Materiais de construção 2
443
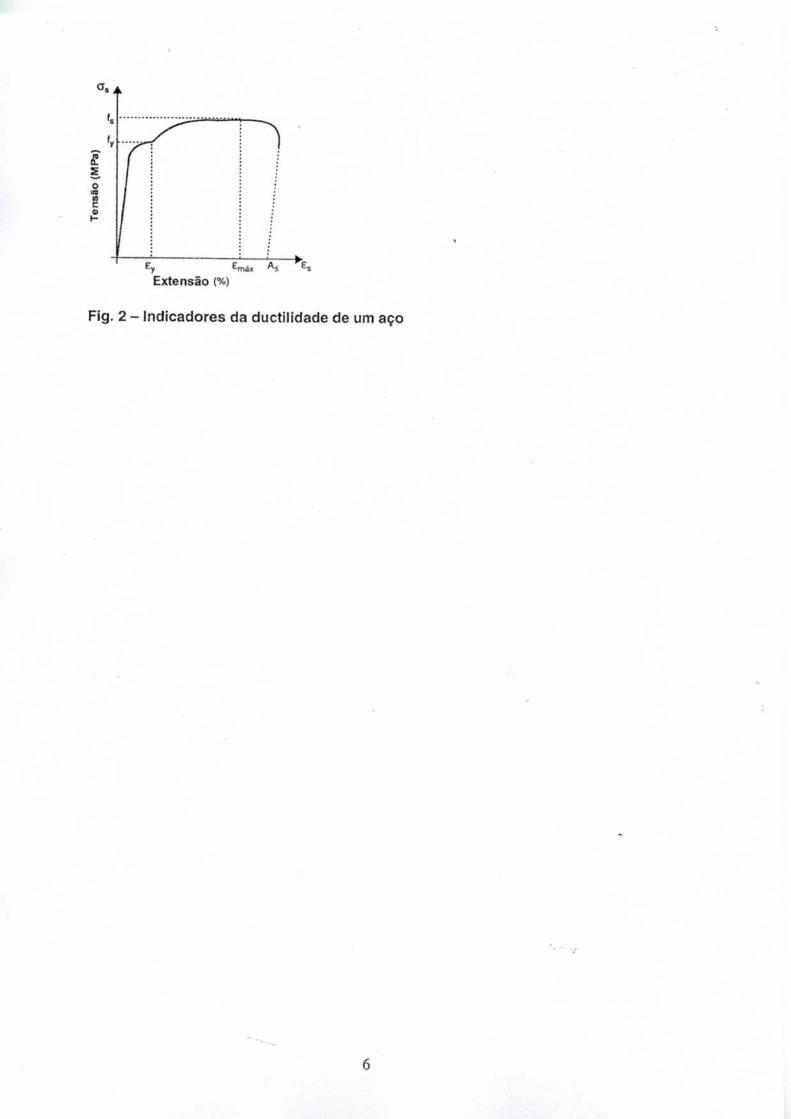
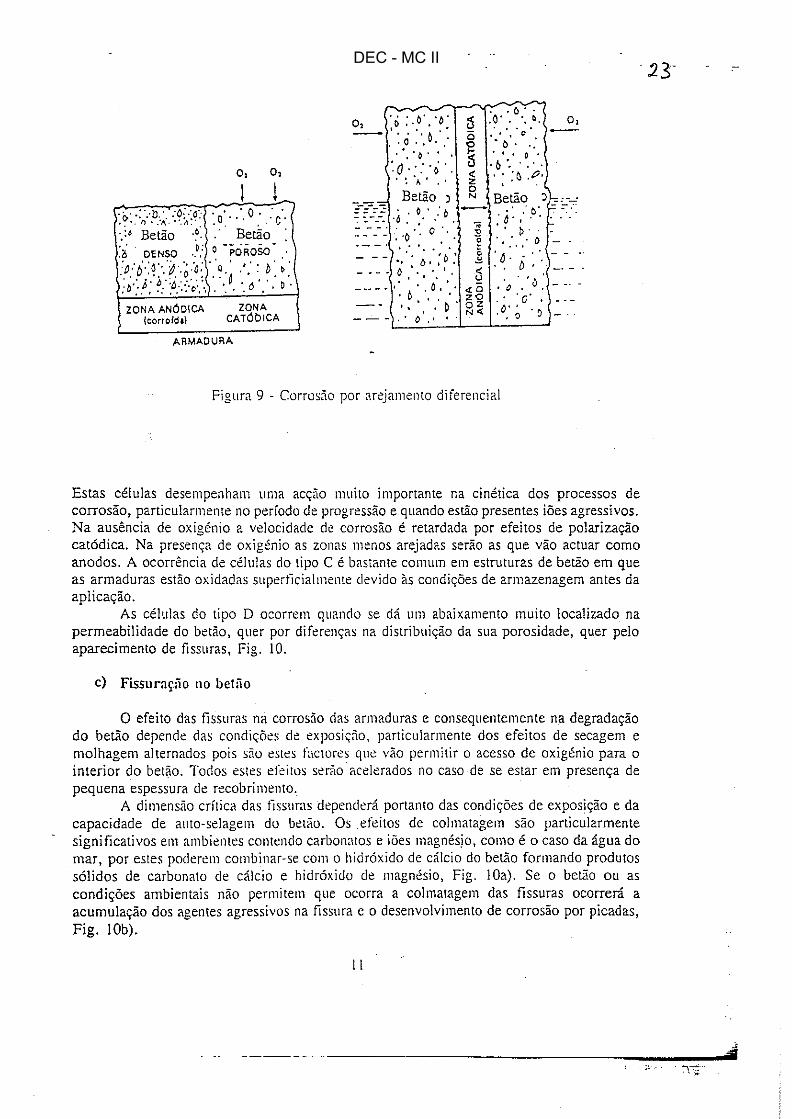
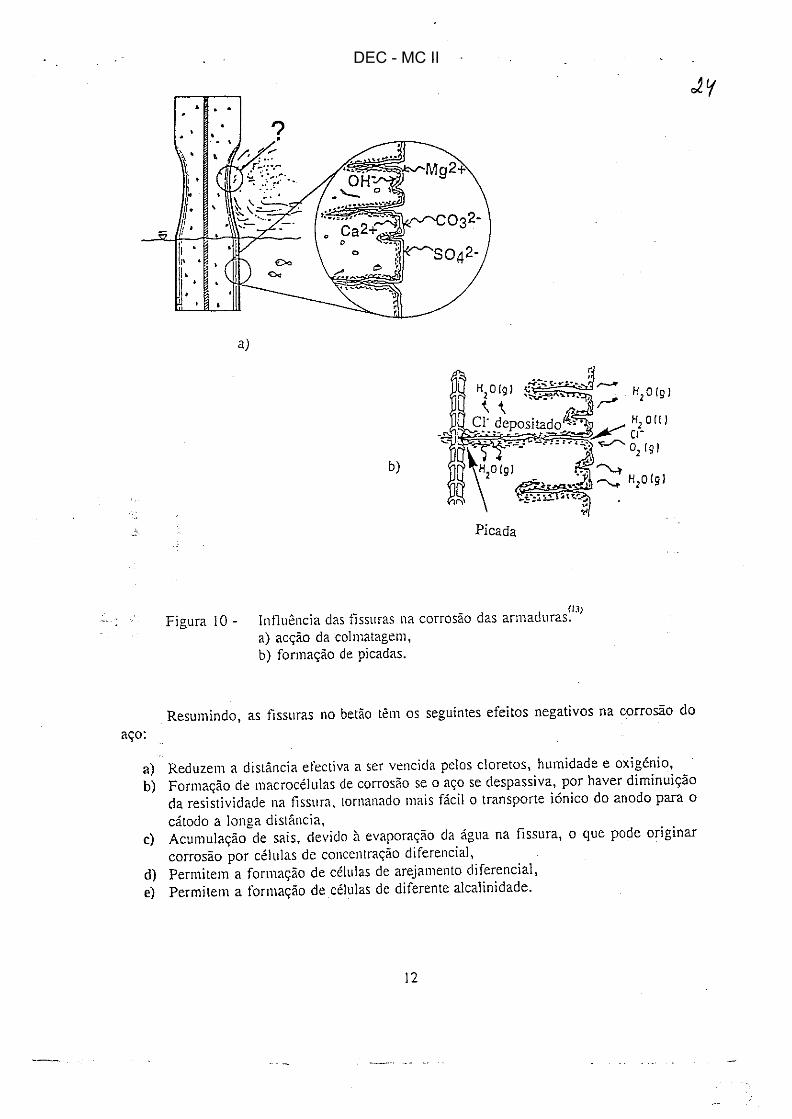
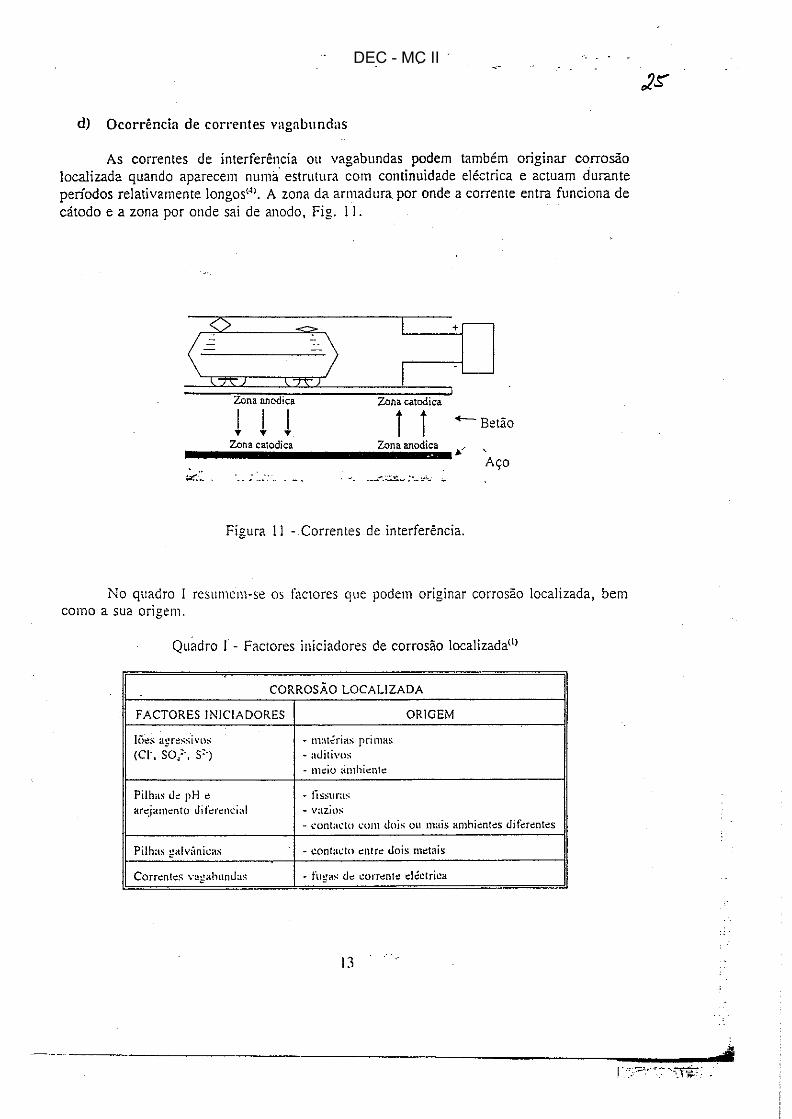
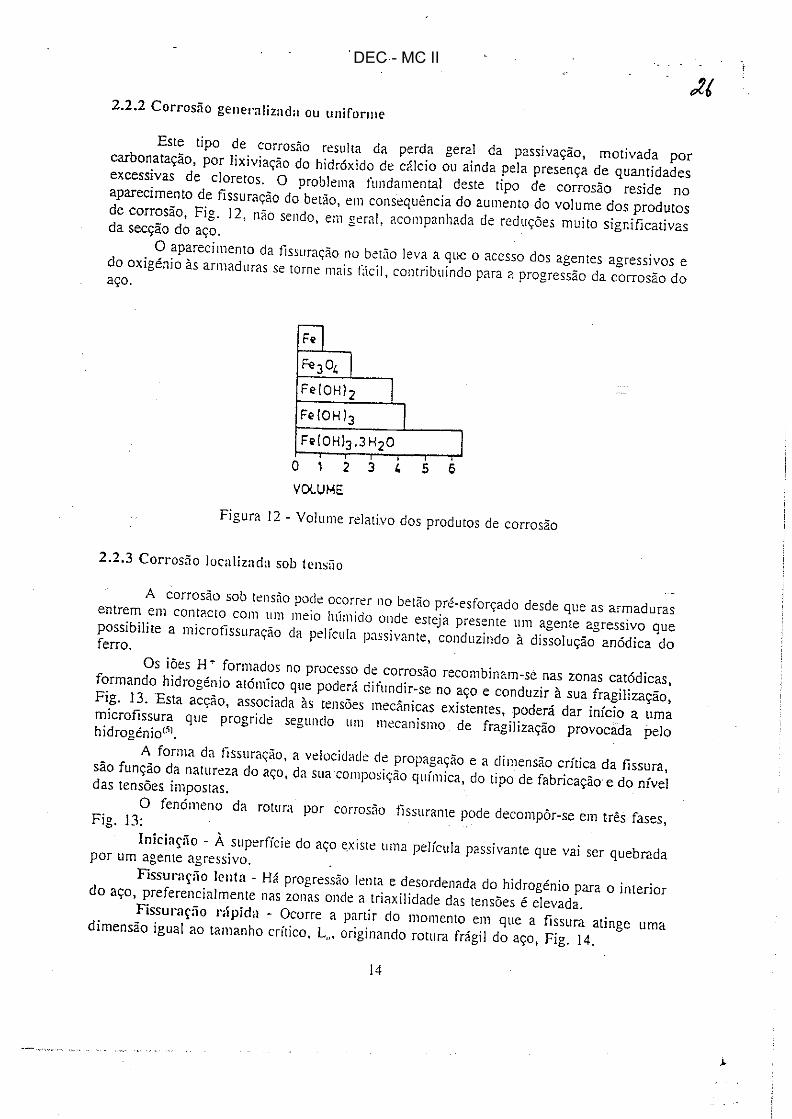
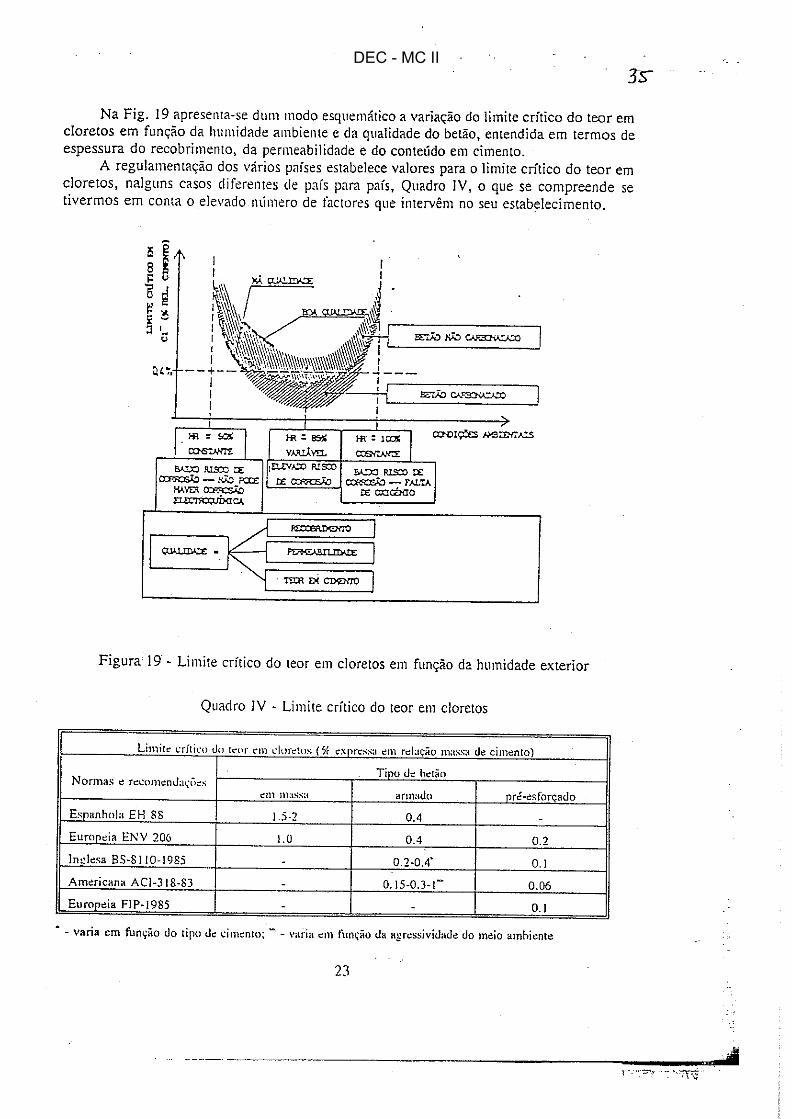
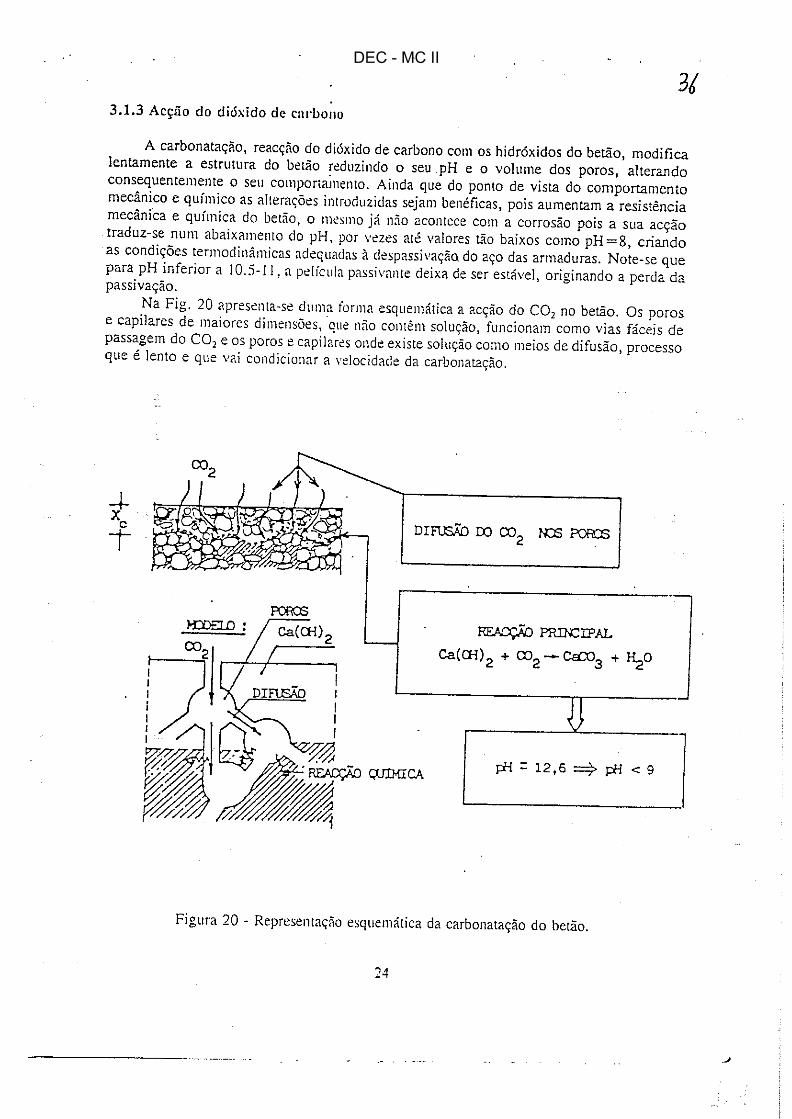
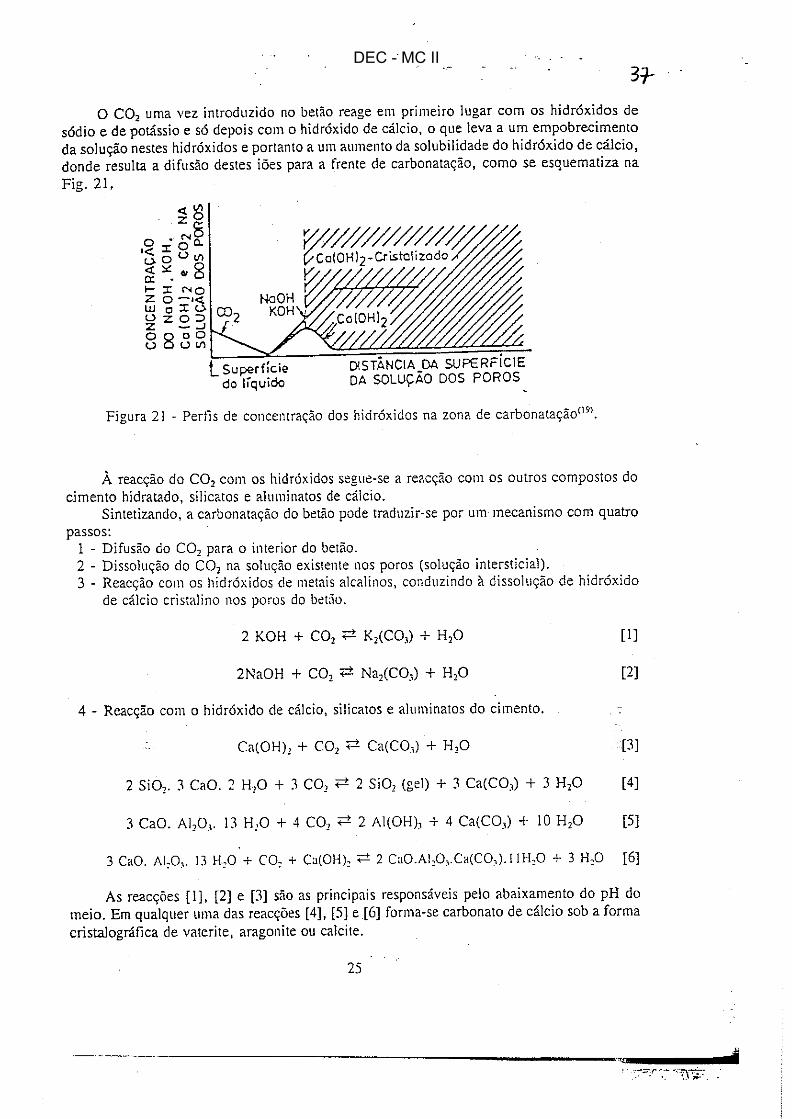
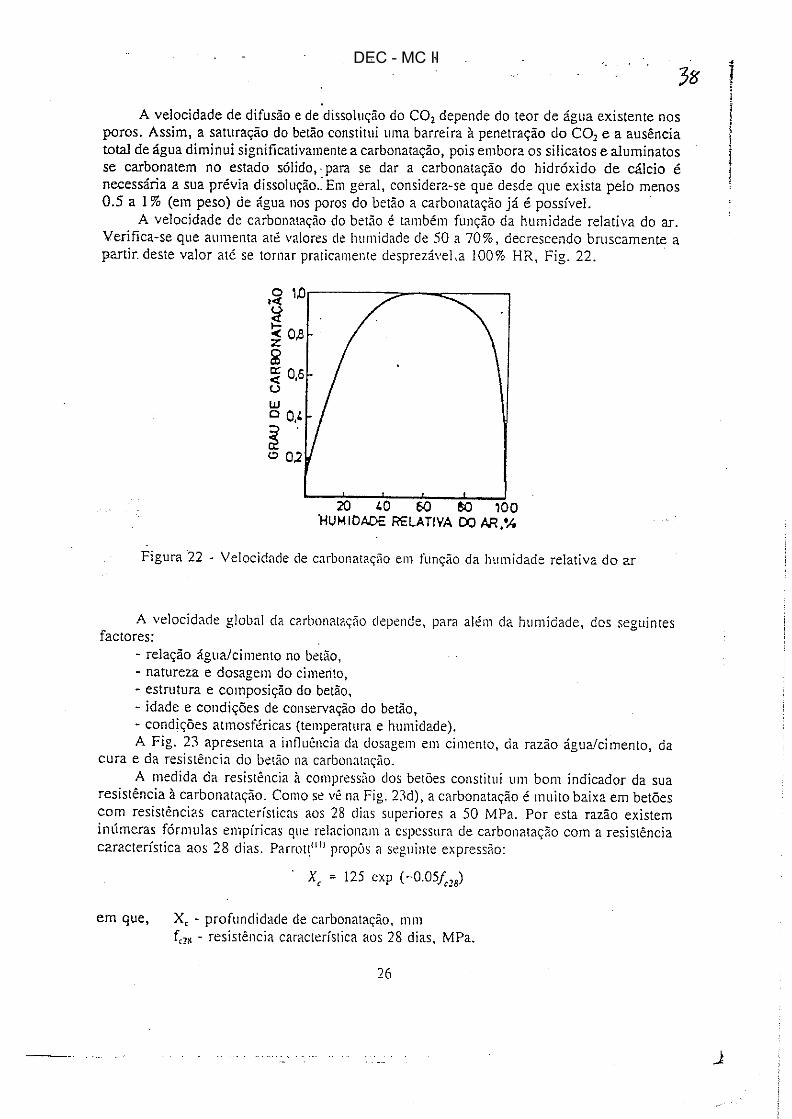
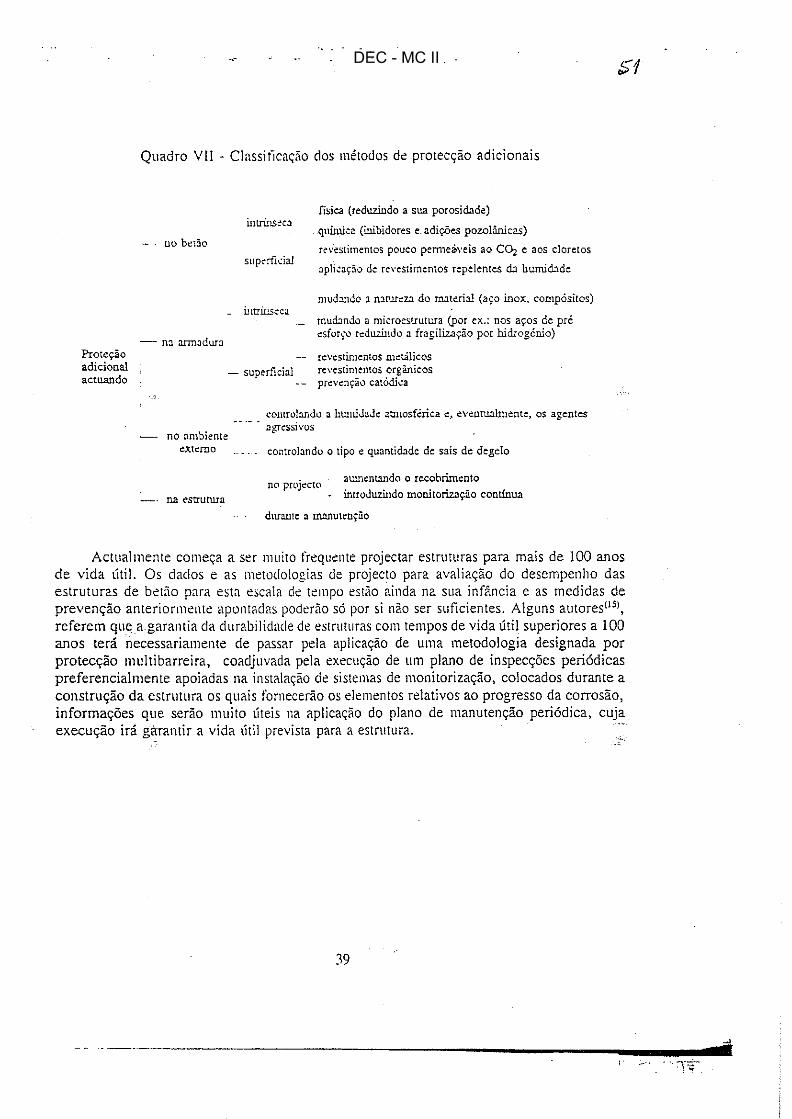
DEC - MC II
-
Upload
joana-de-castro-cortesao -
Category
Documents
-
view
524 -
download
5
description
Materiais de Construção 2 | Mestrado Engenharia Civil | Aço | Argamassa | Betão | Adjuvantes
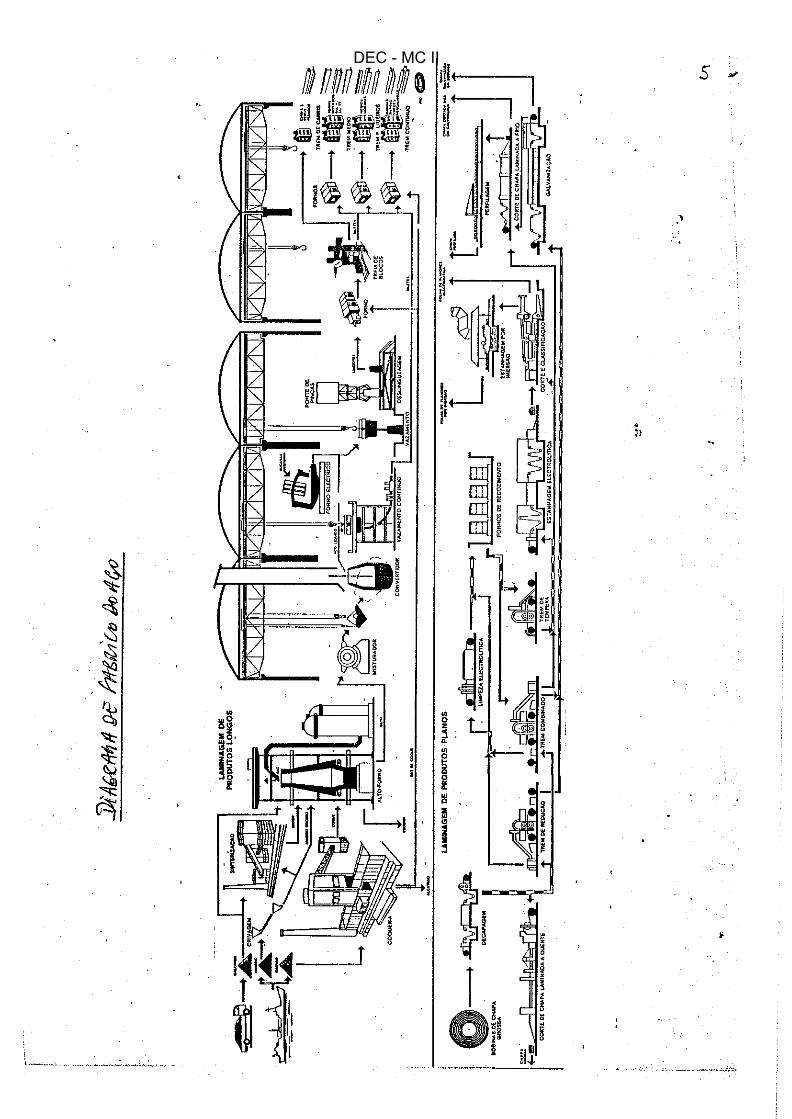
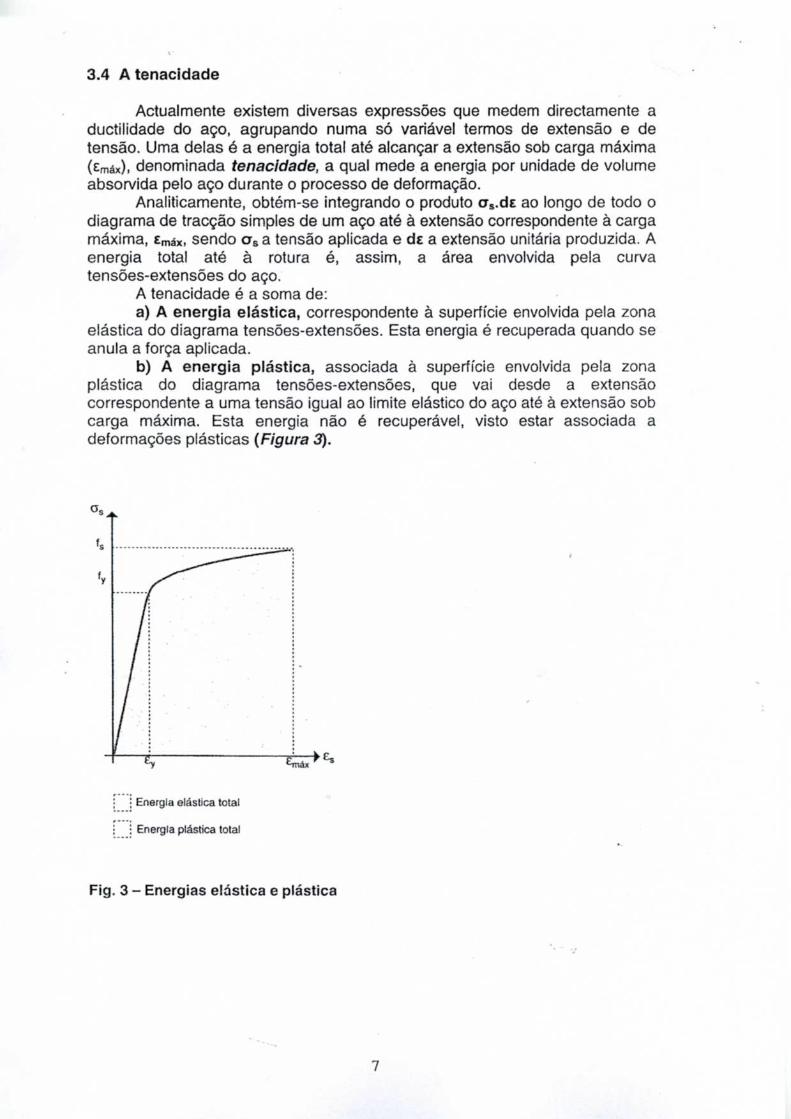
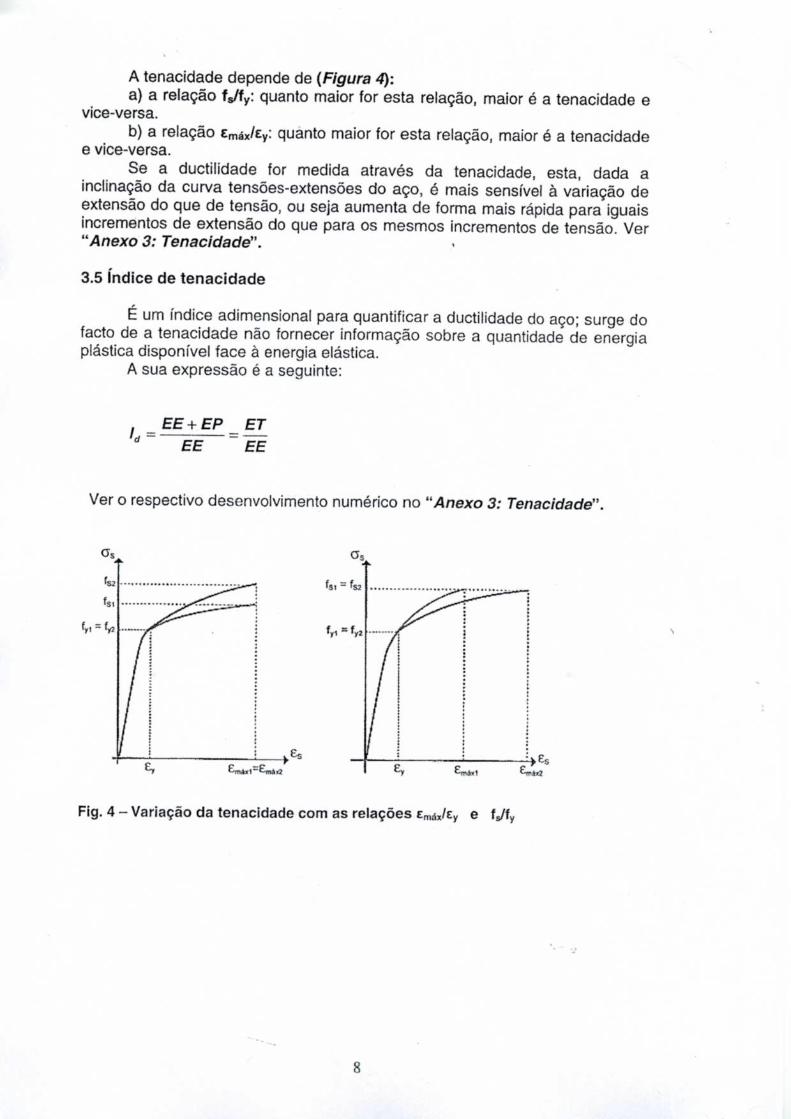
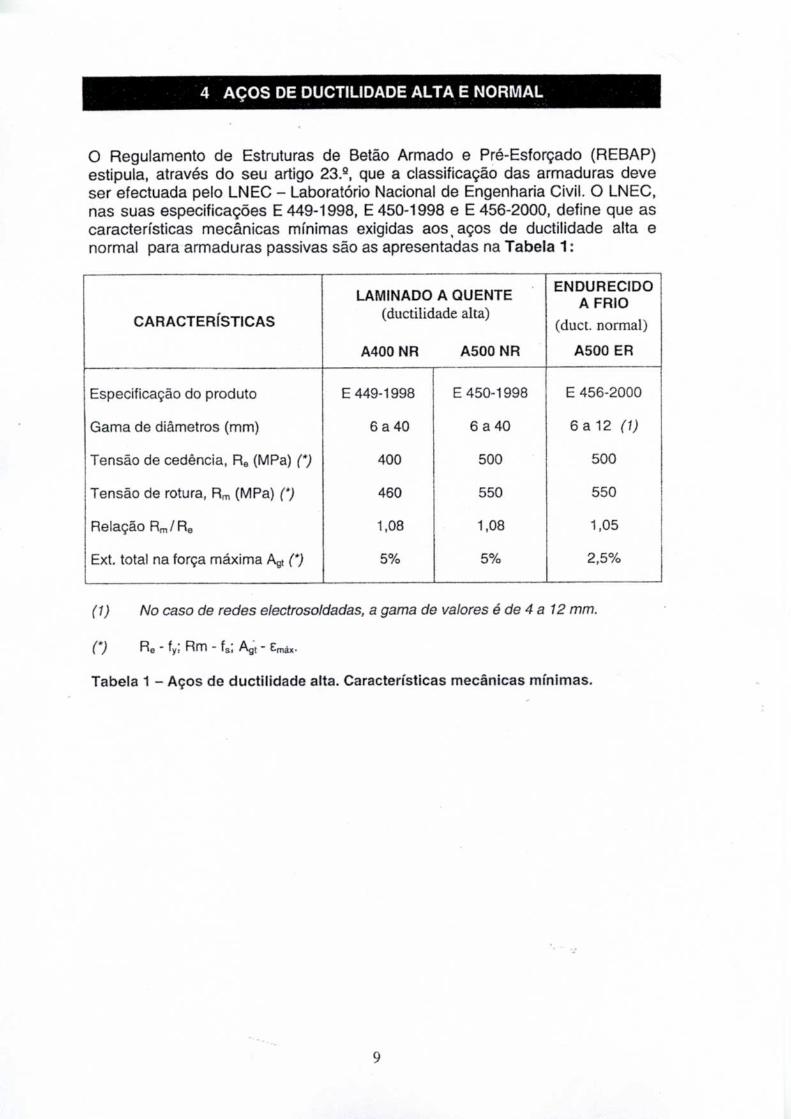
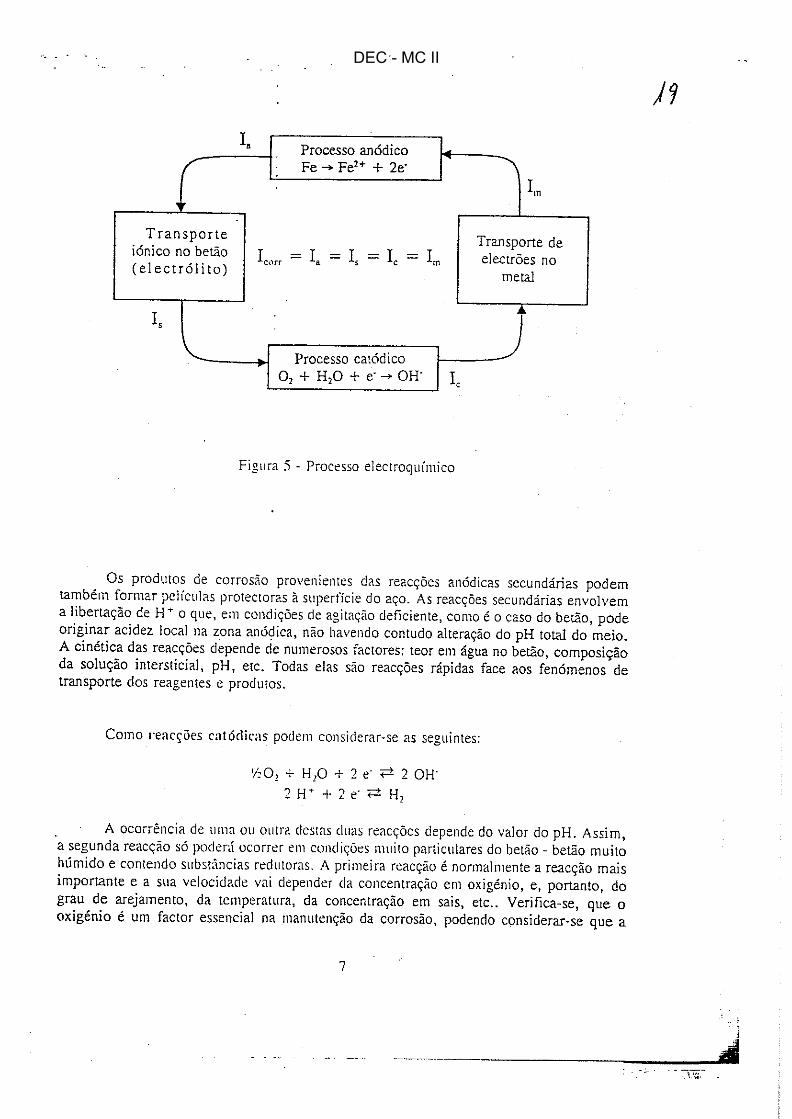
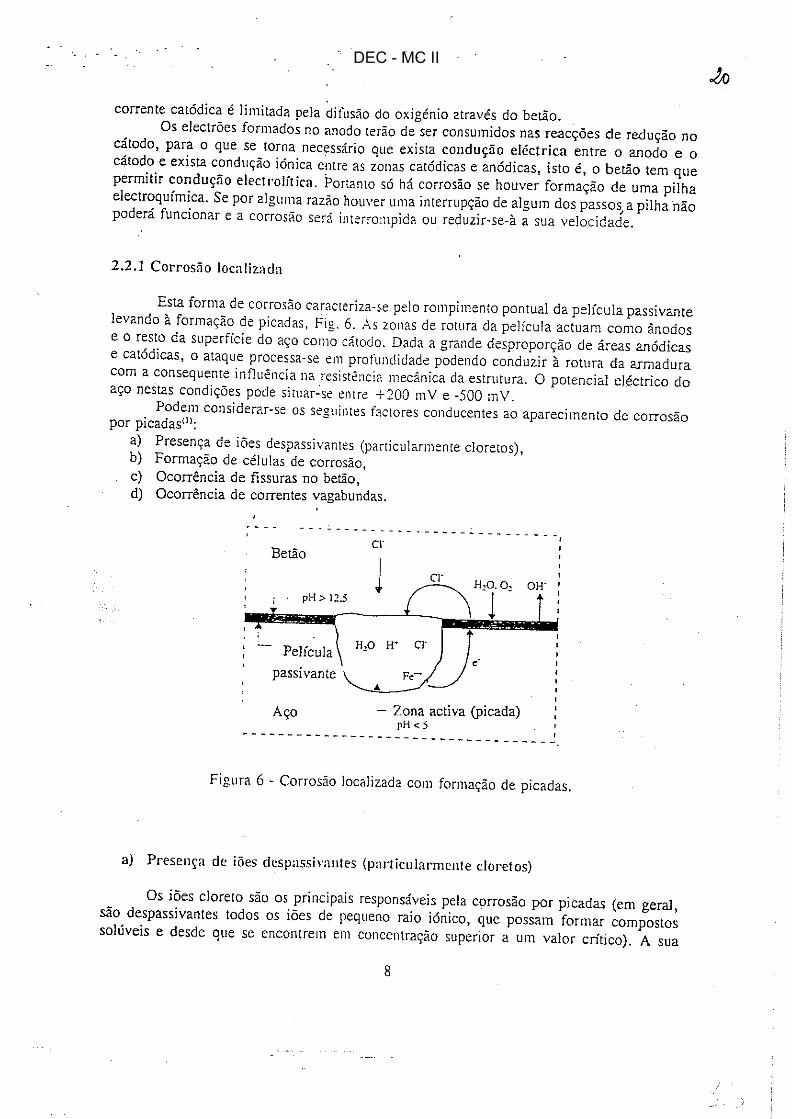
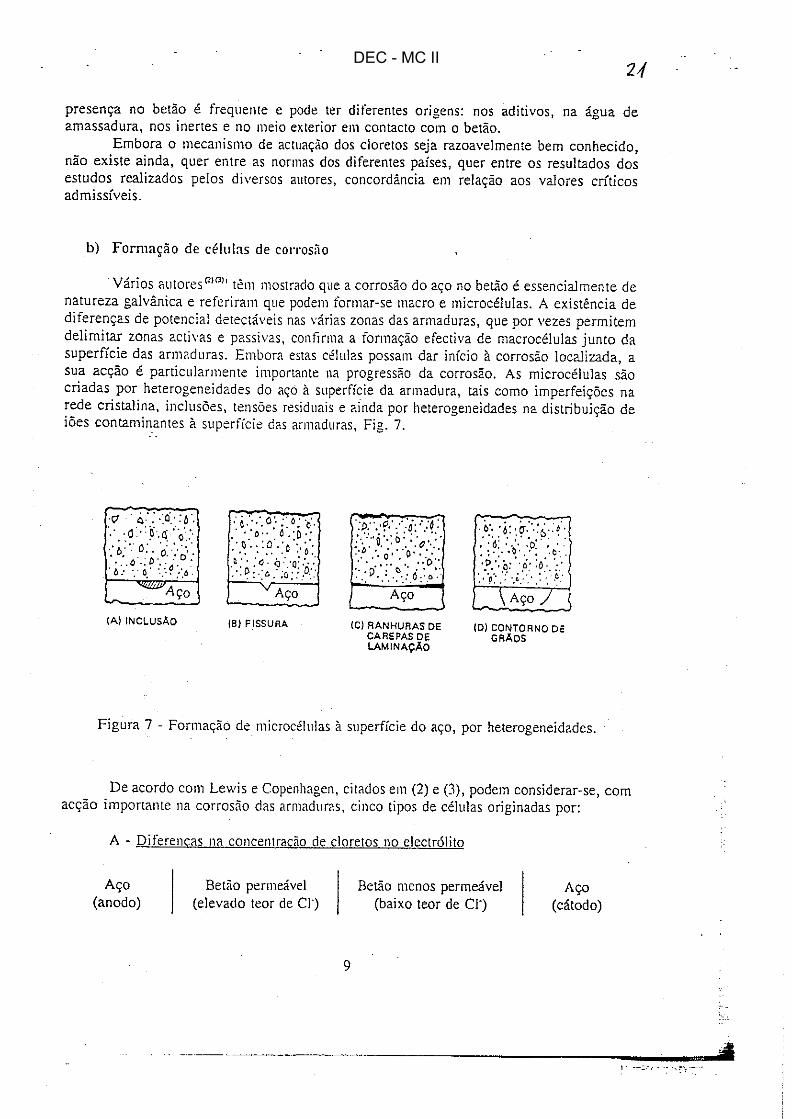
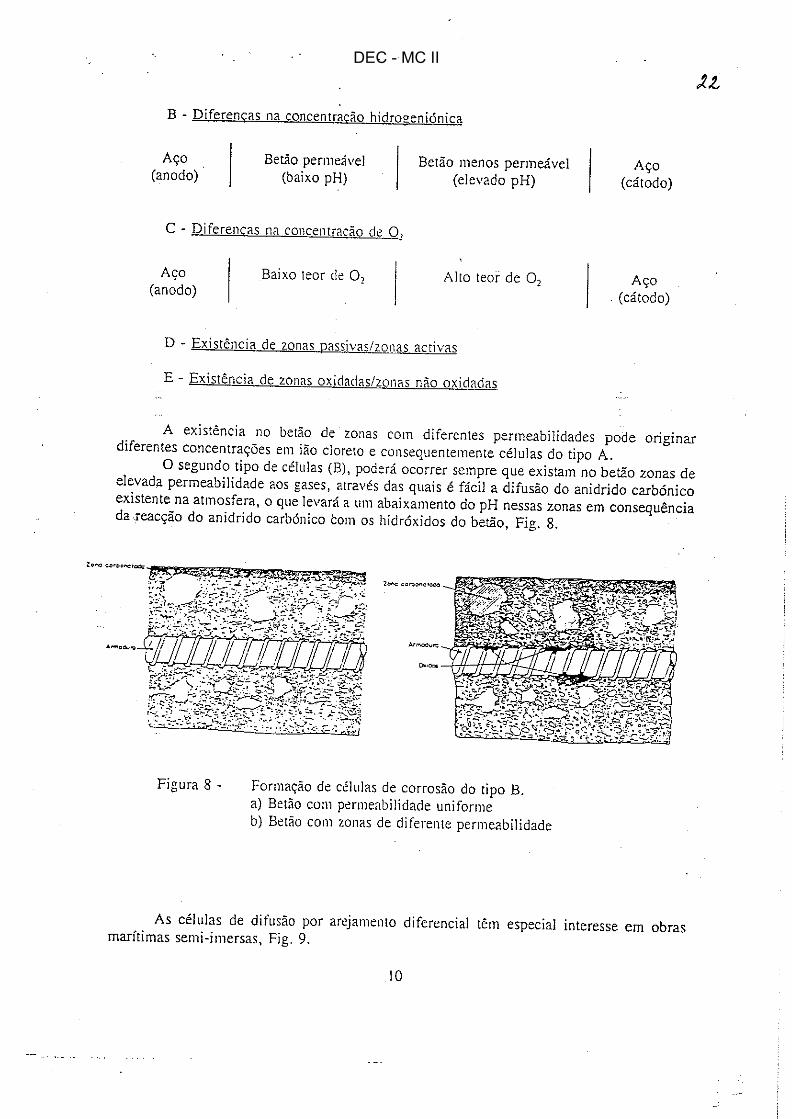
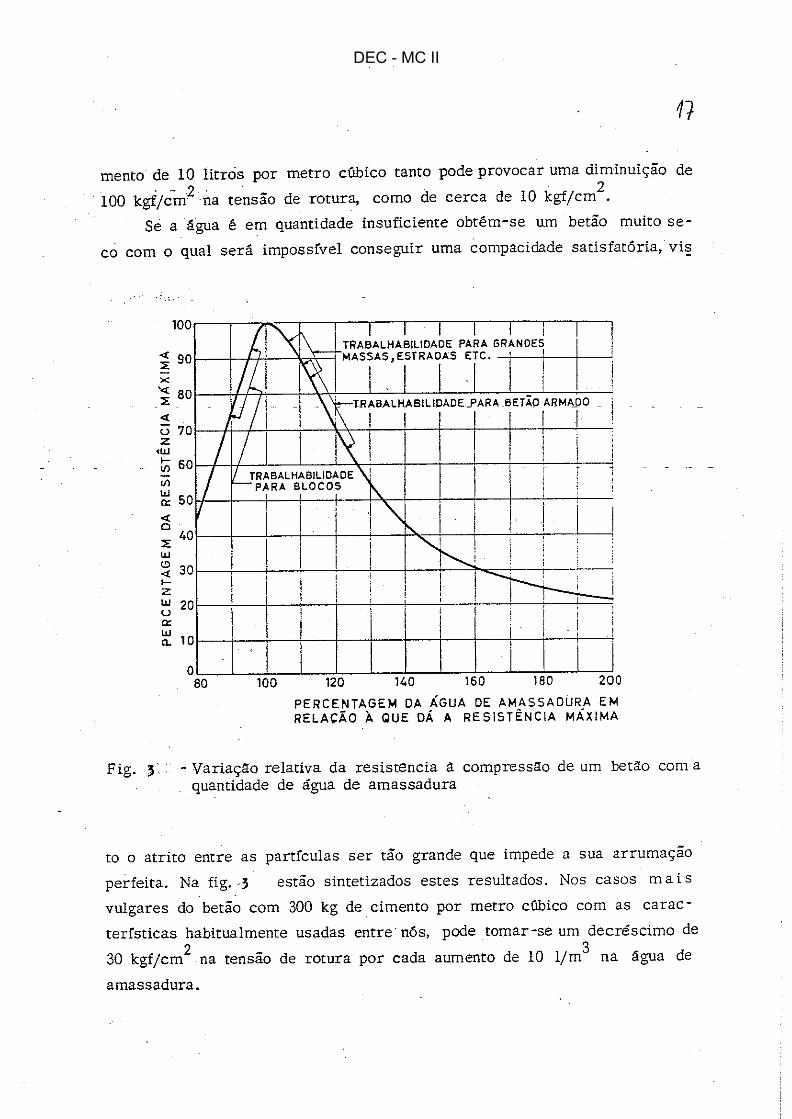
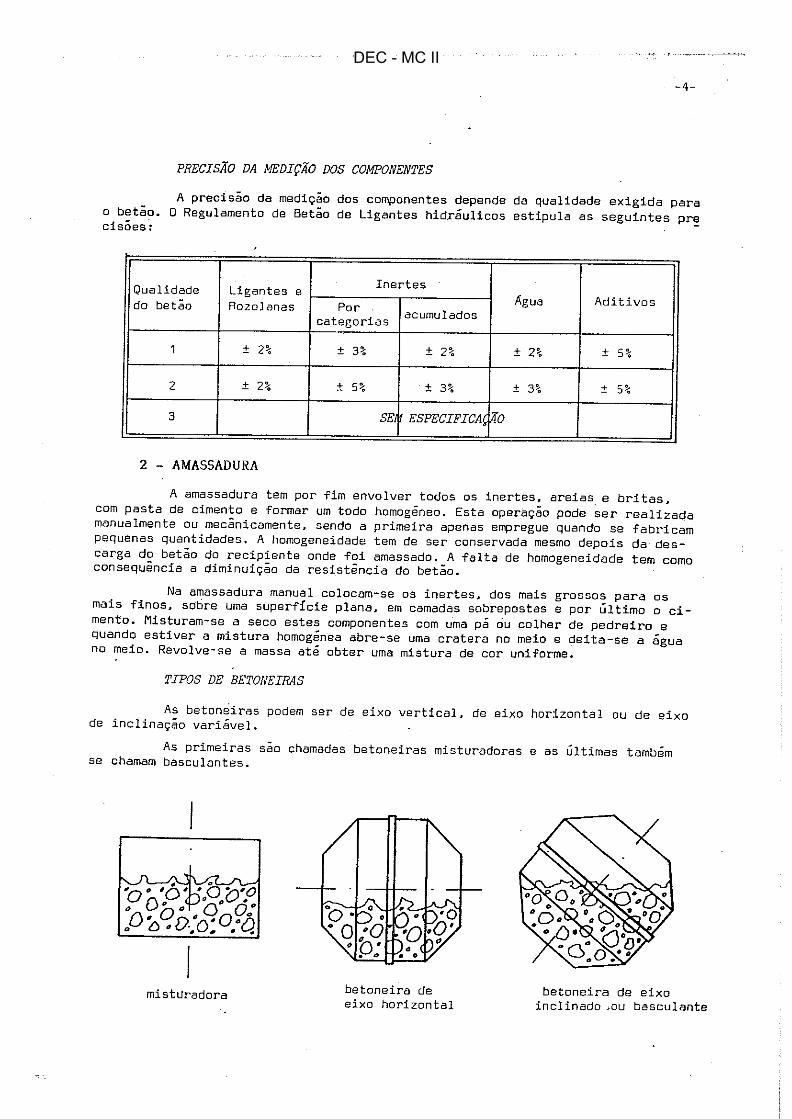
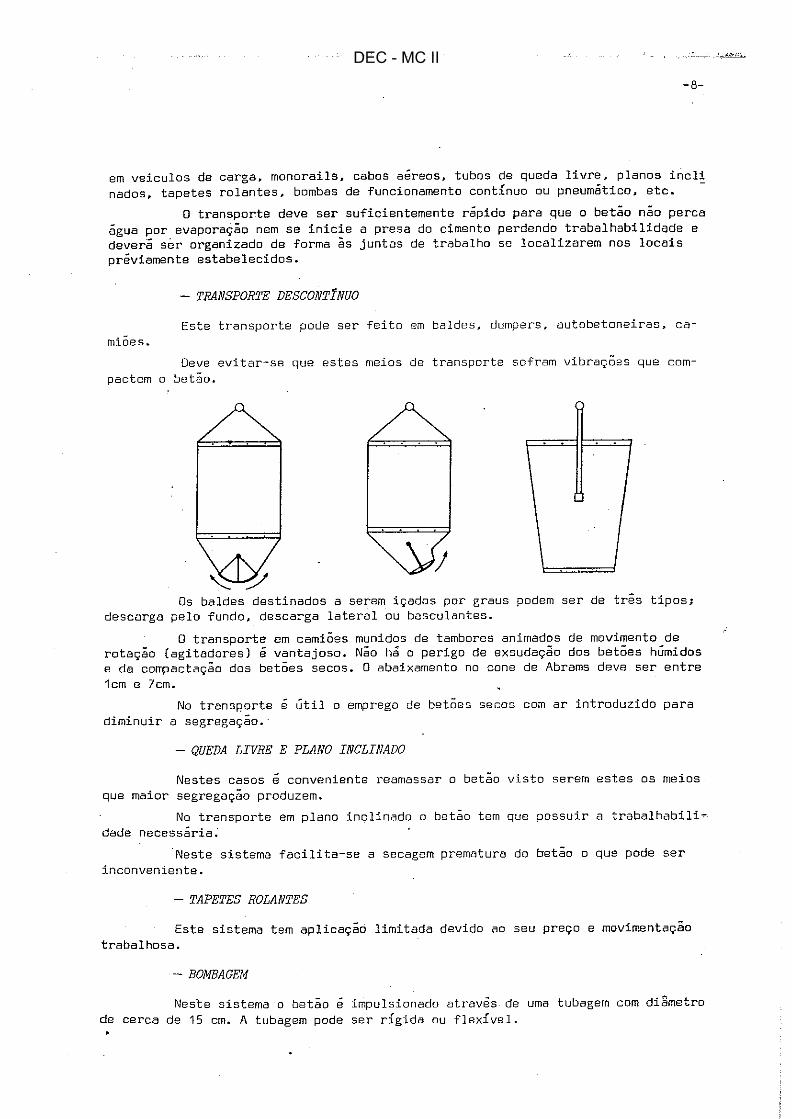
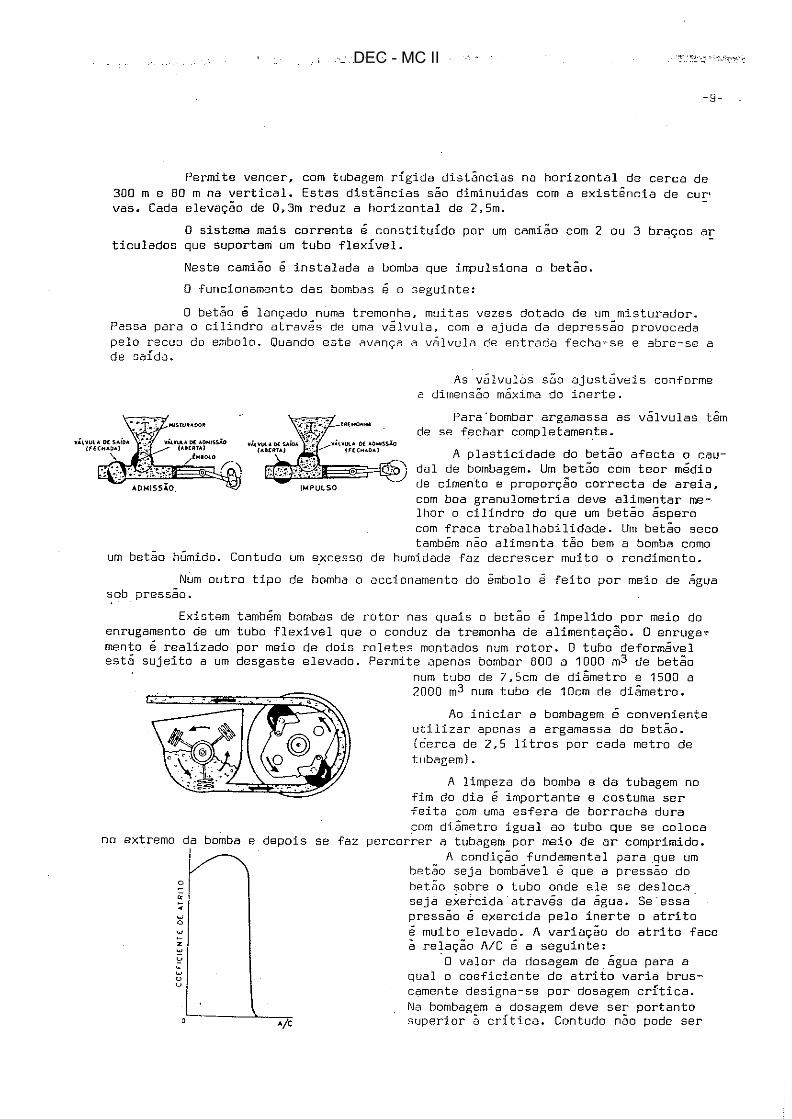
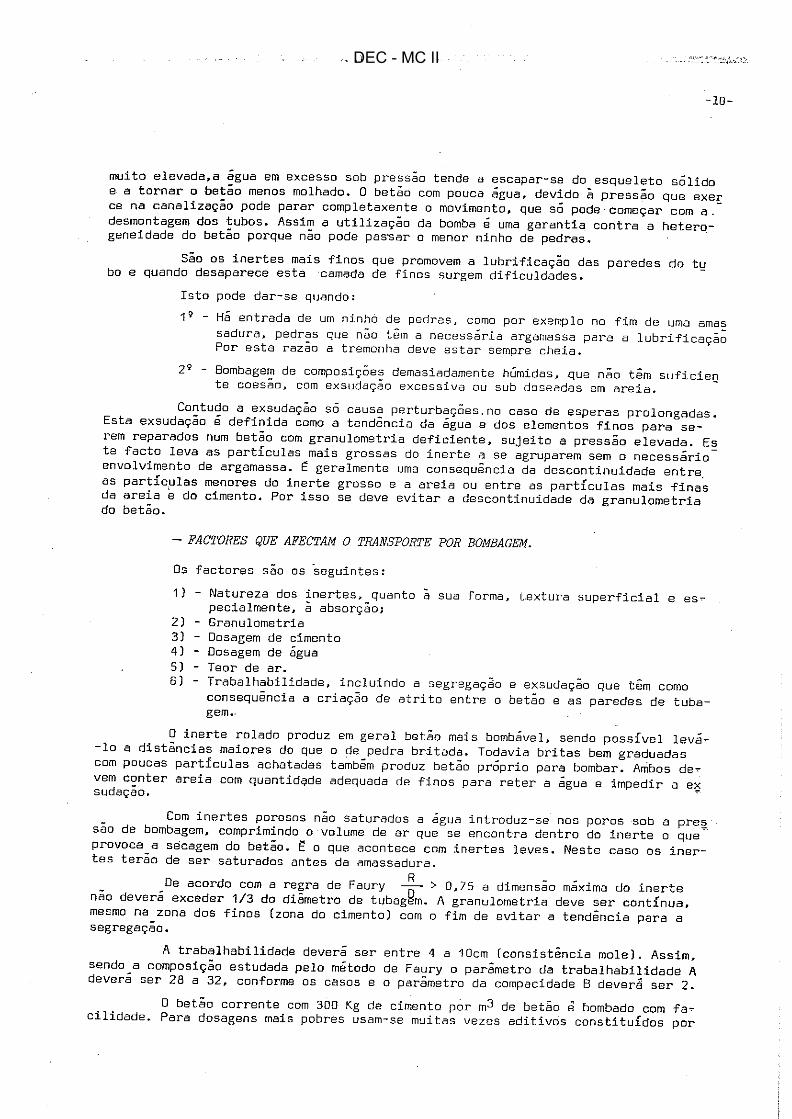
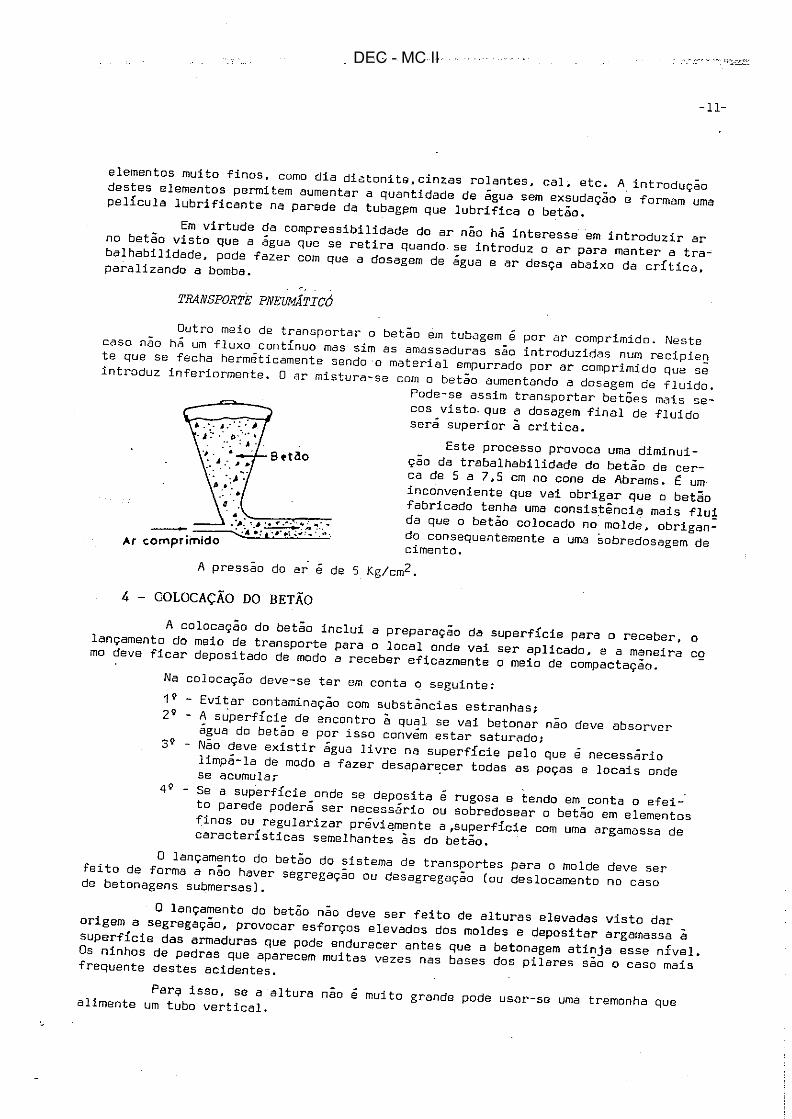
Transcript of Materiais de construção 2
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
Instituto Superior de Engenharia de Lisboa
Departamento de Engenharia Civil - Secção 4ISEL
MATERIAIS DE CONSTRUÇÃO II
ARGAMASSAS
PROPRIEDADES E CARACTERÍSTICAS
Argamassas: Propriedades e características
Pág. 2
ÍNDICE 1. INTRODUÇÃO................................................................................................................... 3
2. RESISTENCIA À COMPRESSÂO .................................................................................... 4
3. IMPERMEABILIDADE ..................................................................................................... 4
3.1. Hidrófungos de Superfície ......................................................................................... 5
3.2. Hidrófungos de massa ................................................................................................ 5
3.3. Conclusão................................................................................................................... 6
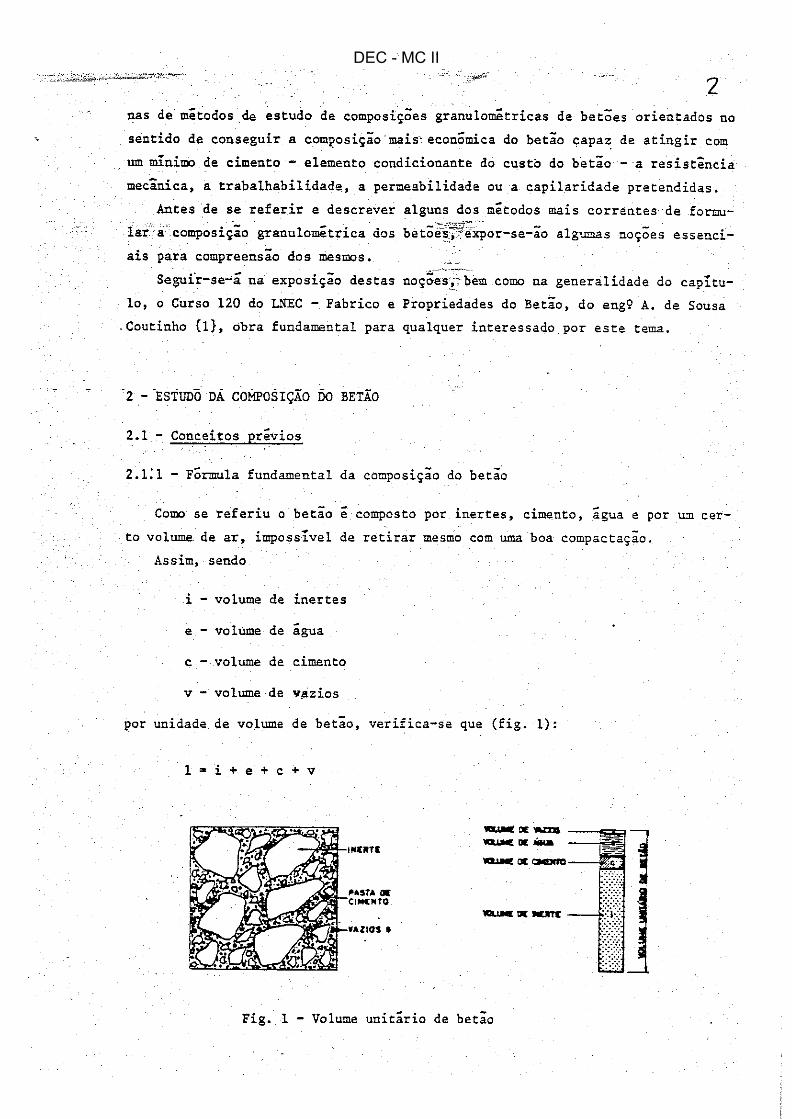
4. Compacidade ....................................................................................................................... 7
5. Quantidade de Água ............................................................................................................ 7
6. DOSAGEM DE CIMEMTO ............................................................................................. 10
7. RENDIMENTO DUMA ARGAMASSA ......................................................................... 12
8. ADERÊNCIA DAS ARGAMASSAS............................................................................... 13
9. RETRACÇÃO DA ARGAMASSA.................................................................................. 14
10. DECOMPOSIÇÃO DAS ARGAMASSAS................................................................. 15
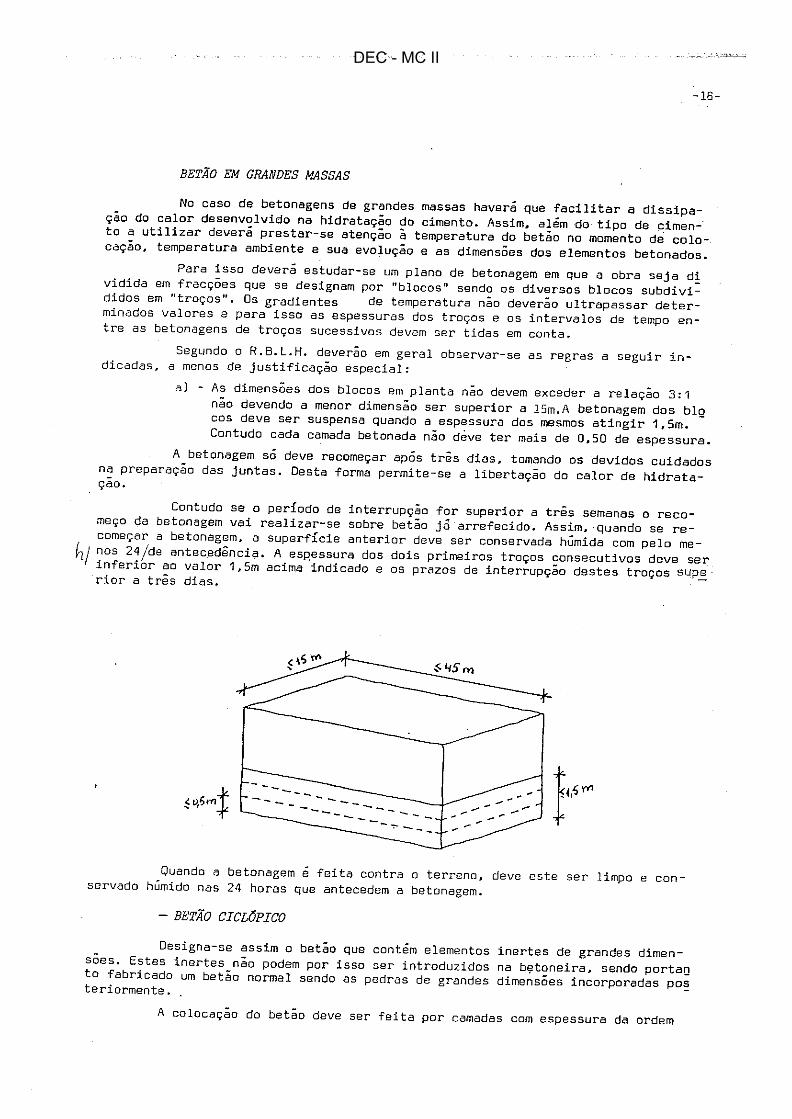
11. DOSAGEM DAS ARGAMASSAS............................................................................. 16
11.1. Argamassas de cal gorda.......................................................................................... 16
11.2. Argamassas de cal hidráulica ................................................................................... 16
11.3. Argamassas de cimento Portland ............................................................................. 16
11.4. Argamassas de cimento de presa rápida................................................................... 17
11.5. Argamassas de cimento de escórias ......................................................................... 17
11.6. Argamassas bastardas............................................................................................... 17
12. TRAÇOS DAS ARGAMASSAS................................................................................. 19
Argamassas: Propriedades e características
Pág. 3
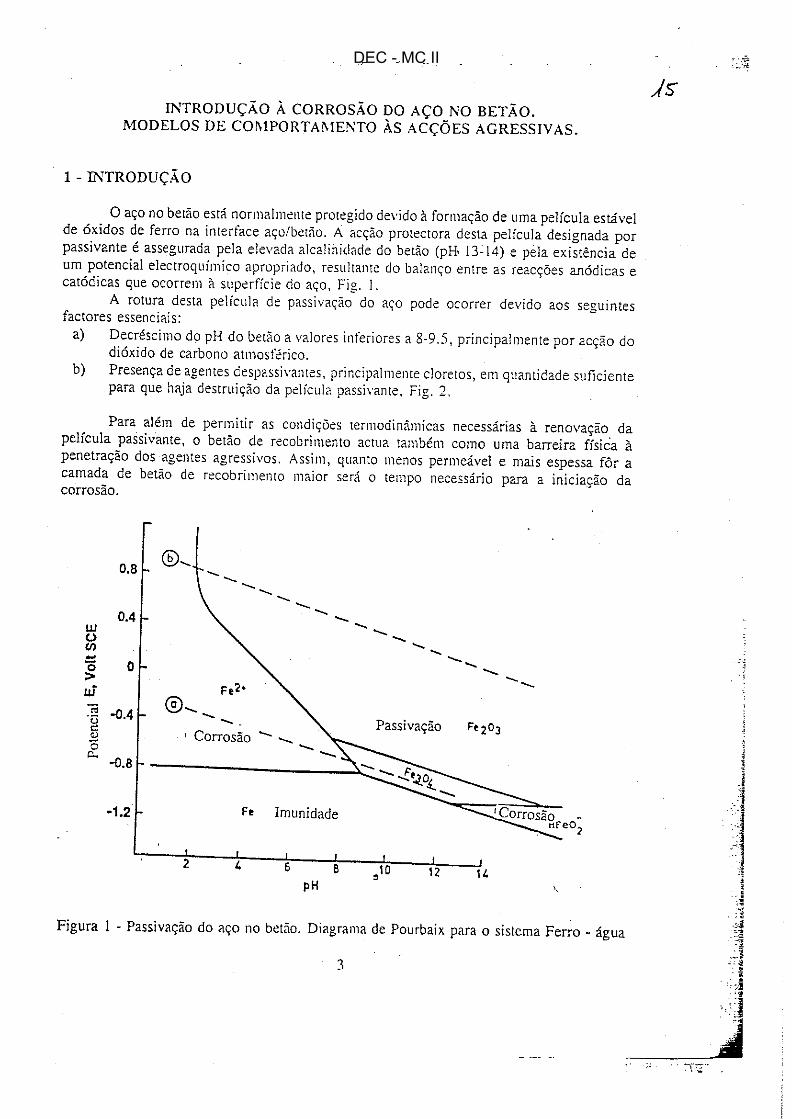
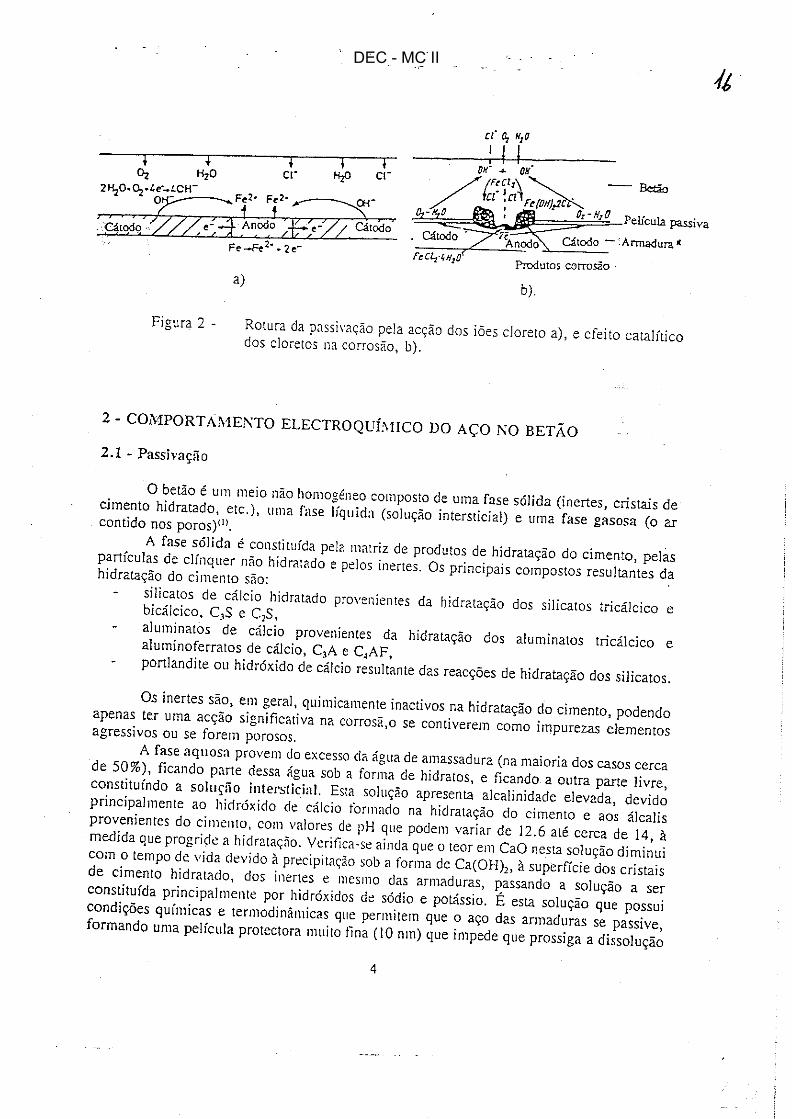
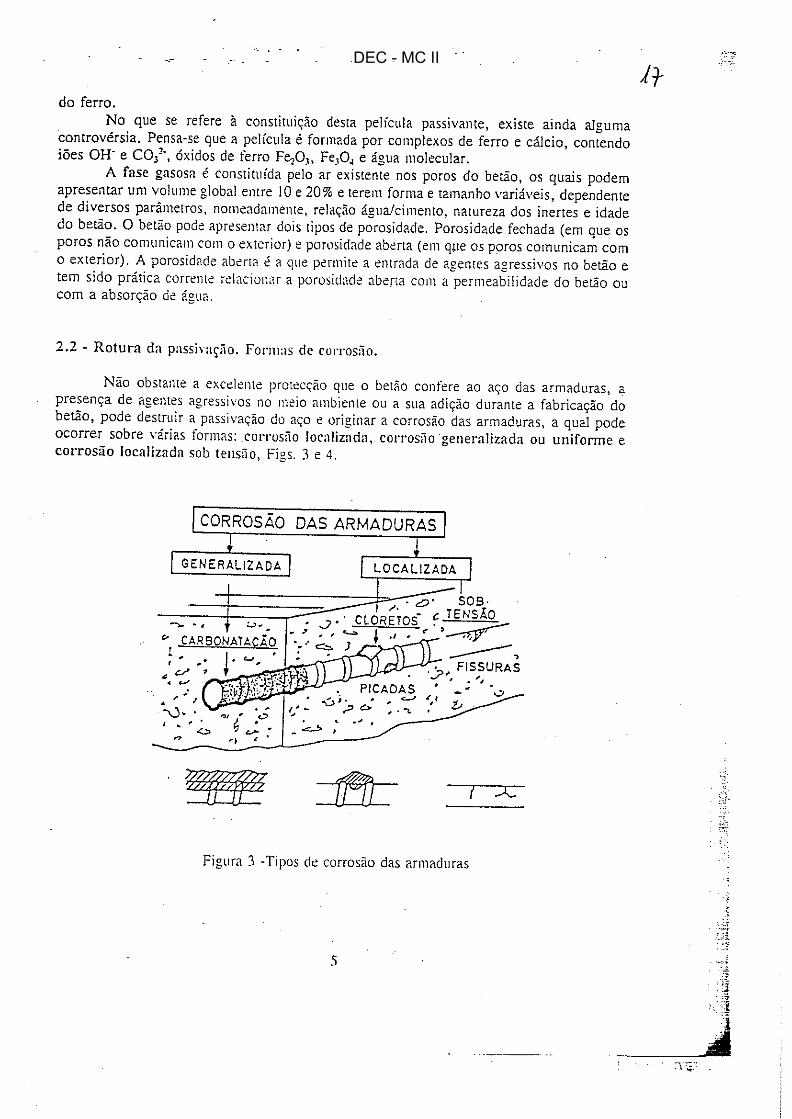
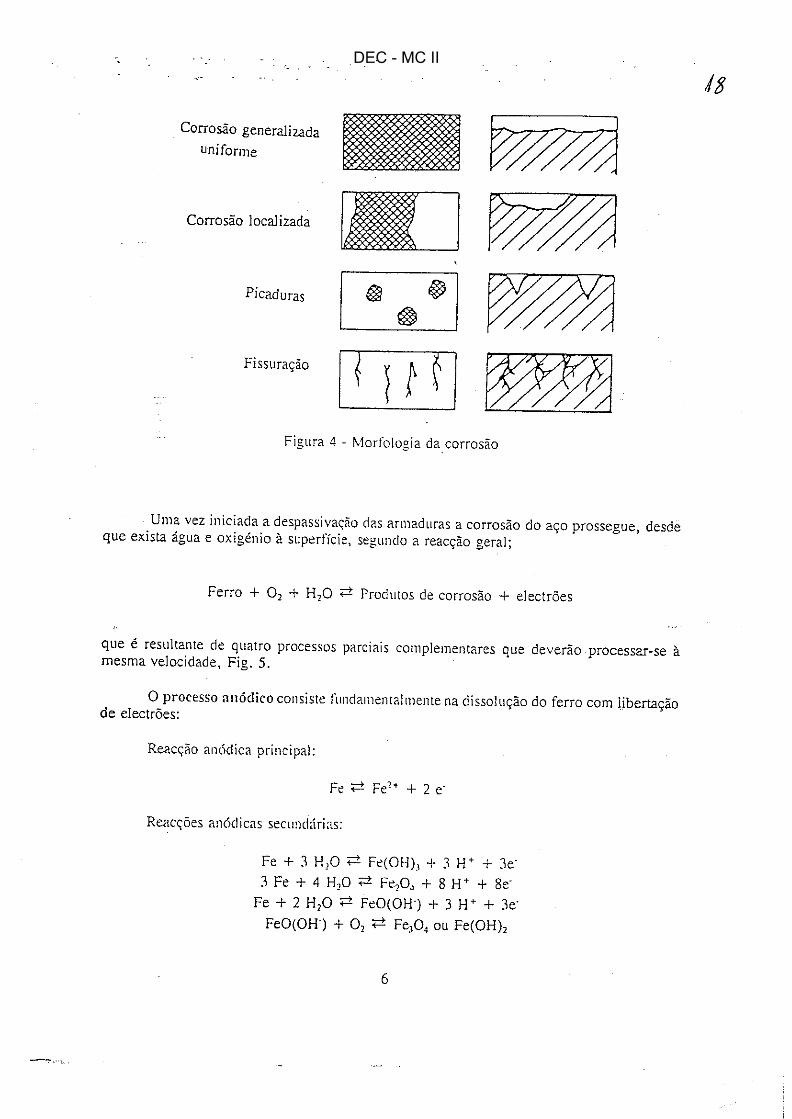
1. INTRODUÇÃO A argamassa é uma mistura plástica de areia, ligante e água. Quando a argamassa for constituída por apenas um ligante, ela tomará o nome desse ligante; quando for constituída por mais que um ligante, denominar-se-á argamassa bastarda. Conforme a finalidade com que vai ser empregue, a argamassa deve ter certas propriedades tais como:
- Resistência à compressão é a sua propriedade fundamental. - Impermeabilidade é outra propriedade por vezes mais importante que a
resistência à compressão. Temos o exemplo duma argamassa de reboco, em que isso se verifica.
- Constância de volume, as argamassas devem resistir às variações de volume no tempo, devidas a expansões e retracções.
- Boa aderência às alvenarias, esta (aderência). deve ser de forma que quando a argamassa for aplicada, fique suficientemente aderente à base.
- Constância de volume durante a presa e endurecimento - As variações deverão ser as mínimas possíveis.
- Resistência química - Sob o ponto de vista química, deve ser indecomponível devendo resistir bem às águas agressivas e aos agentes atmosféricos.
Embora a resistência à compressão seja a propriedade mais importante, em certos casos outras propriedades como a impermeabilidade, podem vir a ter mais interesse. Geralmente verificamos que uma argamassa que apresente grande resistência à compressão ela também satisfaz às outras propriedades. Estas propriedades dependem dos seguintes factores:
a) Qualidade e dosagem do ligante na argamassa. b) Quantidade de água de amassadura.
O volume de água depende principalmente da finura da areia e da quantidade do ligante (mais ligante exige mais água). Esta quantidade de água tem grande influência não só na resistência à compressão como na impermeabilidade, pois que quanto maior for a quantidade de água, maior será o número de vazios existentes e por consequência menor resistência à compressão e menor impermeabilidade.
c) Natureza, qualidade e composição granulométrica do material inerte. d) Cuidados de fabrico, condições de aplicações em obra e sua conservação.
Quando uma argamassa é colocada obra, deve ser bem apertada colher ou vibrada, pois assim terá maior compacidade (diminuição do número de vazios).
Argamassas: Propriedades e características
Pág. 4
2. RESISTÊNCIA À COMPRESSÃO Esta resistência depende de múltiplos factores, em particular:
- Da qualidade e dosagem do ligante - Da quantidade da água de amassadura - Da composição granulométrica da natureza e da resistência ao esmagamento da
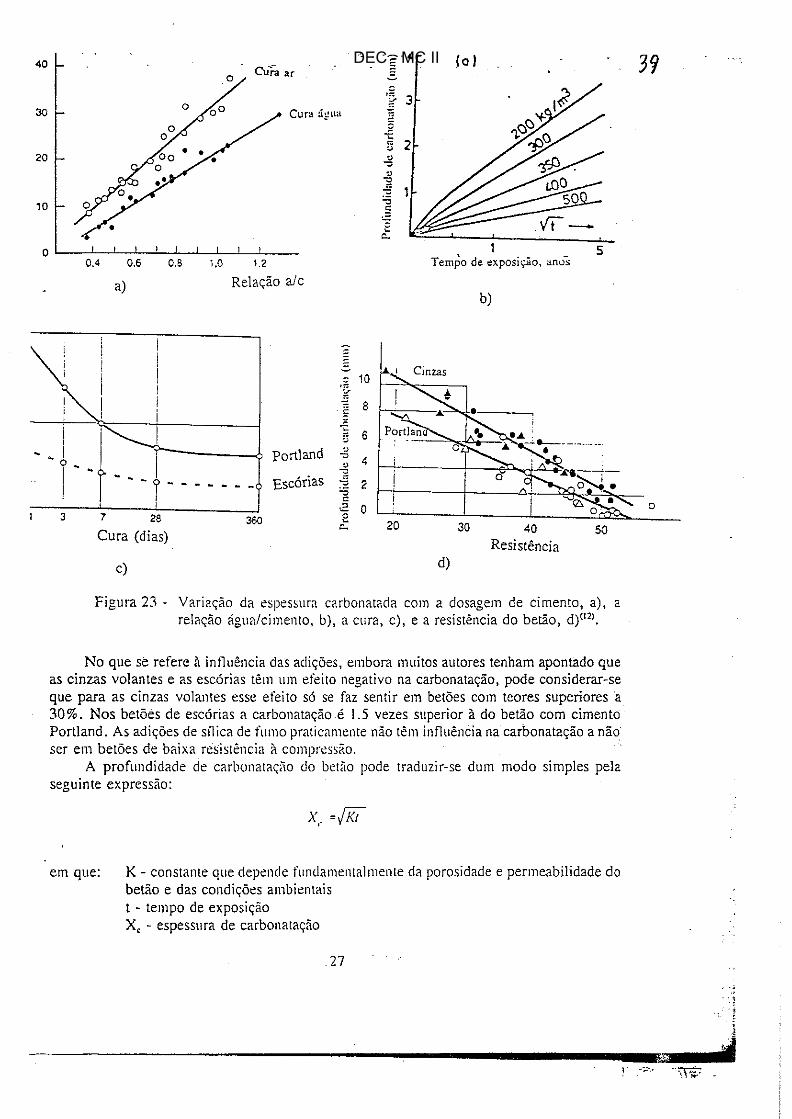
areia. Dos numerosos investigadores que quiseram traduzir em fórmulas as influências dos factores acima citados, são entre eles os mais conhecidos FERET e BOLOMEY. As fórmulas por eles estabelecidas, dão-nos o valor da resistência à compressão no tempo, em função dos constituintes da argamassa. 3. IMPERMEABILIDADE A impermeabilidade de uma argamassa é a propriedade que esta de não se deixar atravessar por um líquido em pressão, sendo tanta maior, quanto menores forem os diâmetros dos poros. É uma qualidade que em certas relações tem uma importância primária. A impermeabilidade de uma argamassa está relacionada com a compacidade e esta com o número de vazios existentes, pois quanto menor for o número de vazios existente, maior será a compacidade e maior será a impermeabilidade. Não podemos no entanto confundir a compacidade com a impermeabilidade, pois pode acontecer que uma argamassa tenha um mínimo de vazios e por conseguinte um máximo de compacidade e porém existirem fissuras que fazem com que a argamassa não seja impermeável. Dum modo geral podemos dizer que aumentando a compacidade, aumenta a impermeabilidade, por conseguinte, uma forte compacidade arrasta uma boa impermeabilidade, mas o inverso não é necessariamente verdadeiro. Nota-se que com o tempo, a argamassa se torna mais compacta e subsequentemente que a impermeabilidade se toma maior. Pode explicar-se a existência deste facto por três razoes:
- A partir de certa altura, a cal existente no cimento da argamassa pode carbonatar-se quando em presença do CO2 da atmosfera e formar uma camada protectora.
- Pode ainda acontecer que a água das chuvas transporte substâncias dissolvidas que se vão depositar nos poros da argamassa e os colmatem.
- A explicação mais verosímil será a que se refere ao facto de a argamassa se comportar com uma substância coloidal (gel) e portanto quando exposta à humidade, inchar.
As razoes pelas quais uma argamassa não é impermeável são as seguintes:
Argamassas: Propriedades e características
Pág. 5
- Ela não está repleta, isto quer dizer que todos os vazios que existem entre os grãos de areia não são preenchidos pela pasta de cimento, portanto a água pode atravessar através dos interstícios.
- A pasta do cimento está em quantidade suficiente, mas ela e porosa ou não adere perfeitamente aos grãos de areia.
Como a impermeabilidade da argamassa está relacionado com a compacidade, a melhor maneira de termos uma argamassa impermeável, será no caso geral, fazer com que ela tenha um mínimo de vazios possível, e por conseguinte, para realizar a impermeabilidade das argamassas, aumenta-se a sua compacidade; para isso terá que usar-se certos produtos chamados hidrófugos, até porque com uma percentagem maior de cimento na argamassa, a retracção do cimento provoca a fendilhação da argamassa.
Existem dois tipos de produtos hidrófugos:
Hidrófugos de superfície Hidrófugos de massa
3.1. Hidrófugos de Superfície São constituídos por camadas que se aplicam sobre a superfície de argamassa e a impermeabiliza. Deverão estes hidrófugos verificar as seguintes condições:
1. Serem muito aderentes e por conseguinte ligeiramente penetrantes nos capilares da superfície a revestir.
2. Serem quimicamente resistentes às águas de contacto e possuírem uma resistência suficiente ao desgaste.
3. Não atacarem quimicamente os constituintes da argamassa e não serem atacados por eles.
4. Constituírem eles mesmos uma camada impermeável, serem desprovidos de fragilidade e terem um envelhecimento o mais lento possível.
Como exemplos destes produtos temos: - Parafina, cera, emulsões asfálticas que vão colmatar os poros da argamassa; - Produtos protectores que são aplicados sobre a superfície da argamassa, como as tintas plásticas e certas emulsões betuminosas como por exemplo FLINTKOTE produto lançado pela SHELL; - Produtos que por reacções químicas com os elementos da argamassa colmatam os seus poros, como sejam os silicatos e flúor-silicatos de magnésio, zinco e alumínio. 3.2. Hidrófugos de massa Os hidrófugos de massa são produtos que se incorporam na argamassa para lhe aumentar a compacidade; uns agitam-se mecanicamente e outros quimicamente.
Argamassas: Propriedades e características
Pág. 6
São utilizados no caso de ser feita uma argamassa com uma percentagem insuficiente de cimento ou uma areia defeituosa sob o ponto de vista granulométrico (claro que mesmo nas melhores condições de percentagem de cimento e areia, bem calibrada granulometricamente, os hidrófugos de massa aumentam a compacidade). Dos hidrófugos de massa temos os seguintes:
- Pós inertes, como seja a sílica moída (diatomite moída) sendo adicionadas a argamassas pelo menos 300 Kg de cimento, na percentagem de 5%, misturando-as primeiro a seco.
- Pós activos, que reagem com os constituintes do cimento (cal e pozolana). - Outros produtos como sejam certos colóides extraídos das algas marinhas,
substâncias gordas, sabões, cloreto de sódio, estearatos (que repelem a água), certos hidrocarbonetos, silicatos e fluorsilicatos.
- Dos produtos comerciais mais conhecidos citamos por exemplo, MELITOL, SIKA, TRICOSOL, NEODON, HIGROMETON, etc.
Um bom hidrófugo não deve influir sobre a resistência mecânica da argamassa, mas a maior parte destes produtos influem mais ou menos na resistência mecânica da argamassa excepção da pozolana pelo que nem sempre podem ser utilizados. Eles só serão aplicados como último recurso pelo facto de a areia que temos para utilizar ser má e portanto a argamassa vir realmente porosa, ou quando a resistência à compressão não for um elemento necessário e só interessar a impermeabilidade da argamassa. Porém isto não implica que não exista produtos eficazes e de eficácia durável em certas circunstancias, mas é raro o problema da impermeabilidade ser inteiramente resolvida pêlos vários produtos que se misturam com a argamassa no momento da sua preparação. O princípio geral da acção dos produtos hidrófugos, é igualmente o mesmo apesar de os produtos serem variados:
- A absorção duma solução cristalina ou coloidal, de uma emulsão apropriada, seguida de precipitação (floculação) no seio da massa, de compostos insolúveis que provocam a obturação dos poros capilares da argamassa.
3.3. Conclusão O ideal para obter uma argamassa com um máximo de impermeabilidade, será escolher para a sua preparação uma areia granulométricamente bem calibrada e com um máximo de compacidade, e a aplicação da argamassa na obra ser feita com um certo aperto de modo a reduzir o número de vazios. Para melhorar em seguida as condições de impermeabilidade, é preferível usar uma impermeabilização de superfície.
Argamassas: Propriedades e características
Pág. 7
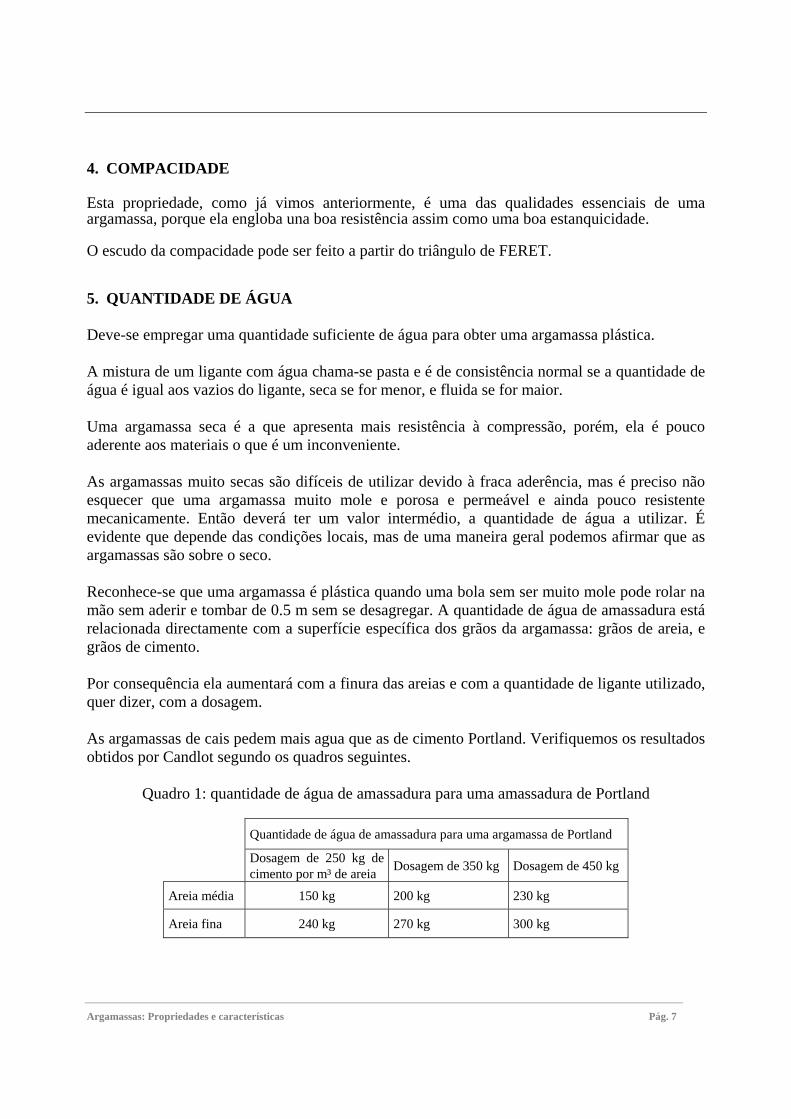
4. COMPACIDADE Esta propriedade, como já vimos anteriormente, é uma das qualidades essenciais de uma argamassa, porque ela engloba una boa resistência assim como uma boa estanquicidade. O escudo da compacidade pode ser feito a partir do triângulo de FERET. 5. QUANTIDADE DE ÁGUA Deve-se empregar uma quantidade suficiente de água para obter uma argamassa plástica. A mistura de um ligante com água chama-se pasta e é de consistência normal se a quantidade de água é igual aos vazios do ligante, seca se for menor, e fluida se for maior. Uma argamassa seca é a que apresenta mais resistência à compressão, porém, ela é pouco aderente aos materiais o que é um inconveniente. As argamassas muito secas são difíceis de utilizar devido à fraca aderência, mas é preciso não esquecer que uma argamassa muito mole e porosa e permeável e ainda pouco resistente mecanicamente. Então deverá ter um valor intermédio, a quantidade de água a utilizar. É evidente que depende das condições locais, mas de uma maneira geral podemos afirmar que as argamassas são sobre o seco. Reconhece-se que uma argamassa é plástica quando uma bola sem ser muito mole pode rolar na mão sem aderir e tombar de 0.5 m sem se desagregar. A quantidade de água de amassadura está relacionada directamente com a superfície específica dos grãos da argamassa: grãos de areia, e grãos de cimento. Por consequência ela aumentará com a finura das areias e com a quantidade de ligante utilizado, quer dizer, com a dosagem. As argamassas de cais pedem mais agua que as de cimento Portland. Verifiquemos os resultados obtidos por Candlot segundo os quadros seguintes.
Quadro 1: quantidade de água de amassadura para uma amassadura de Portland
Quantidade de água de amassadura para uma argamassa de Portland Dosagem de 250 kg de
cimento por m³ de areia Dosagem de 350 kg Dosagem de 450 kg
Areia média 150 kg 200 kg 230 kg
Areia fina 240 kg 270 kg 300 kg
Argamassas: Propriedades e características
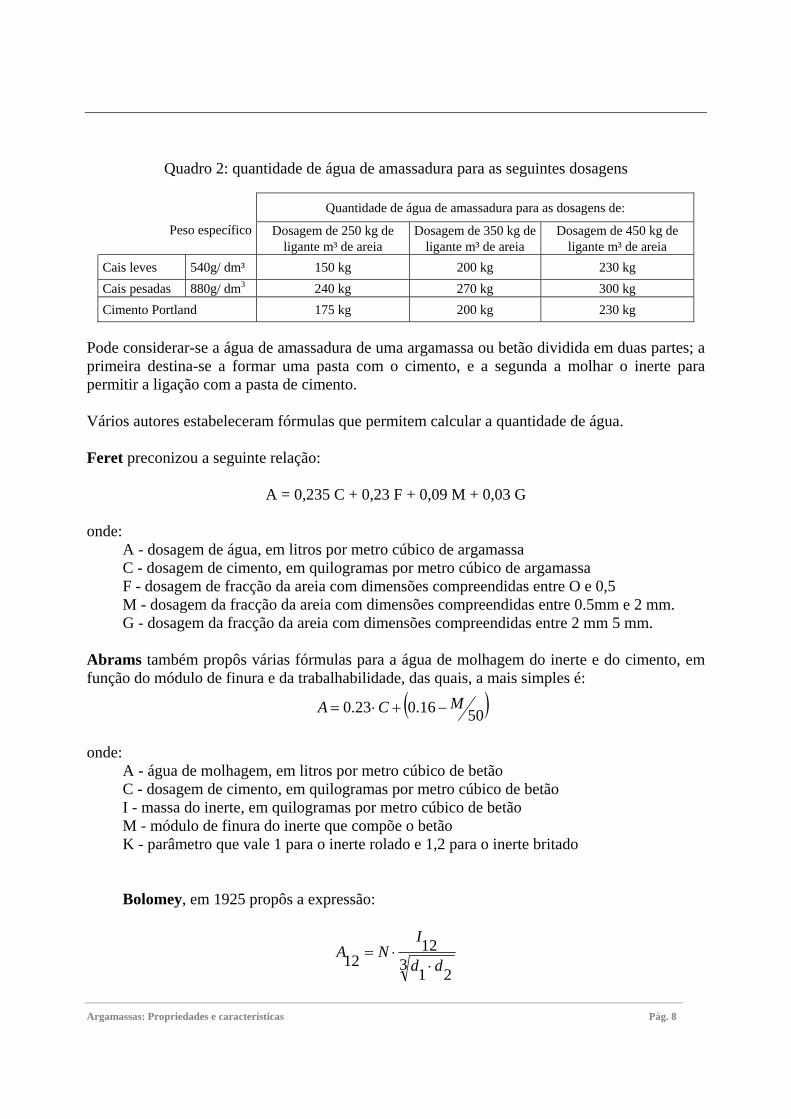
Quadro 2: quantidade de água de amassadura para as seguintes dosagens
Quantidade de água de amassadura para as dosagens de:
Peso específico
Dosagem de 250 kg de ligante m³ de areia
Dosagem de 350 kg de ligante m³ de areia
Dosagem de 450 kg de ligante m³ de areia
Cais leves 540g/ dm³ 150 kg 200 kg 230 kg Cais pesadas 880g/ dm3 240 kg 270 kg 300 kg Cimento Portland 175 kg 200 kg 230 kg
Pode considerar-se a água de amassadura de uma argamassa ou betão dividida em duas partes; a primeira destina-se a formar uma pasta com o cimento, e a segunda a molhar o inerte para permitir a ligação com a pasta de cimento. Vários autores estabeleceram fórmulas que permitem calcular a quantidade de água. Feret preconizou a seguinte relação:
A = 0,235 C + 0,23 F + 0,09 M + 0,03 G onde:
A - dosagem de água, em litros por metro cúbico de argamassa C - dosagem de cimento, em quilogramas por metro cúbico de argamassa F - dosagem de fracção da areia com dimensões compreendidas entre O e 0,5 M - dosagem da fracção da areia com dimensões compreendidas entre 0.5mm e 2 mm. G - dosagem da fracção da areia com dimensões compreendidas entre 2 mm 5 mm.
Abrams também propôs várias fórmulas para a água de molhagem do inerte e do cimento, em função do módulo de finura e da trabalhabilidade, das quais, a mais simples é:
( )5016.023.0 MCA −+⋅=
onde:
A - água de molhagem, em litros por metro cúbico de betão C - dosagem de cimento, em quilogramas por metro cúbico de betão I - massa do inerte, em quilogramas por metro cúbico de betão M - módulo de finura do inerte que compõe o betão K - parâmetro que vale 1 para o inerte rolado e 1,2 para o inerte britado
Bolomey, em 1925 propôs a expressão:
3 21
1212 dd
INA
⋅⋅=
Pág. 8
Argamassas: Propriedades e características
Pág. 9
onde: A12 - volume de água de molhagem, em litros, da fracção do inerte com partículas compreendidas entre d1 e d2. I12 - massa da fracção do inerte considerada, em quilogramas. d1 e d2 - máxima e mínima dimensão da fracção do inerte, em milímetros. N - coeficiente variável com a massa volúmica da rocha, rugosidade da superfície, forma das partículas e trabalhabilidade.
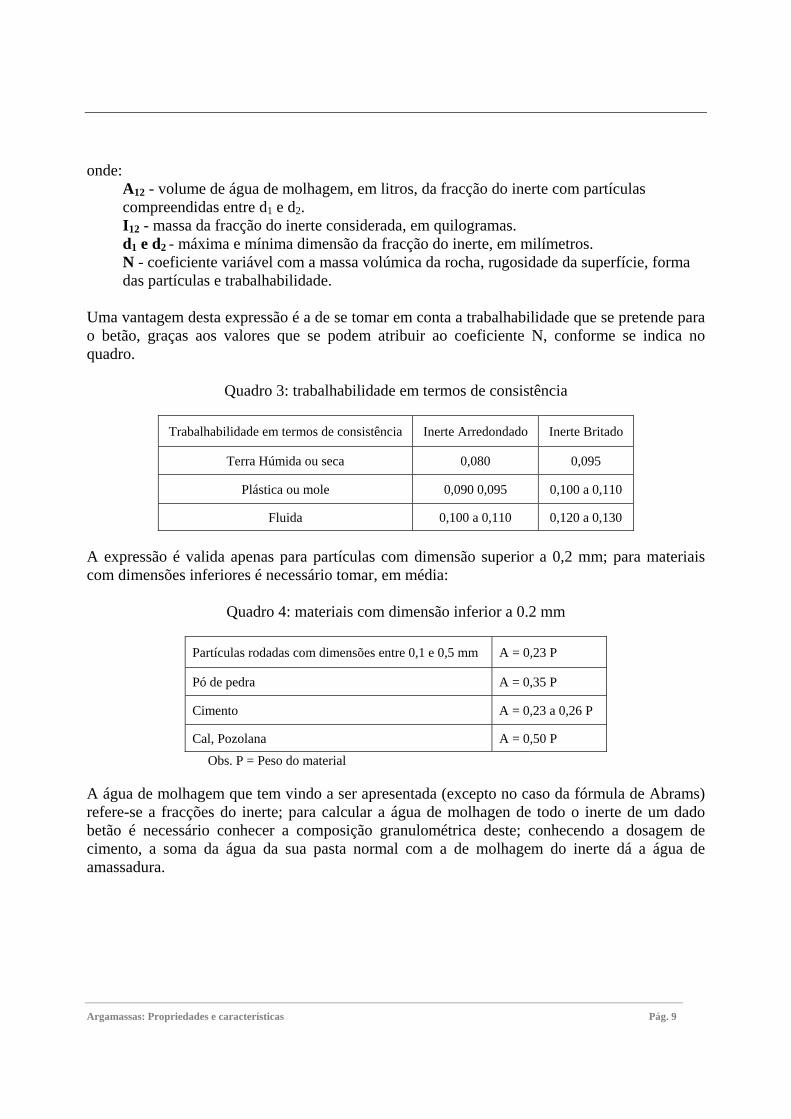
Uma vantagem desta expressão é a de se tomar em conta a trabalhabilidade que se pretende para o betão, graças aos valores que se podem atribuir ao coeficiente N, conforme se indica no quadro.
Quadro 3: trabalhabilidade em termos de consistência
Trabalhabilidade em termos de consistência Inerte Arredondado Inerte Britado
Terra Húmida ou seca 0,080 0,095
Plástica ou mole 0,090 0,095 0,100 a 0,110
Fluida 0,100 a 0,110 0,120 a 0,130
A expressão é valida apenas para partículas com dimensão superior a 0,2 mm; para materiais com dimensões inferiores é necessário tomar, em média:
Quadro 4: materiais com dimensão inferior a 0.2 mm
Partículas rodadas com dimensões entre 0,1 e 0,5 mm A = 0,23 P
Pó de pedra A = 0,35 P
Cimento A = 0,23 a 0,26 P
Cal, Pozolana A = 0,50 P
Obs. P = Peso do material
A água de molhagem que tem vindo a ser apresentada (excepto no caso da fórmula de Abrams) refere-se a fracções do inerte; para calcular a água de molhagen de todo o inerte de um dado betão é necessário conhecer a composição granulométrica deste; conhecendo a dosagem de cimento, a soma da água da sua pasta normal com a de molhagem do inerte dá a água de amassadura.

