MONITORAMENTO DA CONDIÇÃO USANDO SINAIS DE … · MONITORAMENTO DA CONDIÇÃO DA FERRAMENTA DE...
8
MONITORAMENTO DA CONDIÇÃO DA FERRAMENTA DE DRESSAGEM USANDO SINAIS DE VIBRAÇÃO E MODELOS NEURAIS RUBENS V. C. G. P. SOUZA¹, CAMILA ALVES DA ROCHA¹, MARCELO MARCHI¹, PAULO R. AGUIAR², CESAR H. R. MARTINS², EDUARDO C. BIANCHI¹ 1. Laboratório de Usinagem à Abrasão (LUA), Faculdade de Engenharia de Bauru, UNESP – Univ. Estadual Paulista, Departamento de Engenharia Mecânica, Av. Eng. Luiz Edmundo Carrijo Coube, 14-01, 17033-360, Bauru - SP. Emails: [email protected], [email protected], [email protected], [email protected] 2. Laboratório de Aquisição de Dados e Processamento de Sinais (LADAPS), Faculdade de Engenharia de Bauru, UNESP – Univ. Estadual Paulista, Departamento de Engenharia Elétrica, Av. Eng. Luiz Edmundo Carrijo Coube, 14-01, 17033-360, Bauru - SP. E-mails: [email protected], [email protected] Abstract Real time monitoring of the dressing process is becoming more and more necessary because it plays a very important role in the finish of the part manufactured by the grinding process. On the other hand, dresser wear is very expensive and not much effective to be monitored visually, but it is usually so developed in industry. The vibration sensor can be a useful tool in the process automation; however, it is rarely used as can be verified in research works. This work presents a classification method for three wear conditions (new, semi-new, and worn) of single-point dresser by using vibration signal and neural networks. Experimental runs were carried out in a surface grinding machine equipped with aluminium oxide grinding wheel, where the vibration signal was acquired by a fixed sensor attached to the dresser holder. The signal spectra analysis was performed with regard to the aforementioned wear conditions, and seven frequency bands were selected. Several neural network models were tested, which had two input statistics from the digital processing of the raw signal filtered for a given frequency band selected. Following hundreds of input combinations, number of hidden layers and neurons, two best models were chosen and analysed, which showed results with up to 98.3% success rate. Keywords Vibration, dressing operation, neural networks, industrial automation Resumo O monitoramento em tempo real do processo de dressagem vem se tornando cada vez mais necessário, pois tem um papel muito importante no acabamento de peças produzidas pelo processo de retificação. Por outro lado, o desgaste dos dressadores é muito custoso e pouco eficiente para ser monitorado visualmente, como normalmente é feito nas indústrias. O sensor de vibração pode ser uma grande ferramenta na automação desse processo, porém ainda é pouco utilizado como se constata na literatura. Este trabalho apresenta um método de classificação do desgaste da ferramenta de dressagem de ponta única em três condições distintas (novo, meia vida e desgastado), por meio de sinais de vibração e redes neurais. Ensaios de dressagens foram realizados em uma retífica plana, rebolo de óxido de alumínio, com a aquisição dos sinais de vibração através de um sensor fixo no suporte do dressador. Um estudo foi desenvolvido do espectro do sinal para as três condições de desgaste, no qual sete bandas de frequências foram selecionadas. Vários modelos neurais foram testados, os quais possuíam como entradas duas estatísticas obtidas a partir do sinal original filtrado para uma dada banda de frequência selecionada. Após centenas de combinações de entradas, número de camadas ocultas e número de neurônios, dois melhores modelos foram escolhidos e analisados, os quais apresentaram resultados com até 98,3 % de taxa de acertos. Palavras-chave Vibração, operação de dressagem, redes neurais artificiais, automação industrial. 1. Introdução A retificação é um processo muito complexo, influenciado por diversos fatores e que envolve inúmeras variáveis como a peça a ser produzida, a máquina e o rebolo utilizados. O rebolo é um fator único que diferencia a retificação de todos os outros processos de usinagem. A topografia do rebolo e as condições em que este é preparado tem uma influência significativa no desempenho da usinagem (Nguyen & Butler, 2008). Ainda que haja avanços importantes na tecnologia e automação do processo, ainda há muitos problemas a serem resolvidos, problemas estes que geralmente causam paradas e necessitam de correções, feitas manualmente por operadores. Dressagem é o processo de condicionamento do rebolo, restabelecendo as características e formato originais que foram perdidos devido ao desgaste ocorrido pelo seu uso. De acordo com Wegener et al. (2011), o slogan usado pela comunidade do processo de retificação é que “Retificação é Dressagem”. Ele indica, além de outros parâmetros do Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014 1026
Transcript of MONITORAMENTO DA CONDIÇÃO USANDO SINAIS DE … · MONITORAMENTO DA CONDIÇÃO DA FERRAMENTA DE...

