





MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307)falves/4producao.pdf · Processo dos modelos perdidos...
31
1 [email protected], www.fe.up.pt/~falves MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 4. Processamento de Materiais Cerâmicos F. Jorge Lino Alves
Transcript of MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307)falves/4producao.pdf · Processo dos modelos perdidos...
1
[email protected], www.fe.up.pt/~falves
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307)2º Semestre
2005/06
4. Processamento de Materiais Cerâmicos
F. Jorge Lino Alves
2
[email protected], www.fe.up.pt/~falves
Resumo
4. Processamento de Materiais Cerâmicos
– Processos utilizados na fabricação dos materiais cerâmicos.
– Processamento e mistura dos pós (uso de ligantes orgânicos e inorgânicos.
– Conformação.
– Densificação.
– Maquinagem final e avaliação da qualidade final do produto acabado.
3
[email protected], www.fe.up.pt/~falves
Produção de Peças Cerâmicas
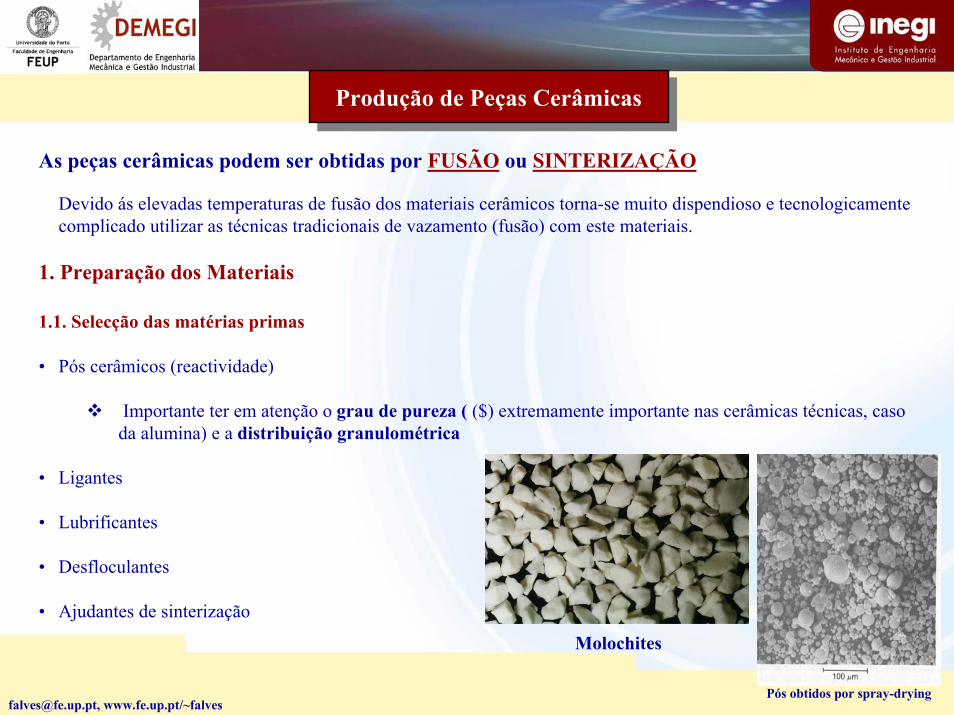
As peças cerâmicas podem ser obtidas por FUSÃO ou SINTERIZAÇÃO
Devido ás elevadas temperaturas de fusão dos materiais cerâmicos torna-se muito dispendioso e tecnologicamente complicado utilizar as técnicas tradicionais de vazamento (fusão) com este materiais.
1. Preparação dos Materiais
