
N-0293-G
35
N-293 REV. G 01 / 2011 PROPRIEDADE DA PETROBRAS 1 página Fabricação e Montagem de Estruturas Metálicas CONTEC Comissão de Normalização Técnica SC-04 Construção Civil 1 a Emenda Esta é a 1 a Emenda da PETROBRAS N-293 REV. G, e se destina a modificar o seu texto nas partes indicadas a seguir: NOTA 1 As novas páginas com as alterações efetuadas estão colocadas nas posições correspondentes. NOTA 2 As páginas emendadas, com a indicação da data da emenda, estão colocadas no final da norma, em ordem cronológica, e não devem ser utilizadas. - Subseção 6.1.1.3: (1ª Emenda) Alteração do texto. - Subseção 6.1.1.4: (1ª Emenda) Alteração do texto.
-
Upload
leonardo-santos -
Category
Documents
-
view
39 -
download
3
description
NORMA DE ESTRUTURAS METÁLICA
Transcript of N-0293-G
-
N-293 REV. G 01 / 2011
PROPRIEDADE DA PETROBRAS 1 pgina
Fabricao e Montagem de Estruturas Metlicas
CONTEC Comisso de Normalizao
Tcnica
SC-04
Construo Civil 1a Emenda
Esta a 1a Emenda da PETROBRAS N-293 REV. G, e se destina a modificar o seu texto nas partes indicadas a seguir: NOTA 1 As novas pginas com as alteraes efetuadas esto colocadas nas posies
correspondentes. NOTA 2 As pginas emendadas, com a indicao da data da emenda, esto colocadas no final da
norma, em ordem cronolgica, e no devem ser utilizadas. - Subseo 6.1.1.3: (1 Emenda) Alterao do texto. - Subseo 6.1.1.4: (1 Emenda) Alterao do texto.
-
N-293 REV. G 10 / 2010
PROPRIEDADE DA PETROBRAS 29 pginas, ndice de Revises e GT
Fabricao e Montagem de Estruturas Metlicas
Procedimento
Esta Norma substitui e cancela a sua reviso anterior.
Cabe CONTEC - Subcomisso Autora, a orientao quanto interpretao do texto desta Norma. A Unidade da PETROBRAS usuria desta Norma a responsvel pela adoo e aplicao das suas sees, subsees e enumeraes.
CONTEC Comisso de Normalizao
Tcnica
Requisito Tcnico: Prescrio estabelecida como a mais adequada e que deve ser utilizada estritamente em conformidade com esta Norma. Uma eventual resoluo de no segui-la (no-conformidade com esta Norma) deve ter fundamentos tcnico-gerenciais e deve ser aprovada e registrada pela Unidade da PETROBRAS usuria desta Norma. caracterizada por verbos de carter impositivo.
Prtica Recomendada: Prescrio que pode ser utilizada nas condies previstas por esta Norma, mas que admite (e adverte sobre) a possibilidade de alternativa (no escrita nesta Norma) mais adequada aplicao especfica. A alternativa adotada deve ser aprovada e registrada pela Unidade da PETROBRAS usuria desta Norma. caracterizada por verbos de carter no-impositivo. indicada pela expresso: [Prtica Recomendada].
SC - 04
Cpias dos registros das no-conformidades com esta Norma, que possam contribuir para o seu aprimoramento, devem ser enviadas para a CONTEC - Subcomisso Autora.
As propostas para reviso desta Norma devem ser enviadas CONTEC - Subcomisso Autora, indicando a sua identificao alfanumrica e reviso, a seo, subseo e enumerao a ser revisada, a proposta de redao e a justificativa tcnico-econmica. As propostas so apreciadas durante os trabalhos para alterao desta Norma.
Construo Civil
A presente Norma titularidade exclusiva da PETRLEO BRASILEIRO S.A. - PETROBRAS, de uso interno na PETROBRAS, e qualquer reproduo para utilizao ou divulgao externa, sem a prvia e expressa autorizao da titular, importa em ato ilcito nos termos da legislao pertinente, atravs da qual sero imputadas as responsabilidades cabveis. A circulao externa ser regulada mediante clusula prpria de Sigilo e Confidencialidade, nos termos do direito intelectual e propriedade industrial.
Apresentao
As Normas Tcnicas PETROBRAS so elaboradas por Grupos de Trabalho
- GT (formados por Tcnicos Colaboradores especialistas da Companhia e de suas Subsidirias), so comentadas pelas Unidades da Companhia e por suas Subsidirias, so aprovadas pelas Subcomisses Autoras - SC (formadas por tcnicos de uma mesma especialidade, representando as Unidades da Companhia e as Subsidirias) e homologadas pelo Ncleo Executivo (formado pelos representantes das Unidades da Companhia e das Subsidirias). Uma Norma Tcnica PETROBRAS est sujeita a reviso em qualquer tempo pela sua Subcomisso Autora e deve ser reanalisada a cada 5 anos para ser revalidada, revisada ou cancelada. As Normas Tcnicas PETROBRAS so elaboradas em conformidade com a Norma Tcnica PETROBRAS N-1. Para informaes completas sobre as Normas Tcnicas PETROBRAS, ver Catlogo de Normas Tcnicas PETROBRAS. .
-
N-293 REV. G 10 / 2010
2
Sumrio
1 Escopo................................................................................................................................................. 4
2 Referncias Normativas ...................................................................................................................... 4
3 Termos e Definies............................................................................................................................ 5
4 Smbolos ou Siglas.............................................................................................................................. 7
5 Condies Gerais ................................................................................................................................ 7
5.1 Documentao ....................................................................................................................... 7
5.1.1 Procedimento de Recebimento, Identificao e Armazenagem de Materiais e Componentes................................................................................................................. 7
5.1.2 Procedimento de Fabricao ......................................................................................... 7
5.1.3 Procedimento de Montagem.......................................................................................... 7
5.1.4 Procedimento de Movimentao de Cargas.................................................................. 8
5.1.5 Procedimento de Inspeo Dimensional ....................................................................... 8
5.1.6 Procedimento de Recebimento, Tratamento, Conservao e Manuseio de Consumveis de Soldagem............................................................................................ 8
5.1.7 Procedimento de Tratamento Trmico .......................................................................... 8
5.1.8 Procedimento de Pesagem............................................................................................ 9
5.1.9 Procedimento de Preaquecimento................................................................................. 9
5.1.10 Procedimento de Enchimento Adicional, de Reparo de Solda e de Metal de Base.... 9
5.1.11 Procedimento para Inspeo Visual e Dimensional de Soldas ................................... 9
5.2 Fundaes para Montagem ................................................................................................... 9
5.3 Fundaes Definitivas.......................................................................................................... 10
5.4 Recebimento, Identificao e Armazenamento ................................................................... 11
5.5 Soldagem ............................................................................................................................. 12
5.6 Tratamento Trmico de Alvio de Tenses .......................................................................... 13
5.7 Fabricao e Montagem ...................................................................................................... 15
5.8 Inspeo............................................................................................................................... 16
5.9 Controle Dimensional........................................................................................................... 17
6 Condies Especficas ...................................................................................................................... 19
6.1 Estruturas Convencionais Soldadas .................................................................................... 19
6.2 Estruturas Convencionais Aparafusadas............................................................................. 21
-
N-293 REV. G 10 / 2010
3
6.2.1 Inspeo de Recebimento ........................................................................................... 21
6.2.2 Documentao ............................................................................................................. 22
6.2.3 Montagem .................................................................................................................... 22
6.3 Estruturas Metlicas de Mdulos, Auxiliares de Plataformas e Navais............................... 23
6.3.1 Soldagem ..................................................................................................................... 23
6.3.2 Inspeo de Juntas Soldadas...................................................................................... 23
6.4 Peas de Steel-Deck ......................................................................................................... 25
6.4.1 Recebimento, Identificao e Armazenamento no Canteiro de Obras ....................... 25
6.4.2 Instalao, Montagem e Concretagem........................................................................ 25
Anexo A - Tabela................................................................................................................................... 28
Figuras Figura 1 - Espessuras de Referncia.................................................................................................... 14
Figura 2- Rotao da Viga de Deslizamento......................................................................................... 17
Figura 3 - Tolerncias Dimensionais..................................................................................................... 18
Figura 4 - Pontos de Medio de Nivelamento dos Pisos .................................................................... 18
Figura 5 - Tolerncia de Escada ........................................................................................................... 19
Tabelas Tabela 1 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas Convencionais para
Acessibilidade...................................................................................................................... 20
Tabela 2 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas Convencionais para Suportao .......................................................................................................................... 20
Tabela 3 - Nveis de Inspeo............................................................................................................... 24
Tabela A.1 - Extenso e Seleo de Ensaios No Destrutivos............................................................. 28
-
N-293 REV. G 10 / 2010
4
1 Escopo 1.1 Esta Norma fixa as condies exigveis para a fabricao, montagem e inspeo de estruturas metlicas convencionais em unidades terrestres, estruturas metlicas de mdulos e estruturas metlicas auxiliares para plataformas fixas, flutuantes, FSOs, FPSOs e SS. 1.2 A aplicao desta Norma restrita s estruturas metlicas de aos-carbono e carbono-mangans. 1.3 Esta Norma se aplica a procedimentos iniciados a partir da data de sua edio. 1.4 Esta Norma contm Requisitos Tcnicos e Prticas Recomendadas. 2 Referncias Normativas Os documentos relacionados a seguir so indispensveis aplicao deste documento. Para referncias datadas, aplicam-se somente as edies citadas. Para referncias no datadas, aplicam-se as edies mais recentes dos referidos documentos (incluindo emendas).
