O Mundo da Usinagem nº 94
40
94 Publicação da Sandvik Coromant do Brasil ISS nº 1518-6091 RGBN 217-147 DanPower: soluções em furação garantem salto de produtividade Fresamento de moldes com CNC 5 Eixos Engenharia Mauá e a formação extracurricular
-
Upload
omundodausinagem -
Category
Documents
-
view
243 -
download
10
description
Revista O Mundo da Usinagem nº 94
Transcript of O Mundo da Usinagem nº 94

94Publicação da Sandvik Coromant do Brasil ISS nº 1518-6091 RGBN 217-147
DanPower: soluções em furação garantem salto de produtividade
Fresamento de moldes com CNC 5 Eixos
Engenharia Mauá e a formação extracurricular

S U P E R P R O M O Ç Ã O
VÁLIDA ATÉ 23/08/2013 IMPRETERIVELMENTE
FINAMECartão FINAMECartão
Máquinas de fabricação nacional com amplas opções de financiamento.
MA
DE
IN
BR
AZ
IL
VOCÊ AINDA GANHA EM TODAS AS MÁQUINAS DESTA PROMOÇÃO:SUPER PREÇOS - CONFIRA!!PAGAMENTO EM 8X (1+7 via vendor)40 MESES DE GARANTIA*
CURSO DE METROLOGISTA 3D**
CAMPEÃ
Cód.: 196-668-60
Edição Comemorativa de 40 anos!(desempeno com cantos arredondados)
Cód.: 196-668-55-10
Cód.: 198-314BR-UD1-10
NOTA:(*)Para garantia de 40 meses, ver as condições. (**)Curso referente ao curso A10.C: Formação Avançada de Metrologistas 3D (Nível C) - Métodos Avançados para a Garantia da Exatidão em Medições 3D a ser realizado nos dias 26 a 29/08 nas instalações da Mitutoyo Sul Americana em Santo Amaro - SP. (***) Grátis câmera MOTIC apenas para os modelos: Cód.: 196-668-55-10 / Cód.: 196-495-55-10 / Cód.: 196-350-10.
Cód.: 196-495-55-10
Cód.: 196-350-10
MÁQUINAS COMES
S
D
E
E
M
G
A A
I
R
T
AN
G R ÁT I SInstalação, Calibração e
Treinamento*
Soluções em Metrologia
Tel.: (11) 5643-0040 • [email protected] www.mitutoyo.com.br
(1) Modelo MOTIC***
GRÁT
ISCÂ
MER
A1
GRÁTIS NA COMPRA DESTAS MÁQUINAS CÂMERA DE MEDIÇÃO POR IMAGEM!!
imag
ens
mer
amen
te il
ustr
ativ
as

4 Soluções de Usinagem 18 Negócios da Indústria I
12 Produtividade
edição 94Índice 08/2013
Contato da Revista OMU Você pode enviar suas sugestões de reportagens, críticas, reclamações ou dúvidas para o e-mail da revista O Mundo da Usinagem: [email protected] ou ligue para: 0800 777 7500
Acompanhe a Revista O Mundo da Usinagem
digital em: www.omundodausinagem.com.br
EXPEDIENTE: O MUNDO DA USINAGEM é uma publicação da Sandvik Coromant do Brasil, com circulação de seis edições ao ano e distribuição gratuita para 15.000 leitores qualificados. Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SP.As fotos sem menção de créditos foram captadas na Internet sob licença do GNU Free Documentation Licence e/ou Creative Commons Attribution-Share Alike Generic License.Editor-chefe: Fernando Oliveira; Co-editora: Vera Natale; Coordenação editorial, redação e revisão: Teorema Imagem e Texto (Fernando Sacco, João M. S. B. Meneses, Thais Kuperman, Vivian Camargo); Jornalista responsável: Fernando Sacco - MTB 49007/SP; Projeto gráfico e Editoração Eletrônica: Pedro Degelo e Leticia Chieregati; Impressão: Promograf
22 Educação e Tecnologia 30 Conhecendo um Pouco Mais
CoroDrill 880AB Sandvik Coromant
4 Soluções de Usinagem DanPower: aposta em tecnologia garante diferenciais competi- tivos e destaque no mercado12 Produtividade Análise da inserção de centros de usinagem 5 eixos no pro- cesso de fresamento de moldes
18 Negócios da Indústria I Remanufatura: vida longa aos componentes22 Educação e Tecnologia Instituto Mauá de Tecnologia: fazendo a engenharia no Brasil30 Conhecendo um Pouco Mais A transposição do Rio São Francisco34 Negócios da Indústria II Competição entre cadeias de suprimentos: o papel do domínio da tecnologia para melhores práticas36 Nossa Parcela de Responsabilidade Sua exigência é o que nos move

4 o mundo da usinagem
soluções de usinagem
agosto.2013/94
DanPower:aposta em tecnologia garante diferenciais competitivos e destaque no mercado
Empresa especializada na fabricação de caldeiras reduz em até 90% o tempo de furação com a adoção de novas ferramentas
soluções de usinagemV
ivia
n C
amar
go

5o mundo da usinagemagosto.2013/94
Fundada em 2001 na cidade de Piracicaba - SP, a DanPower nas-ceu como um escritório de enge-nharia e projetos especializado no ramo de caldeiras.
Apesar de jovem, a empresa atravessou momentos econômicos distintos. “Em 2006 e 2007 o merca-do de bens de capital, especialmen-te o de máquinas para o mercado sucroalcooleiro, passou por uma expansão muito alta e como vínha-mos de uma época onde os inves-timentos em bens de produção fo-ram realmente baixos, as empresas que tinham capacidade produtiva e que sobreviveram às décadas de 90 e início do ano 2000 se viram rapi-damente com sua capacidade pro-dutiva tomada, o que nos levou à decisão de colocarmos em prática o projeto de construção de nosso par-que fabril”, relembra Erick Gomes, gerente de operações da DanPower.
Por conta deste momento econô-mico do País, a DanPower deixou de ser apenas um escritório de enge-nharia e passou a fabricar os produ-tos por ela desenvolvidos, agregan-do ao seu ramo de negócio a área de produção. Foi quando a DanPower passou de um escritório de engenha-ria para uma fabricante de caldeiras de alta tecnologia. No mesmo ano de 2006 a empresa realizou a primei-ra venda de uma caldeira 100% pro-jetada e fabricada por ela.
Porém, pouco tempo depois, em 2008, o mercado entrou em recessão por conta da crise norte-americana. “Foi um período turbulento, princi-
Funcionários da DanPower inspecionam interior da caldeira:
conteúdo 100% nacional
palmente porque éramos uma em-presa muito jovem. Alguns clientes passaram por dificuldade finan-ceiras e outros arquivaram seus projetos; o financiamento na época cessou, normalmente as empresas de bens de capital são as primeiras a entrar na crise e as últimas a sair. Entretanto, desde 2011 mantemos um ciclo de crescimento positivo e sustentado”, reforça Erick Gomes. Hoje a fábrica tem quatro vezes seu tamanho original e emprega 130 funcionários. O sucesso teve qua-tro ingredientes fundamentais: a tecnologia dos produtos, inovação no processo produtivo, qualidade e confiança no mercado.
Mesmo se recuperando de um pe-ríodo de retração econômica, a Dan-Power manteve investimentos, com intuito de modernizar e trazer qua-lidade à sua cadeia produtiva. Toda-via, novos desafios estavam por vir.
Espelho da caldeira: tempo de usinagem passou de dois meses para duas semanas com adoção de ferramenta especial Sandvik Coromant
Somando forçasComo parte de seu plano de mo-
dernização, em setembro de 2012 a empresa adquiriu uma máquina especial CNC para o processo de fu-ração na fabricação dos espelhos das caldeiras [uma placa de aço, montada no interior das caldeiras, que sustenta e distribui os tubos por onde fluem os líquidos e gases do sistema].
Trata-se de um processo estraté-gico, já que o espelho pode conter até 2 mil furos, o que representa 90% da usinagem total da peça. “Quando adquirimos a máquina utilizamos várias ferramentas cujos resultados em termos de tempo e qualidade estavam muito aquém das nossas expectativas”, recorda Erick Gomes.
Diante dos problemas, a empre-sa chegou a cogitar a devolução da máquina e a compra de um equipa-mento importado, o que iria gerar um gasto extra de R$ 2,5 milhões. Foi neste momento que a empresa
Viv
ian
Cam
argo

6 o mundo da usinagem
soluções de usinagem
agosto.2013/94
contou com o auxílio da Pérsico Fer-ramentas, distribuidor autorizado Sandvik Coromant. “O processo em questão exigia a abertura de furos com grandes dimensões e a potência da máquina era um fator limitante”, explica Antonio Carlos, diretor da Pérsico Ferramentas.
Ao analisar o processo de usina-gem e as características da máquina, Antonio Carlos e Maurício Godoy, diretor e vendedor técnico da Pérsico Ferramentas respectivamente, ao lado de Sérgio Serafim, engenheiro da em-presa, optaram pela adoção de brocas especiais que tiveram como base de construção a Step Technology, própria da CoroDrill 880. “No primeiro teste já nos surpreendemos com o resultado”, relembra Maurício Godoy, vendedor técnico da Pér-sico Ferramentas.
A broca especial exige poucas forças de corte e se adequou à po-tência disponível da máquina e aos diâmetros que a DanPower necessi-tava. Com isso, o tempo de usina-
Arq
uivo
AB
San
dvik
Cor
oman
t
CoroDrill 880 da Sandvik Coromant: ferramenta foi base para construção de broca especial utilizada no processo de furação. Abaixo, detalhe da cabeça da broca
A qualidade dos furos em um dos coletores sendo analisada por Maurício Godoy, vendedor técnico da Pérsico Ferramentas, e Sérgio Serafim, engenheiro da DanPower
Maurício Godoy e Antonio Carlos, vendedor técnico e diretor da Pérsico Ferramentas, respectivamente, analisam o processo de furação na fabricação dos espelhos das caldeiras
Viv
ian
Cam
argo
Viv
ian
Cam
argo