1.1. Selecção das matérias primas
• Pós cerâmicos (reactividade)
Importante ter em atenção o grau de pureza ( ($) extremamente importante nas cerâmicas técnicas, caso da alumina) e a distribuição granulométrica
• Ligantes
• Lubrificantes
• Desfloculantes
• Ajudantes de sinterização
Molochites
Pós obtidos por spray-drying
4
[email protected], www.fe.up.pt/~falves
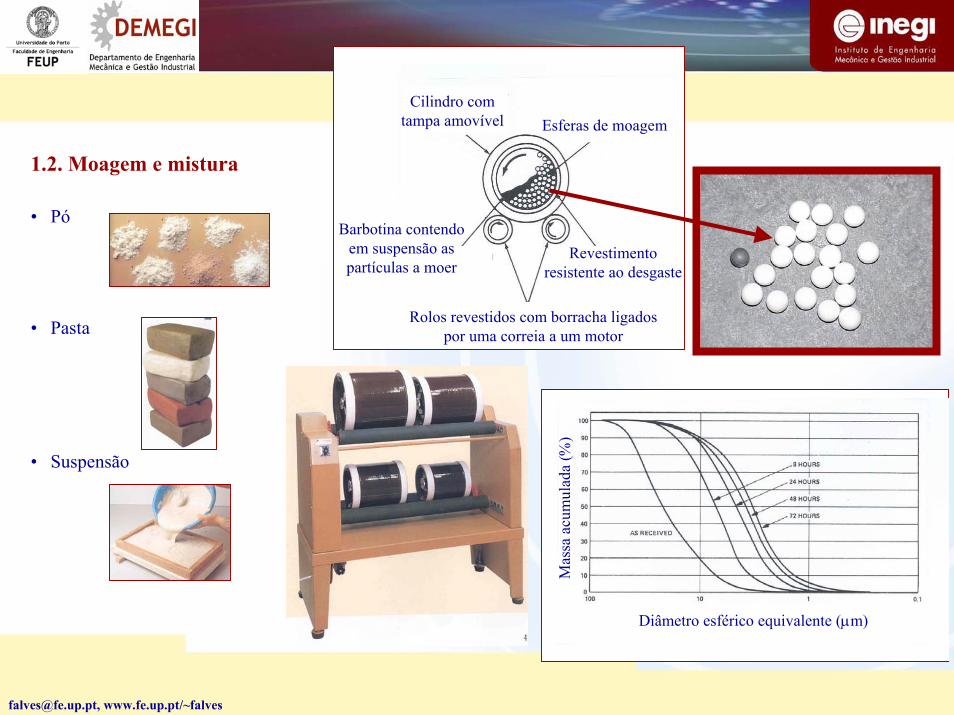
Esferas de moagem
Revestimentoresistente ao desgaste
Cilindro com tampa amovível
Barbotina contendo em suspensão as partículas a moer
Rolos revestidos com borracha ligados por uma correia a um motor
1.2. Moagem e mistura
• Pó
• Pasta
• Suspensão
Diâmetro esférico equivalente (µm)
Mas
sa a
cum
ulad
a (%
)
5
[email protected], www.fe.up.pt/~falves
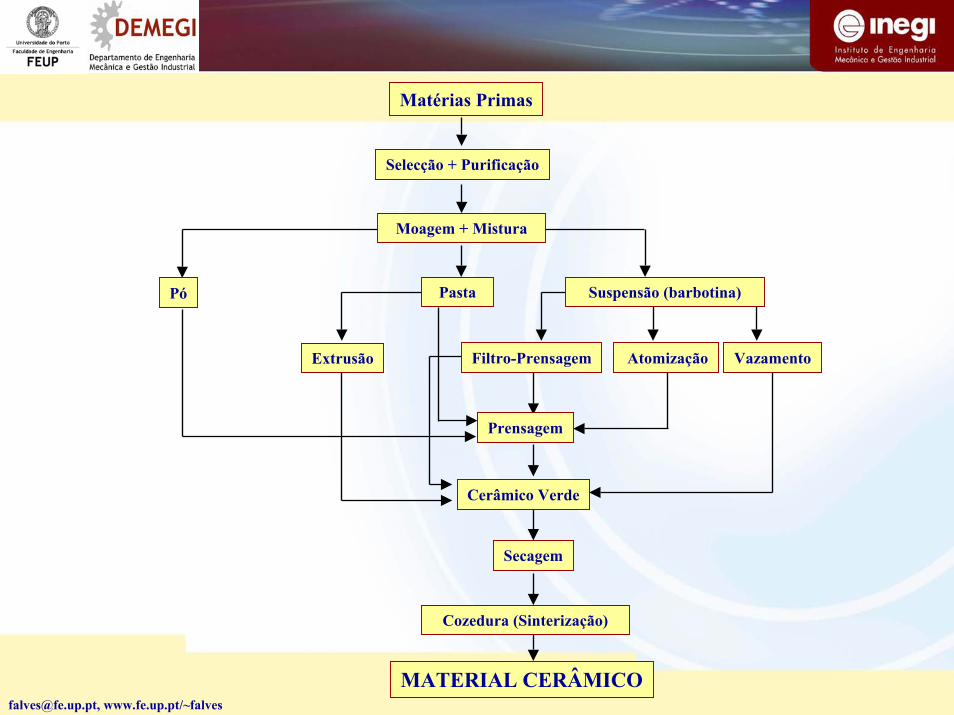
Matérias Primas
Selecção + Purificação
Moagem + Mistura
Pó Pasta Suspensão (barbotina)
Extrusão Filtro-Prensagem Atomização Vazamento
Prensagem
Secagem
MATERIAL CERÂMICO
Cozedura (Sinterização)
Cerâmico Verde
6
[email protected], www.fe.up.pt/~falves
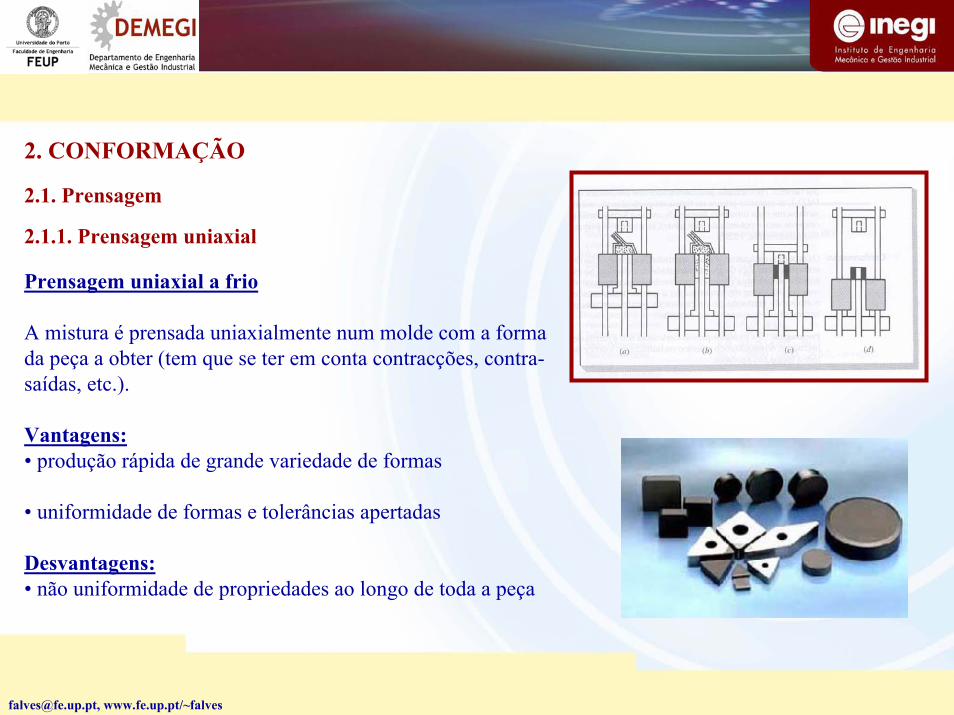
2. CONFORMAÇÃO
2.1. Prensagem
2.1.1. Prensagem uniaxial
Prensagem uniaxial a frio
A mistura é prensada uniaxialmente num molde com a forma da peça a obter (tem que se ter em conta contracções, contra-saídas, etc.).
