
Avaliação da alteração de cor e rugosidade média superficial de ...
Upload
sergio-barraCategory
view
431download
3description
Metodologia Experimental para Medição do Perfil de Corrosãoem Juntas Soldadas da Liga Al-Mn (AA 3003) Imersas em HNO3
Tiara Pimentel de OliveiraAdriano José Dias Pereira
Sérgio Rodrigues Barra , Dr. Eng.
a
a
b
aGraduando do Curso Superior de Tecnologia em Inspeção de Equipamentos e de Soldagem
Faculdade de Tecnologia SENAI CimatecSalvador - BA
Professor do Curso Superior de Tecnologia em Inspeção de Equipamentos e de Soldagemb
59ª Reunião Anual da SBPCBelém - PA
INTRODUÇÃO
METODOLOGIA
Uma preocupação do setor industrial que utiliza o ácidonítrico (HNO ) como insumo no seu processo produtivo é apossibilidade de falha por corrosão na região de juntassoldadas de tanques de armazenamento e tubulações,decorrente do mecanismo de perda localizada da passividadeao meio (vide figura 1).
Em termos de acompanhamento do fenômeno, o entraveexperimental é definir qual o melhor processo/metodologiade ensaio acelerado de corrosão que se adapte à avaliação dodesempenho de uniões soldadas, de ligas comerciais dealumínio, submetidas à solução concentrada de HNO .Assim, o presente trabalho avalia a aplicabilidade dametodologia de acompanhamento da evolução do processocorrosivo, por meio de medição da rugosidade superficial(variação desvio médio aritmético, Ra).
Para o processo de desenvolvimento e avaliação dametodologia proposta, foram realizadas as seguintes etapas:
- Definição da forma de monitoração do processocorrosivoNesta etapa foram avaliadas três possibilidades derastreabilidade do processo da evolução da corrosão naregião do depósito soldado, submetido ao meio de HNO .Proposição 1 - Medição da perda de espessura mm/ano
(normaASTM G 31 - 72).Proposição 2 - Medição da variação da perda de massa em
função do tempo (g/h), oriunda do processo corrosivo.Proposição 3 - Adaptação da metodologia utilizada por Barra
(2002) no processo de monitoração da erosão através doacompanhamento do acréscimo da rugosidade da superfíciede interesse.
- Definição da severidade do meio corrosivoConcentração de HNO para 20%;Temperatura do eletrólito abaixo da temperatura de ebulição
do HNO ;Agitação mecânica do eletrólito a 40 Hz e 13 m de amplitude
(vide equipamento da figura 2).
3
3
3
3
3
Figura 1 - Detalhe da localiz o da falha por corrosão.ã
Etapa 1
Etapa 2
m
SociedadeBrasileira para oProgresso daCiência
Área: B.1.9. - Engenharia Mecânica
FONTE DE FOMENTO
Metal de Base
0
1
2
3
4
5
6
7
8
9
0 1 2 3 4
Tempo (Horas)
Ru
go
sid
ad
eS
up
erf
icia
l(µ
m) CP 01
CP 02
CP 03
CP 04
CP 05
CP 06
CP 07
CP 08
Reforço da Solda
0
1
2
3
4
5
6
7
8
9
0 1 2 3 4
Tempo (Horas)
Ru
go
sid
ad
eS
up
erf
icia
l(µ
m) CP 01
CP 02
CP 03
CP 04
CP 05
CP 06
CP 07
CP 08
Centro da Solda
0
1
2
3
4
5
6
7
8
9
0 1 2 3 4
Tempo (Horas)
Ru
go
sid
ade
Su
pe
rfic
ial
(µm
) CP 01
CP 02
CP 03
CP 04
CP 05
CP 06
CP 07
CP 08
Raiz da Solda
0
1
2
3
4
5
6
7
8
9
0 1 2 3 4
Tempo (Horas)
Ru
go
sid
ad
eS
up
erf
icia
l(µ
m)
CP 01
CP 02
CP 03
CP 04
CP 05
CP 06
CP 07
CP 08
Corrosãolocalizada naregião da raiz
Corrosãolocalizada naregião da raiz
Corrosãolocalizada naregião da raiz
CP 01
CP 08
1- Meta de Base2- Reforço da Solda3- Centro da Solda4- Raiz da Solda
1234
1- Meta de Base2- Reforço da Solda3- Centro da Solda4- Raiz da Solda
1234
1234
- Regiões analisadasDepósitos, contendo metal de base, zona termicamente
afetada e zona fundida (vide figura 3);Medição da rugosidade através de rugosímetro portátil
(vide figura 3).
