Norma Técnica SABESP NTS 190 · A execução da rede de distribuição, adutora e linhas de...
24
Norma Técnica SABESP NTS 190 Instalação de redes de distribuição, adutoras e li- nhas de esgoto em polietileno PE 80 ou PE 100 Procedimento São Paulo Dezembro - 2004
Transcript of Norma Técnica SABESP NTS 190 · A execução da rede de distribuição, adutora e linhas de...
Norma Técnica SABESP NTS 190
Instalação de redes de distribuição, adutoras e li-nhas de esgoto em polietileno PE 80 ou PE 100 Procedimento
São Paulo Dezembro - 2004
NTS 190 : 2004 Norma Técnica SABESP
10/12/2004
S U M Á R I O 1 OBJETIVO .......................................................................................................................1 2 REFERÊNCIAS NORMATIVAS.......................................................................................1 3 DEFINIÇÕES....................................................................................................................1 4 CONDIÇÕES GERAIS .....................................................................................................1 4.1. Projeto .........................................................................................................................1 4.2. Materiais ......................................................................................................................2 4.3. Mão de obra de soldagem .........................................................................................2 4.4. Ferramentas e equipamentos de soldagem.............................................................2 4.5. Estocagem, transporte, manuseio e recebimento de tubos e conexões..............2 4.6. Execução.....................................................................................................................2 4.7. Ensaio de estanqueidade ..........................................................................................5 4.8. Interligação, lavagem e desinfecção da linha..........................................................5 5 INSPEÇÃO E DOCUMENTAÇÃO ...................................................................................5 ANEXO A ............................................................................................................................6 ANEXO B ..........................................................................................................................10 ANEXO C ..........................................................................................................................11 ANEXO D ..........................................................................................................................12 ANEXO E ..........................................................................................................................13 ANEXO F...........................................................................................................................17
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 1
Instalação de redes de distribuição, adutoras e linhas de esgoto em polietileno PE 80 ou PE 100
1 OBJETIVO Estabelecer os critérios de instalação para tubulações em polietileno PE 80 ou PE 100 de redes de distribuição, adutoras e linhas de esgoto.
2 REFERÊNCIAS NORMATIVAS As normas citadas constituem prescrições para este texto. NTS 059:2004 Requisitos para soldadores, instaladores e fiscais de obras execu-
tadas com tubos de polietileno e conexões de polietileno ou poli-propileno.
NTS 060:2004 Execução de solda em tubos e conexões de polieteileno por termo-fusão (solda de topo).
NTS 189:2004 Projeto de redes de distribuição, adutoras e linhas de esgoto em polietileno PE 80 ou PE 100.
NTS 191:2004 Reparo de redes de distribuição, adutoras de água e linhas de es-goto em polietileno PE 80 ou PE 100.
NTS 192:2004 Conexões de compressão para junta mecânica para tubos de polie-tileno PE ou PVC, para redes de distribuição água, adutoras ou li-nhas de esgoto pressurizadas.
NTS 193:2004 Conexões soldáveis de polietileno PE 80 e PE 100. NTS 194:2004 Tubos de polietileno para redes de distribuição, adutoras ou linhas
de esgoto pressurizadas. NBR 14465:2000 Sistemas para distribuição de gás combustível para redes enter-
radas - Tubos e conexões de polietileno PE 80 e PE 100 - Execu-ção de solda por eletrofusão.
Cadernos Sabesp de especificações, regulamentações de preços e critérios de medição – Vol. 1 e Vol. 2.
3 DEFINIÇÕES Para os efeitos desta norma, aplicam-se as seguintes definições: EMPRESA CONSTRUTORA: Constitui o conjunto de pessoas físicas ou jurídicas habili-tadas e contratadas pela Sabesp, para execução da obra, conforme projeto executivo. EMPRESA INSPETORA: Também chamada de fiscalizadora, constitui o conjunto de pessoas físicas ou jurídicas, composto por elementos técnicos habilitados, designados ou reconhecidos pela Sabesp para exercer as atividades de inspeção e acompanhamento das obras. PROJETO: Conjunto de desenhos e memoriais descritivos, aprovados pela Sabesp con-tendo especificações dos trabalhos de execução da tubulação que devem ser seguidos pelo contratado.
4 CONDIÇÕES GERAIS
4.1. Projeto A execução da rede de distribuição, adutora e linhas de esgoto, com tubos de PE 80 ou PE 100 e conexões, deve obedecer integralmente a NTS 189.
NTS 190 : 2004 Norma Técnica SABESP
2 10/12/2004
4.2. Materiais Na execução das instalações das tubulações previstas nesta NTS, devem ser utilizados somente materiais produzidos e inspecionados conforme normalização técnica da Sa-besp.
4.3. Mão de obra de soldagem Os serviços de solda somente devem ser executados com pessoal qualificado, conforme NTS 059, e de acordo com NTS 060 e NBR 14465.