7o mundo da usinagemagosto.2013/94
Coletor - peça da caldeira responsável pela distribuição da água no sistema - cujo tempo médio de produção passou de duas semanas para poucas horas
Maurício Godoy, capa amarela, discute novos processos de otimização de ferramental com equipe da DanPower, a partir da esquerda: o supervisor de produção Antonio Silveira, o gerente de operações Erick Gomes e o engenheiro Sérgio Serafim
gem dos espelhos passou de dois meses para duas semanas. “Obtive-mos ganhos de produção, financei-ros e de qualidade com essa econo-mia”, avalia Erick Gomes.
A parceria iniciada na produção dos espelhos se estendeu também para a usinagem dos coletores [peça da caldeira responsável pela dis-tribuição da água no sistema], cujo tempo médio de produção passou de duas semanas para poucas horas.
Nesse processo a equipe da Pérsico Ferramentas apostou na adoção das brocas standard
CoroDrill 880 com exclusiva ge-ometria no posicionamento das pastilhas, conferindo estabilida-de ao corpo da broca, o que pro-porcionou maior equilíbrio nas forças de corte e maior desempe-nho ao processo. Com a adoção das brocas foi possível alcançar o acabamento e precisão determina-dos pela engenharia da DanPower.
Outra ferramenta que apre-sentou grandes resultados foi a CoroDrill 870, uma broca com ponta intercambiável altamente segura e produtiva, que garante
também excelente acabamento e precisão dos furos, resultando na eliminação de operações posterio-res como o alargamento dos furos.
Antonio Carlos, da Pérsico Fer-ramentas, destaca: “Sabíamos que ao empregar estas ferramentas te-ríamos um bom retorno em produ-tividade e qualidade, pois estamos falando de brocas que permitem, além do alto desempenho, tolerân-cias mais estreitas e melhor acaba-mento superficial”.
Já Erick Gomes avalia: “Reduzi-mos os tempos de fabricação e o nú-
Viv
ian
Cam
argo
Viv
ian
Cam
argo

8 o mundo da usinagem
soluções de usinagem
agosto.2013/94
A base para o sucesso não foi apenas a atitude em prol da ino-vação que resultou na adoção de ferramentas de alta tecnologia, mas sobretudo a confiança em sua própria equipe e nos parceiros. De um lado, uma empresa que apesar de poucos anos de existência bus-ca constantemente a excelência de seus processos. Do outro, uma em-presa que acredita no potencial e na capacidade de seus colaboradores e nas soluções da Sandvik Coromant.
“Hoje existe uma confiança mui-to grande junto à Pérsico. Em pou-cos meses eles se tornaram nosso fornecedor número um em ferra-
mentas, pois sabemos que contamos com uma empresa comprometida não só com o processo, mas com a qualidade” comenta Erick Gomes.
Maurício Godoy, que atende a DanPower desde setembro de 2012, se orgulha: “Conseguimos estabelecer um bom relacionamento e demons-trar o nosso interesse na produtivi-dade e lucratividade da DanPower, aliado ao espírito de equipe do pes-soal da produção onde todos se em-penham neste mesmo objetivo”.
A DanPower, com a certeza de que a excelência é um objetivo mú-tuo, traça planos ousados para os próximos meses: “Temos intenção de adquirir novas máquinas de usi-nagem e queremos que todos os processos sejam conduzidos inter-namente, sob a nossa supervisão, pois assim temos a certeza de cum-prir prazos, mantendo sempre a qualidade do nosso produto final”, prevê Erick Gomes.
Agilidade, tecnologia e qualida-de, são as metas da DanPower, uma empresa que apesar de jovem, já de-tém grandes conquistas.
No rumo certo
mero de ferramentas, o que nos ge-rou um ganho muito positivo”, com-plementando: “Pensamos em devol-ver a máquina e hoje ela é essencial para o nosso processo produtivo”.
Após a adoção das brocas CoroDrill já foram fabricados mais de 40 cole-tores no período de nove meses com resultados excelentes, fazendo com que a empresa estenda esta parce-ria com a Pérsico Ferramentas para outros pontos da produção. “Esta-
Adoção de ferramentas Sandvik Coromant em outros processos da empresa tem gerado resultados excelentes: no destaque, ferramenta TMAX P, para torneamento longitudinal e operações de cópias, torneando um eixo para dispositivo de solda
Estrutura de caldeiras em processo de montagem na planta da DanPower em Piracibaca - SP
mos adotando também ferramentas Sandvik Coromant na área de tor-neamento e os resultados têm sido excelentes”, pontua Erick Gomes, que ressalta: “Hoje temos uma ca-pacidade de produção muito maior, o que nos abre novas possibilidades de mercado e confere agilidade aos nossos serviços”.
Viv
ian
Cam
argo
Viv
ian
Cam
argo

When the coolant becomes a liquid tool.
Nossos especialistas auxiliam você a aproveitar ao máximo
suas máquinas e ferramentas, com a ferramenta líquida.
Fluidos de usinagem para otimizar a produtividade, a eficiência econômica e a qualidade da usinagem.
Quando o fluido refrigerante torna-se uma ferramenta líquida.
Menores custos de produção
Maiores taxas de remoção de material
Melhores resultados de usinagem
Blaser Swisslube do Brasil Ltda. Avenida Portugal, 1.629 – 8º andar 04559-003 – São Paulo – SP [email protected] www.blaser-brasil.com.br

10 o mundo da usinagem
soluções de usinagem
agosto.2013/94
A DanPower é uma empresa especializada no projeto e fabricação de caldeiras de alta tecnologia para geração e cogeração de vapor, além de caldeiras de recuperação de calor para processos em geral.
Atualmente, os principais clientes da empresa estão nos ramos de alimentos, fertilizantes e bioenergia, en-tre os quais se destacam Vale, Cargill, Coca-Cola, Inco-pa, entre outras.
Em sua área de atuação, a empresa de Piracicaba concorre com grandes companhias multinacionais. Mas o que pode ser considerado uma desvantagem competitiva é visto como potencial de mercado. “So-mos pequenos em relação aos nossos concorrentes, o que nos confere mais agilidade. Podemos manter um estoque de matéria-prima maior nos momentos de vo-latilidade de preço de chapas de aço, minimizando as-sim as especulações de mercado. Além disso, e o mais importante, é que por sermos uma empresa pequena conseguimos manter uma cultura de equipe de traba-lho onde todos são responsáveis por tudo, garantindo assim a empregabilidade de cada indivíduo”, explica o
gerente de operações da DanPower. Além da agilidade, a empresa possui uma área
de engenharia extremamente avançada. As caldeiras apresentam baixo consumo seja qual for o tipo de com-bustível, além de possuírem maior eficiência de troca de calor, dando mais rentabilidade para o cliente.
Por fim, a busca constante pela qualidade. A em-presa possui certificações ISO 9001:2008 e ASME categorias S e U (para caldeiras e vasos de pressão). Tal busca tem suas razões, como explica Erick Gomes: “A caldeira não é uma peça isolada, ela faz parte de um processo maior, de modo que se o produto apresentar algum problema, todo processo envolvi-do é prejudicado”.
Outro ponto de destaque é o conteúdo 100% nacio-nal de todos os produtos fabricados pela DanPower, o que possibilita a opção pelo FINAME, a linha de crédito do BNDES para produção e aquisição de má-quinas e equipamentos novos de fabricação nacional.
A fórmula para o sucesso
Fernando SaccoJornalista
> CARACTERÍSTICAS PRINCIPAIS DA LINHA SKYBULL- Estrutura robusta oferecendo rigidez e estabilidade;- Spindle de alta performance com variação contínua de velocidade- Base e coluna com dimensionamento adequado garantindo estabilidade geométrica para os eixos e maior precisão de usinagem- Guias lineares e fusos de esferas recirculantes de alta precisão- Sistema de refrigeração do spindle (cooler) para máquinas com 10.000rpm- Design compacto e ergonometricamente correto
LINHA DE CENTROS DE USINAGEM COM GUIAS LINEARESRAPIDEZ OPERACIONAL E ERGONOMIA FUNCIONAL COM GARANTIA DE PRECISÃO, REPETIBILIDADE E DESEMPENHO.
> SKYBULL 600- Tamanho da mesa: 700 x 450mm- Avanço rápido: 30m/min- Rotação: 10.000rpm- Arm Type com 20 ferramentas- Tempo de troca: 2s
> SKYBULL 850- Tamanho da mesa: 1000 x 450mm- Avanço rápido: 36m/min- Rotação: 10.000rpm- Arm Type com 24 ferramentas- Tempo de troca: 2.2s
> SKYBULL 1060L- Tamanho da mesa: 1200 x 528mm- Avanço rápido: 24m/min- Rotação: 8.000rpm- Armless com 20 ferramentas- Tempo de troca: 5s
> Pronta entrega> Excelentes condições de pagamento
Crescer é fazer mais
> www.debmaq.com.br> (35) 3433.8310
mundo_da_usinagem_julho_2013.indd 1 10/07/13 16:10

> CARACTERÍSTICAS PRINCIPAIS DA LINHA SKYBULL- Estrutura robusta oferecendo rigidez e estabilidade;- Spindle de alta performance com variação contínua de velocidade- Base e coluna com dimensionamento adequado garantindo estabilidade geométrica para os eixos e maior precisão de usinagem- Guias lineares e fusos de esferas recirculantes de alta precisão- Sistema de refrigeração do spindle (cooler) para máquinas com 10.000rpm- Design compacto e ergonometricamente correto
LINHA DE CENTROS DE USINAGEM COM GUIAS LINEARESRAPIDEZ OPERACIONAL E ERGONOMIA FUNCIONAL COM GARANTIA DE PRECISÃO, REPETIBILIDADE E DESEMPENHO.
> SKYBULL 600- Tamanho da mesa: 700 x 450mm- Avanço rápido: 30m/min- Rotação: 10.000rpm- Arm Type com 20 ferramentas- Tempo de troca: 2s
> SKYBULL 850- Tamanho da mesa: 1000 x 450mm- Avanço rápido: 36m/min- Rotação: 10.000rpm- Arm Type com 24 ferramentas- Tempo de troca: 2.2s
> SKYBULL 1060L- Tamanho da mesa: 1200 x 528mm- Avanço rápido: 24m/min- Rotação: 8.000rpm- Armless com 20 ferramentas- Tempo de troca: 5s
> Pronta entrega> Excelentes condições de pagamento
Crescer é fazer mais
> www.debmaq.com.br> (35) 3433.8310
mundo_da_usinagem_julho_2013.indd 1 10/07/13 16:10