MONITORAMENTO DA CONDIÇÃO DA FERRAMENTA DE DRESSAGEM USANDO SINAIS DE VIBRAÇÃO E MODELOS NEURAIS
RUBENS V. C. G. P. SOUZA¹, CAMILA ALVES DA ROCHA¹, MARCELO MARCHI¹, PAULO R. AGUIAR², CESAR H. R. MARTINS², EDUARDO C. BIANCHI¹
1. Laboratório de Usinagem à Abrasão (LUA), Faculdade de Engenharia de Bauru, UNESP – Univ. Estadual Paulista, Departamento de Engenharia Mecânica, Av. Eng. Luiz Edmundo Carrijo Coube,
14-01, 17033-360, Bauru - SP. E-‐mails: [email protected], [email protected], [email protected], [email protected]
2. Laboratório de Aquisição de Dados e Processamento de Sinais (LADAPS), Faculdade de
Engenharia de Bauru, UNESP – Univ. Estadual Paulista, Departamento de Engenharia Elétrica, Av. Eng. Luiz Edmundo Carrijo Coube, 14-01, 17033-360, Bauru - SP.
E-mails: [email protected], [email protected]
Abstract⎯ Real time monitoring of the dressing process is becoming more and more necessary because it plays a very important role in the finish of the part manufactured by the grinding process. On the other hand, dresser wear is very expensive and not much effective to be monitored visually, but it is usually so developed in industry. The vibration sensor can be a useful tool in the process automation; however, it is rarely used as can be verified in research works. This work presents a classification method for three wear conditions (new, semi-new, and worn) of single-point dresser by using vibration signal and neural networks. Experimental runs were carried out in a surface grinding machine equipped with aluminium oxide grinding wheel, where the vibration signal was acquired by a fixed sensor attached to the dresser holder. The signal spectra analysis was performed with regard to the aforementioned wear conditions, and seven frequency bands were selected. Several neural network models were tested, which had two input statistics from the digital processing of the raw signal filtered for a given frequency band selected. Following hundreds of input combinations, number of hidden layers and neurons, two best models were chosen and analysed, which showed results with up to 98.3% success rate.
Keywords⎯ Vibration, dressing operation, neural networks, industrial automation
Resumo⎯ O monitoramento em tempo real do processo de dressagem vem se tornando cada vez mais necessário, pois tem um papel muito importante no acabamento de peças produzidas pelo processo de retificação. Por outro lado, o desgaste dos dressadores é muito custoso e pouco eficiente para ser monitorado visualmente, como normalmente é feito nas indústrias. O sensor de vibração pode ser uma grande ferramenta na automação desse processo, porém ainda é pouco utilizado como se constata na literatura. Este trabalho apresenta um método de classificação do desgaste da ferramenta de dressagem de ponta única em três condições distintas (novo, meia vida e desgastado), por meio de sinais de vibração e redes neurais. Ensaios de dressagens foram realizados em uma retífica plana, rebolo de óxido de alumínio, com a aquisição dos sinais de vibração através de um sensor fixo no suporte do dressador. Um estudo foi desenvolvido do espectro do sinal para as três condições de desgaste, no qual sete bandas de frequências foram selecionadas. Vários modelos neurais foram testados, os quais possuíam como entradas duas estatísticas obtidas a partir do sinal original filtrado para uma dada banda de frequência selecionada. Após centenas de combinações de entradas, número de camadas ocultas e número de neurônios, dois melhores modelos foram escolhidos e analisados, os quais apresentaram resultados com até 98,3 % de taxa de acertos.
Palavras-chave⎯ Vibração, operação de dressagem, redes neurais artificiais, automação industrial.
1. Introdução
A retificação é um processo muito complexo, influenciado por diversos fatores e que envolve inúmeras variáveis como a peça a ser produzida, a máquina e o rebolo utilizados. O rebolo é um fator único que diferencia a retificação de todos os outros processos de usinagem. A topografia do rebolo e as condições em que este é preparado tem uma influência significativa no desempenho da usinagem (Nguyen & Butler, 2008). Ainda que
haja avanços importantes na tecnologia e automação do processo, ainda há muitos problemas a serem resolvidos, problemas estes que geralmente causam paradas e necessitam de correções, feitas manualmente por operadores.
