O planejamento, programação e o controle nos ambientes da … · Massachusetts Institute of...
43
13/11/2009 1 O planejamento, programação e o controle nos ambientes da produção puxada A INDÚSTRIA DAS INDÚSTRIAS A INDÚSTRIA DAS INDÚSTRIAS • Da produção artesanal para a produção em massa: Alfred Sloan da GM e Henry Ford • Da produção em massa para a produção enxuta: Eiji Toyoda e Taiichi Ohno
Transcript of O planejamento, programação e o controle nos ambientes da … · Massachusetts Institute of...

13/11/2009
1
O planejamento, programação e o
controle nos ambientes da produção puxada
A INDÚSTRIA DAS INDÚSTRIASA INDÚSTRIA DAS INDÚSTRIAS
• Da produção artesanal para a produção em massa: Alfred Sloan da GM e Henry Ford
• Da produção em massa para a produção enxuta: Eiji Toyoda e Taiichi Ohno
13/11/2009
2
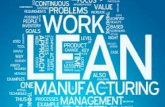
PRODUÇÃO ARTESANAL VERSUSPRODUÇÃO EM MASSA
Minutos necessários para montar:
Produção ArtesanalOutono 1913
Produção em Massa
Primavera 1914
Percentual da Redução do Esforço
Motor 594 226 62%
Gerador 20 5 75%
Eixo 150 26,5 83%
Componentes principais
750 93 88%
FONTE: WOMACK, J. P.; Jones, D. T.; Roos, D. A Máquina que Mudou o Mundo. p.17. 13a Ed. Rio de Janeiro: Campus, 1992.
PRODUÇÃO EM MASSA VERSUSPRODUÇÃO ENXUTA
GM Framingham Toyota Takaoka
Horas de montagem por carros
40,7 18
Defeitos de montagem por 100 carros
130 45
Espaço de montagem por carro (m2)
0,75 0,45
Estoques de peças (média) 2 semana 2 horas
FONTE: WOMACK, J. P.; Jones, D. T.; Roos, D. A Máquina que Mudou o Mundo. p.71. 13a Ed. Rio de Janeiro: Campus, 1992.

13/11/2009
3
• Término da 2a Grande Guerra – os japoneses iniciam a produção de carros de passeio. O mercado interno é limitado. Os consagrados conceitos de produção em massa eram inviáveis
• O Japão é carente de recursos naturais. A estabilidade no emprego pela constituição de sindicatos fortes, impediam a demissão. A economia devastada pela guerra não dispunha dos recursos para os investimentos necessários à produção em massa
• Neste contexto de dificuldades e limitações, a Toyota Motor Companyidealizou e implantou um conjuntos de novos métodos e técnicas de produção. Por volta de meados de 1980, num estudo que consumiu 5 milhões de dólares em 5 anos de pesquisa, abrangendo 14 países, o Massachusetts Institute of Technology cunhou a denominação em inglês “lean manufacturing”, traduzido para o português como “produção enxuta”
• Os pesquisadores compilaram suas descobertas no livro A Máquina que Mudou o Mundo. Documentaram que a Toyota estava construindo carros na metade do tempo, com apenas 2/3 das horas de trabalho e com um quinto de defeitos. Além disso, ela poderia desenvolver carros na metade do tempo exigido na Europa ou Detroit.
Lean Production: combate ao Mudá