Vantagens:• produção rápida de grande variedade de formas
• uniformidade de formas e tolerâncias apertadas
Desvantagens:• não uniformidade de propriedades ao longo de toda a peça
8
[email protected], www.fe.up.pt/~falves
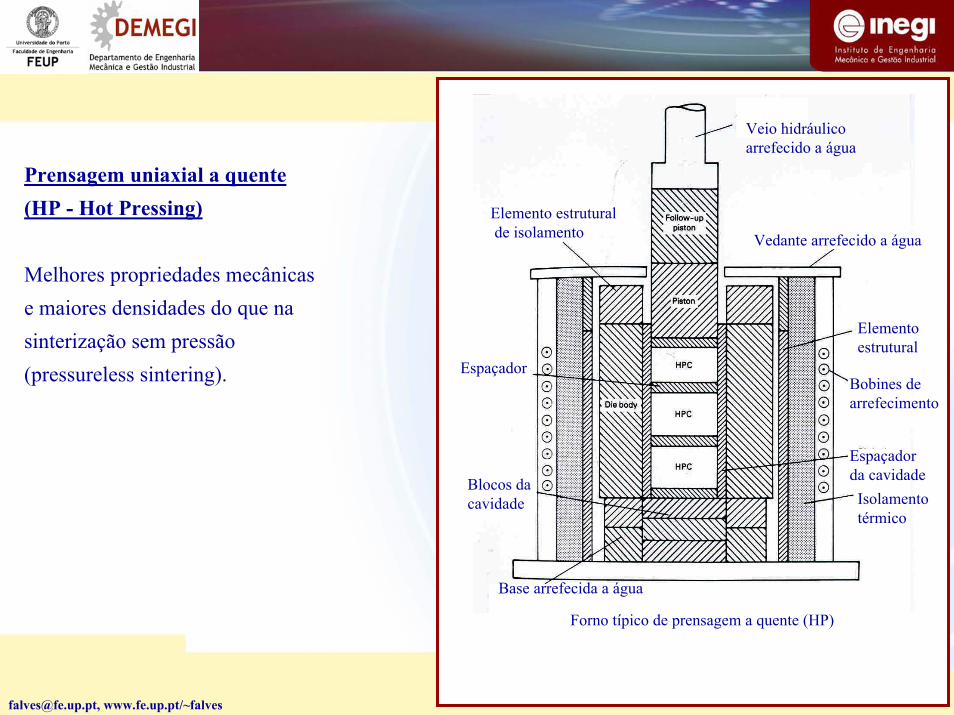
Prensagem uniaxial a quente (HP - Hot Pressing)
Melhores propriedades mecânicas e maiores densidades do que na sinterização sem pressão (pressureless sintering).
Isolamento térmico
Espaçador da cavidade
Bobines de arrefecimento
Elemento estrutural
Vedante arrefecido a água
Elemento estruturalde isolamento
Espaçador
Blocos da cavidade
Base arrefecida a água
Veio hidráulico arrefecido a água
Forno típico de prensagem a quente (HP)

9
[email protected], www.fe.up.pt/~falves
2.1.2. Prensagem isostática
Prensagem isostática a frio
O cerâmico (pré-forma ou pó) é colocado num molde flexível (geralmente borracha) dentro de uma câmara com um fluido hidráulico ao qual é aplicado uma pressão isostática.
A pressão aplicada compacta uniformemente o pó ou pré-forma em todas as direcções.
Aplicações:• Ferramentas de corte
• Cadinhos
• Velas de ignição
10
[email protected], www.fe.up.pt/~falves
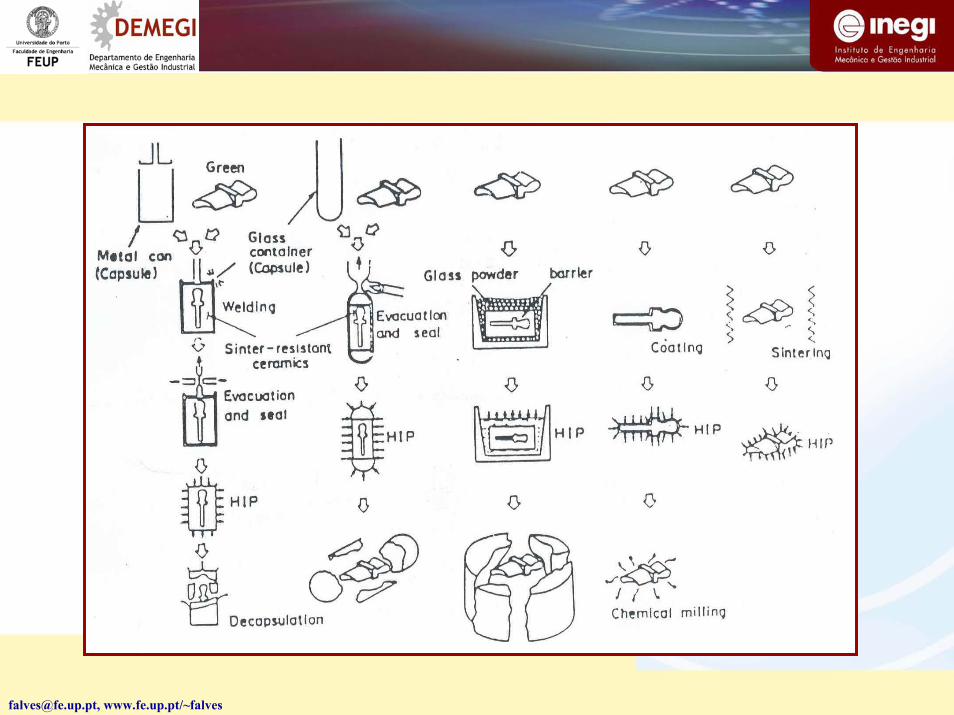
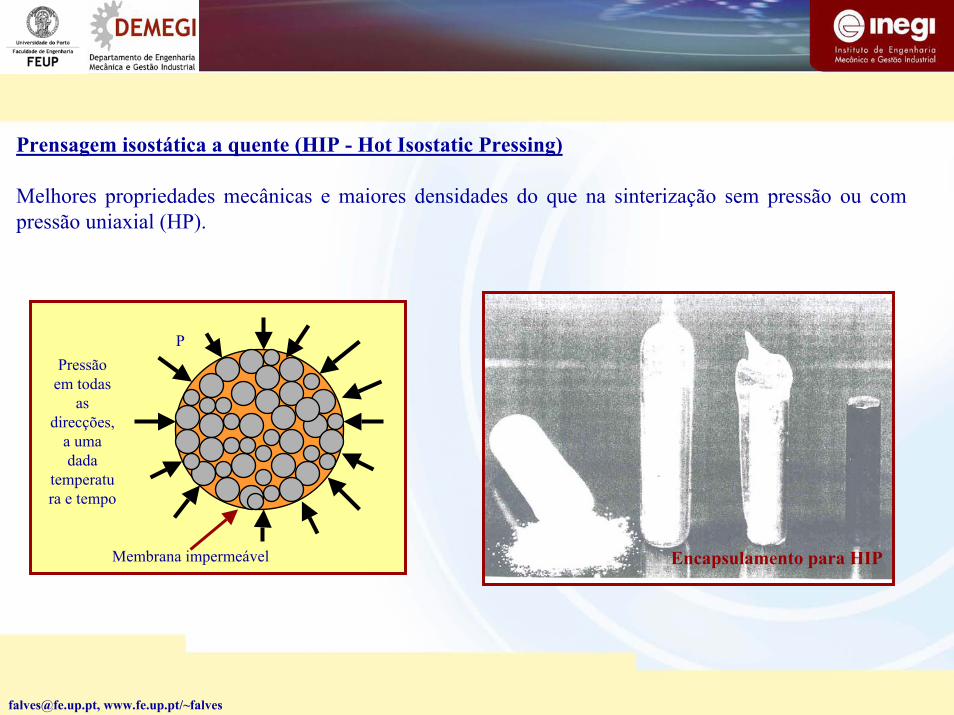
Prensagem isostática a quente (HIP - Hot Isostatic Pressing)
Melhores propriedades mecânicas e maiores densidades do que na sinterização sem pressão ou com pressão uniaxial (HP).