Argamassas: Propriedades e características
6. DOSAGEM DE CIMEMTO Para que uma argamassa tenha um máximo de compacidade, devemos preencher todos os vazios com cimento; para este caso, o emprego de uma areia com boa granulometria é essencial. Vamos então determinar a quantidade de cimento a usar com uma certa quantidade de areia de que dispomos para obter uma boa argamassa. O volume de vazios de areia é dado por: υ
Creal
ap −=−= 11γ
γυ
apγ - peso específico aparente da areia realγ -peso especifico real da areia
sendo
real
apCγ
γ=
que representa a compacidade.
Sendo o volume total de areia unitário igual a:
rVVrVVV −=→+−= 11
em que Vr é o volume real do material.
Sendo P o peso desse volume unitário de areia, temos:
real
PVγ
−=1
Como P é igual a 1 . apγ finalmente teremos:
real
apVγ
γ−=1
Supondo todos os vazios da areia preenchidos por cimento e água temos que:
real
apacVγ
γ−=+= 1
Como o peso específico do cimento é aproximadamente igual a 3,10 o volume de cimento em função do seu peso será:
10.3Cc =
Pág. 10

Argamassas: Propriedades e características
Por outro lado o peso da água que se utiliza na preparação da argamassa é de cerca de 50% do peso de cimento; atendendo a que a densidade da água é igual a 1, vem:
Ca ⋅= 50.0 e será então:
CC
real
ap ⋅+=− 50.010.3
1γ
γ
Por meio desta fórmula, calculamos então a quantidade C, em peso de cimento a usar. Como é preciso não só preencher os vazios como também que o cimento envolva totalmente os grãos de areia, devemos usar mais cerca de 10% de cimento.
Pág. 11
Argamassas: Propriedades e características
7. RENDIMENTO DUMA ARGAMASSA Define-se rendimento de uma argamassa )(η da seguinte forma:
utilizadaareiadevolumeobtidaamassadevolume
⋅⋅⋅⋅⋅⋅
=argη
Quando se mistura 1m³ de areia com cimento (em dosagens não muito elevadas) e água, o volume final em geral é menor que 1m³, embora à priori nos leve a pensar que esse volume é superior a 1m³. A explicação deste factor é a seguinte: O cimento e a água actuam como lubrificante, dando-se um assentamento de areia por modificação do ângulo de atrito entre os seus grãos. Quando a dosagem do cimento se torna maior, o valor do rendimento vai aumentando e pode começar a ser maior que 1m³. Isto ocorre para dosagens à volta de 500 Kg/m³. Para dosagens fracas, para o cimento Portland é:
88.0=η a 0.92 Estes valores implicam-se pelo efeito do lubrificante do ligante, ao movimento dos grãos dando lugar a uma melhor disposição do material inerte de que resulta uma diminuição dos vazios, e portanto, do volume aparente da argamassa. Para dosagens fortes, o n é:
10.1=η a 1.15 Neste caso há que contar com o volume do ligante que superará a diminuição de volume resultante de uma melhor disposição do inerte. Assim temos alguns valores:
250 kg/m³ n = 0,90 500 kg/m³ n = 1 650 kg/m³ n = 1,05
Para as cais hidráulicas os valores são os seguintes:
Cais leves 250 kg/m³ a 350 kg/m³ n = 0,91 a 1,07 Cais pesadas 250 kg/m³ a 550 kg/m³ n = 0,90 a 1,10
Nas argamassas de cais não é útil ultrapassar a dosagem normal em cal pois a argamassa não deve perder a resistência. Nas argamassas de cimento, ao contrario, as fortes dosagens dão as melhores argamassas, o cimento empregado fornece uma argamassa mais resistente do que se mistura com aditivos.
Pág. 12
Argamassas: Propriedades e características
Pág. 13
8. ADERÊNCIA DAS ARGAMASSAS Sob o ponto de vista da aderência, interessam as argamassas com bastante água. No entanto, esta em excesso, prejudica a resistência. Quando se aplicam as argamassas sobre pedras, deve molhar-se previamente a pedra, pois esta absorve água por higroscopicidade e facilita-se assim a aderência, evitando que a pedra vá buscar água da argamassa que podia fazer falta para a hidratação do ligante. Para os tijolos, geralmente mergulham-se em água, pois que assim o tijolo fica saturado de água e não rouba por conseguinte, a água à argamassa (o tijolo e um material muito poroso e pode absorver até 12% do seu peso em água). Uma das condições também essenciais para que a argamassa adira bem às pedras é que estas estejam limpas. O cimento Portland adere melhor do que os cimentos prontos e cais. As areias (2/3 grossa, 1/3 fina) conduzem a uma melhor resistência para uma argamassa como já foi dito, mas também conduzem igualmente a uma melhor aderência. As argamassas a que corresponde uma melhor resistência, são por conseguinte, também melhores sob o ponto de vista de aderência.
Argamassas: Propriedades e características
9. RETRACÇÃO DA ARGAMASSA A presa e o endurecimento dos ligantes, argamassas e betões, provocam mudanças de volume, e é a este fenómeno que se chama retracção. Esta retracção propriamente dita, junta-se um outro fenómeno dominado cedência, que é relativa às deformações sobre argamassas e betões sob cargas. A retracção e a cedência, são a base principal de um grande mero de fissuras constatadas nas construções. Quando as argamassas, são muito ricas tornam-se, além de pouco económicas, perigosas por causa da retracção, pois a retracção duma pasta de cimento é da ordem de:
1 : 1000 ou 2 : 1000 (ou seja 1 m tem uma retracção de 1 mm)
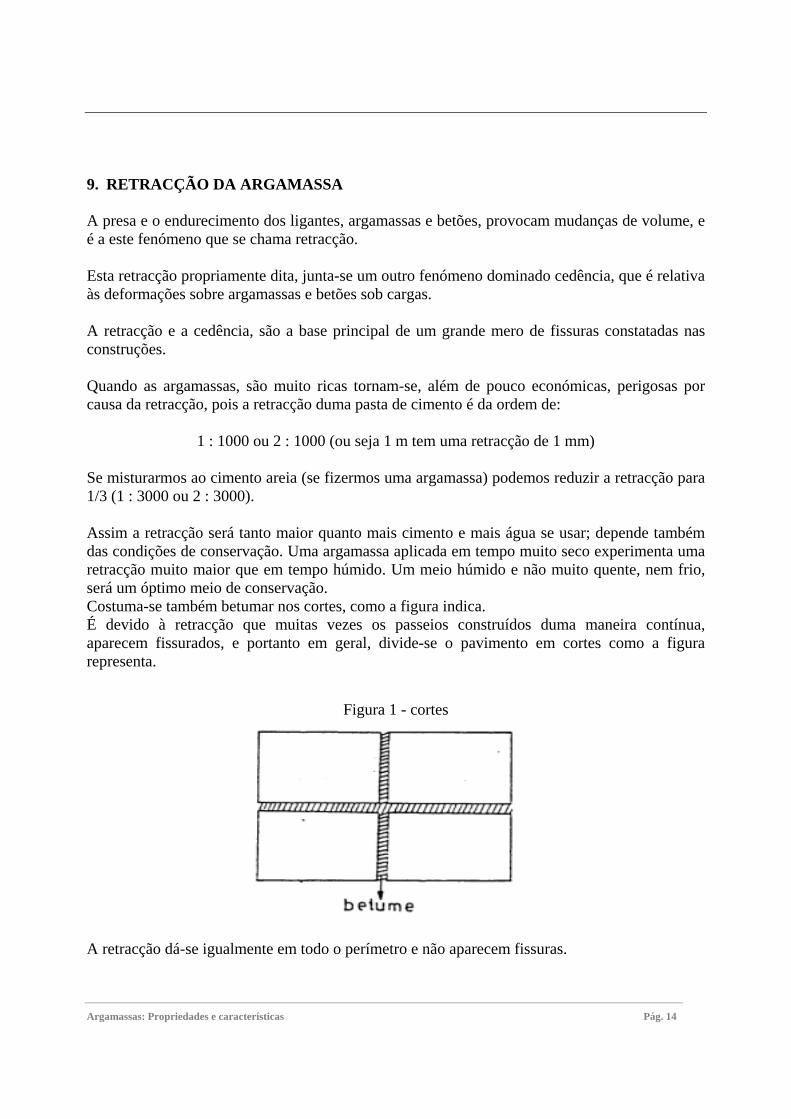
Se misturarmos ao cimento areia (se fizermos uma argamassa) podemos reduzir a retracção para 1/3 (1 : 3000 ou 2 : 3000). Assim a retracção será tanto maior quanto mais cimento e mais água se usar; depende também das condições de conservação. Uma argamassa aplicada em tempo muito seco experimenta uma retracção muito maior que em tempo húmido. Um meio húmido e não muito quente, nem frio, será um óptimo meio de conservação. Costuma-se também betumar nos cortes, como a figura indica. É devido à retracção que muitas vezes os passeios construídos duma maneira contínua, aparecem fissurados, e portanto em geral, divide-se o pavimento em cortes como a figura representa.
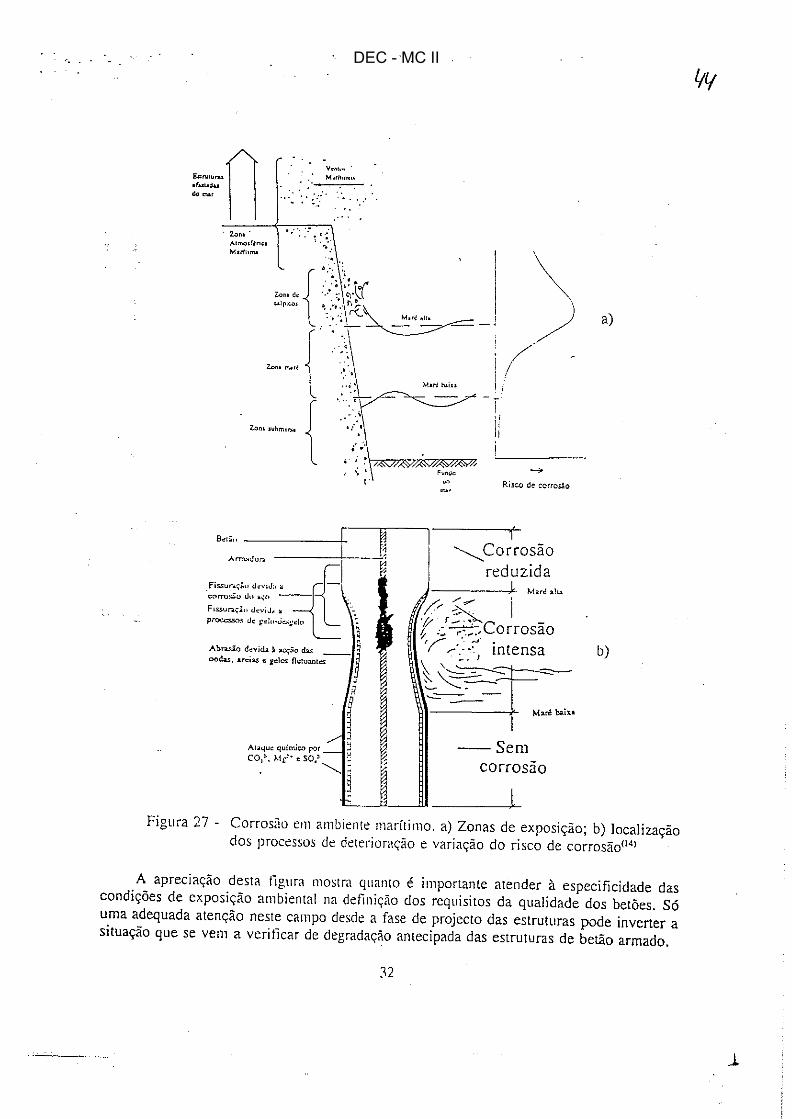
Figura 1 - cortes A retracção dá-se igualmente em todo o perímetro e não aparecem fissuras.
Pág. 14
Argamassas: Propriedades e características
Pág. 15
10. DECOMPOSIÇÃO DAS ARGAMASSAS Esta questão é extremamente vasta, mas debruçar-nos-emos apenas sobre um capítulo particular: a) Acção das águas agressivas (este capítulo será tratado adiante no capítulo das águas). b) Acção do tempo. O calor acelera a presa e o endurecimento das argamassas e por conseguinte, o frio retarda-as, podendo mesmo interrompe-las. O sol e o vento dissecam as argamassas, e têm por fim fazer evaporar uma parte da água necessária à hidratação do cimento. Assim também as alvenarias que acabam de ser executadas, devem durante os primeiros dias ser protegidas contra uma evaporação demasiado rápida, com a ajuda de meios apropriados; esta operação toma o nome de cura de argamassa. Para os cimentos de escórias e cimentos pozolânicos, a cura deve ser mais prolongada. A congelação é extremamente perigosa; com efeito uma argamassa que contém água em estado livre, esta água é susceptível de gelar (sabe-se que a transformação da água em gelo se efectua sempre com acréscimo de volume). Por vezes a expansão do gelo desagrega a argamassa e deteriora a construção. Nós devemos portanto garantir as alvenarias frescas contra as geladas acidentalmente, e mais, não utilizar areia gelada. Para trabalhar em alvenaria em tempo frio faz-se juntar um produto anti-congelante. o mais conhecido é o cloreto de cálcio que se junta à razão de 2% do peso de cimento, podendo ser trabalhado até à temperatura de -5°C. Empregado em quantidade mais importante, o cloreto de cálcio tem um grave inconveniente que é o aumento considerável da retracção de uma argamassa; é por esta razão que na prática não devemos ultrapassar a percentagem de 2%.
Argamassas: Propriedades e características
Pág. 16
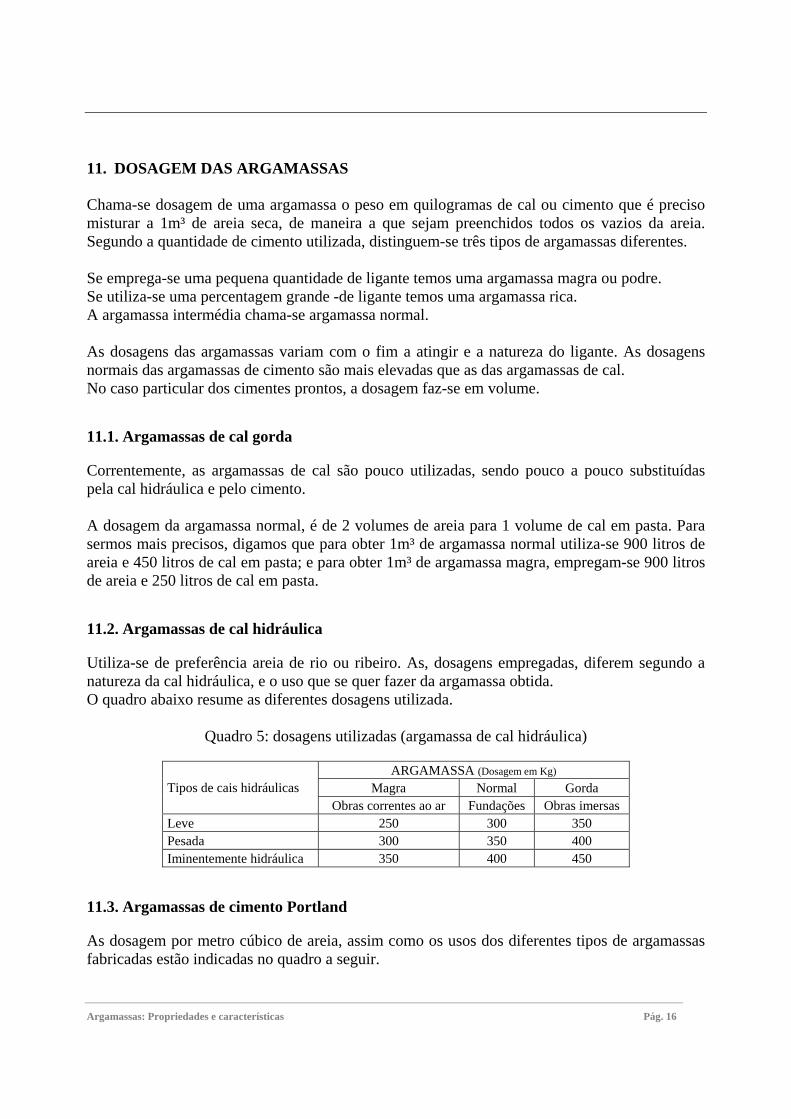
11. DOSAGEM DAS ARGAMASSAS Chama-se dosagem de uma argamassa o peso em quilogramas de cal ou cimento que é preciso misturar a 1m³ de areia seca, de maneira a que sejam preenchidos todos os vazios da areia. Segundo a quantidade de cimento utilizada, distinguem-se três tipos de argamassas diferentes. Se emprega-se uma pequena quantidade de ligante temos uma argamassa magra ou podre. Se utiliza-se uma percentagem grande -de ligante temos uma argamassa rica. A argamassa intermédia chama-se argamassa normal. As dosagens das argamassas variam com o fim a atingir e a natureza do ligante. As dosagens normais das argamassas de cimento são mais elevadas que as das argamassas de cal. No caso particular dos cimentes prontos, a dosagem faz-se em volume. 11.1. Argamassas de cal gorda Correntemente, as argamassas de cal são pouco utilizadas, sendo pouco a pouco substituídas pela cal hidráulica e pelo cimento. A dosagem da argamassa normal, é de 2 volumes de areia para 1 volume de cal em pasta. Para sermos mais precisos, digamos que para obter 1m³ de argamassa normal utiliza-se 900 litros de areia e 450 litros de cal em pasta; e para obter 1m³ de argamassa magra, empregam-se 900 litros de areia e 250 litros de cal em pasta. 11.2. Argamassas de cal hidráulica Utiliza-se de preferência areia de rio ou ribeiro. As, dosagens empregadas, diferem segundo a natureza da cal hidráulica, e o uso que se quer fazer da argamassa obtida. O quadro abaixo resume as diferentes dosagens utilizada.
Quadro 5: dosagens utilizadas (argamassa de cal hidráulica)
ARGAMASSA (Dosagem em Kg) Magra Normal Gorda Tipos de cais hidráulicas
Obras correntes ao ar Fundações Obras imersas Leve 250 300 350 Pesada 300 350 400 Iminentemente hidráulica 350 400 450
11.3. Argamassas de cimento Portland As dosagem por metro cúbico de areia, assim como os usos dos diferentes tipos de argamassas fabricadas estão indicadas no quadro a seguir.
Argamassas: Propriedades e características
Pág. 17
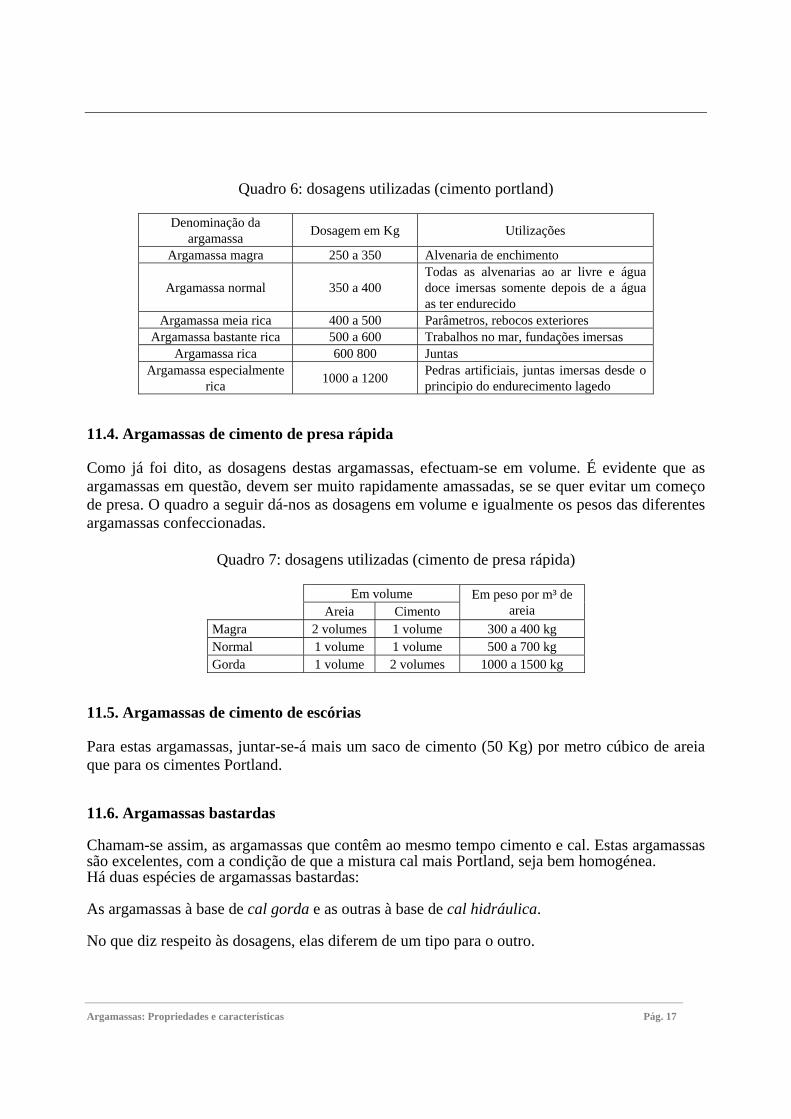
Quadro 6: dosagens utilizadas (cimento portland)
Denominação da
argamassa Dosagem em Kg Utilizações
Argamassa magra 250 a 350 Alvenaria de enchimento
Argamassa normal 350 a 400 Todas as alvenarias ao ar livre e água doce imersas somente depois de a água as ter endurecido
Argamassa meia rica 400 a 500 Parâmetros, rebocos exteriores Argamassa bastante rica 500 a 600 Trabalhos no mar, fundações imersas
Argamassa rica 600 800 Juntas Argamassa especialmente
rica 1000 a 1200 Pedras artificiais, juntas imersas desde o principio do endurecimento lagedo
11.4. Argamassas de cimento de presa rápida Como já foi dito, as dosagens destas argamassas, efectuam-se em volume. É evidente que as argamassas em questão, devem ser muito rapidamente amassadas, se se quer evitar um começo de presa. O quadro a seguir dá-nos as dosagens em volume e igualmente os pesos das diferentes argamassas confeccionadas.
Quadro 7: dosagens utilizadas (cimento de presa rápida)
Em volume Areia Cimento
Em peso por m³ de areia
Magra 2 volumes 1 volume 300 a 400 kg Normal 1 volume 1 volume 500 a 700 kg Gorda 1 volume 2 volumes 1000 a 1500 kg
11.5. Argamassas de cimento de escórias Para estas argamassas, juntar-se-á mais um saco de cimento (50 Kg) por metro cúbico de areia que para os cimentes Portland. 11.6. Argamassas bastardas Chamam-se assim, as argamassas que contêm ao mesmo tempo cimento e cal. Estas argamassas são excelentes, com a condição de que a mistura cal mais Portland, seja bem homogénea. Há duas espécies de argamassas bastardas: As argamassas à base de cal gorda e as outras à base de cal hidráulica. No que diz respeito às dosagens, elas diferem de um tipo para o outro.
Argamassas: Propriedades e características
Pág. 18
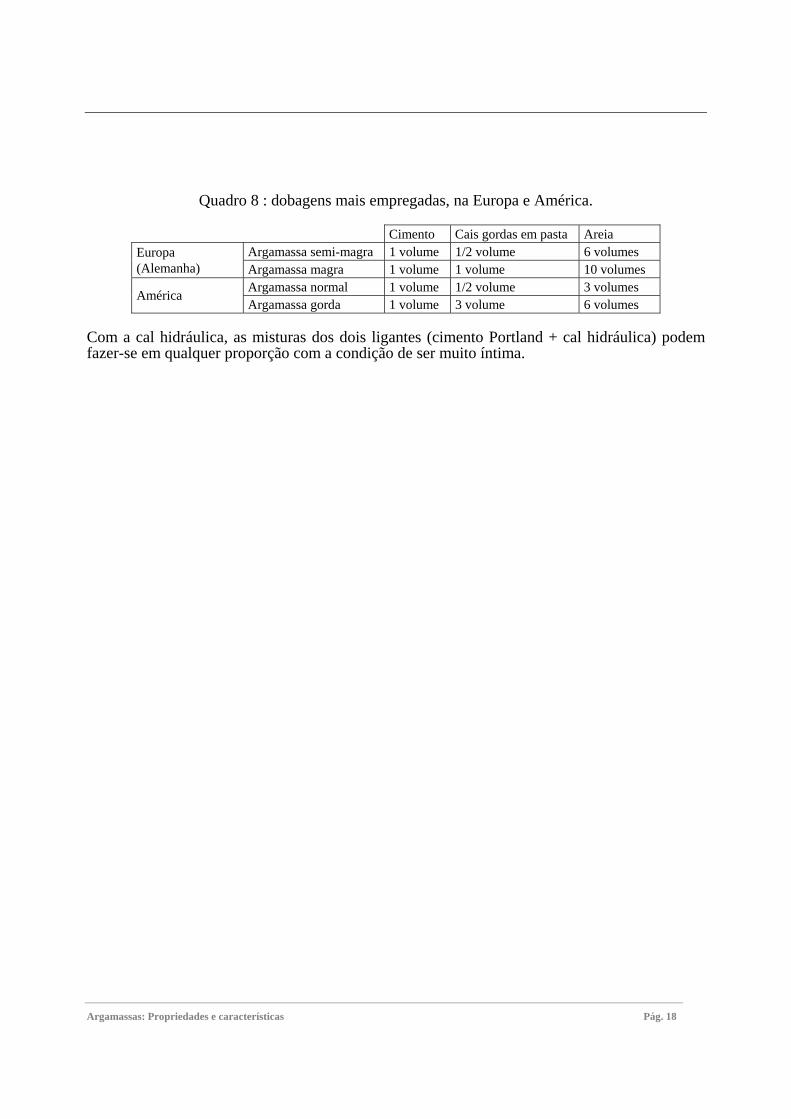
Quadro 8 : dobagens mais empregadas, na Europa e América.
Cimento Cais gordas em pasta Areia Argamassa semi-magra 1 volume 1/2 volume 6 volumes Europa
(Alemanha) Argamassa magra 1 volume 1 volume 10 volumes Argamassa normal 1 volume 1/2 volume 3 volumes América Argamassa gorda 1 volume 3 volume 6 volumes
Com a cal hidráulica, as misturas dos dois ligantes (cimento Portland + cal hidráulica) podem fazer-se em qualquer proporção com a condição de ser muito íntima.
Argamassas: Propriedades e características
Pág. 19
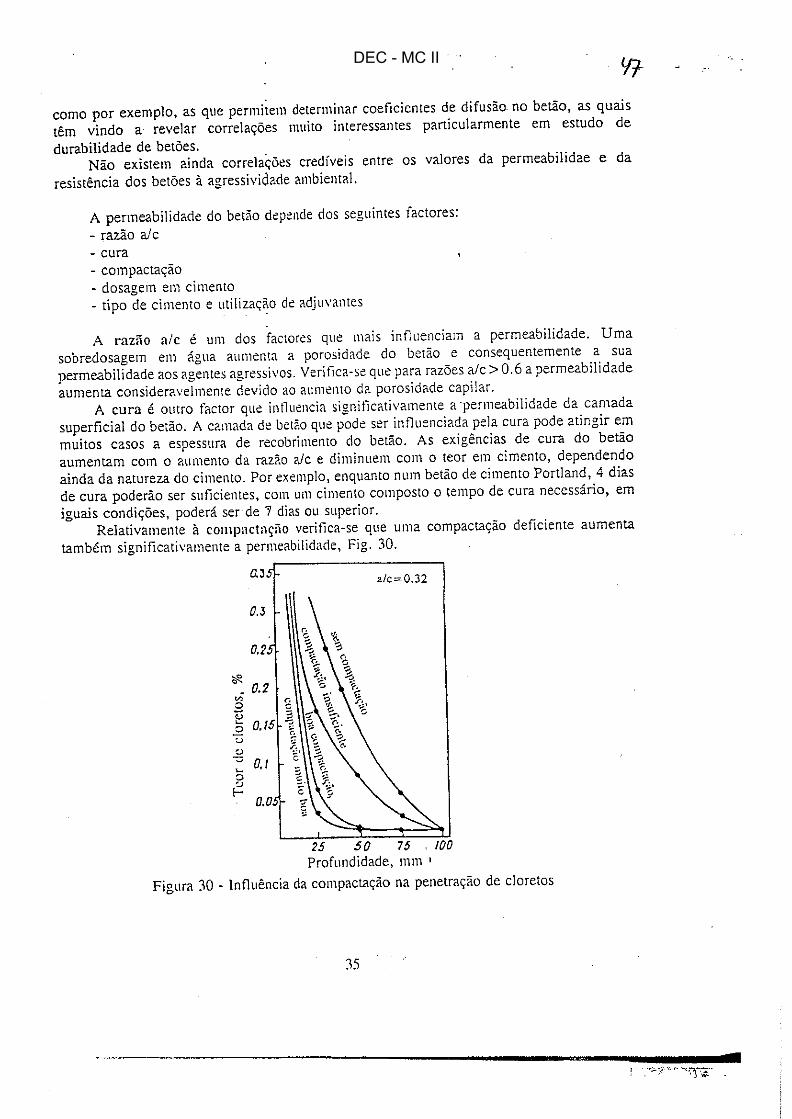
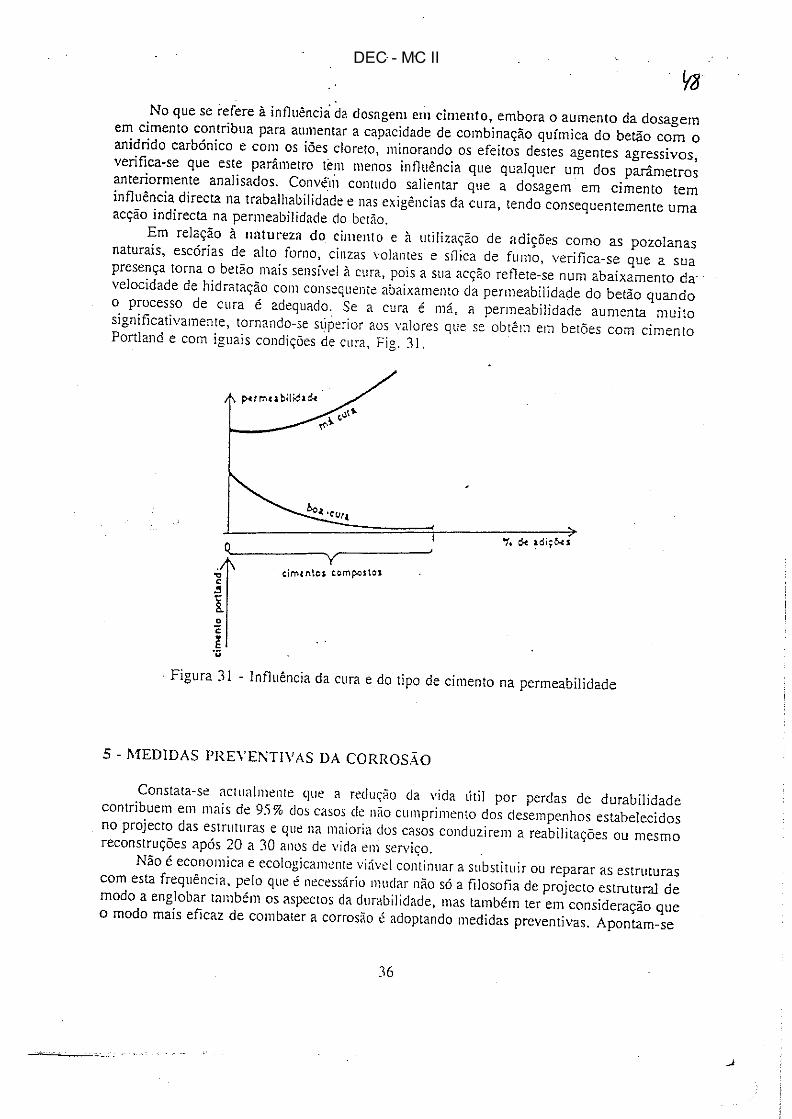
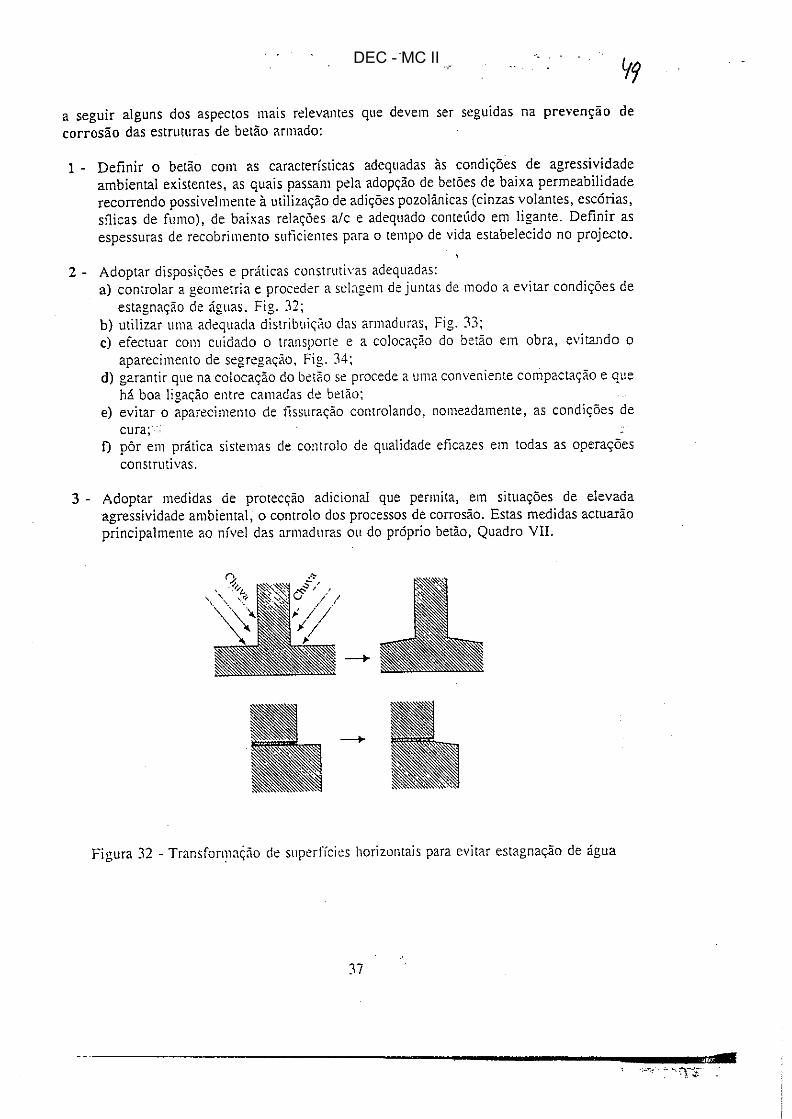
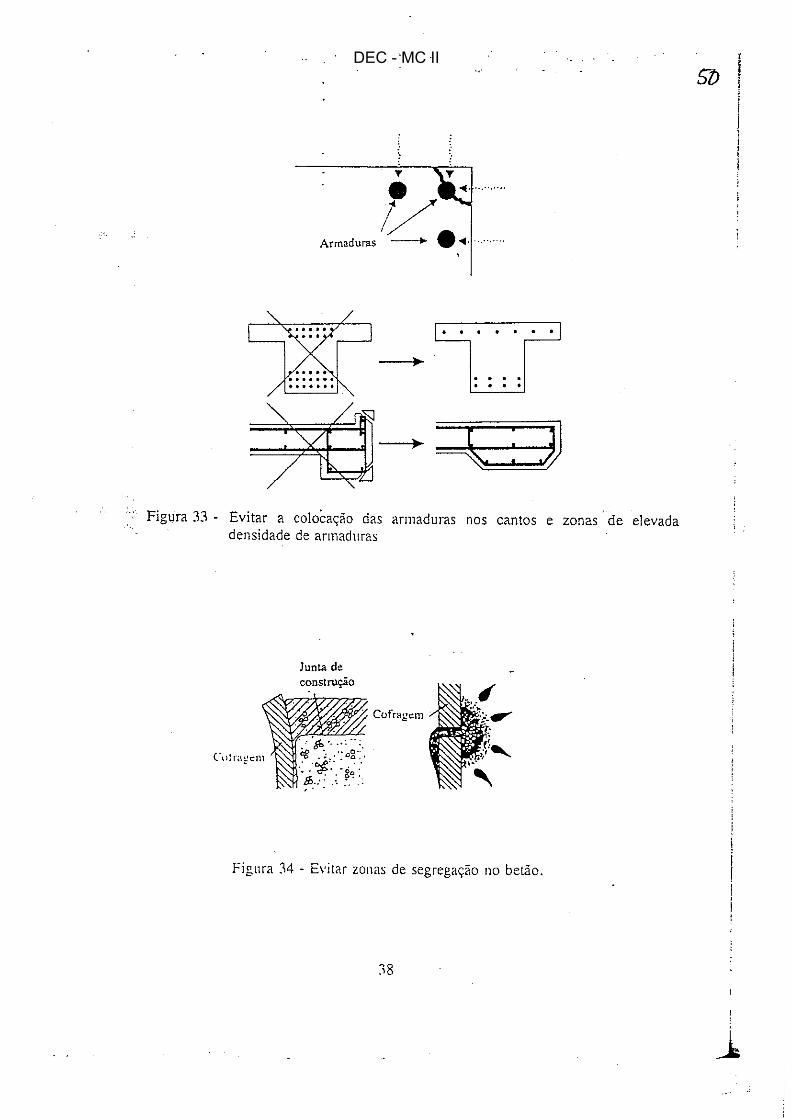
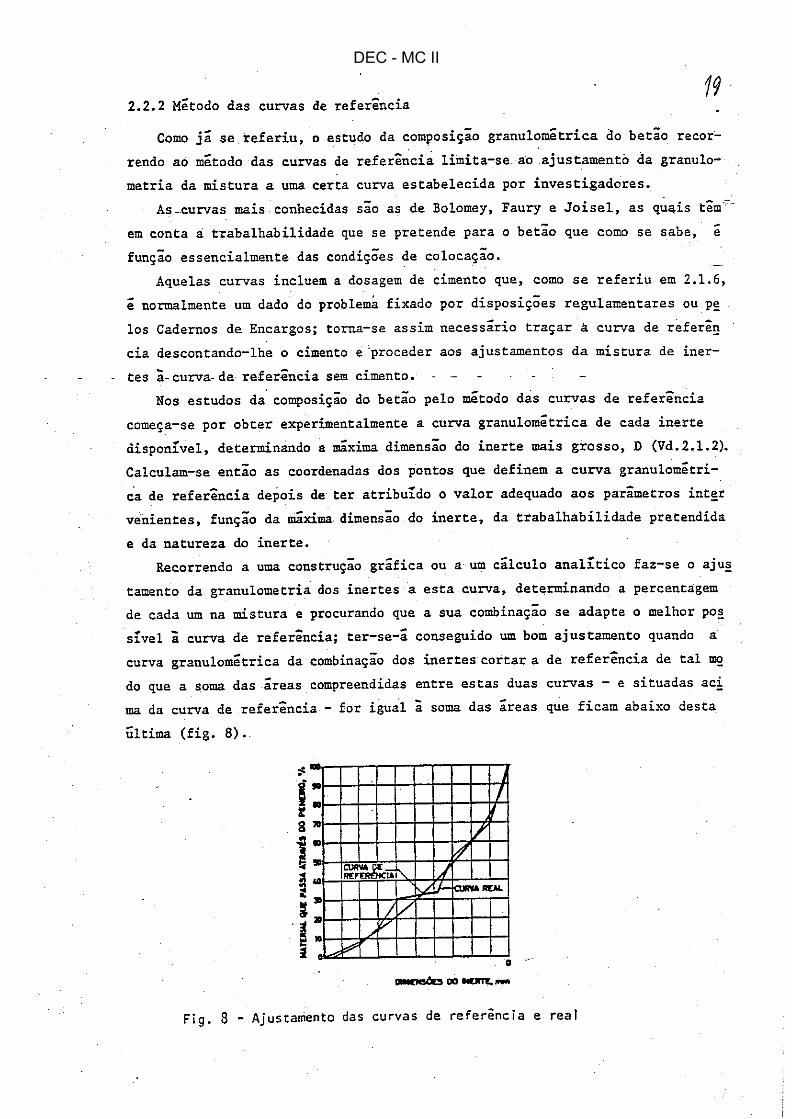
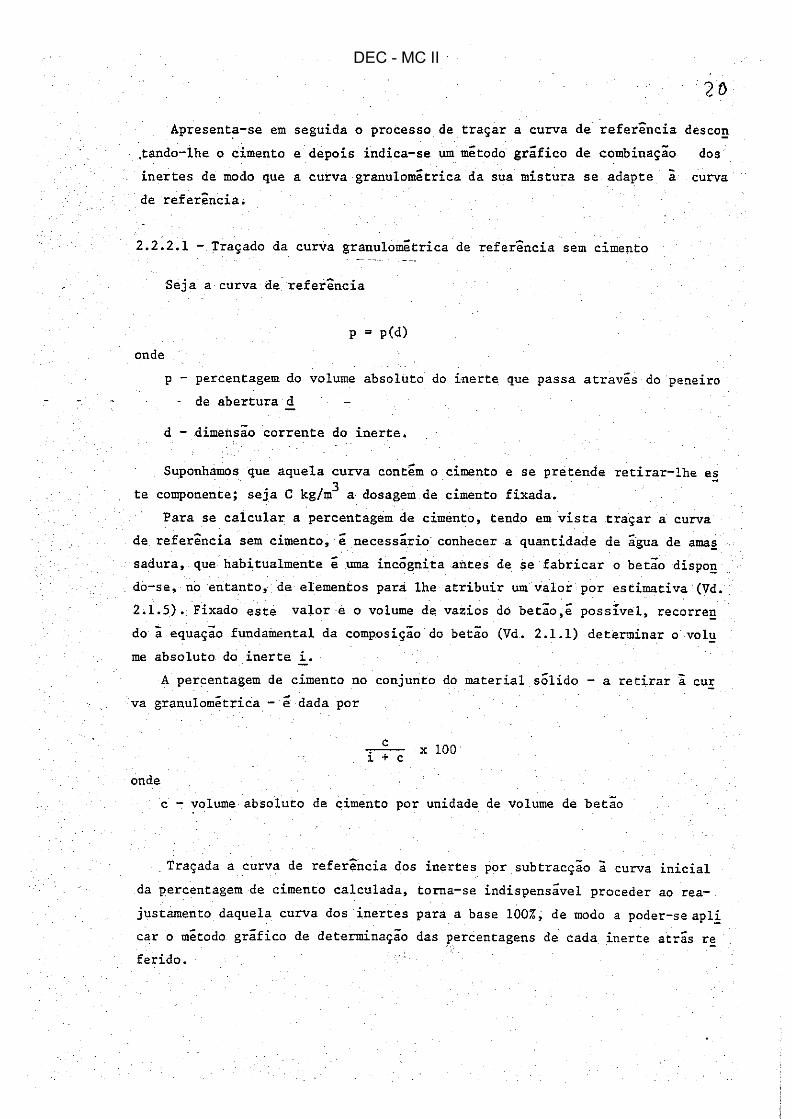
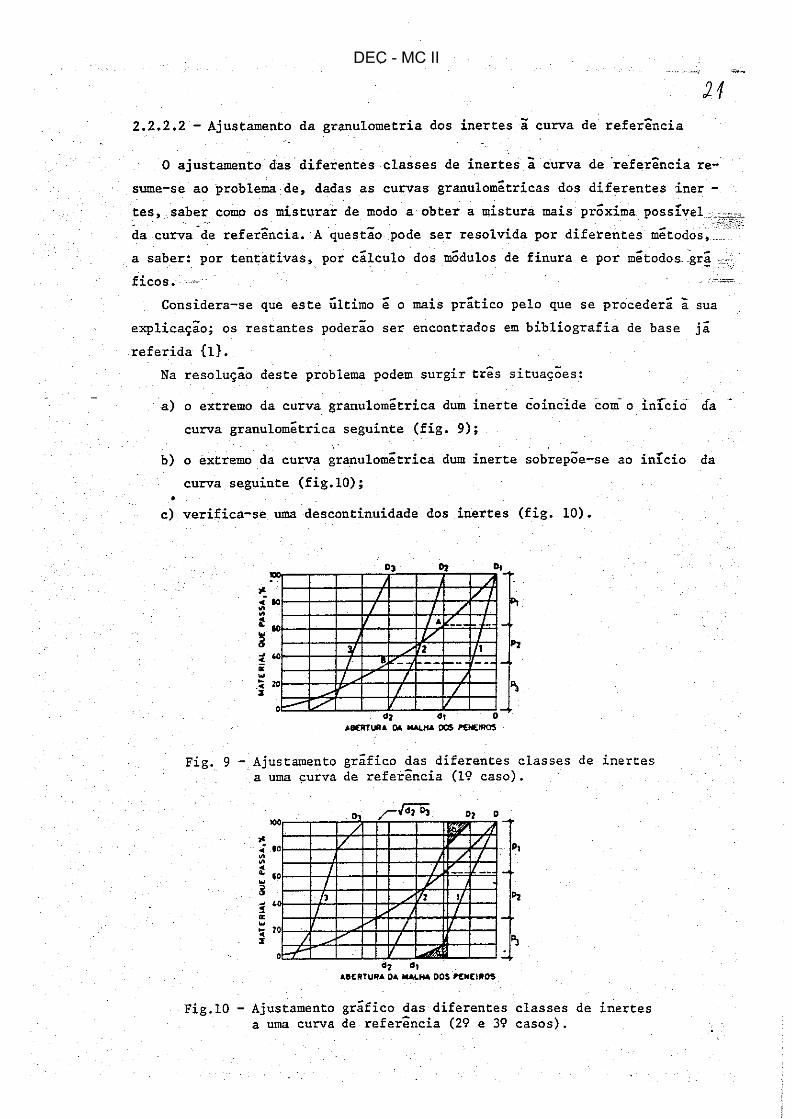
12. TRAÇOS DAS ARGAMASSAS Diz-se que o traço duma argamassa é 1 : n quando temos um volume de cimento para n volumes de areia. No entanto os traços variam conforme fim da sua aplicação, e assim temos: Rebocos exteriores: 1 : 5 utilizando cal hidráulica ou 1 : 1 : 5 utilizando cal comum e cimento. A areia a utilizar neste caso, devera ser de grão médio. Rebocos interiores: 1 : 7 utilizando cal hidráulica ou 1 : 3 : 7 utilizando cal comum e cimento. No entanto para maiores resistências utiliza-se 1 : 1 : 5 de cal hidráulica e cimento. Pavimentação: Os pavimentos são construídos em duas camadas, utilizando na primeira camada o traço 1 : 3, e na segunda (camada de desgaste) o traço 1 : 1 a 1 : 2 o que corresponde a uma quantidade de cimento da ordem dos 500 a 600 Kg/m³. Na camada de desgaste o traço é mais rico porque alem das cargas a actuar, há também um desgaste. Alvenarias de pedra: O traço é 1 : 5 utilizando cimento e areia grossa, isto para paredes em fundação e elevação, e 1 : 4 para muros de suporte; utilizando cal hidráulica para as fundações o traço será 1 : 4 e em elevação 1:5. Alvenaria de Tijolo: 1 : 6 utilizando cimento e areia grossa. Betonilha: 1 : 3 a 1 : 5 utilizando cimento e areia grossa. Blocos artificiais: Neste caso o traço é mais fraco e anda à volta de 1 : 8 a 1 : 9 podendo chegar, no entanto, a 1:10. Assentamento de forro: Aguada de cimento e areia ao traço 1 : 2 utilizando neste caso areia fina. Assentamento de azulejos: Neste caso convém utilizar uma argamassa que não seja só de cimento pois que o azulejo pode cair ou partir por retracção deste, e, duma maneira geral, empobrece-se a argamassa substituindo, parte do cimento por cal apagada, ou utilizando apenas uma a argamassa de cal hidráulica, o traço será de 1 :7 no caso de se utilizar a cal hidráulica, 1 : 2 : 8 no caso de se utilizar cal comum e cimento. Uma boa técnica para garantir aderência dos azulejos, é preparar uma superfície desempenada que depois de endurecida receberá o azulejo com interposição de uma camada de argamassa de pequena espessura de modo a que a retracção seja mínima. Assentamento de mosaicos: O traço a utilizar e 1 : 3 no caso de mosaicos hidráulicos e 1 : 6 no caso de mosaicos cerâmicos; neste último o traço é mais rico de modo a melhorar a aderência.
Argamassas: Propriedades e características
Pág. 20
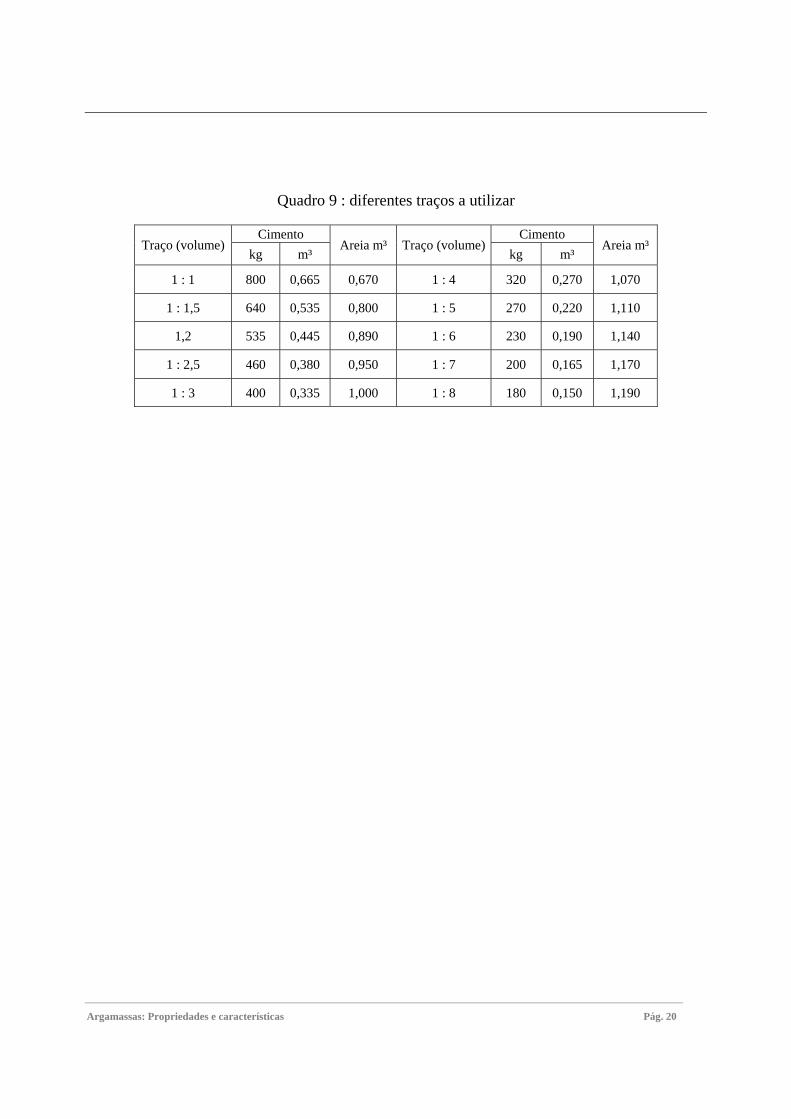
Quadro 9 : diferentes traços a utilizar
Cimento Cimento Traço (volume)
kg m³ Areia m³ Traço (volume)
kg m³ Areia m³
1 : 1 800 0,665 0,670 1 : 4 320 0,270 1,070
1 : 1,5 640 0,535 0,800 1 : 5 270 0,220 1,110
1,2 535 0,445 0,890 1 : 6 230 0,190 1,140
1 : 2,5 460 0,380 0,950 1 : 7 200 0,165 1,170
1 : 3 400 0,335 1,000 1 : 8 180 0,150 1,190
AÇOS
AÇOS DE DUCTILIDADE ESPECIAL
PARA ESTRUTURAS DE BETÃO ARMADO
(Extraído de documento informativo da Siderurgia Nacional –
Empresa de Produtos Longos, S.A.)
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II

EVOLUÇÃO DO VARÃO EM PORTUGAL
Indice Anos 60............................................................................................................................. 3 Nos Anos 70 ..................................................................................................................... 5 Nos Anos 80 ..................................................................................................................... 5 Anos 90............................................................................................................................. 7 Desde 1998 ....................................................................................................................... 8
Pag. 2
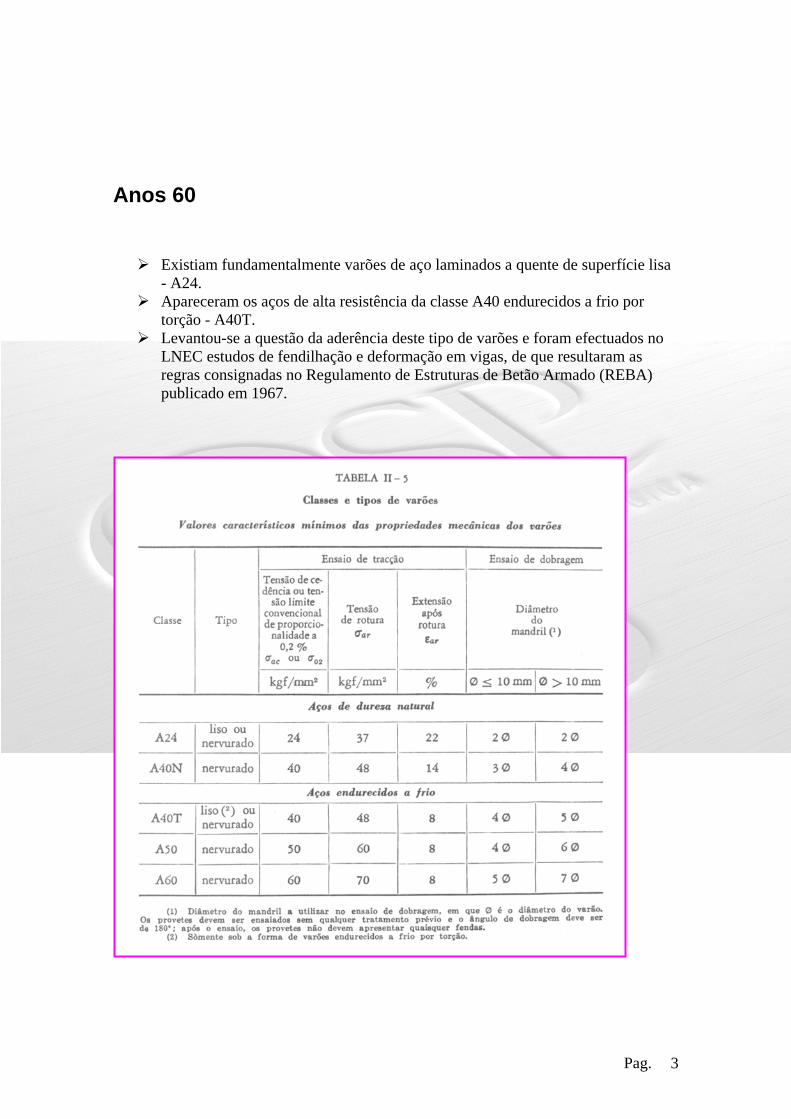
Anos 60
Existiam fundamentalmente varões de aço laminados a quente de superfície lisa
- A24. Apareceram os aços de alta resistência da classe A40 endurecidos a frio por
torção - A40T. Levantou-se a questão da aderência deste tipo de varões e foram efectuados no
LNEC estudos de fendilhação e deformação em vigas, de que resultaram as regras consignadas no Regulamento de Estruturas de Betão Armado (REBA) publicado em 1967.
Pag. 3
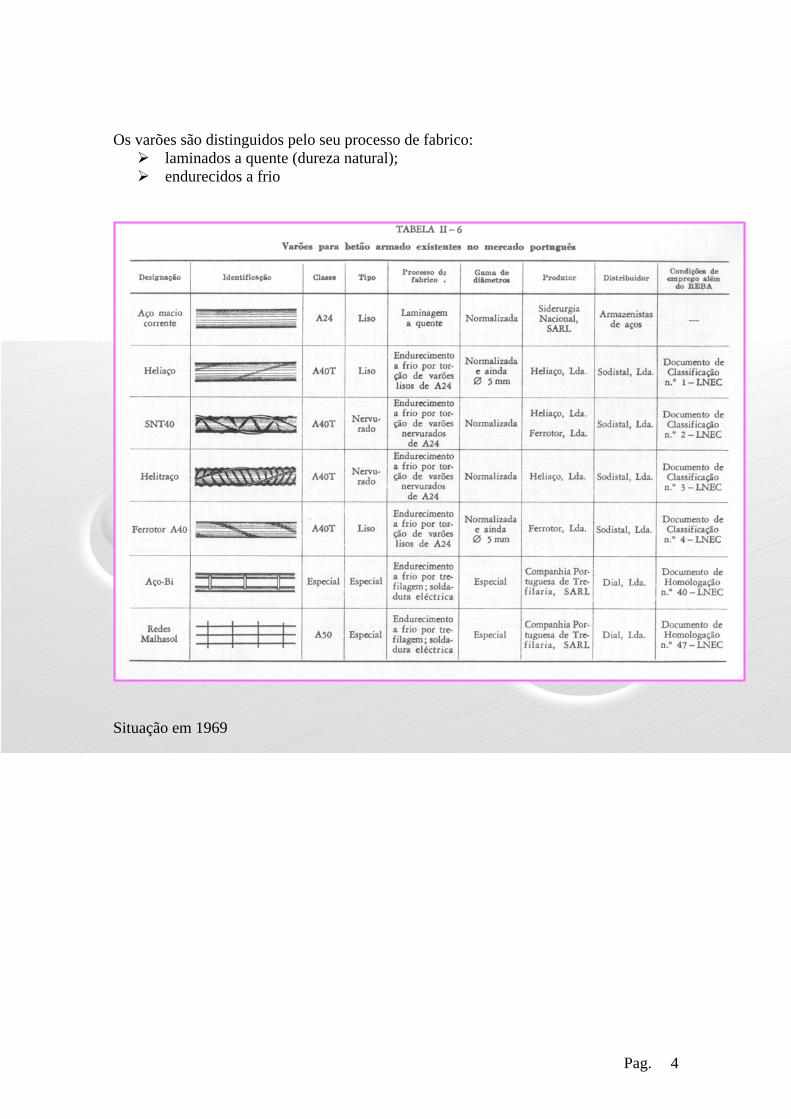
Os varões são distinguidos pelo seu processo de fabrico:
laminados a quente (dureza natural); endurecidos a frio
Situação em 1969
Pag. 4
Nos Anos 70
Em 1971 foi classificado o primeiro aço de alta resistência de dureza natural – o SND40, produzido pela Siderurgia Nacional.
Os varões de A40T lisos foram progressivamente substituídos pelos de A40T nervurados.
Nos Anos 80
Em 1983 publicou-se o Regulamento de Estruturas de Betão Armado e Pré-esforçado (REBAP), tendo sido classificados os seguintes tipos de varões:
SN 400 (A400 NR) SN 500 (A500 NR) SN 400 E (A400 ER) endurecido a frio por torção KARI 400 ER (A400 ER) endurecido a frio por laminagem a frio
Manteve-se a distinção dos varões em função do processo de fabrico: laminagem a quente e endurecimento a frio.
Em 1986 foi desenvolvido um estudo experimental em que se comparou o comportamento de estruturas idênticas, dimensionadas para os dois níveis de ductilidade – Ductilidade normal e Ductilidade melhorada, executadas com dois tipos de armaduras: A400NR e A400ER.
Pag. 5
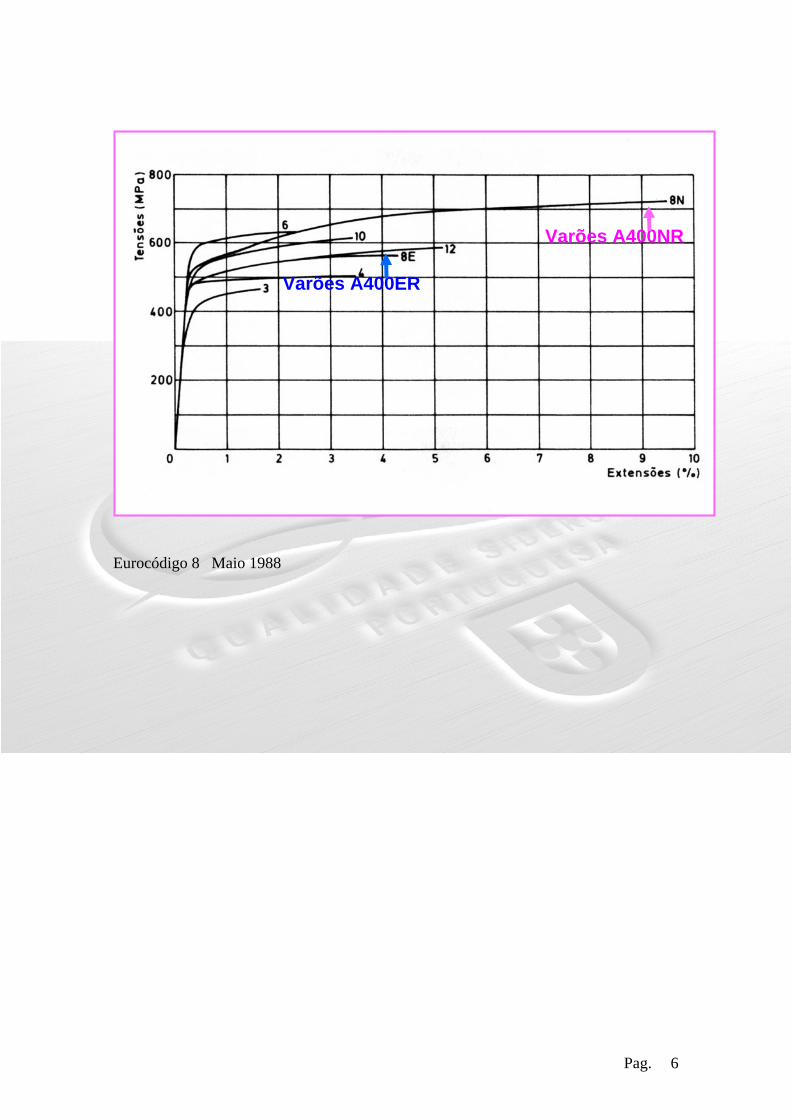
Varões A400NR
Varões A400ER
Eurocódigo 8 Maio 1988
Pag. 6
Na versão do Eurocódigo 2, publicada na mesma época, foram também explicitamente introduzidas duas classes de ductilidade para os aços – Normal e Alta, associadas às características dos varões disponíveis no mercado Europeu.
Nos aços de ductilidade normal enquadravam-se os varões endurecidos a frio
utilizados fundamentalmente em redes electrossoldadas e nos de ductilidade alta os aços laminados a quente, entretanto produzidos por um novo processo, designado por Tempcore, ambos da classe A500.
Anos 90
A partir de 1989 foram introduzidos em Portugal os varões do tipo Tempcore
nos tipos A400 e A500, tendo como consequência desaparecido os varões endurecidos a frio por torção.
Em contrapartida tornaram-se mais correntes os varões do tipo KARI, utilizados
em redes electrossoldadas.
Após a adesão à Comunidade Económica Europeia, passaram a existir no mercado Português desde 1988 varões provenientes de diversos países membros (Espanha, França, Itália, Luxemburgo, Alemanha).
Pag. 7
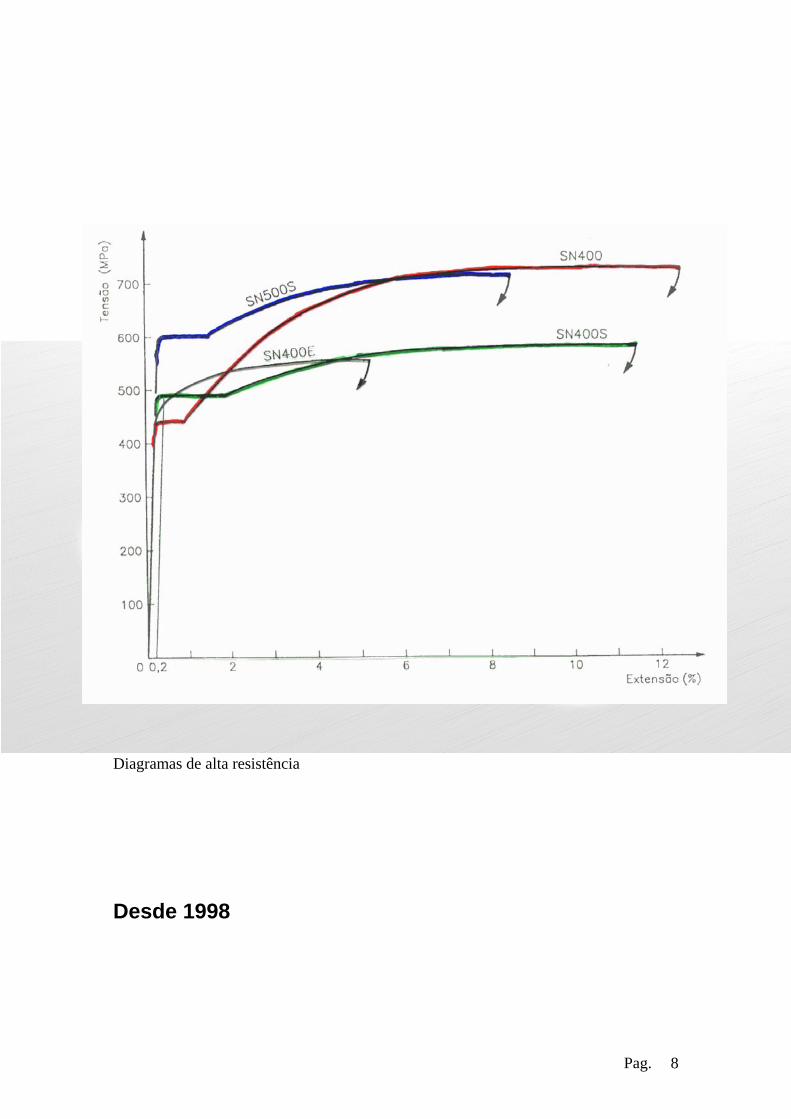
Diagramas de alta resistência
Desde 1998
Pag. 8
Desde 1998 têm sido desenvolvidos em conjunto com a Siderurgia Nacional, estudos com vista a normalizar em Portugal um tipo de aço de Ductilidade Especial que atingiram o auge com a publicação das Especificações LNEC E455 e E460 sobre aços NR 400 e NR500 SD em 2002.
Ver documento LNEC – Aços de Ductilidade Especial Produzidos pela SN-EPL caracterização através de ensaios cíclicos alternados. (rel 202/02-NCE).
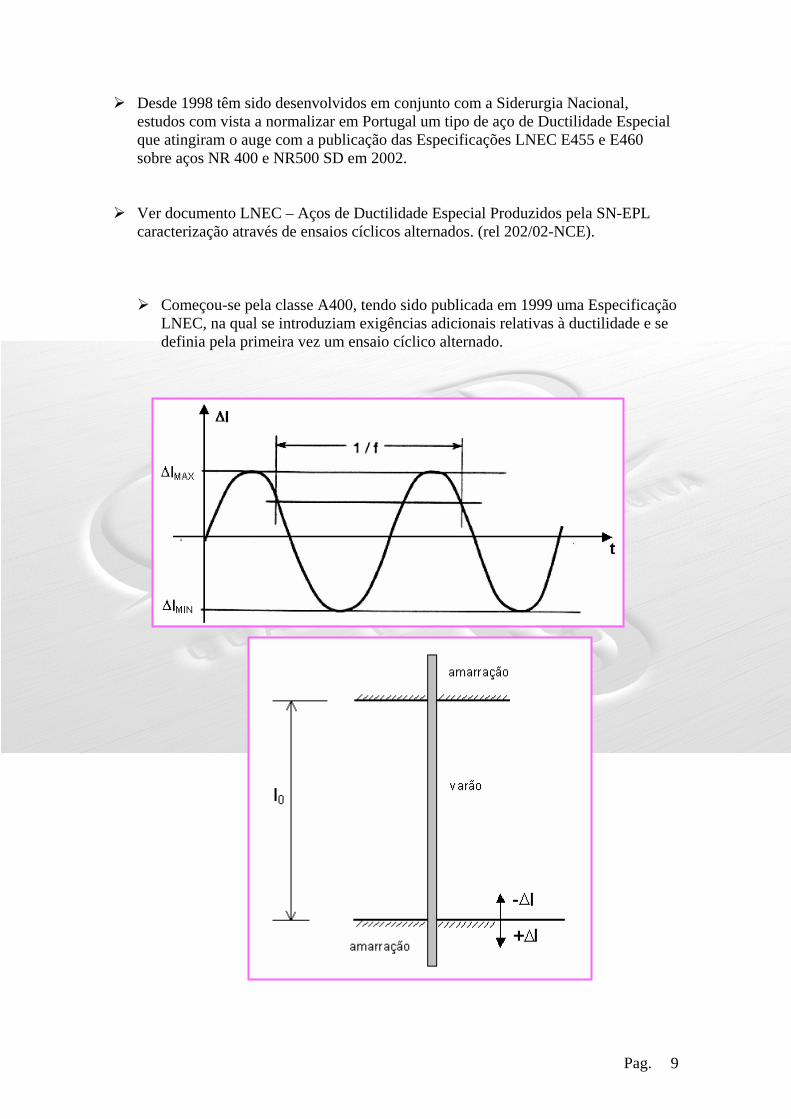
Começou-se pela classe A400, tendo sido publicada em 1999 uma Especificação
LNEC, na qual se introduziam exigências adicionais relativas à ductilidade e se definia pela primeira vez um ensaio cíclico alternado.
Pag. 9
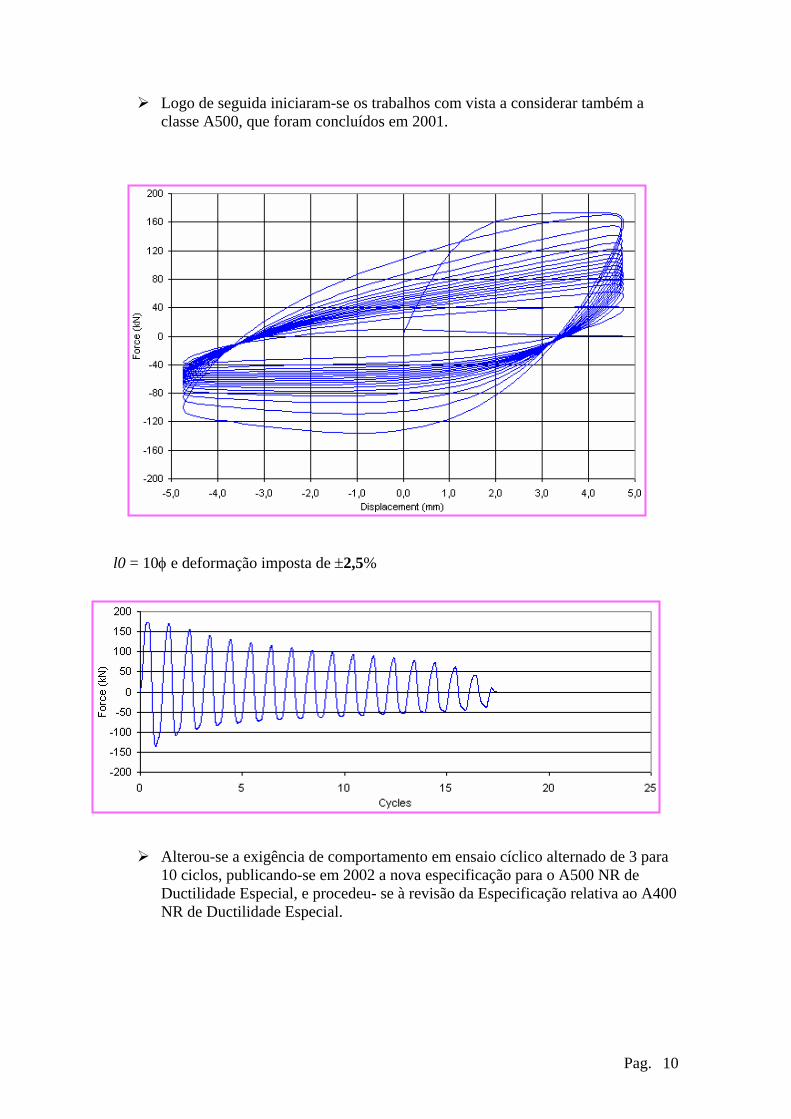
Logo de seguida iniciaram-se os trabalhos com vista a considerar também a classe A500, que foram concluídos em 2001.
l0 = 10φ e deformação imposta de ±2,5%
Alterou-se a exigência de comportamento em ensaio cíclico alternado de 3 para 10 ciclos, publicando-se em 2002 a nova especificação para o A500 NR de Ductilidade Especial, e procedeu- se à revisão da Especificação relativa ao A400 NR de Ductilidade Especial.
Pag. 10
1
1A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL
Estruturas de Betão Armado II13 – Pré-Esforço - Introdução
2A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Pré-Esforço é a aplicação de esforços em peças de betão, antes do início da sua utilização, que contrariam os efeitos das acções a que estas vão estar sujeitas. O pré-esforço pode ser aplicado por meio de cabos, fios ou varões tensionados contra a própria peça de betão.Exemplo: Um tirante de betão pode ser previamente comprimido por forma a evitar que o betão fendilhe sob a acção da força de tracção a que vai estar sujeito.
Tensão no cabo:
NP = P > 0
Tensão no betão:
Nc = -P < 0
σc = -P/Ac < 0
Tensão no cabo:
NP = P + ∆NP ≈ P
Tensão no betão:
Nc = -P + ∆Nc ≈
≈ -P + F
Se P > F:
Nc < 0
σc < 0
2
3A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
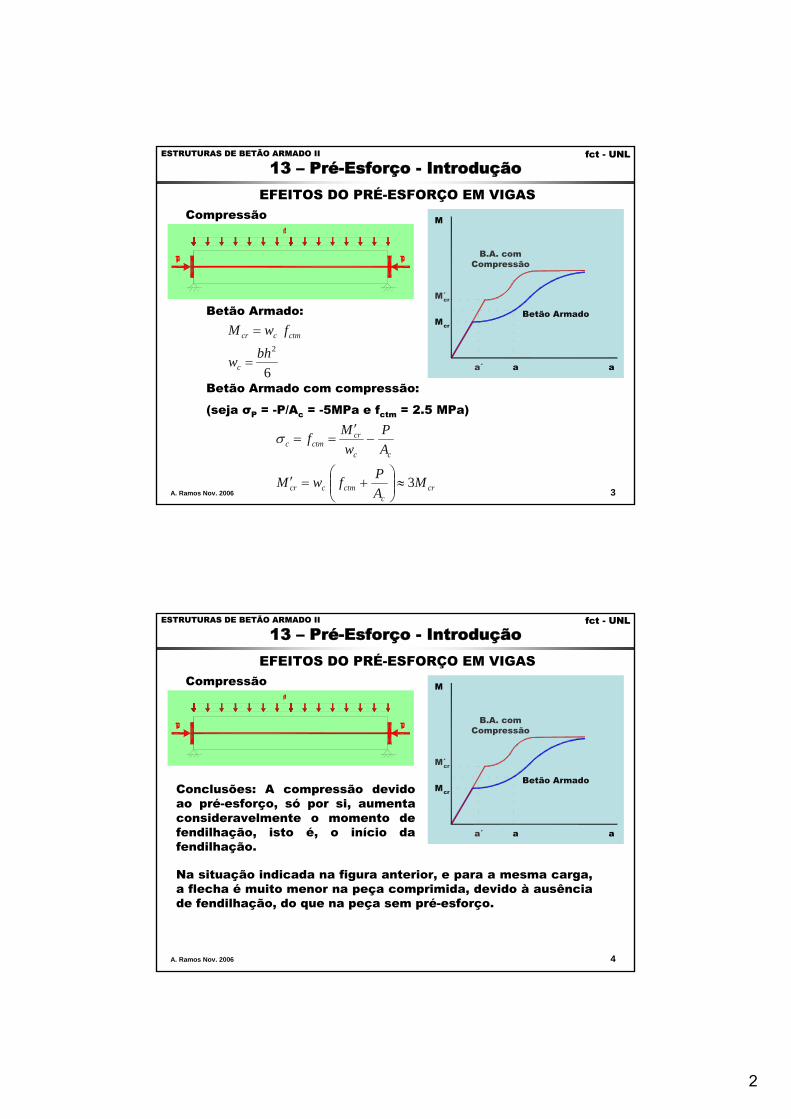
CompressãoEFEITOS DO PRÉ-ESFORÇO EM VIGAS
Betão Armado
B.A. com Compressão
M
Mcr
Mcr
aa´ a
Betão Armado:
6
2bhw
fwM
c
ctmccr
=
=
Betão Armado com compressão:
(seja σP = -P/Ac = -5MPa e fctm = 2.5 MPa)
crc
ctmccr
cc
crctmc
MAPfwM
AP
wMf
3≈⎟⎟⎠
⎞⎜⎜⎝
⎛+=′
−′
==σ
4A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
CompressãoEFEITOS DO PRÉ-ESFORÇO EM VIGAS
Betão Armado
B.A. com Compressão
M
Mcr
Mcr
aa´ a
Conclusões: A compressão devido ao pré-esforço, só por si, aumenta consideravelmente o momento de fendilhação, isto é, o início da fendilhação.
Na situação indicada na figura anterior, e para a mesma carga, a flecha é muito menor na peça comprimida, devido à ausência de fendilhação, do que na peça sem pré-esforço.
3
5A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
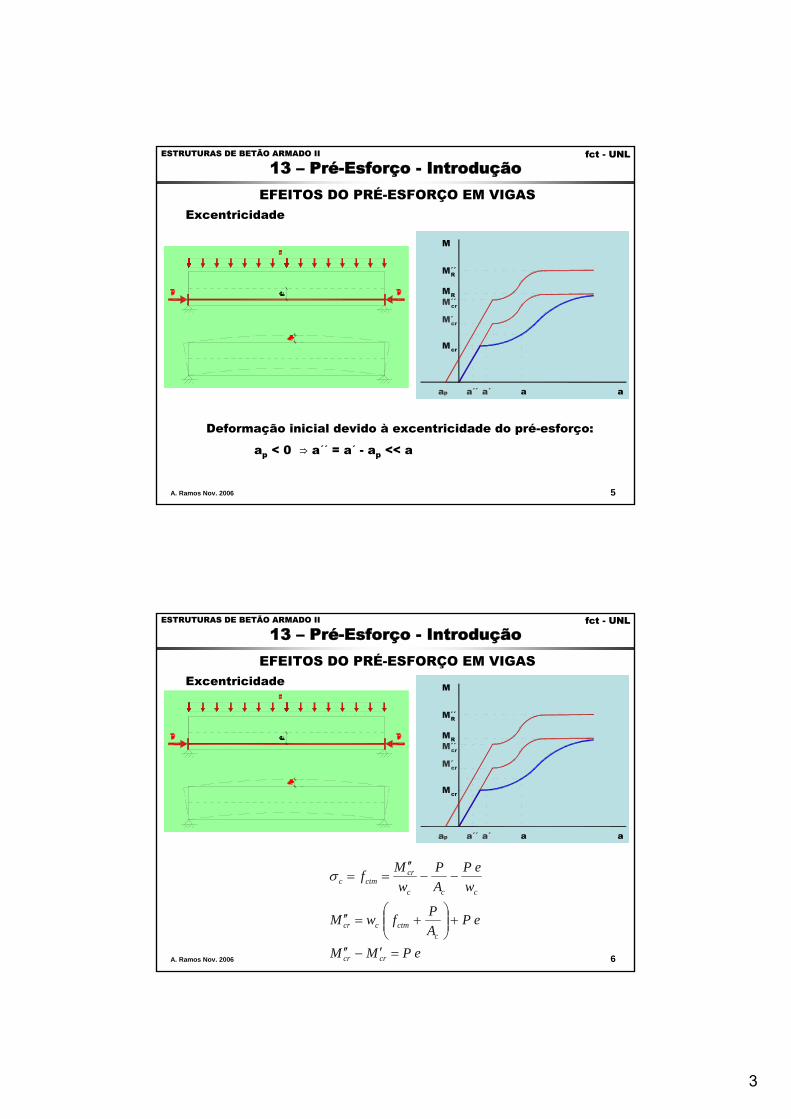
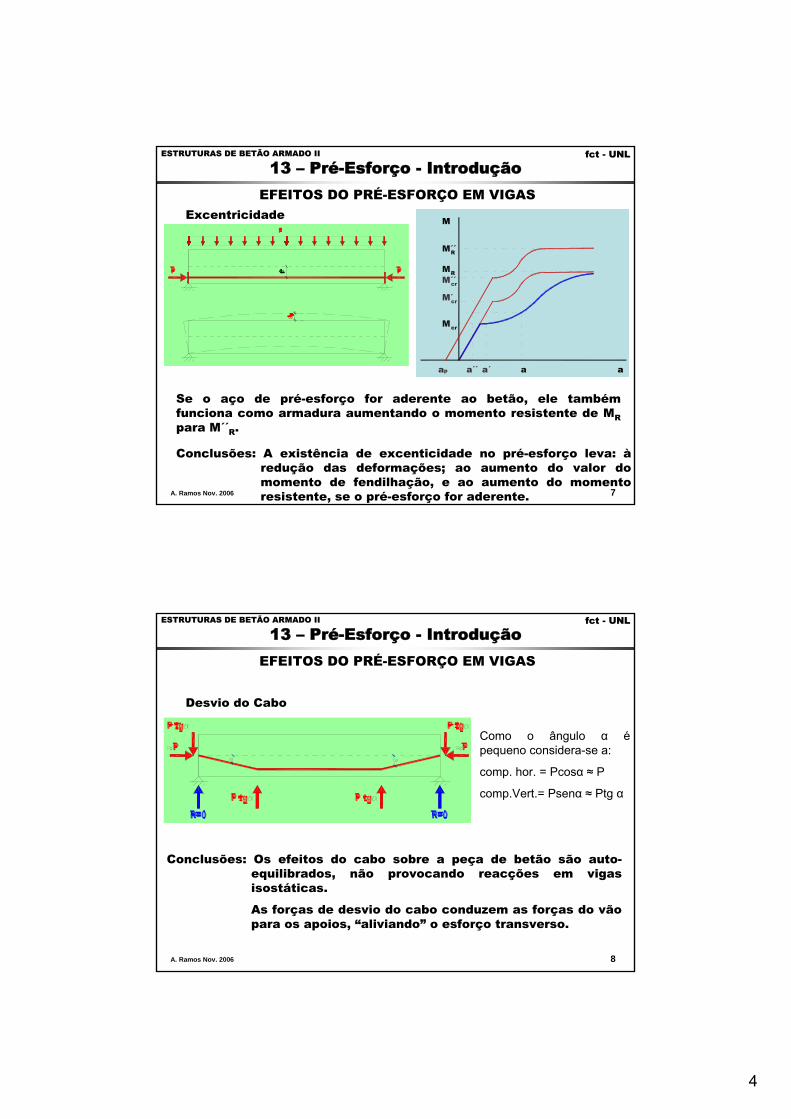
ExcentricidadeEFEITOS DO PRÉ-ESFORÇO EM VIGAS
a´
Mcr
Mcr
a
M
a
M´cr
a´´ap
MR
M´R
Deformação inicial devido à excentricidade do pré-esforço:
ap < 0 ⇒ a´´ = a´ - ap << a
6A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
ExcentricidadeEFEITOS DO PRÉ-ESFORÇO EM VIGAS
a´
Mcr
Mcr
a
M
a
M´cr
a´´ap
MR
M´R
ePMM
ePAPfwM
weP
AP
wMf
crcr
cctmccr
ccc
crctmc
=′−′′
+⎟⎟⎠
⎞⎜⎜⎝
⎛+=′′
−−′′
==σ
4
7A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
ExcentricidadeEFEITOS DO PRÉ-ESFORÇO EM VIGAS
a´
Mcr
Mcr
a
M
a
M´cr
a´´ap
MR
M´R
Se o aço de pré-esforço for aderente ao betão, ele também funciona como armadura aumentando o momento resistente de MRpara M´´R.
Conclusões: A existência de excenticidade no pré-esforço leva: àredução das deformações; ao aumento do valor do momento de fendilhação, e ao aumento do momento resistente, se o pré-esforço for aderente.
8A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Desvio do Cabo
EFEITOS DO PRÉ-ESFORÇO EM VIGAS
Como o ângulo α épequeno considera-se a:
comp. hor. = Pcosα ≈ P
comp.Vert.= Psenα ≈ Ptg α
Conclusões: Os efeitos do cabo sobre a peça de betão são auto-equilibrados, não provocando reacções em vigas isostáticas.
As forças de desvio do cabo conduzem as forças do vão para os apoios, “aliviando” o esforço transverso.
5
9A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
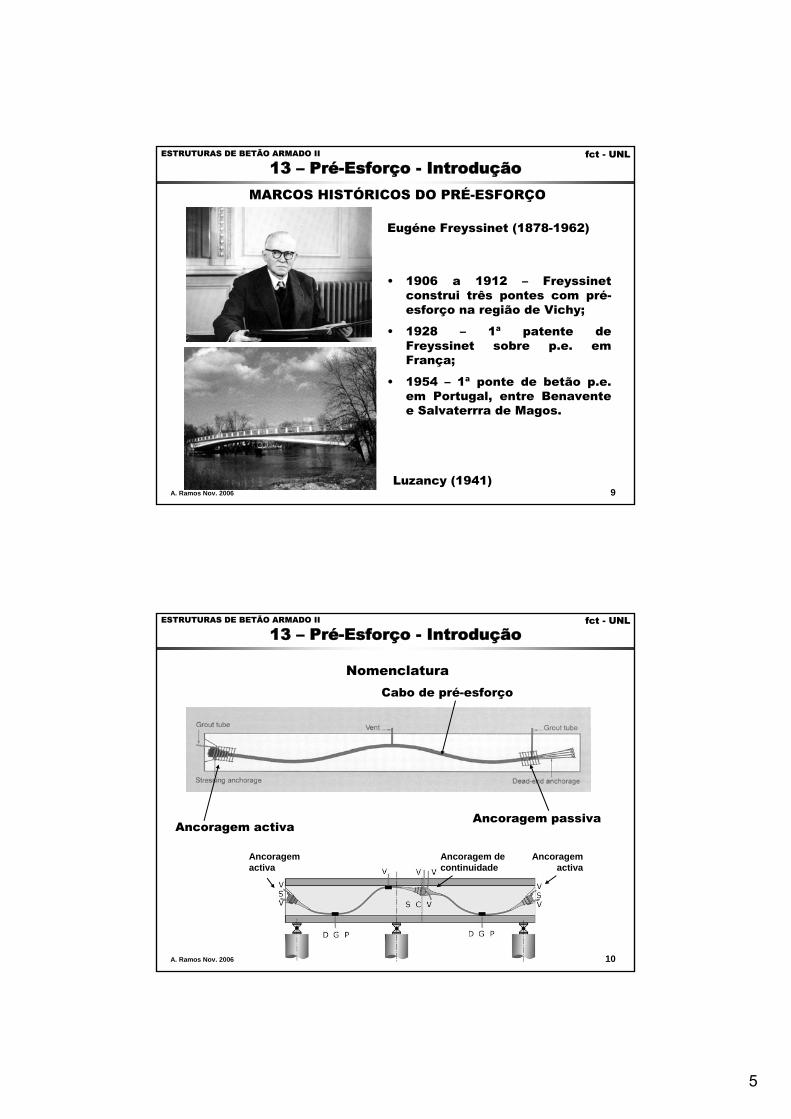
Eugéne Freyssinet (1878-1962)
MARCOS HISTÓRICOS DO PRÉ-ESFORÇO
• 1906 a 1912 – Freyssinetconstrui três pontes com pré-esforço na região de Vichy;
• 1928 – 1ª patente de Freyssinet sobre p.e. em França;
• 1954 – 1ª ponte de betão p.e. em Portugal, entre Benavente e Salvaterrra de Magos.
Luzancy (1941)
10A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
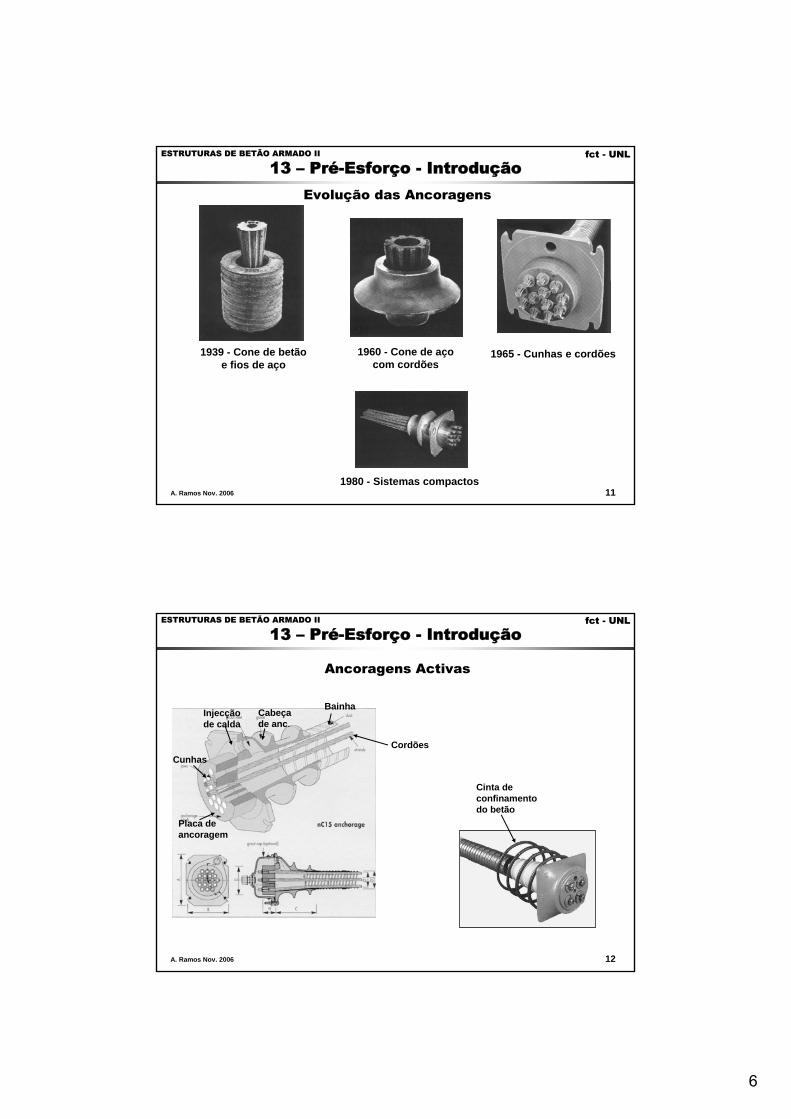
Nomenclatura
Ancoragem activaAncoragem passiva
Cabo de pré-esforço
Ancoragem activa
Ancoragem de continuidade
Ancoragem activa
6
11A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
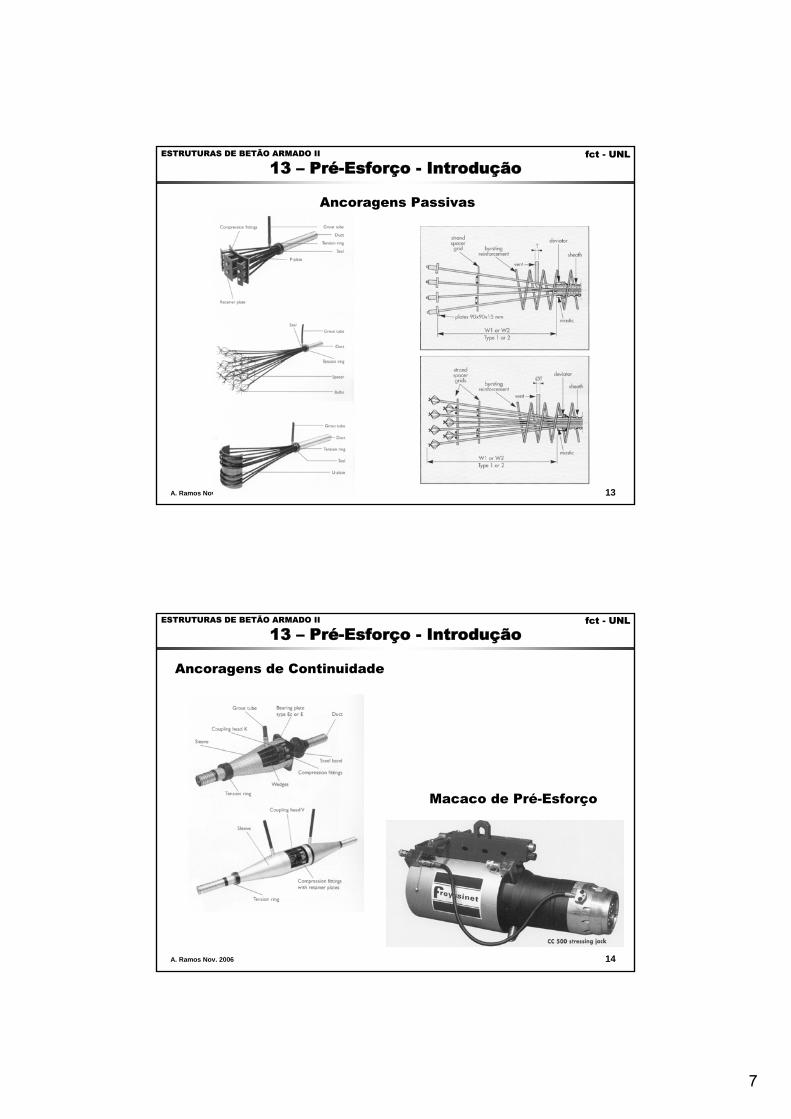
Evolução das Ancoragens
1939 - Cone de betão e fios de aço
1960 - Cone de aço com cordões
1965 - Cunhas e cordões
1980 - Sistemas compactos
12A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
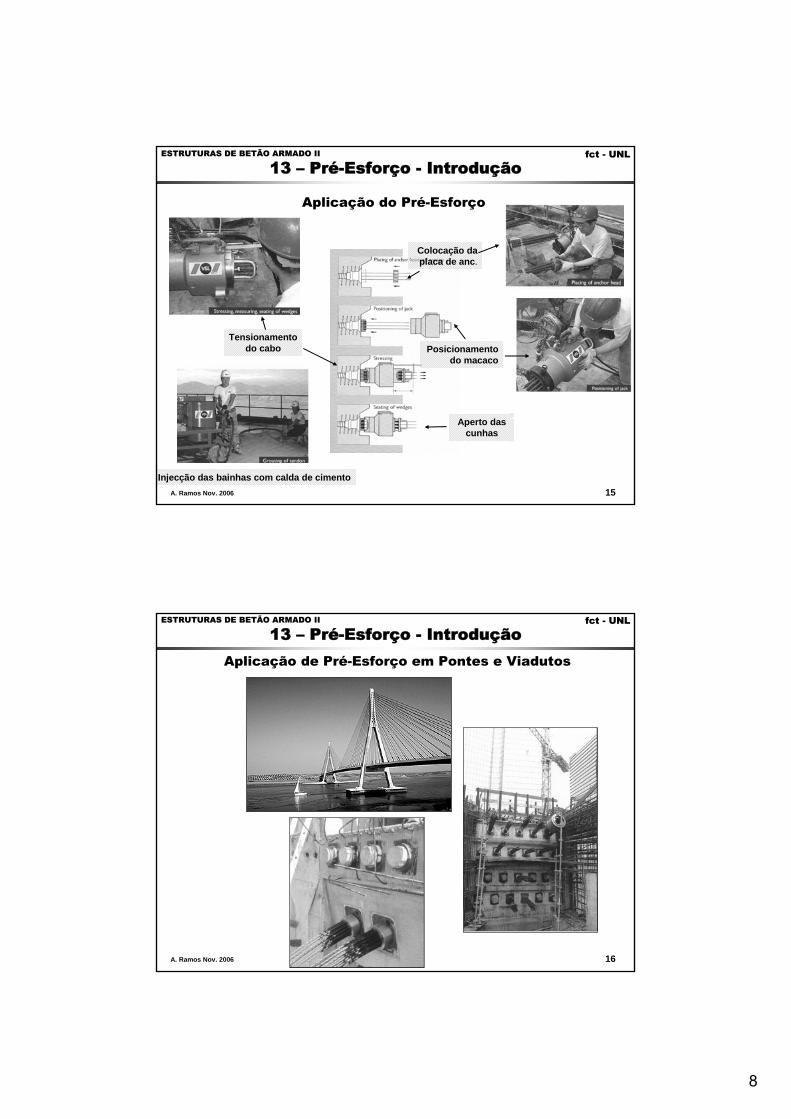
Ancoragens Activas
Cordões
BainhaCabeça de anc.
Placa de ancoragem
Injecção de calda
Cunhas
Cinta de confinamentodo betão
7
13A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Ancoragens Passivas
14A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Ancoragens de Continuidade
Macaco de Pré-Esforço
8
15A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Aplicação do Pré-Esforço
Colocação da placa de anc.
Posicionamento do macaco
Tensionamento do cabo
Injecção das bainhas com calda de cimento
Aperto das cunhas
16A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
Aplicação de Pré-Esforço em Pontes e Viadutos
9
17A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
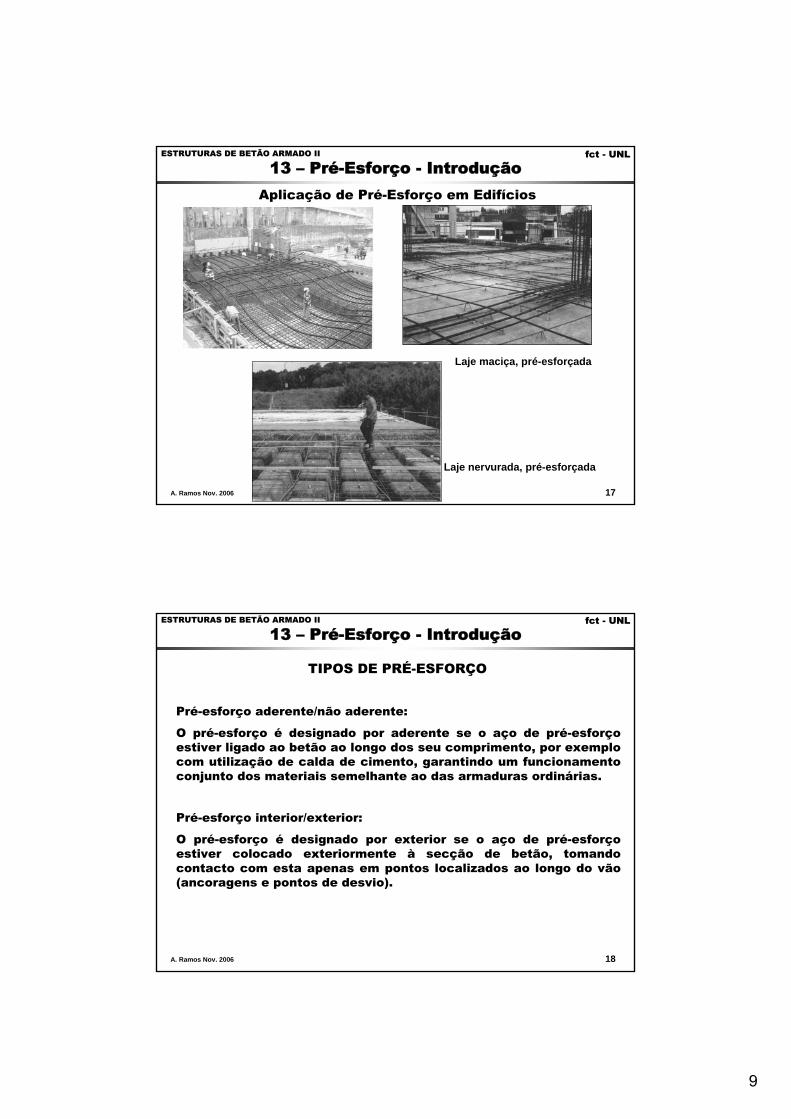
Aplicação de Pré-Esforço em Edifícios
Laje nervurada, pré-esforçada
Laje maciça, pré-esforçada
18A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
TIPOS DE PRÉ-ESFORÇO
Pré-esforço aderente/não aderente:
O pré-esforço é designado por aderente se o aço de pré-esforço estiver ligado ao betão ao longo dos seu comprimento, por exemplo com utilização de calda de cimento, garantindo um funcionamento conjunto dos materiais semelhante ao das armaduras ordinárias.
Pré-esforço interior/exterior:
O pré-esforço é designado por exterior se o aço de pré-esforço estiver colocado exteriormente à secção de betão, tomando contacto com esta apenas em pontos localizados ao longo do vão (ancoragens e pontos de desvio).
10
19A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
TIPOS DE PRÉ-ESFORÇO
Pré-esforço por pós-tensão:
O aço de pré-esforço é tensionado depois da betonagem da peça, quando o betão adquiriu a resistência necessária. A transferência é realizada quer nas extremidades, através de dispositivos mecânicos de fixação das armaduras (ancoragens), quer ao longo das armaduras.
Pré-esforço por pré-tensão:
O aço de pré-esforço é tensionado antes da betonagem da peça de betão, sendo o pré-esforço transferido ao betão após a cura do mesmo. É o sistema utilizado correntemente em fábrica para a pré-fabricação de vigotas, lajes alveoladas, de vigas pré-esforçadas para pontes e asnas para edifícios industriais.
O pré-esforço é transferido do aço para o betão por aderência entre os dois materiais.
20A. Ramos Nov. 2006
ESTRUTURAS DE BETÃO ARMADO IIESTRUTURAS DE BETÃO ARMADO II fctfct -- UNLUNL13 – Pré-Esforço - Introdução
SISTEMAS DE PRÉ-ESFORÇO MAIS CORRENTES
• VSL
• Freyssinet
• DSI – Dywidag
• Tensacciai
• BBRV
• Stronghold
• CCL
• Macalloy
1
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççooMatéria prima – aço laminado a quente com alto teor em C (por ex. 0,8%)
Decapagem
Fosfatação
Trefilagem
Estabilização
2
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
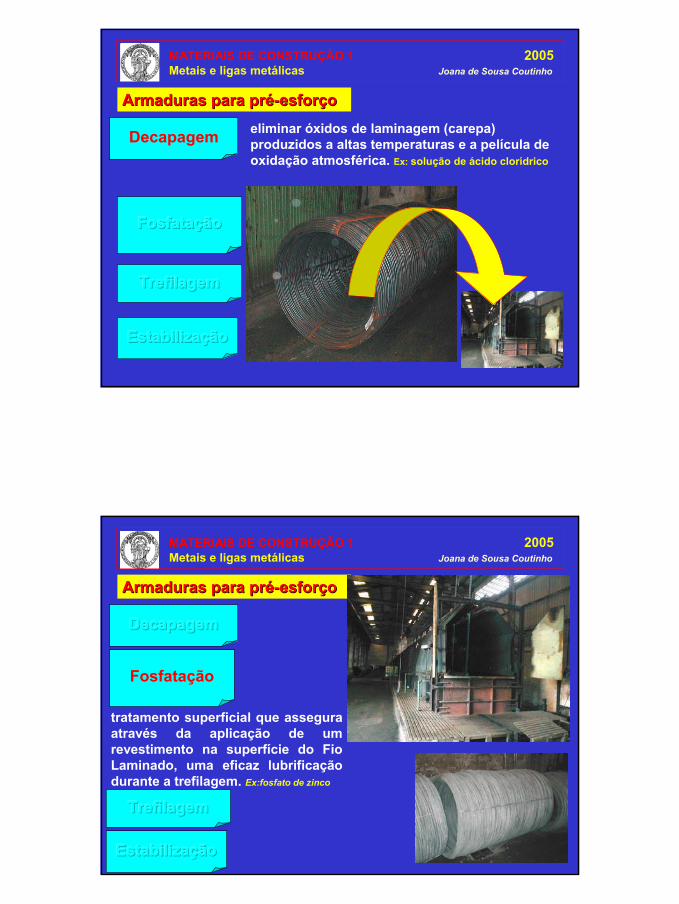
eliminar óxidos de laminagem (carepa) produzidos a altas temperaturas e a película de oxidação atmosférica. Ex: solução de ácido clorídrico
Decapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
EstabilizaEstabilizaEstabilizaçççãoãoão
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
tratamento superficial que assegura através da aplicação de um revestimento na superfície do Fio Laminado, uma eficaz lubrificação durante a trefilagem. Ex:fosfato de zinco
DecapagemDecapagemDecapagem
Fosfatação
TrefilagemTrefilagemTrefilagem
EstabilizaEstabilizaEstabilizaçççãoãoão
Armaduras para prArmaduras para préé--esforesforççoo
3
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
Trefilagem
EstabilizaEstabilizaEstabilizaçççãoãoão
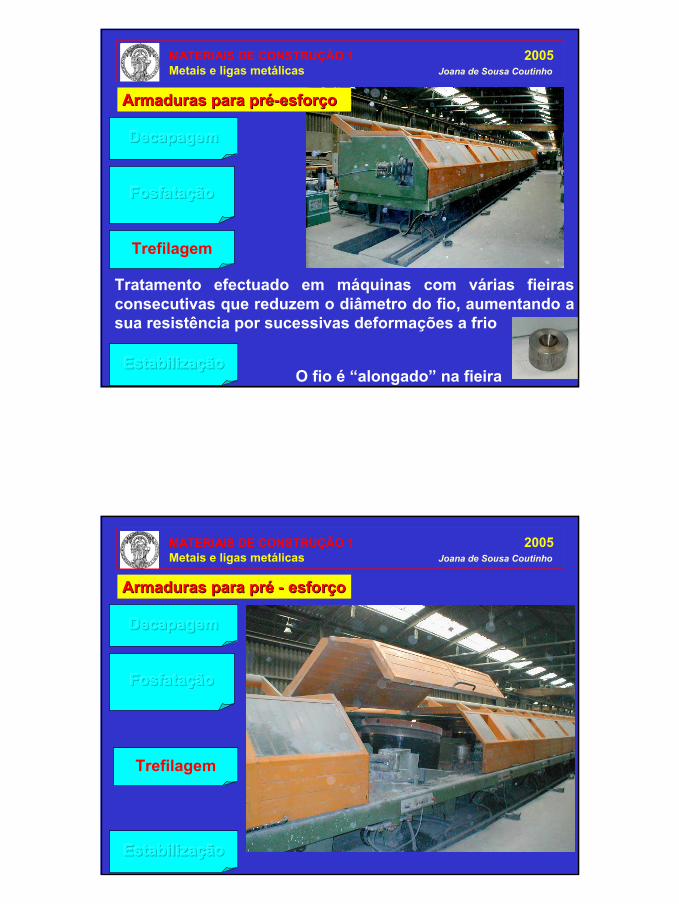
Tratamento efectuado em máquinas com várias fieiras consecutivas que reduzem o diâmetro do fio, aumentando a sua resistência por sucessivas deformações a frio
O fio é “alongado” na fieira
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
Trefilagem
EstabilizaEstabilizaEstabilizaçççãoãoão
Armaduras para prArmaduras para préé -- esforesforççoo