Importação de moldes para injeção de plástico
70
60
50
40
30
20
10
0
2000-2002
Itália Alemanha França Portugal Canadá EUA Japão ChinaCoreia do Sul
2003-2005 2006-2008
US
$ M
ilhõ
es (F
OB
)
Análise da Inserção de Centros de Usinagem 5 eixos no Processo de Fresamento de Moldes
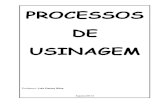
Figura 1: Importação segundo o país de origem
A indústria de moldes tem gran-de impacto no cenário de manufa-tura atual em função de sua forte influência em diversos segmentos produtivos, como: eletrodoméstico, automobilístico, indústria civil, en-tre outros.
No entanto, apesar desse cená-rio, a indústria nacional de moldes encontra dificuldades, como falta de mão de obra especializada, altos custos dos recursos e o elevado tem-po de produção dos moldes, que a
colocam em desvantagem compe-titiva em um mercado globalizado.
Conforme pode ser observado na Figura 1, a indústria nacional de moldes não se destaca entre os prin-cipais fabricantes de moldes mun-diais. Até o ano 2000, destacavam-se os EUA, a Alemanha, a Itália e o Ja-pão e, mais recentemente, a Coreia do Sul e a China.
Para o mercado nacional de moldes tornar-se competitivo mun-dialmente é preciso que os seus
processos de fabricação sejam mo-dernizados e aprimorados. Essa modernização relaciona-se direta-mente com o aumento do nível tec-nológico das máquinas-ferramenta que são utilizadas no processo.
Neste sentido, a inserção de cen-tros de usinagem 5 eixos no proces-so de usinagem de moldes é um im-portante fator. Comparando esses centros de usinagem com os de 3 ei-xos, já amplamente utilizados pela indústria nacional, têm-se, além de movimentos no plano cartesiano XYZ, os movimentos rotacionais so-bre os eixos X (eixo B) e Y (eixo A).
produtividade
12 o mundo da usinagem agosto.2013/94

Figura 2: Ilustração dos Centros de Usinagem: (a) 3 eixos; (b) 5 eixos
a)
b)
A análise do uso de centros de usinagem 5 eixos no processo de fresamento de moldes baseia-se na comparação de um processo de usi-nagem de um molde em um centro de usinagem 5 eixos e um processo de usinagem do mesmo molde em um centro de usinagem 3 eixos. A Figura 2 e a Tabela 1 ilustram res-pectivamente os centros de usina-gem da Indústrias Romi S.A. utili-zados no processo de usinagem e suas informações técnicas.
Desenvolvimento dos Ensaios de Usinagem
O uso de centros de usinagem 5 eixos no processo de fresamento permite aumentar a taxa de remo-ção de material e melhorar a quali-dade dimensional das peças usina-das. Além disso, o fresamento em 5 eixos permite maior liberdade de orientação da ferramenta em rela-ção ao fresamento em 3 eixos, o que possibilita inúmeras vantagens com relação ao processo convencional.
No processo de usinagem con-vencional de peças que possuem múltiplas faces, muitas vezes são necessários vários posicionamen-tos e fixações da peça na mesa da máquina para a usinagem, o que ocasiona diversos problemas, como mais erros geométricos do produto final, devido ao reposicionamento das outras faces a serem usinadas; necessidade de dispositivos de fixa-
ção, aumentando o custo do produ-to final e processo mais dependente do operador de máquina para repo-sicionamento e operação da mesma.
No fresamento em centros de usinagem 5 eixos, primeiramente, existe a vantagem da acessibilidade da ferramenta em determinados ân-gulos negativos e faces da peça, nos quais a máquina convencional não tem acesso. Isso permite, na maio-ria das vezes, usinar peças com uma única fixação, o que reduz conside-ravelmente o tempo e o custo de usinagem. Além disso, é possível utilizar ferramentas mais curtas, que proporcionam uma maior ri-gidez do processo e, consequente-mente, melhor acabamento da su-perfície usinada.
A tecnologia de usinagem por 5 eixos na fabricação de moldes exige alta capacitação técnica dos envolvidos, em função da comple-xidade das programações e da ope-ração de tais centros de usinagem.
13o mundo da usinagemagosto.2013/94

Máquinas-Ferramenta ROMI
Modelo ROMI DCM 620 5X V1.0 ROMI D 1000 AP-DD V4.0
Eixo B
Rotação
Trasmissão Eixo Árvore
Potência Spindle
Avanço Máximo
Eixo C
Trocador de Ferramenta
Cone
Curso Y= 520 mm
Z= 460 mm
-50 - + 110 Graus
360 Graus
Direta
NBT 40
12000 rpm
32 Ferramentas
12,5 KW
X= 36000 mm/min
Y= 36000 mm/min
B=25 rpm
Z= 36000 mm/min
C=25 rpm
X= 620 mm
Y= 610 mm
Y= 640 mm
-
-
Direta
NBT 40
15000 rpm
30 Ferramentas
18,5 KW
X= 40000 mm/min
Y= 40000 mm/min
-
Z= 40000 mm/min
-
X= 1020 mm
Figura 3: Molde de indústria calçadista.
Tabela 1: Máquinas-Ferramenta ROMI utilizadas no experimento
O corpo de prova utilizado nos ensaios de usinagem, conforme ilustrado na Figura 3, é um mol-de real de uma empresa fabricante de moldes e matrizes para o setor calçadista, com dimensões de 380 x 180 x 60mm. Este molde é representado por geometrias com-plexas que necessitam de usinagem negativa que resultam em um alto tempo de fabricação.
A fim de simular as condições da manufatura de moldes e matri-zes, os ensaios de usinagem foram realizados em alumino aeronáutico 7075. Este material é bastante está-vel e possui alta dureza e resistên-cia, características necessárias para
produtividade
14 o mundo da usinagem agosto.2013/94

Parâmetros de usinagem do corpo de prova em 5 eixos
Parâmetros de usinagem do corpo de prova em 3 eixos
Ferramenta [mm]
Ferramenta [mm]
RPM
RPM
F [mm/min]
F [mm/min]
Operação
Operação
Estratégia de Corte
Estratégia de Corte
Fresa Topo Diâmetro 50mm
Fresa Topo Diâmetro 50mm
70000
70000
4500
4500
Desbaste
Desbaste
Traçar.
Desbaste em espiral para fora.
Traçar.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Fresa Topo Diâmetro 16mm
Fresa Topo Diâmetro 16mm
11000
11000
3000
3000
Desbaste
Desbaste
Fresa Esférica Diâmetro 10mm
Fresa Esférica Diâmetro 10mm
12000
12000
3600
3600
Desbaste
Desbaste
Fresa Esférica Diâmetro 6mm
Fresa Esférica Diâmetro 6mm
12000
12000
3600
3600
Redesbaste
Redesbaste
Fresa Esférica Diâmetro 5mm
Fresa Esférica Diâmetro 5mm
12000
12000
2000
2000
Redesbaste
Redesbaste
Helicoidal
Helicoidal
Fresa Esférica Diâmetro 4mm
Fresa Esférica Diâmetro 4mm
12000
12000
2400
2400
Acabamento
Acabamento
Raster
Raster
Helicoidal
Helicoidal
Fresa Topo Diâmetro 25mm
Fresa Topo Diâmetro 25mm
10000
10000
4000
4000
Desbaste
Desbaste
Tabela 2: Características dos processos de usinagem com 5 eixos.
Tabela 3: Características dos processos de usinagem com 3 eixos.
grandes produções. Além disso, o alumino 7075 oferece benefícios de usinabilidade, admite tratamentos de superfície, além de ser resistente à corrosão, soldável e reciclável.
Do ponto de vista prático, o alu-mino 7075 é um referencial para a fabricação de moldes para uma infinidade de produtos plásticos, atendendo desde componentes para a indústria automobilística até ele-mentos para computadores, pet, ro-bótica, matrizaria, automação, brin-quedos, entre outros.
O trabalho experimental foi reali-zado nas dependências da Indústria Romi S.A., com a participação de
representantes das empresas de sof-tware CAD/CAM, responsáveis pela programação e geração do progra-ma NC. Para a programação do cen-tro de usinagem 5 eixos utilizou-se o Sistema VISI Machining, e o Sistema EDGECAM para a programação do centro de usinagem 3 eixos.
Na comparação entre os centros de usinagem utilizou-se o tempo de usinagem do corpo de prova e o retorno de investimento (custo do processo).
As Tabelas 2 e 3 ilustram, res-pectivamente, as características dos processos de usinagem com 5 e 3 eixos.
15o mundo da usinagemagosto.2013/94

