя. Кроме того, для исключения самопроизвольной подкачки топлива через систему ускорительного насоса поршень этого насоса сделан полым, повышена жесткость пружины привода и установлен дроссель в канале, подводящем топливо к клапану Р.
Двигатель модели 414 с карбюратором К-131 при испытаниях на моторном стенде обеспечивает: максимальную мощность 55—60 кВт при « = 4000 мин-1 ; максимальный крутящий момент 170— 170,5 Н -м при п = 2200-f-2600 мин-1 ; протекание нагрузочных характеристик, близкое к характеристикам оптимального регулирования.
При испытаниях автомобиля УАЗ-469 с карбюратором К-131 при установившемся движении обеспечивается снижение расходов топлива на ~ 0 ,5 л /100 км. Испытания по определению эффективности системы, проведенные на стенде с беговыми барабанами и в условиях городского движения, позволили установить, что отключение топлива на режимах принудительного холостого хода обеспечивает снижение выбросов СО и СН на 20% при одновременном снижении расхода топлива на 3%.
В карбю раторе К-133 (рис. 2), предназначенном для автомобилей Запорожского автозавода «Коммунар», такж е применена автономная система холостого хода с отключением топлива на принудительном холостом ходу, аналогичная описанной выше и отличающ аяся лишь размерами и частотой настройки датчика частоты вращения коленчатого вала (1100 мин-1 ). В отличие от карбю ратора К -127 здесь применен так называемый направленный впрыск, т. е. подача топлива из ускорительного насоса в зазор между дроссельной заслонкой и стенкой смесительной камеры со стороны, про-
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
А втом обиль,кар бю ратор
С о д ер ж а н и е СО на р еж и м е хол ост ого х о
д а в соответствии с ГОСТ 17.2.2.03—77
в %
Вы бросы токсичны х в ещ еств при и сп ы таниях в соответствии с ОСТ 37.001.054—74 в г/исп
СО . к .. C1I N O x
УА З-469; К-131 0,3— 1,0 90— 110 6,8—9,2 8 ,8 -1 0 ,6(1,5; 1,5; 3 ,5)* (119; 106; 110)* (11,3; 9,8; 8,1)* (16,1; 14,4; 12,3)*
УАЗ-452; К-131 0,2—0,9 68—98 5,5—6,8 15— 15,8(1,5; 1,5; 3,5) (130; 116; 121) (12,0; 10,4; 8,6) (17,6; 15,7; 12,8)
ЗА З-968; К-133 1.0— 1,2 42—48 4,7*—5,0 4,4—4,5(1,5; 1,5; 3,5) (59; 53; 76) (6,5; 5,6; 6,5) (8,7; 7,8; 8,5)
* В ск обк ах дан ы нормы 1980 г., персп ективны е норм ы на 1980— 1982 гг. и норм ы Е Э К ОО Н 1980 г ., причем первы е и вторы е — с уч етом поправки (п. 2, 3, 1а ОСТ 37.001.054—74) д л я ав том оби лей с приводом на в се к ол еса .
тивоположной переходным отверстиям. Это улучшает динамические показатели автомобиля и вследствие более равномерного распределения смеси по сечению на реж имах разгона позволяет снизить производительность ускорительного насоса без ухудшения динамических показателей. Кроме того, в карбюраторе К -133 отвод картерных газов на холостом ходу производится не за дроссельную заслонку, а непосредственно в полость автономной системы,холостого хода (поз. 1 и 2 на рис. 2), благодаря чему картерные газы участвуют в смесеобразовании на холостом ходу.
В карбю раторах К-131 и К-133 сохранена система разба- лансировки поплавковой камеры на режимах холостого хода (поз. 8 и 9 на рис. 1 и поз. 3 и 4 на рис. 2 ), облегчающая пуск горячего двигателя. Учитывая, что отвод паров топлива в атмосферу приводит к значительным потерям топлива и повышенным выбросам углеводородов с парами бензина, предполагается нормирование по этому показателю. Поэтому в дальнейшем по завершении необходимых подготовительных работ на автомобильных заводах пары топлива из карбю ратора (так же как из топливного бака) будут отводиться в адсорбер с последующей их утилизацией в двигателе.
Результаты межзаводских испытаний автомобилей ЗАЗ-968 с карбюраторами К-133 на стенде с беговыми барабанами подтвердили снижение эксплуатационных расходов топлива. Экономия достигает 7% и получается как за счет общего обеднения состава смеси на эксплуатационных реж имах (3—
4 % ), так и за счет отключения топлива на принудительном холостом ходу.
Результаты испытаний автомобилей УАЗ и ЗАЗ с карбюраторами К-131 и К-133 на соответствие стандартам на токсичность приведены в таблице.
Из результатов испытаний следует, что автомобили с новыми карбю раторами обеспечивают значительное снижение выбросов токсичных веществ и выполнение не только действующих, но и перспективных стандартов. В связи с этим на Ленинградском карбюраторноарматурном заводе им. В. В.
Куйбышева начата подготовка к производству карбюраторов К-131 и К-133. Однако внедрение этих карбю раторов в полной комплектности, а такж е получение отмеченной выше эффективности от их внедрения будет, очевидно, зависеть не только от качества карбю раторов, но и от своевременного внедрения в производство и надежности в эксплуатации комплектующих изделий цепи управления экономайзером принудительного холостого хода (электромагнитный клапан, электронный датчик частоты вращения и выключатель положения дроссельной заслонки).
СПИСОК Л ИТЕРАТУРЫ
1. Оценка эффективности устройств для снижения выбросов токсичных веществ и расхода то п ли в а/А . В. Дмитриевский, В. Ф. Каменев, А. С. Тюфяков, Е. В. Ш атров. — В сб.: Конструкции автомобилей. М.: Н ИИ Навтопром, № 2, 1978.
2. Пути усовершенствования карбю ратора для работы на режиме принудительного холостого хода /Я . В. Горячий, И. А. Колляков, В. Э. Бродский, Ю. В. Рож ков. — Автомобильная промышленность, № 7, 1978.
3. Конструктивные особенности систем питания современных карбю раторных двигателей / А. В. Дмитриевский, В. Ф. Каменев, А. С. Тюфяков, Е. В. Ш атров. М.: НИИНавтопром, 1980.
ТРУИРОВАНИЕСЛЕДО ВАНИЯС П Ы Т А Н И Я
УДК 629.113.012.3.001.24
Расчет тяговой способности колесного движителя по сцеплению шины с ободом колеса
Канд. техн. наук Г. В. САВЕЛЬЕВ
‘ Челябинский политехнический институт
Д ЛЯ совершенствования конструкций колес и шин требуется детальное изучение процессов, происходящих в зоне
сопряжения борта шины с ободом колеса, и на основании этого создание методики расчета их тяговой способности. Особенно актуальны эти вопросы применительно к колесным движителям с шинами регулируемого давления, для которых внутреннее давление воздуха в пределах 0,05 М П а является одним из эксплуатационных режимов. О днако известные '[1] аналитические зависимости для расчета тяговой способности движителя весьма сложны и не обеспечивают необходимой точности расчета на стадии проектирования. П редлагаемый ниже способ инженерного расчета тяговой способности колесных движителей и определения оптимальных параметров соединения посадочных поверхностей ободов с бортами шин, разработанный с использованием основных положений теории трения гибких тел, этих недостатков не имеет, так как реш ение поставленной задачи сведено к рассмотрению плоской задачи.
Когда шина наполнена воздухом незначительного давления (до 0,1 М П а), из-за повышенной эластичности ее боковин резко сниж ается окруж ная и радиальная жесткости. При приложении к колесному движителю крутящего момента за крутка шины (угол р на рис. 1) наблюдается по всему поперечному сечению вплоть до зоны каркасных колец бортов. П оэтому упругая связь шины с ободом при малых внутренних давлениях воздуха в шине может надежно обеспечиваться только по поверхности контакта оснований бортов с посадочными полками. Такой режим работы является наиболее опасным с точки зрения возможности проворота шины на ободе.
Внутреннее давление воздуха свыше 0,1 МПа увеличивает окружную жесткость шины и способствует более плотному прижатию ее бортов к закраинам обода. Это в конечном итоге приводит к возникновению дополнительного трения в зоне их взаимного контакта и резко *улучшает условия дляк передачи движителем крутящих моментов.
Вологодская областная универсальная научная библиотека www.booksite.ru

Рис. 1N.H/мм
/7 ^ 7 7 7 ^ 7 ,
П редлагаемая методика позволяет определять тяговую способность колесного движителя по сцеплению шины с ободом для наиболее нагруженного режима эксплуатации, т. е. когда давление воздуха в шине не более 0,1 МПа.
Итак, при минимальном внутреннем давлении, равном0,05 М Па, момент проскальзывания шины относительно обода зависит только от сил трения оснований бортов о посадочные полки. Эти силы, согласно теории трения гибких тел, зависят от центрального угла обхвата, величины нормальных сил и коэффициента трения.
Если пренебречь влиянием центробежных сил, возникающих при относительно малой частоте вращения движ ителя в связи с незначительными скоростями передвижения транспортных средств в условиях бездорожья, то суммарная сила трения, развиваемая на дуге обхвата,
= j “ <гр = р„| - р н2, (I)я н2
где Рп\ и Рн2 — натяжения ветвей жесткой связи.Усилия, возникающие от натяга и прижимающие борт ши
ны к посадочной поверхности обода, можно определить, воспользовавшись схемой нагружения (рис. 1). Если разрезать борт ненагруженной моментом шины по диаметру, то две силы Р н должны уравновешивать давление со стороны обода.
Условие равновесия имеет вид
2 Р н — Nx р j sin a d a , ( 2 )
Р и с. 2
Таким образом, радиальная составляю щ ая распределенной нагрузки, исходя из условия непроворачиваемости шины на ободе,
N r =R x гд k
2 р2 (ea i f — 1)(4)
так как d L = p d a или P H — Nx p.Это условие будет справедливо для любого сечения бортов
шины, смонтированной на обод с натягом и имеющей минимальное внутреннее давление воздуха.
При приложении к колесному движителю крутящего момента М в ведущем или тормозном режиме качения равновесное состояние натяжения ветвей нарушается. Продольная реакция Дх опорной поверхности уравновеш ивается за счет сил трения >F оснований бортов шины о посадочные поверхности обода, создает дополнительное удельное давление на посадочную полку и натяжение сбегающей ветви в зоне контакта движителя с опорной поверхностью.
Повышенное натяжение, равное для одного борта Рщ = = Яп-М?*/2 при Ры2 = Р ц , приведет к возникновению касательных перемещений оснований бортов относительно посадочных поверхностей за счет упругого скольжения гибкой связи на соответствующей дуге обхвата. Упругое скольжение прекратится в некоторой точке D такой дуги обхвата, на которой соответствующие силы трения скольжения полностью уравновесят продольную реакцию Я х/2. Часть угла обхвата, на котором гибкая связь получает дополнительную деф ормацию и перемещение, называется скользящим углом обхвата иь а угол а 2 — углом покоя.
Приравнивая момент от сил трения бортов шины на ободе моменту от продольной реакции опорной поверхности, получим
Rx глГ = - ^ - = Рп1- Р Н2- (3)2 Р н2 •
где Д х — максимальная продольная реакция опорной поверхности;гл — динамический радиус колеса;k — коэффициент, учитывающий неравномерность распределения удельных давлений бортов на поверхности обода, /г = 1,3-т-1,8;р — радиус обода на центральной части;«1 — скользящий угол обхвата, равный 0,7 от полного угла обхвата;/ — коэффициент трения бортов шины но ободу, /« 0 ,3 .
В связи с тем, что эпюра распределения удельных давлений меж ду бортом шины и ободом имеет сложный характер [2], зависит от формы посадочных поверхностей, конструкции борта, величины натяга и трудно поддается математическому описанию, для определения экспериментальных значений радиальной и осевой составляющ их распределенной нагрузки целесообразно использовать графоаналитический метод интегрирования Л. А. Попова I[3]. Впервые этот метод был применен при расчете на прочность ободов автомобильных колес [4].
Д л я определения оптимальных параметров соединения обода с шиной целесообразно пользоваться номограммой, разработанной с учетом изложенной выше методики и экспериментальных данных, полученных при испытании шин 14,00 — 20 и 12,00—20 с ободами соответственно 254ГХ 508 и 228ГХ508.
Построение номограммы (рис. 2) применительно к ободам с тороидальными полками 1[2] выполнено следующим образом. Во,.втором квадранте построена зависимость радиальной силы N x от продольной реакции опорной поверхности Д х- Расчет выполнен с использованием зависимости (4).
В третьем квадранте построена зависимость радиуса кривизны тороидальной посадочной поверхности г от натяга бортов шин на полках обода. Графическая зависимость дана для шин с различными углами наклона оснований бортов а ш.
Положение центра (экватора) тора I (расстояние от вертикальной плоскости закраины до центра радиуса г) в зависимости от величины принятого радиуса кривизны тора отмечено в четвертом квадранте. Построение выполнено такж е для шин с различным углом наклона оснований бортов.
Номограмма составлена для шин регулируемого давления, у которых номинальная ширина бортов находится в пределах 35—45 мм и в каждом борту конструктивно предусмотрено по два каркасных кольца.
Д л я расчета оптимальных параметров соединения обода с шиной с использованием предлагаемой номограммы достаточно иметь в качестве исходных данных размерность шины, нагрузку на колесо, величину посадочного диаметра и угол наклона оснований бортов шины. Посадочный диаметр шины необходимо принимать для вновь проектируемых шин в зави 13
3 Зак. 559
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
симости от размеров пресс-формы, а для серийных — от результатов замеров действительных значений.
Решение конкретной задачи определения оптимальных зн ачений параметров сопряжения для движителей с шинами12,00 — 20 и ободами 228ГХ508 показано на номограмме стрелками.
После определения требуемых параметров окончательный посадочный диаметр обода
А>6 = Dm -J- 6 — 2 / tg (Хщ.П редлагаемая методика расчета тяговой способности колес
ных движителей по сцеплению шины с ободом применена при проектировании новых конструкций колес 228ГХ 508, 2.54ГХ Х508, 228ГХ457 для полноприводных автомобилей ЗИ Л ,«Урал» и ГАЗ. Результаты экспериментальных исследований подтвердили удовлетворительную сходимость теоретических расчетов и экспериментальных данных.
Новые конструкции колес для автомобилей ЗИ Л и «Урал» внедрены в серийное производство.
СПИСОК Л И ТЕРА ТУ РЫ
1. Д аш евский И. Я. и др. К расчету тяговой способности крупногабаритных шин. — В сб.: Производство шин, резинотехнических и асботехнических изделий. М.: ЦНИИТЭНЕФ- ТЕХИМ, 1972, № 9.
2. Савельев Г. В. Выбор рациональных схем соединения ободьев колес с шинами регулируемого давления. — Автомобильная промышленность, 1977, № 7.
3. П опов А. А. Графоаналитические методы в инженерных расчетах на прочность. М.: Машиностроение, 1964.
4. Балабин И. В. Исследование и расчет напряженного состояния ободьев колес грузовых автомобилей. — Автомобильная промышленность, 1970, № 2.
УДК 629.113.073.286.001.5
Планирование эксперимента при исследовании топливной экономичности и скоростных свойств автомобилей
Э. Ф. ГАМАЮНОВА, канд. техн. наук А. А. ТОКАРЕВ
А ВТО М О БИЛЬ в совокупности с условиями эксплуатации— это сложная многофакторная система, поэтому при пла
нировании эксперимента с учетом конкретных задач, стоящих перед экспериментатором, целесообразно предусматривать ис-
£ пользование моделей полиноминального типа, так как они позволяют улучшить аппроксимацию, повыш ая порядок полинома.
Методология исследования многофакторных экстремальных задач состоит из обоснования и выбора общей стратегии исследования; выбора собственно плана (некоторого оптимального расположения в пространстве независимых переменных) экспериментальных точек; разработки методов представления результатов многофакторного эксперимента.
При .решении указанных задач необходимо отбирать как з а висимые, так и 'независимые действующие факторы, поскольку общее их число велико и не поддается строгому учету.
При исследовании топливно-скоростных свойств автомобиля в качестве параметров оптимизации были приняты оредняя скорость движения иСр и средний расход топлива Qs, а в качестве обобщенных — так называемые комплексные показатели [1 и 2]: удельная производительность автомобиля №УД; коэффициенты эффективности Т1эф работы автомобиля и использования энергозатрат г\э; удельная себестоимость S ya использования автомобиля.
Опыт применения данных показателей показывает, что они удовлетворяют требованиям теории планирования и обеспечивают высокий уровень оптимизации. Эти показатели при исследованиях «применяют поэтапно:
■на первом — среднюю скорость и расход топлива; на втором — удельную производительность и коэффициент эффективности работы автомобиля; на третьем (контрольном) — удельную себестоимость использования автомобиля.
На основании априорных сведений были отобраны для исследования с варьированием на двух уровнях в натурном эксперименте следующие факторы: удельная мощность, поло- • жение органа топливоподачи, характеристика шин, передаточные числа трансмиссии, тип дороги. В зависимости, от того, качественными или количественными являются эти факторы, применяют либо регрессионный либо дисперсионный анализ. Количества факторов зависит от вида испытаний: при дорож ных на полигоне оно (с учетом неуправляемости факторов) меньше, чем при стендовых, а при экспериментальных с использованием ЭВМ значительно увеличивается.
Исследования проводятся по шаговой стратегии, т. е. решения для проведения следующего эксперимента принимают в зависимости от результатов предыдущего.
Натурный эксперимент осуществляю т по заранее разработанному плану, полученные результаты подвергают обработке на комплексе ЭВМ «Д непр-1» — М4030, если они представляю т собой аналоговые процессы (существует целый комплекс программ по обработке процессов на магнитной ленте). Дальнейш ая обработка результатов ведется по специально разработанному алгоритму статистического анализа с учетом проверки результатов по основным критериям (Кох- рена, Фишера и т. д .) . Результаты выдаются в виде полино-
I • ма. Если результаты эксперимента представлены в дискрет-1 4 ном виде, то они обрабатываются только « а ЭВМ М4030.
Центральный научно-исследовательский автополигон НАМИ
Д ругим направлением работ является планирование вторичного эксперимента, направленное на уточнение численного значения параметров уравнений. Путем моделирования задач на ЭВМ установлено, что выигрыш в точности определения (яри том ж е числе опытов) может быть десятикратным (по сравнению с традиционным, принятым равномерным расположением экспериментальных точек).
В этом случае используются статистический и кибернетический подходы к системе автомобиль—дорога. Статистиче
ский подход использует факторный анализ, а кибернетический — включает в себя программы, имитирующие процессы, которые происходят при движении автомобиля. Автомобиль представляется твердым телом, которое движется по программам, соответствующим логике действий водителя; движение автомобиля задается системой ' линейных дифферен- . циальных уравнений [31. Локально-интегральной моделью задаю тся ограничения и начальные условия для уравнений движения (из выводов натурного эксперимента), после перебора различных вариантов на ЭВМ строится полином, затем проводится оптимизация уж е детерминированных моделей.
Такие исследования были проведены применительно к автомобилям КамА З, МАЗ, П А З, ЛАЗ.
И сследовались следующие факторы: полная масса автомобиля G, его удельная мощность N yR, допускаемая скорость 0доп на высшей передаче, номинальная частота вращения коленчатого вала двигателя п вом, число ступеней трансмиссии Ист, тип ряда передач, радиус качения колеса гк и его коэффициент сопротивления качению f, фактор сопротивления воздуха kF, коэффициент мощностных потерь t)n и передаточное число главной передачи и0.
Д ля проведения отсеивающего эксперимента использовали план П лакетта—Бермана для Л факторов, который за 12 экспериментов позволил выбрать наиболее существенные из них, а такж е дробные регулярные реплики. В области, близкой к экспериментальной, строилась квадратичная модель с использованием ротатабельного планирования второго порядка.
Так, например, для автомобиля МАЗ-64221 в результате отсеивания были оставлены четыре фактора: G, N yR, vROn, «о. Анализ уравнений множественной регрессии для этих факторов показал, что на величину средней скорости v op движения автомобиля наибольшее влияние оказы вает допускаемая скорость иДОи, а затем удельная мощность N yR я полная масса автомобиля G. Н аиболее существенно взаимодействие меж ду полной массой и удельной мощностью, а такж е между удельной мощностью и допускаемой скоростью, что объяснимо физикой процесса. Третий фактор и0 влияет незначительно и отрицательно (это совпадает и с результатами натурных экспериментов в условиях движения автомобиля по магистрали). Н а средний расход топлива наиболее существенное влияние оказываю т полная масса автомобиля, мощность двигателя и допускаемая скорость движения.
Н а основании анализа проведенного ранжирования факторов по воздействию их на комплексные показатели выделены следующие факторы: полная масса, удельная мощность и допускаемая скорость. Варьируя факторы G и N ya, можно най-
Вологодская областная универсальная научная библиотека www.booksite.ru

ти зону их оптимальных, т. е. наилучших значений для дан ных условий эксплуатации ( и До п ) . Эта зона соответствует экстремальным значениям комплексных показателей.
Д ля оптимизации передаточного числа выбирают наилучшие условия по G, N уД, Одоп, стабилизируют их, проводят серию однофакторных экспериментов с изменением и0 и находят его значения, улучшающие комплексные показатели.
Из интерполяционных формул очевидно, что хотя особо значащими являются в основном одни и те же факторы, степень их влияния на функцию отклика различна, и поэтому оправдывается требование единственности параметра оптимизации.
На удельную себестоимость S ya и коэффициент эффективности работы т|эф полная масса G автомобиля оказывает на- нбольшее влияние, а удельная мощность и допускаемая скорость— хотя и существенное, но 'меньшее. Н а коэффициент г|э использования энергозатрат и на удельную производительность №уд воздействует больше удельная мощность и меньше — полная iMacca G автомобиля и допуокаемая скорость идоп. С учетом трудоемкости расчета наиболее практичными из четырех комплексных показателей являются удельная производительность и коэффициент эффективности работы т)Эф.
'В настоящее время на автополигоне НАМИ проводится работа по внедрению методов теории планирования эксперимента для исследования топлив/но-скоростных свойств грузовых автомобилей и автопоездов. Применительно к моделированию .на ЭВМ движения автомобиля построен типовой план эксперимента и разработана математическая модель, позво
ляю щ ая сравнивать с заданной математической точностью показатели этих качеств по основным факторам, а также проводить оптимизацию соответствующих конструктивных и эксплуатационных параметров.
Дальнейш ее развитие методов планирования в области эксплуатационных качеств автомобилей может быть направлено на проведение стендовых и лабораторно-дорожных испытав
ний автомобилей с .решением комплексных задач топливной экономичности, токсичности и скоростных свойств; на исследование влияния конструктивных параметров шин на топливную экономичность, токсичность и скоростные свойства автомобилей; на оценку .нелинейных параметров, входящ их в модель; на оценку влияния продольного профиля дороги, ровности покрытия, плотности транспортного потока и других условий эксплуатации на показатели топливно-скоростных свойств;
на разработку методик оценки качественных и неконтролируемых факторов.
СПИСОК ЛИ ТЕРА ТУРЫ
1. Токарев А. А., А нуф риев В. А. и др. Пути улучшения скоростных свойств и топливной экономичности автопоездов. М.: НИИ Навтопром, 1975. 56 с.
2. Маркевич Э. И., Токарев А . А . Оптимизация мощности двигателя и параметров трансмиссии городских автобусов. М.: НИИавтошром, 1978. 32 с.
3. Храмов Ю. В., Ф игу ров И. В., Ш ур О. 3. Современные методы .получения и обработки экспериментальных данных при испытаниях автомобилей. М.: Н ИИ Н автопром , 1975. 64 с.
У Д К 621.822.76.001.24:62-192
К расчету на долговечность радиально-упорных конических подшипниковых узлов
Канд. техн. наук ▲. В. ВОРОНИН, С. А. ВОРОНИН
О бъективная оценка долговечности подшипниковых узлов долж на быть основана на определении максимальных к а
сательных напряжений в зонах контакта рабочих тел подшипникового узла. Это приводит к необходимости решать контактную задачу при работе подшипникового узла.
В общем виде условия этой задачи характеризуются перераспределением нагрузок -в зонах контакта рабочих тел вследствие изменения геометрии поверхностей качения в результате сборки неподвижных соединений. Изменение геометрии поверхностей качения рассматривается в радиально-плоском сечении — угол конуса,и в поперечном сечении — некруглость. Эти параметры легко измерить. Рассматривая подшипниковый узел в радиально-плоском сечении (рис. 1), отметим, что распределенные нагрузки <7oi и q02, возникающие при выполнении неподвижных соединений, не передаются на тела качения. Оеевые и радиальные составляющие внешней эксплуатационной нагрузки F a и Fr, воспринимаемые подшипниковым узлом, перераспределяются во внутреннем контуре подшипника так,
как это показано на рис. 1, а. Схема пересчета приведена на рис. 1, б.
В подшипниковом узле в радиально-плоском сечении геометрия внешней и внутренней поверхностей главного рабочего движения ограничена изменениями углов конуса этих поверхностей по сравнению с их исходными величинами до сборки неподвижных соединений. Вершины конусов в подшипниковом узле не будут находиться в одной точке, как это теоретически долж но выполняться в подшипнике, а ролик изменит •свое положение в результате сборки узла, как показано на рис. 2. Условие пересечения направлений нормальных усилий Р го 1 и Р го2 в одной точке на оси ролика в подшипниковом узле искаж ается, что приводит к заклиниванию ролика. В связи с этим при постоянных значениях внешних нагрузок нормальные усилия, действующие в площ адках контакта, возрастают согласно пересчету по Схеме рис. 1, а.
Таким образом, на первом этапе решение контактной задачи сводится к установлению влияния изменений угла конуса поверхностей качения в подшипниковом узле .на распределение и величины контактных нагрузок м еж ду элементами .подшипника в этом узле. При расчетах контактных усилий, геометрии площ адок контакта и поверхностных напряжений использовано известное решение задачи Герца для тел, имеющих кривизну в двух взаимно перпендикулярных сечениях, что харак-
Рнс. I. С хемы р асп р ед ел ен и и усилий , воспр иним аем ы х роликом в подшипниковом у зл е р едук тор а (а ) , и р асч ета сил , д ей ст в ую щ и х
в контакте ролика с внутренним кольцом (б )3* Зак. 559
Р ис. 2. С хем а р а сп р ед ел ен и я норм альн ы х сил на ролик в п одш и п никовом у зл е в ед ущ ей ш естер ни в сл едст в и е изм ен ен и я угла конусавнеш ней и вн утр ен н ей п ов ер хн ости кач ения по ср ав н ен и ю с под- | С
ш ипником в св обод н ом состоя н и и * &
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
г.
16
терно для узлов с радиально-упорными коническими подшипниками, имеющими бомбинированные поверхности качения.
Расчетная схема задачи приведена на рис. 3 и относится к контакту ролика с внутренней поверхностью качения меньшей площади по сравнению с внешней поверхностью качения. О бозначим координатные оси с началом в точке касания О через Хи Уи Z\ и хг, уг, z 2. Положительные направления осей z, и z2 совмещены с внутренними нормалями тел, а оси х ху х и х 2у 2 направлены по линиям пересечения общей касательной плоскости с главными нормальными сечениями поверхностей тела качения и беговой дорожки. Используя уравнения статического равновесия для тела качения, определим величины усилий, действующих на контактируемые тела по нормали к общей плоскости контакта элементов подшипника в направлении осей Z\ и z2. Части обоих тел деформируются вблизи точки контакта, поэтому соприкасаются по площ адкам контакта, имеющим в конкретном случае форму эллипса. Уравнения криволинейных поверхностей контактируемых тел вблизи точки О записывается ® виде Z i = f (*i*/i), z 2= f ( x 2y2) с последующим разложением функции в ряд Маклорена.
Принимая в этом ряде величины в третьей и высших степенях как существенно малые и исключая их, а такж е учитывая, что по условиям задачи первый, второй, третий и шестой члены ряда разлож ения равны нулю, получим уравнения поверхностей контакта, в которые входят (кривизны главных нормальных сечений первого и второго тел. Приведем уравнения
■к общей системе координат, учтем, что -ф, фи фг — углы соответственно между осями Х\Х2, хх\ и хх& а при повороте осей выполняется равенство ф = ф 1 — ф2 '(рис. 3 ), и используем известные формулы преобразования координат. Н а основании этого получим, что расстояние меж ду точками М х и М 2 (рис. 3) определяется равенством
Zi + z 2 = А х 2 + В у 2, (1 )где А и В — коэффициенты, характеризующие кривизну тел,
находящихся в контакте, и зависящ ие от выбора системы координат.
Перемещения точек М г и М 2 в направлениях осей z { и z2, происходящие вследствие деформации частей тел вблизи точки касания 0, обозначим W\ и w2t ;а перемещение точек в н а чале координат — через до® и до®- Величина а = до®-|-ДО2 представляет собой сближение соприкасающихся тел в результате их сдавливания, при котором расстояние меж ду точками М ! и М 2 уменьшается на величину а — (w 1-\-w2).
Таким образом, для точек площадки контакта справедливо равенство
zi + z2 = a — (дох + д о 2) , (2 )которое, учитывая выражение .(1), принимает вид
W i-\-w 2 = a — А х 2 — B y 2. (3)Поскольку размеры площ адки контакта весьма малы по
сравнению с общими размерами соприкасающихся тел, последние можно представить упругими полупространствами, нагруженными давлением />(£, rj), распределенным по площ адке контакта Q.
По известному решению задачи Буосинеску юл/ре делим потенциал простого слоя, нанесенного на площ адку контакта Q плотностью Г|.).
В данном случае решение классической контактной задачи неприемлемо вследствие особенности геометрии контактируемых тел и характера их нагружения, что обусловлено результатами сборки неподвижных соединений колец ,в подшипни
ковом узле. П лощ адка контакта будет иметь форму эллипса, следовательно, вместо потенциала простого слоя при расчете используется потенциал эллипсоида.
Чтобы обеспечить соответствие меж ду видом напряженного состояния тел вблизи площадки контакта, характеризующегося потенциалом эллипсоида, и геометрией самой площадки контакта, введем эксцентриситет эллиптической площадки контакта k = Y \ —&0 при kQ= b fa и соотношение A,=&2tg2cp с новой переменной ф. Реш ая полученное выражение относительно коэффициентов А к В при заданной силе взаимодействия Р, определим геометрические параметры площадки контакта ролика с поверхностью наружной беговой дорожки подшипника.
Полуоси контура эллиптической площ адки при b = a2( 1—k2) определяются выражениями
где т _ V— V я (1 — k2) ’
k = K u + K i2 -\-K2 i-\-K22 — сумма кривизн тел в плоскостях нормальных площадок;
(4)
(5)
контактируемых
п = т У 1 — k2 ;
1 1
Р2 =Е х Е 2 ’ я Е2Наибольш ее давление наблюдается в центре площадки кон
такта при £ = п = 0 , что следует из закона распределения давления Р (£ , г)) и определяется выражением
3 Р °ш а х — Р о — п , »2 я a bкоторое после подстановки значений а и b приобретает вид
| / т i i f p ’ ( 6 )
где Р — усилие, действующее в зоне контакта тела качения. Величина сближения тел определяется формулой
F (k)л т V г ё * р * .
Таким образом, на основании решения контактной задачи Герца описываются величины, определяющие геометрию площ адок контакта тел качения и колец радиально-упорного ролика подшипника в .подшипниковом узле, величина сближения элементов подшипника в результате контакта и величина максимального усилия, действующего на рабочие тела в центре площадки контакта. Зн ая эти величины определяют величины главных и касательных напряжений, действующих на элемент, выделенный на глубине z 0 под поверхностью контакта. Д л я нормальных контактных напряжений расчетные формулы имеют вид
ох= — Ро
— 2 |д.
1 —
Ь2 а 2
/
УЬ2
а2z -
а2 z 2
1 + /т.2
-1-2 — ( E - F ) а
1 — 0,1 ~Ш / Ьг оX ~~ Z* Г 1 + - 5 5
+ E — F
Ьг_а2
— 2
— 1 4
4- 2 р. + -± - ( E - F ) и
1.Г
Вологодская областная универсальная научная библиотека www.booksite.ru