Dressagem é o processo de condicionamento do rebolo, restabelecendo as características e formato originais que foram perdidos devido ao desgaste ocorrido pelo seu uso. De acordo com Wegener et al. (2011), o slogan usado pela comunidade do processo de retificação é que “Retificação é Dressagem”. Ele indica, além de outros parâmetros do
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1026

processo, a importância da tecnologia de condicionamento do rebolo nos resultados da fabricação. O processo de condicionamento do rebolo, consistindo de dressagem e limpeza do mesmo, determina a taxa de remoção de material retificado, as forças exigidas no processo, a qualidade superficial e as propriedades do material da peça na zona subsuperficial. Adicionalmente, a preparação do rebolo se dá num processo complexo e sofisticado, necessitando de um tratamento cuidadoso e monitoramento quando o recondicionamento for necessário.
Segundo Habrat et al. (2005), o monitoramento do desgaste da ponta do dressador faz com que seja possível o controle do processo de dressagem, conseguindo assim a topografia do rebolo necessária para a qualidade superficial desejada na peça. Os sensores mais usados atualmente para fazer tal monitoramento são de força, potência, emissão acústica e vibração, sendo cada vez mais presentes nos processos produtivos que buscam melhorar sua qualidade e produtividade. Quando manuseados de maneira correta, os dados coletados pelos sensores fornecem informações importantes para a detecção de problemas em máquinas e processos, assim como para a análise de produtividade ou estado de produção.
O trabalho de Martins et al. (2013a)
apresentou um método de estimar o nível de desgaste de dressadores de ponta única baseado nos valores RMS (valor médio quadrático) e ROP (relação de potência) do sinal de emissão acústica, os quais foram extraídos de bandas de frequência pré-selecionadas. Esses valores foram empregados como entrada de modelos neurais. Os resultados mostraram que alguns modelos apresentaram ótima taxa de classificação.
O presente trabalho é uma extensão do trabalho de Martins et al. (2013a), propondo modelos neurais baseados também nos valores RMS e ROP para estimação do nível de desgaste do dressador. Entretanto, as bandas selecionadas são de sinais provenientes de sensores de vibração que, por serem mais baratos e de mais fácil implementação em hardware, oferecem uma alternativa muito boa aos sensores de emissão acústica.
O monitoramento do desgaste do dressador em tempo real possibilita que o processo de retificação ocorra dentro dos parâmetros de acabamento da peça especificados no projeto. Além disso, permite ao operador um melhor agendamento e troca da ferramenta, evitando sua subutilização ou sobre-utilização e impedindo paradas desnecessárias da máquina.
2. Monitoramento do Processo de Dressagem
De acordo com Abu-Mahfouz (2003), a comunidade de manufatura sempre procura reduzir custos operacionais ao mesmo tempo em que tenta melhorar a qualidade dos produtos, alcançando ou excedendo as expectativas dos clientes. Estes objetivos estão por trás da automação e de equipamentos de alta autonomia de produção. Neste sentido, desenvolver sistemas de monitoração e controle em tempo real dos processos é essencial.
É importante frisar que algumas das técnicas usadas atualmente para monitorar o desgaste dos dressadores de diamante são visuais, como o sistema proposto por Habrat et al. (2005). De acordo com I. Egaña et al. (2006) esses métodos constituem uma opção cara em comparação com as baseadas em técnicas inteligentes e uso de sinais característicos do processo de dressagem.
O monitoramento do processo de retificação utilizando sinais de emissão acústica é objeto de estudo desde 1984, entretanto os sinais de vibração, ou aceleração, raramente são usados para tal monitoramento, possivelmente devido ao pequeno número de pesquisadores interessados e à falsa credibilidade de que tais sinais sempre são influenciados por frequências derivadas de ruídos do ambiente ou de outras fontes. O sensor de vibração captura as vibrações emitidas pelas variações cíclicas dos componentes dinâmicos das forças de corte. Existe uma dificuldade em medir a vibração diretamente por esta ser dependente da frequência. As medidas são, portanto, feitas através de parâmetros relacionados à vibração, como a taxa pela qual as forças mudam (aceleração), e as características da vibração são extraídas pelos padrões encontrados (Dimla, 2002).
Os sinais de vibração fornecem informações variadas sobre os processos de retificação e dressagem. Porém, análises mais rigorosas necessitam de processamento desse sinal para obtenção de informações correlacionando o sinal e os fenômenos sob estudo. Entre as estatísticas para a monitoração de sinais, a mais usada é o RMS (do inglês Root Mean Square ou valor médio quadrático), expresso da seguinte maneira (1):
𝑉!"# = !∆!