Custos fresamento corpo de prova
Tempo de usinagem do corpo de prova em 3 e 5 eixos
Ferramenta [mm]
Corpo de Prova
Operação
Custo Hora (R$)
Estratégia de Corte
Tempo fresamento
corpo de prova
em 3 eixos [hrs]
Tempo fresamentocorpo de prova
em 3 eixos[hrs]
Custo fresamentocorpo de prova
em 3 eixos[hrs]
Tempo fresamento
corpo de prova
em 5 eixos [hrs]
Tempo fresamentocorpo de prova
em 5 eixos[hrs]
Custo fresamentocorpo de prova
em 5 eixos[hrs]
Fresa Topo Diâmetro 50mmDesbaste(Esquadrejar)
DesbasteSWARF 90º
DesbastePré-Acabamento
Desbaste
Redesbaste
Redesbaste
Acabamento
Bico 45º (Set up Dispositivo)
Lateral Interna 45º (Set up Dispositivo)
- - -
Lateral Externa 45º (Set up Dispositivo)
- - -
Calcanhar 45º (Set up Dispositivo)
R$ 80,00 R$ 850,78 R$ 332,00
R$ 600,00 R$ 600,00
R$ 8.000,00 R$ 2.000,00
R$ 9.450,78 R$ 2.932,00Total:
10:38:09 4:13:55
Traçar.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Desbaste em espiral para fora.
Fresa Topo Diâmetro 16mm
Fresa Esférica Diâmetro 10mm
Fresa Esférica Diâmetro 6mm
Fresa Esférica Diâmetro 6mm
Fresa Esférica Diâmetro 5mm
Fresa Esférica Diâmetro 5mm
Molde Solado
Fresa Esférica Diâmetro 5mm
Custo Matéria-Prima
Fresa Esférica Diâmetro 5mm
Dispositivo
Total:
Helicoidal
Fresa Esférica Diâmetro 4mm Raster
Helicoidal
Fresa Topo Diâmetro 25mm
0:29:26 0:05:25
- 0:08:50
0:49:08 0:08:00
0:41:17 0:47:50
0:46:41 0:42:50
0:45:00 -
2:18:57 0:29:00
0:45:00 -
1:22:40 1:52:00
1:20:00 -
1:20:00 -
10:38:09 4:13:55
Observou-se um ganho signifi-cativo no tempo de fresamento do corpo de prova em 5 eixos devido à não necessidade de set ups e dis-positivos nas usinagens negativas, além da possibilidade de liberdade
de estratégias que ganham tempo devido aos graus de liberdade que proporcionam os eixos rotativos no centro de usinagem 5 eixos.
O custo de fabricação para am-bos os métodos foram calculados
Tabela 4: Tempo de usinagem corpo de prova em 3 e 5 eixos
Resultados e DiscussãoOs tempos de usinagem dos moldes nos centros de usinagem 3 e 5 eixos são apresentados na Tabela 4.
multiplicando-se o tempo total de cada etapa do processo pelo seu respectivo custo por hora, adiciona-do ao custo da matéria-prima e dos dispositivos usados, conforme mos-tra a Tabela 5.
Tabela 5: Custo de Fabricação da usinagem com ambos os métodos: 3 e 5 eixos
produtividade
16 o mundo da usinagem agosto.2013/94

Tabela da análise de Payback (amortização) para a inserção de centro de usinagem de 5 Eixos em relação a 3 Eixos
Centro usinagem ROMI D1000 AP DD (3 eixos) Centro usinagem DCM 620 (5 eixos)
Tempo em anos para a amortização do investimento (Custo investimento/total financeiro gerado)
4,25 1,21
Conclusões
Com a fabricação do corpo de prova em um centro de usinagem 5 eixos pode ser obtida uma redução de 2,5 vezes no tempo de fabricação do corpo de prova em relação ao fabricado em um centro de usina-gem 3 eixos.
O processo 5 eixos mostra-se eficaz na aplicação da fabricação de moldes complexos onde há a necessidade de implementação de dispositivos, fixações em várias po-sições e acessos difíceis à cavidade do molde.
O processo de usinagem 5 eixos na fabricação do corpo de prova não necessita de nenhuma interven-
A Tabela 6 apresenta o retorno de investimento estimado para cada pro-cesso de usinagem 3 e 5 eixos na fabricação do corpo de prova.
Foi analisado o retorno de investimento para a implementação de cada processo de usinagem 3 e 5 eixos em função dos custos de aquisição, lucro e depreciação da tecnologia aplicada na fabricação do corpo de prova.
Tabela 6: Análise de Payback para cada processo de usinagem
O custo do fresamento do corpo de prova em 5 eixos é 322 % menor que o fresamento em 3 eixos.
ção humana durante o processo de usinagem, o que difere da usinagem em 3 eixos, em que foi necessária a intervenção para o reposicionamen-to do corpo de prova.
Observou-se que o tempo total de disponibilização do corpo de prova para o cliente final é menor no fresamento 5 eixos, devido à não necessidade de se desenvolver dis-positivos complexos para a fixação do molde quando utilizado o pro-cesso de fresamento 3 eixos.
Para a fabricação do corpo de prova proposto, o fresamento 5 ei-xos possibilitou uma redução geral de custos na ordem de 322% em
relação à fabricação utilizando o processo em 3 eixos. Ou seja, embo-ra a aquisição de um centro de usi-nagem 5 eixos possa ter um custo 50% maior que a de um centro de usinagem 3 eixos, o retorno de in-vestimento de um centro de usina-gem 5 eixos na fabricação do corpo de prova mostrou-se mais eficien-te, conforme apresenta a tabela 6.
Finalmente, com base no estudo aqui referido, a implementação do fresamento 5 eixos na fabricação do corpo de prova possibilita um retor-no do investimento em aproxima-damente um ano, contra cinco anos para o fresamento em 3 eixos.
Fernando Brito de Lacerda André Luis Helleno
Maria Célia de Oliveira Papa
Os autores pertencem ao Programa de Pós-Graduação em Engenharia de Produção da Universidade Metodista de Piracicaba - UNIMEP
17o mundo da usinagemagosto.2013/94

negócios da indústria I
18 o mundo da usinagem agosto.2013/94
Remanufatura: vida longa aos componentesTendência mundial, o processo de remanufatura é cada vez mais utilizado no Brasil e deve ocupar 20% do mercado brasileiro de reposição
Quando uma peça é fabricada, ela sai da linha de produção com uma vida útil pré-determinada. O des-gaste natural, apesar das devidas manutenções perió-dicas, poderá tornar sua vida mais longa, porém o dia da substituição acabará chegando.
O fim, apesar de certo, não é definitivo. Isso porque essa mesma peça, se remanufaturada, pode e, cada vez mais, deve voltar ao mercado com garantia de procedên-cia. Trata-se da remanufatura, uma operação de rein-dustrialização feita pelo fabricante original da peça, pela qual todas as características genuínas são restauradas.
Tudo começa quando o cliente entrega ao fabricante um componente que não está mais em condições de uso. Ele será desmontado, limpo e inspecionado. De-pois, com base no modelo original, é verificado o que deve ser feito com cada peça para que o componente volte a ter as características de um produto novo.
Na recuperação de subcomponentes são emprega-das diversas técnicas, em uma linha de produção bas-tante similar à da fabricação de uma peça nova. Duran-te o processo, também pode ocorrer a adição de peças novas, originais.
A penúltima etapa é a de montagem do equipamento e, por último, uma série de testes que vão assegurar suas especificações e qualidade. Após todo esse processo, o componente sai da fábrica com a garantia original e com
Montagem, aplicação das partes novas e testes de qualidade
Desmontagem, avaliação e inspeção das partes
Div
ulga
ção
/ Kno
rr-B
rem
seD
ivul
gaçã
o / K
norr
-Bre
mse

19o mundo da usinagemagosto.2013/94
Div
ulga
ção
/ Kno
rr-B
rem
seD
ivul
gaçã
o / K
norr
-Bre
mse
Lavagem, jateamento e salvamento das partes a serem reutilizadas
Montagem, aplicação das partes novas e testes de qualidade
Logística reversa
Quem ocupa a dianteira desse procedimento é a Associação Nacional dos Remanufaturadores de Au-topeças (ANRAP), sediada em Campinas - SP. A en-tidade surgiu há vinte anos, para difundir o conceito de remanufatura. Havia, também, naquele momento, a necessidade de combater o mercado paralelo. Embora hoje remanufatura seja sinônimo de sustentabilidade, no princípio, a preocupação com meio ambiente estava longe de ser prioridade.
É preciso, também, esclarecer a diferença entre pro-duto remanufaturado e recondicionado. “O primeiro é realizado pelo fabricante original, que reconstitui a peça dentro dos padrões tecnológicos de produção, deixando-a ‘nova de novo’. Já no recondicionamento, o produto é consertado sem seguir quaisquer normas ou processos tecnológicos de fabricação dos produtos originais”, explica Jefferson Germano, atual presidente da ANRAP e executivo da Knorr-Bremse.
Atualmente, os produtos remanufaturados são co-mercializados pelos distribuidores e redes de serviço de cada associado da ANRAP, incluindo as concessionárias.
Perspectivas
De acordo com estudo da Carlisle & Company, os produtos remanufaturados respondem hoje por 6% do mercado brasileiro de pós-venda. No mundo, o percen-tual chega a 16%. Já na América do Norte, respondem por 20%, e na Europa e Oriente Médio, por 11%.
Para o Brasil, as perspectivas são boas. De acordo com a ANRAP, nos próximos cinco anos os produtos remanufaturados devem ocupar 20% do mercado bra-sileiro de reposição. Nesse período, a associação espera dobrar seu número de associados, que hoje são nove.
Prova desse crescimento é o investimento da multi-
redução de até 40% em relação ao preço de um novo.No âmbito de autopeças, as mais remanufaturadas
no Brasil são motores, embreagens, compressores e pinças de freio, além de alternadores, motores de parti-da, turbinas, caixas de direção e câmbios.

