Novo(a) Documento Do Microsoft Word

of 72
-
Upload
jar-guilherme -
Category
Documents
-
view
78 -
download
0
Transcript of Novo(a) Documento Do Microsoft Word
1. INTRODUO.................................................................................................................3 2 ARRANJO FSICO - CONCEITOS GERAIS..................................................................5
2.1 Conceito de Arranjo Fsico......................................................................... ...........................52.2 Como Surge o Problema do Arranjo Fsico................................................. .........................52.3 Objetivos do Arranjo Fsico............................................................................................ .......62.4 Princpios do Arranjo Fsico................................................................................ ..................62.5 A Chave dos Problemas de Arranjo Fsico........................................................ ....................7
3. FATORES A SEREM ESTUDADOS NA ELABORAO DO ARRANJO FSICO...124 ESTUDO DO FLUXO.....................................................................................................14 5 DIMENSIONAMENTO DE REAS..............................................................................18
5.1 Dimensionamento do Centro de Produo................................................... .......................185.2 Dimensionamento de Escritrios............................................................. ............................215.3 Circulao........................................................................................................... ..................22
6 REGRAS BSICAS DE ERGONOMIA NA ORGANIZAO DO LAYOUT..............27 7 MTODOS PARA ELABORAO DO ARRANJO FSICO (LAYOUT).....................287.4 Mtodo Dos Elos...........................................................................................................31
P1......................................................................................................................................... ..... ...31P1.................................................................................................................................. ............ ...32Centro/rea.............................................................................................................. ...................32
8 COR E SINALIZAO NA SEGURANA....................................................................34 9 REFERNCIAS BIBLIOGRFICAS............................................................................42
1. INTRODUO
Ao se iniciar o processo de implantao de uma indstria, um dosproblemas fundamentais a ser resolvido a definio do local onde se instalar aindstria. A localizao da indstria pode ser analisada em duas etapas: amacrolocalizao e a microlocalizao.A macrolocalizao a etapa mais ampla pois visa definir a regioonde se dever implantar a indstria, levando em considerao fatores de ordemeconmica e fatores de ordem tcnica.Os fatores de ordem econmica so : matria-prima, mercado,transporte e mo de obra. Do ponto de vista da Higiene e Segurana, asrecomendaes so :- minimizar a probabilidade de ocorrer um acidente por manuseio etransporte;- evitar distrbios funcionais, intoxicaes ou morte aosconsumidores, no caso de serem perecveis os produtos ou matrias primas;- evitar que a empresa comece a operar sem que a mo de obrareceba um treinamento de Segurana e Higiene Industrial.Os fatores de ordem tcnica so: gua, energia, resduos,comunicao, clima, leis e impostos. Em relao a estes itens, para garantir queos agentes no atuem sobre a integridade fsica e psquica do homem,aconselha-se verificar a disponibilidade atual e futura, temperatura efetiva,variaes sazonais, composio qumica, velocidade, direo e sentido do vento,leis e iseno de impostos.Uma vez definida a regio, parte-se para a escolha do local efetivode implantao da indstria, definindo-se assim sua microlocalizao. Nestaetapa prevalecero os fatores tcnicos. Para tal, a fim de evitar que as condiesinseguras surjam a partir das prprias caractersticas do terreno, deve-se analisar uma srie de fatores. As condies inseguras podero ser provenientes de:deslizamento de terra, deslizamento de pedras, riscos de inundao, dimensesinsuficientes para atender as expanses futuras, no existncia de gua potvel,no existncia de meios de comunicao e de um sistema rodo-ferrovirio, fluviale areo, no existncia de um plano atual e futuro de coleta de lixo, transportecoletivo, esgoto sanitrio, etc.Tendo especificado o terreno, a prxima etapa definir o arranjomais adequado de homens, equipamentos e materiais sobre uma determinadarea fsica, dispondo esses elementos de forma a minimizar os transportes,eliminar os pontos crticos da produo e suprimir as demoras desnecessriasentre vrias atividades.Entra-se assim, na fase de elaborao do layout ou arranjo fsico das instalaes da empresa.Nesta fase, estabelece-se a posio relativa entre as diversasreas. Os modelos de fluxo e as inter-relaes entre as diversas reas sovisualizadas, tendo-se a noo clara do fluxo industrial, desde a entrada dasmatrias-primas at a sada do produto. Depois, defini-
se claramente alocalizao de cada mquina, posto de trabalho.Dito de uma forma simples, definir o arranjo fsico decidir ondecolocar todas as instalaes, mquinas, equipamentos e pessoal da produo.
O arranjo fsico , portanto, uma das etapas finais, e s pode ser elaborado depois de definida uma srie de itens como o volume de produo,seleo do equipamento produtivo.O principal campo do arranjo fsico internamente a empresa,definindo e integrando os elementos produtivos. No somente uma disposioracional das mquinas mas tambm, o estudo das condies humanas detrabalho (iluminao, ventilao, etc.), de corredores eficientes, de como evitar controles desnecessrios, de armrios e bancadas ao lado das mquinas, dequal meio de transporte vai ser utilizado para movimentao da pea.O planejamento de um arranjo fsico recomendvel a qualquer empresa, grande ou pequena. Com um bom arranjo fsico obtm-se resultadossurpreendentes na reduo de custos de operao e no aumento daprodutividade e eficincia. Na implantao de uma nova empresa, esseplanejamento imprescindvel. Naquelas j montadas, uma mudana noprocesso de produo ou fluxo do servio introduo de novos produtos ouservios, a necessidade de reduo de custos, a expanso de uma seo, etc.necessitam de uma modificao no arranjo.O estudo do layout pode ser feito para : fbricas em gerais,escritrio, lojas, supermercados, bancos, etc.
4
2 ARRANJO FSICO - CONCEITOS GERAIS
2.1 Conceito de Arranjo Fsico
Dentro do quadro geral de uma empresa, um papel importante estreservado ao arranjo fsico (layout). Fazer o arranjo fsico de uma rea qualquer planejar e integrar os caminhos dos componentes de um produto ou servio, a fimde obter o relacionamento mais eficiente e econmico entre o pessoal,equipamentos e materiais que se movimentam.
Dito de uma forma simples, definir o arranjo fsico decidir ondecolocar todas as instalaes, mquinas, equipamentos e pessoal daproduo.
O arranjo fsico procura uma combinao tima das instalaesindustriais e de tudo que concorre para a produo, dentro de um espaodisponvel. Visa harmonizar e integrar equipamento, mo de obra, material, reasde movimentao, estocagem, administrao, mo de obra indireta, enfim todosos itens que possibilitam uma atividade industrial.Ao se elaborar, portanto, o arranjo fsico deve-se procurar adisposio que melhor conjugue os equipamentos com os homens e com as fa-ses do processo ou servios, de forma a permitir o mximo rendimento dosfatores de produo, atravs da menor distncia e no menor tempo possvel.
