
NBR 13312 - Tanque Atmosferico Subterraneo Em Psotos de Servico
19
Sede: Rio de Janeiro Av. Treze de Maio, 13 / 28º andar CEP 20003-900 – Caixa Postal 1680 Rio de Janeiro – RJ Tel.: PABX (21) 3974.2300 Fax: (21) 220-1762/2220-6436 Endereço eletrônico: www.abnt.org.br ABNT – Associação Brasileira de Normas Técnicas Copyright © 2003 ABNT–Associação Brasileira de Normas Técnicas Printed in Brazil/ Impresso no Brasil Todos os direitos reservados IBP-Instituto Brasileiro de Petróleo e Gás JUN 2003 NBR 13312 Posto de serviço - Construção de tanque atmosférico subterrâneo em aço-carbono Origem: Projeto NBR 13312:2003 ABNT/ONS-34 - Organismo de Normalização Setorial de Petróleo CE-34:000.04 - Comissão de Estudo para Distribuição e Armazenamento de Combustíveis NBR 13312 - Service station - Construction of carbon-steel underground storage tank Descriptors: Service station. Tank. Storage. Fuel Esta Norma substitui a NBR 13312:2001 Válida a partir de 30.07.2003 Incorpora a Errata nº 1 de AGO 2003 Palavras-chave: Posto de serviço. Tanque. Armazenagem. Combustível 19 páginas Sumário Prefácio 1 Objetivo 2 Referências nor mativas 3 Definições 4 Construção 5 Revestimento e xterno 6 Pressão de trab alho 7 Inspeção 8 Documentação, identificação, embalagem e ficha de acompanhamento do tanque 9 Instalação do ta nque ANEXOS A Figuras B Tolerâncias não especificadas C Codificação de tanque de combustíveis D Ficha de acompanhamento do tanque E Exemplos de berços Prefácio A ABNT – Associação Brasileira de Normas Técnicas – é o Fórum Nacional de Normalização. As Normas Brasileiras, cujo conteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB) e dos Organismos de Normalização Setorial (ABNT/ONS), são elaboradas por Comissões de Estudo (CE), formadas por representantes dos setores envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidades, laboratórios e outros). Os Projetos de Norma Brasileira, elaborados no âmbito dos ABNT/CB e ABNT/ONS, circulam para Consulta Pública entre os associados da ABNT e demais interessados. Esta Norma contêm os anexos A, B, C e D, de caráter normativo, e o anexo E, de caráter informativo. 1 Objetivo Esta Norma estabelece os requisitos gerais para fabricação de tanques cilíndricos de parede simples, soldados, empregando chapa ou bobina, de aço-carbono, para instalação subterrânea em posição horizontal, operando à pressão atmosférica, destinados a posto revendedor e de abastecimento.
Transcript of NBR 13312 - Tanque Atmosferico Subterraneo Em Psotos de Servico
Sede:Rio de JaneiroAv. Treze de Maio, 13 / 28º andarCEP 20003-900 – Caixa Postal 1680Rio de Janeiro – RJTel.: PABX (21) 3974.2300Fax: (21) 220-1762/2220-6436Endereço eletrônico:www.abnt.org.br
ABNT – AssociaçãoBrasileira deNormas Técnicas
Copyright © 2003ABNT–Associação Brasileirade Normas TécnicasPrinted in Brazil/Impresso no BrasilTodos os direitos reservados
IBP-Instituto Brasileirode Petróleo e Gás
JUN 2003 NBR 13312Posto de serviço - Construção detanque atmosférico subterrâneo emaço-carbono
Origem: Projeto NBR 13312:2003ABNT/ONS-34 - Organismo de Normalização Setorial de PetróleoCE-34:000.04 - Comissão de Estudo para Distribuição e Armazenamento deCombustíveisNBR 13312 - Service station - Construction of carbon-steel undergroundstorage tankDescriptors: Service station. Tank. Storage. FuelEsta Norma substitui a NBR 13312:2001Válida a partir de 30.07.2003Incorpora a Errata nº 1 de AGO 2003Palavras-chave: Posto de serviço. Tanque. Armazenagem.
Combustível19 páginas
SumárioPrefácio1 Objetivo2 Referências nor mativas3 Definições4 Construção5 Revestimento e xterno6 Pressão de trabalho7 Inspeção8 Documentação, identificação, embalagem e ficha de acompanhamento do tanque9 Instalação do tanqueANEXOSA FigurasB Tolerâncias não especificadasC Codificação de tanque de combustíveisD Ficha de acompanhamento do tanqueE Exemplos de berços
Prefácio
A ABNT – Associação Brasileira de Normas Técnicas – é o Fórum Nacional de Normalização. As Normas Brasileiras, cujoconteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB) e dos Organismos de Normalização Setorial(ABNT/ONS), são elaboradas por Comissões de Estudo (CE), formadas por representantes dos setores envolvidos, delasfazendo parte: produtores, consumidores e neutros (universidades, laboratórios e outros).
Os Projetos de Norma Brasileira, elaborados no âmbito dos ABNT/CB e ABNT/ONS, circulam para Consulta Pública entreos associados da ABNT e demais interessados.
Esta Norma contêm os anexos A, B, C e D, de caráter normativo, e o anexo E, de caráter informativo.
1 Objetivo
Esta Norma estabelece os requisitos gerais para fabricação de tanques cilíndricos de parede simples, soldados,empregando chapa ou bobina, de aço-carbono, para instalação subterrânea em posição horizontal, operando à pressãoatmosférica, destinados a posto revendedor e de abastecimento.
NBR 13312:20032
2 Referências no rmativas
As normas relacionadas a seguir contêm disposições que, ao serem citadas neste texto, constituem prescrições para estaNorma. As edições indicadas estavam em vigor no momento desta publicação. Como toda norma está sujeita a revisão,recomenda-se àqueles que realizam acordos com base nesta que verifiquem a conveniência de se usarem as ediçõesmais recentes das normas citadas a seguir. A ABNT possui a informação das normas em vigor em um dado momento.