13/11/2009
4
Standing/Looking
23%
13%
10%
9%
8%
8%6%6%5%4%8%
100,000 Direct Labor
Hours
Clean Up
TalkingTalkingWalkingWalking
WaitingGetting Tools
Parts SearchParts SearchNot in Area
PaperworkOtherOther
On the Job
MUDÁ• Tudo o que não agrega valor ao
produto• Mudá apenas adiciona custo e
tempo• O Mudá é o sintoma e não a causa
do problema• Temos que procurar e identificar a
causa raiz
13/11/2009
5
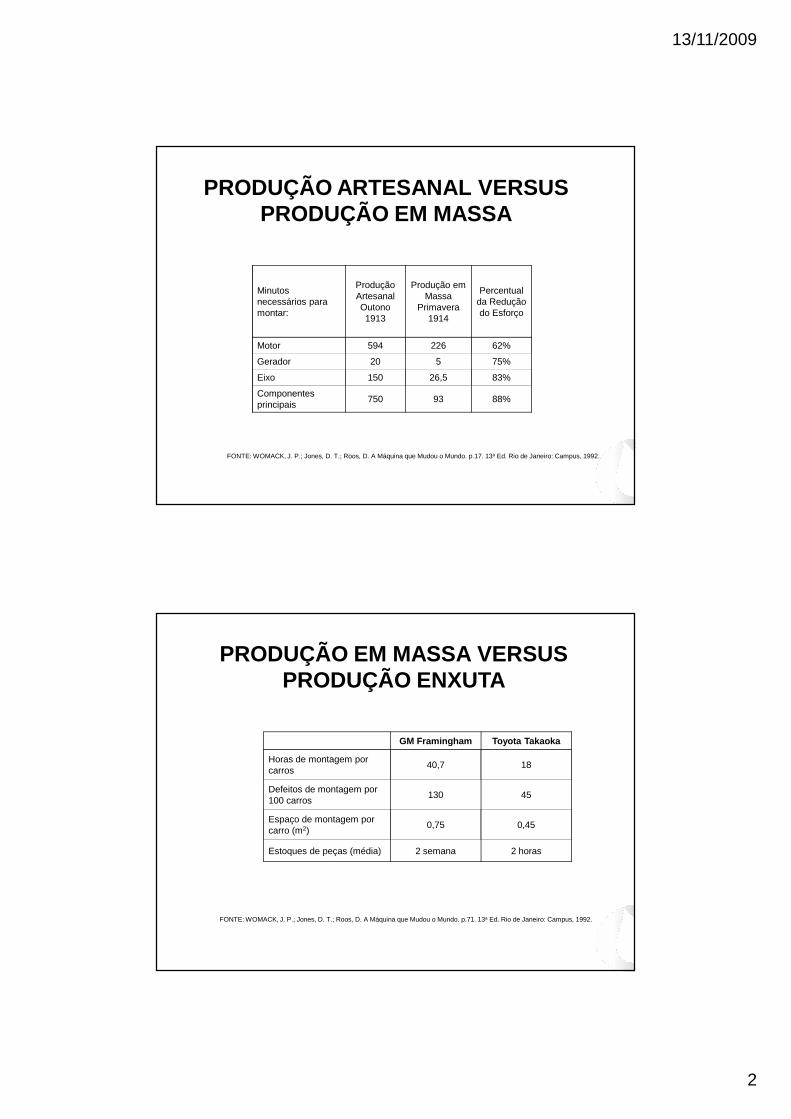
Problemas FilasQuebras
Entregasatrasadas oudefeituosas
Opearadoresdestreinados Retrabalho Refugo
Ataqueseletivo aosproblemas
EstoquesMelhoriacontínua
Demanda instável
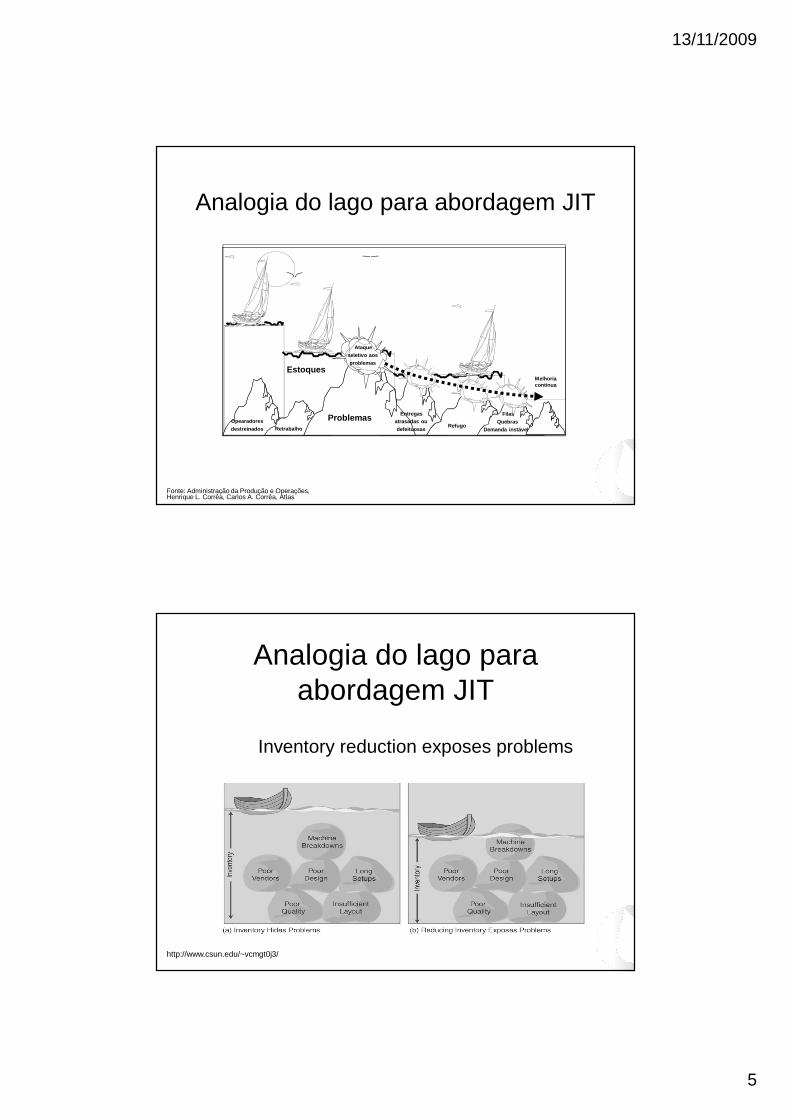
Analogia do lago para abordagem JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
Inventory reduction exposes problems
Analogia do lago paraabordagem JIT
http://www.csun.edu/~vcmgt0j3/