Encapsulamento para HIP
Pressão em todas
as direcções,
a uma dada
temperatura e tempo
Membrana impermeável
P

12
[email protected], www.fe.up.pt/~falves
2.2. Slip casting (vazamento de barbotinas em moldes porosos)
Processo utilizado para obter louça sanitária, jarros, etc.
FASES DO PROCESSO
1. Preparação (pesagem, moagem, etc.) de uma suspensão estável (partículas cerâmicas + água + aditivos)
Preparaçãoda
barbotina

13
[email protected], www.fe.up.pt/~falves
2. Vazamento num molde poroso (normalmente gesso).
3. Controle T, e t por forma a obter a espessura de cerâmico desejada, removendo-se a restante suspensão.
Fabrico do molde em gesso
14
[email protected], www.fe.up.pt/~falves
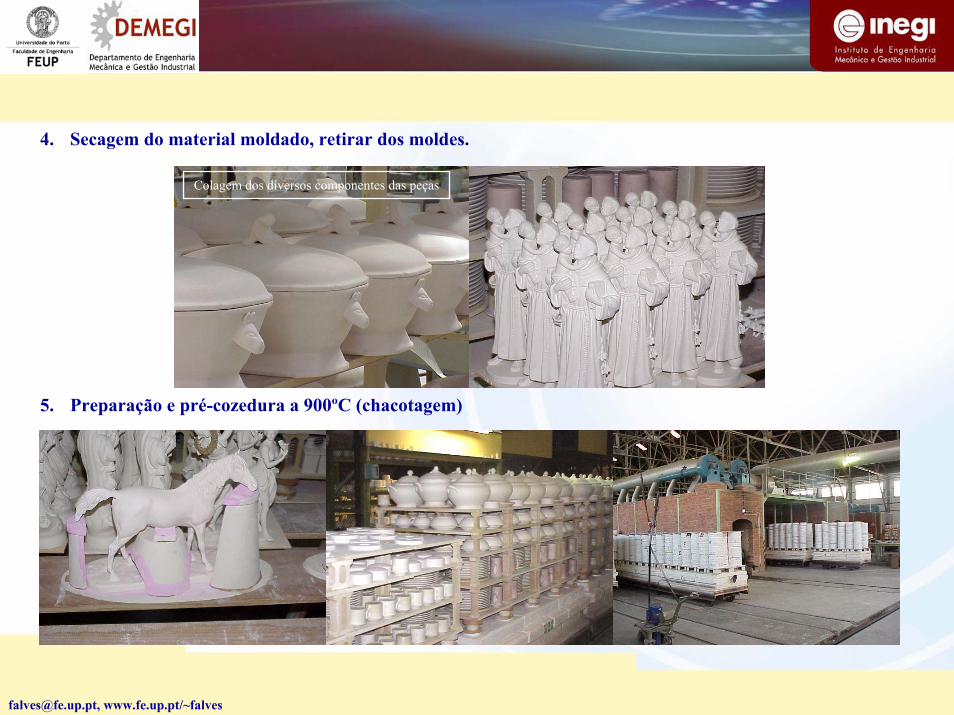
4. Secagem do material moldado, retirar dos moldes.
5. Preparação e pré-cozedura a 900ºC (chacotagem)
Colagem dos diversos componentes das peças

15
[email protected], www.fe.up.pt/~falves
6. Pintura, aplicação do vidrado e cozeduraAs peças podem ir diversas vezes ao forno porque as diferentes cores não podem ser aplicadas de uma única vez. Há casos em que as pinturas são aplicadas por cima do vidrado (suspensão rica em quartzo, previamente misturado com sais de sódio (carbonatos, bicarbonatos, sulfatos ou cloretos) e/ou outros aditivos).