4.4. Ferramentas e equipamentos de soldagem A empresa instaladora deve possuir equipamentos e ferramentas de instalação adequa-dos à obra, de acordo com o Anexo F desta Norma.
4.5. Estocagem, transporte, manuseio e recebimento de tubos e conexões Os materiais recebidos nas obras devem ser transportados, estocados, manuseados e submetidos ao controle de recebimento conforme o Anexo A.
4.6. Execução 4.6.1. Condições gerais A execução da obra deve atender ao projeto, os cadernos Sabesp de especificações, regulamentação de preços e critérios de medição, Vol. 1 e Vol. 2, normas da ABNT, Sa-besp, Normas regulamentadoras do Ministério do Trabalho, procedimento Sabesp 050. 4.6.2. Condições específicas - Escavação, assentamento e reaterro As profundidades das valas devem estar conforme projeto e a altura de aterro conforme a NTS 189, sendo que o fundo da vala deve ser uniforme, devendo-se evitar os calos e ressaltos. Para tanto, se necessário, deve ser regularizado utilizando-se areia ou material equivalente. Caso não seja possível obedecer às alturas de aterro mínimas admitidas conforme NTS 189, a tubulação deve ser protegida com uma estrutura de concreto, cujo dimensionamento deve constar do projeto, para se evitar a transmissão dos esforços. A tubulação deve ser instalada a uma distância segura de redes elétricas ou outra fonte de calor, de forma que não haja temperaturas circundantes que excedam 50°C. Quando a temperatura ambiente no momento da instalação estiver elevada, sempre que possível, deve-se assentar a tubulação de forma sinuosa para compensar a retração que ocorrerá quando da execução do aterro, devido à diminuição da temperatura. A tubulação de polietileno PE deve estar a uma distância mínima de 30 cm de redes de água, esgoto, linhas telefônicas e elétricas (até a tensão de 1 kV) ou outros obstáculos. Em relação às linhas elétricas com tensão superior a 1 kV, a rede de polietileno PE deve estar a uma distância mínima de 50 cm. Em cruzamentos onde for difícil manter a distân-cia de 30 cm, admite-se uma separação de até 7,5 cm desde que seja providenciada a inserção de uma folha de borracha (neoprene ou equivalente), com no mínimo 6 mm de espessura, entre o tubo de água e a interferência encontrada. - De soldagem Quando, por motivo justificado, a solda deva ser feita dentro da vala, no local deve ser feita escavação adicional tanto na lateral como na profundidade (cachimbo) de tal forma que permita o manuseio do equipamento bem como da tubulação. - De caminhamento da tubulação No caso de curvas ou mudanças de direção, efetuar conforme descrito na NTS 189. Caso haja necessidade e mediante autorização prévia da fiscalização, o tubo poderá ser movimentado ao longo do eixo longitudinal da vala, desde que seja garantido que o fundo

Norma Técnica SABESP NTS 190 : 2004
10/12/2004 3
da vala esteja previamente regularizado e isento de pedras e objetos pontiagudos que possam danificar os tubos. A força de puxamento aplicada à tubulação deve ser no má-ximo igual à especificada na Tabela do Anexo D. Sempre que houver interrupção do assentamento, as extremidades dos tubos devem ser adequadamente tamponadas, de forma a evitar entrada de animais ou sujeira. A tubulação de polietileno deve ser soldada fora da vala antes de seu assentamento. Em casos excepcionais, e mediante a autorização prévia da fiscalização, poderá ser soldada no interior da vala. Toda água existente na vala deve ser removida antes do assentamento da tubulação. No caso de assentamento sob lençol freático, devem ser obedecidas as definições do proje-tista para se evitar pressões de colapso na tubulação, em especial nos tubos de SDR ≥ 21. Para tubos de SDR ≥ 21 a base, envoltória e recobrimento da tubulação deve ser feito com areia grossa lavada e isenta de corpos estranhos até 20 cm acima da geratriz supe-rior do tubo. O restante do recobrimento pode ser feito com material oriundo da própria escavação, compactado em camadas de espessuras não superiores a 20 cm. Caso este material não atinja o grau de compactação necessário, o aterro pode ser efetuado com outro material de boa qualidade. Para tubos de SDR < 21 o reaterro deve ser feito com areia ou material de boa qualidade isento de pedras, materiais pontiagudos e cortantes e compactado em camadas confor-me a Figura 4. A compactação do aterro deve obedecer a seguinte seqüência: a) aterro até a geratriz superior do tubo, seguido de compactação vigorosa por meios mecânicos ou manuais; b) aterro de 20 cm acima da geratriz superior do tubo, sem compactação, apenas com leve adensamento hidráulico ou soquetes mecânicos;
Figura 4 - Envolvimento da tubulação de polietileno PE
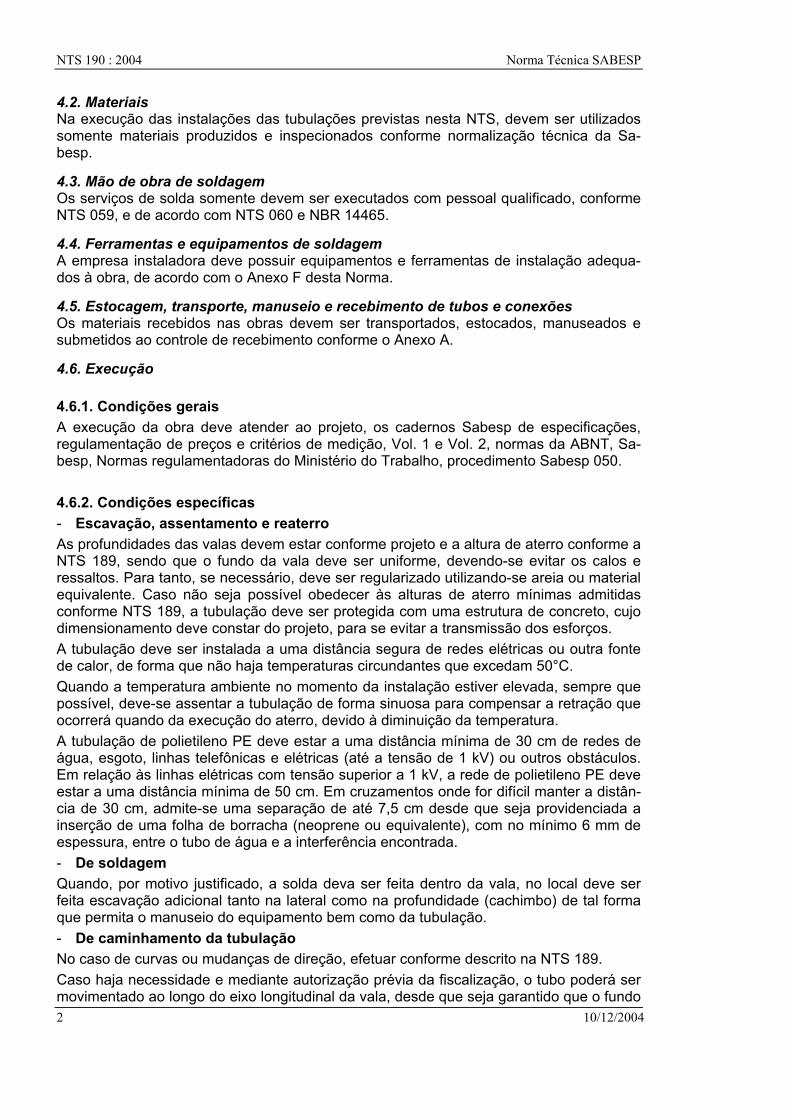
c) especialmente em tubos de pequena espessura (SDR ≥ 21), é recomendado executar-se uma zona de suporte lateral, adequadamente compactada em toda extensão do tubo, de tal forma a envolver de 120° a 180° da superfície inferior do tubo, como mostrado na Figura 5.
NTS 190 : 2004 Norma Técnica SABESP
4 10/12/2004
Figura 5 - Envolvimento da tubulação de polietileno PE de SDR ≥ 21
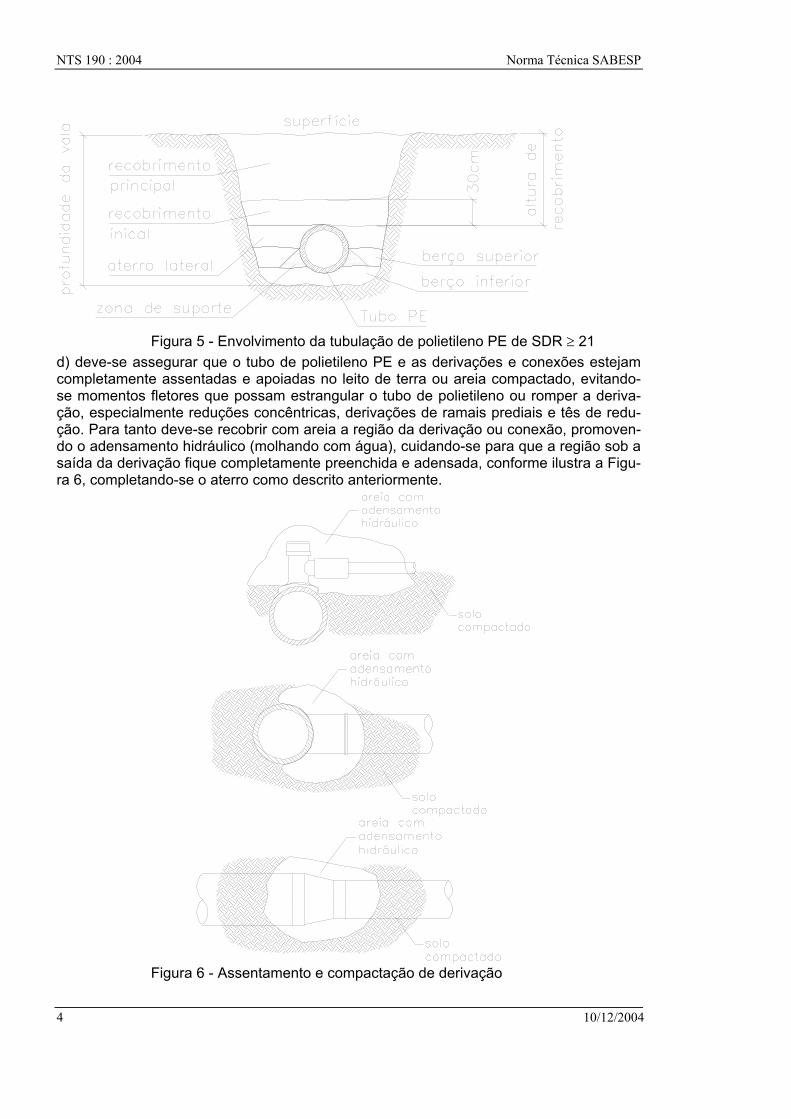
d) deve-se assegurar que o tubo de polietileno PE e as derivações e conexões estejam completamente assentadas e apoiadas no leito de terra ou areia compactado, evitando-se momentos fletores que possam estrangular o tubo de polietileno ou romper a deriva-ção, especialmente reduções concêntricas, derivações de ramais prediais e tês de redu-ção. Para tanto deve-se recobrir com areia a região da derivação ou conexão, promoven-do o adensamento hidráulico (molhando com água), cuidando-se para que a região sob a saída da derivação fique completamente preenchida e adensada, conforme ilustra a Figu-ra 6, completando-se o aterro como descrito anteriormente.