13/11/2009
6
O Sistema Toyota de Produção segue o Tao (“O Caminho”), o antigo conceito oriental de
harmonia, fluxo e poder
CONCEITOS LEAN
� Agrega / não agrega Valor
� Desperdícios
� Tempo Takt
13/11/2009
7
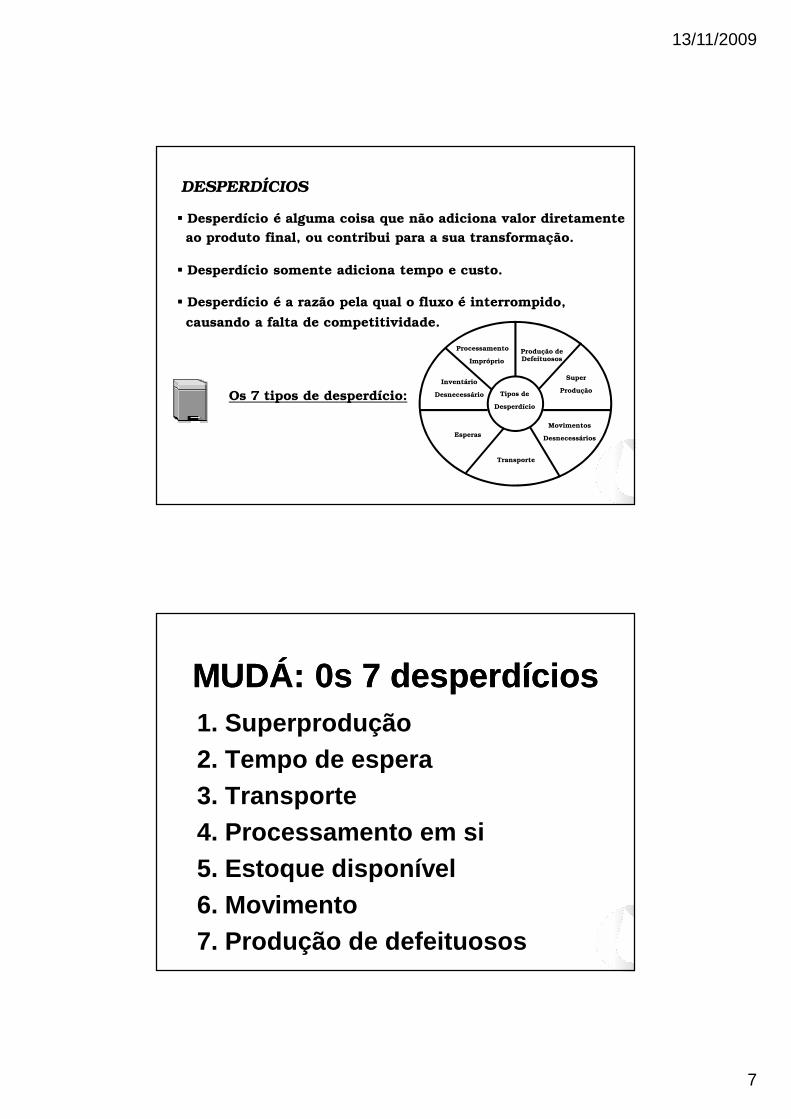
DESPERDÍCIOS
� Desperdício é alguma coisa que não adiciona valor diretamente
ao produto final, ou contribui para a sua transformação.
� Desperdício somente adiciona tempo e custo.
� Desperdício é a razão pela qual o fluxo é interrompido,
causando a falta de competitividade.
Os 7 tipos de desperdício: Tipos de
Desperdício
Produção deDefeituosos
Super
Produção
Movimentos
Desnecessários
Transporte
Esperas
Inventário
Desnecessário
Processamento
Impróprio
MUDÁ: 0s 7 desperdíciosMUDÁ: 0s 7 desperdícios1. Superprodução2. Tempo de espera3. Transporte4. Processamento em si5. Estoque disponível6. Movimento7. Produção de defeituosos

