Norma Técnica Interna SABESP · ABNT NBR 8415 Duração do ensaio 140 h Tensão circunferencial do...
26
Norma Técnica Sabesp NTS 234 Poço de visita e de inspeção em material plástico São Paulo Maio – 2017: Rev. 2(incorpora errata 1)
Transcript of Norma Técnica Interna SABESP · ABNT NBR 8415 Duração do ensaio 140 h Tensão circunferencial do...

Norma Técnica Sabesp NTS 234
Poço de visita e de inspeção em material plástico
São Paulo
Maio – 2017: Rev. 2(incorpora errata 1)
NTS 234 : 2017 – Rev. 2(errata 1) Norma Técnica Sabesp
31/05/17
S U M Á R I O
ERRATA Nº 1.....................................................................................................................................1
1. OBJETIVO ...................................................................................................................................... 2
2. REFERÊNCIAS NORMATIVAS ..................................................................................................... 2
3. CARACTERÍSTICAS GERAIS....................................................................................................... 4
3.1 Configuração do poço ................................................................................................................ 4
4. DEFINIÇÕES .................................................................................................................................. 4
5. MATERIAIS .................................................................................................................................... 5
5.1 Geral ............................................................................................................................................. 5
5.2 Anéis de elastômero para montagem e vedação .................................................................... 7
6. REQUISITOS GERAIS ................................................................................................................... 8
6.1 Aspectos visuais ........................................................................................................................ 8
6.2 Dimensões ................................................................................................................................... 9
6.3 Cone ............................................................................................................................................. 9
6.4 Tampas para poços de visita e inspeção ................................................................................. 9
7. CARACTERÍSTICAS MECÂNICAS .............................................................................................. 9
8. EXIGÊNCIAS DE DESEMPENHO ............................................................................................... 10
9. MARCAÇÃO DOS POÇOS DE VISITA E POÇOS DE INSPEÇÃO E DOCUMENTAÇÃO ADICIONAL ...................................................................................................................................... 11
9.1 Marcação ................................................................................................................................... 11
9.2 Informações sobre o produto e instruções de instalação ................................................... 12
10. ENSAIOS DURANTE A FABRICAÇÃO .................................................................................... 12
11. ENSAIOS PARA QUALIFICAÇÃO ............................................................................................ 13
12. INSPEÇÃO DE RECEBIMENTO ............................................................................................... 13
12.1 Tamanho do lote de inspeção ............................................................................................... 14
12.2 Aceitação ou rejeição ............................................................................................................. 14
12.3 Liberação do lote .................................................................................................................... 15
13. RELATÓRIO DE INSPEÇÃO ..................................................................................................... 15
14. OBSERVAÇÕES FINAIS ........................................................................................................... 15
ANEXO A (NORMATIVO): INTEGRIDADE ESTRUTURAL DE MATERIAIS USADOS EM PROJETOS ESPECÍFICOS ............................................................................................................. 16
ANEXO A (NORMATIVO) - CONTINUAÇÃO: INTEGRIDADE ESTRUTURAL DE MATERIAIS USADOS EM PROJETOS ESPECÍFICOS ...................................................................................... 17
ANEXO B (NORMATIVO): TESTE DE IMPACTO EM BASES DE CÂMARA ................................ 18
ANEXO C CONFIGURAÇÃO BÁSICA DO POÇO DE VISITA SEGMENTADO ........................... 19
ANEXO D CONFIGURAÇÃO BÁSICA DO POÇO DE INSPEÇÃO SEGMENTADO .................... 20
ANEXO E CONFIGURAÇÃO BÁSICA DO POÇO DE VISITA MONOLITICO .............................. 21
ANEXO F CONFIGURAÇÃO BÁSICA DO POÇO DE INSPEÇÃO MONOLITICO ....................... 22

Norma Técnica Sabesp NTS 234 : 2017 – Rev. 2(errata nº 1)
31/05/17 1
Poços de visita e de inspeção em material plástico
Errata nº 1
4. DEFINIÇÕES
Onde se lê: Balão
- conjunto formado pela composição da base, elevador e cone.
Leia-se: Balão
- conjunto formado pela composição da base e elevador.
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
Poços de visita e de inspeção em material plástico
1. OBJETIVO
Esta norma define as exigências para poços de visita de diâmetro interno de 1,00m,
instalado até 4,00m de profundidade e poços de inspeção de diâmetro interno de
0,60m, instalado até 1,60m de profundidade, fabricados em polietileno (PE) ou
polipropileno (PP).
2. REFERÊNCIAS NORMATIVAS
As normas relacionadas a seguir contêm disposições que, ao serem citadas neste
texto, constituem prescrições para esta norma técnica. As edições indicadas são as
que estão em vigor no momento desta edição.
NTS 033:2013 - Tampão de ferro fundido dúctil.
NTS 198:2013 - Tubo corrugado de PE e conexões para ramais prediais e redes
coletoras de esgotos
NBR 5426:1985 - Planos de amostragem e procedimentos de inspeção por
atributos.
NBR 7362-1:2005 - Sistemas enterrados para condução de esgoto - Parte 1:
Requisitos para tubos de PVC com junta elástica.
NBR 7362-2:1999 - Sistemas enterrados para condução de esgoto - Parte 2:
Requisitos para tubos de PVC com parede maciça.
NBR 7362-3:2005 - Sistemas enterrados para condução de esgoto - Parte 3:
Requisitos para tubos de PVC com dupla parede.
NBR 7362-4:2005 - Sistemas enterrados para condução de esgoto - Parte 4:
Requisitos para tubos de PVC com parede de núcleo celular.
NBR 7675:2005 - Tubos e conexões de ferro dúctil e acessórios para sistemas de
adução e distribuição de água – Requisitos.
NBR 8415:2007 – Tubos e conexões de polietileno – Verificação da resistência à
pressão hidrostática interna
NBR 9023:1985 – Termoplásticos – Determinação do Índice de Fluidez
NBR 14208:2005 - Sistemas enterrados para condução de esgotos - Tubos e
conexões cerâmicos com junta elástica – Requisitos
NBR 14300:1999 - Sistemas de ramais prediais de água – Tubos e conexões de
polietileno PE – Determinação do tempo de oxidação induzida
NBR 14304:1999 – Sistemas de ramais prediais de água – Tubos e conexões de
polietileno PE – Determinação da densidade de plásticos por deslocamento

Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 3
NBR 15762:2009 – Tanque estacionário rotomoldado em polietileno (PE) para
acondicionamento de substâncias químicas líquidas – Requisitos e métodos de
ensaio.
ASTM D 3677:2010 - Standard test method for rubber – Identification by infrared
spectrophotometry.
ASTM D 6370:2009 - Standard test method for Rubber – Compositional analysis by
thermogravimetry (TGA).
EN 744:1995 - Plastics piping and ducting systems - Thermoplastics pipes - Test
method for resistance to external blows by the round-the-clock method.
EN 1277:2003 - Plastics piping systems - Thermoplastics piping systems for
buried non-pressure applications - Test methods for leak tightness of elastomeric
sealing ring type joints.
EN 14802:2005 - Plastics piping systems - Thermoplastics shafts or risers for
inspection chambers and manholes - Determination of resistance against surface
and traffic loading.
EN 14830:2006 - Thermoplastics inspection chamber and manhole bases – Test
methods for buckling resistance.
EN 14982:2011 - Plastics piping and ducting systems - Thermoplastics shafts or
risers for inspection chambers and manholes - Determination of ring stiffness.
EN ISO 3126:2005 - Plastics piping systems - Plastics components - Determination
of dimensions.
ISO 37:2011 - Rubber, vulcanized or thermoplastic – Determination of tensile stress-
strain properties.
ISO 188:2011 - Rubber, vulcanized or thermoplastic – Accelerated ageing and heat
resistance tests
ISO 815-1:2008 - Rubber, vulcanized or thermoplastic – Determination of
compression set
ISO 1133-1:2011 - Plastics - Determination of the melt mass-flow rate (MFR) and
the melt volume-flow rate (MVR) of thermoplastics – Part 1: Standard Methods
ISO 1183-1:2012 - Plastics - Methods for determining the density of non-cellular
plastics - Part 1: Immersion method, liquid pyknometer method and titration method.
ISO 1183-2:2004 - Plastics - Methods for determining the density of non-cellular
plastics - Part 2: Density gradient column method.

NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
4 31/05/17
ISO 1817:2011 - Rubber, vulcanized or thermoplastic – Determination of the effect
of liquids
ISO 2781:2008 - Rubber, vulcanized or thermoplastic – Determination of density
ISO 3384-1:2011 - Rubber, vulcanized or thermoplastic – Determination of stress
relaxation in compression – Testing at constant temperature
ISO 7619-1:2010 - Rubber, vulcanized or thermoplastic —Determination of
indentation hardness – Durometer method (Shore hardness)
3. CARACTERÍSTICAS GERAIS
3.1 Configuração do poço
O poço de visita e o poço de inspeção podem ser fabricados em peça única
(monolítico, sem juntas) ou em segmentos. No caso da fabricação segmentada, a
união entre os segmentos, deve ser efetuada por meio de uma junta elástica que
garanta a estabilidade e estanqueidade do conjunto.
4. DEFINIÇÕES
Acesso
estrutura constituída pelo elevador elevador/cone, elevador/telescópio,
elevador/cone/telescópio.
Anel de concreto
estrutura destinada ao apoio e fixação do tampão.
Anel de vedação
anel elastomérico utilizado na interligação entre os segmentos do poço de visita ou de
inspeção e também na interligação com as tubulações.
Balão
conjunto formado pela composição da base, elevador e cone.
Base
estrutura utilizada como suporte do elevador do poço de visita ou poço de inspeção.
Este componente contém canais integralmente moldados, que devem permitir o
livre fluxo de esgoto em direções pré-definidas.
Cone
estrutura que faz a ligação do conjunto elevador/prolongador para ajuste de
nível/telescópio ao anel de concreto.
Elevador
Estrutura que faz a ligação entre:
- a base e o prolongador para ajuste de nível (poço de inspeção)
- a base e o cone (poço de visita)

Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 5
Poço de Inspeção (PI)
dispositivo não visitável que permite inspeção e introdução de equipamentos de
desobstrução e limpeza, dotado de uma entrada e uma saída.
Poço de visita (PV)
câmara visitável através de abertura existente em sua parte superior, destinado à
execução de trabalhos de manutenção e inspeção, dotado de várias entradas e uma
saída.
Profundidade máxima do PV ou do PI
distância entre o nível da superfície do terreno e a geratriz interna inferior do
coletor.
Telescópio
estrutura que faz a ligação do anel de concreto e a tampa de ferro, impedindo a
transferência de esforços da superfície ao elevador e à base.
5. MATERIAIS
5.1 Geral
Os materiais utilizados para a fabricação de poços de visita e poços de inspeção
devem ter as características citadas na tabela 1, atendendo aos requisitos normativos
correspondentes. Os materiais da base do poço de visita e do poço de inspeção além
da tabela 1 devem atender também às exigências de desempenho e do impacto a
(–29)ºC, especificados no anexo A.
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
6 31/05/17
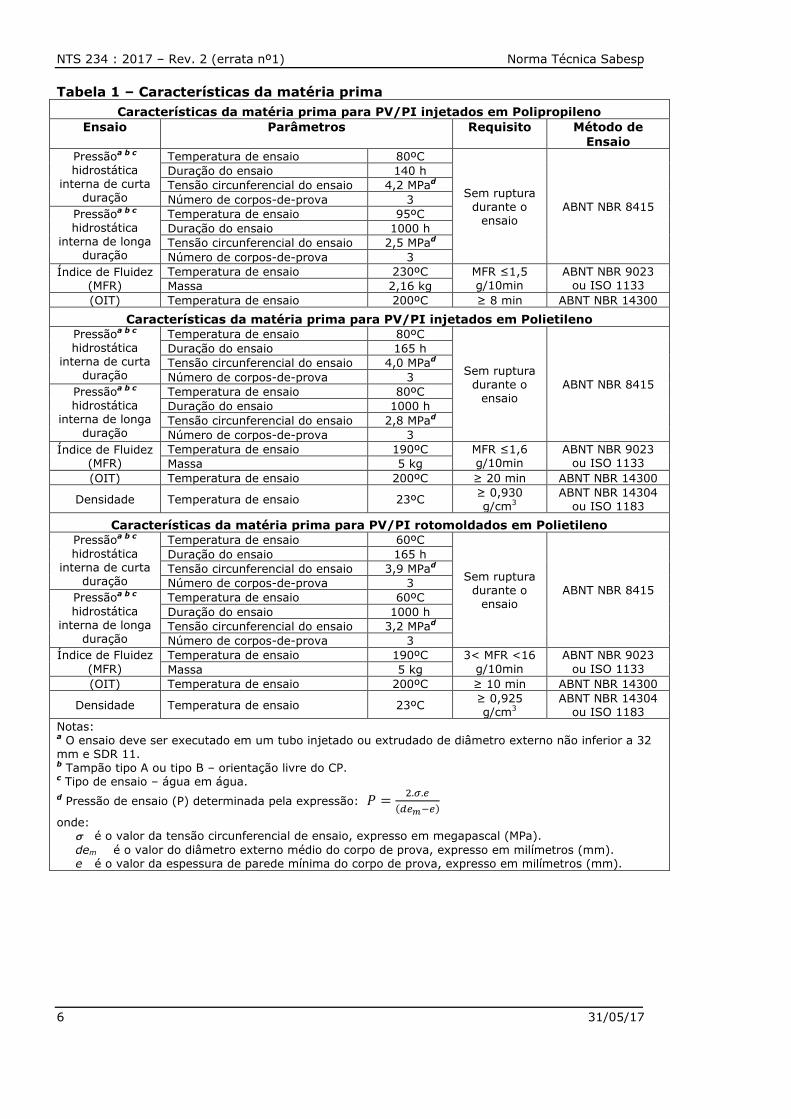
Tabela 1 – Características da matéria prima
Características da matéria prima para PV/PI injetados em Polipropileno
Ensaio Parâmetros Requisito Método de
Ensaio Pressãoa b c hidrostática
interna de curta duração
Temperatura de ensaio 80ºC
Sem ruptura durante o
ensaio ABNT NBR 8415
Duração do ensaio 140 h
Tensão circunferencial do ensaio 4,2 MPad
Número de corpos-de-prova 3
Pressãoa b c hidrostática
interna de longa duração
Temperatura de ensaio 95ºC
Duração do ensaio 1000 h
Tensão circunferencial do ensaio 2,5 MPad
Número de corpos-de-prova 3
Índice de Fluidez (MFR)
Temperatura de ensaio 230ºC MFR ≤1,5 g/10min
ABNT NBR 9023 ou ISO 1133 Massa 2,16 kg
(OIT) Temperatura de ensaio 200ºC ≥ 8 min ABNT NBR 14300
Características da matéria prima para PV/PI injetados em Polietileno
Pressãoa b c hidrostática
interna de curta duração
Temperatura de ensaio 80ºC
Sem ruptura durante o
ensaio ABNT NBR 8415
Duração do ensaio 165 h
Tensão circunferencial do ensaio 4,0 MPad
Número de corpos-de-prova 3
Pressãoa b c hidrostática
interna de longa duração
Temperatura de ensaio 80ºC
Duração do ensaio 1000 h
Tensão circunferencial do ensaio 2,8 MPad
Número de corpos-de-prova 3
Índice de Fluidez (MFR)
Temperatura de ensaio 190ºC MFR ≤1,6 g/10min
ABNT NBR 9023 ou ISO 1133 Massa 5 kg
(OIT) Temperatura de ensaio 200ºC ≥ 20 min ABNT NBR 14300
Densidade Temperatura de ensaio 23ºC ≥ 0,930 g/cm3
ABNT NBR 14304 ou ISO 1183
Características da matéria prima para PV/PI rotomoldados em Polietileno
Pressãoa b c
hidrostática interna de curta
duração
Temperatura de ensaio 60ºC
Sem ruptura durante o
ensaio ABNT NBR 8415
Duração do ensaio 165 h
Tensão circunferencial do ensaio 3,9 MPad
Número de corpos-de-prova 3
Pressãoa b c
hidrostática interna de longa
duração
Temperatura de ensaio 60ºC
Duração do ensaio 1000 h
Tensão circunferencial do ensaio 3,2 MPad
Número de corpos-de-prova 3
Índice de Fluidez
(MFR)
Temperatura de ensaio 190ºC 3< MFR <16
g/10min
ABNT NBR 9023
ou ISO 1133 Massa 5 kg
(OIT) Temperatura de ensaio 200ºC ≥ 10 min ABNT NBR 14300
Densidade Temperatura de ensaio 23ºC ≥ 0,925 g/cm3
ABNT NBR 14304 ou ISO 1183
Notas: a O ensaio deve ser executado em um tubo injetado ou extrudado de diâmetro externo não inferior a 32 mm e SDR 11. b Tampão tipo A ou tipo B – orientação livre do CP. c Tipo de ensaio – água em água.
d Pressão de ensaio (P) determinada pela expressão: 𝑃 =2.𝜎.𝑒
(𝑑𝑒𝑚−𝑒)
onde: é o valor da tensão circunferencial de ensaio, expresso em megapascal (MPa).
dem é o valor do diâmetro externo médio do corpo de prova, expresso em milímetros (mm). e é o valor da espessura de parede mínima do corpo de prova, expresso em milímetros (mm).