negócios da indústria I
20 o mundo da usinagem agosto.2013/94
nacional americana Caterpillar de R$ 20 milhões em uma nova fábrica de remanufatura na cidade de Piracica-ba - SP, prevista para começar a ope-rar em agosto do corrente ano. A uni-dade, a primeira do tipo na América do Sul, promete aplicar uma nova tecnologia desenvolvida pela com-panhia para remanufaturar algumas peças, entre as quais cabeçotes e con-juntos montados de camisas, bombas de água, bielas, pistões e anéis.
Negócio lucrativo e sustentável
O reaproveitamento de peças usadas, antes visto como um negó-cio de segunda linha, hoje é apre-ciado não só pela economia com o custo de produção. Mais do que competitividade, a remanufatura no Brasil atende a um novo seg-mento de clientes, devido à criação de valor que um produto sustentá-vel traz embutido.
Hoje, os valores de sustentabi-lidade estão muito mais presentes na nova geração de produtos. “São itens produzidos com ciclo de vida cada vez mais curtos. Também é menor a idade média do veículo. Nos últimos anos, houve muitas mudanças tecnológicas, como os módulos eletrônicos e as manuten-ções cada vez mais complicadas, enfatiza Germano. “Ao internalizar os processos, os fabricantes passa-ram a contribuir para a preservação ambiental, reduzindo a emissão de gases de efeito estufa, consu-mo de matéria-prima, geração de
resíduos, consumo de energia e água, além de diminuir a atuação dos piratas e sonegações fiscais”, comenta Germano, completando ainda que dentre as vantagens, a remanufatura de produtos gera mais reciclagem, empregos e lucra-tividade sustentável da indústria.
Isso atende à modernização da frota brasileira e segurança dos usu-ários, o que resultou em um setor de manutenção muito mais profis-sionalizado nos últimos anos. Para a ANRAP, o grande benefício gera-do é a segurança de ter um produto recuperado através dos processos e normas de quem detém a tecnolo-gia de fabricação.
Os produtos remanufaturados pelo fabricante original, além de passarem pelos mesmos processos de produção de uma peça nova, trazem todas as atualizações tec-nológicas dos que estão em linha de produção. “Um produto que equipa um veículo de dez anos de idade, quando sofre o proces-so de remanufatura, passa a ter as melhorias tecnológicas atuais. Por isso, a peça passa a ser igual ou melhor que o produto original”, informa Germano.
A ANRAP participa da norma-tização dos produtos remanufatu-rados junto ao Governo e pretende acompanhar de perto as leis dos re-síduos sólidos. A tendência é que os fabricantes e as montadoras sejam responsáveis pela destinação dos resíduos que geram.
O setor automotivo já segue a norma ABNT 15296 que preconiza que somente o fabricante de origem pode realizar um processo de rema-nufatura. Além disso, os membros da ANRAP possuem certificações, seguindo os mesmos padrões de qualidade de um processo de fa-bricação de um item novo. “Desse modo, o Selo da ANRAP é a garan-tia dessa procedência e originalida-de”, conclui Germano.
A ANRAP discutiu de público os encaminhamentos do setor, em seu evento “Remanufaturados, A Vez do Brasil”, que teve sua quarta edição em 2012. À medida em que a premência por sustentabilidade cresce, sem dúvida crescerá o mer-cado da remanufatura, e vale a pena acompanhar os esforços da ANRAP para a criação de legislação para o setor, fundamental para produtores e usuários finais.
Normas e selos
Selo ANRAP certifica garantia de procedência e originalidade

21o mundo da usinagemagosto.2013/94
Formada por nove grandes fabricantes de autopeças do Brasil, a ANRAP trabalha em três frentes:
Disseminação do conceito do produto re-manufaturado no mercado: qualifica frotistas e aplicadores na reparação de veículos para reduzir o tempo de manutenção e entregar o veículo nas mesmas condições de uso, atendendo às normas de segurança e durabilidade do produto. Conta com a parceria da Maxxi Traning que, em 2012, promoveu uma série de treinamentos por todo o país e capacitou mais de 11 mil mecânicos. Em 2013 devem ser capacitados cerca de 20 mil aplicadores.
Legislação e Governo: a ANRAP representa os fabricantes na formatação das normas do setor e nas questões de tributações, procurando intera-gir com o Governo, outras associações e sindica-tos. A associação busca ainda a troca de conheci-mento para atender às constantes mudanças de mercado e exigências legais.
Logística Reversa: A matéria-prima do rema-nufaturado é o casco, que têm resíduos de óleo e precisa ser transportado por empresas especializa-das. Os resíduos e materiais não mais utilizáveis devem ser descartados no meio ambiente de ma-neira correta e a ANRAP tem forte posição junto a seus membros quanto a tais procedimentos.
Associados ANRAP: R. BorgWarner, Cummins, Garrett, Delco Remy, Eaton, Knorr-Bremse, ZF (com a linha de embreagem SACHS), TRW Auto-motive e Schaeffler Brasil (Divisão LuK).
Guilherme BaroliJornalista

educação e tecnologia
22 o mundo da usinagem agosto.2013/94
Instituto Mauá de Tecnologia:fazendo a engenharia no Brasil
Muito se tem falado sobre a engenharia no Brasil nos últimos anos e a falta de engenheiros parece afligir a sociedade
Além da discussão sobre a quali-dade dos cursos superiores em nos-so país, o número de engenheiros formado anualmente parece estar abaixo das necessidades da socie-dade. Mas a qualidade da formação de nossos engenheiros é, felizmen-te, grande preocupação de boa par-te de nossas escolas de engenharia.
Nesse sentido, o Instituto Mauá de Tecnologia (IMT) vem qualifi-cando muito mais que engenheiros, empenhando-se em educar com qualidade, para o mercado e para a sociedade. Dos onze cursos minis-trados pela instituição, nove são da Escola de Engenharia: alimentos, ci-
vil, computação, controle e automa-ção (Mecatrônica), elétrica, eletrôni-ca, mecânica, produção e química. O que chama a atenção não é a gran-de gama de cursos, muito menos o número de engenheiros formados, mas sim o encaminhamento desses novos profissionais para inúmeras necessidades do mercado e a ma-neira como o IMT instrumentaliza a formação de seus alunos.
Neste tocante, a necessidade de atividades extracurriculares e o en-gajamento dos educandos em pro-jetos correlacionados à sua área de interesse solidificam a formação dos engenheiros e vêm formando
profissionais muito mais bem pre-parados para enfrentar situações re-ais. A vivência da teoria na prática cria um elo que possibilita ao futuro engenheiro aprender a aplicar seus conhecimentos, facilitando a entra-da deste profissional no mercado e a melhor compreensão e desempe-nho de suas atribuições.
Entendendo a importância des-se encaminhamento, o Instituto Mauá de Tecnologia (IMT) é um dos sérios praticantes dessa orien-tação educacional no Brasil, à qual associou, ao longo do tempo, uma rede de atividades extracurricu-lares para o complemento de suas atividades acadêmicas. Em vários fronts de trabalho o IMT participa das mais diversas competições, tan-to eventos internos como eventos de caráter nacional e internacional.
Além disso, há parcerias com empresas no desenvolvimento de la-boratórios conjuntos para pesquisa
Arq
uivo
IMT

23o mundo da usinagemagosto.2013/94
Oficina de motores e, ao fundo, bancas de testes de motores
aplicada. Tais atividades se iniciam já na graduação: pesquisa tecnoló-gica, pesquisa voltada para a indús-tria, pesquisa associada à prestação de serviços tecnológicos e pesquisas aplicadas. Em todas as pesquisas há participação de alunos.
O IMT desenvolve pesquisa den-tro de seu campus em colaboração com indústrias de diversas áreas com benefícios mútuos. Um bom exemplo dessas parcerias está na Di-visão de Motores e Veículos do Cen-tro de Pesquisas do IMT, que tem a acreditação INMETRO para ensaios de motores de combustão interna, onde são feitos testes para várias montadoras do Brasil. Seu chefe, o engenheiro Renato Romio, explica que os ensaios avaliam a durabili-dade dos componentes, consumo de combustível e aspectos de desempe-nho, como potência e torque do mo-tor. Os alunos podem estagiar nesse setor e em outros similares encontra-dos no Centro de Pesquisas, como se estivessem estagiando em uma empresa fora do campus, com a fa-cilidade de estar a poucos passos de suas salas de aula. O mesmo tipo de
trabalho é feito na unidade didática da escola, dentro da grade curricular da engenharia mecânica, benefician-do, assim, todos os alunos do curso.
O corpo docente
A combinação de professores com perfil mais acadêmico e pro-fessores especialistas ou empre-endedores, com conhecimento de atuação direta no mercado, traz um grande diferencial para os educan-dos que, além das aulas teóricas, têm contato com situações de proje-tos e cases que os aproximam da rea-lidade. Outro fator de qualidade da Engenharia Mauá e que se correla-ciona com as parcerias empresarias, são as disciplinas eletivas, elucida o professor Marcello Nitz, diretor dos cursos de Engenharia. Por meio de convênios, contratos ou outras fi-guras jurídicas, com empresas que tenham alguma carência de profis-sionais específicos, pode ser criada uma disciplina eletiva para formar expertises específicas.
Um bom exemplo é a parceria com a Rede Globo de Comunica-ções, que precisava capacitar profis-sionais na área de TV digital. Con-siderada a relevância acadêmica e técnica envolvida e os benefícios trazidos aos alunos, foi elaborada uma disciplina para contemplar esta carência de mercado. O contro-le acadêmico, contudo, como expli-cita o professor Nitz, jamais sai das mãos da Escola, de quem depende tanto a implantação quanto o fun-cionamento de todas as disciplinas.
Recentemente foi implantado na Escola o programa “Educação para o Trabalho”, que se configura como um conjunto de ações paralelas à graduação (palestras, workshops, trei-namento, etc.) que visa preparar o estudante para o ambiente corpora-tivo. O programa possibilita atuar nos subsegmentos das áreas pelas quais o jovem tem interesse e serve, inclusive, para verificar a adequa-ção do perfil do estudante e aprimo-rar sua formação.
Esse desenvolvimento de múlti-plas competências, associado a um aporte conceitual e prático, faz do Instituto Mauá de Tecnologia uma das referências da formação em en-genharia no Brasil.
Evento do programa “Educação para o Trabalho”, (2012)
Arq
uivo
Teo
rem
a
Arq
uivo
IMT

educação e tecnologia
24 o mundo da usinagem agosto.2013/94
Entre os vários eventos aos quais se dedica a Escola de Engenharia, alguns merecem destaque, tanto pelo enorme interesse dos alunos como, sobretudo, pela importância dos mesmos na formação do engenheiro.
BAJA
O projeto com mais repercussão, sem dúvida, é o campeonato BAJA, organizado pelo SAE Brasil. Esta competição teve início na Universidade da Carolina do Sul, EUA, em 1976, e tomou seu nome da tradicional competição nos desertos da Baja California, ou Califórnia do Sul, chamada Baja 1000.
A competição estudantil internacional estimula o design e construção de veículos off-road e sua submissão às ásperas condi-ções de terreno de pistas especialmente pre-paradas para testá-los.
Com orientação do professor Renato Romio, as duas equipes do IMT (Baja Mauá 1 e Baja Mauá 2) competem anualmente na edição nacional realizada em Piracicaba, que conta com equipes de cerca de 65 ins-tituições de ensino diferentes. O envolvi-mento de alunos de vários semestres neste projeto tem relevante importância, já que os mais novos começam a absorver conte-údo teórico e vivência prática desde o co-meço, podendo relacionar seus conteúdos curriculares às funções práticas da profis-são. Além disso, a equipe é formada por alunos de engenharia mecânica, de pro-dução, elétrica e de controle e automação, o que lhes propicia uma visão interdisci-plinar mais abrangente da relação entre as graduações em engenharia.
Baja 2012SAE Brasil
Programas Extracurriculares
Arq
uivo
IMT

