
OBTENÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE...
51
OBTENÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE POLIPROPILENO REFORÇADO COM FIBRA DE PALMEIRA Larissa Calil Santana Orientadora: Profa. Dra. Maria da Rosa Capri LORENA 2014 ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE SÃO PAULO
Transcript of OBTENÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE...
0
OBTENÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE POLIPROPILENO
REFORÇADO COM FIBRA DE PALMEIRA
Larissa Calil Santana
Orientadora: Profa. Dra. Maria da Rosa Capri
LORENA
2014
ESCOLA DE ENGENHARIA DE LORENA
UNIVERSIDADE DE SÃO PAULO
0
LARISSA CALIL SANTANA
OBTENÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE POLIPROPILENO
REFORÇADO COM FIBRA DE PALMEIRA
Orientadora: Profa. Dra. Maria da Rosa
Capri
LORENA
2014
Trabalho de Conclusão de Curso de
Graduação apresentado à Escola de
Engenharia de Lorena da Universidade
de São Paulo como requisito parcial para
conclusão da graduação do curso de
Engenharia Química.
1
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca Escola de Engenharia de Lorena
Santana, Larissa Calil
Obtenção e caracterização de compósito de polipropileno reforçado com fibra de
palmeira / Larissa Calil Santana. - Lorena, 2014.
48f.
Monografia apresentada como requisito parcial para a conclusão do Curso de
Graduação de Engenharia Química - Escola de Engenharia de Lorena da
Universidade de São Paulo.
Orientadora: Maria da Rosa Capri
1. Fibras vegetais 2. Palmeiras 3. Materiais compósitos I. Capri, Maria da
Rosa, Orient.
2
AGRADECIMENTOS
Primeiramente, agradeço a Deus, em quem sempre encontro forças para enfrentar
os desafios da vida, iluminando e abençando o meu caminho.
Aos meus pais, José Antônio e Adriana, e as minhas irmãs, Lais e Laila, que sempre
me apoiaram, incondicionalmente, e são essenciais na minha vida.
À minha avó, Tereza, que, mesmo não estando mais em vida, foi de extrema
importância para que eu conseguisse chegar até aqui, não medindo esforços para
me orientar e ajudar no que fosse preciso.
Aos meus amigos que trouxeram muita alegria e companheirismo a essa
caminhada.
Ao professor Luis Fernando Figueiredo Faria, que confiou e acreditou em mim e com
quem sempre pude contar ao longo da minha graduação.
À minha orientadora, Maria da Rosa Capri, que, brilhantemente, esteve ao meu lado
para a realização deste trabalho.
À professora Daniella Regina Mulinari, que tornou possível a realização deste
trabalho, com sua paciência e dedicação.
Ao professor Clodoaldo Saron, que, gentilmente, cedeu seu laboratório para que
fossem feitas análises de FTIR e TGA/DSC. Assim como, ao seu aluno de mestrado
Diego Pinzón, que me auxiliou no uso dos equipamentos.
Ao técnico Bento Ferreira, que me auxiliou com análises.
Ao professor Adilson Roberto Gonçalves, que cedeu seu laboratório para que
algumas análises fossem feitas.
Ao Unifoa, onde foram processados os compósitos e foram feitas análises de MEV e
DRX.
3
RESUMO
SANTANA, L.C. Obtenção e caracterização de compósito de polipropileno reforçado com fibra de palmeira. 2014. 48f. Monografia (Trabalho de conclusão de curso) - Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
A busca pela obtenção de materiais compósitos poliméricos reforçados com fibras
naturais, assim como sua aplicação nos mais diversos setores, tem sido crescente.
As pesquisas nesta área ganham cada vez mais visibilidade devido às inúmeras
vantagens apresentadas por este tipo de reforço, quando comparado aos
tradicionalmente utilizados. A principal vantagem em relação ao uso das fibras
naturais está ligada à ideia de sustentabilidade, altamente difundidade na sociedade
atual. Estes reforços são provenientes de resíduos agroindustriais, sendo alguns
deles: rejeitos de algodão, bagaço e palha de cana-de-açúcar, fibra de coco,
pseudocaule da bananeira, fibra de palmeira, entre outros. Assim, por se tratar de
um material renovável e biodegradável, ganha destaque ambiental e econômico.
Este trabalho teve o objetivo de obter e caracterizar compósito de polipropileno
reforçado com fibras da palmeira real australiana. Ao longo do projeto, foram
estudadas modificações físicas e químicas das fibras in natura, lavadas com água
quente e mercerizadas. Os compósitos de polipropileno reforçados com 5%, 10% e
20% (m/m) de fibras in natura e mercerizadas foram avaliados termicamente. A
obtenção deste novo material, com características sinergéticas, visou seu melhor
entendimento e aprimoramento das técnicas que viabilizarão o amplo uso das fibras
naturais como reforço em compósitos. As fibras foram caracterizadas tanto
quimicamente, assim como, pelas técnicas de MEV, FTIR, DRX e TGA/DSC. Os
resultados da caracterização química comprovaram o aumento no teor de celulose e
redução nos teores de hemicelulose, de lignina e de cinzas nas fibras tratadas. O
FTIR mostrou redução da hidrofilicidade das fibras após tratamento, além de
evidenciar redução/eliminação de grupos químicos característicos da hemicelulose e
da lignina. As fibras mercerizadas apresentaram maior índice de cristalinidade
quando comparadas às fibras in natura e lavadas. O MEV comprovou alterações
morfológicas nas fibras, como aumento de rugosidade após o tratamento, o que
facilita o entrelaçamento do reforço com sua matriz, melhorando as características
do compósito. Os estudos térmicos das fibras mostraram que a mercerização, assim
4
com a lavagem, provocou aumento nas temperaturas de degradação e a maior
entalpia de evaporação foi observada na fibra mercerizada. Os compósitos de fibras
tratadas apresentaram as maiores temperaturas de degradação e de fusão. O
aumento no teor de fibras levaram aos maiores incrementos.
Palavras-chave: fibras de palmeira, compósitos, polipropileno, caracterização
5
ABSTRACT
SANTANA, L.C. Preparation and characterization of composite polypropylene-palm fiber . 2014. 48f. Monografia (Trabalho de Conclusão de Curso ) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena/SP, 2014.
The quest for obtaining polymeric composites reinforced with natural fibers as well as
their application in various sectors, has been increasing. Research in this area are
gaining more visibility due to the numerous advantages offered by this type of
reinforcement when compared to traditionally used.The main advantage over the use
of natural fibers is linked to the idea of sustainability, highly diffused in society today.
These reinforcements are coming from agro-industrial residues, some of them are:
waste cotton, sugarcane bagasse and straw, coir , pseudo stem of banana, palm
fiber, among others. Thus, because it is a renewable and biodegradable material, it
gains environmental and economic prominence.This work aimed to obtain and
characterize composite of polypropylene reinforced with Australian royal palm fibers.
Throughout the project, physical and chemical modifications of in natura, washed
with hot water and mercerized fibers were studied. Polypropylene composites
reinforced with 5%, 10 % and 20 % (w/ w) of in natura and mercerized fibers were
evaluated thermally. Obtaining this new material, with synergistic characteristics,
aimed its better understanding and improvement of techniques that will enable the
widespread use of natural fibers as reinforcement for composites.The fibers were
characterized both chemically as well as by SEM techniques, FTIR , XRD and TGA /
DSC. The results of the chemical characterization confirmed increase in cellulose
and reduction of hemicellulose, lignin and ash in the treated fibers. The FTIR showed
reduced hydrophilicity of the fibers after treatment, besides highlighting the reduction
/ elimination of chemical groups characteristic of hemicellulose and lignin. The
crystallinity index of mercerized fibers was the largest of the three, according to XRD
results. The SEM demonstrated morphological changes of fibers such as increased
surface roughness after the treatment, which facilitates the entanglement of the
reinforcement with a matrix, improving the characteristics of the composite. The
thermal studies of the fibers showed that mercerization, as well as washing, caused
an increase in the temperatures of degradation and the highest enthalpy of
evaporation was observed in mercerized fiber. The treated fiber composites showed

6
the highest temperatures of degradation and fusion. The increase in fiber content led
to larger increments.
Keywords: palm fibers, composites, polypropylene, characterization
7
SUMÁRIO
1 INTRODUÇÃO............................................................................................ 7
2 REVISÃO BIBLIOGRÁFICA...................................................................... 9
2.1 COMPÓSITOS......................................................................................... 9
2.2 MATRIZ – POLIPROPILENO.................................................................. 10
2.3 REFORÇO – FIBRAS DE PALMEIRA REAL AUSTRALIANA................ 12
2.3.1 Tratamento............................................................................................ 15
2.3.2 Processamento de Materiais Compósitos............................................ 17
2.3.3 Propriedade Térmica............................................................................ 17
3 METODOLOGIA......................................................................................... 19
3.1 OBTENÇÃO DAS FIBRAS...................................................................... 19
3.2 MODIFICAÇÃO........................................................................................ 20
3.3 ANÁLISE DAS FIBRAS........................................................................... 20
3.3.1 Caracterização Química....................................................................... 20
3.3.1.1 Determinação de carboidratos e ácidos orgânicos por CLAE........... 21
3.3.1.2 Determinação de lignina insolúvel em ácido...................................... 21
3.3.1.3 Determinação do teor de cinzas........................................................ 21
3.3.1.4 Determinação da lignina solúvel........................................................ 22
3.3.1.5 Determinação de furfural e hidroximetilfurfural.................................. 22
3.3.2 Espectroscopia de Infravermelho (FTIR).............................................. 23
3.3.3 Microscopia Eletrônica de Varredura (MEV)......................................... 23
3.3.4 Difratometria de Raios X (DRX)............................................................ 23
3.3.5 Termogravimetria (TGA) / Calorimetria Diferencial de Varredura
(DSC).............................................................................................................
24
3.4 PREPARAÇÃO DO COMPÓSITO........................................................... 24
4 RESULTADOS E DISCUSSÕES............................................................... 26
4.1 CARACTERIZAÇÃO QUÍMICA DAS FIBRAS......................................... 26
4.2 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV)....................... 28
4.3 ESPECTROSCOPIA DE INFRAVERMELHO (FTIR).............................. 32
4.4 DIFRATOMETRIA DE RAIOS X (DRX)................................................... 33
4.5 TERMOGRAVIMETRIA (TGA) / CALORIMETRIA DIFERENCIAL DE
VARREDURA (DSC).....................................................................................
35
5 CONCLUSÕES........................................................................................... 43
REFERÊNCIAS BIBLIOGRÁFICAS.......................................................... 45
7
1. INTRODUÇÃO
Diante do aumento dos problemas ambientais e com a busca por matérias-
primas que atendam aos preceitos de uma realidade pautada no respeito ao meio
ambiente e às gerações futuras, a incorporação de fibras naturais a polímeros
largamente utilizados nas indústrias vem ganhando notoriedade devido às inúmeras
possibilidades de aplicação; ao ganho de propriedades, não percebidas no uso
separado destes materiais; à redução no consumo energético; à redução na
poluição; à oportunidade de dar uma destinação a resíduos agroindustriais.
A maioria dos produtos industrializados apresenta problemas quanto à
maneira adequada de se fazer o descarte, isto se deve a não biodegradabilidade
destes, requerendo elevados gastos energéticos nos processos de degradação da
matéria-prima. O uso da fibra da palmeira e de outros insumos agrícolas como
reforço em matrizes poliméricas alerta o mercado para uma nova geração de
materiais, muito promissores, que permite ganhos qualitativos e quantitativos a
produtos e processos, além de atender ao ideal sustentável.
Quanto aos reforços naturais propostos, é importante destacar que o volume
produzido é grande, o que torna o projeto muito interessante. No entanto, a
compatibilidade entre um material lignocelulósico e uma matriz polimérica possui um
papel determinante nas propriedades do compósito final, pois é através da interface
que ocorre a transferência de carga da matriz para a fibra (MULINARI, 2009).
Quando há incompatibilidade, a interface é a região mais fraca do material, local
onde ocorre a falha, que acaba comprometendo o reforço do compósito, devido à
transferência ineficiente de esforços na interface fibra/matriz (LI; HU; YU, 2008;
ZHENG et. al., 2007; BHATNAGAR; SAIN, 2005). A tensão interfacial entre a fibra e
a matriz pode ser diminuída submetendo as fibras a modificações (TSERKI et. al.,
2005; GOMES et. al., 2007; BERTOTI; LUPORINI; ESPERIDIÃO, 2009; JOHN;
ANANDJIWAL, 2009; GU, 2009).
Um dos grandes problemas de quem trabalha com polímeros é a poluição do
local de trabalho, fato que não ocorreria com o uso do compósito reforçado com
fibras naturais. É importante destacar também que a ISO 14000 permite que estes
compósitos sejam considerados uma estratégia na redução dos problemas
ambientais (MULINARI, 2009).
8
Diante dos inúmeros avanços nesta área e da crescente aplicação deste tipo
de material, este trabalho teve o objetivo de obter e caracterizar termicamente um
compósito de polipropileno (PP) reforçado com fibras de Palmeira Real Australiana,
o que agregará valor à matéria-prima, até então tida como resíduo do campo, e
permitirá o desenvolvimento de um material com características térmicas, mecânicas
e químicas viáveis a inúmeros usos industriais.
9
2. REVISÃO BIBLIOGRÁFICA
2.1. COMPÓSITOS
Os compósitos são materiais que combinam propriedades físicas e mecânicas
que não podem ser encontradas em um mesmo material simultaneamente na
natureza. Os compósitos são obtidos pela mistura de materiais imiscíveis, visando
combinar e/ou melhorar suas propriedades em um material final. Muitos desses
compósitos aliam baixa densidade com alta resistência mecânica e química, além de
propriedades específicas desejáveis para aplicações bem definidas (MILÉO, 2011).
O desenvolvimento na Ciência dos Materiais no século XX trouxe à tona o
universo dos compósitos como eficientes materiais para aplicações de engenharia. A
busca cada vez maior por materiais que reunam resistência, durabilidade, pouca
deformabilidade e capacidade de absorver e dissipar energia, sem que ocorra
ruptura com facilidade faz com que os compósitos sejam estudados e aprimorados
ainda mais.
Em meio à busca pelo aprimoramento dos compósitos, ganhou destaque o
compósito reforçado com fibras sintéticas (de carbono, de vidro, de poliamida
aromática e de boro são as mais comuns). Este reforço conferiu ao material
compósito elevada resistência à tração, baixo peso específico, resistência à
corrosão, elevada resistência à fadiga, bom amortecimento ao choque e ao
isolamento eletromagnético. Estas características obviamente sofrem variações
dependendo dos materiais constituintes, da posição das fibras de reforço e da
interação matriz/reforço (MULINARI, 2009).