PETROBRAS N-13 - Requisitos Tcnicos para Servios de Pintura; PETROBRAS N-133 - Soldagem; PETROBRAS N-134 - Chumbadores para Concreto; PETROBRAS N-279 - Projeto de Estruturas Metlicas; PETROBRAS N-1590 - Ensaio No destrutivo - Qualificao de Pessoal; PETROBRAS N-1594 - Ensaio No destrutivo - Ultrassom; PETROBRAS N-1595 - Ensaio No destrutivo - Radiografia; PETROBRAS N-1596 - Ensaio No destrutivo - Lquido Penetrante; PETROBRAS N-1597 - Ensaio No destrutivo Visual; PETROBRAS N-1598 - Ensaio No destrutivo - Partculas Magnticas; PETROBRAS N-1644 - Construo de Fundaes e de Estruturas de Concreto Armado; PETROBRAS N-1812 - Estruturas Ocenicas; PETROBRAS N-1852 - Estruturas Ocenicas - Fabricao e Montagem de Unidades Fixas; PETROBRAS N-2109 - Controle Dimensional - Qualificao de Pessoal; PETROBRAS N-2301 - Elaborao da Documentao Tcnica de Soldagem; PETROBRAS N-2719 - Estocagem de Tubo em rea Descoberta; ABNT NBR 5426 - Planos de Amostragem e Procedimentos na Inspeo por Atributos; ABNT NBR 6118 - Projeto de Estruturas de Concreto - Procedimento; ABNT NBR 6122 - Projeto e Execuo de Fundaes; ABNT NBR 8400 - Clculo de Equipamento para Levantamento e Movimentao de Cargas;
-
N-293 REV. G 10 / 2010
5
ABNT NBR 8800 - Projeto de Estruturas de Ao e de Estruturas Mistas de Ao e Concreto de Edifcios; ABNT NBR 9062 - Projeto e Execuo de Estruturas de Concreto Pr-Moldado; ABNT NBR 14842 - Critrios para Qualificao e Certificao de Inspetores de Soldagem; ABNT NBR ISO 19901-5 - Indstrias de Petrleo e Gs Natural - Requisitos Especficos para Estruturas Ocenicas - Parte 5: Controle de Peso Durante o Projeto e a Construo; AISC 348 - Specification for Structural Joints using ASTM A325 or A490 Bolts; API Spec 2B - Specification for the Fabrication of Structural Steel Pipe; ASME B1.1 - Unified Inch Screw Threads (UN and UNR Thread Form); ASME B18.2.1 - Square and Hex Bolts and Screws (Inch Series); ASME B18.2.2 - Square and Hex Nuts (Inch Series); ASTM A6/A6M - Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes and Sheet Piling; ASTM A20/A20M - Standard Specification for General Requirements for Steel Plates for Pressure Vessels; ASTM A131/A131M - Standard Specification for Structural Steel for Ships; ASTM A143/A143M - Standard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement; ASTM A500/A500M - Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes; ASTM A 501 - Standard Specification for Hot-Formed Welded and Seamless Carbon Steel Structural Tubing; AWS D1.1/D1.1M - Structural Welding Code - Steel.
3 Termos e Definies Para os efeitos deste documento aplicam-se os seguintes termos e definies da PETROBRAS N-1812 e os seguintes. 3.1 componentes qualquer um dos seguintes:
a) pea fabricada: pea confeccionada em fbrica, tal como: virola, tramo, n (conforme PETROBRAS N-1852);
b) subconjunto: conjunto de duas ou mais peas fabricadas e soldadas no canteiro de montagem, tais como: n mais membro tubular, membro tubular-conjunto de vrios tramos (conforme PETROBRAS N-1852).
3.2 consulta tcnica documento emitido previamente realizao do servio, com o objetivo de esclarecer dvidas tcnicas para a realizao de determinada fase da obra. Este documento deve conter:
a) descrio do motivo da consulta (proposio do executante);
-
N-293 REV. G 10 / 2010
6
b) parecer do consultado e do cliente; c) validao do parecer citado em b) por assinatura, nmero de certificao, qualificao e
registro no CREA do emitente da consulta, que deve ter a mesma funo do responsvel pela especificao original, conforme aplicvel.
3.3 relatrio de no-conformidade documento emitido aps a execuo de um servio, descrevendo uma no-conformidade ou um desvio em relao ao padro e com o objetivo de determinar qual a disposio a ser aplicada para sua correo 3.4 estruturas metlicas convencionais estruturas metlicas industriais, instaladas em terra ou em plataformas, e que suportam diretamente equipamentos ou sistemas. Subdividem-se em dois tipos, conforme descritos em 3.4.1 e 3.4.2 3.4.1 estruturas convencionais para suportao quaisquer estruturas de suporte de equipamentos que envolvam riscos de segurana operacional ou pessoal, tais como: prticos ou suportes de tubulao, suportes de equipamentos de caldeiraria, galpes metlicos e torre de tocha em unidades industriais 3.4.2 estruturas convencionais para acessibilidade escadas, guarda-corpos, corrimos, plataformas de acesso, plataformas de operao, bem como seus pisos, acessrios de plataformas ou quaisquer estruturas que no impliquem em riscos de segurana operacional 3.5 estruturas metlicas de mdulo para plataformas estruturas metlicas responsveis pela integridade do mdulo e que se apiam nos conveses de plataformas 3.6 estruturas metlicas auxiliares para plataformas estruturas metlicas independentes do convs ou que o complementam, tais como: lana dos queimadores, estrutura para o pedestal do guindaste, sondas de produo work-over, heliponto, bias de atracao, monobias, turcos de baleeiras e monovias 3.7 estruturas navais estruturas metlicas que integram os cascos e conveses de navios, FPSO, FSO, SS, autoelevatrias, assim como bias e monobias 3.8 taxa de deformao relao entre a espessura e o dobro do raio de curvatura da superfcie externa de uma pea conformada 3.9 lajes em steel-deck lajes mistas em que a frma de ao incorporada ao sistema de sustentao das cargas, funcionando, antes da cura do concreto, como suporte das aes permanentes e sobrecargas de construo e, depois da cura, como parte ou toda a armadura de trao da laje
-
N-293 REV. G 10 / 2010
7
3.10 teste de produo ensaios destrutivos e no destrutivos executados em uma pea de teste preparada simultaneamente a uma solda normal de produo, utilizando um dos soldadores ou operadores envolvidos na execuo das soldas de produo e sem qualquer alterao nas variveis definidas pelo procedimento de soldagem da executante em questo. 4 Smbolos ou Siglas
ABNT - Associao Brasileira de Normas Tcnicas; AISC - American Institute of Steel Construction; API - American Petroleum Institute; ASME - American Society of Mechanical Engineers; ASTM - American Society for Testing and Materials; AWS - American Welding Society; CREA - Conselho Regional de Engenharia e Arquitetura; FPSO - Floating Production Storage and Offloading Systems; FSO - Floating Storage and Offloading Systems; IEIS - Instruo de Execuo e Inspeo de Soldagens; JAPT - Junta de ngulo com Penetrao Total; JASA - Junta de ngulo com Solda em ngulo; JTPT - Junta de Topo com Penetrao Total; SS - Semi-Submersveis.
5 Condies Gerais 5.1 Documentao 5.1.1 Procedimento de Recebimento, Identificao e Armazenagem de Materiais e
Componentes Devem estar de acordo com a PETROBRAS N-1852. 5.1.2 Procedimento de Fabricao Deve conter, no mnimo:
a) objetivo; b) normas aplicveis e documentos de projeto de fabricao; c) definies; d) processos de conformao, incluindo requisitos para controle do grau de conformao;
no caso de conformao a quente, faixa de temperaturas admissveis e mtodo para controle das temperaturas;
e) seqncia de soldagem dos componentes e mtodo de controle e correo das deformaes;
f) mtodo de acoplamento, ajustagem e pr-fixao de componentes; g) pr-montagem; h) controle dimensional (tolerncias, estudo prvio das contraes ps-soldagem, variaes
de temperatura, equipamentos, mtodos, referncias, recalques admissveis de apoios e plano de inspeo contendo fases da execuo).
5.1.3 Procedimento de Montagem Deve conter, no mnimo:
a) objetivo;
-
N-293 REV. G 10 / 2010
8
b) normas aplicveis e documentos de projeto de fabricao; c) definies; d) tipos de bases e suportes provisrios e permanentes, selas de giro e apoios pivotados; e) mtodo de alinhamento e nivelamento dos apoios de estrutura; f) preparao e testes do terreno; g) seqncia de montagem e soldagem da estrutura; h) mtodos de acoplamento, ajustagem e pr-fixao de componentes estrutura:
posio relativa dos componentes (mtodo e equipamentos de verificao, medies e locais para execuo das medies);
dispositivos de ajustagem e pr-fixao (tipos, aplicao, quantidade, afastamento e dimenses);
i) tipos de andaimes, escadas e elevadores (plano de instalao, inspeo e manuteno); j) cuidados gerais a serem adotados na soldagem; k) mtodo de controle e correo de deformaes; l) controle dimensional (tolerncias, estudo prvio das contraes ps-soldagem, variaes
de temperatura, recalques admissveis de apoios, deformaes antes, durante e aps a montagem, pr-deformaes, eixos de sees e plano de inspeo contendo fases de execuo).
5.1.4 Procedimento de Movimentao de Cargas Deve estar de acordo com a PETROBRAS N-1852 e os dispositivos de iamento devem atender ao disposto na ABNT NBR 8400. 5.1.5 Procedimento de Inspeo Dimensional Deve conter, no mnimo:
a) objetivo; b) normas aplicveis; c) definies; d) componentes a serem examinados; e) equipamentos utilizados e gabaritos; f) mtodo para exames dimensionais de componentes; g) mtodos para exames dimensionais de subconjuntos; h) mtodos para exames dimensionais da estrutura, abrangendo, no mnimo, os seguintes
pontos: colunas; contraventamentos; vigas principais; vigas de fechamento; vigamentos em trelia; pisos, anteparos e outros painis enrijecidos; escadas e passadios; paredes estruturais; elevaes e geometrias;
i) mtodos de utilizao de equipamentos de topografia; j) tolerncias; k) relatrios.