25o mundo da usinagemagosto.2013/94
Os trabalhos de final de curso dos alunos dos cursos de graduação de Administração, Design, Engenharia, Gestão da Tecnologia da Informação e Gestão Ambiental são expostos anualmente em outubro, no campus do IMT. A Eureka expõe os trabalhos com novidades em várias áreas, como robótica, alimentos, infra-estrutura e planos de negócios, que surgiram de ideias dos alunos dos cursos de Adminis-tração, Design, Engenharia, Gestão Ambiental e Gestão da Tecnologia da Informação.
“O evento proporciona ao aluno a oportu-nidade de lidar com um grande desafio prá-tico com prazos e metas a serem cumpridos, semelhante aos que ele encontrará na sua car-reira profissional”, explica a professora Ales-sandra Dutra Coelho, coordenadora do even-to em 2012.
A exposição é aberta ao público, que sem-pre aflui com muito interesse. O maior papel de tal iniciativa para a vida profissional dos alunos do IMT é fazer com que empresas de vários segmentos do mercado contratem e in-centivem esses alunos a desenvolver e refinar suas ideias no ambiente profissional. Dessa maneira a Eureka cumpre seu papel de apro-ximar o meio acadêmico do empresarial.
Eureka Mauá Robótica Mauá
EcoMauá
Outro projeto de grande repercussão e adesão na Mauá é a Robótica Mauá. Pela co-ordenação de Wanderson de Oliveira Assis e com orientação de Alessandra Dutra Coelho, Anderson Harayashiki Moreira, Arnaldo Me-grich e Marcelo Marques Gomes, esse projeto tem como objetivo não só a participação das equipes nas competições como, também, im-pulsionar pesquisas nas áreas de robótica, au-tomação, inteligência artificial, computação e proporcionar aos alunos uma forma de com-plementação de suas expertises.
Suas duas equipes Kimauánisso Robotics Team e MauaBots participam de diversas catego-rias das competições nacionais e internacionais, com simulações de resgate, combate, futebol de robôs, sumô, robô trecking e hockey, entre outras.
O EcoMauá, coordenado pelos professo-res Éd Cláudio Bordinassi e Sérgio Ribeiro Augusto, envolve carros desenvolvidos em três modalidades (elétrica, gasolina e etanol) e coloca os futuros engenheiros e designers diante dos desafios de criar um veículo mais econômico e ecológico. Os estudantes traba-lham desde a fase inicial, da concepção do protótipo, até o desenvolvimento do proje-to, construção e participação na competição de âmbito nacional, chamada de Maratona Universitária da Eficiência Energética. Te-mas como impactos ambientais, segurança do piloto, inovações tecnológicas e eficiência energética fazem parte das expertises desen-volvidas ao longo do processo do projeto. A Mauá tem conseguido se destacar ao longo dos anos nesta competição, e na última edi-ção, seu protótipo a gasolina fez a marca de 267,9 km/l de combustível.
EcoMauá 2012
Arq
uivo
IMT

educação e tecnologia
26 o mundo da usinagem agosto.2013/94
Mauá Racing
O Mauá Racing é a participa-ção do IMT no Fórmula SAE (pro-movido pelo SAE Brasil), em que estudantes de engenharia da gra-duação e da pós-graduação pro-jetam e constroem um veículo do tipo fórmula. Seguindo algumas especificações e regras da institui-ção, as equipes realizam provas estáticas (inspeção técnica, avalia-ção de custos e manufatura, apre-sentação e projeto) e dinâmicas (aceleração, frenagem, enduro, di-rigibilidade), e o primeiro coloca-do representa o Brasil na Fórmula SAE Internacional. O objetivo da competição é oferecer oportuni-dades para os estudantes de enge-nharia na área automobilística.
AeroDesign Mauá
O projeto AeroDesign Mauá ocupa também um espaço de des-taque dentro das atividades extra-curriculares do IMT. Coordenado por Joseph Y. Saab Jr, o AeroDe-sign Mauá tem por objetivo proje-tar e construir uma aeronave rádio--controlada capaz de transportar em voo a maior massa e que apre-sente a maior eficiência estrutural possível. Durante o projeto são construídos protótipos para testes e, ao final do projeto, é construído o modelo para a competição de voo “Competição SAE AeroDesign”, que é organizada pelo SAE Brasil.
A atividade interna Mini Aero permite aos alunos ingressantes a oportunidade de se familiarizarem
Eventos e Workshops
Além dos projetos já citados, o Instituto Mauá de Tecnologia pro-move três grandes eventos anuais em seu campus, com grande papel na formação de seus alunos.
A Semana de Engenharia Mauá é sem dúvida o maior deles. Por ser aberta a alunos do ensino médio e a outras instituições universitárias, ela tem grande caráter informativo, expondo novas tendências e tecno-logias aplicadas a diferentes áreas de atuação da engenharia, promo-vendo a integração do meio acadê-mico com o segmento empresarial, além de propiciar o intercâmbio de conhecimentos e experiências.
Já a Semana do Empreendedor Mauá é um evento anual promovido pela Escola de Administração Mauá, com o objetivo de ampliar o debate sobre temas atuais e fazer com que profissionais que atuam no merca-do compartilhem experiências com os estudantes. Durante o evento são promovidos cursos e palestras.
E por fim a Semana de Design, que visa ampliar e atualizar os conheci-mentos dos alunos sobre as tendências e novas tecnologias desenvolvidas na área e promover o relacionamento en-tre profissionais e estudantes.
com os materiais e técnicas constru-tivas do aeromodelismo e aprender conceitos importantes do aerodesign, como o efeito do posicionamento do centro de gravidade no voo, influên-cia do tamanho da hélice, volume de cauda, entre outros.
Mauá Racing 2011
Arq
uivo
IMT
26 o mundo da usinagem


educação e tecnologia
28 o mundo da usinagem agosto.2013/94
educação e tecnologia
Já com meio século de vida, o Instituto Mauá de Tec-nologia – IMT, fundado em 11 de dezembro de 1961, é uma entidade de direito privado, sem fins lucrativos e de utilidade pública, dedicada ao ensino e à pesquisa científica e tecnológica na área das engenharias.
O IMT é gerido administrativamente por uma Su-perintendência Executiva, formada por superintenden-tes geral, financeiro, administrativo e de planejamento e desenvolvimento. Esse corpo administrativo é resul-tado do processamento de várias instâncias de gestão da entidade, cujo órgão maior é a Assembleia Geral, da qual fazem parte membros associados Fundadores, Beneméritos, Ex-Alunos, Professores, Pesquisadores e Cooperadores. A Assembleia elege um Conselho Fiscal e um Conselho Diretor, que além de membros da ins-tituição, comporta representantes de entidades ligadas à pesquisa e à indústria. Esse Conselho Diretor elege a Diretoria e, esta, a Superintendência Executiva.
O sistema administrativo permite grande controle orçamentário e de práticas acadêmicas. De seu pequeno prédio no centro de São Paulo, no início de suas ativida-des há 50 anos, “a Mauá”, como é chamada a Escola de Engenharia Mauá, é parte do IMT, que hoje desenvolve suas atividades em duas unidades, o campus na cidade de São Paulo e o campus de São Caetano do Sul-SP.
O INSTITUTO MAUÁ DE TECNOLOGIAO campus de São Paulo, próximo ao Parque do Ibira-
puera, aloja a Escola de Administração Mauá, biblioteca especializada, laboratórios de informática, centro de es-tágios e centro de vivência.
O campus de São Caetano do Sul, com quase 10 mil m² de área, é um espaço universitário de grande porte, com vagas para o estacionamento de até 1400 veículos. Especificamente dedicado à engenharia, seu centro é ocupado pelo edifício da biblioteca, com aproximada-mente 75 mil títulos. Salas de aula, salas para estudo em grupo, 19 laboratórios de informática, 102 labora-tórios e centro esportivo completam as instalações de tão ampla estrutura de ensino. Como parte da forma-ção, os alunos têm à disposição a Mauá Jr, empresa gerida pelos próprios alunos da Escola de Engenharia Mauá, para prestar serviços científicos e técnicos à so-ciedade, assim aprimorando-se profissionalmente. E, na outra ponta, a Associação dos Ex-Alunos, constitu-ída por engenheiros ali formados, muitos deles já apo-sentados, mas que continuam a todo vapor em termos de inventividade e empreendedorismo.
Mais informações em www.maua.br
A formação do engenheiro no Ins-tituto de Tecnologia Mauá procura, além da formação curricular básica exigida por lei, o desenvolvimento de uma série de habilidades impor-tantes, como acompanhamento do ciclo completo de vida de um pro-duto, trabalho em grupo, liderança, motivação, logística associada a um projeto, cumprimento de cronogra-ma e prazos e observação rígida de regulamentos. Os educandos têm assim a oportunidade de vivenciar uma experiência profissional que será determinante para seu futuro e sua contribuição para a sociedade. Semana de Engenharia Mauá (2012)
João Manoel S. Bezerra de MenesesGestor Ambiental/Jornalista
Arq
uivo
IMT
C
M
Y
CM
MY
CY
CMY
K

C
M
Y
CM
MY
CY
CMY
K

conhecendo um pouco mais
30 o mundo da usinagem agosto.2013/94
A transposição do Rio São Francisco O projeto que altera o maior rio inteiramente brasileiro vem despertando atenção e muita polêmica