Figura 6 - Assentamento e compactação de derivação
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 5
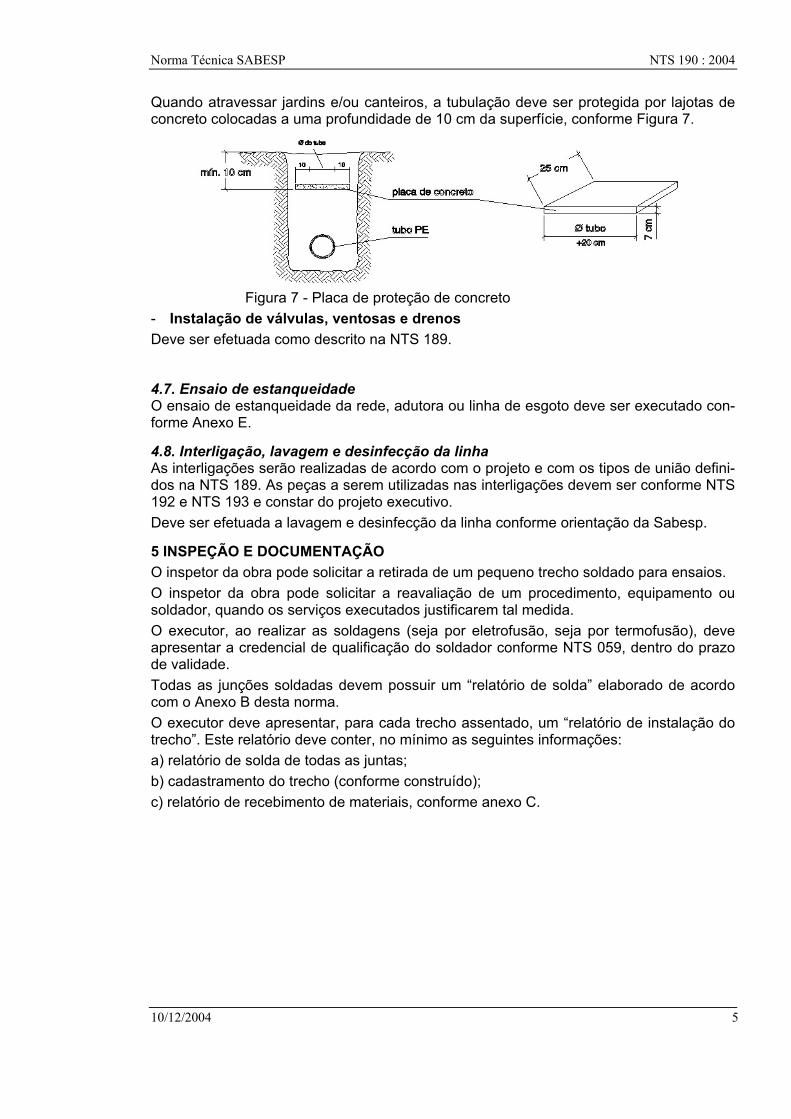
Quando atravessar jardins e/ou canteiros, a tubulação deve ser protegida por lajotas de concreto colocadas a uma profundidade de 10 cm da superfície, conforme Figura 7.
Figura 7 - Placa de proteção de concreto
- Instalação de válvulas, ventosas e drenos Deve ser efetuada como descrito na NTS 189.
4.7. Ensaio de estanqueidade O ensaio de estanqueidade da rede, adutora ou linha de esgoto deve ser executado con-forme Anexo E.
4.8. Interligação, lavagem e desinfecção da linha As interligações serão realizadas de acordo com o projeto e com os tipos de união defini-dos na NTS 189. As peças a serem utilizadas nas interligações devem ser conforme NTS 192 e NTS 193 e constar do projeto executivo. Deve ser efetuada a lavagem e desinfecção da linha conforme orientação da Sabesp.
5 INSPEÇÃO E DOCUMENTAÇÃO O inspetor da obra pode solicitar a retirada de um pequeno trecho soldado para ensaios. O inspetor da obra pode solicitar a reavaliação de um procedimento, equipamento ou soldador, quando os serviços executados justificarem tal medida. O executor, ao realizar as soldagens (seja por eletrofusão, seja por termofusão), deve apresentar a credencial de qualificação do soldador conforme NTS 059, dentro do prazo de validade. Todas as junções soldadas devem possuir um “relatório de solda” elaborado de acordo com o Anexo B desta norma. O executor deve apresentar, para cada trecho assentado, um “relatório de instalação do trecho”. Este relatório deve conter, no mínimo as seguintes informações: a) relatório de solda de todas as juntas; b) cadastramento do trecho (conforme construído); c) relatório de recebimento de materiais, conforme anexo C.
NTS 190 : 2004 Norma Técnica SABESP
6 10/12/2004
ANEXO A ESTOCAGEM, MANUSEIO, TRANSPORTE E RECEBIMENTO
Estoque de tubos na fábrica ou obra O estoque de bobinas ou barras de tubos deve ser feito em locais abrigados contra in-tempéries, de chão firme e plano, com mínima declividade, de forma a evitar deformação dos tubos. Deve-se evitar estocar os tubos diretamente sobre o solo. As bobinas ou barras de tubos devem ser estocadas na posição horizontal. Recomenda-se usar, sob a pilha de bobinas, paletes ou tablados de madeira ou outro material que não danifique os tubos. Ao empilhar bobinas, a altura máxima de estocagem não deve ser superior a 2 m. Não armazenar tubos próximos de fontes de calor e evitar contato com agentes químicos agressivos, como combustíveis e solvente. Os tubos devem permanecer tamponados. Os tampões só devem ser retirados quando da instalação da tubulação. Estoque de conexões na fábrica ou obra A embalagem plástica individual das conexões somente deve ser aberta quando de sua utilização. As conexões devem ser estocadas em caixa que assegure sua proteção. O estoque das caixas deve ser feito em local de chão firme e plano, com mínima declivi-dade, de forma a evitar-se deformação e danos às caixas. Deve-se evitar estocar caixas diretamente sobre o solo. Não armazenar conexões próximas de fontes de calor e evitar contato com agentes quí-micos agressivos, como combustíveis e solvente. Respeitar as alturas máximas de estocagem das caixas de embalagem, definidas pelo fabricante das embalagens. Não colocar outros materiais sobre as pilhas de caixas de embalagem. Tempo máximo de estocagem Nenhum tubo ou conexão, quando exposto ao tempo, poderá ficar estocado por período superior a 6 (seis) meses. Prevenção contra incêndio e combate ao fogo na área de estocagem Estocar as pilhas de bobinas ou barras de tubos de tal forma que fiquem separadas e que seja permitido o acesso entre elas para combater o incêndio e disseminação do fogo. Manter os locais de estocagem livres de lixo, mato seco e outros materiais que podem agir como focos de incêndio, em especial no verão. Deve-se dispor de suprimento de água adequado para o combate a incêndio, bem como máscaras contra a fumaça tóxica para as pessoas que combaterão o incêndio. Os extintores de pó seco são mais adequados para combater o fogo de materiais em polietileno, no entanto outros tipos podem ser utilizados. Carga, descarga e transporte de tubos e conexões Deve-se ter disponível cintas, paletes, madeira e outros materiais para segurança da car-ga. Os veículos devem ter um berço plano e isento de pregos e materiais pontiagudos.