5.1.6 Procedimento de Recebimento, Tratamento, Conservao e Manuseio de Consumveis
de Soldagem Deve estar de acordo com a PETROBRAS N-133 e PETROBRAS N-1852. 5.1.7 Procedimento de Tratamento Trmico Deve estar de acordo com a PETROBRAS N-1852.
-
N-293 REV. G 10 / 2010
9
5.1.8 Procedimento de Pesagem Deve estar de acordo com a ABNT NBR ISO 19901-5. 5.1.9 Procedimento de Preaquecimento Deve atender aos requisitos citados na PETROBRAS N-133 e conter, no mnimo:
a) objetivo; b) normas aplicveis; c) definies; d) mtodos e equipamentos a serem utilizados; e) mtodo e extenso de verificao e medio dos limites mximo e mnimo de
temperatura. 5.1.10 Procedimento de Enchimento Adicional, de Reparo de Solda e de Metal de Base Deve estar de acordo com a PETROBRAS N-133 e PETROBRAS N-1852. 5.1.11 Procedimento para Inspeo Visual e Dimensional de Soldas O procedimento deve conter, no mnimo:
a) objetivo; b) normas de referncia; c) mtodo de ensaio; d) estado disponvel da superfcie; e) mtodo de preparao da superfcie; f) condio superficial requerida para o ensaio; g) iluminamento requerido; h) instrumentos; i) inspeo (relao de descontinuidades, irregularidades a serem examinadas e/ou
observaes a serem efetuadas); j) seqncia do ensaio; k) requisitos adicionais; l) sistemtica de registro de resultados.
5.2 Fundaes para Montagem 5.2.1 O projeto das fundaes para as fases de montagem deve estar de acordo com a ABNT NBR 6118, NBR 6122 e NBR 9062. 5.2.2 A preparao do terreno, bem como a execuo das fundaes e estruturas de concreto armado (blocos e pistas de embarque) devem estar de acordo com a PETROBRAS N-1644. NOTA No assentamento de blocos pr-moldados dispensada a interposio de camada de
concreto magro entre o solo e o bloco. 5.2.3 Deve ser feita uma marcao de eixo e elevao nas bases e suportes. 5.2.4 Deve ser previsto um sistema de controle e compensao de recalques durante a montagem.
-
N-293 REV. G 10 / 2010
10
5.3 Fundaes Definitivas 5.3.1 A preparao do terreno, bem como a execuo das fundaes e estruturas de concreto armado devem estar de acordo com as PETROBRAS N-1644, ABNT NBR 6118 e ABNT NBR 6122. NOTA As dimenses da base devem estar de acordo com o desenho de fundao de estruturas e
devem ser registradas no certificado de conformidade da base, de acordo com o 5.3.6. 5.3.2 Os chumbadores devem estar de acordo com a PETROBRAS N-134 e atender s seguintes tolerncias:
a) dimetro: ver cdigo ASME B1.1; b) comprimento de rosca: deve ser maior ou igual ao especificado no projeto de fundaes; c) estado da rosca: no deve apresentar trincas e amassamentos ou corroso que
impeam a movimentao de porca; d) deve ser prevista uma proteo temporria contra corroso dos chumbadores, aps a
instalao dos chumbadores. 5.3.3 A posio relativa dos chumbadores na base deve atender s tolerncias previstas na PETROBRAS N-134 e PETROBRAS N-1644. 5.3.4 Deve ser feita uma marcao de eixos e elevao nas bases. 5.3.5 O nivelamento da base deve ser executado atravs da colocao de calos. Os calos devem ser dimensionados e espaados de modo a suportar a estrutura, levando-se em conta os seguintes requisitos:
a) na elevao deve ser adotada uma tolerncia de 1 mm em relao elevao de projeto;
b) os calos devem estar dispostos prximos dos chumbadores, cerca de 25 mm afastados dos corpos dos chumbadores, devendo estar totalmente contidos na regio de apoio;
c) a altura do calo (metal argamassa) deve ser, no mximo, 5 mm acima da altura prevista no projeto;
d) a largura mnima do calo deve ser de 50 mm; e) o comprimento mnimo do calo deve ser de 100 mm; f) aps a colocao da chapa de base da estrutura e de cunhas, deve haver espao
suficiente para a execuo do grauteamento. 5.3.6 O certificado de conformidade de base deve conter registro de:
a) coordenadas; b) elevao; c) dimenso; d) posio relativa entre chumbadores e base; e) nivelamento.
5.3.7 A execuo do grauteamento deve ser realizada observando-se as condies estabelecidas na PETROBRAS N-1644. NOTA O grauteamento de bases s deve ser executado depois de ser corrigido o prumo e o
alinhamento de coluna e ser dado o aperto final dos parafusos.
-
N-293 REV. G 10 / 2010
11
5.4 Recebimento, Identificao e Armazenamento 5.4.1 Os materiais e componentes estruturais entregues nos canteiros devem ser recebidos por inspetores de controle dimensional, especialidade caldeiraria e qualificados conforme a PETROBRAS N-2109. Os materiais e componentes estruturais devem ser inspecionados de acordo com os requisitos abaixo:
a) todos os materiais e componentes devem ser verificados de acordo com o 5.8.4; b) todas as chapas, perfis e tubos devem estar de acordo com o 5.8.4 e o 5.8.5; c) os componentes recebidos devem ser submetidos a um exame dimensional de acordo
com o 5.9; d) os chanfros devem ser submetidos a um exame visual-dimensional de acordo com o
5.8.7; e) as juntas soldadas de fbrica devem ser submetidas a um exame
visual-dimensional de acordo com o 5.8.8 e verificao dos relatrios das inspees aplicveis;
f) devem ser verificados se os componentes foram submetidos aos ensaios no destrutivos previstos.
5.4.2 As chapas, perfis ou tubos no devem apresentar mossas, rebarbas ou bordas serrilhadas ou trincadas. 5.4.3 Todos os componentes de estrutura devem estar numerados e marcados de acordo com o sistema de identificao estabelecido no procedimento de fabricao. A identificao deve coincidir com a numerao adotada nos certificados de materiais e desenhos certificados de fabricao. 5.4.3.1 Sempre que possvel a identificao deve ser efetuada mediante o emprego de puno com pontas arredondadas. 5.4.3.2 O local de identificao deve ser revestido com verniz, de modo que a marcao seja mantida at a utilizao do componente e demarcado com tinta de cor contrastante com o material de base, garantindo a sua identificao. Caso o componente seja pintado imediatamente aps a marcao e a pintura permita a leitura da identificao, o uso de verniz dispensado. 5.4.3.3 A disposio da identificao deve ser tal que os dgitos estejam contidos, no mximo, em um retngulo de 250 mm x 300 mm e, no mnimo, em um retngulo de 120 mm x 200 mm. 5.4.3.4 Todos os materiais que possuam limite de escoamento mnimo especificado maior ou igual a 345 MPa (50 ksi), por exemplo o material ASTM A 131 Grau AH36, devem ser fornecidos diretamente pelas siderrgicas, com apresentao de certificados, ou por empresas representantes oficiais das siderrgicas com apresentao de certificados onde conste claramente que estes representantes so clientes dos fabricantes. Os certificados devem estar citados nas notas fiscais dos fornecedores e devem possuir rastreabilidade com relao s notas fiscais, atravs do controle de cpias com carimbo constando o seguinte: no e data da nota fiscal, assinatura do fornecedor e no da ordem de compra. Os materiais fornecidos sem as condies mnimas citadas no devem ser aceitos pela PETROBRAS. 5.4.4 Todos os materiais recebidos devem estar identificados e esta identificao deve ser verificada em funo de:
a) chapas, tubos sem costura ou perfis laminados: certificado de usina do material; b) tubos e perfis soldados: certificado de fabricao; c) para os materiais submetidos galvanizao deve ser verificado se foram tomadas as
providncias previstas na ASTM A143/A143M.
-
N-293 REV. G 10 / 2010
12
5.4.5 O descarregamento e movimentao dos componentes devem ser feitos sem causar danos aos componentes. Deve ser evitado o contato direto dos cabos de ao com os componentes pintados. Para o caso de componentes galvanizados, este contato no permitido. 5.4.6 Os componentes pintados devem apresentar o estado geral da pintura de acordo com a PETROBRAS N-13. 5.4.7 Os consumveis para soldagem devem estar de acordo com a PETROBRAS N-133. 5.4.8 Materiais, tais como chapas, perfis e tubos podem ser armazenados em locais sujeitos s intempries, devendo ser tomados cuidados para evitar empenos devidos posio inadequada ou escoramento insuficiente ou empoamento. Para evitar que tais materiais fiquem em contato direto com o solo, devem ser utilizados calos adequados, a uma distncia mnima de aproximadamente 300 mm do solo. NOTA Caso o tempo de armazenamento seja superior a 3 meses os materiais devem ser
transferidos para locais ao abrigo de intempries ou receber pintura ou revestimento de proteo anticorrosiva.