13/11/2009
8
Mudá : os 7 principais tipos de desperdícios
1. SuperproduçãoProduzir mais do que o necessário cria um incontável número de outros desperdícios: área de estoque, deterioração, custos de energia, manutenção de equipamentos, escamoteamento de problemas operacionais e administrativos através de “estoques de segurança”
SUPERPRODUÇÃO
• Fazer mais do que o requerido pela próxima operação
• Fazer antes do requerido pela próxima operação
• Fazer mais rápido do que a próxima operação

13/11/2009
9
Mudá : os 7 principais tipos de desperdícios
2. Tempo de esperaQuando o operário permanece ociosamente assistindo uma máquina em operação. Ou quando o processo precedente não entrega seu produto na quantidade, qualidade e tempo certo
Mudá : os 7 principais tipos de desperdícios
3. Transporte
Deslocamentos desnecessários ou estoques temporários, criando “passeios” de materiais, funcionários e equipamentos

13/11/2009
10
Mudá: os 7 principais tipos de desperdícios
4. Processamento impróprio
Quando defeitos ou limitações (capacidade) no equipamentos estão presentes. O processo pára ou se desenvolve lentamente. Operações extras são introduzidas.
Mudá: os 7 principais tipos de desperdícios
5. Movimentos desnecessáriosAcontece pela diferença entre trabalho e movimento. É a ação de quem realiza algum tipo de seleção ou procura de alguma coisa sobre a bancada. É o movimento que não agrega valor.
13/11/2009
11
Mudá: os 7 principais tipos de desperdícios
6. Estoques desnecessários
É o dinheiro “aprisionado” no sistema produtivo. “Pode ser a tranqüilidade da fábrica”, mas ... todo remédio desnecessário deve ser evitado.
Mudá: os 7 principais tipos de desperdícios
7. Produção de Defeituosos
“Existe uma forma de ganhar dinheiro que os empresários insistem em não usar: é deixar de perdê-lo” Philip Crosby

13/11/2009
12
10 minutos10 minutos
10 minutos
A B C
Lead Time: 30 min p/ todo o pedido
• Processamento em lotesFLUXO DO PROCESSO
• One-Piece Flow• One-Piece FlowBA C
Lead Time: ?
Kaizen

13/11/2009
13
JIT JIT -- JUST IN TIMEJUST IN TIME
Os “três certos”:
• hora certa• quantidade certa• qualidade certa
Produção em Massa
Filosofia: mais e mais rápido é melhor !
Grandes Lotes / Produção PuxadaGrandes Lotes / Produção Puxada
Tempo do valor agregado: MinutosPermanência na planta: Semanas
Pedido Pagamento
Storage Storage Storage Storage
Stamping Welding Assembly
ReceivingWarehouse
ShippingWarehouse
Ship
Material
ProductionControl
Repair
Ship list
Scheduling & Expediting
Suppliers CustomersForecast
Orders
Forecast
Orders