Vantagens:
• Obtenção de paredes finas e formas complicadas de espessura uniforme
• Desenvolvimento de protótipos e obtenção de pequenas séries
• A evolução deste processo passa pela utilização de pressão e vácuo
17
[email protected], www.fe.up.pt/~falves
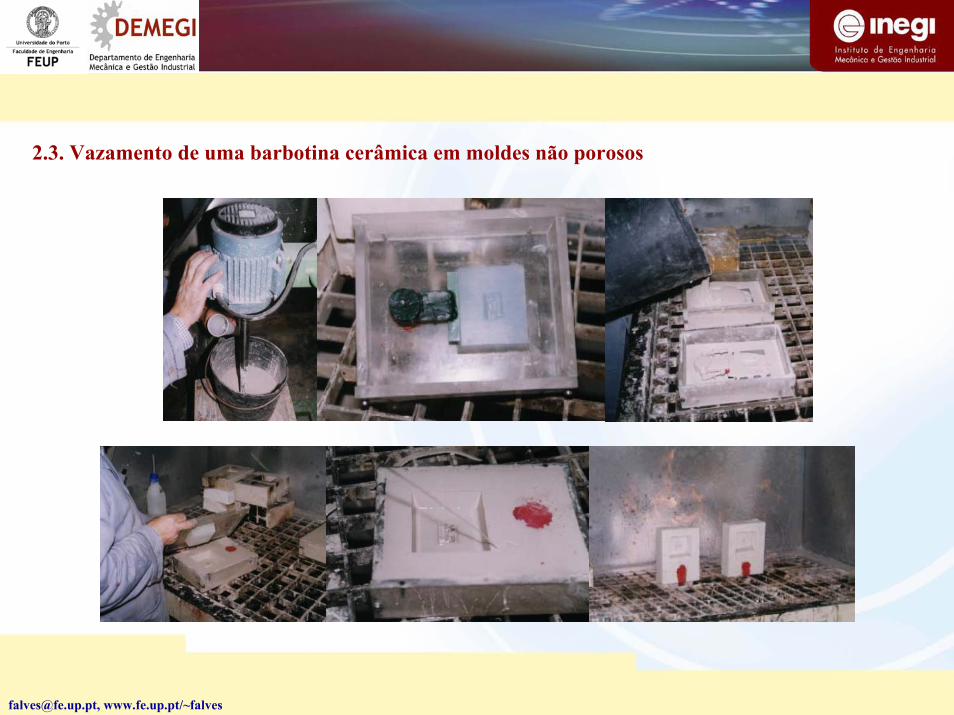
2.3. Vazamento de uma barbotina cerâmica em moldes não porosos

20
[email protected], www.fe.up.pt/~falves
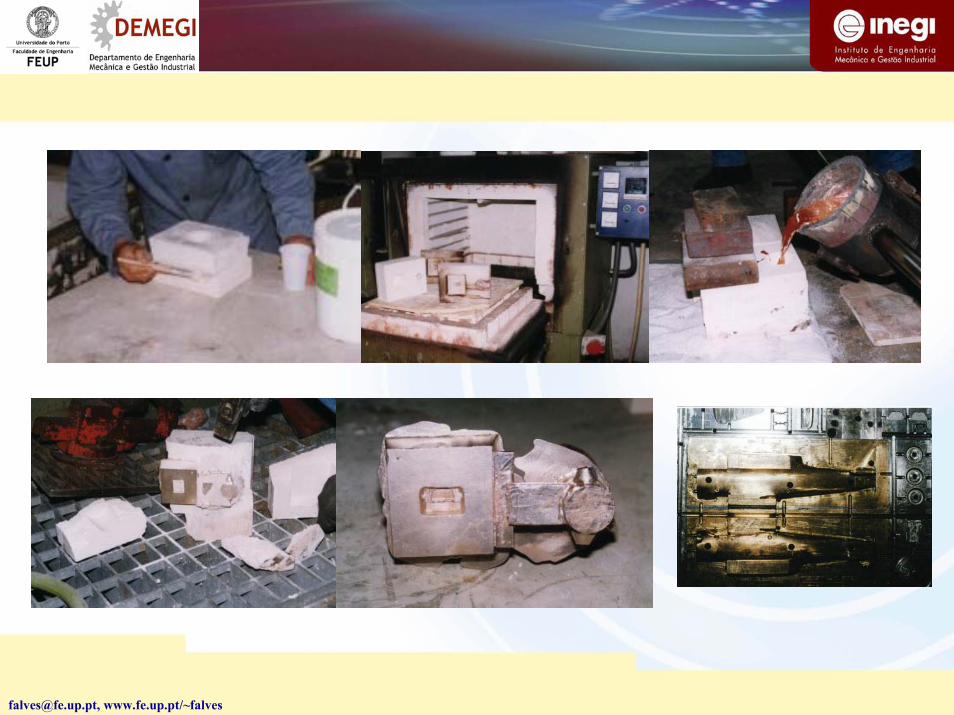
2.4. Processo dos modelos perdidos
Processo da cera perdida (investment casting)
Processo extremamente versátil com cadências de produção extremamente baixas.
Cera vazada (pressão de 4 bar) a temperaturas da ordem dos 60˚C.Os alimentadores são geralmente feitos com cera reciclada.
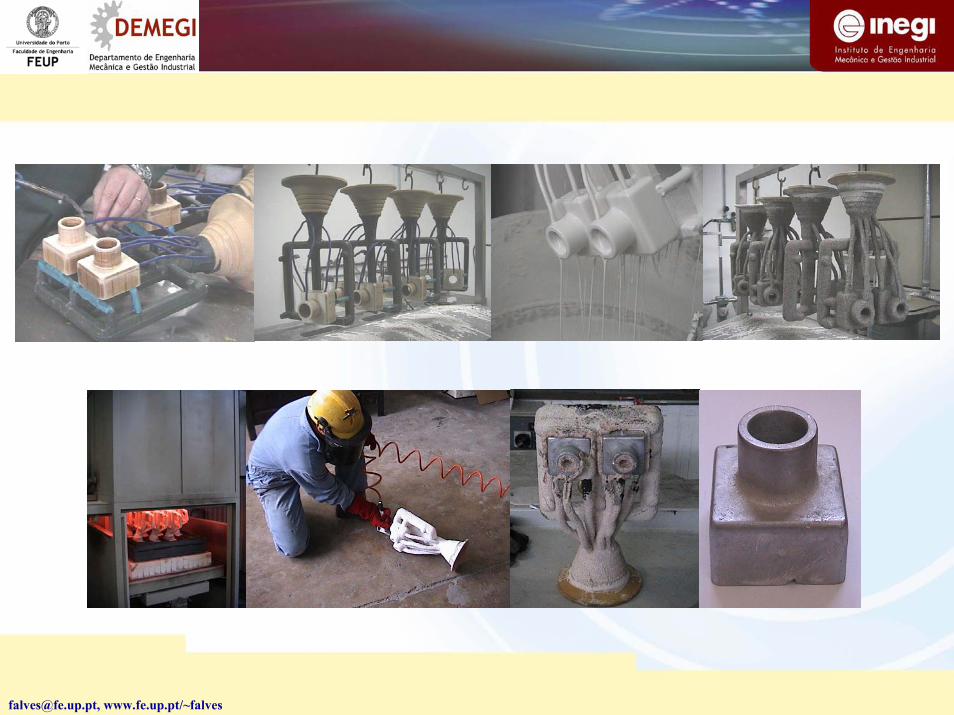
BARBOTINAS• Contêm um agente molhante e um agente anti-espumante• Sílica coloidal (seca ao ar durante 2-3 dias), silicato etilo é de secagem mais rápida.• Molochite (resiste até temperaturas de cerca de 1200˚C) com diferentes granulometrias.• Zircão quando se pretende vazar aço (utiliza-se apenas na primeira e/ou 2ª camada porque resiste a temperaturas
mais elevadas).• As camadas seguintes são realizadas com materiais cerâmicos de custo mais baixo.• Diferentes granulometrias - as primeiras camadas são extremamente finas – permitem dar uma boa pele ao metal.