5.4.9 Perfis e tubos galvanizados ou pintados devem ser armazenados de modo a evitar danos na camada protetora. 5.4.10 As chapas devem ser armazenadas umas sobre as outras com defasagem nas bordas para facilitar o manuseio, devendo essa parte defasada ser protegida com leo prova dgua. As chapas devem ser armazenadas com desnvel, para facilitar o escoamento da gua que caia sobre as chapas, em terreno revestido com brita. 5.4.11 A estocagem de tubos em rea descoberta deve estar de acordo com a PETROBRAS N-2719. 5.4.12 Os consumveis de soldagem devem ser armazenados de acordo com a PETROBRAS N-133. 5.4.13 Todos os certificados dos materiais e dos consumveis de soldagem devem ser avaliados e aceitos formalmente por inspetor de soldagem nvel 2. 5.5 Soldagem A soldagem deve estar de acordo com a PETROBRAS N-133 e os requisitos desta Norma. 5.5.1 Os procedimentos de soldagem devem ser elaborados e qualificados pelo executante (rgo da PETROBRAS ou empresa contratada) do servio de acordo com a PETROBRAS N-133, tendo esta qualificao sido testemunhada pelo inspetor de soldagem nvel 2, na referida modalidade e nas condies descritas abaixo:
a) para estruturas convencionais: conforme a AWS D1.1/D1.1M; b) para estruturas de mdulos, auxiliares e navais: conforme a AWS D 1.1/D1.1M e os
requisitos adicionais da PETROBRAS N-1852. NOTA Os procedimentos de soldagem devem, obrigatoriamente, ser qualificados pelo prprio
executante do servio (rgo da PETROBRAS ou empresa contratada) e devem estar atualizados com relao s normas vigentes na ocasio da contratao dos servios.
-
N-293 REV. G 10 / 2010
13
5.5.2 Os soldadores e operadores de soldagem devem ser qualificados pelo executante do servio (rgo da PETROBRAS ou empresa contratada), de acordo com a PETROBRAS N-133 e a AWS D1.1/D1.1M 5.5.3 Os requisitos no cobertos por esta Norma e pela PETROBRAS N-133 devem seguir a AWS D1.1/D1.1M. 5.5.4 Os inspetores de soldagem devem ser qualificados de acordo com a ABNT NBR 14842. 5.5.5 As temperaturas de preaquecimento e interpasse, bem como seus controles, devem seguir as prescries da PETROBRAS N-133. 5.5.6 As soldas provisrias e o ponteamento devem atender aos requisitos da PETROBRAS N-133 e s seguintes condies:
a) os pontos de solda devem ter, no mnimo, 50 mm de comprimento e devem ser tantos quanto forem necessrios para que o intervalo entre eles seja de, no mximo, 400 mm;
b) para pontos de solda que sejam removidos por goivagem, deve ser feito, no local, exame por lquido penetrante ou partculas magnticas;
c) os pontos de solda a serem incorporados s soldas de topo devem ser esmerilhados e inspecionados visualmente;
d) todos os dispositivos auxiliares de montagem devem ser removidos aps a concluso da montagem; os cuidados com a remoo dos dispositivos auxiliares de montagem so aqueles recomendados pela PETROBRAS N-133.
5.5.7 A marcao das juntas soldadas deve ser feita de acordo com a PETROBRAS N-133. 5.5.8 As soldas no devem ser interrompidas antes que tenha sido completada, pelo menos, 25 % da rea da seo transversal da junta. 5.5.9 As operaes de goivagem, mesmo quando no aplicadas a reparos, devem ser completamente esmerilhadas e inspecionadas atravs de inspeo visual e de ensaio por lquido penetrante ou partculas magnticas. 5.5.10 O ponteamento e a soldagem s podem ser iniciados quando da emisso da IEIS, de acordo com a PETROBRAS N-2301. 5.6 Tratamento Trmico de Alvio de Tenses 5.6.1 O tratamento trmico de alvio de tenses deve ser executado nas seguintes situaes:
a) taxas de deformao no processo de fabricao superiores aos seguintes limites, em funo do ao empregado: 5 % para aos totalmente acalmados ao alumnio (teor de Al > 0,015 %, solvel); 4 % para aos acalmados ao silcio (teor mnimo de Si > 0,15 %); 2 % aos semi-acalmados;
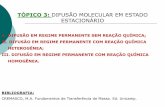
b) juntas soldadas de topo, ou de ngulo com penetrao total, com espessuras de referncia maior que 63 mm, ou juntas tubulares T, K e Y com espessura de referncia maior que 38 mm (ver Figura 1);
c) quando especificado pelo projeto.
-
N-293 REV. G 10 / 2010
14
tr = Espessura de referncia
t1
1t
2t
t 2
1t
t 2
tr = t 2
ttr = 1
t1tr =
Figura 1 - Espessuras de Referncia 5.6.2 Os ensaios no destrutivos nas peas a serem tratadas termicamente devem ser feitos antes do tratamento trmico. Aps o tratamento trmico deve ser realizado ensaio por partculas magnticas. 5.6.3 Quando houver necessidade de reparo aps o tratamento trmico, o tratamento deve ser repetido quando a profundidade de reparo exceder 51 mm; 5.6.4 O tratamento trmico de alvio de tenses deve atender aos seguintes requisitos:
a) norma AWS D1.1/D1.1M; b) o tratamento trmico em forno deve ser utilizado sempre que possvel; c) o aquecimento por ambos os lados deve ser utilizado sempre que possvel; d) antes de iniciar qualquer tratamento trmico deve-se verificar os registros de calibrao
dos termopares e pirmetros registradores; e) as temperaturas devem ser controladas por termopares em contato efetivo com a pea
em tratamento; um nmero suficiente de termopares deve ser utilizado de forma a que se possa garantir as faixas de temperatura e limites de gradiente especificado, de modo a minimizar o risco de deformaes e/ou tenses resultantes do tratamento trmico;
f) as temperaturas indicadas pelos termopares devem ser registradas, continuamente em grficos, durante toda a execuo do tratamento;
g) quando da aplicao do tratamento trmico local, uma regio de, pelo menos, cinco vezes a espessura de referncia do material de cada lado da solda deve ser mantida na temperatura especificada pelo perodo de tempo especificado;
h) a regio aquecida deve ser isolada, de tal modo que a temperatura do material na extremidade do isolamento no exceda 300 C;
i) proibido o tratamento trmico em peas que no possam ter seus pesos aliviados, por exemplo: pernas de plataformas, torres e colunas em geral.
-
N-293 REV. G 10 / 2010
15
5.7 Fabricao e Montagem 5.7.1 Aps a traagem e corte, deve ser transferida a identificao das chapas e a marcao do sentido de laminao das peas e sobras. 5.7.2 As descontinuidades em chanfros, bem como as descontinuidades de laminao devem ser analisadas e avaliadas segundo a AWS D1.1/D1.1M. 5.7.3 A transio de espessura para juntas de topo deve atender a AWS D1.1/D1.1M. 5.7.4 As dimenses do chanfro de componentes devem atender ao especificado pela AWS D1.1/D1.1M, observadas as tolerncias previstas na mesma norma. 5.7.5 As peas a serem acopladas devem estar totalmente inspecionadas e aprovadas pelos ensaios no destrutivos aplicveis, conforme a Tabela 3. 5.7.6 Os dispositivos de ajuste utilizados no acoplamento entre componentes no devem introduzir tenses na estrutura. 5.7.7 Os chanfros atingidos por danos superficiais devem ser reparados por esmerilhamento ou solda e, para a execuo do reparo, as peas devem ser afastadas ou mesmo retiradas do local em que se encontram ajustadas. 5.7.8 A seqncia de montagem e soldagem deve ser efetuada de modo a reduzir as deformaes. 5.7.9 Para que o enchimento adicional (buildup) seja possvel, a abertura de raiz no deve exceder a 20 mm ou duas vezes a espessura da chapa mais fina, o que for menor. NOTA O enchimento deve ser realizado com as peas desacopladas e os chanfros devem ser
reconstitudos e inspecionados com ensaios no destrutivos por partculas magnticas ou lquido penetrante
5.7.10 Os locais da estrutura onde devem ser montados componentes ou subconjuntos devem ser previamente verificados quanto dimenso e nivelamento, acabamento, aprovao dos ensaios no destrutivos e dos reparos e adequao dos guias para acoplamento. 5.7.11 Antes do acoplamento devem ser verificados e registrados os comprimentos reais de cada componente, posies relativas das soldas e demais alteraes na condio do componente. 5.7.12 No so admitidas emendas de topo alm daquelas previstas em projeto. As emendas para aproveitamento de sobras de componentes s so permitidas se forem atendidos os requisitos da PETROBRAS N-279. Estas emendas devem ser enquadradas no nvel 1 de inspeo conforme definido no Anexo A desta Norma, a menos que outro nvel de inspeo seja especificado pela projetista. O detalhamento tpico da emenda deve ser definido pela projetista. 5.7.13 As tolerncias de ajuste da abertura de raiz das juntas de ngulo em peas a serem soldadas com solda em ngulo, devem ser consideradas e adicionadas nas dimenses das pernas de solda determinadas no projeto.
-
N-293 REV. G 10 / 2010
16
5.7.14 Em todas as colunas e em todas as vigas, trelias e contraventamentos, deve ser indicado o eixo das peas e a direo norte de projeto. Nas peas em que for possvel a montagem invertida, deve ser indicada qual a parte superior das peas. 5.7.15 O alinhamento e a prumada das colunas de bases de equipamentos devem ser ajustados por meio de calos metlicos colocados por baixo da chapa da base das colunas, e verificados por meio de instrumentos de topografia. 5.7.16 O reparo dimensional de componentes deve ser feito, sempre que possvel, a frio. NOTA Quando do uso de aquecimento localizado, a temperatura local do componente no deve
ultrapassar 550 C. 5.7.17 O alinhamento das sees para juntas de topo deve estar de acordo com a AWS D1.1/D1.1M. 5.8 Inspeo 5.8.1 Os inspetores e operadores para ensaios no destrutivos devem estar qualificados conforme a PETROBRAS N-1590. 5.8.2 Os inspetores de controle dimensional, nveis 1 e 2, devem estar qualificados de acordo com a PETROBRAS N-2109. No caso de inspetores de controle dimensional nvel 2 requerida qualificao com base no programa de treinamento especfico para as modalidade caldeiraria e topografia industrial, conforme aplicvel. 5.8.3 A inspeo por meio de ensaios no destrutivos deve ser conforme procedimentos qualificados e segundo as normas:
a) ultrassom (conforme a PETROBRAS N-1594 para medio de espessura e conforme a AWS D1.1/D1.1M para inspeo de solda);
b) radiografia (conforme a PETROBRAS N-1595); c) lquido penetrante (conforme a PETROBRAS N-1596); d) visual (conforme a PETROBRAS N-1597); e) partculas magnticas (conforme a PETROBRAS N-1598).