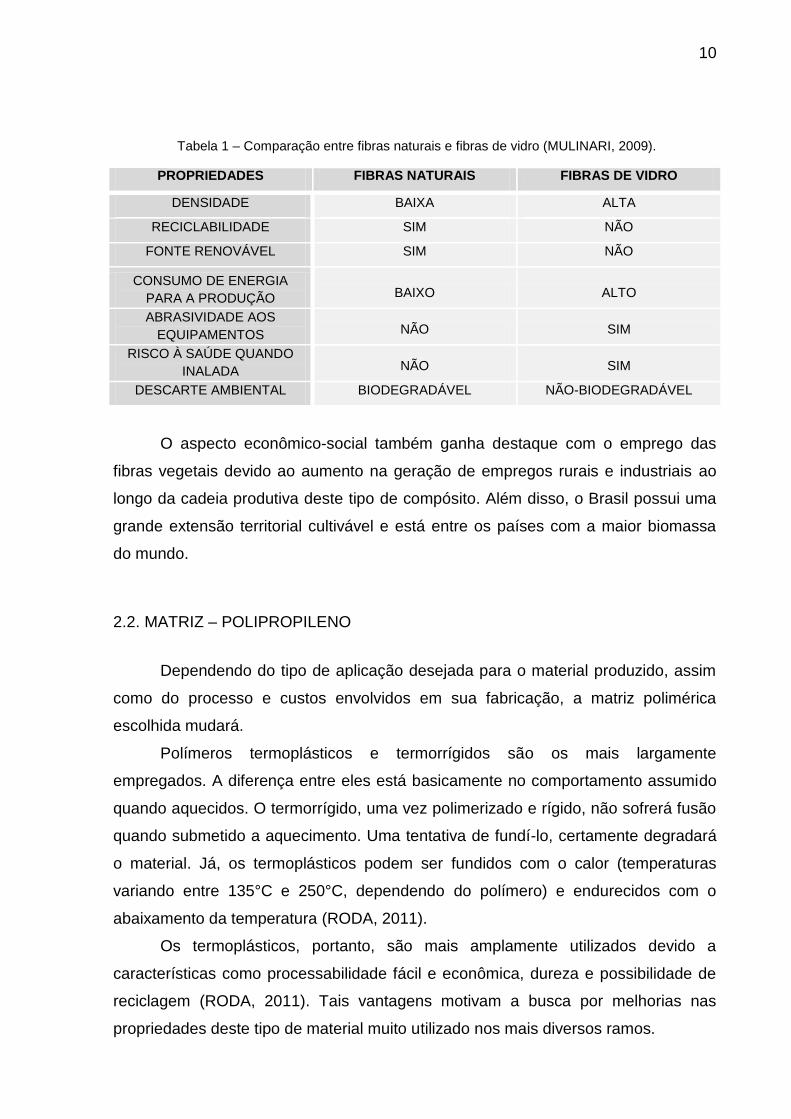
O desenvolvimento nos estudos nesta área levou à utilização de fibras
naturais como uma alternativa ao uso das fibras sintéticas. As fibras naturais
mostraram-se tão satisfatórias quanto às sintéticas, no que diz respeito ao ganho de
propriedades, e ainda apresentam outras vantagens quando comparadas à fibra
sintética mais utilizada, a de vidro. A Tabela 1 comparativa expõe claramente tais
observações.
10
PROPRIEDADES FIBRAS NATURAIS FIBRAS DE VIDRO
DENSIDADE BAIXA ALTA
RECICLABILIDADE SIM NÃO
FONTE RENOVÁVEL SIM NÃO
CONSUMO DE ENERGIA
PARA A PRODUÇÃO BAIXO ALTO
ABRASIVIDADE AOS
EQUIPAMENTOS NÃO SIM
RISCO À SAÚDE QUANDO
INALADA NÃO SIM
DESCARTE AMBIENTAL BIODEGRADÁVEL NÃO-BIODEGRADÁVEL
O aspecto econômico-social também ganha destaque com o emprego das
fibras vegetais devido ao aumento na geração de empregos rurais e industriais ao
longo da cadeia produtiva deste tipo de compósito. Além disso, o Brasil possui uma
grande extensão territorial cultivável e está entre os países com a maior biomassa
do mundo.
2.2. MATRIZ – POLIPROPILENO
Dependendo do tipo de aplicação desejada para o material produzido, assim
como do processo e custos envolvidos em sua fabricação, a matriz polimérica
escolhida mudará.
Polímeros termoplásticos e termorrígidos são os mais largamente
empregados. A diferença entre eles está basicamente no comportamento assumido
quando aquecidos. O termorrígido, uma vez polimerizado e rígido, não sofrerá fusão
quando submetido a aquecimento. Uma tentativa de fundí-lo, certamente degradará
o material. Já, os termoplásticos podem ser fundidos com o calor (temperaturas
variando entre 135°C e 250°C, dependendo do polímero) e endurecidos com o
abaixamento da temperatura (RODA, 2011).
Os termoplásticos, portanto, são mais amplamente utilizados devido a
características como processabilidade fácil e econômica, dureza e possibilidade de
reciclagem (RODA, 2011). Tais vantagens motivam a busca por melhorias nas
propriedades deste tipo de material muito utilizado nos mais diversos ramos.
Tabela 1 – Comparação entre fibras naturais e fibras de vidro (MULINARI, 2009).

11
A escolha do polímero a ser utilizado no compósito também deve levar em
consideração a temperatura de degradação das fibras naturais, que gira em torno de
220°C. Assim, é essencial que a temperatura de processamento da matriz
polimérica seja inferior (DA LUZ, 2007).
O polipropileno (PP), polímero termoplástico escolhido como matriz dos
compósitos deste trabalho, é produzido pela polimerização do propileno, um
subproduto gasoso do refino de petróleo, em condições específicas de temperatura
e pressão e com uso de catalisador. Este polímero tornou-se comercialmente viável
após pesquisas do professor G. Natta, em 1954, que utilizou catalisador
estereoespecífico de Ziegler, possibilitando o controle da orientação do grupo metila,
CH3, na cadeia polimérica, o que leva à formação de polipropilenos de estruturas
regulares, como o sindiotático e o isotático (GALLI; HAYLOCK; SIMONAZZI, 1995).
O polipropileno pode ser atático (Figura 1a), quando não houver regularidade
na disposição do grupo metila; isotático (Figura 1b), quando todos os grupos metila
estão do mesmo lado e no mesmo plano da cadeia polimérica ou sindiotático (Figura
1c), quando grupos metilas estão dispostos acima e abaixo do plano da cadeia de
forma alternada.
As propriedades do polipropileno dependem, principalmente, de sua
taticidade, da massa molar e das condições de cristalização (CANEVAROLO,
2006). No propileno atático prevalece uma estrutura praticamente amorfa,
Figura 1 – Estrutura isoméricas: polipropileno atático (a); polipropileno isotático (b); polipropileno
sindiotático (c). (CUNHA, 2010)
12
apresentando maior flexibilidade e maciez. Os polipropilenos sindiotáticos e
isotáticos são mais cristalinos, em decorrência da regularidade dos arranjos. O
sindiotático é menos rígido, tem melhor resistência ao impacto e possui menor ponto
de fusão, quando comparado ao isotático. A maior cristalinidade do isotático
proporciona boa rigidez ao material e eleva sua resistência à tração (MAIER;
CALAFUT, 1998).
O polipropileno homopolímero, o mais usado comercialmente, é isotático à
temperatura ambiente. Apresenta cristalinidade entre 40-70% e grau de isotaticidade
entre 93-95%. Dentre as principais características do material estão: boa rigidez, alta
resistência térmica, resistência ao impacto limitada a baixas temperaturas (DALPIAZ,
2006).
2.3. REFORÇO – FIBRAS DE PALMEIRA REAL AUSTRALIANA
As fibras lignocelulósicas são constituídas de três componentes básicos,
sendo eles: celulose, hemicelulose e lignina, em percentuais próximos a 40%, 30% e
20%, respectivamente.
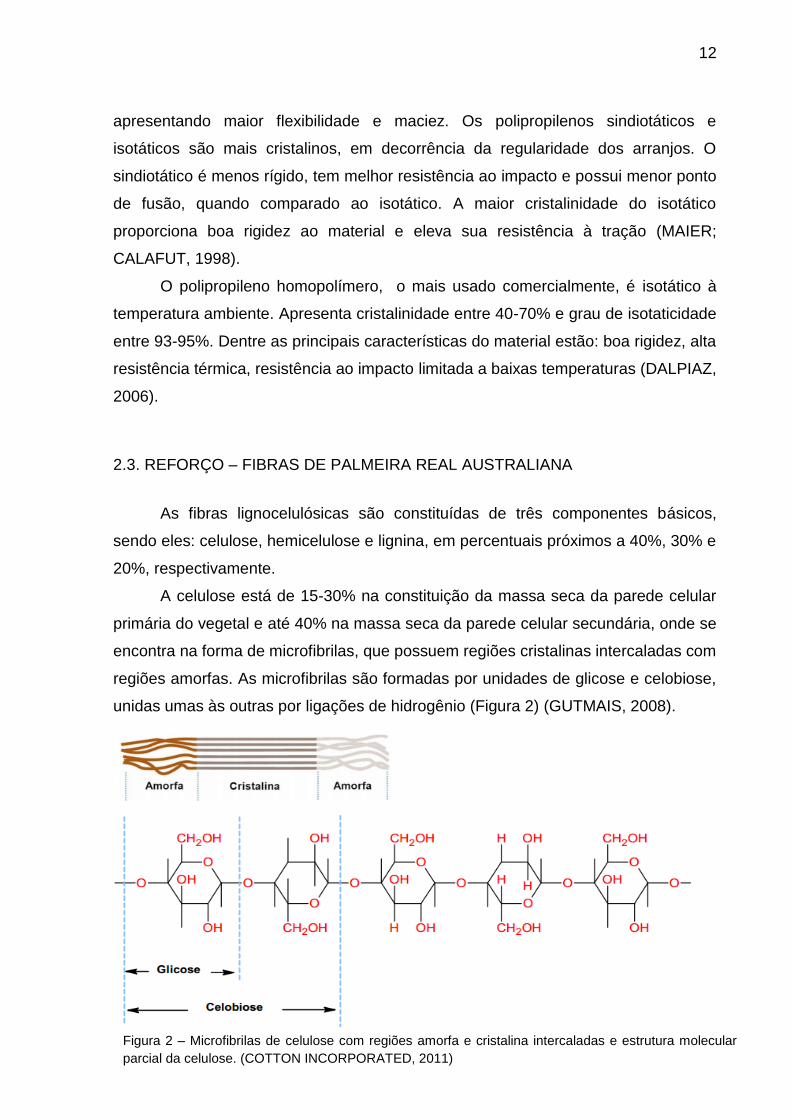
A celulose está de 15-30% na constituição da massa seca da parede celular
primária do vegetal e até 40% na massa seca da parede celular secundária, onde se
encontra na forma de microfibrilas, que possuem regiões cristalinas intercaladas com
regiões amorfas. As microfibrilas são formadas por unidades de glicose e celobiose,
unidas umas às outras por ligações de hidrogênio (Figura 2) (GUTMAIS, 2008).
Figura 2 – Microfibrilas de celulose com regiões amorfa e cristalina intercaladas e estrutura molecular
parcial da celulose. (COTTON INCORPORATED, 2011)

13
As hemiceluloses são polissacarídeos de cadeia linear ou ramificada. Elas
são amorfas e de baixo peso molecular. Elas encontram-se depositadas, de maneira
intercalada, nas microfibrilas de celulose, conferindo elasticidade e flexibilidade. A
hemicelulose (Figura 3) pode ser um homopolímero, quando for constituída de
apenas uma unidade; ou um heteropolímero, quando tiver duas ou mais unidades
(AGUIAR, 2010).
A lignina é uma macromolécula (Figura 4), formada por inúmeros grupos
aromáticos e alifáticos, altamente ramificada, amorfa e de estrutura tridimensional.
Ela é encontrada na lamela média dos vegetais e, em menor quantidade, nas
paredes celulares secundárias (FASANELLA, 2008).
Figura 3 – Estrutura molecular parcial da hemicelulose. (ALVES, 2011)
Figura 4 – Estrutura parcial hipotética da lignina. (FENGEL; WEGENER, 1984)
14
A Palmeira Real Australiana (Archontophoenix alexandrae) era utilizada no
Brasil apenas como planta ornamental. No entanto, em 1990, esta espécie surgiu
como uma alternativa à exploração predatória das espécies nativas, como os
palmitos Juçara e Açai, tradicionalmente cultivados no país.
Atualmente, a Palmeira Real Australiana tem sido muito bem aceita para
exploração racional do palmito. O produto extraído apresenta sabor, coloração e
textura muito satisfatórios e muito diferentes das espécies tradicionalmente
utilizadas.
Esta espécie de palmeira não é exigente quanto a solos, se adaptando a
vários tipos, inclusive solos pobres e de baixo pH. O clima adequado para cultivo é o
quente e úmido.
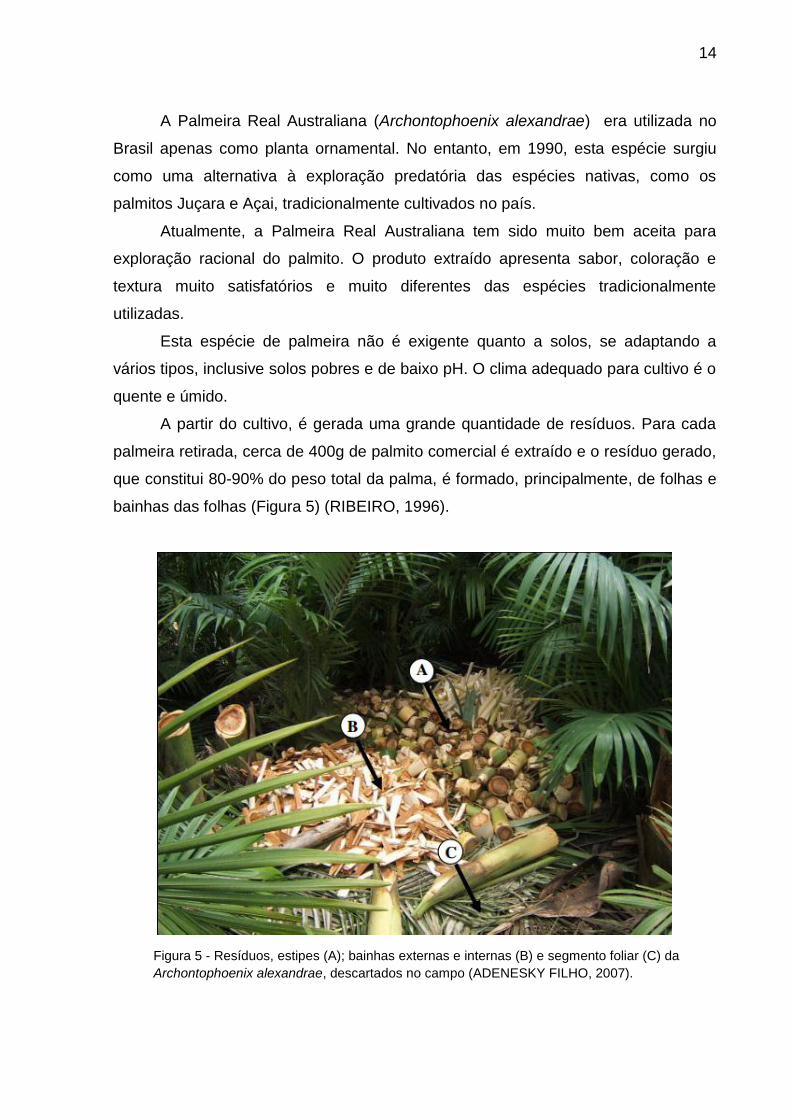
A partir do cultivo, é gerada uma grande quantidade de resíduos. Para cada
palmeira retirada, cerca de 400g de palmito comercial é extraído e o resíduo gerado,
que constitui 80-90% do peso total da palma, é formado, principalmente, de folhas e
bainhas das folhas (Figura 5) (RIBEIRO, 1996).