31o mundo da usinagemagosto.2013/94
Com nascente na Serra da Ca-nastra, em Minas Gerais, e foz em Piaçabuçu, Alagoas, o rio São Francisco, também chamado de Velho Chico, tem 2863 km, débito médio de 2943 m³ por segundo e bacia de 641 mil m².
O termo transposição significa transpor as águas do rio de um lo-cal para outro, não propriamente desviando seu curso, mas captan-do parte de sua água em canais artificiais e levando-a para regiões secas. Recentemente, os técnicos do Ministério da Integração Na-cional adotaram o termo “inte-gração de bacia”, por julgarem-no mais adequado.
Mas a chamada transposição do Rio São Francisco não é uma ideia recente. Ainda no século XIX, durante o reinado de Dom Pedro II, já circulava a sugestão da construção de canais como a única solução para a seca do nor-deste. Essa ideia foi retomada no governo de Getúlio Vargas em 1943, ressuscitada entre 1979 e 1983, no governo do general João Baptista Figueiredo. No governo de Fernando Henrique Cardoso, em 2001, foi assinado o documen-to “Compromisso pela vida do São Francisco”, que propunha a revitalização do rio e a construção de canais para a transposição de suas águas (eixo norte, eixo leste,
Esquema indicando pontos de captação das águas e sua transposição para os eixos Norte e Leste (Arquivo Ministério da Integração Nacional - 2009)
Projeto de Integração do Rio São Francisco com bacias hidrográficas do Nordeste Setentrional
remanso e sertão). Foi no primei-ro governo Lula que a ideia foi desenvolvida de maneira prática, com a estruturação do projeto e prosseguimento dos estudos am-bientais para licenciamento junto ao IBAMA.
Assim foi que, em 2004, com a aprovação do Estudo de Impac-to Ambiental (EIA) e do Relatório de Impacto Ambiental (RIMA), o Projeto de Integração do Rio São Francisco com as Bacias Hidro-gráficas do Nordeste Setentrional foi oficialmente iniciado. Inúme-ras disputas judiciais quanto a interpretações das leis e conflitos de competências governamentais, contudo, adiaram seu início efeti-vo até 2007. Desde então as obras foram tocadas de maneira intermi-tente e, atualmente, encontram-se totalmente paradas.
Basicamente, o projeto consis-te na construção de aproximada-mente 600 km de canais de concre-to em dois grandes eixos. O eixo leste, com 220 km, levaria água para os estados de Paraíba e Per-nambuco. O eixo norte, com quase 400 km, atravessaria quatro esta-dos – Pernambuco, Paraíba, Ceará e Rio Grande do Norte – e levaria águas do rio São Francisco para regiões castigadas pela seca. Só o eixo norte beneficiaria 390 municí-pios da Região Nordeste.

conhecendo um pouco mais
32 o mundo da usinagem agosto.2013/94
capacidade máxima de vazão de 99m³/s e 28m³/s respectivamente, sendo que trabalhariam com uma vazão contínua de 16,4m³/s no eixo norte e 10m³/s no eixo leste. Ora, segundo especialistas essa vazão não só comprometeria o volume de água do próprio Rio São Francisco como, também, afetaria perigosa-mente a fauna e flora da região.
Mas, além dos danos ambien-tais, o volume de água desviado não supriria as necessidades da po-pulação, já que o grande problema não é a falta de recursos hídricos e sim a má administração dos re-cursos já existentes. A transposição do Rio São Francisco já vem sendo chamada pela comunidade cientí-fica de “transamazônica hídrica”, em comparação à estrada Transa-mazônica, ou BR 230, obra gran-diosa da década de 1970, que ras-gou a floresta em mais de 4500 km e que, como previam os cientistas, serviu como cunha de destruição
Segundo dados governamen-tais, de 1 a 3% do volume de água do rio serão desviados para abaste-cer açudes e rios intermitentes ao longo do ano, beneficiando mais de 12 milhões de habitantes do semiárido nordestino e ajudando o desenvolvimento econômico da região. No entanto, a obra, inicial-mente avaliada em R$ 4,8 bilhões, já alcança o teto de R$ 8,2 bilhões e teve a previsão de data de seu en-cerramento reformulada para 2015.
Independentemente de seu cus-to, as opiniões estão muito dividi-das a respeito de seu real benefício. Do ponto de vista social, o projeto é altamente criticado, já que contem-plará não mais que 350 mil pessoas da região, bem menos do que os 12 milhões de habitantes mencio-nados no projeto inicial. Há muito ceticismo da comunidade científica quanto aos benefícios sociais que
Aspectos técnicos a transposição poderia gerar. Um dos mais respeitados geógrafos brasileiros, Aziz Ab’Saber, afirmou que esta obra beneficiará mais os grandes latifundiários e pecuaris-tas. A geração de empregos diretos e indiretos não trouxe benefício duradouro à região, pela sua in-termitência. Pelo contrário, empre-endedores locais endividaram-se contando com a bonança das levas de trabalhadores-compradores, o que não ocorreu.
O meio ambiente é o tema mais incerto que a comunidade cientí-fica vem debatendo nos últimos anos, sobretudo as várias falhas conceituais que não foram devi-damente mensuradas ou sequer consideradas. A principal delas é a questão do volume de água a ser desviado do Rio São Francisco, já que este está fragilizado e com um volume de água bem inferior ao seu nível de tempos passados. Am-bos os eixos (norte e leste) previam
Obras no lote 1 do eixo norte do Projeto São Francisco, em Cabrobó, Pernambuco
Div
ulga
ção
Min
isté
rio d
a In
tegr
ação
Nac
iona
lA
dalb
erto
Mar
ques
(ou
tubr
o 20
09)

33o mundo da usinagemagosto.2013/94
Fontes: • www.ambientebrasil.com.br • www.integracao.gov.br • Jornal O Estado de São Paulo de 27-05-2013 • http://www.fundaj.gov.br
Vários organismos da sociedade movimentaram-se para denunciar o projeto e tentam impedir sua finali-zação. Quatorze ações estão em cur-so no Supremo Tribunal Federal, contestando sobretudo o uso de ter-ras indígenas, da nação Truká, sem o devido aval do Congresso Nacio-nal, conforme determina a Consti-tuição. Outras ações apontam da-nos ambientais irreversíveis à fauna e à flora da bacia do São Francisco e revistas jurídicas estão publicando muitas matérias apontando as ile-galidades cometidas.
Aspectos jurídicos
É difícil dizer o que efetivamen-te acontecerá a esse projeto. A des-tinação de recursos é forte indica-dor de desequilíbrio: 991 milhões em 2009, 1,1 bilhão em 2010, 692 milhões em 2011, 723 milhões em 2012 e 150 milhões até abril de 2013, metade do orçamento previsto, em 5 anos de trabalhos. A desacelera-ção é clara e a deterioração dos tre-chos já construídos e o abandono de canteiros de obras vem provo-cando gritos de alarme dos órgãos de imprensa. A animosidade entre as populações locais, antes inexis-tente, dividindo estados “doado-res” de água e os “receptores” do benefício, também merece atenção, uma vez que pode constituir-se em forte impedimento para a continu-ação dos trabalhos.
Vale a pena acompanhar os ru-mos dessa história.
O futuro do projetoambiental e quase nenhuma ser-ventia socioeconômica.
Devemos ter presente que o nordeste possui, hoje, mais de 70 mil açudes, que armazenam atual-mente 37 bilhões de m³ de água. Se concluídas, as 23 obras de dis-tribuição distintas, que estão para-das há anos (e que são anteriores ao projeto de transposição), o pro-blema do abastecimento de água da região seria enfrentado de ma-neira bem mais prática e menos prejudicial ao ambiente.
O próprio clima seco que se pre-tende combater configura-se como o maior obstáculo ao projeto, já que os canais já construídos, ou em cons-trução, estão se deteriorando com o calor e sol extremos, devido aos grandes atrasos da obra. Não ten-do recebido água no tempo devido, muitas das estruturas estão rachadas e impróprias para o uso previsto.
Esses são dados de fato, enquanto
que os críticos apontam para a logísti-ca falha e o andamento a passos curtos como geradores de outros problemas de cunho técnico que só serão percebi-dos na parte final do projeto, quando parte da estrutura já estiver compro-metida para uso geral do sistema.
Fábi
o B
raga
, Fol
ha P
ress
(20
11)
Trecho concluído, sem uso e erodido no eixo Norte (2011)
João Manoel S. Bezerra de MenesesGestor Ambiental/Jornalista

negócios da indústria II
34 o mundo da usinagem agosto.2013/94
Em debate durante o Simpósio SAE BRASIL de Manufatura e Logística, realizado em junho último na sede da Fiergs em Porto Alegre, Rio Grande do Sul, o tema merece o interesse que desperta
É muito difícil copiar a estraté-gia e os processos de uma cadeia de suprimentos. Em tempos quan-do a competição se dá entre ca-deias e não mais entre empresas, essa afirmação, retirada do livro ‘O mundo é plano’, se torna cada vez mais uma realidade para diversos segmentos da indústria e do varejo. Dois dos principais alicerces para gerar um diferencial no posiciona-mento de uma cadeia de suprimen-to residem na forma como estão estruturados os processos logísticos e de planejamento. O racional para essa afirmação é simples: as funções de planejamento (demanda, produ-ção e materiais) e gerenciamento dos fluxos logísticos (suprimentos e distribuição) ditam como e quan-do boa parte dos recursos de uma cadeia produtiva é alocada para sa-tisfazer uma demanda, qual será o tempo de resposta da cadeia e que riscos existem para o negócio.
Para contextualizar a discussão, serão enumeradas algumas tendên-cias pesadas que têm se intensifica-do nos últimos anos sobre o desafio de gerir cadeias de suprimentos: (1) a competição nos canais de ven-da tem se tornado mais dura e com
Competição entre cadeias de suprimentos:
menos espaço para faltas ou ruptu-ras; (2) o ciclo de vida dos produtos tem se tornado cada vez menor em diversos setores, seja pelo efeito da competição, seja por efeitos regula-tórios ou por inovações tecnológi-cas; e (3) muitas empresas com ou sem presença global têm seleciona-do fornecedores em várias partes
do mundo, tornando sua cadeia de suprimentos cada vez mais disper-sa geograficamente e com longos leadtimes de ressuprimento. Por fim, (4) a crescente complexidade e a diversidade de portfólios de pro-dutos estão se tornando um fator de competitividade para algumas empresas (que fazem projetos mo-
o papel do domínio da tecnologia para melhores práticas
Cle
iton
Thi
ele