13/11/2009
14
Produção em Massa: Produção
“Empurrada”
Dificuldades para compatibilizar a produção com o programa de
vendas original
O compromisso para atender ao programa
fundamentado no grau de ocupação das
linhas
( A linha não pode parar nunca !!! ) , não
considera o sincronismo no fornecimento
de agregados e componentes
Este procedimento gera estoques elevados,
dispersão de mão-de-obra, áreas ocupadas
desnecessariamente, distorção de
prioridades com conseqüênte perdas de
produção
?
??
Fornecedores
Estamparia
Solda
Montagem
PRODUÇÃO EMPURRADA ?
Estoque
Empurrado :Condições para
disparar produção:1. Disponibilidade do material2. Presença da ordem no programa definida
a partir de previsões3. Disponibilidade do equipamento
Demanda
Puxado :Condições para
disparar produção:1. Sinal vindo da demanda ( quadrado Kanban
com menos de dois produtos no exemplo)2. Disponibilidade do equipamento3. Disponibilidade do material
Diferença entre sistemas
puxados e empurrados
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas

13/11/2009
15
• Common snail travels at Mach 0.0000094 (0.007 mph)
• 10X average velocity of fastest part moving through manufacturing facility
0
50
100
150
200
250
300
350
400
450
500
Snail Composites Aluminum Parts(Fab)
Titanium Parts Aluminum Parts(Buy)
Spe
ed (i
nche
s/ho
ur)
10 minutos10 minutos
10 minutos
A B C
Lead Time: 30 min p/ todo o pedido
• Processamento em lotes
• One-Piece Flow• One-Piece Flow
FLUXO DO PROCESSO
BA C
Lead Time: ?
13/11/2009
16
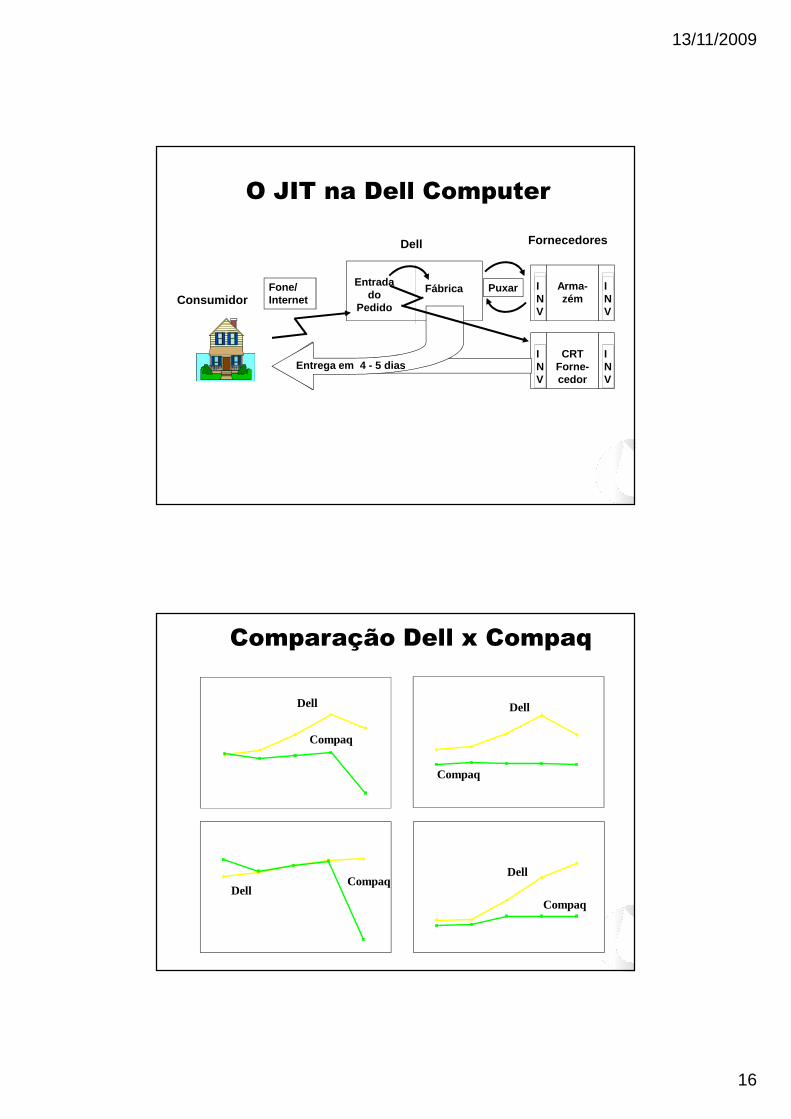
Consumidor
Dell Fornecedores
Entrada do
Pedido
Fábrica
INV
CRT Forne-cedor
INV
Arma-zém
INV
INV
O JIT na Dell Computer
Entrega em 4 - 5 dias
Fone/Internet
Puxar
Assets Employed Turns
4,1 4,4
5,8
7,8
5,7
2,62,62,72,5 2,5
1994 1995 1996 1997 1998
Return on Sales
4,3%5,1%
6,7%8,0%7,7%
7,5%6,6%
5,4%
7,8%
-8,8%
1994 1995 1996 1997 1998
Inventory Turns
11,9 12,3
30,9
52,9
66,8
15,715,87,76,3 15,5
1994 1995 1996 1997 1998
Return on Capital Employed
18%23%
39%
60%
46%
20%17%14%19%
-22%
1994 1995 1996 1997 1998
Dell Dell
Dell
Dell
Compaq
Compaq
Compaq
Compaq
Comparação Dell x Compaq

