Modelo Japonês de Administração
25
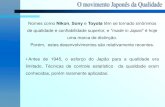
Modelo Japonês de Administra ção Administração da Qualidade
description
Modelo Japonês de Administração. Administração da Qualidade. Shewhart. Deming. Ford. Taylor e outros da Administração Científica. Cultura Japonesa orientada para o trabalho de grupo e a economia de recursos. Modelo Japonês de Administração. Sistema Toyota de Produção. - PowerPoint PPT Presentation
Transcript of Modelo Japonês de Administração

Modelo Japonês de
Administração
Administração da Qualidade

IDÉIAS OCIDENTAIS IDÉIAS ORIENTAISLinha de montagem móvel, com trabalhadores especializados
Grupos de trabalhos autogeridos
Verticalização, controle de todas as fontes de suprimentos, administração de estoque, mentalidade just in case (por via das dúvidas)
Parcerias com fornecedores dedicados, produção enxuta, mentalidade just in time (somente quando necessário)
Tamanho é documento Guerra ao desperdícioMáquinas e equipamentos dedicados Produção flexívelEstruturas organizacionais divisionalizadas e hierárquicas
Administração enxuta, empresa enxuta
Controle da qualidade Círculos da qualidade, aprimoramento contínuo
Alto luxo e alto preço Alta qualidade e baixo preço
Ford, General Motors, General Electric
Toyota, Mitsubishi, Nissan

Sistema Toyota de Produção
Modelo Japonês de Administração
Deming
Ford
Taylor e outros da Administração
Científica
Shewhart
Cultura Japonesa orientada para o trabalho de grupo e a economia de
recursos
MAXIMIANO /TGA – Fig. 8.2 – Origens do modelo japonês de administração.

Sistema Toyota de Produção
• Dois princípios:– Eliminação de desperdício– Fabricação com qualidade
• Para funcionarem é preciso realizar a administração participativa
• Depende do comprometimento dos funcionários

Sistema Toyota
Qu
alid
ade
Pro
du
tivi
dad
e
Participação
MAXIMIANO /TGA – Fig. 8.4 – Elementos do sistema Toyota de produção.

Eliminação de desperdícios
• Críticas de Toyoda e Ohno ao modelo fordista:– Desperdício de recursos humanos, materiais,
espaço e tempo– A especialização excessiva desperdiçava recursos
humanos• Busca de modificação e simplificação do
sistema de Ford para ser mais racional e econômico

Eliminação de desperdícios• Eliminar desperdícios é reduzir ao mínimo atividades que não agregam
valor• O modelo da Toyota classificava 7 tipos principais de desperdícios:
1. Tempo perdido em conserto ou refugo2. Produção além do volume necessário ou antes do momento
necessário3. Operações desnecessárias no processo de manufatura4. Transporte5. Estoque6. Movimento humano7. Espera
• Reduzindo desperdício restam atividades que agregam valor ao produto ou serviço ao cliente.
• Eliminação de desperdícios diminui os custos de produção sem perder valor do produto

Just in TimeJust in TimeRacionalização da Força de Trabalho
Racionalização da Força de Trabalho Produção FlexívelProdução Flexível
MAXIMIANO /TGA – Fig. 8.6 – Três estratégias para eliminar desperdícios.
Eliminação de DesperdíciosEliminação de Desperdícios

Eliminação de desperdício:Racionalização da força de trabalho
• Equipes de operários com um líder ao invés de um supervisor
• As equipes recebiam tarefas e deviam definir como executá-las da melhor forma
• O líder coordena e substitui quando alguém falta
• O grupo realiza manutenção dos próprios equipamentos, conserto de ferramentas e controle de qualidade
• São chamados de grupos autogeridos

Eliminação de desperdício:Just in Time
• Significa bem na hora, no momento certo, na hora certa
• Reduz o tempo de fabricação e o volume de estoque• É estabelecido um fluxo de materiais sincronizado
com o processo produtivo para que não tenha estoque
• O fornecedor entrega os suprimentos no momento exato
• Poucos fornecedores• Funciona como um supermercado

Eliminação de desperdício:Produção flexível
• Fabricar pequenos lotes, encomendas dos clientes
• Mudanças constantes na linha de produção e máquinas
• Operários podem fazer esta mudança várias vezes ao dia

Fabricação com qualidade
• Identificação e correção dos defeitos e eliminação das causas
• Quanto menos refugos e retrabalho, mais eficiente é o sistema produtivo

Fazer certo da primeira vez
Fazer certo da primeira vez
Utilizar Círculos da qualidade
Utilizar Círculos da qualidade
MAXIMIANO /TGA – Fig. 8.8 – Três princípios para fabricar
com qualidade.
Fabricação com QualidadeFabricação com Qualidade
Corrigir causas
fundamentais dos erros
Corrigir causas
fundamentais dos erros