5.8.4 As chapas e perfis laminados a serem empregados na fabricao e montagem de estruturas devem ter suas dimenses, peso, forma e estado da superfcie verificados segundo a ASTM A6/A6M ou a ASTM A20/A20M, conforme aplicvel. 5.8.5 As tolerncias para os perfis soldados devem estar de acordo com a PETROBRAS N-1852. 5.8.6 Para tubos com dimetro externo abaixo de 400 mm (16), as tolerncias a serem usadas devem ser as previstas na ASTM A500/A500M ou na ASTM A 501, respectivamente, para tubos conformados a frio ou quente. NOTA Para tubos com dimetro externo acima de 400 mm (16), inclusive, as dimenses devem
atender as tolerncias da API Spec 2B. 5.8.7 As superfcies dos chanfros devem se apresentar lisas e uniformes, sem ranhuras profundas e devem ser inspecionadas de acordo com a AWS D1.1/D1.1M.
-
N-293 REV. G 10 / 2010
17
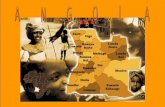
5.8.8 As soldas devem ser inspecionadas dimensionalmente para verificao de forma, dimenses e alinhamentos de acordo com a AWS D1.1/D1.1M. 5.8.9 A inspeo das soldas deve ser feita de acordo com a AWS D1.1/D1.1M, com os critrios de aceitao para estruturas estaticamente e dinamicamente solicitadas, conforme aplicvel. 5.8.10 A extenso da inspeo das soldas, bem como o critrio de aceitao, deve ser de acordo com os 6.1.1 e 6.3.2. 5.8.11 Quando houver dvida relativa ao enquadramento de eventuais estruturas na classe de inspeo, o executante (unidade da PETROBRAS ou firma contratada) dos servios deve solicitar esclarecimento, por escrito, atravs de consulta tcnica ao cliente. 5.9 Controle Dimensional 5.9.1 As tolerncias dimensionais devem estar de acordo com os valores estabelecidos no projeto ou, na sua omisso, devem ser utilizados os valores descritos em 5.9.1.1, 5.9.1.2 e Figura 2. 5.9.1.1 As linhas de centro das vigas de deslizamento devem estar dentro de 13 mm de suas posies de projeto. 5.9.1.2 A rotao da viga de deslizamento deve estar de acordo com a Figura 2.
Da coluna ou vigaLC
h + h = 0,005 (b + b )1 2 1 2h
b
1
1 2b
h 2
Figura 2- Rotao da Viga de Deslizamento 5.9.1.3 As dimenses dos mdulos devem estar dentro das tolerncias estabelecidas pela Figura 3 desta Norma, e pelos itens aplicveis da PETROBRAS N-1852.
-
N-293 REV. G 10 / 2010
18
Tolerncia 0,1 % D ou 20 mm(a que for menor)
Dimens
o de pr
ojeto
Planta
3
Elevao
Tolerncia 0,1 % D ou 20 mm(a que for menor)
D
1
1
Dimens
o de
projeto
Vista A-A
Tolerncia 0,1 % Dou 20 mm (a que for menor)
D3
2D
2
D1D2
Dimens
o de proj
etoD3
Figura 3 - Tolerncias Dimensionais 5.9.1.4 Para ns tubulares pr-fabricados, as tolerncias devem estar de acordo com a PETROBRAS N-1852. 5.9.1.5 Para o nivelamento dos pisos, a diferena mxima entre o nvel de qualquer um dos pontos igual a 12 mm medidos nos cruzamentos das vigas principais (ver Figura 4).
.
Pontos de medio de nvel
Figura 4 - Pontos de Medio de Nivelamento dos Pisos
-
N-293 REV. G 10 / 2010
5.9.2 Para componentes tubulares e perfis, devem ser seguidos os itens especficos da PETROBRAS N-1852. 5.9.3 As estruturas convencionais de acessibilidade devem estar dentro das seguintes tolerncias:
a) elevao das plataformas: 12 mm do especificado no projeto; b) as tolerncias das cotas vertical e horizontal entre degraus de escadas deve estar entre
12 mm do especificado no projeto (ver Figura 5); c) a diferena em elevao do chapeamento ou gradeamento nas emendas no deve
exceder 2 mm; d) desalinhamento nas juntas cruciformes: m = t/2, mximo 8 mm onde t a espessura
mais fina das chapas no contnuas; e) na chaparia, a tolerncia para deformaes de 20 mm de flecha mxima medida com
um gabarito de 1 000 mm.
VN 12 mm
HN 12 mm
Figura 5 - Tolerncia de Escada 6 Condies Especficas 6.1 Estruturas Convencionais Soldadas 6.1.1 Inspeo 6.1.1.1 A extenso dos ensaios no destrutivos deve seguir o recomendado nesta Norma ou no projeto, caso o projeto seja mais rigoroso. Quando no houver indicao, seguir o recomendado nos 6.1.1.2 a 6.1.1.4. 6.1.1.2 Todas as soldas devem ser totalmente inspecionadas visualmente segundo a AWS D1.1/D1.1M. 6.1.1.3 6.1.1.3 As juntas soldadas de estruturas convencionais para acessibilidade devem ser inspecionadas de acordo com a Tabela 1. O critrio de aceitao deve ser o previsto para estruturas estaticamente solicitadas da AWS D1.1/D1.1M.
19
-
N-293 REV. G 10 / 2010
20
Tabela 1 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas
Convencionais para Acessibilidade
Junta Espessura Ensaio No Destrutivo (END) Extenso
partcula magntica ou
lquido penetrante 5 % JTPT
JASA JAPT
qualquer
visual 100 %
NOTA 1 A extenso dos ensaios indicada nesta Tabela deve ser aplicada a cada lote de inspeo de juntas soldadas da estrutura. Para juntas de ngulo a extenso estabelecida para os ensaios deve ser aplicada a cada lado da junta. Para efeito de inspeo, entende-se o lote como o conjunto de juntas j soldadas de geometria semelhante (JTPT, ou JASA, ou JAPT), executadas por um mesmo soldador e operador de soldagem.
NOTA 2 Quando a inspeo de um lote de juntas soldadas em que esteja especificada a extenso parcial de ensaio no destrutivo revelar defeitos, duas outras regies do mesmo lote, executadas pelo mesmo soldador e operador de soldagem, devem ser examinadas, cada uma com a extenso original. Se nos dois ensaios adicionais no forem revelados defeitos, o lote pode ser aceito aps o reparo e ensaio da regio reparada. Se um dos dois exames adicionais revelar defeitos, devem ser examinadas duas outras regies do mesmo lote para cada regio defeituosa, executadas pelo mesmo soldador e operador de soldagem, cada uma com a extenso original, e assim sucessivamente at a aprovao ou inspeo e reparo total do lote.
6.1.1.4 As juntas soldadas de tubos ou perfis, de estruturas convencionais para suportao devem ser inspecionadas de acordo com a Tabela 2. Tabela 2 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas
Convencionais para Suportao
Junta Espessura Ensaio No destrutivo (END) Extenso
radiografia 10 %
partculas magnticas 20 % < 6 mm
visual 100 %
radiografia ou ultrassom 10 %
partculas magnticas 20 %
JTPT
6 mm visual 100 %
partculas magnticas 20 % JASA qualquer
visual 100 %
ultrassom 20 %
partculas magnticas 50 % JAPT qualquer
visual 100 %
NOTA 1 A extenso dos ensaios indicada nesta Tabela deve ser aplicada a cada junta soldada da estrutura e deve incluir, para cada junta, todos os soldadores e operadores de soldagem envolvidos na sua execuo. Para juntas de ngulo a extenso estabelecida para os ensaios deve ser aplicada a cada lado da junta.
-
N-293 REV. G 10 / 2010
21
Tabela 2 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas Convencionais para Suportao (Continuao)
NOTA 2 Quando a inspeo de uma junta soldada em que esteja especificada a extenso parcial
de ensaio no destrutivo revelar defeitos, duas outras regies da mesma junta soldada, adjacentes ou no, a critrio da PETROBRAS, executadas pelo mesmo soldador e operador de soldagem, devem ser examinadas, cada uma com a extenso original. Se nos dois ensaios adicionais no forem revelados defeitos, a junta soldada pode ser aceita aps o reparo e ensaio da regio original. Se um dos dois exames adicionais revelar defeitos, toda a junta soldada pelo soldador ou operador de soldagem deve ser ensaiada.
NOTA 3 Quando a inspeo de uma junta soldada em que esteja especificada a extenso parcial de ensaio no destrutivo revelar defeitos graves, como trincas e outros defeitos planares ou incluses de escria alinhadas em quantidade superior a trs vezes o limite mximo permitido pelo critrio de aceitao aplicvel, todas as soldas executadas com o mesmo procedimento de soldagem devem ser ensaiadas em todo o seu comprimento at caracterizao do perodo em que no haja mais defeitos relatados. Uma vez determinado este ltimo perodo, a inspeo pode voltar a ser efetuada na extenso estabelecida nesta Tabela.