𝑣! 𝑡 𝑑𝑡∆!! (1)
Em que ∆𝑇 é a constante de tempo de integração e 𝑣 𝑡 é o sinal instantâneo.
Outra estatística que vem sendo satisfatoriamente utilizada para estimar o desgaste dos dressadores é o ROP (do inglês
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1027

Ratio of Power ou relação de potência), que observa o sinal através de seu espectro de frequência, mostrada pela expressão (2):
𝑅𝑂𝑃 =|!!|!
!!!!!!
|!!|!!!!!!!
(2)
O denominador elimina o efeito local da força na equação, onde 𝑁 é o tamanho do bloco de dados; 𝑛! e 𝑛! definem a faixa de frequência a ser analisada, e 𝑋! é a 𝑘ésima saída DFT.
Muitos estudos têm focado na correlação entre o sinal de vibração e as características dos processos de usinagem. O estudo de Hassui et al. (1998) mostrou que o valor RMS do sinal de vibração se correlaciona com o desgaste do rebolo melhor do que o valor RMS do sinal de emissão acústica. Além disso, a sensibilidade do sensor de vibração se equipara à sensibilidade do sensor de emissão acústica tanto na detecção do momento de contato entre o rebolo e a peça quanto na detecção do fim deste. No trabalho de Hassui & Diniz (2003) foi examinada a habilidade do sinal de vibração em perceber variações na circularidade e rugosidade superficial da peça e, consequentemente, a viabilidade de seu uso na dressagem. Seus resultados indicaram uma boa correlação entre os sinais de vibração e as condições do rebolo.
Outros estudos sobre monitoração da operação de dressagem tem sido publicados, poucos destes, porém, são focados no desgaste de dressadores de ponta única. O estudo de Zhang & Shin (2003) focou as propriedades de dressadores de ponta única na dressagem de rebolos CBN utilizando laser. Seus resultados indicam que o desgaste dos dressadores depende da potência do laser, assim como da profundidade e do avanço do dressador. Os autores também concluíram que o aquecimento influencia a taxa de desgaste do dressador. A pesquisa de Habrat et al. (2005) descreve um sistema de monitoramento para medir o raio equivalente do dressador de diamante, calculando assim seu desgaste. O estudo de Martins et al. (2013b) descreve um estudo para classificar o desgaste de dressadores de ponta única utilizando os valores RMS dos sinais de emissão acústica, redes neurais e mapas de Kohonen. Seus resultados mostraram uma taxa de classificação muito boa, porém, a um custo computacional muito alto.
3. Redes Neurais
Haykin define uma Rede Neural Artificial como uma rede interconectada paralelamente de elementos simples, cuja organização hierárquica tem o objetivo de interagir com o mundo real
como uma rede neural biológica (Haykin, 2008). De acordo com Marzi (2008), uma rede neural pode ser definida como uma rede de elementos de processamento simples. Associadas com cada elemento estão a força de sua ativação, função de saída e regra de ativação. Além disso, associada com a rede em si estão o padrão de conectividade, a força das conexões, a regra de propagação e as modificações nas regras de aprendizado.
Redes neurais têm sido aplicadas ao monitoramento de diferentes processos de usinagem, incluindo torneamento, fresamento e retificação. As redes neurais utilizam um método matemático para simular a transferência de informações que ocorre no cérebro humano. Durante o processo de aprendizado que ocorre no treinamento de uma rede, conhecimento é memorizado pela rede neural. A relação entre o sinal obtido pelos sensores e a condição de desgaste da ferramenta é altamente não linear, o que torna muito difícil a classificação utilizando métodos tradicionais. As redes neurais conseguem superar as dificuldades da não linearidade dos processos (Chen & Jen, 2000).
Diversos estudos utilizaram redes neurais com diferentes finalidades. O trabalho de Marzi (2008) consistiu em um sistema de rede neural que diagnosticou falhas no sistema refrigerante de uma máquina. A rede neural foi treinada para identificar quatro erros diferentes, cada um agindo separadamente durante a operação. A técnica demonstrou uma capacidade de detectar em tempo real falhas que podem levar a sérios problemas nas indústrias. Foi desenvolvido no estudo de Chuangwen et al. (2009) um método de avaliação da condição de desgaste de uma ferramenta através de redes neurais e análise de pacotes wavelet. O método apresentou uma análise de bandas de frequências para o monitoramento do desgaste da ferramenta, podendo ser usado para estimar sua condição durante o uso com boa precisão.