Fabricação com qualidade:Fazer certo da primeira vez
• Influenciada por Deming• A próxima etapa produtiva é o cliente da
anterior• Cliente interno• Não deixar o defeito seguir adiante• O trabalhador é responsável pela qualidade de
seu trabalho

Fabricação com qualidade:Corrigir os erros em suas causas fundamentais
• Parar quando encontrar um erro• Procurar a causa do erro• Método dos 5 porquês

Fabricação com qualidade:Círculos da qualidade
• CCQ – círculos de controle da qualidade• Desenvolvida por Kaoru Ishikawa• Grupo de voluntários que se reúnem para
estudar soluções para um problema• Exemplo de problemas:
– Qualidade de produtos– Condições do ambiente de trabalho– Segurança do trabalho– Reclamações de clientes

Fabricação com qualidade:Círculos da qualidade
• Objetivos:– Resolver problemas de qualidade e eficiência– Envolver os funcionários no processo de análise e
resolução de problemas– Melhorar a comunicação do grupo de trabalho– Estimular um clima de criatividade, qualidade,
autocontrole e prevenção de falhas

Fabricação com qualidade:Círculos da qualidade
• Metodologia dos CCQs:– Identificar os problemas na qualidade que causam
prejuízo– Identificar os problemas prioritários– Propor soluções e formas de implementá-las, para
corrigir problemas.• Duas técnicas principais:
– Princípio de Pareto– Diagrama de Ishikawa (espinha de peixe)

CausasCausas EfeitosEfeitos
Poucas causas significativas
Poucas causas significativas
Muitas causas insignificantes
Muitas causas insignificantes
20 % das causas
80% das causas
20 % das causas
80% das causas
80% dos efeitos
20% dos efeitos
80% dos efeitos
20% dos efeitos
MAXIMIANO /TGA – Fig. 8.9 – Princípios de Pareto ilustrado.

100%900.000,00Total
7º100%1%9.000,00Pneus
6º99%2%18.000,00Rodas
5º97%3%27.000,00Acessórios
4º94%6%54.000,00Forração
3º88%13%117.000,00Parte elétrica
2º75%25%225.000,00Pintura
1º50%50%450.000,00Montagem
ImportânciaParticipação Acumulada
ParticipaçãoPrejuízosDefeitos
MAXIMIANO /TGA – Fig. 8.10 – Tabela de defeitos e prejuízos.

MAXIMIANO /TGA –– Fig. 8.11 – Gráfico de Pareto feito com base na tabela da figura 8.10: a parte A do gráfico indica a menor parte dos problemas e a maior parte dos prejuízos.
100%90%80%70%60%50%40%30%20%10%
50%
99%
75%
25%
13%
2%3%6%
1%
88%
94%
100%
97%
A CB
CausasMonta-gem
Pin-tura
Parteelétrica
Forra-ção
Aces-sórios Rodas Pneus
Prejuízos

Diagrama de Ishikawa
• Serve para organizar o raciocínio e a discussão sobre as causas de um problema prioritário
• Desenvolvido para investigar as causas de um problema identificado como prioritário pelo diagrama de Pareto
• Perguntas a serem respondidas:– Por que ocorre este problema?– Quais as causas deste problema?

Reclamações dos
passageiros da
Air Pindorama
Reclamações dos
passageiros da
Air Pindorama
CHECK-IN EQUIPAMENTOS
AtendentesDesinformados
Overbooking
POR QUE OCORRE ESTE PROBLEMA?
SERVIÇOS
Aviões Velhos eMal Conservados
Pouco Espaçopara os Passageiros
Atrasos Constantes
Comida Ruim
Bagagem Extraviada
OUTRAS CAUSAS
MAXIMIANO /TGA – Fig. 8.12 – Exemplo do diagrama de Ishikawa ou diagrama “espinha de peixe”.

Fator cultural na administração japonesa
• Combate ao desperdício• Trabalho de grupo• Consenso no processo decisório• Empresas japonesas tem certas características:
– Emprego vitalício– Carreira lenta– Disciplina interior– Decisão por consenso– Responsabilidade coletiva

Sistema Toyota de Produção
Sistema Toyota de Produção
Modelo Japonês de Administração
Modelo Japonês de Administração
Acréscimos e Modificações no
Ocidente
Acréscimos e Modificações no
Ocidente
Modelo Universal de Administração Competitiva
Modelo Universal de Administração Competitiva
Outros Ingredientes ISO 9000, Modelo
Europeu da Qualidade etc.
Outros Ingredientes ISO 9000, Modelo
Europeu da Qualidade etc.
MAXIMIANO /TGA – Fig. 8.13 – Evolução e universalização do modelo japonês.