2.2 Como Surge o Problema do Arranjo Fsico
O problema do arranjo fsico essencialmente dinmico.Basicamente, o arranjo fsico busca integrar material, mo de obra eequipamento. A modificao de qualquer um
deles pode tornar inadequado oarranjo fsico existente. Dessa forma, importante que o setor responsvel peloarranjo fsico possua um sistema de informao adequado que fornea com adevida antecedncia as alteraes a serem verificadas.Devem ser questionados os seguintes itens para verificar se umlayout necessita ou no de alteraes so :
OBSOLESCNCIA DAS INSTALAES -Novos produtos ou novos servios esto sendo projetados ?-Estes produtos exigiro modificaes no mtodo de trabalho, fluxo demateriais ou equipamentos empregados ?-Haver utilizao de novas reas de estocagem ?
REDUO DOS CUSTOS DE PRODUO -Haver corte de pessoal e/ou paradas de equipamentos e diminuiode movimentao de materiais ?VARIAO NA DEMANDA-A produo atual satisfaz as estimativas de vendas ?-Os equipamentos de transporte e manuseio sero suficientes?
5
AMBIENTE DE TRABALHO INADEQUADO
-As condies de iluminao, ventilao e temperatura sosatisfatrias?-Pode o rudo ser isolado?-Os locais para lavatrios so adequados?
CONDIES INSEGURAS -Existe excesso de material ao lado da mquina? -A rea adequada para o posto de trabalho? Existncia de rea quecomporta apenas um equipamento, onde na realidade h dois ?-Os materiais inflamveis esto colocados em rea Segura?-Existem muitos acidentes de trabalho? -H espao para trfego e operao de mquinas? -O tipo de piso adequado para a atividade? -A faixa demarcatria protege o trabalhador dos meios utilizados para omanuseio de materiais?
MANUSEIO EXCESSIVO
- Os materiais percorrem grande distncias ? 2.3 Objetivos do Arranjo Fsico MELHORAR A UTILIZAO DO ESPAO DISPONVEL: -menor quantidade de material em processo; -distncias minimizadas de movimentao de materiais, servios epessoas; -disposio racional das sees.AUMENTAR A MORAL E A SATISFAO DO TRABALHO: -ordem no ambiente e limpeza;
-sanitrios .INCREMENTAR A PRODUO:- fluxo mais racional.REDUO DE MANUSEIO:- utilizao da movimentao no processoprodutivo.REDUO DO TEMPO DE MANUFATURA: -reduzindo demoras e distncias.REDUO DOS CUSTOS INDIRETOS: -menos congestionamento e confuso; -menos manuseio (menor perda e danos de materiais, etc) 2.4 Princpios do Arranjo Fsico Para se conseguir os seus objetivos, o arranjo fsico se utiliza dosseguintes princpios gerais, que devem ser obedecidos por todos os estudos.
INTEGRAO
- Os diversos elementos (fatores diretos e indiretos ligados aproduo) devem estar integrados, pois a falha em qualquer um deles resultarnuma ineficincia global. Todos os pequenos pormenores da empresa devem ser estudados, colocados em posies determinadas e dimensionados de formaadequada; como por exemplo, a posio dos bebedouros, sadas do pessoal, etc.
MNIMA DISTNCIA
- O transporte nada acrescenta ao produto ou servio.Deve-se procurar uma maneira de reduzir ao mnimo as distncias entre asoperaes para evitar esforos inteis, confuses e custos.
OBEDINCIA AO FLUXO DAS OPERAES
- As disposies das reas e locaisde trabalho devem obedecer as exigncias das operaes de maneira quehomens, materiais e equipamentos se movem em fluxo contnuo, organizado e deacordo com a seqncia lgica do processo de manufatura ou servio. Devemser evitados cruzamentos e retornos que causam interferncia econgestionamentos. Eliminar obstculos a fim de garantir melhores fluxos
demateriais e seqncia de trabalho dentro da empresa, reduzindo materiais semprocesso mantendo-os contnuo movimento.
RACIONALIZAO DE ESPAO -
Utilizar da melhor maneira o espao e sepossvel as 3 dimenses.
SATISFAO E SEGURANA
- A satisfao e a segurana do homem somuito importantes. Um melhor aspecto das reas de trabalho promove tanto aelevao da moram do trabalhador quanto a reduo de riscos de acidentes.
FLEXIBILIDADE
- Este um princpio que, notadamente na atual condio deavano tecnolgico, deve ser atentamente considerado pelo projetista de layout.So freqentes e rpidas as necessidades de mudana do projeto do produto,mudanas de mtodos e sistemas de trabalho. A falta de ateno a essasalteraes pode levar uma empresa ao obsoletismo. No projeto do layout deve-seconsiderar que as condies vo mudar e que o mesmo deve ser fcil de mudar ede se adaptar as novas condies.
2.5 A Chave dos Problemas de Arranjo Fsico
Os problemas de arranjo fsico geralmente recaem em doiselementos bsico que so : produto e quantidade.PRODUTO (ou material ou servio) - entende-se por produto o que produzido ou feito pela empresa ou rea em questo, a matria prima ou peascompradas, peas montadas, mercadorias acabadas e/ou servios prestados ouprocessados.QUANTIDADE (ou volume): representa o quanto de cada item deveser feito ou servios executados.Esses elementos, direta ou indiretamente, so responsveis por todas as caractersticas, fatores e condies do planejamento.
importante,portanto, coletar os fatos, estimativas e informaes sobre esses dois elementos.Eles representam a chave da resoluo dos problemas de arranjo fsico.
Em funo da variedades dos produtos e da quantidade, defini-sequal tipo de processo que ser adotado : processo contnuo, processo emlotes, processo por projeto, etc.De posse das informaes, devemos obter informaes sobre o
roteiro
(ou processo) segundo o qual o produto ser fabricado ou a servio serexecutado.Os equipamentos e os postos de trabalho a serem utilizadosdependem das operaes de transformao. Tambm a movimentao demateriais atravs das reas depende do roteiro ou seqncia de operaes. Logoas operaes envolvidas no roteiro ou processo e sua seqncia soinformaes que devem ser obtidas.
2.5 Tipos de Arranjo Fsico
Depois que o tipo de processo foi selecionado, o tipo bsico dearranjo fsico deve ser definido. O tipo de arranjo fsico a forma geral do arranjode recursos produtivos da operao e em grande parte determinado pelo tipode produto, tipo de processo de produo e volume de produo.Existem quatro tipos bsicos de arranjo fsico dos quais a maioriados arranjos se derivam :
-
arranjo posicional ou por posio fixa
-
arranjo funcional ou por processo
-
arranjo linear ou por produto
-
arranjo de grupo ou celular ARRANJO POSICIONAL OU POR POSIO FIXA( Project Shop)Neste tipo de layout , o material permanece parado enquanto que ohomem e o equipamento se movimentam ao redor. Atualmente, sua aplicao serestringe principalmente a caso onde o material, ou o componente principal, difcil de ser movimentado, sendo mais fcil transportar equipamentos, homens ecomponentes at o material imobilizado. o caso tpico de montagem de grandesmquinas, montagens de navios, de prdios, barragens, grandes aeronaves, etc.O nmero de itens finais normalmente no muito grande, mas otamanho do lote dos componentes para o item final pode variar de pequeno amuito grande.