Figura 5 - Resíduos, estipes (A); bainhas externas e internas (B) e segmento foliar (C) da
Archontophoenix alexandrae, descartados no campo (ADENESKY FILHO, 2007).
15
Estes resíduos celulósicos são utilizados como fonte energética na
alimentação de caldeiras, na fabricação de fertilizantes ou na cobertura de solos.
Considerando-se que, a cada planta de palmito colhida, obtêm-se cerca de 400g de
palmito comercial e, aproximadamente, 13kg de resíduos, gerando cerca de 20
toneladas de “lixo” por semana, conforme dados da empresa Natusol, uma
destinação mais nobre a estes insumos representa um excelente ganho econômico
(FERMINO et al, 2010).
2.3.1. Tratamento
Na obtenção de compósitos é essencial que a adesão interfacial entre reforço
e matriz se dê de maneira adequada, pois é na interface que ocorrerá a
transferência da solicitação mecânica da matriz para o reforço. Esta interação está
condicionada a dois fatores: molhabilidade e adesividade. Esta relacionada às forças
coesivas e, aquela, ao grau de contato das superfícies (BLEDZKI; REIHMANE;
GASSAN, 1996; KEENER; STUART; BROWN, 2004).
Diante das diferentes naturezas químicas dos materiais utilizados na
fabricação dos compósitos, é natural que se espere uma relativa dificuldade na
perfeita interação entre estes. Assim sendo, as fibras devem ser tratadas e
modificadas quimicamente para melhorar a adesão fibra-matriz ou, até mesmo, para
alterar as suas características.
As fibras naturais são materiais lignocelulósicos que apresentam muitos
grupos hidroxilas em suas cadeias, o que lhe confere caráter hidrofílico. Em
contrapartida, matrizes poliméricas termoplásticas, como o polipropileno, possuem
grande hidrofobicidade. Esta dualidade em um mesmo material gera fragilidade
estrutural. Assim, alterações químicas são feitas a fim de melhorar as propriedades
do compósito desenvolvido.
Este trabalho usou para modificação das fibras naturais da palmeira uma
técnica conhecida como mercerização, que consiste na utilização de solução de
hidróxido de sódio para realizar as alterações químicas no material. A solução é
geralmente diluída, evitando degradação das fibras, pela extração excessiva de
polioses e lignina.
16
Os grupos funcionais presentes na estrutura da celulose podem tornar-se
mais acessíveis através de tratamentos que levem ao intumescimento das cadeias
de polissacarídeo, interferindo nas ligações de hidrogênio intermoleculares e
diminuindo a cristalinidade da molécula. O intumescimento, que corresponde à
interação física entre os grupos hidroxila da celulose e agentes químicos, pode ser
classificado como intercristalino e intracristalino (NEVEL; ZERONIAN, 1985).
No intumescimento intercristalino, como é o intumescimento com água, o
agente intumescedor penetra somente nos interstícios entre as unidades das
estruturas fibrilares e intumesce as áreas menos ordenadas, causando o inchamento
das fibrilas de celulose. No intumescimento intracristalino, o agente entra nos
interstícios fibrilares e penetra nas regiões não cristalinas e cristalinas, provocando,
muitas vezes, mudanças drásticas na rede cristalina (LACERDA, 2012).
A mercerização, processo de intumescimento intracristalino, no qual fibras
vegetais são tratadas com solução aquosa de uma base forte, leva à solubilização
da hemicelulose e da lignina e ainda altera a cristalinidade da celulose. Este
tratamento deixa a superfície da fibra mais rugosa e melhora sua aderência
mecânica. Esta técnica, como dito acima, aumenta a quantidade de celulose amorfa,
por enfraquecer ligações de hidrogênio presentes na molécula, criando um
distanciamento entre as cadeias celulósicas. As hidroxilas resultantes do tratamento
com a base forte contribuem para a quebra destas ligações, à medida que novas
ligações de hidrogênio são formadas com as cadeias celulósicas. Este processo de
quebra/interação de ligações faz com que grupos, antes inacessíveis a ação de
agentes químicos, fiquem mais expostos para formação de ligações de hidrogênio
intra e intermoleculares, facilitando a interação das fibras com novos materiais
(CARVALHO, 2002; ALBINANTE; PACHECO; VISCONTE, 2012)
A modificação com hidróxido de sódio ativará as hidroxilas da celulose das
fibras, transformando-as em alcóxidos, o que beneficiará o uso deste material como
reforço. A reação que ocorre esta indicada na Figura 6.
Fibra --- OH + NaOH Fibra --- O-Na+ + H2O
Figura 6 - Reação das fibras naturais com hidróxido de sódio (mercerização) (SIQUEIRA, 2011)
A mercerização é uma técnica que tem sido muito estudada nos últimos anos
por aliar baixo custo e satisfação de resultados (RAZERA; FROLLINI, 2004).

17
2.3.2. Processamento de materiais compósitos
A obtenção de compósitos poliméricos reforçados com fibras naturais requer
uma ou mais fases de processamento. As etapas básicas são: mistura, que objetiva
distribuição homogênea das fibras na matriz, e moldagem.
Para a mistura podem ser usados o processo de extrusão ou um misturador
termocinético de alta intensidade. A moldagem é, normalmente, feita por injeção.
A extrusão consiste na aplicação de pressão e de alta temperatura para derreter
a matriz polimérica, que passará por um orifício continuamente, produzindo formas,
como lâminas, filmes ou canos. Durante a passagem do polímero pelas roscas
aquecidas, as fibras são adicionadas e, assim, misturadas a ele (SIQUEIRA, 2011).
O misturador termocinético de alta intensidade permite uma melhor distribuição
das fibras no polímero, além de permitir que amostras sejam obtidas em menos de
um minuto. Neste equipamento, o calor é gerado pela alta rotação das palhetas e o
material fica entre estas palhetas e as paredes da cápsula de mistura. Uma
desvantagem observada é a diminuição no comprimentos das fibras devido a ação
do cisalhamento intenso (SIQUEIRA, 2011).
Na moldagem por injeção, há a formação de um líquido viscoso, resultante do
aquecimento e derretimento do composto. Este líquido é forçado para um molde a
uma temperatura bem mais baixa, ganhando a forma desejada. O produto obtido
pode ter tamanhos e massas bastante diferentes, dependendo do tipo de molde e de
injetora utilizados.
2.3.3. Propriedade térmica
A caracterização térmica dos compósitos poliméricos reforçados com fibras
naturais é um parâmetro muito importante a ser determinado, pois a quantidade de
reforço na matriz poderá influenciar diretamente sobre as propriedades finais do
compósito (CHOUDHURY, 2008; MÜLLER; LAURINDO; YAMASHITA, 2009).
A avaliação das propriedades térmicas do compósito desenvolvido é essencial
para o entendimento do quanto a adição das fibras influenciou em sua estabilidade e
degradação, possibilitando a definição de futuras aplicações e de processamentos
aos quais poderão ser submetidos.

18
As temperaturas de degradação de materiais lignocelulósicos podem ser
consideradas parâmetros críticos, por serem relativamente baixas, tornando-se
imprescindível a análise da resistência térmica das fibras. A degradação das fibras
durante o processamento de compósitos altera suas propriedades mecânicas e cria
vazios no compósito que resultam numa menor resistência. Ocorrem também
mudanças de coloração e de odor no material.
Este trabalho teve como foco principal o estudo do comportamento térmico do
compósito obtido, assim como das fibras usadas como reforço.
19
3. METODOLOGIA
A metodologia utilizada para alcançar os objetivos deste trabalho foi realizada
para obter informações necessárias à determinação das propriedades térmicas dos
compósitos. A metodologia empregada está baseada em trabalhos de Iniciação
Científica e Mestrado, respectivamente, orientados pela Profa. Dra. Maria da Rosa
Capri (SIQUEIRA, 2011) e pela Profa. Dra. Daniela Mulinari (DE OLIVEIRA, 2013).
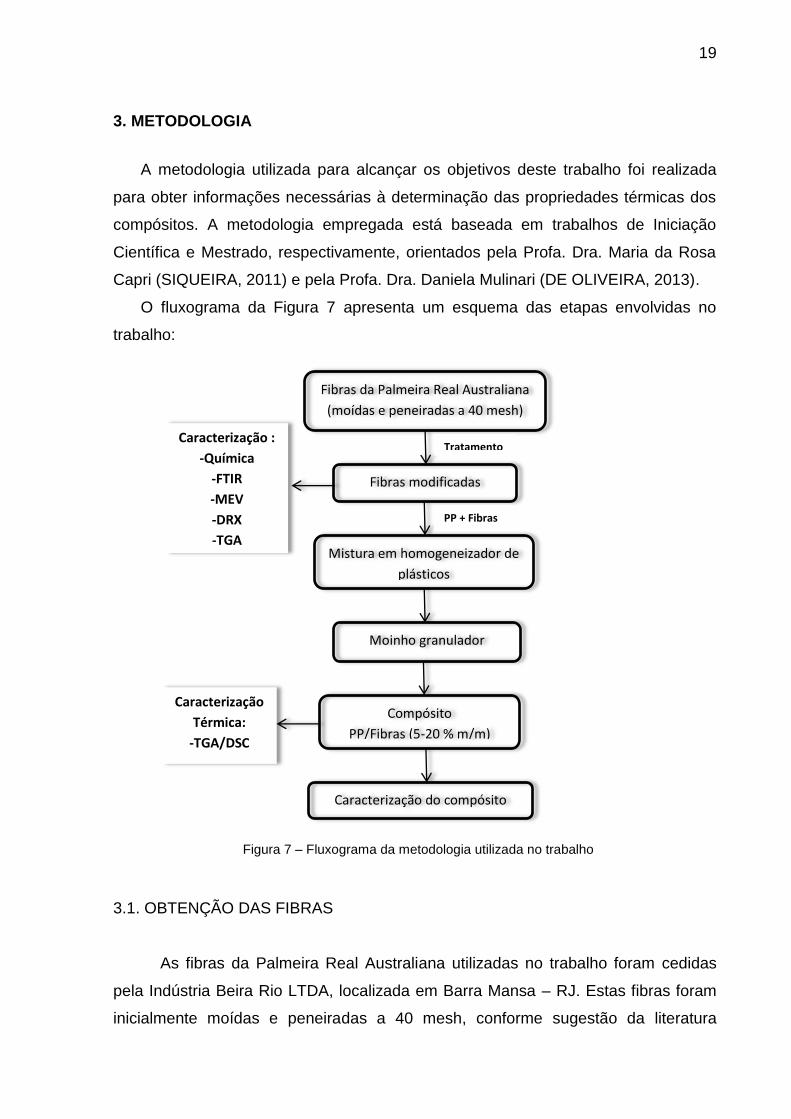
O fluxograma da Figura 7 apresenta um esquema das etapas envolvidas no
trabalho:
3.1. OBTENÇÃO DAS FIBRAS
As fibras da Palmeira Real Australiana utilizadas no trabalho foram cedidas
pela Indústria Beira Rio LTDA, localizada em Barra Mansa – RJ. Estas fibras foram
inicialmente moídas e peneiradas a 40 mesh, conforme sugestão da literatura
Fibras da Palmeira Real Australiana
(moídas e peneiradas a 40 mesh)
Fibras modificadas
Mistura em homogeneizador de
plásticos
Moinho granulador
Compósito
PP/Fibras (5-20 % m/m)
Caracterização do compósito
Caracterização :
-Química
-FTIR
-MEV
-DRX
-TGA
Tratamento
PP + Fibras
Caracterização
Térmica:
-TGA/DSC
Figura 7 – Fluxograma da metodologia utilizada no trabalho
20
utilizada como referência do desenvolvimento desta metodologia. Em seguida, foram
secas em estufa, a 80°C.
3.2. MODIFICAÇÃO
A modificação química das fibras da Palmeira Real Australiana foi realizada
pela imersão destas em uma solução de NaOH a 10%, durante 1 hora e em
temperatura ambiente. Em seguida, as fibras foram lavadas exaustivamente com
água destilada até atingir o pH da água destilada e secas em estufa a 80°C.
Parte das fibras peneiradas também foram lavadas com água quente, a
100°C, até que a água de lavagem não apresentasse mais mudança de coloração,
em seguida, foram secas em estufa a 80°C. Estas fibras foram separadamente
analisadas para que uma comparação intermediária, entre a fibra in natura e tratada,
pudesse ser realizada.
3.3. ANÁLISE DAS FIBRAS
As fibras da Palmeira Real Australiana in natura e modificadas foram
caracterizadas:
-Quimicamente pela metodologia proposta por Gouveia et al (2009);
-Funcionalmente por Espectroscopia de Infravermelho (FTIR);
-Fisicamente por Microscopia Eletrônica de Varredura (MEV) e por
Difratometria de Raios X (DRX);
-Termicamente por Termogravimetria (TGA) e por Calorimetria Diferencial de
Varredura (DSC).
3.3.1. Caracterização Química
A caracterização química da fibras de palmeira in natura e modificadas seguiu
a metodologia proposta por Rocha et al (2007) e validada por Gouveia et al (2009).
A análise levou à determinação das ligninas solúveis e insolúveis (lignina total),

21
carboidratos, ácidos orgânicos, furfural, hidroximetilfurfural e cinzas. Todas as
análises foram realizadas em triplicata.
3.3.1.1. Determinação de carboidratos e ácidos orgânicos por CLAE
Os hidrolisados obtidos foram analisados por cromatografia líquida de alta
eficiência (CLAE). As amostras foram diluídas e filtradas em membrana 0,45μm e
seguidos de cartucho Sep-Pak C18 e encaminhados ao cromatógrafo Shimadzu
modelo CR 7A, empregando um detector de índice de refração Shimadzu RID-6A e
uma coluna Aminex HPX 87H (300x7,8mm, BioRad). Como fase móvel foi
empregado H2SO4 0,005 mol/L com fluxo de 0,6 ml/min a 45°C e volume de amostra
20μL. Assim, as concentrações de D-glicose, D-xilose, L-L-arabinose e ácido acético
foram determinadas.
A conversão em equivalentes de celulose, hemicelulose e grupos acetil foi
obtida pela correção das concentrações obtidas por CLAE, considerando a massa
seca do material inicial e os fatores de hidrólise.
3.3.1.2. Determinação de lignina insolúvel em ácido
O material insolúvel retido no papel de filtro proveniente da etapa de hidrólise
ácida para caracterização química foi lavado com aproximadamente 1,5 L de água
destilada, para remoção de ácido residual (até pH próximo de 7), a seco em estufa à
temperatura de 105°C até massa constante. A porcentagem de lignina insolúvel em
meio ácido foi calculada em relação à massa de material lignocelulósico seco
descontando-se a massa de cinzas presentes na lignina.
3.3.1.3. Determinação do teor de cinzas
Os materiais resultantes da etapa de determinação de lignina insolúvel foram
colocados em cadinhos de porcelana previamente calcinados e tarados. Em
seguida, esses materiais foram calcinados, inicialmente a 400°C e depois por mais 2
22
h a 800°C. Após a calcinação, os cadinhos foram resfriados em dessecador e a
massa de cinzas determinada. A massa real de lignina Klason foi calculada
descontando-se a massa de cinzas.