6.2 Estruturas Convencionais Aparafusadas 6.2.1 Inspeo de Recebimento 6.2.1.1 Deve ser verificado se todos os lotes de parafusos, porcas e arruelas esto identificados com as seguintes caractersticas: especificao, tipo de rosca, tipo de porca, tipo de parafuso, dimenses e quantidade. 6.2.1.2 Devem ser verificados os certificados de qualidade do material de todos os lotes de parafusos e porcas, em confronto com as especificaes ASTM aplicveis. 6.2.1.3 Deve ser verificado, por amostragem (ver 6.2.1.4), em cada lote, se as seguintes caractersticas das porcas, parafusos e arruelas esto de acordo com o projeto e as especificaes adotadas:
a) smbolo ASTM estampado no parafuso e na porca; b) comprimento do parafuso; c) dimetro do parafuso e porca, segundo o cdigo ASME B1.1; d) altura e distncia entre faces e arestas da porca e da cabea do parafuso, segundo os
cdigos ASME B18.2.1 e B18.2.2; e) espessura e dimetros interno e externo das arruelas; f) tipo e passo de rosca; g) estado geral quanto a amassamentos, trincas, corroso e acabamento geral e se esto
devidamente protegidos (ver 6.2.1.5). 6.2.1.4 O plano de amostragem deve ser segundo a ABNT NBR 5426 e ter as seguintes caractersticas:
a) amostragem simples; b) nvel de inspeo II; c) risco do consumidor 10 %; d) qualidade limite 10 %.
6.2.1.5 As roscas no devem apresentar trincas e amassamentos ou corroso que impeam o movimento da porca em relao ao parafuso.
-
N-293 REV. G 10 / 2010
22
6.2.1.6 A armazenagem de parafusos, porcas, rebites e arruelas deve sempre ser feita em local coberto. Os parafusos e porcas devem ser protegidos contra a corroso, por meio de graxas ou outros componentes adequados. 6.2.1.7 Os limites dimensionais para execuo do processo de furao para aplicao de parafusos devem estar de acordo com a ABNT NBR 8800. 6.2.2 Documentao O procedimento de montagem deve conter, alm do estabelecido no 5.1.3, ainda os seguintes dados:
a) ferramentas e dispositivos de aperto de parafusos (tipo, calibrao); b) seqncia de aperto dos parafusos; c) mtodo de aplicao (ou de controle) da fora de protenso dos parafusos (ver
Notas 1 e 2).
NOTA 1 So permitidos os mtodos previstos na ABNT NBR 8800 (mtodo da rotao da porca, mtodo da chave calibrada ou chave manual com torqumetro, ou mtodo do indicador direto de trao).
NOTA 2 Quando for adotado o mtodo da chave calibrada ou chave manual com torqumetro, deve ser apresentado o mtodo para determinao experimental do torque.
6.2.3 Montagem 6.2.3.1 A inclinao, em relao ao plano normal ao eixo do parafusos, da superfcie das peas em contato com cabeas de parafusos e porcas, deve ser menor do que 1:20. Para os casos de inclinao maior que 1:20, devem ser utilizadas arruelas chanfradas ou em cunha. 6.2.3.2 Para ligaes aparafusadas, deve-se observar que:
a) o tipo dos furos e a tolerncia na posio dos furos devem estar rigorosamente de acordo com o projeto;
b) no permitida a ovalizao dos furos, por qualquer processo, para provocar a coincidncia dos eixos; os furos que estiverem em posio errada devem ser completamente fechados com solda, utilizando procedimento qualificado, e reabertos por processo adequado;
c) os parafusos no podem ser substitudos por outros de menor dimetro, mesmo que de material de maior resistncia mecnica e com ou sem arruelas;
d) os parafusos e porcas nas abas de perfis laminados com abas inclinadas devem obrigatoriamente ter arruelas chanfradas.
6.2.3.3 No caso de utilizao de parafusos de alta resistncia deve-se seguir o disposto na ABNT NBR 8800 e na especificao AISC 348 e observar que:
a) no sejam utilizados parafusos que tenham sido removidos de juntas, aps torque de aperto;
b) as superfcies de contato estejam isentas de pintura, leo, graxa; c) seja utilizado o torque especificado; obrigatria a determinao experimental diria do
torque a ser utilizado, utilizando a metodologia estabelecida na AISC 348, no se admitindo o uso de valores de torque obtidos a partir de tabelas, bacos ou clculos.
6.2.3.4 O aperto final de parafusos s deve ser feito aps a verificao da correta posio das peas por exame dimensional.
-
N-293 REV. G 10 / 2010
23
6.2.3.5 O aperto dos parafusos deve ser feito com o uso de chaves adequadas, no sendo permitido o uso de extenso ou outros recursos que provoquem apertos excessivos. 6.2.3.6 A seqncia de aperto deve ser estabelecida partindo-se das partes de maior rigidez da estrutura para as partes livres. 6.2.3.7 A seqncia de aperto deve ser repetida tantas vezes quanto necessrio, at que o aperto de todos os parafusos de juno atinja o torque especificado. 6.3 Estruturas Metlicas de Mdulos, Auxiliares de Plataformas e Navais 6.3.1 Soldagem 6.3.1.1 As juntas a serem soldadas devem ser numeradas seqencialmente de modo a permitir a rastreabilidade das juntas nos relatrios de inspeo. 6.3.1.2 Os reparos com soldagem devem ser realizados empregando o procedimento de soldagem conforme o 5.5.1. Nos casos em que for requerido ensaio de impacto, podem ser executados, no mximo, dois reparos em um mesmo local da junta. 6.3.1.3 Aps reparo, os ensaios no destrutivos devem ser realizados em toda a regio reparada, aumentada em 25 mm a partir de cada extremidade. 6.3.1.4 Os testes de produo devem ser feitos segundo o procedimento da PETROBRAS N-1852. 6.3.2 Inspeo de Juntas Soldadas 6.3.2.1 Todas as soldas devem ser totalmente inspecionadas por exame visual. Para os demais ensaios no destrutivos, a seleo deve ser feita em funo do nvel de inspeo definido na Tabela 3. A extenso dos ensaios deve ser conforme o estabelecido no Anexo A desta Norma.
-
N-293 REV. G 10 / 2010
24
Tabela 3 - Nveis de Inspeo
Nvel de inspeo
Estruturas de mdulos e auxiliares de plataformas Estruturas navais
I
- quaisquer olhais de iamento; - colunas, contraventamentos
(bracings) de plataformas fixas; - turcos de baleeiras; - pedestal de guindastes; - interseo de componentes e
acessrios de nvel de inspeo II e III com acessrios de nvel de inspeo I.
- quaisquer olhais de iamento; - colunas, contraventamentos
(bracings) e conveses principais de plataformas flutuantes, autoelevatrias, FPSOs e FSOs;
- interseo de componentes e acessrios de nvel de inspeo II e III com acessrios de nvel de inspeo I.
II
- demais estruturas definidas como auxiliares e de mdulos, vigamento e pisos dos conveses que no o convs principal;
- chaparia (quando no considerada como estrutura principal);
- interseo de componentes e acessrios de nvel de inspeo III com componentes e acessrios de nvel de inspeo II.
- vigamento e pisos dos conveses que no o convs principal;
- chaparia (quando no considerada como estrutura principal);
- estruturas principais de monobias e bias de atracao;
- interseo de componentes e acessrios de nvel de inspeo III com componentes e acessrios de nvel de inspeo II.
III - todos os demais componentes no includos nos nveis I e II. - todos os demais componentes no
includos nos nveis I e II. 6.3.2.2 O critrio para aceitao de descontinuidades detectadas atravs do ensaio no destrutivo deve ser o da AWS D1.1/D1.1M, para estruturas estaticamente ou dinamicamente solicitadas, conforme aplicvel. 6.3.2.3 Para o ensaio por ultrassom deve ser utilizado o critrio de aceitao de descontinuidades da PETROBRAS N-1852. 6.3.2.4 Todas as juntas tratadas termicamente devem ser totalmente examinadas por partculas magnticas aps o tratamento. 6.3.2.5 Aps reparo, a extenso dos ensaios no destrutivos deve ser aumentada em 25 mm a partir de cada extremidade. 6.3.2.6 As estruturas convencionais internas aos mdulos e auxiliares devem seguir o critrio de aceitao previsto em 6.3.2.2 e 6.3.2.3. 6.3.3 Fabricao e Montagem 6.3.3.1 A fabricao e a montagem de tubos e perfis estruturais, ns e demais componentes soldados devem seguir o disposto na PETROBRAS N-1852. 6.3.3.2 Em juntas tubulares no deve ser usada a tcnica de abertura de janelas no membro secundrio, sendo prefervel o uso de niples obedecendo aos limites estabelecidos na PETROBRAS N-279.