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 7
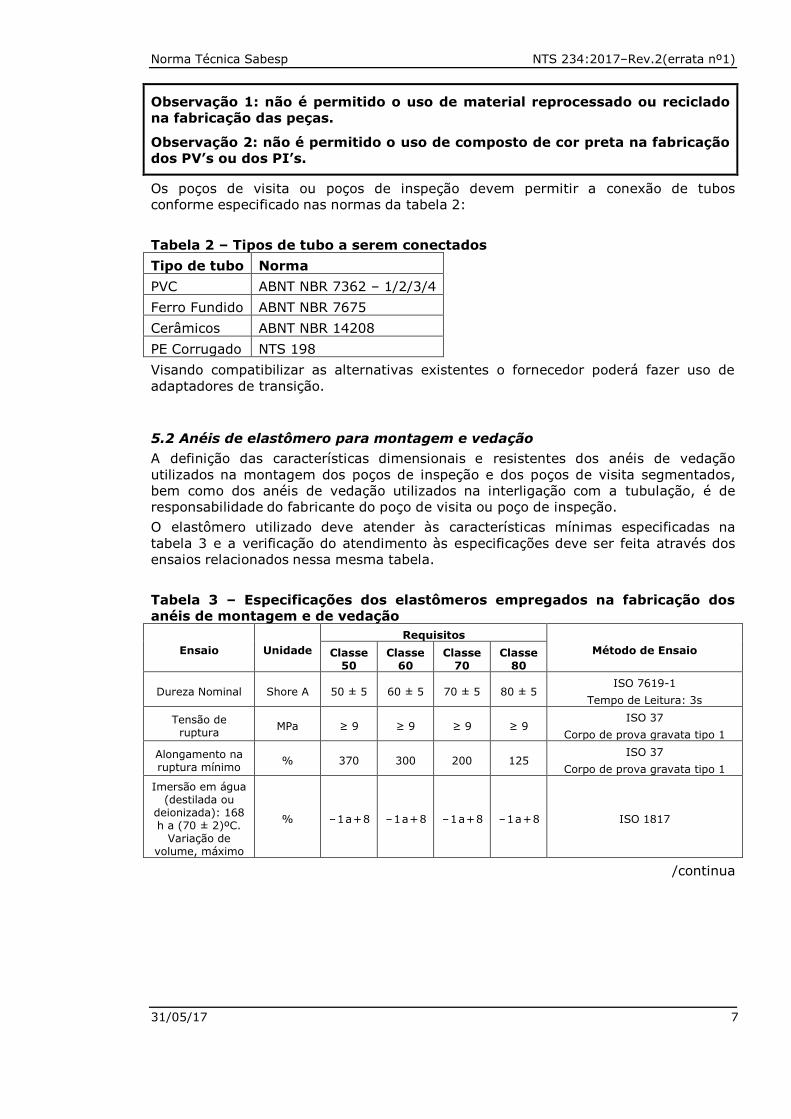
Observação 1: não é permitido o uso de material reprocessado ou reciclado
na fabricação das peças.
Observação 2: não é permitido o uso de composto de cor preta na fabricação
dos PV’s ou dos PI’s.
Os poços de visita ou poços de inspeção devem permitir a conexão de tubos
conforme especificado nas normas da tabela 2:
Tabela 2 – Tipos de tubo a serem conectados
Tipo de tubo Norma
PVC ABNT NBR 7362 – 1/2/3/4
Ferro Fundido ABNT NBR 7675
Cerâmicos ABNT NBR 14208
PE Corrugado NTS 198
Visando compatibilizar as alternativas existentes o fornecedor poderá fazer uso de
adaptadores de transição.
5.2 Anéis de elastômero para montagem e vedação
A definição das características dimensionais e resistentes dos anéis de vedação
utilizados na montagem dos poços de inspeção e dos poços de visita segmentados,
bem como dos anéis de vedação utilizados na interligação com a tubulação, é de
responsabilidade do fabricante do poço de visita ou poço de inspeção.
O elastômero utilizado deve atender às características mínimas especificadas na
tabela 3 e a verificação do atendimento às especificações deve ser feita através dos
ensaios relacionados nessa mesma tabela.
Tabela 3 – Especificações dos elastômeros empregados na fabricação dos
anéis de montagem e de vedação
Ensaio Unidade
Requisitos
Método de Ensaio Classe 50
Classe 60
Classe 70
Classe 80
Dureza Nominal Shore A 50 ± 5 60 ± 5 70 ± 5 80 ± 5 ISO 7619-1
Tempo de Leitura: 3s
Tensão de ruptura
MPa ≥ 9 ≥ 9 ≥ 9 ≥ 9 ISO 37
Corpo de prova gravata tipo 1
Alongamento na ruptura mínimo
% 370 300 200 125 ISO 37
Corpo de prova gravata tipo 1
Imersão em água (destilada ou
deionizada): 168 h a (70 ± 2)ºC.
Variação de volume, máximo
% – 1 a + 8 – 1 a + 8 – 1 a + 8 – 1 a + 8 ISO 1817
/continua
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
8 31/05/17
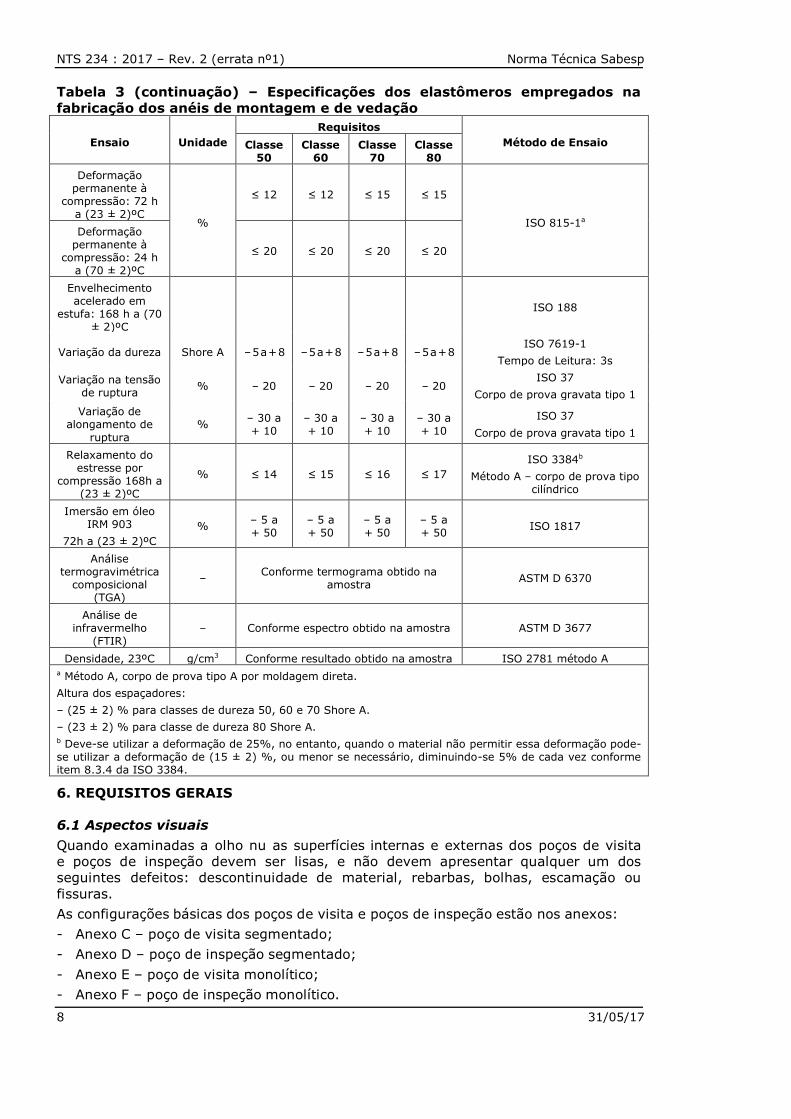
Tabela 3 (continuação) – Especificações dos elastômeros empregados na
fabricação dos anéis de montagem e de vedação
Ensaio Unidade
Requisitos
Método de Ensaio Classe 50
Classe 60
Classe 70
Classe 80
Deformação permanente à
compressão: 72 h a (23 ± 2)ºC
%
≤ 12 ≤ 12 ≤ 15 ≤ 15
ISO 815-1a Deformação
permanente à compressão: 24 h
a (70 ± 2)ºC
≤ 20 ≤ 20 ≤ 20 ≤ 20
Envelhecimento acelerado em
estufa: 168 h a (70 ± 2)ºC
ISO 188
Variação da dureza Shore A – 5 a + 8 – 5 a + 8 – 5 a + 8 – 5 a + 8 ISO 7619-1
Tempo de Leitura: 3s
Variação na tensão de ruptura
% – 20 – 20 – 20 – 20 ISO 37
Corpo de prova gravata tipo 1
Variação de alongamento de
ruptura
% – 30 a + 10
– 30 a + 10
– 30 a + 10
– 30 a + 10
ISO 37
Corpo de prova gravata tipo 1
Relaxamento do estresse por
compressão 168h a (23 ± 2)ºC
% ≤ 14 ≤ 15 ≤ 16 ≤ 17
ISO 3384b
Método A – corpo de prova tipo cilíndrico
Imersão em óleo IRM 903
72h a (23 ± 2)ºC
% – 5 a + 50
– 5 a + 50
– 5 a + 50
– 5 a + 50
ISO 1817
Análise termogravimétrica
composicional (TGA)
– Conforme termograma obtido na
amostra ASTM D 6370
Análise de infravermelho
(FTIR) – Conforme espectro obtido na amostra ASTM D 3677
Densidade, 23ºC g/cm3 Conforme resultado obtido na amostra ISO 2781 método A a Método A, corpo de prova tipo A por moldagem direta.