NBR 9797:1987 - Tubo de aço-carbono eletricamente soldado para condução de água de abastecimento -Especificação
NBR 13781:2001 - Posto de serviço - Manuseio e instalação de tanque subterrâneo de combustíveis
NBR 13782:2001 - Posto de serviço - Sistemas de proteção externa para tanque atmosférico subterrâneo em aço-carbono
NBR 13785:2003 - Posto de serviço - Construção de tanque atmosférico de parede dupla jaquetado
ASTM A 36:2001 - Standard specification for carbon structural steel
ASTM A 105:2002 - Standard specification for carbon steel forgings for piping applications
ASTM A 283:2000 - Standard specification for low and intermediate tensile strength carbon steel plates
ASTM A 307:2002 - Standard specification for carbon steel bolts and studs, 60 000 psi tensile strength
ASTM A 563:2000 - Standard specification for carbon and alloy steel nuts
ASTM B 633-98e1 - Standard specification for electrodeposited coatings of zinc on iron and steel
ASTM B 134:2001 - Standard specification for brass wire
ASTM B 584:2000 - Standard specification for copper alloy sand castings for general applications
ASTM D 2000: 2001 - Standard classification system for rubber products in automotive applications
ASME Seção V:1995 - Nondestructive code - Adendo 1997
ASME Seção VIII:1995 - Pressure Vessel Division I - Adendo 1997
ASME Seção IX:1995 - Welding and brazing qualifications - Adendo 1997
AWS A 5.1:1991 - Specification for covered carbon steel arc welding electrodes
AWS A 5.17:1997 - Specification for carbon steel electrodes and fluxes for submerged arc welding
AWS A 5.18:1993 -Specification for carbon steel filler metals for gas
AWS A 5.20:1995 - Specification for carbon steel electrodes for flux cored arc welding
AWS D 1.1:1998 - Structural welding code shielded arc welding
DIN 2440:1987-Steel tubes medium-weight suitable for screwing
DIN 7168:1991- General tolerances for linear and angular dimensions and geometrical tolerances
DIN 8570:1987 CL. B - General tolerances for welded structures
SAE J 434:1986 - Automotive ductile (nodular) iron castings
UL 58:1998 - Steel underground tanks for flammable and combustible liquids
3 Definições
Para os efeitos desta Norma, aplicam-se as seguintes definições:
3.1 berço: Apoio de sustentação temporário para impedir o contato do costado do tanque com qualquer superfície, du-rante o transporte e o manuseio.
3.2 boca-de-visita: Abertura localizada na geratriz superior do tanque, que permite o acesso ao seu interior.
3.3 cava: Depressão no terreno provocada artificialmente, com a finalidade de instalação do tanque.
3.4 costado: Parte que forma a estrutura cilíndrica do tanque.
3.5 tampa da boca-de-visita: Flange cego que permite a instalação de conexões.
3.6 tampo: Disco externo que compõe a extremidade da estrutura cilíndrica do tanque.

NBR 13312:2003 3
3.7 tanque compartimentado: Tanque com um ou mais compartimentos divididos por um disco interno, no mínimo.
3.8 posto revendedor: Instalação onde se exerce a atividade de revenda varejista de combustíveis líquidos derivados depetróleo, álcool combustível e outros combustíveis automotivos, dispondo de equipamentos e sistemas para armazena-mento de combustíveis automotivos e equipamentos medidores.
3.9 posto de abastecimento: Instalação que possui equipamentos e sistemas para o armazenamento de combustívelautomotivo, com registrador de volume apropriado para o abastecimento de equipamentos móveis, veículos automotoresterrestres, aeronaves, embarcações ou locomotivas e cujos produtos são destinados exclusivamente ao uso do detentordas instalações ou de grupos fechados de pessoas físicas ou jurídicas, previamente identificadas e associados em formade empresas, cooperativas, condomínios, clubes ou assemelhados.
4 Construção
4.1 Capacidade e dimensões
A capacidade nominal total do tanque e compartimento (quando aplicável), as dimensões, assim como a sua massateórica, encontram-se na tabela 1 e nas figuras A.1, A.2, A.3 e A.4.
A capacidade real não deve ser menor que a capacidade nominal.
A capacidade real não deve ultrapassar 5% da capacidade nominal.
4.2 Costado e tampo
4.2.1 Costado
O costado dos tanques deve ser fabricado a partir de chapas ou bobinas de aço-carbono.
A soldagem dos anéis deve ser conforme a UL 58.
Para tanques de 30 000 L e 60 000 L, são permitidas apenas duas soldas longitudinais por anel, distantes entre si300 mm, no mínimo.
A defasagem dos cordões das soldas longitudinais, na montagem de dois anéis consecutivos, deve ser de no mínimo150 mm.
As soldas longitudinais devem ser posicionadas na parte superior do costado.
Não é permitido cruzamento de soldas.
Para costado formado por anéis, deve-se atender ao seguinte:
- tanque 15 000 L, com no máximo quatro anéis e chapa única por anel;
- tanque 30 000 L, com no máximo quatro anéis e duas chapas por anel;
- tanque 60 000 L, com no máximo oito anéis e duas chapas por anel.
4.2.2 Tampo
Os tampos devem ser fabricados a partir de chapas de aço-carbono e formados por processo de conformação porrebordeamento ou prensagem, que garanta as tolerâncias de espessura da chapa.
Para cada disco componente de um tampo, é permitida uma solda transversal defasada, no mínimo, 150 mm acima dalinha de centro. A espessura do disco não deve ser inferior à espessura nominal do costado. Os tampos devem ser unidosao costado por soldas de penetração total, conforme UL 58.
No caso de a formação do tampo necessitar de furo no centro do disco, este deverá ser fechado por meio de solda eensaiado em 100% pelo processo de líquido penetrante ou partícula magnética na solda acabada, no lado interno e nolado externo, realizados conforme os requisitos do código ASME Secão V.
4.3 Acessórios
4.3.1 Chapa de desgaste
Uma chapa de desgaste de mesmo material do tanque deve ser ponteada na face interna do costado, localizada nageratriz inferior, na projeção interna da conexão de descarga ∅ 4”, conforme a figura A.5. Esta chapa de desgaste deve terno mínimo 4,75 mm de espessura e diâmetro mínimo de 150 mm.