а г = — Ра
] f V 1 + -Jгде Е и F — эллиптические интегралы соответственно первого
и второго рода.Величины касательных напряжений, действующих на вы
деленный элемент, определяются зависимостью г ух— \/2 ( о х— ®v)-
На основании работ Лундберга, В. М. М акушина, Н. А. Спи- цына и выведенных зависимостей долговечность подшипникового узла в общем виде определяется зависимостью
L„ = Ly z m ax
y z m ax(7)
где х yzxnax и ^ y z ш ах — величины максимальных касательных ■напряжений в зоне контакта элементов соответственно подшипника и подшипникового узла;L — расчетная долговечность подшипника.
Т а б л и ц а 1
И зменение у г ла 0 в дол я х
допуска 60
x y z m axf • N 10 /3 / ^ y z m ax \ L t0 n o (7 ) 0/
x y z m ax \ x y z m ax /L t0 n o ISO
1 1 1 1001,333 0 ,95 0,842 842,666 0,90 0,7038 704,000 0,85 0,581 585,333 0 ,80 0,4753 486,666 0,75 0,3832 38
В табл. 1 приведены относительные значения максимальных касательных напряжений и снижения долговечности подшипникового узла в зависимости от изменения угла конуса поверхности качения в радиально-плоском сечении для подшипников среднего размера при 3 = 1 3 ° .
Таким образом, решена первая часть задачи, связанная с изменением геометрии поверхности качения 'в радиально-плоском сечении подшипникового узла.
Вторая часть задачи зависит от изменения геометрии п оверхности качения колец в сборе с корпусом и валом в поперечном сечении и характеризуется некруглостью. В общем виде поверхность качения реально собранного подшипникового узла можно представить как приближающуюся к неправильному конусу Г'П.
Изменения геометрии внешней или внутренней поверхностей качения в собранном подшипниковом узле приводят к тому, что эксплуатационная нагрузка будет восприниматься частью роликов. Это зависит от соотношения действительной формы поперечного сечения наружной и внутренней поверхностей, величины некруглости и общего числа тел качения, что схематично показано на рис. 4. Следовательно, контактные напряжения iB действительных контактных площ адках возрастут, так как их число будет меньше числа тел качения.
Допуская, что нормальные контактные напряж ения зависят только от нагрузки, а ее увеличение не приводит к сущ ественному изменению контактных площадок, величину максимальных касательных напряжений, исходя из выражения (6), определяют зависимостью
т ' " _ т " ___? __ / 8 чy z m ax у г m ax у 2 . __ П ' ' '
где Z — число тел качения в подшипнике;Z — п действительное число тел качения, воспринимающих эксплуатационную нагрузку.
Таким образом, долговечность подшипникового узла в за висимости от результатов сборки неподвижных соединений колец с корпусом и налом приближенно определяется зависимостью
Lq = Ly z max
Уз Z — п(9)
Из схемы рис. 4 следует, что при работе подшипникового узла ролик, входя в зону сближения внешней я внутренней поверхностей главного рабочего движения, испытывает заклинивание. Выходя из зоны сближения, тело качения приобретает дополнительное ускорение. Такое поведение тел качения в подшипниковом узле помимо увеличения уровня вибраций в осевом и радиальном направлениях приводит к дополнительным
Р ис. 4. П р оф и л огр ам м а внеш ней п овер хности к ач ения в п од ш и п н и ковом у зл е в р езу л ь т а т е сбор к и (а ) и схем а тел к ач ен и я , р а сп о л о ж ен н ы х с за зо р о м м е ж д у внеш ней и внутр енней п ов ер хн остя м и
качения (б )
нагрузкам н а сепаратор и является одной из основных причин его разрушения в процессе эксплуатации агрегата.
Зависимости (7) и (9) имеют общий вид и позволяю т определять долговечность подшипникового узла с любыми п араметрами угла конуса при бомбинированных поверхностях качения. 'Вместе с тем расчет максимальных касательных н апряжений в подшипниковом узле имеет определенную слож ность. Таким образом, возникает третья часть задачи, состоящ ая в приведении зависимости (9) к форме, удобной для практических расчетов долговечности подшипникового узла в зависимости от сборочных факторов.
На основании расчетов максимальных касательных напряжений в зоне контакта для различных значений ;ДР/&Р и числа роликов в контакте в зонах сближения поверхностей главного рабочего движения по выражению (8) составлена табличная форма долговечности подшипникового узла в относительных величинах. Значения, приведенные в табл. 2, показываю т, какая часть исходной долговечности подшипника (при АР — 6(3 и A PS = 6 Р ) может сохраниться при отклонениях геометрии поверхностей главного рабочего движения в подшипниковом узле по углу конуса ДР и некруглости А Р 2 , приведенной к числу роликов iB контакте в зонах сближения поверхностей главного рабочего движения. Наиболее полно данные табл. 2 соответствуют подшипниковым узлам с подшипниками среднего размера с углами конуса в диапазоне И — 15°.
Т а б л и ц а 2
Изм
енен
ие
уг
ла
0 в
дол
ях
допу
ска
60
( • • \ 10/3 ' x y z m a x / x y z m a x '
z z — 0 ,125 2 z —0,25z г — 0,375 г |г—0 ,5 2 2—0 ,6 2 5 г г - 0 ,7 5 2
11.333 2,666 4 ,0 05.333
10,9350,6820,5680,441
0,8630 ,8070,5890,4900,381
0,7500,7010,5120,4260,331
0 ,593 0,554 i 0,404 0,336 0,261
0 ,4800 ,4500 ,3290,2740,212
0,3340 ,3120 ,2280,1890,147
0,2130,1990,1450,1210,094
Выражение (9) с достаточной для практических целей точностью и в соответствии с измеряемыми параметрами поверхностей главного рабочего движения в собранном подшипниковом узле ДР в 'радиально-плоском и А Р2 ш я х можно привести к упрощенному виду:
Чг f Z -
в поперечном сече-
Lq = L AL д р ( 10)
где SP — допуск на угол конуса при изготовлении ^кольца подшипника;АР — среднее значение изменения угла конуса в результате сборки неподвижного соединения кольца подшипника с корпусом или валом.
Определение исходной долговечности L с учетом усилия преднатяга в редукторах подробно изложено в работе [2 |.
Д ля приближенных расчетов, и преж де всего для анализа влияния конструктивных и технологических сборочных ф акторов на долговечность подшипникового узла, можно использовать упрощенное выражение
_ . А и \ 0 .7 5L q = L,
что соответствует средним значениям снижения долговечности при ДР«2Й'Р и п = (z — 0,33 z ) соглаоно табл. 2. 17
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Разработанный метод является дальнейшим развитием расчета долговечности подшипников качения в подшипниковых узлах агрегатов автомобиля. Он позволяет более обоснованно оценить долговечность подшипникового узла в зависимости от основных сборочных факторов и установить технические мероприятия, реализация которых повышает надеж ность агрегата по подшипниковым узлам. Ранее такая оценка долговечности подшипниковых узлов в зависимости от результатов сборки была невозможна и не проводилась.
Вместе с тем разработанный метод расчета долговечности подшипникового узла является приближенным, так как не учитывает ударного воздействия нагрузок на рабочие тела и х а рактера теплонапряженности вследствие изменений геометрии поверхностей качения в результате сборки, что обусловлено статическим рассмотрением задачи и соответствующими допущениями.
Достоверность расчетных данных зависит от точности и объективности определения отклонений геометрии поверхностей качения в результате сборки подшипникового узла. Р аспределение усилий по телам качения в подш ипнике при нагружении осевой и радиальной-составляю щ их эксплуатационной нагрузки рассматривалось ранее и известно. В связи со сложностью изложенного эти вопросы не включены при реш ении поставленной задачи и могут быть сравнительно легко наложены на полученные результаты путем корректировки усилия Р.
Таким образом, разработанный метод расчета долговечности подшипниковых узлов по максимальным касательным н апряжениям в контактных площ адках рабочих тел в зависимо
сти от результатов сборки неподвижных соединений колец подшипников с корпусом и валом восполняет недостающие сведения .в теории и практике производства агрегатов автомобиля на подшипниках качения.
При помощи этого метода установлена зависимость долговечности подшипниковых узлов от изменений геометрии поверхностей качения в результате их сборки.
Д ля удобства практического применения разработанный метод расчета приведен к табличной форме в относительных величинах и к упрощенным формулам долговечности подшипникового узла.
СПИСОК Л И ТЕРА ТУ РЫ
1. Воронин А. В. — Оценка точности сборки подшипниковых автомобильных агрегатов. — Автомобильная промышленность, 1978, № 4, с. 4—6.
2. А бель В. В., Воронин А. В. Сборочная взаимосвязь внеподвижном соединении корпус — кольцо конического подшипника. — Автомобильная промышленность, 1979, № 9,с. 9— 10.
3. Lundberg G. und Palm greti A. Dynamic C apacity of Roller B earings. Acta Politechnica. — Mechanical E ngineering . Series R.S.A.E.E., 1952, № 4, s. 96.
4. М акуш ин В. М. Деформации и напряженное состояние деталей в местах контакта. М.: Машпиз, 1952. 23 с.
5. Воронин А. В. Технико-экономический анализ повышения качества сборки подшипниковых узлов в редукторах. — Автомобильная промышленность, 1980, № 4, с. 29—32.
УДК 629.113.073.243.5
Вибрации в автомобиле при движении на низших передачахс не полностью включенным сцеплением
С. Н. ИВАНОВ
НАМИ
О И БРА Ц И И при движении автомобиля с малыми скорос- тями и не полностью включенным сцеплением наблю да
ются как у грузовых, так; и у легковых автомобилей.Причину этого явления некоторые исследователи [1] объ
ясняли возникновением автоколебаний в сцеплении, вызванных су,хим трением фрикционных накладок. При этом считалось, что торцовых биений трущихся поверхностей нет. П рактически же торцовые биения трущихся поверхностей есть всегда, и они являются источником возмущения колебаний с частотой, кратной относительной скорости движ ения трущихся поверхностей. В этом случае в системе с сухим трением будут возникать вынужденные колебания.
Ввиду того, что элементы сцепления автомобиля — ведомый диск, расположенный на первичном валу, и нажимной диск — имеют торцовые биения относительно поверхности маховика, то субъективно ощущаемые при плавном включении сцепления вибрации на малой скорости движения автомобиля могут быть результатом возникновения вынужденных крутильных колебаний в трансмиссии от источника возмущения, образующегося в не полностью включенном сцеплении. Таким источником при плавном трогании автомобиля с не полностью включенным сцеплением и являются параметрические колебания крутящего момента, передаваемого не полностью вклю ченным сцеплением с частотой максимальных торцовых биений элементов сцепления — ведомого диска, установленного на первичном валу, и нажимного диска — относительно поверхности маховика.
Наибольшие колебания крутящего момента, передаваемого не полностью включенным сцеплением, наблюдаются при ф азовых углах 0° и 90° максимальных биений отдельных дисков; их частота при фазовом угле 0° составляет одно колебание за оборот буксования сцепления, а при фазовом угле 90° — два колебания. Д о того момента, пока при включении сцепления частота вращения первичного вала равна нулю, колебания крутящего момента, передаваемого сцеплением, происходят с частотой колебаний за оборот буксования, равной частоте вращения коленчатого вала двигателя, а с началом вращения первичного вала коробки передач — с частотой, равной разности частот вращения коленчатого и первичного валов.
Амплитуды параметрических колебаний крутящего момента, передаваемого не полностью включенным сцеплением, увеличиваются с увеличением максимальных торцовых биений ведомого и нажимного дисков сцепления, а такж е с увели
чением коэффициента трепня фрикционных накладок ведомого диска.
При совпадении частоты колебаний крутящего момента, передаваемого не полностью включенным сцеплением, с частотой основной формы свободных крутильных колебаний трансмиссии на первичном, карданном в'алах и ведущих полуосях возникает резонанс крутильных колебаний.
Оценивая возможности возникновения резонанса колебаний при плавном трогании автомобиля с не полностью включенным сцеплением, частоты свободных крутильных колебаний трансмиссии следует определять, рассматривая колебательную систему, эквивалентную трансмиссии автомобиля, с учетом жесткостей на кручение реактивных связей (подвесок ведущих колес и подвесок силового агрегата). При этом в величине момента инерции первой массы колебательной системы долж на учитываться величина момента инерции только ведомого диска сцепления, так как при таком режиме движения ведомый диск сцепления, расположенный на первичном валу коробки передач, пробуксовывает относительно маховика.
Резонанс крутильных колебаний в трасмиссии, возникающий из-за наличия параметрических колебаний крутящего момента, передаваемого не полностью включенным сцеплением, <будет более продолжительным по времени, если окажется, что в спектре частот собственных колебаний силового агрегата на подвеске, особенно в плоскости действия реактивного крутящ его момента, существуют частоты, близкие к частоте основной формы свободных крутильных колебаний трансмиссии при переходном режиме движения, и частота колебаний неподрессоренных масс ведущего моста также близка частоте трансмиссии.
Через подвеску ведущих колес и силового агрегата возникающий в трансмиссии резонанс колебаний передается на кузов автомобиля в виде вибраций отдельных его элементов, вызывающих шум в пассажирском отделении и воспринимаемых пассажирами.
П редлож енная гипотеза о возможных причинах возникновения вибраций в автомобиле при малых скоростях движения с не полностью включенным сцеплением была подтверждена результатами исследований крутильных колебаний в трансмиссии и вибраций в автомобиле ЗА З. При проведении экспериментов одновременно регистрировались: крутящий момент на первичном валу коробки передач и правой ведущей полуоси; частота вращения первичного и коленчатого валов; перемещения силового агрегата у левой опоры двигателя и у
Вологодская областная универсальная научная библиотека www.booksite.ru

опоры коробки передач; вибрации пола кузова у заднего сиденья; перемещение вилки сцепления; угол открытия дроссельной заслонки; время, в течение которого наблюдались вибрации.
Регистрация этих параметров позволила установить характер крутильных колебаний, возникающих в трансмиссии при переходном режиме движения автомобиля, выявить спектр частот колебаний трансмиссии, силового агрегата и вибраций в кузове.
Сравнительная оценка параметров, регистрировавшихся при экспериментах, когда максимальное торцовое биение наж имного диска сцепления искусственно увеличивалось с 0,035 мм (величина, соответствующая требованиям технических условий) до 0,22 мм, т. е. в 1 6 .раз, а ведомого диска с 0,1 мм (соответствующее требованиям технических условий) до1,0 мм, т. е. в 10 раз, применялись фрикционные накладки ведомого диска с коэффициентом трения 0,3—0,35 и 0,26—0,27, а такж е изменялась жесткость подвески силового агрегата путем замены упругих резиновых элементов деревянными, позволила установить влияние всех перечисленных ф акторов на колебания и вибрации? возникавшие при плавном трогании и движении автомобиля с минимальной скоростью на первой и второй передачах, интенсивном трогании и плавном включении сцепления на первой передаче трансмиссии, когда автомобиль не мог двигаться из-за препятствий, установленных перед задними или передними колесами.
На осциллограммах (рис. 1, а, б) зарегистрированы колебательные процессы трансмиссии, силового агрегата на упругих опорах и вибрации кузова при плавном трогании и движении автомобиля с минимальной скоростью на первой передаче, когда ощущались вибрации в кузове. Они свидетельствуют о возникновении резонанса колебаний трансмиссии (кривые 1 и 2), силового агрегата на упругих опорах (кривые 3 и 4), передающегося в виде вибраций на пол кузова (кривые 5). Характерной особенностью резонанса колебаний на валах трансмиссии было то, что при таком режиме движения автомобиля вследствие весьма малого значения среднего крутящ его момента, передаваемого трансмиссией (3—4 Н -м на первичном валу и 6—8 Н -м на ведущей полуоси), максимальные размахи колебаний при резонансе могли быть либо равными величине передаваемого среднего крутящего момента, либо превышать его, вызывая выборку зазоров в валах трансмиссии (кривая 2, рис. 1,6).
Резонанс крутильных колебаний возникал в трансмиссии при оборотах буксования сцепления, равных 660 мин-1 , а частота максимальных колебаний составляла 11 Гц. Это свидетельствует о том, что возмущение, вызванное колебаниями крутящего момента, который передается не полностью вклю ченным сцеплением, имеет частоту, равную одному колебанию за оборот буксования сцепления.
Расчет частоты основной формы свободных крутильных колебаний трансмиссии автомобиля ЗА З для первой передачи, исходя из трехмассовой колебательной системы (рис. 2,а), показал, что эта частота равна 10,5 Гц. Кроме того, приведенные к первичному валу через передаточное число трансмиссии и зарегистрированные на ведущей полуоси (кривые 2, рис. 1) величины максимальных размахов колебаний при резонансе были в 1,2— 1,5 раза больше соответствовавших им размахов колебаний, зарегистрированных на первичном валу коробки передач (кривые 1, рис. 1). Это такж е характерно для резонанса основной формы частоты свободных крутильных колебаний трансмиссии, имеющей обычно наибольшие амплитуды колебаний на ведущих полуосях.
Следовательно, зарегистрированный резонанс крутильных колебаний в трансмиссии при плавном трогании и движении автомобиля ЗА З на первой передаче с малой скоростью возникал в результате совпадения частоты колебаний крутящего момента, передаваемого не полностью включенным сцеплением, с частотой свободных крутильных колебаний одноузловой формы трансмиссии.
Частота максимальных размахов при резонансе колебаний силового агрегата автомобиля ЗА З на упругих опорах (кривые 3 и 4, рис. 1) такж е составляла 11 Гц.
Проведенные расчеты <[3] спектра частот собственных колебаний силового агрегата автомобиля ЗА З на упругих опорах, как системы с шестью степенями свободы, показали, что симметричная группа связанных колебаний, происходящих в плоскости симметрии силового агрегата и включающих перемещения вдоль осей х, z и угловые колебания относительно оси у, характеризуется частотами собственных колебаний, равными 8,05; 5,0; 19,2 Гц, а ассиметричная группа связанных колебаний, включающая угловые колебания относительно осей х, z и колебания вдоль оси у, частотами собственных колебаний, равными 13,6; 11; 5,1 Гц.
— • »~ ц ц \Ау\ли гл Л \ЛллЛЛЛЛ/\ДДДД/уУУ\ДД
4/ ,4/v'vv\/v\AA/v\/\/\/\/\AAAAAA/\AAAAJiAAAyiA//I r r i I' ^ M H f i n i M i i i i n i r r r i i i i . i i i Г ГТ Н г Л г т т т т-n т г г т t r m t n r rr
5)
Р и с. 1. С хем а тр оган н я и д в и ж ен и я на м алой скор ости автом оби ля З А З с н е п олн остью вклю ченны м сц еп л ен и ем на первой п ер едач е: а — м ак си м ал ь н ое б и ен и е н а ж и м н о г о д и ск а сц еп л ен и я ув ел и ч ен о в 16 р а з по ср ав н ен и ю с тр ебов ан и я м и т ехн и ч еск и х услови й; б — м ак си м ал ь н ое б и ен и е в ед о м о го д и ск а сц еп л ен и я ув ел и ч ен о в 10 р аз п о . ср ав н ен и ю с тр ебов ан и я м и техн и ч еск и х услови й; кр утильны е к о л ебан и я : 1 — на первичном в ал у к ор обки пер ед ач ; 2 — на в ед ущ ейпол уоси ; к ол ебан и я си л ов ого агр егата ; 3 — у опоры к ор обки пер едач ;4 — у левой опоры д в и гател я ; 5 — вибр ац и и п ола к у зо в а автом оби ля у за д н е г о си д ен ья ; 6 — ч астота вр ащ ения к ол ен ч атого вала д в и га т е
ля; 7 — ч астота в р ащ ения первичного вала
Из спектра частот собственных колебаний силового агрегата и полученных экспериментальных данных (рис. 1) видно, что резонанс крутильных колебаний в трансмиссии при плавном трогании и движении автомобиля ЗА З с малой скоростью на первой передаче реагировал на асимметричную группу спектра частот собственных колебаний силового агрегата, содерж ащ его частоту 11 Гц.
Вибрации, зарегистрированные па полу кузова автомобиля (кривые 5, рис. 1), имели такж е частоту 11 Гц при максимальных размахах колебаний, т. е. по значениям частот отраж али крутильные колебания трансмиссии и колебания силового агрегата на упругих опорах.
График (рис. 3) показывает изменение размахов колебаний при резонансе на исследовавшихся участках трансмиссии, силового агрегата и кузова автомобиля ЗА З в зависимости от промежутка времени действия колебательного процесса, возникавш его при троганиях автомобиля на первой передаче при одной и той ж е начальной частоте вращения коленчатого вала двигателя (1500— 1600 мин-1 ), плавном включении сцепления с одинаковой интенсивностью, которая контролировалась на осциллограммах по перемещению нажимной вилки сцепления и открытию дроссельной заслонки. Н ачальная частота вращения коленчатого вала двигателя фиксировалась визуально по тахометру и регистрировалась на осциллограммах.
Р и с. 2. С хем а к ол ебател ь н ой си стем ы , эквивалентн ой трансм исси и ав том оби л я З А З , при п ер ех о д н о м р еж и м е дв и ж ен и я :
а — т р оган и е и д в и ж е н и е ав том оби л я с м алой скор остью по гор изо н т ал ь н ом у уч астк у д ор оги при не полн остью вклю ченном сц е п л ении; б — п л ав н ое вклю чение сц еп л ен и я , к огда автом оби ль не м ож ет начать д в и ж е н и е по гор и зон тал ь н ом у уч а ст к у дороги; моменты и нер ции: / | — в ед о м о го д и ск а сц еп лен и я ; I s — д ет а л ей тр ансм исси и ,в ед у щ и х п о л у о с ей , колес; / 3 — м ассы ав том оби ля; ж естк ост ь на кручение: с 1 — валов тр ансм исси и; — ш ин в ед ущ и х колес; Ср — п о д
вески в ед у щ и х к ол ес 19
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Рис. 3. И зм ен ен и е р азм а х о в к ол ебан и й при р езо н а н се на и с с л е д о вавш ихся уч астк ах тр ан см и сси и , сил ового а гр ег а т а , к узов а в за в и
сим ости от д л и тел ьн ости дей ств и я р езо н а н са кол ебан и й :1 — коэф ф и ц и ен т трения н ак л адок в ед о м о го д и ск а сц еп л ен и я , р а в ный 0,26—0,27, м аксим альны е тор цов ы е би ен и я эл ем ен тов сц еп л ен и я в соответствии с тр ебов ан и я м и техн и ч еск и х услови й; 2 — к о э ф ф и циент трения нак л адок , равны й 0 ,3—0,35; 3 — м ак си м ал ь н ое т ор ц ов ое биен ие н аж и м н ого д и ск а , р ав н ое 0,22 мм; 4 — м ак си м ал ь н ое т ор ц ов ое биен ие в ед ом ого д и ск а , р ав н ое 1,0 мм; 5 — у п р у ги е опоры си л ов ого агрегата зам ен ен ы ж естк и м и (деревяин-ы м и), м ак си м ал ь н ое тор ц ов ое би ен и е в ед ом ого д и ск а , р ав н ое 1,0 мм; а — пол к узов а; б — опора двигател я; в — опора коробки п ер ед ач ; г — в ед у щ а я полуось; д —
u тр ансм исси я
Из рис. 3 видно, что наименьшие размахи колебаний при резонансе (кривые 1) как на валах трансмиссии, у опор силового агрегата, так и на полу кузова возникали при установке в сцеплении ведомого диска с фрикционными накладками, имевшими коэффициент трения 0,26—0,27. При этом максимальные торцовые биения ведомого диска составляли0,1 мм, нажимного — 0,035 мм, что соответствовало техническим условиям для данной конструкции сцепления.
Установка в сцеплении ведомого диска с фрикционными накладками, имевшими более высокий коэффициент трения (0,3—0,35) при тех же максимальных торцовых биениях ведомого и нажимного дисков, в 1,2— 1,4 раза увеличивала максимальные размахи резонанса колебаний (кривые 1 и 2, рис. 3) во всех исследовавшихся точках автомобиля.
С увеличением в 16 раз максимального биения нажимного диска сцепления, т. е. до 0,22 мм, при максимальном биении0,1 мм ведомого диска с коэффициентом трения 0,3—0,35 фрикционных накладок максимальные размахи резонанса колебаний на первичном валу увеличились в 1,5 раза, на полуоси в 1,8 раза, на опорах коробки передач в 1,3 раза, на опоре двигателя в 2,1 раза, на полу кузова в 1,7 раза. Одновременно возросла продолжительность резонанса колебаний (кривые 2 и 3, рис. 3).
При увеличении в 10 раз, т. е. до 1,0 мм, максимального биения ведомого диска сцепления с коэффициентом трения0,3—0,35 фрикционных накладок и максимальном биении0,035 мм нажимного диска максимальные размахи резонанса колебаний на валах трансмиссии увеличились в 2—3 раза, у опоры коробки передач в 2 раза, у опоры двигателя в 6 раз, на полу кузова в 3 раза (кривые 2 и 5, рис. 3), продолжительность резонанса колебаний возросла в 4 раза. Увеличение продолжительности резонанса колебаний усиливало субъективное восприятие возникающих в автомобиле вибраций.
Изменение спектра частот собственных колебаний силового агрегата на упругих опорах путем замены упругих элементов опор деревянными при максимальном биении 1,0 мм ведомого диска сцепления и с коэффициентом трения 0,3—0,35 и биением 0,035 мм нажимного диска показало, что максимальные размахи резонанса колебаний на валах трансмиссии и полу кузова не изменились по сравнению с размахами колебаний силового агрегата на упругих опорах (кривые 4 и 5, рис. 3), но при этом в 2—2,5 раза уменьшилась продолжительность резонанса колебаний. Следовательно, наличие в спектре частот собственных колебаний силового агрегата частот, близких к частотам основной формы свободных крутильных колебаний трансмиссии, является фактором, увеличивающим продолжительность действия резонанса колебаний трансмиссии, силового агрегата, кузова автомобиля и усиливающего субъективное восприятие возникающих в автомобиле вибраций.
Аналогичный характер и закономерность имели колебательные процессы во всех исследовавшихся точках автомобиля
ЗЛ З при его трогапии и движении с малой скоростью и не полностью включенном сцеплении па второй передаче. Частота резонанса колебании на второй передаче была равна 20 Гц и соответствовала частоте основной формы свободных крутильных колебаний трансмиссии на этой передаче. Резонанс крутильных колебаний возникал в этом случае на более высоких частотах вращения коленчатого вала двигателя (1380— 2400 мин-1 ) по сравнению с движением автомобиля на первой передаче, когда частота вращ ения коленчатого вала при возникновении резонанса колебаний была не более 1200 мин-1.
Из рис. 3 видно, что наиболее существенным фактором увеличения амплитуд резонанса крутильных колебаний трансмиссии, силового агрегата, а следовательно, и вибраций кузова является максимальное торцовое биение ведомого диска сцепления (кривые 4 и 5).
К ак показали измерения, максимальное торцовое биение ведомого диска, установленного на первичном валу коробки передач, зависит от его расположения относительно длины шлицев первичного вала. Так, например, расположение ведомого диска сцепления автомобиля ЗА З на шлицах первичного вала в положении, наиболее удаленном от конца шлицев со стороны маховика, уменьшало максимальное торцовое его биение не менее чем в 1,3 раза. Наибольшим, это биение было тогда, когда диск располагался вблизи маховика, т. е. на том участке шлицевого соединения, где профиль шлицев мож ет быть неполным. О положительном влиянии лучшего центрирования ведомого диска на шлицах первичного вала для уменьшения торцевых биений диска может служить опыт- Волжского автозавода им. 50-летия СССР, на котором для уменьшения вибраций в автомобиле при плавном трогании и движении с малой скоростью на низшей передаче длина шлицев первичного вала была увеличена на 6 мм.
Эксперименты показали, что субъективное восприятие вибраций, возникающих в автомобиле при плавном трогании и движении с малой скоростью на низшей передаче, может быть уменьшено путем повышения интенсивности трогания автомобиля. В этом случае резко уменьшается продолжительность резонанса ирутильных колебаний, возбуж даемого в трансмиссии колебаниями крутящ его момента, передаваемого не полностью включенным сцеплением, а такж е увеличивается средний крутящий момент в трансмиссии, уменьшая уровень этих крутильных колебаний.
При плавном включении сцепления на первой передаче как при малых, так и при больших начальных частотах вращения коленчатого вала двигателя, когда автомобиль передними или задними колесами упирался в бордюр дороги и не мог двигаться, в автомобиле вибраций не ощущалось. Регистрация колебательных процессов показала, что при данном режиме трогания автомобиля резонанса крутильных колебаний частотой 11 Гц в трансмиссии, силовом агрегате на упругих опорах, а следовательно, и вибраций пола кузова не возникало. Это объясняется тем, что резонанс крутильных колебаний, возникавший при плавном трогании автомобиля на первой передаче с частотой 11 Гц при частоте буксования сцепления 660 мин-1 в данном случае, когда первичный вал не вращ ался, возникнуть не мог, так как коленчатый вал двигателя имел минимальную устойчивую частоту вращения 900 мин-1 . Кроме того, при режиме плавного включения сцепления, когда автомобиль не мож ет двигаться из-за препятствий перед передними или задними колесами, существенно изменяется схема колебательной системы, эквивалентной трансмиссии (рис. 2,6), а следовательно, изменяется частота основной формы свободных крутильных колебаний, которая становится в этом случае равной 35 Гц для первой передачи трансмиссии автомобиля ЗА З.
Резонанс крутильных колебаний с частотой 35 Гц и небольшими размахами был зарегистрирован только на первичном валу коробки передач при плавном включении сцепления на первой передаче.
Таким образом, проведенные эксперименты показали следующее.
1. Ощущаемые субъективно вибрации в автомобиле при трогании и движении с малой скоростью на низшей передаче при не полностью включенном сцеплении являются результатом резонанса крутильных колебаний трансмиссии и колебаний силового агрегата на упругих опорах, возбуждаемого колебаниями крутящего момента, передаваемого не полностью включенным сцеплением при наличии торцовых биений ведомого и нажимного дисков. Следовательно, вибрации на малых скоростях движения с неполностью включенным сцеплением в большей или меньшей степени могут возникать в любом автомобиле.
2. М аксимальные размахи резонанса крутильных колебаний трансмиссии и колебания силового агрегата зависят от ряда факторов, которые могут быть разделены па две группы:
Вологодская областная универсальная научная библиотека www.booksite.ru