21
[email protected], www.fe.up.pt/~falves
Para a injecção das ceras podem ser utilizados diferentes tipos de moldes (silicone, resina carregada com partículas de alumínio, moldes maquinados em Al, moldes revestidos por metalização, etc.).
A condutividade térmica deste tipo de moldes é bastante importante uma vez que condiciona o número de peças de cera que podem ser injectadas por unidade de tempo.
26
[email protected], www.fe.up.pt/~falves
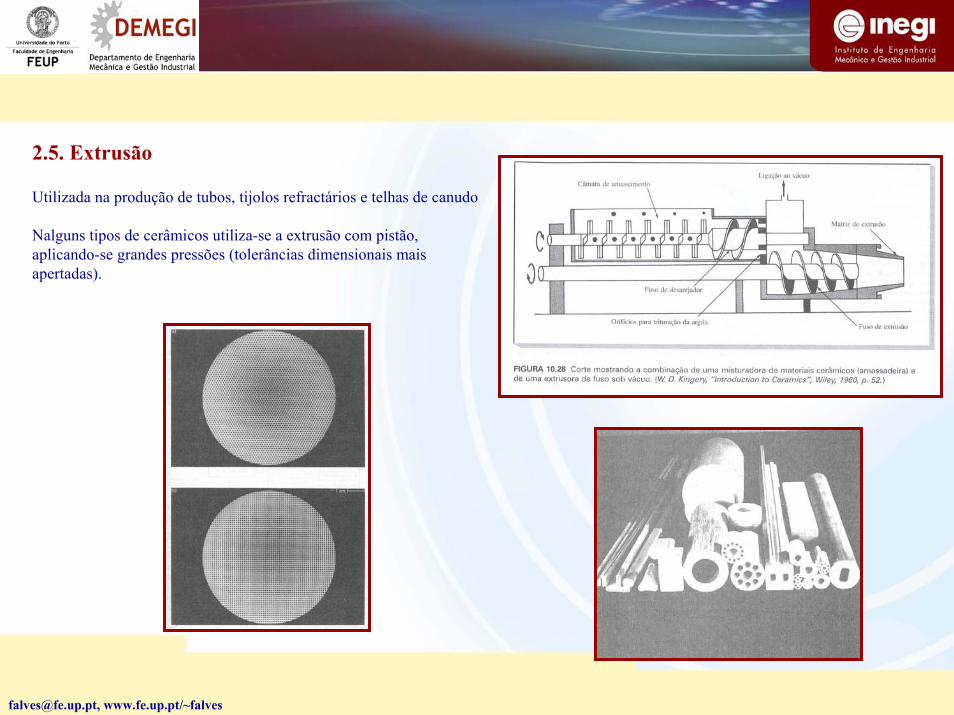
2.5. Extrusão
Utilizada na produção de tubos, tijolos refractários e telhas de canudo
Nalguns tipos de cerâmicos utiliza-se a extrusão com pistão, aplicando-se grandes pressões (tolerâncias dimensionais mais apertadas).
27
[email protected], www.fe.up.pt/~falves
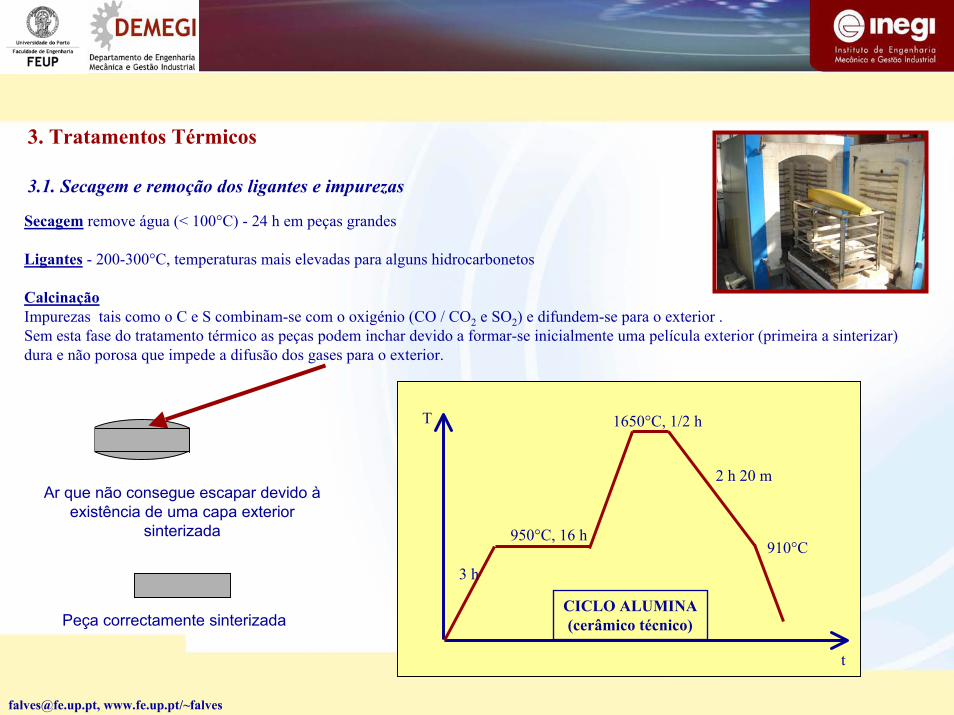
Secagem remove água (< 100°C) - 24 h em peças grandes
Ligantes - 200-300°C, temperaturas mais elevadas para alguns hidrocarbonetos
CalcinaçãoImpurezas tais como o C e S combinam-se com o oxigénio (CO / CO2 e SO2) e difundem-se para o exterior .Sem esta fase do tratamento térmico as peças podem inchar devido a formar-se inicialmente uma película exterior (primeira a sinterizar) dura e não porosa que impede a difusão dos gases para o exterior.