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 7
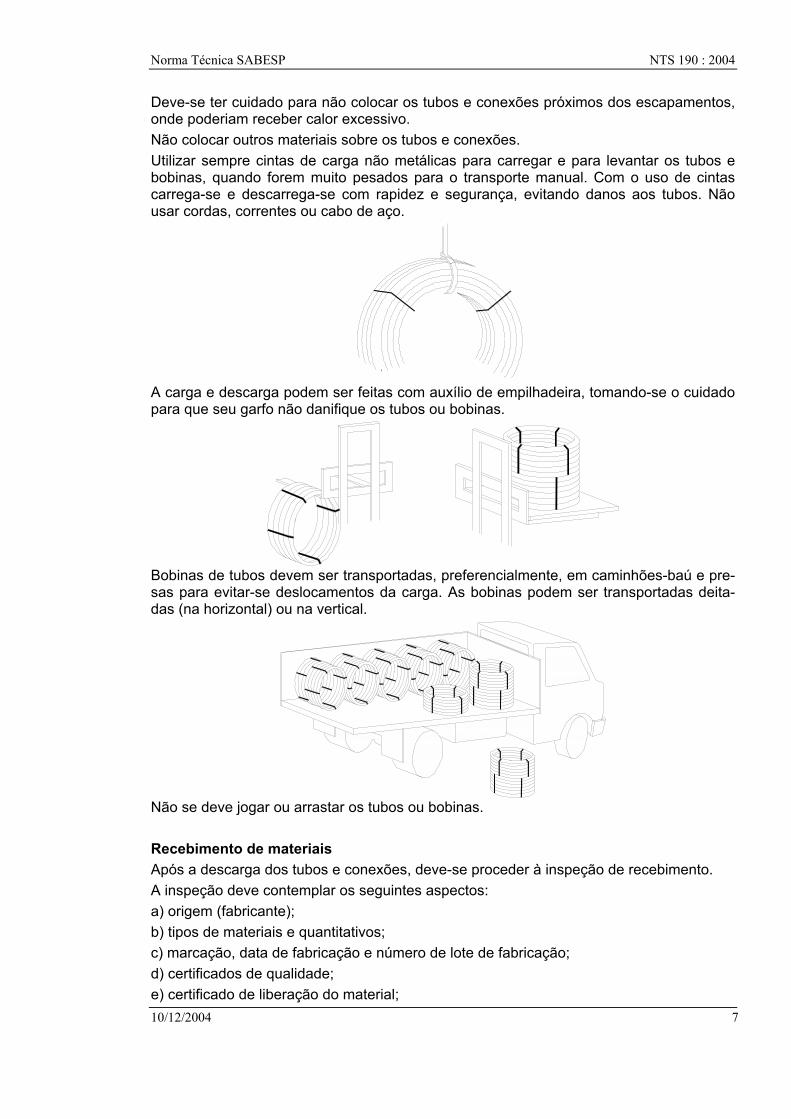
Deve-se ter cuidado para não colocar os tubos e conexões próximos dos escapamentos, onde poderiam receber calor excessivo. Não colocar outros materiais sobre os tubos e conexões. Utilizar sempre cintas de carga não metálicas para carregar e para levantar os tubos e bobinas, quando forem muito pesados para o transporte manual. Com o uso de cintas carrega-se e descarrega-se com rapidez e segurança, evitando danos aos tubos. Não usar cordas, correntes ou cabo de aço.
A carga e descarga podem ser feitas com auxílio de empilhadeira, tomando-se o cuidado para que seu garfo não danifique os tubos ou bobinas.
Bobinas de tubos devem ser transportadas, preferencialmente, em caminhões-baú e pre-sas para evitar-se deslocamentos da carga. As bobinas podem ser transportadas deita-das (na horizontal) ou na vertical.
Não se deve jogar ou arrastar os tubos ou bobinas. Recebimento de materiais Após a descarga dos tubos e conexões, deve-se proceder à inspeção de recebimento. A inspeção deve contemplar os seguintes aspectos: a) origem (fabricante); b) tipos de materiais e quantitativos; c) marcação, data de fabricação e número de lote de fabricação; d) certificados de qualidade; e) certificado de liberação do material;
NTS 190 : 2004 Norma Técnica SABESP
8 10/12/2004
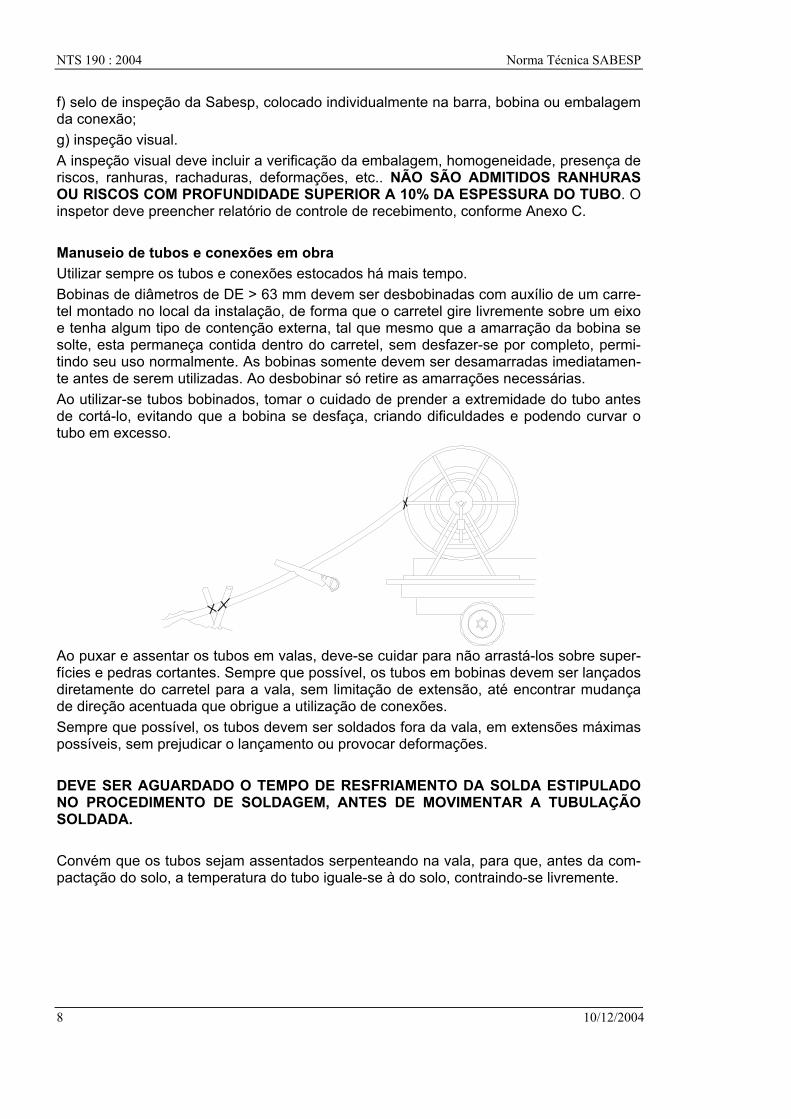
f) selo de inspeção da Sabesp, colocado individualmente na barra, bobina ou embalagem da conexão; g) inspeção visual. A inspeção visual deve incluir a verificação da embalagem, homogeneidade, presença de riscos, ranhuras, rachaduras, deformações, etc.. NÃO SÃO ADMITIDOS RANHURAS OU RISCOS COM PROFUNDIDADE SUPERIOR A 10% DA ESPESSURA DO TUBO. O inspetor deve preencher relatório de controle de recebimento, conforme Anexo C. Manuseio de tubos e conexões em obra Utilizar sempre os tubos e conexões estocados há mais tempo. Bobinas de diâmetros de DE > 63 mm devem ser desbobinadas com auxílio de um carre-tel montado no local da instalação, de forma que o carretel gire livremente sobre um eixo e tenha algum tipo de contenção externa, tal que mesmo que a amarração da bobina se solte, esta permaneça contida dentro do carretel, sem desfazer-se por completo, permi-tindo seu uso normalmente. As bobinas somente devem ser desamarradas imediatamen-te antes de serem utilizadas. Ao desbobinar só retire as amarrações necessárias. Ao utilizar-se tubos bobinados, tomar o cuidado de prender a extremidade do tubo antes de cortá-lo, evitando que a bobina se desfaça, criando dificuldades e podendo curvar o tubo em excesso.