Altura dos espaçadores:
– (25 ± 2) % para classes de dureza 50, 60 e 70 Shore A.
– (23 ± 2) % para classe de dureza 80 Shore A. b Deve-se utilizar a deformação de 25%, no entanto, quando o material não permitir essa deformação pode-se utilizar a deformação de (15 ± 2) %, ou menor se necessário, diminuindo-se 5% de cada vez conforme item 8.3.4 da ISO 3384.
6. REQUISITOS GERAIS
6.1 Aspectos visuais
Quando examinadas a olho nu as superfícies internas e externas dos poços de visita
e poços de inspeção devem ser lisas, e não devem apresentar qualquer um dos
seguintes defeitos: descontinuidade de material, rebarbas, bolhas, escamação ou
fissuras.
As configurações básicas dos poços de visita e poços de inspeção estão nos anexos:
- Anexo C – poço de visita segmentado;
- Anexo D – poço de inspeção segmentado;
- Anexo E – poço de visita monolítico;
- Anexo F – poço de inspeção monolítico.
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 9
Outras configurações podem ser apresentadas sujeitas à aprovação prévia da
Sabesp.
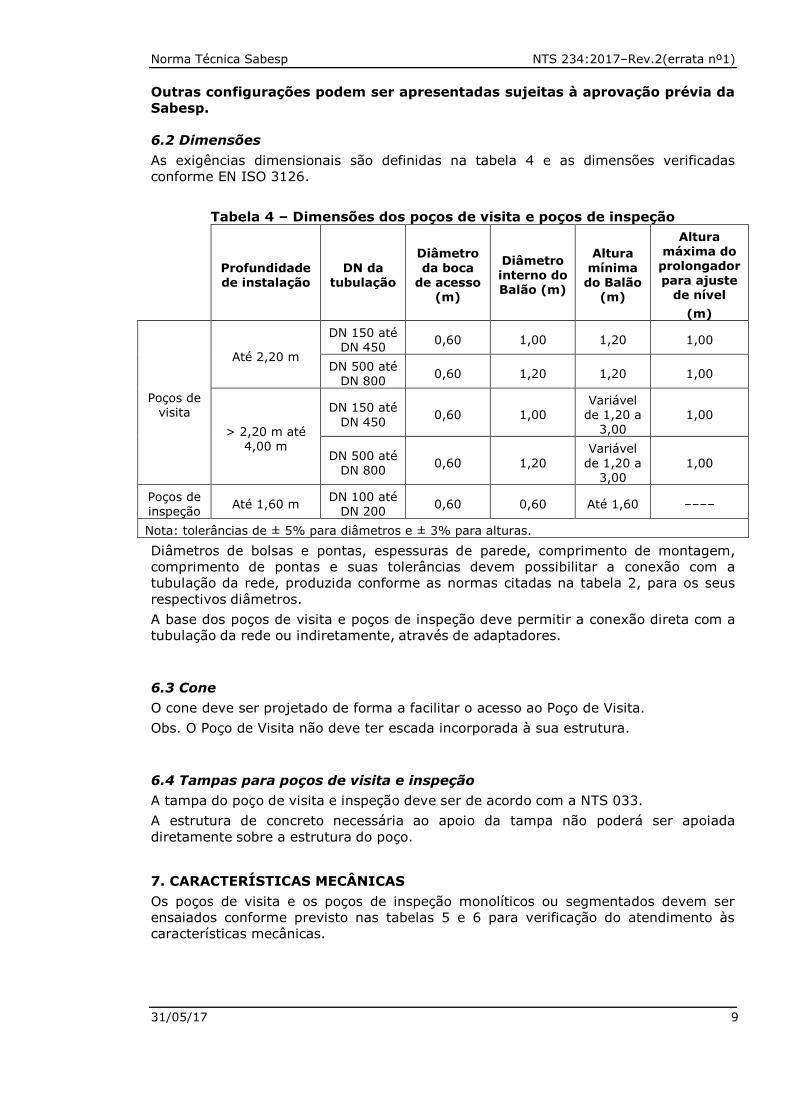
6.2 Dimensões
As exigências dimensionais são definidas na tabela 4 e as dimensões verificadas
conforme EN ISO 3126.
Tabela 4 – Dimensões dos poços de visita e poços de inspeção
Profundidade de instalação
DN da tubulação
Diâmetro
da boca de acesso
(m)
Diâmetro interno do Balão (m)
Altura
mínima do Balão
(m)
Altura máxima do
prolongador para ajuste
de nível
(m)
Poços de visita
Até 2,20 m
DN 150 até DN 450
0,60 1,00 1,20 1,00
DN 500 até DN 800
0,60 1,20 1,20 1,00
> 2,20 m até 4,00 m
DN 150 até
DN 450 0,60 1,00
Variável de 1,20 a
3,00 1,00
DN 500 até DN 800
0,60 1,20
Variável
de 1,20 a 3,00
1,00
Poços de inspeção
Até 1,60 m DN 100 até
DN 200 0,60 0,60 Até 1,60 ––––
Nota: tolerâncias de ± 5% para diâmetros e ± 3% para alturas.
Diâmetros de bolsas e pontas, espessuras de parede, comprimento de montagem,
comprimento de pontas e suas tolerâncias devem possibilitar a conexão com a
tubulação da rede, produzida conforme as normas citadas na tabela 2, para os seus
respectivos diâmetros.
A base dos poços de visita e poços de inspeção deve permitir a conexão direta com a
tubulação da rede ou indiretamente, através de adaptadores.
6.3 Cone
O cone deve ser projetado de forma a facilitar o acesso ao Poço de Visita.
Obs. O Poço de Visita não deve ter escada incorporada à sua estrutura.
6.4 Tampas para poços de visita e inspeção
A tampa do poço de visita e inspeção deve ser de acordo com a NTS 033.
A estrutura de concreto necessária ao apoio da tampa não poderá ser apoiada
diretamente sobre a estrutura do poço.
7. CARACTERÍSTICAS MECÂNICAS
Os poços de visita e os poços de inspeção monolíticos ou segmentados devem ser
ensaiados conforme previsto nas tabelas 5 e 6 para verificação do atendimento às
características mecânicas.

NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
10 31/05/17
Tabela 5 – Características mecânicas das bases dos poços de visita e poços de
inspeção monolíticos ou segmentados
Parâmetros de teste Método
de ensaio Exigências Característica do
parâmetro Valor
Integridade estrutural:
Anexo A e EN 14830
Nenhum colapso ou rachaduras.
Deformações verticais menores ou iguais a 5% do diâmetro externo do tubo
de esgoto principala. Deformação horizontal,
menor ou igual a 10% do diâmetro externo do tubo
principal de esgotoa.
pressão de teste – 0,50 bar (PV) – 0,30 bar (PI)
temperatura de teste (23 ± 2)ºC
tempo de teste, t 1000 h
Resistência ao impacto a baixa
temperatura (–29ºC)
Espessura (e) Energia mínima (Emin)
ABNT NBR 15762
seção 7.3
Ausência de falhas 4,7 a 6,5 mm 120,0 J
6,5 a 13,0 mm 135,0 J
> 13,0 mm 10 x e + 5 J
Resistência ao impacto:
Anexo B e EN 744
Sem rachaduras ou outros danos que comprometam o
funcionamento da base.
peso do percussor 1 kg
raio do percussor 50 mm
altura de queda 2,5 m
temperatura de teste (20 ± 2)ºC a Valores são relacionados a uma previsão extrapolada de vida útil de 50 anos.