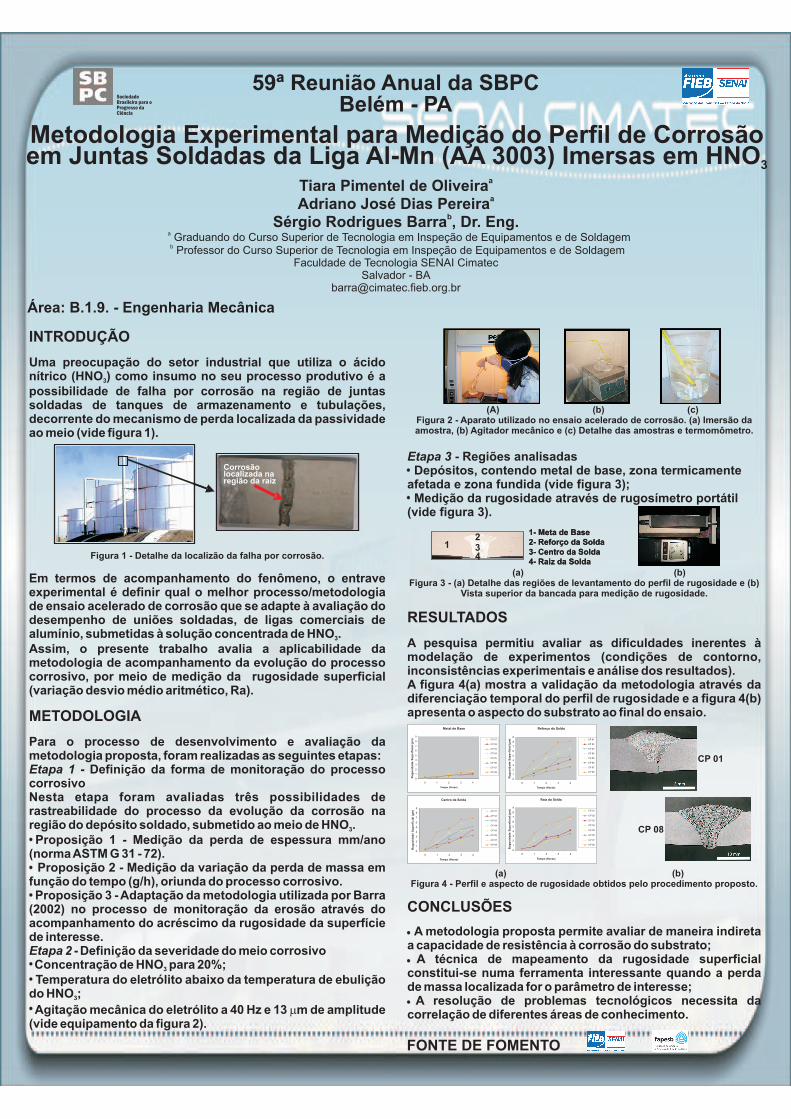
A pesquisa permitiu avaliar as dificuldades inerentes àmodelação de experimentos (condições de contorno,inconsistências experimentais e análise dos resultados).A figura 4(a) mostra a validação da metodologia através dadiferenciação temporal do perfil de rugosidade e a figura 4(b)apresenta o aspecto do substrato ao final do ensaio.
A metodologia proposta permite avaliar de maneira indiretaa capacidade de resistência à corrosão do substrato;
A técnica de mapeamento da rugosidade superficialconstitui-se numa ferramenta interessante quando a perdade massa localizada for o parâmetro de interesse;
A resolução de problemas tecnológicos necessita dacorrelação de diferentes áreas de conhecimento.
(A) (b) (c)Figura 2 - Aparato utilizado no ensaio acelerado de corrosão. (a) Imersão daamostra, (b) Agitador mecânico e (c) Detalhe das amostras e termomômetro.
(a) (b)Figura 3 - (a) Detalhe das regiões de levantamento do perfil de rugosidade e (b)
Vista superior da bancada para medição de rugosidade.
(a) (b)Figura 4 - Perfil e aspecto de rugosidade obtidos pelo procedimento proposto.
Etapa 3
RESULTADOS
CONCLUSÕES


