4
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
Trefilagem
EstabilizaEstabilizaEstabilizaçççãoãoão
Armaduras para prArmaduras para préé -- esforesforççoo
fieira
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
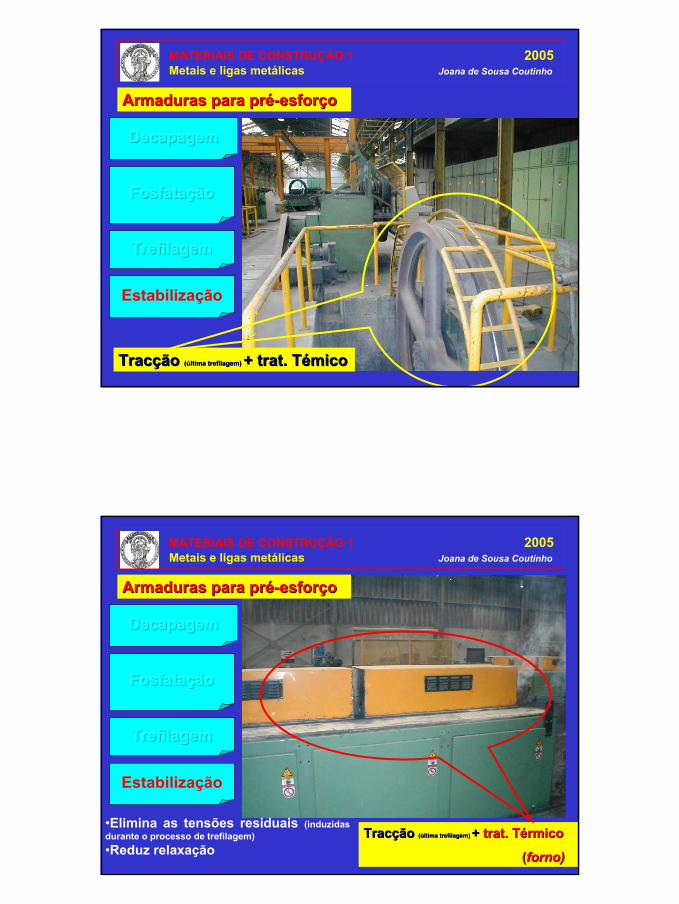
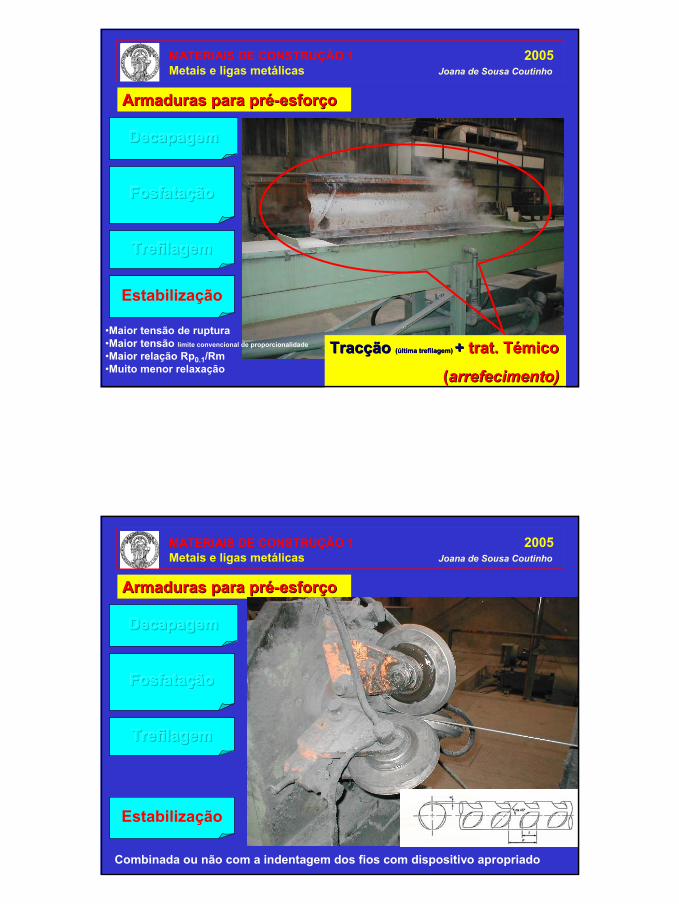
O tratamento de estabilização é um processo termomecânico de envelhecimento que consiste em aplicar um esforço de tractracççãoão em simultâneo com um aquecimento a aquecimento a ≈≈ 400400ºº CC.
5
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
TracTracçção ão ((úúltima ltima trefilagemtrefilagem) ) + + trattrat. t. téérmicormico
TracTracçção ão ((úúltima ltima trefilagemtrefilagem) ) + + trattrat. . TTéémicomico
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
TracTracçção ão ((úúltima ltima trefilagemtrefilagem) ) + + trattrat. T. Téérmicormico
((forno)forno)
•Elimina as tensões residuais (induzidas durante o processo de trefilagem)•Reduz relaxação
6
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
TracTracçção ão ((úúltima ltima trefilagemtrefilagem) ) + + trattrat. . TTéémicomico
((arrefecimento)arrefecimento)
•Maior tensão de ruptura•Maior tensão limite convencional de proporcionalidade
•Maior relação Rp0.1/Rm•Muito menor relaxação
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
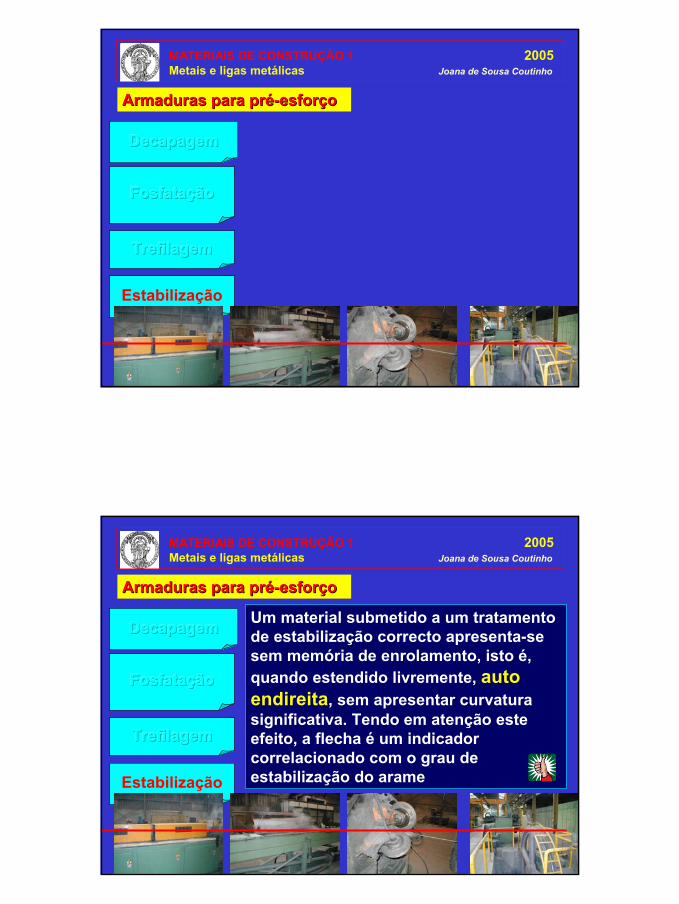
Combinada ou não com a indentagem dos fios com dispositivo apropriado
7
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
DecapagemDecapagemDecapagem
FosfataFosfataFosfataçççãoãoão
TrefilagemTrefilagemTrefilagem
Estabilização
Armaduras para prArmaduras para préé--esforesforççoo
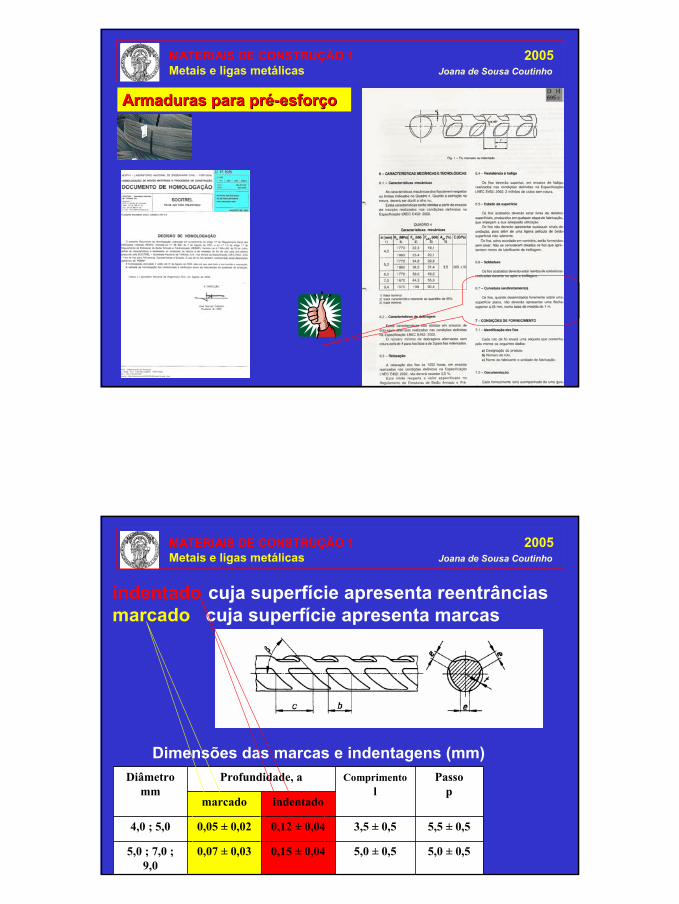
Um material submetido a um tratamento de estabilização correcto apresenta-se sem memória de enrolamento, isto é, quando estendido livremente, auto endireita, sem apresentar curvatura significativa. Tendo em atenção este efeito, a flecha é um indicador correlacionado com o grau de estabilização do arame

8
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Decapagem
Fosfatação
Trefilagem
Estabilização
Arm
adur
as p
ara
prA
rmad
uras
par
a pr
éé --es
for
esfo
r ççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççoo

9
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççoo
10
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
Armaduras para prArmaduras para préé--esforesforççoo
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
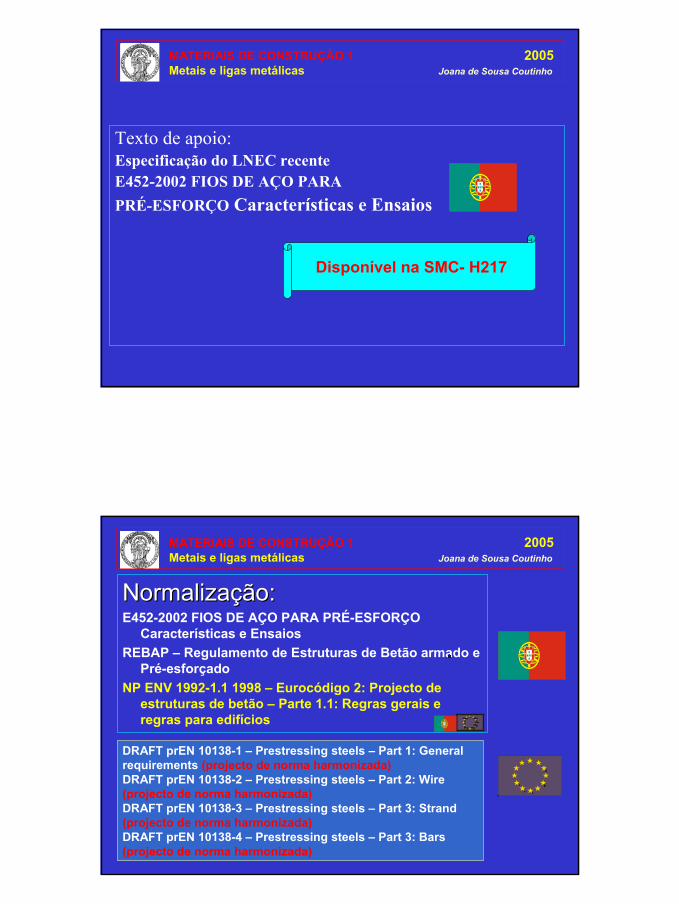
indentado cuja superfície apresenta reentrânciasmarcado cuja superfície apresenta marcas
5,0 ± 0,55,0 ± 0,50,15 ± 0,040,07 ± 0,035,0 ; 7,0 ; 9,0
5,5 ± 0,53,5 ± 0,50,12 ± 0,040,05 ± 0,024,0 ; 5,0
indentadomarcado
Passop
Comprimentol
Profundidade, aDiâmetromm
Dimensões das marcas e indentagens (mm)
11
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
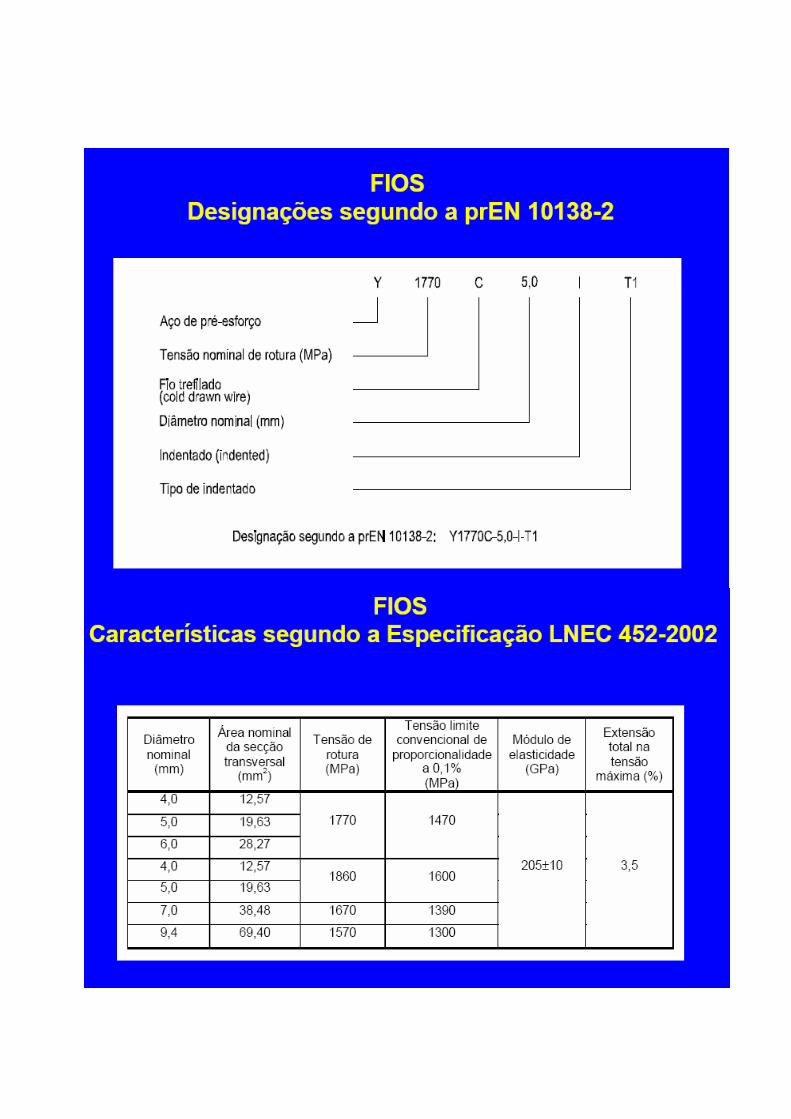
Texto de apoio: Especificação do LNEC recenteE452-2002 FIOS DE AÇO PARA PRÉ-ESFORÇO Características e Ensaios
Disponível na SMC- H217
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
NormalizaNormalizaçção:ão:E452-2002 FIOS DE AÇO PARA PRÉ-ESFORÇO
Características e EnsaiosREBAP – Regulamento de Estruturas de Betão armado e
Pré-esforçadoNP ENV 1992-1.1 1998 – Eurocódigo 2: Projecto de
estruturas de betão – Parte 1.1: Regras gerais e regras para edifícios
DRAFT prEN 10138-1 – Prestressing steels – Part 1: General requirements (projecto de norma harmonizada)DRAFT prEN 10138-2 – Prestressing steels – Part 2: Wire(projecto de norma harmonizada)DRAFT prEN 10138-3 – Prestressing steels – Part 3: Strand(projecto de norma harmonizada)DRAFT prEN 10138-4 – Prestressing steels – Part 3: Bars(projecto de norma harmonizada)

12
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
E452-2002 FIOS DE AÇO PARA PRÉ-ESFORÇO Características e Ensaios
Designações:
Y 1770 C 5,0 IAço de pré-esforço
Nº de 4 algarismos é a tensão de rotura em MPa
C fio trefilado
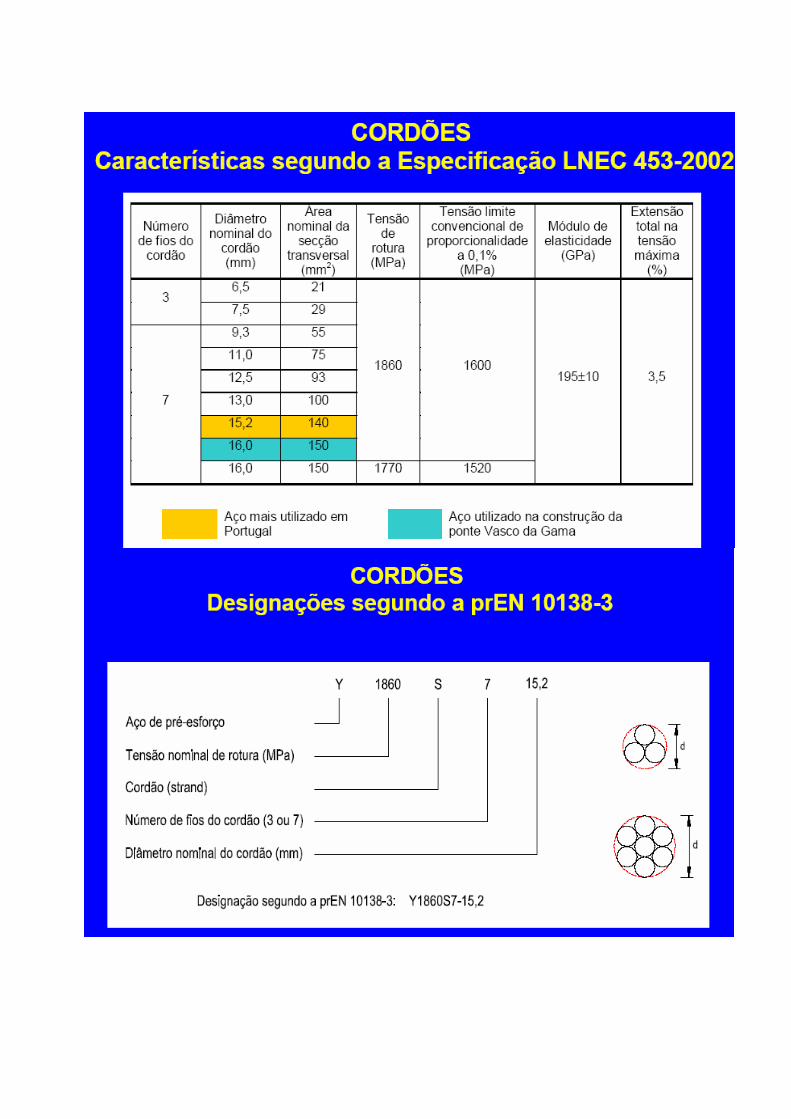
(S cordão,...)
Ø nominal mm(4, 5, 6, 7, 9,4)
I indentadoM marcado
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
TRA
TAM
ENTO
S D
OS
AÇ
OS ••mecânicosmecânicos••LaminagemLaminagem
••EstiragemEstiragem e e TrefilagemTrefilagem
…
A quente
A frio
para Laminagem a frioEstiragem e trefilagem
MATÉRIA PRIMA aaçço laminado a quenteo laminado a quente
13
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
TRA
TAM
ENTO
S D
OS
AÇ
OS ••mecânicosmecânicos
••LaminagemLaminagem
••EstiragemEstiragem e e TrefilagemTrefilagem
…
A quente
A frio
aço para betão armado
aço para betão pré-esforçado
A400NR A400NR SD A500NR A500NR SD
A500ER
MATERIAIS DE CONSTRUÇÃO 1 2005Metais e ligas metálicas Joana de Sousa Coutinho
(*) nº 34 for hot rolled products and nº 60 for cold worked products
39
INFERCHAPA – Indústria de Ferro e Chapa, S.A.Apartado 375Vale de Grou3754-909 ÁGUEDAPortugal
38
FAPRICELA – Indústria de Trefilaria, S.A.Apartado 5Manga da Granja3050 – ANÇÃPortugal
36
SOCITREL, Sociedade Industrial de Trefilaria, S.A.Apartado 74746-908 SÃO ROMÃO CORONADOPortugal
35
ACAIL, Indústria e Comércio de Ferro e Aços, LdaApartado 7074524-906 SOUTO VFRPortugal
34 and 60(*)SN Seixal - Siderurgia Nacional, S.A.2840-996 PAIO PIRES – SEIXALPortugal
33
CODIMETAL – Comércio e Indústria de Aços e Metais, S.A.Lugar das Formas (à Barra Cheia)CCI Nº136022950 QUINTA DO ANJOPortugal
32SN Maia - Siderurgia Nacional, S.A.4425-514 S. PEDRO DE FINS – MAIAPortugal
Works identification numberWorks identification
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II
DEC - MC II

ISEL
1
BETÃO
PRODUÇÃO, FORNECIMENTO E
CONFORMIDADE.
DOCUMENTO ELABORADO COM BASE NOS ELEMENTOS FORNECIDOS NO
CURSO “NOVA REGULAMENTAÇÃO DOS BETÕES DE LIGANTES
HIDRÁULICOS” REALIZADO EM 18-06-2008 POR JOÃO CARLOS DUARTE
(ENG.º CIVIL) APEB
ISEL
2
ÍNDICE
3- FORNECIMENTO DO BETÃO
4- ENSAIOS DE IDENTIDADE
5- ESPECIFICAÇÕES DE PROJECTO
6- BETONAGEM
7- INSPECÇÃO
ISEL
4
ENQUADRAMENTO TIPOS DE BETÃO
BETÃO DE COMPORTAMENTO ESPECIFICADO
Betão cujas propriedades e características são especificadas ao
produtor sendo este o responsável por fornecer um betão que satisfaça
aquelas propriedades e características.
BETÃO DE COMPOSIÇÃO PRESCRITA
Betão cuja composição e materiais constituintes são especificados ao
produtor, sendo este responsável por fornecer um betão com a
composição especificada.

ISEL
5
DL nº 301/2007, de 23 de Agosto
Responsabilidades:
Projectista Empreiteiro Produtor (betão)
Especificação NP EN 206-1 X X
Produção X
Conformidade X
Certificação do controlo da produção X X
Execução das estruturas X
Ensaios de identidade X OU PELO PRODUTOR COM
SUPERVISÃO DO
EMPREITEIRO
ISEL
6
Fornecimento do betão
GUIA DE REMESSA DO BETÃO PRONTO
PARA TODOS OS CASOS:
Identificação da central;
Número de serie, data e hora de amassadura;
Identificação do veiculo de transporte e do cliente;
Local de entrega;
Pormenores ou referencias a especificações;
Quantidade de betão entregue;
Declaração de conformidade com a NP EN 206-1;
Nome e logótipo do organismo de certificação, se aplicável;
Hora de chegada ao local de entrega;
Hora de inicio e de fim da descarga.
ISEL
7
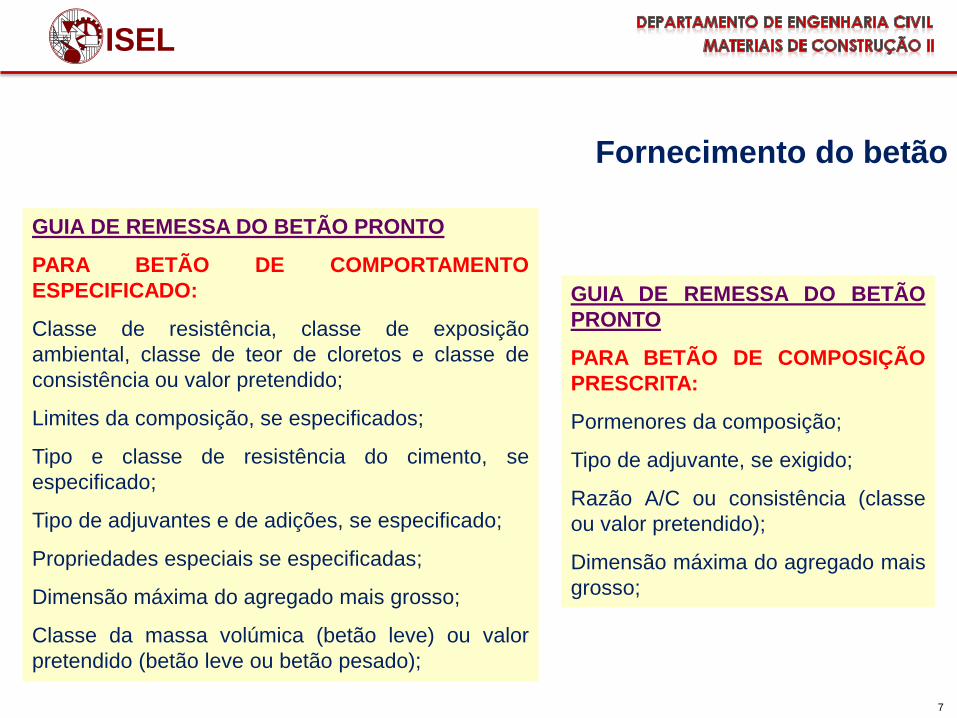
GUIA DE REMESSA DO BETÃO PRONTO
PARA BETÃO DE COMPORTAMENTO
ESPECIFICADO:
Classe de resistência, classe de exposição
ambiental, classe de teor de cloretos e classe de
consistência ou valor pretendido;
Limites da composição, se especificados;
Tipo e classe de resistência do cimento, se
especificado;
Tipo de adjuvantes e de adições, se especificado;
Propriedades especiais se especificadas;
Dimensão máxima do agregado mais grosso;
Classe da massa volúmica (betão leve) ou valor
pretendido (betão leve ou betão pesado);
Fornecimento do betão
GUIA DE REMESSA DO BETÃO
PRONTO
PARA BETÃO DE COMPOSIÇÃO
PRESCRITA:
Pormenores da composição;
Tipo de adjuvante, se exigido;
Razão A/C ou consistência (classe
ou valor pretendido);
Dimensão máxima do agregado mais
grosso;
ISEL
8
Fornecimento do betão
CONSISTÊNCIA NA ENTREGA
Em geral, não é permitida qualquer adição de água ou de adjuvantes na entrega;
ISEL
9
ENSAIOS DE IDENTIDADE A realizar pelo utilizador do betão (empreiteiro)
ISEL
10
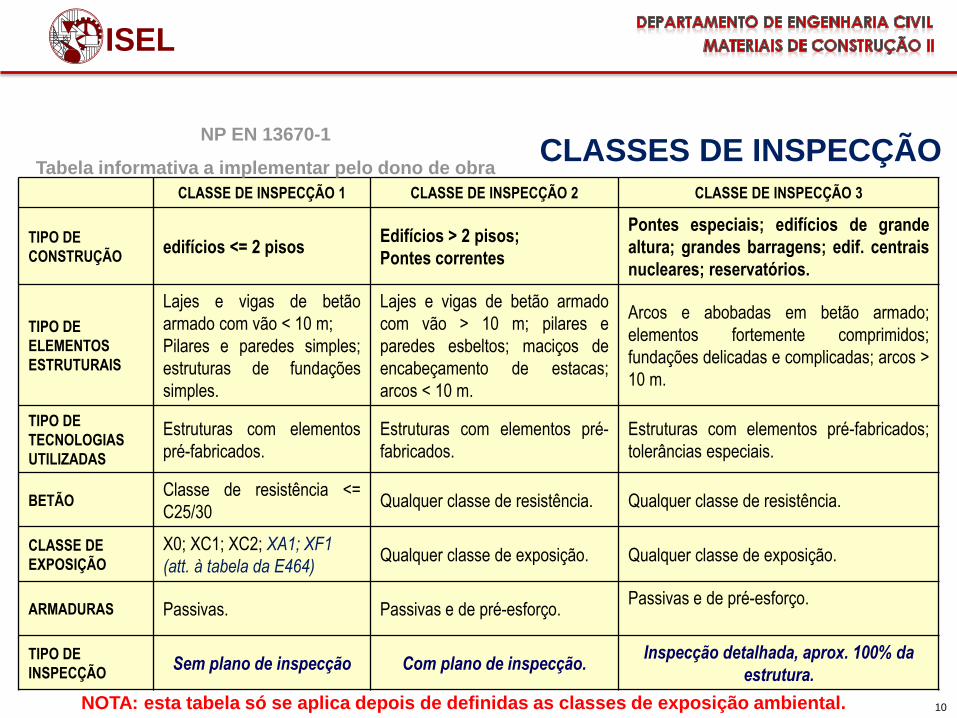
CLASSES DE INSPECÇÃO CLASSE DE INSPECÇÃO 1 CLASSE DE INSPECÇÃO 2 CLASSE DE INSPECÇÃO 3
TIPO DE
CONSTRUÇÃO edifícios <= 2 pisos
Edifícios > 2 pisos;
Pontes correntes
Pontes especiais; edifícios de grande
altura; grandes barragens; edif. centrais
nucleares; reservatórios.
TIPO DE
ELEMENTOS
ESTRUTURAIS
Lajes e vigas de betão
armado com vão < 10 m;
Pilares e paredes simples;
estruturas de fundações
simples.
Lajes e vigas de betão armado
com vão > 10 m; pilares e
paredes esbeltos; maciços de
encabeçamento de estacas;
arcos < 10 m.
Arcos e abobadas em betão armado;
elementos fortemente comprimidos;
fundações delicadas e complicadas; arcos >
10 m.
TIPO DE
TECNOLOGIAS
UTILIZADAS
Estruturas com elementos
pré-fabricados.
Estruturas com elementos pré-
fabricados.
Estruturas com elementos pré-fabricados;
tolerâncias especiais.
BETÃO Classe de resistência <=
C25/30 Qualquer classe de resistência. Qualquer classe de resistência.
CLASSE DE
EXPOSIÇÃO
X0; XC1; XC2; XA1; XF1
(att. à tabela da E464) Qualquer classe de exposição. Qualquer classe de exposição.
ARMADURAS Passivas. Passivas e de pré-esforço. Passivas e de pré-esforço.
TIPO DE
INSPECÇÃO Sem plano de inspecção Com plano de inspecção.
Inspecção detalhada, aprox. 100% da
estrutura.
NP EN 13670-1
Tabela informativa a implementar pelo dono de obra
NOTA: esta tabela só se aplica depois de definidas as classes de exposição ambiental.

ISEL
11
PLANO DE AMOSTRAGEM E ENSAIO
1º definir o volume de betão em causa (LOTE)
Amassadura ou carga em dúvida quanto à sua qualidade;
Betão fornecido para cada piso de um edifício.
Betão fornecido para cada grupo de vigas/lajes
de um piso ou edifício.
Betão fornecido para partes semelhantes de
outras estruturas;
Betão entregue num
local durante 3 dias
consecutivos, mas não
mais de 300 m3
Selecciona-se a opção que
conduz ao menor volume
IMPORTANTE: A vetificação da conformidade é feita lote a lote
Ensaios a realizar pelo utilizador do betão
ISEL
12
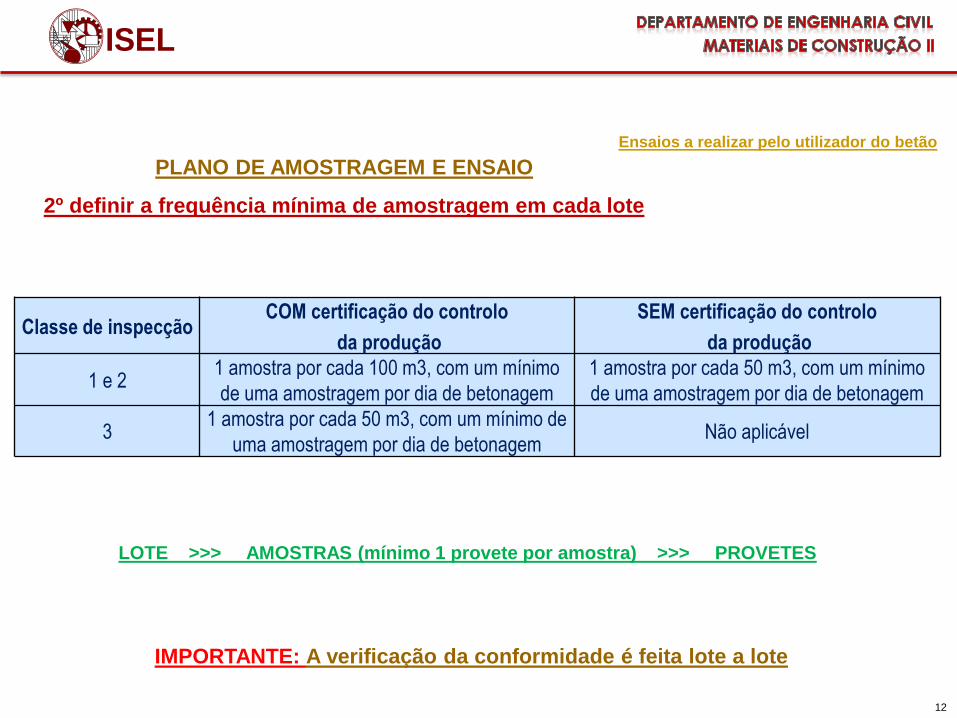
PLANO DE AMOSTRAGEM E ENSAIO
2º definir a frequência mínima de amostragem em cada lote
Ensaios a realizar pelo utilizador do betão
Classe de inspecção COM certificação do controlo
da produção
SEM certificação do controlo
da produção
1 e 2 1 amostra por cada 100 m3, com um mínimo
de uma amostragem por dia de betonagem
1 amostra por cada 50 m3, com um mínimo
de uma amostragem por dia de betonagem
3 1 amostra por cada 50 m3, com um mínimo de
uma amostragem por dia de betonagem Não aplicável
IMPORTANTE: A verificação da conformidade é feita lote a lote
LOTE >>> AMOSTRAS (mínimo 1 provete por amostra) >>> PROVETES
ISEL
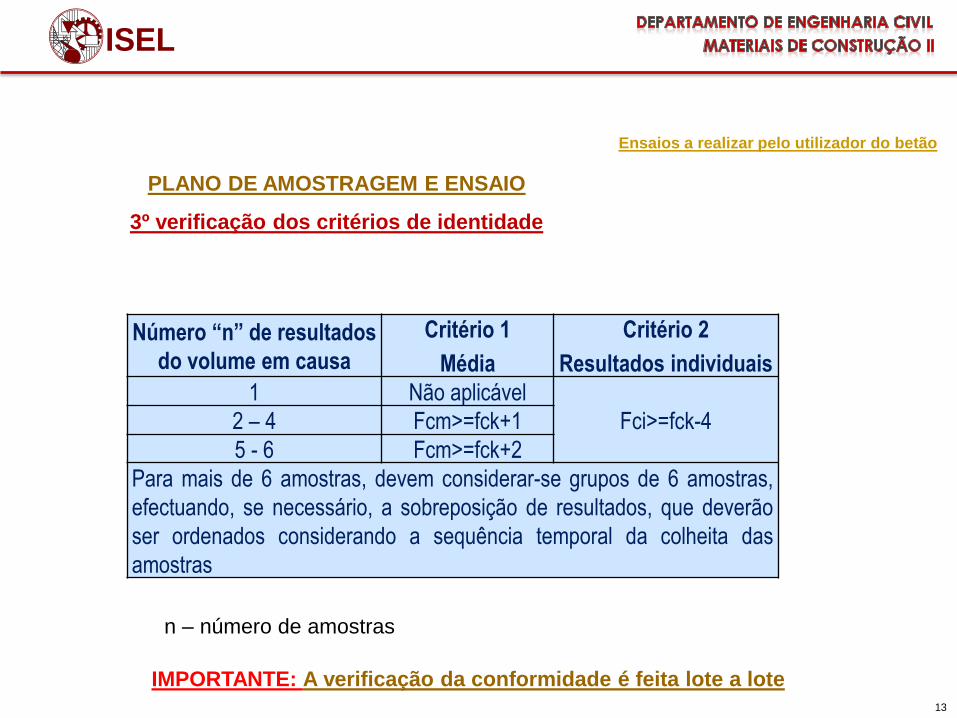
13
Número “n” de resultados
do volume em causa
Critério 1
Média
Critério 2
Resultados individuais
1 Não aplicável
Fci>=fck-4 2 – 4 Fcm>=fck+1
5 - 6 Fcm>=fck+2
Para mais de 6 amostras, devem considerar-se grupos de 6 amostras,
efectuando, se necessário, a sobreposição de resultados, que deverão
ser ordenados considerando a sequência temporal da colheita das
amostras
Ensaios a realizar pelo utilizador do betão
PLANO DE AMOSTRAGEM E ENSAIO
3º verificação dos critérios de identidade
n – número de amostras
IMPORTANTE: A verificação da conformidade é feita lote a lote
ISEL
14
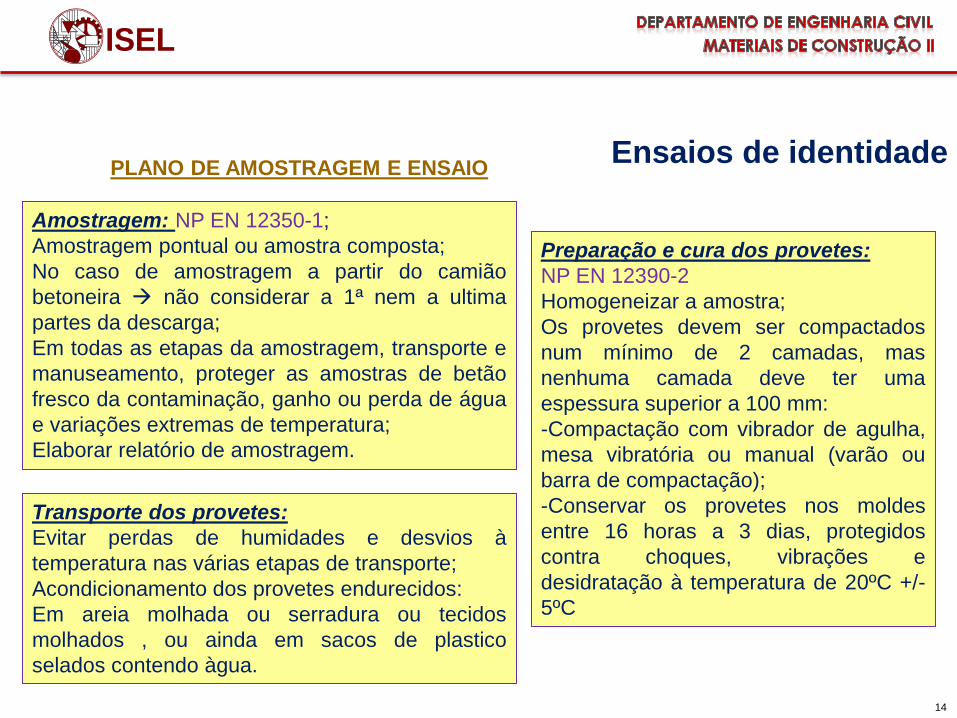
Ensaios de identidade PLANO DE AMOSTRAGEM E ENSAIO
Amostragem: NP EN 12350-1;
Amostragem pontual ou amostra composta;
No caso de amostragem a partir do camião
betoneira não considerar a 1ª nem a ultima
partes da descarga;
Em todas as etapas da amostragem, transporte e
manuseamento, proteger as amostras de betão
fresco da contaminação, ganho ou perda de água
e variações extremas de temperatura;
Elaborar relatório de amostragem.
Preparação e cura dos provetes:
NP EN 12390-2
Homogeneizar a amostra;
Os provetes devem ser compactados
num mínimo de 2 camadas, mas
nenhuma camada deve ter uma
espessura superior a 100 mm:
-Compactação com vibrador de agulha,
mesa vibratória ou manual (varão ou
barra de compactação);
-Conservar os provetes nos moldes
entre 16 horas a 3 dias, protegidos
contra choques, vibrações e
desidratação à temperatura de 20ºC +/-
5ºC
Transporte dos provetes:
Evitar perdas de humidades e desvios à
temperatura nas várias etapas de transporte;
Acondicionamento dos provetes endurecidos:
Em areia molhada ou serradura ou tecidos
molhados , ou ainda em sacos de plastico
selados contendo àgua.
ISEL
16
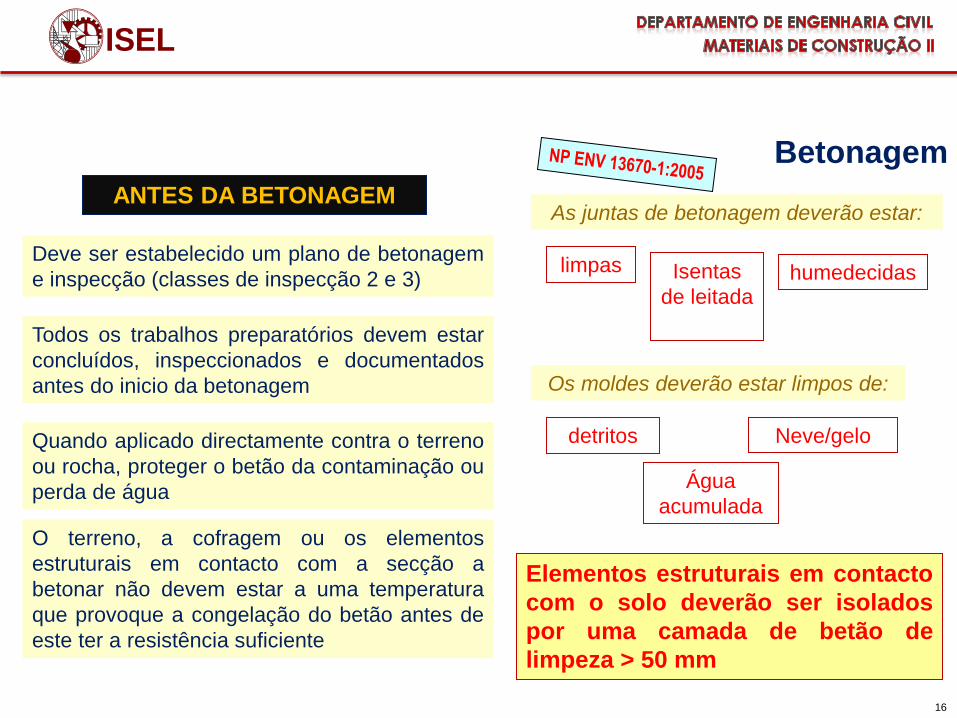
Betonagem
ANTES DA BETONAGEM
Deve ser estabelecido um plano de betonagem
e inspecção (classes de inspecção 2 e 3)
Todos os trabalhos preparatórios devem estar
concluídos, inspeccionados e documentados
antes do inicio da betonagem
Quando aplicado directamente contra o terreno
ou rocha, proteger o betão da contaminação ou
perda de água
O terreno, a cofragem ou os elementos
estruturais em contacto com a secção a
betonar não devem estar a uma temperatura
que provoque a congelação do betão antes de
este ter a resistência suficiente
As juntas de betonagem deverão estar:
limpas Isentas
de leitada
humedecidas
Os moldes deverão estar limpos de:
detritos
Água
acumulada
Neve/gelo
Elementos estruturais em contacto
com o solo deverão ser isolados
por uma camada de betão de
limpeza > 50 mm
ISEL
17
Betonagem
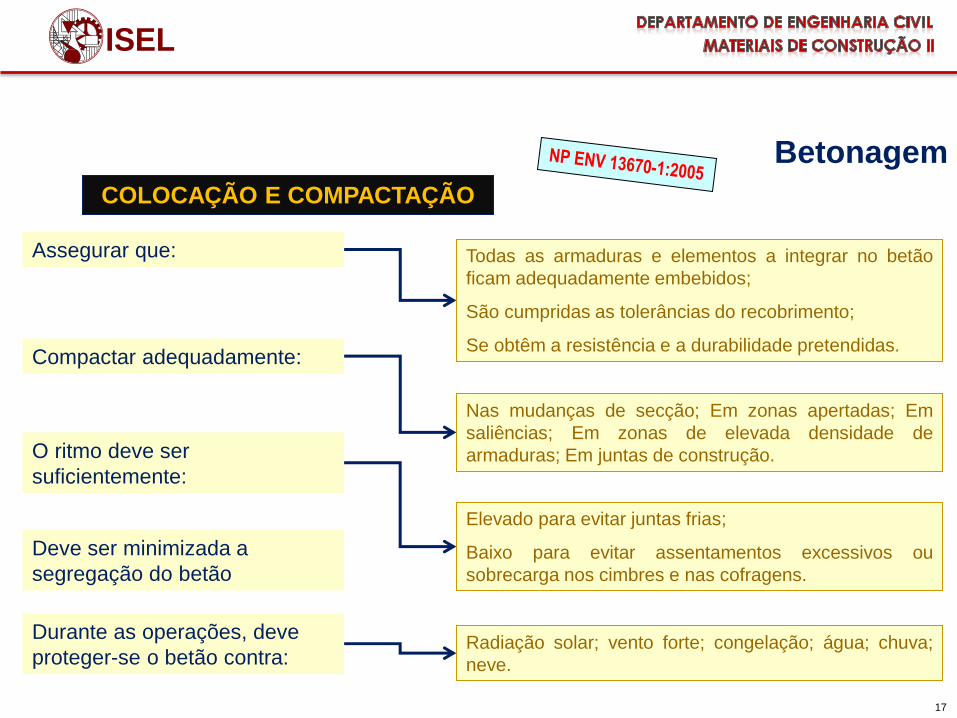
COLOCAÇÃO E COMPACTAÇÃO
Assegurar que:
Compactar adequadamente:
O ritmo deve ser
suficientemente:
Deve ser minimizada a
segregação do betão
Durante as operações, deve
proteger-se o betão contra:
Todas as armaduras e elementos a integrar no betão
ficam adequadamente embebidos;
São cumpridas as tolerâncias do recobrimento;
Se obtêm a resistência e a durabilidade pretendidas.
Nas mudanças de secção; Em zonas apertadas; Em
saliências; Em zonas de elevada densidade de
armaduras; Em juntas de construção.
Elevado para evitar juntas frias;
Baixo para evitar assentamentos excessivos ou
sobrecarga nos cimbres e nas cofragens.
Radiação solar; vento forte; congelação; água; chuva;
neve.
ISEL
18
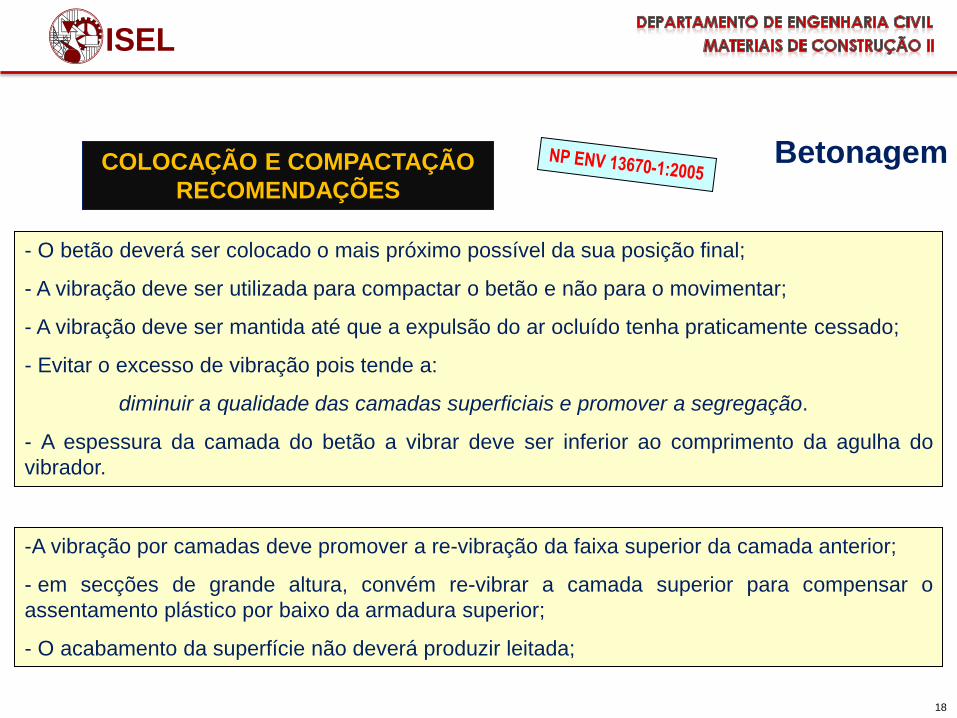
Betonagem COLOCAÇÃO E COMPACTAÇÃO
RECOMENDAÇÕES
- O betão deverá ser colocado o mais próximo possível da sua posição final;
- A vibração deve ser utilizada para compactar o betão e não para o movimentar;
- A vibração deve ser mantida até que a expulsão do ar ocluído tenha praticamente cessado;
- Evitar o excesso de vibração pois tende a:
diminuir a qualidade das camadas superficiais e promover a segregação.
- A espessura da camada do betão a vibrar deve ser inferior ao comprimento da agulha do
vibrador.
-A vibração por camadas deve promover a re-vibração da faixa superior da camada anterior;
- em secções de grande altura, convém re-vibrar a camada superior para compensar o
assentamento plástico por baixo da armadura superior;
- O acabamento da superfície não deverá produzir leitada;
ISEL
19
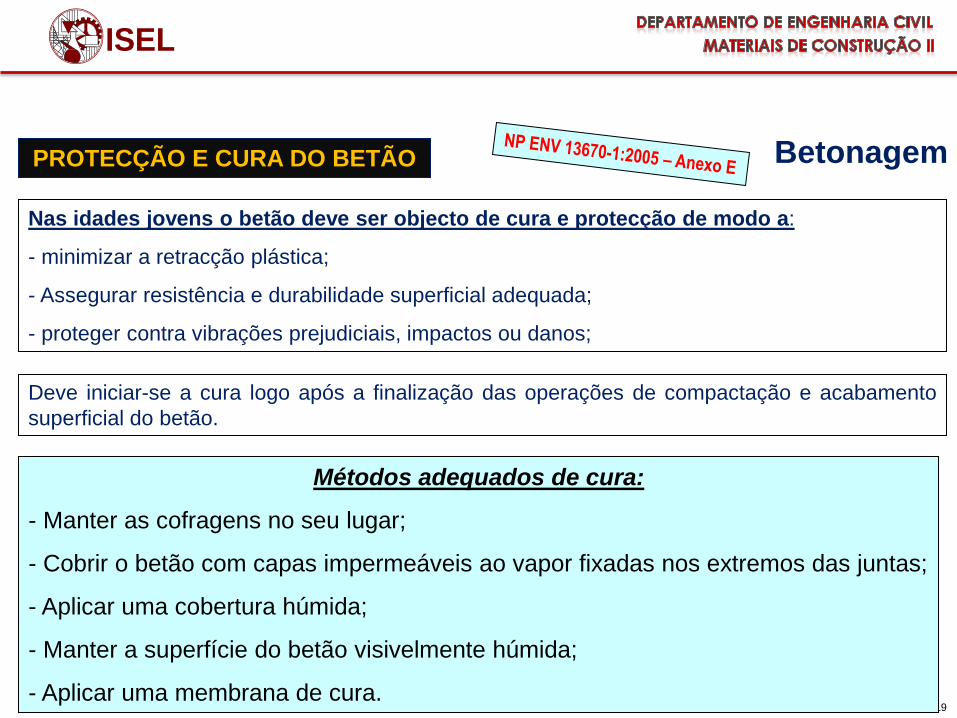
Betonagem PROTECÇÃO E CURA DO BETÃO
Nas idades jovens o betão deve ser objecto de cura e protecção de modo a:
- minimizar a retracção plástica;
- Assegurar resistência e durabilidade superficial adequada;
- proteger contra vibrações prejudiciais, impactos ou danos;
Deve iniciar-se a cura logo após a finalização das operações de compactação e acabamento
superficial do betão.
Métodos adequados de cura:
- Manter as cofragens no seu lugar;
- Cobrir o betão com capas impermeáveis ao vapor fixadas nos extremos das juntas;
- Aplicar uma cobertura húmida;
- Manter a superfície do betão visivelmente húmida;
- Aplicar uma membrana de cura.
ISEL
20
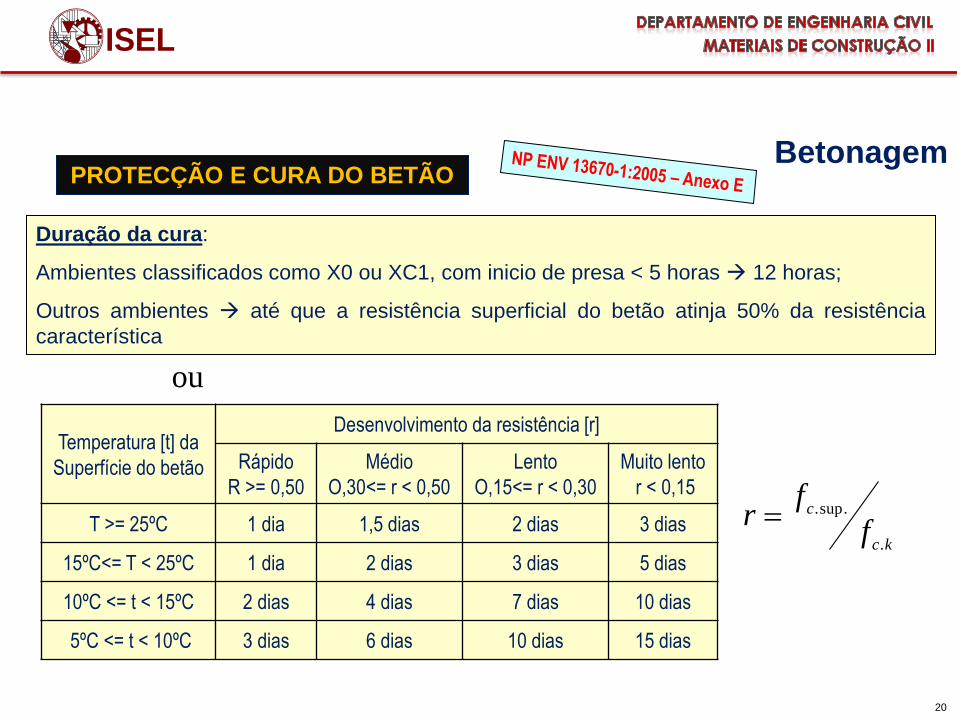
Betonagem PROTECÇÃO E CURA DO BETÃO
Temperatura [t] da
Superfície do betão
Desenvolvimento da resistência [r]
Rápido
R >= 0,50
Médio
O,30<= r < 0,50
Lento
O,15<= r < 0,30
Muito lento
r < 0,15
T >= 25ºC 1 dia 1,5 dias 2 dias 3 dias
15ºC<= T < 25ºC 1 dia 2 dias 3 dias 5 dias
10ºC <= t < 15ºC 2 dias 4 dias 7 dias 10 dias
5ºC <= t < 10ºC 3 dias 6 dias 10 dias 15 dias
kc
c
ff
r.
.sup.
Duração da cura:
Ambientes classificados como X0 ou XC1, com inicio de presa < 5 horas 12 horas;
Outros ambientes até que a resistência superficial do betão atinja 50% da resistência
característica
ou
ISEL
21
Betonagem PROTECÇÃO E CURA DO BETÃO
Considerações finais
Não é permitida a utilização de membranas de cura:
- Em juntas de construção;
- em superfícies a tratar;
- em superfícies em que seja pretendida aderência a outros materiais;
- em superfícies com requisitos especiais de acabamento.
A temperatura da superfície do betão não deve descer abaixo dos 0ºC
até que o betão tenha atingido uma resistência suficiente para resistir à
acção do gelo sem sofrer danos (min. 5 MPa).
A temperatura máxima do betão num elemento não deve exceder 65ºC.
ISEL
22
Betonagem
APÓS BETONAGEM
Após a descofragem, todas as superfícies devem ser inspeccionadas,
para avaliar a conformidade com os requisitos.
As superfícies do betão devem ser protegidas contra danos ou
deteriorações durante as fases subsequentes da construção.
Qualquer requisito relacionado com ensaios “in situ” do betão endurecido
deve constar das especificações de projecto (método, frequência e
critérios de conformidade).

ISEL
23
INSPECÇÃO
ISEL
24
Inspecção CIMBRES E COFRAGEM
INSPECÇÃO ANTES DA BETONAGEM
Geometria das cofragens;
Estabilidade dos cimbres, cofragens e
respectivas fundações;
Impermeabilidade das cofragens;
Limpeza (poeiras, neve, gelo, resíduos de
arame, etc.);
Tratamento das faces das juntas de
construção;
Remoção de água em excesso (att);
Preparação das superfícies das cofragens;
Aberturas e caixas salientes.
INSPECÇÃO DEPOIS DA BETONAGEM
Resistência do betão deve ser estimada
para efeitos de remoção de cimbres e
cofragens;
Examinar a estrutura para assegurar que
as inserções provisórias foram removidas.
ISEL
25
ARMADURAS
INSPECÇÃO ANTES DA BETONAGEM
Quantidade, posição e espaçamento das armaduras;
Recobrimento;
Limpeza das armaduras (oleo, gordura, tinta, etc.);
Amarração (incluindo os respectivos comprimentos), e fixação das
armaduras;
Se o espaçamento é suficiente para colocar e compactar o betão.
INSPECÇÃO DEPOIS
DA BETONAGEM
Colocação dos varões
de espera nas juntas
de construção.
Inspecção
ISEL
26
ARMADURAS
Inspecção
INSPECÇÃO ANTES DA BETONAGEM
Posição das armaduras, bainhas, purgas, drenos, ancoragens e acopladores;
Recobrimento e espaçamento das armaduras;
Fixação das armaduras e bainhas;
Ortogonalidade entre placas de ancoragem e armaduras;
Alinhamento das armaduras na zona das ancoragens e acoplamentos;
Comprimento do cabo adequado para instalação dos macacos;
Danos das bainhas, purgas, ancoragens e acopladores e da correspondente selagem;
Corrosão das armaduras, ancoragens e acopladores;
Limpeza das bainhas, ancoragens e acopladores.
ISEL
27
Inspecção
EM CASO DE NÃO CONFORMIDADE
Em caso de não conformidade após inspecção devem ser empreendidas
acções apropriadas para assegurar que a estrutura se mantém apta.
Em caso de não conformidade confirmada deverão ser analisados, pela seguinte ordem:
implicações da não conformidade
medidas necessárias para recuperar o produto
necessidade de rejeição ou substituição do produto não reparável
ISEL
28
Exercício 5
ISEL
29
FIM DE AULA
ISEL
1
ARMADURAS
ENSAIOS DE RECEPÇÃO E INSPECÇÃO
ENV 13670-1
ISEL
2
RecepçãoARMADURAS DE AÇO NÃO CERTIFICADAS
OUCERTIFICADAS OBJECTO DE INSPECÇÃO
Ensaios de recepção a realizar em laboratório acreditado
Lote: divisão do fornecimento por provir do mesmo produtor e ser do mesmo tipo de aço;
Número mínimo de amostras a recolher em cada lote:
armaduras ordinárias: 2 amostras por cada 50 toneladas
armaduras de pré-esforço: 2 amostras por cada 25 toneladas
DNA 11.2 ENV 13670-1
ISEL
3
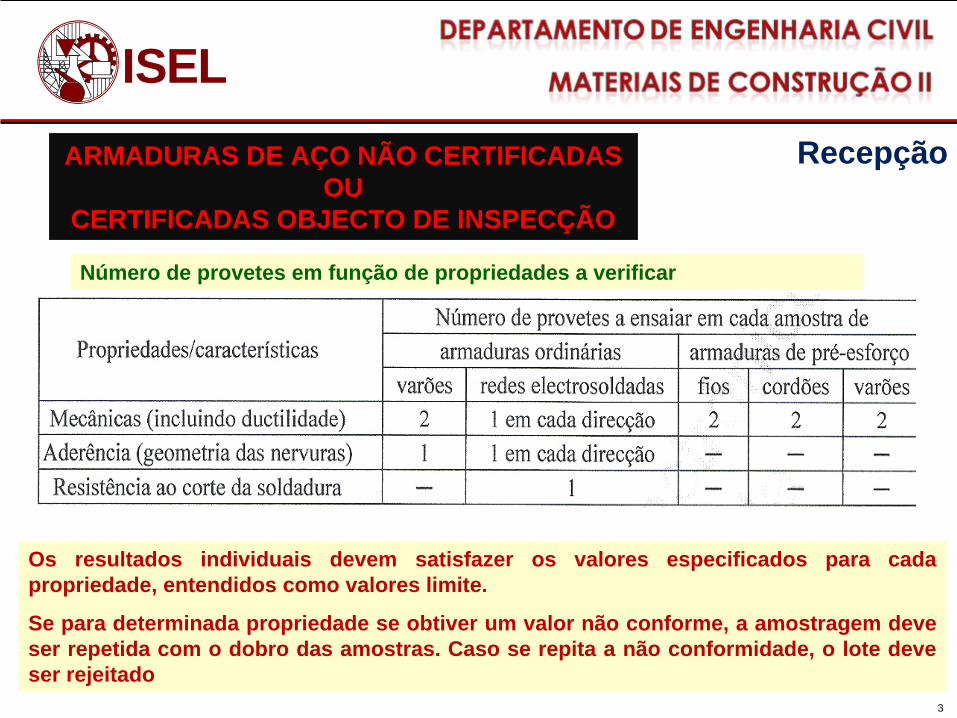
RecepçãoARMADURAS DE AÇO NÃO
CERTIFICADAS
Número de provetes em função de propriedades a verificar
Os resultados individuais devem satisfazer os valores especificados para cada propriedade, entendidos como valores limite.
Se para determinada propriedade se obtiver um valor não conforme, a amostragem deve ser repetida com o dobro das amostras. Caso se repita a não conformidade, o lote deve ser rejeitado
ARMADURAS DE AÇO NÃO CERTIFICADASOU
CERTIFICADAS OBJECTO DE INSPECÇÃO
ISEL
4
ARMADURAS PARA BETÃO ARMADO
INSPECÇÃO ANTES DA BETONAGEM
Quantidade, posição e espaçamento das armaduras;
Recobrimento;
Limpeza das armaduras (oleo, gordura, tinta, etc.);
Amarração (incluindo os respectivos comprimentos), e fixação das armaduras;
Se o espaçamento é suficiente para colocar e compactar o betão.
INSPECÇÃO DEPOIS DA BETONAGEM
Colocação dos varões de espera nas juntas de construção.
Inspecção
NP ENV 13670-1:2005
ISEL
5
ARMADURAS PARA PRÉ-ESFORÇO
Inspecção
INSPECÇÃO ANTES DA BETONAGEM
Posição das armaduras, bainhas, purgas, drenos, ancoragens e acopladores;
Recobrimento e espaçamento das armaduras;
Fixação das armaduras e bainhas;
Ortogonalidade entre placas de ancoragem e armaduras;
Alinhamento das armaduras na zona das ancoragens e acoplamentos;
Comprimento do cabo adequado para instalação dos macacos;
Danos das bainhas, purgas, ancoragens e acopladores e da correspondente selagem;
Corrosão das armaduras, ancoragens e acopladores;
Limpeza das bainhas, ancoragens e acopladores.
NP ENV 13670-1:2005
04-11-2009
1
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
ADJUVANTESADJUVANTES
Elementos fornecidos por:
BASFThe Chemical Company
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
NÃO CONFUNDIR COM ADIÇÕES:
“Materiais inorgânicos, finamente divididos, que podemser adicionados ao betão (na amassadura) com afinalidade de melhorar certas propriedades ou paraadquirir propriedades especiais.
Existem dois tipos de adições: as adições quase inertes(tipo I) e as adições pozolânicas (pozolanas naturais,cinzas volantes, escórias de alto forno) ou adições
hidráulicas latentes (adições tipo II).