NBR 13312:20034
Tabela 1 - Capacidade e dimensões de tanque
Capacidadenominal
L
Diâmetronominal interno
mm
Comprimento nominaldo tanque
Mm
Espessura nominal mínimado tampo e do costado
mm
Massa teórica
kg
15 000 1 910 5 400 4,76 1 600
15 0001) 1 910 5 400 4,76 1 900
30 000 2 549 6 000 6,35 3 200
30 0002) 2 549 6 000 6,35 3 600
30 0003) 2 549 6 000 6,35 4 000
60 000 2 549 12 000 6,35 6 400
60 0004) 2 549 12 000 6,35 6 800
60 0005) 2 549 12 000 6,35 7 200
60 0006) 2 549 12 000 6,35 7 600
1) Dois compartimentos de 7 500 L.2) Dois compartimentos de 15 000 L ou um de 10 000 L e um de 20 000 L.3) Três compartimentos de 10 000 L.4) Dois compartimentos de 30 000 L.5) Três compartimentos de 20 000 L.6) Quatro compartimentos de 15 000 L.
4.3.2 Alça de içamento
Devem ser previstas duas alças de içamento soldadas na geratriz superior do tanque (ver figuras A.6 e A.7, típicas).
O posicionamento da alça deve atender às figuras A.1, A.2, A.3 ou A.4, conforme o tanque a ser montado.
4.3.3 Bujão/tampão
Deve ser colocado bujão/tampão provisório em todas as conexões roscadas.
4.4 Material para construção e montagem
Na construção dos tanques devem ser utilizados os seguintes materiais:
a) costado, tampos, divisórias e acessórios, exceto a tampa da boca-de-visita, em aço-carbono, conforme uma dasseguintes especificações: ASTM A 283 Graus C e D e ASTM A 36;
b) luvas conforme o especificado em 4.8.1 e 4.9;
c) parafusos e prisioneiros devem estar de acordo com a ASTM A 307 grau B, porcas devem estar de acordo com aASTM A 563 grau B, arruelas devem ser em aço-carbono; parafusos, prisioneiros, porcas e arruelas devem sergalvanizados de acordo com a ASTM B 633 tipo II SC-3 aspecto brilhante bicromatizado;
d) vedações da boca-de-visita devem ser de borracha nitrílica, conforme ASTM D 2000, que seja compatível com autilização dos combustíveis utilizados nos postos revendedores e postos de abastecimentos, e com a espessura de3,0 mm;
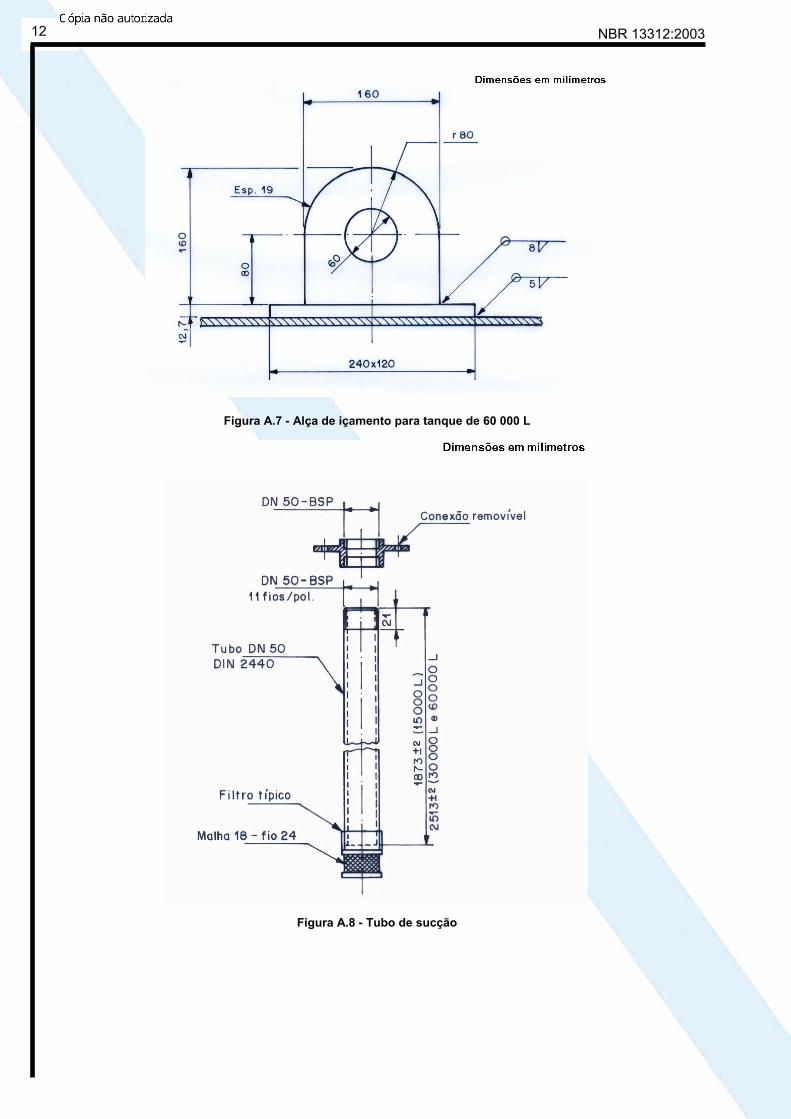
e) tubo de sucção de aço-carbono com dimensional DIN 2440, conforme a figura A.8, sem galvanização;
f) tampa da boca-de-visita e respectivos acessórios em aço-carbono conforme uma das seguintes especificações:ASTM A 283 Graus C e D e ASTM A 36 ou em ferro fundido conforme especificação SAE J434 Grau D 5506.
4.5 Soldagem
Este processo deve atender aos seguintes requisitos:
a) o fabricante deve apresentar certificado de qualificação de seus procedimentos de soldagem para demonstrar suaadequabilidade na fabricação e o atendimento dos requisitos especificados. As especificações para cada procedimentode solda devem ser qualificadas, assim como soldadores e operadores de solda, de acordo com as regras dadas naqualificação de solda no Código ASME Seção IX;
b) os eletrodos para soldagem manual com eletrodo revestido devem ser conforme AWS A 5.1;
c) os consumíveis para soldagem por arco submerso devem ser conforme AWS A 5.17;

NBR 13312:2003 5
d) os consumíveis para soldagem por mig-mag devem ser conforme AWS A 5.18;
e) os arames tubulares devem ser conforme AWS A 5.20;
f) a soldagem na sua aparência final deve ser conforme AWS D 1.1;
4.6 Compartimento
Para o disco componente do compartimento, não é permitido mais que uma solda transversal defasada, no mínimo,150 mm acima da linha de centro. A espessura do disco não deve ser inferior à espessura nominal do costado.