-
N-293 REV. G 10 / 2010
25
6.4 Peas de Steel-Deck 6.4.1 Recebimento, Identificao e Armazenamento no Canteiro de Obras 6.4.1.1 O steel-deck deve ser fornecido em fardos, com os materiais firmemente cintados, de forma a evitar que a vibrao durante o transporte possa amassar as peas. 6.4.1.2 Quando da chegada do material obra, o responsvel pela descarga deve checar as etiquetas de identificao dos fardos, conferindo o nmero de peas e a espessura do steel-deck. 6.4.1.3 Deve ser realizada uma inspeo visual, para certificar que nenhum painel esteja danificado e somente aps esta verificao o material pode ser recebido pela obra. 6.4.1.4 No iamento, para que os materiais no sejam amassados e para que as cintas no sejam rasgadas, recomendvel o uso de uma proteo de madeira ou borracha, de forma que as cintas no fiquem diretamente em contato com o steel-deck. recomendvel que a distncia entre as cintas seja igual ou inferior a 3,50 m. Devem ser tomadas todas as precaues no sentido de evitar, durante o iamento do steel-deck e das peas metlicas, o choque destes materiais. [Prtica Recomendada] 6.4.1.5 Aps o iamento dos fardos, o steel-deck deve ser posicionado sobre as vigas de ao da estrutura. Se a estrutura no est em condies de receber os painis, ento devem ser provisoriamente armazenados em pilhas, em local previamente estabelecido pela fiscalizao, tomando-se as devidas precaues para que se evite o acmulo de gua nos painis, com a possibilidade de ocorrncia da ferrugem branca no material galvanizado. 6.4.1.6 O armazenamento temporrio deve ocorrer em local seco, coberto, arejado, com pequenas variaes de temperatura e protegido de umidade, sendo que deve ser considerado o descrito abaixo:
a) as pilhas devem ser posicionadas sobre camas de madeira ou de ao, de forma a evitar o contato direto do steel-deck com o piso. Por precauo, as pilhas devem ser inclinadas para fazer o escoamento da gua. necessrio ainda deixar espaos entre os fardos de steel-deck, possibilitando a ventilao e evitando a possvel condensao de gua entre os painis;
b) mesmo com o material estando embalado indispensvel que as pilhas sejam cobertas por uma lona impermevel;
c) deve-se impedir, de qualquer maneira, que o steel-deck seja molhado. Caso isto venha a ocorrer, as pilhas devem ser provisoriamente desfeitas e todo o material deve ser enxugado manualmente;
d) o armazenamento temporrio do material galvanizado na obra no deve ocorrer por perodos de tempo superiores a 30 dias. Durante este perodo de armazenamento, em hiptese alguma se deve colocar carga sobre as pilhas de steel-deck.
6.4.2 Instalao, Montagem e Concretagem 6.4.2.1 Antes do incio da instalao dos materiais, a equipe de montagem deve estar munida dos desenhos de projeto detalhado, com a geometria, a paginao e os detalhes de fixao das peas. 6.4.2.2 Durante a montagem, as informaes descritas nos desenhos de paginao devem ser rigorosamente seguidas.
-
N-293 REV. G 10 / 2010
26
6.4.2.3 Aps a concluso da montagem das vigas da estrutura, a instalao do steel-deck e de seus acessrios pode ser iniciada, estando o topo das vigas de ao nivelado, seco e livre de sujeiras ou ferrugem. [Prtica Recomendada] 6.4.2.4 Para a soldagem dos conectores de cisalhamento do tipo stud-bolt, a face superior deve estar sem pintura ou revestimento, para que o processo de solda no seja prejudicado. 6.4.2.5 Aps a conferncia de que as vigas da estrutura estejam atendendo s condies de nivelamento e de limpeza, os fardos de steel-deck podem ser abertos, dando incio aos servios de montagem. [Prtica Recomendada] 6.4.2.6 Aps a abertura de fardos, os painis individuais devem ser retirados manualmente e posicionados sobre o vigamento metlico, seguindo as cotas e medidas indicadas no desenho de paginao. Eventualmente, nos cantos ou no contorno, podem ser necessrios recortes nas extremidades dos painis, para possibilitar o ajuste final da geometria da estrutura. Caso necessrio, estes recortes podem ser realizados mediante o uso de mquinas com discos para corte de metal. 6.4.2.7 Aps o ajuste e alinhamento, os painis devem ser fixados estrutura. importante que, ao final de 1 dia de trabalho, nenhum painel de steel-deck seja deixado sobre a estrutura sem a fixao preliminar e que todos os fardos abertos estejam novamente amarrados. NOTA Recomenda-se que, inicialmente, seja executada uma fixao preliminar com rebites e,
posteriormente, para que seja garantido o travamento das vigas de suporte, deve ser executada a fixao definitiva dos painis, atravs de solda eltrica. [Prtica Recomendada]
6.4.2.8 A fixao definitiva do steel-deck estrutura deve ser executada por meio de solda bujo, ou solda de tampo. A execuo de cada um destes pontos de solda deve seguir as recomendaes do fabricante do steel-deck e dos desenhos de projeto. 6.4.2.9 Deve ser providenciada a montagem e soldagem dos complementos do steel-deck necessrios e usuais neste tipo de estrutura, tais como: arremates de laje, fechamento lateral, e outros, conforme indicado pelo fabricante do steel-deck. 6.4.2.10 Durante e aps a montagem dos painis, no recomendvel o armazenamento de materiais sobre a plataforma. Apenas equipamentos necessrios montagem, como mquinas de solda ou tambores de eletrodos, devem ser posicionados sobre a plataforma. 6.4.2.11 Recomenda-se o uso de placas em madeira para distribuir o peso dos equipamentos sobre o steel-deck, evitando danos localizados. [Prtica Recomendada] 6.4.2.12 Os conectores de cisalhamento devem ser aplicados aps o trmino da montagem do steel-deck, sendo fixados s vigas atravs das ondas baixas dos painis de acordo com a locao dos conectores fornecida nos desenhos de projeto. 6.4.2.13 Para que a qualidade da solda dos stud-bolts no seja comprometida, recomendvel que a aplicao dos conectores ocorra logo aps a montagem do steel-deck. tambm recomendvel que, ao final de 1 dia de trabalho, sejam aplicados todos os conectores correspondentes s regies com steel-deck j montado. [Prtica Recomendada]
-
N-293 REV. G 10 / 2010
27
6.4.2.14 Deve ser providenciada, para a instalao dos stud-bolts, toda a aparelhagem e equipamentos necessrios execuo da solda dentro dos critrios de segurana e qualidade exigidas para este tipo de servio. 6.4.2.15 Na impossibilidade de se bombear o concreto, o transporte vertical dos agregados, cimento e aditivos necessrios confeco da laje deve ser feito atravs do iamento vertical com bolsas com capacidade para at 1 200 kg. 6.4.2.16 O posicionamento das armaduras adicionais e das telas soldadas deve seguir rigorosamente o estipulado nos desenhos de armao. 6.4.2.17 Antes de executar a concretagem da laje, deve ser realizada uma limpeza geral na superfcie do steel-deck, utilizando jato de gua e todas as sujeiras e impurezas que possam afetar a resistncia do concreto devem ser eliminadas. 6.4.2.18 A concretagem da laje deve ser realizada de forma a evitar o acmulo de materiais e de pessoal sobre a plataforma. Em hiptese alguma permitido a formao de bolos de concreto durante o lanamento. Caso o lanamento do concreto tenha de ser interrompido sem que toda a superfcie da laje tenha sido concretada, recomenda-se que a interrupo seja executada fora dos eixos das vigas de suporte, da seguinte forma:
a) na regio sobre vigas perpendiculares s nervuras: deve-se executar a interrupo a uma distncia equivalente a 1/3 do vo dos painis;
b) na regio sobre vigas paralelas s nervuras: a interrupo deve ocorrer antes do eixo da viga, a cerca de 1 m de seu eixo;
c) aps o trmino da concretagem, a cura deve ser executada de maneira similar ao processo usual das lajes macias em concreto armado.
-
N-293 REV. G 10 / 2010
28
Anexo A - Tabela
Tabela A.1 - Extenso e Seleo de Ensaios No Destrutivos
Extenso dos ensaios (%) (ver Notas 3, 4, 5, 9, 10, 11, 12, 13, 14, 16) Nvel de
inspeo (ver Nota 2)
Tipo de solda (ver Notas 4 e 8) ER
(ver Nota 15) US PM
(ver Notas 6 e 7)
JASA - - 100 JTPT - 50 100 Chapas e Perfis JAPT - 100 100 JASA - - 100 JTPT
Longitudinal 5 50 100
JTPT circular 5 100 100
I
Tubos
Tubular - 100 100 Chapas e Perfis JASA/JTPT -- -50 50/50
JASA/JAPT -- -50 20/50 JTPT
Longitudinal 5 20 20
JTPT Circular 5 20 50
II Tubos
Tubular - 20 20 NOTA 1 As extenses dos ensaios contidas nesta Tabela seguem os mesmos requisitos
definidos na PETROBRAS N-1852 para convs NOTA 2 A extenso dos ensaios indicados nesta Tabela para os nveis de Inspeo I e II
so aplicveis para cada solda. As soldas dos componentes de nvel de inspeo III devem ser inspecionadas apenas por ensaio visual.
NOTA 3 A extenso dos ensaios pode ser reduzida metade nas soldas totalmente executadas por processo automtico (arco submerso), excetuando-se as soldas existentes nos troncos.
NOTA 4 Os smbolos utilizados significam: a) JASA: junta de ngulo com solda de filete; b) JTPT: junta de topo com penetrao total; c) JAPT: junta de ngulo com penetrao total; d) ER: ensaio radiogrfico; e) US: ensaio por ultrasom; f) PM: ensaio por partculas magnticas.
NOTA 5 Quando a inspeo de uma solda em que esteja especificada a extenso parcial de ensaio no destrutivo revelar defeitos, duas outras regies adjacentes da mesma solda devem ser examinadas cada uma com a extenso original. Se nos dois ensaios adicionais no forem revelados defeitos, a solda pode ser aceita aps o reparo e ensaio da regio original. Se um dos dois exames adicionais revelar defeitos, toda a solda deve ser ensaiada.
NOTA 6 Pelo lado interno, quando houver acesso, aplicar o mesmo percentual. NOTA 7 Em regies sem acesso para o ensaio por partculas magnticas, pode ser utilizado
lquido penetrante. NOTA 8 Aplicvel nas juntas de ngulo com solda em ngulo das unhas de estacas. NOTA 9 Caso seja especificado tratamento trmico de alvio de tenses de uma junta
soldada, os ensaios no destrutivos, com exceo de radiografia, devem ser repetidos na mesma extenso indicada na Tabela, aps o tratamento.