4. Materiais e métodos
4.1. Montagem do banco de dados e experimentação
O banco de testes foi desenvolvido para permitir uma análise das condições de desgaste do dressador, enquanto captura as emissões de vibração através de um sistema de aquisição de dados. A vibração foi capturada através de um sensor do fabricante PCB Piezotronics, modelo 353B03, acoplado ao suporte do dressador, e o sinal foi coletado a uma frequência de dois milhões de amostras por segundo utilizando um
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1028

osciloscópio Yokogawa DL850. Ao final dos testes os sinais foram processados digitalmente.
Três testes de dressagem foram realizados com rebolo convencional de óxido de alumínio tipo 38A220KVS, com dimensões 233,6 x 12,7 x 127 mm, manufaturado pela NORTON. Dressadores de ponta única de diamanate do tipo CVD (Chemical Vapor Deposition ou deposição por vapor químico) foram utilizados.
Os parâmetros da operação presentes na tabela I foram cuidadosamente controlados para que as condições pudessem ser repetidas.
Tabela 1. Parâmetros do teste de dressagem
Parâmetro Especificação Refrigeração Sem Fluido de
Corte Velocidade periférica do rebolo
33,3 m/s
Profundidade da dressagem 40 µm Velocidade Transversal do dressador
3,45 mm/s
Cada um dos testes consistiu em um
número de passes do dressador através do rebolo até o fim da vida da ferramenta, ou seja, o fim do diamante, que foi observado pelo contato entre a parte metálica do dressador e o rebolo, caracterizado por fagulhas, sendo este considerado o último passe do teste.
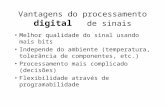
A avaliação do desgaste do diamante foi feita medindo-se a ponta do diamante a cada 20 passadas, utilizando um microscópio com aumento de 10x a 100x. A figura 1 mostra a vista lateral e frontal da ponta do diamante com diferentes graus de desgaste ao longo do teste.
As imagens da ponta de diamante foram analisadas utilizando-se o software Leica Application Suite. As áreas de desgaste da ponta de diamante foram determinadas utilizando o software CAD.
4.2. Estudo do espectro do sinal
Para determinar a possível existência da correlação entre o sinal de vibração e o desgaste da ferramenta, inicialmente foi feita uma análise nas frequências em diferentes estágios de desgaste. O espectro de frequência foi determinado usando a Transformada Rápida de Fourier (FFT do inglês Fast Fourier Transform) com 8192 amostras do sinal de vibração, janela de Hanning, ao longo de uma passada da dressagem.
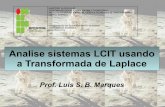
A figura 2 apresenta o espectro de frequência do sinal puro de vibração, no qual podem ser observadas diferentes características no domínio da frequência de acordo com a condição de desgaste. Pode ser observado nessas curvas que algumas frequências apresentam diferentes valores para condições distintas de desgaste. Como o objeto do estudo se baseou em sinais provenientes de um sensor de vibração, o sinal coletado nos ensaios foi filtrado digitalmente com um filtro passa-banda, butterwoth, ordem 6, de 0 a 30 kHz.
Figura 1. Vista lateral e frontal do diamante CVD – (a) antes do uso, (b) aproximadamente em meia vida, (c) desgastado
Figura 2. Espectro de frequências para as diferentes condições de desgaste (verde: novo; azul: meia vida; vermelho: desgastado)
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1029

Foi possível observar algumas diferenças significativas entre as condições de desgaste em diversas frequências. Pode-se notar, por exemplo, após um aumento de amplitude em faixas mais baixas de frequência, que a condição nova (verde) se mantém com baixa atividade de vibração ao longo de praticamente todas as frequências, enquanto a condição meia vida e a desgastada (azul e vermelha, respectivamente) revezam-se com uma atividade maior de vibração. É possível observar alguns picos de atividade da ferramenta em meia vida, como por exemplo, entre 7kHz e 10kHz e entre 12kHz e 16kHz, onde há diferenças significativas entre as condições.
Foram escolhidas, no total, sete bandas de frequência (1kHz – 2kHz; 2kHz – 5kHz; 5kHz – 7kHz; 7kHz – 10kHz; 12kHz – 16kHz; 16kHz – 18kHz; 18kHz – 22kHz), sendo calculados os valores das médias das estatísticas RMS e ROP, obtidas a partir do sinal de vibração original filtrado para cada uma das bandas.
4.3. Modelos Neurais
Em redes neurais, ao se alterar os parâmetros que definem a arquitetura da rede, os resultados podem variar muito. Assim, para que fossem obtidas boas respostas uma metodologia foi empregada, a qual consistiu em testar diferentes arquiteturas de redes perceptrom de múltiplas camadas (MLP). O objetivo desse método foi de encontrar a melhor rede para classificação do desgaste de dressadores. Um algoritmo foi desenvolvido de forma a se variar o número de camadas ocultas e de neurônios dos modelos neurais.