Ao puxar e assentar os tubos em valas, deve-se cuidar para não arrastá-los sobre super-fícies e pedras cortantes. Sempre que possível, os tubos em bobinas devem ser lançados diretamente do carretel para a vala, sem limitação de extensão, até encontrar mudança de direção acentuada que obrigue a utilização de conexões. Sempre que possível, os tubos devem ser soldados fora da vala, em extensões máximas possíveis, sem prejudicar o lançamento ou provocar deformações. DEVE SER AGUARDADO O TEMPO DE RESFRIAMENTO DA SOLDA ESTIPULADO NO PROCEDIMENTO DE SOLDAGEM, ANTES DE MOVIMENTAR A TUBULAÇÃO SOLDADA. Convém que os tubos sejam assentados serpenteando na vala, para que, antes da com-pactação do solo, a temperatura do tubo iguale-se à do solo, contraindo-se livremente.

Norma Técnica SABESP NTS 190 : 2004
10/12/2004 9
SE A INSTALAÇÃO FOR INTERROMPIDA, O TUBO DEVE SER TAMPONADO PARA EVITAR ENTRADA DE OBJETOS ESTRANHOS, SUJEIRA E ANIMAIS. SE FOREM UTILIZADOS DISPOSITIVOS MECÂNICOS OU HIDRÁULICOS PARA PU-XAR OS TUBOS, como no caso de instalação por INSERÇÃO OU FURO DIRIGIDO, os mesmos devem ser providos de ELEMENTOS FUSÍVEIS, dispositivo que se interrompe a aplicação da carga quando esta atingi o limite da carga especificada, ou de instrumentos (manômetros, dinamômetros, etc.) que possibilitem monitorar a força de puxamento. A força de puxamento não deve ultrapassar a máxima admitida no Anexo D.
Para temperaturas maiores que 25°C, multiplicar a força de puxamento pelo fator de re-dução apresentado na tabela abaixo.
Fator de redução da força de puxamento temp. °C 25 27,5 30 35 40
fator 1,00 0,86 0,81 0,72 0,62 Quando utilizar equipamento para furo dirigido, assegurar que o mesmo esteja adequa-damente aterrado eletricamente para evitar acidentes aos operadores, que podem ser fatais, na eventualidade do dispositivo de perfuração encontrar linhas elétricas subter-râneas.
NTS 190 : 2004 Norma Técnica SABESP
10 10/12/2004
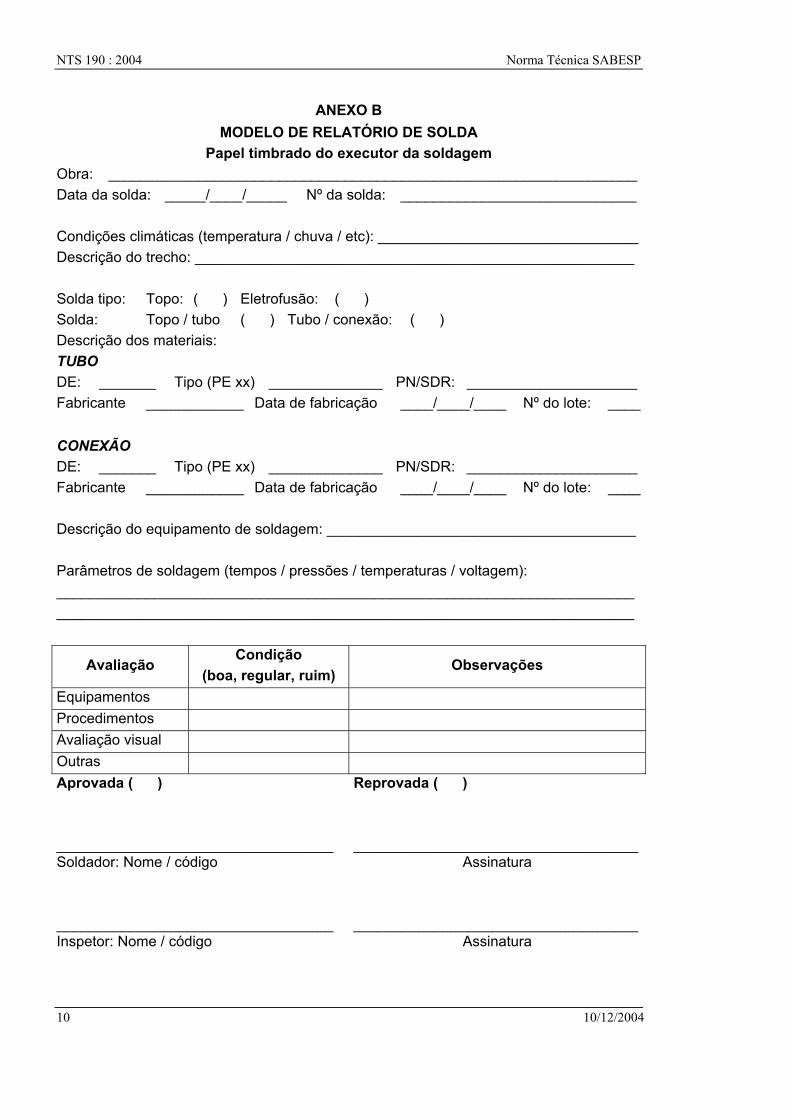
ANEXO B MODELO DE RELATÓRIO DE SOLDA
Papel timbrado do executor da soldagem Obra: _________________________________________________________________ Data da solda: _____/____/_____ Nº da solda: _____________________________ Condições climáticas (temperatura / chuva / etc): ________________________________ Descrição do trecho: ______________________________________________________ Solda tipo: Topo: ( ) Eletrofusão: ( ) Solda: Topo / tubo ( ) Tubo / conexão: ( ) Descrição dos materiais: TUBO DE: _______ Tipo (PE xx) ______________ PN/SDR: _____________________ Fabricante ____________ Data de fabricação ____/____/____ Nº do lote: ____ CONEXÃO DE: _______ Tipo (PE xx) ______________ PN/SDR: _____________________ Fabricante ____________ Data de fabricação ____/____/____ Nº do lote: ____ Descrição do equipamento de soldagem: ______________________________________ Parâmetros de soldagem (tempos / pressões / temperaturas / voltagem): _______________________________________________________________________ _______________________________________________________________________
Avaliação Condição
(boa, regular, ruim) Observações
Equipamentos Procedimentos Avaliação visual Outras Aprovada ( ) Reprovada ( ) __________________________________ ___________________________________ Soldador: Nome / código Assinatura __________________________________ ___________________________________ Inspetor: Nome / código Assinatura

Norma Técnica SABESP NTS 190 : 2004
10/12/2004 11
ANEXO C MODELO DE FORMULÁRIO DE CONTROLE DE RECEBIMENTO
Papel timbrado do órgão recebedor
Data recebimento: _____/_____/_____
Material: ________________________________________________________________
Fornecedor: _____________________________________________________________
Quantidade declarada: _______________ Quantidade recebida: _______________
Nota fiscal nº: ____________________________________________________________
Certificados: _____________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
Características Condição
(boa, regular, ruim) Observações
Transporte e carga
Embalagem
Homogeneidade
Riscos, ranhuras
Deformações
Marcação
Outras
Responsável pelo controle:
___________________________________ ___________________________________Nome Assinatura
NTS 190 : 2004 Norma Técnica SABESP
12 10/12/2004
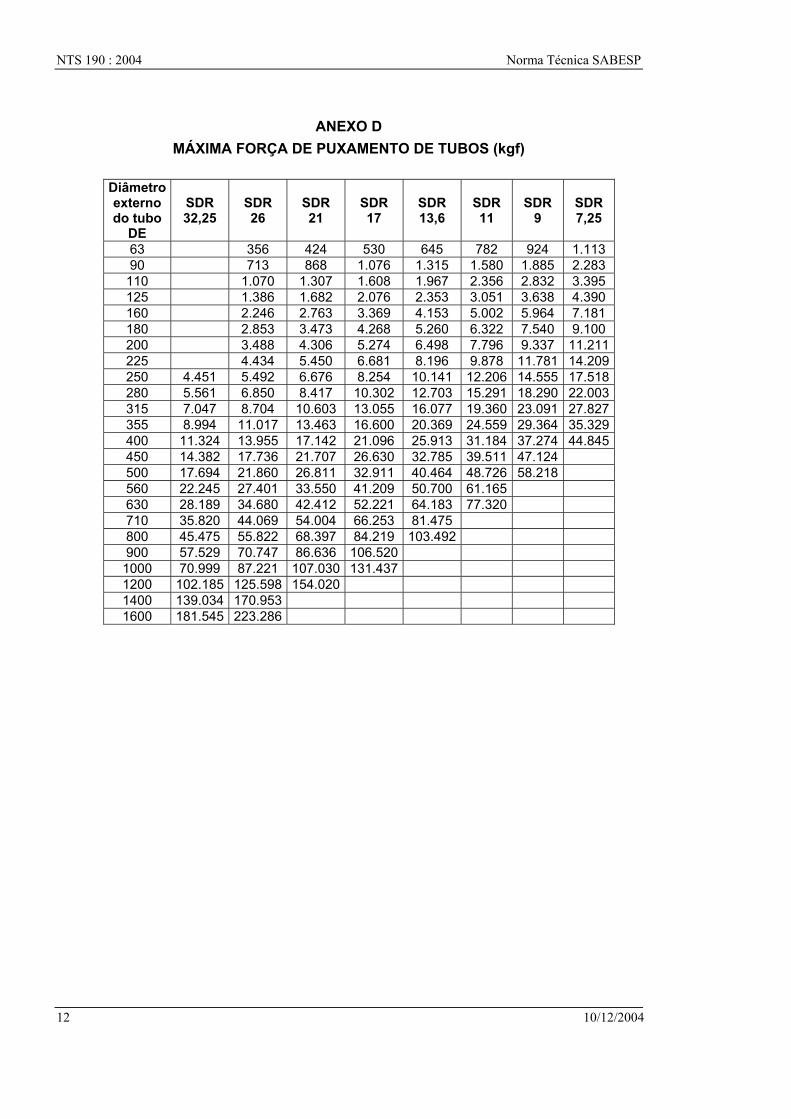