NOTA 10 Nos casos de reparo do chanfro, a superfcie deve ser ensaiada com lquido penetrante, em 100 %, ou por meio de partculas magnticas (tcnica dos eletrodos).
-
N-293 REV. G 10 / 2010
29
Tabela A.1 - Extenso e Seleo de Ensaios No Destrutivos (Continuao)
NOTA 11 No caso de enchimento adicional com solda no chanfro, a superfcie deve ser ensaiada 100 % com lquido penetrante e ultrassom.
NOTA 12 Quando requerido ensaio radiogrfico parcial, preferencialmente devem ser examinadas as duas extremidades.
NOTA 13 Nos locais de membros nvel I e II, onde forem removidas soldas provisrias, deve ser realizado ensaio por partcula magntica em 100 % da regio, aps esmerilhamento.
NOTA 14 A aplicao dos ensaios no destrutivos somente deve ser feita 24 horas aps a concluso das soldas. Quando efetuado um tratamento de ps-aquecimento, conforme a PETROBRAS N-133, requisitos referentes ao ao-carbono mangans, os ensaios no destrutivos podem ser realizados to logo a pea atinja a temperatura ambiente.
NOTA 15 As juntas com penetrao total, soldadas por um s lado, sem cobre junta, exceto juntas circunferenciais em estacas, devem ter o percentual de inspeo no-destrutiva complementada para:
a) JTPT = 100 % ER (junta de topo de penetrao total); b) JAPT = 100 % US (junta de ngulo de penetrao total).
NOTA 16 Para JTPT onde haja acesso para ensaio visual pelo lado da raiz da junta soldada e
nos casos onde no haja acesso, porm a vida a fadiga da junta seja superior a 100 anos, o ensaio radiogrfico pode ser substitudo pelo ensaio por ultrassom. O percentual dos demais ensaios deve ser mantido conforme indicado na Tabela.
-
N-293 REV. G 10 / 2010
19
5.9.2 Para componentes tubulares e perfis, devem ser seguidos os itens especficos da PETROBRAS N-1852. 5.9.3 As estruturas convencionais de acessibilidade devem estar dentro das seguintes tolerncias:
a) elevao das plataformas: 12 mm do especificado no projeto; b) as tolerncias das cotas vertical e horizontal entre degraus de escadas deve estar entre
12 mm do especificado no projeto (ver Figura 5); c) a diferena em elevao do chapeamento ou gradeamento nas emendas no deve
exceder 2 mm; d) desalinhamento nas juntas cruciformes: m = t/2, mximo 8 mm onde t a espessura
mais fina das chapas no contnuas; e) na chaparia, a tolerncia para deformaes de 20 mm de flecha mxima medida com
um gabarito de 1 000 mm.
VN 12 mm
HN 12 mm
Figura 5 - Tolerncia de Escada 6 Condies Especficas 6.1 Estruturas Convencionais Soldadas 6.1.1 Inspeo 6.1.1.1 A extenso dos ensaios no destrutivos deve seguir o recomendado nesta Norma ou no projeto, caso o projeto seja mais rigoroso. Quando no houver indicao, seguir o recomendado nos 6.1.1.2 a 6.1.1.4. 6.1.1.2 Todas as soldas devem ser totalmente inspecionadas visualmente segundo a AWS D1.1/D1.1M. 6.1.1.3 As juntas soldadas de estruturas convencionais secundrias devem ser inspecionadas de acordo com a Tabela 1. O critrio de aceitao deve ser o previsto para estruturas estaticamente solicitadas da AWS D1.1/D1.1M.
-
N-293 REV. G 10 / 2010
20
Tabela 1 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas
Convencionais para Acessibilidade
Junta Espessura Ensaio No Destrutivo (END) Extenso
partcula magntica ou
lquido penetrante 5 % JTPT
JASA JAPT
qualquer
visual 100 %
NOTA 1 A extenso dos ensaios indicada nesta Tabela deve ser aplicada a cada lote de inspeo de juntas soldadas da estrutura. Para juntas de ngulo a extenso estabelecida para os ensaios deve ser aplicada a cada lado da junta. Para efeito de inspeo, entende-se o lote como o conjunto de juntas j soldadas de geometria semelhante (JTPT, ou JASA, ou JAPT), executadas por um mesmo soldador e operador de soldagem.
NOTA 2 Quando a inspeo de um lote de juntas soldadas em que esteja especificada a extenso parcial de ensaio no destrutivo revelar defeitos, duas outras regies do mesmo lote, executadas pelo mesmo soldador e operador de soldagem, devem ser examinadas, cada uma com a extenso original. Se nos dois ensaios adicionais no forem revelados defeitos, o lote pode ser aceito aps o reparo e ensaio da regio reparada. Se um dos dois exames adicionais revelar defeitos, devem ser examinadas duas outras regies do mesmo lote para cada regio defeituosa, executadas pelo mesmo soldador e operador de soldagem, cada uma com a extenso original, e assim sucessivamente at a aprovao ou inspeo e reparo total do lote.
6.1.1.4 As juntas soldadas de tubos ou perfis, de estruturas convencionais primrias devem ser inspecionadas de acordo com a Tabela 2. Tabela 2 - Tipo e Extenso de Ensaio No Destrutivo para Estruturas Soldadas
Convencionais para Suportao
Junta Espessura Ensaio No destrutivo (END) Extenso
radiografia 10 %
partculas magnticas 20 % < 6 mm
visual 100 %
radiografia ou ultrassom 10 %
partculas magnticas 20 %
JTPT
6 mm visual 100 %
partculas magnticas 20 % JASA qualquer
visual 100 %
ultrassom 20 %
partculas magnticas 50 % JAPT qualquer
visual 100 %
NOTA 1 A extenso dos ensaios indicada nesta Tabela deve ser aplicada a cada junta soldada da estrutura e deve incluir, para cada junta, todos os soldadores e operadores de soldagem envolvidos na sua execuo. Para juntas de ngulo a extenso estabelecida para os ensaios deve ser aplicada a cada lado da junta.
-
N-293 REV. G 10 / 2010
IR 1/2
NDICE DE REVISES
REV. A, B, C, D e E
No existe ndice de revises.
REV. F
Partes Atingidas Descrio da Alterao 1.1, 2, 3, 4, 4.2, 4.4, 4.51, 4.5.2, 4.8 Revisado
Nota do item 5.1.3 Eliminado
5.1.5 e 5.1.10 Revisado
5.1.11 Includo
5.2.2.2 Eliminado 5.3.1, 5.4.1, 5.4.3.4, 5.4.7, 5.6.1 alnea b), 5.6.2 alnea b)
Revisado
5.6.7 Eliminado
5.6.8 a 5.6.10 Renumerado Nota dos itens 5.7.3, 5.7.4 e 5.7.6.1 Eliminado
5.7.7 Renumerado
5.7.8 Revisado e Renumerado
5.7.9, 5.7.10, 5.7.10.1 Renumerado
5.7.10.2 Revisado e Renumerado
Figura 1 Revisado
5.7.11 a 5.7.15 Renumerado
5.7.11.2.1, 5.7.12 Includo 5.9.2, 5.9.3 alnea a), 5.9.4 Revisado
5.9.7 Eliminado
5.9.8 a 5.9.11 Renumerado
Nota do item 5.9.9 Eliminado
Itens 5.9.11 e 5.10.3 Eliminados 6.1.1.3.1, 6.1.1.3.2, 6.1.1.4.1, 6.1.1.4.2, 6.1.1.4.3
Includo
6.2.1.1 a 6.2.1.5 Revisado
6.2.1.7 Renumerado
6.2.3 a 6.2.5 Revisado e Renumerado
-
N-293 REV. G 10 / 2010
IR 2/2
REV. F Partes Atingidas Descrio da Alterao
Figura 4, Figura 5 Revisado
6.2.6 Renumerado
6.2.6.1 alnea b) Revisado 6.2.6.1 nota alnea b) Eliminado
Figura 7 Renumerado
6.2.6.2 Revisado e Renumerado 6.3.3.3, 6.3.3.3 alnea c) Revisado
6.4 Includo
REV. G Partes Atingidas Descrio da Alterao
Todas Reviso
-
N-293 REV. G 10 / 2010
GRUPO DE TRABALHO - GT-04-31
Membros
Nome Lotao Telefone Chave Fabio Poroca Carneiro de Almeida ENGENHARIA/SL/SEQUI/ATFCM 819-3462 ELZJ
Gilson Gomes da Silva UN-BC/PCM/PROJ 861-2398 QM21 Luis Alfredo de Paula Freitas Figueiredo TRANSPETRO/PRES/SE/ENG/POE/TERM 811-7488 TRNF
Paulo Faria UN-BC/ENGP/EIS 861-3547 QM76
Roberto Cid Loureiro ENGENHARIA/SL/SLADE 819-7270 EGRO
Andria dos Santos Soares ENGENHARIA/IEABAST/EAB/IESC 819-3343 EEWV
Wilson do Amaral Zaitune ENGENHARIA/SL/SEQUI/CI 855-6525 EEYL
Secretrio Tcnico Claudio Vianna de Castro ENGENHARIA/AG/NORTEC-GC 819-3080 EEZS












![C I L I A N A[ M E N S A G E M O R I G I N A L]](https://static.fdocumentos.tips/doc/165x107/559276e41a28ab07238b45cf/c-i-l-i-a-n-a-m-e-n-s-a-g-e-m-o-r-i-g-i-n-a-l.jpg)