а) факторы, связанные с максимальными торцовыми биениями основных элементов сцепления — ведомого и нажимного дисков; б) факторы, связанные со свойствами фрикционных накладок ведомого диска сцепления, величиной их коэффициента трения, а такж е жесткостью диска в осевом направлении.
С уменьшением влияния указанных факторов, а такж е при соответствующем выборе частотных характеристик подвески силового агрегата, ведущих колес и трансмиссии вибрации при движении автомобиля с малой скоростью на низшей передаче при не полностью включенном сцеплении могут быть сведены к минимуму или устранены вообще.
СПИСОК ЛИТЕРАТУРЫ
1. Костсрин Ю. П., Крагельский И. В. Причины захваты вания и вибрации в автомобильном сцеплении. — В сб.: Конструирование, исследования, испытания автомобилей. М.: Маш- гпз, 1956, № 2, с. 64—76.
2. Д ен Гартог Дж. Механические колебания. М.: Физмат- гиз, 1960.
3. Тольский В. Е., Корчемный Л . В., Латышев Г. В М и н кин Л. М. Колебания силового агрегата автомобиля. М.: М ашиностроение, 1976. 261 с.
У Д К 629.113.073.243.5:629.113.012.5.001.5
Вибрационные характеристики легкового автомобиля с диагональными и радиальными шинами
Д-р техн. наук В. И. КНОРОЗ, канд. техн. наук Е. М. РЕЗВЯКОВ, В. В. СТЕПАНОВ
Московский гидромелиоративный институт, НИИАТМ, НАМИ
ГЛ ССЛ ЕДО ВА Н И Е вибрационных характеристик шин и про- * * цесса передачи возмущений от неровностей дороги через шину на автомобиль является важной задачей. Количественно и качественно оценить процессы можно с помощью методов механических импедансов (сопротивлений).
Н аряду с понятием механического импеданса применяют понятие механического адмиттанса, или подвижности, представляющего собой величину, обратную механическому импедансу 2 1п(/о>):
П щ ( /© ) = -------7Т—- ,* |Л (/«>)
где Я |„ ( / м ) — механический адмиттанс (индекс «1» обозначает точку приложения возбуждаю щ ей силы, а п — точку измерения вибрации).
В ряде случаев экспериментально более просто определять адмиттанс, чем механический импеданс.
Механические импедансы или адмиттансы шины можно исследовать как расчетным, так и экспериментальным путем. Экспериментальные методы позволяют детально исследовать вибрационные характеристики и разработать на основании этого расчетную модель исследуемой колебательной системы.
Д ля. экспериментальных исследований вибрационных характеристик шин и процессов передачи вибраций от шины на автомобиль использована аппаратура, описанная в работе [1]. М етодика исследования шин заклю чается в следующем.
Легковой автомобиль устанавливаю т тремя колесами на жесткие опоры, а переднее колесо с исследуемой шиной вы вешивают путем установки под нижний рычаг подвески упругой пружины (рис. 1). П остоянная по амплитуде динамическая сила, создаваемая возбудителем вибраций 1, передается на беговую дорож ку шины этого колеса через датчик динамических сил 2, связанный с шиной 3. Возникающие при этом вибрации регистрируются при помощи пьезоэлектрических датчиков, установленных в различных точках шины, на подвеске и кузове автомобиля.
При единичной возмущающей силе значения полученныхамплитуд колебательной скорости численно равны величине модуля механического адмиттанса.
Исследования проводили на шинах легковых автомобилей размера 6.45— 13 диагональной конструкции и 165SR13 радиальной конструкции с металлокордом в бре- кере.
Проведенные эксперименты показали, что для шин легкового автомобиля в диапазоне исследуемых частот (1 0 —
Р ис. 1. Ш ина, у ст а н о в л ен ная па в о зб у д и т ел е в и бр а
ций:1 — элек троди н ам и ч еск и йв о зб у д и т ел ь вибр аций; 2 — датч и к д и н ам и ч еск и х сил; 3 — ш ина л егк ов ого ав т о
м обиля
1000 Гц) характерна линейная зависимость между У (/со) и F i(j(o), что делает приемлемой в данном случае теорию импедансов и адмиттансов.
Анализ полученных частотных характеристик механического адмиттанса шин, устанавливаемых на передних колесах легкового автомобиля, показывает, что как на диагональных шинах, так и на ;радиальных имеются две резонансные зоны: первая — на частотах 10—20 Гц, а вторая — на частотах 80— 90 Гц для радиальной шины и на частотах 160— 180 Гц для диагональной шины (рис. 2,а ).
В диапазоне частот 10—20 Гц характер колебаний шин диагональной и радиальной конструкции практически одинаков. Возникающие при этом возрастания точечного адмиттанса шины обусловлены совпадением частот собственных колебаний неподрессоренных масс с частотой возбуждения, что подтверждается 'исследованиями, проведенными с этими же шинами при установке их на возбудителе вибраций отдельно от автомобиля (рис. 2,б). На частотных характеристиках точечных и переходных механических адмиттансов шин, уста-
П,см-с -Н
10 v20 50 100 200 500f, Ги, 10 20 50 100 200 эии f Гц8) В)
-1 и-1Л,см-с -Н П,см-с -Н~
10 20 50 100 200 500f,Г% 10 20а)
100 200 5001,Гц
Ри с. 2. Ч астотн ы е хар ак тер и сти к и м ехан и ч еск и х ад м и ттан сов р а д и альны х (кривы е 1) и д и агон ал ь н ы х (кривы е 2) шин:
а — точечны й м ехан и ч еск и й ад м и т та н с ш ины , изм ерен ны й на ав то м оби ле; б — п ер еход н ы й м ехан и ч еск и й ад м и т тан с ш ина — колесо , и зм еренны й на ав том оби л е; в — точечны й м еханич еск ий адм и ттан с ш ины, изм ер ен ны й от д ел ь н о от ав том оби л я; г — п ер еходн ы й м ехан и ческий ад м и т та н с ш ина — к ол есо , и зм ер ен ны й отд ел ь н о от ав том о
биля 21
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
а) . 6)
Рис. 3. Формы собств ен н ы х к ол ебан и й р ади ал ьн ы х (а ) и д и а г о н а л ь ны х (б ) шин
новленных отдельно от автомобиля, в области 10—20 Гд резонансов не наблюдается. При этом точечная механическая подвижность обоих конструкций цпш примерно одинакова (рис. 2,а). Следовательно, на низких частотах (до 50 Гц) диагональные и радиальные шины передают на кузов практически одни и те ж е вибрации. О днако на частотах выше50 Гц характеристики шин значительно отличаются друг от друга.
Приступая к рассмотрению вибраций в зонах частот выше 50 Гц, следует учитывать проведенные ранее экспериментальные работы по исследованию вибраций шин, в которых показано, что резонансные частоты не зависят от скорости качения шины [3].
Таким образом, можно исследовать вибрационные характеристики шин в диапазоне частот возбуж дения свыше 50 Гц на невращающихся шинах. При этом исключаются многие
и! внешние факторы, искажающ ие вибрационное состояние шины при качении.ее в реальных условиях.
Исследование показало, что изменение внутреннего давления воздуха в шинах приводит к незначительному сдвигу частот собственных колебаний. Так, изменение давления с 15Х Х Ю 3 до 30-103 Па повышает резонансную частоту диагональной шины на 15%. а радиальной — на 7%.
Частотные характеристики переходного адмиттанса шина — колесо показали, что на низких частотах возбуж дения (до 30—50 Гц) адмитта-нсные характеристики птны, установленной на автомобиле, значительно отличаются от характеристик автономной шины. Следовательно, в рассматриваемом ди ап азоне частот на передачу вибрации со стороны шины на колесо влияет р основном конструкция подвески автомобиля, в частности, жесткость пружин подвески и величина неподрессо- реиных масс подвески.
На частотах выше 50 Гц переходные адмиттансные характеристики шина — колесо практически не зависят от того, установлена или не установлена шина па автомобиле. С ледовательно, характер передачи вибраций со стороны шины на колесо определяется только конструкцией самой шины.
Из рис. 2, б, г видно, что на частотах собственных колебаний радиальные шины передают на колесо в диапазоне час
тот 80—90 Гц в 1,5—2 раза большие вибрации, чем диагональные па своей резонансной частоте.
Анализ адмпттлнеиых характеристик шин показал, что характеристики радиальных шин близки к характеристикам механической системы, состоящей из динамической массы 0,5 кг (приведенная масса беговой дорож ки), связанной упругим элементом динамической жесткости 2500 Н/см с неподрессо- ренными массами автомобиля. Динамическая масса системы диагональных шин 0,2 кг, а динамическая жесткость — 3000 Н/см.
Таким образом, повышенная передача вибраций радиальными шинами на частотах собственных колебаний объясняется тем, что динамическая масса беговой дорожки радиальной шины больше, чем диагональной. Это подтверждается также сравнением форм собственных колебаний диагональных и радиальных шин, приведенных на рис. 3.
Радиальны е шины имеют два узла колебаний, у которых величины вибраций минимальны, а диагональные шины — четыре. При этом у радиальных шин эти узлы расположены на противоположных сторонах вдоль горизонтальной оси колеса, а у диагональных — два узла расположены симметрично в нижней части шины под углом 20° относительно вертикальной оси и два узла — в верхней части шины под углом 45° относительно вертикальной оси. Приведенные формы колебаний показывают, что у радиальных шин по сравнению с диагональными большие участки беговой дорожки леж ат между узловыми точками. Это и обусловливает большие значения динамических масс у радиальной шины.
Формы колебаний поперечного сечения у радиальных и диагональных шин мало отличаются друг от друга, причем боковины шин колеблются при резонансе в противоположных ф азах (по отношению к беговой дорож ке).
Из сравнения адмиттансных характеристик шин различных конструкций видно, что радиальным шинам свойственна большая, чем диагональным, передача вибраций на кузов в диапазоне частот от 50— 120 Гц и особенно в зоне частот собственных колебаний 80—90 Гц, что обусловлено более значительной динамической массой их беговой дорожки. Следовательно, в подвеске автомобиля, предназначенного для эксплуатации с радиальными шинами, должны быть предусмотрены конструктивные мероприятия, направленные на поглощение и уменьшение передачи вибраций на частотах 80—90 Гц, например, установка меж ду пружинами передней подвески и кузовом резинометаллических прокладок, обеспечивающих гашение высокочастотных вибраций за счет работы резины на сдвиг, рассогласование частот собственных колебаний рычагов подвески и пружин с частотами собственных колебаний применяемых шин.
СПИСОК Л И ТЕРА ТУ РЫ1. Р езвяков Е. М., Тольский В. Е. Оценка виброакустнче-
ских характеристик кузова легкового автомобиля. — Автомобильная промышленность, 1973, № 6, с. 17— 19.
2. Chiesa A., Oberto L., Tam burini L. Transm ission of Tire V ibrations R eprinted from. — A utomobile Engineer, 1964, December.
У Д К 629.113:628.517.2
Ограничение структурного шума внутри автомобиляКанд. техн. наук В. Е. ТОЛЬСКИЙ
НАМИ
А к у с т и ч е с к а я энергия при работе любого узла или агрегата распространяется двумя независимыми путя
ми — по воздуху и по элементам конструкции автомобиля. В последнем случае внутри автомобиля из-за вибраций п анелей кабины или кузова возникает структурный шум. Н апример, при работе двигателя одновременно создается воздушный и структурный шум, который передается в кузов или кабину автомобиля через подвеску силового агрегата и неопорные связи (выпускную систему, радиатор и т. п.).
Опыты показывают, что структурный шум становится основным источником внутреннего шума в том случае, если правильно подобраны акустические характеристики систем впуска и выпуска, а такж е вентилятора системы охлаждения двигателя.
В соответствии с существующими нормами (ГОСТ 19358—74) уровень шума внутри автомобиля не должен превышать 75 дБ (А) (пассажирское помещение туристического автобуса), 80 дБ (А) (легковой автомобиль) и 85 дБ (А) (рабочее место водителя грузового автомобиля и
автобуса). К аж дом у упомянутому допустимому значению уровня шума соответствует допустимый октавный спектр звукового давления в диапазоне частот 31,5—8000 Гц.
Примем, что спектр шума внутри автомобиля предопределяется двумя независимыми спектрами воздушного и структурного шума. Из акустики известно, что при равенстве уровня шума двух источников суммарный уровень звукового давления будет на 3 дБ больше [1]. Отсюда следует, что спектры воздушного и структурного шума внутри автомобиля должны быть меньше допустимого спектра не менее чем на 3 дБ.
Опыты показывают, что особенно важно изыскивать способы снижения структурного шума внутри автомобилей с несушим кузовом, которые являю тся более виброактивными, чем автомобили рамной конструкции. В связи с этим целесообразно рассмотреть вопрос об ограничении структурного шума на примере легкового автомобиля с четырехцилиндровым двигателем.
Вологодская областная универсальная научная библиотека www.booksite.ru

Р и с. 1. Д о п у сти м ы е спектры ш ум а в легковом ав том оби л е:
/ — по ГОСТ 119398—74; 2 — вызы в аем ы е вибрациям и кузова (гор и зон тальн ы м и линиям и о т мечены д и ап азон ы ч астот, в к оторы х сов ер ш аю т в и бр ац и и и колебан.ия силовой а гр егат / , к а р д ан н ая п ер ед ач а / / , неп од- р ессор ен н ы е м ассы / / / и шины
автом оби ля IV)
На рис. 1 приведены допустимые спектры шума в легковом автомобиле. Н аклонная линия 1 — это часть допустимого спектра звукового давления внутри автомобиля (спектр имеет спад, равный 6 дБ на октаву). М ожно было бы принять, что допустимый спектр структурного шума, исходя из сказанного выше, должен быть ниже суммарного хотя бы на 3 дБ. Однако это было бы не совсем правильно, так как колебания поверхностей кузова, создающих шум внутри ав- тобомиля, имеют сложный характер. Считается, что в ди ап азоне 30—200 Гц под действием периодических возмущений, передаваемых от двигателя, поверхности кузова автомобиля совершают когерентные колебания,. для которых характерна интерференция. Поэтому суммарный уровень структурного шума (звукового давления) зависит от фазовых взаимоотношений и в экстремальных случаях может превышать уровни шума отдельных источников на 6 дБ или быть ниже уровня шума отдельного источника [2]. Что ж е касается колебаний с другой частотой, лежащ ей вне диапазона 30— 200 Гц, то фазовые взаимоотношения меж ду составляющими спектра вибраций обычно имеют случайный характер (такие колебания некогерентны), и при этом суммарный уровень шума всегда больше шума отдельных источников. Поэтому здесь «правило 3 дБ» будет справедливо.
В связи с тем, что колебания кузова имеют сложный х а рактер, примем в качестве допустимого такой спектр структурного шума в автомобиле, который ниже допустимого (по ГОСТ 19358—74) на 6 дБ (наклонная линия 2 на рис. 1).
Кузова (кабины) могут быть представлены в виде пассивного элемента, который воспринимает динамические н агрузки от различных агрегатов и узлов автомобиля. Точек, через которые передаются нагрузки на кузов, достаточно много, поэтому рассмотрим только основные. Д ля кузова легкового автомобиля — это прежде всего точки крепления опор силового агрегата, узлов подвески выпускной системы двигателя, карданной передачи. Динамические нагрузки вызывают колебания панелей кузова, которые такж е являются источниками структурного шума внутри автомобиля.
Периодические колебания передаются на кузов со стороны силового агрегата, выпускной системы двигателя и трансмиссии автомобиля. На рис. 1 горизонтальными линиями / и II отмечены частотные диапазоны, в которых действуют эти возмущающие факторы для автомобиля с четырехцилиндровым рядным двигателем. На линии / (рис. 1) выделен участок, где в наибольшей степени проявляется в вибрациях кузова неравномерность опрокидывающего момента двигателя (10—40 Гц) и неуравновешенная сила инерции второго порядка этого двигателя (100—200 Гц). Неуравновеш енная сила инерции при повышенной частоте вращения коленчатого вала двигателя является одним из основных источников
вибраций периодического характера, возбуждающих Кузов автомобиля [3—4]. Дисбаланс карданной передачи легкового автомобиля в наибольшей степени проявляется в диапазоне частот 50— 100 Гц.
От неподрессоренпых масс автомобиля кузов воспринимает колебания случайного характера в более низком диапазоне частот, чем от силового агрегата и трансмиссии (линия II I , рис. 1). Значительные колебания передаются на кузов с собственной частотой неподрессоренпых масс автомобиля в инфразвуковом диапазоне частот (обычно 8— 12 Гц). В случае применения радиальных и диагональных шин могут выделяться колебания с частотами соответственно 80— 100 и 150—200 Гц (рис. 1 линия /V ). В диапазоне 5— 12 Гц совершаются такж е собственные случайные колебания силового агрегата, вызываемые движением автомобиля. Таким образом, спектр шума внутри легкового автомобиля имеет низко- и среднечастотный характер. В связи с этим допустимый спектр структурного шума продолжен (в отличие от ограничительного по ГОСТ 19358—74 спектра) в зону инфразвука и ограничен частотой 1000 Гц, когда уровни звукового давления в автомобиле не превышают 65—70 дБ.
Рассмотрим методику определения действительного спектра структурного шума в автомобиле. Действительный спектр шума надо сравнить с допустимым спектром (линия 2, рис. 1).
Установлено, что для кузова легкового автомобиля характерна линейная зависимость меж ду силой, приложенной к той или иной точке кузова, скоростью вибраций и звуковым давлением в автомобиле f5J. На рис. 2 приведена зависимость для случая, когда динамическая сила с постоянной амплитудой (1; 3 и 10 Н) и частотой 20—500 Гц прикладывалась к кузову в месте крепления задней опоры силового агрегата, а измерялись скорость вибраций переднего пола кузова и звуковое давление в задней части пассажирского помещения легкового автомобиля.
Д ля простоты рассмотрим последовательность определения действительного спектра структурного шума в автомобиле на примере виброакустических исследований кузова только в точках крепления силового агрегата.
На первом этапе исследования (в лабораторных условиях) определяют виброакустическую возбудимость /3, кузова, устанавливающую связь между силой, приложенной к точке i кузова, и звуковым давлением в нем [4]. Делается это после проведения работ по подбору звукоизолирующих и внбро- и звукопоглощающих материалов. Спектры вибро- акустической возбудимости, полученные при приложении
В г, дБ
V,M/C В, дБР ис. 2. Зав и си м ост ь м е ж д у д и н а м ической сил ой (гор и зон тал ьн ы е л и л и и ), в и бр ац и ей п ола к узов а ( а ) и ш ум ом ( б ) внутри ав том оби л я при си л е , р авной 1 Н (кривы е I), 3 Н (кривы е 2 ) и 10 Н (кривы е 3)
УJ
, /
о
\ /. 2
Г . >
о 'о X
к/4*-
X
0 «
©X
й-1 X
/X/
от
0,001
20 50 100 200 f/u ,а)
50 100 200 f/u ,6)
0,0Ь
0,03
0,02
0,01Рис. 3. Вибрю акустические хар актер истики к узов а л егков ого ав том оби л я в точ ках к р еп ления правой (кривы е I ) , левой (кривы е 2) и за д н ей (кривы е 3) опор си л ов ого агр егата: а — виброакустическая в о зб у д и м о ст ь к узов а при F — б Н (c o n s t); б — вибр ац и и к узов а в трех точках (п = 9 0 0 -г - 5400 м ин—1); в — дей ств и тел ьн ы е знач ен и я д и н ам и ч еск и х сил в тр ех точках; г — структурны й ш ум в к у зо в е , вы зы ваем ы й дин ам и ч еск и м и сил ам и , п р и л ож ен н ы
ми в т р ех точ к ах
i lf
1 *и
37X
х '
50 100 Гц„дБ В)
50 100 Г и,6)
50 100 Ги,г) 23
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ил
ьная
п
ром
ыш
лен
нос
ть
№ 12
, 19
808, дБ
110
100
90
80
70
Ч г
l\N
------------------------ —
Л Vг
Vч 1 ' vN
Рис. 4. С пектры структурн ого ш ум а в легковом автом оби ле:
I — допустим ы й; 2 — сум м арны й от дей ств ия основны х источни
ков вибраций автом оби ля
5 10 20 50 100 200 f ju ,
постоянной динамической силы в диапазоне частот 30—400 Гц, приведены на рис. 3,а. Из рисунка видно, что в наибольшей степени кузов воспринимает силу, приложенную в точке крепления задней опоры силового агрегата.
На втором этапе исследования (при дорожных испы
таниях автомобиля) определяют действительные вибрации в местах соединения кузова с источниками вибраций. Причем дорожные испытания проводят таким образом, чтобы можно было выявить максимальные уровни виброскорости в местах соединения кузова с основными источниками вибраций ав томобиля. На рис. 3,6, в частности, показаны результаты дорожных испытаний, в ходе которых были определены составляющие спектра виброскорости кузова с частотой 2п/60 (Гц) в местах установки силового агрегата автомобиля. Из рис. 3,6 следует, что наибольшие вибрации кузова, вызываемые работой двигателя, соответствуют диапазону частот 100— 180 Гц (пДВ = 30004-5400 мин-1 ).
По значениям скорости вибраций кузова, полученным опытным путем (рис. 3,6), находят соответствующие им действительные значения динамических сил (рис. 3,в). Д ля этого в лабораторных' условиях с помощью вибратора воспроизводится полученное в дорожных условиях амплитудное значение виброскорости при той или иной частоте колебаний и измеряется в этой ж е точке кузова с помощью датчика силы соответствующее им значение динамической силы.
Следующий этап исследования предусматривает определение действительных спектров виброакустической возбудимости, которые вызываются силами, приложенными в различных точках кузова. Д ля этого спектры виброакустической возбудимости, полученные при постоянном значении динамической силы (рис. 3 ,а), корректируются с учетом действительных значений динамических сил (рис. 3,в).
Анализ графиков (рис. 3,г) позволяет оценить, правильно ли выбраны вибропзоляционные характеристики упругих элементов агрегатов и узлов автомобиля, а такж е жесткость кузова в местах их крепления. Однако этот анализ не отвечает на вопрос, превышают ли полученные спектры допустимый спектр структурного шума. Д ля получения ответа нужно просуммировать с учетом фазовых отношений все значения динамических сил, воспринимаемых. кузовом, а за тем получить суммарный спектр виброакустической возбудимости кузова и, рассмотрев его, определить долю шума внутри автомобиля, вызываемого вибрациями кузова (кабины), классифицировать автомобили по уровню структурного шума, сравнить полученный спектр с допустимым спектром структурного шума в автомобиле, а такж е исследовать возможности снижения шума до нормативных требований за счет улучшения виброизоляции автомобиля. Например, чтобы представленный на рис. 4 суммарный спектр виброакустической возбудимости не превышал допустимый спектр, нужно улучшить виброизоляцию узлов, подвески автомобиля (частота И Гц) и силового агрегата (частоты 120— 150 Гц). Накопление же данных по суммарным спектрам виброакустической возбудимости позволяет более правильно разрабаты вать перспективные нормы на уровни шума внутри автомобилей, более правильно обеспечивать требования существующих норм при конструировании и создании первых опытных образцов автомобилей.
СПИСОК ЛИТЕРАТУРЫ
1. К лю кин П. П. Борьба с шумом и звуковой вибрацией на судах. Л.: Судостроение, 1971, 403 с.
2. Stahel W. The sound rad iation of body panels in the interior of a car a t low fregueney and the possible methods of treatm ent. 5 th U nikeller conference, 1977, second part. S. 2—43.
3. Тольский В. E. К вопросу о виброизоляции автомобиля при инерционном возбуждении. — Автомобильная промышленность, 1969, № 11, с. 3—6.
4. К олебания силового агрегата автом обиля./ В. Е. Тольский, Л. В. Корчемный, Г. В. Латыш ев, Л . М. Минкин. М.: Машиностроение, 1976. 258 с.
5. Р езвяков Е. М., Тольский В. Е. Оценка виброакустиче- ских характеристик кузова легкового автом обиля.— Автомобильная промышленность, 1973, № 6, с. 17— 19.
У ДК 621.791.92.03-52:658.527:621.43-33.002.2
Те х н о л о г и я■ I т я
Опыт наплавки клапанов на автоматической линии в условиях крупносерийного производства
Канд. техн. наук Б. П. БУДЗАН, канд. техн. наук Б. И. МАКСИМОВИЧ, В. В. ЗАВОДЯН, Н. М. ГОЛОВКО, А. Е. КОЗЛОВИнститут электросварки им. Е. О. Патона, Волжский автозавод им. 50-летия СССР
ЛАПАНЫ изготовляют из наиболее жаропрочных высо- колегированных сталей, а их рабочую поверхность на
плавляют жаростойкими износостойкими сплавами, используя при этом различные способы и наплавочные материалы. В частности, на Волжском автозаводе им. 50-летия СССР наплавка выпускных клапанов ДВС осуществляется способом намораживания на автоматической линии \[1].
Сущность способа, разработанного в Институте электросварки им. Е. О. Патона, заключается в использовании индукционного нагрева для расплавления присадочного кольца и подогрева заготовки клапана до температуры, обеспечивающей сварное соединение заготовки со сплавом с последующей направленной кристаллизацией наплавленного слоя за счет одновременного воздействия нагрева и охлаждения, с преобладанием последнего (рис. 1).
Основной металл заготовки клапана — азотосодержащ ая сталь ЭП 303 (5Х21Н4АГ9). Д ля наплавки применялись кольца из сплава ЭП 616А (НХ26С2Р2) на Ni—Сг—В—Si-основе, получаемые способом литья в земляные формы.
В качестве защитной среды зоны наплавки от окисления . на первом этапе использовались такие порошкообразные флю-
24 . сы, как бура, борный ангидрид и их смеси »[2]. Н аплавка
выполнялась на полуавтоматических установках ОБ 1098М, разработанных, изготовленных и поставленных ВАЗу Институтом электросварки им. Е. О. Патона. При этом операции сборки клапана с кольцом, флюсования их порошкообразным флюсом были ручными, а сама наплавка — автоматической.
В связи с этим флюсовая защ ита была заменена газовой (аргон и азот), в результате чего стало возможным полностью автоматизировать процесс наплавки при помощи специально
Ри с. 1. С хем а п р оц есса наплавки клапанов сп особом нам ораж ивани я: / —/ / / — этапы цикла наплавки; 1 — заготовк а клапана; 2 — ин дук тор: 3 — п р и садоч н ое кольцо; 4 — ф лю с или защ итны й газ; 5 —
ж и д к а я ванночка спл ава; 6 — в ода; 7 — душ
Вологодская областная универсальная научная библиотека www.booksite.ru