35o mundo da usinagemagosto.2013/94
Carlos E. Panitz Chairman do Simpósio de Logística
Membro da mesa Diretora da SAE BRASIL Seção Porto Alegre.
dulares) e ou pesadelo para outras (que fazem projetos de engenharia específicos com pouca comunali-dade entre produtos).
As implicações da combinação desses fatos remetem à pergunta: como é possível imaginar, gerir e coordenar esses fluxos de valor apenas com os recursos de planeja-mento que costumam ser denomi-nados de MRP ou MRP II? Como garantir que os profissionais que atuam nessas funções estejam pre-parados para entender as implica-ções e as soluções que suportam excelência operacional e vantagem competitiva? O hiato não está na tecnologia, essa já avançou muito nos últimos 20 anos. Ele está no entendimento de como utilizar os avanços tecnológicos disponíveis para habilitar melhores práticas como planejamento colaborativo na cadeia, VMI, entregas sequen-ciadas, postergação, etc.
Se no passado empresas usavam apenas o MRP para planejar maté-rias e enviavam programações (ou ordens de compra) para o próximo elo da cadeia, hoje é possível com-partilhar estoques em tempo real entre canais de venda e fabricantes, entre linhas de produção, seus for-necedores e operadores logísticos. Sistemas de ERP estão hoje mui-to mais adaptados para conversar com sistemas especialistas e outros legados para criar uma verdadeira estrutura para planejamento e coor-denação. O gerenciamento do logís-tico de uma empresa não está mais
aprisionado ao perímetro contábil da portaria e expedição das uni-dades fabris ou filiais. O potencial de inovação e aplicação de melho-res práticas em gestão de cadeia de suprimentos reside na combinação adequada de tecnologias de inte-gração disponíveis como ferramen-tas de ‘middleware’, webservice, XML e sistemas especialistas desenvolvi-dos para suportar processos logísti-cos de planejamento e de execução.
Podem soar um pouco “ciência de foguetes” essas expressões e si-glas, mas o que elas podem trazer de resultados é bem conhecido no mundo dos negócios: melhorar o tempo de resposta da cadeia, pro-ver agilidade e flexibilidade, redu-zir rupturas de estoque, alavancar o giro de estoques, mitigar riscos de fretes especiais e aumentar o ROIC de uma empresa.
Oferecer visibilidade e planejar de forma colaborativa, diferenciar o pro-duto somente quando a demanda é realmente conhecida são práticas de negócio que potencializam essas di-mensões de competição. Tecnologia não é uma solução se não for devida-mente adaptada para habilitar o mo-delo de negócio que se quer. Enten-der como utilizar essas tecnologias disponíveis e adaptá-las para criar um diferencial no posicionamento da cadeia de suprimentos, sim.

nossa parcela de responsabilidade
36 o mundo da usinagem agosto.2013/94
Junho de 2013 foi marcado pela 14ª FEIMAFE, evento que sempre movimenta os negócios do setor metalmecânico.
A Feira, nesse ano, reuniu 1.466 marcas expositoras e nos deu a chance de fortalecer ainda mais as parcerias, conquistar novos clien-tes, conhecer tendências de merca-do e dividir conhecimento.
A Sandvik Coromant recebeu muitas consultas tanto dos nossos tradicionais clientes, como daque-les em prospecção sobre inovações em ferramentas e processos para máquinas de alta tecnologia. Esse interesse também foi percebido pe-los amigos e parceiros do segmento de máquinas-ferramenta.
Sabemos que para nossa cadeia produtiva é muito importante me-lhorar a competitividade, aumentan-do a produtividade, que se dá prin-cipalmente pela introdução de novas tecnologias. Porém é bom também termos em mente e em nossas ações que essa não é a única forma.
Em tempos onde investimentos
são postergados ou no mínimo analisados com maior prudência, a ex-celência nos processos e serviços passa a ser vital para a manuten-ção ou crescimento dos nossos negócios.
Nesse contexto, nosso objetivo de contatar novos clientes e fortale-cer parcerias foi bastante facilitado durante a Feira, já que o mercado de modo geral estava em busca não só da nossa tecnologia, mas também da nossa especialização em desen-volver junto com os clientes solu-ções customizadas para os proces-sos de usinagem em geral.
Dentre as várias soluções expostas, destacaram-se aquelas voltadas para a área automotiva, onde a experiência acumulada pelos nossos profissionais, aliada às inovações, têm resultado em ganhos expressivos aos nossos clien-tes. Do mesmo modo, as soluções de produtos para as áreas médica, aero-espacial, energia, óleo e gás, também despertaram bastante interesse no pú-blico em geral, pois são áreas em que o Brasil também está se tornando um centro de competência devido à alta demanda no momento.
Os visitantes ficaram surpresos com os vários lançamentos da área de ferramentas rotativas (furação, alargamento e rosqueamento) para
Sua exigência é o que nos move
Viv
ian
Cam
argo
José Edson BerniniGerente Nacional de Vendas
da Sandvik Coromant
a qual o mercado gostaria de expe-rimentar nossos serviços. Merece também destaque o sistema Silent Tools, que não se aplica somente para eliminação de vibrações, mas também em casos onde há necessi-dade de aumento da produtividade, podendo gerar resultados expressi-vos pela possibilidade de se traba-lhar com dados de corte elevados.
Além disso, realizamos uma ação de marketing inédita, o Live Demonstration, que consistia em transmissões, diretamente de nos-so Centro de Produtividade em São Paulo, de testes práticos de usinagem com possibilidade de in-teração entre o público e os espe-cialistas da Sandvik Coromant.
Mais do que apresentar produ-tos, pudemos assim compartilhar conhecimento, experiências e mos-trar que podemos oferecer soluções para todos os clientes interessados em aplicar o que há de mais moder-no e eficaz em sua produção, de ma-neira inovadora e comprometida.
Afinal estamos aqui para isso! Lembrem-se de que o desafio de vocês também é o nosso.
Contem sempre conosco e agra-decemos a sua exigência!


38 o mundo da usinagem agosto.2013/94
FALE COM ELESANRAP: (11) 6951-5538
Antonio Carlos (Pérsico Ferramentas): (19) 3421-2182
Carlos E. Panitz (SAE BRASIL): (11) 3287-2033
Edson Bernini (Sandvik Coromant): (11) 5696-5581
Erick Gomes (DanPower): (19) 2106-6969
Instituto Mauá de Tecnologia (IMT): 0800 019 3100
Jefferson Germano (Knorr-Bremse): (11) 5681-1100
Maurício Godoy (Pérsico Ferramentas): (19) 3421-2182
Universidade Metodista de Piracicaba: (19) 3124-1777
Sandvik Coromant
DistribuidoresAnunciantes nesta ediçãoO Mundo da Usinagem 94
Blaser 9
Deb‘Maq 11
Ergomat 27
Mitutoyo 2a capa
Okuma 37
Romi 29
Sandvik Coromant 4a capa
WM Tools 39
ARWI Tel: 54 3026-8888 Caxias do Sul - RS
ATALANTA TOOLS Tel: 11 3837-9106 São Paulo - SP
COFAST Tel: 11 4997-1255 Santo André - SP
COFECORT Tel: 16 3333-7700 Araraquara - SP
COMED Tel: 11 2442-7780 Guarulhos - SP
CONSULTEC Tel: 51 3321-6666 Porto Alegre - RS
COROFERGS Tel: 51 3337-1515 Porto Alegre - RS
CUTTING TOOLS Tel: 19 3243-0422 Campinas – SP
DIRETHA Tel: 11 2063-0004 São Paulo - SP
ESCÂNDIA Tel: 31 3295-7297 Belo Horizonte - MG
FERRAMETAL Tel: 85 3226-5400 Fortaleza - CE
GALE Tel: 41 3339-2831 Curitiba - PR
GC Tel: 49 3522-0955 Joaçaba - SC
HAILTOOLS Tel: 27 3320-6047 Vila Velha - ES
KAYMÃ Tel: 67 3321-3593 Campo Grande - MS
MACHFER Tel: 21 3882-9600 Rio de Janeiro - RJ
MAXVALE Tel: 12 3941-2902 São José dos Campos - SP
NEOPAQ Tel: 51 3527-1111 Novo Hamburgo - RS
NIARTHEC Tel.: 92 3236-2057 Manáus - AM
PÉRSICO Tel: 19 3421-2182 Piracicaba - SP
PRODUS Tel: 15 3225-3496 Sorocaba - SP
PS Tel: 14 3312-3312 Bauru - SP
PS Tel: 44 3265-1600 Maringá - PR
REPATRI Tel: 48 3433-4415 Criciúma - SC
SANDI Tel: 31 3295-5438 Belo Horizonte - MG
SINAFERRMAQ Tel: 71 3379-5653 Lauro de Freitas - BA
TECNITOOLS Tel: 31 3295-2951 Belo Horizonte - MG
THIJAN Tel: 47 3433-3939 Joinville - SC
TOOLSET Tel: 21 2290-6397 Rio de Janeiro - RJ
TRIGONAL Tel: 21 2270-4835 Rio de Janeiro - RJ
TUNGSFER Tel: 31 3825-3637 Ipatinga - MG
Movimento - CursosDurante todo o ano, a Sandvik Coromant oferece cursos específicos para os profissionais do mundo da usinagem.
Acesse www.sandvik.coromant.com.br, na barra principal, clique em ‘treinamento’ e confira o Progra-ma de Treinamento 2013.
Você poderá participar de palestras e também de cursos in plant, ministrados dentro de sua empresa!
O leitor de O Mundo da Usinagem pode en-trar em contato com os editores pelo e-mail: [email protected]
ou ligue: 0800 770 5700


www.sandvik.coromant.com/pt/machiningchallenges
Assistaao Vídeo
CLIENTES REAIS. RESULTADOS REAIS.“Eu me surpreendi com os resultados”
Suas peças estavam esperando por isso
UM NOVO PADRÃO DE TECNOLOGIAEM SETEMBRO, 2013
Clientes ao redor do mundo já estão testando – e opinando.
Acompanhe essas histórias até o lançamento o�cial em 17 de setembro. Novos vídeos estarão disponíveis nos dias 15 de julho, 12 de agosto e 4 de setembro.
Faça seu registro para se atualizar e para assistir ao lançamento o�cial.
online
C
M
Y
CM
MY
CY
CMY
K










![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://static.fdocumentos.tips/doc/165x107/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)