Tabela 6 – Elevador para poços de visita e poços de inspeção monolíticos ou
segmentados; características mecânicas e montagem.
Parâmetros de teste Método de teste Requisitos
Rigidez do anel EN 14982 ≥ 2,0 kN/m2 (poços de inspeção)
≥ 2,5 kN/m2 (poços de visita)
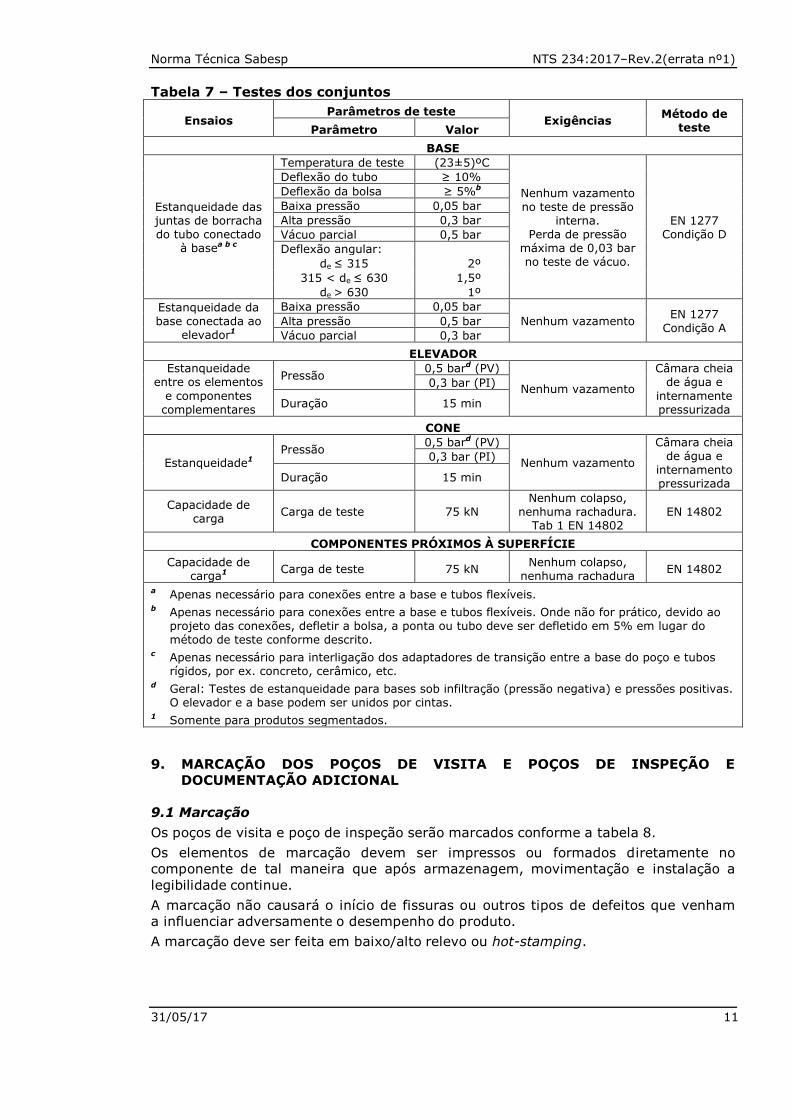
8. EXIGÊNCIAS DE DESEMPENHO
Os poços de visita e de inspeção, segmentados ou monolíticos, e cada um de seus
componentes (base, elevador e cone) devem atender aos requisitos estabelecidos na
tabela 7.
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 11
Tabela 7 – Testes dos conjuntos
Ensaios Parâmetros de teste
Exigências Método de
teste Parâmetro Valor
BASE
Estanqueidade das juntas de borracha do tubo conectado
à basea b c
Temperatura de teste (23±5)ºC
Nenhum vazamento no teste de pressão
interna. Perda de pressão
máxima de 0,03 bar no teste de vácuo.
EN 1277 Condição D
Deflexão do tubo ≥ 10%
Deflexão da bolsa ≥ 5%b
Baixa pressão 0,05 bar
Alta pressão 0,3 bar
Vácuo parcial 0,5 bar
Deflexão angular:
de ≤ 315 2º
315 < de ≤ 630 1,5º
de > 630 1º
Estanqueidade da base conectada ao
elevador1
Baixa pressão 0,05 bar
Nenhum vazamento EN 1277
Condição A Alta pressão 0,5 bar
Vácuo parcial 0,3 bar
ELEVADOR
Estanqueidade entre os elementos
e componentes complementares
Pressão 0,5 bard (PV)
Nenhum vazamento
Câmara cheia de água e
internamente pressurizada
0,3 bar (PI)
Duração 15 min
CONE
Estanqueidade1 Pressão
0,5 bard (PV)
Nenhum vazamento
Câmara cheia de água e
internamento pressurizada
0,3 bar (PI)
Duração 15 min
Capacidade de carga
Carga de teste 75 kN Nenhum colapso,
nenhuma rachadura. Tab 1 EN 14802
EN 14802
COMPONENTES PRÓXIMOS À SUPERFÍCIE
Capacidade de carga1 Carga de teste 75 kN
Nenhum colapso, nenhuma rachadura
EN 14802
a Apenas necessário para conexões entre a base e tubos flexíveis. b Apenas necessário para conexões entre a base e tubos flexíveis. Onde não for prático, devido ao
projeto das conexões, defletir a bolsa, a ponta ou tubo deve ser defletido em 5% em lugar do método de teste conforme descrito.
c Apenas necessário para interligação dos adaptadores de transição entre a base do poço e tubos rígidos, por ex. concreto, cerâmico, etc.
d Geral: Testes de estanqueidade para bases sob infiltração (pressão negativa) e pressões positivas. O elevador e a base podem ser unidos por cintas.
1 Somente para produtos segmentados.
9. MARCAÇÃO DOS POÇOS DE VISITA E POÇOS DE INSPEÇÃO E
DOCUMENTAÇÃO ADICIONAL
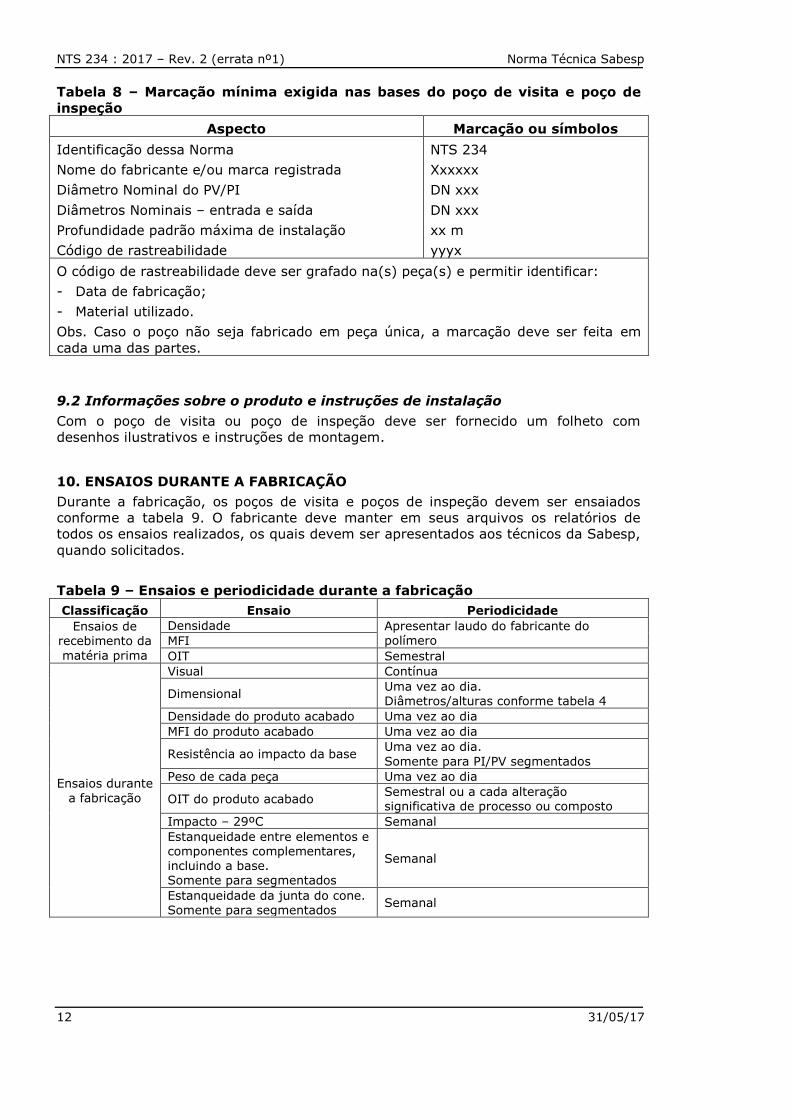
9.1 Marcação
Os poços de visita e poço de inspeção serão marcados conforme a tabela 8.