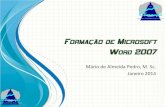
ARRANJO LINEAR OU POR PRODUTO (flow shop)O layout em linha tem uma disposio fixa orientada para o produto.Os postos de trabalho (mquinas, bancadas) so colocados na mesma seqnciade operaes que o produto sofrer. comum existir uma mquina de cada tipo,exceto quando so necessrias mquinas em duplicata para balancear a linha deproduo. Quando o volume se torna muito grande, especialmente na linha demontagem, ele chamado de produo em massa.Esta a soluo ideal quando se tem apenas um produto ouprodutos similares, fabricados em grande quantidade e o processo relativamente simples. O tempo que o item gasta em cada estao ou lugar fixado balanceado. As linhas so ajustadas para operar na velocidade mais rpidapossvel, independentemente das necessidades do sistema. O sistema no flexvel.
MatriaPrimaTO SE PLFUProdutoAcabado
ARRANJO FUNCIONAL OU POR PROCESSO (job shop)No layout funcional, mquinasferramentas so agrupadasfuncionalmente de acordo com o tipo geral de processo de
manufatura : tornosem um departamento, furadeiras em outro, injetoras de plstico em outro e assimpor diante. Ou seja, o material se movimenta atravs das reas oudepartamentos. Este tipo de arranjo adotado geralmente quando h variedadenos produtos e pequena demanda. o caso de fabricao de tecidos e roupas,trabalho de tipografia, oficinas de manuteno.Em virtude dos layouts funcionais precisarem realizar uma grandevariedade de processos de manufatura, so necessrios equipamentos defabricao de uso genrico. Trabalhadores devem ter nvel tcnico relativamentealto para realizar vrias tarefas diferentes.A vantagem desse tipo de layout a sua capacidade de fazer umavariedade de produtos. Cada pea diferente que requer sua prpria seqncia deoperaes pode ser direcionada atravs dos respectivos departamentos na
9
Figura 1Figura 2
ordem apropriada. Os roteiros operacionais so usados para controlar omovimentos de materiais. Empilhadeiras e carrinhos manuais so utilizados paratransportar materiais de uma mquina para outra.
SE SESE SESE SETOTOTOTOTO TOFR FR FR FR FR FR RERERERERE RE
REAREA DEREA DEREASERRASDEDE TORNOSFRESADORASRETFICAS
ARRANJO CELULAR OU DE GRUPOEle composto de clulas de produo e montagem interligadas por um sistema de controle de material de puxar. Nas clulas, operaes eprocesso so agrupados de acordo com a seqncia de produo que necessria para fazer um grupo de produtos. As mquinas na clula so todas,normalmente de ciclo nico e automtico, sendo que elas podem completar o seuciclo desligando automaticamente.A clula normalmente inclui todos os processo necessrios parauma pea ou submontagem completa. Os pontos chaves desse tipo de arranjoso :
-
mquinas so dispostas na seqncia do processo;
-
uma pea de cada vez feita dentro da clula;
-
os trabalhadores so treinados para lidar com mais de processo(operadores polivalentes);
-
o tempo do ciclo para o sistema dita a taxa de produo para a clula;
-
os operadores trabalham de p e caminhando,
SE RETO FUTO FR SERETORETO FUTOFR TOFR FU FUTOREFUREFU FR
CLULA 1CLULA 2CLULA 3CLULA 4
Esta disposio de mquinas tem as seguintes vantagenspotencialmente comparandose principalmente com o arranjo fsico funcional:
- reduo do tempo de ajuste de mquina na mudana de lotesdentro da famlia, tornado-se economicamente a produo de pequenos lotes.Tenta-se usar o mesmo dispositivo para todas as peas da famlia;- eliminao do transporte e de filas ao p da mquina, reduzindo-se ento estoques de segurana e intermedirios;- maior facilidade no Planejamento e Controle da Produo, namedida em que o problema de alocao de ordens de produo das mquinas extremamente minimizado;- reduo de defeitos, na medida em que num arranjo celular umtrabalhador pode passar a pea diretamente a outro, e se houver defeito oprprio trabalhador devolver a pea ao companheiro;- reduo de espao.
A IMPLANTAO DO ARRANJO FSICO CELULAR
No mbito da fabricao, o passo inicial na implantao do arranjocelular a definio das famlias a serem consideradas com base no conceito daTecnologia de Grupo.Aps a definio das famlias, desenha-se as clulas. Pode ser queas mquinas sejam puladas em determinados roteiros de produo, ou que hajafluxo para trs em alguns pontos. Eventualmente pode ser necessrio reprojetar peas para encaix-las nas famlias.Quanto implantao propriamente dita, alguns autores opinam quetodos os componentes devem ser codificados e, atravs de processamento emcomputador, pode-se encontrar as melhores famlias de peas, sendo que aimplantao pode ser feita por etapas. Outros, consideram que como a fase decodificao cara e demorada, mais interessante a implantao de clulas-piloto, para famlias de fcil definio e de alto nvel de demanda, mesmo antesde todas as peas estarem codificadas.Deve-se ressaltar que difcil mudar qualquer sistema, emparticular um sistema inteiro de produo. Deve-se considerar neste processo umobjetivo de longo prazo. A movimentao de mquinas pode ser difcil por problemas de peso, sistemas hidrulicos, eltricos e pneumticos a elasacoplados.Por isso, alguns autores apontam como a estratgia mais adequadaa converso, em etapas, pores do sistema funcional para o arranjo em clulas,implicando na progressiva redefinio do sistema de projeto/produo. umprocesso de longo prazo.
11
3. FATORES A SEREM ESTUDADOS NA ELABORAO DOARRANJO FSICO
Ao se elaborar um arranjo fsico, os principais fatores a seremestudados so: material, mquinas, mo-de-obra, movimentao,armazenamento, edifcios, mudanas e servios auxiliares.
MATERIAL
So considerados todos os materiais que so processados emanipulados no setor : matria prima, material em processo, produto final,embalagem, etc. Estudam-se dimenses, pesos, quantidade, caractersticasfsicas, qumicas. O processo de produo deve ser detalhado : tipos, seqnciae tempos padres das operaes.Devese procurar:-que o fluxo do material seja de acordo com o processo;-diminuir o manuseio dos produtos (menos riscos de acidentes);-diminuir o percurso dos produtos e mo de obra.