No caso de solda circunferencial de anéis, esta deve estar afastada no mínimo 20 mm do disco de compartimento.
Cada disco deve possuir duas chapas soldadas em seu centro, em lados opostos e perpendiculares entre si, conforme afigura A.9.
4.7 Anel de reforço - Tanque de 60 000 L pleno
Para a configuração do tanque de 60 000 L pleno (sem compartimento), deve ser instalado um anel de reforço no centrodo tanque, fabricado e montado conforme figura A.10.
Para o anel de reforço não é permitido mais que uma solda transversal defasada no mínimo 150 mm acima da linha decentro. A espessura do disco não deve ser inferior à espessura nominal do costado.
No caso de solda circunferencial do anel, esta deve estar afastada no mínimo 20 mm do anel de reforço.
4.8 Boca-de-visita
Todos os tanques devem ter uma boca-de-visita por compartimento, instalada na geratriz superior do costado.
A boca-de-vista deve ter as dimensões apresentadas na figura A.11.
O posicionamento da boca-de-visita em cada compartimento deve ser conforme as figuras A.1, A.2, A.3 ou A.4 para cadasituação de tanque.
4.8.1 Conexões da boca-de-visita
As conexões de sucção, respiro e retorno, com diâmetro de 50 mm (2 pol) e a conexão de medição, com diâmetro de100 mm (4 pol), devem estar localizadas na tampa da boca-de-visita, conforme a figura A.11.
As luvas com DN 50 mm (2 pol) devem ser removíveis e montadas por meio de parafusos ou prisioneiros, conforme asfiguras A.11 e A.12.
Os materiais das conexões removíveis (luva DN 50) devem ser ferro fundido, conforme SAE J434 Grau D 5506 (comopeça única), ou aço-carbono forjado conforme ASTM A 105.
A conexão de 100 mm (4 pol) deve ser meia luva, forjada para solda, material ASTM A 105, com diâmetro externo de140 mm, altura de 60 mm e rosca de 101,6 mm (4 pol).
As roscas das luvas devem ser BSP, com 11 fios por polegada.
Os dimensionais e a fixação das luvas removíveis DN 50 devem ser conforme a figura A.12 e tabela 2.
Tabela 2 - Dimensional da conexão de DN 50
Diâmetro nominal
mm
A B
mm
C
mm
D
mm
50 DN 50 BSP 136 164 76
4.8.2 VedaçãoA boca-de-visita e conexões removíveis devem possuir juntas de vedação com espessura de 3,0 mm, conformeespecificado em 4.4-d) (ver figuras A.11 e A.12).
4.9 Conexão de carga de produtoA conexão de carga de produto deve ser meia luva, com diâmetro de 100 mm (4 pol) e deve ser soldada no costado, nageratriz superior do tanque, conforme a figura A.5, e posicionada conforme as figuras A.1, A.2, A.3 ou A.4 para cadasituação de tanque.
A meia luva de carga deve ser forjada para solda, material ASTM A 105, com diâmetro externo de 140 mm, altura de121 mm e rosca de 101,6 mm (4 pol) de diâmetro, BSP, montada com anel de reforço, com diâmetro externo de 230 mm eespessura de no mínimo 4,76 mm.
NBR 13312:20036
Ao lado da conexão, no costado do tanque, deve ser inserida a seguinte frase de alerta:
- tanque sem tubo de carga - deve ser instalada válvula antitransbordamento ou tubo de carga removível.
Esta frase pode ser pintada ou escrita em adesivo afixado no tanque.
4.10 Tubo de sucção
O tubo de sucção deve possuir diâmetro de 50 mm (2 pol) e estar localizado na boca-de-visita, na quantidade mínima dedois tubos de sucção por tampa. O tubo deve ser rosqueado nas duas extremidades com rosca BSP e com filtro montadona extremidade inferior (ver figura A.8). As conexões devem ser vedadas com vedantes apropriados.
O comprimento do tubo deve ser tal que permita um lastro correspondente a 100 mm de altura do fundo do tanque.
4.11 Filtro do tubo de sucção
Deve ser constituído de um corpo na liga C 85 700 da ASTM B 584 e possuir uma tela fabricada com fio de 0,24 mm dediâmetro na liga C 27 000 da ASTM B 134, com malha de 18 fios por polegada. O corpo deve possuir rosca interna BSPcom 11 fios por polegada e DN 50 mm (2 pol).
5 Revestimento externo
Todos os tanques devem possuir revestimento externo, conforme a NBR 13782.
A preparação da superficie deve atender ao especificado na NBR 13782.
Para o caso de tanque jaquetado de parede dupla, conforme a NBR 13785, o tanque deve sofrer alterações na construção,conforme estabelecido na NBR 13782.