Para os testes, foram usados modelos de redes neurais com duas entradas e três saídas. Para as entradas foram usadas diferentes bandas e as saídas representam as diferentes condições de desgaste do dressador (novo, N; meia vida, MV; desgastado, D). A condição de desgaste do dressador é identificada através da ativação de uma das saídas, ou seja, enquanto uma das saídas terá resultado 1, o que significa ativo, as
outras duas terão resultado 0, ou seja, estarão desativadas.
Durante o treinamento da rede foram usados 500 valores de médias de pequenas partes das passadas (825 amostras) para cada uma das condições de desgaste, totalizando 1500 amostras para cada estatística. O total de dados mencionado foi dividido aleatoriamente, sendo 60 % usado para treinamento, 20% para validação, e 20% para teste. Para a a construção das matrizes de confusão e gráficos de regiões de fronteiras foram os valores médios das estatísticas de cada passada. Para que fosse testada a reprodutibilidade e estabilidade dos resultados, para cada um dos parâmetros o treinamento foi repetido 5 vezes, sendo todos os resultados avaliados. Os treinamentos foram realizados usando o programa MATLAB.
Para as saídas, como dito anteriormente, os resultados são 0 ou 1, para demonstração de ativo ou não. Faixas de valores foram usadas para representar os bits 1 ou 0, ou seja, valores entre -0,50 e 0,50 representam a saída zero, enquanto valores no intervalor de 0,51 e 1,50 representam a saída 1. No entanto, na transição de uma condição de desgaste para outra, o critério adotado foi ativar um dos 3 bits da saída que possuía o maior valor produzido pela rede, e os outros 2 bits se atribuía o valor 0.
Os modelos foram obtidos ao se fazer todas as combinações possíveis entre as 7 bandas, duas a duas, variando-se de 1 a 3 o número de camadas ocultas e de 5, 10, 15, 20 e 40 o número de neurônios. Os valores utilizados foram escolhidos em razão de resultados satisfatórios em trabalhos anteriores.
5. Resultados
Os resultados com maiores percentuais de acertos foram aqueles com quantidades menores ou iguais a 20 neurônios por camada. Desses resultados, selecionou-se os dois melhores modelos, cujos parâmetros e especificações são mostrados na tabela 2.
Tabela 2. Parâmetros e especificações dos melhores modelos neurais
Parâmetros Especificações Modelo 1 Modelo 2
Entradas RMS banda 2 RMS banda 4
ROP banda 3 ROP banda 4
Estrutura 5 5-10-20 Função de treinamento Método de Levenberg-Marquardt N° máximo de épocas 2000 Bandas Utilizadas Banda 2 = 2 – 5 kHz; Banda 3 = 5 – 7 kHz; Banda 4 = 7 – 10 kHz
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1030

Dentre as sete bandas, é possível notar que a banda 4, de 7kHz a 10kHz se mostra como uma banda importante em relação ao desgaste do dressador, por ter aparecido nos dois resultados.
5.1. Modelo 1
O primeiro modelo consiste de uma rede neural com duas entradas, em que se usou a média RMS do sinal filtrado nas bandas 2 e 4, e três saídas, uma para cada condição de desgaste. Como sete bandas foram usadas, realizaram-se testes com 21 combinações de entradas, cada uma sendo testada com centenas de estruturas diferentes. Entre todas as possíveis estruturas de até três camadas, a rede que se sobressaiu com o melhor resultado foi a de apenas uma camada com 5 neurônios, denominada de Modelo 1. Este modelo apresentou um erro médio de 4,36% com desvio padrão do erro de 0,27%. Um erro menor do que 5% mostra que a rede tem uma alta capacidade de classificação e seu baixo desvio padrão demonstra sua estabilidade.