MQUINAS
Levam-se em conta todos os equipamentos utilizados na produo ,na manuteno, em medidas e controle e no transporte. Listam-se informaessobre:
-
identificao do equipamento (nome, tipo, acessrios);
-
dimenses e peso;
-
reas necessrias para operao e manuteno;
-
operadores necessrios;
-
suprimento de energia eltrica, gs, gua, ar comprimido, vapor, etc.;
-
periculosidade, rudo, calor, etc.;
-
possibilidade de desmontagem das mquinas;
-
ocupao prevista para a mquina;
-
caractersticas operacionais : tipos de operao e velocidade.Devero ser estudados :
-
dimensionamento da rea necessria ( visando diminuir acidentes,facilitar operao no posto de trabalho e movimentao do operador,segurana do operador);
-
posicionamento do equipamento em funo do processo, tipo deequipamento ( rudo, periculosidade).
MO de OBRA
Inclui todo o pessoal direto e indireto da fbrica, observando-se asreas necessrias para o desenvolvimento do trabalho de cada elemento.Deve-se :
-
obter todas as informaes sobre as condies de trabalho (iluminao,barulho, vibrao, limpeza, segurana, ventilao) e do pessoalnecessrio (qualificao, quantidade e sexo).
-
dimensionar o banheiro, vesturio, servios auxiliares (restaurantese/ou refeitrio ), bebedouros em funo do nmero de pessoas;
12
-
posicionar o banheiro, vesturio, etc. em funo do fluxo das pessoas;
MOVIMENTAO
Este um dos principais fatores na elaborao do arranjo fsico.Devero ser analisados :
-
percurso seguido pelo material, mquinas e pessoal com asespecificaes das distncias;
-
tipos de transportes usados;
-
manuseio ( freqncia, razo, esforo fsico necessrio, tempoutilizado);
-
espao existente para a movimentao.-dimensionamento da largura do corredor em funo dos equipamentos,meio de transporte, etc.;-segurana dos funcionrios e visitantes;-acesso aos meios de combate de incndio, meios auxiliares, etc.
ARMAZENAMENTO
Considera-se o armazenamento de todos os materiais, inclusiveaqueles em processo (esperas intermedirias existentes antes de uma dadaoperao), nos seguintes aspectos : localizao, dimenses, mtodos dearmazenagem, tempo de espera, cuidados especiais.Devero ser estudados:-dimensionamento em funo do material (em processo e final);-dimensionamento dos corredores do depsito;-diminuio da estocagem em processo;-dimensionamento dos corredores do depsito;-distncia das prateleiras com paredes, etc.
SERVIOS AUXILIARES
Inclui os espaos destinados manuteno, controles e inspeo,escritrio (sala de espera, treinamento, conferncias), laboratrios, equipamentose linhas auxiliares (ar, vapor, gs, Tc), facilidades ( restaurantes, vestirios,lavatrios, relgio ponto, estacionamento).
MUDANAS
Inclui todas as modificaes que afetam as condies existentes(material, mquinas, homens, manuseio, estoques, servios e edifcios.)
EDIFCIO
Estudam-se : rea, compartimentos, estruturas, tetos, acessos,rampas, escadas, elevadores e outras caractersticas do edifcio.
LINHA RETA
Aplicvel quando o processo simples.Sempre que possvel,utilizar este tipo.Aplicvel quando a linha de produo maior que a permitida pela rea fsicada fbrica.Aplicvel quando se deseja que o produto final termine em localvizinho entrada.Aplicvel quando se desejaretornar um produtode origem.
ZIG-ZAG
2 3 6 71 2 3 48 7 6 52 35461
Forma de UCIRCULAR
Figura 5Os tipos de fluxo podem ser agrupados em quatro nveis :
-
a nvel geral de edifcios
-
a nvel geral de departamentos
-
a nvel de sees de trabalho
-
a nvel de estaes de trabalhoA nvel geral de edifcios onde estuda-se o fluxo geral da fbrica demaneira que seus diversos fluxos se relacionem bem entre si e com o meioexterno, obtendo-se como resposta a localizao dos edifcios.A nvel geral de departamentos, estuda-se o fluxo entre os departamentose obtm-se como resposta a localizao dos departamentos.
Com relao a nvel de sees de trabalho, estuda-se o fluxo da seotem-se como resposta a localizao das diversas estaes de trabalho.Finalmente, a nvel de estaes de trabalho, estuda-se o fluxo da estaode trabalho e tem-se como resposta a localizao dos diversos componentes daestao de trabalho.
4.2. Estudo do Fluxo a Nvel Geral de Departamentos
Deve-se procurar :- definir os setores produtivos, atravs do estudo das atividades quesero desenvolvidas na empresa;- definir os setores auxiliares;- levantar o fluxo do material atravs dos setores definidosanteriormente .A etapa seguinte, a de posicionamento dos setores produtivos eauxiliares, racionalizando o fluxo e posicionando prximos os setores quepossuem relacionamento de trabalho. o grfico das relaes de atividades dossetores.A partir do esquema das relaes de atividades, deve-se fazer oclculo das reas necessrias aos setores e ento, elaborar o grfico de relaesdas reas.
4.3. Estudo do Fluxo a Nvel de Sees de Trabalho
A anlise do fluxo de materiais consiste na determinao da melhor seqncia de movimentao dos materiais atravs das etapas exigidas peloprocesso e a determinao da intensidade desses movimentos. O fluxo devepermitir que o material se movimente progressivamente durante o processo, semretornos, desvios, cruzamentos, etc.O estudo do fluxo interno pode ser elaborado da seguinte forma :para um ou poucos produtos (ou servios) atravs da Carta deProcesso ou Grfico do Fluxo do Processo;- para vrios produtos (ou servios) atravs da carta de MltiplosProcessos ou Carta DE-PARA.
GRFICO DO FLUXO PROCESSO OU CARTA DO PROCESSO
Essa tcnica registra um processo de maneira compacta, a fim detornar possvel sua melhor compreenso e posterior melhoria. O grficorepresenta os diversos passos ou eventos que ocorrem durante a execuo deum processo ou procedimento, incluindo informaes consideradas, para fins deanlise, tais como: necessidade de tempo e distncia de percurso. Paradescrio dos eventos realizados, a tcnica utiliza os elementos de um processoe seus respectivos smbolos que foram normalizados pela ASME (AmericanSociety of Mechanical Engineers) : operao, transporte, inspeo,armazenamento e demora.
15
Operao (
m
) : qualquer ao do homem ou da mquina que produzuma modificao do material e /ou que contribui para execuo de umtrabalho. Uma operao tambm ocorre quando uma informao dadaou recebida, ou quando se verifica planejamento ou clculo.
Exemplo
:serrar uma tbua, ligar uma mquina, colocar material na mquina.
Transporte (
)
: toda movimentao de material entre postos detrabalho ou entre estes e os depsitos. No so considerados transportesos deslocamentos que fizerem parte da operao ou forem causados pelooperador, na seo, durante uma operao ou inspeo.
Exemplo
:transportar material do almoxarifado at a mquina.
Inspeo
(
o
)
:uma inspeo ocorre quando um objeto examinadopara identificao ou verificado quanto a qualidade ou quantidade dequalquer de suas caractersticas.
Exemplo
: identificar as peasrecebidas no depsito antes de armazen-las; verificar, no recebimento,se a quantidade estipulada est correta; medio do dimetro de umapea.