6 Pressão de trabalho
A pressão de operação no interior do tanque não deve ultrapassar os seguintes valores:
- mínima: - 13,8 kPa (- 2,00 psi)
- máxima: + 17,2 kPa (+ 2,50 psi)
7 Inspeção
7.1 Ensaios
7.1.1 Ensaio dimensional
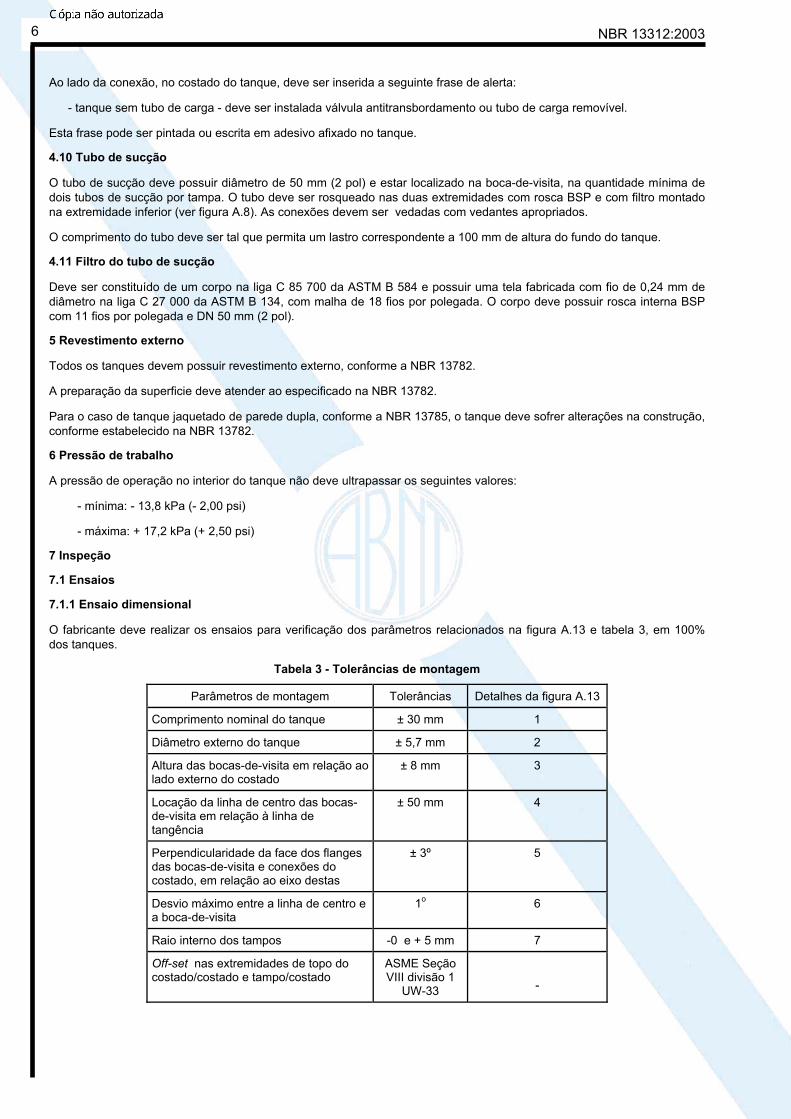
O fabricante deve realizar os ensaios para verificação dos parâmetros relacionados na figura A.13 e tabela 3, em 100%dos tanques.
Tabela 3 - Tolerâncias de montagem
Parâmetros de montagem Tolerâncias Detalhes da figura A.13
Comprimento nominal do tanque ± 30 mm 1
Diâmetro externo do tanque ± 5,7 mm 2
Altura das bocas-de-visita em relação aolado externo do costado
± 8 mm 3
Locação da linha de centro das bocas-de-visita em relação à linha detangência
± 50 mm 4
Perpendicularidade da face dos flangesdas bocas-de-visita e conexões docostado, em relação ao eixo destas
± 3º 5
Desvio máximo entre a linha de centro ea boca-de-visita
1o 6
Raio interno dos tampos -0 e + 5 mm 7
Off-set nas extremidades de topo docostado/costado e tampo/costado
ASME SeçãoVIII divisão 1
UW-33 -

NBR 13312:2003 7
7.1.2 Ensaio não-destrutivo
7.1.2.1 Nas inspeções das soldas o fabricante deve realizar os ensaios conforme métodos do código ASME seção V ecritérios de aceitação, ASME seção VIII, divisão 1, conforme a seguir:
a) visual, 100% em todas as soldas do tanque; critérios de aceitação conforme AWS D 1.1;
b) ensaio com líquido penetrante na solda acabada pelo lado externo em 100% das soldas que não sejam de topo;
c) os ensaios por raio X ou ultra-som devem ser realizados apenas em solda de topo na extensão da tabela 4 e naquantidade de um tanque para cada lote de dez tanques fabricados ou fração deste.
7.1.2.2 Todos os ensaios devem ser realizados e os laudos assinados por técnico legalmente qualificado.
Tabela 4 - Extensão da solda a ser ensaiada
Processo Extensão da solda
Arco submerso 20%
Demais1) 40%
1) Eletrodo revestido, eletrogás (mig-mag), arame tubular.
7.1.3 Ensaio mecânico
Para cada 100 costados ou fração deste, o fabricante deve soldar como prolongamento na solda longitudinal de um dosanéis uma placa de aço de 300 mm x 300 mm, com o mesmo material do costado, mesmo procedimento e mesmoequipamento, e realizar ensaios mecânicos da junta soldada, visando a comprovação do atendimento aos requisitoscontidos na qualificação.
Os corpos-de-prova devem ser de acordo com a NBR 9797.
7.1.4 Ensaio de estanqueidade
7.1.4.1 Requisitos gerais
Antes da aplicação do revestimento, os tanques devem ser submetidos a ensaios para detecção de vazamento com ar, auma pressão interna de 20,7 kPa (3,0 psi) a 34,5 kPa (5,0 psi).
Após a montagem definitiva da tampa da boca-de-visita, deve ser verificada e garantida a sua estanqueidade.
Cada compartimento deve ser ensaiado separadamente.
Ensaiar 100% dos tanques fabricados.
7.1.4.2 Método de ensaio
Utilizar o procedimento de ensaio descrito a seguir:
a) preparar uma solução formadora de bolhas, a qual não deve conter quantidade excessiva de bolhas, de forma aminimizar a dificuldade de interpretação e distinção entre as bolhas causadas por eventuais vazamentos. Esta soluçãodeve ser composta de líquido detergente ou sabão líquido, glicerina e água na proporção de 1 X 1 X 4,5 de cadacomponente em volume;
b) após pressurisação do tanque ou compartimento todos os cordões de solda devem ser verificados com a solução de7.1.4.2-a) para detectar vazamentos; o tanque ou compartimento deve ser mantido pressurizado o tempo suficientepara que todos os cordões de solda sejam examinados;
c) se durante o ensaio for detectado algum vazamento, o tanque deve ser despressurizado e os defeitos devem serremovidos pelo método de goivagem ou lixadeira, por um ou ambos os lados da junta; após, deve ser executado ensaionão-destrutivo que garanta a eliminação total dos defeitos e reparação por soldagem;
d) as áreas reparadas devem ser reensaiadas com o tanque ou compartimento pressurizado.