A matriz de confusão para o modelo foi gerada a partir do valor médio de todas as passadas. Como pode ser observado na matriz de confusão para o Modelo 1, Figura 3, 100% das passadas com dressador novo foram corretamente classificadas. Porém, 5,3% das passadas de meia vida foram classificadas como dressador novo e 3,1% das passadas com o dressador desgastado foram classificadas como meia vida. Isso resulta em 7 erros de classificação num total de 165 passadas, com apenas um falso negativo para desgastado. Esse último erro é grave na classificação, pois classificou uma passada desgastada como meia vida, ou seja, o dressador já ultrapassou sua vida útil e deveria ser trocado nessa condição
A média de erros de 4,2% mostrada na matriz de confusão da Figura 3, mesmo sendo baixa, pode significar uma falha muito grave da rede na classificação do estado de desgaste de ferramenta. Isto porque a rede pode estar classificando um estado muito desgastado como meia vida ou um estado em óbvia meia vida como novo. No entanto, caso seja um valor muito próximo do limite entre condições de desgaste, o erro não seria uma grande falha da rede. Isso ocorre porque o desgaste não se relaciona com o sinal de vibração de maneira linear. Para melhor analisar os erros de classificação do modelo, foi construído um gráfico de região de fronteiras com os valores
de entrada da rede neural, a classificação realizada pela mesma, e a classificação que deveria ser realizada, conforme mostra a Figura 4. Observa-se nessa figura as regiões de fronteiras de cada nível de desgaste onde os dados estão localizados. Os pontos no gráfico correspondem a localização espacial do valor usado na entrada do modelo. Os valores RMS estão em K*Volts, onde K é uma constante de escala.
Figura 3 – Matriz de Confusão de uma rede do Modelo 1
Figura 4 – Gráfico de regiões de fronteiras do Modelo 1
É possível notar 6 pontos verdes (condição de novo) em uma área com todos os outros pontos azuis (condição de meia-vida), o que indica as 6 passadas em estado da ferramenta de meia vida que foram classificadas como ferramenta nova, bem como uma passada classificada como ferramenta com meia-vida quando deveria ser classificada como
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1031

desgastada. As setas dão enfoque a esses erros de classificação. Observa-se na Figura 4 que os sete erros de classificação ocorreram em áreas próximas às fronteiras, ou seja, próximos dos momentos em que há troca de estado. Isto demonstra que, ainda que haja erros, estes não são graves.
5.2. Modelo 2
O Modelo 2 consistiu também em duas entradas e três saídas, semelhante ao Modelo 1, porém, as entradas consideradas foram os valores médios da estatística ROP para cada banda de frequência selecionada para estudo. As bandas foram novamente combinadas duas a duas para que os resultados mostrassem as melhores bandas a serem utilizadas. Como são sete bandas selecionadas para estudo e duas entradas para o modelo, têm-se 21 combinações de entradas, sendo novamente testadas centenas de estruturas diferentes para cada uma das bandas. Para esse modelo, a estrutura que produziu o melhor resultado foi a rede neural de três camadas ocultas de 5, 10 e 20 neurônios, respectivamente, e as bandas de frequência 3 e 4. Obteve-se uma média de erros de 1,70% com desvio padrão de 0,79%, ambos muito baixos, demonstrando alta capacidade de classificação e alta estabilidade da rede.
O modelo 2 é testado com os valores médios das estatísticas de cada passada para a construção da matriz de confusão. Observa-se na Figura 5, que 100% das passadas referentes a ferramenta nova e ferramenta de meia-vida foram corretamente classificadas. Porém, ao classificar as passadas referentes a ferramenta desgastada, 6,3% de erro é verificado na classificação, o que corresponde a dois falsos negativos para a condição de ferramenta desgastada. Este tipo de erro de classificação é considerado o pior possível, pois a ferramenta já se encontra em estado inutilizável e foi classificada como ainda em vida útil. Assim, de 165 passadas, apenas duas foram classificadas incorretamente, o que prova a alta capacidade de classificação da rede. Observa-se também na Figura 5 que o erro geral de classificação do Modelo 2 foi de apenas 1,2%. Novamente, mesmo com uma porcentagem de erros baixíssima, a rede pode apresentar graves problemas, dependendo de como aconteceram estes erros. Assim, caso um erro tenha ocorrido em uma passada próxima do limiar entre duas classes adjacentes, o erro pode ser aceitável.
Porém, se a rede errou em passadas ocorridas longe de qualquer mudança de estado, o erro se mostra como uma grande falha da rede. A figura 6 mostra o gráfico de regiões de fronteiras do Modelo 2.
Figura 5 – Matriz de Confusão de uma rede do Modelo 2
Na Figura 6 observa-se dois pontos (na cor azul) pertencentes a classe de ferramenta desgastada em região da classe de meia-vida, conforme ilustram as setas na figura. No entanto, esses dois pontos estão localizados próximos dos limites das regiões de ferramenta desgastada e ferramenta com meia-vida, o que mostra que não são erros graves.
Figura 6 – Gráfico de regiões de fronteiras do Modelo 2
6. Conclusões
O presente artigo estudou o desgaste de dressadores de ponta única, que são ferramentas importantes e responsáveis em garantir a
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1032

fabricação de peças de precisão e tolerâncias apertadas nas indústrias de manufatura.