Рис. 3. М аш ина безоп оч н ой ф орм овки д л я отливки п р и садоч н ы х к о л ец м ет од ом литья в зем л ян ы е ф орм ы
созданных для этой цели автоматов ОБ 1099М, снабженных устройствами ориентации, сборки, загрузки и выгрузки заго товок клапана и кольца, а такж е индукторами-соплами, обеспечивающими одновременно функции -нагрева и газовой з а щиты. Применение автоматов ОБ 1099М позволило существенно повысить производительность, сократить число обслуживающего персонала и снизить брак.
В процессе освоения и эксплуатации новых автоматов на ВАЗе были усовершенствованы узлы сборки заготовки клапана с кольцом, а станки-автома- гы снабжены транспортирующим и ориентирующим устройствами. Это позволило объединить шесть станков-автоматов, смонтированных на участке наплавки клапанов, в едином технологическом цикле и создать комплексную автоматическую линию производительностью 4,8 млн. клапанов в год.
Э та линия (рис. 2) состоит из источников питания (Электрам ашшшые генераторыВПЧ-50-8000) Г 1—Г в с силовыми шкафами Ш С1— ШС6, расположенных— для звукоизоляции— в закрытом машинном зале, станков-автоматов С i—С6 с устройствами управления П У\—ПУ6 и устройства ориентации колец УОК, которое транспортной системой связано со станками-автоматами. К приемной клапанной кассете каж дого станка подсоединен транспортный конвейер, подающий на линию заготовки клапанов, прошедшие механическую обработку и подготовленные под наплавку. Станки-автоматы соединены такж е с транспортным конвейером, по которому клапаны после наплавки подаются на последующие операции механической и термической обработки.
Любой станок-автомат, работающий в автоматической линии, может быть отключен без остановки других для профилактики или наладки.
В качестве источников питания станков-автоматов предусмотрены высокочастотные электромашинные генераторы ВПЧ-50-8000 мощностью 50 кВА, частотой 8000 Гц, выпускаемые серийно. Они просты по конструкции, надежны в эксплуатации и удобны в обслуживании. Однако на ВАЗе применяются и тиристорные преобразователи частоты ВЧГ-50-8000, которые не уступают машинным преобразователям, бесшумны в работе, имеют высокий К П Д, но они сравнительно громоздки и дороги.
Важным фактором в обеспечении стабильности работы ав томатической линии наплавки клапанов является качество литых присадочных колец. На ВАЗе присадочные кольца из сплава ЭП 616А изготовляют на автоматической линии методом литья в земляные формы с применением безопочной формовки на машине модели 4810 А (рис. 3). Производительность действующего литейного участка 4 млн. колец в год, что в настоящее время полностью удовлетворяет потреб
О бор уд ов ан и е
П р о и зв о д и т е л ь
ность о д н о го стан к а ,
клапанов в 1 ч
Ч и сл о ст ан к ов ,
н е о б х о д и мое по
' п р оек ту д л я и з г о товлени я 3 ,2 м лн.
клап анов в го д
К олич ество о б с л у ж и в аю щ его
пер сон ал а на участок
наплавки клапанов
Брак
по
нап
лав
ке
в %
1
П рим еняемый п р и
садочный сп л ав
Расх
од
спла
ва
нг1
один
кл
апан
в
г
Экономический
эф ф ект на 1 клапан в
р у б .
С танки м ехан и зи р ов ан ной га зоп л ам ен н ой н а плавки ...................................... 80 15 30 , 6 ,0 С тел л и т-F 12О бо р у д о в а н и е д л я н а плавки сп особом н а м о р а ж и вания:
полуав том аты ОБ 1 0 9 8 М * .............................. 160 6 12 3 ,0 Э П 616Л 8 0,283автом аты О Б 1099М б е з систем ы т р а н спортирования** 200 5 6 1,9 ЭП 616Л 8 0,295автом аты О Б 1099М с си стем ой тр ан сп ор ти рования (ав т ом ат и ч еск ая лин ия)** . . . 220 •1 2 1,5 ЭП 616Л 8 0,308
* С ф лю совой защ и той . ** С газов ой защ и той .
ности завода. На других заводах отливка колец осущ ествля
ется на автоматических линиях с использованием метода точного литья (по выплавляемым моделям).
Технико-экономические показатели оборудования для наплавки клапанов, работающего в две смены и внедренного на ВАЗе, приведены в таблице.
Опыт ВАЗа по наплавке клапанов на автоматической линии находит распространение и на других заводах. Например, автоматическая линия для наплавки клапанов дизелей, состоящ ая из восьми автоматов О Б 1100, системы транспортирования и ориентации колец, работает на Камском автозаводе.
Важнейшим преимуществом нового процесса и оборудования для наплавки клапанов способом намораживания является возможность наплавлять жаропрочные и износостойкие сплавы на никелевой основе, которые в 3—4 раза дешевле применяемых для наплавки клапанов за рубежом кобальтовых стеллитов, а по работоспособности, как показали многочисленные испытания и опыт эксплуатации, им не уступают.
СПИСОК Л И ТЕРА ТУ РЫ
1. Патон Б. Е., Д уд к о Д . А., М аксимович Б. И. и др. Н овые способы изготовления биметаллических изделий намораживанием и заливкой жидкого присадочного металла. — Автоматическая сварка, 1969, № 6, с. 41—46.
2. Максимович Б. И., Д уд к о Д . А., Заводян В. В. и др. Н аплавка намораживанием в защитных газах жаростойких сплавов на клапаны двигателей внутреннего сгорания.— Сварочное производство, 1976, № 3, с. 19—20. 25
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
У Д К 621.43-384.004.62:669.13
Влияние структуры отбеленного чугуна на износостойкость толкателей клапанов
В. Л. ЛУЩЕНКОВ, Б. И. УШЕРОВИЧ, Л. П. ПОЛЯКОВ, канд. техн. наук А. Д. ШЕРМАН, Б. В. ВОРОБЬЕВНИИАТМ
И С СЛЕДОВА ЛИ износостойкость наплавленных легированным чугуном толкателей клапанов двигателей
МеМЗ-968. По техническим условиям завода состав чугуна в наплавке следующий: 3,1-—3,4% С; 2,1—2,35% Si; 0,5—0,65% Мп; 0,8— 1,0% Сг; 0,4—0,75% N i; 0,4—0,6% Мо.
Н аплавку производили на установке ВЧИ 100/0,066. Р а зогретая предварительно в индукторе заготовка толкателя из стали 15Х подавалась под тигель, в котором к этому времени расплавлялась чугунная заготовка для наплавки. Вытекая из тигля, металл заполнял чашечку заготовки толкателя, имеющей офлюсованную поверхность. Н а следующей операции происходило душирование толкателей изнутри при помощи спрейеров. Таким образом, разогрев заготовки толкателя и расплавление чугунной заготовки осуществлялись раздельно, что сводило к минимуму разгар буртиков заготовки в зоне чашечки.
Н аплавку производили при следующих режимах:Р абоч ая частота в к Г ц ........................................ .......................................... 06Вромя в с:
расплавления чугунной заготовк и .................................................. 3подогрева т о л к а т е л я ........................................ .......................................... 24о х л а ж д ен и я т о л к а т е л я ............................................................................. 20
Д а в л ен и е воды в а т ........................................ ................................................0 ,4 —0 ,7Т ем пература в °С:
в о д ы ........................... •........................... ............................................................... 18—20и р асплава ч угуна . ....................................................................................... 1400
После наплавки, чтобы снять внутренние напряжения, толкатели подвергали отпуску при температуре 180±10°С в течение 4 ч.
М еталлическая матрица чугуна наплавки состоит из ледебурита и игольчатого мартенсита. Кроме того, в структуре чугуна часто имеется до 30% троостита и остаточного аусте- нита, появление которых связано с колебаниями химического состава чугуна и тепловых режимов наплавки.
В технических условиях завода не оговаривается допустимое содержание троостита и аустенита в структуре чугуна, а только твердость, которая долж на быть не ниже H RC 60. Исследования показали (рис. 1), что если в структуре чугуна наплавки имеется до 4% троостита и до 15% остаточного аустенита, то твердость чугуна находится в пределах, указан ных в технических условиях, т. е. не ниже H RC 60.
Усилие клапанных пружин составляло 600± 20 Н. Во время испытаний использовали масло М8 БУ ^ о ГОСТ 38-101374—73. После испытаний измеряли износ и изучали состояние поверхности трения. Данны е по износу толкателей приведены в табл. 2.
Т а б л и ц а 2
С одер ж ан и е в % в ст р у к т у р е ч угуна н ап л ав
ки
Н ом ер толкателя
Т в ер д ость H R C р а б о
т р о о с тита
а у с т е нита
ч его торца 1 2 3 4 5 6 7 8
1—2 Д о 4Д о юД о 30
Д о 5 » 10 » 20 * 30
62—64 60—62 59—6057—59 62—63 61—6258—60 57—59
0,040 ,0 90 ,090 ,120 ,020,040 ,090 ,10
0 ,030 ,070 ,100 ,420 ,0 20,040 ,070 ,09
0 ,030 ,080 ,080 ,150,010 ,040 ,080 ,12
0 ,030,070 ,090 ,180 ,030 ,020 ,060 ,14
0 ,050 ,070 ,080 ,370 ,030 ,050 ,0 60 ,18
0 ,030 ,090 ,090 ,200,040,040 ,050,11
0,050 ,060,080,150,040,050,070,16
0,030,080,080,290,020,050,050,18
И з табл. 2 видно, что износ толкателей, у которых в структуре чугуна наплавки было не свыше 3% троостита и 10% аустенита, составлял не более 0,05 мм/100 ч.
Увеличение содерж ания троостита в структуре чугуна более 5% и аустенита более 20% приводит к возрастанию износа рабочего торца толкателей клапанов.
И сследование поверхностей трения толкателей клапанов после испытаний показало, что если в структуре чугуна наплавки содерж ится более 5% троостита, то на рабочем торце образуются задиры (рис. 2,а). При дальнейшей работе толкателя, имеющего задиры, резко возрастает температура поверхности трения в этой зоне, в результате чего происходит интенсивное пластическое деформирование и разрушение (рис. 2,6). В поверхностном слое чугуна при этом содерж ание троостита возрастает до 60—80% , а твердость H RC падает с 60—64 до 52—57.
HRC
Рис. 1. В лияние сод ер ж ан и я тр оостита ( а ) и а устен и та ( б ) на тв ер д о ст ь Н к С ч угуна в н ап л ав к е
Чтобы оценить влияние микроструктуры металлической матрицы чугуна в толкателях на их работоспособность, были проведены стендовые испытания отобранных в производстве толкателей с различным содержанием троостита и аустенита. Испытания проводили в паре с серийными распределительными валами из стали 15Х, причем твердость кулачков после цементации и закалки составляла H RC 58—60. Испытания вели циклами по 6 ч. Режимы испытаний указаны в табл. 1. Общее время испы таний— 100 ч.
Т а б л и ц а 1
26
Ч астота вращ ения к оленчатого вала в м ин—1 Н агр узк а в Н м
В рем я р аботы п о р е ж и м у в ч
1000 Х олостой х о д 0 ч 10 мин2500 •15 0 ч 20 мин4200 40 3 ч 10 мин1600 Х олостой х о д 1 ч 50 мин
Р и с. 2. Н ач ал о ( а ) и р азв и ти е ( б ) за д и р а в на п овер хности толкателя(Х б )
Наличие в наплавленном слое свыше 20% аустенита приводит к образованию на поверхности толкателей и отслоению хрупкой твердой белой корки (рис. 3), образование которой, вероятно, связано с наклепом аустенита.
На основании полученных результатов были приняты меры
Р ис. 3. У часток бел ой корки на пов ер хн ости толкателя п осл е испы таний (Х 500)
Вологодская областная универсальная научная библиотека www.booksite.ru

По предотвращению образования троостита в структуре чугуна при наплавке. Содержание кремния в заготовках чугуна для наплавки поддерживалось на нижнем пределе, а молибдена и никеля — ближе к верхнему пределу. Скорость охлаждения толкателей при их наплавке повышали путем
интенсивного душ ированйя, что позволило полИос1ъю исключить образование троостита в структуре чугуна. Образую щийся при этом в структуре наплавки остаточный аустенит частично распадался с образованием мартенсита во время термической обработки (отпуск при температуре 350°С).
У Д К 629.113-585.12:539.4.012
Повышение нагрузочной способности главной зубчатой пары ведущих мостов автомобиля КрАЗ
Г. А. ЛОПАТО, Г. И.' МАЛОЛЕТНИЙ, А. Н. ФЕДОРЕНКО, В. А. РУДАКОВ, С. 3. БОРОДСКИЙ, В. И. ПРИЛЕПСКИЙ
Кременчугское объединение по производству большегрузных автомобилей. Харьковский институт инженеров коммунального строительства. Саратовское станкостроительное производственное объединение
(ХггП 30
Н ЕСУЩАЯ способность и долговечность конической передачи с круговыми зубьями зависят от рационально вы
бранных геометрических параметров зубчатого венца (в том числе исходного контура).
Это обстоятельство было учтено при решении задачи повышения нагрузочной способности главной пары шестерен ведущих мостов автомобиля КрАЗ, зубчатый венец которой имеет параметры: Z i= 1 2 ; гг = 23; т = 1 0 ,5 мм; а п = 17о30'; рт = 35°46'; 6 = 56; k'b = # е/& = 2,432; ft* = 0 ,7 5 ; x„ = 0,255;*t = 0 ,l. Диаметр зуборезной головки d 0= \2 " \ R e/d 0= 0,477.
Д ля повышения изгиб- вп=20а пой прочности пары бы
ли увеличены профильный угол с 17°30' до 22°30' и продольная кривизна зубьев (за счет уменьшения диаметра зуборезной головки с 12," до 9"). При этом исходи-
30 ли из того, что хотя увеличение профильного угла на '5° несколько сниж ает профильный коэф фициент перекрытия, а такж е суммарный коэф фициент перекрытия, но зато очень заметно увеличивает (на 26,8% для колеса и 9,4% для шестерни) за счет усиления
основания зубьев (рис. 1) объединенный коэффициент / изг (рис. 2,а б). Пропорционально этому коэффициенту возрастает несущая способность зубчатого колеса и шестерни. Увеличение продольной кривизны зубьев обеспечивает более устойчивое расположение пятна контакта под нагрузкой и, по данным работы [1], сниж ает изгибные напряжения. Кроме этого, увеличение продольной кривизны позволяет улучшить продольную форму зубьев: у колеса ликвидируется прямое сужение, а у шестерни — обратное. Вершинная ленточка при этом имеет постоянную ширину, что позволяет увеличить профильный угол на 5°, избежав заострения зубьев.
Опытная партия 15 пар зубчатых колес с новыми парам етрами была нарезана на станке модели 528С. Одновременно с этим из эпоксидной смолы ЭД-6М была нарезана пара колес с такими же параметрами зубьев, а такж е с серийными параметрами ( a n = 1 7 °3 0 '; d 0= 12").
При нарезании экспериментальных пар с новыми парамет-
Р ис. 1. П роф ил и зу б ь ев ш естерни в ср едн ем норм альн ом сечении
и
у '2/А
//
17°30' 20° 22°30'ап
а)17 30 20 22 30 а п
в)
Рис. 2. Зав и си м ости к оэф ф и ц и ен тов ф орм ы J профиля (пар ам етр ы нары : z v= 2 3 z i= 1 2 ;
= 35°4G7) :/ — в ед ом ая ш естерня; 2 — в ед у щ а я ш естерня
кон ' изг т = 10,5 мм
рами зона касания, так ж е как и у серийных пар, составляла 60%- Заданная зона касания при нарезании была обеспечена путем оптимизации наладочных параметров зуборезного станка и инструмента, осуществленной на ЭВМ «Минск- 32» ‘[2]. Радиусы закругления резцов были выполнены по ГОСТ 11902—66 и не отличались от радиусов резцов у головок диаметром 12" для нарезания серийных пар. Вследствие этого профили переходных кривых в основаниях зубьев у опытных и серийных пар были идентичными. Сравнительные испытания методом фотоупругости напряженного состояния зубьев у моделей пар, выполняемых из эпоксидной смолы ЭД-6М, были проведены в Харьковском институте инженеров коммунального строительства.
М одели серийной пары и пары с новыми улучшенными параметрами из эпоксидной смолы были геометрически подобны парам из стали (масш таб подобия 1 : 1) .
Зубья на этих моделях нарезали по наладкам для нарезания стальных пар, что и обеспечило идентичность зоны касания. Пары нагруж али на специальном стенде, выполненном из эпоксидной смолы ЭД-6М , монтировали, контролируя расположение зоны касания по заданным монтажным расстояниям. Н агрузка на зуб была одинаковой у обеих пар. Фиксировали и измеряли напряженное состояние в различных сечениях тела зубьев по общепринятой методике 1[3].
В результате исследования методом фотоупругости были получены величины номинальных нзгибных напряжений в различных сечениях по длине зубьев. Их затем свели в графики (рис. 3).
Анализ графиков показал, что при переходе от а п = 17°30' к а = 22°30', т. е. при увеличении профильного угла на 5° и увеличении продольной кривизны зубьев максимальные изгибные напряжения у зубьев шестерни в зоне переходной кривой уменьшились на 40—42% , хотя по расчетам, как было сказано выше, эти напряжения долж ны были уменьшиться всего на 9,4% . Изгибные напряжения у шестерни такж е уменьшились (примерно на 10% ). что объясняется более благоприятным, ближе к среднему сечению, размещением нагрузки.
Основной причиной снижения всех этих напряжений можно считать влияние увеличения продольной кривизны зубьев <[ 1 ].
Стендовые испытания опытной партии конических пар на Кременчугском автозаводе им. 50-летия Советской Украины подтвердили высокую эффективность изменения параметров пары по профильному углу и продольной кривизне зубьев.
Среднее время до поломки зубьев у четырех серийных ведущих шестерен (но результатам стендовых испытаний 1973 г.) составило 5 ч 15 мин, а среднее время до поломки четырех опытных шестерен (по данным испытаний И974 г.) составило 23 ч 8 мин. Причем следует отмстить, что одна из этих шестерен простояла на стенде 22 ч 5 мин и не была доведена до поломки, другая простояла 40 ч 45 мин и так ж е не была доведена до поломки.
т з
IfC K l ._•<;
'тЗС
гч
/<
<5У1У <
Ш З С \ /XX V/T /
* Ч
от угла
. =
3 5 7 9Номера шлиероб
а)
6 8 10 11 Номера шли фоб
6}
5 7 9 11Номера шлиероб
в)
1J
Р ис. 3. Распределени ю нзги бн ы х и контактны х н ап р я ж ен и и но длине зу б ь ев в усл ови ях стати ч еск ого н агр уж ен и я : а — и зги б (сж а т а я с ю - « _р он а); б — и зги б (р астя н ут ая ст ор он а); в — контактны е н апр яж ения Z i
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
После того как были получены положительные результаты испытаний опытной партии с новыми параметрами, на станках модели 528С было нарезано 80 пар с улучшенными п араметрами. Нарезание производилось на тех ж е станках, на которых нарезаются серийные пары, и обеспечило одинаковый уровень их точности.
После стендовых испытаний были организованы ходовые испытания 60 ведущих мостов с главными парами, имеющими улучшенные параметры.
Автомобили с опытными главными парами испытывали в тяжелых дорожных условиях (работа в карьерах при перевозке тяжелых пород грунта, щебня и песка), пробег составил 200 тыс. км (средний пробег серийных машин 150 тыс. км).
По данным опорных автохозяйств пары имели следующие средние пробеги: Я рославская автобаза № 3 — 194,0 тыс. км (минимальный пробег 146,6 тыс. км, максимальный235,0 тыс. км); Киевское автопредприятие — 235,9 тыс. км (минимальный пробег 146,9 тыс. км, максимальный310,5 тыс. км); Одесское автопредприятие — 290,1 тыс. км (минимальный пробег 239,8 тыс. км, максимальный405,2 тыс. км).
Опытные конические пары при указанных пробегах отказов не имели. Редукторы выходили из строя только из-за отказов серийных деталей.
Через каждые 50 тыс. км пробега контрольные разборки и осмотры редукторов проводились в автохозяйствах, а 14 опытных конических главных пар с улучшенными парам етрами были направлены на завод. Состояние всех этих пар оказалось удовлетворительным, рабочие поверхности — чистыми, задиров, выкрашивания, сколов на них не было, работала практически вся боковая поверхность зубьев. При микрометраж е пяти из указанных конических пар было установлено, что износ рабочих поверхностей зубьев минимален или вооб
ще не регистрируется измерительными приборами. В центральной лаборатории завода при дефектоскопии магнитным методом поверхностей трех опытных пар с пробегами 283,8; 248,3; 293,6 тыс. км скрытых микротрещин, раковин и других дефектов усталостного характера обнаружено не было.
Таким образом, конические пары с углом профиля а п = = 22°30' и нарезанные зуборезной головкой с диаметром d0 = 9" показали долговечность большую, чем серийные пары; при испытании отказов не имели, состояние их удовлетворительное, пары пригодны для дальнейшей эксплуатации. Следовательно, увеличение двух параметров зубчатого венца (профильного угла и продольной кривизны зубьев) за счет уменьшения диаметра зуборезной головки обеспечило значи
тельное увеличение несущей способности и долговечности пары.Это позволяет использовать новую пару на автомобилях,
которые будут оснащаться двигателями увеличенной .мощности, а « а старых увеличить долговечность редуктора ведущего моста, что снизит потребность в запасных частях и уменьшит затраты на ремонт.
СПИСОК ЛИТЕРАТУРЫ
1. М ирош ников В. А., П авленко А. В. И сследование объемного напряженного состояния зубьев конических колес. — В сб.: Повышение надежности и ресурса зубчатых передач в тракторном и сельхозмашиностроении. Харьков: НТО Маш- пром, 1979, 212 с.
2. Лопато Г. А., Кабатов Н. Ф., Сегаль М. Г. Конические и гипоидные передачи с круговыми зубьями. М.: М ашиностроение, 1977, 423 с.
3. А лександров А. В., Ахметзянов М. X. Поляризационно-оптические методы механически деформируемого тела. М.: Н аука, 1973.
У Д К 669.14:621.735.32.016.3
Стали для холодной высадкиГ. Я. ЛЕМБЕРСКИЙ, кандидаты техн. наук В. И. ПОВАР, Р. П. ШУБИН
НИИАТМ
Ь1 НТЕНСИВНОЕ развитие машиностроения и широкое внедрение процессов изготовления деталей для автомо
бильной промышленности методом холодной высадки вы звали увеличение производства сталей, предназначенных для этих целей. При холодной высадке прутковой и бунтовой стали исключаются потерн металла в струж ку и появляется перспектива расширения высокопроизводительного автоматизированного производства.
Процессы холодного выдавливания и высадки характеризуются наличием в металле особой схемы напряженно-деформированного состояния, а именно неравномерного всестороннего сжатия. Эта схема наиболее благоприятна для получения больших степеней деформации, однако предъявляет определенные требования к металлу.
Возможность получения деталей холодной высадкой без трещин определяется химическим составом, структурой, механическими свойствами металла, качеством поверхности и технологическими параметрами процесса высадки. Сталь в холодном состоянии долж на выдерж ивать испытание на осадку до ’/з первоначальной высоты, а в некоторых случаях — даж е до XU. На осаженных образцах не долж но быть трещин и надрывов. Поверхность металла такж е долж на удовлетворять определенным требованиям: быть гладкой, без трещин, плен, волосовин и закатов.
В химическом составе особенно важ но содержание элементов, обуславливающих пластичность стали. Например, с увеличением на 0,1% содержания углерода в стали предел текучести повышается на 60—80 М П а и уменьшается пластичность. Холодная высадка углеродистой стали с содержанием углерода более 1% затруднительна.
Повышенное содержание в стали серы, располагаю щ ейся ио границам зерен, способствует охрупчиванию и появлению трещин при холодной высадке. По ГОСТ 10702—78 содерж ание серы не должно превышать 0,035%.
Фосфор, присутствующий в стали в виде твердого раствора в феррите, увеличивает ее сопротивление деформированию и снижает пластичность, поэтому содержание фосфора не должно превышать 0,035%.
Согласно данным японских исследователей, для инзкоугле- _ родистых сталей (до 0,2<% С) оптимальным раскпслителем яв-
2 о ляется алюминий. Наличие в стали больше 0,4% кремния при
повышенном содержании углерода (0,4—0,5% ) сильно снижает пластичность, требует значительного нагрева металла при холодной высадке, уменьшает стойкость штампов и увеличивает требуемое для холодной высадки усилие. Установлено, что содерж ание кремния в низкоуглеродистых сталях не должно превышать 0,03—0,07%, в среднеуглероднстых — 0,15%, в легированных — 0,2%.
С повышением содерж ания марганца увеличиваются твердость и прочность стали, а пластичность и вязкость уменьшаются, поэтому содерж ание марганца не должно превышать 0,5% в низкоуглеродистых сталях, 0 ,6 5 % — в среднеуглеродистых.
Содерж ание хрома более 1%, особенно в высокоуглеродистой стали, повышает ее прочность, понижает пластичность и сниж ает стойкость инструмента для высадки. Д обавка хрома при снижении содерж ания углерода улучшает штампуе- мость стали.
Никель сниж ает пластичность большинства углеродистых сталей и повышает сопротивление деформации, усиливает склонность стали к налипанию на инструмент при штамповке, поэтому могут вы саж иваться лишь хорошо отожженные никелевые стали с содержанием никеля до 1,5%.
П рисадка ванадия (0,15—0,25% ), а такж е молибдена и вольфрама улучш ает процесс высадки. Химический состав сталей, применяемых в СССР и за рубежом для изделий, изготовляемых методом холодной высадки, приведен в работе f [ 1 ].
Углеродистые и легированные стали, применяемые для холодной высадки, относятся к феррито-перлитному классу. Феррит в структуре стали, содержащ ей 0,25—0,5% С, располагается в виде сетки, окаймляющей скопления пластинчатого или зернистого перлита. Сталь с пластинчатым ферритом обладает низкой штампуемостью, с зернистым — несколько лучшей, еще более высокой — со сфероидизированными включениями цементита |[2 ]. При этом у сталей с цементитом^ пластинчатой формы трещины появляю тся при более низкой степени деформации, чем у сталей с цементитом глобулярной формы. Так, например, сталь 35 с цементитом глобулярной формы можно осадить на 72%, а с пластинчатой— на 68%- Д л я получения удовлетворительной структуры потребовалось разработать режимы термической обработки стали, предназ-
Вологодская областная универсальная научная библиотека www.booksite.ru