04-11-2009
2
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
Remontam à antiguidade - Romanos
1850 Fabrico de cimento Portland
Técnica esquecida durante 2.000 anos
Primeiros aditivos - Gesso1855
Aceleradores - Ca Cl2
Retardadores - Açúcar
1900
Fabrico e comercialização de produtos especiais1920
Plastificantes Lignosulfonados1935
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Introdutores de ar1945
Anti-gel e produtos de cura - Europa1960
Polímeros - Master Builders1966
Superplastificantes - Japão1970
Superplastificantes - Europa1975
Técnica da Sinergia - Master Builders1980
GLENIUM - MBT Japão1990
GLENIUM - MBT Europa1996
04-11-2009
3
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
• Plastificantes redutores de água• Superplastificantes altamente redutores de água• Retentores de água• Introdutores de ar• Aceleradores de presa• Aceleradores de endurecimento• Retardadores de presa• Hidrófugos • Inibidores de corrosão• Outros
TIPOS DE ADJUVANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Substâncias ou produtos cuja função principal é melhorar a
trabalhabilidade (consistência, ductilidade, manuseabilidade, etc.)
do betão, argamassa ou pasta em estado fresco.
Plastificantes
polifuncionais
Superplastificantes
ADJUVANTES que melhoram a reologia
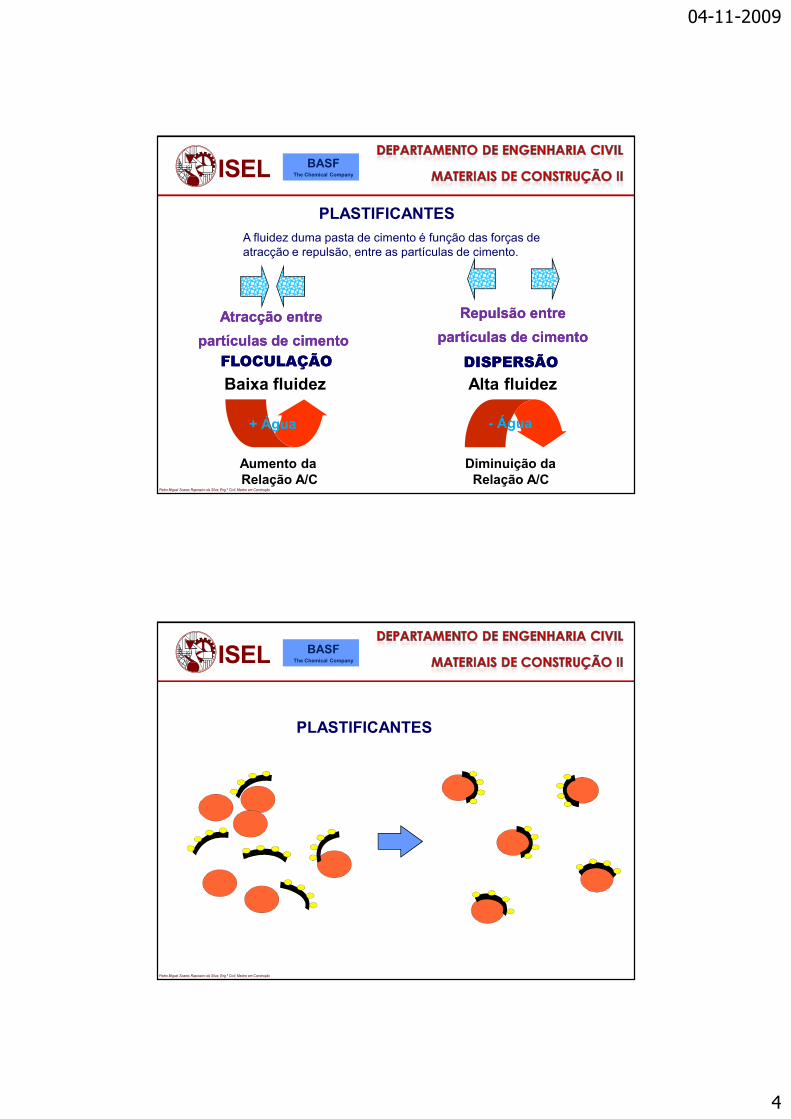
04-11-2009
4
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
A fluidez duma pasta de cimento é função das forças de atracção e repulsão, entre as partículas de cimento.
Atracção entreAtracção entre
partículas de cimentopartículas de cimento
Baixa fluidez
Repulsão entreRepulsão entre
partículas de cimentopartículas de cimento
Alta fluidez
FLOCULAÇÃOFLOCULAÇÃO DISPERSÃODISPERSÃO
Diminuição daRelação A/C
+ Água
Aumento daRelação A/C
- Água
PLASTIFICANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
PLASTIFICANTES
04-11-2009
5
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
��LignosulfonatosLignosulfonatos: Subprodutos do fabrico da pasta de : Subprodutos do fabrico da pasta de
papel.papel.
��Permitem a redução de 5 a 12% da água de Permitem a redução de 5 a 12% da água de amassaduraamassadura..
��Dosagens usuais: 0,2 a 0,5% do peso de cimento.Dosagens usuais: 0,2 a 0,5% do peso de cimento.
��Produzem retardamento de presa em dosagens elevadas. Produzem retardamento de presa em dosagens elevadas.
PLASTIFICANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Condensados de formaldeído naftalenos;Sulfonados e condensados de formaldeído melamina sulfonados.
� Permitem reduções de 12 a 25 % da água de amassadura.
� Dosagens de 1 a 3 % do peso do cimento.
� Ineficazes em baixas dosagens.
SUPERPLASTIFICANTES
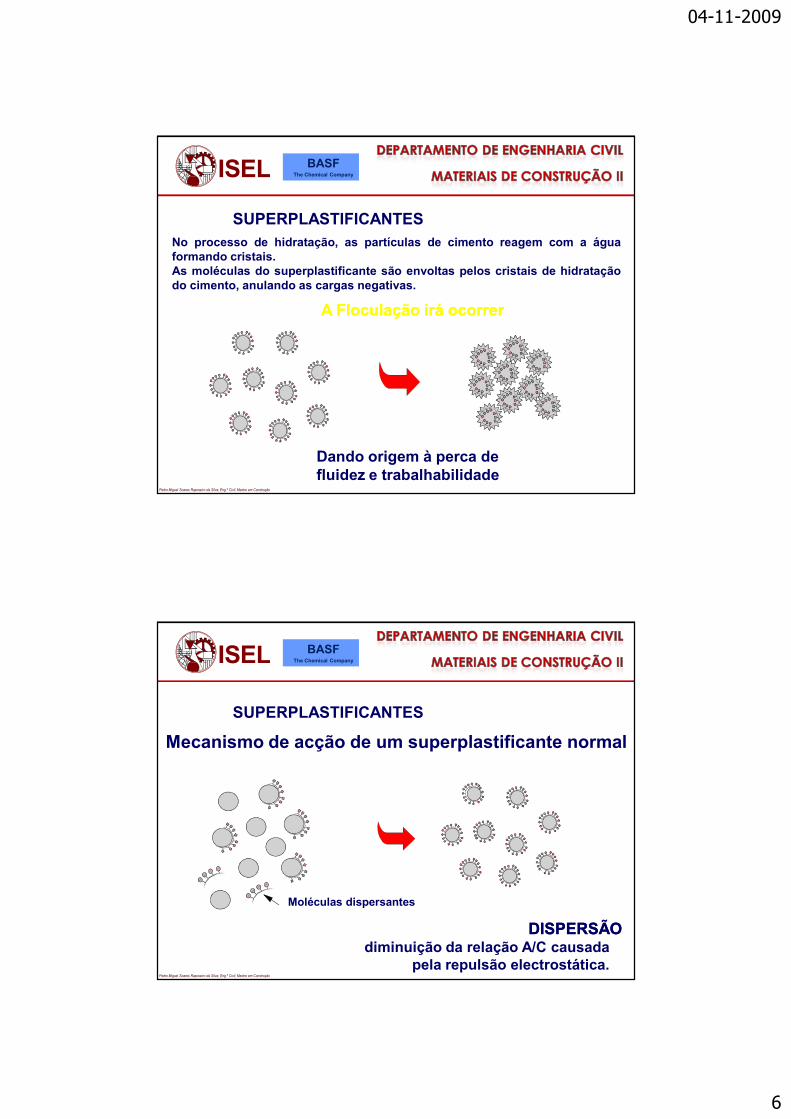
04-11-2009
6
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
A Floculação irá ocorrerA Floculação irá ocorrer
Dando origem à perca defluidez e trabalhabilidade
No processo de hidratação, as partículas de cimento reagem com a águaformando cristais.As moléculas do superplastificante são envoltas pelos cristais de hidrataçãodo cimento, anulando as cargas negativas.
SUPERPLASTIFICANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Mecanismo de acção de um superplastificante normal
DISPERSÃODISPERSÃOdiminuição da relação A/C causada
pela repulsão electrostática.
Moléculas dispersantes
SUPERPLASTIFICANTES
04-11-2009
7
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Utilizáveis como plastificantes em baixas dosagens (0,3 a 0,4%).
� Utilizáveis como superplastificantes em dosagens elevadas (0,6 a 1%).
� Não provocam retardamentos de presa em dosagenselevadas.
POLIFUNCIONAIS
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Pequenas bolhas (<100 microns).
� Interrupção da rede capilar.
� Conteúdo de ar até 5%.
� Aumento da resistência a ciclos gelo / degelo
� Melhor reologia.
Quantidade normal de ar no betão:
Aprox 1,5%
INTRODUTORES DE AR
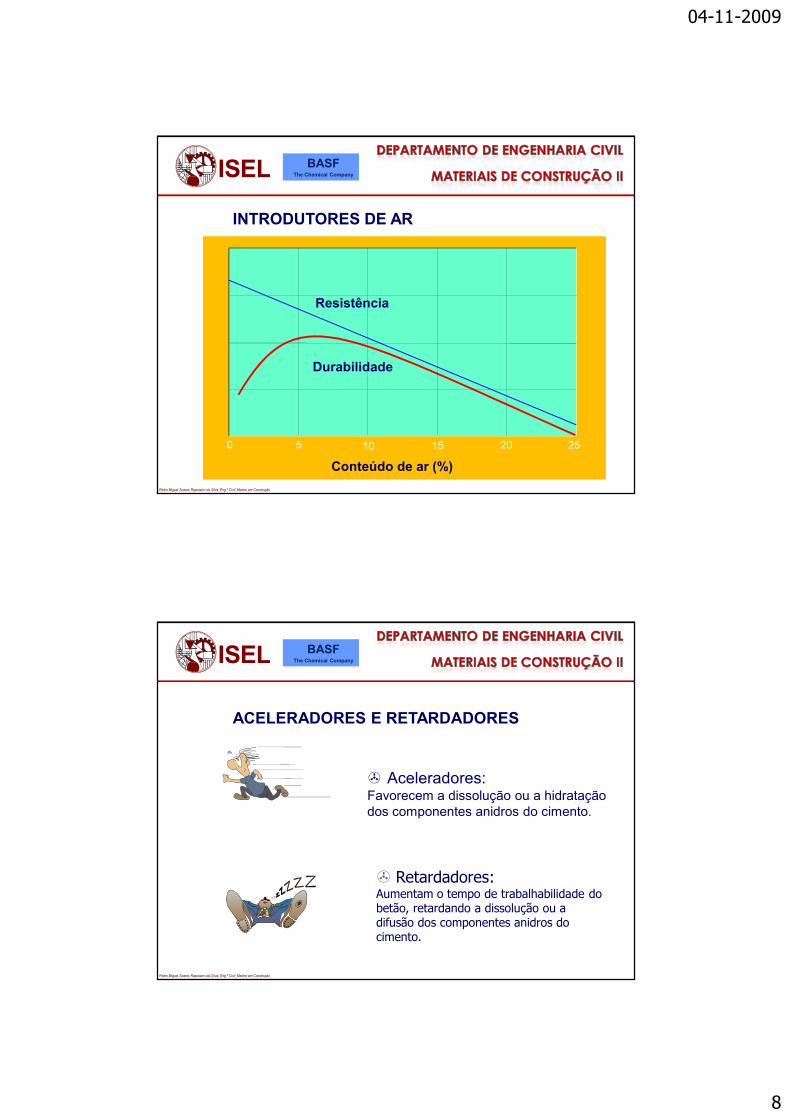
04-11-2009
8
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Resistência
Durabilidade
Conteúdo de ar (%)
INTRODUTORES DE AR
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Retardadores:Aumentam o tempo de trabalhabilidade do betão, retardando a dissolução ou a difusão dos componentes anidros do cimento.
� Aceleradores:Favorecem a dissolução ou a hidratação dos componentes anidros do cimento.
ACELERADORES E RETARDADORES
04-11-2009
9
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� A uma pressão igual, a penetração da água no betãoaditivado, é menor.
� Aumentam a resistência do betão, a ser atravessado por um flúido a baixa pressão.
IMPERMEABILIZANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Argamassa de reboco.
� Pré-fabricação ligeira.
� Muros de suporte de terras.
O betão com hidrófugos repele a água.
APLICAÇÕES:
HIDRÓFUGOS
04-11-2009
10
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Eleger o adjuvante segundo o recomendado na ficha técnica.
� Ler detalhadamente a informação técnica do produto.
� Determinar a dosagem e realizar ensaios prévios.
� Efectuar o controlo de qualidade, ou pelo menos registar o número.
� Garantir um bom sistema de dosagem e mistura.
� Prever as temperaturas de Inverno e proteger os tubos do doseador.
� Consultar o fabricante sobre qualquer dúvida na utilização do produto.
� Manter a limpeza do depósito.
RECOMENDAÇÕES GERAIS
04-11-2009
11
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Em caso de sobredosagem, verificar o peso das amostras, pois este indicaráse houve oclusão de ar, oclusão essa que poderá afectar as resistências.
� Se houver retardamento de presa, procurar que o elemento betonado nãoperca água, regando abundantemente, por exemplo. Controlar a evoluçãodas resistências. Normalmente o betão endurece mais lentamente, masalcança maiores resistências a longo prazo.
� Manter limpos os depósitos. Embora estes produtos contenhamconservantes adequados, em certas ocasiões podem ocorrer fermentações,se o depósito estiver sujo e em climas quentes. As fermentações nãoalteram a qualidade do adjuvante a curto prazo, mas podem produzirespumas que podem afectar os doseadores.
REDUTORES DE ÁGUA
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Eleger um superplastificante adequado ao betão previsto.
� Misturar o adjuvante com 60 a 70% da água de amassadura jáintroduzida, por forma a garantir uma boa homogeneidade.
� Sempre que se utilizem dosagens superiores às indicadas pelofabricante, devem realizar-se ensaios prévios.
� Embora os adjuvantes, pela sua composição, não tenhamgrandes problemas de conservação, é aconselhável manter osdepósitos limpos.
� Na generalidade, os superplastificantes são compatíveis comamaioria dos adjuvantes, contudo, podem ocorrer algunsproblemas com os introdutores de ar.
� A utilização conjunta de plastificantes e superplastificantes,proporciona um efeito plastificante muito elevado.
SUPERPLASTIFICANTES
04-11-2009
12
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� São aplicadas as recomendações gerais mencionadas para osadjuvantes.
� Prever descidas e aumentos de temperatura que poderiammodificar o comportamento do betão.
� Ensaiar previamente o adjuvante com o cimento previsto, paracomprovar o efeito retardante. A reactividade do cimento étambém importante para decidir a dosagem mais adequada.
� Os retardadores podem combinar-se facilmente com adjuvantesredutores de água, mas deve ter-se em conta que estes podemapresentar um efeito retardante, por si mesmos.
RETARDADORES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Verificar se o adjuvante contém cloros na sua composição, quando se trate de betão armado.
� Utilizar a dosagem mínima de acelerador, introduzindo um superplastificantes que permita uma notável redução da relação A/C.
� Ter em conta a real temperatura da obra.
� Os aceleradores podem combinar-se com redutores de água que não tenham efeito retardador.
ACELERADORES
04-11-2009
13
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Eleger o introdutor de ar e a sua dosagem mediante ensaios, nos quais seja controlado o ar ocluído e as resistências mecânicas.
� Manter constantes a intensidade e o tempo de mistura.
� Efectuar um controlo da oclusão de ar e das resistências.
� Evitar sobredosagens e misturas excessivas.
INTRODUTORES DE AR
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Juntar o adjuvante à argamassa pré-amassada, comconsistência seca ou plástica.
� Utilizar preferencialmente agregados naturais rolados.As britadas apresentam cantos que rompem asbolhas de ar à medida que se formam. Este efeitolimita a estabilidade da espuma gerada.
� Manter a intensidade e o tempo de misturaconstantes.
ESPUMANTES
04-11-2009
14
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Os anticongelantes são uma ajuda para betonar em tempo frio, não se devendo descuidar as medidas e cuidados para betonar a baixas temperaturas.
� Proteger os elementos finos, esbeltos ou de grande superfície.
ANTICONGELANTES
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� São aplicadas as recomendações gerais mencionadas para os adjuvantes.
� Não pensar que o adjuvante consegue por si só um betão impermeável.
� Dar especial atenção à composição do betão.
� Verificar se a colocação em obra é a mais correcta, e que permita uma boa compactação.
� Evitar juntas frias, colocando juntas hidroexpansivas.
IMPERMEABILIZANTES
04-11-2009
15
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� São aplicadas as recomendações gerais mencionadas para os adjuvantes.
� Rever as dosagens a utilizar.
� Controlar as resistências mecânicas e a repulsão de água obtida.
HIGRÓFUGOS
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Controlar a alteração de consistência, e comprovar a trabalhabilidade e bombabilidade.
� Reduzem ligeiramente a consistência, o que deve ser tido em conta se se combina com um plastificante.
� Evitar sobredosagens, e utilizar a dosagem óptima.
ADJUVANTES PARA MELHORAR A BOMBABILIDADE
04-11-2009
16
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
� Tomar as medidas de segurança necessárias, tanto noarmazenamento como no manuseamento dos produtosalcalinos (pH > 12).
� Procurar utilizar adjuvantes não alcalinos.
� Recordar que o uso de um redutor de água permitereduzir a relação água/cimento, e melhorar asresistências iniciais e finais.
ADJUVANTES PARA BETÃO PROJECTADO
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
�Melhoria da estabilidade dimensional
�Resistência ao ataque de substâncias agressivas (cloros, sulfatos, etc..)
�Resistência a ciclos gelo-degelo .
�Protecção de armaduras.
�Evolução positiva de resistências à compressão após 28 dias.
ADJUVANTES VS DURABILIDADE

04-11-2009
17
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
Redução da relação A/CRedução da relação A/C
CarbonataçãoAtaque químicoRetracção.
Redução da permeabilidadeRedução da permeabilidade
ResistênciasCompacidade
ADJUVANTES VS DURABILIDADE
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company

04-11-2009
18
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
PLASTIFICANTES
• - Betões bombados e projectados• - Betões colocado dentro de água• - Betões pobres: blocos, etc.• - Betões para estradas• - Betões sem finos• - Betões com muita armadura• - Betões injectados: argamassas, caldas
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
SUPERPLASTIFICANTES
- Necessidade de boa trabalhabilidade
- Pré-fabricação
- Betões de elevadas resistências
- Betões com muita armadura
- Betões auto-compactáveis
04-11-2009
19
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
ACELERADORES
- Descofragem rápida- Tempo frio; pré-fabricação- Trabalhos de impermeabilização- Reparações rápidas: aeroportos, estradas- Selagens, chumbadouros
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
RETARDADORES
- Tempo quente- Injecções a grande profundidade- Cortinas de estanquidade- Transporte a grandes distâncias- Juntas de betonagem- Paramentos com agregados à vista- Paredes moldadas no terreno- Betonagem contínua
04-11-2009
20
ISEL
Pedro Miguel Soares Raposeiro da Silva, Eng.º Civil, Mestre em Construção
BASFThe Chemical Company
INTRODUTORES DE AR
• - Estradas, barragens, pontes; trabalhos marítimos
• - Obras expostas ao gelo e águas agressivas
• - Betões extrudidos: separadores de segurança
2006
Instituto Superior de Engenharia de Lisboa
Departamento de Engenharia Civil - Secção 4
ISEL
MATERIAIS DE CO#STRUÇÃO II
ARGAMASSAS
REBOCOS TRADICIO#AIS
DOCUMENTO ELABORADO POR:
Eng.º Pedro Miguel Soares Raposeiro da Silva / Assistente de 2º Triénio / Mestre
Eng.º João Manuel Barrento da Costa / Professor Adjunto / Mestre
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 1
ISEL
Índice Geral
1 I#TRODUÇÃO ................................................................................................................. 5
2 ARGAMASSAS DE REBOCO ........................................................................................ 6
2.1 REBOCOS TRADICIO#AIS .................................................................................... 7
2.2 REBOCOS #ÃO TRADICIO#AIS .......................................................................... 9
2.3 FU#ÇÕES, E CARACTERISTICAS DE UMA ARGAMASSA DE REBOCO . 10
2.3.1 FUNÇÕES .......................................................................................................... 10
2.3.2 CARACTERÍSTICAS ....................................................................................... 11
2.4 COMPO#E#TES DE UMA ARGAMASSA DE REBOCO ................................. 16
2.4.1 ÁGUA ................................................................................................................ 16
2.4.2 AREIAS ............................................................................................................. 16
2.4.3 LIGANTES ........................................................................................................ 19
2.5 CARACTERIZAÇÃO DAS PROPRIEDADES DAS ARGAMASSAS ............... 30
2.5.1 ESTADO FRESCO ............................................................................................ 30
2.5.2 ESTADO ENDURECIDO ................................................................................. 31
2.5.3 CLASSIFICAÇÃO MERUC ............................................................................. 34
3 BIBLIOGRAFIA ............................................................................................................. 48
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 2
ISEL
Índice de Fotos
Fotos n.º1 e 2 – Fissuras em argamassas tradicionais com traço 1:2 após uma semana.
Foto n.º3 – Ensaio de aderência. Várias tipologias de rotura (rotura no seio do suporte, rotura
mista e rotura no seio do revestimento).
Foto n.º4 – Determinação da consistência de argamassa pela mesa de espalhamento.
Foto n.º5 – Ensaio de espalhamento através da “flow table”.
Foto n.º6 – Determinação do teor em ar através do Aerómetro.
Foto n.º7 – Determinação da resistência à tracção por flexão pelo menos aos 7 e aos 28 dias
de idade.
Determinação da resistência à compressão pelo menos aos 7 e aos 28 dias de idade;
Foto n.º8 – Determinação das variações dimensionais (retracção/expansão) às 24h e aos 28
dias de idade.
Foto n.º9 – Determinação da absorção de água por capilaridade aos 28 dias de idade em
provetes prismáticos de 40x40x160 mm.
Fotos n.º 10, 11 e 12 – Determinação da absorção de água por capilaridade em provetes
cilíndricos de 100x25 mm.
Foto n.º13 – Ensaio de aderência (pull-off).
Foto n.º14 – Pastilhas metálicas coladas.
Foto n.º15 – Determinação da resistência à penetração de cloretos.
Foto n.º16 – Determinação da resistividade.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 3
ISEL
Índice de Figuras
Figura n.º1 – Esquema síntese dos rebocos tradicionais
Figura n.º2 – Esquema do desenvolvimento de fissuras em revestimentos, de camada única e
de três camadas [11].
Figura n.º3 – Tipologias de fissuração correspondentes a revestimentos de baixo e de alto
teor em ligante.
Figura n.º4 – Representação esquemática do mecanismo de aderência por penetração da
argamassa nos poros ou rugosidades do suporte [1].
Figura n.º5 – Tipos de areias usadas em rebocos.
Figura n.º6 – Tipos de areia utilizada no fabrico de uma argamassa para reboco tradicional.
Figura n.º7 – Tipos de ligantes utilizados nas argamassas de reboco.
Figura n.º8 – Classificação das cais aéreas [6].
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 4
ISEL
Índice de Tabelas
Tabela n.º1 – Classificação das cais aéreas [6].
Tabela n.º2 – Vantagens da utilização de cal aérea nos rebocos [4].
Tabela n.º3 – Desvantagens da utilização de cal aérea nos rebocos [4].
Tabela n.º4 – Natureza da cal segundo a matéria-prima (quadro elaborado por Durand Claye
no principio do século XX) [6].
Tabela n.º5 – Classificação das cais hidráulicas [6].
Tabela n.º6 – Vantagens da utilização de cal hidráulica nos rebocos [4].
Tabela n.º7 – Desvantagens da utilização de cal hidráulica nos rebocos [4].
Tabela n.º8 – Principais tipos de cimento corrente [6].
Tabela n.º9 – Adequação dos vários tipos de cimento a uma determinada função, em
argamassa (catálogo Cimpor).
Tabela n.º10 – Vantagens da utilização de cimento portland nos rebocos [4].
Tabela n.º 11 – Desvantagens da utilização de cimento portland nos rebocos [4].
Tabela n.º12 – Classificação MERUC.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 5
ISEL
1 I#TRODUÇÃO
Neste documento pretende-se complementar, relativamente aos rebocos de tradicionais com
cal, os elementos incluídos nas “Folhas de apoio da disciplina de Materiais de Construção II.
Pretende-se, também, sensibilizar os alunos para a importância da utilização deste tipo de
argamassas, de modo a poderem prescrevê-las e divulgar o seu fabrico e controlo em obra.
Os rebocos são, talvez, de entre todos os componentes envolvidos na construção, os mais
vulneráveis, por se apresentarem normalmente numa camada delgada que tem como principal
função a protecção do edifício dos elementos exteriores, tendo em simultâneo de conferir um
aspecto agradável ao mesmo.
Um reboco é praticamente um microbetão mas, ainda que existam inúmeros estudos,
raramente é definido convenientemente num projecto ou num caderno de encargos,
constatando-se também que, em geral, não existe em obra um controlo capaz de responder às
exigências. Se se juntar o facto de cada vez existir menos mão-de-obra qualificada e que,
actualmente, o fabrico em obra das argamassas de reboco é entregue, muitas das vezes, ao
pessoal menos qualificado (por exemplo, aos serventes), criam-se as condições ideais para o
aparecimento de anomalias nos referidos rebocos [1] [10].
Apresenta-se, nos capítulos seguintes, uma descrição dos vários tipos de rebocos, dando
especial realce aos tradicionais e faz-se uma breve descrição das características dos mesmos e
dos seus componentes. Conclui-se com uma tipificação das anomalias, das suas causas e das
respectivas técnicas de diagnóstico.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 6
ISEL
2 ARGAMASSAS DE REBOCO
As argamassas são misturas plásticas obtidas com um ou mais aglomerantes (gesso, cal ou
cimento), areia e água (podendo ou não adicionar-se adjuvantes e/ou aditivos), que servem
para ligar entre si as pedras naturais e artificiais das construções de alvenaria (argamassas de
assentamento), para as revestir como camadas protectoras e/ou decorativas (argamassas de
reboco) e para reparação, reconstrução e manutenção de estruturas de betão. Podem assim, ser
divididas em três grandes grupos [1] [9] [10]:
- Argamassas de assentamento;
- Argamassas de reboco;
- Argamassas de reparação.
No que se refere às argamassas de reboco, tema do presente trabalho, podem ainda dividirem-
se em dois subgrupos principais, conforme o processo de fabrico e materiais constituintes.
Têm-se assim [1] [9] [10]:
- Rebocos tradicionais;
- Rebocos não tradicionais;
Alguns autores (1) separam os constituídos à base de cal, dos de cal e/ou cimento, ficando-se,
assim, com a seguinte divisão:
- Rebocos tradicionais (com cal);
- Rebocos correntes (com cal e/ou cimento);
- Rebocos não tradicionais (pré-doseados e/ou monocamada);
(1) BRITO, Jorge – Folhas de apoio à disciplina de Reabilitação Não-Estrutural de Edifícios, Capitula 5 – “Diagnóstico, Patologia e Reabilitação de Revestimentos de Paredes – IST, 2005/2006;
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 7
ISEL
2.1 REBOCOS TRADICIO#AIS
As argamassas para rebocos tradicionais são doseadas e preparadas em obra, sendo
constituídas basicamente por um ligante, areia (areias naturais extraídas do leito dos rios ou de
areeiros de natureza siliciosa ou calcária) e eventualmente, adjuvantes e aditivos.
Para se obter um bom revestimento tradicional deve-se realizar pelo menos 2 ou 3 camadas:
crespido, camada de base e camada de acabamento. A necessidade de realização de mais do
que uma camada decorre na impossibilidade de serem integralmente conseguidas as
características pretendidas se aplicadas em camada única [1] [4] [10].
Função das diversas camadas:
1ª Camada – crespido (salpico, chapisco)
- Consolidar a superfície do suporte;
- Reduzir a absorção da água das argamassas das camadas seguintes;
- Melhorar a aderência ao suporte;
Para atingir estes objectivos, utiliza-se preferencialmente cimento Portland.
2ª Camada – camada base (emboço, regularização)
- Garantir planeza;
- Garantir verticalidade;
Nesta camada, a dosagem de cal é importante, pois vai garantir a trabalhabilidade da
argamassa e retardar a presa, dando tempo aos trabalhos de regularização da superfície.
3ª Camada – acabamento (também denominado emboço de estucador quando usado no
interior)
Quando aplicado no exterior, o acabamento tem de resistir aos elementos, pelo que procura-se
aumentar a dosagem de cal e areia para reduzir a fendilhação, a “ductibilidade” e não
manchar;
Por outro lado, quando aplicado do lado interior, procura-se adicionar gesso para criar uma
superfície agradável ao toque, ao tacto e para receber um acabamento mais delicado.
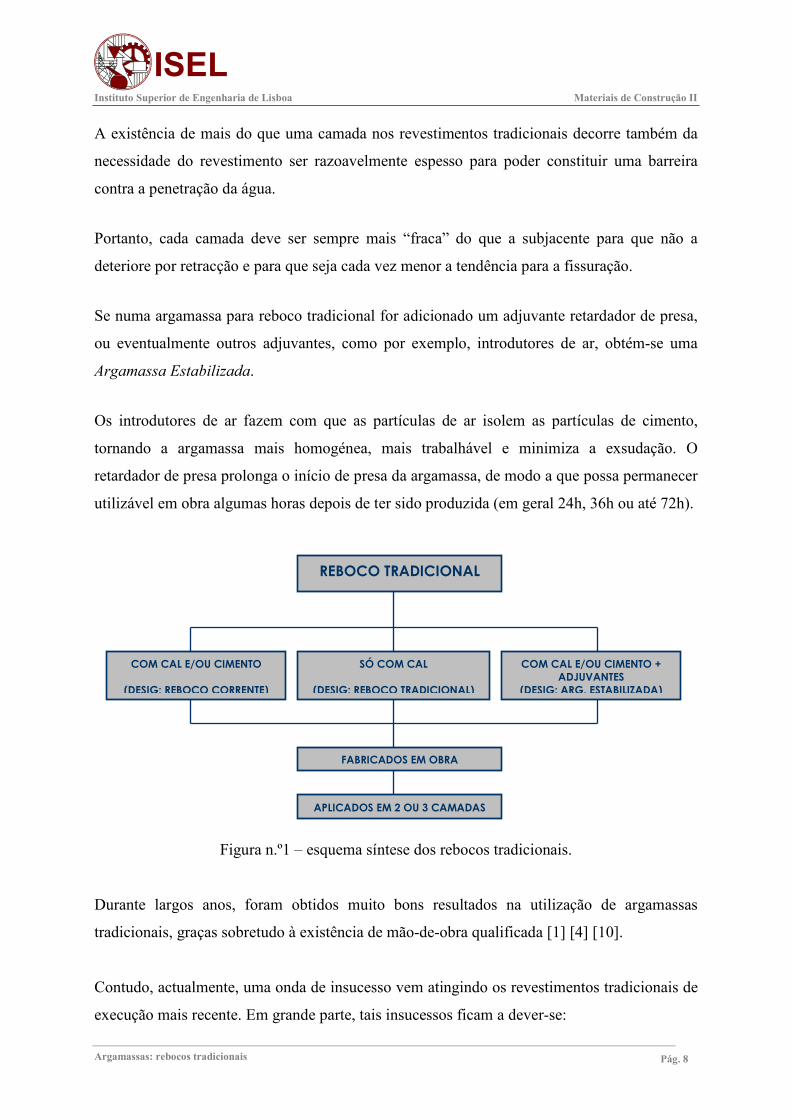
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 8
ISEL
A existência de mais do que uma camada nos revestimentos tradicionais decorre também da
necessidade do revestimento ser razoavelmente espesso para poder constituir uma barreira
contra a penetração da água.
Portanto, cada camada deve ser sempre mais “fraca” do que a subjacente para que não a
deteriore por retracção e para que seja cada vez menor a tendência para a fissuração.
Se numa argamassa para reboco tradicional for adicionado um adjuvante retardador de presa,
ou eventualmente outros adjuvantes, como por exemplo, introdutores de ar, obtém-se uma
Argamassa Estabilizada.
Os introdutores de ar fazem com que as partículas de ar isolem as partículas de cimento,
tornando a argamassa mais homogénea, mais trabalhável e minimiza a exsudação. O
retardador de presa prolonga o início de presa da argamassa, de modo a que possa permanecer
utilizável em obra algumas horas depois de ter sido produzida (em geral 24h, 36h ou até 72h).
Figura n.º1 – esquema síntese dos rebocos tradicionais.
Durante largos anos, foram obtidos muito bons resultados na utilização de argamassas
tradicionais, graças sobretudo à existência de mão-de-obra qualificada [1] [4] [10].
Contudo, actualmente, uma onda de insucesso vem atingindo os revestimentos tradicionais de
execução mais recente. Em grande parte, tais insucessos ficam a dever-se:
REBOCO TRADICIONAL
COM CAL E/OU CIMENTO
(DESIG: REBOCO CORRENTE)
SÓ COM CAL
(DESIG: REBOCO TRADICIONAL)
COM CAL E/OU CIMENTO + ADJUVANTES
(DESIG: ARG. ESTABILIZADA)
FABRICADOS EM OBRA
APLICADOS EM 2 OU 3 CAMADAS
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 9
ISEL
- Ao desaparecimento de mão-de-obra com domínio da tecnologia tradicional;
- À utilização imponderada, e como ligante único, do cimento Portland nas argamassas,
com o abandono quase total da cal;
- À execução demasiada rápida, sem respeito pelos trabalhos de preparação dos suportes,
pelo número de camadas ou pelos intervalos de tempo de secagem necessários;
- À ausência ou insuficiente humedecimento prévio do suporte, ou à falta de humidificação
posterior à execução das diversas camadas do revestimento, necessária para lhes garantir
uma cura correcta (no caso da utilização do cimento Portland como ligante).
Perante os inconvenientes desta situação, desenharam-se tendências diferentes para a
resolução do problema.
Surgem, assim, as argamassas prontas (rebocos não tradicionais).
2.2 REBOCOS #ÃO TRADICIO#AIS
Os rebocos não tradicionais são, basicamente, constituídos por argamassas prontas. São
produzidas misturas pré-doseadas em fábrica a que, em obra, apenas haverá que adicionar a
quantidade de água de amassadura especificada na própria embalagem de comercialização.
São, portanto, produtos que tentam manter as características das argamassas tradicionais e
proporcionam condições para que desapareçam os problemas relacionados com a falta de
mão-de-obra qualificada.
Por serem um produto pronto a usar, reduz a área tradicionalmente reservada para a produção
de argamassas em obra libertando assim espaço em estaleiro.
De entre os produtos de revestimento não tradicionais há ainda que destacar os rebocos
monocamada. São igualmente misturas produzidas em fábrica, para serem aplicadas em uma
ou duas demãos, podendo atingir uma espessura final na ordem dos 10 a 20 mm. Pretende-se
com estes produtos satisfazer, numa só camada, todas as características requeridas ao
revestimento e obtidas nos rebocos tradicionais, em pelo menos, três camadas [1] [4] [10].
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 10
ISEL
2.3 FU#ÇÕES, E CARACTERISTICAS DE UMA ARGAMASSA DE REBOCO
2.3.1 FUNÇÕES
As funções de um reboco são [2] [4] [11] [12]:
1. Protecção:
- Melhorar a impermeabilidade da parede;
- Melhorar a resistência mecânica;
2. Conferir planura à superfície da parede;
3. Proporcionar suporte para pintura, revestimentos com azulejos ou outros.
Ainda que se trate de um componente usual na construção, a sua correcta execução é
complexa dada a grande variabilidade de diversos factores, tais como [2] [4] [11] [12]:
1. Os seus componentes:
- Agregado (por ex.: basta chover para que as suas características em obra apresentem
uma grande variação);
- Aglutinantes (por ex.: o cimento, a cal hidráulica e a cal aérea apresentam
fenómenos de retracção diferentes);
2. Ambientais (por ex.: exposição, quer durante a execução, quer posteriormente, ao sol,
à chuva, ao vento, a poluição, etc.);
3. Preparação e aplicação em obra (por ex.: formação do pessoal ou adequação do
equipamento);
4. De envolvente:
- Drenagem das águas dos terrenos adjacentes;
- Tensões provocadas sobre os rebocos devidas à dilatação térmica, sísmica, ou ao
vento;
5. De manutenção:
- Pressão de vapor de água, pela impermeabilidade ou ventilação deficiente;
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 11
ISEL
2.3.2 CARACTERÍSTICAS
Às argamassas de reboco exige-se que dêem resposta a determinadas características (regras de
qualidade), das quais se destacam as relacionadas com as seguintes propriedades [2] [4] [11]
[12]:
- Trabalhabilidade;
- Resistência à fendilhação;
- Capacidade de impermeabilização em zona não fendilhada;
- Aderência ao suporte;
- Compactibilidade com o suporte;
- Durabilidade.
2.3.2.1 TRABALHABILIDADE
A argamassa deve poder ser facilmente aplicada, de modo a serem obtidas boas aderências e
compacidade e bom rendimento, e deve poder ser trabalhada à superfície para que o aspecto
final seja satisfatório.
O aumento do teor de finos das areias usadas, o aumento do teor do ligante e o aumento da
quantidade de água de amassadura são factores que permitem melhorar a trabalhabilidade,
mas que têm consequências gravosas para outras características da argamassa. Assim, é
preferível melhorar a trabalhabilidade através da mistura de cal ou da incorporação de
adjuvantes apropriados (plastificantes e introdutores de ar).
2.3.2.2 RESISTÊNCIA À FENDILHAÇÃO
A resistência de uma argamassa à fendilhação é função da capacidade da argamassa para
resistir às tensões de tracção nela induzidas pelo efeito da restrição da retracção.
Logo que as argamassas são aplicadas sobre os suportes, começa a sua retracção de secagem
inicial, que é restringida pela aderência ao suporte. Esta restrição vai dar origem ao
desenvolvimento de tensões de tracção no revestimento e de corte no plano de contacto do
revestimento com o suporte.
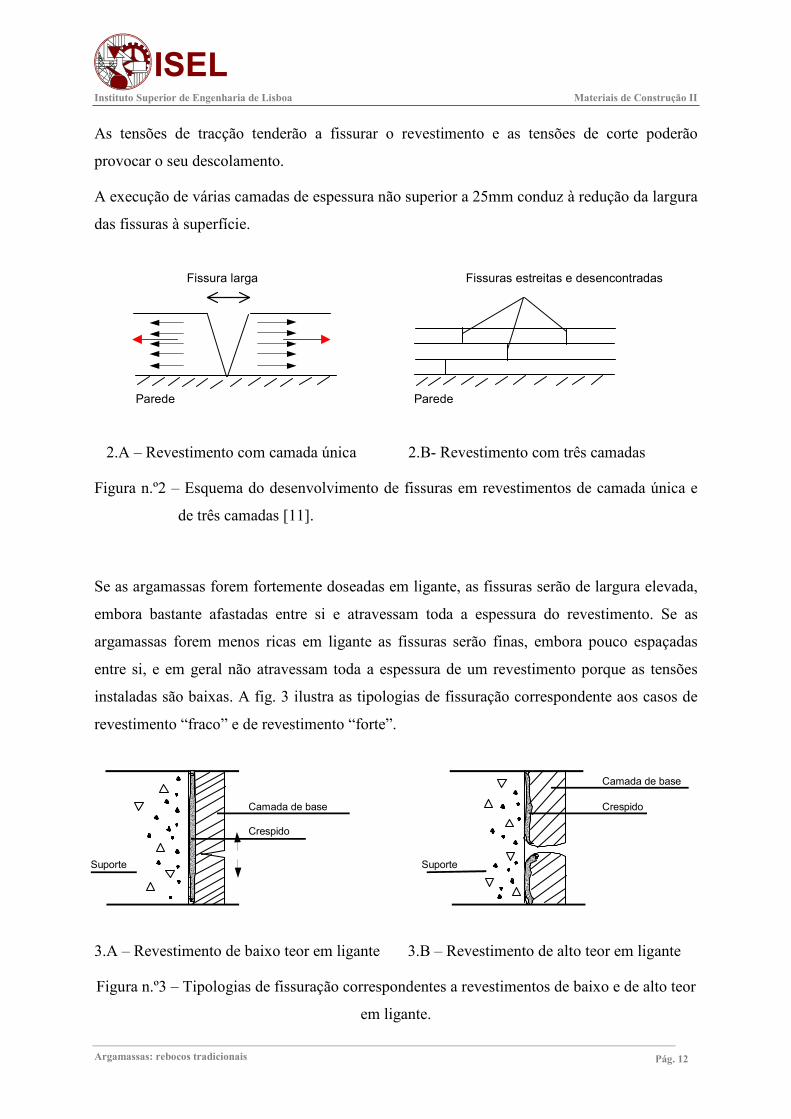
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 12
ISEL
As tensões de tracção tenderão a fissurar o revestimento e as tensões de corte poderão
provocar o seu descolamento.
A execução de várias camadas de espessura não superior a 25mm conduz à redução da largura
das fissuras à superfície.
2.A – Revestimento com camada única 2.B- Revestimento com três camadas
Figura n.º2 – Esquema do desenvolvimento de fissuras em revestimentos de camada única e
de três camadas [11].
Se as argamassas forem fortemente doseadas em ligante, as fissuras serão de largura elevada,
embora bastante afastadas entre si e atravessam toda a espessura do revestimento. Se as
argamassas forem menos ricas em ligante as fissuras serão finas, embora pouco espaçadas
entre si, e em geral não atravessam toda a espessura de um revestimento porque as tensões
instaladas são baixas. A fig. 3 ilustra as tipologias de fissuração correspondente aos casos de
revestimento “fraco” e de revestimento “forte”.
3.A – Revestimento de baixo teor em ligante 3.B – Revestimento de alto teor em ligante
Figura n.º3 – Tipologias de fissuração correspondentes a revestimentos de baixo e de alto teor
em ligante.
Fissura larga Fissuras estreitas e desencontradas
Parede Parede
Camada de base
Camada de base Crespido
Crespido
Suporte Suporte
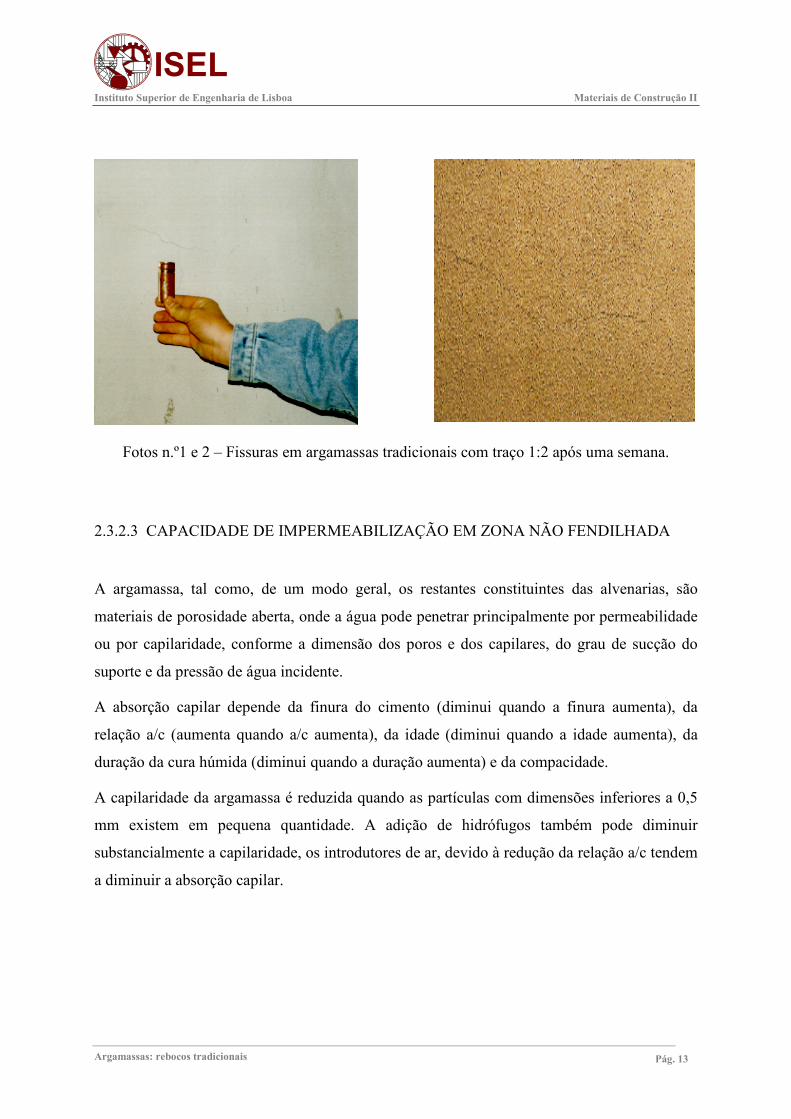
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 13
ISEL
Fotos n.º1 e 2 – Fissuras em argamassas tradicionais com traço 1:2 após uma semana.
2.3.2.3 CAPACIDADE DE IMPERMEABILIZAÇÃO EM ZONA NÃO FENDILHADA
A argamassa, tal como, de um modo geral, os restantes constituintes das alvenarias, são
materiais de porosidade aberta, onde a água pode penetrar principalmente por permeabilidade
ou por capilaridade, conforme a dimensão dos poros e dos capilares, do grau de sucção do
suporte e da pressão de água incidente.
A absorção capilar depende da finura do cimento (diminui quando a finura aumenta), da
relação a/c (aumenta quando a/c aumenta), da idade (diminui quando a idade aumenta), da
duração da cura húmida (diminui quando a duração aumenta) e da compacidade.
A capilaridade da argamassa é reduzida quando as partículas com dimensões inferiores a 0,5
mm existem em pequena quantidade. A adição de hidrófugos também pode diminuir
substancialmente a capilaridade, os introdutores de ar, devido à redução da relação a/c tendem
a diminuir a absorção capilar.
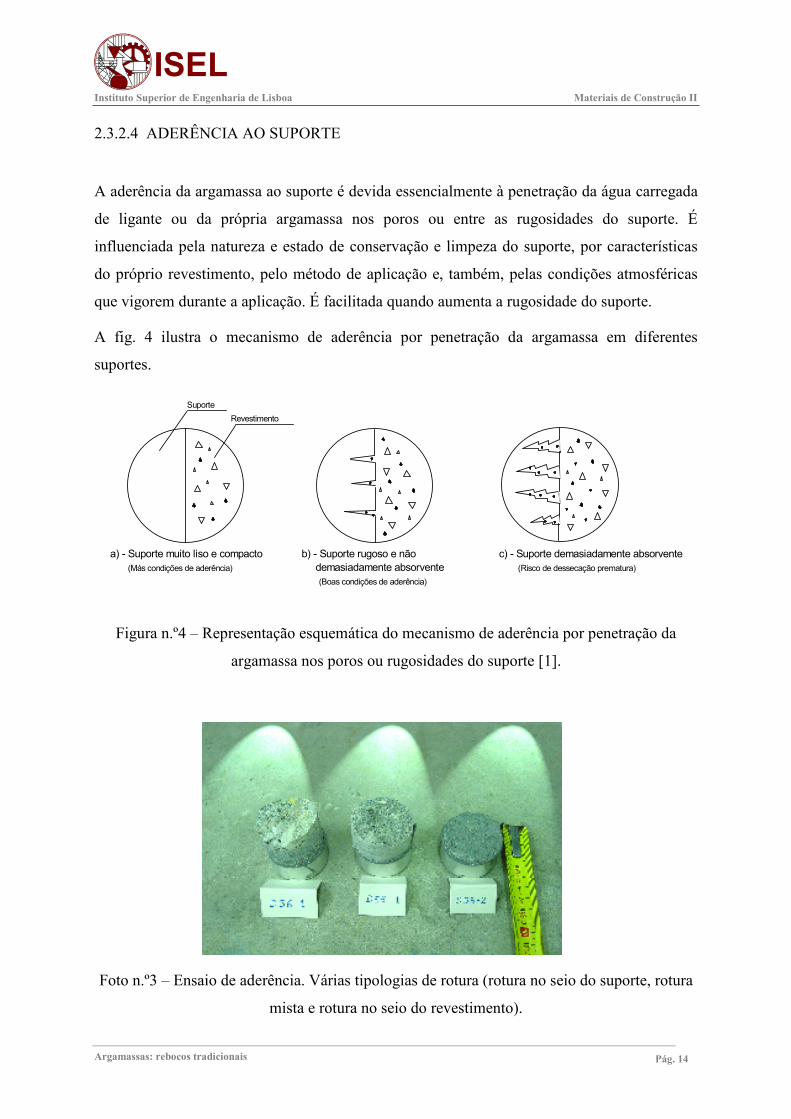
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 14
ISEL
2.3.2.4 ADERÊNCIA AO SUPORTE
A aderência da argamassa ao suporte é devida essencialmente à penetração da água carregada
de ligante ou da própria argamassa nos poros ou entre as rugosidades do suporte. É
influenciada pela natureza e estado de conservação e limpeza do suporte, por características
do próprio revestimento, pelo método de aplicação e, também, pelas condições atmosféricas
que vigorem durante a aplicação. É facilitada quando aumenta a rugosidade do suporte.
A fig. 4 ilustra o mecanismo de aderência por penetração da argamassa em diferentes
suportes.
Figura n.º4 – Representação esquemática do mecanismo de aderência por penetração da
argamassa nos poros ou rugosidades do suporte [1].
Foto n.º3 – Ensaio de aderência. Várias tipologias de rotura (rotura no seio do suporte, rotura
mista e rotura no seio do revestimento).
Suporte
Revestimento
a) - Suporte muito liso e compacto b) - Suporte rugoso e não c) - Suporte demasiadamente absorvente
(Más condições de aderência) demasiadamente absorvente (Risco de dessecação prematura)
(Boas condições de aderência)
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 15
ISEL
2.3.2.5 DURABILIDADE
A durabilidade das argamassas está fundamentalmente relacionada com alguma das anomalias
que as podem afectar, tais como: a fendilhação; a penetração de água por capilaridade; as
perdas de aderência; o esfarelamento provocado por dessecação prematura; o corte do
suporte; o ataque de sais, nomeadamente sulfatos, existentes nos materiais que constituem os
suportes, no ar ou na água.
Além dos diferentes aspectos referidos anteriormente, também é importante referir a
resistência à penetração de cloretos e a resistividade eléctrica. Estes dois aspectos são
relevantes quando se trata de argamassas de reparação.
Hoje em dia, a contaminação do betão por cloretos é identificada como uma das maiores
causas de deterioração das estruturas de betão armado. Existe um enorme número de
estruturas que estão afectadas por este problema e onde se incluem, particularmente, as
expostas ao ambiente marinho ou à acção de sais de degelo.
Uma das técnicas mais utilizadas para reabilitar estruturas em que a corrosão é devida ao
elevado teor de cloretos é a reparação localizada, utilizando argamassas de elevada
resistência, sem retracção, nem segregação e de elevada resistência à penetração de iões de
cloretos.
A resistividade é um bom parâmetro para avaliar a velocidade de penetração de iões cloreto
no betão e nas argamassas. A resistividade eléctrica (a unidade de medida é .cm)é uma
propriedade de cada material e corresponde ao inverso da sua condutividade. Depende em
grande proporção do grau de saturação dos poros do betão e das argamassas e, em menor
grau, da hidratação da pasta.
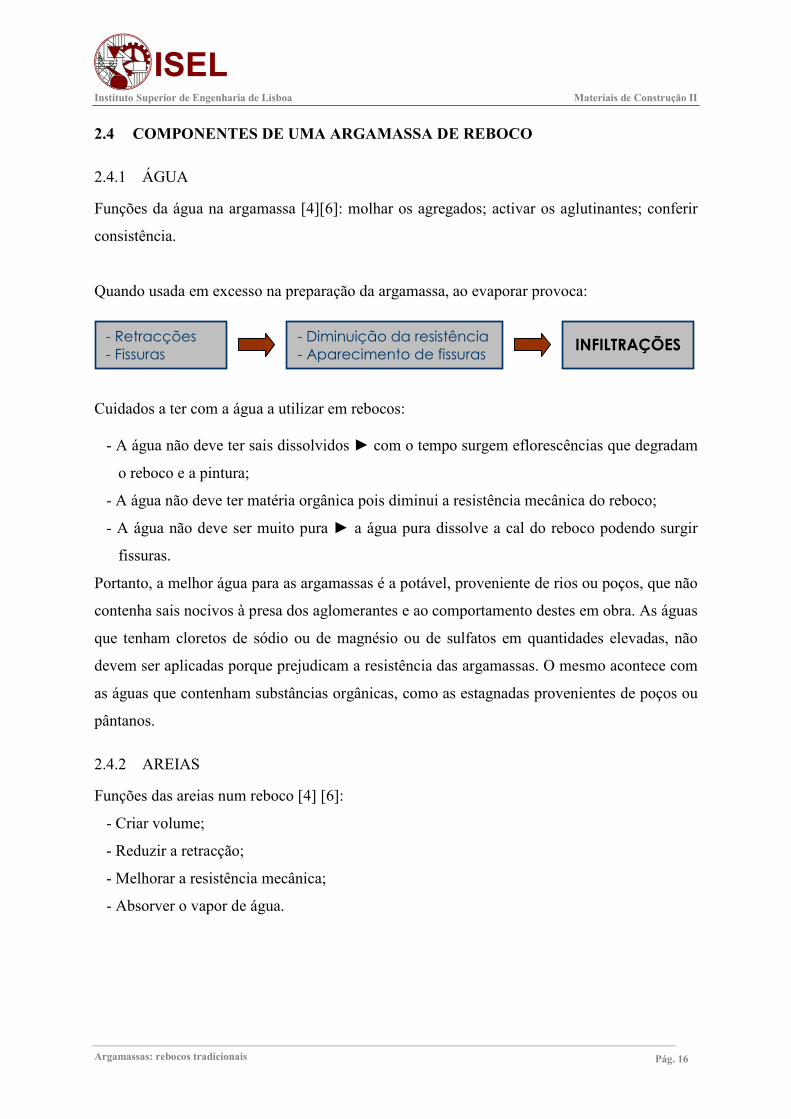
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 16
ISEL
2.4 COMPO#E#TES DE UMA ARGAMASSA DE REBOCO
2.4.1 ÁGUA
Funções da água na argamassa [4][6]: molhar os agregados; activar os aglutinantes; conferir
consistência.
Quando usada em excesso na preparação da argamassa, ao evaporar provoca:
Cuidados a ter com a água a utilizar em rebocos:
- A água não deve ter sais dissolvidos ► com o tempo surgem eflorescências que degradam
o reboco e a pintura;
- A água não deve ter matéria orgânica pois diminui a resistência mecânica do reboco;
- A água não deve ser muito pura ► a água pura dissolve a cal do reboco podendo surgir
fissuras.
Portanto, a melhor água para as argamassas é a potável, proveniente de rios ou poços, que não
contenha sais nocivos à presa dos aglomerantes e ao comportamento destes em obra. As águas
que tenham cloretos de sódio ou de magnésio ou de sulfatos em quantidades elevadas, não
devem ser aplicadas porque prejudicam a resistência das argamassas. O mesmo acontece com
as águas que contenham substâncias orgânicas, como as estagnadas provenientes de poços ou
pântanos.
2.4.2 AREIAS
Funções das areias num reboco [4] [6]:
- Criar volume;
- Reduzir a retracção;
- Melhorar a resistência mecânica;
- Absorver o vapor de água.
- Retracções - Fissuras
- Diminuição da resistência - Aparecimento de fissuras
INFILTRAÇÕES
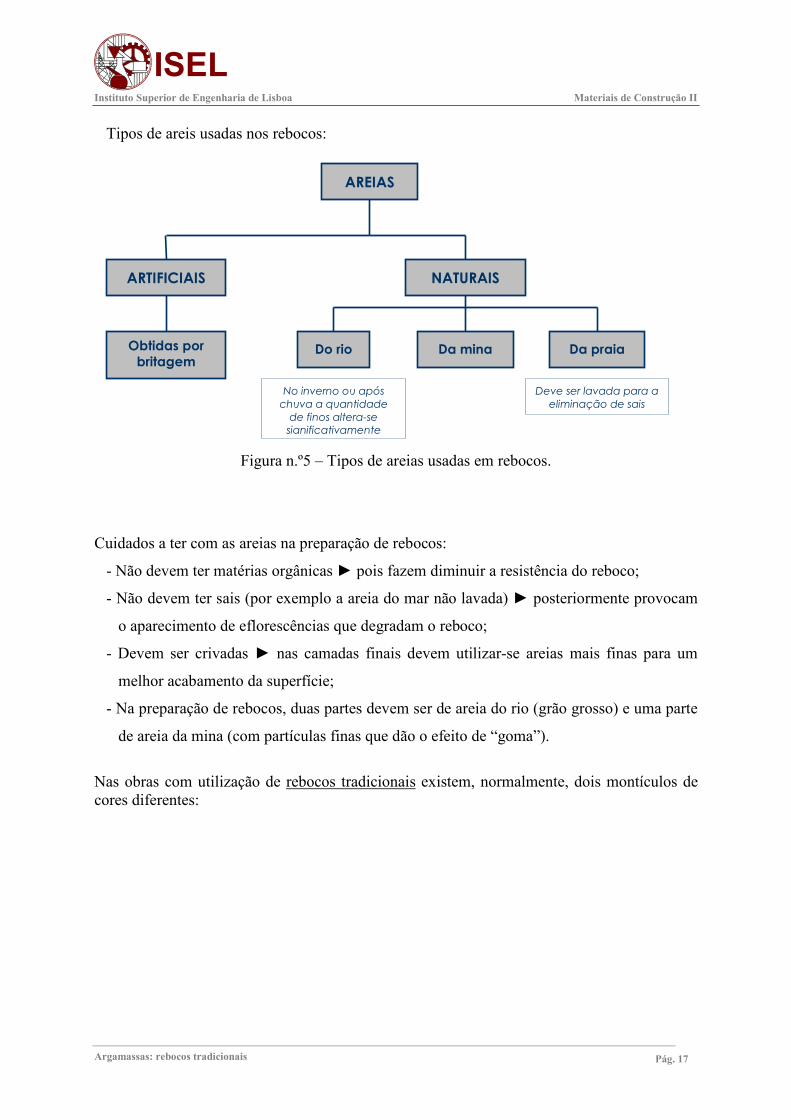
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 17
ISEL
Tipos de areis usadas nos rebocos:
Figura n.º5 – Tipos de areias usadas em rebocos.
Cuidados a ter com as areias na preparação de rebocos:
- Não devem ter matérias orgânicas ► pois fazem diminuir a resistência do reboco;
- Não devem ter sais (por exemplo a areia do mar não lavada) ► posteriormente provocam
o aparecimento de eflorescências que degradam o reboco;
- Devem ser crivadas ► nas camadas finais devem utilizar-se areias mais finas para um
melhor acabamento da superfície;
- Na preparação de rebocos, duas partes devem ser de areia do rio (grão grosso) e uma parte
de areia da mina (com partículas finas que dão o efeito de “goma”).
Nas obras com utilização de rebocos tradicionais existem, normalmente, dois montículos de cores diferentes:
AREIAS
ARTIFICIAIS NATURAIS
Obtidas por britagem
Do rio Da mina Da praia
No inverno ou após chuva a quantidade de finos altera-se significativamente
Deve ser lavada para a eliminação de sais
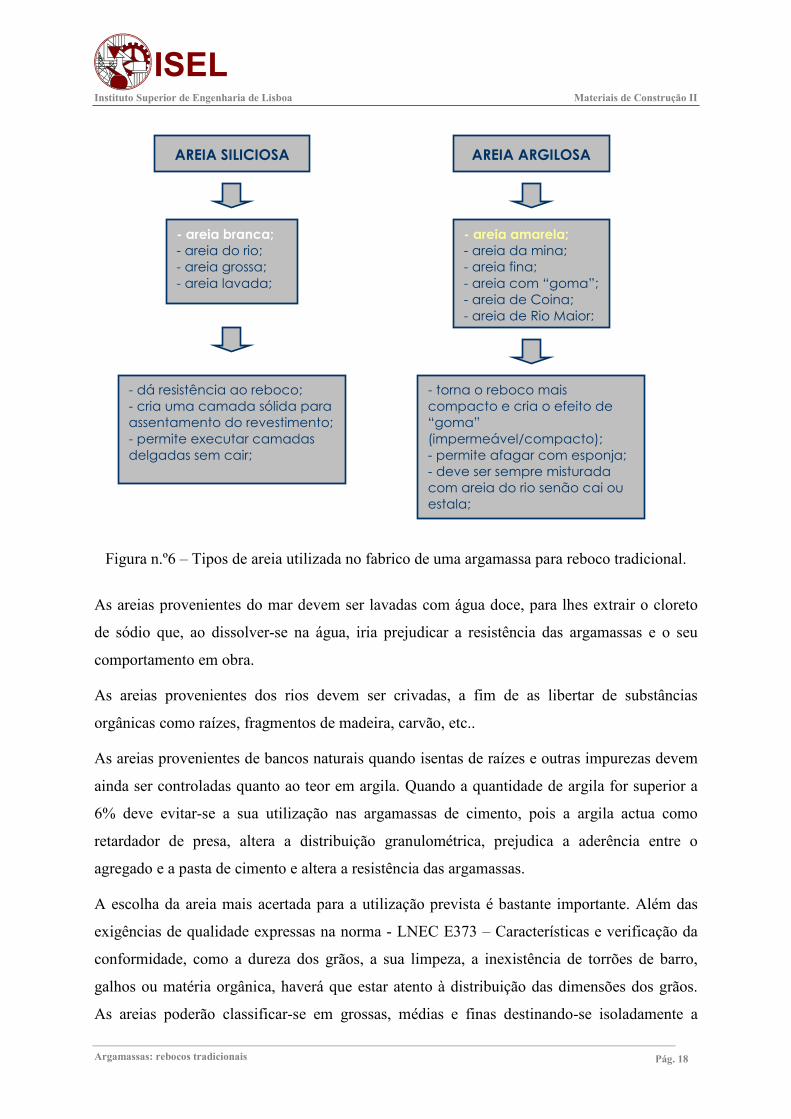
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 18
ISEL
Figura n.º6 – Tipos de areia utilizada no fabrico de uma argamassa para reboco tradicional.
As areias provenientes do mar devem ser lavadas com água doce, para lhes extrair o cloreto
de sódio que, ao dissolver-se na água, iria prejudicar a resistência das argamassas e o seu
comportamento em obra.
As areias provenientes dos rios devem ser crivadas, a fim de as libertar de substâncias
orgânicas como raízes, fragmentos de madeira, carvão, etc..
As areias provenientes de bancos naturais quando isentas de raízes e outras impurezas devem
ainda ser controladas quanto ao teor em argila. Quando a quantidade de argila for superior a
6% deve evitar-se a sua utilização nas argamassas de cimento, pois a argila actua como
retardador de presa, altera a distribuição granulométrica, prejudica a aderência entre o
agregado e a pasta de cimento e altera a resistência das argamassas.
A escolha da areia mais acertada para a utilização prevista é bastante importante. Além das
exigências de qualidade expressas na norma - LNEC E373 – Características e verificação da
conformidade, como a dureza dos grãos, a sua limpeza, a inexistência de torrões de barro,
galhos ou matéria orgânica, haverá que estar atento à distribuição das dimensões dos grãos.
As areias poderão classificar-se em grossas, médias e finas destinando-se isoladamente a
AREIA SILICIOSA AREIA ARGILOSA
- areia branca; - areia do rio; - areia grossa; - areia lavada;
- areia amarela; - areia da mina; - areia fina; - areia com “goma”; - areia de Coina; - areia de Rio Maior;
- dá resistência ao reboco; - cria uma camada sólida para assentamento do revestimento; - permite executar camadas delgadas sem cair;
- torna o reboco mais compacto e cria o efeito de “goma” (impermeável/compacto); - permite afagar com esponja; - deve ser sempre misturada com areia do rio senão cai ou estala;
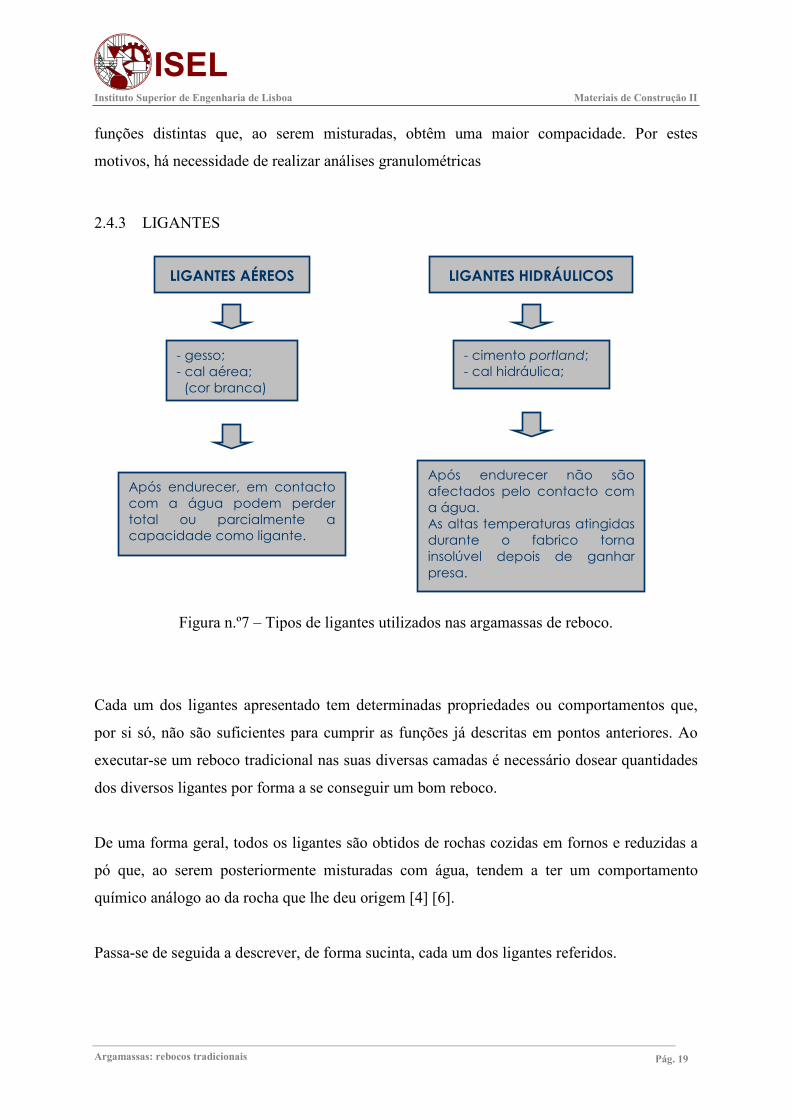
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 19
ISEL
funções distintas que, ao serem misturadas, obtêm uma maior compacidade. Por estes
motivos, há necessidade de realizar análises granulométricas
2.4.3 LIGANTES
Figura n.º7 – Tipos de ligantes utilizados nas argamassas de reboco.
Cada um dos ligantes apresentado tem determinadas propriedades ou comportamentos que,
por si só, não são suficientes para cumprir as funções já descritas em pontos anteriores. Ao
executar-se um reboco tradicional nas suas diversas camadas é necessário dosear quantidades
dos diversos ligantes por forma a se conseguir um bom reboco.
De uma forma geral, todos os ligantes são obtidos de rochas cozidas em fornos e reduzidas a
pó que, ao serem posteriormente misturadas com água, tendem a ter um comportamento
químico análogo ao da rocha que lhe deu origem [4] [6].
Passa-se de seguida a descrever, de forma sucinta, cada um dos ligantes referidos.
LIGANTES AÉREOS LIGANTES HIDRÁULICOS
- gesso; - cal aérea; (cor branca)
- cimento portland; - cal hidráulica;
Após endurecer, em contacto com a água podem perder total ou parcialmente a capacidade como ligante.
Após endurecer não são afectados pelo contacto com a água. As altas temperaturas atingidas durante o fabrico torna insolúvel depois de ganhar presa.
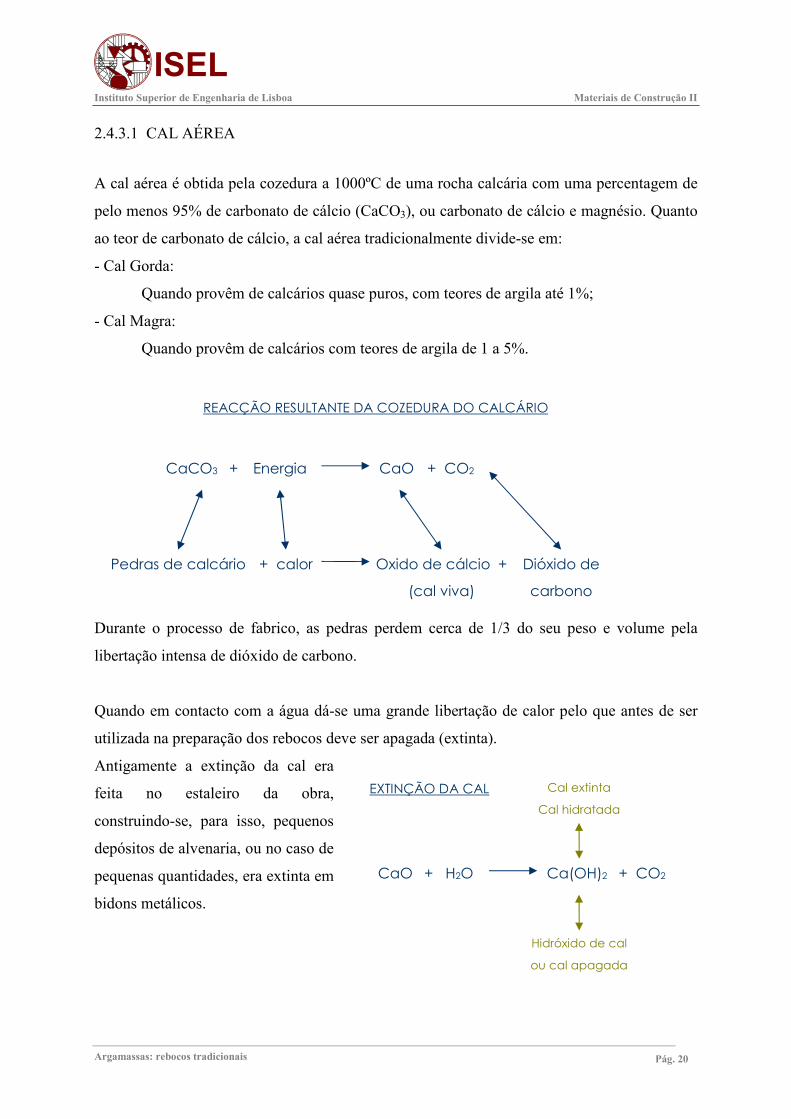
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 20
ISEL
2.4.3.1 CAL AÉREA
A cal aérea é obtida pela cozedura a 1000ºC de uma rocha calcária com uma percentagem de
pelo menos 95% de carbonato de cálcio (CaCO3), ou carbonato de cálcio e magnésio. Quanto
ao teor de carbonato de cálcio, a cal aérea tradicionalmente divide-se em:
- Cal Gorda:
Quando provêm de calcários quase puros, com teores de argila até 1%;
- Cal Magra:
Quando provêm de calcários com teores de argila de 1 a 5%.
Durante o processo de fabrico, as pedras perdem cerca de 1/3 do seu peso e volume pela
libertação intensa de dióxido de carbono.
Quando em contacto com a água dá-se uma grande libertação de calor pelo que antes de ser
utilizada na preparação dos rebocos deve ser apagada (extinta).
Antigamente a extinção da cal era
feita no estaleiro da obra,
construindo-se, para isso, pequenos
depósitos de alvenaria, ou no caso de
pequenas quantidades, era extinta em
bidons metálicos.
CaCO3 + CaO
Pedras de calcário Oxido de cálcio +
(cal viva)
+ calor Dióxido de
carbono
Energia + CO2
REACÇÃO RESULTANTE DA COZEDURA DO CALCÁRIO
CaO + Ca(OH)2
Hidróxido de cal
ou cal apagada
H2O + CO2
EXTINÇÃO DA CAL Cal extinta
Cal hidratada
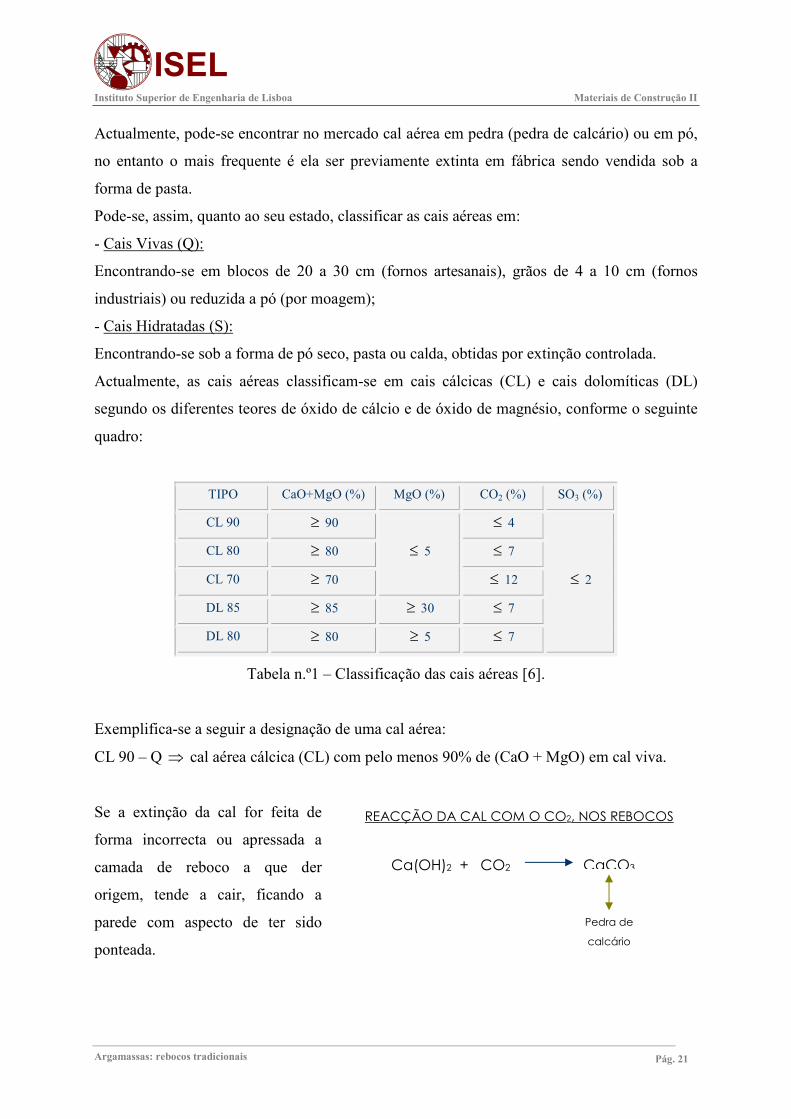
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 21
ISEL
Actualmente, pode-se encontrar no mercado cal aérea em pedra (pedra de calcário) ou em pó,
no entanto o mais frequente é ela ser previamente extinta em fábrica sendo vendida sob a
forma de pasta.
Pode-se, assim, quanto ao seu estado, classificar as cais aéreas em:
- Cais Vivas (Q):
Encontrando-se em blocos de 20 a 30 cm (fornos artesanais), grãos de 4 a 10 cm (fornos
industriais) ou reduzida a pó (por moagem);
- Cais Hidratadas (S):
Encontrando-se sob a forma de pó seco, pasta ou calda, obtidas por extinção controlada.
Actualmente, as cais aéreas classificam-se em cais cálcicas (CL) e cais dolomíticas (DL)
segundo os diferentes teores de óxido de cálcio e de óxido de magnésio, conforme o seguinte
quadro:
TIPO CaO+MgO (%) MgO (%) CO2 (%) SO3 (%)
CL 90 ≥ 90
≤ 5
≤ 4
≤ 2
CL 80 ≥ 80 ≤ 7
CL 70 ≥ 70 ≤ 12
DL 85 ≥ 85 ≥ 30 ≤ 7
DL 80 ≥ 80 ≥ 5 ≤ 7
Tabela n.º1 – Classificação das cais aéreas [6].
Exemplifica-se a seguir a designação de uma cal aérea:
CL 90 – Q ⇒ cal aérea cálcica (CL) com pelo menos 90% de (CaO + MgO) em cal viva.
Se a extinção da cal for feita de
forma incorrecta ou apressada a
camada de reboco a que der
origem, tende a cair, ficando a
parede com aspecto de ter sido
ponteada.
CaCO3 Ca(OH)2 +
Pedra de
calcário
CO2
REACÇÃO DA CAL COM O CO2, NOS REBOCOS
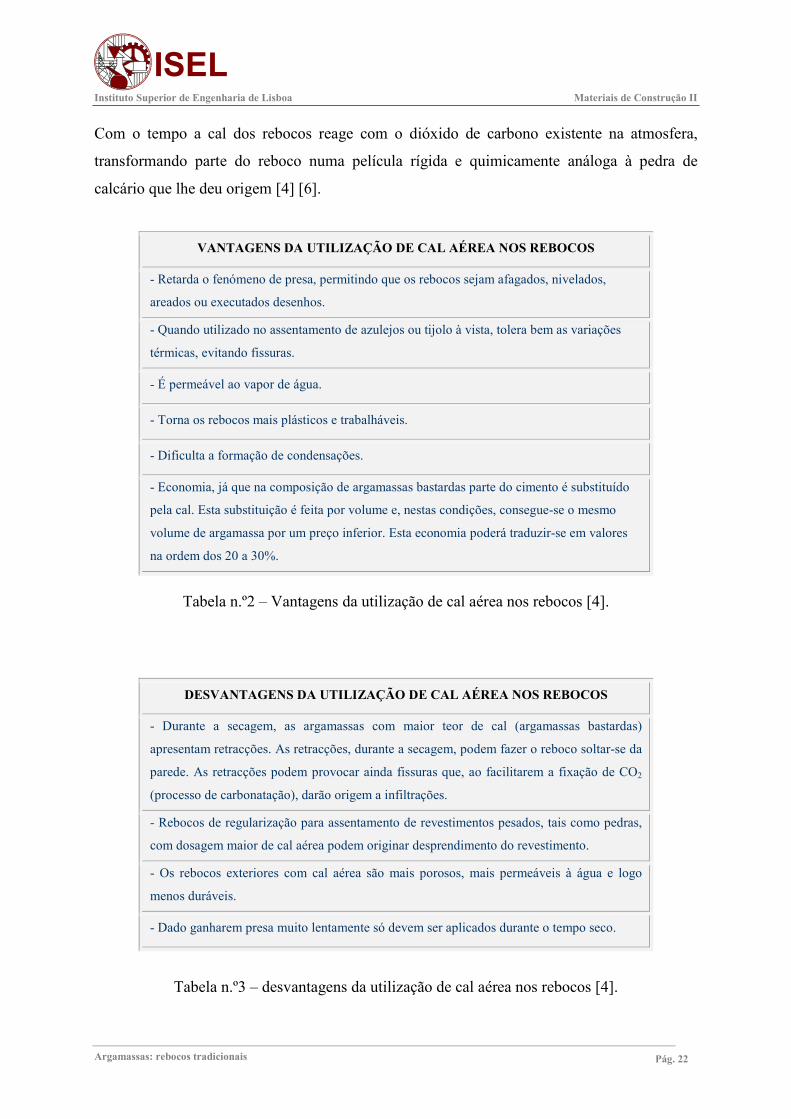
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 22
ISEL
Com o tempo a cal dos rebocos reage com o dióxido de carbono existente na atmosfera,
transformando parte do reboco numa película rígida e quimicamente análoga à pedra de
calcário que lhe deu origem [4] [6].
Tabela n.º2 – Vantagens da utilização de cal aérea nos rebocos [4].
Tabela n.º3 – desvantagens da utilização de cal aérea nos rebocos [4].
VA#TAGE#S DA UTILIZAÇÃO DE CAL AÉREA #OS REBOCOS
- Retarda o fenómeno de presa, permitindo que os rebocos sejam afagados, nivelados,
areados ou executados desenhos.
- Quando utilizado no assentamento de azulejos ou tijolo à vista, tolera bem as variações
térmicas, evitando fissuras.
- É permeável ao vapor de água.
- Torna os rebocos mais plásticos e trabalháveis.
- Dificulta a formação de condensações.
- Economia, já que na composição de argamassas bastardas parte do cimento é substituído
pela cal. Esta substituição é feita por volume e, nestas condições, consegue-se o mesmo
volume de argamassa por um preço inferior. Esta economia poderá traduzir-se em valores
na ordem dos 20 a 30%.
DESVA#TAGE#S DA UTILIZAÇÃO DE CAL AÉREA #OS REBOCOS
- Durante a secagem, as argamassas com maior teor de cal (argamassas bastardas)
apresentam retracções. As retracções, durante a secagem, podem fazer o reboco soltar-se da
parede. As retracções podem provocar ainda fissuras que, ao facilitarem a fixação de CO2
(processo de carbonatação), darão origem a infiltrações.
- Rebocos de regularização para assentamento de revestimentos pesados, tais como pedras,
com dosagem maior de cal aérea podem originar desprendimento do revestimento.
- Os rebocos exteriores com cal aérea são mais porosos, mais permeáveis à água e logo
menos duráveis.
- Dado ganharem presa muito lentamente só devem ser aplicados durante o tempo seco.
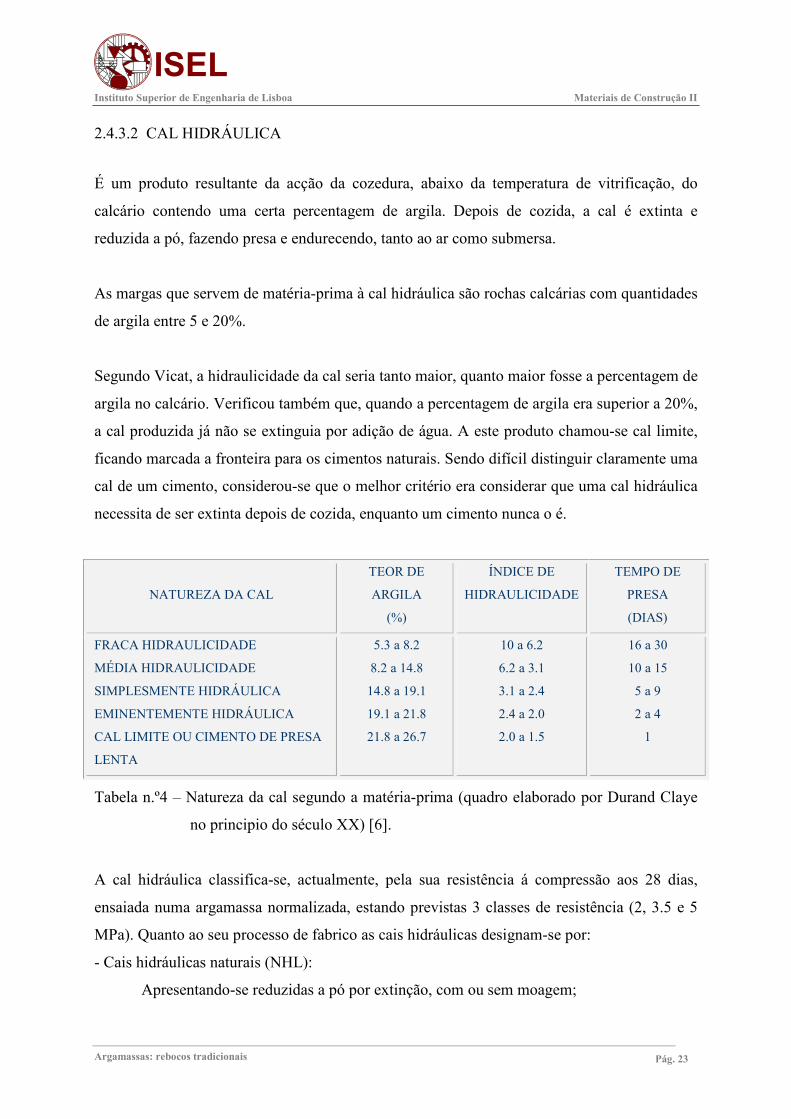
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 23
ISEL
2.4.3.2 CAL HIDRÁULICA
É um produto resultante da acção da cozedura, abaixo da temperatura de vitrificação, do
calcário contendo uma certa percentagem de argila. Depois de cozida, a cal é extinta e
reduzida a pó, fazendo presa e endurecendo, tanto ao ar como submersa.
As margas que servem de matéria-prima à cal hidráulica são rochas calcárias com quantidades
de argila entre 5 e 20%.
Segundo Vicat, a hidraulicidade da cal seria tanto maior, quanto maior fosse a percentagem de
argila no calcário. Verificou também que, quando a percentagem de argila era superior a 20%,
a cal produzida já não se extinguia por adição de água. A este produto chamou-se cal limite,
ficando marcada a fronteira para os cimentos naturais. Sendo difícil distinguir claramente uma
cal de um cimento, considerou-se que o melhor critério era considerar que uma cal hidráulica
necessita de ser extinta depois de cozida, enquanto um cimento nunca o é.
NATUREZA DA CAL
TEOR DE
ARGILA
(%)
ÍNDICE DE
HIDRAULICIDADE
TEMPO DE
PRESA
(DIAS)
FRACA HIDRAULICIDADE
MÉDIA HIDRAULICIDADE
SIMPLESMENTE HIDRÁULICA
EMINENTEMENTE HIDRÁULICA
CAL LIMITE OU CIMENTO DE PRESA
LENTA
5.3 a 8.2
8.2 a 14.8
14.8 a 19.1
19.1 a 21.8
21.8 a 26.7
10 a 6.2
6.2 a 3.1
3.1 a 2.4
2.4 a 2.0
2.0 a 1.5
16 a 30
10 a 15
5 a 9
2 a 4
1
Tabela n.º4 – Natureza da cal segundo a matéria-prima (quadro elaborado por Durand Claye
no principio do século XX) [6].
A cal hidráulica classifica-se, actualmente, pela sua resistência á compressão aos 28 dias,
ensaiada numa argamassa normalizada, estando previstas 3 classes de resistência (2, 3.5 e 5
MPa). Quanto ao seu processo de fabrico as cais hidráulicas designam-se por:
- Cais hidráulicas naturais (NHL):
Apresentando-se reduzidas a pó por extinção, com ou sem moagem;
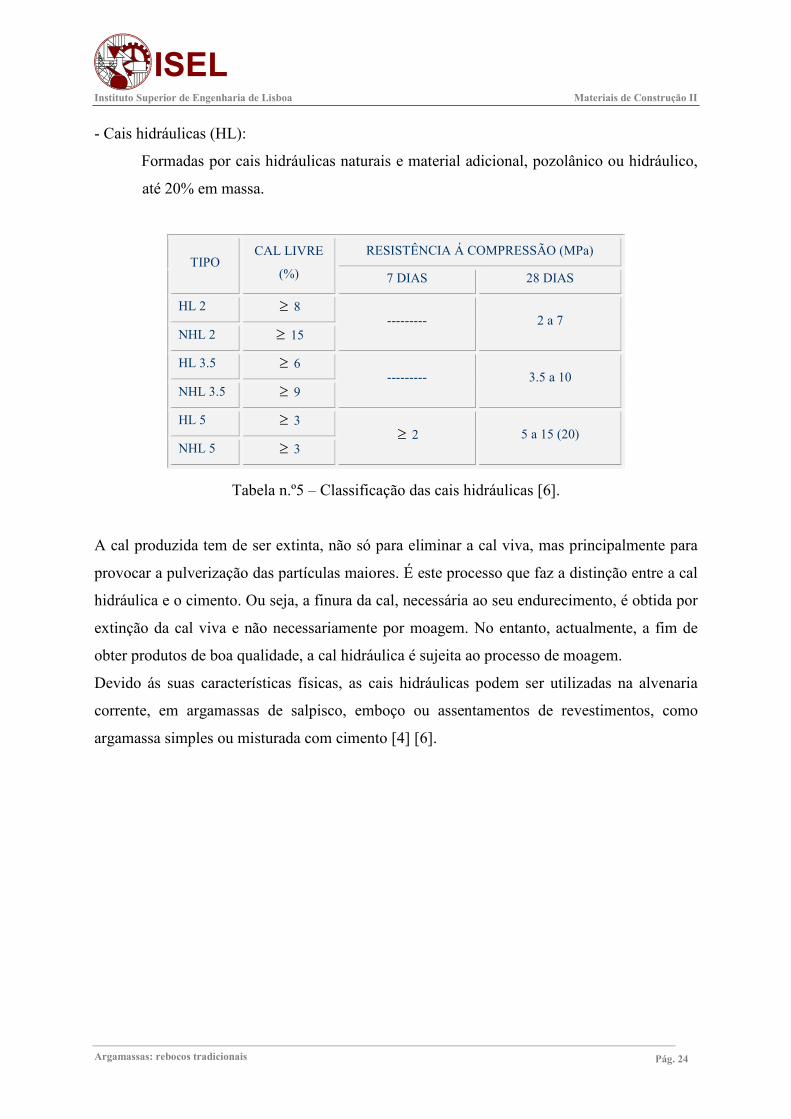
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 24
ISEL
- Cais hidráulicas (HL):
Formadas por cais hidráulicas naturais e material adicional, pozolânico ou hidráulico,
até 20% em massa.
TIPO CAL LIVRE
(%)
RESISTÊNCIA Á COMPRESSÃO (MPa)
7 DIAS 28 DIAS
HL 2 ≥ 8 --------- 2 a 7
NHL 2 ≥ 15
HL 3.5 ≥ 6 --------- 3.5 a 10
NHL 3.5 ≥ 9
HL 5 ≥ 3 ≥ 2 5 a 15 (20)
NHL 5 ≥ 3
Tabela n.º5 – Classificação das cais hidráulicas [6].
A cal produzida tem de ser extinta, não só para eliminar a cal viva, mas principalmente para
provocar a pulverização das partículas maiores. É este processo que faz a distinção entre a cal
hidráulica e o cimento. Ou seja, a finura da cal, necessária ao seu endurecimento, é obtida por
extinção da cal viva e não necessariamente por moagem. No entanto, actualmente, a fim de
obter produtos de boa qualidade, a cal hidráulica é sujeita ao processo de moagem.
Devido ás suas características físicas, as cais hidráulicas podem ser utilizadas na alvenaria
corrente, em argamassas de salpisco, emboço ou assentamentos de revestimentos, como
argamassa simples ou misturada com cimento [4] [6].
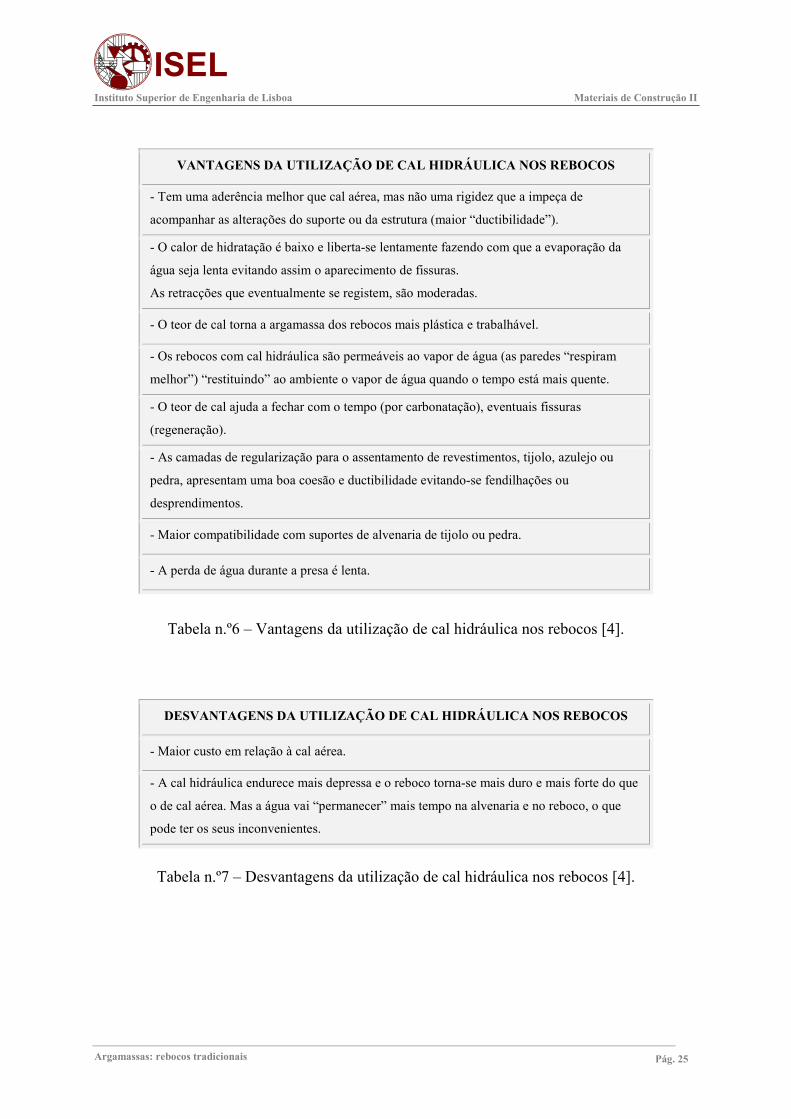
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 25
ISEL
Tabela n.º6 – Vantagens da utilização de cal hidráulica nos rebocos [4].
Tabela n.º7 – Desvantagens da utilização de cal hidráulica nos rebocos [4].
VA#TAGE#S DA UTILIZAÇÃO DE CAL HIDRÁULICA #OS REBOCOS
- Tem uma aderência melhor que cal aérea, mas não uma rigidez que a impeça de
acompanhar as alterações do suporte ou da estrutura (maior “ductibilidade”).
- O calor de hidratação é baixo e liberta-se lentamente fazendo com que a evaporação da
água seja lenta evitando assim o aparecimento de fissuras.
As retracções que eventualmente se registem, são moderadas.
- O teor de cal torna a argamassa dos rebocos mais plástica e trabalhável.
- Os rebocos com cal hidráulica são permeáveis ao vapor de água (as paredes “respiram
melhor”) “restituindo” ao ambiente o vapor de água quando o tempo está mais quente.
- O teor de cal ajuda a fechar com o tempo (por carbonatação), eventuais fissuras
(regeneração).
- As camadas de regularização para o assentamento de revestimentos, tijolo, azulejo ou
pedra, apresentam uma boa coesão e ductibilidade evitando-se fendilhações ou
desprendimentos.
- Maior compatibilidade com suportes de alvenaria de tijolo ou pedra.
- A perda de água durante a presa é lenta.
DESVA#TAGE#S DA UTILIZAÇÃO DE CAL HIDRÁULICA #OS REBOCOS
- Maior custo em relação à cal aérea.
- A cal hidráulica endurece mais depressa e o reboco torna-se mais duro e mais forte do que
o de cal aérea. Mas a água vai “permanecer” mais tempo na alvenaria e no reboco, o que
pode ter os seus inconvenientes.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 26
ISEL
2.4.3.3 CIMENTO NATURAL
Tal como já se referiu, quando a percentagem de argila no calcário excede 20%, pode-se obter
por cozedura, um ligante hidráulico designado por cimento natural. Este ligante, fazendo a
transição da cal hidráulica para o cimento Portland, considera-se com dosagens de argila no
calcário até 40%.
Antes da descoberta do cimento Portland, utilizava-se muito o cimento natural, obtido a partir
da queima de uma mistura natural de calcário e argila. Como esta mistura ocorria na natureza
sem qualquer intervenção humana, as propriedades deste cimento variavam muito. Na
actualidade, a designação de cimentos naturais não é oficial, havendo apenas a designação de
cal hidráulica. À semelhança do que acontece com as cais hidráulicas, a observação
microscópica destes cimentos permite verificar a presença de matéria-prima não calcinada e
algum carvão, revelando insuficiência de cozedura. As resistências mecânicas em relação às
do cimento Portland são da ordem dos 20% [4] [6].
2.4.3.4 CIMENTO PORTLAND
O cimento é um ligante hidráulico, isto é, um material inorgânico que, quando misturado com
água, forma uma pasta que faz presa e endurece tanto ao ar como debaixo de água.
O cimento Portland, artificial, é obtido a partir de uma mistura devidamente proporcionada de
calcário, argila e, eventualmente, outra substância apropriada rica em sílica, alumina ou óxido
de ferro, reduzida a pó muito fino, que se sujeita à acção da temperatura da ordem dos
1450ºC. A mistura é depois muito bem homogeneizada e dispersa. Àquelas temperaturas,
obtidas em fornos rotativos, as matérias-primas reagem entre si, no que são ajudadas pela sua
fusão parcial, originando novos compostos. Em virtude destes fenómenos químicos e físicos,
os produtos da reacção aglomeram-se em grãos esferóides, de 2 a 20 mm, chamados clinquer.
Posteriormente, o clinquer, conjuntamente com gesso e outros eventuais constituintes como
sejam a pozolana, escória de alto forno, cinzas volantes ou calcário, é moído com o objectivo
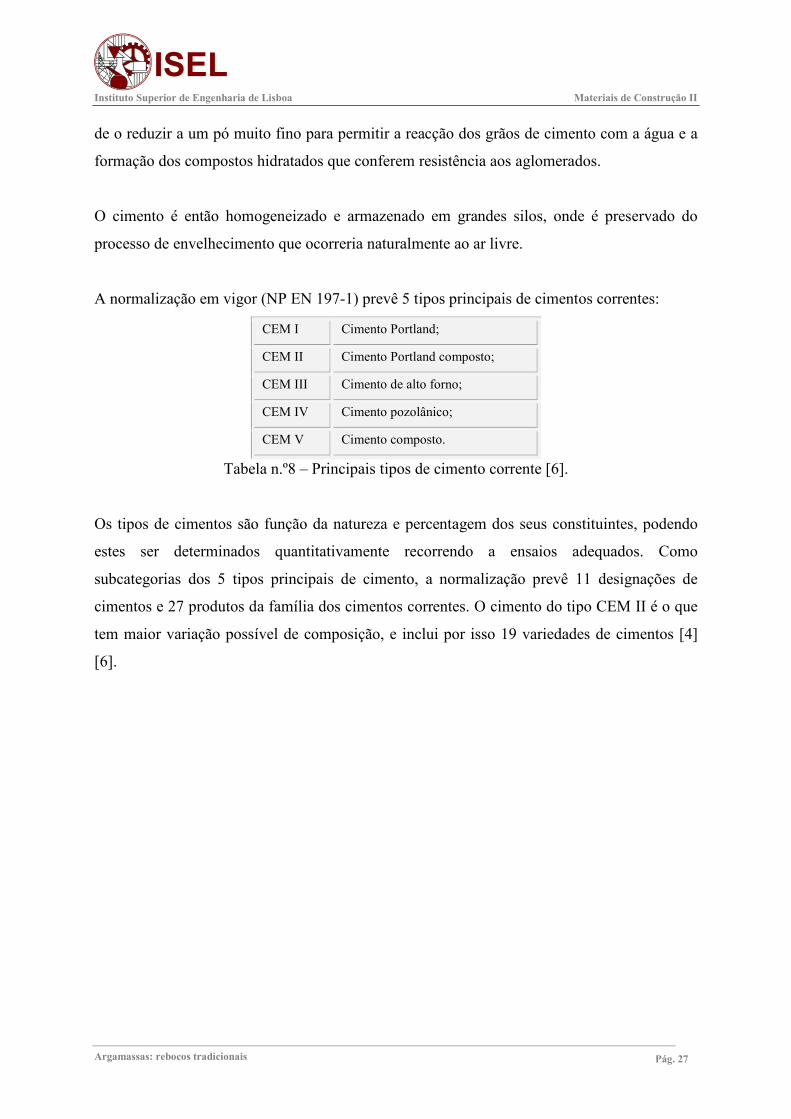
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 27
ISEL
de o reduzir a um pó muito fino para permitir a reacção dos grãos de cimento com a água e a
formação dos compostos hidratados que conferem resistência aos aglomerados.
O cimento é então homogeneizado e armazenado em grandes silos, onde é preservado do
processo de envelhecimento que ocorreria naturalmente ao ar livre.
A normalização em vigor (NP EN 197-1) prevê 5 tipos principais de cimentos correntes:
CEM I Cimento Portland;
CEM II Cimento Portland composto;
CEM III Cimento de alto forno;
CEM IV Cimento pozolânico;
CEM V Cimento composto.
Tabela n.º8 – Principais tipos de cimento corrente [6].
Os tipos de cimentos são função da natureza e percentagem dos seus constituintes, podendo
estes ser determinados quantitativamente recorrendo a ensaios adequados. Como
subcategorias dos 5 tipos principais de cimento, a normalização prevê 11 designações de
cimentos e 27 produtos da família dos cimentos correntes. O cimento do tipo CEM II é o que
tem maior variação possível de composição, e inclui por isso 19 variedades de cimentos [4]
[6].
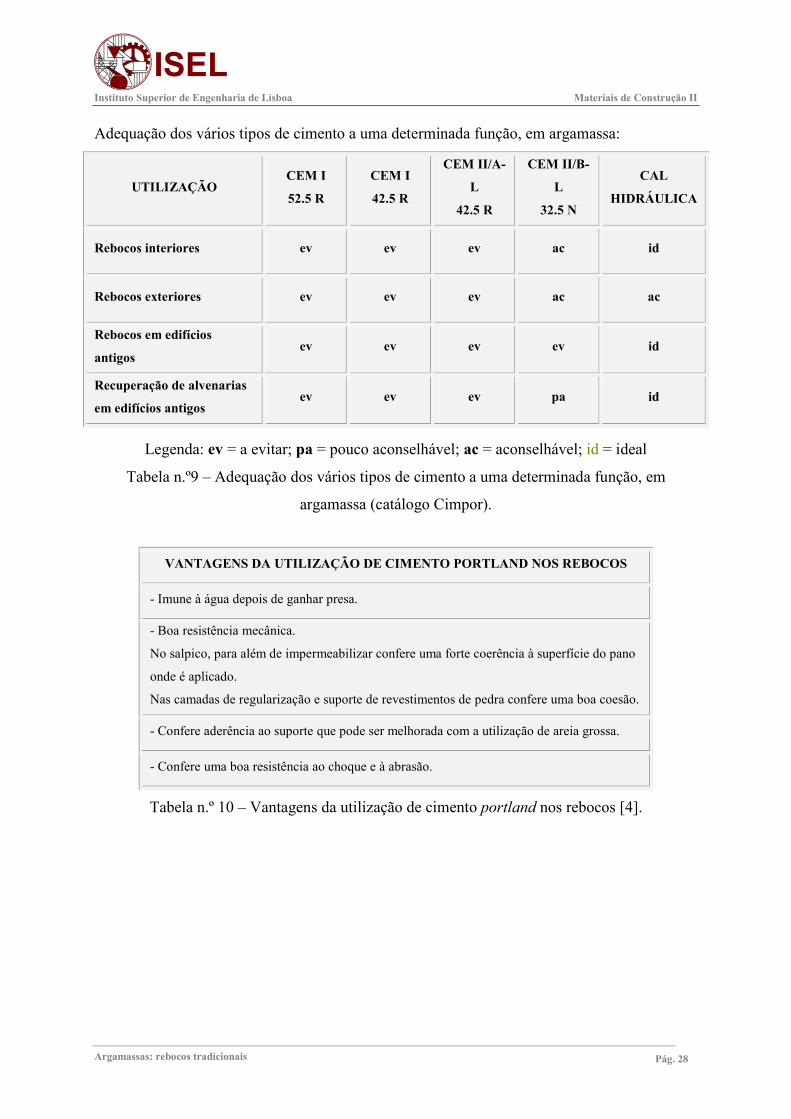
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 28
ISEL
Adequação dos vários tipos de cimento a uma determinada função, em argamassa:
UTILIZAÇÃO CEM I
52.5 R
CEM I
42.5 R
CEM II/A-
L
42.5 R
CEM II/B-
L
32.5 #
CAL
HIDRÁULICA
Rebocos interiores ev ev ev ac id
Rebocos exteriores ev ev ev ac ac
Rebocos em edifícios
antigos ev ev ev ev id
Recuperação de alvenarias
em edifícios antigos ev ev ev pa id
Legenda: ev = a evitar; pa = pouco aconselhável; ac = aconselhável; id = ideal
Tabela n.º9 – Adequação dos vários tipos de cimento a uma determinada função, em
argamassa (catálogo Cimpor).
Tabela n.º 10 – Vantagens da utilização de cimento portland nos rebocos [4].
VA#TAGE#S DA UTILIZAÇÃO DE CIME#TO PORTLA#D #OS REBOCOS
- Imune à água depois de ganhar presa.
- Boa resistência mecânica.
No salpico, para além de impermeabilizar confere uma forte coerência à superfície do pano
onde é aplicado.
Nas camadas de regularização e suporte de revestimentos de pedra confere uma boa coesão.
- Confere aderência ao suporte que pode ser melhorada com a utilização de areia grossa.
- Confere uma boa resistência ao choque e à abrasão.

Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 29
ISEL
Tabela n.º 11 – Desvantagens da utilização de cimento portland nos rebocos [4].
DESVA#TAGE#S DA UTILIZAÇÃO DE CIME#TO PORTLA#D #OS REBOCOS
- Ao secar, a libertação da água à superfície é mais rápida que em profundidade, podendo
provocar o aparecimento de microfissuras que, em algumas situações, podem assumir toda a
espessura do reboco.
O aparecimento de fissuras pode ser atenuado com o humedecimento e protecção do reboco
da radiação solar directa e do vento.
- O cimento pode conferir uma rigidez excessiva ao reboco impedindo-o de acompanhar
qualquer alteração do suporte ou da estrutura.
- Pode não tolerar a expansão térmica ou higrometrica dos materiais de revestimento.
- Não é permeável ao vapor de água.
- Impede a saída de humidades que estejam no interior da parede.
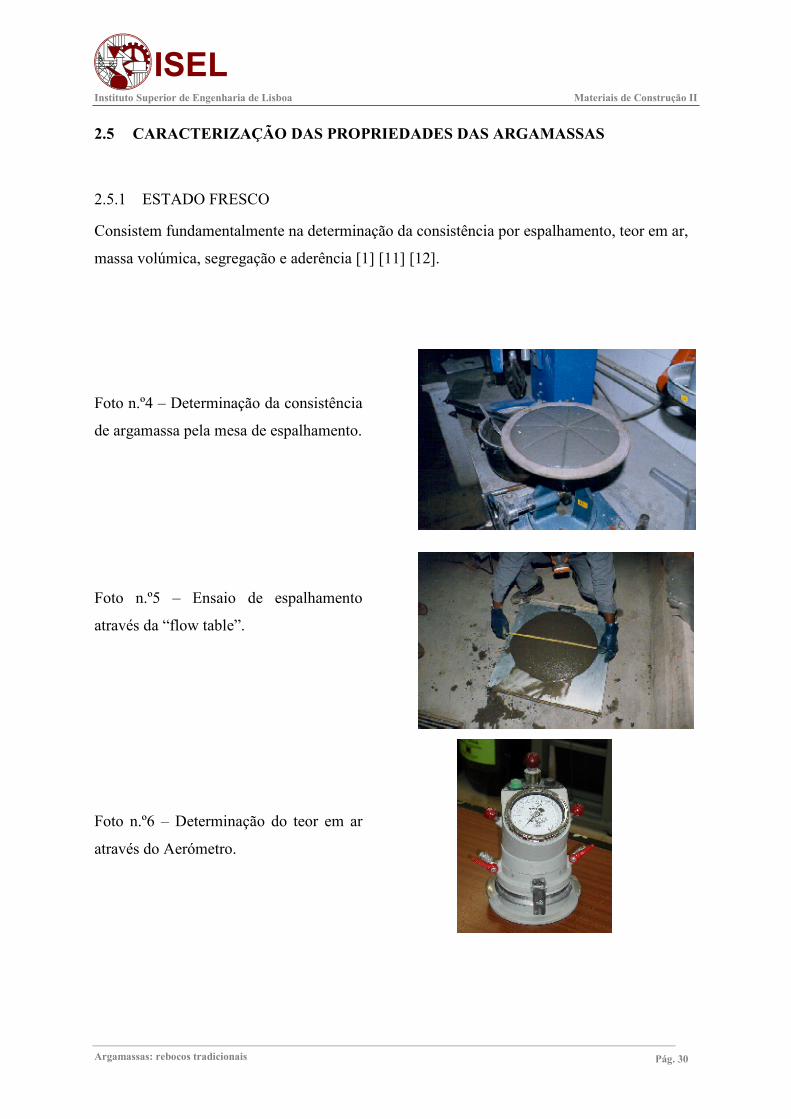
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 30
ISEL
2.5 CARACTERIZAÇÃO DAS PROPRIEDADES DAS ARGAMASSAS
2.5.1 ESTADO FRESCO
Consistem fundamentalmente na determinação da consistência por espalhamento, teor em ar,
massa volúmica, segregação e aderência [1] [11] [12].
Foto n.º4 – Determinação da consistência
de argamassa pela mesa de espalhamento.
Foto n.º5 – Ensaio de espalhamento
através da “flow table”.
Foto n.º6 – Determinação do teor em ar
através do Aerómetro.
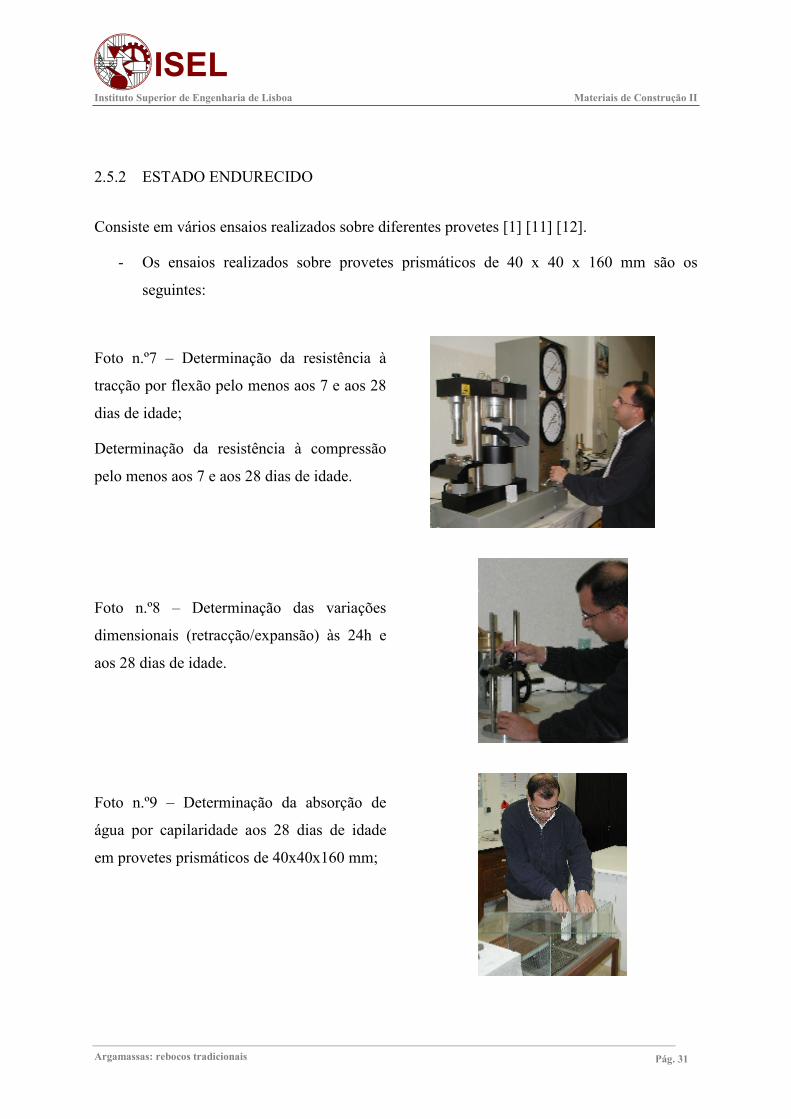
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 31
ISEL
2.5.2 ESTADO ENDURECIDO
Consiste em vários ensaios realizados sobre diferentes provetes [1] [11] [12].
- Os ensaios realizados sobre provetes prismáticos de 40 x 40 x 160 mm são os
seguintes:
Foto n.º7 – Determinação da resistência à
tracção por flexão pelo menos aos 7 e aos 28
dias de idade;
Determinação da resistência à compressão
pelo menos aos 7 e aos 28 dias de idade.
Foto n.º8 – Determinação das variações
dimensionais (retracção/expansão) às 24h e
aos 28 dias de idade.
Foto n.º9 – Determinação da absorção de
água por capilaridade aos 28 dias de idade
em provetes prismáticos de 40x40x160 mm;
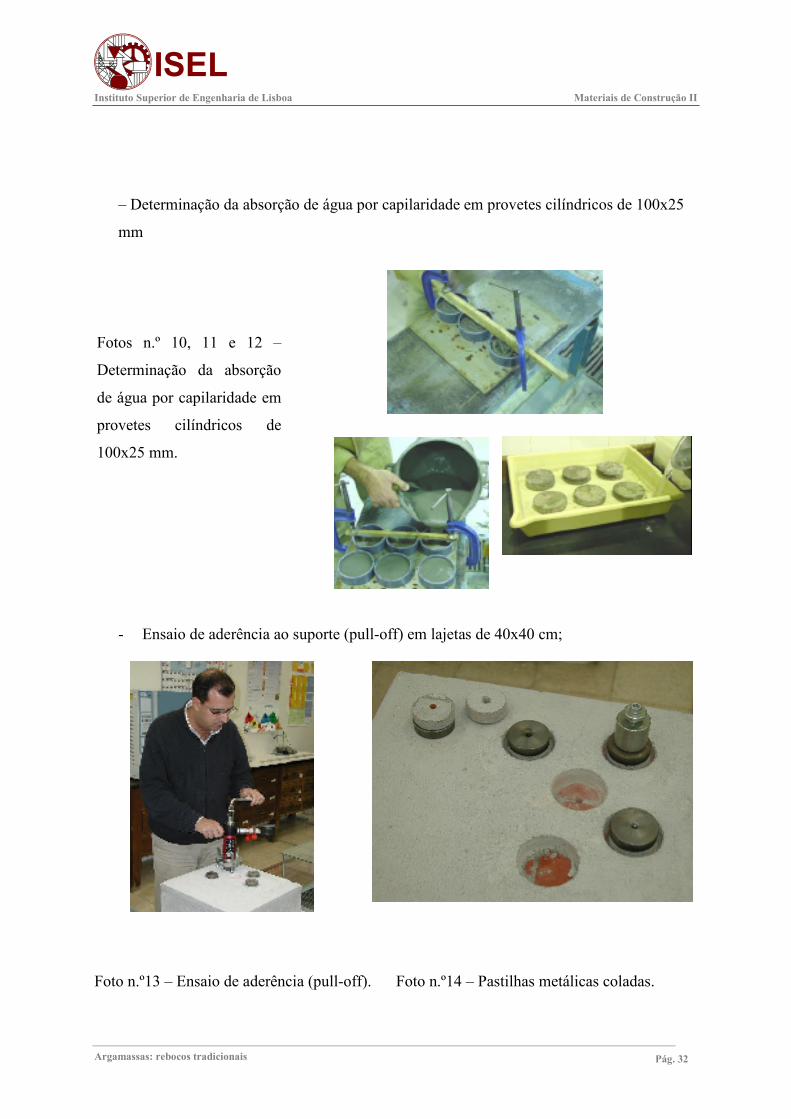
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 32
ISEL
– Determinação da absorção de água por capilaridade em provetes cilíndricos de 100x25
mm
Fotos n.º 10, 11 e 12 –
Determinação da absorção
de água por capilaridade em
provetes cilíndricos de
100x25 mm.
- Ensaio de aderência ao suporte (pull-off) em lajetas de 40x40 cm;
Foto n.º13 – Ensaio de aderência (pull-off). Foto n.º14 – Pastilhas metálicas coladas.
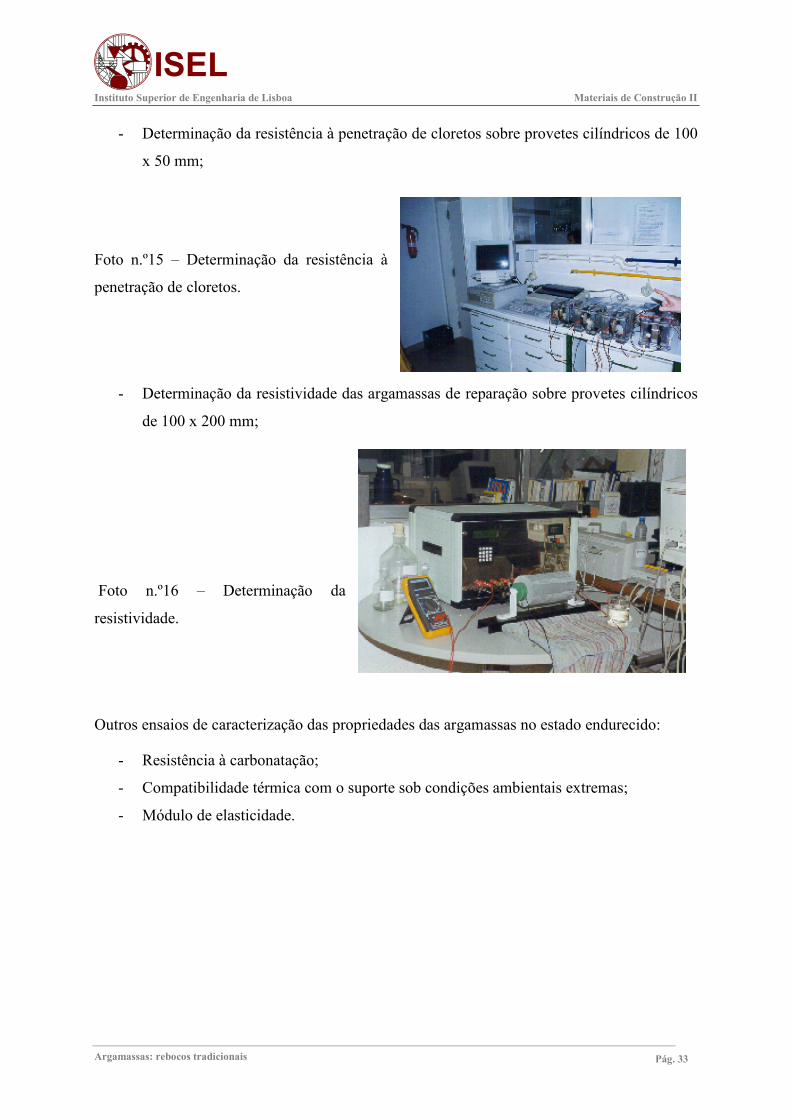
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 33
ISEL
- Determinação da resistência à penetração de cloretos sobre provetes cilíndricos de 100
x 50 mm;
Foto n.º15 – Determinação da resistência à
penetração de cloretos.
- Determinação da resistividade das argamassas de reparação sobre provetes cilíndricos
de 100 x 200 mm;
Foto n.º16 – Determinação da
resistividade.
Outros ensaios de caracterização das propriedades das argamassas no estado endurecido:
- Resistência à carbonatação;
- Compatibilidade térmica com o suporte sob condições ambientais extremas;
- Módulo de elasticidade.
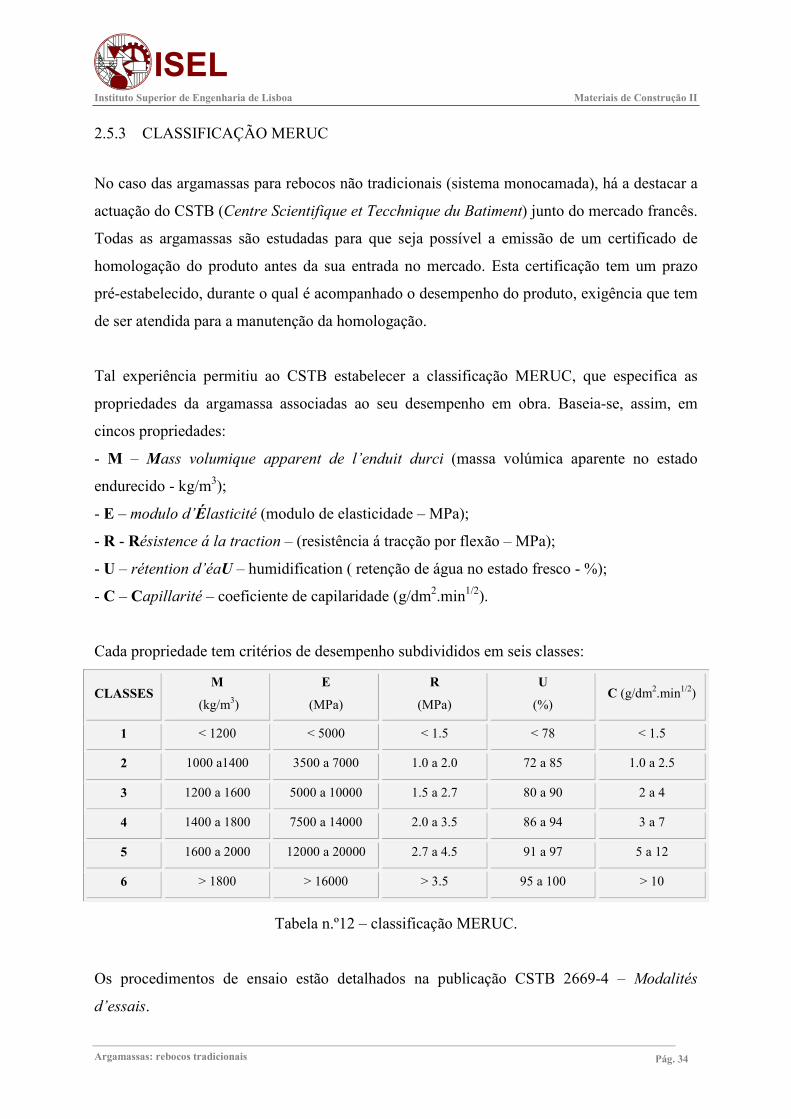
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 34
ISEL
2.5.3 CLASSIFICAÇÃO MERUC
No caso das argamassas para rebocos não tradicionais (sistema monocamada), há a destacar a
actuação do CSTB (Centre Scientifique et Tecchnique du Batiment) junto do mercado francês.
Todas as argamassas são estudadas para que seja possível a emissão de um certificado de
homologação do produto antes da sua entrada no mercado. Esta certificação tem um prazo
pré-estabelecido, durante o qual é acompanhado o desempenho do produto, exigência que tem
de ser atendida para a manutenção da homologação.
Tal experiência permitiu ao CSTB estabelecer a classificação MERUC, que especifica as
propriedades da argamassa associadas ao seu desempenho em obra. Baseia-se, assim, em
cincos propriedades:
- M – Mass volumique apparent de l’enduit durci (massa volúmica aparente no estado
endurecido - kg/m3);
- E – modulo d’Élasticité (modulo de elasticidade – MPa);
- R - Résistence á la traction – (resistência á tracção por flexão – MPa);
- U – rétention d’éaU – humidification ( retenção de água no estado fresco - %);
- C – Capillarité – coeficiente de capilaridade (g/dm2.min1/2).
Cada propriedade tem critérios de desempenho subdivididos em seis classes:
CLASSES M
(kg/m3)
E
(MPa)
R
(MPa)
U
(%) C (g/dm2.min1/2)
1 < 1200 < 5000 < 1.5 < 78 < 1.5
2 1000 a1400 3500 a 7000 1.0 a 2.0 72 a 85 1.0 a 2.5
3 1200 a 1600 5000 a 10000 1.5 a 2.7 80 a 90 2 a 4
4 1400 a 1800 7500 a 14000 2.0 a 3.5 86 a 94 3 a 7
5 1600 a 2000 12000 a 20000 2.7 a 4.5 91 a 97 5 a 12
6 > 1800 > 16000 > 3.5 95 a 100 > 10
Tabela n.º12 – classificação MERUC.
Os procedimentos de ensaio estão detalhados na publicação CSTB 2669-4 – Modalités
d’essais.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 35
ISEL
Uma argamassa pode não ser classificada exclusivamente segundo os critérios de uma mesma
classe. Por exemplo, uma argamassa pode ser M1, classe 1 para a massa volúmica no estado
endurecido e E2, classe 2 para o módulo de elasticidade, R2 e U4 e C3.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 36
ISEL
3 A#OMALIAS EM REBOCOS TRADICIO#AIS
3.1 TIPOS DE A#OMALIAS
Descrevem-se de seguida as principais anomalias em rebocos tradicionais e o aspecto mais
provável de observar para cada uma:
3.1.1 REBOCOS POUCO ADERENTES (SOLTOS)
Os rebocos pouco aderentes ou soltos apresentam normalmente uma forte tendência para
descolar. Os descolamentos podem apresentar uma extensão muito variável, sendo que a
perda de aderência pode ocorrer de diversas formas [5] [7] [8]:
- Com empolamento;
- Em placas;
- Com pulverulência.
Qualquer das diversas formas de perda de aderência, pode apresentar três tipos de
descolamento:
- Na interface revestimento/base;
- Entre duas camadas do revestimento;
- No meio de uma das camadas do revestimento.
ASPECTO OBSERVADO DA ANOMALIA
- Descolamento com empolamento:
A superfície do reboco descola do emboço formando bolhas, cujos diâmetros aumentam
progressivamente. O reboco apresenta um som oco sob percussão.
- Descolamento em placas:
A placa apresenta-se endurecida, quebrando com dificuldade. O reboco apresenta um som
oco sob percussão.
- Descolamento com pulverulência:
A película de tinta descola arrastando o reboco que se desagrega com facilidade.
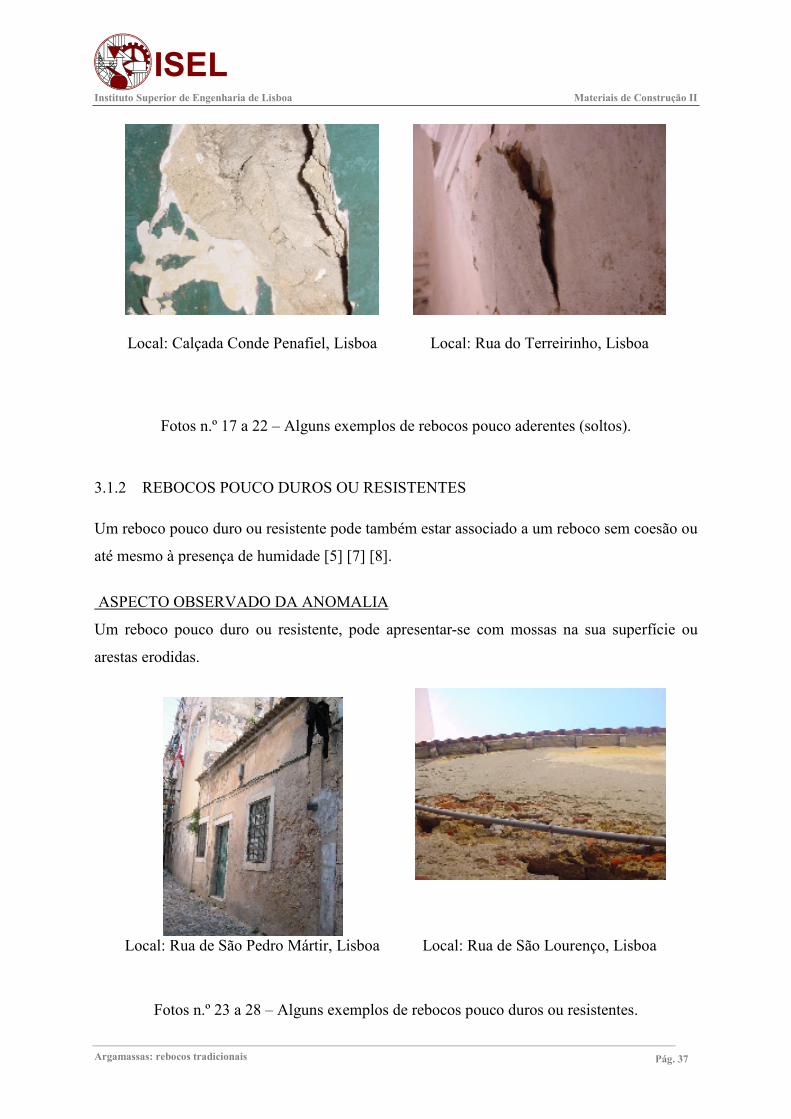
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 37
ISEL
Local: Calçada Conde Penafiel, Lisboa
Local: Rua do Terreirinho, Lisboa
Fotos n.º 17 a 22 – Alguns exemplos de rebocos pouco aderentes (soltos).
3.1.2 REBOCOS POUCO DUROS OU RESISTENTES
Um reboco pouco duro ou resistente pode também estar associado a um reboco sem coesão ou
até mesmo à presença de humidade [5] [7] [8].
ASPECTO OBSERVADO DA ANOMALIA
Um reboco pouco duro ou resistente, pode apresentar-se com mossas na sua superfície ou
arestas erodidas.
Local: Rua de São Pedro Mártir, Lisboa
Local: Rua de São Lourenço, Lisboa
Fotos n.º 23 a 28 – Alguns exemplos de rebocos pouco duros ou resistentes.
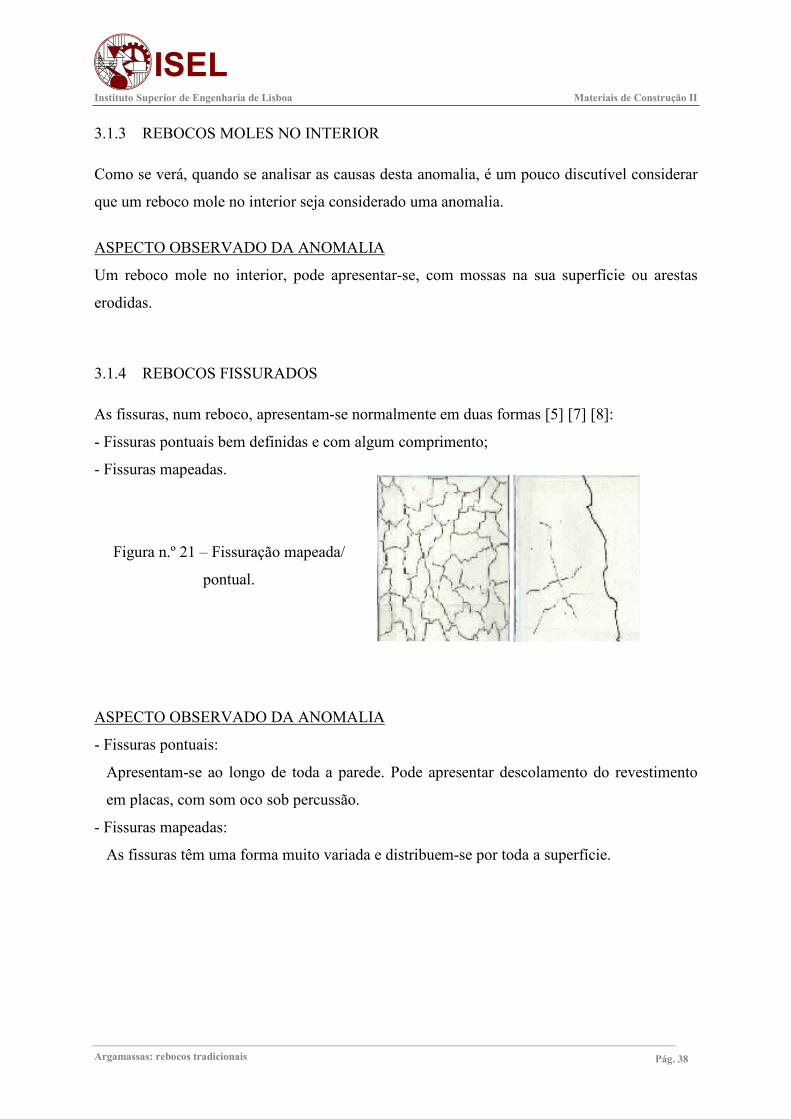
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 38
ISEL
3.1.3 REBOCOS MOLES NO INTERIOR
Como se verá, quando se analisar as causas desta anomalia, é um pouco discutível considerar
que um reboco mole no interior seja considerado uma anomalia.
ASPECTO OBSERVADO DA ANOMALIA
Um reboco mole no interior, pode apresentar-se, com mossas na sua superfície ou arestas
erodidas.
3.1.4 REBOCOS FISSURADOS
As fissuras, num reboco, apresentam-se normalmente em duas formas [5] [7] [8]:
- Fissuras pontuais bem definidas e com algum comprimento;
- Fissuras mapeadas.
Figura n.º 21 – Fissuração mapeada/
pontual.
ASPECTO OBSERVADO DA ANOMALIA
- Fissuras pontuais:
Apresentam-se ao longo de toda a parede. Pode apresentar descolamento do revestimento
em placas, com som oco sob percussão.
- Fissuras mapeadas:
As fissuras têm uma forma muito variada e distribuem-se por toda a superfície.
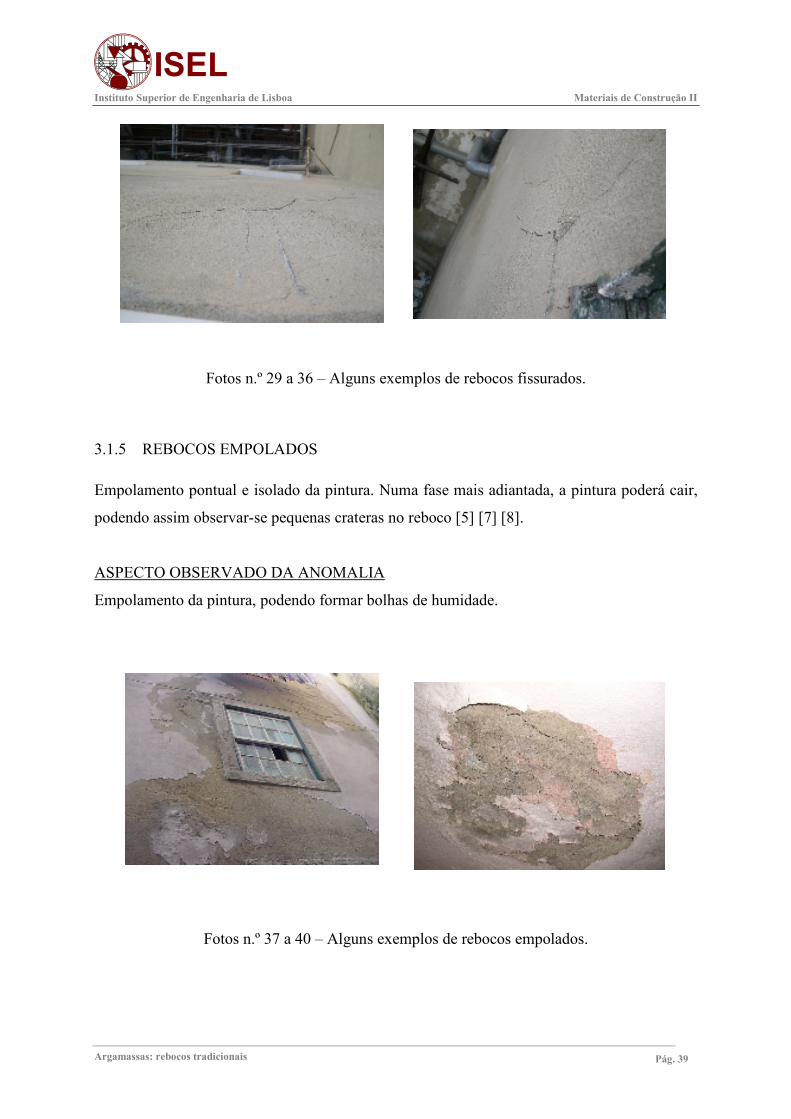
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 39
ISEL
Fotos n.º 29 a 36 – Alguns exemplos de rebocos fissurados.
3.1.5 REBOCOS EMPOLADOS
Empolamento pontual e isolado da pintura. Numa fase mais adiantada, a pintura poderá cair,
podendo assim observar-se pequenas crateras no reboco [5] [7] [8].
ASPECTO OBSERVADO DA ANOMALIA
Empolamento da pintura, podendo formar bolhas de humidade.
Fotos n.º 37 a 40 – Alguns exemplos de rebocos empolados.
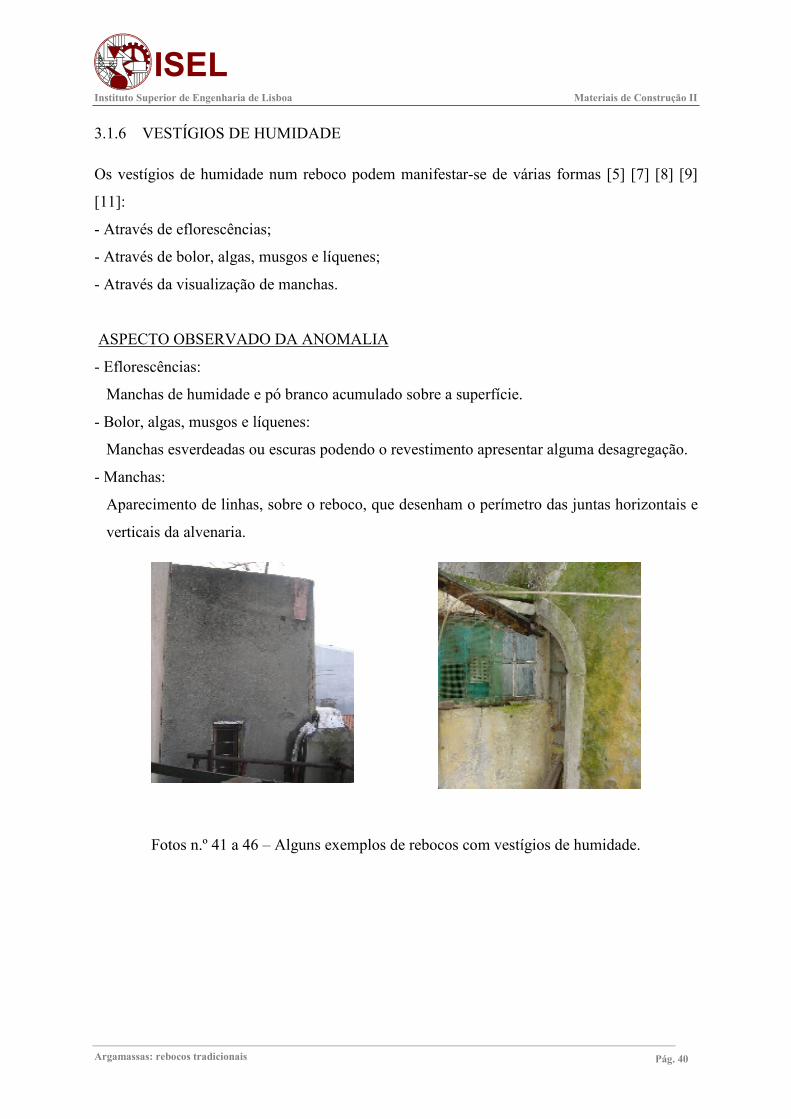
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 40
ISEL
3.1.6 VESTÍGIOS DE HUMIDADE
Os vestígios de humidade num reboco podem manifestar-se de várias formas [5] [7] [8] [9]
[11]:
- Através de eflorescências;
- Através de bolor, algas, musgos e líquenes;
- Através da visualização de manchas.
ASPECTO OBSERVADO DA ANOMALIA
- Eflorescências:
Manchas de humidade e pó branco acumulado sobre a superfície.
- Bolor, algas, musgos e líquenes:
Manchas esverdeadas ou escuras podendo o revestimento apresentar alguma desagregação.
- Manchas:
Aparecimento de linhas, sobre o reboco, que desenham o perímetro das juntas horizontais e
verticais da alvenaria.
Fotos n.º 41 a 46 – Alguns exemplos de rebocos com vestígios de humidade.
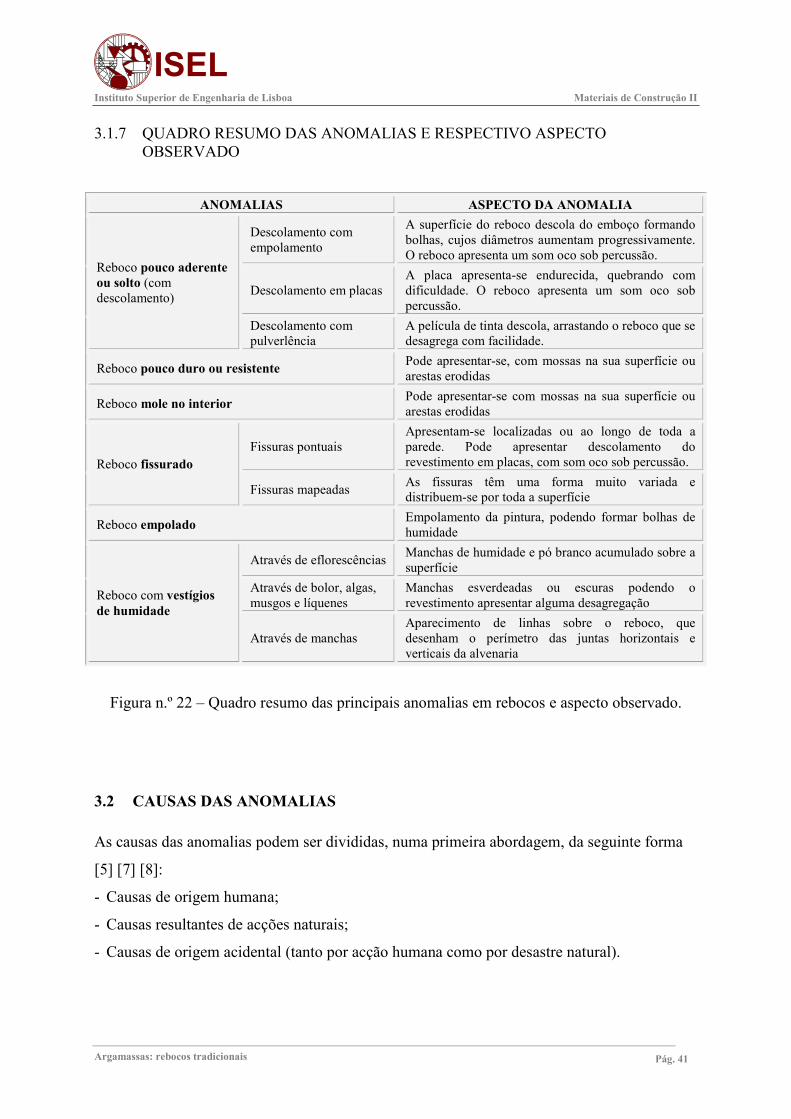
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 41
ISEL
3.1.7 QUADRO RESUMO DAS ANOMALIAS E RESPECTIVO ASPECTO OBSERVADO
A#OMALIAS ASPECTO DA A#OMALIA
Reboco pouco aderente ou solto (com descolamento)
Descolamento com empolamento
A superfície do reboco descola do emboço formando bolhas, cujos diâmetros aumentam progressivamente. O reboco apresenta um som oco sob percussão.
Descolamento em placas A placa apresenta-se endurecida, quebrando com dificuldade. O reboco apresenta um som oco sob percussão.
Descolamento com pulverlência
A película de tinta descola, arrastando o reboco que se desagrega com facilidade.
Reboco pouco duro ou resistente Pode apresentar-se, com mossas na sua superfície ou arestas erodidas
Reboco mole no interior Pode apresentar-se com mossas na sua superfície ou arestas erodidas
Reboco fissurado Fissuras pontuais
Apresentam-se localizadas ou ao longo de toda a parede. Pode apresentar descolamento do revestimento em placas, com som oco sob percussão.
Fissuras mapeadas As fissuras têm uma forma muito variada e distribuem-se por toda a superfície
Reboco empolado Empolamento da pintura, podendo formar bolhas de humidade
Reboco com vestígios de humidade
Através de eflorescências Manchas de humidade e pó branco acumulado sobre a superfície
Através de bolor, algas, musgos e líquenes
Manchas esverdeadas ou escuras podendo o revestimento apresentar alguma desagregação
Através de manchas Aparecimento de linhas sobre o reboco, que desenham o perímetro das juntas horizontais e verticais da alvenaria
Figura n.º 22 – Quadro resumo das principais anomalias em rebocos e aspecto observado.
3.2 CAUSAS DAS A#OMALIAS
As causas das anomalias podem ser divididas, numa primeira abordagem, da seguinte forma
[5] [7] [8]:
- Causas de origem humana;
- Causas resultantes de acções naturais;
- Causas de origem acidental (tanto por acção humana como por desastre natural).
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 42
ISEL
3.2.1 CAUSAS DE ORIGEM HUMANA
O factor humano adquire grande importância no processo das anomalias na construção,
podendo aquele manifestar-se durante as diferentes fases da vida de um edifício: fase de
concepção e projecto, fase de execução e fase de utilização.
1. Fase de Concepção e Projecto
Ausência de projecto ou informação insuficiente, má concepção, inadequação ao ambiente,
inadequação às condicionantes técnicas e económicas, dimensionamento incorrecto,
pormenorização deficiente, inadequação de materiais e técnicas construtivas, etc.
2. Fase de Execução
Materiais de qualidade deficiente, desajustamento entre projecto e execução, mão-de-obra
sem formação adequada, ausência ou insuficiência de fiscalização, etc.
3. Fase de Utilização
Alteração das funções inicialmente previstas, remodelações e alterações inadequadas,
degradação dos materiais por incúria na utilização, falta ou desajuste de manutenção
permitindo a livre progressão das anomalias, alterações na envolvente do edifício, etc.
3.2.2 CAUSAS RESULTANTES DE ACÇÕES NATURAIS
Estas acções funcionam como fontes potenciais de anomalias, manifestando-se de modo
corrente, usual, de longa duração e com intensidade variável de actuação sobre os edifícios,
consoante as condições em que se verificam.
Dividem-se em causas físicas, químicas e biológicas.
1. Causas Físicas
Acção da gravidade, assentamento diferencial (cargas excessivas, sapatas desniveladas, etc.),
alterações sofridas pelo terreno (diminuição ou aumento de volume do solo e presença de
água, nível freático), capacidade de resistência do solo, variações de temperatura
(temperaturas extremas), radiação solar, vento (pressão, abrasão e vibração), acção de água
(chuva, neve, gelo, humidade do solo, etc), retracção, fluência, relaxação, etc.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 43
ISEL
2. Causas Químicas
Oxidação, carbonatação, presença de água, presença de sais, chuva ácida, reacções
electroquímicas, radiação solar (raios ultravioletas), etc.
3. Causas Biológicas
Presença de vegetais (raízes, líquenes, fungos, bolores), presença de animais (vermes,
insectos, roedores, pássaros).
3.2.3 CAUSAS DE ORIGEM ACIDENTAL
1. Desastres Naturais
Sismo, ciclone, tornado, cheia, deslizamento de terras, avalanche, erupção vulcânica,
tempestade marítima, trovoada, etc.
2. Desastres de responsabilidade humana
Incêndio, explosão, inundação, etc.
3.2.4 HUMIDADE, SUAS FORMAS DE OCORRÊNCIA
As principais formas de manifestação da humidade, como causa directa ou indirecta de
anomalias construtivas nos edifícios são [5] [7] [8] [9]:
- Humidade derivada da condensação;
- Humidades da construção;
- Humidade derivada da precipitação;
- Humidade por contacto com paredes enterradas;
- Humidade devida a causas fortuitas.
A razão pela qual os vários tipos de humidade podem ser associados a anomalias prende-se
com as seguintes causas:
- Humidade derivada da condensação:
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 44
ISEL
Falta de ventilação
Variações de temperatura
Excesso de vapor de água
Combustão de gás engarrafado
- Humidade da construção:
Tempo insuficiente de secagem dos materiais
Excesso de água
- Humidade derivada da precipitação:
Defeitos em elementos exteriores tais como: caleiras, algerozes,
impermeabilizações, rebocos, etc
- Humidade por contacto com paredes enterradas:
Falha/ausência de sistema de impermeabilização
Terreno adjacente elevado
Nível freático elevado
- Humidade devida a causas fortuitas:
Rotura de canalizações
Etc.
Normalmente, as ocorrências dos variados tipos de anomalias devidas à humidade não se
manifestam de um modo isolado. É habitual que dois ou mais fenómenos surjam associados,
quando se verificam condições propícias ao seu aparecimento ou devido à possibilidade de
uns serem consequência dos outros.
3.2.4.1 HUMIDADE DE CONDENSAÇÃO
Este fenómeno manifesta-se quando o ar quente e húmido de um local entra em contacto com
uma parede ou com uma zona fria. A humidade do ar condensa-se sobre a parede, formando
água.
Esta água ficará sob a forma de gotículas se a superfície for lisa, ou é absorvida pela
superfície se esta for porosa, formando manchas escuras e, a longo prazo, colónias de fungos,
bolores e líquenes.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 45
ISEL
3.2.4.2 HUMIDADE DE CONSTRUÇÃO
A água é utilizada na composição da maioria dos materiais aplicados na construção como
sejam as argamassas e os betões. Torna-se assim necessário, que decorra um período de
tempo suficiente para a secagem dos materiais, que, caso não seja respeitado, ou se verifique
uma ocupação precoce do edifício, dá origem ao aumento da humidade acumulada, num ciclo
vicioso de progressiva humidificação.
As patologias derivadas das humidades de construção, podem ser devido à evaporação da
água existente (provocando expansões ou destaque de materiais e dando ainda origem a
condensações), ou aos próprios materiais possuírem um elevado teor de água (produzindo
manchas de humidade ou condensações). Estas patologias desaparecem ao fim de um período
relativamente curto, dependendo da utilização do edifício e do clima.
3.2.4.3 HUMIDADE DE PRECIPITAÇÃO
É através da envolvente exterior das edificações (paredes, respectivos vãos, e coberturas) que
a água proveniente das precipitações vai penetrar nas construções, quer no seu estado líquido
– chuva, quer no estado sólido - neve e gelo, conduzindo assim à humidificação dos materiais.
A chuva, como factor isolado, não constitui uma grande ameaça para as paredes dos edifícios,
excepto quando associada ao factor vento; a acção conjugada destes dois fenómenos sujeita as
paredes a uma acção de molhagem que se revela significativa para o humedecimento dos
paramentos interiores e para a diminuição da resistência térmica dos materiais que compõem
as paredes.
3.2.4.4 HUMIDADE POR CONTACTO COM PAREDES ENTERRADAS
É a transmigração da água que se verifica nas caves, garagens, pisos enterrados ou em paredes
parcialmente enterradas.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 46
ISEL
Dependendo da porosidade dos materiais constituintes das paredes, da quantidade de água em
contacto com as mesmas e das condições de evaporação, a água pode atingir alturas
significativas nas edificações, alturas essas que variam com a espessura, época de construção
e orientação das paredes afectadas (quanto maior a espessura da parede maior a altura atingida
pela humidade, sendo as paredes viradas a norte as mais afectadas).
A existência de sais no terreno e nos materiais de construção associados à ascensão de água
nas paredes são condição fundamental para a ocorrência de fenómenos patológicos nestes
elementos. Os sais dissolvidos na água migram através das paredes até à sua superfície ou
imediatamente abaixo desta (sob o revestimento da parede). Após a evaporação da água
cristalizam, dando origem à formação de eflorescências (cristalização superficial de sais) ou
de criptoflorescências (cristalização de sais abaixo da superfície).
3.2.4.5 HUMIDADE DEVIDA A CAUSAS FORTUITAS
Nesta designação incluem-se todos os fenómenos de ocorrência acidental e de origem diversa
de humidades nas edificações. Dada a multiplicidade das situações, toma-se difícil tipificar
todas as causas possíveis. Estas podem ter carácter pontual, encontrando-se normalmente
associadas a defeitos de construção, falhas de equipamentos ou erros humanos, quer activos
(acidentes), quer passivos (falta de manutenção).
Este tipo de anomalias tem como causas mais usuais as roturas e perdas de estanqueidade nas
canalizações das redes técnicas, as infiltrações através da cobertura por falta de manutenção e
limpeza, as inundações por descuido, a humidificação de pavimentos e paredes devido ao
recurso a quantidade excessiva de água na sua lavagem, etc.
É de referir que, em edificações antigas, as roturas de instalações de águas e esgotos pluviais e
residuais, funcionam como uma das principais fontes de humidificação do edifício, em
especial em instalações executadas à posteriori, relativamente à sua construção.
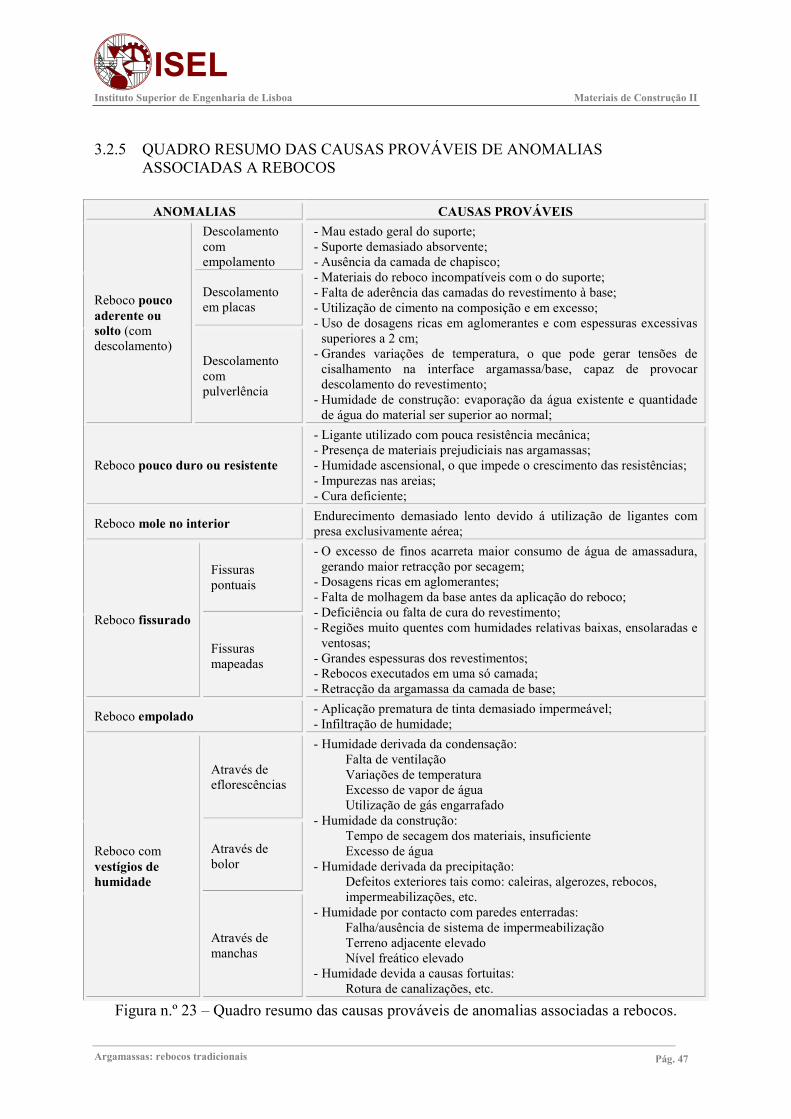
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 47
ISEL
3.2.5 QUADRO RESUMO DAS CAUSAS PROVÁVEIS DE ANOMALIAS ASSOCIADAS A REBOCOS
A#OMALIAS CAUSAS PROVÁVEIS
Reboco pouco aderente ou solto (com descolamento)
Descolamento com empolamento
- Mau estado geral do suporte; - Suporte demasiado absorvente; - Ausência da camada de chapisco; - Materiais do reboco incompatíveis com o do suporte; - Falta de aderência das camadas do revestimento à base; - Utilização de cimento na composição e em excesso; - Uso de dosagens ricas em aglomerantes e com espessuras excessivas
superiores a 2 cm; - Grandes variações de temperatura, o que pode gerar tensões de
cisalhamento na interface argamassa/base, capaz de provocar descolamento do revestimento;
- Humidade de construção: evaporação da água existente e quantidade de água do material ser superior ao normal;
Descolamento em placas
Descolamento com pulverlência
Reboco pouco duro ou resistente
- Ligante utilizado com pouca resistência mecânica; - Presença de materiais prejudiciais nas argamassas; - Humidade ascensional, o que impede o crescimento das resistências; - Impurezas nas areias; - Cura deficiente;
Reboco mole no interior Endurecimento demasiado lento devido á utilização de ligantes com presa exclusivamente aérea;
Reboco fissurado
Fissuras pontuais
- O excesso de finos acarreta maior consumo de água de amassadura, gerando maior retracção por secagem;
- Dosagens ricas em aglomerantes; - Falta de molhagem da base antes da aplicação do reboco; - Deficiência ou falta de cura do revestimento; - Regiões muito quentes com humidades relativas baixas, ensolaradas e
ventosas; - Grandes espessuras dos revestimentos; - Rebocos executados em uma só camada; - Retracção da argamassa da camada de base;
Fissuras mapeadas
Reboco empolado - Aplicação prematura de tinta demasiado impermeável; - Infiltração de humidade;
Reboco com vestígios de humidade
Através de eflorescências
- Humidade derivada da condensação: Falta de ventilação Variações de temperatura Excesso de vapor de água Utilização de gás engarrafado
- Humidade da construção: Tempo de secagem dos materiais, insuficiente Excesso de água
- Humidade derivada da precipitação: Defeitos exteriores tais como: caleiras, algerozes, rebocos, impermeabilizações, etc.
- Humidade por contacto com paredes enterradas: Falha/ausência de sistema de impermeabilização Terreno adjacente elevado Nível freático elevado
- Humidade devida a causas fortuitas: Rotura de canalizações, etc.
Através de bolor
Através de manchas
Figura n.º 23 – Quadro resumo das causas prováveis de anomalias associadas a rebocos.
Instituto Superior de Engenharia de Lisboa Materiais de Construção II
Argamassas: rebocos tradicionais Pág. 48
ISEL
4 BIBLIOGRAFIA
[1] VEIGA, Maria do Rosário; ”Comportamento de argamassas de revestimento de paredes. Contribuição para o estudo da sua resistência à fendilhação”; (dissertação elaborada para a obtenção do grau de Doutor em Engenharia Civil pela FEUP); LNEC (TPI 12), Lisboa, 1998;
[2] VEIGA, Maria do Rosário; MIRANDA, Vidália; “Influência de alguns parâmetros sobre a aderência de rebocos tradicionais”; Congresso Nacional da Construção 2004; FEUP, pp.603-608, 13-15 de Dezembro de 2004;
[3] BRITO, Jorge – Folhas de apoio à disciplina de Reabilitação Não-Estrutural de Edifícios, Capitula 5 – “Diagnóstico, Patologia e Reabilitação de Revestimentos de Paredes – IST, 2005/2006;
[4] MASCARENHAS, Jorge; “Sistemas de Construção – II – Paredes exteriores (1ªparte) ”; Livros Horizonte, 3ª edição, Lisboa 2004;
[5] CAMPANELLA, Christian – Obras de conservação e restauro arquitectónico – condições técnicas especiais. Câmara Municipal de Lisboa, Licenciamento Urbanístico e Reabilitação Urbana – Lisboa, Dezembro de 2003;
[6] COSTA, João Manuel Barrento – Folhas de apoio às disciplinas de Materiais de Construção I e II – ISEL, 2005/2006;
[7] RESENDE, Maurício Marques; BARROS, Mércia M.S. Bottura de; “Patologia dos Revestimentos de Argamassa”; escola Politécnica da Universidade de S. Paulo, PCC 5816 – Tecnologia da Produção de Revestimentos, S. Paulo, Maio de 2001;
[8] CARVALHO, Luís; Rodrigues, Miguel; “Levantamento Arquitectónico – Centro Histórico de Arouca” Câmara Municipal de Arouca, 2003;
[9] HENRIQUES, Fernando “Humidade em paredes”; LNEC (CED 1), Lisboa, 1994;
[10] PINHO, Fernando F. S. “Paredes de edifícios antigos em Portugal”; LNEC (CED 8), Lisboa, 2000.
[11] VEIGA, Maria do Rosário; AGUIAR, José; SILVA, A. Santos; CARVALHO, Fernanda; “Conservação e renovação de revestimentos de paredes de edifícios antigos” LNEC (CDE 9), Lisboa, 2004.
[12] SILVA, A. Santos; REIS, M. Olinda; “Caracterização de argamassas antigas” LNEC (COM 49), Lisboa, 1999;
[13] APPLETON, João – Reabilitação de Edifícios Antigos – Patologias e Tecnologias de
Intervenção. Amadora, 1ª Edição, Setembro de 2003;
[14] Dicionário Técnico EMOdico;
[15] BRANCO, J. Paz; “Infraestruturas, Estruturas, alvenarias e cantarias em Edifícios”; Edição da E.P. Gustavo Eiffel, 1ª edição; Queluz, Junho de 1993;
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 1
SIMATEC
1º SIMPÓSIO �ACIO�AL
MATERIAIS E TEC�OLOGIAS �A CO�STRUÇÃO DE EDIFÍCIOS
ABRIL 1985
UTILIZAÇÃO DA CAL HIDRATADA (CAL AÉREA) �A CO�STRUÇÃO CIVIL
Amílcar M. D. Tavares*
RESUMO Uma nova unidade Industrial/ utilizando os processos mais modernos da Europa, produz 280
toneladas/ dia de Cal Hidratada. A sua apresentação poderá ser em sacos ou a granel com a
garantia de uma qualidade absoluta.
A exemplo do que acontece nos principais países da Europa a sua utilização é recomendada em
rebocos exteriores e interiores, assentamento de alvenarias, no fabrico de blocos e abobadilhas e
em betões de resistência média.
Substitui o cimento com vantagens económicas nos trabalhos atrás referidos, além de
proporcionar melhores acabamentos, melhor aderência e maior rentabilidade da mão de obra,
melhorando consideravelmente a qualidade da construção.
* Engº . Téc. Civil, da Empresa Grésical, Derivados de Calcários, Lda.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 2
ÍNDICE
1. PRODUÇÃO INDUSTRIAL DE CAL HIDRATADA ...................................................... 3
2. CARACTERÍSTICAS DA CAL PRODUZIDA ................................................................ 3
2.1. CARACTERÍSTICAS QUÍMICAS ................................................................................ 3
2.2. CARACTERÍSTICAS FÍSICAS ..................................................................................... 3
3. APLICAÇÃO DA CAL HIDRATADA NA CONSTRUÇÃO CIVIL ............................... 4
3.1. BENEFÍCIOS DA SUA APLICAÇÃO .......................................................................... 4
3.2. APLICAÇÃO DA CAL HIDRATADA NO FABRICO DE BETÕES FRACOS,
BLOCOS E ABOBADINHAS DE BETÃO .............................................................................. 6
3.3. APLICAÇÃO DA CAL HIDRATADA NA CONFECÇÃO DE ESTUQUES .............. 6
3.4. UTILIZAÇÃO DA CAL HIDRATADA NA ESTABILIZAÇÃO DE SOLOS
ARGILOSOS .............................................................................................................................. 7
3.5. CAIAÇÃO ....................................................................................................................... 7
4. VANTAGENS DA UTILIZAÇÃO DA CAL HIDRATADA RELATIVAMENTE AOS
OUTROS LIGANTES ................................................................................................................... 7
5. DOSAGENS ACONSELHADAS ...................................................................................... 8
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 3
1. PRODUÇÃO I�DUSTRIAL DE CAL HIDRATADA
A nossa Unidade Industrial, instada na maior região calcária da Serra dos Candeeiros (Valverde - Alcanede – Santarém) tem como matéria prima calcários seleccionados, explorados em pedreiras próprias, com uma capacidade de exploração diária que pode .ir até 3000 ton./dia. Depois de explorado e transportado sofre o calcário um primeiro tratamento, numa estação de britagem, de forma a permitir uma granulometria conveniente à calcinação. Fornos contínuos garantem a calcinação, de forma homogénia, obtendo-se assim um produto intermédio – Cal viva (CaO) – com uma com uma granulometria de 40 - 100 mm. Para satisfação de várias exigências de mercado, está esta unidade equipada com moinhos que lhe permitem obter varias granulometrias, nomeadamente de O a 6 mm. Aproveitando esta granulometria, equipou-se a industria com hidratadores cuja capacidade é de 720 ton./dia de Cal Hidratada - Ca(OH)2. Todo o processo de hidratação é automático, garantindo uma qualidade uniforme, a qual é controlada pelo laboratório da empresa de forma a apresentar um produto de nível internacional, especialmente dentro dos parâmetros da norma A.S.T.M. Finalmente, a Cal Hidratada, agora transformada em pó seco, segue o circuito de ensacagem. As ensacadeiras permitem o enchimento de 2400 sacos/hora, ou seja, mais de 50 ton./hora. Para colocar no mercado tão elevada produção, está esta empresa apetrechada com uma frota de camiões de tonelagens variadas para fornecimentos em sacos ou a granel. 2. CARACTERÍSTICAS DA CAL PRODUZIDA
2.1. CARACTERÍSTICAS QUÍMICAS
De acordo com a análise química efectuada pelo L.N.E.C., a nossa matéria-prima tem a seguinte composição:
Óxido de Cálcio 95,8% Óxido de Magnésio Mg0 0,7% Óxido de Sílica Si02 1,2% Óxido de Alumínio 1,3% Óxido de Ferro Fe2O3 0,3% Sulfatos (percentagem de SO2) 0,2% Resíduos 0,5%
De que resulta uma cal com um teor de
Hidróxido de Cálcio 94,0% Carbonato de Cálcio 1,9%
Nota: Apesar dos controles rigorosos na fabricação, podem surgir variações em relação às percentagens indicadas. 2.2. CARACTERÍSTICAS FÍSICAS
A densidade aparente da cal hidratada é da ordem de 0,45 ton./m³.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 4
Quando adicionada com água para obtenção de cal em pasta, a densidade da pasta obtida é da ordem de 1,4. Estas densidades podem ser comparadas com as densidades médias de outros ligantes:
Cal Hidratada 0,45 Cal em Pasta 1,4 Cimento Portland 1,2 Cal Hidráulica 0,6 Gesso 0,6
A cal hidratada é fornecida em pó, satisfazendo as seguintes especificações, quanto a finura:
Abertura das malhas (mm) % Passada 0,150 98,4
3. APLICAÇÃO DA CAL HIDRATADA �A CO�STRUÇÃO CIVIL A cal hidratada é aplicada essencialmente na composição das argamassas bastardas (cimento/ cal e areia), nomeadamente em alvenarias e rebocos. Assim, a cal hidratada torna-se imprescindível em trabalhos de assentamento/ desde os alicerces (onde poderá utilizar-se em menor percentagem), assentamento de tijolo, até ao acabamento final (onde poderá utilizar-se em maior percentagem). Como é sabido, numa construção toda a estrutura tem a sua deformação, devido a fenómenos de assentamento diferenciais e à entrada em funcionamento dos elementos que a compõem (fenómenos de fluência), ou ainda devido à variação da temperatura e humidade. Por tais motivos, é necessário que o conjunto formado pela argamassa de assentamento, os elementos de enchimento e os rebocos, se adaptem às referidas e inevitáveis deformações. O recurso à utilização de argamassas bastardas é a solução tecnicamente mais viável. 3.1. BE�EFÍCIOS DA SUA APLICAÇÃO
Contracção por Secagem A contracção por secagem aumenta com a dosagem de cimento e com teor de elementos finos (argilas) contidos nas areias. Uma boa argamassa deverá ter uma contracção reduzida. Para a generalidade das aplicações, no assentamento das alvenarias e em revestimentos, são necessárias contracções reduzidas. Para o efeito, as argamassas ricas em cal hidratada oferecem vantagens significativas. Trabalhabilidade As argamassas devem ter urna boa trabalhabilidade sem, contudo, se tornarem excessivamente fluidas. A trabalhabilidade tem a ver com o material aplicado, influindo decisivamente na qualidade e no rendimento dos trabalhos. Antes do aparecimento ca nossa cal, para se obterem argamassas com boa trabalhabilidade, recorria-se a areias argilosas tinham o inconveniente de ocasionar elevadas contracções, com a consequente fendilhagem, alem de reduzirem a aderência.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 5
O processo mais adequado para obter argamassas com a necessárias trabalhabilidade, sem os inconvenientes apontados, e aumentar a sua dosagem em cal hidratada, a qual confere às argamassas plasticidade e coesão. Aderência às Superfícies Outra propriedade das argamassas bastardas, é a sua aderência. Assim se obtém uma boa ligação entre as argamassas e elementos de construção, com o adequado preenchimento das juntas. Nos trabalhos em superfícies verticais (paredes) e tectos, uma boa aderência reduz os desperdícios de argamassas e aumenta o rendimento da mão-de-obra na sua execução. No caso de se utilizarem argamassas projectadas, esta propriedade torna-se fundamental para a produtividade do trabalho. A aderência às superfícies aumenta também com a dosagem de cal hidratada. A propriedade apresentada pela cal hidratada, de reter água de amassadura, diminui a possibilidade da sua absorção pelos elementos de suporte. Esta absorção enfraquece a argamassa na zona de contacto. Resistência Mecânica Já se referiu que a resistência mecânica cresce com a dosagem de cimento. A resistência inicial depende, principalmente, da dosagem de cimento, pois este ligante faz presa em algumas horas e atinge resistências elevadas em alguns dias. O endurecimento da cal é resultado da sua carbonatação em presença do dióxido de carbono (CO2) da atmosfera, pelo que esta reacção se processa mais lentamente. A resistência mecânica não constitui um parâmetro absoluto da qualidade duma argamassa. Pelo contrário, na maior parte das aplicações, a resistência elevada está associada a outros inconvenientes. Impermeabilidade A compacidade das argamassas aumenta com a dosagem em cimento. No entanto, na maior parte das situações, esta compacidade não conduz directamente à impermeabilidade. Efectivamente, elevadas dosagens de cimento têm como consequência a fendilhação dos elementos de construção - alvenarias, por exemplo - e a fissuração dos respectivos revestimentos, que se evitarão aplicando argamassas com cal. Na prática, as argamassas ricas em cimento, particularmente quando submetidas a variações térmicas e de humidade ambiente, podem não ser efectivamente estanques. Durabilidade Situação idêntica é a que se regista em relação à durabilidade. Na realidade, dosagens elevadas de cimento, embora conduzam a elevadas resistências à acção dos agentes atmosféricos e de outras acções externas, não implicam necessariamente uma significativa durabilidade das argamassas. As razões desta constatação derivam da maior facilidade de fendilhação de tais argamassas. Apenas nos casos de elementos de construção em contacto com o solo ou situados em zonas climáticas submetidas a acções significativas de gelo, terá interesse a utilização de argamassas pobres em cal hidratada.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 6
3.2. APLICAÇÃO DA CAL HIDRATADA �O FABRICO DE BETÕES FRACOS, BLOCOS E ABOBADI�HAS DE BETÃO
São correntes na construção as aplicações de betões em que não é importante obter elevadas resistências mecânicas. Em tais casos, são suficientes resistências da ordem de 80 a 120 kçf/cm². Referem-se, a título de exemplo, betões de regularização de fundações, betões de simples enchimento, betões para muros de gravidade, betões para muros de vedação não armados e betonilhas de regularização. Não é fácil fabricar esses betões com pequena dosagem de ligante porque a trabalhabilidade obtida é insuficiente. Assim, é habitual usar excesso de água ou areias argilosas, como forma de se economizar ligante. Tal prática conduz a uma grande perda de resistência e à excessiva contracção por secagem, com a consequente fendilhação. O uso de plastificantes é anti-económico. Recomenda-se, em tais casos, a substituição de 20 a 25% do volume do cimento por igual volume de cal aéria. Assim aumentar-se a trabalhabilidade, reduz-se a dosagem total de ligante e evita-se a fendilhação. No fabrico de blocos de betão e no fabrico de abobadilhas para pavimentos, não era usual utilizar-se, argamassas confeccionadas com cal hidratada. No entanto essa prática é habitual nos países mais desenvolvidos. Refere-se, por exemplo, a sua utilização nos Estados Unidos da América, onde diversas normas A.S.T.M. prevêem claramente o seu emprego. As recomendações A.C.I., para alvenarias também consideram na sua utilização blocos de betão em que o ligante é o cimento e a cal. A introdução da cal hidratada na dosagem dos betões para o fabrico de blocos, não só tem vantagens económicas, como também permite uma melhor compactação. Por outro lado os blocos ou as abobadilhas assim produzidas serão de densidade inferior, além de terem menor contracção na secagem e proporcionarem maior adesão às argamassas. Recomenda-se a substituição de 20 a 30% do cimento em volume, por igual volume de cal. Os Serviços Técnicos da GRÉSICAL estão à disposição dos fabricantes com vista ao estudo das composições mais adequadas para cada caso. 3.3. APLICAÇÃO DA CAL HIDRATADA �A CO�FECÇÃO DE ESTUQUES
As composições utilizadas na execução das massas de estuque variam com a superfície a revestir, com as características do gesso utilizado, com o acabamento pretendido e ainda com as práticas do pessoal das obras. Processo Tradicional Em regra, os revestimentos de estuques são aplicados sobre uma camada de regularização executadas com argamassas bastardas e com reduzida dosagem de cimento. Recomenda-se, para esta camada, argamassas de classe IV (ver quadro de dosagens aconselhadas). O revestimento de estuque é executado em duas camadas: O esboço e o estuque propriamente dito. A cal é previamente preparada sob a forma de pasta. Para a sua preparação, pode partir-se da cal viva, de acordo com a técnica tradicional, ou partir da cal hidratada. Neste caso, a cal em pasta é preparada pela adição gradual da cal apagada à água, num recipiente bem limpo, mexendo ligeiramente de uma forma contínua. A pasta deverá repousar durante algum tempo, antes de ser usada.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 7
Na camada de esboço é utilizada a seguinte dosagem:
Cal em pasta 2 Areia Branca (para esboço) 2 - 5
Na camada de estuque a dosagem é a seguinte:
Cal em pasta 2 Gesso para estuque 1 Dextrina ou similar
Novo Processo Este processo consiste em aplicar o estuque propriamente dito sobre a camada de regularização, que para o efeito estará perfeitamente desempenado. Recomenda-se que esta camada de regularização seja da classe IV acrescida de 1 parte de cal e a areia utilizada seja areia de esboço, ou seja:
Cal Hidratada 3 Areia Branca para esboço 11 – 12 Cimento 1
Na camada de estuque a preparação será como a do processo anterior, e as dosagens recomendadas são as mesmas. 3.4. UTILIZAÇÃO DA CAL HIDRATADA �A ESTABILIZAÇÃO DE SOLOS ARGILOSOS Está pouco divulgada a capacidade da cal hidratada estabilizar solos argilosos quando excessivamente lamacentos, situação corrente em trabalhos de terraplanagem e nos estaleiros de obras. Muitas vezes o excesso de água obriga à suspensão dos trabalhos. Em presença da água, a cal reage com a argila dos solos. Assim a mistura de cal nos solos argilosos origina a imediata redução da sua plasticidade. O efeito é permanente, podendo ser conveniente um reforço posterior, para melhor endurecimento. Quando a humidade existente no solo é muito grande, pode ser utilizada cal viva em vez de cal hidratada. A cal viva absorve parte da água na sua extinção. A quantidade de cal aérea necessária à estabilização varia de 2 a 6% do peso do solo. Convém que a dosagem adequada seja previamente determinada em ensaios laboratoriais. 3.5. CAIAÇÃO O acabamento por caiação é realizado com leite de cal, o qual poderá ser preparado a partir da cal hidratada. Para tal basta misturar água à cal hidratada. É conveniente adicionar um produto fixador. 4. VA�TAGE�S DA UTILIZAÇÃO DA CAL HIDRATADA RELATIVAME�TE AOS OUTROS LIGA�TES No capítulo anterior foram abordadas algumas das vantagens resultantes da aplicação da cal em substituição do cimento. Há, no entanto, outras vantagens que a cal hidratada apresenta, não só relativamente ao cimento mas também relativamente a outros ligantes hidráulicos, como sejam:
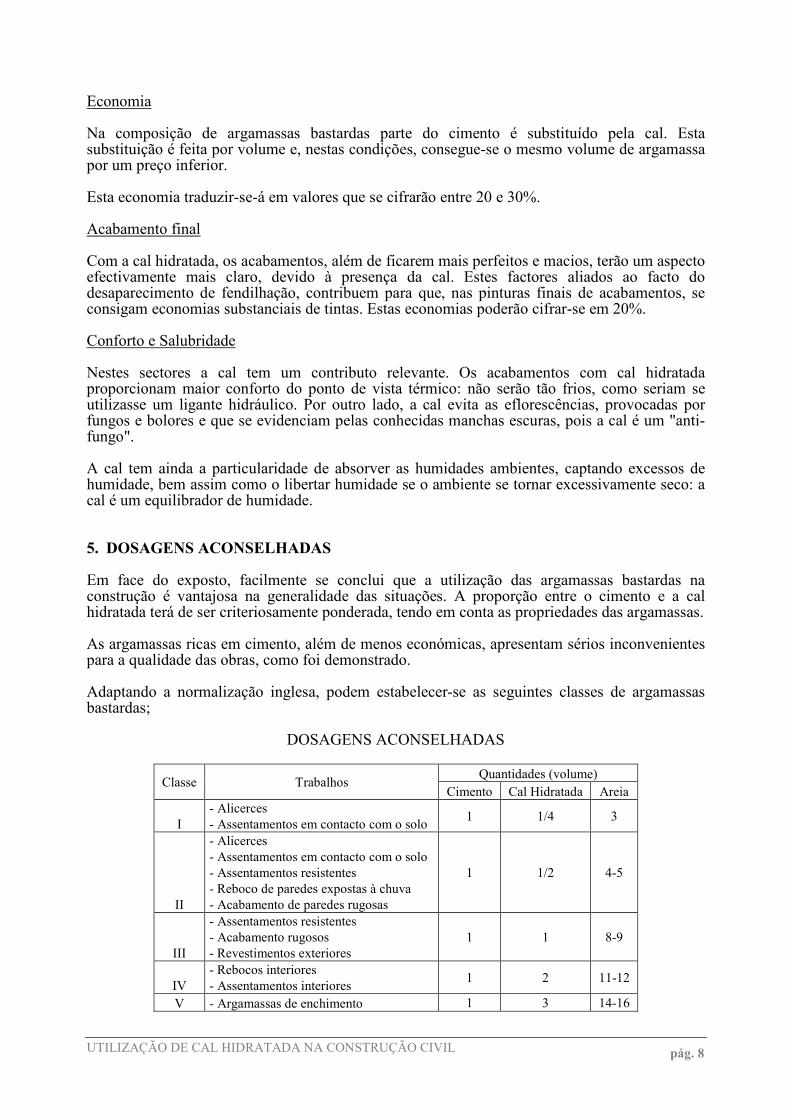
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 8
Economia Na composição de argamassas bastardas parte do cimento é substituído pela cal. Esta substituição é feita por volume e, nestas condições, consegue-se o mesmo volume de argamassa por um preço inferior. Esta economia traduzir-se-á em valores que se cifrarão entre 20 e 30%. Acabamento final Com a cal hidratada, os acabamentos, além de ficarem mais perfeitos e macios, terão um aspecto efectivamente mais claro, devido à presença da cal. Estes factores aliados ao facto do desaparecimento de fendilhação, contribuem para que, nas pinturas finais de acabamentos, se consigam economias substanciais de tintas. Estas economias poderão cifrar-se em 20%. Conforto e Salubridade Nestes sectores a cal tem um contributo relevante. Os acabamentos com cal hidratada proporcionam maior conforto do ponto de vista térmico: não serão tão frios, como seriam se utilizasse um ligante hidráulico. Por outro lado, a cal evita as eflorescências, provocadas por fungos e bolores e que se evidenciam pelas conhecidas manchas escuras, pois a cal é um "anti-fungo". A cal tem ainda a particularidade de absorver as humidades ambientes, captando excessos de humidade, bem assim como o libertar humidade se o ambiente se tornar excessivamente seco: a cal é um equilibrador de humidade. 5. DOSAGE�S ACO�SELHADAS Em face do exposto, facilmente se conclui que a utilização das argamassas bastardas na construção é vantajosa na generalidade das situações. A proporção entre o cimento e a cal hidratada terá de ser criteriosamente ponderada, tendo em conta as propriedades das argamassas. As argamassas ricas em cimento, além de menos económicas, apresentam sérios inconvenientes para a qualidade das obras, como foi demonstrado. Adaptando a normalização inglesa, podem estabelecer-se as seguintes classes de argamassas bastardas;
DOSAGENS ACONSELHADAS
Classe Trabalhos Quantidades (volume)
Cimento Cal Hidratada Areia
I - Alicerces - Assentamentos em contacto com o solo
1 1/4 3
II
- Alicerces - Assentamentos em contacto com o solo - Assentamentos resistentes - Reboco de paredes expostas à chuva - Acabamento de paredes rugosas
1 1/2 4-5
III
- Assentamentos resistentes - Acabamento rugosos - Revestimentos exteriores
1 1 8-9
IV - Rebocos interiores - Assentamentos interiores
1 2 11-12
V - Argamassas de enchimento 1 3 14-16
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 9
NOTA: Os valores aqui aconselhados deverão ser ajustados em função da qualidade de areia a empregar. Com areias lavadas ou isentas de argilas conseguir-se-ão melhores resultados.
Nestas composições, entende-se que a areia utilizada é uma areia adequada, ou seja, com granulometria contínua, sem argilas e com poucos finos. Embora de uma forma aproximada, aquelas dosagens poderão ser expressas em peso.

ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 1
ARGAMASSAS DE CAL AÉREA EM REVESTIME�TOS EXTERIORES
DE EDIFÍCIOS. BASES PARA A COMPREE�SÃO DO SEU
COMPORTAME�TO.
Hydrated lime mortars in external cover of buidings. Bases for the comprehension ofits behavior.
JOSÉ MA�UEL GASPAR �ERO
Prof. Convidado do IST, Responsável pelo CMC/IST
Com a colaboração de: ABDIAS MAGALHÃES GOMES Msc, Doutorando do IST
RESUMO
Alguns meios técnicos revelam a tendência para que se encontre ou reencontre na cal aérea,
mais especificamente nas argamassas com este ligante produzidas, alternativa à utilização de
argamassas de cimento em revestimentos exteriores, sobretudo, de edifícios antigos.
Nesta comunicação pretende-se chamar à atenção para as potencialidades e condicionantes da
utilização de argamassas em que o ligante exclusivo seja a cal aérea, por forma a que os
projectistas e os responsáveis pela construção possam sobre elas reflectir e assumir uma postura
crítica, análoga à que se adopta ou deve adoptar quando se prescreve ou aplica, com os mesmos
objectivos, argamassas de cimento.
ABSTRACT
Some technical means show a tendency for the adoption or readoption of hydrated lime mortars
as an altemative to the employing of cement mortars in external cover of buildings, specially of
ancient buildings.
This paper tries to call for the potencialities and conditions of applying hydrated lime mortars in
a way that the projectits and responsables for the construction could think about that and take a
critical position. That position should be equal to the one followed (or that should be followed)
when of the prescription or employ, with the same objectives, of cement mortars.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 2
ÍNDICE
1. INTRODUÇÃO ......................................................................................................................... 3
2. PROPRIEDADES DAS ARGAMASSAS DE CAL AÉREA NO ESTADO FRESCO. .......... 4
3. AS TRANSFORMAÇÕES DE COMPORTAMENTO DAS ARGAMASSAS DE REBOCO
DE CAL AÉREA DO ESTADO FRESCO PARA O ESTADO ENDURECIDO ........................ 4
4. ALGUMAS OBSERVAÇÕES SOBRE O COMPORTAMENTO DE REBOCOS DE CAL . 7
5. CONCLUSÕES ......................................................................................................................... 9
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 3
1. I�TRODUÇÃO A utilização da cal na construção tem origem remota e as argamassas com ela produzidas foram adoptadas por muitas civilizações que nos legaram património histórico edificado de valor incalculável que, ainda hoje, pudemos desfrutar. No entanto, até aos finais do primeiro quartel do século passado, a designação "cal" não correspondia à de um ligante de características específicas e bem determinadas, mas abrangia uma família de produtos obtidos por calcinação de rochas calcárias que, por naturais, apresentavam maior ou menor grau de impurezas, originando ligantes com propriedades variadas. Este facto, se há muito era verificado, só com VICAT foi bem estudado e compreendido. Os seus estudos conduziram, pela primeira vez, ao conceito de "cal hidráulica", e suscitaram, em 1818, a conhecida proposta de classificação das cais (Quadro I), em função do índice de hidraulicidade que, na essência, relaciona a percentagem de material argiloso face ao material cálcico existente nas rochas calcárias que lhes dão origem.
QUADRO I
CLASSIFICAÇÃO DAS CAIS EM FUNÇÃO DO ÍNDICE DE HIDRAULICIDADE
MgOCaO
OFeAISiOi
+
++
=3222
Classificação da Cal* Índice de Hidraulicidade (i) Cal aérea 0 - 0.1 Cal fracamente hidráulica 0.1 - 0.16 Cal medianamente hidráulica 0.16 - 0.31 Cal propriamente hidráulica 0.31 - 0.42 Cal eminentemente hidráulica 0.42 – 0.5
* Segundo Vicat com adaptação de Durand-Claye
Nos finais do século passado e inícios deste século, podia ler-se em livros de apoio ao ensino técnico superior que "As cais aéreas entram na composição de argamassas expostas ao ar, podendo as cais gordas ser também utilizadas nas construções em contacto com a água, quando tenham sido misturadas com substâncias que lhes comunicam propriedades hidráulicas", num assumir teórico e técnico da influência da composição química das cais no comportamento das cais aplicadas, dando-se corpo a constatações de muitos séculos. Mas, para além da composição, as propriedades das cais são também influenciadas pelo modo como se procede à sua extinção, após calcinação (por imersão, por aspersão ou por processo espontâneo), pela forma como a cal é utilizada após extinta (em pasta ou em pó) e, no que se refere às argamassas, pelo modo como estas se preparam e empregam (condições termo-higrométricas do meio, água de amassadura, aperto às bases, etc). Face a esta variabilidade de factores, a observação do bom comportamento de muitos dos rebocos formulados com "cais antigas" não pode, por si só, constituir-se como referência para a actual prescrição de argamassas de cal aérea, tanto mais que, nos nossos dias, as cais produzidas industrialmente têm fabrico controlado, provêm de calcários muito puros, dando origem a cais vivas com teores de dióxido de cálcio superiores a 94% e cais hidratadas com teores de hidróxido que excedem 92,5%, ou seja, cais aéreas da baixíssimo índice de hidraulicidade.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 4
2. PROPRIEDADES DAS ARGAMASSAS DE CAL AÉREA �O ESTADO FRESCO. Quando se prescreve uma argamassa para reboco de revestimento procura-se a satisfação de múltiplos objectivos, de que se destacam a aderência aos suportes, a trabalhabilidade e plasticidade, a capacidade de retenção de água, a resistência e a durabilidade nas suas múltiplas facetas. Alguns destes objectivos não podem ser atingidos apenas por via da correcta formulação das argamassas, exigindo também cuidados na preparação dos suportes e atenção às condições que envolvem a sua colocação e cura. De qualquer modo, as argamassas de cal respondem, no estado fresco, a muitos dos requisitos enunciados:
Apresentam boa plasticidade, pelas características da sua estrutura, com imperfeições e vazios inerentes às condições em que usualmente são aplicadas e compactadas.
Têm boa trabalhabilidade, dado que a dosagem de água necessária à molhagem das partículas de cal é significativa e durante a fase de laboração não ocorrem alterações químicas com criação de novos compostos que possam reduzir a manuseabilidade.
Apresentam boa capacidade de retenção de água de amassadura quando comparadas com as argamassas de cimento de igual traço em volume (por exemplo, ao traço 1:3 a retenção de água de uma argamassa de cal chega aos 94% enquanto na de cimento não ultrapassa os 84%). Esta propriedade deve-se à grande finura da cal e, consequentemente, à capacidade superficial das suas pequeníssimas partículas manterem durante certo tempo, a água absorvida.
A retenção de água, ao justificar a manutenção da plasticidade das argamassas, evita também a excessiva sucção dos suportes e facilita o preenchimento dos poros e fissuras que estes apresentem. A ligação às bases neste tipo de argamassas, desde que convenientemente aplicadas, produz-se através de zonas de contacto extensas ainda que, não muito fortes e nem sempre duráveis conforme se pretende pôr em destaque nos pontos seguintes. Poder-se-á em síntese considerar que, a não ser nas resistências iniciais, em que as argamassas de cal apresentam valores reduzidos, facto que não se traduzirá em inconveniente de maior, caso as condições de aplicação permitam a coesão necessária à estabilidade do material aplicado, as demais características de estado fresco tomam aliciante a sua prescrição. Há, no entanto, que ter em conta as propriedades no estado endurecido. 3. AS TRA�SFORMAÇÕES DE COMPORTAME�TO DAS ARGAMASSAS DE REBOCO DE CAL AÉREA DO ESTADO FRESCO PARA O ESTADO E�DURECIDO A evolução do comportamento das argamassas de cal aérea, nos rebocos de revestimento de paredes exteriores de edifícios, tem que ser entendida à luz dos fenómenos físicos e químicos que, envolvendo fundamentalmente o ligante e a água, mobilizam também os inertes numa função que se revela de extrema importância. Com o propósito desse entendimento, referem-se de seguida os fenómenos e efeitos mais importantes.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 5
A cal pura, aquando da produção da argamassa apresenta-se com a composição de hidróxido de cálcio Ca(OH)2. Este composto é cristalino, sendo os seus cristais de pequeníssimas dimensões (aproximadamente 1µm), em forma de plaquetas hexagonais dispostas uniaxialmente. Não havendo, de início, qualquer reacção do hidróxido, o endurecimento das argamassas de cal decorre apenas, numa primeira fase, da dissecação da água de amassadura, facto que conduz a um contacto mais íntimo das partículas ténues de cal, num efeito em tudo parecido com o que se verifica no endurecimento da argila. A areia da argamassa tem, neste caso, o papel de se opor à retracção que acompanha a dissecação, formando uma estrutura que limita as deformações mas não evita que, nos espaços entre si deixados se criem vazios. A natureza meramente física destes fenómenos revela que as argamassas de cal não têm condições para endurecerem quando colocadas em meios saturados ou em ambientes onde a evaporação seja extremamente reduzida e explica também a impossibilidade de manterem as suas resistências aquando, após um período de dissecação, fiquem de novo sujeitas à acção permanente da água. Neste caso amolecem e perdem toda a sua consistência, o que está de acordo com a designação de aérea atribuída à cal. Há, no entanto, a possibilidade de na argamassa ocorrer uma segunda fase de endurecimento em consequência do fenómeno da carbonatação por absorção do anidrido carbónico do ar e sua combinação com o hidróxido. Para que a carbonatação seja possível é contudo necessário que exista uma certa humidade interna na argamassa que permita a dissolução do hidróxido de cálcio, facilitando a absorção do anidrido carbónico. A carbonatação não se desenvolve quando as argamassas estiverem com teores de água excessivos pois, nestas condições, fica limitado o acesso do anidrido carbónico, ou quando estiverem fortemente dissecadas, por não haver condições para a dissolução do hidróxido de cálcio. Nos casos correntes de rebocos de revestimento, em que o anidrido carbónico provém do ar atmosférico, a carbonatação dá-se do exterior para o interior, com progressão variável no tempo e de consequências tanto mais benéficas quanto mais lentamente se produzir. Nestas condições, os cristais de calcite que se formam são de maiores dimensões e conduzem a uma estrutura mais compacta e estável face a agentes agressivos. Sob o ponto de vista químico, a equação que exprime a carbonatação é dada por:
Ca(OH)2 + C02 � Ca CO3 + H2O
Na prática observa-se que, rebocos com espessuras inferiores a 5 cm e estejam aplicados há dez ou mais anos, em condições de exposição adequadas, se encontram completamente carbonatados. Alguns ensaios laboratoriais realizados, com recurso a fenoftaleína (líquido incolor que toma a cor rosa em meio básico de pH superior a 9.5), mostram que a progressão da carbonatação ao fim de três meses é de aproximadamente 6 mm numa argamassa com um traço em volume, de 1:3, teor água/ligante de 0.9 e em condições de cura de 70% HR com temperatura de 20°C (Figura 1).
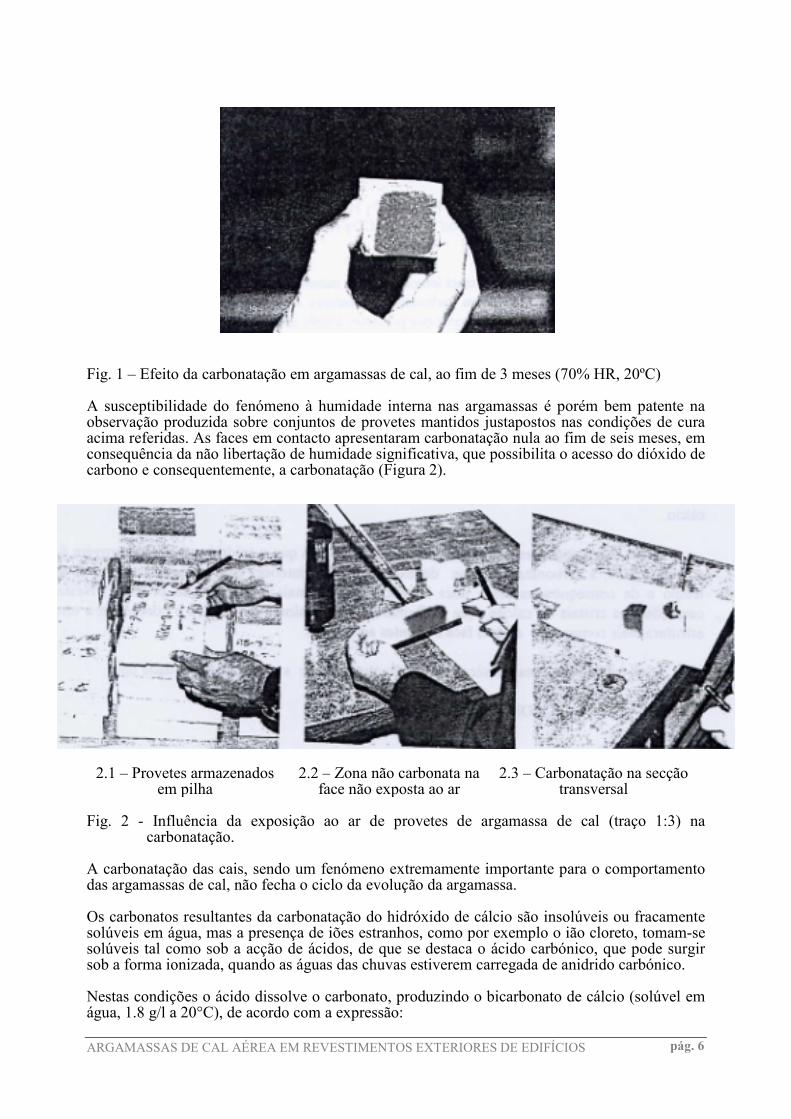
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 6
Fig. 1 – Efeito da carbonatação em argamassas de cal, ao fim de 3 meses (70% HR, 20ºC) A susceptibilidade do fenómeno à humidade interna nas argamassas é porém bem patente na observação produzida sobre conjuntos de provetes mantidos justapostos nas condições de cura acima referidas. As faces em contacto apresentaram carbonatação nula ao fim de seis meses, em consequência da não libertação de humidade significativa, que possibilita o acesso do dióxido de carbono e consequentemente, a carbonatação (Figura 2).
2.1 – Provetes armazenados
em pilha 2.2 – Zona não carbonata na
face não exposta ao ar 2.3 – Carbonatação na secção
transversal Fig. 2 - Influência da exposição ao ar de provetes de argamassa de cal (traço 1:3) na
carbonatação. A carbonatação das cais, sendo um fenómeno extremamente importante para o comportamento das argamassas de cal, não fecha o ciclo da evolução da argamassa. Os carbonatos resultantes da carbonatação do hidróxido de cálcio são insolúveis ou fracamente solúveis em água, mas a presença de iões estranhos, como por exemplo o ião cloreto, tomam-se solúveis tal como sob a acção de ácidos, de que se destaca o ácido carbónico, que pode surgir sob a forma ionizada, quando as águas das chuvas estiverem carregada de anidrido carbónico. Nestas condições o ácido dissolve o carbonato, produzindo o bicarbonato de cálcio (solúvel em água, 1.8 g/l a 20°C), de acordo com a expressão:
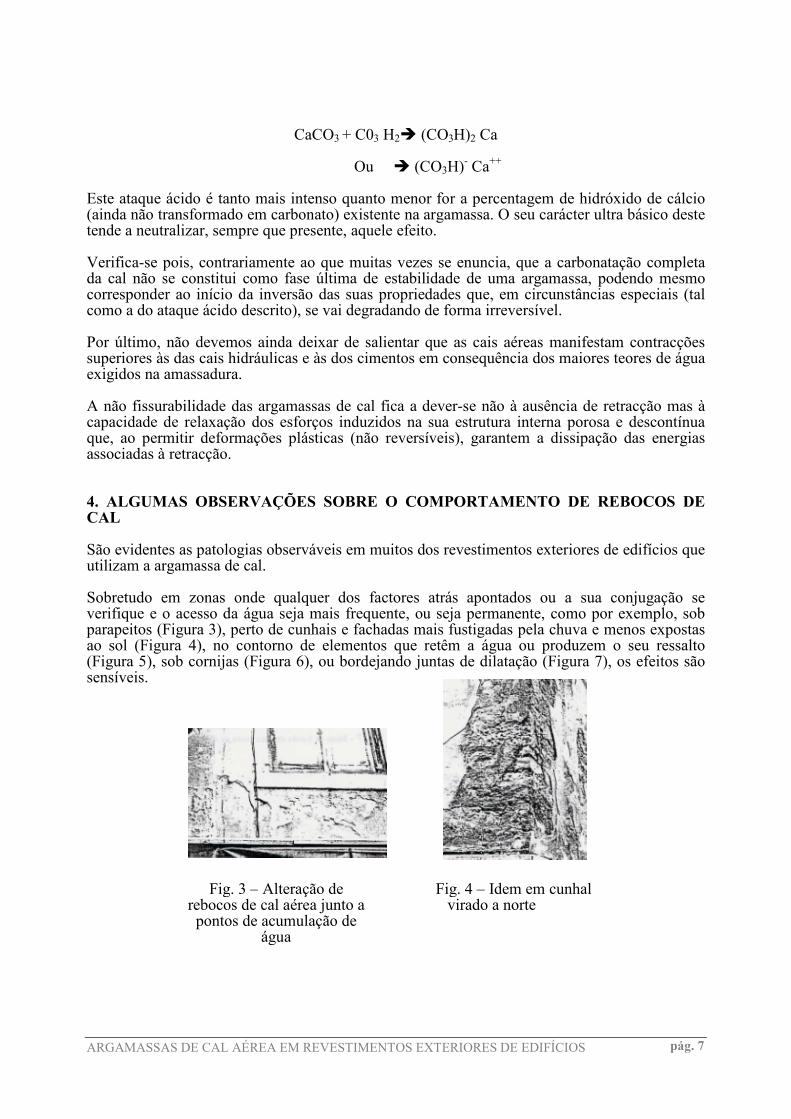
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 7
CaCO3 + C03 H2� (CO3H)2 Ca
Ou � (CO3H)- Ca++
Este ataque ácido é tanto mais intenso quanto menor for a percentagem de hidróxido de cálcio (ainda não transformado em carbonato) existente na argamassa. O seu carácter ultra básico deste tende a neutralizar, sempre que presente, aquele efeito. Verifica-se pois, contrariamente ao que muitas vezes se enuncia, que a carbonatação completa da cal não se constitui como fase última de estabilidade de uma argamassa, podendo mesmo corresponder ao início da inversão das suas propriedades que, em circunstâncias especiais (tal como a do ataque ácido descrito), se vai degradando de forma irreversível. Por último, não devemos ainda deixar de salientar que as cais aéreas manifestam contracções superiores às das cais hidráulicas e às dos cimentos em consequência dos maiores teores de água exigidos na amassadura. A não fissurabilidade das argamassas de cal fica a dever-se não à ausência de retracção mas à capacidade de relaxação dos esforços induzidos na sua estrutura interna porosa e descontínua que, ao permitir deformações plásticas (não reversíveis), garantem a dissipação das energias associadas à retracção. 4. ALGUMAS OBSERVAÇÕES SOBRE O COMPORTAME�TO DE REBOCOS DE CAL São evidentes as patologias observáveis em muitos dos revestimentos exteriores de edifícios que utilizam a argamassa de cal. Sobretudo em zonas onde qualquer dos factores atrás apontados ou a sua conjugação se verifique e o acesso da água seja mais frequente, ou seja permanente, como por exemplo, sob parapeitos (Figura 3), perto de cunhais e fachadas mais fustigadas pela chuva e menos expostas ao sol (Figura 4), no contorno de elementos que retêm a água ou produzem o seu ressalto (Figura 5), sob cornijas (Figura 6), ou bordejando juntas de dilatação (Figura 7), os efeitos são sensíveis.
Fig. 3 – Alteração de rebocos de cal aérea junto a pontos de acumulação de
água
Fig. 4 – Idem em cunhal virado a norte
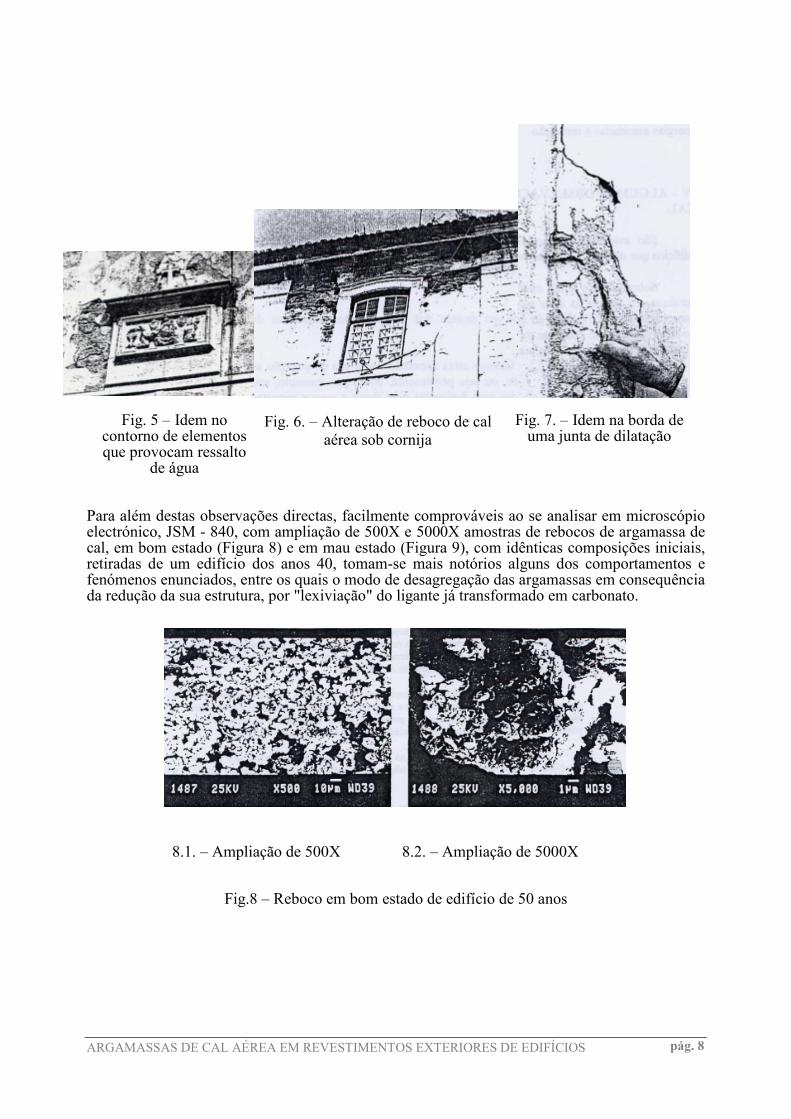
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 8
Fig. 5 – Idem no
contorno de elementos que provocam ressalto
de água
Fig. 6. – Alteração de reboco de cal aérea sob cornija
Fig. 7. – Idem na borda de uma junta de dilatação
Para além destas observações directas, facilmente comprováveis ao se analisar em microscópio electrónico, JSM - 840, com ampliação de 500X e 5000X amostras de rebocos de argamassa de cal, em bom estado (Figura 8) e em mau estado (Figura 9), com idênticas composições iniciais, retiradas de um edifício dos anos 40, tomam-se mais notórios alguns dos comportamentos e fenómenos enunciados, entre os quais o modo de desagregação das argamassas em consequência da redução da sua estrutura, por "lexiviação" do ligante já transformado em carbonato.
Fig.8 – Reboco em bom estado de edifício de 50 anos
8.1. – Ampliação de 500X 8.2. – Ampliação de 5000X
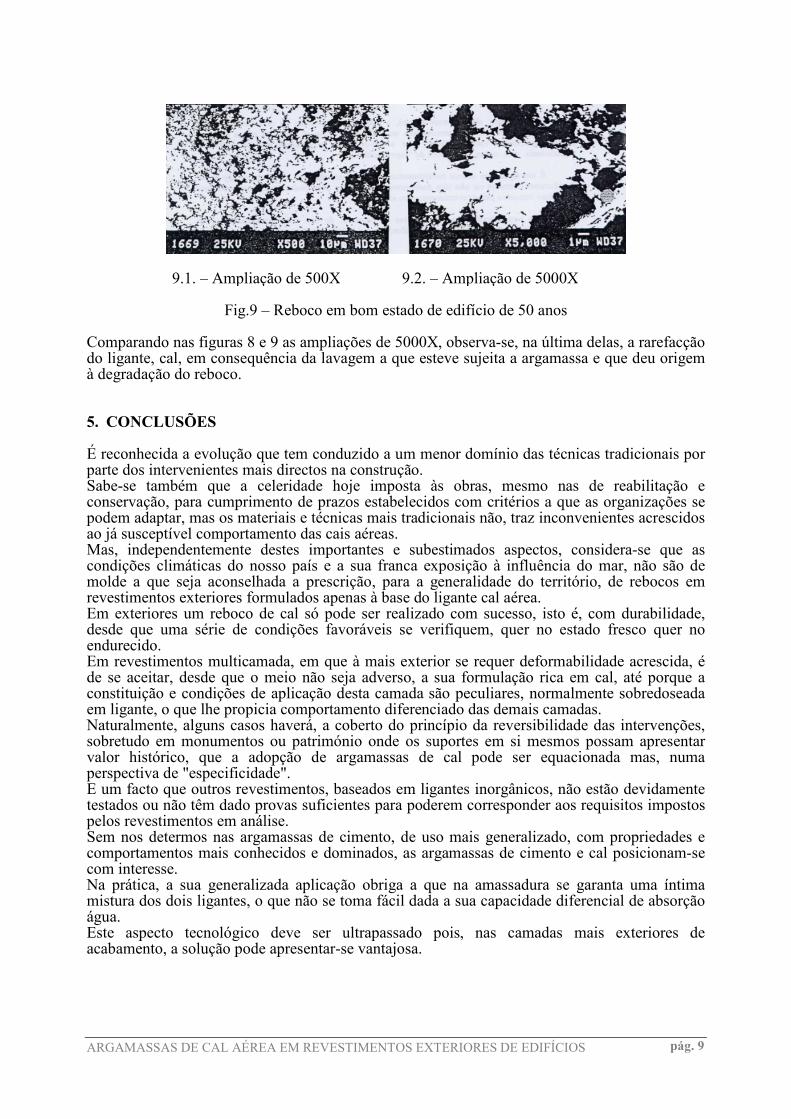
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 9
9.1. – Ampliação de 500X 9.2. – Ampliação de 5000X
Fig.9 – Reboco em bom estado de edifício de 50 anos Comparando nas figuras 8 e 9 as ampliações de 5000X, observa-se, na última delas, a rarefacção do ligante, cal, em consequência da lavagem a que esteve sujeita a argamassa e que deu origem à degradação do reboco. 5. CO�CLUSÕES É reconhecida a evolução que tem conduzido a um menor domínio das técnicas tradicionais por parte dos intervenientes mais directos na construção. Sabe-se também que a celeridade hoje imposta às obras, mesmo nas de reabilitação e conservação, para cumprimento de prazos estabelecidos com critérios a que as organizações se podem adaptar, mas os materiais e técnicas mais tradicionais não, traz inconvenientes acrescidos ao já susceptível comportamento das cais aéreas. Mas, independentemente destes importantes e subestimados aspectos, considera-se que as condições climáticas do nosso país e a sua franca exposição à influência do mar, não são de molde a que seja aconselhada a prescrição, para a generalidade do território, de rebocos em revestimentos exteriores formulados apenas à base do ligante cal aérea. Em exteriores um reboco de cal só pode ser realizado com sucesso, isto é, com durabilidade, desde que uma série de condições favoráveis se verifiquem, quer no estado fresco quer no endurecido. Em revestimentos multicamada, em que à mais exterior se requer deformabilidade acrescida, é de se aceitar, desde que o meio não seja adverso, a sua formulação rica em cal, até porque a constituição e condições de aplicação desta camada são peculiares, normalmente sobredoseada em ligante, o que lhe propicia comportamento diferenciado das demais camadas. Naturalmente, alguns casos haverá, a coberto do princípio da reversibilidade das intervenções, sobretudo em monumentos ou património onde os suportes em si mesmos possam apresentar valor histórico, que a adopção de argamassas de cal pode ser equacionada mas, numa perspectiva de "especificidade". E um facto que outros revestimentos, baseados em ligantes inorgânicos, não estão devidamente testados ou não têm dado provas suficientes para poderem corresponder aos requisitos impostos pelos revestimentos em análise. Sem nos determos nas argamassas de cimento, de uso mais generalizado, com propriedades e comportamentos mais conhecidos e dominados, as argamassas de cimento e cal posicionam-se com interesse. Na prática, a sua generalizada aplicação obriga a que na amassadura se garanta uma íntima mistura dos dois ligantes, o que não se toma fácil dada a sua capacidade diferencial de absorção água. Este aspecto tecnológico deve ser ultrapassado pois, nas camadas mais exteriores de acabamento, a solução pode apresentar-se vantajosa.

ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 1
ARGAMASSAS DE CAL AÉREA EM REVESTIME�TOS EXTERIORES
DE EDIFÍCIOS. BASES PARA A COMPREE�SÃO DO SEU
COMPORTAME�TO.
Hydrated lime mortars in external cover of buidings. Bases for the comprehension ofits behavior.
JOSÉ MA�UEL GASPAR �ERO
Prof. Convidado do IST, Responsável pelo CMC/IST
Com a colaboração de: ABDIAS MAGALHÃES GOMES Msc, Doutorando do IST
RESUMO
Alguns meios técnicos revelam a tendência para que se encontre ou reencontre na cal aérea,
mais especificamente nas argamassas com este ligante produzidas, alternativa à utilização de
argamassas de cimento em revestimentos exteriores, sobretudo, de edifícios antigos.
Nesta comunicação pretende-se chamar à atenção para as potencialidades e condicionantes da
utilização de argamassas em que o ligante exclusivo seja a cal aérea, por forma a que os
projectistas e os responsáveis pela construção possam sobre elas reflectir e assumir uma postura
crítica, análoga à que se adopta ou deve adoptar quando se prescreve ou aplica, com os mesmos
objectivos, argamassas de cimento.
ABSTRACT
Some technical means show a tendency for the adoption or readoption of hydrated lime mortars
as an altemative to the employing of cement mortars in external cover of buildings, specially of
ancient buildings.
This paper tries to call for the potencialities and conditions of applying hydrated lime mortars in
a way that the projectits and responsables for the construction could think about that and take a
critical position. That position should be equal to the one followed (or that should be followed)
when of the prescription or employ, with the same objectives, of cement mortars.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 2
ÍNDICE
1. INTRODUÇÃO ......................................................................................................................... 3
2. PROPRIEDADES DAS ARGAMASSAS DE CAL AÉREA NO ESTADO FRESCO. .......... 4
3. AS TRANSFORMAÇÕES DE COMPORTAMENTO DAS ARGAMASSAS DE REBOCO
DE CAL AÉREA DO ESTADO FRESCO PARA O ESTADO ENDURECIDO ........................ 4
4. ALGUMAS OBSERVAÇÕES SOBRE O COMPORTAMENTO DE REBOCOS DE CAL . 7
5. CONCLUSÕES ......................................................................................................................... 9
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 3
1. I�TRODUÇÃO A utilização da cal na construção tem origem remota e as argamassas com ela produzidas foram adoptadas por muitas civilizações que nos legaram património histórico edificado de valor incalculável que, ainda hoje, pudemos desfrutar. No entanto, até aos finais do primeiro quartel do século passado, a designação "cal" não correspondia à de um ligante de características específicas e bem determinadas, mas abrangia uma família de produtos obtidos por calcinação de rochas calcárias que, por naturais, apresentavam maior ou menor grau de impurezas, originando ligantes com propriedades variadas. Este facto, se há muito era verificado, só com VICAT foi bem estudado e compreendido. Os seus estudos conduziram, pela primeira vez, ao conceito de "cal hidráulica", e suscitaram, em 1818, a conhecida proposta de classificação das cais (Quadro I), em função do índice de hidraulicidade que, na essência, relaciona a percentagem de material argiloso face ao material cálcico existente nas rochas calcárias que lhes dão origem.
QUADRO I
CLASSIFICAÇÃO DAS CAIS EM FUNÇÃO DO ÍNDICE DE HIDRAULICIDADE
MgOCaO
OFeAISiOi
+
++
=3222
Classificação da Cal* Índice de Hidraulicidade (i) Cal aérea 0 - 0.1 Cal fracamente hidráulica 0.1 - 0.16 Cal medianamente hidráulica 0.16 - 0.31 Cal propriamente hidráulica 0.31 - 0.42 Cal eminentemente hidráulica 0.42 – 0.5
* Segundo Vicat com adaptação de Durand-Claye
Nos finais do século passado e inícios deste século, podia ler-se em livros de apoio ao ensino técnico superior que "As cais aéreas entram na composição de argamassas expostas ao ar, podendo as cais gordas ser também utilizadas nas construções em contacto com a água, quando tenham sido misturadas com substâncias que lhes comunicam propriedades hidráulicas", num assumir teórico e técnico da influência da composição química das cais no comportamento das cais aplicadas, dando-se corpo a constatações de muitos séculos. Mas, para além da composição, as propriedades das cais são também influenciadas pelo modo como se procede à sua extinção, após calcinação (por imersão, por aspersão ou por processo espontâneo), pela forma como a cal é utilizada após extinta (em pasta ou em pó) e, no que se refere às argamassas, pelo modo como estas se preparam e empregam (condições termo-higrométricas do meio, água de amassadura, aperto às bases, etc). Face a esta variabilidade de factores, a observação do bom comportamento de muitos dos rebocos formulados com "cais antigas" não pode, por si só, constituir-se como referência para a actual prescrição de argamassas de cal aérea, tanto mais que, nos nossos dias, as cais produzidas industrialmente têm fabrico controlado, provêm de calcários muito puros, dando origem a cais vivas com teores de dióxido de cálcio superiores a 94% e cais hidratadas com teores de hidróxido que excedem 92,5%, ou seja, cais aéreas da baixíssimo índice de hidraulicidade.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 4
2. PROPRIEDADES DAS ARGAMASSAS DE CAL AÉREA �O ESTADO FRESCO. Quando se prescreve uma argamassa para reboco de revestimento procura-se a satisfação de múltiplos objectivos, de que se destacam a aderência aos suportes, a trabalhabilidade e plasticidade, a capacidade de retenção de água, a resistência e a durabilidade nas suas múltiplas facetas. Alguns destes objectivos não podem ser atingidos apenas por via da correcta formulação das argamassas, exigindo também cuidados na preparação dos suportes e atenção às condições que envolvem a sua colocação e cura. De qualquer modo, as argamassas de cal respondem, no estado fresco, a muitos dos requisitos enunciados:
Apresentam boa plasticidade, pelas características da sua estrutura, com imperfeições e vazios inerentes às condições em que usualmente são aplicadas e compactadas.
Têm boa trabalhabilidade, dado que a dosagem de água necessária à molhagem das partículas de cal é significativa e durante a fase de laboração não ocorrem alterações químicas com criação de novos compostos que possam reduzir a manuseabilidade.
Apresentam boa capacidade de retenção de água de amassadura quando comparadas com as argamassas de cimento de igual traço em volume (por exemplo, ao traço 1:3 a retenção de água de uma argamassa de cal chega aos 94% enquanto na de cimento não ultrapassa os 84%). Esta propriedade deve-se à grande finura da cal e, consequentemente, à capacidade superficial das suas pequeníssimas partículas manterem durante certo tempo, a água absorvida.
A retenção de água, ao justificar a manutenção da plasticidade das argamassas, evita também a excessiva sucção dos suportes e facilita o preenchimento dos poros e fissuras que estes apresentem. A ligação às bases neste tipo de argamassas, desde que convenientemente aplicadas, produz-se através de zonas de contacto extensas ainda que, não muito fortes e nem sempre duráveis conforme se pretende pôr em destaque nos pontos seguintes. Poder-se-á em síntese considerar que, a não ser nas resistências iniciais, em que as argamassas de cal apresentam valores reduzidos, facto que não se traduzirá em inconveniente de maior, caso as condições de aplicação permitam a coesão necessária à estabilidade do material aplicado, as demais características de estado fresco tomam aliciante a sua prescrição. Há, no entanto, que ter em conta as propriedades no estado endurecido. 3. AS TRA�SFORMAÇÕES DE COMPORTAME�TO DAS ARGAMASSAS DE REBOCO DE CAL AÉREA DO ESTADO FRESCO PARA O ESTADO E�DURECIDO A evolução do comportamento das argamassas de cal aérea, nos rebocos de revestimento de paredes exteriores de edifícios, tem que ser entendida à luz dos fenómenos físicos e químicos que, envolvendo fundamentalmente o ligante e a água, mobilizam também os inertes numa função que se revela de extrema importância. Com o propósito desse entendimento, referem-se de seguida os fenómenos e efeitos mais importantes.
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 5
A cal pura, aquando da produção da argamassa apresenta-se com a composição de hidróxido de cálcio Ca(OH)2. Este composto é cristalino, sendo os seus cristais de pequeníssimas dimensões (aproximadamente 1µm), em forma de plaquetas hexagonais dispostas uniaxialmente. Não havendo, de início, qualquer reacção do hidróxido, o endurecimento das argamassas de cal decorre apenas, numa primeira fase, da dissecação da água de amassadura, facto que conduz a um contacto mais íntimo das partículas ténues de cal, num efeito em tudo parecido com o que se verifica no endurecimento da argila. A areia da argamassa tem, neste caso, o papel de se opor à retracção que acompanha a dissecação, formando uma estrutura que limita as deformações mas não evita que, nos espaços entre si deixados se criem vazios. A natureza meramente física destes fenómenos revela que as argamassas de cal não têm condições para endurecerem quando colocadas em meios saturados ou em ambientes onde a evaporação seja extremamente reduzida e explica também a impossibilidade de manterem as suas resistências aquando, após um período de dissecação, fiquem de novo sujeitas à acção permanente da água. Neste caso amolecem e perdem toda a sua consistência, o que está de acordo com a designação de aérea atribuída à cal. Há, no entanto, a possibilidade de na argamassa ocorrer uma segunda fase de endurecimento em consequência do fenómeno da carbonatação por absorção do anidrido carbónico do ar e sua combinação com o hidróxido. Para que a carbonatação seja possível é contudo necessário que exista uma certa humidade interna na argamassa que permita a dissolução do hidróxido de cálcio, facilitando a absorção do anidrido carbónico. A carbonatação não se desenvolve quando as argamassas estiverem com teores de água excessivos pois, nestas condições, fica limitado o acesso do anidrido carbónico, ou quando estiverem fortemente dissecadas, por não haver condições para a dissolução do hidróxido de cálcio. Nos casos correntes de rebocos de revestimento, em que o anidrido carbónico provém do ar atmosférico, a carbonatação dá-se do exterior para o interior, com progressão variável no tempo e de consequências tanto mais benéficas quanto mais lentamente se produzir. Nestas condições, os cristais de calcite que se formam são de maiores dimensões e conduzem a uma estrutura mais compacta e estável face a agentes agressivos. Sob o ponto de vista químico, a equação que exprime a carbonatação é dada por:
Ca(OH)2 + C02 � Ca CO3 + H2O
Na prática observa-se que, rebocos com espessuras inferiores a 5 cm e estejam aplicados há dez ou mais anos, em condições de exposição adequadas, se encontram completamente carbonatados. Alguns ensaios laboratoriais realizados, com recurso a fenoftaleína (líquido incolor que toma a cor rosa em meio básico de pH superior a 9.5), mostram que a progressão da carbonatação ao fim de três meses é de aproximadamente 6 mm numa argamassa com um traço em volume, de 1:3, teor água/ligante de 0.9 e em condições de cura de 70% HR com temperatura de 20°C (Figura 1).
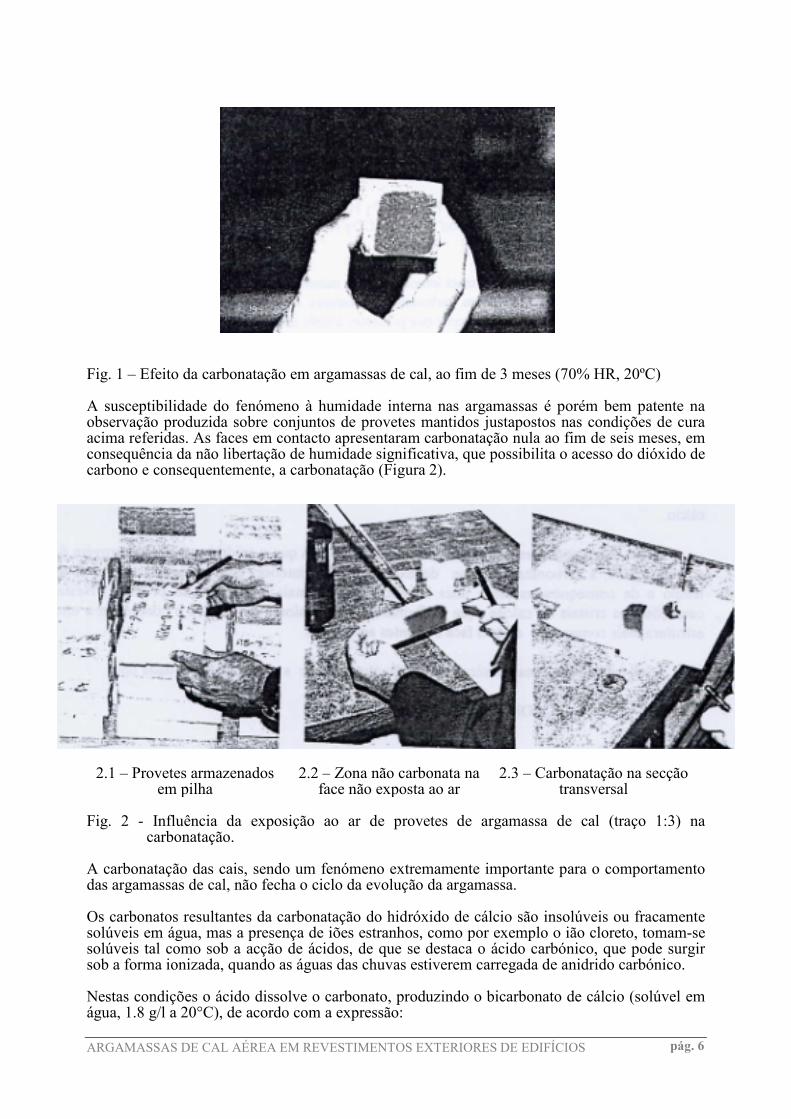
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 6
Fig. 1 – Efeito da carbonatação em argamassas de cal, ao fim de 3 meses (70% HR, 20ºC) A susceptibilidade do fenómeno à humidade interna nas argamassas é porém bem patente na observação produzida sobre conjuntos de provetes mantidos justapostos nas condições de cura acima referidas. As faces em contacto apresentaram carbonatação nula ao fim de seis meses, em consequência da não libertação de humidade significativa, que possibilita o acesso do dióxido de carbono e consequentemente, a carbonatação (Figura 2).
2.1 – Provetes armazenados
em pilha 2.2 – Zona não carbonata na
face não exposta ao ar 2.3 – Carbonatação na secção
transversal Fig. 2 - Influência da exposição ao ar de provetes de argamassa de cal (traço 1:3) na
carbonatação. A carbonatação das cais, sendo um fenómeno extremamente importante para o comportamento das argamassas de cal, não fecha o ciclo da evolução da argamassa. Os carbonatos resultantes da carbonatação do hidróxido de cálcio são insolúveis ou fracamente solúveis em água, mas a presença de iões estranhos, como por exemplo o ião cloreto, tomam-se solúveis tal como sob a acção de ácidos, de que se destaca o ácido carbónico, que pode surgir sob a forma ionizada, quando as águas das chuvas estiverem carregada de anidrido carbónico. Nestas condições o ácido dissolve o carbonato, produzindo o bicarbonato de cálcio (solúvel em água, 1.8 g/l a 20°C), de acordo com a expressão:
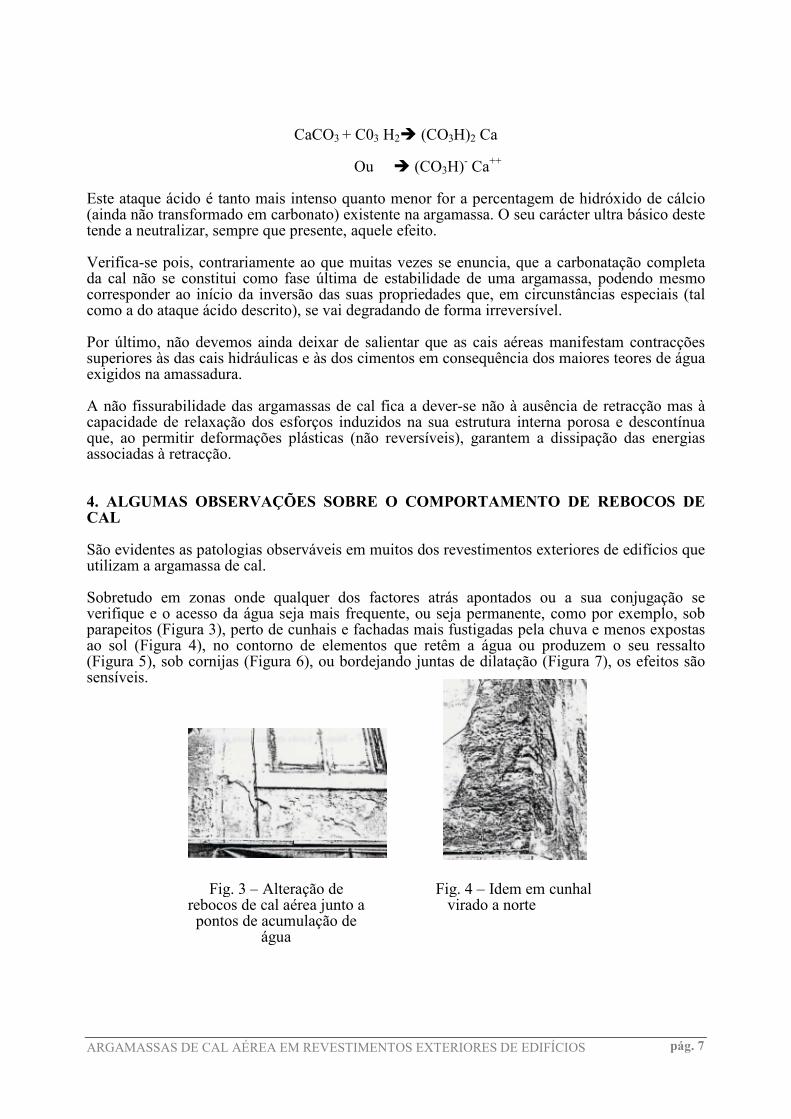
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 7
CaCO3 + C03 H2� (CO3H)2 Ca
Ou � (CO3H)- Ca++
Este ataque ácido é tanto mais intenso quanto menor for a percentagem de hidróxido de cálcio (ainda não transformado em carbonato) existente na argamassa. O seu carácter ultra básico deste tende a neutralizar, sempre que presente, aquele efeito. Verifica-se pois, contrariamente ao que muitas vezes se enuncia, que a carbonatação completa da cal não se constitui como fase última de estabilidade de uma argamassa, podendo mesmo corresponder ao início da inversão das suas propriedades que, em circunstâncias especiais (tal como a do ataque ácido descrito), se vai degradando de forma irreversível. Por último, não devemos ainda deixar de salientar que as cais aéreas manifestam contracções superiores às das cais hidráulicas e às dos cimentos em consequência dos maiores teores de água exigidos na amassadura. A não fissurabilidade das argamassas de cal fica a dever-se não à ausência de retracção mas à capacidade de relaxação dos esforços induzidos na sua estrutura interna porosa e descontínua que, ao permitir deformações plásticas (não reversíveis), garantem a dissipação das energias associadas à retracção. 4. ALGUMAS OBSERVAÇÕES SOBRE O COMPORTAME�TO DE REBOCOS DE CAL São evidentes as patologias observáveis em muitos dos revestimentos exteriores de edifícios que utilizam a argamassa de cal. Sobretudo em zonas onde qualquer dos factores atrás apontados ou a sua conjugação se verifique e o acesso da água seja mais frequente, ou seja permanente, como por exemplo, sob parapeitos (Figura 3), perto de cunhais e fachadas mais fustigadas pela chuva e menos expostas ao sol (Figura 4), no contorno de elementos que retêm a água ou produzem o seu ressalto (Figura 5), sob cornijas (Figura 6), ou bordejando juntas de dilatação (Figura 7), os efeitos são sensíveis.
Fig. 3 – Alteração de rebocos de cal aérea junto a pontos de acumulação de
água
Fig. 4 – Idem em cunhal virado a norte
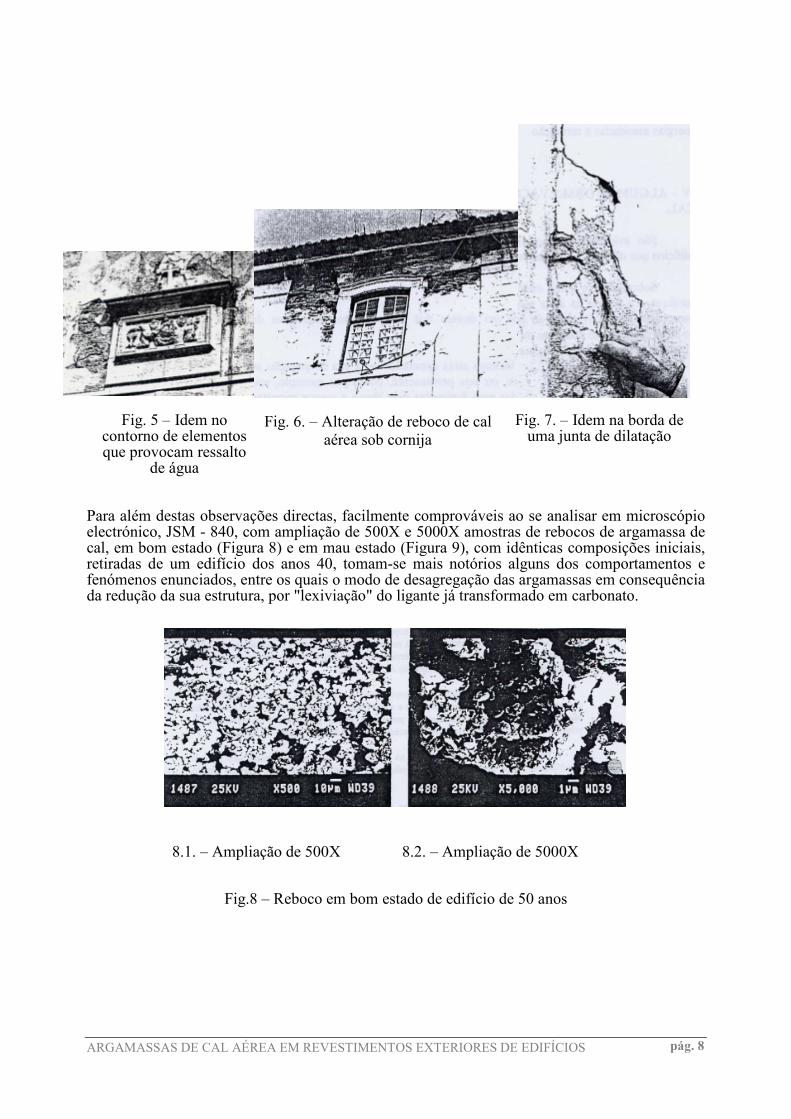
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 8
Fig. 5 – Idem no
contorno de elementos que provocam ressalto
de água
Fig. 6. – Alteração de reboco de cal aérea sob cornija
Fig. 7. – Idem na borda de uma junta de dilatação
Para além destas observações directas, facilmente comprováveis ao se analisar em microscópio electrónico, JSM - 840, com ampliação de 500X e 5000X amostras de rebocos de argamassa de cal, em bom estado (Figura 8) e em mau estado (Figura 9), com idênticas composições iniciais, retiradas de um edifício dos anos 40, tomam-se mais notórios alguns dos comportamentos e fenómenos enunciados, entre os quais o modo de desagregação das argamassas em consequência da redução da sua estrutura, por "lexiviação" do ligante já transformado em carbonato.
Fig.8 – Reboco em bom estado de edifício de 50 anos
8.1. – Ampliação de 500X 8.2. – Ampliação de 5000X
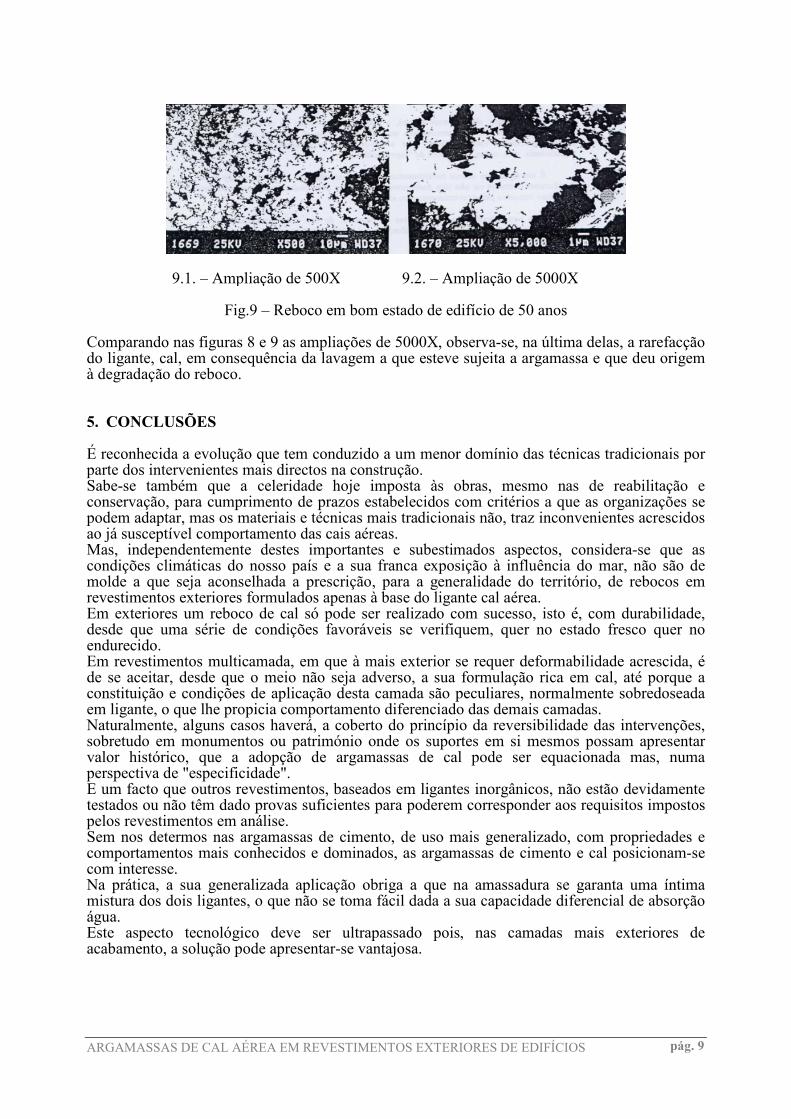
ARGAMASSAS DE CAL AÉREA EM REVESTIMENTOS EXTERIORES DE EDIFÍCIOS
pág. 9
9.1. – Ampliação de 500X 9.2. – Ampliação de 5000X
Fig.9 – Reboco em bom estado de edifício de 50 anos Comparando nas figuras 8 e 9 as ampliações de 5000X, observa-se, na última delas, a rarefacção do ligante, cal, em consequência da lavagem a que esteve sujeita a argamassa e que deu origem à degradação do reboco. 5. CO�CLUSÕES É reconhecida a evolução que tem conduzido a um menor domínio das técnicas tradicionais por parte dos intervenientes mais directos na construção. Sabe-se também que a celeridade hoje imposta às obras, mesmo nas de reabilitação e conservação, para cumprimento de prazos estabelecidos com critérios a que as organizações se podem adaptar, mas os materiais e técnicas mais tradicionais não, traz inconvenientes acrescidos ao já susceptível comportamento das cais aéreas. Mas, independentemente destes importantes e subestimados aspectos, considera-se que as condições climáticas do nosso país e a sua franca exposição à influência do mar, não são de molde a que seja aconselhada a prescrição, para a generalidade do território, de rebocos em revestimentos exteriores formulados apenas à base do ligante cal aérea. Em exteriores um reboco de cal só pode ser realizado com sucesso, isto é, com durabilidade, desde que uma série de condições favoráveis se verifiquem, quer no estado fresco quer no endurecido. Em revestimentos multicamada, em que à mais exterior se requer deformabilidade acrescida, é de se aceitar, desde que o meio não seja adverso, a sua formulação rica em cal, até porque a constituição e condições de aplicação desta camada são peculiares, normalmente sobredoseada em ligante, o que lhe propicia comportamento diferenciado das demais camadas. Naturalmente, alguns casos haverá, a coberto do princípio da reversibilidade das intervenções, sobretudo em monumentos ou património onde os suportes em si mesmos possam apresentar valor histórico, que a adopção de argamassas de cal pode ser equacionada mas, numa perspectiva de "especificidade". E um facto que outros revestimentos, baseados em ligantes inorgânicos, não estão devidamente testados ou não têm dado provas suficientes para poderem corresponder aos requisitos impostos pelos revestimentos em análise. Sem nos determos nas argamassas de cimento, de uso mais generalizado, com propriedades e comportamentos mais conhecidos e dominados, as argamassas de cimento e cal posicionam-se com interesse. Na prática, a sua generalizada aplicação obriga a que na amassadura se garanta uma íntima mistura dos dois ligantes, o que não se toma fácil dada a sua capacidade diferencial de absorção água. Este aspecto tecnológico deve ser ultrapassado pois, nas camadas mais exteriores de acabamento, a solução pode apresentar-se vantajosa.
Abel Francisco Gaspar Soeiro e Sá
ARGAMASSA DE CAL AÉREA HIDRATADA COM INCORPORAÇÃO DE GORDURA E SUA UTILIZAÇÃO
EM REBOCOS
Nº7 NOVEMBRO 2002
A monografia apresentada foi realizada no âmbito da cadeira de Tecnologias da Construção de Edifícios do 11º Mestrado em Construção do Instituto Superior Técnico
INSTITUTO SUPERIOR TÉCNICO - DEPARTAMENTO DE ENGENHARIA CIVIL
11.º CURSO DE MESTRADO EM CONSTRUÇÃO
Disciplina de TECNOLOGIA DA CONSTRUÇÃO DE EDIFÍCIOS
Docente: Professor Eng.º Fernando Branco _
____________________________________________________________________________________________________
Monografia sobre
ARGAMASSAS DE CAL AÉREA HIDRATADA COM INCORPORAÇÃO DE GORDURA E SUA UTILIZAÇÃO EM REBOCOS _ ____________________________________________________________________________________________________
ÍNDICE 1. INTRODUÇÃO 2 2. ENQUADRAMENTO HISTÓRICO 3 3. CAL HIDRATADA COM INCORPORAÇÃO DE GORDURA 6 3
.1. Cal 6
3.1.1. Considerações gerais 6
3.1.2. Calcinação 7 3.2. Gordura 12 3
.3. Hidratação 12
3.3.1. Hidratação simples 12
3.3.2. Hidratação com incorporação de gordura 12 4. REBOCOS 17 4.1. Composições recomendadas por Quirino da Fonseca e por
Gabriela de Barbosa Teixeira e Margarida da Cunha Belém 17 4.2. Presa ou endurecimento 17 4.3. Estudo realizado no LNEC, a pedido da STAP 17 4
.4. Alguns casos 20
4
.4.1. Castelo de S. Jorge 20
4.4.2. Estufa na Tapa da Ajuda 21
4.4.3. Prédio na Rua do Recolhimento, adjacente ao Castelo de S. Jorge 22
4.4.4. Prédio em Pêro Pinheiro 23
4.5. Vantagens e inconvenientes 30 4.6. Campo de aplicação 32 4.7. Plano de ensaios 33 BIBLIOGRAFIA 34 ANEXOS
_______________________________________ 1 / 1
1. INTRODUÇÃO Nos últimos tempos, no âmbito de obras de restauro de edifícios históricos, tem-se assistido a um crescente interesse pela aplicação de tecnologias e materiais que há muito tinham caído em desuso. Aquele tipo de obras implica, quase sempre, a execução de novos rebocos sobre alvenarias antigas, habitualmente executadas com argamassas de cal aérea e areia e, na grande maioria dos casos, a utilização, para este efeito, de argamassas em que o ligante seja o cimento Portland ou a cal hidráulica tem conduzido a maus resultados. Assim, era inevitável o ressurgimento das argamassas fabricadas com cal aérea. Há cerca de seis anos, surgiu no mercado uma cal aérea hidratada com incorporação de gordura, propagandeada como sendo um material conhecido desde há séculos e especialmente adequado para argamassas de reboco. Procura-se, seguidamente, fornecer um contributo para a caracterização das argamassas fabricadas com aquele tipo de cal e da sua utilização.
_______________________________________ 2 / 2
2. ENQUADRAMENTO HISTÓRICO Não se encontrou qualquer referência ao tipo de argamassa em causa na bibliografia clássica sobre materiais de construção. No entanto, num pequeno opúsculo, de 1996, cuja elaboração foi coordenada pelo já referido Arq. Quirino da Fonseca [1] , pode ler-se
" ... os árabes transmitiram-nos um conhecimento que se pensa ter tido origem na China ou na Índia e que nos revela o uso de um betume cuja amassadura utiliza óleo em vez de água e que é composto por um tipo de cal onde também se aplica uma pequena quantidade de óleo na sua fase de hidratação. Este betume tem o nome de galagada. Nas alvenarias utilizavam um derivado deste betume que implicava a mistura desta cal com areia e água. Esta técnica ainda é utilizada hoje em dia no Oriente e no Magrebe e sabe-se que também os portugueses fizeram grande uso dela, o que aliás é comprovado historicamente. Um exemplo é o da fortaleza de Ormuz, mandada construir no séc. XVI por Afonso de Albuquerque." 1 ( Mapa 1; Fotografia 1; Gravuras 1 e 2)
e, numa publicação de 1997, de Gabriela de Barbosa Teixeira e Margarida da Cunha Belém [2] encontra-se uma referência à incorporação de óleo de baleia em argamassas de cal e areia utilizadas na construção do cais de amarração de baleias da baia de Guanabara e a comentários produzidos, sobre esse facto, pelo Marquês do Lavradio, 3º Vice-rei do Brasil, em 1770, baseada na obra "A Baleia no Brasil Colonial", de Myriam Ellis. Muito interessante seria visitar aqueles locais e aquelas construções e, se possível recolher e analisar, algumas amostras das referidas argamassas ... Igualmente interessante seria descobrir de onde é que a técnica em causa é, de facto, originária e onde é que os portugueses a conheceram ( No Magrebe ? No Oriente ? ). 1- Afonso de Albuquerque conquistou Ormuz, pela primeira vez em 1507 e iniciou a construção da
fortaleza em 24 de Outubro desse ano, dando-lhe o nome de Forte de Nossa Senhora da Vitória, mas, em 1508, depois de várias lutas com o Rei de Ormuz, foi forçado a abandonar a cidade. Porém, em 1 de Abril de 1515, reconquistou a cidade e reocupou o forte, que se passou a chamar Forte de Nossa Senhora da Conceição e permaneceu na posse de Portugal até 3 de maio de 1622. Ormuz é, hoje, uma cidade do Irão.
_______________________________________
3 / 3
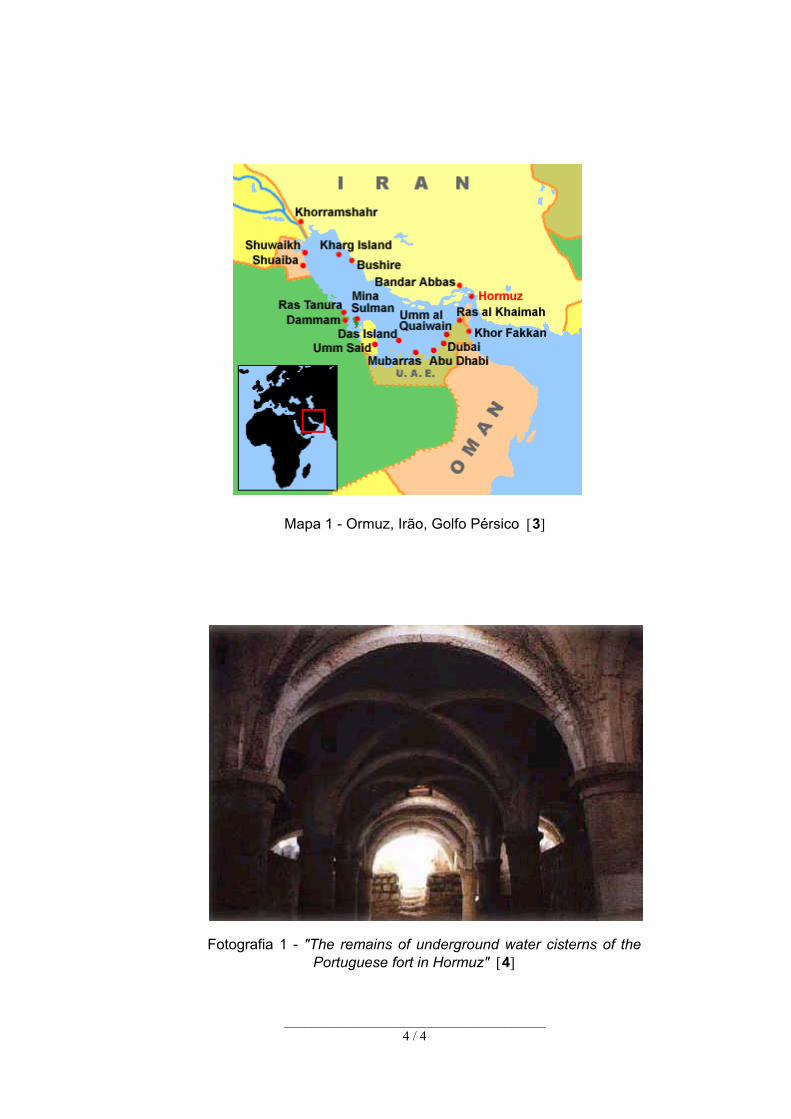
Mapa 1 - Ormuz, Irão, Golfo Pérsico [3]
Fotografia 1 - "The remains of underground water cisterns of the Portuguese fort in Hormuz" [4]
_______________________________________ 4 / 4
Gravura 1 - "Hormuz as pictured by Correia, Lendas da Índia" [5]
Gravura 2 - "Elevation of the old town of Hormuz drawn by A W Stiffle showing the fort on the right and the minaret to the left" [5]
_______________________________________ 5 / 5
3. CAL HIDRATADA COM INCORPORAÇÃO DE GORDURA 3.1. Cal 3.1.1. Considerações gerais Apesar de se tratar de uma matéria elementar, julgou-se conveniente começar por recordar as seguintes classificações e definições:
Cal magra Quando o calcário contémentre 1 e 5% de argila, oude outras impurezas (quenão sejam carbonatos)
Cal gorda Quando o calcário temmenos de 1% de argila, oude outras impurezas (quenão sejam carbonatos)
Cal hidráulica Quando o calcário tementre 5 e 20 % de argila. (calcário margoso)
Cal aérea Quando o calcário não temmenos de 95 % decarbonato de cálcio ou decarbonato de cálcio emagnésio. (calcário quase puro) Cal
Material que resulta doaquecimento do calcário,num processo prolongadoe a alta temperatura. (calcinação; temperaturasentre 800 e 1000 º C )
Notas:
A cal hidráulica faz presa (endurece) quer ao ar livre, quer debaixo de água,
enquanto a cal aérea só faz presa ao ar livre. A cal aérea é conhecida, pelo menos, desde o Séc. I a.C., visto que já Vitrúvio se
lhe refere, num dos seus seis famosos livros. Sobre o ciclo completo da cal aérea, desde o fabrico até à incorporação em
argamassas, apresenta-se, no Anexo 1, um esquema obtido na Internet [ 6 ] . A diferença entre a cal aérea gorda e a cal aérea magra diz respeito ao muito
maior teor de argila calcinada da segunda. A cal hidráulica surgiu quase em simultaneidade com o cimento Portland (como
seria de esperar, dado que a diferença reside, principalmente, nos teores de argila). O primeiro fabricante de cal hidráulica terá sido James Frost, em 1 811.
Segundo Quirino da Fonseca [1] , a cal a utilizar deve ser a cal aérea gorda, ou seja, a que resulta da calcinação de calcário com teor de carbonato de cálcio não inferior a 95%. Para obter uma cal de boa qualidade, é necessário que a calcinação seja completa e uniforme, o que fica mais facilitado quando se utilizam pedras não excessivamente grandes e quando o aquecimento é gradual e prolongado. Estas condições são habitualmente reunidas nos processos de fabrico semi-artesanais, intermitentes (não contínuos) com aquecimento proporcionado por combustão de madeira. Por isso, em alguma literatura de divulgação tecnológica e de formação profissional básica refere-se frequentemente, mas sem explicar porquê, que a melhor cal é a "cozida a mato ou a lenha".
_______________________________________ 6 / 6
3.1.2. Calcinação Recentemente, visitou-se a empresa que acabou por ser seleccionada por Quirino da Fonseca para fabricar a cal hidratada com incorporação de gordura de acordo com as suas indicações, actualmente comercializada com a designação de "Cal D. Fradique". Trata-se de uma pequena unidade semi-artesanal, situada na zona de Alvaiázere.
A calcinação decorre de acordo com os seguintes passos:
• Obtenção de pedras de pequenas dimensões (em média, não superiores a 30 cm)
a partir de blocos de calcário da região.
• Montagem dessas pedras em abóbada espessa, dentro de um forno cilíndrico, a céu aberto, com revestimento interior de tijolo refractário. (Nas fotografias 2 e 3 apresentam-se aspectos de um desses fornos, que não tem sido utilizado e carece de algumas reparações).
• rimeira selagem do coroamento, com argamassa de cal e areia. P
Notas: A selagem proporciona maior conservação do calor sem, no entanto,
impedir a necessária evacuação dos fumos. Durante o processo, vão sendo efectuadas sucessivas correcções da selagem, como se refere mais adiante.
• Iniciação do aquecimento, por combustão de uma pira de lenha colocada no interior do espaço limitado pela abóbada de pedras calcárias.
• Continuação do aquecimento, pela combustão espontânea de serradura
transportada por um jacto de ar insuflado numa "boca de forno" situada na base do poço (fotografias 4 e 5), num processo que, com pequenas interrupções, se prolonga por seis ou sete dias (até se atingir, no coroamento, a cor "rubro cereja") e durante o qual vai decorrendo a contracção da abóbada e, por vezes, a erupção de algumas chamas (fotografia 6) e se vão efectuando sucessivas correcções da selagem (fotografia 7).
• Arrefecimento lento das pedras calcinadas, sem desmontar a abóbada e mantendo
a selagem do coroamento.
• Desmontagem da abóbada.
O rendimento do processo é de cerca de 50 %. No forno visível nas fotografias 4, 5, 6 e 7, é costume colocar, de uma só vez, 150
toneladas de pedra calcária, que se transformam em 75 toneladas de cal viva.
_______________________________________ 7 / 7
Fotografia 2
Fotografia 3
_______________________________________ 8 / 8
Fotografia 4
Fotografia 5
_______________________________________ 9 / 9
Fotografia 6
Fotografia 7
_______________________________________ 10 / 10
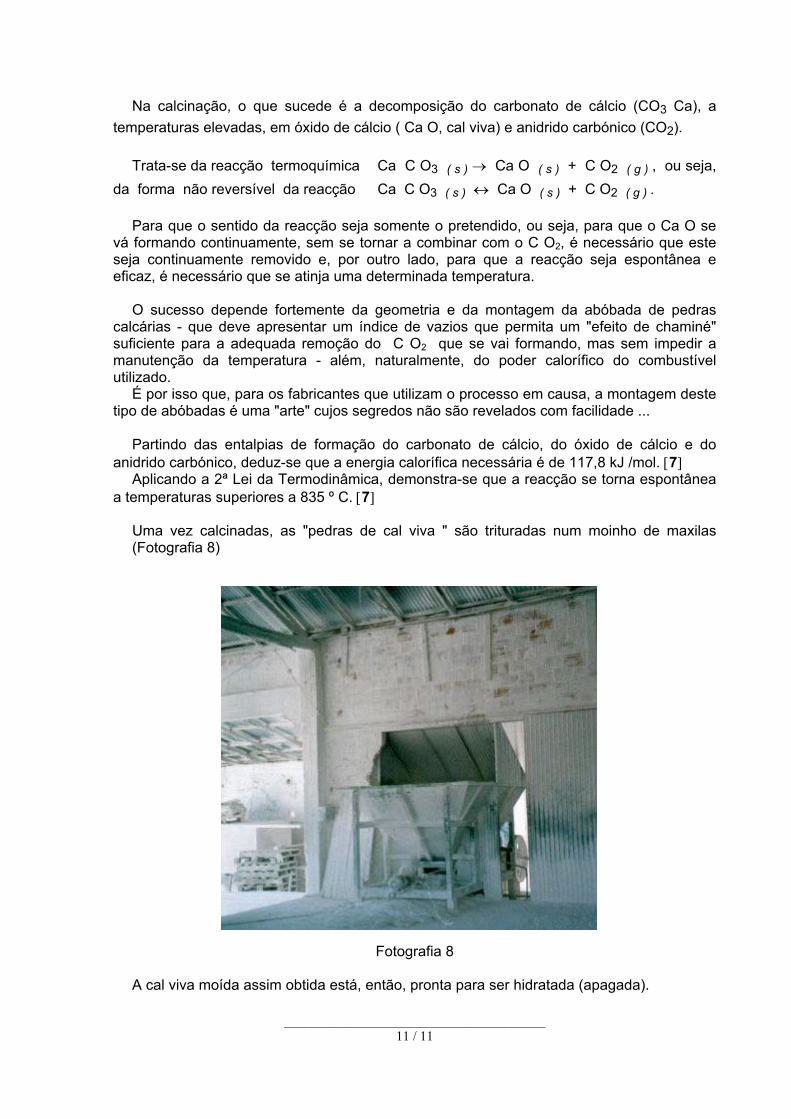
Na calcinação, o que sucede é a decomposição do carbonato de cálcio (CO3 Ca), a temperaturas elevadas, em óxido de cálcio ( Ca O, cal viva) e anidrido carbónico (CO2).
Trata-se da reacção termoquímica Ca C O3 ( s ) → Ca O ( s ) + C O2 ( g ) , ou seja, da forma não reversível da reacção Ca C O3 ( s ) ↔ Ca O ( s ) + C O2 ( g ) . Para que o sentido da reacção seja somente o pretendido, ou seja, para que o Ca O se vá formando continuamente, sem se tornar a combinar com o C O2, é necessário que este seja continuamente removido e, por outro lado, para que a reacção seja espontânea e eficaz, é necessário que se atinja uma determinada temperatura. O sucesso depende fortemente da geometria e da montagem da abóbada de pedras calcárias - que deve apresentar um índice de vazios que permita um "efeito de chaminé" suficiente para a adequada remoção do C O2 que se vai formando, mas sem impedir a manutenção da temperatura - além, naturalmente, do poder calorífico do combustível utilizado. É por isso que, para os fabricantes que utilizam o processo em causa, a montagem deste tipo de abóbadas é uma "arte" cujos segredos não são revelados com facilidade ... Partindo das entalpias de formação do carbonato de cálcio, do óxido de cálcio e do anidrido carbónico, deduz-se que a energia calorífica necessária é de 117,8 kJ /mol. [7]
Aplicando a 2ª Lei da Termodinâmica, demonstra-se que a reacção se torna espontânea a temperaturas superiores a 835 º C. [7]
Uma vez calcinadas, as "pedras de cal viva " são trituradas num moinho de maxilas (Fotografia 8)
Fotografia 8 A cal viva moída assim obtida está, então, pronta para ser hidratada (apagada).
_______________________________________ 11 / 11
3.2. Gordura Quirino da Fonseca [1] previa que, para a incorporação de gordura, fosse utilizado um dos seguintes aditivos: azeite, outros óleos vegetais, borras de azeite, sebo ou outros gorduras animais. Na referida empresa, utiliza-se "borra de azeite", na maioria dos lotes, e sebo, nos restantes. 3.3. Hidratação 3.3.1. Hidratação simples A hidratação da cal viva ( produção de cal apagada ) corresponde a uma reacção ermoquímica bem conhecida, traduzida pela equação t
Ca O ( s ) + H2 O ( l ) → Ca (O H)2 ( s ) + 15,5 calorias
A partir dos calores específicos e das massas atómicas, demonstra-se facilmente que, se o produto absorvesse todo o calor libertado na reacção, atingir-se-iam temperaturas da ordem dos 760 º C [7]. Na prática, atendendo às dissipações de calor, as temperaturas são algo inferiores mas, mesmo assim, suficientes para provocar a combustão de muitos materiais, incluindo a madeira. 1 Partindo das massas atómicas, deduz-se que a relação água / cal viva é ≈ 1 l / 3,1 Kg.
O
cálculo é o seguinte:
Massas atómicas: Ca : 40,08 u.m.a. O : 16,00 u.m.a. H : 1,008 u.m.a
Massas moleculares: Ca O : 40,08 + 16,00 = 56,08 g H2 O: 16,00 + 2 x 1,008 = 18,016 g Número de mol. num litro de água : n = 1000 g x ( 1 mol / 18,016 g ) = 55,5 mol de H2 O. Massa de 55,506 mol. de Ca O : m = 55,5 mol x ( 56,08 g / 1 mol ) = 3 112 g ≈ 3,1 Kg .
3.3.2. Hidratação com incorporação de gordura Quer o Arq. Quirino da Fonseca [1], quer Gabriela de Barbosa Teixeira e Margarida da Cunha Belém [2] indicam as seguintes proporções: 25 Kg de cal viva; 1,5 Kg de aditivo (gordura); 10 litros de água.
Quanto ao processo, os mesmos autores informam:
"Existem duas variantes do método de fabrico deste tipo de cal. Uma ... em que se pressupõe o uso de uma betoneira à qual foi aplicada, por um serralheiro, uma tampa especificamente desenhada ... que terá no centro um orifício onde entrará a água e de onde sairá o fumo ... e outra em que todo o processo se faz sobre uma estância".
_______________________________________ 12 / 12
1- A temperatura de combustão da madeira é de 300 a 500 ºC.
Interessa notar que o texto transcrito data de 1996 e que, desde então, se acumulou alguma experiência que o torna muito desactualizado.
Com base em relatos de um colaborador do já falecido Arq. Quirino da Fonseca e em xperiência pessoal, tecem-se os seguintes comentários: e
Nas primeiras experiências, feitas em 1995, foi utilizada cal em pedra e uma
estância de madeira forrada a zinco. O resultado não foi brilhante, porque da violência da reacção resultava a projecção de algumas "lascas" de cal em pedra e porque, no inal, restavam sempre alguns grãos grosseiros. f
Desde então, passou a utilizar-se cal bem moída.
A utilização da betoneira, da qual, de resto, não é apresentada qualquer documentação, nunca passou da primeira experiência, onde se verificou que a natureza exotérmica do processo e o confinamento resultante da existência da tampa provocavam aquecimento e pressão em excesso, além da "ocorrência de pequenas explosões e da emissão de um forte jacto de gases muito quentes" [1] , que atingia um omprimento de cerca de 15 m. c
A proporção água / cal viva é de 1 litro / 2,5 Kg , um pouco superior à proporção
teórica ideal, de 1 litro / 3,1 Kg , calculada em 3.3.1. Não é de estranhar que assim seja, visto que, na prática, uma parte da água se transforma em vapor.
Presentemente, na referida empresa, faz-se a hidratação de cal aérea gorda moída e grosseiramente misturada com borra de azeite, utilizando proporções um pouco diferentes das acima referidas, que são segredo de fabrico. O processo não é feito nem em estância nem em betoneira, mas sim sobre o estrado de betão que constitui o pavimento térreo de um barracão que apresenta um grande pé-direito e uma muito ampla comunicação com o exterior. A água é adicionada "à mangueira" e a homogeneização da pasta é auxiliada com a utilização de uma pá metálica. Durante as primeiras horas, liberta-se grande quantidade de vapor de água e pó de cal. A reacção começa a abrandar ao fim de algumas horas. Na empresa que fabrica a Cal D. Fradique, presenciou-se uma demonstração, com utilização de pequenas quantidades, que vai documentada nas fotografias 9, 10, 11 e 12.
_______________________________________ 13 / 13
Fotografia 9
Fotografia 10
_______________________________________ 14 / 14
Fotografia 11
Fotografia 12
_______________________________________ 15 / 15
O resultado é um pó muito fino, untuoso ao tacto. No âmbito de um de um estudo efectuado no Laboratório Nacional de Engenharia Civil para a empresa STAP [8] , foram efectuadas vários ensaios da referida Cal D. Fradique e de uma cal aérea apagada vulgar.
No Anexo 2 reproduzem-se os resultados desses ensaios. J ulgam-se pertinentes os seguintes comentários:
• O carbonato de cálcio tanto pode ser um vestígio, não calcinado, da rocha calcária utilizada para o fabrico da cal (calcinação incompleta), como o resultado de alguma carbonatação da cal hidratada ( Ver item 4.2 ).
• O hidróxido de magnésio e o óxido de magnésio resultam, certamente, da
existência de carbonatos de magnésio nos referidos calcários, como é frequente. • Os resíduos de extracção das soluções me éter e em tetracloreto de carbono não
poderão deixar de ser ésteres resultantes de reacções do bem conhecido tipo, "ácido + base = éster + água", visto que a gordura presente não é senão um ácido orgânico e o hidróxido de cálcio é uma base.
• A cal D. Fradique é mais leve do que a cal vulgar. • A cal D. Fradique é "mais fina" (grãos menores e granulometria mais extensa) do
que a cal vulgar.
_______________________________________ 16 / 16
4. REBOCOS 4.1. Composições recomendadas por Quirino da Fonseca e por Gabriela de Barbosa
Teixeira e Margarida da Cunha Belém Os referidos autores [1] [2] , depois de chamarem a atenção para a trivial necessidade de boa crivagem e de isenção de matérias orgânicas, acabam por prever a utilização, quer de "areias com argila" (como a areia amarela de Corroios), quer de "areias sem argila" (como as areias de rio, bem lavadas) e por preconizar os seguintes traços, em volume: a). Para rebocos interiores: Areia de rio: 2 partes Areia de Corroios: 2 partes Cal hidratada com incorporação de gordura: 1 parte. b). Para rebocos exteriores: Areia de rio: 3 partes Cal hidratada com incorporação de gordura: 1 parte. 4.2. Presa, ou endurecimento É sabido que a presa, ou endurecimento, de qualquer argamassa de cal resulta da carbonatação do hidróxido de cálcio (cal apagada), com absorção do anidrido carbónico existente na atmosfera, formação de carbonato de cálcio e libertação de água, numa eacção química exotérmica traduzida pela equação r
Ca (O H)2 + C O2 → Ca C O3 + H2 O + 42,5 calorias.
No caso das argamassas em que se utiliza cal hidratada com incorporação de gordura, o processo será, basicamente, o mesmo. A experiência mostra que, tal como no caso das argamassas de cal hidratada vulgar, o processo é muito lento. Por isso, considera-se estranho que Quirino da Fonseca [1] indique um prazo de 10 dias.
Julga-se que aquele autor estaria a referir-se ao prazo mínimo necessário para se atingir um endurecimento que permita dispensar quaisquer protecções físicas destinadas a evitar danos de monta, resultantes de choques contra as paredes recém rebocadas. 4.3. Estudo realizado no LNEC, a pedido da STAP No estudo realizado no LNEC, a pedido da empresa STAP [8] , já anteriormente referido, caracterizou-se a areia amarela de Corroios e duas argamassas em que se utilizou unicamente esta areia, ao traço 1 / 3 , sendo uma fabricada com a referida Cal D. Fradique e outra fabricada com uma cal apagada vulgar (argamassa padrão).
Verificou-se que a areia amarela de Corroios apresenta uma fracção argilosa constituída essencialmente, por caulinite (identificada na análise mineralógica) a qual, através do ensaio de "equivalente de areia", se revelou excessiva. (Equivalente de areia de 35 %, muito inferior ao valor mínimo recomendado para as areias a utilizar em rebocos, que é de 75 %).
No Quadro Q.1 apresenta-se um resumo dos resultados dos ensaios das argamassas.
_______________________________________ 17 / 17
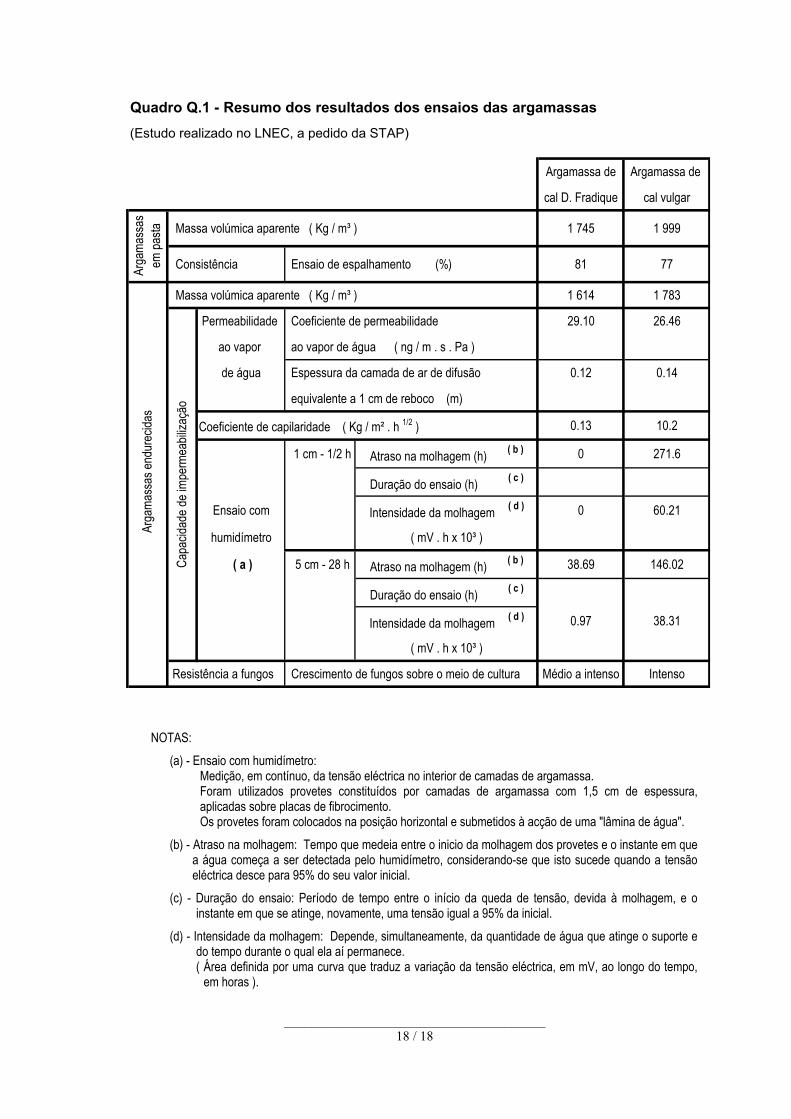
Quadro Q.1 - Resumo dos resultados dos ensaios das argamassas(Estudo realizado no LNEC, a pedido da STAP)
Argamassa de Argamassa de
cal D. Fradique cal vulgar
Massa volúmica aparente ( Kg / m³ ) 1 745 1 999
Consistência Ensaio de espalhamento (%) 81 77
Massa volúmica aparente ( Kg / m³ ) 1 614 1 783
Permeabilidade Coeficiente de permeabilidade 29.10 26.46
ao vapor ao vapor de água ( ng / m . s . Pa )
de água Espessura da camada de ar de difusão 0.12 0.14
equivalente a 1 cm de reboco (m)
Coeficiente de capilaridade ( Kg / m² . h 1/2 ) 0.13 10.2
1 cm - 1/2 h Atraso na molhagem (h) ( b ) 0 271.6
Duração do ensaio (h) ( c )
Ensaio com Intensidade da molhagem ( d ) 0 60.21
humidímetro ( mV . h x 10³ )
( a ) 5 cm - 28 h Atraso na molhagem (h) ( b ) 38.69 146.02
Duração do ensaio (h) ( c )
Intensidade da molhagem ( d ) 0.97 38.31
( mV . h x 10³ )
Resistência a fungos Crescimento de fungos sobre o meio de cultura Médio a intenso Intenso
Arga
mass
as
em pa
sta
Capa
cidad
e de i
mper
meab
ilizaç
ão
Arga
mass
as en
dure
cidas
NOTAS:
(a) - Ensaio com humidímetro: Medição, em contínuo, da tensão eléctrica no interior de camadas de argamassa. Foram utilizados provetes constituídos por camadas de argamassa com 1,5 cm de espessura, aplicadas sobre placas de fibrocimento. Os provetes foram colocados na posição horizontal e submetidos à acção de uma "lâmina de água".
(b) - Atraso na molhagem: Tempo que medeia entre o inicio da molhagem dos provetes e o instante em que a água começa a ser detectada pelo humidímetro, considerando-se que isto sucede quando a tensão eléctrica desce para 95% do seu valor inicial.
(c) - Duração do ensaio: Período de tempo entre o início da queda de tensão, devida à molhagem, e o instante em que se atinge, novamente, uma tensão igual a 95% da inicial.
(d) - Intensidade da molhagem: Depende, simultaneamente, da quantidade de água que atinge o suporte e do tempo durante o qual ela aí permanece. ( Área definida por uma curva que traduz a variação da tensão eléctrica, em mV, ao longo do tempo,
em horas ).
_______________________________________ 18 / 18
Dos resultados daqueles ensaios e das conclusões apresentadas no relatório do referido studo, julga-se ser de reter o seguinte: e
• A argamassa fabricada com a Cal D. Fradique é ligeiramente mais leve do que a
argamassa padrão. • A argamassa fabricada com a Cal D. Fradique é ligeiramente mais consistente do
que a argamassa padrão. • A argamassa fabricada com a Cal D. Fradique é ligeiramente mais permeável ao
vapor de água do que a argamassa padrão. • A argamassa fabricada com a Cal D. Fradique apresenta um coeficiente de
capilaridade muito inferior ao da argamassa padrão • A argamassa fabricada com a Cal D. Fradique apresenta uma capacidade de
impermeabilização medida com humidímetro muito superior à da argamassa padrão.
• A argamassa fabricada com a Cal D. Fradique apresenta uma resistência ao
desenvolvimento de fungos muito superior à da argamassa padrão.
_______________________________________ 19 / 19
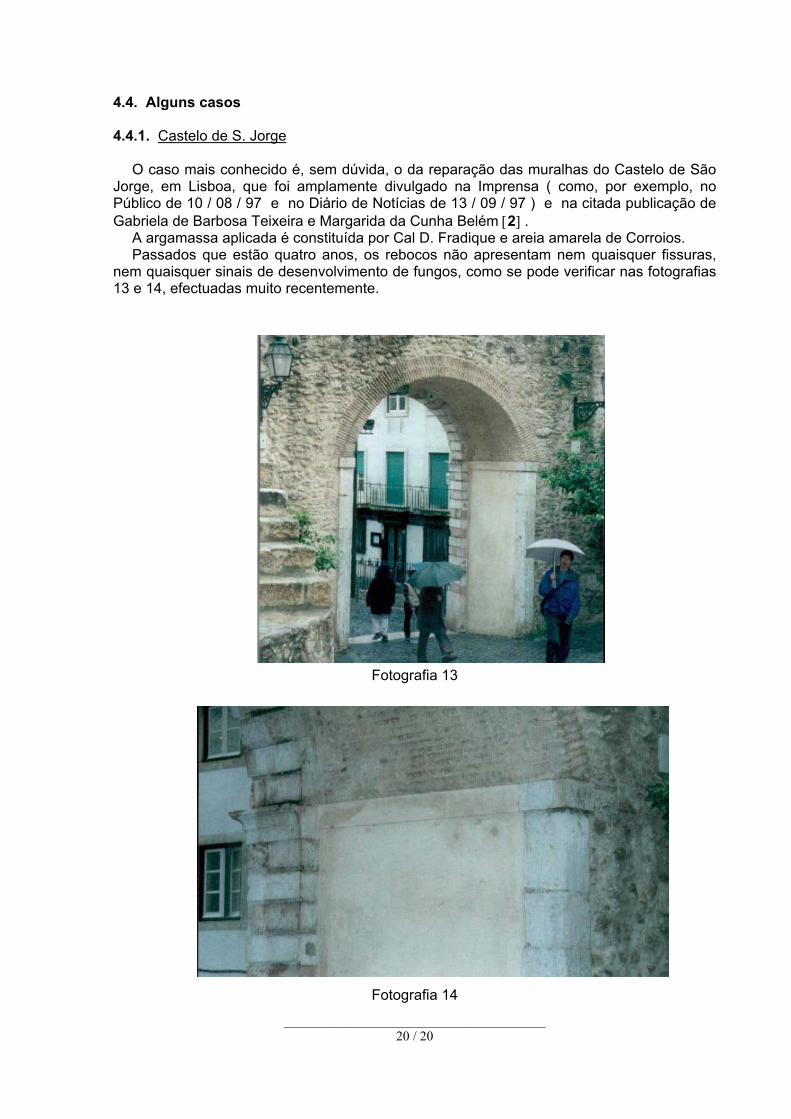
4.4. Alguns casos 4.4.1. Castelo de S. Jorge O caso mais conhecido é, sem dúvida, o da reparação das muralhas do Castelo de São Jorge, em Lisboa, que foi amplamente divulgado na Imprensa ( como, por exemplo, no Público de 10 / 08 / 97 e no Diário de Notícias de 13 / 09 / 97 ) e na citada publicação de Gabriela de Barbosa Teixeira e Margarida da Cunha Belém [2] . A argamassa aplicada é constituída por Cal D. Fradique e areia amarela de Corroios. Passados que estão quatro anos, os rebocos não apresentam nem quaisquer fissuras, nem quaisquer sinais de desenvolvimento de fungos, como se pode verificar nas fotografias 13 e 14, efectuadas muito recentemente.
Fotografia 13
Fotografia 14
_______________________________________ 20 / 20
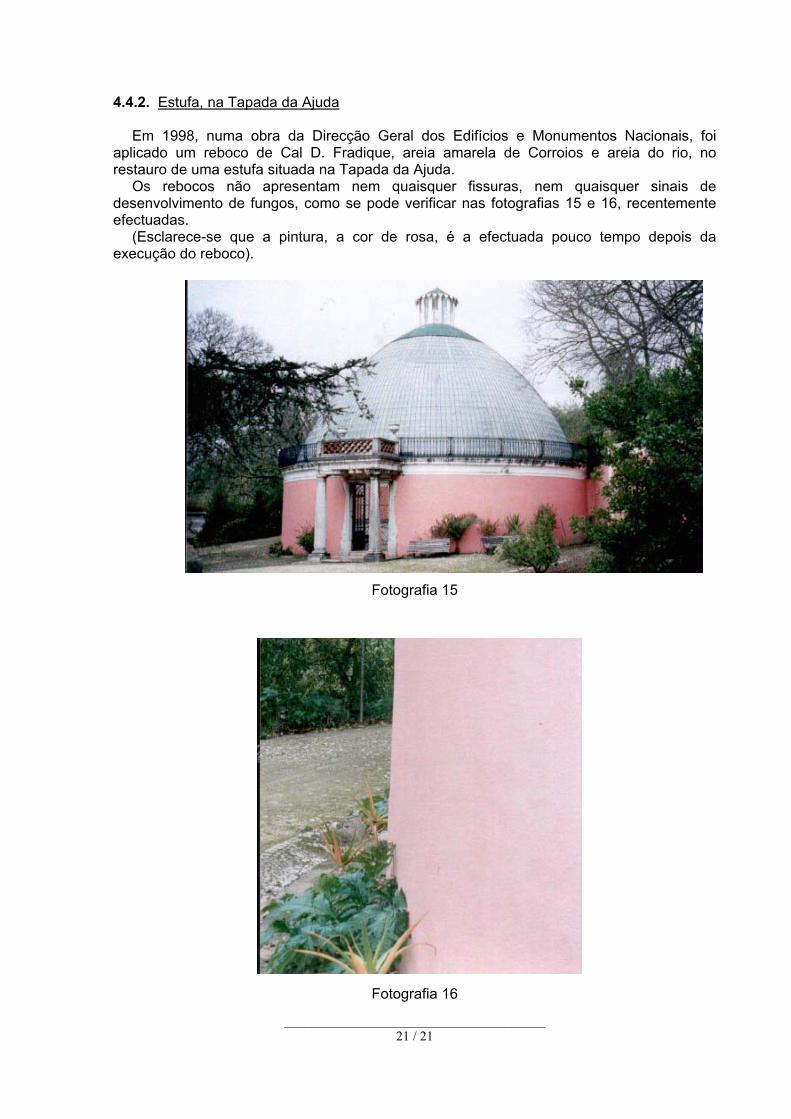
4.4.2. Estufa, na Tapada da Ajuda Em 1998, numa obra da Direcção Geral dos Edifícios e Monumentos Nacionais, foi aplicado um reboco de Cal D. Fradique, areia amarela de Corroios e areia do rio, no restauro de uma estufa situada na Tapada da Ajuda. Os rebocos não apresentam nem quaisquer fissuras, nem quaisquer sinais de desenvolvimento de fungos, como se pode verificar nas fotografias 15 e 16, recentemente efectuadas. (Esclarece-se que a pintura, a cor de rosa, é a efectuada pouco tempo depois da execução do reboco).
Fotografia 15
Fotografia 16
_______________________________________ 21 / 21
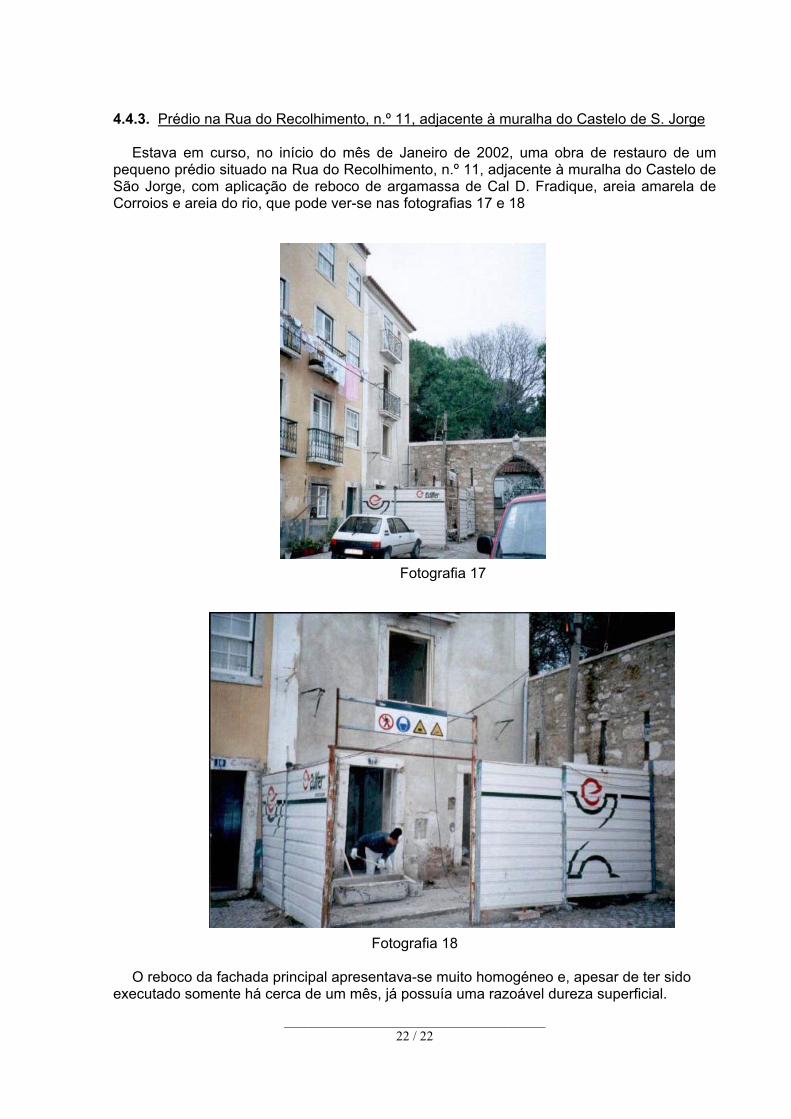
4.4.3. Prédio na Rua do Recolhimento, n.º 11, adjacente à muralha do Castelo de S. Jorge Estava em curso, no início do mês de Janeiro de 2002, uma obra de restauro de um pequeno prédio situado na Rua do Recolhimento, n.º 11, adjacente à muralha do Castelo de São Jorge, com aplicação de reboco de argamassa de Cal D. Fradique, areia amarela de Corroios e areia do rio, que pode ver-se nas fotografias 17 e 18
Fotografia 17
Fotografia 18
O reboco da fachada principal apresentava-se muito homogéneo e, apesar de ter sido executado somente há cerca de um mês, já possuía uma razoável dureza superficial.
_______________________________________ 22 / 22
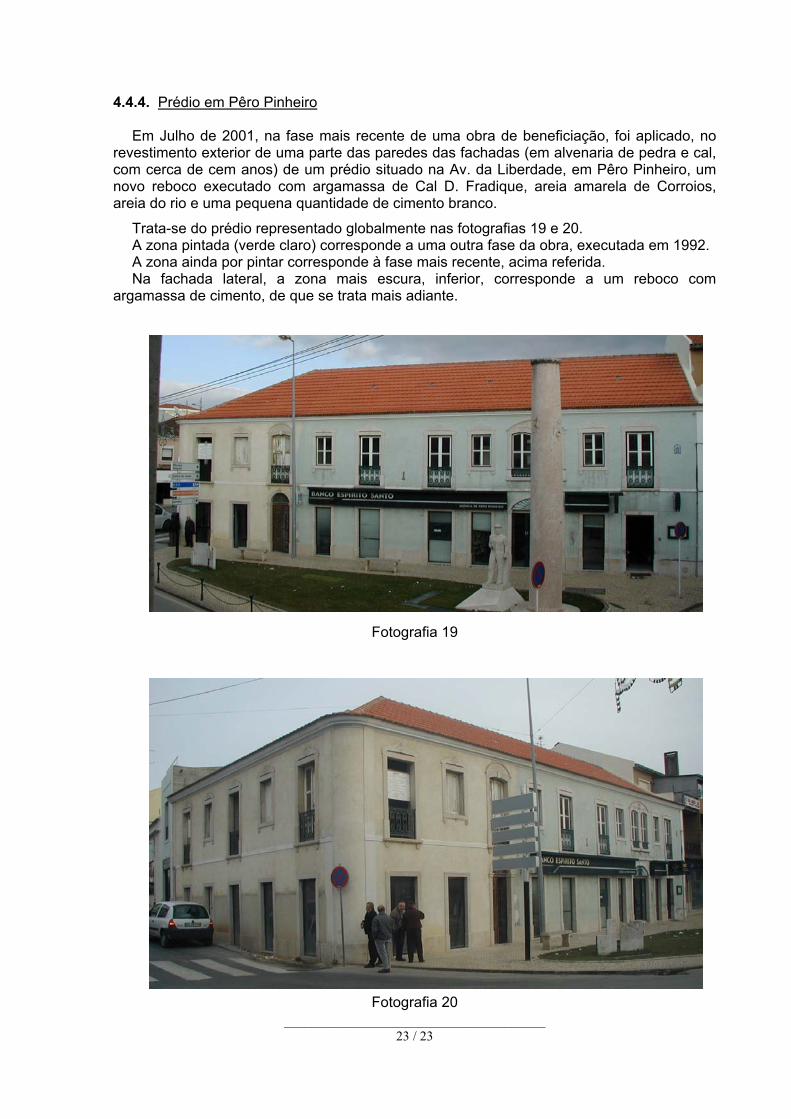
4.4.4. Prédio em Pêro Pinheiro Em Julho de 2001, na fase mais recente de uma obra de beneficiação, foi aplicado, no revestimento exterior de uma parte das paredes das fachadas (em alvenaria de pedra e cal, com cerca de cem anos) de um prédio situado na Av. da Liberdade, em Pêro Pinheiro, um novo reboco executado com argamassa de Cal D. Fradique, areia amarela de Corroios,
reia do rio e uma pequena quantidade de cimento branco. a Trata-se do prédio representado globalmente nas fotografias 19 e 20. A zona pintada (verde claro) corresponde a uma outra fase da obra, executada em 1992. A zona ainda por pintar corresponde à fase mais recente, acima referida. Na fachada lateral, a zona mais escura, inferior, corresponde a um reboco com argamassa de cimento, de que se trata mais adiante.
Fotografia 19
_______________________________________ 23 / 23
Fotografia 20
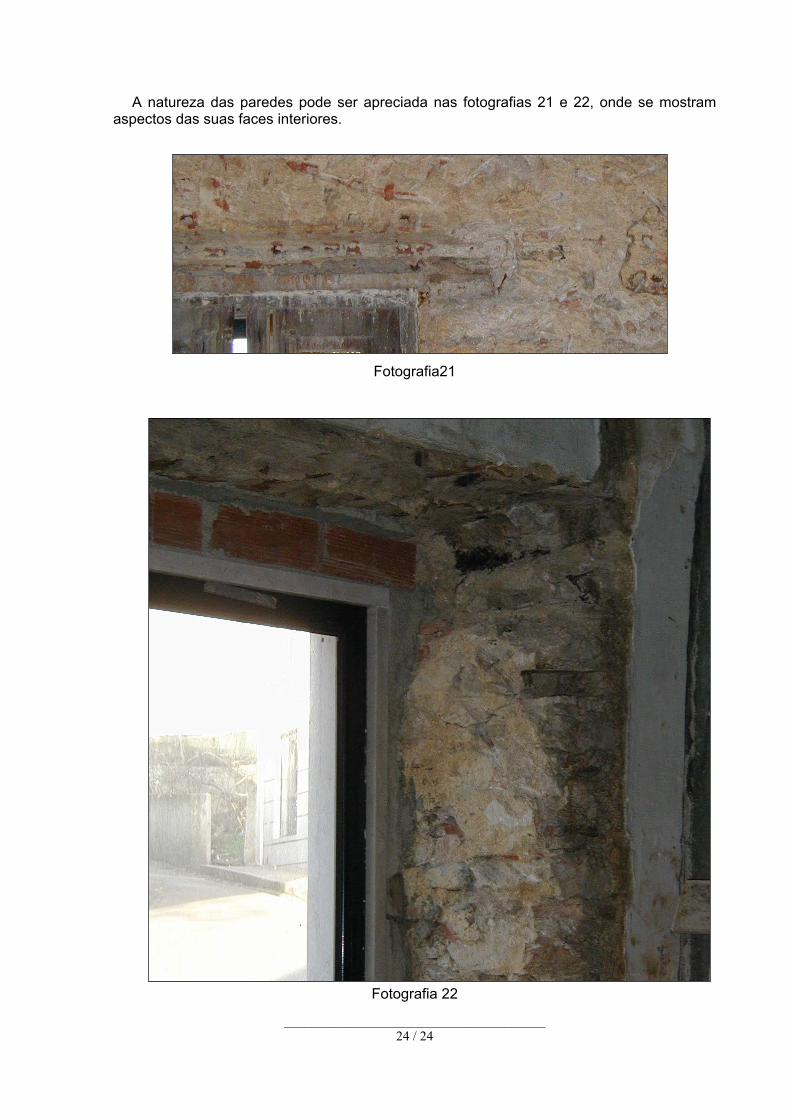
A natureza das paredes pode ser apreciada nas fotografias 21 e 22, onde se mostram aspectos das suas faces interiores.
Fotografia21
Fotografia 22
_______________________________________ 24 / 24
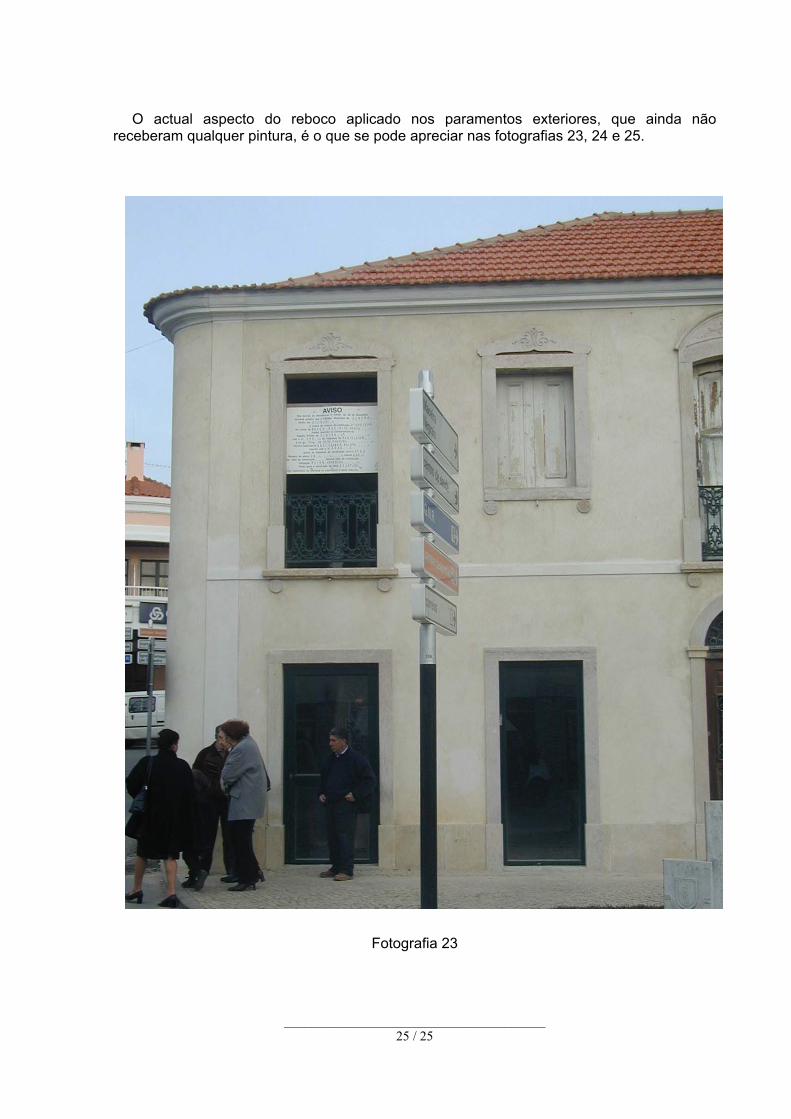
O actual aspecto do reboco aplicado nos paramentos exteriores, que ainda não receberam qualquer pintura, é o que se pode apreciar nas fotografias 23, 24 e 25.
Fotografia 23
_______________________________________ 25 / 25
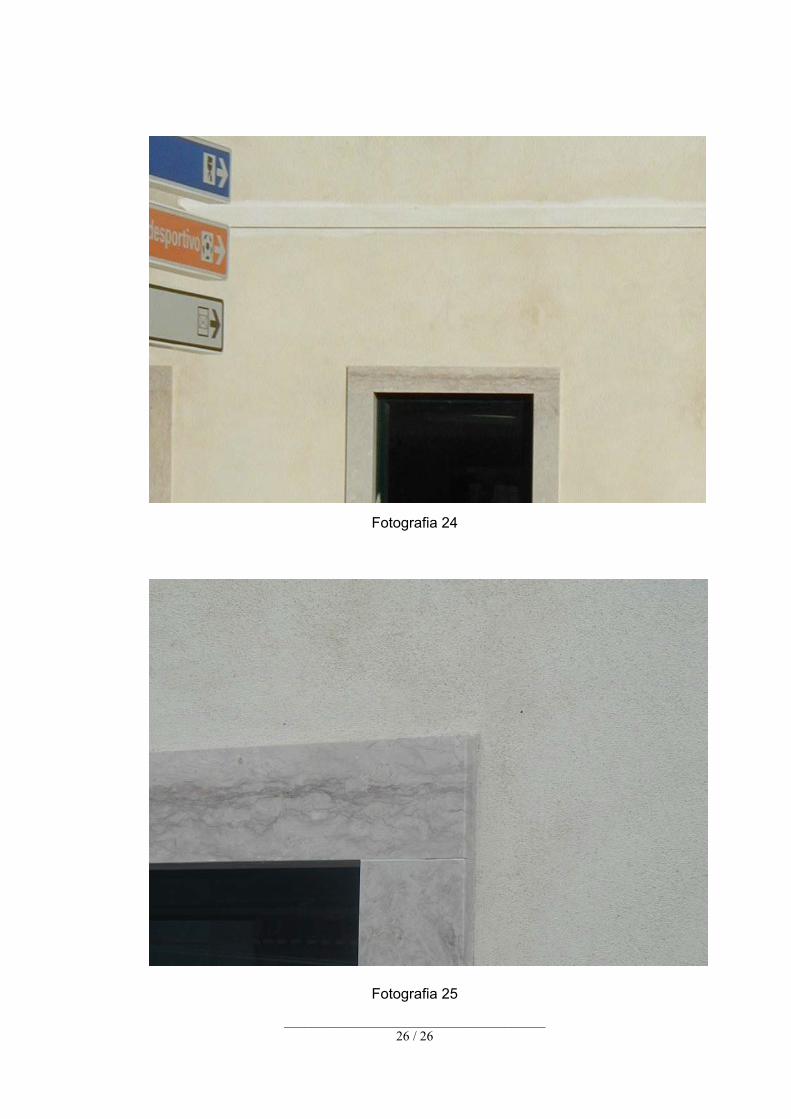
Fotografia 24
Fotografia 25
_______________________________________ 26 / 26
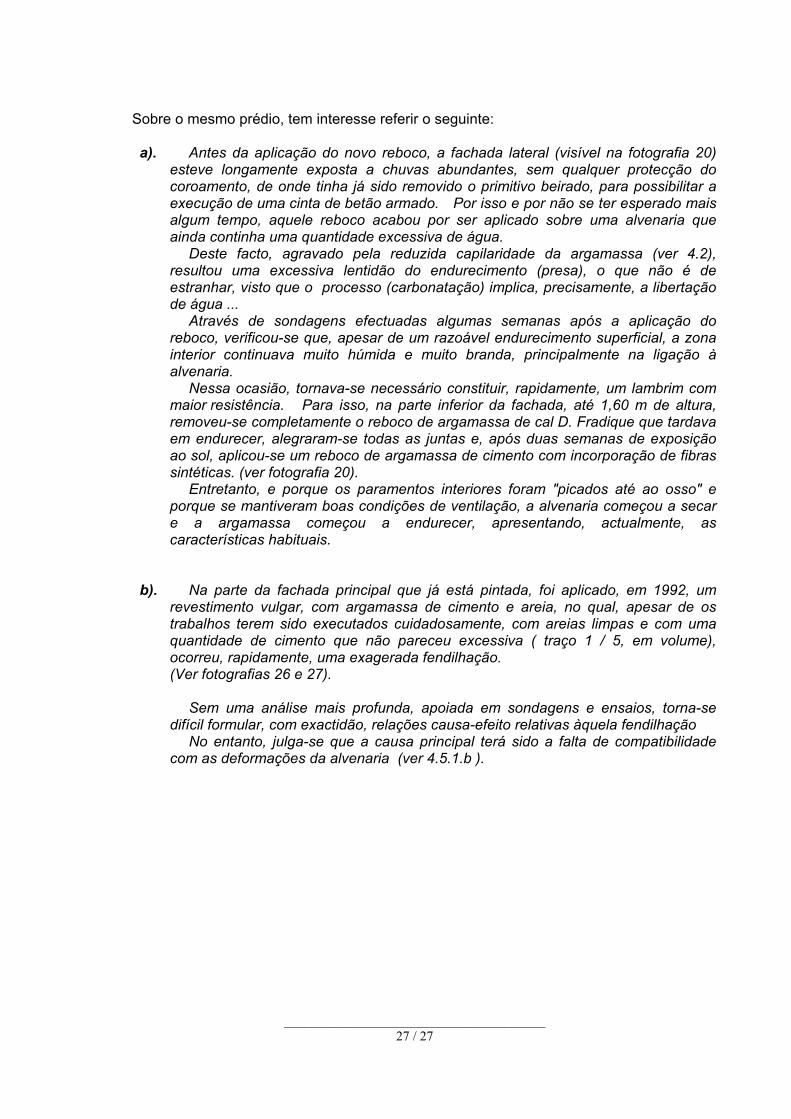
Sobre o mesmo prédio, tem interesse referir o seguinte:
a). Antes da aplicação do novo reboco, a fachada lateral (visível na fotografia 20) esteve longamente exposta a chuvas abundantes, sem qualquer protecção do coroamento, de onde tinha já sido removido o primitivo beirado, para possibilitar a execução de uma cinta de betão armado. Por isso e por não se ter esperado mais algum tempo, aquele reboco acabou por ser aplicado sobre uma alvenaria que ainda continha uma quantidade excessiva de água. Deste facto, agravado pela reduzida capilaridade da argamassa (ver 4.2), resultou uma excessiva lentidão do endurecimento (presa), o que não é de estranhar, visto que o processo (carbonatação) implica, precisamente, a libertação de água ... Através de sondagens efectuadas algumas semanas após a aplicação do reboco, verificou-se que, apesar de um razoável endurecimento superficial, a zona interior continuava muito húmida e muito branda, principalmente na ligação à alvenaria. Nessa ocasião, tornava-se necessário constituir, rapidamente, um lambrim com maior resistência. Para isso, na parte inferior da fachada, até 1,60 m de altura, removeu-se completamente o reboco de argamassa de cal D. Fradique que tardava em endurecer, alegraram-se todas as juntas e, após duas semanas de exposição ao sol, aplicou-se um reboco de argamassa de cimento com incorporação de fibras sintéticas. (ver fotografia 20). Entretanto, e porque os paramentos interiores foram "picados até ao osso" e porque se mantiveram boas condições de ventilação, a alvenaria começou a secar e a argamassa começou a endurecer, apresentando, actualmente, as características habituais.
b). Na parte da fachada principal que já está pintada, foi aplicado, em 1992, um revestimento vulgar, com argamassa de cimento e areia, no qual, apesar de os trabalhos terem sido executados cuidadosamente, com areias limpas e com uma quantidade de cimento que não pareceu excessiva ( traço 1 / 5, em volume), ocorreu, rapidamente, uma exagerada fendilhação. (Ver fotografias 26 e 27).
Sem uma análise mais profunda, apoiada em sondagens e ensaios, torna-se difícil formular, com exactidão, relações causa-efeito relativas àquela fendilhação
No entanto, julga-se que a causa principal terá sido a falta de compatibilidade com as deformações da alvenaria (ver 4.5.1.b ).
_______________________________________ 27 / 27
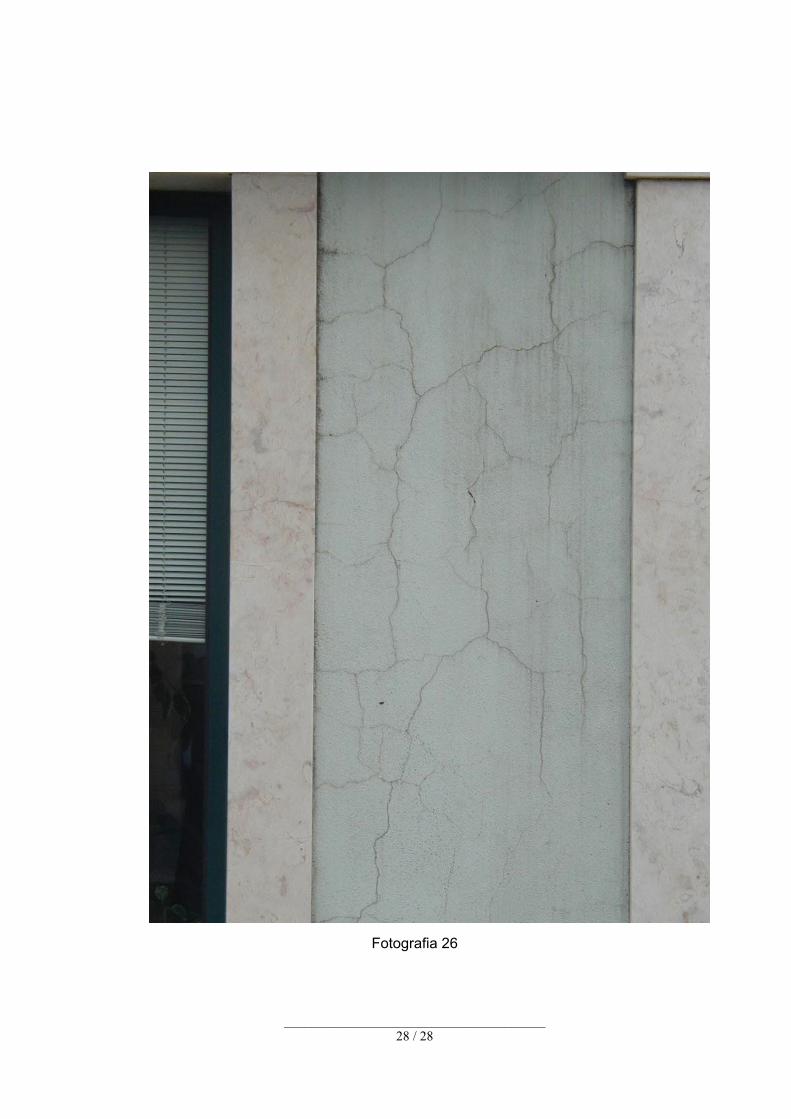
Fotografia 26
_______________________________________ 28 / 28