7.2 Aceitação e rejeição
7.2.1 Ensaio dimensional
O fabricante deve obedecer às tolerâncias de montagem da tabela 3 e figura A.13.
Para as dimensões sem tolerâncias especificadas, ver a tabela B.1.
NBR 13312:20038
7.2.2 Ensaio não-destrutivo
Os critérios de aceitação devem ser aqueles descritos no código ASME Seção VIII, divisão 1, UW 52, apêndice 8 ou 12,conforme o ensaio aplicado.
No caso de detecção de defeitos, delimitar a extensão da solda ensaiada conforme 7.1.2.1-c). Em seguida, ensaiar 10%adicionais em cada um de seus extremos, adotando-se os critérios de aprovação a seguir:
a) se as extensões de solda adicionais forem aprovadas, a extensão tomada por aqueles defeitos deve ser reparadapor soldagem, reinspecionada e, sendo aprovada, toda a solda deve ser considerada aprovada;
b) se as extensões de solda adicionais apresentarem defeitos, devem ser ensaiadas extensões adicionais de 10% emcada extremo até que 50% de extensão da solda sejam ensaiadas. Persistindo a ocorrência de defeitos, quando sealcançarem 50% de extensão da solda ensaiada, deve-se completar o ensaio em 100% da solda, reparar toda a regiãodefeituosa e reinspecioná-la;
c) ocorrendo a situação de 7.2.2-b), os demais tanques do lote devem ser inspecionados, duplicando-se a extensão desolda prevista na tabela 4; no caso de rejeição, aplicar os critérios de 7.2.2-d);
d) ensaiar 100% das soldas de topo do lote em ensaio.
7.2.3 Ensaio mecânico
O fabricante deve usar os critérios da NBR 9797 para aprovação ou rejeição dos corpos-de-prova de ensaio de produção,conforme 7.1.3.
No caso de rejeição, o tanque deve ser reprovado.
Retirar amostras do tanque anterior e do posterior (na seqüência de fabricação) ao tanque ensaiado reprovado e executaros ensaios aplicáveis.
Havendo reprovação em um dos ensaios adicionais, todo o lote de 100 tanques deve ser ensaiado.
7.2.4 Ensaio de estanqueidade
Durante o ensaio, se for notado vazamento, o tanque deve ser reparado por soldagem e reensaiado.
No caso de vazamento na tampa da boca-de-visita, esta deve ser reparada e reensaiada.
Defeitos de soldagem devem ser removidos pelo método de goivagem ou lixadeira, em um ou ambos os lados da junta,conforme requisitos do ASME Seção IX.
8 Documentação, identificação, embalagem e ficha de acompanhamento do tanque
8.1 Documentação
O fabricante deve fornecer, quando da entrega do tanque, um certificado de qualidade deste, contendo o número dotanque, e deve garantir a rastreabilidade por cinco anos para os seguintes documentos:
a) certificado de qualidade das chapas de aço utilizadas no costado e tampos;
b) certificado de ensaio e inspeção;
c) certificado de qualificação dos soldadores;
d) tabela volumétrica dos tanques.
O fabricante deve possuir uma sistemática operacional que comprove a utilização dos materiais componentes do tanque,conforme especificado nesta Norma.
Os documentos comprobatórios pertinentes aos materiais e processos usados na fabricação devem estar à disposição docomprador ou seu representante legal.
NBR 13312:2003 9
8.2 Identificação
Cada tanque deve possuir, obrigatoriamente, placa de identificação em aço inoxidável, com as seguintes informações, deforma visível e legível:
a) norma de fabricação;
b) nome do fabricante/unidade fabril;
c) mês/ano de fabricação;
d) número de série;
e) código - definindo Tipo/Modelo/Capacidade, conforme anexo C;
f) massa, quando vazio (em quilogramas).
NOTA 1 - A marcação do volume na placa de identificação deve iniciar-se pela boca em que se encontra a placa e ser na ordem doscompartimentos.
A placa de identificação, com dimensões de 60 mm x 120 mm e tamanho de letra de 3 mm para as inscrições, deve serfixada na tampa da boca-de-visita, em uma das extremidades (ver figura A.11).
8.2.1 Informações do tanque
Cada tanque deve ter em uma das calotas, as seguintes informações, pintadas ou em papel adesivo:
a) pressão máxima de ensaio 34,5 kPa;
b) manter o respiro desobstruído;
c) instalar conforme a NBR 13781;
d) não rolar ou deixar cair o tanque - movimentar com equipamento de guindar compatível com a carga;
e) Cuidado - não encher o tanque antes de aterrar até a geratriz superior.