3. Tratamentos Térmicos
3.1. Secagem e remoção dos ligantes e impurezas
1650°C, 1/2 h
2 h 20 m
950°C, 16 h
3 h
910°C
T
t
CICLO ALUMINA(cerâmico técnico)
Ar que não consegue escapar devido à existência de uma capa exterior
sinterizada
Peça correctamente sinterizada
28
[email protected], www.fe.up.pt/~falves
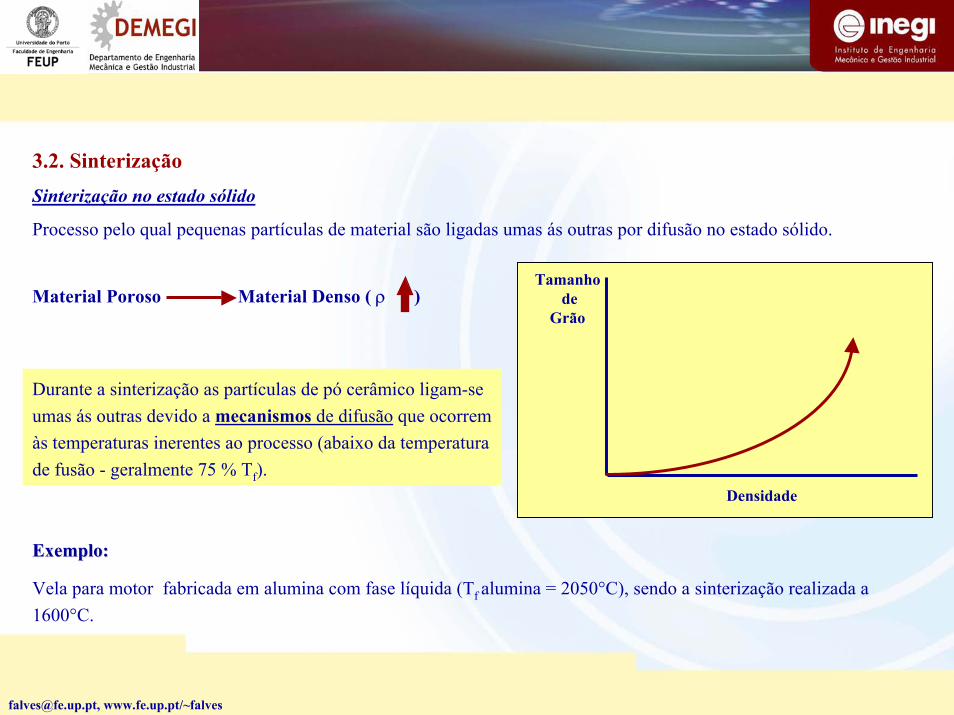
3.2. SinterizaçãoSinterização no estado sólido
Processo pelo qual pequenas partículas de material são ligadas umas ás outras por difusão no estado sólido.
Material Poroso Material Denso ( ρ )
Densidade
Tamanhode
Grão
Durante a sinterização as partículas de pó cerâmico ligam-se umas ás outras devido a mecanismos de difusão que ocorrem às temperaturas inerentes ao processo (abaixo da temperatura de fusão - geralmente 75 % Tf).
Exemplo:Exemplo:
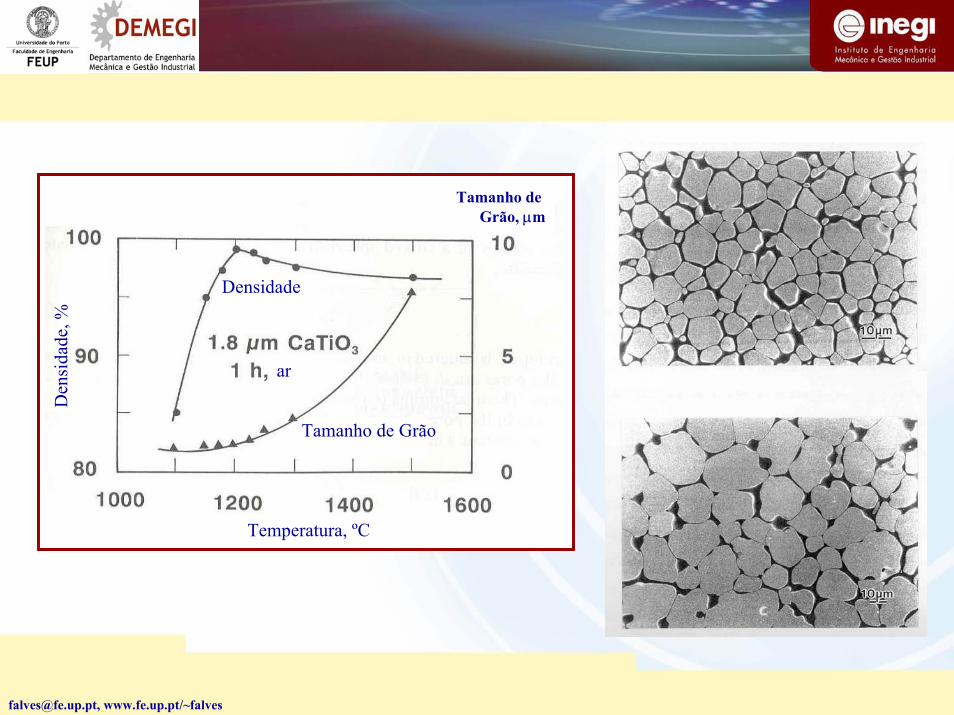
Vela para motor fabricada em alumina com fase líquida (Tf alumina = 2050°C), sendo a sinterização realizada a 1600°C.