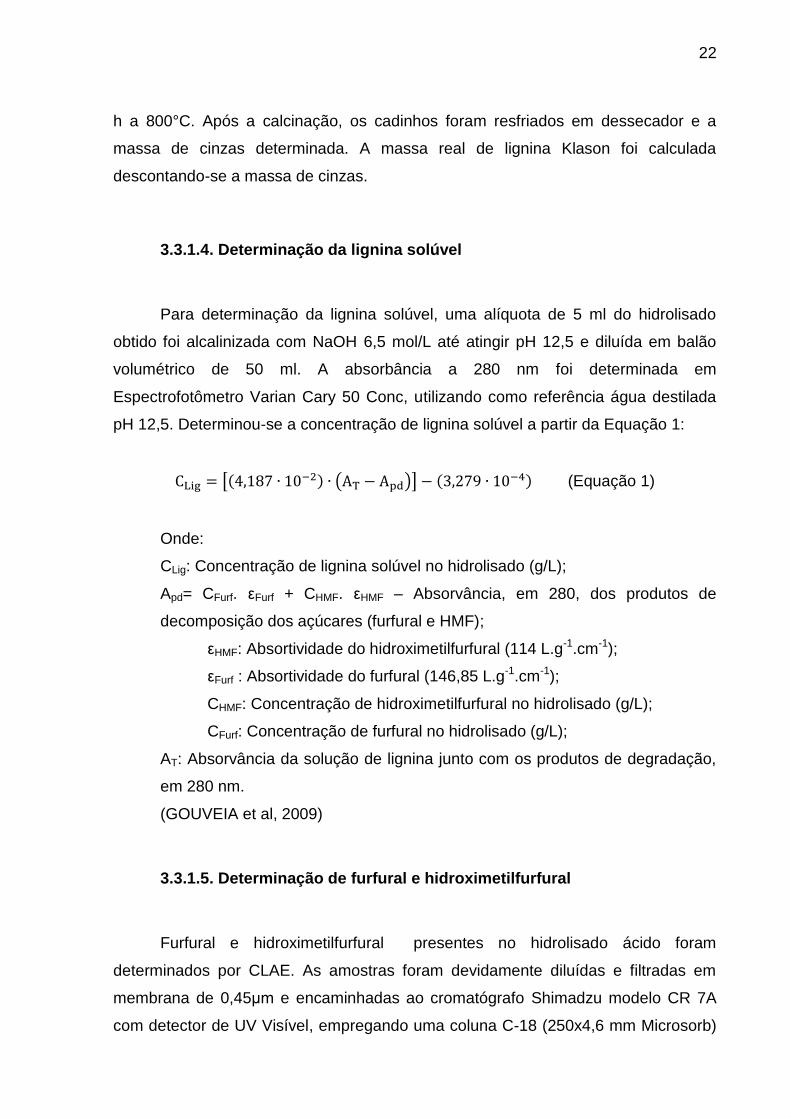
3.3.1.4. Determinação da lignina solúvel
Para determinação da lignina solúvel, uma alíquota de 5 ml do hidrolisado
obtido foi alcalinizada com NaOH 6,5 mol/L até atingir pH 12,5 e diluída em balão
volumétrico de 50 ml. A absorbância a 280 nm foi determinada em
Espectrofotômetro Varian Cary 50 Conc, utilizando como referência água destilada
pH 12,5. Determinou-se a concentração de lignina solúvel a partir da Equação 1:
[( ) ( )] (
) (Equação 1)
Onde:
CLig: Concentração de lignina solúvel no hidrolisado (g/L);
Apd= CFurf. εFurf + CHMF. εHMF – Absorvância, em 280, dos produtos de
decomposição dos açúcares (furfural e HMF);
εHMF: Absortividade do hidroximetilfurfural (114 L.g-1.cm-1);
εFurf : Absortividade do furfural (146,85 L.g-1.cm-1);
CHMF: Concentração de hidroximetilfurfural no hidrolisado (g/L);
CFurf: Concentração de furfural no hidrolisado (g/L);
AT: Absorvância da solução de lignina junto com os produtos de degradação,
em 280 nm.
(GOUVEIA et al, 2009)
3.3.1.5. Determinação de furfural e hidroximetilfurfural
Furfural e hidroximetilfurfural presentes no hidrolisado ácido foram
determinados por CLAE. As amostras foram devidamente diluídas e filtradas em
membrana de 0,45μm e encaminhadas ao cromatógrafo Shimadzu modelo CR 7A
com detector de UV Visível, empregando uma coluna C-18 (250x4,6 mm Microsorb)

23
e, como fase móvel, solução de acetonitrila/água 1:8(v/v) com 1% de ácido acético,
num fluxo de 0,8 ml/min, a 30°C, volume de amostra 20μL.
As concentrações de furfural e HMF foram obtidas a partir de curvas de
calibração traçadas para cada componente, sendo convertidas em equivalentes de
hemicelulose ecelulose. Os fatores de conversão usados foram 1,3749 e 1,2857,
respectivamente (GOUVEIA et al, 2009).
3.3.2. Espectroscopia de Infravermelho (FTIR)
Esta técnica foi utilizada com o objetivo de avaliar as modificações químicas
nas fibras in natura, lavadas e mercerizadas, além de identificar vibrações e
estiramentos das ligações efetivas.
As análises foram realizadas em Espectrofotômetro Shimadzu IRPrestige-21,
do Departamento de Engenharia de Materiais da EEL-USP, numa faixa espectral de
4000 a 400cm-1 com 64 scans.
3.3.3. Microscopia Eletrônica de Varredura (MEV)
As fibras in natura e modificadas foram morfologicamente analisadas por
Microscopia Eletrônica de Varredura, em um microscópio da marca JEOL JSM5310,
disponível no Instituto Nacional de Pesquisas Espaciais/INPE em São José dos
Campos, operando de 15 a 20 kw e utilizando detector de elétrons secundários.
3.3.4. Difratometria de Raios X (DRX)
Esta técnica foi utilizada com o objetivo de analisar a cristalinidade das fibras
in natura e modificadas. Para obter os difratogramas, será utilizado um difratômetro
de Raios X da Shimadzu DRX-6000, disponível no Laboratório de Caracterização de
Materiais do Unifoa, com fonte de radiação CuKα (ʎ= 1,5418 Å), voltagem de 40 kV,
corrente de 30 mA, varredura 0,05 (2θ/ 5s) para valores de 2θ entre 10 e 70º.
24
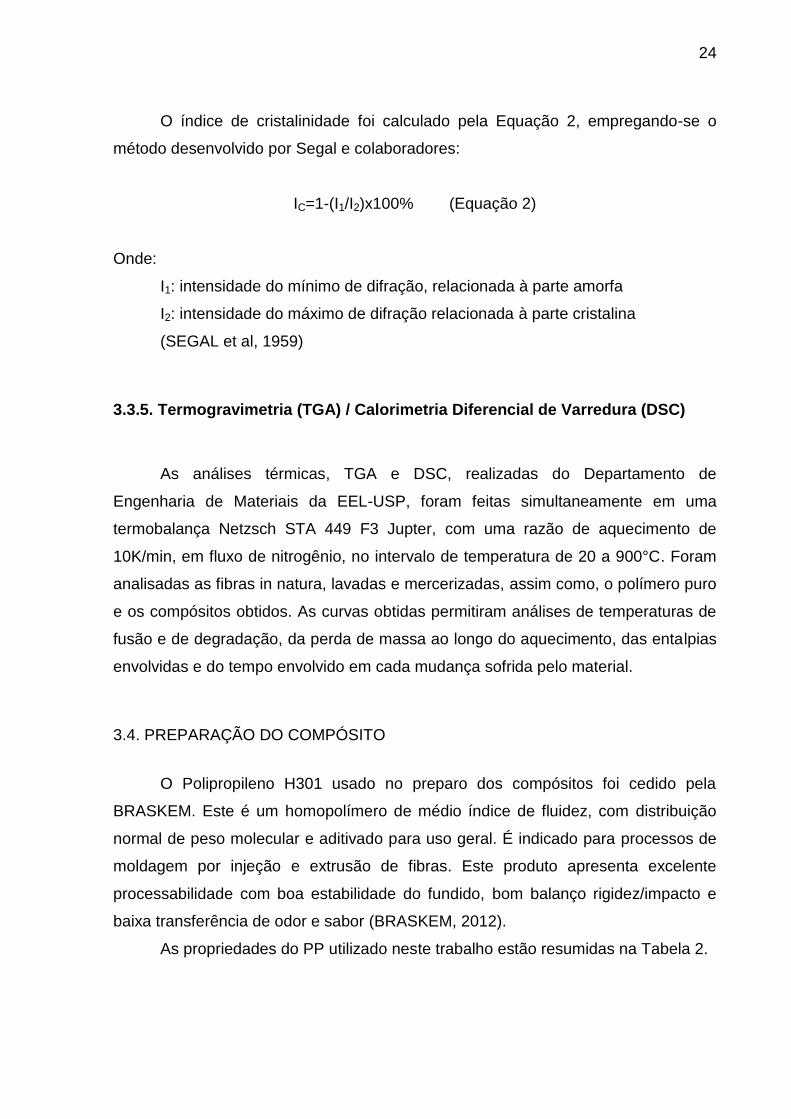
O índice de cristalinidade foi calculado pela Equação 2, empregando-se o
método desenvolvido por Segal e colaboradores:
IC=1-(I1/I2)x100% (Equação 2)
Onde:
I1: intensidade do mínimo de difração, relacionada à parte amorfa
I2: intensidade do máximo de difração relacionada à parte cristalina
(SEGAL et al, 1959)
3.3.5. Termogravimetria (TGA) / Calorimetria Diferencial de Varredura (DSC)
As análises térmicas, TGA e DSC, realizadas do Departamento de
Engenharia de Materiais da EEL-USP, foram feitas simultaneamente em uma
termobalança Netzsch STA 449 F3 Jupter, com uma razão de aquecimento de
10K/min, em fluxo de nitrogênio, no intervalo de temperatura de 20 a 900°C. Foram
analisadas as fibras in natura, lavadas e mercerizadas, assim como, o polímero puro
e os compósitos obtidos. As curvas obtidas permitiram análises de temperaturas de
fusão e de degradação, da perda de massa ao longo do aquecimento, das entalpias
envolvidas e do tempo envolvido em cada mudança sofrida pelo material.
3.4. PREPARAÇÃO DO COMPÓSITO
O Polipropileno H301 usado no preparo dos compósitos foi cedido pela
BRASKEM. Este é um homopolímero de médio índice de fluidez, com distribuição
normal de peso molecular e aditivado para uso geral. É indicado para processos de
moldagem por injeção e extrusão de fibras. Este produto apresenta excelente
processabilidade com boa estabilidade do fundido, bom balanço rigidez/impacto e
baixa transferência de odor e sabor (BRASKEM, 2012).
As propriedades do PP utilizado neste trabalho estão resumidas na Tabela 2.

25
Os compósitos (5-20% em massa de reforço) foram obtidos em um misturador
termocinético de alta intensidade, mais conhecido como homogeneizador “Dryser”
(Figura 8), da MH Equipamentos, modelo MH-1000, com rotação das palhetas
próxima a 30 rpm. No homogeneizador ocorre a fusão do polímero, ao qual são
adicionadas as fibras. A temperatura atingida é inferior à temperatura de degradação
do reforço utilizado. Inicialmente o reforço e a matriz foram secos em estufas a 80
ºC.
Após mistura entre reforço e matriz no homogeneizador, o material foi moído
em moinho granulador da marca Plastimax (Figura 9) e novamente seco em estufa a
80 ºC. As diferentes proporções de fibras utilizadas estão apresentadas na Tabela 3.
Propriedades Método ASTM Unidades Valores
Índice de fluidez (230°C/2,16 kg) D 1238 g/10 min 10
Densidade D 792 g/cm³ 0,905
Módulo de flexão secante a 1% D 790 MPa 1200
Resistência à tração no escoamento D 638 MPa 32
Alongamento no escoamento D 638 % 14
Dureza Rockwell (escala R) D 785 - 100
Resistência ao impacto Izod a 23°C D 256 J/m 25
Temperatura de deflexão térmica a 0,455 MPa D 648 °C 91
Temperatura de deflexão térmica a 1,820 MPa D 648 °C 53
Temperatura de amolecimento Vicat a 10 N D 1525 °C 153
Amostra Tipo de fibra usada como reforço
Quantidde de PP (%m/m)
Quantidade de reforço (%m/m)
CPN 5% Fibra in natura 95 5
CPN 10% Fibra in natura 90 10
CPN 20% Fibra in natura 80 20
CPT 5% Fibra modificada 95 5
CPT 10% Fibra modificada 90 10
CPT 20% Fibra modificada 80 20
Tabela 2 – Propriedades do Polipropileno H 301 (BRASKEM, 2012)
Tabela 3 – Descrição dos compósitos de PP reforçados com diferentes proporções de
fibras
26
4. RESULTADOS E DISCUSSÕES
4.1. CARACTERIZAÇÃO QUÍMICA DAS FIBRAS
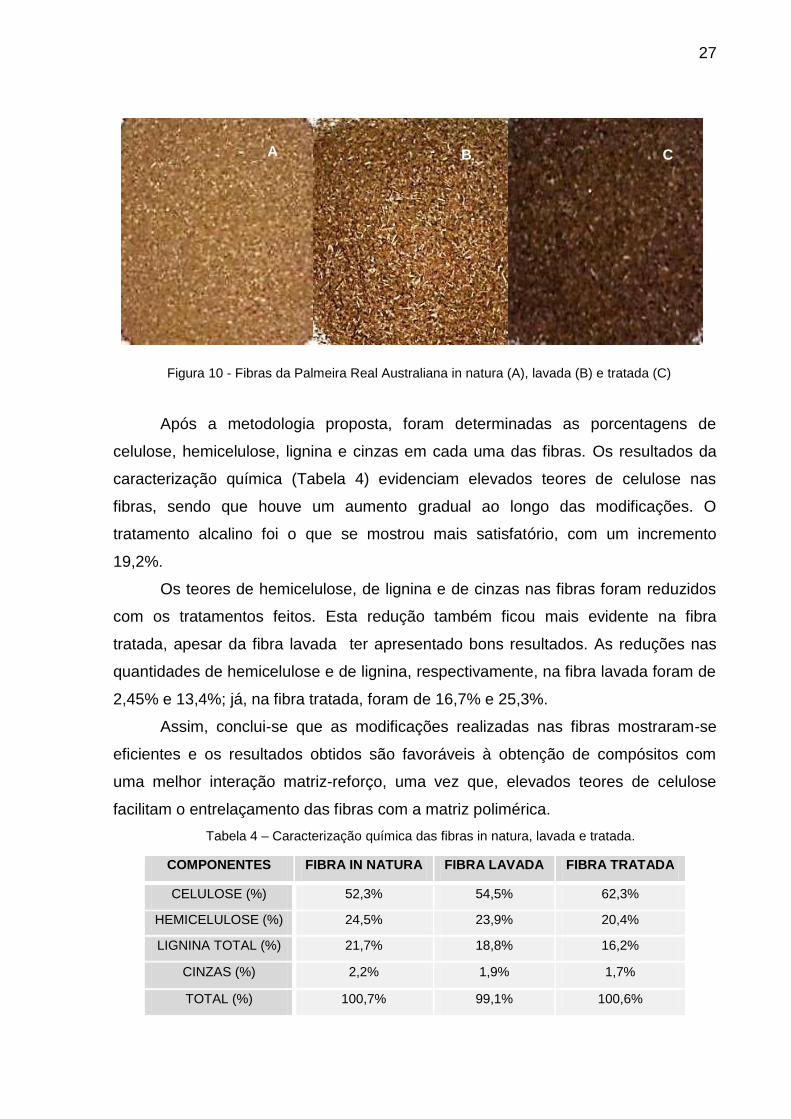
Nesta etapa do trabalho três diferentes tipos de fibras foram caracterizadas:
fibra in natura peneirada a 40 mesh (Figura 10 A), fibra peneirada a 40 mesh lavada
com água quente (Figura 10 B) e fibra peneirada a 40 mesh tratada com NaOH
(Figura10 C). Notou-se um escurecimento das fibras com a realização dos
tratamentos, o que se deve, possivelmente, à remoção de parte da lignina, deixando
a lignina residual mais exposta à oxidação.