8.3 Ficha de acompanhamento do tanque
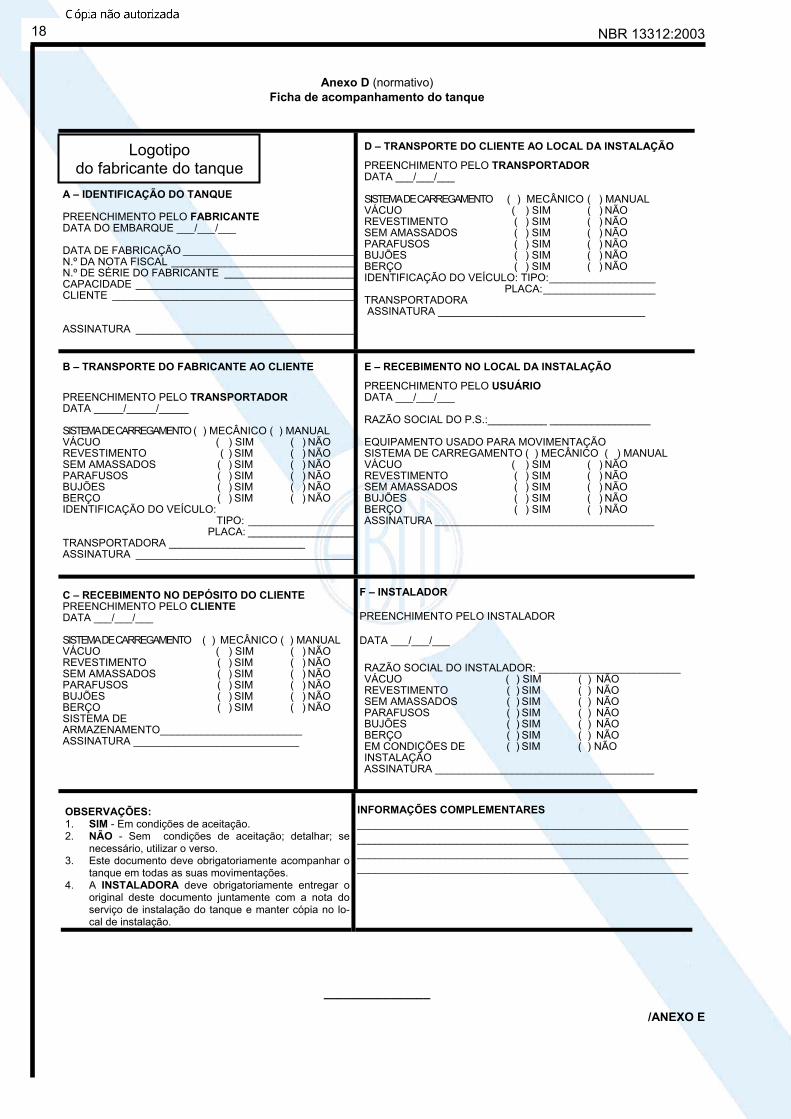
Uma ficha de acompanhamento (ver anexo D) deve seguir com o tanque e ser preenchida pelo fabricante, pelotransportador, pelo instalador, pelo cliente e usuário, bem como deve ficar no local de instalação como documento degarantia.
Este documento deve obrigatoriamente acompanhar o tanque em todas as suas movimentações.
A instaladora deve obrigatoriamente entregar o original deste documento juntamente com a nota do serviço de instalaçãodo tanque e manter cópia da ficha de acompanhamento do tanque no local de instalação.
8.4 Embalagem
O fabricante deve montar berços removíveis em cada tanque, de forma que evitem danos ao revestimento durante amovimentação, transporte e armazenagem. Para exemplo de berços, ver anexo E.
Os berços somente devem ser retirados quando da colocação do tanque na cava de instalação.
9 Instalação do tanque
A instalação do tanque deve atender à NBR 13781.
________________
/ANEXO A

NBR 13312:200310
Anexo A (normativo)Figuras
Figura A.1 - Tanque pleno, com um compartimento
Figura A.2 - Tanque com dois compartimentos
Figura A.3 - Tanque com três compartimentos

NBR 13312:2003 11
Figura A.4 - Tanque com quatro compartimentos
Figura A.5 - Chapa de desgaste
Figura A.6 - Alça de içamento para tanques de 15 000 L e 30 000 L
NBR 13312:200312
Figura A.7 - Alça de içamento para tanque de 60 000 L
Figura A.8 - Tubo de sucção

NBR 13312:2003 13
Figura A.9 - Montagem do disco de compartimento
Figura A.10 - Anel de reforço

NBR 13312:200314
NOTA 1 - É permitido o acréscimo de uma conexão adicional de 50 mm (2 pol), alterando a disposição das conexões, sendo necessáriomanter a conexão de 100 mm (4 pol) na geratriz do tanque.
NOTA 2 - É permitido fabricar a boca-de-visita conforme previsto na UL 58, devendo ser mantidas as dimensões desta figura.
Figura A.11 - Dimensional típico da boca-de-visita e posicionamento das conexões da tampa da boca-de-visita, com tubo de carga no costado

NBR 13312:2003 15
Figura A.12 - Luva removível de DN 50
Figura A.13 - Tolerâncias de montagem
________________
/ANEXO B

NBR 13312:200316
Anexo B (normativo)Tolerâncias não especificadas
B.1 Quando não especificadas, as tolerâncias admissíveis devem ser conforme a tabela B.1.
Tabela B.1 - Tolerâncias lineares admissíveis
Dimensões
mm
Usinagem
DIN 7168
Caldeiraria
DIN 8570 Cl. B
> 0,5 <3 ± 0,05 -
> 3 < 6 ± 0,05 ± 0,5
> 6 < 30 ± 0,10 ± 1,0
> 30 < 120 ± 0,15 ± 1,5
> 120 < 400 ± 0,20 ± 2,0
> 400 < 1 000 ± 0,30 ± 3,0
> 1 000 < 2 000 ± 0,50 ± 4,0
> 2 000 < 4 000 ± 0,80 ± 6,0
> 4 000 < 8 000 - ± 8,0
> 8 000 < 12 000 - ± 10,0
> 12 000 < 20 000 - ± 12,0
________________
/ANEXO C

NBR 13312:2003 17
Anexo C (normativo)Codificação de tanque de combustíveis
C.1 O código do tanque de combustível deve ser formado por um conjunto alfanumérico, composto de quatro campos, aserem preenchidos conforme as tabelas C.1 e C.2.