Os elementos de marcação devem ser impressos ou formados diretamente no
componente de tal maneira que após armazenagem, movimentação e instalação a
legibilidade continue.
A marcação não causará o início de fissuras ou outros tipos de defeitos que venham
a influenciar adversamente o desempenho do produto.
A marcação deve ser feita em baixo/alto relevo ou hot-stamping.
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
12 31/05/17
Tabela 8 – Marcação mínima exigida nas bases do poço de visita e poço de
inspeção
Aspecto Marcação ou símbolos
Identificação dessa Norma
Nome do fabricante e/ou marca registrada
Diâmetro Nominal do PV/PI
Diâmetros Nominais – entrada e saída
Profundidade padrão máxima de instalação
Código de rastreabilidade
NTS 234
Xxxxxx
DN xxx
DN xxx
xx m
yyyx
O código de rastreabilidade deve ser grafado na(s) peça(s) e permitir identificar:
- Data de fabricação;
- Material utilizado.
Obs. Caso o poço não seja fabricado em peça única, a marcação deve ser feita em
cada uma das partes.
9.2 Informações sobre o produto e instruções de instalação
Com o poço de visita ou poço de inspeção deve ser fornecido um folheto com
desenhos ilustrativos e instruções de montagem.
10. ENSAIOS DURANTE A FABRICAÇÃO
Durante a fabricação, os poços de visita e poços de inspeção devem ser ensaiados
conforme a tabela 9. O fabricante deve manter em seus arquivos os relatórios de
todos os ensaios realizados, os quais devem ser apresentados aos técnicos da Sabesp,
quando solicitados.
Tabela 9 – Ensaios e periodicidade durante a fabricação
Classificação Ensaio Periodicidade
Ensaios de recebimento da
matéria prima
Densidade Apresentar laudo do fabricante do polímero MFI
OIT Semestral
Ensaios durante
a fabricação
Visual Contínua
Dimensional Uma vez ao dia. Diâmetros/alturas conforme tabela 4
Densidade do produto acabado Uma vez ao dia
MFI do produto acabado Uma vez ao dia
Resistência ao impacto da base Uma vez ao dia.
Somente para PI/PV segmentados
Peso de cada peça Uma vez ao dia
OIT do produto acabado Semestral ou a cada alteração significativa de processo ou composto
Impacto – 29ºC Semanal
Estanqueidade entre elementos e componentes complementares, incluindo a base. Somente para segmentados
Semanal
Estanqueidade da junta do cone. Somente para segmentados
Semanal
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 13
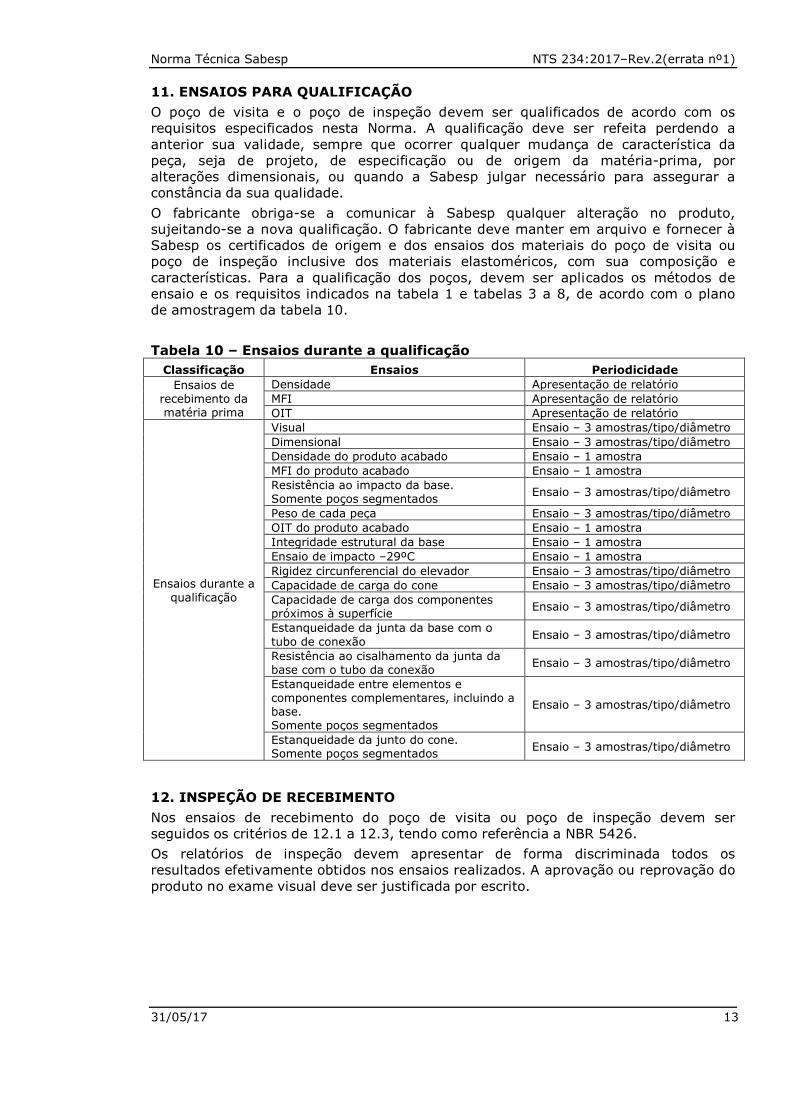
11. ENSAIOS PARA QUALIFICAÇÃO
O poço de visita e o poço de inspeção devem ser qualificados de acordo com os
requisitos especificados nesta Norma. A qualificação deve ser refeita perdendo a
anterior sua validade, sempre que ocorrer qualquer mudança de característica da
peça, seja de projeto, de especificação ou de origem da matéria-prima, por
alterações dimensionais, ou quando a Sabesp julgar necessário para assegurar a
constância da sua qualidade.
O fabricante obriga-se a comunicar à Sabesp qualquer alteração no produto,
sujeitando-se a nova qualificação. O fabricante deve manter em arquivo e fornecer à
Sabesp os certificados de origem e dos ensaios dos materiais do poço de visita ou
poço de inspeção inclusive dos materiais elastoméricos, com sua composição e
características. Para a qualificação dos poços, devem ser aplicados os métodos de
ensaio e os requisitos indicados na tabela 1 e tabelas 3 a 8, de acordo com o plano
de amostragem da tabela 10.
Tabela 10 – Ensaios durante a qualificação
Classificação Ensaios Periodicidade
Ensaios de recebimento da matéria prima
Densidade Apresentação de relatório
MFI Apresentação de relatório
OIT Apresentação de relatório
Ensaios durante a
qualificação
Visual Ensaio – 3 amostras/tipo/diâmetro
Dimensional Ensaio – 3 amostras/tipo/diâmetro
Densidade do produto acabado Ensaio – 1 amostra
MFI do produto acabado Ensaio – 1 amostra
Resistência ao impacto da base. Somente poços segmentados
Ensaio – 3 amostras/tipo/diâmetro
Peso de cada peça Ensaio – 3 amostras/tipo/diâmetro
OIT do produto acabado Ensaio – 1 amostra
Integridade estrutural da base Ensaio – 1 amostra
Ensaio de impacto –29ºC Ensaio – 1 amostra
Rigidez circunferencial do elevador Ensaio – 3 amostras/tipo/diâmetro
Capacidade de carga do cone Ensaio – 3 amostras/tipo/diâmetro
Capacidade de carga dos componentes próximos à superfície
Ensaio – 3 amostras/tipo/diâmetro
Estanqueidade da junta da base com o
tubo de conexão Ensaio – 3 amostras/tipo/diâmetro
Resistência ao cisalhamento da junta da base com o tubo da conexão
Ensaio – 3 amostras/tipo/diâmetro
Estanqueidade entre elementos e componentes complementares, incluindo a base. Somente poços segmentados
Ensaio – 3 amostras/tipo/diâmetro
Estanqueidade da junto do cone. Somente poços segmentados
Ensaio – 3 amostras/tipo/diâmetro
12. INSPEÇÃO DE RECEBIMENTO
Nos ensaios de recebimento do poço de visita ou poço de inspeção devem ser
seguidos os critérios de 12.1 a 12.3, tendo como referência a NBR 5426.