Espera
(
D
)
: todo o perodo de tempo em que o material no estsofrendo modificaes ou em que o homem est parado. As demorasocorrem, em geral, entre os postos de trabalho.
Exemplo
: material aolado da mquina esperando ser processado ou transportado.
Armazenamento
(
)
: um armazenamento ocorre quando um objeto mantido sob controle em determinado local e sua retirada requer autorizao.
Exemplo
: matria-prima no depsito de matria-primasendo retirado conforme pedido.
Atividade
Combinada
: quando se deseja representar vrias atividadesdesempenhadas ao mesmo tempo ou pelo mesmo operador no mesmolocal de trabalho, os smbolos para estas atividades so combinados.Exemplo :
Matria prima no Almoxarifado
at o Seo de Corte em carrinho
m
Cortar
at o Seo de Pintura em carrinho
m
Pintar
o
Verificar qualidade da Pintura
at o Seo de Montagem em carrinho
D
aguardando montagem
CARTA DE-PARA
16
Quando os produtos (ou servios) em estudo so numerosos, pode-se utilizar a Carta
DE-PARA.
Listam-se as operaes (ou atividades) ou postosde trabalho na primeira coluna e na primeira linha, obedecendo mesmaseqncia. Cada retngulo de interseo mostra o movimento de uma operaopara a outra. Exemplo
DE/PARAAlmoxarifadoCorteFuradeiraEmbalagemExpedioAlmoxarifadoXXXXX21Cort eXXXXX12Furadeira1XXXXX1EmbalagemXXXXX3ExpedioXXXXX
CARTA DE MLTIPLO PROCESSO
Esta carta junta todos os produtos (ou servios) em uma nica folhade papel. A primeira coluna esquerda reservada para as operaes (oupostos de trabalho) e cada uma das colunas reservada para um produto (ouservio).O roteiro de cada produto (ou servio) ento traado por meio dasoperaes (ou tarefas) pridentificadas. Com esse roteiros diagramados lado alado podemos fazer uma comparao dos fluxos de cada produto (ou servio).O objetivo obter um fluxo progressivo com o mnimo de retornos eaproximar ao mximo as operaes (ou tarefas) ou postos de trabalho entre asquais haja uma alta intensidade de fluxo
Exemplo:PRODUTOPOSTOPRODUTO
A
PRODUTO
B
PRODUTO
C
ALMOXARIFADOCORTEC.Q.FURADEIRAEXPEDIO
1711255342143234
torna bastante simples, pois basta o acesso do operrio do transporte. No casode empilhadeiras, carrinhos, o acesso dever existir para o meio de transporte epara o seu operador.
REA PARA MATRIAS PRIMAS NO PROCESSADAS
- quando a pea transportada em lotes, e fica ao lado da mquina espera do processamento,deve-se reservar rea para essa demora. Este dimensionamento estestritamente relacionado com a programao, e pode-se adotar, como cuidadoprincipal, o dimensionamento da rea, prevendo-se as condies maisdesfavorveis para que, se esta vier a ocorrer, no se v prejudicar ofuncionamento do centro de produo.
REA PARA PEAS PROCESSADAS
- So vlidas as consideraes apresen-tadas para as matrias primas no processadas.
REA PARA REFUGOS, CAVACOS, RESDUOS
- os processos de usinagemcom remoo de cavacos, bem como determinadas operaes industriais,produzem sobras de matrias primas que muitas vezes, so de volumesignificativo, o que conduz necessidade da previso de rea especificamentedestinada para tal fim.
REA PARA FERRAMENTAS, DISPOSITIVOS, INSTRUMENTOS
- muitas vezesa programao se encarrega do transporte do ferramental necessrio operao, que entregue no centro da produo juntamente com a matria primaa ser processada, utilizando, dessa forma, a rea j dimensionada para materiais.Em algumas indstrias, entretanto, o ferramental colocado ao lado da mquinae o operrio responsvel pela sua guarda e manuteno. Outras vezes aprogramao
libera as ferramentas das usinagens de um dia de trabalho, e area deve ser tal que, nas piores condies , possibilite a guarda do ferramental.
REA PARA SERVIOS DE FBRICA
- o centro de produo pode exigir algunsservios de fbrica : gua, iluminao, ventilao, aquecimento, ar comprimido edevem-se localizar essas reas de forma a no prejudicar o seu bomdesempenho. Convm lembrar que esses servios esto em posio fixada emrelao ao equipamento e que no podem ocupar reas vitais para oprocessamento e movimentao. Deve-se ento :- definir os servios de fbrica que so necessrios;- verificar como esses servios so conduzidos ao centro de produo;levantar as suas dimenses;- verificar o seu relacionamento com o centro de produo.
REA PARA ATENDIMENTO AOS DISPOSITIVOS LEGAIS
- a anlise dotrabalho e o dimensionamento correto de rea conduzem a um projeto que semdvida possibilita o desempenho da operao industrial com conforto esegurana. Dessa forma, como decorrncia, teremos satisfeito os textos legaiscorrelatos ou que, especificamente, determinam condies para os centros deproduo.A Consolidao das Leis do Trabalho, em seu ttulo II - das normasgerais de tutela do trabalho, cap.V - Segurana e Higiene do trabalho, sees I aXXIII, estabelecem uma srie de determinaes a serem obedecidas quando dodimensionamento.
19
Art. 188 - Em nenhum local de trabalho poder haver acumulo demquinas, materiais ou produtos acabados, de tal forma que constitua risco deacidentes para os empregados.Art. l89. Deixar-se- espao suficiente para a circulao em tornodas mquinas, a fim de permitir seu livre funcionamento, ajuste, reparo emanuseio dos materiais e produtos acabados.Pargrafo 1. Entre as mquinas de qualquer local de trabalho,instalaes ou pilhas de materiais dever haver passagem livre, de pelo menos0,80 cm que ser de 1,30, quando entre partes moveis de mquinas.Pargrafo 2. A autoridade competente em segurana do trabalhopoder determinar que essas dimenses sejam ampliadas quando assim oexigirem as caractersticas das mquinas e instalaes ou tipos de operaes.Para auxiliar o projetista no dimensionamento de reas, foram desen-volvidos alguns mtodos simplificados. Um deles o mtodo de Guerchet.MTODO DE GUERCHETEste mtodo considera que a rea total a soma de trs componentes :superfcie esttica, superfcie de utilizao ou gravitao e superfcie decirculao.Superfcie Esttica (
Se
) : a rea prpria, ou seja, aquela efetivamente ocupadapelo equipamento ou posto de trabalho.Superfcie de Gravitao (
Sg
) : a rea necessria para circulao do operador junto mquina, incluindo ainda as reas ocupadas por matria primas e peasem processamento junto ao equipamento ou posto de trabalho. Considera-se quea superfcie de gravitao a superfcie esttica multiplicada pelo nmero delados utilizados pelo equipamento
Sg
=
Se
N
Superfcie de Circulao (
Sc
) - a rea necessria para a movimentao eacesso ao centro de produo.