наченной. для холодной высадки, преимущественно легированной (рис. 1). Д ля полной сфероидизации цементита в горячекатаных доэвтектоидных сталях требуется выдерж ка в течение ~ 100 ч при температурах несколько ниже точки А ,. Однако после такой обработки структура получается неоднородной, зернистый перлит чередуется с участками структурно-свободного феррита, которых тем больше, чем ниже содержание углерода в стали.
Значительное сокращение времени процесса сфероидизации может быть достигнуто при выборе оптимальных параметров изотермического отжига.
В работе 1[3] изучалось влияние вида термической обработки и ее температурно-временных параметров на способность сталей 45^ 38ХГНМ, 35Х и ЗОХГСА к холодной вы садке. Оптимальной термической обработкой изученных сталей для холодной высадки, обеспечивающей выполнение максимальных требований ГОСТ 10702—78, является изотермический отжиг (750—780°С; 0,5 ч, 680—710°С, выдерж ка не менее 3 ч). Н агартовка изотермически отожженного подката стали 38ХГНМ при волочении (калибровке), а такж е последующий рекристаллизационный отжиг не ухудш ают поведения образцов при холодной осадке. Отпуск значительной продолжительности (не менее 10 ч) при высокой температуре обеспечивает высокую степень осадки (83—85% ), однако необходимая твердость сталей 35Х и ЗОХГСА не достигается. Термическое улучшение позволяет получить максимально вы сокую осадку для сталей, но при повышенной твердости. Поверхностные дефекты значительно снижают критическую осадку. Так, для стали 38ХГНМА критическая осадка под влиянием искусственных дефектов типа трещин снижается на 18%.
Однако режимы термической обработки, аналогичные описанным ![3], не дали положительных результатов ввиду слож ности резкого охлаждения бунтов массой 400—500 кг в интервале температур 760—680°С [4]. Внутренние витки мотков имели структуру пластинчатого перлита, и их прочность (сталь 38ХГНМ) достигала 640—667 МПа.
Д ля ускорения процесса сфероидизации применяют, в частности, так называемый маятниковый отжиг, заключающийся в повторяющихся нагревах и соответствующих медленных охлаждениях вокруг точки Л,. Например, для среднеуглеродистой стали принят следующий режим отжига )[2]: нагрев до 72Ю°С и выдерж ка при этой температуре 2 ч, охлаждение до 400"С, выдерж ка при этой температуре 10 мин, нагрев до 720°С выдержка 2 ч, охлаждение. Цикл повторяется 5 раз.
Высококачественную структуру зернистого перлита в эвтек- тоидных и заэвтектоидных сталях можно получить не только за счет обычного сфероидизирующего отжига, но и путем комбинированной сфероидизирующей обработки, включающей, как составной элемент технологии, предварительное термическое упрочнение непосредственно с прокатного или отдельного нагрева.
Д ля получения структуры зернистого перлита в доэвтектоидных сталях типа стали 45 целесообразно проведение ан алогичной комбинированной обработки, включающей предварительную закалку и последующий сфероидизирующий отж иг (с фазовой перекристаллизацией) по режиму: ^ = 7 1 0 ° С , п = 1 ч , /2 = 740°С, т = 0,4ч-0,6 ч на 1 т садки, t3 = 670°С, т 3= 1 ,5 ч. np ji отжиге с перекристаллизацией предварительно закаленной доэвтектоидной стали появляется, хотя и сравнительно узкий, «интервал отжигаемости», т. е. интервал температур выше точки А \, при нагреве до которого еще возможно получение структуры зернистого перлита. Обусловлено это тем, что при полной закалке зернистые карбиды образуются в процессе последующего нагрева закаленной стали до субкри- тических температур. Зернистые карбиды при перекристаллизации стали обладают по сравнению с пластинчатыми кар бидами большей термической устойчивостью. Поэтому в течение кратковременной выдержки стали при надкритических температурах эти карбиды полностью не растворяю тся и служат центрами кристаллизации при последующем медленном охлаждении.
Другой способ скоростного получения сфероидизированной структуры основан на интенсификации процесса отжига под влиянием одновременно осуществляемой деформации (рис. 2,а ). В эвтектоидной углеродистой стали, как было показано рядом исследователей, при 700°С и скорости деф ормации кручением 2,4|% -с~1 зернистый перлит образуется за3 мин, тогда как для обычной сфероидизации при 700°С требуется несколько десятков часов. Ускорение сфероидизации пластинчатого перлита объясняется ускорением диффузии углерода под влиянием пластической деформации. Аналогичное ускорение сфероидизации углеродистых и легированных сталей наблюдали и при других схемах деформации .[5, 6].
Поведение цементитных пластин при деформации опреде-
Р и с. I. С хем а тер м и ч еск ой о бр абот к и д л я получ ен ия сф ер ол ди зи р о- в анного перли та:
а — и зотерм и ч еск и й о т ж и г [6]; б — ком би н и р ов ан н ая о б р аботк а , вклю ч аю щ ая за к а л к у и п осл ед ую щ и й сф ер ои д и зи р ую щ и й о т ж и г [2];
в — м аятниковы й от ж и г [2]
ляется их положением по отношению к направлению деформации. Пластины цементита, расположенные параллельно направлению прокатки, деформируются в основном путем скольжения, а неблагоприятно ориентированные пластины изгибаются и дробятся. Н аряду с дроблением происходит сфероиди- зация и коалесценция цементитных частиц; цементитные частицы приобретают глобулярную форму, диаметр их оказы вается больше толщины исходных тонких пластин в перлите. При совместном воздействии пластической деформации с большими обж атиями и субкритических температур развивается динамическая сфероидизация цементита, протекающая за время, соизмеримое с временем прокатки. Пластическая деформация при надкритических температурах такж е приводит к образованию зернистого перлита при последующем охлаж дении с нормальной скоростью.
Еще одним способом сфероидизации сталей может быть термомеханическая обработка с деформацией в процессе перлитного превращения (рис. 2,в) '[7]. В результате такой обработки происходит существенное изменение структуры стали: карбидная составляю щ ая перлитных участков практически ь- полностыо сфероидизируется с образованием глобулей ди аметром 0,07—0,1 мкм, равномерно распределенных в матрице полигонального феррита с равноосными субзернами, четкими субграницами и малой плотностью дислокаций внутри субзерен.
Сталь после термической обработки со структурой перлита имеет прочность, позволяющую осуществлять механическую обработку и холодную деформацию. Окончательная термическая обработка (закалка и отпуск) приводит к достижению высоких значений прочности, ударной вязкости и понижению критической температуры хрупкости по сравнению с обычной термообработкой.
Ускорение сфероидизации достигается такж е нагартовкой стали перед отжигом (рис. 2,6). Этот способ не может быть применим для всех сталей, так как многие из них имеют повышенную твердость в горячекатаном состоянии, препятствующую холодной деформации. Вместе с тем для некоторых к а либруемых сталей этот метод может быть применен.
Анализ результатов исследований '[4, 8] показывает, что для производства холоднотянутой углеродистой и низколегированной стали для холодной высадки с нормированными показателями пластичности, микроструктуры и обезуглерожен- ного слоя наиболее рациональна механико-термическая обработка. Этот вид обработки заклю чается в интенсивной деформации при волочении с относительным обжатием не менее0 28—0,30 и последующей рекристаллизации в температурном интервале 690—720°С (в зависимости от химического состава стали). Сталь после рекристаллизации при этих температурах в течение 3—5 ч имеет структуру зернистого перлита и требуемые свойства по прочности и пластичности, в частности, для стали 38ХГНМ <тв= 5 1 0 -н 5 9 0 М П а, г|) = 68ч-76°/<ь Исходная структура подката долж на состоять из ферритной матрицы и пластинчатого или сорбитообразного перлита, что для легированных сталей достигается смягчающим отжигом в интервале температур A i—Л 3 и медленным охлаждением. Смягчающий отжиг возможен в термических печах любой конструкции.
Р и с. 2. С хем ы , со в м ещ аю щ и е тер м и ч еск ую о б р а б о т к у и д еф ор м ац и ю д л я получ ен и я сф ер о и д и зи р о в а н н о го перли та:
а — теп л ая д еф о р м а ц и я [5, 6]; б — х о л о д н а я д еф о р м а ц и я с п осл ед ую щ и м р ек р и стал л и зац и он н ы м от ж и гом [4, 8]; в — т ер м ообр аботк а с д еф о р м а ц и ей в п р о ц ес се пер ли тн ого пр евр ащ ени я [7]; г — т ер м оо б р а б о т к а с р асп ад ом д еф о р м и р о в а н н о го ауст ен и та п перлитной
об л а ст и
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Предварительная холодная деформация оказывает ускоряющее действие на процесс сфероидизации цементита при последующем рекристаллизационном и изотермическом отжиге.
Д ля получения требуемых механических свойств в ряде случаев рекомендуется проводить отжиг холоднотянутых с обжатием 10—40% сталей 08K.II и 20К.П при температурах 560—590°С, а стали 12ХН — при 620°С.
Большой практический опыт производства деталей методом холодной высадки накоплен на Белебеевском заводе «Автонормаль» и государственном заводе «Красная Этна». Технические условия на качество стали 08КП, 10КП, 20КП, 30—45, 12ХН, 35Х, 40Х, 38ХА, 38ХГНМ и др., применяемых на этих заводах, как правило, жестче требований соответствующих ГОСТов. Входному контролю подвергается 100% металла, предназначенного для холодного выдавливания и высадки, так как практика показала |[9], что основной причиной получения изделий низкого качества являются поверхностные д ефекты металлургического происхождения (закаты, волосовины, трещины, риски, плены и т. д .). Д ля исключения таких дефектов заготовки перед прокаткой зачищают, а допуски на обточку металла увеличивают.
В числе важнейших требований к металлу, используемому для изготовления сложных и ответственных деталей (таких, например, как шаровой палец рулевой тяги), относится обеспечение структуры па 75—90% состоящей из зернистого перлита с величиной зерна 6—8 баллов. Наличие грубопластинчатого перлита и видманштеттовой структуры в стали 12ХН, применяемой для изготовления шаровых пальцев, приводит к значительному возрастанию брака. В частности, присутствие в структуре стали даж е отдельных участков с видманштеттовой структурой приводит к существенному снижению ударной вязкости.
Заметно снижается .качество готовых изделий (по твердо- £ сти, износостойкости, сопротивлению срезу резьбы на крепеж
ных деталях) при наличии в стали обезуглероженного слоя. Поэтому при проведении термической обработки металла после калибровки необходимо применение защитных атмосфер.
Одной из проблем в области производства и применения металла для холодной высадки является изыскание, опробо
вание и внедрение марок сталей, не содержащ их таких дефицитных легирующих элементов, как молибден. Анализ опыта производства деталей методом холодной высадки показывает, что эта задача может решаться, в частности, за счет применения борсодержащ их сталей.
СПИСОК ЛИТЕРАТУРЫ1. Лемберский Г. Я., П овар В. //. Материалы, применяемые
для изготовления высокопрочных болтов. Ч. 1. В сб.: Технология автомобилестроения, М., Н И И Н автопром 1978, № 4,с. 19—25.
2. Премеечев А. В. Термическая обработка нормалей и метизов. НИИ Навтопром, М., 1973. 48 с.
3. Брунзель Ю. М., Потемкин К■ Д .. Рыбаков П. П. и др. Влияние режимов термической обработки на пластичность сталей для холодной высадки. — Сталь, 1976, № 8, с. 750—754.
4. Сошин П. П., Ж уравлев И. В. О производстве калиброванной низколегированной стали для холодной высадки. — Сталь, 1977, № 5, с. 441—443.
5. Д ианов А. И ., Астафьева Е. В., Хасин Г. А. и др. Влияние волочения па формирование зернистой структуры в высо- ко\тлеродистой стали при отжиге. — Сталь, 1976, № 10,с. 950—951..
6. Долж енков //. Е., Л оцманова И. Н. Исследование влияния совместного и раздельного воздействия деформации и температуры до 970°К- на сфероидизацию цементита эвтекто- идной углеродистой стали. — В сб.: М еталлофизика. Киев:Н аукова думка. Вып. 27. 1970. с. 142— 151.
7. Гуревич Я. Б., Титов М. П., Энтин Р. И. Влияние исходной структуры стали на сопротивление разрушению при динамическом нагружении. — Физика металлов и металловедение, 1976, т. 41, 1, с. 173— 179.
8. Клименко В. М., Сошин П. И. и Ж уравлев Н. В. И зменение механических свойств хромомарганцевомолнбденовой стали в процессе механико-термической обработки. — Сталь, 1975, № 12, с. 1122— 1124.
9. Бы кадоров А. Г. Производство крепежных изделий и пружин на заводе «Красная Этна». — В сб.: Технология автомобилестроения. М.: Н ИИ Навтопром, 1978, № 7, с. 1—4.
У Д К 002.6:658.512.2
ОПЫТ ИНФОРМАЦИОННОГО ОБЕСПЕЧЕНИЯ ПРОЕКТИРОВЩИКОВ
Э ФФЕКТИВНОСТЬ введенныхв действие новых производственных
мощностей во многом зависит от качества проектирования и своевременности сдачи проектно-технической документации заказчикам (от прогрессивности заложенных в проекты технических и организационных решений, объема и стоимости строительно-монтажных работ, сроков разработок и экспертизы проектов и смет и т. д .). Качество проектирования в свою очередь зависит от обеспечения целенаправленной опережающей информации специалистов- проектировщиков. Так, прежде чем приступить к разработке того или иного объекта (здания, сооружения, конструкции, технологического процесса), проектировщик должен совершенно четко себе представить стоящую перед ним за дачу и уметь оперативно ответить на ряд вопросов: что сделано по данному вопросу (проблеме, теме), какова новизна проделанного и какие в мире существуют аналоги; какие технические решения принимались при разработке аналогов; каков технический уровень аналогов и принятых по ним техниче1- ских решений; каким должен быть разрабатываемый объект, чтобы по своему
уровню и техническим данным быть на уровне мировых образцов.
Ответить на эти вопросы без помощи службы информации и без знания основ информатики уж е сейчас практически не представляется возможным. Поэтому опыт информационного обеспечения специалистов, накопленный отделом научно-технической и экономической информации (О НТЭИ) < Гипроавтопрома, головной проектной организацией отрасли, должен представлять определенный интерес для многих проектных организаций, особенно тех, которые вновь организуют свою информационную служ бу или реорганизуют ее.
В состав ОНТЭИ института входят: группа анализа и обобщения отечественной и зарубежной информации (инженеры-информаторы и переводчики); проектный кабинет (ПК) с группами нормативных материалов, типового проектирования, распространения и з а казов; научно-техническая библиотека |( Н Т В ); справочно-информационный фонд (С И Ф ); группа пропаганды и вы ставок; редакционная группа; группа научно-технического сотрудничества с зарубежными странами; патентная группа.
За 14 лет своей деятельности ОНТЭИ определил основные задачи отдела и информационные потребности разработчиков и источники приобретения информации; отработал и внедрил наиболее оптимальную для проектных организаций систему информационного обеспечения специалистов, включающую в себя отбор, оценку, обработку и доведение информации до потребителей, а такж е контроль за ее использованием; определил применительно к условиям работы проектного института поисковый язык.
Информационное обеспечение специалистов института построено, исходя из основных задач и с учетом специфики работы проектных организаций и служб НТИ. В основу положены принцип избирательного обеспечения отделов и отдельных специалистов целенаправленной информацией и принцип информационного обеспечения в режиме «запрос — ответ». Используются три формы информационного обеспечения: коллективная (курирование отделов по заданной тематике), индивидуальная по системе И РИ (руководство и ГИП) и смешанная, через проектный кабинет. Наи-
Вологодская областная универсальная научная библиотека www.booksite.ru

большей популярностью, как показал опыт, пользуются коллективная и смешанная формы информационного обеспечения. Это объясняется тем, что индивидуальная форма в силу своей специфики охватывает очень узкий круг специалистов.
Весь поток поступающей в институт информации можно разделить на два русла; док|умен'ггалыг>ую информацию, оседающую в основном в проектном к а бинете и у инженеров-информаторов (материалы по оборудованию), и науч- .но-те,хническую (ретроспективную, текущую и опережающую), поступающую в НТВ, патентную группу, группу И РИ , группу анализа и обобщения. Среди документальной информации по значимости и объему (около 50% от всей поступающей) первое место занимают фактографические материалы по вопросам проектирования; среди научно-технической — патентная и обзорно-аналитическая, а такж е непубликуемые материалы (диссертации, отчеты по Н И Р и ОКР и командировки). Среди ф актографической информации особое место занимают директивные документы, руководящие, нормативные и типовые материалы и материалы по отечественному и зарубежному оборудованию.
На основании директивных документов, в том числе законодательных актов вышестоящих органов, осуществляются почти все проектные разработки и готовятся руководящие и нормативные материалы. Отраслевые, межотраслевые и общесоюзные руководящие, нормативные и справочные материалы — это информация, .необходимая разработчику ежечасно. Типовые материалы и проекты повторного применения тоже играют важную роль: в настоящее время ни один проект, ни одна разработка не выходят из стен института без использования типовых проектов, проектов типовых конструкций и деталей. Особенно широко типовые проекты и типовые решения применяются в строительном проектировании, при проектировании сантехнических устройств, электро-и теплоснабжения. Исключительно важны для проектировщиков материалы о динамике выпуска серийного отечественного оборудования (типажи, промышленные каталоги, номенклатурные перечни, отдельные номенклатуры, справочники, проспекты, установочные чертежи и т. д.). Отсутствие у разработчиков достоверных данкых о серийно •выпускаемом оборудовании (продукции), его снятии или пуоке в производство, а такж е данных о внесении в него изменений и дополнений снижает к а чество технических решений, принимаемых при разрабош е проектов, конструкций нестандартизированного оборудования, оснастки и др. То же можно оказать и о данных по динамике оборудования, выпускаемого за границей.
Как показал опыт, принятая в Гип- роавтопроме система НТИ своевременно и полно обеспечивает проектировщи-
! ков перечисленными выше материалами. Эта система предусматривает прежде всего четкий учет входящей информации. Согласно установленному порядку, поступившая информация регистрируется, сортируется по видам, источникам приобретения, тематике и передается для дальнейшего отбора, учета и обработки в подразделения ОНТЭИ. Здесь ее систематизируют, отбирают и распределяют меж ду информационными
работниками и потребителями (разработчиками), определяют место ее постоянного хранения. Аналитико-синте- тичеокую переработку информационных материалов (в случае необходимости) осуществляют инженеры-информаторы совместно с переводчиками службы НТИ, а отбор и оценку (по трехбалльной системе) технических достижений, выявленных по информационными источникам,'— специалисты отделов совместно с инженерами-информаторами (кураторами этих отделов), с привлечением при необходимости высококвалифицированных специалистов производственных отделов или главных специалистов (экспертов) технического отдела. При этом эксперты технического отдела изучают, выявляю т и отбираю т совместно с работниками службы НТИ новые технологические процессы, наиболее экономичные конструкции, прогрессивные оборудование, средства механизации и автоматизации производства, определяют возможность применения новых материалов и т. д. Выполненная ими работа позволяет главным специалистам технического и производственного отделов готовить и выдавать рекомендации ‘по использованию (внедрению) в проектах информации, выносить, при необходимости, спорные вопросы на решение совета экспертов или технического совета института.
На все отобранные и рекомендованные для использования (внедрения) технические достижения составляются сопроводительные ярлыки, которые являются основными документами сквозного учета для любого новшества, заим ствованного из информационных источников, и, кроме того, документом контрольным, позволяющим следить за л р ” жением информационного источника, а следовательно, и за новшеством и делать необходимые коррективы по ходу его внедрения.
Сопроводительный ярлык оф ормляется группой СИФ в трех экземплярах, первый из которых сопровож дает информационный источник (или выкопировку с него) до момента внедрения новшества, второй — передастся в планово-производственный отдел для контроля и включения в план и последний остается в группе СИФ для учета. П осле внедрения новшества первый экземп ляр ярлыка возвращ ается в группу СИФ с соответствующей пометкой производственного отдела, подтверждаю щ ей факт внедрения в проекте, или вместе с актом о внедрении, оформленным на месте внедрения. Необходимые данные вносятся в экземпляр ярлыка, находящийся в СИФ, первбш экземпляр вместе с актом внедрения передается в планово-производственный отдел для подсчета полученного экономического эффекта, а третий, находящийся в СИФ, — в картотеку внедренных новшеств.
Форма сопроводительного ярлыка применяемого в нашем ОПТЭИ, приведена ниже:
С О П Р О В О Д И Т Е Л Ь Н Ы Й Я Р Л Ы К № ------------------
от « » ----------------------- 19 г.
Л. Д А Н Н Ы Е О Д О К У М Е Н Т Е (Н О В Ш Е С Т В Е )
1. И сточник и нф ор м ации
Н аи м ен ован и е . . . . ..............................................В и д м атер и ала ......................................................................Н ом ер а стр ан и ц ................................................................Ш ифр, порядковы й н о м е р ...........................................
М есто хр анения ................................................................Автор ............................................................................................И з д а т е л ь .......................................... * ..................................Г ор од и год и зд ан и я ...................................................
2. П р ед м ет внедрения (конструкци я, технол огич еский процесс,
м атер и ал , норм атив)
Н азв ан и е (усл овн ы е о б озн ач ен и я ) ........................
Н ом ер ч е р т е ж а .......................................................................М одел ь, тип. ф и р м а .........................................................Н азн ач ен и е ..............................................................................К раткая т ехн и ч еск ая хар актер истика н о со бен н ости .....................................................................................
О бл асть прим енения (в том числе гд е в н ед р ен) ...............................................................................................
Р азр аботч и к ..............................................................................З а в о д -и з г о т о в и т е л ь ...............................................................
3. О ценка по тр ехбалл ьн ой си стем е
5 — п о д л еж и т н ем ед л ен н ом у в недрению ( з а просит!» пер воисточники);4 — представляе-т больш ой интерес, н ео б х о д и м о вклю чить в план внедрения:3 — д л я озн ак ом л ен и я
4. Р ек ом ен д ац и я по исп ользовани ю
П рим енить в проекте .....................................................Вклю чить в план ...............................................................О зн аком ить .............................................................................
Б. Д В И Ж Е Н И Е Д О К У М Е Н Т А (Д А Н Н Ы Е О В Н Е Д Р Е Н И И )
1. О ф орм ление
О ф орм лен (кем . к о г д а ) ....................................................Учтен (за н есен в кар тотеку) ...................................Н аправлен (ком у, д а т а , роспись):
— на эксп ертизу .........................................................— на р а з м н о ж е н и е ...................................................
(количество листов, экзем пляров)— дл я озн ак ом л ен и я ...............................................на срок д о ......................................................................— д л я вн едрения .........................................................в п ер иод с ......................... по . . . . . .— на х р а н е н и е ...............................................................
2. Ф актическое использование
З а л о ж ен в проект (к у д а , к о гд а ), чем п о д т в ер ж д е н о . . . ; ......................................................
В н едр ен на за в о д е (где. к огда, ЛЬ акта в н ед рени я) ..........................................................................................
П рим енен в качестве справочного м атериала (где, к о г д а ) ............................................................................
3. Р езультати вн ость
П р ед п о л а га ем а я эф ф ективность . . . . руб. За счет:— сок ращ ен ия срока проектирования на . . д н ей , м есяцев;— удеш евл ен и я стоим ости на . . . . р уб . —■ улучш ения качества проекта (в чем)
— улуч ш ен и е условии тр уда (р аботаю щ и х, вт. ч. п р о е к т и р о в щ и к о в ) ..............................................
Ф актический эконом ический эф ф ек т р уб . (по р езул ьтатам в н едрения)Р ек ом ен дац и я по исп ользовани ю в отрасли
М есто постоян н ого хран ени я м атериала
Главное заключается не только в том, чтобы учесть и разобраться в информации. Еще более важно своевременно довести первоисточники, переработанную и сигнальную информацию непосредственно до разработчиков. Д елается это путем подготовки отдельных извещений, библиографических и аннотированных указателей о новых поступлениях; выпуска сборников законченных работ, информационных сообщений об изменениях, дополнениях и поправках, экспресс-листков и карт; провеления «Дней информаций», выставок новых поступлений, объявлений по радио,
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
применения оптимальной информационно-поисковой системы, .Перечисленные методы обеспечивают массовость охвата информационными материалами сотрудников института.
В качестве оптимальной системы в институте принята десятичная система классификации (У ДК). Являясь универсальной и международной, эта система отвечает всем необходимым требованиям, предъявляемым к информационнопоисковым системам. О днако в Гипро- автопроме, учитывая его многотемность, для ведения фактографических, специальных и вспомогательных картотек помимо УДК применяется и система предметного указателя, где предметные руб
рики располагаю тся по алфавиту их первых слов.
О перативному поиску необходимой информации способствует такж е организация и ведение всего справочно-поискового аппарата, наличие в ОНТЭИ главной справочной картотеки, фундаментальных каталогов, фактографических, специальных и вспомогательных картотек, в которых своевременно отраж ается динамика происходящих в фонде первоисточников информации изменений, даю тся ссылки и отсылки на соответствующие источники и картотеки.
Т акая организация справочно-информационной службы оказалась достаточ
но эффективной, о чем свидетельствует ее популярность: услугами ее пользуются не только специалисты института, но и проектные организации и предприятия автомобильной промышленности.
Та/ким образом, информационное обеспечение специалистов-проектиров- щиков действительно стало одним из важнейших ф акторов, способствующих повышению эффективности и качества проектных разработок, а служ ба информации — существеннейшей составной
частью проектного дела.
Б. А. САХАРОВ Гипроавтопром
У Д К 621.757.06-52:658.527:621.43-225.12.002.72
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ВПУСКНЫХ КОЛЛЕКТОРОВ
32
ИРМ ОЙ Чикаго-Ньюметик (США) ^ спроектирована несинхронная автоматизированная линия (см. рисунок) сборки впускных коллекторов двигателя внутреннего сгорания. В ней примене-
u ны плавающие приспособления-спутни- кн, предназначенные для базирования и закрепления коллекторов и не имеющие жесткой связи с тяговыми органами транспортера конвейера. Б лагодаря этому коллекторы могут накапливаться между сборочными позициями, а сборочные операции — быть несинхронными, что положительно сказывается на утомляемости рабочих, а следовательно, производительности труда (на линии, о которой идет речь, она на 10— 12% выше, чем па «синхронных» линиях). Чтобы несинхронность линии не сказалась отрицательно на ритмичности работы всего конвейера, предусматриваются меж- операциопные заделы впускных коллекторов.
Приспособления-спутники с закрепленными на них коллекторами перемещаются с позиции на позицию непрерывно движущимся пластинчатым цепным транспортером. При входе на сборочную позицию спутник воздействует на переключатель, в результате чего срабатывает рычажный механизм, останавливающий этот спутник и все следующие за ним. После этого приводится в действие подъемное устройство, которое, поднимаясь, своим фиксатором центрирует спутник, а такж е поджимает его к верхним плоскостям направляющих станины.
В связи с тем, что на линии одновременно собираются левые и правые коллекторы, фиксаторы приспособлений- спутников отличаются расположением штырей, воздействующих на соответствующие конечные выключатели, которые включают исполнительные органы сборочного оборудования. После вы полнения операции на рабочей позиции оператор (на позициях ручной сборки) нажимает ногой на педаль, воздействующую на пневмоклапан, механизм остановки опускается вниз, освобож дая спутник, и он передвигается к следующей сборочной позиции. На позициях автоматической сборки механизм остановки приспособления-спутника управляется не от педали, а автоматически,
батываемого после окончания цикла сборки.
Установки, применяемые на линии для заворачивания в коллекторы шпилек, ввертышей, заглуш ек и пробок, оснащ ены автоматическими питателями и резьбозавертывающими патронами примерно одинаковой конструкции. Ш пильки в патрон подаются под действием сж атого воздуха, перемещающего их передним концом вперед по подающей трубке в головку корпуса патрона; ввертыши, заглуш ки и пробки, у которых размер диаметра больше их длины, поступают в головку патрона боком. Ц ентрирование резьбовых деталей в патроне и в процессе их ввинчивания обеспечивается центрирующими подпруж иненными губками, установленными в головке корпуса патрона. Поштучная подача резьбовых деталей в корпус головки патронов осуществляется с помощью специальных пиевмопптателей, ппевмосистсма которых позволяет ре-
5
от сигнала конечного выключателя, сра
С хем а ав том ати зи р ован н ой линии сбор к и л е вы х и правы х коллекторов:
I — VII — ном ер а пози ций сбор к и ; 1 — п о д весной толкаю щ и й конвейер; 2 — о сн ов ан и е привода т р ан сп ор тер а; 3 — эл ек тр ош к аф с б о рочны х станков; 4 — тар а; 5 — контей нер;6 — пятиш п индельны й р езь бозав ер т ы в аю щ и й автом ат; 7 — ч еты рехш пиндел ьны й ш пи льк озав ер ты ваю щ и й автом ат; 8 — ги др остан ц и я; 9 — ав т ом ат д л я зав ер ты ван и я ш пилек и р асч еканки р езь бы п од вверты ш и; 10 — ч еты рехш пиндел ьны й ав том ат д л я за в о р а ч и в а ния пробок; II — ч еты рехш пиндел ьны й а в то м а т д л я расч ек ан к и р езь бы п о д пробки; 12 — п ер еход н ы й мостик; 13 — стол сл есар я;
14 — цеп ной пластинчаты й т р ан сп ор тер
гулировать давление в подающих трубках в соответствии с весом и формой резьбовых деталей.
Сборка впускных коллекторов па линии (см. рисунок) осуществляется в следующем порядке.
Н а первой позиции оператор вручную снимает с подвесного толкающего конвейера 1 левые и правые коллекторы и устанавливает каждый отверстиями на два фиксатора приспособления-спутника, после чего закрепляет коллекторы двумя ручными прижимами.
На второй позиции четырехшпиндельная силовая головка автомата 6, имеющая вертикальное расположение шпинделей, заверты вает сверху в правый коллектор три ввертыша, в левый — четыре. Одновременно одпошпнндель- ная силовая головка с наклонным расположением шпинделя завертывает заглушки в левый коллектор.
На третьей позиции четырехшпиидель- ная силовая головка автомата, имеющ ая наклонное расположение шпинделей, затягивает четыре шпильки правого коллектора.
На четвертой позиции двухшпиндельная силовая головка автомата 9, имеющ ая наклонное расположение шпинделей, затягивает две шпильки в правом коллекторе. Одновременно четырехшпиндельная силовая головка с вертикальным расположением шпинделей расчеканивает резьбы под три ввертыша в правом коллекторе и четыре ввертыша в левом коллекторе. Операция расчеканки резьбы выполняется с целью предотвращения возможности их вращения в резьбовом отверстии и выпадения в процессе эксплуатации двигателя и ремонта коллекторов. Пуансоны, при помощи которых расчеканивается резьба под ввертыши, имеют на конце своей головки зубцы, вминающие металл в зоне границы ввертыша и корпуса коллектора, препятствуя тем самым возможности проворачивания ввертыша в резьбовом отверстии.
На пятой позиции четырехшпиндельная силовая головка автом ата 10, имеющая горизонтальное расположение шпинделей, заворачивает по две пробки в правый и левый коллекторы. При
Вологодская областная универсальная научная библиотека www.booksite.ru