Os relatórios de inspeção devem apresentar de forma discriminada todos os
resultados efetivamente obtidos nos ensaios realizados. A aprovação ou reprovação do
produto no exame visual deve ser justificada por escrito.
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
14 31/05/17
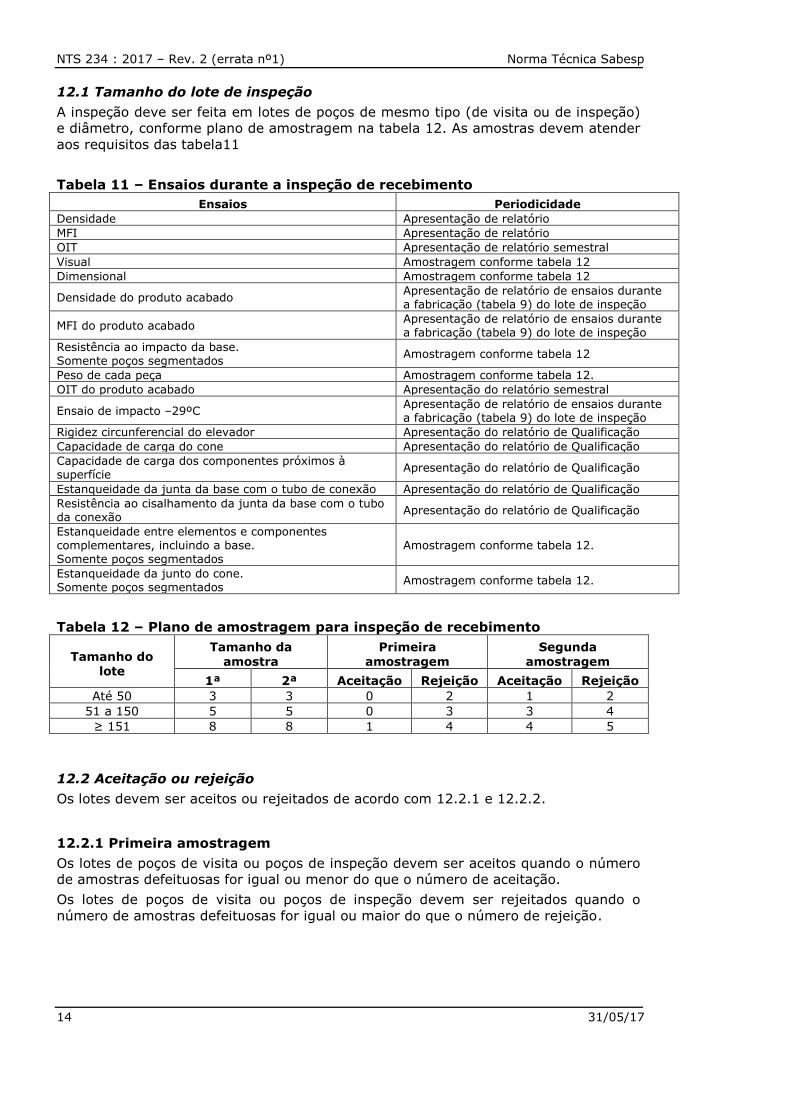
12.1 Tamanho do lote de inspeção
A inspeção deve ser feita em lotes de poços de mesmo tipo (de visita ou de inspeção)
e diâmetro, conforme plano de amostragem na tabela 12. As amostras devem atender
aos requisitos das tabela11
Tabela 11 – Ensaios durante a inspeção de recebimento
Ensaios Periodicidade
Densidade Apresentação de relatório
MFI Apresentação de relatório
OIT Apresentação de relatório semestral
Visual Amostragem conforme tabela 12
Dimensional Amostragem conforme tabela 12
Densidade do produto acabado Apresentação de relatório de ensaios durante a fabricação (tabela 9) do lote de inspeção
MFI do produto acabado Apresentação de relatório de ensaios durante a fabricação (tabela 9) do lote de inspeção
Resistência ao impacto da base. Somente poços segmentados
Amostragem conforme tabela 12
Peso de cada peça Amostragem conforme tabela 12.
OIT do produto acabado Apresentação do relatório semestral
Ensaio de impacto –29ºC Apresentação de relatório de ensaios durante a fabricação (tabela 9) do lote de inspeção
Rigidez circunferencial do elevador Apresentação do relatório de Qualificação
Capacidade de carga do cone Apresentação do relatório de Qualificação
Capacidade de carga dos componentes próximos à superfície
Apresentação do relatório de Qualificação
Estanqueidade da junta da base com o tubo de conexão Apresentação do relatório de Qualificação
Resistência ao cisalhamento da junta da base com o tubo da conexão
Apresentação do relatório de Qualificação
Estanqueidade entre elementos e componentes complementares, incluindo a base. Somente poços segmentados
Amostragem conforme tabela 12.
Estanqueidade da junto do cone. Somente poços segmentados
Amostragem conforme tabela 12.
Tabela 12 – Plano de amostragem para inspeção de recebimento
Tamanho do lote
Tamanho da amostra
Primeira amostragem
Segunda amostragem
1ª 2ª Aceitação Rejeição Aceitação Rejeição
Até 50 3 3 0 2 1 2
51 a 150 5 5 0 3 3 4
≥ 151 8 8 1 4 4 5
12.2 Aceitação ou rejeição
Os lotes devem ser aceitos ou rejeitados de acordo com 12.2.1 e 12.2.2.
12.2.1 Primeira amostragem
Os lotes de poços de visita ou poços de inspeção devem ser aceitos quando o número
de amostras defeituosas for igual ou menor do que o número de aceitação.
Os lotes de poços de visita ou poços de inspeção devem ser rejeitados quando o
número de amostras defeituosas for igual ou maior do que o número de rejeição.
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 15
12.2.2 Segunda amostragem
Os lotes de poços de visita ou de poços de inspeção cujo número de amostras
defeituosas for maior do que o 1º número de aceitação e menor do que o 1º número
de rejeição, devem ser submetidos a uma segunda amostragem.
Os lotes de poços de visita ou poços de inspeção devem ser aceitos quando o número
de amostras defeituosas for igual ou menor do que o 2º número de aceitação.
Os lotes de poços de visita ou poços de inspeção devem ser rejeitados quando o
número de amostras defeituosas for igual ou maior do que o 2º número de
rejeição.
Na segunda amostragem considera-se para o critério de aceitação/rejeição, a
soma dos itens da 1ª e 2ª amostra.
12.3 Liberação do lote
Caso o lote seja aprovado, cada uma das peças que compõem o lote deve receber
um selo de inspeção Sabesp.
13. RELATÓRIO DE INSPEÇÃO
O relatório de inspeção deve apresentar de forma discriminada todos os resultados
efetivamente obtidos em cada um dos corpos-de-prova efetivamente obtidos nos
ensaios realizados. A aprovação ou reprovação do produto no exame visual deve
ser justificada por escrito.
Quando houver necessidade de arredondamento, este somente poderá ser efetuado no
resultado final.
Em caso de ocorrência de falhas futuras, o Relatório mencionado neste item será
utilizado como parâmetro de referência para verificação da qualidade do material.
14. OBSERVAÇÕES FINAIS
A Sabesp se reserva no direito de a qualquer momento retirar amostras no
fornecedor ou em materiais já entregues e armazenados em seus Almoxarifados ou
canteiros de obras, para realização de todos os ensaios previstos nesta norma,
principalmente para checagem da origem da matéria prima identificada nas peças.
Os ensaios serão realizados em laboratórios independentes escolhidos pela Sabesp.
A Sabesp não aceitará nenhuma justificativa para não conformidades encontradas
em materiais já entregues e inspecionados, principalmente com relação à
adulteração da matéria-prima utilizada na fabricação das peças. Caso seja encontrada
qualquer não conformidade, a empresa fornecedora terá todos os materiais em
poder da Sabesp devolvidos, será responsabilizada por todos os custos
decorrentes e estará sujeita à perda do Atestado de Conformidade Técnica e outras
penalidades
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
16 31/05/17
ANEXO A (Normativo): Integridade Estrutural de materiais usados em
projetos específicos
A 1 Geral
A durabilidade das bases envolverá uma verificação da integridade estrutural (colapso
geométrico) e uma verificação da resistência ao impacto em baixa temperatura do
material conforme usado no projeto específico. A integridade estrutural será
determinada a temperatura ambiente conforme descrito na seção A.3.1. A
resistência ao impacto do material no projeto específico será determinada em baixa
temperatura, como descrito na seção A.3.2.
NOTA: Com exceção da base, carregada por carga constante combinada, os outros
componentes estão principalmente sob condição de cargas compressivas.
A 2 Procedimento de teste
A integridade estrutural das bases e impacto a −29C serão determinadas conforme o
procedimento de teste citado no item 8.1 da EN 14830.