ANEXO D MÁXIMA FORÇA DE PUXAMENTO DE TUBOS (kgf)
Diâmetro externo do tubo
DE
SDR 32,25
SDR 26
SDR 21
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,25
63 356 424 530 645 782 924 1.113 90 713 868 1.076 1.315 1.580 1.885 2.283
110 1.070 1.307 1.608 1.967 2.356 2.832 3.395 125 1.386 1.682 2.076 2.353 3.051 3.638 4.390 160 2.246 2.763 3.369 4.153 5.002 5.964 7.181 180 2.853 3.473 4.268 5.260 6.322 7.540 9.100 200 3.488 4.306 5.274 6.498 7.796 9.337 11.211 225 4.434 5.450 6.681 8.196 9.878 11.781 14.209 250 4.451 5.492 6.676 8.254 10.141 12.206 14.555 17.518 280 5.561 6.850 8.417 10.302 12.703 15.291 18.290 22.003 315 7.047 8.704 10.603 13.055 16.077 19.360 23.091 27.827 355 8.994 11.017 13.463 16.600 20.369 24.559 29.364 35.329 400 11.324 13.955 17.142 21.096 25.913 31.184 37.274 44.845 450 14.382 17.736 21.707 26.630 32.785 39.511 47.124 500 17.694 21.860 26.811 32.911 40.464 48.726 58.218 560 22.245 27.401 33.550 41.209 50.700 61.165 630 28.189 34.680 42.412 52.221 64.183 77.320 710 35.820 44.069 54.004 66.253 81.475 800 45.475 55.822 68.397 84.219 103.492 900 57.529 70.747 86.636 106.520 1000 70.999 87.221 107.030 131.437 1200 102.185 125.598 154.020 1400 139.034 170.953 1600 181.545 223.286
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 13
ANEXO E ENSAIO DE ESTANQUEIDADE PARA REDES DE DISTRIBUIÇÃO, ADUTORAS OU
LINHAS DE ESGOTO PRESSURIZADAS O ensaio de estanqueidade deve ser realizado para toda rede de distribuição e adutora de água, e linha de esgoto sob pressão.
O ENSAIO DE ESTANQUEIDADE NÃO DEVE SER INICIADO ANTES DO TEMPO MÍ-NIMO PARA APLICAR PRESSÃO, ESTABELECIDO NO PROCEDIMENTO DE SOL-
DAGEM (conforme NTS 060 ou NBR 14465) Devido a vários fatores como variação de temperatura, presença de ar, movimento relati-vo de juntas mecânicas, eficiência da compactação e propriedades viscoelásticas do po-lietileno poderem afetar ou confundir o resultado de ensaio de estanqueidade em tubos de PE, deve-se executar o ensaio conforme descrito a seguir: O trecho a ser testado deve ser isolado com flanges cegos e colarinhos soldados ao tubo, ou outros tipos de tampões eficientes, adequadamente dimensionados e ancorados para suportar as pressões de ensaio. As extremidades do tubo devem possuir dispositivos para purga de ar, enchimento de água e medição de pressão. Se possível, registradores de pressão são aconselháveis. Os medidores de pressão devem ter escala adequada ao ensaio, com a pressão de ensaio entre 20 e 80% do fundo de escala e precisão igual ou melhor a 1,5%. Sempre que possível, a posição do ensaio, pressurização, deve ser no ponto mais baixo da linha para facilitar a expulsão de ar durante o enchimento da mesma. Esta posição também registra a máxima pressão e facilita o controle se necessária alguma liberação de água. A linha deve estar enterrada e com o aterro adequadamente compactado. As juntas mecânicas devem estar expostas. Recomenda-se que, se possível, as juntas solda-
das também fiquem expostas durante o ensaio.
Assume-se que o trecho incorpore ventosas ou outros dispositivos de ventilação/proteção nos pontos altos e de fortes inflexões no perfil. Durante o enchimento da linha, os disposi-tivos de purga de ar devem estar abertos. Recomenda-se que inclusive ventosas automá-ticas sejam checadas e tenham as bolas de vedação temporariamente retiradas para assegurar-se a expulsão de ar. Proceder ao enchimento da linha lentamente.
DEVE-SE CUIDAR PARA EXPULSAR TODO AR DA LINHA. Quando a linha estiver completamente cheia, fechar as ventosas e dispositivos de purga de ar. Checar inclusive as ventosas automáticas; a seguir, elevar a pressão à pressão nominal da tubulação. Deixar a tubulação estabilizar por no mínimo 3 horas.

NTS 190 : 2004 Norma Técnica SABESP
14 10/12/2004
Se possível, é preferível que o ensaio recomece no dia seguinte ao enchimento da linha. Iniciar a pressurização da linha, elevando a pressão com uma razão de aumento o mais constante possível, até 1,5 vezes a pressão nominal da tubulação. Fechar a válvula de entrada de água. Anotar o tempo decorrido do instante inicial da pressurização até atingir a pressão de ensaio (TL). Se TL for menor que 10 minutos, considere TL igual a 10 minu-tos.
Iniciar a contagem contínua de tempo. Registrar a pressão de ensaio (P1) depois de de-corrido tempo (T1), onde T1 = TL.