Sc
=
K
(
Se
+
Sg
)onde K o fator do tipo e da finalidade da instalao. Alguns valores de K foramestabelecidos para casos particulares conforme tabela abaixo.TIPO DE IND
STRIA K
20
grande indstria, mov. com ponterolantelinhas com mov. mecnicafiao tecelagem joalheria, relojoariapequena indstriaindstria mecnica em gerai0,5 0,150,10 0,250,05 0,250,50 1,000,75 1,000,50 2,002,00 3,00CORREDORESOs corredores devem ser localizados de forma a permitir acesso atodos os centros de produo. Devem ser, o mais possvel, linhas retas e emquantidades mnimas, de forma a no utilizar reas vitais a produo.No dimensionamento de corredores deve ser previsto que este irpermitir a movimentao de pessoas, materiais, equipamentos de transportes,acesso para segurana e para proteo contra incndio.So aconselhadas as seguintes larguras de corredores :OPERRIOS : - um nico sentido de movimentao : 95 cm- dois sentidos de movimentao: 150 cm- cada sentido adicional de movimentao : 55 cmMATERIAIS : considerar a largura do meio de transporte e as folgas- folga para transporte mvel e objeto parado : 15 cm- folga para transporte mvel e objeto mvel : 30 cmREMOO DE EQUIPAMENTOS PARA MANUTENO E SERVIO : ocorredor deve permitir a remoo da mquina maior.ACESSO PARA SEGURANA: devem ser considerados as dimenses para osequipamentos utilizados.
5.2 Dimensionamento de Escritrios
- rea adequada por pessoa 6 m.- Separao mnima entre pessoas : 120 cm; separao tima : 240cm.- Todas as mesas devem estar de lado para as janelas.- Os
terminais de computador devem estar situados de lado para as janelas (nuca de frente ou costas para a janela).- Os utenslios (telefone) e outros devem estar dentro da rea dealcance mximo.- Os corredores devem ter espao suficiente.
12345
c) elaborar um layout inicial baseado no diagrama de re-lacionamentos ignorando espaos e restries de construo;
12345
d) elaborar o layout final j ajustado rea e as restries.
7.4 Mtodo Dos Elos
O Mtodo dos Elos baseia-se na determinao de todas as
inter-relaes
possveis entre as vrias unidades que compem o arranjo fsico, deforma a se poder estabelecer um critrio de prioridade na localizao dessasunidades.O mtodo parte da premissa que merecem prioridade na localizao, asunidades que estaro sujeitos a um maior fluxo de transporte. definido como ELO, o percurso de movimentao que liga duasunidades. Assim, o elo AB o percurso que liga a unidade A unidade B.Procedimento:a)determinar para cada produto (ou servio) a seqncia de operao equantidade de transporte( volume de produo e capacidade doveculo), rea necessria para cada unidade de trabalho (bancada,mquina, etc;definir para cada produto a seqncia de operao;produtoroteiroQuantidade transp
P1
A-B-C-D10P2A-B-D5b) determinar o
fluxo do transporte
, sendo que o fluxo de transporte representao nmero total de transportes entre as unidades.
31
Figura 12Figura 13
Elo \ produtoP1P2TOTALAB10515BC1010CD1010BD55b)elaborar o
Quadro dos Elos
. Nesse quadro faremos constar, nainterseo de cada linha com cada coluna, o nmero de elos existentesem ambos os sentidos entre as unidades do arranjo fsico. A soma doselos que ligam cada unidade s demais nos d a maior um menor importncia de cada unidade nos ciclos de fabricao dos produtos.ABCDD51015C1020B1530A15A unidade que tiver o maior nmero de elos deve ser localizada na posiocentral, cercada pelas demais unidades. Procurar levar em considerao osfluxos dos produtos para evitar retornos.
7.5.Mtodo da Sequncia da Demanda Direcional NOY
Procedimento:a) determinar para cada produto (ou servio) a seqncia de operao equantidade de transporte( volume de produo e capacidade do veculo), reanecessria para cada unidade de trabalho (bancada, mquina, etc; a rea totaldisponvell;definir para cada produto a seqncia de operao;produtoroteiroQuantidade transpP1A-B-C-D10P2A-C-B-D20b) elaborar a tabela das sequnecias
Centro/rea
1234TotalA3030B102030C201030D3030
32
c) determinar a posio mdia dos centros de trabalhosPMA = (30 x 1) / 30 = 1PMB = ( (10 x 2) + (20 x 3) ) / 30 = 2.66d) elaborar a proposta de layout sendo que os centors de trabalhos deveroser alocados de acordo com a ordem crescente da posio mdia .
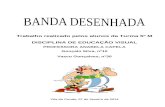
COR/USOCANALIZAESSINAIS EAVISOSRISCOS FSICOSE MQUINASEQUIPAMENTOS
VERMELHORede de guacontra incndio."SPRINKLERS".Localizao deequipamentocontraincndio.Avisos dePerigo. Sadasde emergnciaDispositivos deparada deemergncia.Extintores Hidrantes.Recipientescontendo lquidosinflamveis. Caixacontendoequipamentos deincndio. Caixas dealarme. Mangueirade acetileno (solda).AMARELOGases noliquefeitos.Precauocontra riscos eprticasinseguras(colises,quedas eacidentes).Obstrues(colunas, vigas)parte inferior dosmontantes dasescadas, bordasdas plataformasde carga edescarga; placasde advertncias. aconselhvel ouso de faixasalternadas pretas.Equipamento pesadode construo e demanuseio.Recipiente paratransporte e guardaexplosivos (deve-seutilizar a palavra"explosivos","inflamvel" emvermelho sobre oamarelo.PRPURA(Lils)LCALISRadiao(aviso esinais) reasde manuseioe dearmazenamento dessesmateriais.Recipientes paraguardar materiaisradioativos:Equipamentocontaminado. Raio-X eluzes que indicammateriais produtoresde irradiao.CREMEProdutosIntermedirios ouPesados.ALUMNIOGases Liquefeitose combustveis debaixaviscosidade. Ex.:leo Diesel,gasolina,querosene,varsol, solventes,etc...CINZACLAROVCUOCanalizaes quetenhamCINZAESCUROEletrodutosMARROMCOR VAGA*
36
COR/USOCANALIZAESSINAIS EAVISOSRISCOS FSICOSE MQUINASEQUIPAMENTOS
VERDEGUAEMBLEMAS**Quadros deInstrues desegurana ecaixas deequipamentos deprimeiros socorros;sadas que nosejam deemergncia,localizao de EPI,caixas contendoEPI.Dispositivos desegurana,mangueiras deoxignio (solda).Conexo a terrade equipamentoeltrico. Chuveiroe lava-olhos desegurana.AZULAR COMPRIMIDO.Preveno contramovimentoacidental dequalquer equipamento emmanuteno; osavisos devero ser colocados nospontos dearranques oufontes de potncia.Botes dearranque,elevadores,tanques, caldeiras,controles eltricos,andaimes, mveis,vlvulas. BRANCOE PRETOBranco - Vapor.Preto:Inflamveis eCombustveis dealta viscosidade.Ex: leocombustvel, leolubrificantealcatro, asfalto,piche etc...Informativos:baseado emprocedimentos enormasestabelecidas, usa-se preto e branco.Ex.: elevador somente paracarga. Direcionais:indicao desadas, escadas eoutras reasimportantes.Ordem e LimpezaTrnsito.Os seguintes locaissero pintados debranco parasegurana dosoperrios:demarcao decorredores, limitesde escada, zonasde segurana.Localizao derecipientes delixo. Localizaode bebedouros.Recipientes delixo.LARANJACIDOSPartes perigosasde mquinas,guardas demquinas. Interior de caixas eltricas.Botes de arranquede segurana.Bordas expostas depolias,engrenagens, decorte, bordas deserra, prensas, etc.Partes mveis eperigosas deequipamentos.