Fotografia 27
_______________________________________ 29 / 29
4.5. Vantagens e inconvenientes 4.5.1. Vantagens Os defensores dos rebocos com argamassa de Cal D. Fradique, costumam enaltecer,
rincipalmente, as suas seguintes características: p
• Boa aderência às alvenarias • Plasticidade • Reduzida tendência para fissuração • Boa capacidade de impermeabilização • Salubridade • Redução de consumos energéticos
Julgam-se judiciosos os seguintes comentários:
a). Boa aderência às alvenarias:
Segundo Maria do Rosário da Silva Veiga [9], "... a aderência processa-se por penetração capilar da água de amassadura nos poros do suporte, arrastando consigo os elementos mais finos da argamassa. Assim, para que a ligação seja boa, é necessário que as partículas finas formem com a água uma pasta capaz de penetrar facilmente na alvenaria, endurecendo em seguida rapidamente. Portanto, a aderência aumenta com o teor de cimento e com a sua finura e é também maior para as areias argilosas". Dado que a cal hidratada com incorporação de gordura é "mais fina" do que a cal apagada vulgar (ver item 3.3.2), é de supor que, de facto, nas argamassas fabricadas com a primeira se forme uma pasta mais capaz de penetrar facilmente nas alvenarias, como convém. Porém, o facto de a presa ser lenta poderá ter um efeito negativo. Por outro lado, a aderência pode ser destruída pela presença de humidade excessiva entre o reboco e o suporte ( ver alínea d ). De qualquer modo, o que mais interessa é notar que não se conhecem quaisquer ensaios de arrancamento de rebocos feitos com este tipo de
rgamassa. a No entanto, a experiência mostra que, de facto, em condições normais, as argamassas de Cal D. Fradique apresentam boa aderência às alvenarias.
b
). Plasticidade:
Trata-se de uma característica geral e bem conhecida, das argamassas de cal aérea. Representa uma indiscutível vantagem quando se trata de rebocos aplicados sobre paredes deformáveis, como é o caso das paredes de alvenaria assente com argamassas daquele tipo.
Com efeito, na maioria dos casos conhecidos, como o referido em 4.4.4, a aplicação de rebocos de argamassa de cimento, ou de cal hidráulica, ou bastarda, em paredes "de pedra e cal" deu origem a notórias fendilhações.
_______________________________________ 30 / 30
Não era de esperar outra coisa, visto que, devido à plasticidade das argamassas de cal (resultantes da lentidão da sua presa) aquelas alvenarias vão sofrendo deformações que não são compatíveis com a rigidez daqueles rebocos. Ou, por outra forma, aqueles rebocos (ao contrário do que sucede com os de argamassa de cal aérea) não apresentam plasticidade compatível com as deformações daquelas paredes.
c). Reduzida tendência para a fissuração:
Aqui, o que está em causa é a fissuração devida à retracção, e não a decorrente da falta de adaptação às deformações do suporte, já referida na alínea anterior. Trata-se de uma característica comum à generalidade das argamassas de cal aérea, resultante do facto de apresentarem pouca retracção, em consequência de o seu "calor de presa" ser reduzido (quando comparado com o das argamassas de cimento) e de aquele fenómeno ser acompanhado de libertação de água.
Quanto ao calor de presa, tem interesse referir o seguinte:
Para o hidróxido de cálcio, a partir da equação apresentada em 4.2 e sabendo que a massa molecular daquela substância é de 74,1 g, obtém-se Q = 42,5 cal / 74,1 g = 0,57 cal / g. Segundo Bauer [10] , para o cimento Portland pode considerar-se um valor próximo de 100 cal / g.
A experiência mostra que, de facto, em condições normais, as argamassas com Cal D. Fradique não apresentam fissurações significativas.
d
). Boa capacidade de impermeabilização:
Trata-se de uma característica evidenciada nos já referidos ensaios realizados no LNEC e resultante, certamente, da incorporação da gordura. No que diz respeito à protecção contra a água das chuvas, representa uma evidente vantagem. Quando se tratar de paredes que contenham elevados teores de humidade,
como no caso referido em 4.4.4, pode constituir um inconveniente, na medida em que se geram condições para retardamento do endurecimento do reboco e para a destruição da aderência (ver alínea a ).
e). Salubridade:
O que está em causa é, mais uma vez, uma característica comum à generalidade das argamassas de cal aérea, resultante do facto de o processo de endurecimento implicar a absorção de dióxido de carbono, o que pode ser encarado como uma "purificação" do ar. Julga-se que, mormente quando se trata de rebocos em compartimentos
interiores, representa uma vantagem indiscutível.
_______________________________________ 31 / 31
4.5.2. Inconvenientes
A
experiência permite apontar, por agora, os seguintes inconvenientes:
• Tempo de presa prolongado (endurecimento lento), e consequentes carências de resistência ao choque e de dureza no período inicial
• Dificuldade de secagem das alvenarias (resultante da boa capacidade de
impermeabilização; podendo implicar retardamento do endurecimento e destruição da aderência, como se refere mais acima)
• Resistência ao choque e dureza algo inferiores às das argamassas de cimento,
esmo depois de a preza estar bem avançada. m (Este inconveniente torna-se mais significativo quando se trata de paramentos colocados em zonas de intensa circulação de pessoas e materiais ou em zonas onde sejam de temer actos de vandalismo. É por isso que, nas fachadas de muitos prédios urbanos antigos, com rebocos de cal e areia, mormente nos adjacentes a passeios muito movimentados, existem, como elementos de protecção, integrados arquitectonicamente, forros de cantaria na parte inferior).
4.6. Campo de aplicação Entende-se que os rebocos em causa poderão ser aplicados em todas as situações, excluindo, pelas razões já referidas, as paredes que contenham ou possam vir a conter elevados teores de humidade. No entanto, julga-se que são especialmente indicados para reboco das paredes de alvenaria de "pedra e cal" que são, em geral, as dos edifícios e monumentos mais antigos do nosso património histórico e cultural, devido à sua plasticidade, já referida em 4.6. b). A este propósito, tem interesse referir que num artigo apresentado no site da prestigiada
. S. Heritage Group [11] , pode ler-se: U
" Virtually every masonry structure built before 1930 was constructed using lime putty mortar. This mortar was soft, flexible, and self healing. Mortar was originally designed to act as "sacrificial material", allowing a masonry structure to move without cracking. Because the mortar was soft, the walls were forgiving. Unfortunately, many modern structures are re-pointed using modern "cement based" mortar that is very rigid and possesses very little self-healing properties. these can cause potentially irreversible damage to historic buildings. ...Therefore, when specifying a repointing mortar for an old building, it´s logical to consider the original mortar ingredients."
_______________________________________ 32 / 32
De resto, a aplicação de argamassas de cal em obras de restauro de edificações históricas está generalizada. Veja-se, como exemplo, a home page do referido site da U. S. Heritage Group, apresentada no Anexo 3. Segundo Gene King [12] , o interesse em aplicar somente argamassas idênticas às originais naquelas edificações começou a manifestar-se no inicio da década de 1960, nos países da Escandinávia e, em 1962, o governo de um deles produziu legislação para impedir o uso de cimento Portland em trabalhos de restauro de edifícios históricos. 4.7. Plano de ensaios Entende-se que seria conveniente efectuar os seguintes ensaios de caracterização de rebocos executados com argamassa de cal D. Fradique e diversas areias, utilizando
iferentes traços: d
• Ensaios de arrancamento, para caracterização das aderências a diversos tipos de suporte (com utilização de um aparelho semelhante ao representado no Anexo 4)
• Ensaios de resistência ao choque Ensaios de dureza superficial •
• Ensaios de determinação da capacidade de impermeabilização
(Em rebocos com areias que não a de Corroios, para comparação com os já efectuados sobre rebocos em que aquela foi a única a ser utilizada)
A título experimental, e conforme se sabe que era propósito do falecido Arquitecto Quirino da Fonseca, pretende-se fabricar e aplicar em rebocos uma argamassa constituída por Cal D. Fradique, areia e tijolo de barro vermelho finamente triturado, em diversos traços. O objectivo será o de obter um reboco com maior dureza e com uma coloração agradável, dispensando pintura e proporcionando a vantagem de tornar menos notórias quaisquer agressões físicas do tipo das que, nos rebocos pintados, provocam a remoção da tinta. Com intuito semelhante, no que respeita à cor e à supressão da pintura, poder-se-á, também, ensaiar a incorporação de ocre amarelo, como corante, em argamassas de cal D. Fradique e areia. Lisboa, 18 de Janeiro de 2002 ( Abel Francisco Gaspar Soeiro e Sá )
_______________________________________ 33 / 33
BIBLIOGRAFIA
[1] - Quirino da Fonseca, Pedro; et al. - "Cal D. Fradique - uma herança milenar". Lisboa,
1996. [2] - Barbosa de Teixeira, Gabriela; Cunha Belém, Margarida - "Diálogos de Edificação -
Técnicas Tradicionais de Construção". CRAT Centro Regional de Artes Tradicionais, Porto.
[3] - Internet, http // www. hormuz. com. [4] - Ramerini, Marco - "The Portuguese in the Arabia Peninsula and in the Persic Gulf".
Internet, http // www. geocities.com / Athens / Styx / 6497/ hormuz. html. [5] - Internet, http // www. dataxinfo.com / hormuz / infro.htm. [6] - Grieve, N. - "The Urban Conservation Glossary" - Internet, http // www. trp.
dundee.ac.uk/research/glossary/glossary.html [7] - Chang, Raymond - "Química". Mc Graw-Hill de Portugal, Alfragide, 1994. [8] - LNEC - "Estudo da argamassa de cal aérea utilizada no Castelo de S. Jorge" - Relatório
183/98-NCCt (elaborado para a empresa STAP), LNEC, Lisboa, 1998. [9] - Silva Veiga, M. R. - "Comportamento de Argamassas de Revestimento de Paredes -
Contribuição para o estudo da sua resistência à fendilhação". Teses e Programas de Investigação LNEC., Lisboa, 1988.
[10] - Bauer, L. A. Falcão - "Materiais de Construção". Livros Técnicos e Científicos Editora
S. A., Rio de Janeiro, 1987 [11] - Speweik, J. - "Historic Lime Putty Mortar Returns to the Trowel". U. S. Heritage Group.
Internet. 1998. [12] - King, Gene - "Reviving Traditional Mortar Means Reviving Traditional Skills". U. S.
Heritage Group. Internet. 1998.
_______________________________________ 34 / 34
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 1
SIMATEC
1º SIMPÓSIO �ACIO�AL
MATERIAIS E TEC�OLOGIAS �A CO�STRUÇÃO DE EDIFÍCIOS
ABRIL 1985
UTILIZAÇÃO DA CAL HIDRATADA (CAL AÉREA) �A CO�STRUÇÃO CIVIL
Amílcar M. D. Tavares*
RESUMO Uma nova unidade Industrial/ utilizando os processos mais modernos da Europa, produz 280
toneladas/ dia de Cal Hidratada. A sua apresentação poderá ser em sacos ou a granel com a
garantia de uma qualidade absoluta.
A exemplo do que acontece nos principais países da Europa a sua utilização é recomendada em
rebocos exteriores e interiores, assentamento de alvenarias, no fabrico de blocos e abobadilhas e
em betões de resistência média.
Substitui o cimento com vantagens económicas nos trabalhos atrás referidos, além de
proporcionar melhores acabamentos, melhor aderência e maior rentabilidade da mão de obra,
melhorando consideravelmente a qualidade da construção.
* Engº . Téc. Civil, da Empresa Grésical, Derivados de Calcários, Lda.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 2
ÍNDICE
1. PRODUÇÃO INDUSTRIAL DE CAL HIDRATADA ...................................................... 3
2. CARACTERÍSTICAS DA CAL PRODUZIDA ................................................................ 3
2.1. CARACTERÍSTICAS QUÍMICAS ................................................................................ 3
2.2. CARACTERÍSTICAS FÍSICAS ..................................................................................... 3
3. APLICAÇÃO DA CAL HIDRATADA NA CONSTRUÇÃO CIVIL ............................... 4
3.1. BENEFÍCIOS DA SUA APLICAÇÃO .......................................................................... 4
3.2. APLICAÇÃO DA CAL HIDRATADA NO FABRICO DE BETÕES FRACOS,
BLOCOS E ABOBADINHAS DE BETÃO .............................................................................. 6
3.3. APLICAÇÃO DA CAL HIDRATADA NA CONFECÇÃO DE ESTUQUES .............. 6
3.4. UTILIZAÇÃO DA CAL HIDRATADA NA ESTABILIZAÇÃO DE SOLOS
ARGILOSOS .............................................................................................................................. 7
3.5. CAIAÇÃO ....................................................................................................................... 7
4. VANTAGENS DA UTILIZAÇÃO DA CAL HIDRATADA RELATIVAMENTE AOS
OUTROS LIGANTES ................................................................................................................... 7
5. DOSAGENS ACONSELHADAS ...................................................................................... 8
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 3
1. PRODUÇÃO I�DUSTRIAL DE CAL HIDRATADA
A nossa Unidade Industrial, instada na maior região calcária da Serra dos Candeeiros (Valverde - Alcanede – Santarém) tem como matéria prima calcários seleccionados, explorados em pedreiras próprias, com uma capacidade de exploração diária que pode .ir até 3000 ton./dia. Depois de explorado e transportado sofre o calcário um primeiro tratamento, numa estação de britagem, de forma a permitir uma granulometria conveniente à calcinação. Fornos contínuos garantem a calcinação, de forma homogénia, obtendo-se assim um produto intermédio – Cal viva (CaO) – com uma com uma granulometria de 40 - 100 mm. Para satisfação de várias exigências de mercado, está esta unidade equipada com moinhos que lhe permitem obter varias granulometrias, nomeadamente de O a 6 mm. Aproveitando esta granulometria, equipou-se a industria com hidratadores cuja capacidade é de 720 ton./dia de Cal Hidratada - Ca(OH)2. Todo o processo de hidratação é automático, garantindo uma qualidade uniforme, a qual é controlada pelo laboratório da empresa de forma a apresentar um produto de nível internacional, especialmente dentro dos parâmetros da norma A.S.T.M. Finalmente, a Cal Hidratada, agora transformada em pó seco, segue o circuito de ensacagem. As ensacadeiras permitem o enchimento de 2400 sacos/hora, ou seja, mais de 50 ton./hora. Para colocar no mercado tão elevada produção, está esta empresa apetrechada com uma frota de camiões de tonelagens variadas para fornecimentos em sacos ou a granel. 2. CARACTERÍSTICAS DA CAL PRODUZIDA
2.1. CARACTERÍSTICAS QUÍMICAS
De acordo com a análise química efectuada pelo L.N.E.C., a nossa matéria-prima tem a seguinte composição:
Óxido de Cálcio 95,8% Óxido de Magnésio Mg0 0,7% Óxido de Sílica Si02 1,2% Óxido de Alumínio 1,3% Óxido de Ferro Fe2O3 0,3% Sulfatos (percentagem de SO2) 0,2% Resíduos 0,5%
De que resulta uma cal com um teor de
Hidróxido de Cálcio 94,0% Carbonato de Cálcio 1,9%
Nota: Apesar dos controles rigorosos na fabricação, podem surgir variações em relação às percentagens indicadas. 2.2. CARACTERÍSTICAS FÍSICAS
A densidade aparente da cal hidratada é da ordem de 0,45 ton./m³.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 4
Quando adicionada com água para obtenção de cal em pasta, a densidade da pasta obtida é da ordem de 1,4. Estas densidades podem ser comparadas com as densidades médias de outros ligantes:
Cal Hidratada 0,45 Cal em Pasta 1,4 Cimento Portland 1,2 Cal Hidráulica 0,6 Gesso 0,6
A cal hidratada é fornecida em pó, satisfazendo as seguintes especificações, quanto a finura:
Abertura das malhas (mm) % Passada 0,150 98,4
3. APLICAÇÃO DA CAL HIDRATADA �A CO�STRUÇÃO CIVIL A cal hidratada é aplicada essencialmente na composição das argamassas bastardas (cimento/ cal e areia), nomeadamente em alvenarias e rebocos. Assim, a cal hidratada torna-se imprescindível em trabalhos de assentamento/ desde os alicerces (onde poderá utilizar-se em menor percentagem), assentamento de tijolo, até ao acabamento final (onde poderá utilizar-se em maior percentagem). Como é sabido, numa construção toda a estrutura tem a sua deformação, devido a fenómenos de assentamento diferenciais e à entrada em funcionamento dos elementos que a compõem (fenómenos de fluência), ou ainda devido à variação da temperatura e humidade. Por tais motivos, é necessário que o conjunto formado pela argamassa de assentamento, os elementos de enchimento e os rebocos, se adaptem às referidas e inevitáveis deformações. O recurso à utilização de argamassas bastardas é a solução tecnicamente mais viável. 3.1. BE�EFÍCIOS DA SUA APLICAÇÃO
Contracção por Secagem A contracção por secagem aumenta com a dosagem de cimento e com teor de elementos finos (argilas) contidos nas areias. Uma boa argamassa deverá ter uma contracção reduzida. Para a generalidade das aplicações, no assentamento das alvenarias e em revestimentos, são necessárias contracções reduzidas. Para o efeito, as argamassas ricas em cal hidratada oferecem vantagens significativas. Trabalhabilidade As argamassas devem ter urna boa trabalhabilidade sem, contudo, se tornarem excessivamente fluidas. A trabalhabilidade tem a ver com o material aplicado, influindo decisivamente na qualidade e no rendimento dos trabalhos. Antes do aparecimento ca nossa cal, para se obterem argamassas com boa trabalhabilidade, recorria-se a areias argilosas tinham o inconveniente de ocasionar elevadas contracções, com a consequente fendilhagem, alem de reduzirem a aderência.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 5
O processo mais adequado para obter argamassas com a necessárias trabalhabilidade, sem os inconvenientes apontados, e aumentar a sua dosagem em cal hidratada, a qual confere às argamassas plasticidade e coesão. Aderência às Superfícies Outra propriedade das argamassas bastardas, é a sua aderência. Assim se obtém uma boa ligação entre as argamassas e elementos de construção, com o adequado preenchimento das juntas. Nos trabalhos em superfícies verticais (paredes) e tectos, uma boa aderência reduz os desperdícios de argamassas e aumenta o rendimento da mão-de-obra na sua execução. No caso de se utilizarem argamassas projectadas, esta propriedade torna-se fundamental para a produtividade do trabalho. A aderência às superfícies aumenta também com a dosagem de cal hidratada. A propriedade apresentada pela cal hidratada, de reter água de amassadura, diminui a possibilidade da sua absorção pelos elementos de suporte. Esta absorção enfraquece a argamassa na zona de contacto. Resistência Mecânica Já se referiu que a resistência mecânica cresce com a dosagem de cimento. A resistência inicial depende, principalmente, da dosagem de cimento, pois este ligante faz presa em algumas horas e atinge resistências elevadas em alguns dias. O endurecimento da cal é resultado da sua carbonatação em presença do dióxido de carbono (CO2) da atmosfera, pelo que esta reacção se processa mais lentamente. A resistência mecânica não constitui um parâmetro absoluto da qualidade duma argamassa. Pelo contrário, na maior parte das aplicações, a resistência elevada está associada a outros inconvenientes. Impermeabilidade A compacidade das argamassas aumenta com a dosagem em cimento. No entanto, na maior parte das situações, esta compacidade não conduz directamente à impermeabilidade. Efectivamente, elevadas dosagens de cimento têm como consequência a fendilhação dos elementos de construção - alvenarias, por exemplo - e a fissuração dos respectivos revestimentos, que se evitarão aplicando argamassas com cal. Na prática, as argamassas ricas em cimento, particularmente quando submetidas a variações térmicas e de humidade ambiente, podem não ser efectivamente estanques. Durabilidade Situação idêntica é a que se regista em relação à durabilidade. Na realidade, dosagens elevadas de cimento, embora conduzam a elevadas resistências à acção dos agentes atmosféricos e de outras acções externas, não implicam necessariamente uma significativa durabilidade das argamassas. As razões desta constatação derivam da maior facilidade de fendilhação de tais argamassas. Apenas nos casos de elementos de construção em contacto com o solo ou situados em zonas climáticas submetidas a acções significativas de gelo, terá interesse a utilização de argamassas pobres em cal hidratada.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 6
3.2. APLICAÇÃO DA CAL HIDRATADA �O FABRICO DE BETÕES FRACOS, BLOCOS E ABOBADI�HAS DE BETÃO
São correntes na construção as aplicações de betões em que não é importante obter elevadas resistências mecânicas. Em tais casos, são suficientes resistências da ordem de 80 a 120 kçf/cm². Referem-se, a título de exemplo, betões de regularização de fundações, betões de simples enchimento, betões para muros de gravidade, betões para muros de vedação não armados e betonilhas de regularização. Não é fácil fabricar esses betões com pequena dosagem de ligante porque a trabalhabilidade obtida é insuficiente. Assim, é habitual usar excesso de água ou areias argilosas, como forma de se economizar ligante. Tal prática conduz a uma grande perda de resistência e à excessiva contracção por secagem, com a consequente fendilhação. O uso de plastificantes é anti-económico. Recomenda-se, em tais casos, a substituição de 20 a 25% do volume do cimento por igual volume de cal aéria. Assim aumentar-se a trabalhabilidade, reduz-se a dosagem total de ligante e evita-se a fendilhação. No fabrico de blocos de betão e no fabrico de abobadilhas para pavimentos, não era usual utilizar-se, argamassas confeccionadas com cal hidratada. No entanto essa prática é habitual nos países mais desenvolvidos. Refere-se, por exemplo, a sua utilização nos Estados Unidos da América, onde diversas normas A.S.T.M. prevêem claramente o seu emprego. As recomendações A.C.I., para alvenarias também consideram na sua utilização blocos de betão em que o ligante é o cimento e a cal. A introdução da cal hidratada na dosagem dos betões para o fabrico de blocos, não só tem vantagens económicas, como também permite uma melhor compactação. Por outro lado os blocos ou as abobadilhas assim produzidas serão de densidade inferior, além de terem menor contracção na secagem e proporcionarem maior adesão às argamassas. Recomenda-se a substituição de 20 a 30% do cimento em volume, por igual volume de cal. Os Serviços Técnicos da GRÉSICAL estão à disposição dos fabricantes com vista ao estudo das composições mais adequadas para cada caso. 3.3. APLICAÇÃO DA CAL HIDRATADA �A CO�FECÇÃO DE ESTUQUES
As composições utilizadas na execução das massas de estuque variam com a superfície a revestir, com as características do gesso utilizado, com o acabamento pretendido e ainda com as práticas do pessoal das obras. Processo Tradicional Em regra, os revestimentos de estuques são aplicados sobre uma camada de regularização executadas com argamassas bastardas e com reduzida dosagem de cimento. Recomenda-se, para esta camada, argamassas de classe IV (ver quadro de dosagens aconselhadas). O revestimento de estuque é executado em duas camadas: O esboço e o estuque propriamente dito. A cal é previamente preparada sob a forma de pasta. Para a sua preparação, pode partir-se da cal viva, de acordo com a técnica tradicional, ou partir da cal hidratada. Neste caso, a cal em pasta é preparada pela adição gradual da cal apagada à água, num recipiente bem limpo, mexendo ligeiramente de uma forma contínua. A pasta deverá repousar durante algum tempo, antes de ser usada.
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 7
Na camada de esboço é utilizada a seguinte dosagem:
Cal em pasta 2 Areia Branca (para esboço) 2 - 5
Na camada de estuque a dosagem é a seguinte:
Cal em pasta 2 Gesso para estuque 1 Dextrina ou similar
Novo Processo Este processo consiste em aplicar o estuque propriamente dito sobre a camada de regularização, que para o efeito estará perfeitamente desempenado. Recomenda-se que esta camada de regularização seja da classe IV acrescida de 1 parte de cal e a areia utilizada seja areia de esboço, ou seja:
Cal Hidratada 3 Areia Branca para esboço 11 – 12 Cimento 1
Na camada de estuque a preparação será como a do processo anterior, e as dosagens recomendadas são as mesmas. 3.4. UTILIZAÇÃO DA CAL HIDRATADA �A ESTABILIZAÇÃO DE SOLOS ARGILOSOS Está pouco divulgada a capacidade da cal hidratada estabilizar solos argilosos quando excessivamente lamacentos, situação corrente em trabalhos de terraplanagem e nos estaleiros de obras. Muitas vezes o excesso de água obriga à suspensão dos trabalhos. Em presença da água, a cal reage com a argila dos solos. Assim a mistura de cal nos solos argilosos origina a imediata redução da sua plasticidade. O efeito é permanente, podendo ser conveniente um reforço posterior, para melhor endurecimento. Quando a humidade existente no solo é muito grande, pode ser utilizada cal viva em vez de cal hidratada. A cal viva absorve parte da água na sua extinção. A quantidade de cal aérea necessária à estabilização varia de 2 a 6% do peso do solo. Convém que a dosagem adequada seja previamente determinada em ensaios laboratoriais. 3.5. CAIAÇÃO O acabamento por caiação é realizado com leite de cal, o qual poderá ser preparado a partir da cal hidratada. Para tal basta misturar água à cal hidratada. É conveniente adicionar um produto fixador. 4. VA�TAGE�S DA UTILIZAÇÃO DA CAL HIDRATADA RELATIVAME�TE AOS OUTROS LIGA�TES No capítulo anterior foram abordadas algumas das vantagens resultantes da aplicação da cal em substituição do cimento. Há, no entanto, outras vantagens que a cal hidratada apresenta, não só relativamente ao cimento mas também relativamente a outros ligantes hidráulicos, como sejam:
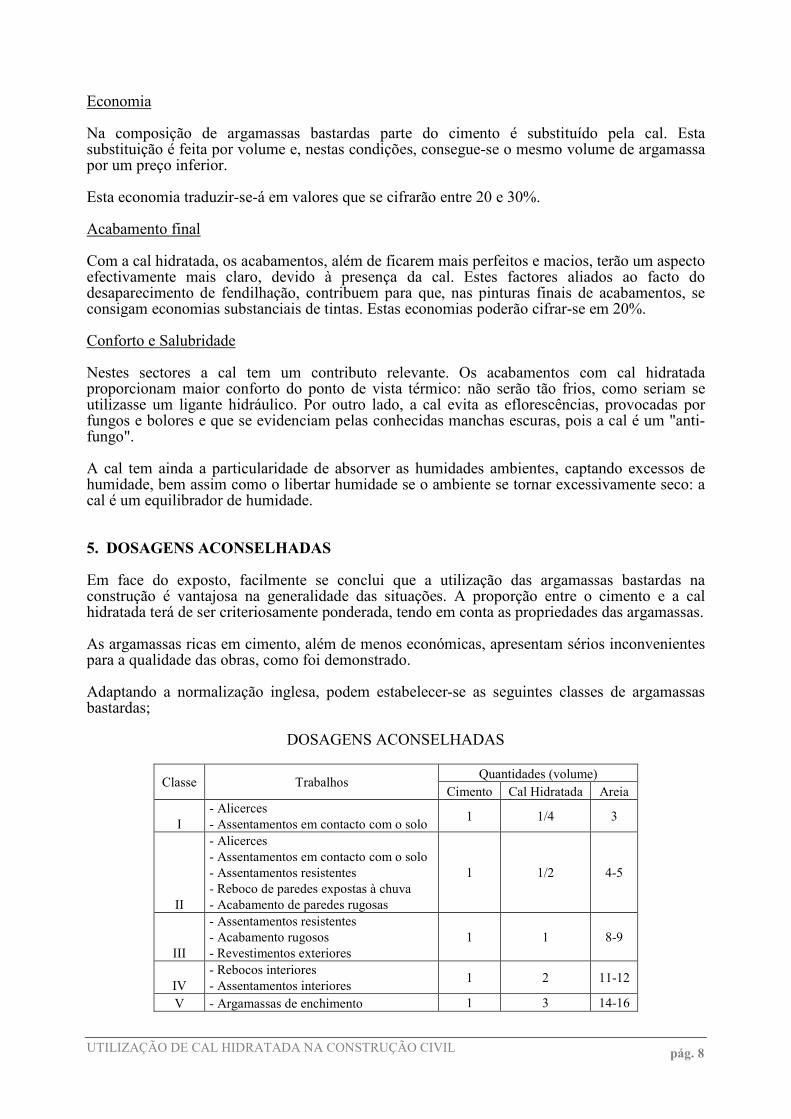
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 8
Economia Na composição de argamassas bastardas parte do cimento é substituído pela cal. Esta substituição é feita por volume e, nestas condições, consegue-se o mesmo volume de argamassa por um preço inferior. Esta economia traduzir-se-á em valores que se cifrarão entre 20 e 30%. Acabamento final Com a cal hidratada, os acabamentos, além de ficarem mais perfeitos e macios, terão um aspecto efectivamente mais claro, devido à presença da cal. Estes factores aliados ao facto do desaparecimento de fendilhação, contribuem para que, nas pinturas finais de acabamentos, se consigam economias substanciais de tintas. Estas economias poderão cifrar-se em 20%. Conforto e Salubridade Nestes sectores a cal tem um contributo relevante. Os acabamentos com cal hidratada proporcionam maior conforto do ponto de vista térmico: não serão tão frios, como seriam se utilizasse um ligante hidráulico. Por outro lado, a cal evita as eflorescências, provocadas por fungos e bolores e que se evidenciam pelas conhecidas manchas escuras, pois a cal é um "anti-fungo". A cal tem ainda a particularidade de absorver as humidades ambientes, captando excessos de humidade, bem assim como o libertar humidade se o ambiente se tornar excessivamente seco: a cal é um equilibrador de humidade. 5. DOSAGE�S ACO�SELHADAS Em face do exposto, facilmente se conclui que a utilização das argamassas bastardas na construção é vantajosa na generalidade das situações. A proporção entre o cimento e a cal hidratada terá de ser criteriosamente ponderada, tendo em conta as propriedades das argamassas. As argamassas ricas em cimento, além de menos económicas, apresentam sérios inconvenientes para a qualidade das obras, como foi demonstrado. Adaptando a normalização inglesa, podem estabelecer-se as seguintes classes de argamassas bastardas;
DOSAGENS ACONSELHADAS
Classe Trabalhos Quantidades (volume)
Cimento Cal Hidratada Areia
I - Alicerces - Assentamentos em contacto com o solo
1 1/4 3
II
- Alicerces - Assentamentos em contacto com o solo - Assentamentos resistentes - Reboco de paredes expostas à chuva - Acabamento de paredes rugosas
1 1/2 4-5
III
- Assentamentos resistentes - Acabamento rugosos - Revestimentos exteriores
1 1 8-9
IV - Rebocos interiores - Assentamentos interiores
1 2 11-12
V - Argamassas de enchimento 1 3 14-16
UTILIZAÇÃO DE CAL HIDRATADA NA CONSTRUÇÃO CIVIL
pág. 9
NOTA: Os valores aqui aconselhados deverão ser ajustados em função da qualidade de areia a empregar. Com areias lavadas ou isentas de argilas conseguir-se-ão melhores resultados.
Nestas composições, entende-se que a areia utilizada é uma areia adequada, ou seja, com granulometria contínua, sem argilas e com poucos finos. Embora de uma forma aproximada, aquelas dosagens poderão ser expressas em peso.
N.23 Maio 2005
ARGAMASSAS DE REPARAÇÃO DE ESTRUTURAS DE BETÃO
PROCESSOS DE CONSTRUÇÃO
Carlos Bhatt João Fonseca Miguel Branco Pedro Palma
EDIÇÃO: CONSTRULINK PRESS
A monografia apresentada foi realizada na cadeira de Processos de Construção da licenciatura de Engenharia Civil do Instituto Superior Técnico.
CONSTRULINK, S.A. Rua Vilhena de Barbosa, N.º 4, 1.º Dto 1000 – 285 Lisboa Tel: +351 218 471 245 [email protected]
Coordenador: Pedro Vaz Paulo Editores: Jorge Sequeira

Argamassas de Reparação de Estruturas de Betão Processos de Construção
AgradecimentosPara a realização desta monografia agradecemos o material dispensado pela Eng. Sofia Ribeiro
(LNEC), Eng. Resende (IST), Eng. Roger Moita (Mapei) e Sr. Rui Coelho (Sika). É necessário ainda fazer-se uma referência especial à Weber Cimenfix que proporcionou uma
visita às suas instalações em Aveiro. Agradecemos à Engª. Susana Marvão, Eng. Vitor Pereira e Eng. Rui Matias pelo acompanhamento prestado durante a visita.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 ii
Argamassas de Reparação de Estruturas de Betão Processos de Construção
SumárioEste trabalho consiste na caracterização das argamassas de reparação de estruturas de betão. Após um enquadramento inicial do trabalho na realidade da construção civil actual, estudaram-
se as causas que levam à degradação do betão. Entre estas salientam-se as causas humanas, físicas, químicas, mecânicas e as provocadas pela corrosão do aço das armaduras.
Um processo de reparação pode ser caracterizado como tendo quatro fases, que são o diagnóstico da causa e avaliação da sua extensão, a selecção da argamassa de reparação, a preparação da área a ser reparada e a aplicação da argamassa de reparação.
Numa primeira fase foram analisadas as características das argamassas de reparação, assim como os critérios de seleção da melhor solução. A análise das argamassas processou-se em separado para as que têm o ligante inorgânico e para as que têm o ligante orgânico.
Em seguida apresenta-se o processo de fabrico e os ensaios que se devem realizar para aferir as características da argamassa a utilizar. Para aprofundar esta etapa, visitou-se a fábrica da Weber Cimenfix em Aveiro.
Para se obter uma boa reparação há que se atender à preparação da superfície do suporte. Neste capítulo também são analisados os cuidados a ter quando se encontram varões corroídos. Outro aspecto importante analizado é o processo de colocação da argamassa. São apresentados diversos métodos tendo cada um as suas vantagens e desvantagens.
Por fim tecem-se as considerações finais.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 iii
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Índice de TextoPág.
1. Introdução.....................................................................................................................................12. Deterioração de estruturas de betão armado.............................................................................1
2.1. Introdução ..................................................................................................................................12.2. Acção humana............................................................................................................................22.3. Danos físicos..............................................................................................................................22.4. Danos químicos..........................................................................................................................3
2.4.1. Reacções álcalis-inertes.......................................................................................................32.4.2. Sulfatos................................................................................................................................3
2.5. Danos mecânicos .......................................................................................................................42.6. Corrosão das armaduras.............................................................................................................4
2.6.1. Carbonatação .......................................................................................................................42.6.2. Cloretos ...............................................................................................................................52.6.3. Correntes vagabundas..........................................................................................................5
3. Argamassas de reparação............................................................................................................53.1. Introdução ..................................................................................................................................53.2. Critérios de selecção ..................................................................................................................6
3.2.1. Retracção .............................................................................................................................63.2.2. Aderência ............................................................................................................................73.2.3. Outros efeitos ......................................................................................................................7
3.3. Constituintes gerais das argamassas ..........................................................................................83.4. Argamassas de ligantes orgânicos .............................................................................................8
3.4.1. Resinas de poliéster .............................................................................................................93.4.2. Resinas epoxídicas ..............................................................................................................93.4.3. Adições................................................................................................................................93.4.4. Propriedades ......................................................................................................................103.4.5. Aplicações .........................................................................................................................11
3.5. Argamassas de ligantes inorgânicos ........................................................................................113.5.1. Argamassas de cimento portland.......................................................................................123.5.2. Argamassa projectadas ......................................................................................................123.5.3. Argamassas modificadas com polímeros ..........................................................................133.5.4. Propriedades ......................................................................................................................133.5.5. Aplicações .........................................................................................................................14
4. Processo de fabrico.....................................................................................................................155. Inspecção e controlo da qualidade............................................................................................16
5.1. Introdução ................................................................................................................................165.2. Ensaios .....................................................................................................................................16
5.2.1. Ensaios laboratoriais..........................................................................................................165.2.2. Slant shear test...................................................................................................................175.2.3. Teste de corte directo ........................................................................................................185.2.4. Teste de pull-off ................................................................................................................185.2.5. Bloco de Bänziger .............................................................................................................18
6. Preparação da superfície ...........................................................................................................186.1. Fases.........................................................................................................................................186.2. Equipamentos para tratamento da superfície ...........................................................................206.3. Existência de aço corroído .......................................................................................................21
6.3.1. Limpeza .............................................................................................................................216.3.2. Tratamento ........................................................................................................................226.3.3. Protecção ...........................................................................................................................22
7. Métodos de colocação.................................................................................................................237.1. Ligação do material de reparação ao suporte...........................................................................237.2. Técnicas de colocação..............................................................................................................24
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 iv
Argamassas de Reparação de Estruturas de Betão Processos de Construção
7.2.1. Injecção .............................................................................................................................247.2.2. Cicatrização .......................................................................................................................257.2.3. Impermeabilização capilar ................................................................................................257.2.4. Agrafagem.........................................................................................................................257.2.5. Colocação por via seca ......................................................................................................257.2.6. Aplicação manual ..............................................................................................................257.2.7. Injecção com o agregado pré-colocado .............................................................................257.2.8. Projecção por via seca (shotcrete) .....................................................................................267.2.9. Projecção por via húmida (shotcrete) ................................................................................267.2.10. Reparação a toda a profundidade................................................................................267.2.11. Cofrado e moldado......................................................................................................267.2.12. Cofrado e bombeado...................................................................................................277.2.13. Sobrecamadas .............................................................................................................27
8. Considerações finais...................................................................................................................279. Referências..................................................................................................................................29
9.1. Livros .......................................................................................................................................299.2. Publicações e revistas ..............................................................................................................299.3. Sites da Internet .......................................................................................................................29
Anexo.................................................................................................................................................30A.1. Normas aplicadas a argamassas de reparação ....................................................................31
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 v
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 1-Fachada com elevado estado de degradação [3]
1. IntroduçãoO betão armado é actualmente uma das melhores opções para a construção civil. A sua
capacidade para ser moldado e as suas características resistentes levam-no a ser uma boa solução estrutural. Contudo, como todos os materiais, o betão sofre degradações de diferentes origens ao longo do seu tempo de vida.
A reparação do betão armado ocorre fundamentalmente em dois tipos de estruturas: por um lado, as que estão a atingir o período de vida para o qual foram projectadas e onde é visível o aparecimento de sinais de envelhecimento; por outro lado as estruturas que apresentam uma deterioração precoce (Fig. 1).
A capacidade de uma construção cumprir as funções para as quais foi projectada, durante a sua vida útil, sem originar custos significativos de reparação e manutenção, designa-se por durabilidade. Os
procedimentos que visam a correcção de anomalias, de modo a devolver às construções as características inicias, constituem a reparação. A recolocação de materiais perdidos, ou a correcção da degradação de componentes de uma estrutura, são alguns dos tipos de acções que caracterizam a reparação [7]. Entre as técnicas de reparação a utilização de argamassas de reparação é uma das mais frequentes e será apresentada neste trabalho.
Actualmente, as técnicas de reparação têm vindo a tornar-se mais elaboradas, devido à utilização de betões mais resistentes, estruturas mais complexas (pós-tensionados, pré-fabricados e mistas), novos aditivos e construções em ambientes mais agressivos (atmosferas mais poluídas e zonas de utilização de sais para degelo).
Um programa de reparação pode ser caracterizado como tendo quatro fases: diagnóstico da causa e avaliação da sua extensão, selecção do material de reparação, preparação da área a ser reparada e aplicação do material de reparação. Para além das quatro fases anteriores, ao longo deste trabalho aborda-se também o processo de fabrico e controlo da qualidade das argamassas de reparação.
2. Deterioração de estruturas de betão armado
2.1. IntroduçãoO primeiro passo do processo de reparação é a avaliação das causas da deterioração. Pode-se
assim determinar a finalidade da reparação, e especificar as características dos materiais a utilizar e do seu processo de aplicação.
A análise duma estrutura danificada deve ser efectuada por técnicos especializados, devendo ser identificados os danos de origem mecânica, química e física do betão e os danos relativos à corrosão das armaduras.
Após identificadas as causas deve-se então proceder à identificação dos objectivos da reparação. Pode-se optar por não intervir, desclassificar a estrutura (condicionar a sua utilização), evitar danos futuros sem reparar, reparar e/ou reforçar a estrutura ou demoli-la. O eventual projecto de reforço a efectuar deve considerar a durabilidade, a facilidade de construção e a compatibilidade com a estrutura existente.
A deterioração das estruturas de betão armado deve-se, em geral, à combinação de vários factores relacionados com causas humanas e naturais. As primeiras influenciam as fases de concepção, projecto, construção e utilização. As causas naturais são as acções físicas, químicas, biológicas, e os acidentes e intervêm essencialmente na fase de utilização.
A degradação apresenta-se em geral sob as seguintes formas [7]:
Deterioração do betão: que se pode manifestar sob as formas de fendilhação, desagregação local, defeitos de estanquidade, erosão, alteração do pH, alteração da cor e aparecimento de manchas e eflorescências, etc;
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 1
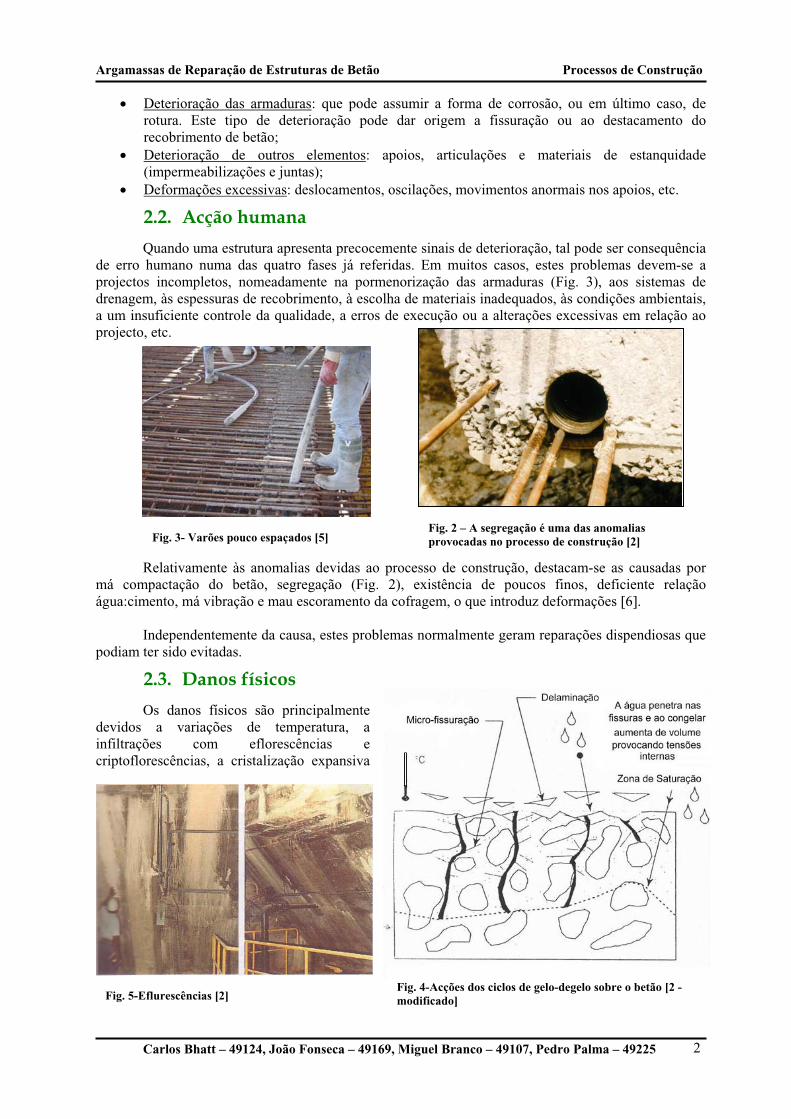
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Deterioração das armaduras: que pode assumir a forma de corrosão, ou em último caso, de rotura. Este tipo de deterioração pode dar origem a fissuração ou ao destacamento do recobrimento de betão; Deterioração de outros elementos: apoios, articulações e materiais de estanquidade (impermeabilizações e juntas); Deformações excessivas: deslocamentos, oscilações, movimentos anormais nos apoios, etc.
2.2. Acção humana
Fig. 2 – A segregação é uma das anomalias provocadas no processo de construção [2] Fig. 3- Varões pouco espaçados [5]
Fig. 4-Acções dos ciclos de gelo-degelo sobre o betão [2 - modificado]
Quando uma estrutura apresenta precocemente sinais de deterioração, tal pode ser consequência de erro humano numa das quatro fases já referidas. Em muitos casos, estes problemas devem-se a projectos incompletos, nomeadamente na pormenorização das armaduras (Fig. 3), aos sistemas de drenagem, às espessuras de recobrimento, à escolha de materiais inadequados, às condições ambientais, a um insuficiente controle da qualidade, a erros de execução ou a alterações excessivas em relação ao projecto, etc.
Relativamente às anomalias devidas ao processo de construção, destacam-se as causadas por má compactação do betão, segregação (Fig. 2), existência de poucos finos, deficiente relação água:cimento, má vibração e mau escoramento da cofragem, o que introduz deformações [6].
Independentemente da causa, estes problemas normalmente geram reparações dispendiosas que podiam ter sido evitadas.
2.3. Danos físicos Os danos físicos são principalmente
devidos a variações de temperatura, a infiltrações com eflorescências e criptoflorescências, a cristalização expansiva
Fig. 5-Eflurescências [2]
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 2
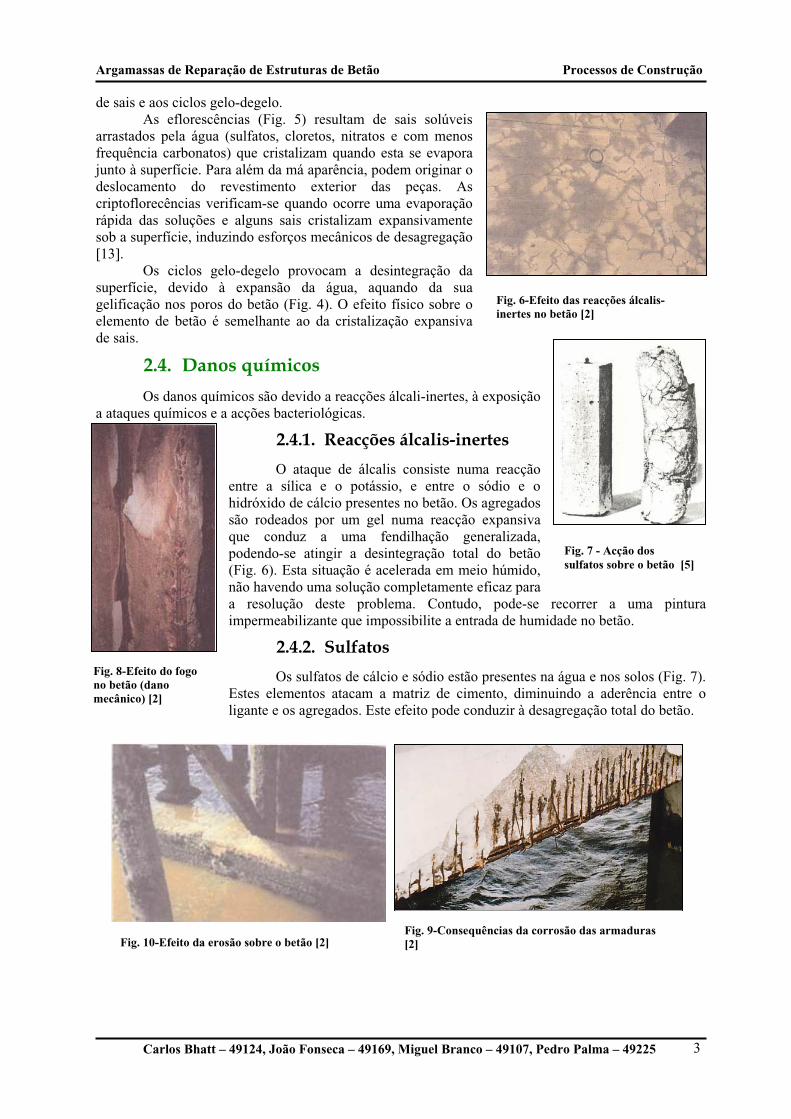
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 6-Efeito das reacções álcalis-inertes no betão [2]
de sais e aos ciclos gelo-degelo. As eflorescências (Fig. 5) resultam de sais solúveis
arrastados pela água (sulfatos, cloretos, nitratos e com menos frequência carbonatos) que cristalizam quando esta se evapora junto à superfície. Para além da má aparência, podem originar o deslocamento do revestimento exterior das peças. As criptoflorecências verificam-se quando ocorre uma evaporação rápida das soluções e alguns sais cristalizam expansivamente sob a superfície, induzindo esforços mecânicos de desagregação [13].
Os ciclos gelo-degelo provocam a desintegração da superfície, devido à expansão da água, aquando da sua gelificação nos poros do betão (Fig. 4). O efeito físico sobre o elemento de betão é semelhante ao da cristalização expansiva de sais.
Fig. 8-Efeito do fogo no betão (dano mecânico) [2]
Fig. 9-Consequências da corr[2]
osão das armaduras Fig. 10-Efeito da erosão sobre o betão [2]
2.4. Danos químicos Os danos químicos são devido a reacções álcali-inertes, à exposição
a ataques químicos e a acções bacteriológicas.
2.4.1. Reacções álcalis-inertes O ataque de álcalis consiste numa reacção
entre a sílica e o potássio, e entre o sódio e o hidróxido de cálcio presentes no betão. Os agregados são rodeados por um gel numa reacção expansiva que conduz a uma fendilhação generalizada, podendo-se atingir a desintegração total do betão (Fig. 6). Esta situação é acelerada em meio húmido, não havendo uma solução completamente eficaz para a resolução deste problema. Contudo, pode-se recorrer a uma pintura impermeabilizante que impossibilite a entrada de humidade no betão.
Fig. 7 - Acção dos sulfatos sobre o betão [5]
2.4.2. Sulfatos Os sulfatos de cálcio e sódio estão presentes na água e nos solos (Fig. 7).
Estes elementos atacam a matriz de cimento, diminuindo a aderência entre o ligante e os agregados. Este efeito pode conduzir à desagregação total do betão.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 3
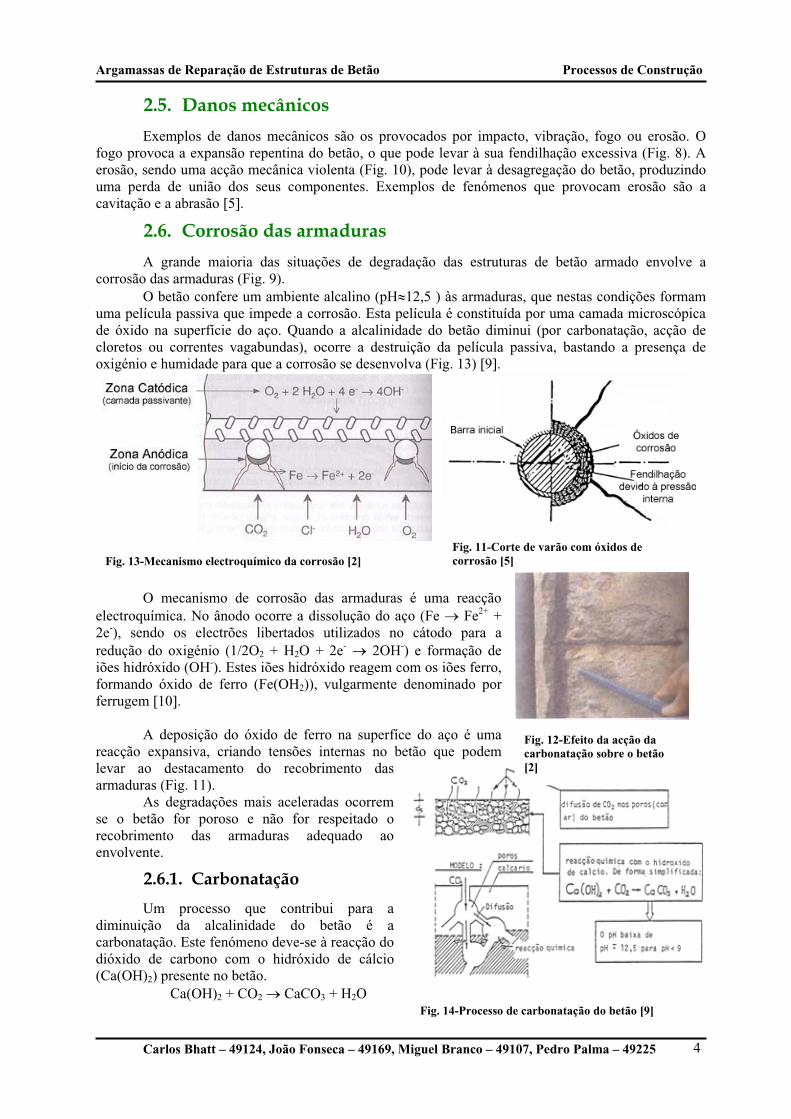
Argamassas de Reparação de Estruturas de Betão Processos de Construção
2.5. Danos mecânicos Exemplos de danos mecânicos são os provocados por impacto, vibração, fogo ou erosão. O
fogo provoca a expansão repentina do betão, o que pode levar à sua fendilhação excessiva (Fig. 8). A erosão, sendo uma acção mecânica violenta (Fig. 10), pode levar à desagregação do betão, produzindo uma perda de união dos seus componentes. Exemplos de fenómenos que provocam erosão são a cavitação e a abrasão [5].
2.6. Corrosão das armaduras
Fig. 11-Corte de varão com óxidos de corrosão [5]Fig. 13-Mecanismo electroquímico da corrosão [2]
Fig. 14-Processo de carbonatação do betão [9]
Fig. 12-Efeito da acção da carbonatação sobre o betão [2]
A grande maioria das situações de degradação das estruturas de betão armado envolve a corrosão das armaduras (Fig. 9).
O betão confere um ambiente alcalino (pH 12,5 ) às armaduras, que nestas condições formam uma película passiva que impede a corrosão. Esta película é constituída por uma camada microscópica de óxido na superfície do aço. Quando a alcalinidade do betão diminui (por carbonatação, acção de cloretos ou correntes vagabundas), ocorre a destruição da película passiva, bastando a presença de oxigénio e humidade para que a corrosão se desenvolva (Fig. 13) [9].
O mecanismo de corrosão das armaduras é uma reacção electroquímica. No ânodo ocorre a dissolução do aço (Fe Fe2+ + 2e-), sendo os electrões libertados utilizados no cátodo para a redução do oxigénio (1/2O2 + H2O + 2e- 2OH-) e formação de iões hidróxido (OH-). Estes iões hidróxido reagem com os iões ferro, formando óxido de ferro (Fe(OH2)), vulgarmente denominado por ferrugem [10].
A deposição do óxido de ferro na superfíce do aço é uma reacção expansiva, criando tensões internas no betão que podem levar ao destacamento do recobrimento das armaduras (Fig. 11).
As degradações mais aceleradas ocorrem se o betão for poroso e não for respeitado o recobrimento das armaduras adequado ao envolvente.
2.6.1. Carbonatação Um processo que contribui para a
diminuição da alcalinidade do betão é a carbonatação. Este fenómeno deve-se à reacção do dióxido de carbono com o hidróxido de cálcio (Ca(OH)2) presente no betão.
Ca(OH)2 + CO2 CaCO3 + H2O
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 4
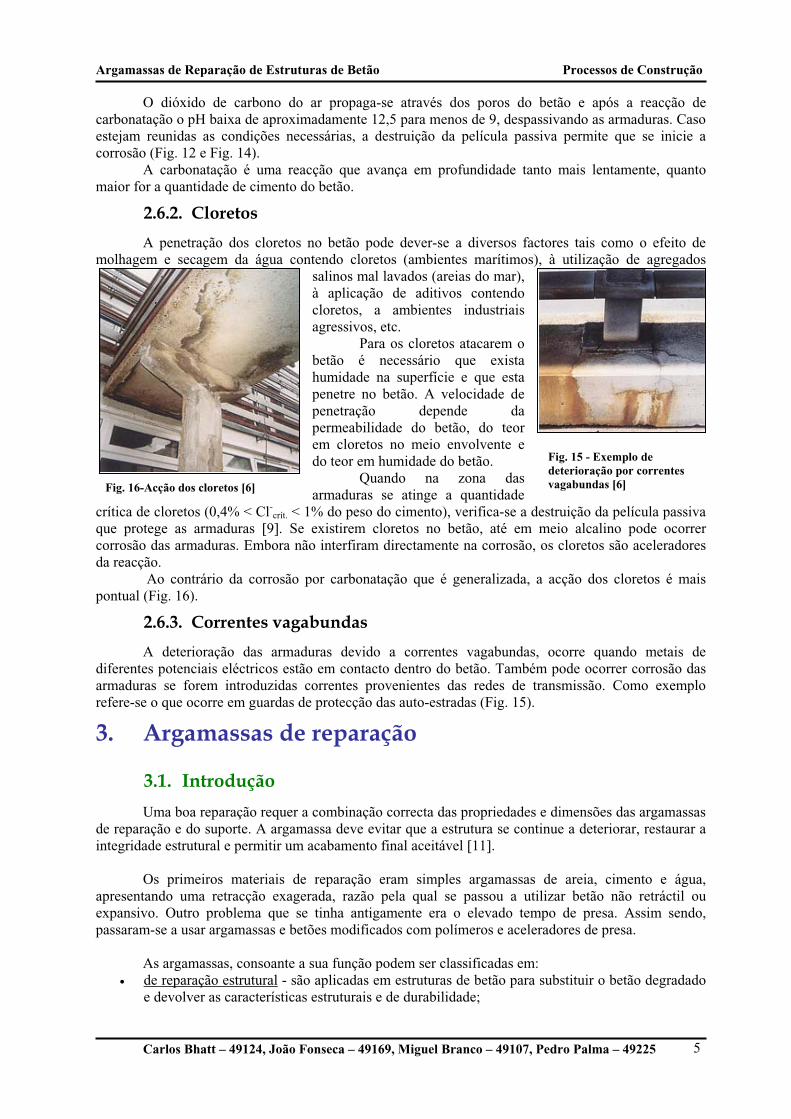
Argamassas de Reparação de Estruturas de Betão Processos de Construção
O dióxido de carbono do ar propaga-se através dos poros do betão e após a reacção de carbonatação o pH baixa de aproximadamente 12,5 para menos de 9, despassivando as armaduras. Caso estejam reunidas as condições necessárias, a destruição da película passiva permite que se inicie a corrosão (Fig. 12 e Fig. 14).
A carbonatação é uma reacção que avança em profundidade tanto mais lentamente, quanto maior for a quantidade de cimento do betão.
2.6.2. Cloretos
Fig. 16-Acção dos cloretos [6]
Fig. 15 - Exemplo de deterioração por correntes vagabundas [6]
A penetração dos cloretos no betão pode dever-se a diversos factores tais como o efeito de molhagem e secagem da água contendo cloretos (ambientes marítimos), à utilização de agregados
salinos mal lavados (areias do mar), à aplicação de aditivos contendo cloretos, a ambientes industriais agressivos, etc.
Para os cloretos atacarem o betão é necessário que exista humidade na superfície e que esta penetre no betão. A velocidade de penetração depende da permeabilidade do betão, do teor em cloretos no meio envolvente e do teor em humidade do betão.
Quando na zona das armaduras se atinge a quantidade
crítica de cloretos (0,4% < Cl-crít. < 1% do peso do cimento), verifica-se a destruição da película passiva
que protege as armaduras [9]. Se existirem cloretos no betão, até em meio alcalino pode ocorrer corrosão das armaduras. Embora não interfiram directamente na corrosão, os cloretos são aceleradores da reacção.
Ao contrário da corrosão por carbonatação que é generalizada, a acção dos cloretos é mais pontual (Fig. 16).
2.6.3. Correntes vagabundas A deterioração das armaduras devido a correntes vagabundas, ocorre quando metais de
diferentes potenciais eléctricos estão em contacto dentro do betão. Também pode ocorrer corrosão das armaduras se forem introduzidas correntes provenientes das redes de transmissão. Como exemplo refere-se o que ocorre em guardas de protecção das auto-estradas (Fig. 15).
3. Argamassas de reparação
3.1. IntroduçãoUma boa reparação requer a combinação correcta das propriedades e dimensões das argamassas
de reparação e do suporte. A argamassa deve evitar que a estrutura se continue a deteriorar, restaurar a integridade estrutural e permitir um acabamento final aceitável [11].
Os primeiros materiais de reparação eram simples argamassas de areia, cimento e água, apresentando uma retracção exagerada, razão pela qual se passou a utilizar betão não retráctil ou expansivo. Outro problema que se tinha antigamente era o elevado tempo de presa. Assim sendo, passaram-se a usar argamassas e betões modificados com polímeros e aceleradores de presa.
As argamassas, consoante a sua função podem ser classificadas em: de reparação estrutural - são aplicadas em estruturas de betão para substituir o betão degradado e devolver as características estruturais e de durabilidade;
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 5
Argamassas de Reparação de Estruturas de Betão Processos de Construção
de reparação não estrutural - são aplicadas na superfície do betão com a função de restituir a geometria e a estética da estrutura.
A escolha da argamassa mais indicada para a reparação depende do objectivo desejado pelo utilizador e das condições de utilização e técnicas de instalação, devendo ser avaliada a relação entre custo, desempenho e risco. Não se devem desprezar as questões ambientais, caso estas sejam relevantes.
As condicionantes criadas pelo utilizador consistem principalmente em questões de ordem estética e económica. Refere-se, por exemplo o facto de a reparação poder ficar ou não visível, não haver fissuras finais, o tipo de textura e os custos envolvidos.
Relativamente às condições de utilização deve-se considerar o tipo de carregamento existente (atender a usos indevidos da estrutura e cálculo deficiente de acções), os gases atmosféricos, os ataques químicos, a exposição a radiação ultra-violeta, a humidade e a temperatura. Esta avaliação deve também incidir sobre a altura de colocação da argamassa.
Para avaliar o desempenho de uma argamassa deve-se atender às suas propriedades mecânicas (rigidez, elasticidade, resistência e velocidade de presa), durabilidade, resistência a ataques químicos, permeabilidade à água, aderência ao material original e trabalhabilidade. É relevante que se conheçam estas carcterísticas antes e depois do endurecimento. As diferenças entre as propriedades da argamassa e do suporte provocam tensões internas que podem levar a fendas e à perda de capacidade resistente, delaminação ou desagregação (Fig. 17).
Fig. 17-Factores a considerar numa reparação estrutural de betão armado [7]
3.2. Critérios de selecção Aquando da escolha da argamassa de reparação deve-se atender a condicionantes de diversas
origens, dos quais se destacam os seguintes aspectos.
3.2.1. Retracção Uma das maiores dificuldades que se encontra quando se procede a uma reparação é evitar a
retracção por secagem (Fig. 18), que pode provocar fendilhação, perda da capacidade de carga e má aparência. À medida que o processo de secagem se desenvolve, a perda de água diminui o volume da argamassa de reparação e a ligação ao suporte restringe a retracção, provocando tensões internas de tracção. Numa fase posterior dá-se a relaxação do material permanecendo uma tensão residual. Para evitar a fendilhação, esta tensão residual deve ser inferior a uma tensão critica. É aconselhável evitarem-se retracções acima de 0,10%.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 6
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 18-Processo de retracção [5]
A retracção é uma característica muito importante dos materiais cimentícios de reparação. No suporte a retracção está praticamente completa, enquanto que no material de reparação ainda não se concluiu. Isto leva a que apareçam tensões na fronteira entre eles, contribuindo para o aparecimento de fissuras mais ou menos importantes. O aparecimento de fissuras no material de reparação após endurecimento, compromete a durabilidade da intervenção. De facto, a fissuração não só afecta a sua duração e aparência, como também enfraquece a sua capacidade resistente, pois os agentes agressivos podem ter acesso ao material de base através das fendas. Os materiais devem ser não retrácteis, o que se consegue através da utilização de agentes expansivos orgânicos ou inorgânicos (sulfoaluminato de cálcio), que originam deformação por expansão que anula ou supera a contracção da argamassa.
Para se minimizar a retracção também convém usar os maiores e o máximo de agregados possível. Não se deve reparar com temperaturas ambientes elevadas pois tal pode provocar o aumento do consumo de água, podendo-se neste caso adoptar técnicas de cura especiais e técnicas de colocação que optimizem o carregamento dos agregados. Uma cura húmida pode adiar o início da secagem e parte da expansão, mas por vezes é demasiado demorada e de difícil aplicação [1].
3.2.2. AderênciaPara a escolha da argamassa mais indicada, é necessário avaliar as tensões criadas no novo
material, assim como a sua ligação ao suporte existente. As tensões geradas na argamassa de reparação são principalmente devidas à retracção e a sobrecargas durante a reparação. Para se obter uma melhor reparação deve-se descarregar a peça antes da reparação, recorrendo-se a escoramentos ou macacos hidráulicos. De facto, se não forem seguidos estes procedimentos, a remoção do betão leva a uma redistribuição de tensões e o novo material não vai absorver nenhuma parcela do carregamento estático já existente. Só quando o material estiver colocado, curado e for atingida uma determinada resistência é que se deve voltar a carregar a estrutura.
A ligação dos materiais de reparação ao suporte pode padecer de problemas de perda de ligação, delaminação e levantamento. Devido ao carregamento podem ocorrer problemas de sobrecarga dos materiais ou de fluência. Assim, os materiais devem ter módulos de elasticidade semelhantes e baixa fluência.
Para resistir às condições de serviço o material deve ser termicamente compatível com o suporte (semelhante coeficiente de dilatação térmica), por forma a minimizar as tensões geradas na fronteira devido a variações de temperatura.
3.2.3. Outros efeitos As acções de gases atmosféricos ou agentes químicos agressivos podem provocar corrosão das
armaduras e desintegração da matriz do betão, como já foi referido. Para prevenir estes problemas, o material de reparação deve apresentar baixa permeabilidade, inexistência de falhas e boa resistência química.
A humidade também deve ser tomada em conta aquando da escolha do material de reparação. Alterações da humidade interna podem provocar tensões de retracção, razão pela qual os materiais devem apresentar baixa permeabilidade.
Relativamente a outros carregamentos externos, consoante a sua natureza irão provocar diferentes problemas. O movimento de líquidos leva à erosão e abrasão da superfície, razão pela qual o material exposto a estas condições deve apresentar alta densidade e alta resistência à tracção.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 7
Argamassas de Reparação de Estruturas de Betão Processos de Construção
O efeito das rodas dos veículos está ligado a efeitos de abrasão da superfície e descasque das juntas. Para minimizar estes efeitos devem-se adoptar materiais com alta densidade e boa resistência à compressão [1].
3.3. Constituintes gerais das argamassas
Fig. 19-Agregados finos e grossos [3]
Fig. 21-Fibras de vidro vistas em microscópio electrónico [5]
Podem-se dividir as argamassas de reparação estrutural em dois grandes grupos, consoante o tipo de ligante utilizado: as que têm por base ligantes orgânicos (como é o caso das resinas de epóxido e de poliéster), e as que têm por base ligantes inorgânicos (em geral o cimento portland) [7].
As argamassas de reparação, embora de naturezas muito diversas, têm uma estrutura funcional relativamente semelhante (Fig. 22). Entre os vários intervenientes salientam-se os seguidamente apresentados.
O ligante é o agente aglomerante que liga os fillers ou cargas e os agregados formando um material composto. Pode ser cimento portland ou resinas termoendurecíveis de poliéster, epoxídicas ou de acrílico. Estas duas últimas são polímeros utilizados para conferir maior resistência química ou para
aplicações mais finas. Os agregados finos
melhoram as propriedades mecânicas, reduzem a retracção e melhoram a resistência à abrasão. A sua forma vai afectar a compacidade do material (Fig. 19).
Os agregados grossosreduzem mais eficazmente o volume de ligante e melhoram a resistência mecânica.
As cargas são agregados de diversas naturezas, utilizados para alterar as propriedades do material. Ocupam o espaço entre os agregados finos e grossos melhorando a sua coesão interna, diminuindo a quantidade de ligante e reduzindo os custos.
Os polímeros modificadores, utilizados em materiais à base de ligante inorgânico, são por exemplo o látex (Fig. 20), acrílico e as emulsões de epóxidos e poliésteres.
As fibras reforçadas são filamentos de aço ou vidro (Fig. 21) concebidas para resistir à tracção. Controlam a fendilhação de retracção e aumentam a resistência ao impacto.
Os modificadores químicos são diversos produtos químicos que podem funcionar como aceleradores de presa, redutores de água, plastificantes ou agentes expansivos. Contribuem para o controlo das propriedades antes e depois da cura.
3.4. Argamassas de ligantes
orgânicosAs argamassas de reparação que têm por
base ligantes orgânicos são utilizados normalmente sem inertes ou com inertes especiais. São aplicados em injecções, colagens, revestimentos de protecção ou reconstituições de elementos degradados. Estes produtos são mais caros e por vezes exigem técnicas e cuidados especiais de aplicação. As suas
Fig. 20-Látex visto em microscópio electrónico [5]
Fig. 22-Constituintes de uma agamassa [2]
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 8
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 23-Resinas [3]
propriedades são substancialmente diferentes das do substrato cimentício a reparar. Em materiais de reparação à base de ligante orgânico, a exposição aos
raios ultra-violetas pode conduzir à alteração das propriedades, devendo ser tomadas medidas para a protecção aos raios ultra-violeta. O material de reparação é constituído por uma mistura de uma resina com um iniciador (e um acelerador, no caso de resinas de poliéster) e por vezes com adições. As resinas são compostos orgânicos constituídos por polímeros. As que são utilizadas como ligantes são termoendurecíveis, decompondo-se por elevação da temperatura. Apresentam uma maior resistência ao calor e aos solventes, uma maior dureza e resistência mecânica. As principais resinas utilizadas na reparação de estruturas de betão armado são resinas termoendurecíveis de poliéster, de epóxido, de acrílico e vinílicas (Fig. 23).
3.4.1. Resinas de poliéster As resinas de poliéster são constituídas por um polímero linear diluído num agente de
reticulação. A cura desta resina consiste na reacção entre o agente de reticulação e as duplas ligações reactivas existentes nas cadeias de polímeros lineares, para formar um material sólido.
Para se obter o produto final endurecido e com determinadas características, é necessário misturar a resina com um iniciador (um peróxido ou um hidroperóxido) e com um acelerador (solução de um complexo metálico de cobalto ou amina terciária). Estes produtos não são preparados pelo utilizador mas sim por fabricantes e fornecedores com base em estudos laboratoriais [7].
As resinas de poliéster apresentam uma viscosidade baixa e uma boa resistência mecânica. Por outro lado, estes materiais apresentam baixa aderência, custo elevado, necessidade de mão-de-obra especializada e facilidade de inflamação.
3.4.2. Resinas epoxídicas
Fig. 24-Esquema da molécula do grupo epóxido
As resinas epoxídicas são constituídas por polímeros que contêm o grupo epóxido (Fig. 24). Ao contrário das resinas de poliéster, as epoxídicas não exigem um acelerador. A reacção de
reticulação dá-se após a adição do iniciador (aminas terciárias), capaz de proporcionar uma autoreticulação dos grupos epóxidos.
A escolha correcta da resina base e do iniciador, vão influenciar as características do material de reparação. Assim, as resinas líquidas de bisferol A são as mais usadas devido à sua baixa viscosidade e à sua reduzida tendência para cristalizar. O iniciador é escolhido tendo em atenção a obrigatoriedade do sistema curar à temperatura ambiente [7].
As principais vantagens são a boa aderência que proporcionam mesmo na presença de humidade. Também fornecem boa resistência à abrasão e a agentes agressivos. Estas argamassas são dotadas de um curto tempo de presa, o que permite a sua aplicação em situações extremas como em reparações condicionadas por marés.
As desvantagens a apontar são a grande sensibilidade às condições de aplicação, pois em condições de elevadas temperaturas pode ocorrer retracção em demasia [5].
Um aspecto que apenas é relevante do ponto de vista estético é o facto do material de reparação ter uma cor diferente da do betão.
3.4.3. AdiçõesÉ possível juntar adições (como as cargas, solventes, flexibilizantes e pigmentos) às formações
de poliéster e de epóxido referidas anteriormente, de modo a melhorar as características do material de
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 9
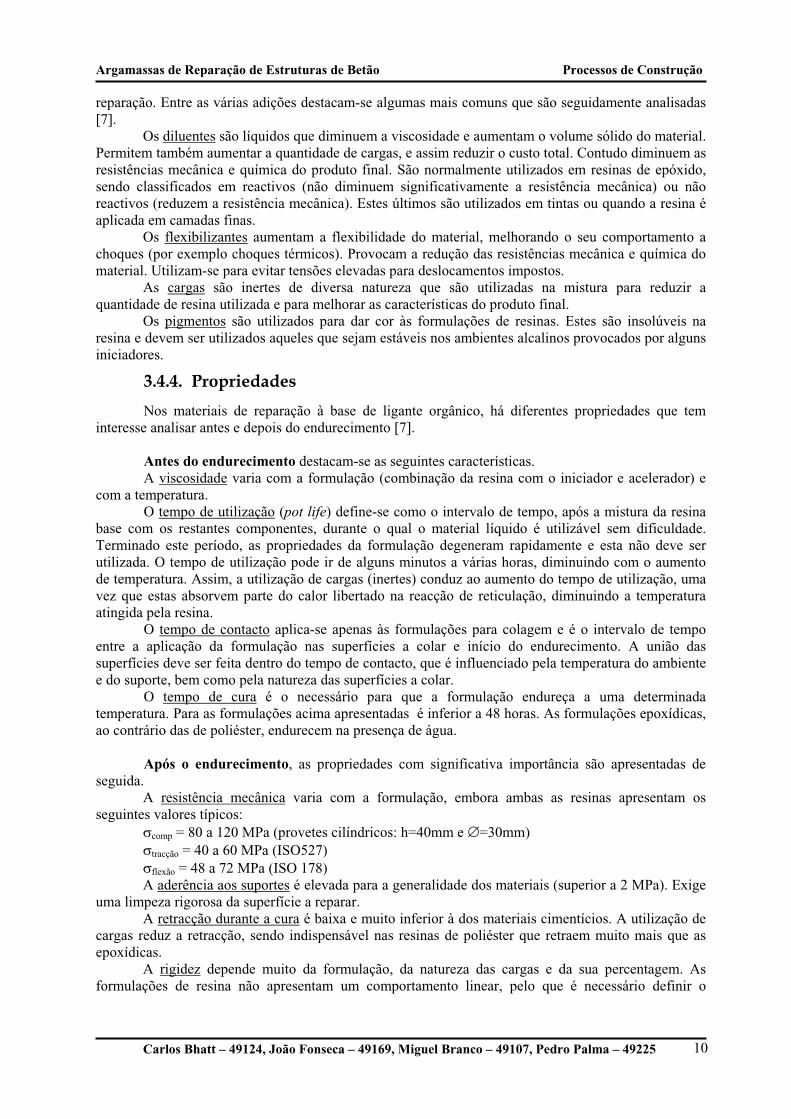
Argamassas de Reparação de Estruturas de Betão Processos de Construção
reparação. Entre as várias adições destacam-se algumas mais comuns que são seguidamente analisadas [7].
Os diluentes são líquidos que diminuem a viscosidade e aumentam o volume sólido do material. Permitem também aumentar a quantidade de cargas, e assim reduzir o custo total. Contudo diminuem as resistências mecânica e química do produto final. São normalmente utilizados em resinas de epóxido, sendo classificados em reactivos (não diminuem significativamente a resistência mecânica) ou não reactivos (reduzem a resistência mecânica). Estes últimos são utilizados em tintas ou quando a resina é aplicada em camadas finas.
Os flexibilizantes aumentam a flexibilidade do material, melhorando o seu comportamento a choques (por exemplo choques térmicos). Provocam a redução das resistências mecânica e química do material. Utilizam-se para evitar tensões elevadas para deslocamentos impostos.
As cargas são inertes de diversa natureza que são utilizadas na mistura para reduzir a quantidade de resina utilizada e para melhorar as características do produto final.
Os pigmentos são utilizados para dar cor às formulações de resinas. Estes são insolúveis na resina e devem ser utilizados aqueles que sejam estáveis nos ambientes alcalinos provocados por alguns iniciadores.
3.4.4. Propriedades Nos materiais de reparação à base de ligante orgânico, há diferentes propriedades que tem
interesse analisar antes e depois do endurecimento [7].
Antes do endurecimento destacam-se as seguintes características. A viscosidade varia com a formulação (combinação da resina com o iniciador e acelerador) e
com a temperatura. O tempo de utilização (pot life) define-se como o intervalo de tempo, após a mistura da resina
base com os restantes componentes, durante o qual o material líquido é utilizável sem dificuldade. Terminado este período, as propriedades da formulação degeneram rapidamente e esta não deve ser utilizada. O tempo de utilização pode ir de alguns minutos a várias horas, diminuindo com o aumento de temperatura. Assim, a utilização de cargas (inertes) conduz ao aumento do tempo de utilização, uma vez que estas absorvem parte do calor libertado na reacção de reticulação, diminuindo a temperatura atingida pela resina.
O tempo de contacto aplica-se apenas às formulações para colagem e é o intervalo de tempo entre a aplicação da formulação nas superfícies a colar e início do endurecimento. A união das superfícies deve ser feita dentro do tempo de contacto, que é influenciado pela temperatura do ambiente e do suporte, bem como pela natureza das superfícies a colar.
O tempo de cura é o necessário para que a formulação endureça a uma determinada temperatura. Para as formulações acima apresentadas é inferior a 48 horas. As formulações epoxídicas, ao contrário das de poliéster, endurecem na presença de água.
Após o endurecimento, as propriedades com significativa importância são apresentadas de seguida.
A resistência mecânica varia com a formulação, embora ambas as resinas apresentam os seguintes valores típicos:
comp = 80 a 120 MPa (provetes cilíndricos: h=40mm e =30mm)tracção = 40 a 60 MPa (ISO527) flexão = 48 a 72 MPa (ISO 178)
A aderência aos suportes é elevada para a generalidade dos materiais (superior a 2 MPa). Exige uma limpeza rigorosa da superfície a reparar.
A retracção durante a cura é baixa e muito inferior à dos materiais cimentícios. A utilização de cargas reduz a retracção, sendo indispensável nas resinas de poliéster que retraem muito mais que as epoxídicas.
A rigidez depende muito da formulação, da natureza das cargas e da sua percentagem. As formulações de resina não apresentam um comportamento linear, pelo que é necessário definir o
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 10
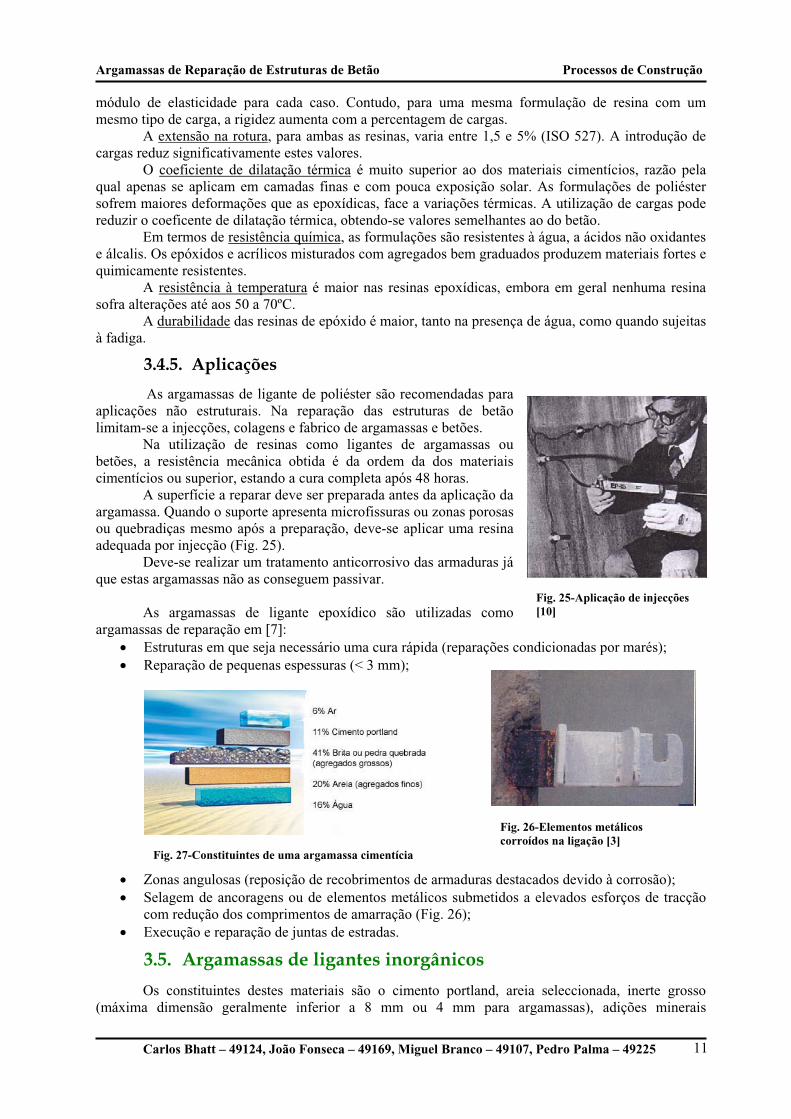
Argamassas de Reparação de Estruturas de Betão Processos de Construção
módulo de elasticidade para cada caso. Contudo, para uma mesma formulação de resina com um mesmo tipo de carga, a rigidez aumenta com a percentagem de cargas.
A extensão na rotura, para ambas as resinas, varia entre 1,5 e 5% (ISO 527). A introdução de cargas reduz significativamente estes valores.
O coeficiente de dilatação térmica é muito superior ao dos materiais cimentícios, razão pela qual apenas se aplicam em camadas finas e com pouca exposição solar. As formulações de poliéster sofrem maiores deformações que as epoxídicas, face a variações térmicas. A utilização de cargas pode reduzir o coeficente de dilatação térmica, obtendo-se valores semelhantes ao do betão.
Em termos de resistência química, as formulações são resistentes à água, a ácidos não oxidantes e álcalis. Os epóxidos e acrílicos misturados com agregados bem graduados produzem materiais fortes e quimicamente resistentes.
A resistência à temperatura é maior nas resinas epoxídicas, embora em geral nenhuma resina sofra alterações até aos 50 a 70ºC.
A durabilidade das resinas de epóxido é maior, tanto na presença de água, como quando sujeitas à fadiga.
3.4.5. Aplicações As argamassas de ligante de poliéster são recomendadas para
aplicações não estruturais. Na reparação das estruturas de betão limitam-se a injecções, colagens e fabrico de argamassas e betões.
Na utilização de resinas como ligantes de argamassas ou betões, a resistência mecânica obtida é da ordem da dos materiais cimentícios ou superior, estando a cura completa após 48 horas.
A superfície a reparar deve ser preparada antes da aplicação da argamassa. Quando o suporte apresenta microfissuras ou zonas porosas ou quebradiças mesmo após a preparação, deve-se aplicar uma resina adequada por injecção (Fig. 25).
Deve-se realizar um tratamento anticorrosivo das armaduras já que estas argamassas não as conseguem passivar.
As argamassas de ligante epoxídico são utilizadas como argamassas de reparação em [7]:
Fig. 25-Aplicação de injecções [10]
Estruturas em que seja necessário uma cura rápida (reparações condicionadas por marés);
Fig. 26-Elementos metálicos corroídos na ligação [3]
Fig. 27-Constituintes de uma argamassa cimentícia
Reparação de pequenas espessuras (< 3 mm);
Zonas angulosas (reposição de recobrimentos de armaduras destacados devido à corrosão); Selagem de ancoragens ou de elementos metálicos submetidos a elevados esforços de tracção com redução dos comprimentos de amarração (Fig. 26); Execução e reparação de juntas de estradas.
3.5. Argamassas de ligantes inorgânicos Os constituintes destes materiais são o cimento portland, areia seleccionada, inerte grosso
(máxima dimensão geralmente inferior a 8 mm ou 4 mm para argamassas), adições minerais
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 11
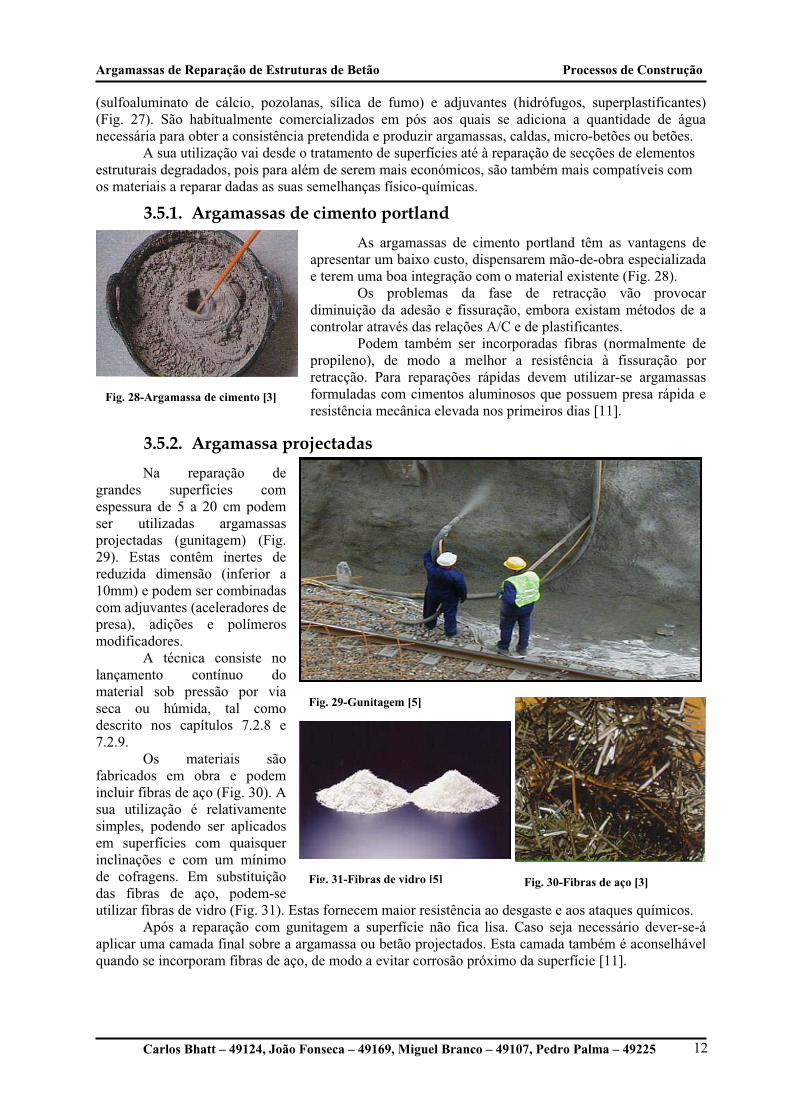
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 28-Argamassa de cimento [3]
Fig. 29-Gunitagem [5]
Fig. 30-Fibras de aço [3]Fig. 31-Fibras de vidro [5]
(sulfoaluminato de cálcio, pozolanas, sílica de fumo) e adjuvantes (hidrófugos, superplastificantes) (Fig. 27). São habitualmente comercializados em pós aos quais se adiciona a quantidade de água necessária para obter a consistência pretendida e produzir argamassas, caldas, micro-betões ou betões.
A sua utilização vai desde o tratamento de superfícies até à reparação de secções de elementos estruturais degradados, pois para além de serem mais económicos, são também mais compatíveis com os materiais a reparar dadas as suas semelhanças físico-químicas.
3.5.1. Argamassas de cimento portland As argamassas de cimento portland têm as vantagens de
apresentar um baixo custo, dispensarem mão-de-obra especializada e terem uma boa integração com o material existente (Fig. 28).
Os problemas da fase de retracção vão provocar diminuição da adesão e fissuração, embora existam métodos de a controlar através das relações A/C e de plastificantes.
Podem também ser incorporadas fibras (normalmente de propileno), de modo a melhor a resistência à fissuração por retracção. Para reparações rápidas devem utilizar-se argamassas formuladas com cimentos aluminosos que possuem presa rápida e resistência mecânica elevada nos primeiros dias [11].
3.5.2. Argamassa projectadas Na reparação de
grandes superfícies com espessura de 5 a 20 cm podem ser utilizadas argamassas projectadas (gunitagem) (Fig. 29). Estas contêm inertes de reduzida dimensão (inferior a 10mm) e podem ser combinadas com adjuvantes (aceleradores de presa), adições e polímeros modificadores.
A técnica consiste no lançamento contínuo do material sob pressão por via seca ou húmida, tal como descrito nos capítulos 7.2.8 e 7.2.9.
Os materiais são fabricados em obra e podem incluir fibras de aço (Fig. 30). A sua utilização é relativamente simples, podendo ser aplicados em superfícies com quaisquer inclinações e com um mínimo de cofragens. Em substituição das fibras de aço, podem-se utilizar fibras de vidro (Fig. 31). Estas fornecem maior resistência ao desgaste e aos ataques químicos.
Após a reparação com gunitagem a superfície não fica lisa. Caso seja necessário dever-se-á aplicar uma camada final sobre a argamassa ou betão projectados. Esta camada também é aconselhável quando se incorporam fibras de aço, de modo a evitar corrosão próximo da superfície [11].
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 12
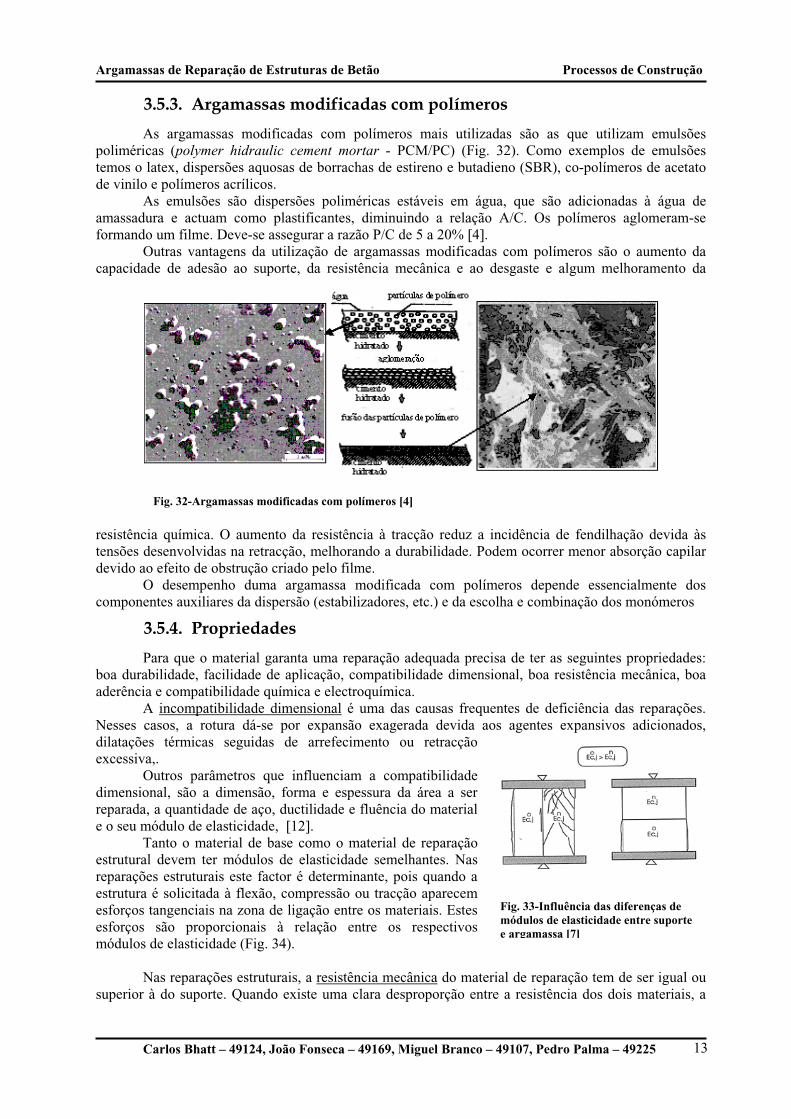
Argamassas de Reparação de Estruturas de Betão Processos de Construção
3.5.3. Argamassas modificadas com polímeros As argamassas modificadas com polímeros mais utilizadas são as que utilizam emulsões
poliméricas (polymer hidraulic cement mortar - PCM/PC) (Fig. 32). Como exemplos de emulsões temos o latex, dispersões aquosas de borrachas de estireno e butadieno (SBR), co-polímeros de acetato de vinilo e polímeros acrílicos.
As emulsões são dispersões poliméricas estáveis em água, que são adicionadas à água de amassadura e actuam como plastificantes, diminuindo a relação A/C. Os polímeros aglomeram-se formando um filme. Deve-se assegurar a razão P/C de 5 a 20% [4].
Outras vantagens da utilização de argamassas modificadas com polímeros são o aumento da capacidade de adesão ao suporte, da resistência mecânica e ao desgaste e algum melhoramento da
resistência química. O aumento da resistência à tracção reduz a incidência de fendilhação devida às tensões desenvolvidas na retracção, melhorando a durabilidade. Podem ocorrer menor absorção capilar devido ao efeito de obstrução criado pelo filme.
O desempenho duma argamassa modificada com polímeros depende essencialmente dos componentes auxiliares da dispersão (estabilizadores, etc.) e da escolha e combinação dos monómeros
Fig. 32-Argamassas modificadas com polímeros [4]
3.5.4. Propriedades
Fig. 33-Influência das diferenças de módulos de elasticidade entre suporte e argamassa [7]
Para que o material garanta uma reparação adequada precisa de ter as seguintes propriedades: boa durabilidade, facilidade de aplicação, compatibilidade dimensional, boa resistência mecânica, boa aderência e compatibilidade química e electroquímica.
A incompatibilidade dimensional é uma das causas frequentes de deficiência das reparações. Nesses casos, a rotura dá-se por expansão exagerada devida aos agentes expansivos adicionados, dilatações térmicas seguidas de arrefecimento ou retracção excessiva,.
Outros parâmetros que influenciam a compatibilidade dimensional, são a dimensão, forma e espessura da área a ser reparada, a quantidade de aço, ductilidade e fluência do material e o seu módulo de elasticidade, [12].
Tanto o material de base como o material de reparação estrutural devem ter módulos de elasticidade semelhantes. Nas reparações estruturais este factor é determinante, pois quando a estrutura é solicitada à flexão, compressão ou tracção aparecem esforços tangenciais na zona de ligação entre os materiais. Estes esforços são proporcionais à relação entre os respectivos módulos de elasticidade (Fig. 34).
Nas reparações estruturais, a resistência mecânica do material de reparação tem de ser igual ou superior à do suporte. Quando existe uma clara desproporção entre a resistência dos dois materiais, a
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 13