Fazer um segundo registro de pressão (P2) após decorrido tempo (T2), desde o início da contagem, onde T2 = 5.TL.
Fazer um terceiro registro de pressão (P3) após decorrido tempo (T3), desde o início da contagem, onde T3 = 15.TL.
Proceder aos seguintes cálculos:
e e
e e
log P1 - log P2N1log T2 - log T1
=
a) Se N1 < 0,04, PROVAVELMENTE HÁ MUITO AR NA LINHA,
O ENSAIO DEVE SER REFEITO;
b) Se N1 > 0,25, A LINHA ESTÁ REPROVADA, É NECESSÁRIO CORRIGIR OS PONTOS DE VAZAMENTOS.
Proceder aos próximos cálculos:
e e
e e
log P2 - log P3N2log T3 - log T2
=
a) Se N2 > 0,25, A LINHA ESTÁ REPROVADA.
b) Se N1/N2 < 0,75 A LINHA ESTÁ REPROVADA, CORRIGIR OS VAZAMENTOS.
c) Se N1/N2 ≥ 0,75 A LINHA ESTÁ APROVADA.
Se o ensaio apontar evidências de vazamentos na linha, iniciar verificando as juntas me-cânicas, depois as soldadas. Se não for encontrado vazamento em juntas, então pode haver ruptura em tubos, ou em válvulas.
Após os reparos, refazer o ensaio de estanqueidade.
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 15
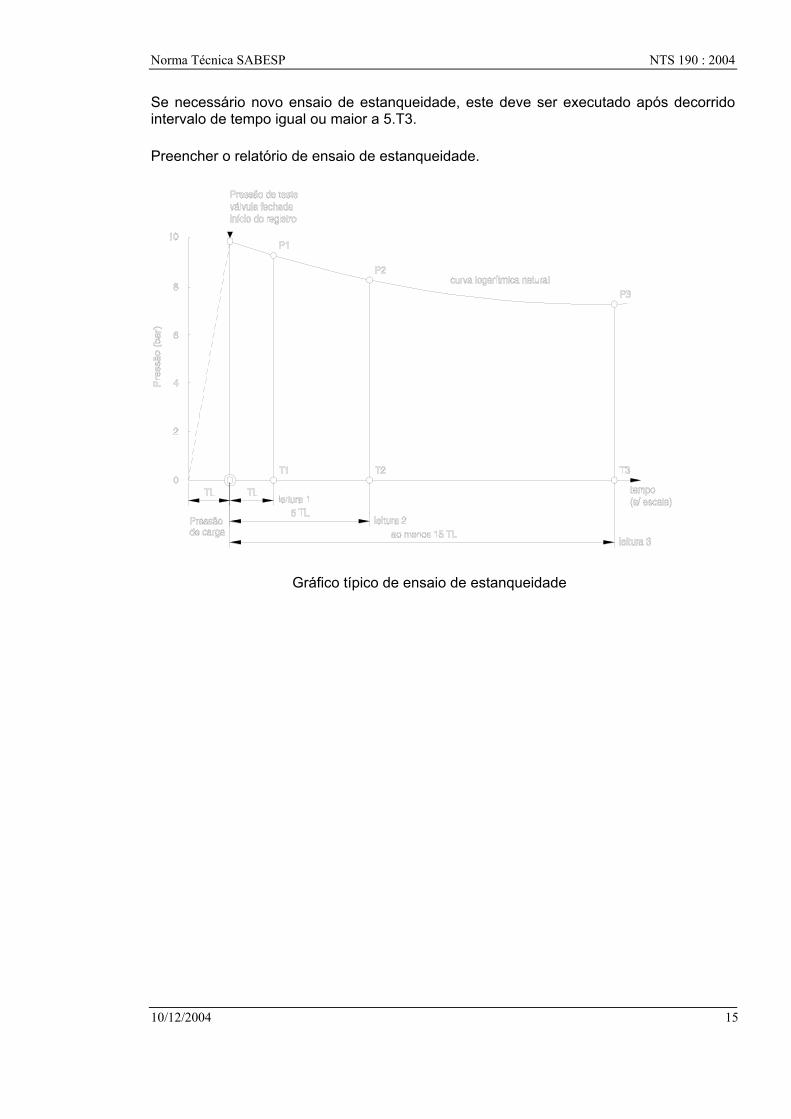
Se necessário novo ensaio de estanqueidade, este deve ser executado após decorrido intervalo de tempo igual ou maior a 5.T3.
Preencher o relatório de ensaio de estanqueidade.
Gráfico típico de ensaio de estanqueidade

NTS 190 : 2004 Norma Técnica SABESP
16 10/12/2004
MODELO DE RELATÓRIO DE ENSAIO DE ESTANQUEIDADE PARA ÁGUA Papel timbrado do executor
Obra: __________________________________________________________________
Data do ensaio: _____/_____/_____
Descrição do trecho: ______________________________________________________
Pressão nominal da linha: __________________________________________________
Pressão de ensaio: _______________________________________________________
_______________________________________________________________________
Fonte de pressão: ________________________________________________________
Data de início do ensaio: _____/_____/_____ Hora de início do ensaio: _____:_____
Hora de término de operação de purga e enchimento de linha: _____:_____
Tempo de estabilização de linha: _____:_____
Data de início de pressurização: _____/_____/_____
Hora de início de pressurização: _____:_____
Tempo para pressurização (TL): __________ min
Tempo T1: ___________ min Pressão P1: _________________
Tempo T2: ___________ min Pressão P2: _________________
Tempo T3: ___________ min Pressão P3: _________________
e e
e e
log P1 - log P2N1log T2 - log T1
=
e e
e e
log P2 - log P3N2log T3 - log T2
=
N1 / N2 = Conclusão: ______________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
Responsável pelo ensaio: __________________________________ ___________________________________
Nome Assinatura Inspetor __________________________________ ___________________________________
Nome Assinatura
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 17
ANEXO F EQUIPAMENTOS E FERRAMENTAS DE SOLDAGEM E INSTALAÇÃO DE TUBOS DE
POLIETILENO EQUIPAMENTO DE SOLDA DE TOPO POR TERMOFUSÃO O equipamento deve ser capaz de realizar soldas de topo por termofusão conforme NTS 060. O equipamento pode ser totalmente automático ou semi-automático. O equipamento automático controla, monitora e registra toda a operação e dados de sol-dagem, cabendo ao operador a preparação da tubulação no equipamento, alinhamento dos tubos, limpeza, faceamento e entrada dos dados dos tubos (diâmetro, espessura ou SDR e norma de soldagem). O equipamento semi-automático demanda ainda que o operador ajuste as for-ças/pressões de soldagem, controle os tempos (ciclo), e comande a abertura e fecha-mento da máquina. As forças/pressões de soldagem são exercidas e reguladas por uni-dade de acionamento e controle. Pode ser incorporada ao equipamento, memória eletrô-nica de registro dos dados e parâmetros de soldagem. São providos, basicamente de: a) estrutura básica que incorpora uma ou mais abraçadeiras, ou garras, móveis e uma ou mais abraçadeiras, ou garras, fixas, onde os tubos e/ou conexões a serem soldados são fixados de maneira a ficarem alinhados. O conjunto de abraçadeiras móveis é movimen-tado por sistema de aplicação de força mecânico ou hidráulico, capaz de exercer as for-ças/pressões requeridas na soldagem de forma controlada e monitoradas por instrumen-tos adequados; b) equipamento de faceamento, faceador capaz de facear ou aplainar as faces dos tu-bos/conexões assegurando o paralelismo das faces a serem soldadas; c) placa de aquecimento capaz de atingir e manter controladamente a temperatura de soldagem requerida. Deve ter a superfície de contato com as peças a serem soldadas revestida de material antiaderente, evitando que o material fundido grude-se às mesmas; d) unidade de acionamento e controle das pressões da soldagem; e) elementos de redução, ou casquilhos, adaptáveis às abraçadeiras, para fixação dos diâmetros de tubos/conexões referentes à gama de soldagem do equipamento, inclusive colarinhos para flanges; f) cronômetro; g) roletes para apoio, auxílio no alinhamento e redução da força de arraste do tubo a ser movimentado durante a soldagem. O equipamento deve atender às seguintes especificações: Capacidade de alinhamento e arraste a) o sistema de aplicação de força e movimentação deve ser no eixo central das abraça-deiras, assegurando homogeneidade de forças e ausência de momentos fletores; b) com o equipamento sobre uma bancada, colocar uma barra de 6 metros de compri-mento, do maior diâmetro e classe de pressão admitidos pelo equipamento, em cada

NTS 190 : 2004 Norma Técnica SABESP
18 10/12/2004