37
necessrio que haja uma uniformidade na aplicao das cores, de modo que seusignificado seja sempre o mesmo e que permite uma identificao imediata.
a) Sinalizao Geral
Esto includos aqui os sinais informativos, direcionais e de identificao. Asinalizao informativa se destina a transmitir uma mensagem genrica. Nestetipo de sinalizao importante observar os melhores contrastes de cores quanto distncia e visibilidade (ver tabela abaixo)
OrdemCor do fundoDestaque
1o2o3o4o5o6o7o8o9o10oAmareloLaranjaAzulmarinhoBrancoBrancoBrancoBrancoAzul-marinhoPretoPretoPretoPretoAmarelolaranjaVerde-garrafaVermelho VivoPretoAzul-marinhoBrancoAmarelo-laranjaBranco
A sinalizao direcional serve para indicar escadas, sadas e outrasdependncias. Uma seta pintada em cor que contraste com o fundo, contendo aindicao do local para o qual est apontada, a maneira mais comum de seexecutar uma sinalizao direcional (ver figura abaixo).
entrada
A sinalizao de identificao se destina, principalmente, a evitar confuses e orientar certos usos. Neste tipo de sinalizao esto includas asfaixas pintadas no piso para
identificar e delimitar reas. Faixas brancas sousadas para separar diferentes zonas de armazenamento e corredores detrnsito (ver figura abaixo).
39
Figura 14
A cor tambm empregada para identificao de instrumentos decomando e de controle de mquinas. As cores indicadas so :-
verde
para botes de partida;-
vermelho
para botes de parada.Quando a mquina possui boto de parada de emergncia e deparada normal, a cor vermelha deve sempre indicar o boto de parada deemergncia e o preto, o de parada normal.Nos instrumentos de controle, a cor fornece uma indicao sobredeterminada situao ou evento. A cor em mostradores est associada s vriascondies de operao. O seu significado o seguinte :-
vermelho
: perigo-
amarelo
: cuidado-
verde ou azul
- normal ou desejvel.Os mostradores de temperatura nos fornecem um bom exemplo deuso da cor como indicador. Nesse caso as cores tem os seguintes significados :
amarelo
: frio-
verde
: normal-
vermelho
: quente
b) Sinalizao de Segurana
A cor utilizada deve provocar no observador uma reao instintiva eimediata ante o perigo, sem a necessidade de raciocnio sobre o seu significado.Para que a sinalizao de segurana seja eficaz, deve ser assimilada por todos,sendo necessrio que apresente a mxima visibilidade e fcil compreenso. Por esta razo, o emprego das cores deve obedecer a certo padres indicados pelasNormas Tcnicas.A norma que fixa as cores que devem ser usadas nos locais detrabalho para preveno de acidentes, identificando os equipamentos desegurana, delimitando reas e advertindo contra perigos, a
NB-76 da ABNT
.Ela prescreve os seguintes usos para as cores.
40
Figura 15
SINAIS DE PERIGO - Tero um fundo branco, sobre o qual aparecer um oval decor vermelha dentro de um retngulo preto. Uma linha branca dever separar opermetro exterior o oval vermelho, do retngulo preto. A palavra "perigo" serbranca dentro do oval vermelho. O conjunto assim descrito dever ficar na partesuperior da rea total do sinal. O tamanho oval e da palavra PERIGO variar deacordo com a dimenso total do sinal. As mensagens que sero includas naparte superior devem ser breves, porm completas.SINAIS DE PRECAUO - Compem-se de um retngulo preto sobre um fundoamarelo. A palavra "precauo" em cor amarela, dever ficar centrada noretngulo preto, o qual ficar na parte superior da rea total do sinal.SINAIS DE INSTRUO DE SEGURANA : Constituem-se de um retnguloverde sobre fundo branco, localizado na parte superior da rea total do aviso. Asletras sero em branco sobre o retngulo verde. Qualquer mensagem dever ir na parte inferior em letras pretas sobre o fundo branco.O tamanho dos sinais ser em funo do lugar no qual vai ser colocado,do carter de risco envolvido, da distncia visual e da quantidade de letras quese utilizar. Ao escolhermos o tamanho dever ser levada em conta a dimensoque permita economia e uso de materiais existentes no mercado.Os sinais
devero ser inspecionados periodicamente e mantidos em boascondies. Devero estar sempre limpos, bem iluminados e legveis. Os avisosdanificados ou ilegveis devero ser reparados ou retirados imediatamente. OBSERVAES IMPORTANTES :
- O uso das cores deve ser mais reduzido possvel. Quandoutilizadas em excesso, ocasionam distrao, confuso e fadiga ao trabalhador,principalmente se este estiver constantemente no campo visual.- A indstria para efeito de identificao mais detalhada( concentraes, temperaturas, presses, grau de pureza, etc.) adotar faixascuja cor ficar a seu critrio.- Obrigatoriamente a canalizao de gua potvel dever ser diferenciada de forma inconfundvel das demais.- Para fins de segurana, os depsitos ou tanques fixos quearmazenam fluidos devero ser identificados pelo mesmo sistema de cores queas canalizaes por eles abastecidos.- O sentido de transporte do fluido deve ser indicado.
8.3 A Cor nos Ambientes de Trabalho
Antes de abordar a colorao de uma sala, precisa-se definir afuno desta sala e analisar cuidadosamente seu ocupante. Aps isso, possveladaptar a configurao das cores da sala segundo as catactersticas fisiolgicase psicolgicas.Deve ser considerado se o trabalho a ser feito e montono ou setem grandes exigncias concentrao. Em trabalhos montonos, o uso dealguns elementos coloridos estimulantes recomendado. Mas isto no significagrandes superfcies (paredes, teto e outros) com uma cor estimulante, mas salguns elementos da sala (uma coluna, uma porta, uma superfcie de separaoentre dois ambientes).Se a sala de trabalho muito grande, pode ser dividida atravs deelementos de cores especiais e com isso evita-se o anonimato das salas defbricas.Caso a atividade da sala exige uma grande concentrao, a colorao dasala deve ser o mais discreto possvel, para evitar distraes e coresintranqilizantes. As paredes, teto e outros elementos da construo devem ser pintados de cores claras, em tons pouco definidos.Paredes e teto amarelos, vermelhos ou azuis tm o efeito inicialmuito estimulante; mas com o tempo tornam-se uma sobrecarga desnecessriapara os olhos. Por isso, muitas vezes estas salas enjoam as pessoas. Estascores intensas podem ser usadas sem desvantagens em salas que so usadaspor pouco tempo, como por exemplo, entradas corredores, banheiros oudepsitos.