Figura 8 - Homogeneizador (a) e detalhe da cápsula de mistura (b).
Figura 9 – Moinho granulador
27
Após a metodologia proposta, foram determinadas as porcentagens de
celulose, hemicelulose, lignina e cinzas em cada uma das fibras. Os resultados da
caracterização química (Tabela 4) evidenciam elevados teores de celulose nas
fibras, sendo que houve um aumento gradual ao longo das modificações. O
tratamento alcalino foi o que se mostrou mais satisfatório, com um incremento
19,2%.
Os teores de hemicelulose, de lignina e de cinzas nas fibras foram reduzidos
com os tratamentos feitos. Esta redução também ficou mais evidente na fibra
tratada, apesar da fibra lavada ter apresentado bons resultados. As reduções nas
quantidades de hemicelulose e de lignina, respectivamente, na fibra lavada foram de
2,45% e 13,4%; já, na fibra tratada, foram de 16,7% e 25,3%.
Assim, conclui-se que as modificações realizadas nas fibras mostraram-se
eficientes e os resultados obtidos são favoráveis à obtenção de compósitos com
uma melhor interação matriz-reforço, uma vez que, elevados teores de celulose
facilitam o entrelaçamento das fibras com a matriz polimérica.
COMPONENTES FIBRA IN NATURA FIBRA LAVADA FIBRA TRATADA
CELULOSE (%) 52,3% 54,5% 62,3%
HEMICELULOSE (%) 24,5% 23,9% 20,4%
LIGNINA TOTAL (%) 21,7% 18,8% 16,2%
CINZAS (%) 2,2% 1,9% 1,7%
TOTAL (%) 100,7% 99,1% 100,6%
Figura 10 - Fibras da Palmeira Real Australiana in natura (A), lavada (B) e tratada (C)
Tabela 4 – Caracterização química das fibras in natura, lavada e tratada.
A B C
28
4.2. MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV)
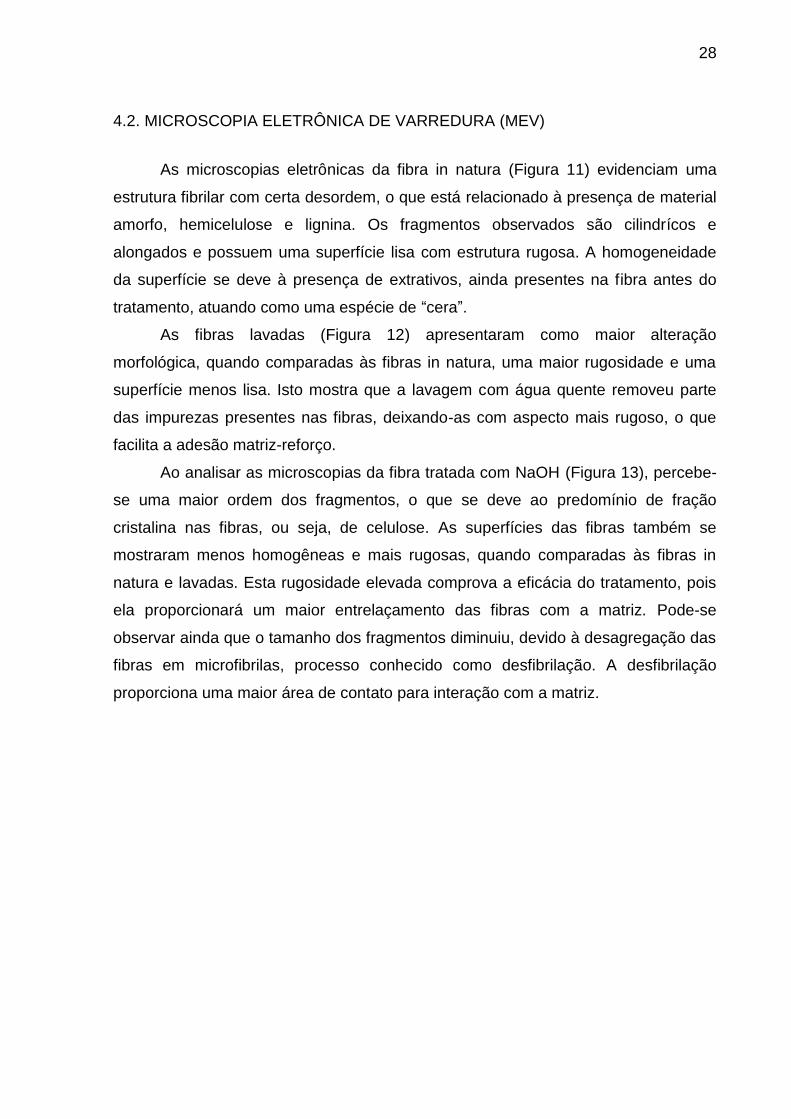
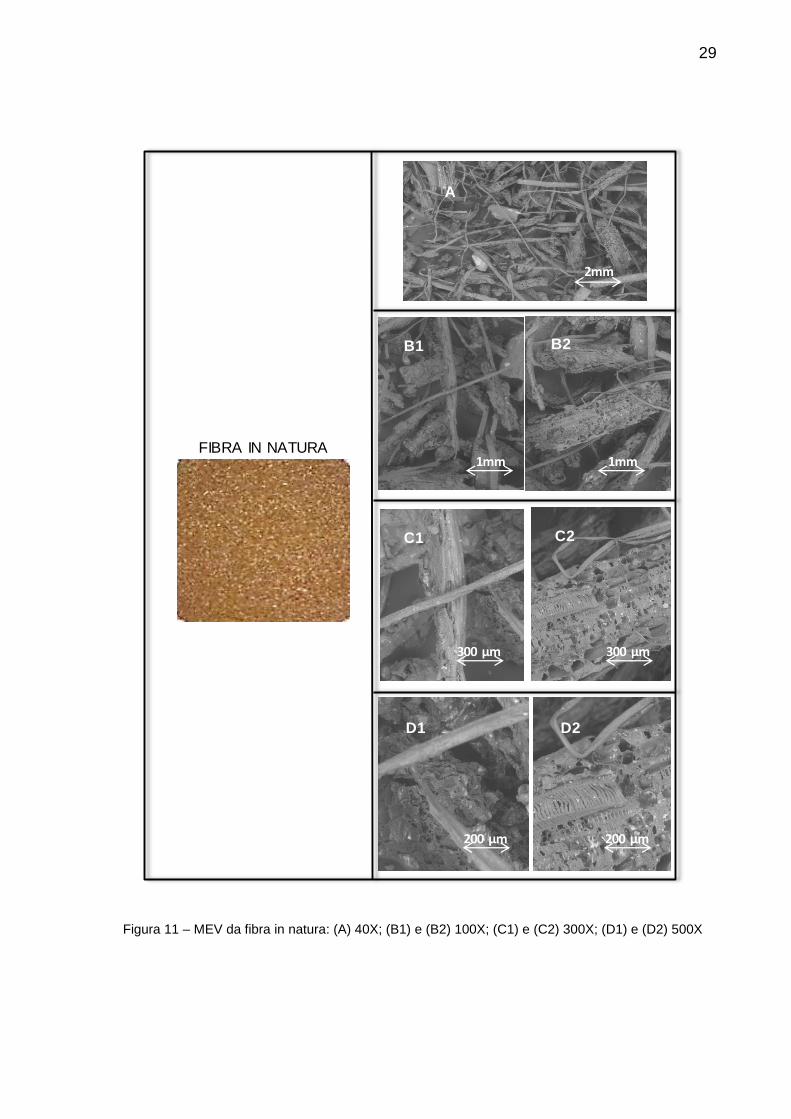
As microscopias eletrônicas da fibra in natura (Figura 11) evidenciam uma
estrutura fibrilar com certa desordem, o que está relacionado à presença de material
amorfo, hemicelulose e lignina. Os fragmentos observados são cilindrícos e
alongados e possuem uma superfície lisa com estrutura rugosa. A homogeneidade
da superfície se deve à presença de extrativos, ainda presentes na fibra antes do
tratamento, atuando como uma espécie de “cera”.
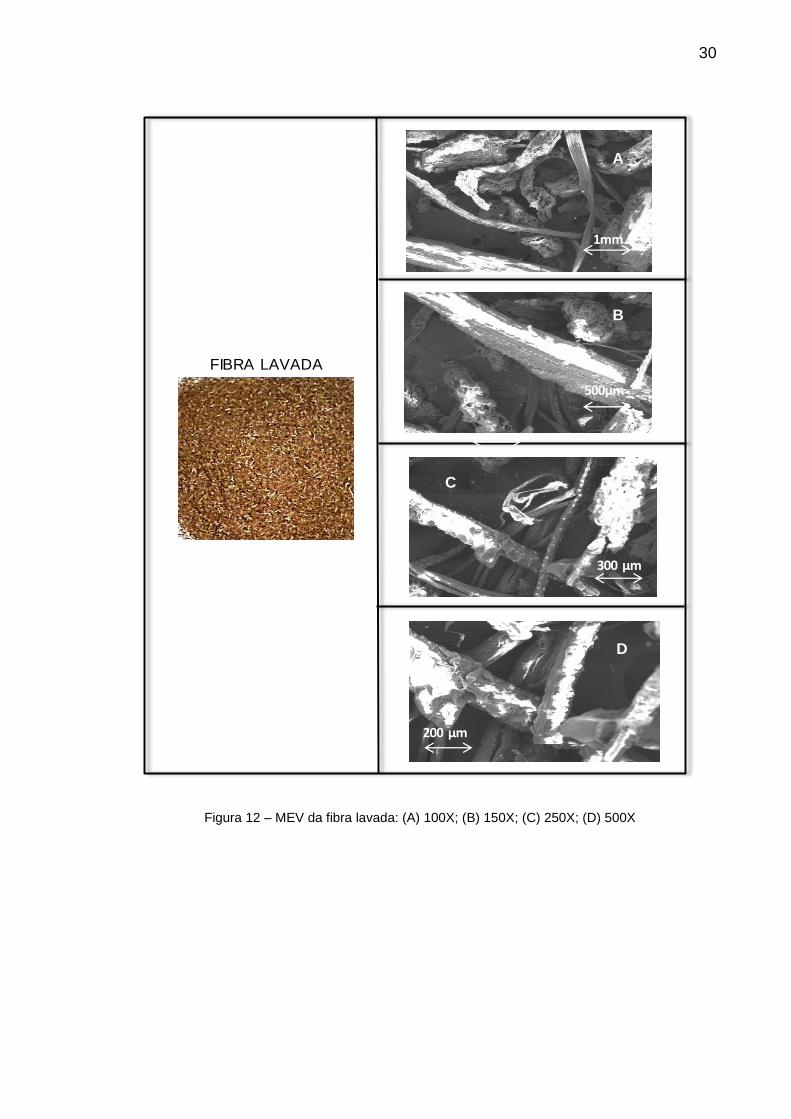
As fibras lavadas (Figura 12) apresentaram como maior alteração
morfológica, quando comparadas às fibras in natura, uma maior rugosidade e uma
superfície menos lisa. Isto mostra que a lavagem com água quente removeu parte
das impurezas presentes nas fibras, deixando-as com aspecto mais rugoso, o que
facilita a adesão matriz-reforço.
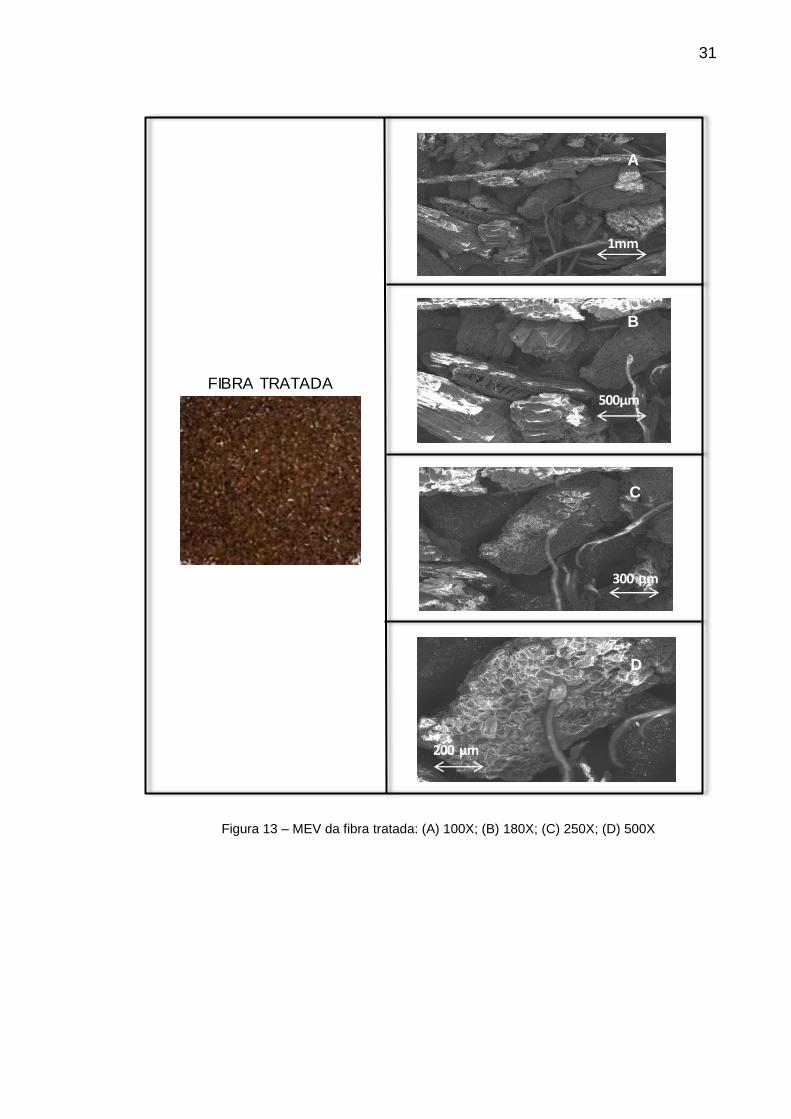
Ao analisar as microscopias da fibra tratada com NaOH (Figura 13), percebe-
se uma maior ordem dos fragmentos, o que se deve ao predomínio de fração
cristalina nas fibras, ou seja, de celulose. As superfícies das fibras também se
mostraram menos homogêneas e mais rugosas, quando comparadas às fibras in
natura e lavadas. Esta rugosidade elevada comprova a eficácia do tratamento, pois
ela proporcionará um maior entrelaçamento das fibras com a matriz. Pode-se
observar ainda que o tamanho dos fragmentos diminuiu, devido à desagregação das
fibras em microfibrilas, processo conhecido como desfibrilação. A desfibrilação
proporciona uma maior área de contato para interação com a matriz.