abraçadeira ou mordente da máquina, de forma a criar um momento fletor na máquina. A bancada deve ter altura suficiente para que as barras de tubo não toquem no chão. O equipamento deve alinhar os tubos dentro da tolerância admitida (10% da espessura do tubo). Placa de aquecimento a) A placa de aquecimento não deve apresentar diferenças de temperatura, dentro da área útil de soldagem, maiores que 10°C. b) A temperatura da placa de aquecimento deve ser controlada por dispositivo capaz de manter o valor ajustado com variação máxima de ± 5°C. c) Após 4 horas à temperatura de trabalho, o cabo de suporte da placa deve apresentar temperatura < 50°C. d) A placa de aquecimento deve apresentar diferença de paralelismo entre as faces ≤ 0,1mm/100 mm. e) A espessura da placa de aquecimento deve apresentar variação ≤ 0,2 mm dentro da área útil de solda. f) O revestimento antiaderente (PTFE ou similar) da placa de aquecimento deve ser ade-quado e apresentar boas condições, evitando que o material fundido grude na placa, e não introduzindo marcas na massa fundida. Faceador O faceador deve ser de acionamento elétrico e ter capacidade de facear o menor e o maior diâmetro de tubo e classes de pressão especificados pelo equipamento, tal que a fresta máxima após o faceamento não ultrapasse os seguintes valores: fresta ≤ 0,3 mm para tubos de DE ≤ 125 e 0,5 mm para tubos de DE > 125. Unidade de acionamento e controle de força/pressão a) A unidade de força ou pressão deve ser capaz de desenvolver a força/pressão de jun-ção máxima da soldagem (pressão de arraste mais pressão de soldagem) para o maior tubo e classe de pressão especificados pelo equipamento, nas condições definidas no item "Capacidade de alinhamento e arraste". b) Deve ter instrumento ou dispositivo para medir a força/pressão de solda com precisão de no mínimo 1,5% do fundo de escala. c) O instrumento deve ter escala tal que a força/pressão de junção, em todos os diâme-tros e classes de pressão especificados pelo equipamento, fique compreendida em sua escala. d) Deve ser do tipo hidráulica, com acionamento por bomba elétrica, ou do tipo elétrico por acionamento através de motor elétrico, onde a pressão de soldagem é pré-ajustada e durante o processo comanda-se apenas a abertura e o fechamento da máquina e a pres-são de aquecimento. e) Não são admitidos equipamentos acionados manualmente por alavancas ou roscas sem fim, ou mesmo por bomba manual de pistão hidráulico.
Norma Técnica SABESP NTS 190 : 2004
10/12/2004 19
EQUIPAMENTO DE SOLDA POR ELETROFUSÃO O equipamento deve ser capaz de realizar soldas por eletrofusão, conforme NBR 14465. O equipamento deve ser provido de: a) unidade de controle eletrônica, capaz de fornecer controladamente a tensão elétrica aos terminais da conexão de eletrofusão pelo tempo requerido de soldagem; b) cabos e terminais elétricos adequados ao tipo da conexão; c) dispositivos de alinhamento e fixação adequados aos diâmetros dos tubos e conexões a soldar; d) dispositivos raspadores para tirar a camada oxidada do tubo a soldar. É terminante-mente vedado o uso de lixas, grosas ou outros dispositivos similares. O equipamento deve atender às seguintes especificações: a) capacidade para soldar conexões de 8 Volts a 48 Volts; b) deve ser automático, onde a tensão e o tempo de soldagem são auto-regulados por leitura ótica em código de barras referente à conexão; c) deve ser isolado eletricamente e à prova de umidade e pó, adequado ao uso de equi-pamento elétrico ao tempo; d) deve ter as tensões primária (alimentação) e secundária (tensão de solda) isoladas galvanicamente, tal que jamais o operador possa ser submetido a tensões superiores a 60 V AC; e) deve ter memória eletrônica para registro das soldas; f) deve ter conexão de saída para acoplamento à impressora, ou computador, para coleta dos registros de soldas. CORTA-TUBOS Corta-tubo, ou corta-frio, capaz de cortar o tubo perpendicularmente, com desvio máximo de perpendicularidade de 0,5 mm para tubos de DE 20 a 40 e de 1,0 mm para tubos de DE ≥ 50. Devem ser dos seguintes tipos: a) Rotativos (todas as dimensões); b) Alicate ou tesoura (DE 20 a 63 mm); c) Guilhotina (> DE 63 mm); d) Serrote com gabarito de corte (> DE 160 mm). CHANFRADORES Ferramentas ou dispositivos chanfradores capazes de executar adequado chanframento nos tubos de polietileno, sem rebarbas ou superfícies cortantes, para facilitar a introdução dos tubos em conexões de compressão. Não é permitido o uso de lixas, limas, grosas ou similares.
NTS 190 : 2004 Norma Técnica SABESP
20 10/12/2004
CARRETÉIS DESBOBINADORES Carretéis para transportar e desbobinar bobinas de tubos de diâmetro maior que DE 63. Devem possuir dispositivos que assegurem que a bobina, mesmo sem amarrações, não se desmanche completamente, mantendo-se confinada no carretel desbobinador, evitan-do acidentes. DIVERSOS Outros equipamentos necessários à instalação, tais como: a) geradores elétricos; b) equipamentos de furo dirigido (ou direcional), ou pipe bursting (torpedo rompedor); c) compressores de ar, bombas; d) guinchos, tirfores, talhas manuais ou elétricas; e) guindastes; f) valetadeiras, pás carregadeiras e outras máquinas. Os equipamentos de furo dirigido (direcional) devem ter correto aterramento elétrico, tal que o operador esteja seguramente protegido contra eventuais toques do equipamento a redes elétricas subterrâneas. Os equipamentos de furo dirigido ou inserção por puxamento devem contemplar disposi-tivos de limitação (ou controle) da força de tração do tubo de polietileno durante a inser-ção, como fusíveis mecânicos (vide Anexo A).
Norma Técnica SABESP NTS 190 : 2004
10/12/2004
Instalação de redes de distribuição, adutoras ou linhas de esgoto em polietileno PE 80 ou PE 100
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo ser alterada ou ampliada sempre que for necessário. Sugestões e comentários devem ser enviados à Assessoria para Desenvolvimento Tecnológico - T V V. 2) Tomaram parte na elaboração desta Norma:
ÁREA UNIDADE DE TRABALHO NOME
C CSQ Adilson M. Melo Campos C CSQ Dorival Correa Valillo M MSSS Richard Welsch R REQ Pedro Jorge Chama Neto R RGO José Paulo Zamarioli T T E V José de Carvalho Neto T T V V Marco Aurélio Lima Barbosa T T V V Reinaldo Putvinskis
NTS 190 : 2004 Norma Técnica SABESP
10/12/2004
Sabesp - Companhia de Saneamento Básico do Estado de São Paulo Diretoria de Tecnologia e Planejamento - T Assessoria para Desenvolvimento Tecnológico - T V V Rua Costa Carvalho, 300 - CEP 05429-900 São Paulo - SP - Brasil Telefone: (0xx11) 3388-8091 / FAX: (0xx11) 3814-6323 E-MAIL : [email protected]
- Palavras-chave: Rede de água, Adutora, Rede de esgoto - 20 páginas