подходе правого коллектора начинает работать одна пара шпинделей, а при. подходе левого — другая пара.
Расчеканка резьбы под пробки, завернутые в коллекторы, выполняется на шестой позиции пуансонами четырехшпиндельного автомата 11. Как и на предыдущей позиции, пары пуансонов
срабатываю т при подходе левого или правого коллектора.
На седьмой позиции оператор вручную снимает собранные коллекторы и уклады вает их в контейнеры, которые затем транспортируются на участок общей сборки двигателя. При необходимости этот же оператор дозатягивает
на слесарном столе ввертыши, пробки и заглушки.
Производительность линии несинхронной сборки 107 коллекторов в 1 ч, ее обслуж иваю т два оператора и один наладчик.
Канд. техн. наук В. К. ЗАМЯТИН
ГОСТ 7593—80. Автомобили грузовые. Технические требования к окраске.
Стандарт разработан взамен ГОСТ 7593—70, утвержден постановлением Госстандарта от 28 марта 1980 г.; срок его введения в действие — 1 января 1981 г.
Цель пересмотра — повышение требований к качеству окраски грузовых ав томобилей.
В отличие от действующего в новом стандарте:
введены требования к окраске внутренних поверхностей платформ самосвалов, двигателей из алюминиевых сплавов;
определены классы покрытий для различных узлов и деталей автомобилей;
увеличено число слоев окраски деталей шасси.
Внедрение стандарта позволит повысить качество окраски и долговечность грузовых автомобилей. О ж идаемый экономический эффект — более 400 тыс. руб. в год.
ГОСТ 9218—80Е. Автоцистерны для пищевых жидкостей. Технические условия.
Стандарт разработан взамен ГОСТ 9218—70, утвержден постановлением Госстандарта от 27 февраля 1980 г.;
1 И нф орм ация п одготов лен а П ресс-центр ом Г осстандарта по м атер и ал ам В Н И И К И .
срок его введения в действие— 1 января 1982 г.
Ц ель пересмотра — повышение технических требований к автоцистернам.
В отличие от действующего в новом стандарте:
предусмотрено максимальное использование базового транспортного средства, а такж е оснащение автоцистерн приборами и устройствами, облегчающими обслуживание и обеспечивающими сохранность качества перевозимых жидкостей;
расширена номенклатура перевозимых пищевых жидкостей;
установлен срок службы алюминиевых автоцистерн 10 лет, а срок службы до капитального ремонта алюминиевых автоцистерн — не менее 3 лет, автоцистерн из нержавеющей стали — не менее 5 лет;
введены требования безопасности и производственной санитарии, а такж е требования к комплектности, правила приемки, методы испытаний, требования к маркировке, упаковке, транспортированию, хранению и условиям эсплуата- цин автоцистерн.
При разработке стандарта учтены требования СТ СЭВ 254—76 в части условного прохода штуцера наполнения и опорожнения автоцистерн.
Внедрение стандарта позволит повысить технический уровень, надежность,
У Д К 006:629.113
НОВЫЕ СТАНДАРТЫ1
качество автоцистерн, а такж е сохранность качества пищевых жидкостей при перевозках.
ГОСТ 19173—80. Полуприцеп-контейнеровоз грузоподъемностью 20, 320 т. Основные параметры и размеры. Технические требования
С тандарт разработан взамен ГОСТ 19173— 73, утвержден постановлением Г осстандарта от 10 апреля 1980 г.; срок его действия — с 1 января 1982 г. до1 января 1987 г.
Ц ель пересмотра — повышение технических требований к изготовлению по- луприцепов-контейнеровозов грузоподъемностью 20, 320 т, предназначенныхдля перевозки крупнотоннажных контейнеров УУК-20 массой брутто 10, 160 т.
В отличие от действующего в новом стандарте:
предусмотрены специальные опорные поверхности на полуприцепах-контейнер- возах, на которых контейнеры (помимо фитингов) должны опираться соответствующими опорными площадками, расположенными на их днищах;
снижена масса полуприцепа-контейнеровоза с 4500 до 4000 кг;
введены требования безопасности. Внедрение стандарта позволит повы
сить технический уровень, качество и надежность иолуприцепов-коитейперо- возов. Ожидаемый экономический эф фект — более 400 тыс. руб. в год.
УДК 621.785+621.357.7.035+667.661.2
СОВРЕМЕННЫЕ ПОЛЬСКИЕ ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ ДЛЯ ТЕРМООБРАБОТКИ МЕТАЛЛОВ И НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИИ
О ЕДУЩ ЕЕ научно-исследовательское учреждение, занимающееся в П оль
ше проблемами термообработки и з а щитных покрытий, — Институт прецизионной механики (г. В арш ава). Основные направления работы института — термообработка металлов в контролируемых атмосфере и вакууме, химико-термическая и индукционная их обработка, нанесение гальванических, лакокрасочных и пластмассовых покрытий, использование метода распыления металлов, работы в области временной за шиты металлических конструкций и нейтрализации сточных вод.
Среди разработанных институтом процессов термообработки особого внимания заслуж ивает метод кислородоазо- тирования поверхности инструмента из быстрорежущей стали. Это новый вид химико-термической обработки заклю
чается в одновременном обогащении поверхности инструмента азотом и кислородом в смеси аммиака и водяного пара, нагретой до 550°С. В результате такой обработки стойкость инструмента повышается почти на 70% , улучшаются и другие его эксплуатационные качества.
Метод нашел довольно широкое применение. В Польше его уж е внедрили 20 промышленных предприятий. При этом большие инструментальные заводы и инструментальные цехи заводов неин- струментального профиля для кислоро- доазотирования инструмента применяют шахтные печи, оснащенные генераторами кислородоазотирующей атмосферы и устройством для выхода переработанной парогазовой смеси. Средние и малые инструментальные отделения з а водов применяют разработанную тех
нологию азотирования в слое сж иж енного газа.
Особенно значительны успехи института в области вакуумной термообработки металлов. В нем, например, разработано несколько оригинальных конструкций специализированных вакуумных печей, в том числе с вертикальным и горизонтальным расположением камеры; без системы охлаждения; с системой наружного охлаждения; с охлаж дением за счет наддува газа. Рабочие интервалы температур термообработки в этих печах составляют 600—2000°С. При помощи перечисленных печей можно выполнять вакуумную термообработку изделий при давлении до М О -4 ТП; химико-термическую обработку в контролируемых атмосферах совместно с вакуумным полосканием рабочей камеры печи, а такж е при пониженном дав- 33
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Р ис. 1. В а к у у м н а я печь GV-130Q/80M
ленин; дегазацию поверхностных слоев и твердую пайку металлов; спекание
u порошков металлов и керметов.Примером разработанных институ
том вакуумных печей может служить печь C V = 1300/80M с вертикальным расположением камеры (рис. 1).
В вакуумной камере этой печи установлены нагревательные и изоляционные элементы (термоизоляционные экраны, изготовленные из листов молиб'
* & < ? ' л
Рис. ‘2. У становка для гидродинам ическом окраски горячим лакок расочны м м атериалом
типа M IIg-1
дена), охлаждается она водой. Интервал рабочих температур печи 1100— 1300°С, емкость рабочего пространства камеры 80 л, вакуум 1 -10-4 ТП, нагревательная мощность 80 кВт.
Печь C V = 1300/80M обеспечивает за- _ . калку изделий из инструментальной ста-о 4 ли, предназначенных для работы в го
рячем состоянии, а такж е изделий из быстрорежущих и хромистых сталей; отжиг проволок и лент из титана и его сплавов, ииобия, молибдена и циркония; пайку цветных металлов серебром, а стали — медыо; спекания бериллиевых порошков и сплавов на основе алюминия, никеля и хрома.
В числе разработок Варшавского института прецизионной механики — универсальные подающие устройства (подаватели) установок для закалки деталей ТВ.Ч — PWK 1500 (закалка валиков, дисков зубчатых колес больших размеров); 1 PUX (закалка небольших деталей, не являющихся телами вращ ения); 2 PUX (закалка небольших деталей, имеющих форму тел вращ ения);3 PUX (закалка изделий прямоугольной формы). Все эти подаватели повыш ают производительность труда и качество термообработки изделий, расширяют диапазон применения индукционной термообработки деталей машин. Например, подаватель типа 2 PUX имеет головку с шестью вертикально расположенными на одном диске шпинделями. Вращение диска — дискретное (поворот па 60° — останов), благодаря чему к индуктору установки поочередно подаются все шесть деталей, закрепленных на его шпинделях. Каждый ji3 шпинделей, г свою очередь, совершает вращательное движение, а при необходимости — и вер тикально-поступателыюе. 11а шпинделях подавателя 2 PUX можно устанавливать детали длиной 300 мм, диам етром 120 мм, массой до 5 кг.
Институт, естественно, занимается и разработкой контрольно-измерительной аппаратуры, необходимой для точного выдерживания параметров термообработки. Так, сотрудниками института создан электронный конденсационный вл агомер типа E W K -1— прибор, предназначенный для периодического измерения точки росы газов (пропана, бутана, иефтегаза, коксовального газа, азота, аргона, водорода, эндо- и экзогазов, газовых атмосфер, полученных из ж ид
ких органических соединений, и т. д.). Погрешность измерения температуры точки росы составляет ± Г С .
В области изготовления защитных покрытий одним из основных направлений деятельности института • является разработка и промышленное внедрение современных технологий нанесения блестящих гальванических покрытий, получаемых непосредственно из ванны (никелирование, цинкование, меднение, золочение). Например, разработанные в институте ванны MG-63, KG-67, KG-70и KG-71 предназначены для блескообразующего никелирования. Полученные в них покрытия отличаются хорошим блеском, чистотой, лучшей, чем чистота исходной поверхности, и обладают высокой стойкостью против коррозии.
Д ля цинкования используются бесци- анидные ванны типа АМ-РО (блескообразующее цинкование) и AM-AN (по- лублескообразующее цинкование), в которых основной солью является хлористый аммоний. Замещение токсических цианидных ванн аминохлоридными исключает необходимость удаления цианидных соединений из сточных вод и повыш ает безопасность и гигиену труда в гальванических цехах.
Аминохлоридные ванны обеспечивают хорошие равномерность толщины покрытия и интенсивность блеска, особенно при малых плотностях тока, главное — большую скорость нанесения покрытий.
Д ля гальванического блескообразующего меднения разработаны ванны, которые даю т возможность получать покрытия с хорошим блеском и чистотой при одновременном выравнивании подложки. Обеспечивается это путем введения в основной раствор различных присадок.
Среди разработанных институтом установок для нанесения защитных покрытий следует отметить установку для горячей гидродинамической окраски типа MHg-1 (рис. 2), которая имеет подогреватели лакокрасочного материала (нагрев до 70°С в течение 20 мин), благодаря чему обеспечивается хорошее распыление довольно вязких при обычных условиях материалов. Ее производительность— около 600 м2/ч, масса — 100 кг.
Ри с. 3. А п п ар ат тина ОС-1 для р асп и л и в ания ср ед ст в в рем енной защ иты
К этой группе разработанных институтом установок можно отнести и аппарат ОС-1 (рис. 3), предназначенный для периодического нанесения защитных средств на лакокрасочные и гальванические покрытия, а такж е коисервациоп-Вологодская областная универсальная научная библиотека
www.booksite.ru

tibix средств на период складского Хранения и транспортировки техники.
Аппарат состоит из распылительной головки, подвешенного резервуара вместимостью 0,8 л и набора наконечников
с гибкими шлангами. Входящ ая в Комплект вращ аю щ аяся распылительная головка обеспечивает объемное распыление средств временной защиты, в том числе и в труднодоступных местах. Пи
тание аппарата — сжатый воздух при давлении до 65 кПа. производительность1 л/мин, масса 1.5 кг.
Проф. ЕЖИ БУЦЬ Институт прецизионной механики ПНР
УДК 629.114.6(45)
НОВЫЙ ЛЕГКОВОЙ АВТОМОБИЛЬ ПАНДА
Ь1 ТАЛЬЯНСКОЙ фирмой ФИАТ выпу- “ щен новый автомобиль Панда особо малого класса (см. рисунок), з а нимающий промежуточное положение между моделями Фиат 126 и Фиат 127, но не предназначенный для замены этих моделей. Автомобиль Панда выпускается с двигателем двух вариантов (соответственно модели П анда 30 и П анда 45). Автомобиль имеет привод на передние колеса.
Модель П анда 30 имеет двухцилиндровый двигатель воздушного охлаж дения, расположенный продольно и аналогичный двигателю Фиат 126, но другие значения мощности и крутящего момента. На нем установлена головка блока цилиндров новой конструкции, сте-
ких гнезд, расположенных таким образом, что сиденье можно установить в различных положениях.
В салоне автомобиля П анда предусмотрено использование передних и зад них сидений, кроме этого, заднее сиденье может быть сложено и придвинуто вплотную к спинкам передних сидений; сиденья разлож ены и образуют спальные места; нижняя труба заднего сиденья установлена на той ж е высоте, что и верхняя, при этом образуется подобие гамака, удобного для перевозки ребенка; за спинками передних сидений установлены трубы от заднего сиденья. Такой вариант удобен при перевозке крупногабаритных грузов. Трубы препятствуют перемещению груза при движении автомобиля; наибольший размер
верхности ниже поясной линии покрыты слоем упругого полимерного материала. М атериал разработан западногерманской фирмой Глазурит — отделением концерна BASF и наносится аэрозольным методом. Покрытие толщиной 0,5 мм за щищает от летящих пз-под колес песка, камней, а такж е при незначительных соприкосновениях с другими автомобилями.
Д вери автомобиля имеют наружные, но скрытые под обшивкой шарниры крепления, которые позволяют им . открываться на угол 65° и упрощают их установку. Обе боковые двери имеют удерживающий ремень, который позволяет фиксировать их в открытом положении. u
На больших, приближающихся по
П арам етры
М од ел и
Ф иат 126 П ан д а 30 П а н д а 45 Ф иат 127
Р асп ол ож ен и е д вигател я.
С зади , п р одольн о С п ер еди , п р одол ьн о С п ер еди , поперек С пер еди , поперекРабочий о б ъ ем в см 3 652 652 903 903Ч исло и р асп ол ож ен и е цилиндров Д в а , р я дн ое Д в а , р я дн ое Ч еты ре, р я д н о е Четы ре, р я дн оеО х л аж ден и е В озд у ш н о е В о зд у ш н о е Ж и дк ост н ое Ж и дк ост н оеМ ощ ность при ч астоте вращ ения к ол ен 17,5/4500 22/5500 33/5600 33/5600чатого вала в кВ т/м и н —1К рутящ ий м ом ент в Н -м при ч астоте 41/3000 42/3000 64/3000 64/3000вращ ения к оленч атого вала в м ин—1 В едущ и е колеса З а д н и е 11 ср ед н и е П ер едн и е П ер едн и е
П ередняя подвеска Н езав и си м ая р ы ч аж ная Н езав и си м ая р ы ч аж н о-п р уж и н н аяЗад н я я подвеска Н езав и си м ая р ы ч аж но- Зав и си м ая р ессорн ая Н езав и си м ая р ы ч аж н о
П ередн и е торм озапр уж и н н аяБ ар абан н ы е Д иск ов ы е Д и ск ов ы е
пр уж иннаяД исковы е
Рулевой м еханизм Ч ервяк н сектор Реечны й Реечны й РеечныйШины 13o»SR12 135SR13 133SR13 I3 5 S R 13Габаритны е разм еры в мм:
длина 3129 3380 3380 3640ш ирина 1382 1460 1460 1527высота 1,335 1,445 1,445 1,358
Б аза в мм 1840 2160 2160 2225Колея (сп ср ед н /сза д и ) в мм 11 12/1203 1254/1249 1254/1249 1280/1295М асса в сн ар я ж ен н ом состоян ии в кг 600 650 680 710
П р и м е ч а н и е. К оробка п ер едач — м ехан и ч еск ая , за д н и е тор м оза — б а р а б а н н ы е.
пень сж атия доведена до 8 : 1 (у двигателя Фиат 126 степень сж атия 7 ,5 : I).
Модель Панда 45 имеет четырехцп- линдровый двигатель водяного охлаж дения, расположенный поперечно (такой же, как на модели Фиат 127).
Основные параметры автомобилей Панда 30 и Панда 45 в сравнении с параметрами автомобилей Фиат 126 и Фиат 127 приведены в таблице.
Кузов автомобиля Панда трехдверный, типа хэтчбек, с очень простой отделкой интерьера и складывающимися сиденьями.
Заднее сиденье, подобное тому, какое устанавливается на модели Ситроен 2CV, имеет трубчатую конструкцию, на которой натянуты полосы парусины. Трубы крепятся в гнездах кузова автомобиля. Предусмотрено наличие несколь-
грузового помещения — заднее сиденье снято совсем.
Автомобиль Панда имеет большие пластмассовые бамперы. Боковые по-
форме к квадрату, лобовом и заднем стеклах установлены стеклоочистители.
Внешне разница между автомобилями П анда 30 и П анда 45 выражается в положении асимметрично расположенной решетки радиатора, находящейся соответственно справа и слева.
Запасное колесо размещ ается в моторном отсеке горизонтально. Топливный бак вместимостью 35 л расположен справа под задним сиденьем. Оформление панели приборов очень простое и удобное.
По данным фирмы, расход топлива модели Панда 30 при скорости 90 км/ч составляет 5,2 л/100 км, а модели Пал- 35
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
да 4,5—5,8 л/100 км. В городских условиях расход соответственно равен 7,4 и 8,4 л/100 км.
Стоимость автомобиля П анда несколько больше, чем автомобиля Фиат
126, по большой объем его кузова н легкость загрузки багаж а через заднюю дверь, по сравнению с возможностями погрузки багаж а в автомобиль Фиат 126, у которого двигатель расположен
сзади, являются преимуществами новой модели.
Н. Ю. НЕКЛЮДОВ НИИНАвтопром
УДК 621.7/.9:629.113.002
НОВОСТИ В ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ ЗА РУБЕЖОМ
Л азерная профильная резка, управляемая компьютером
Фирмой Р. В. Technik Gmb. II (Ф РГ) разработана система управления резкой при помощи лазера на С 0 2 с.тали толщиной 0,5—3,0 мм.
Установка для лазерной резки имеет стат размером 2X 4 м, материал на поверхности стола перемещается на роликах. Стальной лист шириной до 1,5 м подается с рулона на правильную установку. Д ля обеспечения экзотермической реакции лазера со сталью используется кислород.
Ранее установка лазерной резки управлялась фотоэлектрическими датчика-
<- мм. Система управления при помощи компьютера позволила сократить отходы, ускорить резку. Скорость резки оцинкованной стали толщиной 1 мм равна 2,5 м/мин. Скорость перемещений обратного хода и других подобных операций может быть увеличена до 6 м/мин.
К аж дая установка оборудована собственным управляющим компьютером, который передает команды, подаваемые с центрального лульта. Длина хода команды составляет 24 бит, скорость подачи команд 625 000 в секунду. Система управления осуществляет непрерывное слежсние за траекторией резания; координирование инструмента во время необходимых перемещений; привод чертежного инструмента, выполняющего разметку стального листа, управление подачей листового материала. Наиболее сложная из этих функций — непрерывное слежение за траекторией резания, которая разбивается на отдельные участки, представляющие собой прямую линию, дугу или окружность. Траектория вычерчивается по координатам заданной точки, установленной относительно исходной точки данной линии.
Ширина реза на стальном листе толщиной 1 мм составляет ОД мм, на листе толщиной 3 мм — 0,2 мм; на листе стали, оцинкованной с обеих сторон, при толщине листа толщиной 1 мм — 0,2 мм, на титановом сплаве толщиной 1 —
2 мм — 0,2 мм, на листе полипропилена толщиной 5 мм — 0,5 мм. Предусмотрен модуль оптимизации, который позволяет осуществлять оптимальный раскрой металлического листа для серии деталей.
W elding and M etal Farbication , май 1980, т. 48, № 4, с. 233—239.
О краска методом катафореза
Английская фирма Edw ard Rose Ltd изготовляет автомобильные оконные р а мы и другие детали для легковых и гоузовых автомобилей, а такж е тракторов. На своем предприятии в Браунхиллз фирма установила новое оборудование для окраски методом катафореза автомобильных деталей десяти наим енований.
В настоящее время на катафорез переведены почти все резервуары электроосаждения, действующие на предприятиях фирм Ford и G eneral M otors в США. На грунтование этим методом сейчас переходят европейские страны, Япония, Австралия и К анада. П оставщ иком катафоретичеокой грунтовки ЕД3002 является английская фирма In ternational Point, изготовляю щ ая ее по лицензии американской фирмы PP G Industries. В Англии катафоретическую грунтовку для грузовых автомобилей используют фирмы Ford, Talbot, GKN, Edw ard Rose, Stelrad.
Н овая установка катафоретического грунтования с подвесным конвейером длиной 305 м, установленная на предприятии E dw ard Rose, имеет производительность 80 000 изделий в неделю. В резервуар вместимостью 17 274 л, длиной 12 м, шириной 1 м и глубиной 2 м помещаются как небольшие подвески, так и узлы размерами 1,5X 0,9X 0,3 м. Установка полностью автоматизирована; очистка, фосфатирование, окраска и сушка производятся без участия человека.
Д ля нанесения окончательного покрытия имеется установка порошковой окраски. Поскольку грунтовка ЕД3002 обеспечивает антикоррозионную защ иту внутренних участков изделий, порошок
наносят только на поверхности, имеющие хороший доступ.
Ввод в действие новой установки позволил фирме при той ж е производительности исключить одну из двух необходимых ранее восьмичасовых смен. Если на повторную окраску отбракованных изделий затрачивалось 160 ч в неделю, то при помощи установки стало затрачиваться 40 ч.
Испытания, проведенные фирмой Edw ard Rose, показали, что грунтовка ЕД3002 выдерживает более 500 ч в солевом тумане и 1000 ч во влажной камере. И зделия поступают в резервуар и выходят из него под углом 30° по отношению к конвейеру. Время погружения составляет 2 мин, равномерный слой покрытия толщиной 30 — 35 мкм наносится при 300 В. Перед сушкой детали промываются ультрафильтратом и деминерализованный водой. Цикл сушки равен 23 мин, сушка производится в газообогреваемой печи, где смена воздуха происходит 3 раза в 1 мин при 204,4°С.
Product F in ishing, май 1980, т. 33, № 5, с. 22—27.
Новое устройство для дозирования металла
Фирмой Ita lp resse D eutschland Gmb. Н (Ф РГ) разработано новое устройство для дозирования металла в машинах для литья под давлением и в кокильных машинах. Устройство хорошо себя зарекомендовало при работе на холоднокамерных машинах литья под давлением. Производительность устройства — 400 заливок в 1 ч; его преимущество за ключается в том, что заливка производится непосредственно в прессующую камеру. В результате этого не требуется использования заливочных желобов. Поворотные рычаги, имеющие различную длину, облегчают их подгонку к установленным габаритным размерам печей машин.
Giesserei P rax is, апрель 1980, № 8, с. 112.
36
ВНИМАНИЮ АВТОРОВ!
С огласно ГОСТ 7.1— 76 при п о д гото вке материала для о публ икова ния следует в пристатейном списке литературы наряду с ф амилией автора (или коллектива авторов) и названием книги или статьи указы вать: город , где издана книга, издательство (или название ж урнала), го д издания, общ ее количество страниц книги (или страницы, на ко тор ы х напе
чатана статья).
Вологодская областная универсальная научная библиотека www.booksite.ru