29
200µm 200µm
FIBRA IN NATURA
A
1mm
B1 B2
C1 C2
D1 D2
1mm
2mm
200 µm 200 µm
300 µm 300 µm
Figura 11 – MEV da fibra in natura: (A) 40X; (B1) e (B2) 100X; (C1) e (C2) 300X; (D1) e (D2) 500X
30
200µm 200µm
500µm
FIBRA LAVADA
A
B
C
D
1mm
200 µm
300 µm
Figura 12 – MEV da fibra lavada: (A) 100X; (B) 150X; (C) 250X; (D) 500X
31
FIBRA TRATADA
A
B
C
D
1mm
200 µm
300 µm
500µm
Figura 13 – MEV da fibra tratada: (A) 100X; (B) 180X; (C) 250X; (D) 500X
32
4.3. ESPECTROSCOPIA DE INFRAVERMELHO (FTIR)
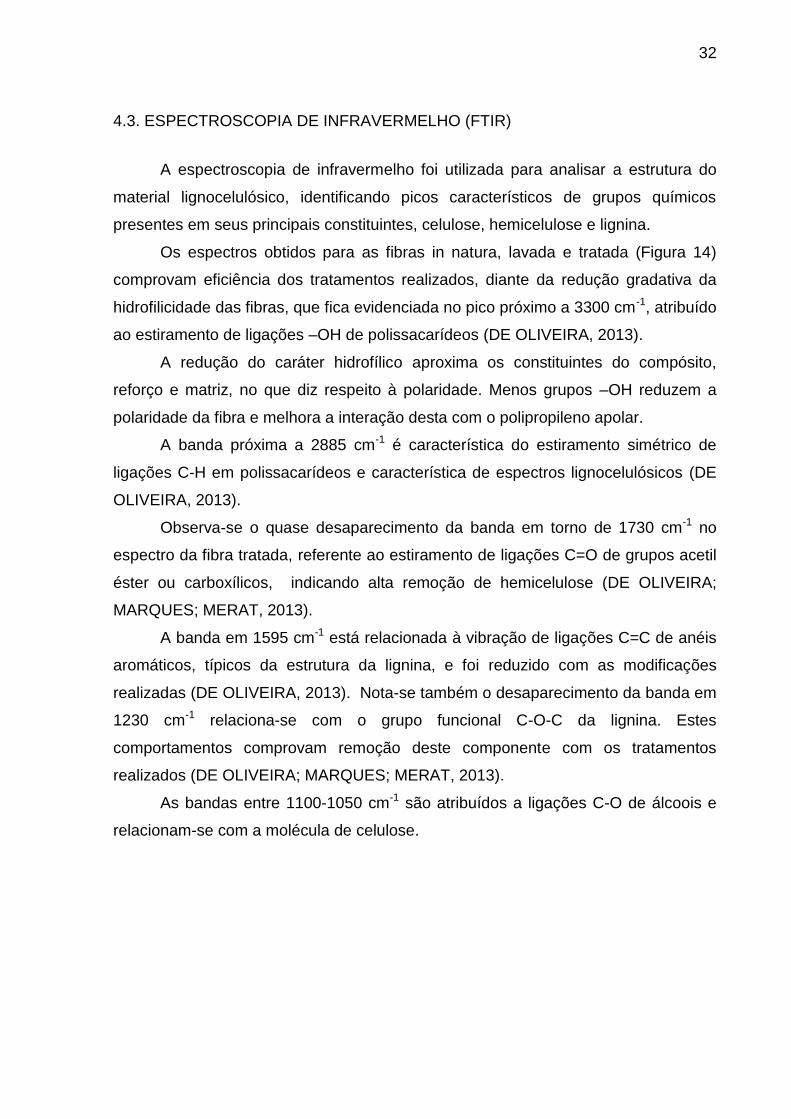
A espectroscopia de infravermelho foi utilizada para analisar a estrutura do
material lignocelulósico, identificando picos característicos de grupos químicos
presentes em seus principais constituintes, celulose, hemicelulose e lignina.
Os espectros obtidos para as fibras in natura, lavada e tratada (Figura 14)
comprovam eficiência dos tratamentos realizados, diante da redução gradativa da
hidrofilicidade das fibras, que fica evidenciada no pico próximo a 3300 cm-1, atribuído
ao estiramento de ligações –OH de polissacarídeos (DE OLIVEIRA, 2013).
A redução do caráter hidrofílico aproxima os constituintes do compósito,
reforço e matriz, no que diz respeito à polaridade. Menos grupos –OH reduzem a
polaridade da fibra e melhora a interação desta com o polipropileno apolar.
A banda próxima a 2885 cm-1 é característica do estiramento simétrico de
ligações C-H em polissacarídeos e característica de espectros lignocelulósicos (DE
OLIVEIRA, 2013).
Observa-se o quase desaparecimento da banda em torno de 1730 cm-1 no
espectro da fibra tratada, referente ao estiramento de ligações C=O de grupos acetil
éster ou carboxílicos, indicando alta remoção de hemicelulose (DE OLIVEIRA;
MARQUES; MERAT, 2013).
A banda em 1595 cm-1 está relacionada à vibração de ligações C=C de anéis
aromáticos, típicos da estrutura da lignina, e foi reduzido com as modificações
realizadas (DE OLIVEIRA, 2013). Nota-se também o desaparecimento da banda em
1230 cm-1 relaciona-se com o grupo funcional C-O-C da lignina. Estes
comportamentos comprovam remoção deste componente com os tratamentos
realizados (DE OLIVEIRA; MARQUES; MERAT, 2013).
As bandas entre 1100-1050 cm-1 são atribuídos a ligações C-O de álcoois e
relacionam-se com a molécula de celulose.
33
4.4. DIFRATOMETRIA DE RAIOS X (DRX)
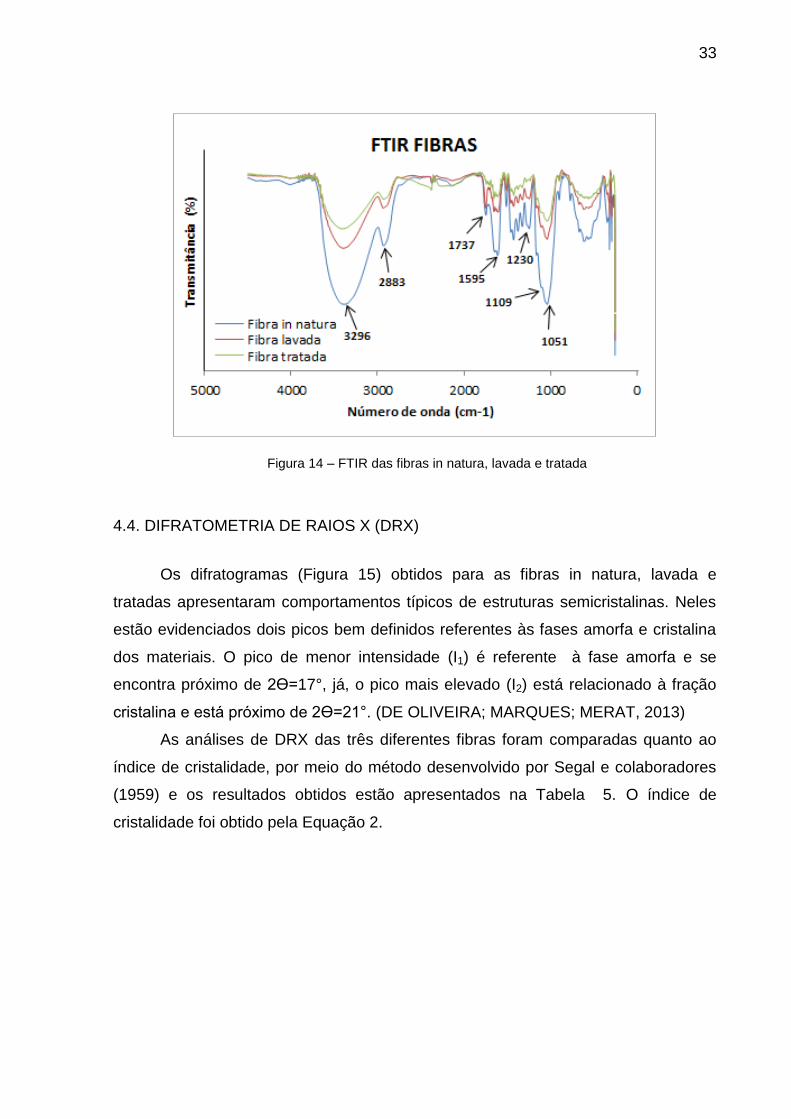
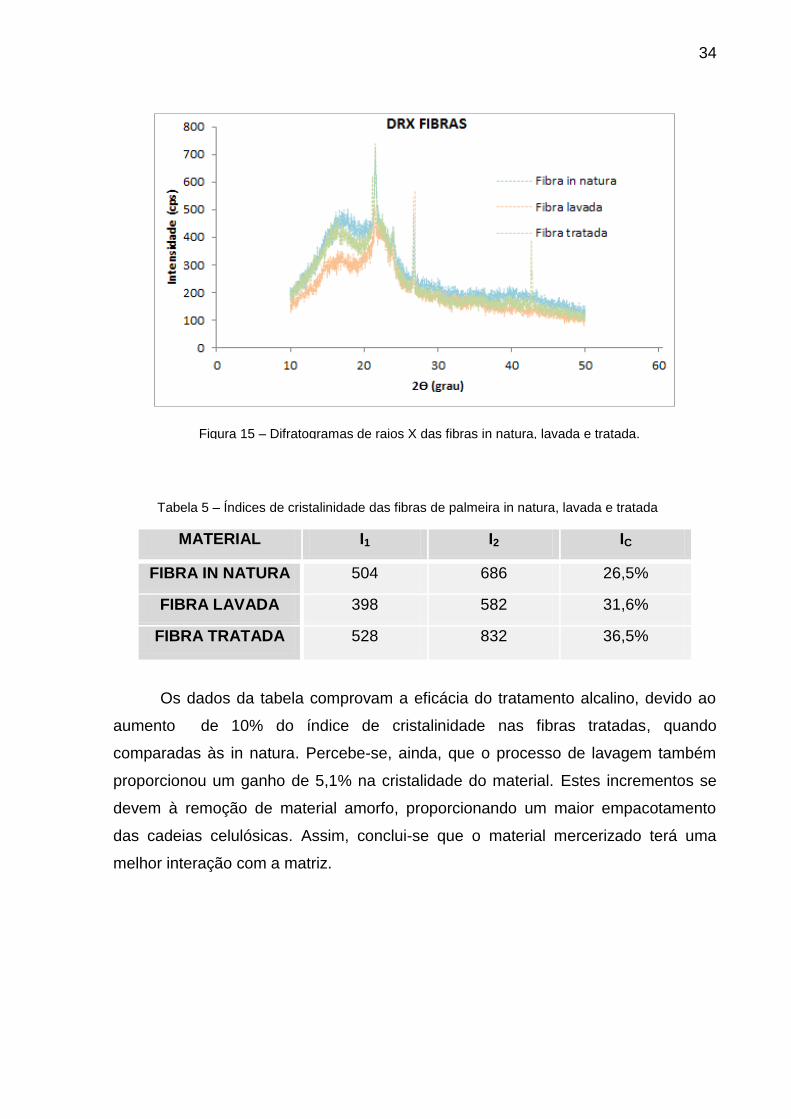
Os difratogramas (Figura 15) obtidos para as fibras in natura, lavada e
tratadas apresentaram comportamentos típicos de estruturas semicristalinas. Neles
estão evidenciados dois picos bem definidos referentes às fases amorfa e cristalina
dos materiais. O pico de menor intensidade (I1) é referente à fase amorfa e se
encontra próximo de 2Ө=17°, já, o pico mais elevado (I2) está relacionado à fração
cristalina e está próximo de 2Ө=21°. (DE OLIVEIRA; MARQUES; MERAT, 2013)
As análises de DRX das três diferentes fibras foram comparadas quanto ao
índice de cristalidade, por meio do método desenvolvido por Segal e colaboradores
(1959) e os resultados obtidos estão apresentados na Tabela 5. O índice de
cristalidade foi obtido pela Equação 2.
Figura 14 – FTIR das fibras in natura, lavada e tratada
34
MATERIAL I1 I2 IC
FIBRA IN NATURA 504 686 26,5%
FIBRA LAVADA 398 582 31,6%
FIBRA TRATADA 528 832 36,5%
Os dados da tabela comprovam a eficácia do tratamento alcalino, devido ao
aumento de 10% do índice de cristalinidade nas fibras tratadas, quando
comparadas às in natura. Percebe-se, ainda, que o processo de lavagem também
proporcionou um ganho de 5,1% na cristalidade do material. Estes incrementos se
devem à remoção de material amorfo, proporcionando um maior empacotamento
das cadeias celulósicas. Assim, conclui-se que o material mercerizado terá uma
melhor interação com a matriz.
Tabela 5 – Índices de cristalinidade das fibras de palmeira in natura, lavada e tratada
Figura 15 – Difratogramas de raios X das fibras in natura, lavada e tratada.
35
4.5. TERMOGRAVIMETRIA (TGA) / CALORIMETRIA DIFERENCIAL DE
VARREDURA (DSC)
Análises de termogravimetria e de DSC foram realizadas nas fibras in natura,
lavadas e tratadas, assim como, no polímero puro e nos compósitos 5%, 10% e
20% de fibras in natura (Figura 16) e tratadas (Figura 17). Os comportamentos
térmicos destes materiais foram avaliados individualmente e estão expostos nas
curvas das Figuras 18-23.