29
[email protected], www.fe.up.pt/~falves
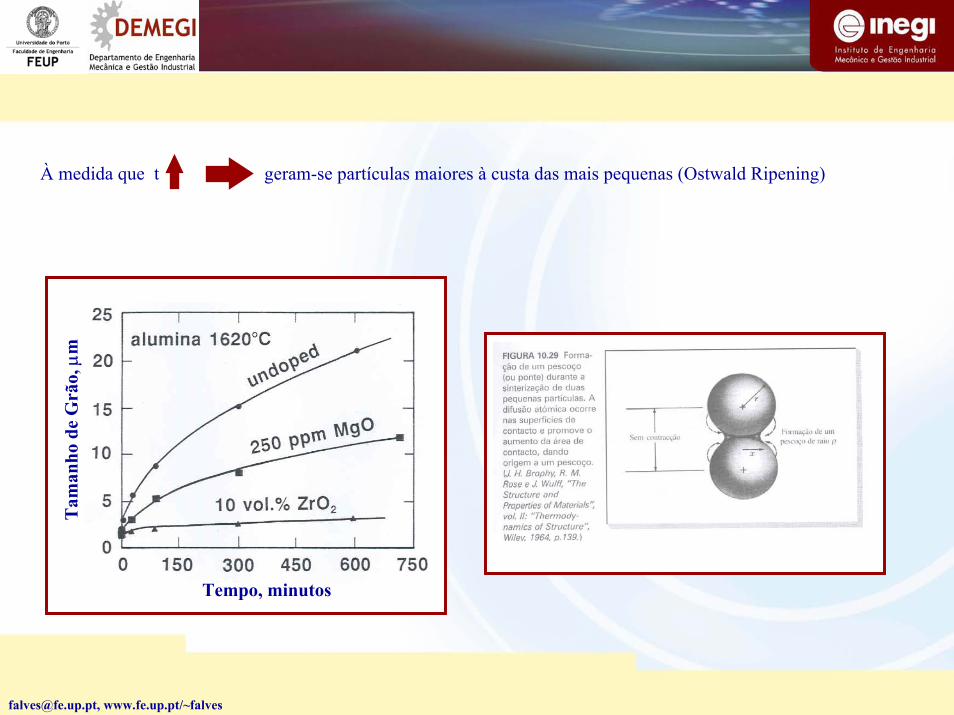
À medida que t geram-se partículas maiores à custa das mais pequenas (Ostwald Ripening)
Tam
anho
de
Grã
o, µ
m
Tempo, minutos
30
[email protected], www.fe.up.pt/~falves
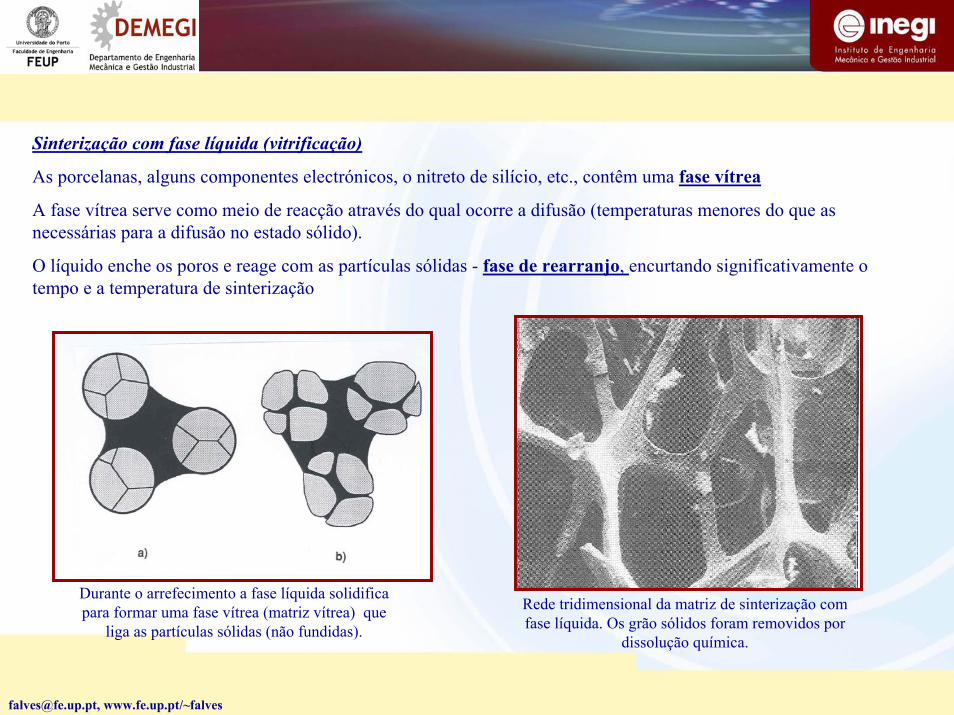
Sinterização com fase líquida (vitrificação)
As porcelanas, alguns componentes electrónicos, o nitreto de silício, etc., contêm uma fase vítrea
A fase vítrea serve como meio de reacção através do qual ocorre a difusão (temperaturas menores do que as necessárias para a difusão no estado sólido).
O líquido enche os poros e reage com as partículas sólidas - fase de rearranjo, encurtando significativamente o tempo e a temperatura de sinterização
Durante o arrefecimento a fase líquida solidifica para formar uma fase vítrea (matriz vítrea) que
liga as partículas sólidas (não fundidas).
Rede tridimensional da matriz de sinterização com fase líquida. Os grão sólidos foram removidos por
dissolução química.
31
[email protected], www.fe.up.pt/~falves
Den
sida
de, %
Temperatura, ºC
Tamanho de Grão
Densidade
ar
Tamanho de Grão, µm