Do estudo do espectro do sinal de vibração selecionou-se sete bandas de frequências, nas quais se observou melhor distinção de amplitudes entre as condições de desgaste do dressador (novo, meia-vida, e desgastado).
Centenas de modelos neurais MLP foram testados, variando-se o número de camadas escondidas, número de neurônios dessas camadas, e as estatísticas de entradas dos modelos (RMS e ROP) filtradas digitalmente para as sete bandas de frequências selecionadas. Dois modelos com duas entradas (RMS ou ROP) que apresentaram melhores resultados foram escolhidos para análise. Ambos os modelos produziram resultados satisfatórios para a classificação do desgaste de dressadores de ponta única estudados neste trabalho, sendo que o Modelo 2 apresentou um resultado melhor comparativamente, pois apesar de possuir um número maior de falsos negativos, eles estão muito próximos às regiões de fronteiras das classes.
Quando os modelos deste trabalho são comparados com os resultados do trabalho de (C. Martins et al. 2013), o qual usou o sinal de emissão acústica, um dos resultados se mostrou melhor, porém o outro se mostrou pior. Isto é, enquanto o Modelo 1 mostrou-se capaz de classificar corretamente 95,8% das passadas quando o sinal de vibração foi usado, no trabalho de Martins et al. o resultado foi de 97,6% de passadas corretamente classificadas. Por outro lado, o Modelo 2 apresentou um resultado de 98,3% de acertos, valor melhor do que os 97,6% obtidos por Martins et al. por um modelo equivalente. Estes valores mostram o potencial de utilização dos sensores de vibração para monitorar o desgaste do dressador.
7. Bibliografia
Abu-Mahfouz, I., (2003). Drilling wear detection and classification using vibration signals and artificial neural network. Int J Mach Tools Manuf, Vol. 43, No. 7, pp. 707–720.
Chen, S.L. & Jen, Y.W., (2000). Data fusion neural network for tool condition monitoring in CNC milling machining. Int J Mach Tools Manuf, Vol. 40, No. 3, pp. 381–400.
Chuangwen, X., Zhe, L. & Wencui, L., (2009). A Frequency Band Energy Analysis of Vibration Signals for Tool Condition Monitoring. International Conference on Measuring Technology and Mechatronics Automation, 1.
Dimla, Snr., D.E., (2002). The Correlation of Vibration Signal Features to Cutting Tool Wear in a Metal Turning Operation. Int J Adv Manuf Tech, Vol. 19, No. 10, pp. 705–713.
Habrat, W., Batsch, A. & Porzycki, J., (2005). Monitoring of the single-point diamond dresser wear. Archives of Civil and Mechanical Engineering, Vol. 5, No. 1, pp.13–18.
Hassui, A. et al., (1998). Experimental evaluation on grinding wheel wear through vibration and acoustic emission. Wear, Vol. 217, No. 1, pp.7–14.
Hassui, A. & Diniz, A.E., (2003). Correlating surface roughness and vibration on plunge cylindrical grinding of steel. Int J Mach Tools Manuf,, Vol. 43, No. 8, pp. 855–862.
Haykin, S., (2008). Neural Networks and Learning Machine, 3rd ed., Prentice Hall.
Egaña, I. et al., (2006). Towards intelligent dressing. IEEE Instrum & Meas Mag, Vol. 9, No. 3, pp. 38–43.
Martins, C.H. et al., (2013a). Tool Condition Monitoring of Single-Point Dresser Using Acoustic Emission and Neural Networks Models. IEEE Trans Instrum Meas, Vol. 63, No. 3, pp. 667–679.
Martins, C.H. et al., (2013b). Application of MLP and Kohonen Networks for Recognition of Wear Patterns of Single-Point Dressers. In IASTED Int. Conf. Artif. Intell. Appl. (AIA 2013), Innsbruck, Austria: Actapress. pp. 70–4.
Marzi, H., (2008). Modular Neural Network Architecture for Precise Condition Monitoring. IEEE Trans. Instrum Meas, Vol. 57, No. 4, pp. 805–812.
Nguyen, A.T. & Butler, D.L., (2008). Correlation of grinding wheel topography and grinding performance: A study from a viewpoint of three-dimensional surface characterisation. J Mater Process Tech, Vol. 208 No. 1-3, pp. 14–23.
Wegener, K. et al., (2011). Conditioning and monitoring of grinding wheels. CIRP Annals - Manufacturing Technology, Vol. 60, No. 2, pp. 757–777.
Zhang, C. & Shin, Y.C., (2003). Wear of diamond dresser in laser assisted truing and dressing of vitrified CBN wheels. Int J Mach Tools Manuf, Vol. 43, pp. 41–49.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
1033