УКАЗАТЕЛЬ СТАТЕЙ, ОПУБЛИКОВАННЫХ В ЖУРНАЛЕ «АВТОМОБИЛЬНАЯ ПРОМЫШЛЕННОСТЬ В 1980 г.
№
П Е Р Е Д О В Ы ЕЛ ирм ан Н. Я ., У сти н ов . Е. А ., К узин В. А. — В. И . Л ен и н
и советское а в т о м о б и л е с т р о е н и е ..................................................................О стровцев А. Н. — Н еобходи м ы е основы теор ии уп р ав лен и я ка
чеством п р о д у к ц и и ......................................... • ..............................................Сироткнн 3 . Л ., Ш алабин Ю. И. — А втом оби л ьн ая пром ы ш лен
ность — сельск ом у х о з я й с т в у ................................................ .... . • • •Титков А. И., Ф аустов В. А ., Устинов Е. А. — А втом оби л е
строение в зав ер ш аю щ ем го д у 10-й п я т и л е т к и .........................Устинов Е. А ., Кузин В. А. — О р ган изац ия п р оф ессиональн о
технического обуч ен ия р абочи х к адр ов в автом оби лестр оен ии Ф аустов В. А., Колтунов И. Б ., Устинов Е. А. — В и н тер есах
технического прогресса в а в т о м о б и л е с т р о е н и и ........................
ж ур н .Стр.
1 111 1
ЭК О Н О М И К А И О Р Г А Н И З А Ц И Я П Р О И З В О Д С Т В А
А нуфриев В. А ., Б ур д асов Е. И., М атвеева Л . А ., Ш ур О. 3 ., Д ав и ден к о С. А ., М езенцев В. В. — А втом ати зи ров ан н ая п о д систем а « Н а д е ж н о с т ь » ............................................................................................9 1
Б адю ля А. К. — О р ган и зац и я и т ехн ол оги я пер ев озк и гр у зо вых а в т о м о б и л е й ...........................................................................................................1 3
Бадю ля А. К. — У плотненны е сп особы п огрузки и пер евозк иавтом обильной техник и ........................................................................................... 7 1
Кригер А. М ., З а р у б и н А. Г. — У крепление св я зей предприятий автом обильной пром ы ш ленности и ав тотран сп ор та — в а ж н ей ш ее условие повы ш ения н ад еж н о сти и эконом ич ности ав том оби л ей . 1 2 4
Куликов К. С ., Григорьев М. А. — К ритерии оцен ки качествапродукции на п редприятиях о т р а с л и ............................................................... 6 1
Л аптев Б. Ф. — В еличина прои зв одств ен н ы х за п а со в ком п лек тую щ их издел и й и потр ебн ость в п р ои зв одств ен н ой т ар е . . . 10 3
Л озе Е. Д . — М етодика р асп р ед ел ен и я зап асов н езавер ш ен н огопроизводства в подш ипниковой п р о м ы ш л е н н о с т и ...............................2 1
Просвирнин А. Д . — Творческое со д р у ж ест в о науки, п р о и зв о д ства и эк сп л уатации ...................................................... ....................................... 12 3
Я рош енко В. И. — С истем а управлени я п р ои зв одств ом в р еал ь ном м асш табе в р е м е н и ..........................................................................................5 1
Д В И Г А Т Е Л Е С Т Р О Е Н И Е
А лексеева С. В., Геккер Ф. Р ., К очура А. Е. — И ссл ед ов ан и единам ич еских силовы х характеристик дв и гател ей ......................... 8 1
А ндреев В. И ., Ч ум аков В. Л . — И с сл ед ов ан и е р асп р ед ел ен и ясм еси по цил индрам ф ор к ам ер н ого д в и г а т е л я .....................................10 6
А ртемьев В. А ., Григорьев М. А ., Е ф рем ов В. H. — И с сл ед о в а ние ком бинированной систем ы очистки м асла в д и зе л я х Я М З 4 7
А финеевский С. А ., Е рм олаев П. С., Коган Ю. А ., К о ж а нов Л . Н. — Р а б о т о сп о со б н о сть различны х ком плектов п ор ш н евых к о л е ц ................................................................................... - ....................................7 8
Булгаков Д . А ., К ам енев В. Ф., Колляков И. А. — О д н о к а м ер ные карбю раторы К-131 и К-133 . ........................................ ...................... 12 10
Бунаков Б. М ., Григорьев М. А ., Ч удиновских А. Л . — М етод м оторной оцен ки защ итны х свойств д в и гател ей вн утр ен н его с г о рания ..................................................................................................................................... 8 5
Гоголицм н М. А ., Ш иловский И. А. — Н екоторы е ф акторы , оп р еделяю щ и е р абот осп особн ость гильзы ц ил индра . . . . 11 8
Горюнов В. Г ., Д ем и д о в Г. Ф ., Х рестин H. А ., Н еза м а - ев Ю. Н. — В ли ян ие степ ени сж ати я на пуск овы е кач ества д в и гателя Я М З- 7 4 1 ............................................................................................................... 8 7
Григорьев М. А ., Б унаков Б. М., Д м и т р ен к о В. С ., К атаевА. И., Кокорин В. В. — К вопросу опти м и зац и и удел ь н ы х ем к о стей систем см азк и д и з е л е й ..................................................................................10 9
Григорьев М. А ., К ар и м ходж аев И. — Э ф ф ек ти в н ость р а зл и ч ных систем очистки топлива на ав том оби л я х с к ар бю р атор н ы ми д в и г а т е л я м и ................................................... ................................................ t . II 3
Григорьев М. А ., П оном ар ев H. H ., Б абки н Г. А. — Р асч ет абразивного изн оса д ет а л ей дв и гател я в зав и си м ости от п а р а метров систем ы с м а з к и .................................................................................... 2 6
Д м итриевский А. Д ., К ам енев В. Ф., Т ю ф яков А. С. — В ы бор амтитоксичны х устр ойств с уч етом повы ш ения т р ебов ан и й кэконом ичности кар бю ратор ны х д в и г а т е л е й ............................................1 7
Зайчен ко Е. Н ., Клим енков В. Б., С авельев Г. М ., Там - мор В. В. — В лияние пар ам етр ов о х л а д и т ел я н а д д ув оч н ого в о з д уха на габариты и м ассу д и зел я с т у р б о н а д д у в о м . . . . 7 3
Зайченко Е. Н ., Клименков В. Б. — И ссл ед о в а н и е потерь д а в ления в теп л ообм ен н и к ах д и зел ей с т у р б о н а д д у в о м ........................6 3
Зиновьев И. В ., Ш атров Е. В. — О собен н ости пр оц есса сго р а ния и орган и зация р ассл оени я за р я д а в р оторно-порш невы х.дв и гател я х ....................................................................................................... 12 7
И ващ енко Н. И., М азур Е. Б. — А нализ изм ен ения геом етр и ч еских парам етров поверхностей блока ц илиндров дв и и гател я в процессе эксплуатации с исп ользован и ем теории м арковскихп р о ц е с с о в .............................................................................................................................5 6
Карницкий В. В., Ч истозвонов С. Б. — Топливн ая эк он ом и ч ность и скоростны е качества грузовы х автом оби лей ср ед н егокласса с д и з е л я м и .....................................................................................................7 4
Крылов М. Ф., Кленников Е. В., М артиров О. А. — О п ти м альная периодичность регулирования редук тор а систем ы питаниягазобаллонны х автом оби лей З И Л -1 3 8 ........................................................... 9 8
Кутенев В. Ф. — Т ехнические и эк оном ические аспекты вы борапротивотоксичных м ероприятий д л я д в и г а т е л е й ................................3 1
Макаров В. В. — П рактическая в о зм о ж н о сть техни ч еского д и а г ностирования двигател ей ........................................ .... ............................................11 5
Мищенко А. И., Черкаш ин Ю. В. — П р и м ен ен ие ги дридны хсистем для питания двигател ей в о д о р о д о м ...........................................9 5
Набоких В. А., П оповкин С. С., Ф лерин В. И. — Э лектронная система автом ати ческого управления автом обильны м и га зо т у р бинными д в и г а т е л я м и ....................................................... ' 9 3
Основенко Н. Е., М уратов И. Е., С ахно В. П ., Ш арай С. М .— М атематическое опи сание кривой м ощ ности внеш ней скоростнойхарактеристики м отоциклетного д в и г а т е л я .......................................... 6 6
Пашин Ю. М., Л а за р ев Ю. П ., Осипов Г. П. — К ом плек с ан-титоксичных устройств автом оби лей В А З ................................ 2 2
Пичугин В. Б., Ревзин И. С., С кибарко С. И., Ч епрасов В. H. — Безмоторное и сследов ан и е влияния пер ем ен ного эл ек тростати ч еского поля на см есео б р а зо в а н и е во впускной си стем е дв и гател я 1 5
№ ж ур н .Стр.
Р уктеш ель О. С., Т а у б ес Л . Е., С тепанов Д . В. — И сп ол ь зов ание р егресси он ны х м о дел ей при и ссл едов ан и и п ер ех о д н ы х пр оцессов работы д в и гател ей вн утр ен н его сгоран и я ............................... 4 9
С авельев Г. М ., Зай ч ен к о Е. И ., Л оц м ан ов М. П., К лим енков В. Б ., Л я м ц ев Б. Ф ., Т ам м ор В. В. — И ссл ед о в а н и е э ф ф ек тивности ж и д к о ст н о -в о зд у ш н ы х т е п л о о б м е н н и к о в ...............................10 5
С ам ойлов И. П. — В лияние в и хр евого п оток а , со зд а н н о го п одач ей д оп ол н и тел ьн ого коли чества в о зд у х а в цилиндры , напр оцесс сгоран ия ............................................................................................................ 3 4
Цой И. М ., Б орисов В. В. — В ы бор за зо р а м е ж д у головкойпорш ня и гильзой цили ндра д в и г а т е л е й .................................................5 4
Ш атров Е. В., Варю ш ин В. М ., Д м и тр иевск ий А. В., Куров Б. А. — П ерспективы сн и ж ен и я токсичности легковы х ав том оби л ей . . . ....................... .... ........................................................................ 12 6
Ш м идт А. Г., Д м итриевски й А. В ., Сытин К. Ю. — К в опр осу оценки топливной эконом ичности легковы х автом оби лей . . . 2 8
К О Н С Т Р У И Р О В А Н И Е , И С С Л Е Д О В А Н И Я , И С П Ы ТА Н И Я А брам сон А. Л ., Б аранник И. Г., З д ан ов ск и й А. А. — У ни ф и
кация эл ек т р о о б о р у д о в а н и я ав то б у со в ........................... . . . . . 7 9А вдонькин Ф. H. — В ли ян ие и зм ен ен и я р а б о т о сп о со б н о сти ав
т ом оби л я на себ ест о и м о ст ь п ер ев озок . . ....................... .... 11 21А рсеев Л . А ., К узовников О. H. — Т опливом еры д л я изм ер ен и я
р а сх о д а топли ва в д о р о ж н ы х усл ов и я х . ................................... 7 11Б агров Г. М. — В ы бор толщ и н тонк ол и стов ой стал и кузовны х
д е т а л е й ....................................................................................................................................6 15Б ал аби н И. В ., К нороз А. В. — И с сл ед о в а н и е хар ак тер и сти к
р а сх о д а топли ва при устан ов и в ш ем ся кр иволинейном д в и ж е нии а в т о м о б и л я ............................................................................................................. 2 17
Б ал а гу л а В. Я ., Гайцгори М. М ., М алиновский Е. Ю. — Р а с чет ср ед н ек в ад р ати ч н ы х зн ач ен и й в и бр оск ор остей и ускор ен ий ав том оби л я в п о л о с а х ч астот д л я р азли ч н ы х типов д о р о г . . . 6 19
Б асов И. С., В ласов С. В ., М оск алев В . H ., С оловьев В. И., Ф едорович К. А ., Ш уклин С. А. — В ли ян и е а эр оди н ам и ч еск ого об т ек а т е л я на р а с х о д топли ва гр узовы м ав т ом оби л ем . . . . 4 10
Б екм ан В. В. — П р од ол ь н ая устой ч и в ость гон очн ого ав том оби л я 1 22Б очаров H . Ф ., З у зо в В. Н ., В ор он ц ов а Н . И ., Б еляков H . И.,
П етуш ков В. А. — К в оп р осу и ссл ед ов ан и я н а п р я ж ен н о -д еф о р м ир ован ного состоя н и я кузов ов а в тобусов . . . . . . 11 14
Бочаров Н. Ф ., П етуш ков В. А ., З у з о в В . Н ., Д а в ы д о в А. В ., К удрявцев А. П. — В ы бор и о б о сн о в а н и е р асч етн ы х схем д л я и ссл ед ов ан и я н а п р я ж ен н о -д еф о р м и р о в а н н о го состоя н и я тон к остен н ы х ст ер ж н ев ы х к о н с т р у к ц и й .................................................................. 3 15
Бусы гин Б. П ., Д о р о ф е ев Г. Т. — О б оптим альны х зн ач ен и я х угла скоса зу б ц о в и н дуктор а к о со зу б ы х уни пол ярн ы х эл ек т р о м агнитны х м уф т ............................................................................................................... 5 26
Б ухар ин Н. А ., К отиков Ю. Г., К лим ов Л . К ., Л укинский В. С.,З а й ц ев Е. И ., Карпов А. М ., М аклаков Л . Н . — О совм естном исп ользовани и в сп ом огател ьн ого и к олесн ы х тор м озов ав то п о езд ав горны х у с л о в и я х ...................................................................................................... 7 13
Василевский В. И ., Зем л янский А. Ф., П челинцев Н. А. — И ссл ед о в а н и е п ер ех о д н ы х пр оц ессов в автом оби льн ы х ген ер а т о р ных у с т а н о в к а х ............................................................................................................. 9 10
Водяник И. И. — В ы бор м о ду л ей д л я ан али ти ческого описанияв заи м одей ств и я пневм атическ ой ш ины с д о р о г о й ..........................10 18
Воронин А. В., Воронин С. А. — К р асч ету на долговечн ость р ади ал ьн о-уп орн ы х конических подш ипниковы х у зл ов . . 12 15
Выгонный А. Г., Г ринберг Н. С., Л итвинов А. С., Ю рьев Ю. М. — И с сл ед о в а н и е ста б и л и зи р у ю щ и х м ом ентов ш ин а в том обилей больш ой г р у з о п о д ъ е м н о с т и ...............................................................7 20
Вы соцкий М. С., Беленький Ю. Ю ., П исарчик В. В., Е вграф ов А. Н ., М едв ед ев Е. Ф ., М осковкин В. В ., П етруш ов В. А. — Э к спер и м ен тальн ое и ссл ед о в а н и е в о зм о ж н о ст ей повы ш ения т о п ливной эк оном ичности сед ел ь н о го а в т о п о е з д а ......................................... 6 13
Галевский Е. А ., Блинов Е. И ., К узн ецов В. Т. — О п р ед ел ен и е пр иведен ной ж естк о ст и п одв еск и в ед у щ ег о к ол еса м отоцикла . 4 14
Галкин Ю. М ., Л евитин К. М. — О нор м ировани и св етотехн и ч ески х хар ак тер истик сигн альны х ф он ар ей ав том оби л ей . . . . 8 25
Г ам аю нова Э. Ф., Т окарев А. А. — П л ан и р ован и е эк спери м ента при и ссл едов ан и и топливной эк оном и ч ности ск оростны х свойствав том оби л ей . . . . . . . ................................................ 12 14
Гинцбург Л . Л ., Трикоз А. А., В ен д ел ь В. Е. — У лучш ение х а рактеристик р асп р ед ел и тел ь н ы х устр ойств ги др авли ч ески х уси л и тел ей р ул ев ого у п р а в л е н и я ................................................................................... 2 16
Г лаголев Н. И ., М еж ов А. Е ., Т ретьяков О. Б. — О вер оя тн ост н о й ' м одел и изн оса автом оби льн ы х ш и н .......................................... 7 23
Голов Г. А., М ерзляков В. В. — С пособ эр гоном ич еской оценкиорганов упр авлени я и инди кац и и ав том оби ля ........................................ 8 24
Голубовский В. И ., Ерем ин А. Ф. — П овы ш ение долговечности соп р я ж ен и я картер — н а р у ж н о е кольцо подш ипн ика . . . . 8 16
Г р едеск ул А. Б ., Ф едосов А. С., М атвиенко В. Ю. — С татистические аспекты вы бора тор м озн ы х м ехан и зм ов д л я легковы х ав том оби лей ....................................................................................................................8 21
Г родко Л . Н ., К овалева О. Б. — О второй критической ск ор ости автом оби льн ой ш и н ы .......................................................................................... 9 24
Д ем и н И. М. — О повы ш ении качества и эф ф ек ти в н ости использован ия ав том оби л ей М А З в н ар одн ом хо зя й ств е . . . . 11 10
Д и в ак ов Н. В., Снакин Р. Ф., Л еп еш ев В. Ю. — Т ягово-ск оростны е и топ ли вн о-экон ом ич еск ие качества ав том оби л я с б е с с т у пенчатой п ер ед а ч ей . .......................................................................... . 11 23
Д ья к ов И. Ф. — В лиян ие м икропроф иля д о р о ги на п о в р еж д а ем ость к онструкц ии а в т о м о б и л я ....................................................................... 6 18
Е сен овск ий-Л аш к ов Ю. К.. Т русов С. М ., Б а ж ен о в П. И ., Р ас- кин В. Е. — И ссл ед о в а н и е влияния харак теристики ги др отр ан сф орм атора на тягов о-ди н ам и ч еск и е качества и топливную эк о н о мичность легкового а в т о м о б и л я .......................................................................... 6 10
Заславск ий О. Я . — П овы ш ение долговечн ости уплотнительны хузл ов транспортны х ср ед ст в . ...................................................................7 12
З а х а р о в Б. А. — С табилизированны й зар я дн ы й вы прям итель . 4 26За х а р о в Л . И ., И ванников А. И ., И саев В. В., Н ю нин Б. Н. —
А к устич еская м одел ь сал он а л егков ого автом оби ля в ин ф р азву- ковой о б л а ст и ч а с т о т ................................................................................................ 11 19 37
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Иванов С. Н. — В и бр ац и и в ав т ом оби л е при д в и ж ен и и на н и зших п ер ед а ч а х с не полн остью вклю ченны м сц еп л ен и ем . . .
Кислицин Н. М ., Белов С. А ., М аксим ов Ю. В. — К в оп р осу одолговечности ш и н ................................................................. • • . . .
К нороз В. И., Р езвяков Е. М., С тепанов В. В. — В и бр ац и он н ы е хар актеристики л егков ого ав том оби л я с д и агон ал ь н ы м и и р а д и альны ми ш инам и . . . ....................... ............................................................
Ковалев Ю. Л ., А ж м егов В. Ф ., Гокк В. О., Х арин В. В. — Расчет колебаний ав том оби ля с п од в еск ой , и м ею щ ей су щ ест в ен но нелинейны е хар актер истики ............................................................................
Котенко В. Д ., О си повч В. Н., Ч ернец ов А. А. — К ондиц ионер для о х л а ж д ен и я в о зд у х а в каби н е а в т о м о б и л я -са м о св а л а Б ел А З-5 4 8 Л ........................................................................................................ : • • • • :
Котляревский В. А ., Зин ченко Ж . Ф-, О л ехвер А. И., Тим о- хин В. И. — А эроди нам ич ески е хар ак тер и сти к и ав том оби л ей . .
Крестовников Г. А ., Н еруш А. Р. — О сновны е техн ич еск иетребования к ав том оби лям северн ого и сп олнени я ...............................
Кривенко Е. И ., Костриков Н. А. — П р остр ан ств ен н о-вр ем ен ные условия реали зац и и н а д еж н о сти и д ол говеч н ости . . . .
Л азар ев Л . Л ., Новаковский Л . Г., Р ой тм ан Б. А. — П риборы с зеркальной систем ой ориентаци и д л я регул и р ов ан и я п о л о ж е ния ф а р .......................................................................................................................... :
Л еуш канов В. В., Н емцов Ю. М ., Е горов В. И. — В ли ян и е к он структивны х и технол оги ч еских ф актор ов на величину тел еск о- пирования вала рулевого упр авлени я а в том оби л я «М осквич-412»
Литвинов А. С., Беленький Ю. Ю., А зб ел ь А. Б., Г ринберг Н. С. — И ссл едов ан и е уп р авляем ости и устой ч ивости тр ехосн ы х автом обилей с различны м и п р и водам и при кр уговом дв и ж ен и и
Литвинов А. С., Н ем цов Ю. М ., Т и м оф еев С. А. — И с сл ед о в а ние кинематики рулевого управлени я с у ч етом кинем атики п ер едней подвески ................................................................................................................
Л обов а В. М ., Гаврю тин Ю. К., Ч ухустов Ю. С. — О б о св о е нии в прои зводстве П равил О О Н по к онструкц и и трансп ор тн ы хсредств . . . ....................... ..................................................... ..... •
Л укинский В. С., М ясников А. Г. — У точ н ен и е в и д а п р и о ст а новок при об р а б о т к е р езул ьтатов н езав ер ш ен н ы х испы таний надолговечность . ........................................ ........................................................................
М арголис С. Я. — С тенд дл я о п р ед ел ен и я х а р ак тер и сти к п о д вески, влияю щ их на упр ав ля ем ость легк овы х ав том оби л ей
М еликдж анян М. С. — О построени и ди н а м и ч еск о го пасп орта
М елик-С аркисьянц А . С., Гладков О. В ., С идоров А. А. — Ф орм ула объ ем а кузова стр оител ьного а в т о м о б и л я -са м о св а л а
М ирзоев Г. К., Пеш килев А. Г. — И ссл ед о в а н и е ки нем атикиподвески с пом ощ ью Э Ц В М ...............................................................................
М ордаш ов Ю. Ф. — Вопросы установк и р егул я тор а в ги др оп р и в оде за д н и х торм озов легкового а в т о м о б и л я ..........................................
М орозов Б. И., Климаш ин А. Л ., К озлов Ю. Ф ., Балы чевС. М., М айоров А. Ф. — К расч ету п ар ам етр ов и сп олнител ьны х м еханизм ов ги дравлического анти бл оки р овоч н ого привода
Московкин В. В., Юрин И. Л . — О п р ед ел ен и е п отер ь м ощ ности в агр егатах трансм иссии автом оби ля, вы званны х п ер ед а ч ей крутящ его м омента ..............................................................................................................
Н арбут А. Н., Никитин А. А., А рхипов А. И ., И лю ш ин В. В .— К опенке нагруж аю щ и х свойств кли норем енны х в ар и аторов . .
Н арбут А. Н ., Халиков Р. Т., С им аков А. Н ., Т итаренкоВ. С. — Влияние ряда п ер едаточ н ы х чисел на р а зго н ав т о п о езд а
Н ечипоренко А. Г., К остенко М. М ., Л ап кин а А. А., Д р ы ж ен ко К. И ., Б удак В. М., Смирнов А. Г., К а за р е з А. Н ., Гей- бер Э. К. — С равнительны е д о р о ж н ы е исп ы тани я к р у п н о га б а р и т ных радиальны х и ди агон ал ьны х шин на а в т о м о б и л я х -са м о св а -л а х БелА З ................................................................................................................
Носенков М. Д. — О безо п а сн о м повороте а в т о м о б и л я . .Носенков М. А.. Бахм утский М. М., Торно В. М. — В ли яние
чувствительности автом оби ля к повороту р уля на упр ав ля ем остьи устойчивость л виж ени я .........................................................................................
О сновенко Н. Е., Л ем к о О. Л ., Ярмак В. И . — И ссл ед о в а н и е сопротивления в о зд у х а дв и ж ен и ю м отоцикла М Т -10-36 «Д неп р»
О стровцев А. Н . — И сп ользование систем ы оцен к и качества в управлении н а деж н ость ю на ст ади и п р оекти р ования, п р о и зв о д ств,ч и эксплуатации автом оби ля . . ..................
Островцев А. Н., Крайнык Л . В. — О сновы си стем н ой о п ти м и заци и управления ги др ом еханич еским и п ер ед а ч а м и автом оби лей
Павлов В. А .— Вы бор пар ам етр ов р а зр езн о й р улев ой тр апеции П етров И. П., Зельц ер Е. А. — В ли ян ие н ер авном ер ной ж ест-
Пирковский Ю. В., П лиско В. А., Ш уклин С. А. — О в о зм о ж ностях оптим изаци и конструктивны х п ар ам етр ов автом оби ля
П латонов С. В. — В лияние некоторы х конструктивны х и эк сплуатационны х ф акторов на пр ои зв оди тел ь н ость автом оби ля
П латонов В. Ф.. Чистов М. П., А ксенов А. И. — О ценка про-
38
П олунгян А. А.. Б елобр ов В. Н .. К овалев А. А ., П л уж ников Б. И., С кудное Ю. Ф., Ф ом ины х А. Б. — С т ен д д л я и сс л ед о в а ния нагрузок в тр ан см и сси ях а в т о м о б и л е й ..............................................
Полунгян А. А ., Б елобр ов В. Н ., Ф ом ины х А. Б ., К ондраш кинС. И. — О п р едел ен и е м ом ента соп р оти в лен и я на в ед у щ ем к олесе при д в и ж ен и и ав том оби ля ч ер ез ед и н и ч н ую нер овность
П челинцев А. А ., Ф ельзинг А. П. — Э к сп ер и м ен тал ь н ое и сс л е дов ан и е аварийны х р еж и м ов г е н е р а т о р о в ....................................................
Раввин А. Г. — О п р ед ел ен и е к оэф ф и ц и ен та соп р оти в лен и я к а чению и ф актора о бтек аем ост и гр узов ого ав т ом оби л я . . . .
Ревин А. А. — У стойчивость ав том оби л я на п р ям олиней ном участке при т ор м ож ен и и с н езави си м ой ан ти бл окир овоч ной с и с тем ой .............................................................................................................................
Ревин А. А. — У стойчивость ав том оби л я на п р ям олиней ном участке при т ор м ож ен и и с зав и си м ой анти бл ок и р овоч н ой си с т е мой ..................................................................................................................................... ......
Ревин А. А. — Т ор м ож ен и е ав том оби л я с ан тибл окир овоч ной систем ой на д о р о г а х с поперечной н ер ав н ом ер н ость ю к оэф ф и ц и ента сцеплен ия ................................................................................................................
Рябчинский А. И., М ельников О. В ., Т ед ер Л . О. — С истем ны й п о д х о д при р а зр а б о тк е ком плексны х м етод ов и ссл ед ов ан и яф ункциональны х свойств рем ней б езо п а сн о ст и ..........................
Саввуш кин Е. С., А лексеева Г. Н ., К рам ской Н. А ., В ес е лов А. И, — О ценка величины д еф ор м ац и и п ер ед н ей части ав т о м обиля при л обов ом стол кновении с н еп одв и ж н ы м пр
12 18
10 16
12 21
3 13
4 23
7 17
2 10
5 12
2 19
1 24
9 16
1 И
11 12
12 24
10 25
7 22
3 18
2 12
9 22
8 19
8 9
10 13
8 13
9 149 19
4 24
9 21
1! 26
1 132 14
5 14
9 9
10 23
3 10
71
21
4 12
4 28
8 17
3[
20
5[
17
6 21
[4 18
2 22
С авельев Г. В . — Р асч ет тяговой сп особн ости к олесн ого д в и ж и тел я п о сц еп л ен и ю шины с о б о д о м к о л е с а .................................. 12 12
С аты беков С. К., Апсин В. П. — О б од н ом м етод е маш инной к ласси ф и к ац и и состоян ий н есущ и х систем ав тобусов . . . . 7 16
Спирин А. Р ., Гуревич Л . В., М ел ам уд Р. А. — П осл едов ан и е ги стер ези са тор м озн ы х м ехан и зм ов как звеньев антибл окиро-вочны х с и с т е м ................................................................................................................. 3 19
С пирин А. Р., Гуревич Л . В ., М ел а м у д Р. А. — И ссл ед ов ан и е и н ерци онности тор м озн ы х м ехан и зм ов как зв ен ь ев антиблокиро-вочны х с и с т е м ................................................................................................................ 4 16
Спирин А. Р ., Н еф едьев Я. Н. — М од ел и р ов ан и е тор м озн ого м ех а н и зм а и исп олнительной части т ор м озн ого п р ивода к ак .зв ен ь ев антиблокировочной' с и с т е м ы ........................................................... 5 23
Т арасик В. П ., Г еращ енко В. В. — У стройство элек тронн ого натур ного м оделир ован ия стен да дл я испы тания трансм исси й . 6 26
Тольский В. Е. — И сследов ан и е вибраций ав том оби ля с пятицилиндровы м рядны м д и з е л е м ............................................................................6 7
Тольский В. Е. — О граничение структурного ш ум а внутри автом оби ля . ....................... .....................................................................................12 22
Т р егубов В. А ., Сытай В. А ., П лиш ко Н. С ., Зам ы цкий В. С., Г ром адский А. С. — С н и ж ен и е в и бр он агр уж ен н ости р абоч его м еста в од и тел я ав том оби л я больш ой гр узоп одъ ем н ости . . . 10 15
Тю трю м ов О. С., К ур зуков Н. И ., Ш еленкова А. К. — В лияние т ем п ер атур ы эл ек тр ол и та на р аботосп особн ость ба т а р ей . . . 5 27
Ф едосов А. С., Б ар анов А. А. — О п р едел ен и е п ар ам етр ов п л оской систем ы сил тр ен и я на фрикционны х н ак л а д к а х дисковы хт о р м о з о в ............................................................................................................................... 9 11
Ф илин Ю. Н. — Э лектрический тор м оз с тиристорны м п р ео б р а зов ател ем д л я испы таний д в и г а т е л е й ..........................................................9 23
Ф исенко И. А . — В ы бор си стем регулирования д ав л ен и я в главной м асля н ой м аги страл и ги др ом ехан и ч еск и х п ер едач л е г ковы х а в т о м о б и л е й ..................................................................................................... 10 11
Ф ортунков Д . Ф. — И с сл ед о в а н и е стаби л и зи р ую щ и х м ом ентовуп р ав л я ем ы х к ол ес а в т о м о б и л я .......................................................................10 19
Ф ортунков Д . Ф. — О ст а б и л и за ц и и и к ол ебан и я х управляем ы хк ол ес ав том оби л я . . ....................... ..................................................................11 17
Х охряков В. П ., Х охряков Б. Н. — В ентиляция салона ав том обиля ВА З-2121 с ц ен тр обеж н о-ротор н ы м пы леотделителем . 10 21
Ч ечеткин В. В., За ск а л ь к о П. П ., К узнецов Е. Г., Ром аш ова Е. В., Р я бов а Д . В., Крысин В. Д ., К ай дал а Е. В. — Влияние ингибиторов к оррозии на эксп л уатац и он н ы е свойства м асел длягип ои дн ы х п е р е д а ч ......................................................................................................6 24
Ш ейнкер И. Г., Ш имков А. А., К расневский Л . Г., Кацнельсон Д . Э., М еленцевич В. П., Косткин О. Л ., Каган Е. А. — Гамма автом ати ческих ги др ом ехан и ч еск и х п ер едач д л я автом обилейбольш ой г р у з о п о д ъ е м н о с т и ....................................................................................3 7
Ш уклин С. А. — О стр ук тур е м ощ н остн ого. б ал ан са м ногоприв одн ого а в т о м о б и л я ...................................................................................................3 6
Ш уклин С. А., М едв едев Е. Ф. — О влиянии типа двигателя на техн и ч еск и е п ок азател и п олн оп ри водн ого автом оби ля гр у зо п о д ъ ем ностью 5 т .................................................................................................................5 10
Щ етина В. А., Б огом азов В. А. — В лиян ие т ехн и к о-эк сп л уатационны х п ок азател ей эл ек тром оби л ей на эф ф ективность их использования ................................................................................................................... 1 16
Э й дел ьм ан Д. Л ., Е м ельянов Н. Я. — И зги б рамы грузовогоа в том оби ля в горизонтальн ой п л о с к о с т и ................................................... 5 20
Я гант А. И., К арунин А. Л ., Круглов В. А., Есеновский-Л аш - ков Ю. К., Рум янц ев Л . Г. — Н агр узочн ы е р еж им ы в п ол уав том ати ческ и х т р а н с м и с с и я х .............................................................................8 11
Я цепко Н. Н ., С лы хов А. А. — И ссл ед о в а н и е работы листовы х рессор при кручении . ....................................................................................• . . 1 19
Т Е Х Н О Л О Г И Я
А миров М. Г., Бары кин Н. П. — О ценка технол огич еской д е ф ор м и р уем ости при х о л од н ой в ы с а д к е ...................................................9 26
А ндрия хин В. М ., Зв ер ев С. Е ., Ч екан ова Н. Т. — У прочнениестал и У10 л азер н ы м и з л у ч е н и е м ...................................................................... 6 28
А ндрияхин В. М ., Клецкин Я. Г., О см анц ев А. Г., Ч еканова Н. Т. — З ак ал к а серы х ч угунов изл учен и ем С 0 2-лазер а . . . 7 25
А рхипов В. Е ., Гречин А. Н ., Виневич Б. С., Семин Г. Г.,Хина М. Л ., Х о л од н ое Е. В. — П р и м ен ен и е л а зер о в д л я у п р оч н ения к ор обки д и ф ф ер ен ц и а л а за д н е г о моста автом оби ля« М о с к в и ч » ...........................................................................................................................5 31
А рш инов В. Д . — В ли ян и е констр ук тор ск о-техн ологи ческ и х ф ак тор ов на у ст ал остн ую прочность ш атунн ы х бол тов и плотность сты ка ш а т у н а ............................................................................................. 2 25
Б ахм еть ев Ю. И ., С аф и улли н В. Н. — И ссл ед о в а н и е сил р е за ния при зу б о ф р езе р о в а н н и м н огозаходн ы м и червячны м и ф р еза ми ув ели чен н ого д и а м е т р а ............................................................................... 5 34
Б елосевич В. К ., А постолов Л . А ., Б ухби н дер И. А., Прищнп Н. И ., Гриш ков В. Ф ., Р у д а се в В. Б . — О п ти м и зац и я составаш там повочной см азк и с н ап ол н и тел ем ......................................................... 8 29
Б огданови ч Л . И ., Е рина И. И. — С пектральны й м етод экс-< п р ессн ого ан ал и за леги р ов ан н ы х стал ей ............................................. 10 26
Болды рев И. В., С ергеев А. В., С мирнова Т. Н. — Технология приварки титановы х экранов к ал ю м и ниевом у порш ню . . . 9 30
Б у д за н Б. П., М аксим ович Б. И ., За в о д я н В. В., ГоловкоН. М., К озлов А. Е. — Опы т наплавк и клапанов на автом ати ческой линии в усл ови ях к р уп носери йн ого пр оизводства . . 12 24
Б урд В. С., М ихин А. Н., Б уравцев С. К., Б уравцев Б. К. — Э к спер и м ен тальная оцен ка и зм ен ен ий натяга вклады ш ей п о д ш ипников колен ч атого вала д в и гател ей при капитальном рем онте 1 27
Б усаров В. М ., М олчанов М. Д ., Ш елам ов В. А. — Основные направлен ия сн и ж ен и я р а с х о д а первичны х м еталлов при прои зв одств е литья из алю м иниевы х сплавов на за в о д а х отрасли . 6 27
Б усаров В. М., Р ези нск и х Ф. Ф., Бернш тейн С. И., Эпельба- ум И. В. — П рогрессивны е м атериалы д л я автом обильной т е х ники .............................................................................................................................. : : 2 24
Б ы кадоров А. Т., С к удн ое В. А., С кудн ое Вл. А. — С опротивл ен и е д еф о р м а ц и и и пластичность стал ей 35Х, 38ХА, 40Х прит ем п ер а т у р а х д о 6 0 0 ° С ..............................................................................................7 29
В асильев В. А. — И ссл ед о в а н и е точности и качества ш лиф ования кулачков р асп р ед ел и тел ь н ого вала топливного насоса . . 8 32
В едяскин а Г. В., Х ахалев А. Г. — Т окарная обр аботк а отверстий се д е л клап анов м инералокерам ически м инструм ентом . 7 27
В оронин А. В . — Т ехни к о-эк он ом ическ ий ан али з повы ш ения к ачества сборки подш ипн иковы х узл ов в р е д у к т о р а х ........................ 4 29
Воронин А. В., Б улавин И. А. — В и бр ац и и в подш ипниковому зл е р едук тор а и причины их в о з н и к н о в е н и я ..................................... 5 29
В ульф ович Л . Б., М олчанов М. Д . , Ш елам ов В. А. — П р и м ен ение л егк и х спл авов д л я изготов лен и я д ет а л ей к узовов . . . 7 26Вологодская областная универсальная научная библиотека
www.booksite.ru