A B
C
Figura 16 – Compósitos de fibra in natura: CPN 20% (A); CPN 10% (B); CPN 5% (C)
36
A B
Figura 17– Compósitos de fibra tratada: CPT 20% (A); CPT 10% (B); CPT 5% (C)
C
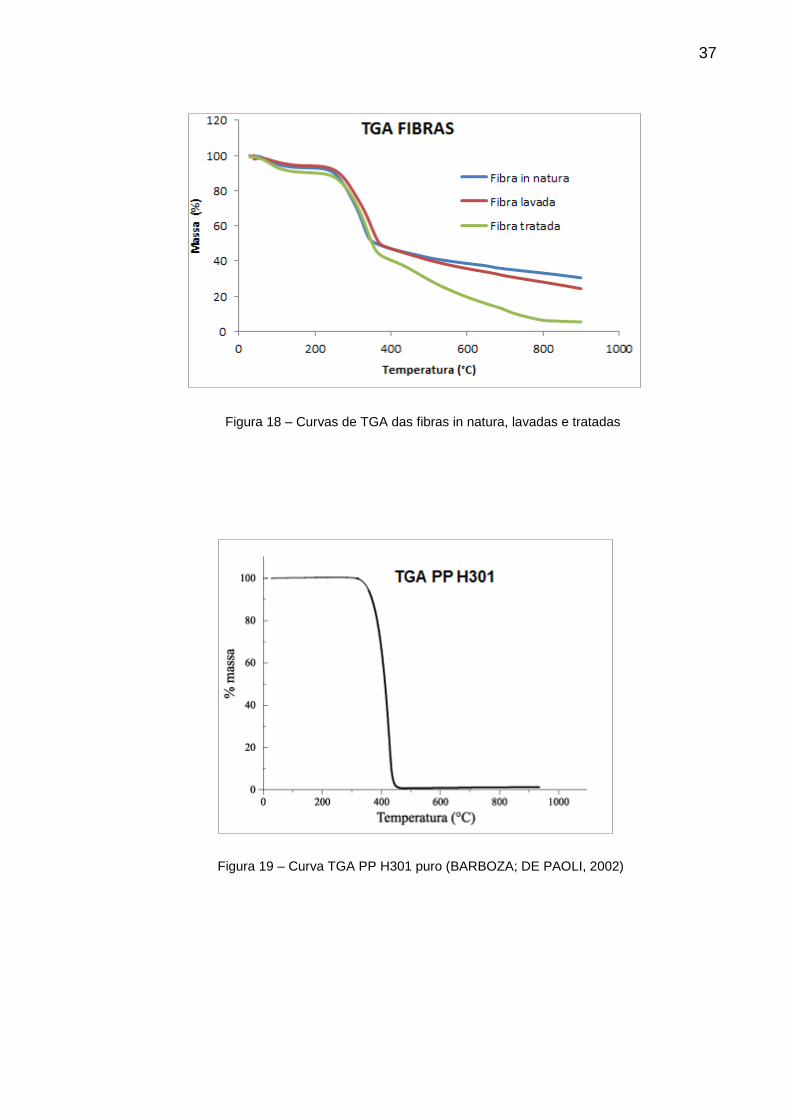
37
Figura 18 – Curvas de TGA das fibras in natura, lavadas e tratadas
Figura 19 – Curva TGA PP H301 puro (BARBOZA; DE PAOLI, 2002)

38
Figura 20 – Curvas de TGA dos compósitos
Figura 21 – Curvas de DSC das fibras in natura, lavadas e tratadas
en
do
térm
ico
39
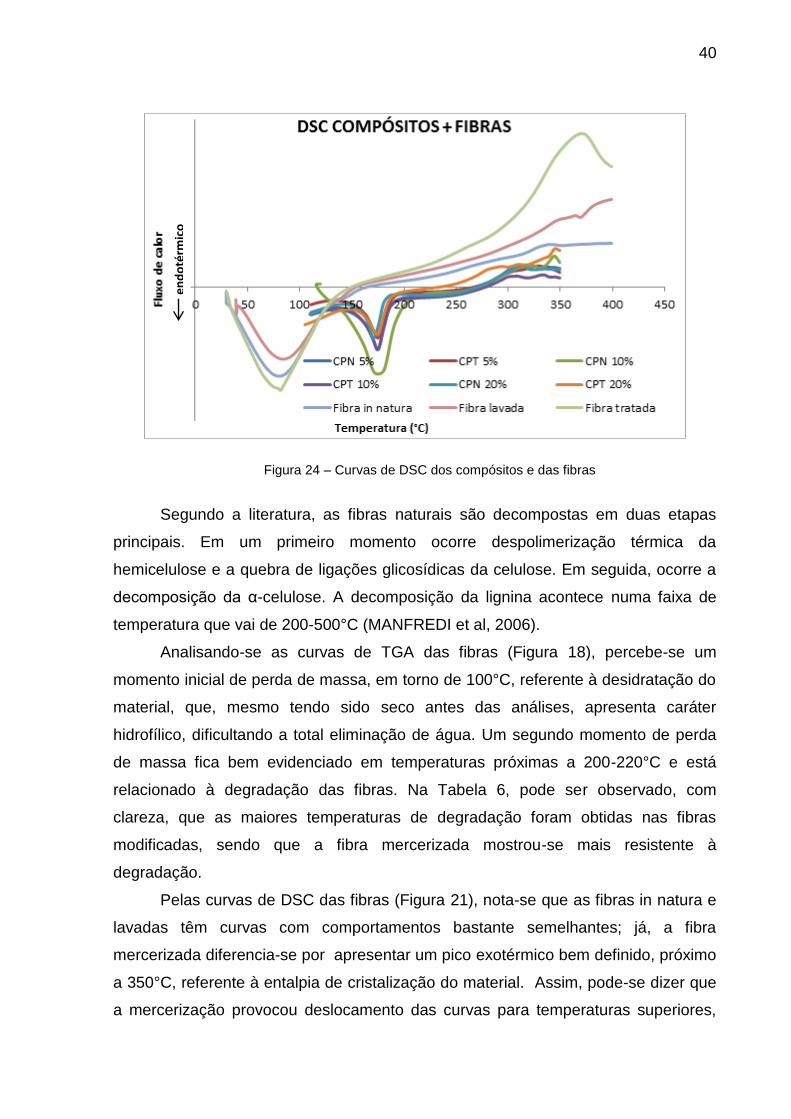
Figura 23 – Curvas de DSC dos compósitos
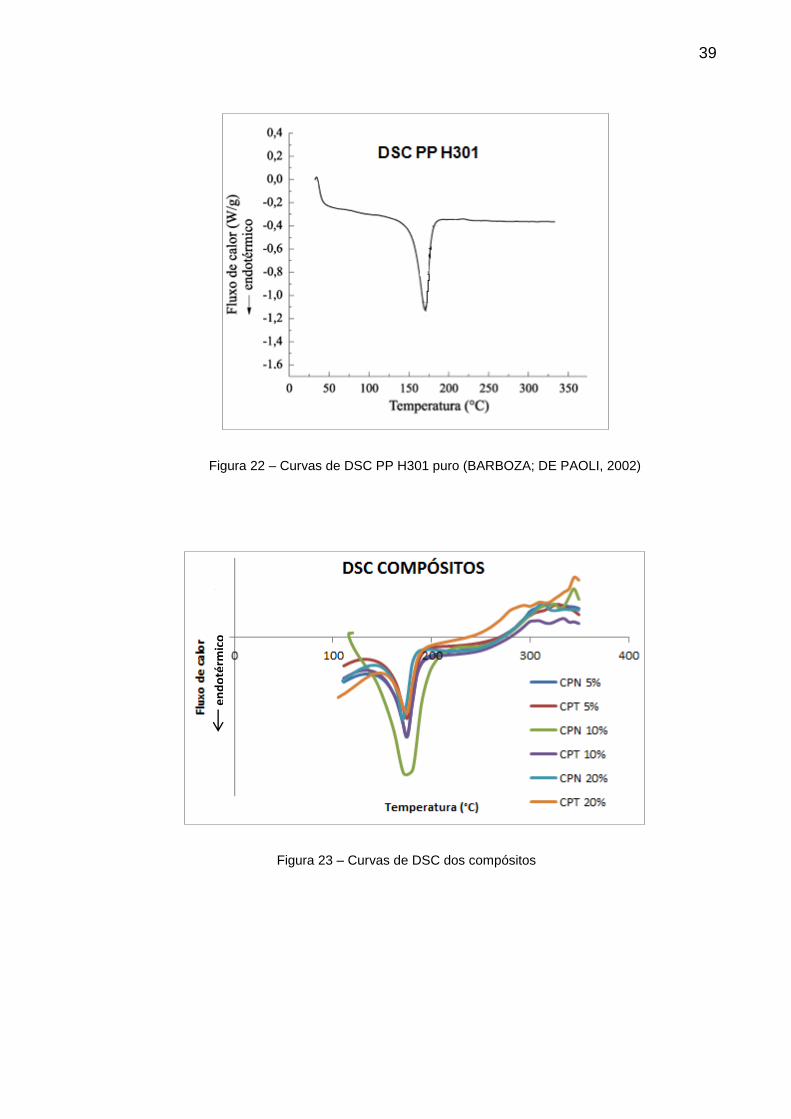
Figura 22 – Curvas de DSC PP H301 puro (BARBOZA; DE PAOLI, 2002)
en
do
térm
ico
40
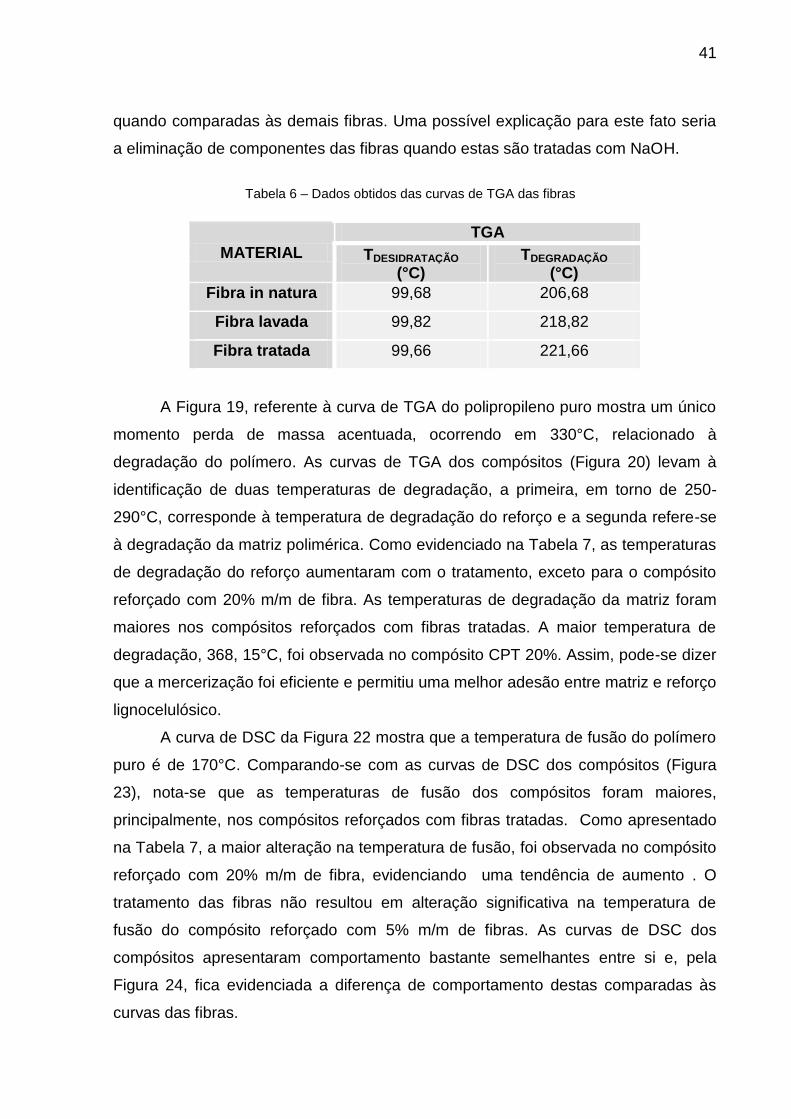
Segundo a literatura, as fibras naturais são decompostas em duas etapas
principais. Em um primeiro momento ocorre despolimerização térmica da
hemicelulose e a quebra de ligações glicosídicas da celulose. Em seguida, ocorre a
decomposição da α-celulose. A decomposição da lignina acontece numa faixa de
temperatura que vai de 200-500°C (MANFREDI et al, 2006).
Analisando-se as curvas de TGA das fibras (Figura 18), percebe-se um
momento inicial de perda de massa, em torno de 100°C, referente à desidratação do
material, que, mesmo tendo sido seco antes das análises, apresenta caráter
hidrofílico, dificultando a total eliminação de água. Um segundo momento de perda
de massa fica bem evidenciado em temperaturas próximas a 200-220°C e está
relacionado à degradação das fibras. Na Tabela 6, pode ser observado, com
clareza, que as maiores temperaturas de degradação foram obtidas nas fibras
modificadas, sendo que a fibra mercerizada mostrou-se mais resistente à
degradação.
Pelas curvas de DSC das fibras (Figura 21), nota-se que as fibras in natura e
lavadas têm curvas com comportamentos bastante semelhantes; já, a fibra
mercerizada diferencia-se por apresentar um pico exotérmico bem definido, próximo
a 350°C, referente à entalpia de cristalização do material. Assim, pode-se dizer que
a mercerização provocou deslocamento das curvas para temperaturas superiores,
en
do
térm
ico
Figura 24 – Curvas de DSC dos compósitos e das fibras
41
quando comparadas às demais fibras. Uma possível explicação para este fato seria
a eliminação de componentes das fibras quando estas são tratadas com NaOH.
MATERIAL
TGA
TDESIDRATAÇÃO (°C)
TDEGRADAÇÃO (°C)
Fibra in natura 99,68 206,68
Fibra lavada 99,82 218,82
Fibra tratada 99,66 221,66
A Figura 19, referente à curva de TGA do polipropileno puro mostra um único
momento perda de massa acentuada, ocorrendo em 330°C, relacionado à
degradação do polímero. As curvas de TGA dos compósitos (Figura 20) levam à
identificação de duas temperaturas de degradação, a primeira, em torno de 250-
290°C, corresponde à temperatura de degradação do reforço e a segunda refere-se
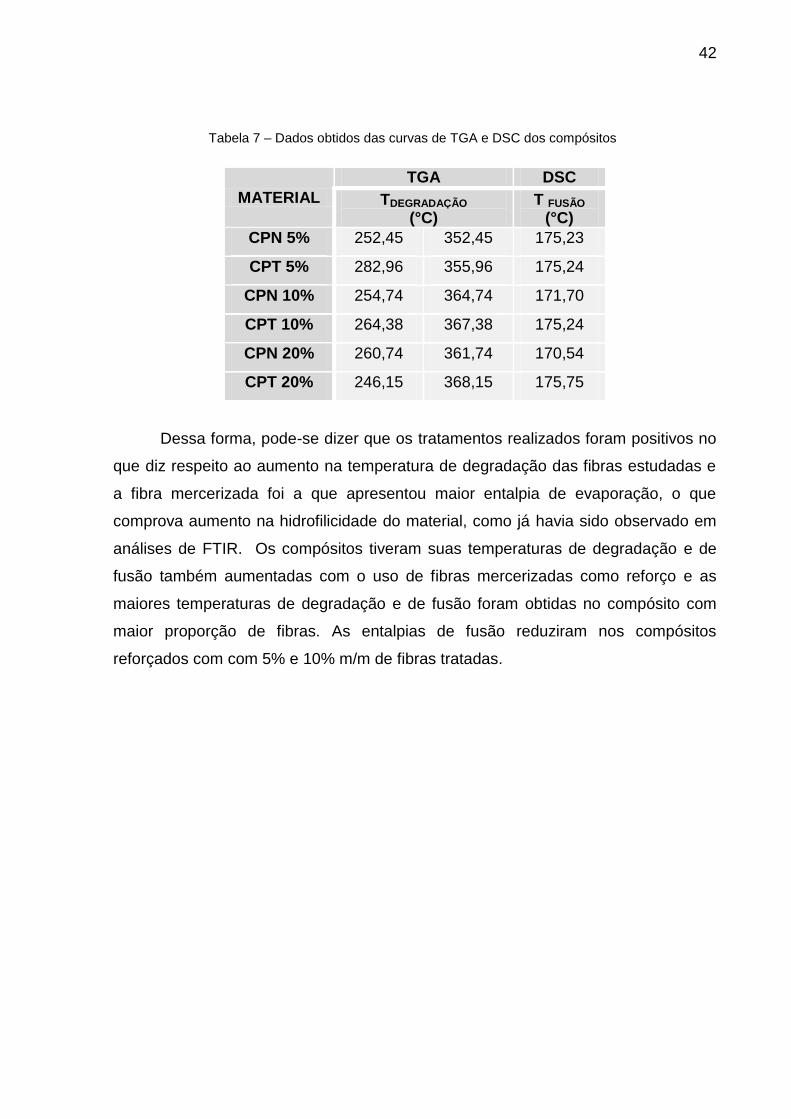
à degradação da matriz polimérica. Como evidenciado na Tabela 7, as temperaturas
de degradação do reforço aumentaram com o tratamento, exceto para o compósito
reforçado com 20% m/m de fibra. As temperaturas de degradação da matriz foram
maiores nos compósitos reforçados com fibras tratadas. A maior temperatura de
degradação, 368, 15°C, foi observada no compósito CPT 20%. Assim, pode-se dizer
que a mercerização foi eficiente e permitiu uma melhor adesão entre matriz e reforço
lignocelulósico.