13/11/2009
17
EFICIÊNCIA GLOBAL EFICIÊNCIA GLOBAL VERSUS EFICIÊNCIA VERSUS EFICIÊNCIA
INDIVIDUALINDIVIDUAL
JustJust--inin--Case x JustCase x Just--inin--TimeTime
• Grandes lotes são mais eficientes (quanto mais, melhor)
• O tamanho ideal do lote é a necessidade (quanto menos, melhor)

13/11/2009
18
JustJust--inin--Case x JustCase x Just--inin--TimeTime
• Produção mais rápida é mais eficiente
• Produção sincronizada é a mais eficiente (velocidade além do necessário é desperdício)
JustJust--inin--Case x JustCase x Just--inin--TimeTime
• Estoques intermediários são necessários para maximizar o rendimento da máquina e mão-de-obra
• Otimizações isoladas são péssimas (troca de um desperdício por outro)
13/11/2009
19
JustJust--inin--Case x JustCase x Just--inin--TimeTime
• Inventário traz segurança
• Estoque de segurança é desperdício
JustJust--inin--Case x JustCase x Just--inin--TimeTime
• Inventário uniformiza a produção
• Inventário é a raiz de todos os males
13/11/2009
20
Características JITCaracterísticas JIT•Não há estoques para encobrir peças com defeito. Não é mantido estoque intermediário.
•Erros se houver, são descobertos e corrigidos na fonte. Abandona-se o controle estatístico após a produção.
Características JITCaracterísticas JIT
•O retrabalho é feito pelo mesmo funcionário
•Cada funcionário exige que não haja nenhum defeito nos materiais e peças da operação anterior