Выошии В. И., Е рм аков Ю. А., Кулик В. К ., П етраковЮ. В. — К опировальны е станки д л я обр аботк и зв езд о ч ек к ул ач кового д и ф ф е р е н ц и а л а ..............................................................................................1 32
Гоголицы н М. А., И саев В. А. — У прочнение стен ок гильз ц и линдров д в и гател ей м етод ом пов ер хн остн ого п ласти ческ ого д е форм ирования ................................................................................................................... 1 26
Кострю кова А. С., Горш ков С. Г., Х аняев Б. А. — А втом ати ч еская линия очистки отливок к артера коробки п ер ед а ч ав т о м о б и ля «М осквич» . . . ....................... ..................................................... II 33
Кулик В. К., С тахнив Н. Е. — М етод повы ш ения точности ш лиф ования кулачков р асп р едели тельны х валов .......................................... 11 30
Куценок А. Г., Т аран Б. П ., М олчанов М. Д . — И ссл ед о в а н и е терм ической вы носливости алю м иниевы х сплавов д л я порш ней 8 28
Л авров И. С., Красиков Н. Н ., Е сип енко Ю. П. — В о сста н о в ление р аботосп особн ости ф ильтров тонкой очистки ди зел ьн ы хтоплив в п р оц ессе э к с п л у а т а ц и и ............................................................ ' . . 2 32
Л еванов А. Н., В олосов Н. Н ., К олм огоров В. Л ., С ем ендийВ. И., Л укин В. И. — М ал о о т х о д н а я ш там повка о сеси м м ет р и ч ных поковок в сам ор аск р ы ваю щ и хся ш т а м п а х ................................... 6 30
Л евченко Г. В., Усиков И. Т., М ед в ед ев В. В., М ихалев П. М., Кириличев Э. И. — И ссл ед ов ан и е причин обр азов ан и я трещ ин при ш там повке л он ж ер он ов ав т ом оби л ей К.амАЗ-5511 . . . 2 32
Л ем берский Г. Я ., П овар В. И., Ш убин Р. П. — С тали д л я х о лодной вы садки . . . . . . . . . ..............................................,12 28
Л енихов В. Г. — В лияние погреш ностей заготов ок на точ ность ш лиф ования отверстий ............................................................................ 5 32
Л епихов В. Г., Ш ишков С. Е. — В лияние т ер м ообр аботк и наточность р азм ер ов д ет а л ей .................................................................................... 4 32
Л опато Г. А ., М алолетний Г, И., Ф едор ен ко А. Н ., Р удаковВ. А., Бородский С. 3 . , Прилепский В. И. — П овы ш ение н агр узочной способности главной зубч атой нары в ед у щ и х м остов а в том обиля КрАЗ ..........................................................................................12 27
Л ущ енков В. Л ., Уш ерович Б. И., П оляков Л . П ., Ш ерман А. Д ., В оробьев Б. В. — В лияние структуры отб ел ен н о го ч угу на на изн осостойкость толк ателей к л а п а н о в ...........................................12 26
М атвеенко И. В., И сагулов А. 3 ., Ю суфович А. Б. — Р еол оги - ,ческие и сследования ф орм овочны х с м е с е й .............................................. 10 28
Оборский И. Л ., Зенкин А. С., Х азан кин а К. М ., О б о л ен ский В. Н. — Влияние н изк отем п ер атурн ого о х л а ж д ен и я наспеченны е м а т е р и а л ы ................................................................................................10 27
Пикалов Б. И., П ротопопов В. В. — Н овы е в ы сокопр ои зводительные способы в ы р еза н и я ' зубь ев на м е т ч и к а х .............................9 32
Платонов Б. П ., Ры жиков А. А., П латонов Ю. Б. — Т ех н о л о гические особен н ости изготовления тон костен ны х чугунны х о т ливок автем обильны х дет а л ей . . ....................... .... 11 29
Рябуш кин Ю. П., Л авринович М. Ф., Т арасов В. В., А н д р ю щ енко Н. Ф., Д о л ж ен к о в И. Е., Х усид О. С. — Т ер м ич еская о б работка л он ж ер он ов автом оби лей М инского ав т о за в о д а . . . 7 28
Смслянский В. М. — М еханизм накопления д еф ор м ац и й п о верхностного сл оя д ет а л ей при об р а б о т к е поверхностны м п л астическим деф ор м и р ов ан и ем . . . . ....................... ........................... 3 28
Чсрневский Л . В. — С татистическая м о д ел ь погреш ности ф о р мы тел вращ ения в ради альн ой п л о с к о с т и ....................................................2 28
Чумаков Б. Н ., Кравчун С. И. - - С оврем енны е реш ения в оп р осов автом атизации транспортирования при ш там повке . . . . 9 29
Ш ебатинов М. П. — В озникновение трещ ин в отлив ках из вы сокопрочного чугуна ................................................................................................3 30
Щ ербаков К. Л ., Сицинский М. И. — Генеральны й план л и тей ного завода К ам ского объ ед и н ен и я по п р ои зв од ств у бол ь ш ег р у зны х а в т о м о б и л е й .................................... ..... ...............................................................1 29
Щ ербаков К. Л ., Сицинский М. И. — П роектны е реш ения корпуса серого и ковкого чугуна ли тейн ого за в о д а К ам ского о б ъ единения по п рои зв одств у больш егрузны х автом оби лей . . . 3 25
Щ ербаков К. Л ., Сицинский М. И. — П роектны е реш ения корпуса цветного литья литейного зав ода К ам ского о б ъ ед и н ен и я попроизводству больш егрузны х а в т о м о б и л е й ............................................. 8 26
Юдович С. 3 ., Тилик В. Т., Вязовская С. С., Овчаров И. Г.,Кравчук С. И., Болотов А. В., Слонимский О. Г. — К онсерва- цнонно-технологическая см азка листовой стали д л я х о л одн ойш т а м п о в к и ........................................... ..... ....................................................................11 31
Ю жаков М. М. — П отеря устойчивости при вы садк е и о са д к е 1 30
И Н Ф О РМ А Ц И Я
А нуфриев В. А ., Сальников В. И ., Ф отин Р . К. — Р ол ь б у ф е ров в обеспеч ении б езоп асн ост и а в т о м о б и л я ......................................10 32
Багров Г. М., М алы ш енко Б. П. — Н екоторы е вопросы р азв и тия кузовов легковы х а в т о м о б и л е й .............................................................10 34
Бекман В. В. — Н екоторы е о собен н ости сов р ем ен н ы х гоночны хавтом обилей .................................................................................................................2 35
Берг А. А., М ельм ан Д . Д .. И льинский Е. В., С мирнов И. В.,Ионкин Н. П., Б огаты рев В. П .— А в том оби л естр ои тел и О лим-пиаде-80 .................................. ..... .............................................................................11 34
Б им -Б ад Б. М. — А втом обильны е ги др ом ехан и ч еск и е п ер едач иЧ С С Р .................................................................................................................... ...... : : 7 30
Блокин Г. П., Топчан Б. А. — П роизводственн ы й ап п ар ат ав то мобильной пром ы ш ленности С Ш А .............................................................. 2 33
Бобович Б. Б. — С интетические м атериалы д л я тентов ав т о м обилей ............................................................................................................................4 36
Буць Еж и — С оврем енны е польские техн ол оги ч еск и е у с т а новки дл я тер м ообр аботк и м еталл ов и н ан есен и я защ и тн ы х п о крытий .................................. ............................................................................................. 12 33
Д и ж у р М. М ., Э й дин ов А. А. — С оврем енны е д о ст и ж ен и я и н аправления развития стар тер н ы х ак кум улятор ны х батар ей 4 35
Зам ятин В. К .— А втом ати зи рованн ая линия сборки впускны хколлекторов ....................... .... .............................................................................. 12 32
Коган Ю. А., Крючков О. Н. — К онструктивны е особен н ости и м атериалы порш невы х к о л ец за р у б е ж н ы х д в и гател ей . . . . 7 33
К озловский А. Б., Я ковлев А. И. — Р азви ти е элек тром обилейза р у б е ж о м ...................................................... ........................................' . . . . 7 35
К олтунов В. А. — С тен д д л я испы таний н есущ и х систем ав то м оби л ей .................................................................................................................................... 1 37
Костров А. В. — О сновны е н апр авлен ия улуч ш ения эк он ом и ч ности кар бю ратор н ы х д в и г а т е л е й ....................................................................... 5 35
К очеулов В. П. — Н ек оторы е о собен н ости и т ен ден ц и и р а зв и тия гр узовы х ав том оби л ей за р у б е ж о м ......................................................... 6 31
К улябин А. И. — А в том оби л естр оен и е И спании . . . . . . 3 35К улябин А. И. — А в том оби л естр оен и е Б р а з и л и и ..............................8 33Л о б о в а В. М ., Гаврю тин Ю. К., Ч ухустов Ю. С. — А ктуальны е
вопросы оф и циал ьн ого у т в ер ж д ен и я транспортны х ср едств потипу к о н с т р у к ц и и ........................................................................................................... 9 35
Л ук ш о В. А., Ш атров Е. В., С околов В. В., Ш ифрин Г. Г. — Б ензом етанольны е см еси — топливо д л я кар бю ратор ны х д в и га телей .................................................................................................................................... : 6 32
М едв едев В. В . — П р и сп особл ен и е д л я контроля круглости и з дели й на оптической дел и тел ьн ой гол овке типа Р З ........................4 38
Н еклю дов Н. Ю .— Н овы й легковой а в том оби л ь П ан да . . . 12 35Н овости в технол огии м аш иностроен ия за р у б еж о м . . . 1 — 10, 12Н овы е стандарты . . ............................................................................. 12 33П ам яти А н дрея А лександровича Л и п г а р т а ....................................... 8 38П ам яти К онстан ти на А ндреевича Ш а р а п о в а ..................................... 10 40П есков В. И. — П ри м ен ен и е р оботов н ов ого пок ол ен и я в к узов
ном и сбор оч н ом п р ои зв од ств е ав том оби л ь н ого к он ц ерн а Ф И А Т 5 38 П еш ель В. И ., Н иколаев Ю. Д . — Т ер м оэл ек тр и ч еск и й х о л о
дильник д л я ав том оби л ей В А З .............................................................................9 38Р убц ов А л ек сан др . — С овр ем ен ное состоя н и е и т ен д ен ц и и р а з
вития п р ои зв одств а легковы х ав том оби л ей с д и зе л е м . . . . 1 33Рябчинский А. И., Ш иряев М. Д ., С ахар ч ук В. В. — М етодика
испы таний кабин грузовы х ав том оби л ей в Ш веции ........................ 10 36С аверина А. Н .— Н ауч н о-техн и ч еск ая к он ф ер ен ц и я «С борка-79» 3 38С аутенкова В . А ., И ндионк ова Т. Л ., М ор озов а H. Г., К узн е
цов В. Д ., Д у б и н и н а Н. К., Снытко О. А ., Т ретьяк ова О. Н , — Т екстильны е автом оби льн ы е обивочны е м атер иалы и т р еб о в а ния к н и м ........................................................................................................................... 9 37
С ахаров Б. А. — Опы т инф орм ац и он н ого о б есп еч ен и я п р оек тировщ иков . ....................... .... .....................................................................12 30
С ергеев А. Л ., С им аков А. Н. — С ем инар по ги д р о м ех а н и ч еским п ер ед ач ам ав том оби л ей ................................................................................. 10 30
С маль Ф. В. — О прим енении конверсион ны х ген ер атор ов . 1 1 37С орочан Ю. П. — З а р у б еж н ы е конструкции седел ь н о-сц еп н ы х
у с т р о й с т в ................................................................................................................................6 35С песивы х С. А ., С авери на А. И. — П ол ьтр ан см аш -79 1 35С ултанов И. Р. — О свещ ен и е сбор оч н ого конвейера . . . . 9 38Т каченко Ю. А ., Р ак ш а А. А ., З а й ц ев И. А., Т ар атори н В. И .,
Е пиф анов М. К. — Р азви ти е ав том ати зи р ован н ого пр оек ти р ов ания на а в т о за в о д е им. Л ен и н ск ого к о м с о м о л а ................................3 33
Ф лерин В. И., Д у х и н В. А. — Т ерм орегул ятор дл я п о д д е р ж а ния тепл ового р еж и м а д в и г а т е л я .................................................................8 36
Фомин А. В. — О сновны е направлен ия развития сбор оч н огоп р оизводства за р у б е ж о м .................................................................................. 7 32
Ш м идт А. Г., И саев Е. А. — С оврем енны е м етоды эк сп ери м ен тальн ого оп р ед ел ен и я топли вной эконом ичности легковы х автом обилей ......................................................................................... ........................................ 3 35
Эрвайс А. В . — М етал л ообр абаты в аю щ и е станки, маш ины иинструм ент Ш в е й ц а р и и ............................................................................................... 4 33
Ю хов Б. В. — У стройство д л я сбор ки и сварки к узовов л егк о вых ав том оби лей ВАЗ-2121 « Н и в а » ................................................................ 8 34
Я рхов Ю. Б., А н дреев а J1. М ., Умнов Ю. В. — П ол уавтом ат дл я клепки ры чага в ентиляционного лю ка кабины автом оби ля К а м А З ................................................................ ..................................................................... 3 37
К РИ Т И К А И Б И Б Л И О Г Р А Ф И Я
Бочаров Н. Ф. — Р ец ен зи я на книгу М. С. В ы соцкого, Ю. Ю. Б елен ьк ого, Л . X. Г илелеса и д р . «Г рузовы е ав то м о б и л и » . М.:М аш иностр оени е, 1979 . ....................... .... .................................................. 1 39
Гурвич И. Б., Ч ум ак В. И. — Р ец ен зи я на книгу Ф. Н. А вдонь- кина «Т екущ ий рем он т ав т о м о б и л ей » . М .: Т р анспор т, 1978 . . 6 40
К расненьков В. И., Галаш ин В. А. — Р ец ен зи я на книгу Я. М. П ев зн ер а , Г. Г. Г р и д асов а , А. Д . К онева и А. Е. П л етн ев а «К ол еб а н и я ав том оби л я . И спы тан ия и и сс л ед о в а н и я » . М .: М аш и н остр оен и е , 1979 . .................................................................................................. 11 39
Л ук йнский В. С. — Р ец ен зи я на книгу И . Г. П ар хи л овск ого «А втом обил ьны е листовы е рессоры . Т еория, р асч ет и и сп ы тан и я » . 2-е и зд . М .: М аш и н остр оен и е , 1978 ........................................ 8 39
М алаш кин О. М. — Р ец ен зи я на книгу М. М . В и хер та и М . В . М ази нга «Т опливная ап п ар атур а ав том оби л ьн ы х д и з е лей . К онструкци я и п ар ам ет р ы » . М .: М аш и н остр оен и е , 1978 . 4 39
М асленков С. Б. — Р ец ен зи я на книгу В. С. Д о р ф м а н а , Н . И . Л ет ч ф о р д а , Э. II. Л и б ер м а н а и д р . «С овр ем ен ны е м атериалы ва в т ом оби л естр оен и и » . М .: М аш и н остр оен и е, 1977 .............................. 2 39
М утал и бов А. А ., М ураш ов О. Д . — Р ец ен зи я на книгу В . М. А р хан гел ьск ого , Г. II. Зл оти н а « Р а б о т а к ар бю р атор н ы х д в и гател ей на н еустан ов и в ш и хся р е ж и м а х » . М .: М аш и н остр оен и е.1979 ! ................................................................................................................. ..... 7 39
/
Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
Вологодская областная универсальная научная библиотека www.booksite.ru

Авт
омоб
ильн
ая
пром
ыш
ленн
ость
№
12,
1980
РЕФЕРАТЫ СТАТЕЙ
У Д К 621.43.068.4:629.114.6 Перспективы сн и ж ен и я токсичности легковы х ав т ом оби л ей . Ш а т -
р о в Е. В ., В а р ю ш и н В . М ., Д м и т р и е в с к и й А. В ., К у р о в Б. А. — А втом обил ьная пр ом ы ш ленность, 1980, № 12.
П риведены д ан н ы е о н ом ен к л атур е и к ом плектности антитоксичны х устройств , обесп еч и в аю щ и х сн и ж ен и е вы бр оса токсичны х вещ еств д о уровня дей ств ую щ и х и персп ективны х норм . Т а б л . 5.
У Д К 629.113.073.286.001.5П л анирован ие эк сп ери м ен та при и ссл ед ов ан и и топливной эконом ич
ности и скор остны х свойств ав т ом оби л ей . Г а м а ю н о в а Э. Ф. , Т о- к а р е в А. А . — А втом обил ьная пр ом ы ш ленность, 1980, № 12.
О писаны особен н ости прим енения м етод ов план ировани я эк сп ери м ен та при исп ы таниях ав том оби лей на топли вно-скор остны е свойства в у сл ов и я х автоп оли гон а . Б и б л . 3.
У Д К 621.437.019.4О собенности п р оц есса сгоран ия и ор ган и зац и я р ассл оен и я за р я д а в
роторно-порш невы х д в и гат ел я х . — З и н о в ь е в И. В. , Ш а т р о в Е. В . — А втом обил ьная пр ом ы ш ленность, 1980, № 12.
Р ассм атри в аю тся о собен н ост и п р оц есса сгоран и я в к ам ер е Р П Д , на основании которы х д а е т с я о б о сн о в а н и е нового п р оц есса с м е с е о б р а зо вания и сгоран ия топ л и вов оздуш н ой см еси , и м ею щ его бол ь ш ое зн а ч е ние д л я перспективны х Р П Д . Р и с . 3. Т а б л . 1. Б и б л . 6.
У Д К 629.113.073.243.5:629.113.012.5.001.5В и бр ационны е хар актер истики легкового ав том оби л я с д и агон ал ь
ными и р ади альн ы м и ш инам и. К н о р о з В . И ., Р е з в я к о в Е. М. , С т е п а н о в В . В . — А втом обил ьная пр ом ы ш ленность, 1980, № 12.
Р ассм от р ен м ет од эк сп ери м ен тальн ого и ссл едов ан и я вибрационны х хар ак тер и сти к ш ин, основанны й на принципах м ехан и ч еск и х адм и т- тан сов (п о д в и ж н о ст ей ). П ок азан о , что при ч астотах собств ен н ы х кол еб а н и й р ади ал ьн ы х ш ин 80—90 Гц и ди агонал ьны х 160— 180 Гц в и бр ации, п ер ед а в а ем ы е ч ер ез ш ину на подв еск у ав том оби ля , р езк о в озр астаю т. В п од в еск е ав том оби л я с р адиальны м и ш инам и д о л ж н ы быть пр ед усм отр ен ы конструктивны е м ероприятия, направленны е на сн и ж ение в и бр ац и й . Р и с . 3. Б и б л. 2.
Поступила в продажу новая книга издательства «Машиностроение»
КОРОЛЕВ М. В. Эхо-импульсные толщиномеры. М., 1980. 112 с., ил. 35 к.
Рассмотрены принципы построения современных эхо-импульсных толщиномеров и пути их совершенствования. Большое внимание уделено разработке нового типа широкополосных пьезопреобразователей и особенностям электроакустического тракта толщиномеров.
Д ан ы сведения о методах повышения точности и расширения д и а п а зона измерений.
Книга представляет интерес для инженерно-технических работников автомобилестроения, занимаю щ ихся контролем качества и степени износа агрегатов и механизмов двигателя, а так ж е контролем качества отливок и ш тампованых заготовок.
К нигу можно приобрести в московском специализированном магазине № 8
«Техника» (103031, Москва, К — 31, ул . Петровка, 15)
И ногородним специалистам м агазин высылает литературу налож енным платежом через отдел «Книга — почтой»
Т ехнический р едак тор Е. П. С м и р н о в а Корректор J1. Я. Ш а б аш о в а
С дан о в Ha6oip 12.10.80.Ф орм ат 6 0X 90’/» П ечать вы сокая. Т и р аж 14 332 эк з.
У ел. печ.П од п и са н о в печать 01.12J80. л . 5,0.
Т -18765. У ч.-изд . л. 9,1
З а к а з 559
А д р е с р е д а к ц и и : 103012, М осква, Тел.:
К-12, пр. С ап ун ов а , д . 13, 4-й э т а ж . 228-48-62 и 298-89-18
ком н. 424 и 427
П одольский ф или ал П О « П ер и од и к а» С ою зп ол и гр аф п р ом а при Г осудар ств ен н ом к ом и тете СССР по д ел а м и зд а т ел ь ст в , поли гр аф и и и книж н ой торговли
г. П о д о л ь ск , у л . К ирова, д . 25.
Вологодская областная универсальная научная библиотека www.booksite.ru

Фрикционныйметаллокерамический
материал
Предлагается лицензия на эффективный фрикционный материал ФМК-79, предназначенный для работы в узлах трения тяжелонагруженных тормозных устройств. Детали и узлы из фрикционного материала ФМК-79 успешно эксплуатируются в автомобильной, авиационной, судостроительной и других отраслях промышленности.
Материал ФМК-79, изготовляемый на основе железа, отличается низкой себестоимостью, обеспечивает надежную работу тормозного узла лри скорости скольжения до 3 0 м/с, давлении до 1,5 МПа, температуре поверхности материала до 1000°С и объемной температуре 5 0 0 — 6 0 0 °С .
Благодаря высоким фрикционным характеристикам и повышенной износостойкости детали и узлы из материала ФМК-79 сохраняют постоянно высокий тормозной момент как в начале, так и в конце ресурса работы материала, срок службы увеличивается в 2 — 2 ,5 раза.
Фрикционные характеристики, полученные при средней удельной мощности торможения 2 5 0 Н/см2. с, удельной работе торможения 5 4 0 0 Н-м/см2, начальной скорости скольжения 20 м/с, следующие:
Коэффициент трения . . . 0,36 — 0,4Стабильность коэффициента т р е н и я .............................. . 0,8 — 0,9Износостойкость при торможении в мкм . . . 6 — 8
ФРИКЦИОННЫЙ МАТЕРИАЛ ФМК-79 ЗАПАТЕНТОВАН.
Иностранные фирмы по всем вопросам приобретения лицензии могут обращаться в В/О «Лицензинторг» по адресу: 113461 Москва,
ул . Каховка, 31. Телекс 7246. Телефон 122-02-54.
Вологодская областная универсальная научная библиотека www.booksite.ru

Цена 40 коп. Индекс 70003
а
НАКОПЛЕНИЕ СБЕРЕЖЕНИЙ БЕЗНАЛИЧНЫМ ПУТЕМ
Сберегательные кассы помогают советским гражданам правильно строить личный бюджет, целесообразно использовать получаемые доходы.
За счет своих сбережений граждане приобретают ценные вещи, совершают увлекательные путешествия по родной стране, строят жилые дома, и т. д.
Вкладчику не обязательно каждый раз лично посещать сберегательную кассу для пополнения своего вклада. Для этого достаточно подать в бухгалтерию предприятия, учреждения, совхоза или колхоза заявление о перечислении определенной суммы из денежных доходов на счет по вкладу в сберегательную кассу. Можно перечислять суммы из заработной платы рабочих и служащих, единовременного вознаграждения за выслугу лет, денежных доходов колхозников, средств, получаемых населением за продаваемую государству сельскохозяйственную продукцию и скот, пенсий и других денежных доходов.
При этом следует иметь в виду, что суммы из денежных доходов на счета по вкладам можно перечислять не только в сберегательную кассу того населенного пункта, где работает вкладчик, но и в любую сберегательную кассу другого города, района страны.
Перечисления сумм из доходов трудящихся создают д о полнительные удобства для вкладчиков, которые, не затрачивая времени на посещение сберегательных касс, могут пополнять свои сбережения.
Сберегательные кассы к Вашим услугам!
ПРАВЛЕНИЕ ГОСТРУДСБЕРКАСС СССР
«к;
‘.ЭО
НН
Э
Вологодская областная универсальная научная библиотека www.booksite.ru