8.4 A Cor na Sinalizao
Alm de ser um elemento imprescindvel na composio de umambiente, a cor tambm um auxiliar valioso para obteno de uma boasinalizao. Seja delimitando reas, fornecendo indicaes ou advertindocondies inseguras, a sinalizao cromtica encontra largo emprego nos locaisde trabalho.O uso da cor na sinalizao permite uma reao automtica doobservador, evitando que a pessoa tenha que se deter diante do sinal, ler,analisar, e s ento atuar de acordo com sua finalidade. Para isso, torna-se
38
necessrio que haja uma uniformidade na aplicao das cores, de modo que seusignificado seja sempre o mesmo e que permite uma identificao imediata.
a) Sinalizao Geral
Esto includos aqui os sinais informativos, direcionais e de identificao. Asinalizao informativa se destina a transmitir uma mensagem genrica. Nestetipo de sinalizao importante observar os melhores contrastes de cores quanto distncia e visibilidade (ver tabela abaixo) a) Sinalizao Geral
Esto includos aqui os sinais informativos, direcionais e de identificao. Asinalizao informativa se destina a transmitir uma mensagem genrica. Nestetipo de sinalizao importante observar os melhores contrastes de cores quanto distncia e visibilidade (ver tabela abaixo)
OrdemCor do fundoDestaque
1o2o3o4o5o6o7o8o9o10oAmareloLaranjaAzulmarinhoBrancoBrancoBrancoBrancoAzul-marinhoPretoPretoPretoPretoAmarelolaranjaVerde-garrafaVermelho VivoPretoAzul-marinhoBrancoAmarelo-laranjaBranco
A sinalizao direcional serve para indicar escadas, sadas e outrasdependncias. Uma seta pintada em cor que contraste com o fundo, contendo aindicao do local para o qual est apontada, a maneira mais comum de seexecutar uma sinalizao direcional (ver figura abaixo).
entrada
A sinalizao de identificao se destina, principalmente, a evitar confuses e orientar certos usos. Neste tipo de sinalizao esto includas asfaixas pintadas no piso para identificar e delimitar reas. Faixas brancas sousadas para separar diferentes zonas de armazenamento e corredores detrnsito (ver figura abaixo).
A cor tambm empregada para identificao de instrumentos decomando e de controle de mquinas. As cores indicadas so :-
verde
para botes de partida;-
vermelho
para botes de parada.Quando a mquina possui boto de parada de emergncia e deparada normal, a cor vermelha deve sempre indicar o boto de parada deemergncia e o preto, o de parada normal.Nos instrumentos de controle, a cor fornece uma indicao sobredeterminada situao ou evento. A cor em mostradores est associada s vriascondies de operao. O seu significado o seguinte :-
vermelho
: perigo-
amarelo
: cuidado-
verde ou azul
- normal ou desejvel.Os mostradores de temperatura nos fornecem um bom exemplo deuso da cor como indicador. Nesse caso as cores tem os seguintes significados :
amarelo
: frio-
verde
: normal-
vermelho
: quente
b) Sinalizao de Segurana
A cor utilizada deve provocar no observador uma reao instintiva eimediata ante o perigo, sem a necessidade de raciocnio sobre o seu significado.Para que a sinalizao de segurana seja eficaz, deve ser assimilada por todos,sendo necessrio que apresente a mxima visibilidade e fcil compreenso. Por esta razo, o emprego das cores deve obedecer a certo padres indicados pelasNormas Tcnicas.A norma que fixa as cores que devem ser usadas nos locais detrabalho para preveno de acidentes, identificando os equipamentos desegurana, delimitando reas e advertindo contra perigos, a
NB-76 da ABNT
.Ela prescreve os seguintes usos para as cores.
40
Figura 15
SINAIS DE PERIGO - Tero um fundo branco, sobre o qual aparecer um oval decor vermelha dentro de um retngulo preto. Uma linha branca dever separar opermetro exterior o oval vermelho, do retngulo preto. A palavra "perigo" serbranca dentro do oval vermelho. O conjunto assim descrito dever ficar na partesuperior da rea total do sinal. O tamanho oval e da palavra PERIGO variar deacordo com a dimenso total do sinal. As mensagens que sero includas naparte superior devem ser breves, porm completas.SINAIS DE PRECAUO - Compem-se de um retngulo preto sobre um fundoamarelo. A palavra "precauo" em cor amarela, dever ficar centrada noretngulo preto, o qual ficar na parte superior da rea total do sinal.SINAIS DE INSTRUO DE SEGURANA : Constituem-se de um retnguloverde sobre fundo branco, localizado na parte superior da rea total do aviso. Asletras sero em branco
sobre o retngulo verde. Qualquer mensagem dever ir na parte inferior em letras pretas sobre o fundo branco.O tamanho dos sinais ser em funo do lugar no qual vai ser colocado,do carter de risco envolvido, da distncia visual e da quantidade de letras quese utilizar. Ao escolhermos o tamanho dever ser levada em conta a dimensoque permita economia e uso de materiais existentes no mercado.Os sinais devero ser inspecionados periodicamente e mantidos em boascondies. Devero estar sempre limpos, bem iluminados e legveis. Os avisosdanificados ou ilegveis devero ser reparados ou retirados imediatamente.
9 REFERNCIAS BIBLIOGRFICAS
1. Ministrio do Trabalho, Fundacentro. Curso de Engenharia do Trabalho. Vol.1., So Paulo, 1981.2. Ministrio do Trabalho/Fundacentro - Introduo Engenharia de Seguranado Trabalho. So Paulo. 1981.3. HUTHER, Richard. Planejamento de Lay Out : Sistema SLP. Editora EdgardBlucher Ltda. So Paulo, 1970.4. HEUFERT, Ernest. A arte de projetar em arquitetura.5. NETO. E.P. Cor e Iluminao nos Ambientes de Trabalho. Livraria Cincia eTecnologia.6. VALLE. C. E. Implantao de Indstrias. Livros Tcnicos e Cientficos Editora.Rio de Janeiro.7. COUTO, Hudson de Arajo. Ergonomia Aplicada ao Trabalho. Vol II. ErgoEditora Ltda : Belo Horizonte ,1996.8. BLACK, J.T. O projeto da Fbrica com Futuro. Bookmann. Porto Alegre, 1998 41