Tabela C.1 - Parâmetros para codificação de tanques de combustíveis
Campo Código Define
1 Letra SR Norma de fabricação NBR 13312/NBR 13782
15 15 000 L
30 30 000 L2 Número
60
Volume total do tanque
60 000 L
P Pleno3 Letra
CPleno ou compartimentado
Compartimentado
7,5/7,5 Dois de 7 500 L
15 Um de 15 000 L
15/15 Dois de 15 000 L
15/15/15/15 Quatro de 15 000 L
10/20 Um de 10 000 L e outro de 20 000 L
10/10/10 Três de 10 000 L
20/20/20 Três de 20 000 L
30 Um de 30 000 L
30/30 Dois de 30 000 L
4 Número
60
Volume do compartimento
Um de 60 000 L 60 000 L
Tabela C.2 - Codificações possíveis para tanques de combustíveis
Código Descrição - tipo/modelo/capacidade
SR 15 P 15 Parede simples revestido/pleno – 15 m³
SR 15 C 7,5/7,5 Parede simples revestido/comp. – 7,5/7,5 m³
SR 30 P 30 Parede simples revestido/pleno – 30 m³
SR 30 C 15/15 Parede simples revestido/comp. – 15 m³ / 15 m³
SR 30 C 10/20 Parede simples revestido/comp. – 10 m³ / 20 m³
SR 30 C 10/10/10 Parede simples revestido/comp. – 10 m³ / 10 m³ / 10 m³
SR 60 P 60 Parede simples revestido/pleno – 60 m³
SR 60 C 20/20/20 Parede simples revestido/comp. – 20 m³ /20 m³ / 20 m³
SR 60 C 30/30 Parede simples revestido/comp. – 30 m³ / 30 m³
SR 60 C 15/15/15/15 Parede simples revestido/comp. – 15 m³ / 15 m³ /15 m³ / 15m³
________________
/ANEXO D
NBR 13312:200318
Anexo D (normativo)Ficha de acompanhamento do tanque
A – IDENTIFICAÇÃO DO TANQUE
PREENCHIMENTO PELO FABRICANTEDATA DO EMBARQUE ___/___/___
DATA DE FABRICAÇÃO _____________________________N.º DA NOTA FISCAL _______________________________N.º DE SÉRIE DO FABRICANTE ______________________CAPACIDADE _____________________________________CLIENTE _________________________________________
ASSINATURA _____________________________________
D – TRANSPORTE DO CLIENTE AO LOCAL DA INSTALAÇÃO
PREENCHIMENTO PELO TRANSPORTADORDATA ___/___/___
SISTEMA DE CARREGAMENTO ( ) MECÂNICO ( ) MANUALVÁCUO ( ) SIM ( ) NÃOREVESTIMENTO ( ) SIM ( ) NÃOSEM AMASSADOS ( ) SIM ( ) NÃOPARAFUSOS ( ) SIM ( ) NÃOBUJÕES ( ) SIM ( ) NÃOBERÇO ( ) SIM ( ) NÃOIDENTIFICAÇÃO DO VEÍCULO: TIPO:__________________
PLACA:___________________TRANSPORTADORA ASSINATURA ___________________________________
B – TRANSPORTE DO FABRICANTE AO CLIENTE
PREENCHIMENTO PELO TRANSPORTADORDATA _____/_____/_____
SISTEMA DE CARREGAMENTO ( ) MECÂNICO ( ) MANUALVÁCUO ( ) SIM ( ) NÃOREVESTIMENTO ( ) SIM ( ) NÃOSEM AMASSADOS ( ) SIM ( ) NÃOPARAFUSOS ( ) SIM ( ) NÃOBUJÕES ( ) SIM ( ) NÃOBERÇO ( ) SIM ( ) NÃOIDENTIFICAÇÃO DO VEÍCULO: TIPO: __________________
PLACA: __________________TRANSPORTADORA _______________________ASSINATURA _____________________________________
E – RECEBIMENTO NO LOCAL DA INSTALAÇÃO
PREENCHIMENTO PELO USUÁRIODATA ___/___/___
RAZÃO SOCIAL DO P.S.:__________ _________________
EQUIPAMENTO USADO PARA MOVIMENTAÇÃOSISTEMA DE CARREGAMENTO ( ) MECÂNICO ( ) MANUALVÁCUO ( ) SIM ( ) NÃOREVESTIMENTO ( ) SIM ( ) NÃOSEM AMASSADOS ( ) SIM ( ) NÃOBUJÕES ( ) SIM ( ) NÃOBERÇO ( ) SIM ( ) NÃOASSINATURA _____________________________________
C – RECEBIMENTO NO DEPÓSITO DO CLIENTEPREENCHIMENTO PELO CLIENTEDATA ___/___/___
SISTEMA DE CARREGAMENTO ( ) MECÂNICO ( ) MANUALVÁCUO ( ) SIM ( ) NÃOREVESTIMENTO ( ) SIM ( ) NÃOSEM AMASSADOS ( ) SIM ( ) NÃOPARAFUSOS ( ) SIM ( ) NÃOBUJÕES ( ) SIM ( ) NÃOBERÇO ( ) SIM ( ) NÃOSISTEMA DEARMAZENAMENTO________________________ASSINATURA ____________________________
F – INSTALADOR
PREENCHIMENTO PELO INSTALADOR
DATA ___/___/___
RAZÃO SOCIAL DO INSTALADOR: ________________________VÁCUO ( ) SIM ( ) NÃOREVESTIMENTO ( ) SIM ( ) NÃOSEM AMASSADOS ( ) SIM ( ) NÃOPARAFUSOS ( ) SIM ( ) NÃOBUJÕES ( ) SIM ( ) NÃOBERÇO ( ) SIM ( ) NÃOEM CONDIÇÕES DE ( ) SIM ( ) NÃOINSTALAÇÃOASSINATURA _____________________________________
OBSERVAÇÕES:1. SIM - Em condições de aceitação.2. NÃO - Sem condições de aceitação; detalhar; se
necessário, utilizar o verso.3. Este documento deve obrigatoriamente acompanhar o
tanque em todas as suas movimentações.4. A INSTALADORA deve obrigatoriamente entregar o
original deste documento juntamente com a nota doserviço de instalação do tanque e manter cópia no lo-cal de instalação.
INFORMAÇÕES COMPLEMENTARES________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________
/ANEXO E
Logotipodo fabricante do tanque
NBR 13312:2003 19
Anexo E (informativo)Exemplos de berços
E.1 Berços de madeiraOs berços de madeira devem ser fixados ao tanque por meio de fita, de material e dimensões adequados. No caso de fitasmetálicas, para evitar danos ao revestimento do tanque, deve-se utilizar um protetor de largura superior à fita.
As dimensões dos berços de madeira devem ser no mínimo as seguintes:
a) comprimento igual à medida do diâmetro do tanque;
b) largura de 160 mm;
c) altura de 60 mm, a partir da geratriz inferior do tanque;
d) arco de contato de 1/6 da circunferência do tanque.
E.2 Berço de outro material
Em qualquer opção de berço, o tanque deve estar separado do solo por uma distância mínima de 60 mm. O tanque deveficar completamente apoiado sobre os berços, com um arco de contato de no mínimo 1/6 da circunferência.
________________


