13/11/2009
21
Características JITCaracterísticas JIT
•O empregado pode parar a linha para corrigir a qualidade. A responsabilidade pela qualidade não é do inspetor, mas do operador ou fornecedor
Características JITCaracterísticas JIT
•Padrões mensuráveis de qualidade, produtividade e gráficos causa-efeito são expostos e visíveis
13/11/2009
22
Características JITCaracterísticas JIT•As máquinas são verificadas todos os turnos/dias. Os operadores preenchem a lista de verificação (TPM).
•As máquinas são programadas para menos da capacidade total. Isto garante a programação diária e manutenção dedicada.
JIT: uma questão de sincronismo
13/11/2009
23
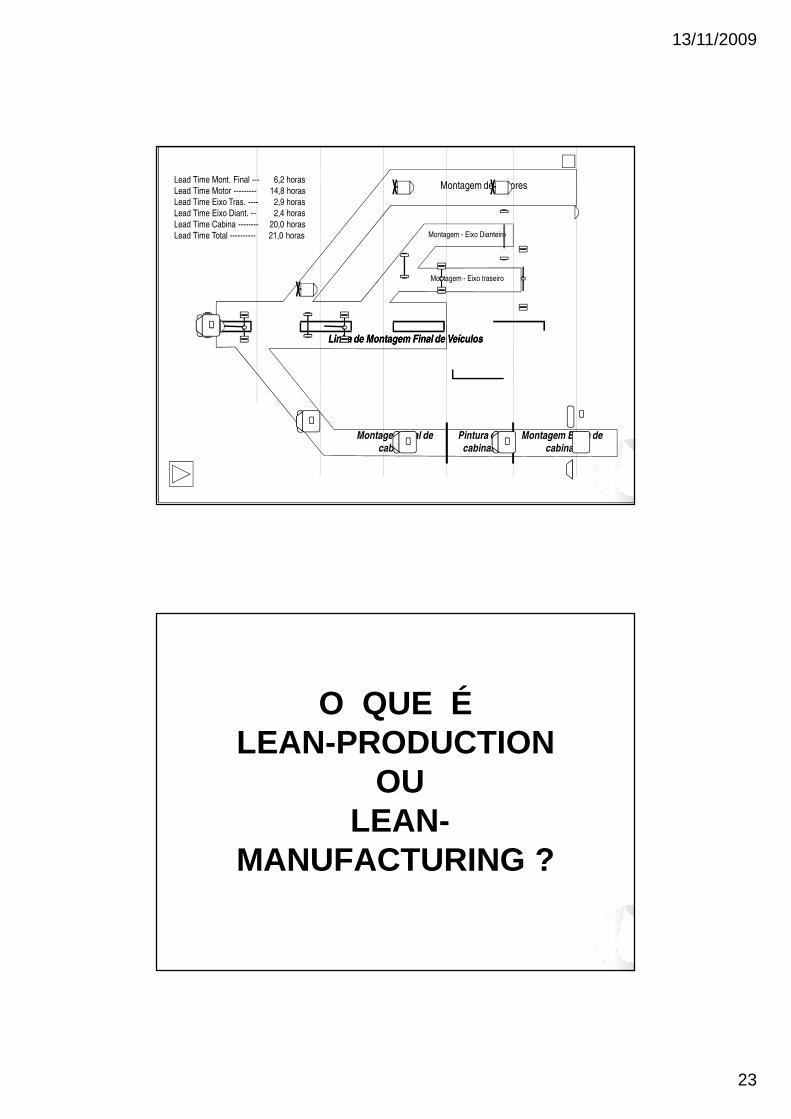
Montagem final de cabinas
Pintura de cabinas
Montagem Bruta de cabinas
Montagem - Eixo traseiro
Montagem - Eixo Dianteiro
Montagem de Motores
Linha de Montagem Final de VeículosLinha de Montagem Final de Veículos
Lead Time Mont. Final --- 6,2 horas
Lead Time Motor --------- 14,8 horas
Lead Time Eixo Tras. ---- 2,9 horas
Lead Time Eixo Diant. -- 2,4 horas
Lead Time Cabina -------- 20,0 horas
Lead Time Total ---------- 21,0 horas
O QUE ÉLEAN-PRODUCTION
OULEAN-
MANUFACTURING ?
13/11/2009
24
Lean ProductionLean Production
• Apenas um conceito para o piso-de-fábrica
• Restrito a manufatura seriada
• Um programa de melhorias
• Um menu de técnicas e ferramentas
Lean não é ...
Lean ProductionLean ProductionLean é ...
Um sistema integrado de princípios, práticas
operacionais e ferramentas que focam
a criação de valor ao cliente
13/11/2009
25
O que fazer ?O que fazer ?
• Produza, a cada processo, apenas o necessário e quando necessário ao processo seguinte
• Orquestre (controle, administre, regule) as operações para cada vez mais próximo a este ideal, sempre encurtando o lead-time
Pedido Pagamento
Lean Production: Produção Enxuta
“Um processo contínuo de produção, sem acúmulos de materiais através de um método de trabalho que agregue valor ao produto eliminando desperdícios e introduzindo
melhorias continuamente”
Reduzir ao máximo: estoques - pessoal - defeitos/sobras
Filosofia: “ruptura da barreira do convencional, não se deixando influenciar pelo raciocínio lógico”

13/11/2009
26
APRENDENDO A ENXERGARAPRENDENDO A ENXERGAR• Visão para descobrir o
Mudá• Visão para determinar a
causa real• Capacidade para eliminar o
Mudá
GESTÃO VISUAL

13/11/2009
27
• MÃO-DE-OBRA
• MÁQUINA
• PRODUTO
• AMBIENTE
�QUADRO DE OPERAÇÃO
�ANDON
�KANBAN
�5S
GESTÃO VISUAL

13/11/2009
28
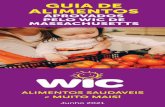
GESTÃO VISUAL
GESTÃO VISUAL

13/11/2009
29
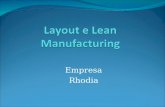
GESTÃO VISUAL
GESTÃO VISUAL
13/11/2009
30
GESTÃO VISUAL
GESTÃO VISUAL

13/11/2009
31
GESTÃO VISUAL
GESTÃO VISUAL

13/11/2009
32
GESTÃO VISUAL
GESTÃO VISUAL

13/11/2009
33
A BASE DA GESTÃO VISUAL
LEAN É O
5S5S
• SEIRI ARRUMAÇÃO• SEITON ORDENAÇÃO• SEISOO LIMPEZA• SEIKETSU ASSEIO• SHITSUKE AUTO DISCIPLINA

13/11/2009
34
No sistema de produção Lean é importante
reconhecer (enxergar) de imediato os
problemas e mudás. Isto é a gestão visual.