A curva de DSC da Figura 22 mostra que a temperatura de fusão do polímero
puro é de 170°C. Comparando-se com as curvas de DSC dos compósitos (Figura
23), nota-se que as temperaturas de fusão dos compósitos foram maiores,
principalmente, nos compósitos reforçados com fibras tratadas. Como apresentado
na Tabela 7, a maior alteração na temperatura de fusão, foi observada no compósito
reforçado com 20% m/m de fibra, evidenciando uma tendência de aumento . O
tratamento das fibras não resultou em alteração significativa na temperatura de
fusão do compósito reforçado com 5% m/m de fibras. As curvas de DSC dos
compósitos apresentaram comportamento bastante semelhantes entre si e, pela
Figura 24, fica evidenciada a diferença de comportamento destas comparadas às
curvas das fibras.
Tabela 6 – Dados obtidos das curvas de TGA das fibras
42
MATERIAL
TGA DSC
TDEGRADAÇÃO (°C)
T FUSÃO (°C)
CPN 5% 252,45 352,45 175,23
CPT 5% 282,96 355,96 175,24
CPN 10% 254,74 364,74 171,70
CPT 10% 264,38 367,38 175,24
CPN 20% 260,74 361,74 170,54
CPT 20% 246,15 368,15 175,75
Dessa forma, pode-se dizer que os tratamentos realizados foram positivos no
que diz respeito ao aumento na temperatura de degradação das fibras estudadas e
a fibra mercerizada foi a que apresentou maior entalpia de evaporação, o que
comprova aumento na hidrofilicidade do material, como já havia sido observado em
análises de FTIR. Os compósitos tiveram suas temperaturas de degradação e de
fusão também aumentadas com o uso de fibras mercerizadas como reforço e as
maiores temperaturas de degradação e de fusão foram obtidas no compósito com
maior proporção de fibras. As entalpias de fusão reduziram nos compósitos
reforçados com com 5% e 10% m/m de fibras tratadas.
Tabela 7 – Dados obtidos das curvas de TGA e DSC dos compósitos
43
5. CONCLUSÕES
As análises dos resultados obtidos neste trabalho permitiram avaliar o
comportamento da fibra da palmeira Real Australiana diante dos tratamentos de
lavagem e de mercerização realizados antes da preparação do compósito, assim
como do comportamento térmico dos compósitos feitos com fibra in natura e com
fibra mercerizada.
Os resultados de caracterização química, MEV, FTIR, DRX e TGA/DSC para
as fibras in natura, lavada e tratada, levaram às seguintes conclusões:
-Caracterização química: houve aumento, ao longo dos tratamentos, nos
teores de celulose, assim como, redução nas quantidades de hemicelulose, lignina e
cinzas. Os maiores aumentos e reduções foram notados nas fibras tratadas com
NaOH;
-MEV: as fibras lavadas apresentaram maior rugosidade e superfícies menos
lisas, devido à remoção de impurezas no processo de lavagem. As fibras tratadas
mostraram fragmentos mais ordenados e menores, superfícies menos homogêneas
e mais rugosas, comprovando a eficácia do tratamento, uma vez que, a rugosidade
facilita a interação da matriz com o reforço;
-FTIR: notou-se redução gradativa da hidrofilicidade das fibras com os
tratamentos realizados, assim como eliminação/redução de grupos característicos
das estruturas da hemicelulose e da lignina;
-DRX: comprovou aumento no índice de cristalinidade das fibras, sendo que,
o maior índice foi da fibra mercerizada;
-TGA/DSC: a mercerização e a lavagem provocaram aumento na temperatura
de degradação das fibras. A curva de DSC das fibras mercerizadas apresentou um
pico bem definido, em torno de 350°C, referente à entalpia de cristalização do
material; já, as curvas das fibras in natura e lavadas não apresentaram este pico.
As análises térmicas dos compósitos preparados levaram às seguintes
observações: compósitos com fibras tratadas apresentaram temperaturas de
degradação e de fusão maiores do que os compósitos de fibra in natura e o aumento
na quantidade de fibras levou aos maiores incrementos.
Assim, pode-se dizer que os tratamentos realizados foram capazes de
promover mudanças físicas e químicas nas fibras, de forma a facilitar a interação do
material lignocelulósico com sua matriz. Apesar do tempo limitado para realização
44
deste trabalho não ter permitido o estudo de compósitos de fibra lavada, somente a
caracterização das fibras já foi capaz que comprovar a eficácia da lavagem.
O uso de fibras lavadas ou tratadas na confecção de compósitos dependerá
de um estudo da viabilidade econômica de cada tratamento, diante das
características requeridas para o material diante da aplicação a que se destina.
Muitas vezes, o incremento na temperatura de degradação não necessita ser tão
alto e, somente a lavagem já é capaz de promover ganhos satisfatórios em
propriedades, a um custo mais baixo e impactando menos no meio ambiente com o
descarte de resíduos do processo.
45
REFERÊNCIAS BIBLIOGRÁFICAS
ADENESKY FILHO, E. Resíduos agroindustriais da Palmeira Real da Austrália Archontophoenix alexandrae H. Wendl. & Drude como componente para substratos de espécies ornamentais. 2007, 134 f. Tese (Mestrado em Engenharia Ambiental). Universidade Regional de Blumenau, Blumenau, SC. AGUIAR, C.M. Hidrólise enzimática de resíduos lignocelulósicos utilizando celulases produzidas pelo fungo Aspergillus niger. 2010, 106f.Tese de Mestrado. Centro de Engenharia e Ciências Exatas, Universidade Estadual do Oeste do Paraná, Toledo, PA. ALBINANTE, S.R., PACHECO, E.B.A.V., VISCONTE, L.L.Y. Revisão dos Tratamentos Químicos da Fibra Natural para Mistura com Poliolefinas. Química Nova, p. 114-122, 2012. ALVES, R.E. Características de fibras lignocelulósicas pré-tratadas por meio de técnicas de espectroscopia e microscopia ópticas de alta resolução. 2011, 115f. Tese (Mestrado em Ciência e Engenharia de Materiais). Universidade de São Paulo, São Carlos, SP. BARBOZA, A. C. R .N.; DE PAOLI, M. A. Polipropileno Carregado com Microesferas Ocas de Vidro (Glass Bubbles™): Obtenção de Espuma Sintática.Polímeros, São Carlos , v. 12, n. 2, 2002 BERTOTI, A. R.; LUPORINI, S.; ESPERIDIÃO, M. C. A. Effects of acetylation in vapor phase and mercerization on the properties of sugarcane fibers. Carbohydrate Polymers, v.77, p.20-24, 2009. BHATNAGAR, A.; SAIN, M. Processing of Cellulose Nanofiber- Reinforced Composites. Journal of Reinforced Plastics and Composites, v.24, p.1259-1268, 2005. BLEDZKI, A. K.; REIHMANE, S.; GASSAN, J. Properties and modification methods for vegetable fibers for natural fiber composites. Journal of Applied Polymer Science, v.59, p.1329-1336, 1996. BRASKEM, 2012. Boletim técnico. Disponível em: <http://www.braskem.com.br/upload/ portal_e_ervicos/folha_dados/H_301_port.pdf>. Acessado em 15 de março de 2014. CANEVAROLO JR., S. V. Ciência dos polímeros: um texto básico para tecnólogos e engenheiros. São Paulo: Editora Artliber, 2ª edição, 280p., 2006. CARVALHO, L. F. M. Fibras da palha de carnaúba: caracterização térmica e aplicação em compósitos. 2002. 58 f. Dissertação (Mestrado em Química) – Universidade Federal do Piauí, Teresina, 2002.
46
CHOUDHURY, A. Isothermal crystallization and mechanical behavior of ionomer treated sisal/HDPE composites. Materials Science and Engineering A, v.91, p.492–500, 2008. COTTON INCORPORATED (2011). Disponível em:http://www.cottoninc.com/Cotton-Nonwoven-Technical-Guide/#Table5. Acesso em: 02 de março de 2014. CUNHA, F.R. Modelos para a predição de propriedades finais de polímeros a partir de variáveis operacionais. 2010, 380f. Tese de Doutorado. Escola de Química, Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ. DALPIAZ, G. Estudo do efeito de cargas minerais em compósitos poliméricos particulados em matriz de polipropileno. 2006, 170f. Tese de Doutorado. Engenharia de Minas, Metalurgia e de Materiais, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS. DA LUZ, S. M. Estudo das propriedades mecânicas, interface e morfologia de compósitos de polipropileno reforçados com fibras de bagaço e palha de cana. 2007. 153 f. Tese(Doutorado em Biotecnologia Industrial). Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena. DE OLIVEIRA, H. N. Desenvolvimento de Deck a partir de compósitos poliméricos. 2013, 57f. Tese (Mestrado em Materiais). Fundação Oswaldo Aranha, Centro Universitário de Volta Redonda, Volta Redonda, RJ. DE OLIVEIRA, P.F.; MARQUES, M.F.V.; MERAT, L.C. Estudo de metodologias de tratamento alcalino em fibras vegetais de malva. 12° Congresso Brasileiro de Polímeros, v.1. 2013. FASANELLA, C.C. Ação das enzimas ligninolíticas produzidas por Aspergillus niger e Penicillium sp. em bagaço de cana-de-açúcar tratado quimicamente. 2008, 79f. Tese de Mestrado. Escola Superior de Agricultura Luiz de Queiroz, Universidade de São Paulo, Piracicaba, SP. FENGEL, D.; WEGENER, G. Wood: Chemistry, Ultrastructure, Reactions. New York:Waster & Grugter, 1984. 613p. FERMINO, M. H.; GONÇALVES, R. S.; BATTISTIN, A.; SILVEIRA, J. R. P.; BUSNELLO, A. C.; TREVISAM, M. Aproveitamento dos resíduos da produção de conserva de palmito como substrato para plantas. Hortic. Bras., Brasília , v. 28, n. 3, Set. 2010. GALLI, P.; HAYLOCK, J.C.; SIMONAZZI, T. Manufacturing and properties of polypropylene copolymers. In: KARGER-KOCIS J. Polypropylene: structure, blends and composites. Germany: Chapman & Hall, 1st edition, v.2, 205 p., 1995. GOMES, A.; MATSUO, T.; GODA, K.; OHGI, J. Development and effect of alkali treatment on tensile properties of curaua fiber green composites. Composites: Part A, v.38, p.1811-1820, 2007.
47
GOUVEIA, E. R.; NASCIMENTO, R. T.; SOUTO-MAIOR, A. M.; ROCHA, G. J. M. Validação de metodologia para a caracterização química de bagaço de cana-de-açúcar. Química Nova, p.1-4, 2009. GU, H. Tensile behaviours of the coir fiber and related composites after NaOH treatment. Materials & Desing, v.30, p.3931-3934, 2009. GUTMAIS, G. Modulação do gene ugp e análise das alterações na composição dos carboidratos da parede celular primária e secundária de Nicotiana tabacum e Eucalyptus grandis. 2008, 142f. Tese de Doutorado. Escola Superior de Agricultura Luiz de Queiroz, Universidade de São Paulo, Piracicaba, SP. JOHN, M. J.; ANANDJIWAL, R. D. Chemical modification of flax reinforced polypropylene composites. Composites: Part A, v.40, p.442–448, 2009. KEENER, T. J.; STUART, R. K.; BROWN, T. K. Maleated coupling agents for natural fibre composites. Composites: Part A, v.35, p.357–362, 2004. LACERDA, T.M. Hidrólise de polpa de sisal como via de produção de etanol e materiais. 2012. 252f. Tese (Doutorado em Química). Universidade de São Paulo, São Carlos, SP. LI, Y.; HU, C.; YU, Y. Interfacial studies of sisal fiber reinforced high density polyethylene (HDPE) composites. Composites: Part A, v.39, p.570-579, 2008. MANFREDI, L.B.; RODRÍGUEZ, E.S.; WLADYKA-PRZYBYLAK, M.; VÁZQUEZ, A. Thermal degradation of fire resistence of unsaturated polyester, modified acrylic resins and their composites with natural fibres. Polymer Degradation and Stability, 91, p.255, 2006. MAIER, C.; CALAFUT, T. Polypropylene: the definitive user’s guide and databook. New York: Plastic Design Library, 432p., 1998. MILÉO, P. C. Aplicações da celulose de palha de cana-de-açúcar: obtenção de derivados partindo de celulose branqueada e de biocompósitos com poliuretana obtida a partir de óleo de mamona (Ricinus communis L.). 2011. 114f. Tese (Mestrado em Ciências do Programa de Pós-Graduação em Biotecnologia Industrial na área de conversão de biomassa). Escola de Engenharia de Lorena – USP, Lorena, SP. MULINARI, D. R. Comportamento térmico, mecânico e morfológico dos compósitos de polietileno de alta densidade reforçados com fibras de celulose do bagaço de cana de açúcar. 2009, 112 f. Tese (Doutorado em Engenharia Mecânica). Universidade Estadual Paulista, Guaratinguetá, SP. MÜLLER, C. M. O.; LAURINDO, J. B.; YAMASHITA, F. Effect of cellulose fibers on the crystallinity and mechanical properties of starch-based films at different relative humidity values. Carbohydrate Polymers, v.77, p.293-299, 2009.
48
NEVELL, T.P.; ZERONIAN, S.H. Cellulose chemistry fundamentals. In: NEVELL, T.P.; ZERONIAN, S.H. [Ed.]. Cellulose chemistry and its applications. New York: Johnwiley, 1985. 552 p. RAZERA, I. A. T.; FROLLINI, E. - Journal of Applied Polymer Science, 91, p.1077, 2004. RIBEIRO, J. H. SOS palmito. Revista Globo Rural, v.3, p.24-26, 1996. ROCHA, G. J. M.; SILVA, F. T.; ARAÚJO, G. T.; CURVELO, A. A. S. A fast and accurate method for determination of cellulose and polyoses by HPLC. In: BRAZILIAN SYMPOSIUM ON THE CHEMISTRY OF LIGNIN AND OTHER WOOD COMPONENTS, 1997, Curitiba. Anais, Curitiba: UFPR, 1997, v.5. RODA, Daniel Tietz. Diferença entre termoplásticos e termofixos. Disponível em: <http://www.tudosobreplasticos.com/materiais/termo.asp>. Acesso em: 28 set. 2013. SEGAL, L.; CREELY, J.; MARTIN JR., A. E; CONRAD, C. M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Textile Research Journal, v.29, p.786–794, 1959.
SIQUEIRA, A. G. Caracterização de compósitos poliméricos reforçados com fibras do pseudocaule da bananeira. 2011, 18f. Projeto de Iniciação Científica. Escola de Engenharia de Lorena – USP, Lorena, SP.
TSERKI, V.; ZAFEIROPOULOS, N. E.; SIMON, F.; PANAYIOTOU, C. A study of the effect of acetylation and propionylation surface treatments on natural fibres. Composites: Part A, v.36, p.1110-1118, 2005. ZHENG, Y.; CAO, D.; WANG, D.; CHEN, J. Study on the interface modification of bagasse fibre and the mechanical properties of its composite with PVC. Composites: Part A, v.38, p.20.25, 2007.


