A 3 Avaliação de dados
A 3.1 Integridade Estrutural
A deformação de 50 anos pode ser calculada conforme descrito na EN 14830.
Nota 1: Para a deformação final prevista nas direções vertical e horizontal
respectivamente o resultado final, conforme esse método de cálculo é o que segue:
(/d)v = Y50,v/d e (/d)h = Y50,h/d.
onde d é a largura nominal do perfil de fluxo.
Se a deformação vertical prevista de 50 anos for maior de 2 % ou a deformação
horizontal for maior de 4% o coeficiente de correlação será de no mínimo 0,90. Em
todos os outros casos o coeficiente de correlação será ignorado.
Quando aplicável o coeficiente de correlação será de no mínimo 0,90 para o último
intervalo e o último intervalo cobrirá um período de tempo de 800 h a 1000 h. Se o
coeficiente de correlação não tiver atingido o valor de 0,90 os testes serão
continuados conforme EN 14830 até que este seja atingido.
Nota 2: Quando a deformação na direção horizontal (largura do perfil de fluxo) for
menos de 10% o equipamento normal de inspeção e limpeza pode entrar no
sistema de esgoto. Quando a deformação na direção vertical for menos de 5% os
efeitos sobre o desempenho do fluxo podem ser descartados.
A 3.2 Resistência ao impacto a baixa temperatura, por queda de dardo
O ensaio de impacto a baixa temperatura (–29 C) por que de dardo fornece um
valor que é usado como uma indicação da qualidade da moldagem do produto, bem
como da utilização de uma resina adequada ao processo. Se as condições de
moldagem tiverem sido inadequadas e uma fusão homogênea não foi obtida, o
resultado do ensaio deve ser baixo. Valores mais altos de resistência ao impacto
são obtidos nas condições ideais de moldagem
Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 17
ANEXO A (Normativo) - Continuação: Integridade Estrutural de materiais
usados em projetos específicos
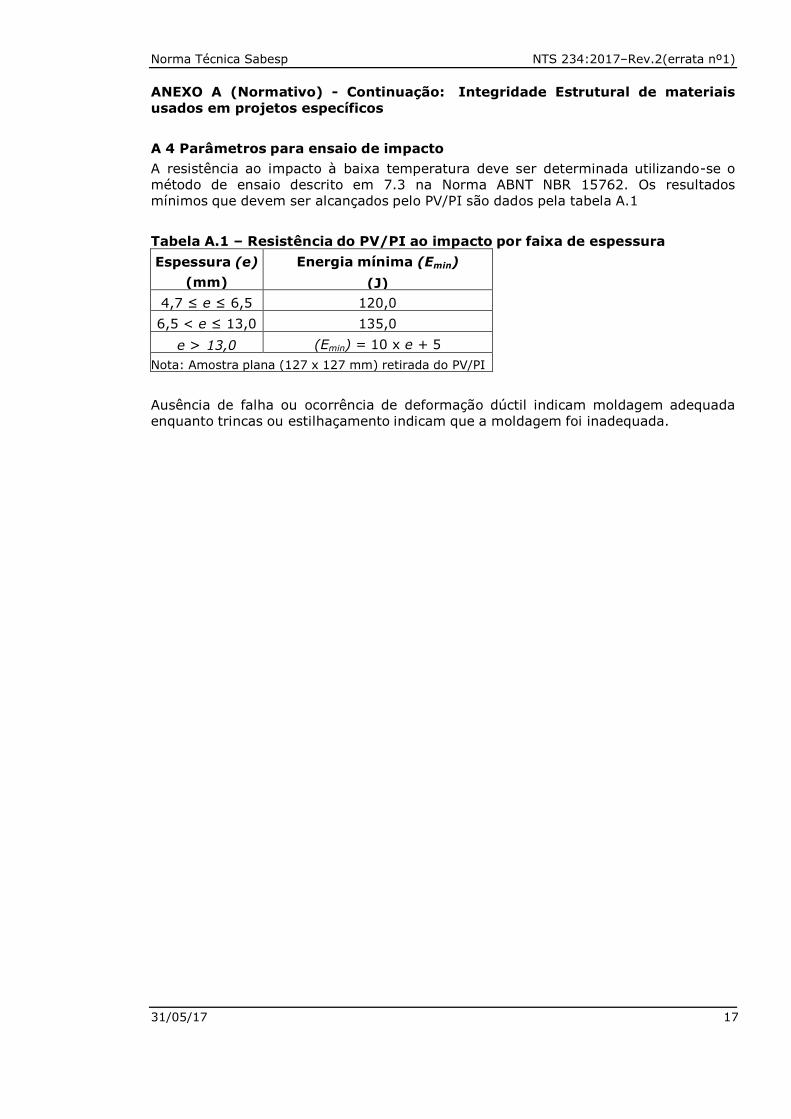
A 4 Parâmetros para ensaio de impacto
A resistência ao impacto à baixa temperatura deve ser determinada utilizando-se o
método de ensaio descrito em 7.3 na Norma ABNT NBR 15762. Os resultados
mínimos que devem ser alcançados pelo PV/PI são dados pela tabela A.1
Tabela A.1 – Resistência do PV/PI ao impacto por faixa de espessura
Espessura (e)
(mm)
Energia mínima (Emin)
(J)
4,7 ≤ e ≤ 6,5 120,0
6,5 < e ≤ 13,0 135,0
e > 13,0 (Emin) = 10 x e + 5
Nota: Amostra plana (127 x 127 mm) retirada do PV/PI
Ausência de falha ou ocorrência de deformação dúctil indicam moldagem adequada
enquanto trincas ou estilhaçamento indicam que a moldagem foi inadequada.
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
18 31/05/17
ANEXO B (Normativo): Teste de impacto em bases de câmara
B 1 Equipamento de teste
O equipamento de teste será conforme EN 744.
B 2 Procedimento de teste
Coloque a base de câmara completa sob um bloco em V de tal forma que haja um
espaço de pelo menos 30 mm entre a base e o bloco no ponto de impacto. Para
bases de câmara maiores o equipamento poderá ser modificado para que aquelas
câmaras se adaptem ao bloco. O bloco em V poderá ser eliminado, mas o espaço de
30 mm deve permanecer entre a extremidade do tubo guia e a base no ponto de
impacto e entre o solo e a base no ponto de impacto.
Use um tubo reto com diâmetro interno de 100 mm a 106 mm e um comprimento de
2,5 m. Coloque uma extremidade deste tubo no meio da base da câmara em posição
vertical, perpendicular à base da câmara. Deixe cair um percussor tipo d90 com
massa de 1 kg de uma altura de 2,5 m.

Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 19
ANEXO C – CONFIGURAÇÃO BÁSICA DO POÇO DE VISITA SEGMENTADO

NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
20 31/05/17
ANEXO D – CONFIGURAÇÃO BÁSICA DO POÇO DE INSPEÇÃO SEGMENTADO

Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 21
ANEXO E – CONFIGURAÇÃO BÁSICA DO POÇO DE VISITA MONOLITICO
NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
22 31/05/17
ANEXO F – CONFIGURAÇÃO BÁSICA DO POÇO DE INSPEÇÃO MONOLITICO
ELEVADOR
BASE

Norma Técnica Sabesp NTS 234:2017–Rev.2(errata nº1)
31/05/17 23
Poços de visita e de inspeção em material plástico
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo ser
alterada ou ampliada sempre que for necessário. Sugestões e comentários devem ser
enviados ao Departamento de Acervo e Normalização Técnica - TXA;
2) Tomaram parte na revisão desta Norma.
ÁREA UNIDADE DE TRABALHO NOME
C
CSQ
Estevão Morinigo Junior
Fábio Severian
Luiz Roberto Stelle
M MSE Meunim Rodrigues Oliveira Junior
R RSE Luiz Ricardo Negri
T
TB Armando Mariano
TGT Luiz Américo Magri
TXA
Dorival Corrêa Vallilo
Marco Aurélio Lima Barbosa

NTS 234 : 2017 – Rev. 2 (errata nº1) Norma Técnica Sabesp
24 31/05/17
Sabesp - Companhia de Saneamento Básico do Estado de São Paulo
Diretoria de Tecnologia, Empreendimentos e Meio Ambiente - T
Superintendência de Pesquisa Desenvolvimento Tecnológico e Inovação – TX
Departamento de Acervo e Normalização Técnica - TXA
Rua Costa Carvalho, 300 - CEP 05429-900
São Paulo - SP – Brasil
Fax: (11) 3388-8695
E-mail: [email protected]
- Palavras Chave: poço de visita, poço de inspeção, plástico
- 21 páginas