13/11/2009
35
Metas “inatingíveis” JIT
• Zero defeito• Tempo zero de preparação• Estoques zero• Movimentação zero• Quebras zero• Lead time zero• Lote unitário
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
KanbanKanban

13/11/2009
36
Custos
Tamanho do loteLote Econômico(Tamanho de lote
que minimiza custototal)
Abordagem tradicional : determinaçãopassiva do tamanho dos lotes “econômicos”
LDA C
CE
f
e
=× ×2
Custos
Tamanho do loteLote Econômico reduzido
Abordagem JIT :esforços contínuos na reduçãodo tamanho dos lotes.
LDA C
CE
f
e
=× ×2
Reduzir!
Filosofia JIT aplicada aos lotes de produção
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
Fornecimento de materiais JIT
• Lotes reduzidos• Recebimentos freqüentes e confiáveis• Lead-times de fornecimento reduzidos• Altos níveis de qualidade• Redução da base de fornecedores• Informações comerciais, de projeto e de
produção compartilhadas• Redução de custos de aquisição• Localização de fornecedores
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas

13/11/2009
37
KanbanControle da produção JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
KT-C
KT-CKT-B
KT-BKT-A
Container vazio
Container com peças
1
2Para o centro J-32
(produtor dorotor tipo C)
KanbanControle da produção JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas

13/11/2009
38
Centro de produção
M-12
Centro de produção
J-32
A B C D E
KT KP KT KP
A B C D E
Estoque deentrada
Estoque desaída
Estoque deentrada
Estoque desaída
Para a posiçãoda linha demontagem,
usuária do rotor
3
4
5
6
KanbanControle da produção JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
Centro de produção
M-12
Centro de produção
J-32
A B C D E
KT KP KT KP
A B C D E
Estoque deentrada
Estoque desaída
Estoque deentrada
Estoque desaída
7
8
9
1011
KanbanControle da produção JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas

13/11/2009
39
M-12 J-32 Linha
EE = Estoque de entradaES = Estoque de saída
Fluxo de materialFluxo de kanbans de transporteFluxo de kanbans de produção
ESEE ESEE EE
KanbanControle da produção JIT
Fonte: Administração da Produção e Operações, Henrique L. Corrêa, Carlos A. Corrêa, Atlas
Quadro Kanban de Quadro Kanban de Requisição EXEMPLORequisição EXEMPLO
• Grandes dimensões: cerca de 2 x 2,5 m
• Deverá ser afixado junto a “saída” dos produtos a serem requisitados
• Tem que ser entendido e implantado como uma ferramenta de administração visual

13/11/2009
40
424 430 431 406 407 408 409 413 411 410 415 414
LOTE EM
PRODUÇÃO
PRÓXIMOS
LOTES
GESTÃO À VISTAQuadro Kanban de Requisição de Bobinas
Detalhes do Quadro Kanban
Faixa vermelha: urgência
Faixa amarela: atenção
Faixa verde: produza o necessário

13/11/2009
41
Cartão Kanban de Produção
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp
Painel ou Quadro Porta-Kanban
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp

13/11/2009
42
Painel ou Quadro Porta-Kanban
Quadro Auxiliar de Programação dos Teares Planos• Sempre que um tear é carregado com um cartão kanban, outro cartão
é selecionado e retirado do quadro porta kanban e colocado na faixa vermelha do quadro de programação dos teares para que as atividades de preparação desse tear para receber o novo lote sejam disparadas
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp
Supermercado e Contenedores
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp

13/11/2009
43
Outras Formas de Funcionamento• Kanban contenedor (Carrinho Kanban)
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp
Outras Formas de Funcionamento• Quadrado kanban
TUBINO, Dalvio Ferrari; Planejamento e Controle da Produção, Teoria e Prática, www.deps.ufsc.br/lssp














![Lean Manufacturing 23.05.11[2]](https://static.fdocumentos.tips/doc/165x107/5571fb0c497959916993cd66/lean-manufacturing-2305112.jpg)