Argamassas de Reparação de Estruturas de Betão Processos de Construção
compatibilidade elástica, a estabilidade dimensional da reparação e a aderência entre os dois materiais ficam prejudicadas.
A aderência entre o material de reparação e o material de base, deve ser igual ou superior à resistência à tracção directa do material de base. A qualidade da aderência está relacionada com o material de reparação utilizado, com o tratamento da superfície a reparar e com a compatibilidade dimensional entre os dois materiais.
A compatibilidade química entre os materiais de reparação e o suporte é essencial, pois caso contrário poder-se-ia assistir à degradação dos materiais devido a reacções químicas entre os seus constituintes.
A compatibilidade química fica mais assegurada com a utilização de materiais à base de ligante inorgânico, pois são quase todos compatíveis com o betão armado. Contudo, o material de reparação não deve conter teores prejudiciais de cloretos, de alumínio metálico, de sulfuretos, de álcalis, de aluminatos e outros.
Para analisar a compatibilidade electroquímica é necessário avaliar o comportamento electroquímico do betão de base e do material de reparação. O do betão de base é condicionado pelo valor do pH e pela presença de oxigénio e de humidade. Os materiais de reparação cimentícios servem de barreira física entre o aço e o meio ambiente, funcionando também como protecção electroquímica. Dificultam a entrada de agentes agressivos permitindo manter o pH elevado, de modo ao aço manter a película passiva que o protege da corrosão. Esta acção de barreira física pode ser comprometida pela porosidade e pela possível fissuração do material de reparação.
Uma boa durabilidade é um dos requisitos exigidos ao material de reparação, sendo influenciada pela porosidade, permeabilidade à água e aos gases e absorção capilar. Estas propriedades estão relacionadas com a resistência aos ataques químicos e a outras agressões do meio ambiente relacionadas com a humidade (lixiviação e ciclos gelo-degelo).
A reactividade entre os álcalis (hidróxido de sódio e de potássio) do cimento e a sílica reactiva do inerte afecta a durabilidade dos materiais cimentícios.
3.5.5. Aplicações
Fig. 34-Reparação de pavimentos de betão [3]
O campo de aplicação de argamassas de ligante inorgânico, vai desde o tratamento das superfícies, até à reconstituição de elementos estruturais degradados.
Para a regularização do betão devido a problemas da betonagem, cofragem ou má vibração, as argamassas de cimento com cargas minerais finas são os materiais mais indicados.
Para reparações profundas (>38mm) deve-se usar cimento portland com os agregados bem proporcionados. A sua utilização necessita de cuidados relativos à cura.
A reparação de pavimentos de betão não deve ser realizada com argamassas tradicionais de cimento e areia, pois as suas resistências mecânicas não são suficientes para suportar o tráfego, nem fornecem uma boa aderência ao betão antigo (Fig. 34). Nesta situação devem adoptar-se soluções modificada com polímeros ou reforçadas com fibras.
No caso de ancoragens de elementos metálicos, as soluções de cimento ou gesso apresentam problemas de retracção. Se forem aplicações exteriores, a água da chuva pode penetrar as fendas e oxidar as grelhas metálicas. Devem-se utilizar argamassas de presa rápida, com retracção reduzida, evitando a fendilhação. Também devem ser introduzidos na argamassa aditivos impermeabilizantes para evitar a corrosão.
Quando a causa da deterioração são os ciclos gelo-degelo, para se obter uma reparação com boa longevidade deve-se parar o fluxo interno de água, procedendo-se à impermeabilização das superfícies. Deve-se garantir que se repara abaixo da linha de gelo.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 14

Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 41-Misturadora de pastas
Fig. 38-Recepção das matérias primas
Fig. 37-Armazenamento das matérias primas em silos
Fig. 36-Introdução das matérias primas da argamassa na misturadora
Fig. 39 - Processo de ensacamento
Fig. 40-Inertes que compõe uma argamassa de reparação
Fig. 35-Recolha de amostras das argamassas finais
4. Processo de fabrico Para se compreender melhor o processo responsável pelo fabrico
de argamassas de reparação, realizou-se uma visita à fábrica da Weber Cimenfix em Aveiro, onde se produzem argamassas em pó em em pasta (não necessitam a adição de água).
O processo de fabrico das argamassas em pó inicia-se com a recepção e controlo da qualidade das matérias primas. Para tal retiram-se amostras representativas do material de zonas distribuídas pelo veículo que o transporta e realizam-se certos ensaios, dos quais a análise granulométrica é essencial (Fig. 40 e Fig. 38).
Depois de realizado o controlo às matérias primas recebidas, é dada autorização da sala de controlo para a matéria ser descarregada para os silos correspondentes. É na sala de controlo que todas as operações desde a descarga até à ensacadeira são monitorizadas.
Os materiais são distribuídos por silos. As matérias primas, como o cimento e inertes, vão para silos denominados por maioritários, e outros componentes de menor volume vão para silos minoritários. As
matérias primas permanecem armazenadas nos silos até ao momento em que se inicia a pesagem dos constituintes da argamassa (Fig. 37).
Só depois de efectuadas todas as pesagens, é dada permissão para descarregar as diversas matérias primas na misturadora. A mistura é feita à temperatura ambiente e o principal objectivo é a obtenção de um pó homogéneo (Fig. 36).
Concluído o processo de mistura, o pó é ensacado num processo automático. Cada saco de argamassa em pó é pesado e no caso da fábrica visitada se o peso de determinado saco estiver fora do intervalo 25 2 kg, soa um alarme e o saco é retirado (Fig. 39).
A fábrica permite apenas o fabrico de um tipo de argamassa de cada vez, o que significa que após o fabrico de certa quantidade de um produto, a misturadora e todos as condutas envolvidas no processo têm que ser rigorosamente limpas de modo a não contaminar a produção seguinte.
No caso de produção de pastas, o processo de fabrico é um pouco mais simples. Os componentes, correctamente doseados, são colocados num tanque onde se procede à sua mistura. O resultado é uma massa pastosa que é conduzida para um sistema de dosagem, o qual verte para as embalagens, prontas para serem colocadas no mercado logo após o aval do laboratório (Fig. 41).
Sempre que concluídos os processos de fabrico, são retiradas amostras representativas para análise laboratorial de certas propriedades e parâmetros. Se estes factores se encontrarem de acordo com o que consta nas especificações, o produto pode ser comercializado (Fig. 35).
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 15
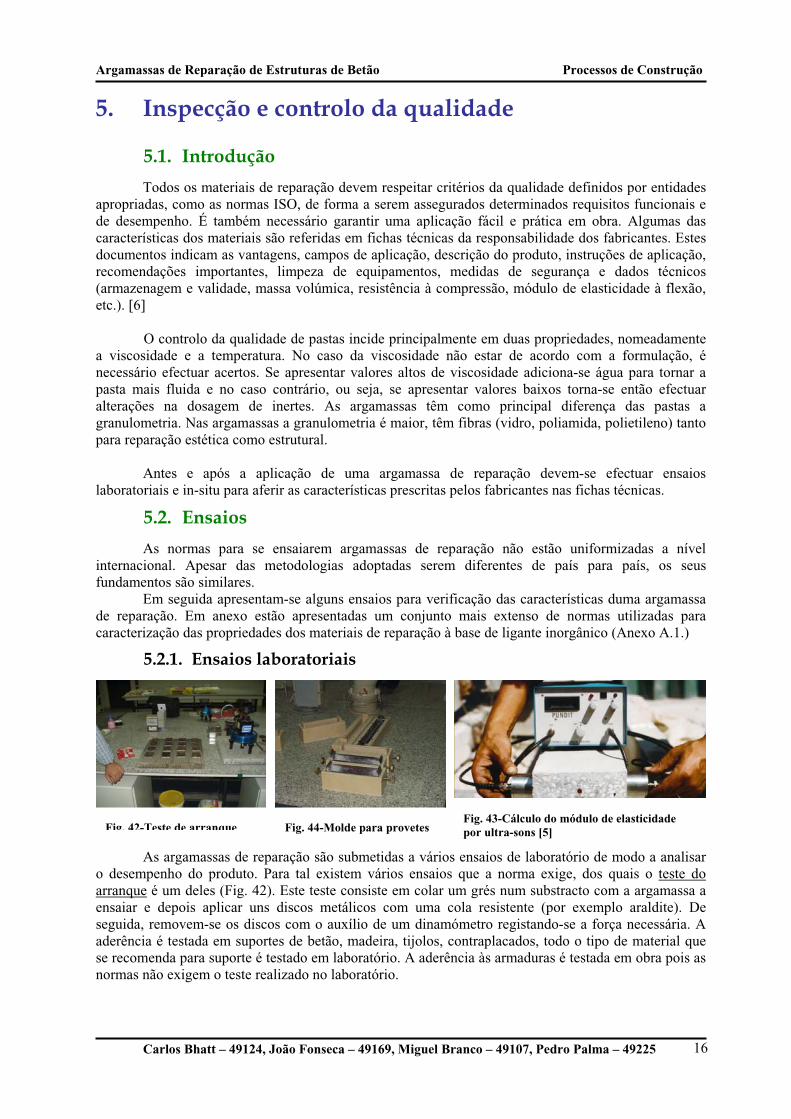
Argamassas de Reparação de Estruturas de Betão Processos de Construção
5. Inspecção e controlo da qualidade
5.1. IntroduçãoTodos os materiais de reparação devem respeitar critérios da qualidade definidos por entidades
apropriadas, como as normas ISO, de forma a serem assegurados determinados requisitos funcionais e de desempenho. É também necessário garantir uma aplicação fácil e prática em obra. Algumas das características dos materiais são referidas em fichas técnicas da responsabilidade dos fabricantes. Estes documentos indicam as vantagens, campos de aplicação, descrição do produto, instruções de aplicação, recomendações importantes, limpeza de equipamentos, medidas de segurança e dados técnicos (armazenagem e validade, massa volúmica, resistência à compressão, módulo de elasticidade à flexão, etc.). [6]
O controlo da qualidade de pastas incide principalmente em duas propriedades, nomeadamente a viscosidade e a temperatura. No caso da viscosidade não estar de acordo com a formulação, é necessário efectuar acertos. Se apresentar valores altos de viscosidade adiciona-se água para tornar a pasta mais fluida e no caso contrário, ou seja, se apresentar valores baixos torna-se então efectuar alterações na dosagem de inertes. As argamassas têm como principal diferença das pastas a granulometria. Nas argamassas a granulometria é maior, têm fibras (vidro, poliamida, polietileno) tanto para reparação estética como estrutural.
Antes e após a aplicação de uma argamassa de reparação devem-se efectuar ensaios laboratoriais e in-situ para aferir as características prescritas pelos fabricantes nas fichas técnicas.
5.2. Ensaios
Fig. 43-Cálculo do módulo de elasticidade por ultra-sons [5]Fig. 42-Teste de arranque Fig. 44-Molde para provetes
As normas para se ensaiarem argamassas de reparação não estão uniformizadas a nível internacional. Apesar das metodologias adoptadas serem diferentes de país para país, os seus fundamentos são similares.
Em seguida apresentam-se alguns ensaios para verificação das características duma argamassa de reparação. Em anexo estão apresentadas um conjunto mais extenso de normas utilizadas para caracterização das propriedades dos materiais de reparação à base de ligante inorgânico (Anexo A.1.)
5.2.1. Ensaios laboratoriais
As argamassas de reparação são submetidas a vários ensaios de laboratório de modo a analisar o desempenho do produto. Para tal existem vários ensaios que a norma exige, dos quais o teste do arranque é um deles (Fig. 42). Este teste consiste em colar um grés num substracto com a argamassa a ensaiar e depois aplicar uns discos metálicos com uma cola resistente (por exemplo araldite). De seguida, removem-se os discos com o auxílio de um dinamómetro registando-se a força necessária. A aderência é testada em suportes de betão, madeira, tijolos, contraplacados, todo o tipo de material que se recomenda para suporte é testado em laboratório. A aderência às armaduras é testada em obra pois as normas não exigem o teste realizado no laboratório.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 16
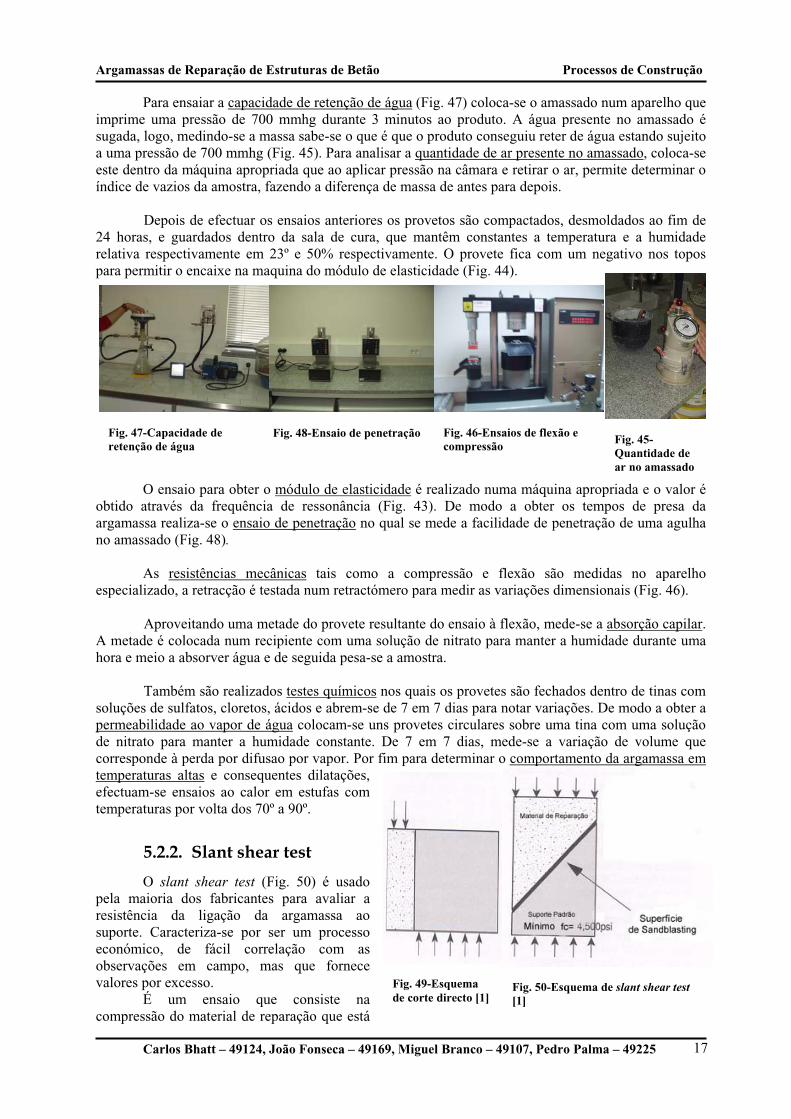
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 50-Esquema de slant shear test[1]
Fig. 49-Esquema de corte directo [1]
Fig. 46-Ensaios de flexão e compressão
Fig. 45-Quantidade de ar no amassado
Fig. 48-Ensaio de penetraçãoFig. 47-Capacidade de retenção de água
Para ensaiar a capacidade de retenção de água (Fig. 47) coloca-se o amassado num aparelho que imprime uma pressão de 700 mmhg durante 3 minutos ao produto. A água presente no amassado é sugada, logo, medindo-se a massa sabe-se o que é que o produto conseguiu reter de água estando sujeito a uma pressão de 700 mmhg (Fig. 45). Para analisar a quantidade de ar presente no amassado, coloca-se este dentro da máquina apropriada que ao aplicar pressão na câmara e retirar o ar, permite determinar o índice de vazios da amostra, fazendo a diferença de massa de antes para depois.
Depois de efectuar os ensaios anteriores os provetos são compactados, desmoldados ao fim de 24 horas, e guardados dentro da sala de cura, que mantêm constantes a temperatura e a humidade relativa respectivamente em 23º e 50% respectivamente. O provete fica com um negativo nos topos para permitir o encaixe na maquina do módulo de elasticidade (Fig. 44).
O ensaio para obter o módulo de elasticidade é realizado numa máquina apropriada e o valor é obtido através da frequência de ressonância (Fig. 43). De modo a obter os tempos de presa da argamassa realiza-se o ensaio de penetração no qual se mede a facilidade de penetração de uma agulha no amassado (Fig. 48).
As resistências mecânicas tais como a compressão e flexão são medidas no aparelho especializado, a retracção é testada num retractómero para medir as variações dimensionais (Fig. 46).
Aproveitando uma metade do provete resultante do ensaio à flexão, mede-se a absorção capilar.A metade é colocada num recipiente com uma solução de nitrato para manter a humidade durante uma hora e meio a absorver água e de seguida pesa-se a amostra.
Também são realizados testes químicos nos quais os provetes são fechados dentro de tinas com soluções de sulfatos, cloretos, ácidos e abrem-se de 7 em 7 dias para notar variações. De modo a obter a permeabilidade ao vapor de água colocam-se uns provetes circulares sobre uma tina com uma solução de nitrato para manter a humidade constante. De 7 em 7 dias, mede-se a variação de volume que corresponde à perda por difusao por vapor. Por fim para determinar o comportamento da argamassa em temperaturas altas e consequentes dilatações, efectuam-se ensaios ao calor em estufas com temperaturas por volta dos 70º a 90º.
5.2.2. Slant shear test O slant shear test (Fig. 50) é usado
pela maioria dos fabricantes para avaliar a resistência da ligação da argamassa ao suporte. Caracteriza-se por ser um processo económico, de fácil correlação com as observações em campo, mas que fornece valores por excesso.
É um ensaio que consiste na compressão do material de reparação que está
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 17
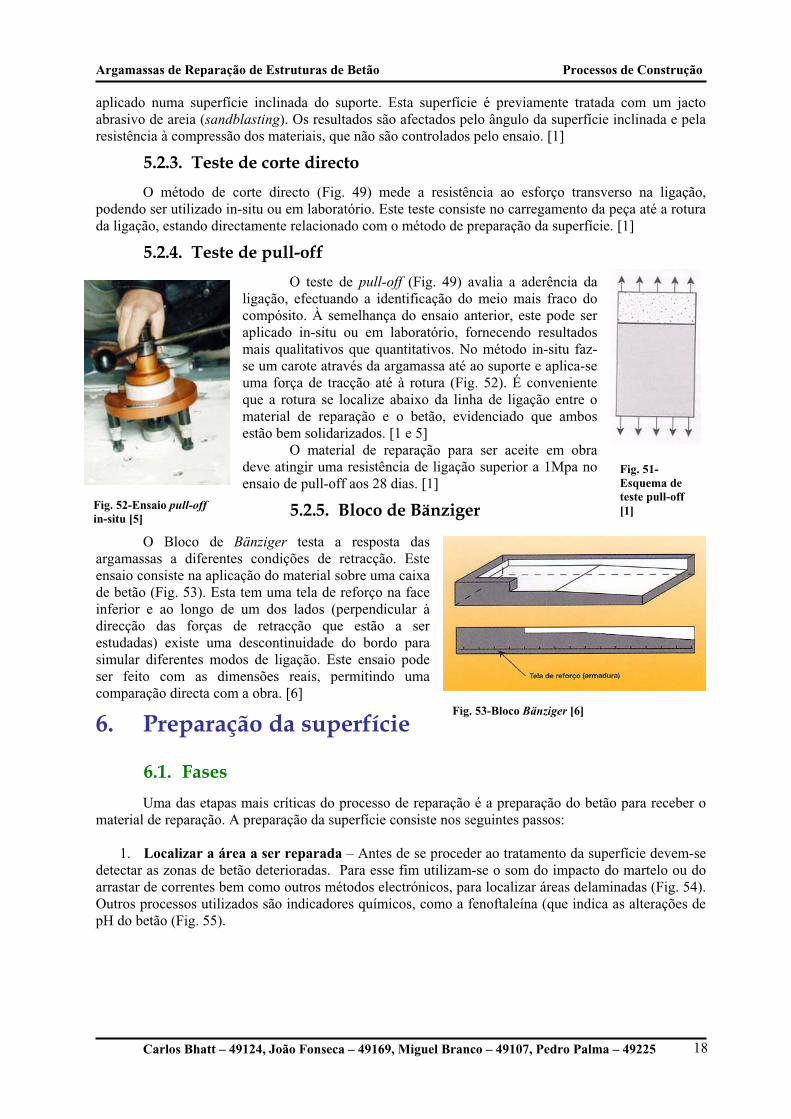
Argamassas de Reparação de Estruturas de Betão Processos de Construção
aplicado numa superfície inclinada do suporte. Esta superfície é previamente tratada com um jacto abrasivo de areia (sandblasting). Os resultados são afectados pelo ângulo da superfície inclinada e pela resistência à compressão dos materiais, que não são controlados pelo ensaio. [1]
5.2.3. Teste de corte directo
Fig. 51-Esquema de teste pull-off [1]Fig. 52-Ensaio pull-off
in-situ [5]
O método de corte directo (Fig. 49) mede a resistência ao esforço transverso na ligação, podendo ser utilizado in-situ ou em laboratório. Este teste consiste no carregamento da peça até a rotura da ligação, estando directamente relacionado com o método de preparação da superfície. [1]
5.2.4. Teste de pull-off O teste de pull-off (Fig. 49) avalia a aderência da
ligação, efectuando a identificação do meio mais fraco do compósito. À semelhança do ensaio anterior, este pode ser aplicado in-situ ou em laboratório, fornecendo resultados mais qualitativos que quantitativos. No método in-situ faz-se um carote através da argamassa até ao suporte e aplica-se uma força de tracção até à rotura (Fig. 52). É conveniente que a rotura se localize abaixo da linha de ligação entre o material de reparação e o betão, evidenciado que ambos estão bem solidarizados. [1 e 5]
O material de reparação para ser aceite em obra deve atingir uma resistência de ligação superior a 1Mpa no ensaio de pull-off aos 28 dias. [1]
5.2.5. Bloco de Bänziger
O Bloco de Bänziger testa a resposta das argamassas a diferentes condições de retracção. Este ensaio consiste na aplicação do material sobre uma caixa de betão (Fig. 53). Esta tem uma tela de reforço na face inferior e ao longo de um dos lados (perpendicular à direcção das forças de retracção que estão a ser estudadas) existe uma descontinuidade do bordo para simular diferentes modos de ligação. Este ensaio pode ser feito com as dimensões reais, permitindo uma comparação directa com a obra. [6]
Fig. 53-Bloco Bänziger [6]6. Preparação da superfície
6.1. FasesUma das etapas mais críticas do processo de reparação é a preparação do betão para receber o
material de reparação. A preparação da superfície consiste nos seguintes passos:
1. Localizar a área a ser reparada – Antes de se proceder ao tratamento da superfície devem-se detectar as zonas de betão deterioradas. Para esse fim utilizam-se o som do impacto do martelo ou do arrastar de correntes bem como outros métodos electrónicos, para localizar áreas delaminadas (Fig. 54). Outros processos utilizados são indicadores químicos, como a fenoftaleína (que indica as alterações de pH do betão (Fig. 55).
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 18
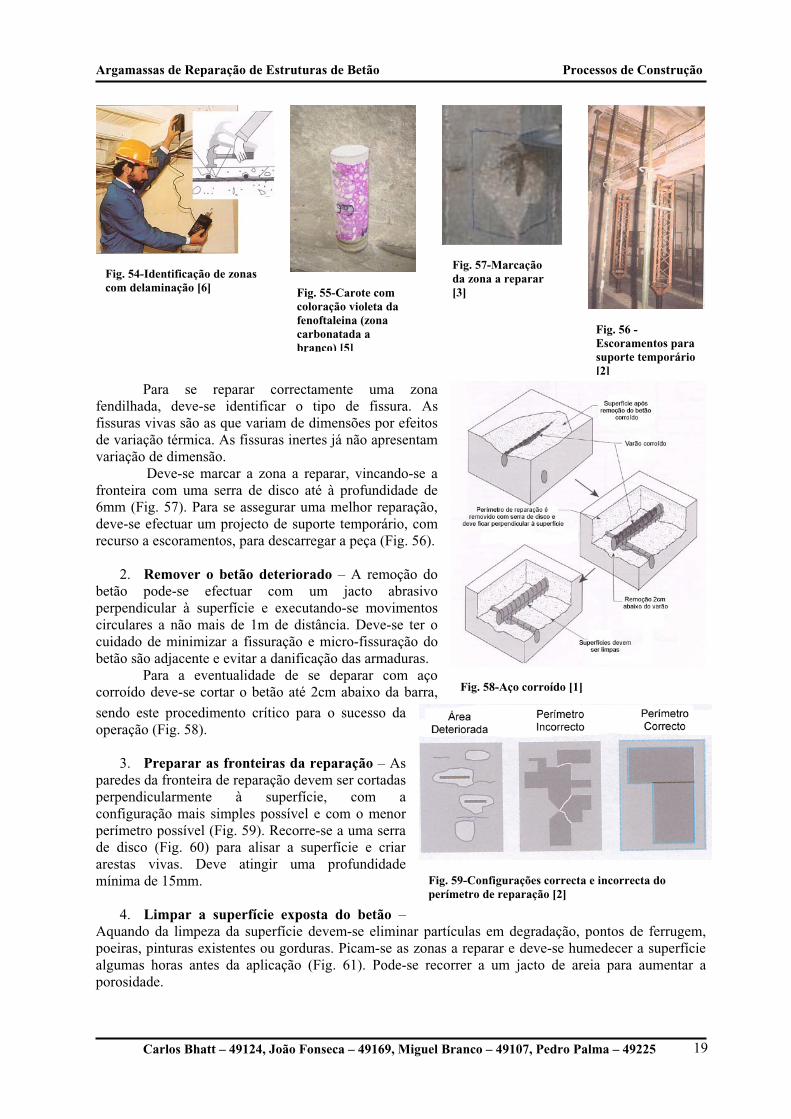
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 57-Marcação da zona a reparar [3]
Fig. 54-Identificação de zonas com delaminação [6] Fig. 55-Carote com
coloração violeta da fenoftaleina (zona carbonatada a branco) [5]
Fig. 56 -Escoramentos para suporte temporário [2]
Fig. 58-Aço corroído [1]
Para se reparar correctamente uma zona fendilhada, deve-se identificar o tipo de fissura. As fissuras vivas são as que variam de dimensões por efeitos de variação térmica. As fissuras inertes já não apresentam variação de dimensão.
Deve-se marcar a zona a reparar, vincando-se a fronteira com uma serra de disco até à profundidade de 6mm (Fig. 57). Para se assegurar uma melhor reparação, deve-se efectuar um projecto de suporte temporário, com recurso a escoramentos, para descarregar a peça (Fig. 56).
Fig. 59-Configurações correcta e incorrecta do perímetro de reparação [2]
2. Remover o betão deteriorado – A remoção do betão pode-se efectuar com um jacto abrasivo perpendicular à superfície e executando-se movimentos circulares a não mais de 1m de distância. Deve-se ter o cuidado de minimizar a fissuração e micro-fissuração do betão são adjacente e evitar a danificação das armaduras.
Para a eventualidade de se deparar com aço corroído deve-se cortar o betão até 2cm abaixo da barra,
sendo este procedimento crítico para o sucesso da operação (Fig. 58).
3. Preparar as fronteiras da reparação – As paredes da fronteira de reparação devem ser cortadas perpendicularmente à superfície, com a configuração mais simples possível e com o menor perímetro possível (Fig. 59). Recorre-se a uma serra de disco (Fig. 60) para alisar a superfície e criar arestas vivas. Deve atingir uma profundidade mínima de 15mm.
4. Limpar a superfície exposta do betão – Aquando da limpeza da superfície devem-se eliminar partículas em degradação, pontos de ferrugem, poeiras, pinturas existentes ou gorduras. Picam-se as zonas a reparar e deve-se humedecer a superfície algumas horas antes da aplicação (Fig. 61). Pode-se recorrer a um jacto de areia para aumentar a porosidade.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 19

Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 60 - Preparação das fronteiras de reparação [3]
Fig. 61-Limpeza da superfície exposta do betão [5]
Deve-se limpar a superfície do aço e verificar se a ligação aço-betão foi enfraquecida após a fase de preparação. Caso isto aconteça deve-se tratar o varão como se estivesse corroído.
O processo de limpeza pode ser químico, mecânico ou sob pressão. O primeiro é utilizado quando o suporte está impregnado de óleos gorduras ou graxas e são utilizados detergentes para a sua remoção. No processo de limpeza mecânico utilizam-se equipamentos que funcionam, em geral, por rotação ou impacto. O método de limpeza sob pressão consiste na aplicação de um jacto abrasivo contra a superfície a remover. Com adição de água consegue-se remover 50 a 70mm do betão superficial. [1]
6.2. Equipamentos para tratamento da superfície
Fig. 62-Disco de serra [2]
Fig. 64-Escarificadora [2]
Fig. 65- Hidrodemolição [2]
Fig. 63-Martelo pneumático [5]
Os equipamentos utilizados na fase de tratamento da superfície devem ser adequados à reparação a efectuar posteriormente e à profundidade de aplicação.
O martelo pneumático
Fig. 66-Scabler pneumático [2]
Fig. 68-Queima controlada [2]
Fig. 67-Splitter [1]
(Fig. 63) (#15 a #30), a atalhadeira, as ponteiras, o disco de serra (Fig. 62) e a marreta são os mais comuns, devido à sua versatilidade e mobilidade. Contudo devido a serem de uso manual deve-se ter o cuidado para não danificar o aço. A hidrodemolição consiste na emissão de jactos de água a grande pressão (138 a 276MPa) por forma a remover a superfície do betão, sendo utilizada em lajes finas (Fig. 65). É uma técnica que não danifica as armaduras. A escarificadora descasca o betão, à medida que passa com um disco de desbaste sobre a
superfície a reparar (Fig. 64). O scabler pneumático (Fig. 66) bate no betão, removendo até profundidades de 6 mm. Deve-se acautelar que não seja danificado o betão em bom estado. O maçarico pode ser utilizado para remoção do betão desagregado sem armaduras expostas, através de um método de queima controlada (Fig. 68). Só é conveniente a sua utilização para recobrimentos com espessuras superiores a 30mm.
As ferramentas atrás referidas são aplicadas para reparações superficiais. Para reparações mais profundas são necessários equipamentos
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 20

Argamassas de Reparação de Estruturas de Betão Processos de Construção
mais pesados e potentes. Para estas situações também se pode utilizar o martelo pneumático, mas com maior dimensão (#30 a #90). O martelo pneumático aplicado a uma retroescavadora (Fig. 69) obtém maiores rendimentos, mas deve-se procurar não danificar a superfície do betão que não esteja deteriorada. Os splitters (Fig. 67) são cunhas hidráulicas ou cimento expansivo que são introduzidos em fendas e ao exercer forças nas fissuras, provocam a fractura do betão, tornando-o entulho removível.
Fig. 69-Giratória com martelo pneumático incorporado [2]
6.3. Existência de aço corroído Durante o processo de limpeza é frequente existir aço
corroído que necessita de tratamento cuidado.
6.3.1. Limpeza
Fig. 73-Remoção de betão volta de deteriorado em
varões corroídos [3]
Fig. 72-Scaller deagulhas [2]
Fig. 70-Limpeza com jactos abrasivos [2]
Fig. 71-Limpeza de jacto de água sob pressão [2]
Por forma a prevenir problemas estruturais deve ser retirada a camada de óxidos e inibidores de ligação em torno de todo o varão, por forma a promover melhor ligação das argamassas de reparação.
Devido à possibilidade de existirem cloretos e betão carbonatado em redor das armaduras corroídas, deve-se retirar uma camada de 2cm, ao suporte, abaixo dos varões (Fig. 73). Outras razões para se proceder a esta remoção, são a simplificação do processo de revestimento dos varões e a ancoragem do material de reparação ao suporte.
É comum formar-se uma camada de óxido após limpeza, que não é condicionante para o processo.
Fig. 74-Diminuição da secção dos varões [1]
Os equipamentos que se apresentam de seguida são os mais utilizados para a limpeza da superfície das armaduras. O scaler de agulhas (Fig. 72) é uma ferramenta pneumática com um grupo de agulhas de aço ligadas a um pistão interno. Remove camadas pesadas de óxidos e limpa pequenas áreas de betão. A utilização de jactos de água a grandes pressões (Fig. 71) (20,7 a 69MPa) limpam o betão e a superfície do aço. Se se adicionar areia limpa ao jacto obtém-se um resultado mais rápido e uma superfície mais adequada à colocação do material de reparação. A limpeza com jactos abrasivos (Fig. 70) consiste na aplicação de uma mistura abrasiva com ar pressurizado retirando os óxidos e elementos corrosivos. É uma técnica que levanta bastante pó o que pode representar um condicionamento à sua utilização. A adição de água pode atenuar este problema. [1]
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 21
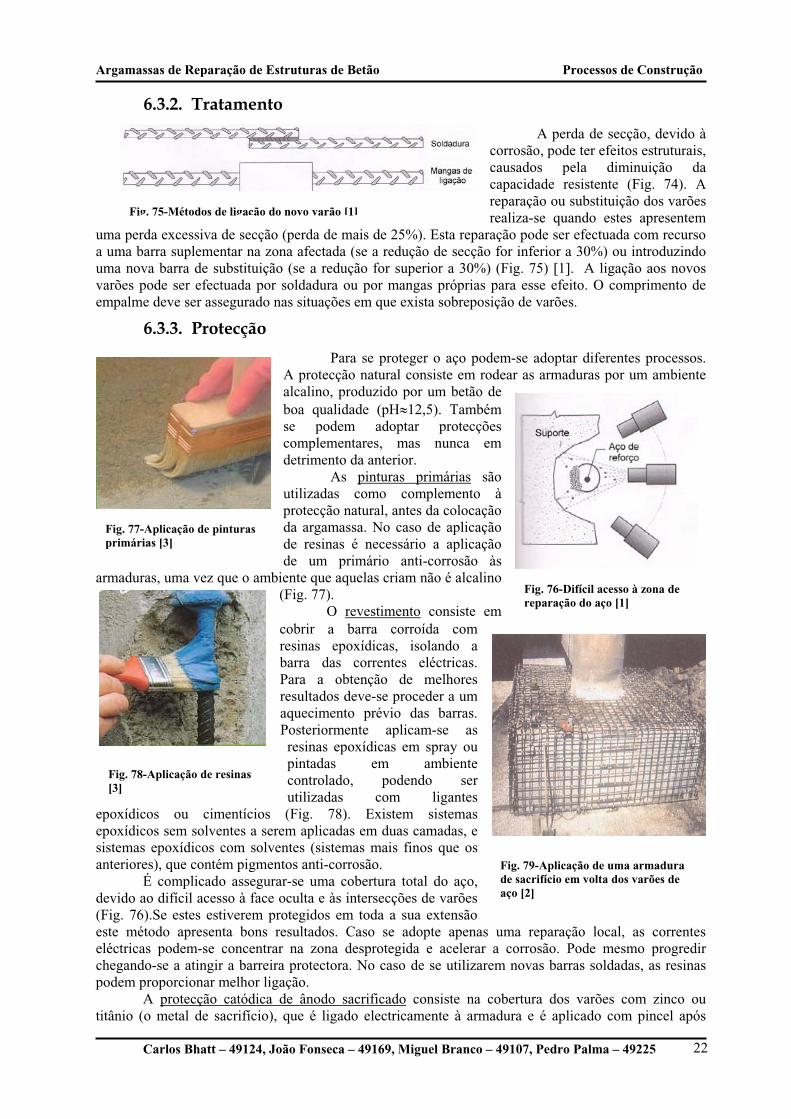
Argamassas de Reparação de Estruturas de Betão Processos de Construção
6.3.2. Tratamento
Fig. 75-Métodos de ligação do novo varão [1]
A perda de secção, devido à corrosão, pode ter efeitos estruturais, causados pela diminuição da capacidade resistente (Fig. 74). A reparação ou substituição dos varões realiza-se quando estes apresentem
uma perda excessiva de secção (perda de mais de 25%). Esta reparação pode ser efectuada com recurso a uma barra suplementar na zona afectada (se a redução de secção for inferior a 30%) ou introduzindo uma nova barra de substituição (se a redução for superior a 30%) (Fig. 75) [1]. A ligação aos novos varões pode ser efectuada por soldadura ou por mangas próprias para esse efeito. O comprimento de empalme deve ser assegurado nas situações em que exista sobreposição de varões.
6.3.3. Protecção
Fig. 79-Aplicação de uma armadura crifício em volta dos varões de de sa
aço [2]
Fig. 76-Difícil acesso à zona de reparação do aço [1]
Para se proteger o aço podem-se adoptar diferentes processos. A protecção natural consiste em rodear as armaduras por um ambiente alcalino, produzido por um betão de boa qualidade (pH 12,5). Também se podem adoptar protecções complementares, mas nunca em detrimento da anterior.
Fig. 77-Aplicação de pinturas primárias [3]
As pinturas primárias são utilizadas como complemento à protecção natural, antes da colocação da argamassa. No caso de aplicação de resinas é necessário a aplicação de um primário anti-corrosão às
armaduras, uma vez que o ambiente que aquelas criam não é alcalino (Fig. 77).
Fig. 78-Aplicação de resinas [3]
O revestimento consiste em cobrir a barra corroída com resinas epoxídicas, isolando a barra das correntes eléctricas. Para a obtenção de melhores resultados deve-se proceder a um aquecimento prévio das barras. Posteriormente aplicam-se as resinas epoxídicas em spray ou pintadas em ambiente controlado, podendo ser utilizadas com ligantes
epoxídicos ou cimentícios (Fig. 78). Existem sistemas epoxídicos sem solventes a serem aplicadas em duas camadas, e sistemas epoxídicos com solventes (sistemas mais finos que os anteriores), que contém pigmentos anti-corrosão.
É complicado assegurar-se uma cobertura total do aço, devido ao difícil acesso à face oculta e às intersecções de varões (Fig. 76).Se estes estiverem protegidos em toda a sua extensão este método apresenta bons resultados. Caso se adopte apenas uma reparação local, as correntes eléctricas podem-se concentrar na zona desprotegida e acelerar a corrosão. Pode mesmo progredir chegando-se a atingir a barreira protectora. No caso de se utilizarem novas barras soldadas, as resinas podem proporcionar melhor ligação.
A protecção catódica de ânodo sacrificado consiste na cobertura dos varões com zinco ou titânio (o metal de sacrifício), que é ligado electricamente à armadura e é aplicado com pincel após
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 22
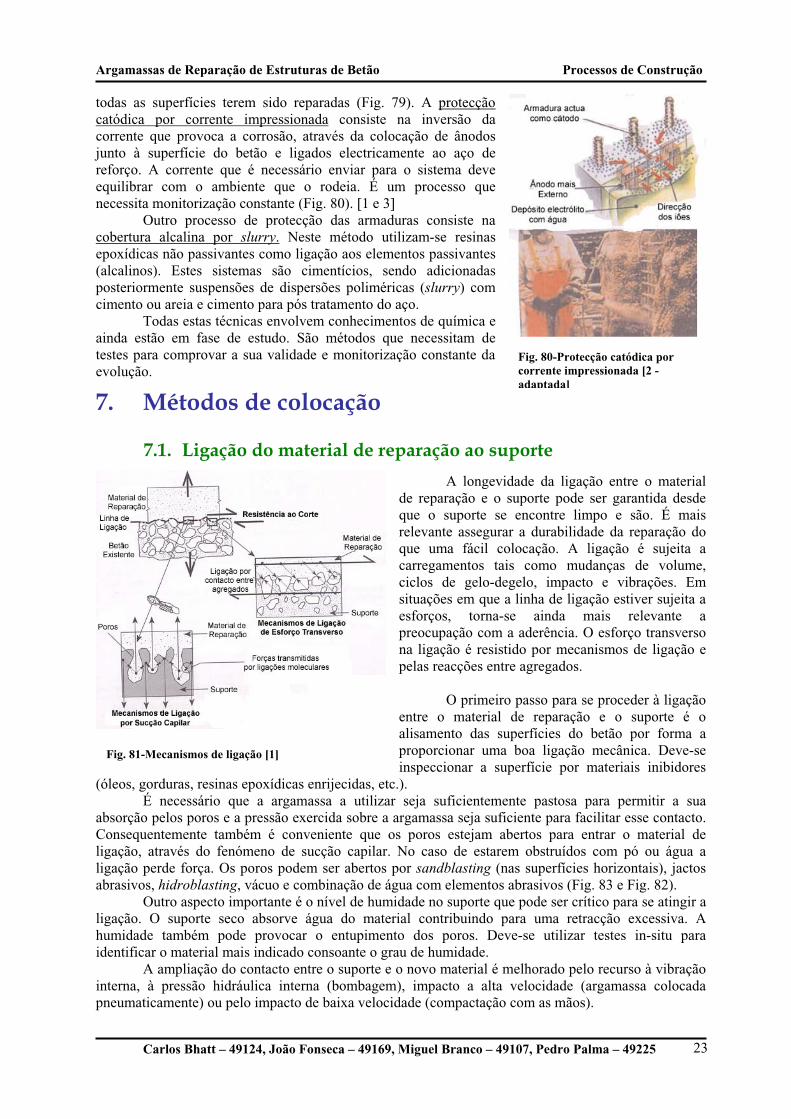
Argamassas de Reparação de Estruturas de Betão Processos de Construção
todas as superfícies terem sido reparadas (Fig. 79). A protecção catódica por corrente impressionada consiste na inversão da corrente que provoca a corrosão, através da colocação de ânodos junto à superfície do betão e ligados electricamente ao aço de reforço. A corrente que é necessário enviar para o sistema deve equilibrar com o ambiente que o rodeia. É um processo que necessita monitorização constante (Fig. 80). [1 e 3]
Fig. 80-Protecção catódica por corrente impressionada [2 - adaptada]
Outro processo de protecção das armaduras consiste na cobertura alcalina por slurry. Neste método utilizam-se resinas epoxídicas não passivantes como ligação aos elementos passivantes (alcalinos). Estes sistemas são cimentícios, sendo adicionadas posteriormente suspensões de dispersões poliméricas (slurry) com cimento ou areia e cimento para pós tratamento do aço.
Todas estas técnicas envolvem conhecimentos de química e ainda estão em fase de estudo. São métodos que necessitam de testes para comprovar a sua validade e monitorização constante da evolução.
Fig. 81-Mecanismos de ligação [1]
7. Métodos de colocação
7.1. Ligação do material de reparação ao suporte A longevidade da ligação entre o material
de reparação e o suporte pode ser garantida desde que o suporte se encontre limpo e são. É mais relevante assegurar a durabilidade da reparação do que uma fácil colocação. A ligação é sujeita a carregamentos tais como mudanças de volume, ciclos de gelo-degelo, impacto e vibrações. Em situações em que a linha de ligação estiver sujeita a esforços, torna-se ainda mais relevante a preocupação com a aderência. O esforço transverso na ligação é resistido por mecanismos de ligação e pelas reacções entre agregados.
O primeiro passo para se proceder à ligação entre o material de reparação e o suporte é o alisamento das superfícies do betão por forma a proporcionar uma boa ligação mecânica. Deve-se inspeccionar a superfície por materiais inibidores
(óleos, gorduras, resinas epoxídicas enrijecidas, etc.). É necessário que a argamassa a utilizar seja suficientemente pastosa para permitir a sua
absorção pelos poros e a pressão exercida sobre a argamassa seja suficiente para facilitar esse contacto. Consequentemente também é conveniente que os poros estejam abertos para entrar o material de ligação, através do fenómeno de sucção capilar. No caso de estarem obstruídos com pó ou água a ligação perde força. Os poros podem ser abertos por sandblasting (nas superfícies horizontais), jactos abrasivos, hidroblasting, vácuo e combinação de água com elementos abrasivos (Fig. 83 e Fig. 82).
Outro aspecto importante é o nível de humidade no suporte que pode ser crítico para se atingir a ligação. O suporte seco absorve água do material contribuindo para uma retracção excessiva. A humidade também pode provocar o entupimento dos poros. Deve-se utilizar testes in-situ para identificar o material mais indicado consoante o grau de humidade.
A ampliação do contacto entre o suporte e o novo material é melhorado pelo recurso à vibração interna, à pressão hidráulica interna (bombagem), impacto a alta velocidade (argamassa colocada pneumaticamente) ou pelo impacto de baixa velocidade (compactação com as mãos).
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 23
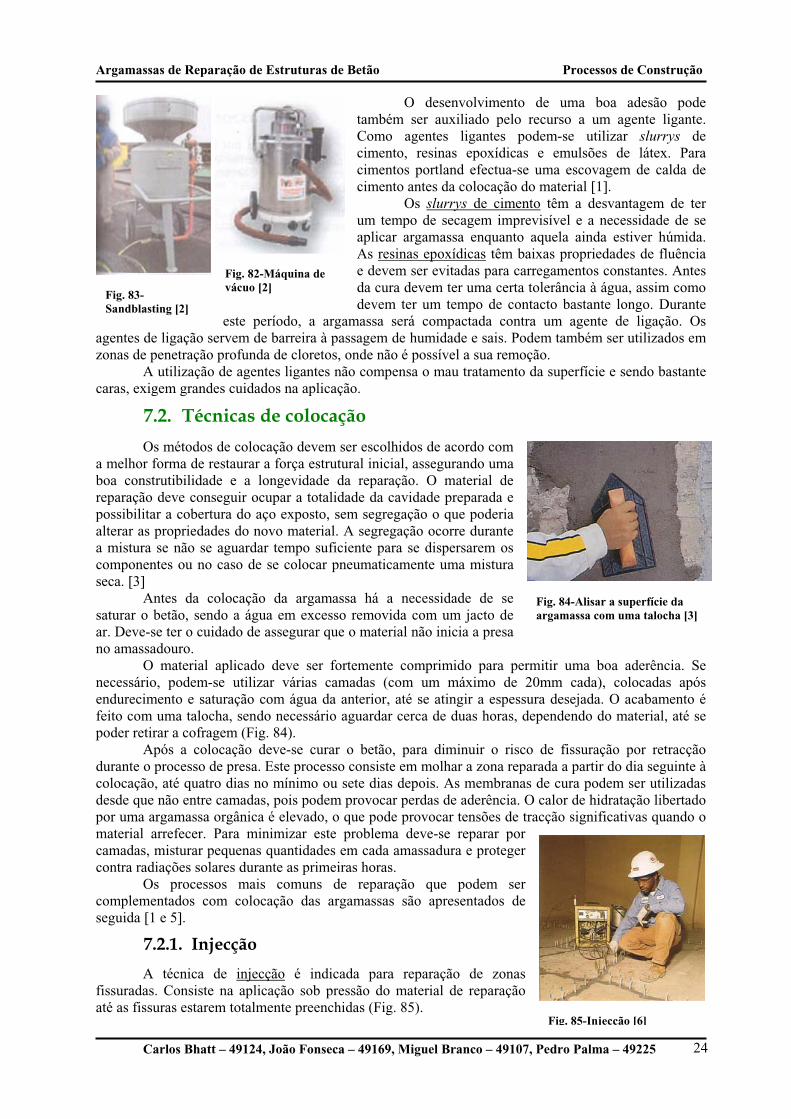
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Fig. 82-Máquina de vácuo [2]
Fig. 83-Sandblasting [2]
O desenvolvimento de uma boa adesão pode também ser auxiliado pelo recurso a um agente ligante. Como agentes ligantes podem-se utilizar slurrys decimento, resinas epoxídicas e emulsões de látex. Para cimentos portland efectua-se uma escovagem de calda de cimento antes da colocação do material [1].
Os slurrys de cimento têm a desvantagem de ter um tempo de secagem imprevisível e a necessidade de se aplicar argamassa enquanto aquela ainda estiver húmida. As resinas epoxídicas têm baixas propriedades de fluência e devem ser evitadas para carregamentos constantes. Antes da cura devem ter uma certa tolerância à água, assim como devem ter um tempo de contacto bastante longo. Durante
este período, a argamassa será compactada contra um agente de ligação. Os agentes de ligação servem de barreira à passagem de humidade e sais. Podem também ser utilizados em zonas de penetração profunda de cloretos, onde não é possível a sua remoção.
A utilização de agentes ligantes não compensa o mau tratamento da superfície e sendo bastante caras, exigem grandes cuidados na aplicação.
7.2. Técnicas de colocação
Fig. 84-Alisar a superfície da argamassa com uma talocha [3]
Fig. 85-Injecção [6]
Os métodos de colocação devem ser escolhidos de acordo com a melhor forma de restaurar a força estrutural inicial, assegurando uma boa construtibilidade e a longevidade da reparação. O material de reparação deve conseguir ocupar a totalidade da cavidade preparada e possibilitar a cobertura do aço exposto, sem segregação o que poderia alterar as propriedades do novo material. A segregação ocorre durante a mistura se não se aguardar tempo suficiente para se dispersarem os componentes ou no caso de se colocar pneumaticamente uma mistura seca. [3]
Antes da colocação da argamassa há a necessidade de se saturar o betão, sendo a água em excesso removida com um jacto de ar. Deve-se ter o cuidado de assegurar que o material não inicia a presa no amassadouro.
O material aplicado deve ser fortemente comprimido para permitir uma boa aderência. Se necessário, podem-se utilizar várias camadas (com um máximo de 20mm cada), colocadas após endurecimento e saturação com água da anterior, até se atingir a espessura desejada. O acabamento é feito com uma talocha, sendo necessário aguardar cerca de duas horas, dependendo do material, até se poder retirar a cofragem (Fig. 84).
Após a colocação deve-se curar o betão, para diminuir o risco de fissuração por retracção durante o processo de presa. Este processo consiste em molhar a zona reparada a partir do dia seguinte à colocação, até quatro dias no mínimo ou sete dias depois. As membranas de cura podem ser utilizadas desde que não entre camadas, pois podem provocar perdas de aderência. O calor de hidratação libertado por uma argamassa orgânica é elevado, o que pode provocar tensões de tracção significativas quando o material arrefecer. Para minimizar este problema deve-se reparar por camadas, misturar pequenas quantidades em cada amassadura e proteger contra radiações solares durante as primeiras horas.
Os processos mais comuns de reparação que podem ser complementados com colocação das argamassas são apresentados de seguida [1 e 5].
7.2.1. InjecçãoA técnica de injecção é indicada para reparação de zonas
fissuradas. Consiste na aplicação sob pressão do material de reparação até as fissuras estarem totalmente preenchidas (Fig. 85).
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 24
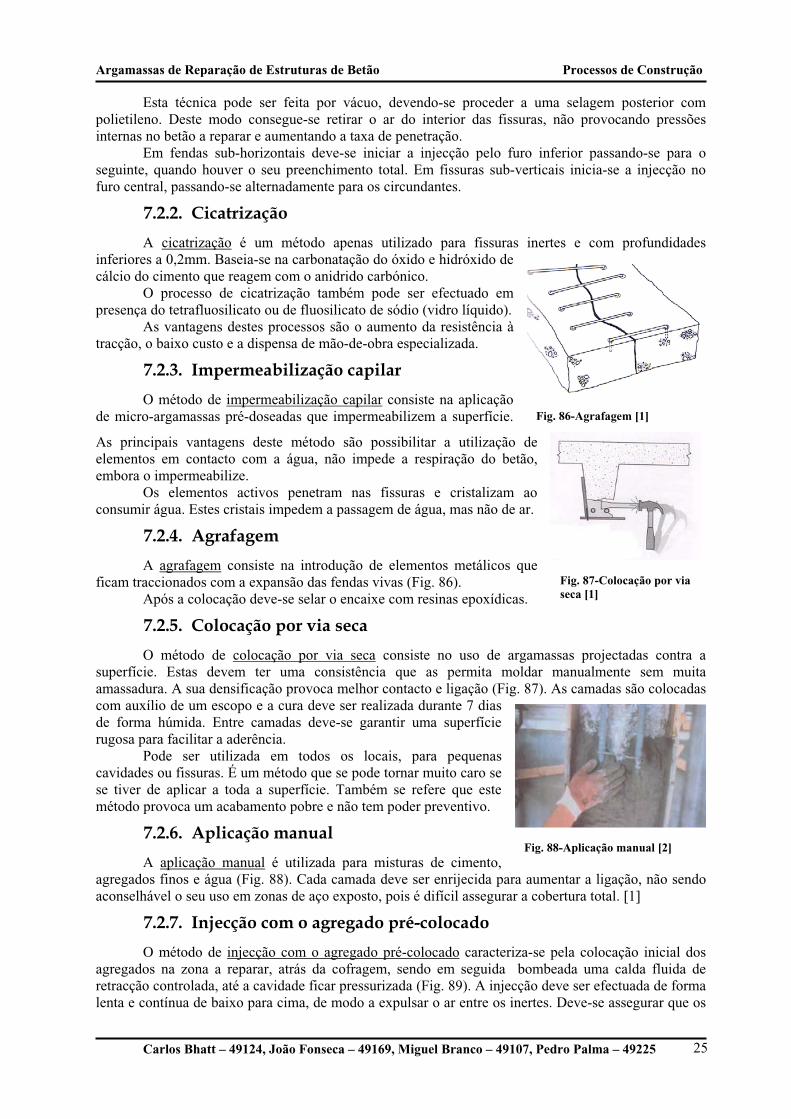
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Esta técnica pode ser feita por vácuo, devendo-se proceder a uma selagem posterior com polietileno. Deste modo consegue-se retirar o ar do interior das fissuras, não provocando pressões internas no betão a reparar e aumentando a taxa de penetração.
Em fendas sub-horizontais deve-se iniciar a injecção pelo furo inferior passando-se para o seguinte, quando houver o seu preenchimento total. Em fissuras sub-verticais inicia-se a injecção no furo central, passando-se alternadamente para os circundantes.
7.2.2. Cicatrização
Fig. 86-Agrafagem [1]
A cicatrização é um método apenas utilizado para fissuras inertes e com profundidades inferiores a 0,2mm. Baseia-se na carbonatação do óxido e hidróxido de cálcio do cimento que reagem com o anidrido carbónico.
O processo de cicatrização também pode ser efectuado em presença do tetrafluosilicato ou de fluosilicato de sódio (vidro líquido).
As vantagens destes processos são o aumento da resistência à tracção, o baixo custo e a dispensa de mão-de-obra especializada.
7.2.3. Impermeabilização capilar O método de impermeabilização capilar consiste na aplicação
de micro-argamassas pré-doseadas que impermeabilizem a superfície.
As principais vantagens deste método são possibilitar a utilização de elementos em contacto com a água, não impede a respiração do betão, embora o impermeabilize.
Os elementos activos penetram nas fissuras e cristalizam ao consumir água. Estes cristais impedem a passagem de água, mas não de ar.
Fig. 87-Colocação por via seca [1]
7.2.4. Agrafagem A agrafagem consiste na introdução de elementos metálicos que
ficam traccionados com a expansão das fendas vivas (Fig. 86). Após a colocação deve-se selar o encaixe com resinas epoxídicas.
7.2.5. Colocação por via seca
Fig. 88-Aplicação manual [2]
O método de colocação por via seca consiste no uso de argamassas projectadas contra a superfície. Estas devem ter uma consistência que as permita moldar manualmente sem muita amassadura. A sua densificação provoca melhor contacto e ligação (Fig. 87). As camadas são colocadas com auxílio de um escopo e a cura deve ser realizada durante 7 dias de forma húmida. Entre camadas deve-se garantir uma superfície rugosa para facilitar a aderência.
Pode ser utilizada em todos os locais, para pequenas cavidades ou fissuras. É um método que se pode tornar muito caro se se tiver de aplicar a toda a superfície. Também se refere que este método provoca um acabamento pobre e não tem poder preventivo.
7.2.6. Aplicação manual A aplicação manual é utilizada para misturas de cimento,
agregados finos e água (Fig. 88). Cada camada deve ser enrijecida para aumentar a ligação, não sendo aconselhável o seu uso em zonas de aço exposto, pois é difícil assegurar a cobertura total. [1]
7.2.7. Injecção com o agregado pré-colocado O método de injecção com o agregado pré-colocado caracteriza-se pela colocação inicial dos
agregados na zona a reparar, atrás da cofragem, sendo em seguida bombeada uma calda fluida de retracção controlada, até a cavidade ficar pressurizada (Fig. 89). A injecção deve ser efectuada de forma lenta e contínua de baixo para cima, de modo a expulsar o ar entre os inertes. Deve-se assegurar que os
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 25
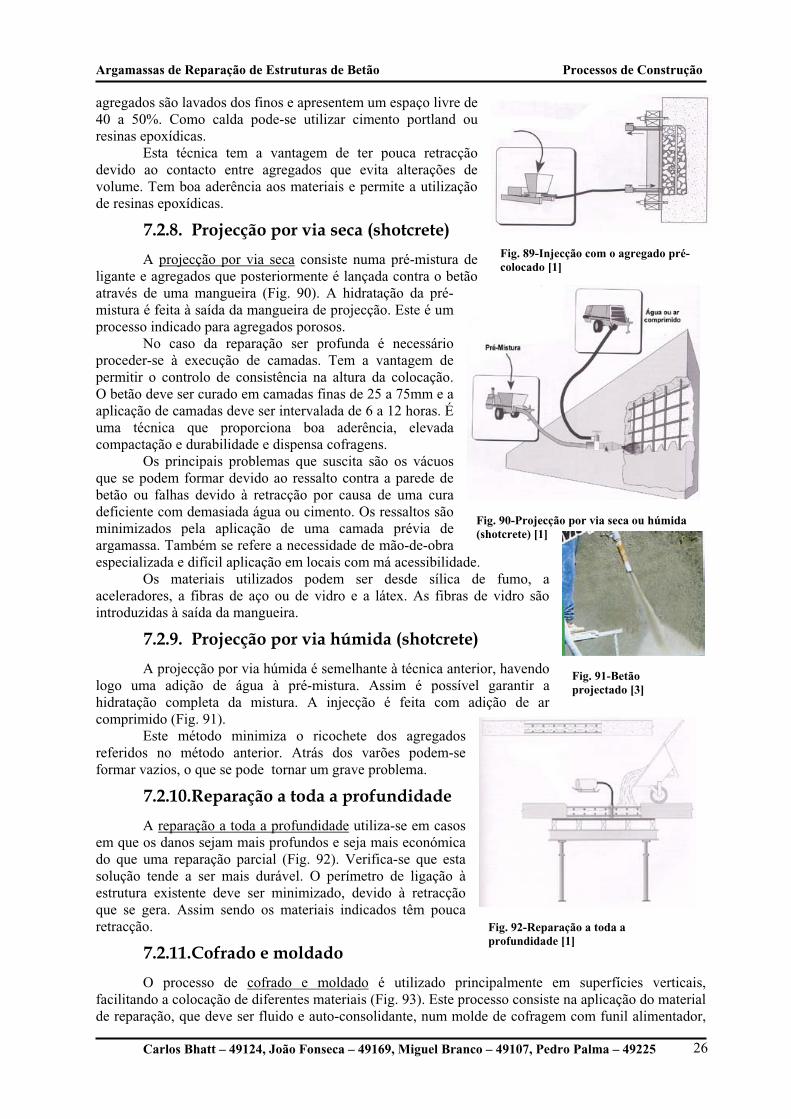
Argamassas de Reparação de Estruturas de Betão Processos de Construção
agregados são lavados dos finos e apresentem um espaço livre de 40 a 50%. Como calda pode-se utilizar cimento portland ou resinas epoxídicas.
Esta técnica tem a vantagem de ter pouca retracção devido ao contacto entre agregados que evita alterações de volume. Tem boa aderência aos materiais e permite a utilização de resinas epoxídicas.
Fig. 89-Injecção com o agregado pré-colocado [1]
7.2.8. Projecção por via seca (shotcrete)
Fig. 90-Projecção por via seca ou húmida (shotcrete) [1]
A projecção por via seca consiste numa pré-mistura de ligante e agregados que posteriormente é lançada contra o betão através de uma mangueira (Fig. 90). A hidratação da pré-mistura é feita à saída da mangueira de projecção. Este é um processo indicado para agregados porosos.
No caso da reparação ser profunda é necessário proceder-se à execução de camadas. Tem a vantagem de permitir o controlo de consistência na altura da colocação. O betão deve ser curado em camadas finas de 25 a 75mm e a aplicação de camadas deve ser intervalada de 6 a 12 horas. É uma técnica que proporciona boa aderência, elevada compactação e durabilidade e dispensa cofragens.
Os principais problemas que suscita são os vácuos que se podem formar devido ao ressalto contra a parede de betão ou falhas devido à retracção por causa de uma cura deficiente com demasiada água ou cimento. Os ressaltos são minimizados pela aplicação de uma camada prévia de argamassa. Também se refere a necessidade de mão-de-obra especializada e difícil aplicação em locais com má acessibilidade.
Os materiais utilizados podem ser desde sílica de fumo, a aceleradores, a fibras de aço ou de vidro e a látex. As fibras de vidro são introduzidas à saída da mangueira.
Fig. 91-Betão projectado [3]
7.2.9. Projecção por via húmida (shotcrete)
Fig. 92-Reparação a toda a profundidade [1]
A projecção por via húmida é semelhante à técnica anterior, havendo logo uma adição de água à pré-mistura. Assim é possível garantir a hidratação completa da mistura. A injecção é feita com adição de ar comprimido (Fig. 91).
Este método minimiza o ricochete dos agregados referidos no método anterior. Atrás dos varões podem-se formar vazios, o que se pode tornar um grave problema.
7.2.10.Reparação a toda a profundidade A reparação a toda a profundidade utiliza-se em casos
em que os danos sejam mais profundos e seja mais económica do que uma reparação parcial (Fig. 92). Verifica-se que esta solução tende a ser mais durável. O perímetro de ligação à estrutura existente deve ser minimizado, devido à retracção que se gera. Assim sendo os materiais indicados têm pouca retracção.
7.2.11.Cofrado e moldado O processo de cofrado e moldado é utilizado principalmente em superfícies verticais,
facilitando a colocação de diferentes materiais (Fig. 93). Este processo consiste na aplicação do material de reparação, que deve ser fluido e auto-consolidante, num molde de cofragem com funil alimentador,
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 26

Argamassas de Reparação de Estruturas de Betão Processos de Construção
até ao preenchimento da zona a reparar. Para selar o topo pode-se utilizar o método de amassar a seco. O uso de vibrador possibilita a remoção do ar aprisionado durante a colocação da argamassa e promove o contacto entre o suporte e a argamassa. É de notar que a cofragem pode por vezes dificultar a utilização de agentes ligantes.
Fig. 95-Máquina para bombear a argamassa [5]
7.2.12.Cofrado e bombeado O método cofrado e bombeado pode-se utilizar em tectos e paredes, não
sendo condicionado pelas dimensões das fendas (Fig. 94). É um processo onde se podem utilizar diferentes materiais desde que sejam fluídos e passíveis de serem bombeados. Estas propriedades conseguem-se pela adopção de químicos e agregados com formas específicas, sendo também benéfico que os materiais não apresentem retracção.
O método consiste na execução de cofragens e posterior preenchimento com argamassa bombeada (Fig. 95), devendo-se ter a precaução de cortar arestas que possam criar bolsas de ar. A pressão hidráulica desenvolvida no interior do betão serve para melhorar a ligação. Após bombeado ainda se carrega a cofragem para aumentar essa pressão.
É um método que não é tão condicionado pelo erro individual, como o anterior, sendo um método alternativo às técnicas de shotcrete,manual e injecção em agregados pré-colocados, referidos em seguida.
Deve-se elaborar um projecto piloto anterior à colocação para aferir as propriedades do material, nomeadamente no que se refere à densidade, à força de ligação e à resistência à tracção. Os principais
problemas que podem ocorrer nesta técnica estão associados à pouca pressão exercida o que vai provocar zonas com má ligação ou de ausência de material.
Fig. 93-Cofrado e moldado [1]
Fig. 94-Cofrado e bombeado [1]
7.2.13.Sobrecamadas A utilização de sobrecamadas melhora a drenagem, a
fiabilidade, a capacidade de carga e a resistência a ambientes agressivos (Fig. 96). Consiste na colocação de diferentes materiais, com diferentes espessuras, como são usados para reparar pavimentos de pontes e parques de estacionamento. Esta colocação deve prevenir a retracção, a segregação e a má ligação. Os materiais utilizados podem ser o betão de cimento portland com baixa relação água:cimento, em conjunto com látex ou microsilicas.
8. Considerações finais Nesta monografia apresentaram-se os diversos materiais e métodos existentes para a reparação
de estruturas de betão. Contudo, é necessário referir-se que um projecto deve procurar minimizar as causas de deterioração precoce das estruturas, evitando o recurso a estes materiais, já que a finalidade do projectista é assegurar os estados limites últimos e de serviço, garantindo a segurança estrutural e a durabilidade da construção.
As possibilidades que as argamassas de reparação oferecem não devem ser vistas como um apoio para se poderem construir estruturas mais económicas ou para se descurar o processo construtivo, mas sim como uma solução de último recurso.
Fig. 96-Sobrecamadas [1]
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 27
Argamassas de Reparação de Estruturas de Betão Processos de Construção
No caso de ser necessário recorrer a argamassas de reparação deve-se ter presente todos os aspectos referidos ao longo do trabalho. Para se obter bons resultados deve-se escolher uma argamassa que tenha uma boa ligação ao suporte, deve-se tratar cuidadosamente a superfície a reparar e por fim escolher o método de colocação que melhor se adapta à situação em causa.
Em conclusão é importante referir que a evolução tecnológica no campo dos materiais de reparação levou a que a vanguarda da investigação nesta área esteja a cargo de engenheiros químicos. Isto não significa que os engenheiros civis tenham que se tornar especialistas em química, mas que tenham conhecimentos e sensibilidade suficiente para avaliarem as condicionantes e características dos materiais por forma a optimizar a sua utilização.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 28
Argamassas de Reparação de Estruturas de Betão Processos de Construção
9. Referências
9.1. Livros[1] EMMONS, P.H. – “Concrete Repair and Maintenance” – R. S. Means Company, Kingston,
1993;
[2] HELENE, P.; PEREIRA, F. – “Manual de Rehabilitación de Estructuras de Hormigón. Reparación, Refuerzo y Protección” – Red Rehabilitar, São Paulo, 2003;
9.2. Publicações e revistas [3] “Guia Weber” – Weber Cimenfix, Aveiro, 2004;
[4] RIBEIRO, S.S.; et al – Argamassas Modificadas com Polímeros;
[5] ALEIXO, J.; COUTO, J.; et al. – Apontamentos da Disciplina de Diagnóstico, Patologia e Reabilitação de Construções de Betão – Mestrado em Construção, I. S. T.;
[6] Catálogos da Sika – Sika Portugal, Vila Nova de Gaia, 2002;
[7] RIBEIRO, S.S. – Materiais de Reparação de Estruturas de Betão. Modelação Experimental de uma Argamassa à base de Ligante Inorgânico – Dissertação apresentada para obtenção do grau de Mestre em Construção, IST, Lisboa, 1995;
[8] TABOR, L.J. – Concrete Repair Materials – Paper to be presented at the 18th Annual Convention of the Institute of Concrete Technology, 1990;
[9] Durabilidade de Estruturas de Betão Armado – Folhas da disciplina de Betão Armado e Pré-esforçado I, IST;
[10] NEVILLE, A. M. – Corrosion of reinforcement – Concrete Repairs, A selection of articles reprinted from the journal CONCRETE, 1984;
[11] RIBEIRO, S.S. – Processos Tradicionais de Reparação da Corrosão em Estruturas de Betão – Seminário: “Prevenção da Corrosão em Estruturas de Betão Armado”, L.N.E.C.;
[12] MORGAN, D.R. – Compatibility of Concrete Repair Materials – Construction and Building Materials, Vol. 10, Nº 1, pp.57-67, 1996;
[13] PIEDADE, A.C.C. – Pedras Naturais - Documento de apoio nº2 das folhas da disciplina de Materiais de Construção I, I.S.T;
9.3. Sites da Internet [14] Sika Portugal – Empresa de materiais de construção, 27/05/2004: www.sika.pt;
[15] Weber Cimenfix – Empresa de materiais de construção, 27/05/2004: www.weber-cimenfix.com;
[16] Mapei - Empresa de materiais de construção, 27/05/2004: www.mapei.com;
[17] Matesica - Empresa de materiais de construção, 27/05/2004: www.matesica.com;
[18] Bettor - Empresa de materiais de construção, 27/05/2004: www.betor-mbt.es.
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 29
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Anexo
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 30
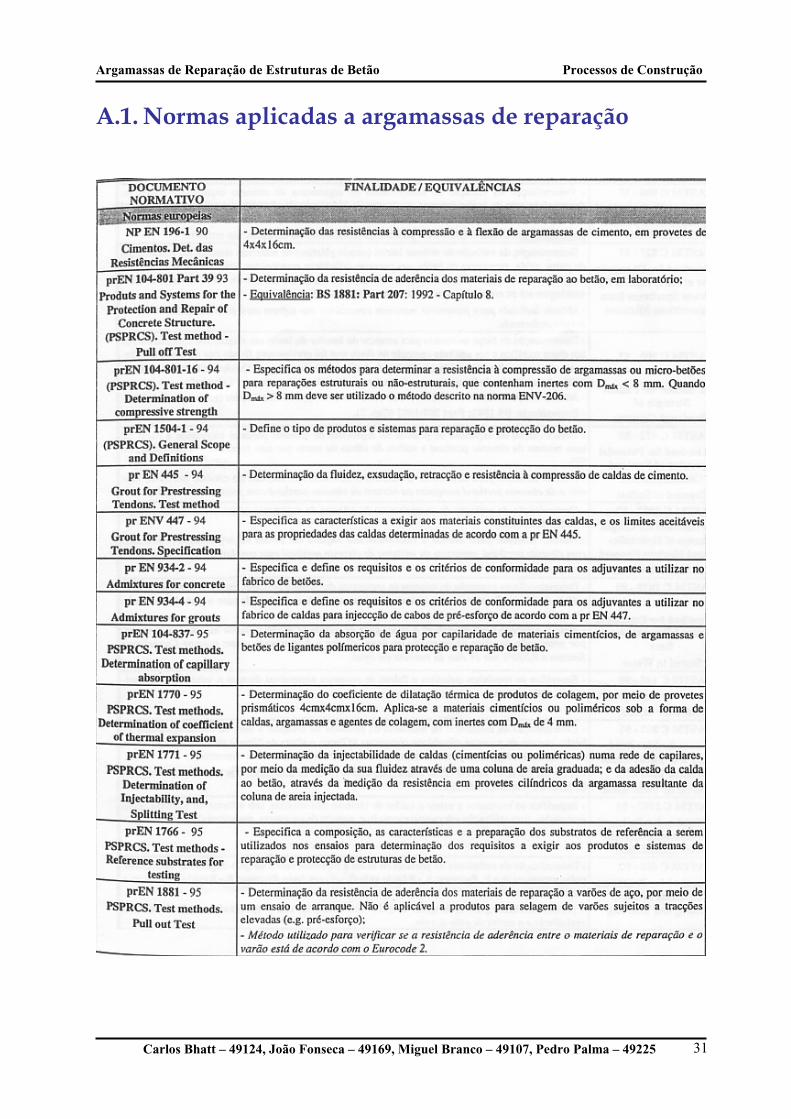
Argamassas de Reparação de Estruturas de Betão Processos de Construção
A.1. Normas aplicadas a argamassas de reparação
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 31
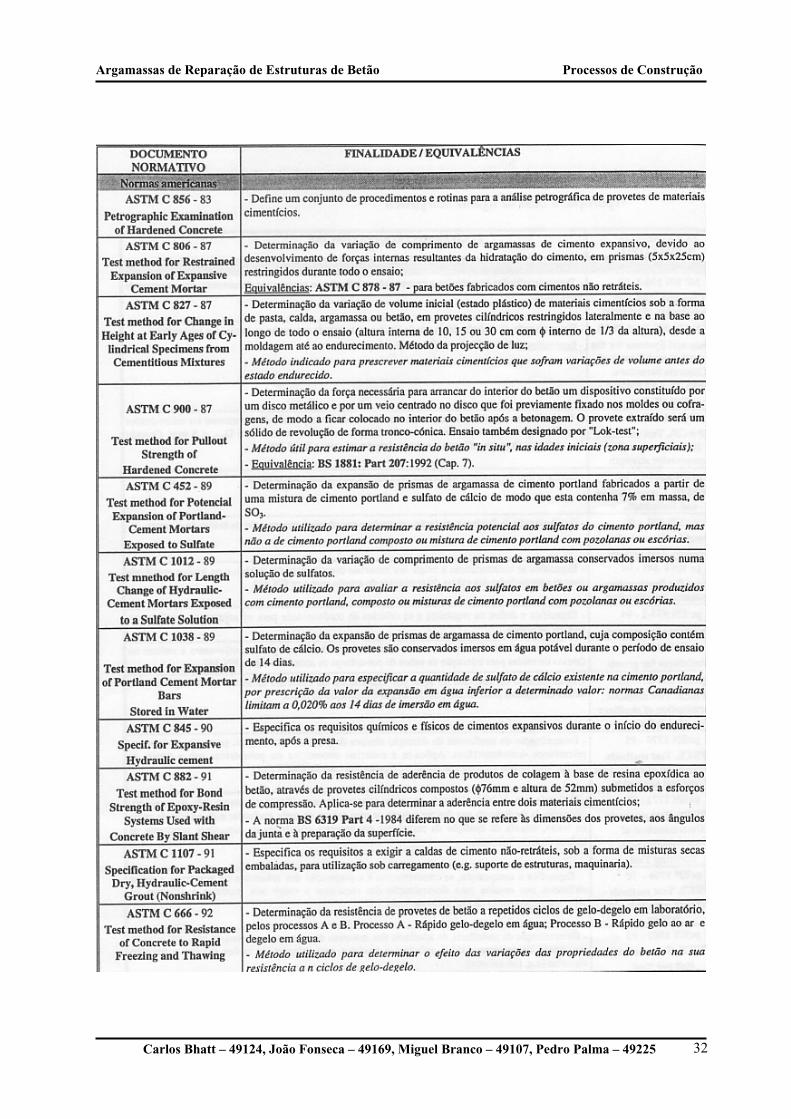
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 32
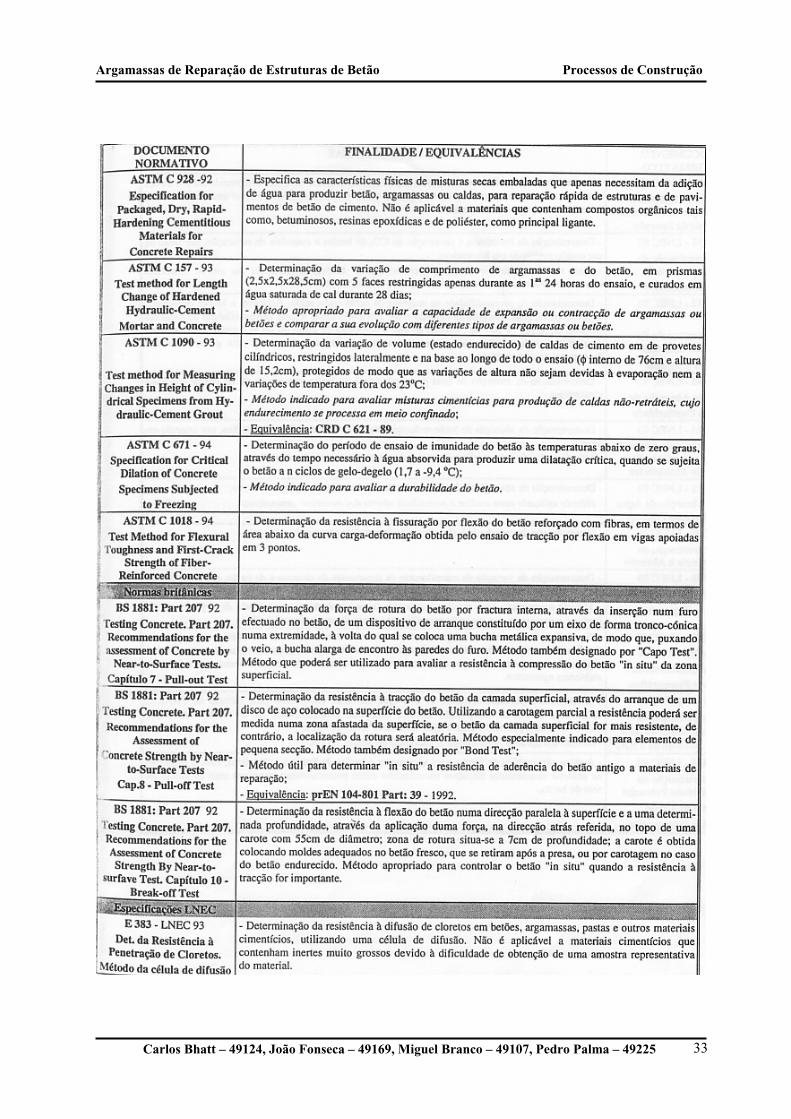
Argamassas de Reparação de Estruturas de Betão Processos de Construção
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 33
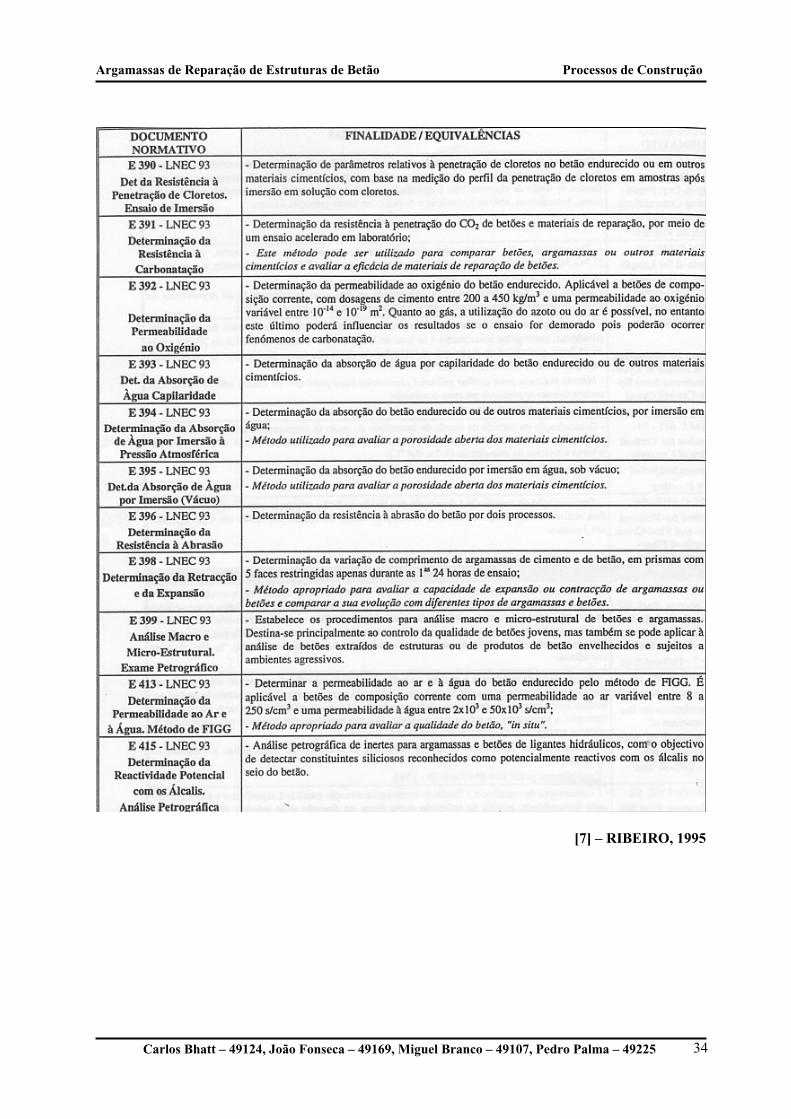
Argamassas de Reparação de Estruturas de Betão Processos de Construção
[7] – RIBEIRO, 1995
Carlos Bhatt – 49124, João Fonseca – 49169, Miguel Branco – 49107, Pedro Palma – 49225 34
0
DOSSIER ECONÓMICODOSSIER ECONÓMICODOSSIER ECONÓMICODOSSIER ECONÓMICO 01010101 Maio 2006
Ao longo deste documento explica-se de uma forma sucinta as
propriedades de cada um dos sistemas, o seu modo de preparação bem
como o do suporte, a sua aplicação e as possíveis anomalias
detectadas.
Sendo um dossier económico comparativo, estima-se um custo médio
entre os dois tipos de aplicação, baseado no mercado actual.
A comparação tem como base um projecto tipo de um edifício de
habitação de 4 pisos, que confina com duas construções já existentes. O
local escolhido para a sua implantação foi a vila de Quarteira, no
Algarve.
REVESTIMENTOS EXTERIORESREVESTIMENTOS EXTERIORESREVESTIMENTOS EXTERIORESREVESTIMENTOS EXTERIORES RebocoRebocoRebocoReboco + Pintura + Pintura + Pintura + Pintura eeee MonomassaMonomassaMonomassaMonomassa
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
1
EditEditEditEditoriorioriorial al al al
ApresentaçãoApresentaçãoApresentaçãoApresentação
O Dossier Económico Dossier Económico Dossier Económico Dossier Económico estabelece comparações técnicas e económicas sobre soluções que competem entre si
para uma mesma aplicação.
Perfil editorial Perfil editorial Perfil editorial Perfil editorial
O Construlink.com, é um portal de referência do sector (Teixeira Duarte, e Instituto Superior Técnico). Os
conteúdos nele publicados são de carácter técnico e/ou científico nas áreas de arquitectura, engenharia e
construção. Estes conteúdos fazem com que todos os profissionais ou estudantes do sector possam encontrar
a informação técnica que necessitam de forma rápida e eficaz.
Conteúdo TécnicoConteúdo TécnicoConteúdo TécnicoConteúdo Técnico
Este Dossier EconómicoDossier EconómicoDossier EconómicoDossier Económico tem como temática duas soluções para revestimentos exteriores: Reboco+Pintura
comparativamente a Monomassa.
Ao longo deste documento explica-se de uma forma sucinta as propriedades de cada um dos produtos, o seu
modo de preparação bem como o do suporte, a sua aplicação e as possíveis anomalias detectadas.
Estima-se também um custo médio dos dois tipos de aplicação, baseado nos valores médios correntes no
mercado actual.
PeriodicidadePeriodicidadePeriodicidadePeriodicidade
Trimestral
Edição Edição Edição Edição
Construlink.com
Maio 2006
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
2
ÍndiceÍndiceÍndiceÍndice
1. Edifício Considerado................................................................................................................................. 3 1.1 Descrição ............................................................................................................................................. 3 1.2 Áreas.................................................................................................................................................... 3
2. Reboco Pré-Doseado................................................................................................................................ 4 2.1 Descrição............................................................................................................................................. 4 2.2 Características de resistências físicas e mecânicas .......................................................................... 5 2.3 Suporte .............................................................................................................................................. 10 2.4 Aplicação ............................................................................................................................................ 11
3. Pintura com Tinta Texturada Flexível Impermeabilizante...................................................................... 13 3.1 Descrição............................................................................................................................................ 13 3.2 Suporte .............................................................................................................................................. 13 3.3 Aplicação ........................................................................................................................................... 13 3.4 Patologia............................................................................................................................................ 16
3.4.1 Defeitos de Aspecto ................................................................................................................... 16 3.4.2 Defeitos de Durabilidade........................................................................................................... 17
4. Monomassas............................................................................................................................................ 21 4.1 Descrição............................................................................................................................................ 21 4.2 Tipos de acabamento........................................................................................................................ 21
4.2.1 Acabamentos de pedra projectada ........................................................................................... 21 4.2.2 Acabamentos tradicionais..........................................................................................................22
4.3 Suporte..............................................................................................................................................23 4.4 Preparação da massa....................................................................................................................... 25 4.5 Aplicação...........................................................................................................................................27 4.6 Patologia .......................................................................................................................................... 28
4.6.1 Defeitos de Aspecto .................................................................................................................. 28 4.6.2 Defeitos de Durabilidade.......................................................................................................... 29
5. Quadro comparativo ............................................................................................................................... 31 6. Analise Económica ..................................................................................................................................33 7. Bibliografia ............................................................................................................................................. 36
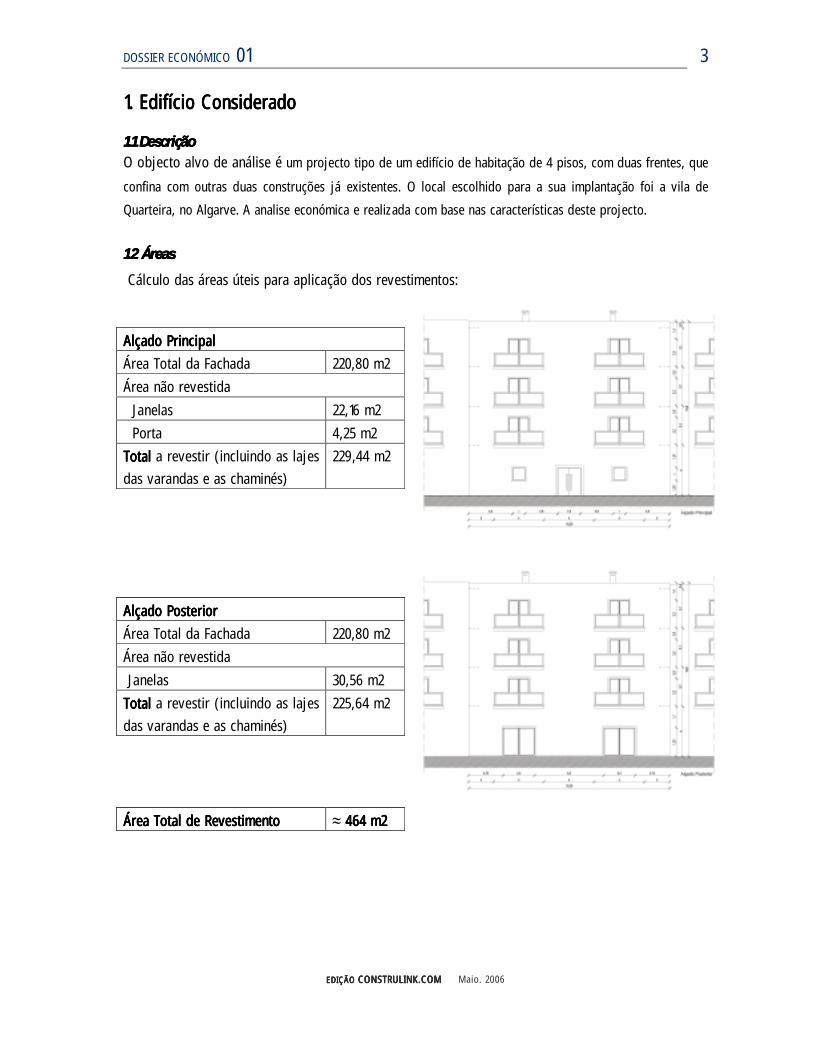
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
3
1. 1. 1. 1. Edifício Edifício Edifício Edifício ConsideradoConsideradoConsideradoConsiderado
1.1 1.1 1.1 1.1 Descrição Descrição Descrição Descrição O objecto alvo de análise é um projecto tipo de um edifício de habitação de 4 pisos, com duas frentes, que
confina com outras duas construções já existentes. O local escolhido para a sua implantação foi a vila de
Quarteira, no Algarve. A analise económica e realizada com base nas características deste projecto.
1.2 Áreas1.2 Áreas1.2 Áreas1.2 Áreas
Cálculo das áreas úteis para aplicação dos revestimentos:
Área TotalÁrea TotalÁrea TotalÁrea Total de Revestimento de Revestimento de Revestimento de Revestimento ≈ 464 m2 464 m2 464 m2 464 m2
Alçado PrincipalAlçado PrincipalAlçado PrincipalAlçado Principal
Área Total da Fachada 220,80 m2
Área não revestida
Janelas 22,16 m2
Porta 4,25 m2
TotalTotalTotalTotal a revestir (incluindo as lajes
das varandas e as chaminés)
229,44 m2
Alçado PosteriorAlçado PosteriorAlçado PosteriorAlçado Posterior
Área Total da Fachada 220,80 m2
Área não revestida
Janelas 30,56 m2
TotalTotalTotalTotal a revestir (incluindo as lajes
das varandas e as chaminés)
225,64 m2
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
4
2. 2. 2. 2. Reboco PréReboco PréReboco PréReboco Pré----DoseadoDoseadoDoseadoDoseado
2.1 2.1 2.1 2.1 DescriçãoDescriçãoDescriçãoDescrição
O reboco pré-doseado é uma argamassa seca, formulada a partir de ligantes hidráulicos, agregados
siliciosos e adjuvantes. Trata-se de uma argamassa de construção industrial em que o doseamento e
a mistura das referidas matérias-primas são realizados de forma perfeitamente controlada na fábrica.
Esta argamassa é expedida para a obra, em saco ou a granel para alimentação de silo, dependendo
do volume do consumo e espaço disponível, pronta a ser misturada com água [6]. Este tipo de
argamassa pode ser aplicada manualmente ou por projecção.
A sua utilização no revestimento exterior de paredes de edifícios apresenta, entre outras, a vantagem
de conduzir a uma racionalização das operações e, consequentemente, a uma redução dos tempos
de execução quando comparada com a solução tradicional de rebocos preparados em obra e
aplicados em varias camadas.
O bom desempenho deste tipo de sistema de reboco não depende apenas da formulação das
argamassas em si mas também das suas condições de amassadura, quantidade de água introduzida,
tipo e estado do suporte onde vai ser aplicada, espessura da camada, condições de aplicação e cura
(relativas ao ambiente e a aspectos técnicos e humanos). Isto quer dizer que uma “boa” argamassa
pré-doseada pode mostrar-se deficiente no revestimento de uma determinada alvenaria, devido a
especificidades desse suporte. Todavia, mesmo sobre suportes idênticos, essa argamassa pode, num
caso, apresentar desempenho satisfatório, enquanto noutro isso pode não se verificar, eventualmente
devido a problemas de aplicação. [3]
O RHP, Reboco Hidráulico Pronto, é uma Argamassa Seca constituída por ligantes hidráulicos, agregados diversos e adições, pronta a utilizar após amassadura com a quantidade correcta de água, destinada à execução de rebocos interiores e exteriores.
Consoante a dimensão da obra, o RHP pode ser fornecido em sacos de 30 kg, paletizados e plastificados ou a granel para alimentar Silos colocados em obra.
O RHP existe em granulometria fina ou média, a seleccionar em função do acabamento (tipo de tinta).
A aplicação é preferencialmente feita por projecção mecânica, podendo ainda, determinados variedades de RHP ser aplicadas manualmente.
O rendimento teórico depende da variedade escolhida, mas varia entre 16 e 19 kg/m2 por cm de espessura.
O acabamento será talochado, se estiver prevista uma pintura com Tinta Texturada ou esponjado, se estiver prevista uma Tinta Lisa.
Entre as vantagens da solução RHP, podem referir-se:
� Aderência aos suportes, dispensando o chapisco ou salpico
� Facilidade e Produtividade da aplicação; baixo risco de imperfeições
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
5
� Organização do estaleiro, em especial em obras de grande dimensão, com o recurso ao abastecimento a granel para Silos
� Facilidade de reparação e manutenção de superfícies pintadas (repintura)
� Baixo risco de desenvolvimento de anomalias do tipo eflorescências
� Quando pintado, mostra excelente resistência ao envelhecimento por agressão ambiental
� Escolhendo a tinta adequada, a solução reboco pintado exibe uma excelente protecção às infiltrações de água pluvial, sem comprometer a permeabilidade das paredes ao vapor de água
� Excelente homogeneidade cromática, mesmo quando pintado com cores fortes
� Excelente solução para ser aplicada em casos de Reabilitação
O reboco RHP é um produto com Marcação CE (segundo a Norma EN 998-1) e com a Marca Produto Certificado da Certif, Associação para a Certificação de Produtos.
Eng. Carlos DuaEng. Carlos DuaEng. Carlos DuaEng. Carlos Duarte,rte,rte,rte, SECIL MARTINGANÇA SECIL MARTINGANÇA SECIL MARTINGANÇA SECIL MARTINGANÇA, Lda., Lda., Lda., Lda.
2.2 2.2 2.2 2.2 Características de resistências físicas e mecânicasCaracterísticas de resistências físicas e mecânicasCaracterísticas de resistências físicas e mecânicasCaracterísticas de resistências físicas e mecânicas
Recolheram-se amostras de 5 produtos pré-doseados para a execução de argamassas para rebocos
exteriores produzidos numa fábrica nacional e de um outro produto do mesmo tipo procedente de
outro fabricante nacional [3]. Apresenta-se a identificação dos seguintes produtos, com base nas
fichas técnicas respectivas e de acordo com a EN 998-1:
ARE Ciarga: argamassa seca hidrofugada cinzenta, da classe CS IV, W1, destinada
principalmente a rebocar paredes exteriores, por aplicação manual ou mecânica, composta por
cimento, cal, agregados calcários e adjuvantes químicos;
RHP exterior fino Martingança: argamassa seca, hidrofugada composta por ligantes
hidráulicos, agregados calcários e silicosos e adjuvantes, da classe CS IV, W2, para aplicação por
projecção em rebocos exteriores brancos, dispensando posterior pintura;
RHP exterior manual Martingança: argamassa seca, composta por ligantes hidráulicos,
agregados calcários e silicosos e adjuvantes, da classe CS III, W1, para aplicação manual em rebocos
exteriores cinzentos, permitindo acabamentos areados de granulometria fina ou como base para
aplicação de revestimentos cerâmicos ou de pedra natural;
RHP exterior médio Martingança: argamassa seca, composta por ligantes hidráulicos,
agregados calcários e silicosos e adjuvantes, da classe CS III, W1, para aplicação por projecção em
rebocos exteriores cinzentos, com acabamento areado ou esponjado ou como base para aplicação
de revestimentos cerâmicos ou de pedra natural;
RHP exterior plus Martingança: argamassa seca, composta por ligantes hidráulicos, agregados
calcários e silicosos e adjuvantes, da classe CS III, W1, para aplicação manual em rebocos exteriores
cinzentos.
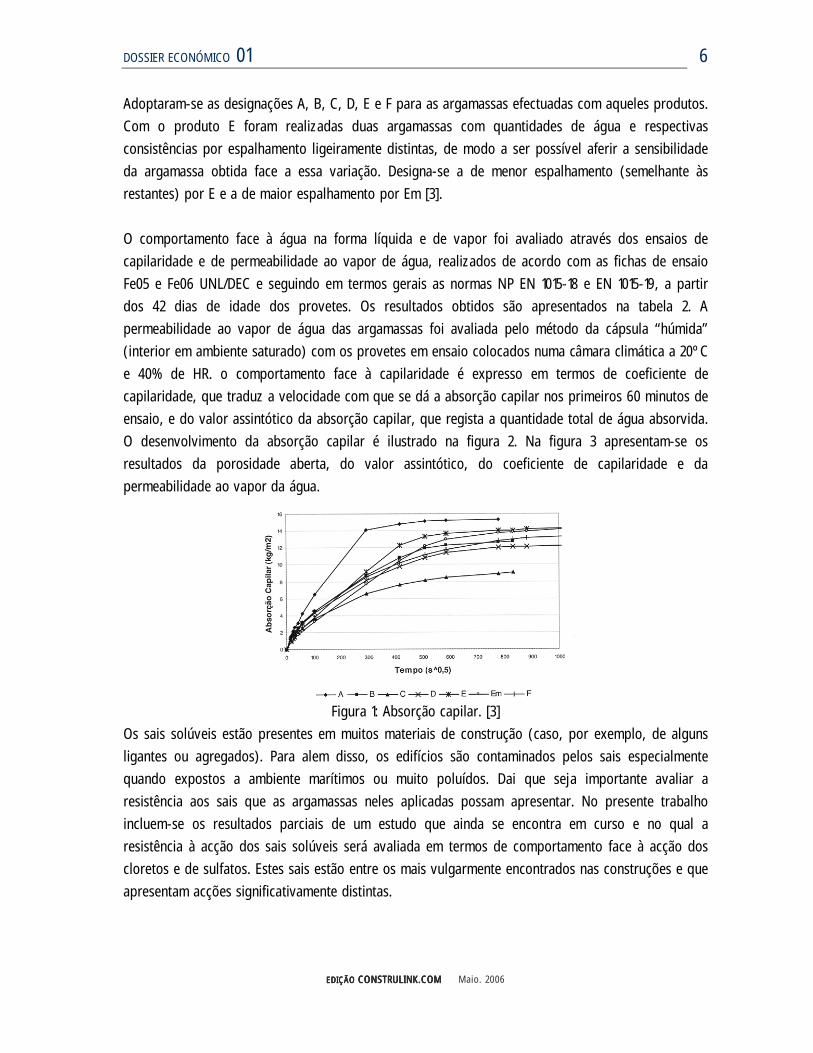
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
6
Adoptaram-se as designações A, B, C, D, E e F para as argamassas efectuadas com aqueles produtos.
Com o produto E foram realizadas duas argamassas com quantidades de água e respectivas
consistências por espalhamento ligeiramente distintas, de modo a ser possível aferir a sensibilidade
da argamassa obtida face a essa variação. Designa-se a de menor espalhamento (semelhante às
restantes) por E e a de maior espalhamento por Em [3].
O comportamento face à água na forma líquida e de vapor foi avaliado através dos ensaios de
capilaridade e de permeabilidade ao vapor de água, realizados de acordo com as fichas de ensaio
Fe05 e Fe06 UNL/DEC e seguindo em termos gerais as normas NP EN 1015-18 e EN 1015-19, a partir
dos 42 dias de idade dos provetes. Os resultados obtidos são apresentados na tabela 2. A
permeabilidade ao vapor de água das argamassas foi avaliada pelo método da cápsula “húmida”
(interior em ambiente saturado) com os provetes em ensaio colocados numa câmara climática a 20ºC
e 40% de HR. o comportamento face à capilaridade é expresso em termos de coeficiente de
capilaridade, que traduz a velocidade com que se dá a absorção capilar nos primeiros 60 minutos de
ensaio, e do valor assintótico da absorção capilar, que regista a quantidade total de água absorvida.
O desenvolvimento da absorção capilar é ilustrado na figura 2. Na figura 3 apresentam-se os
resultados da porosidade aberta, do valor assintótico, do coeficiente de capilaridade e da
permeabilidade ao vapor da água.
Figura 1: Absorção capilar. [3]
Os sais solúveis estão presentes em muitos materiais de construção (caso, por exemplo, de alguns
ligantes ou agregados). Para alem disso, os edifícios são contaminados pelos sais especialmente
quando expostos a ambiente marítimos ou muito poluídos. Dai que seja importante avaliar a
resistência aos sais que as argamassas neles aplicadas possam apresentar. No presente trabalho
incluem-se os resultados parciais de um estudo que ainda se encontra em curso e no qual a
resistência à acção dos sais solúveis será avaliada em termos de comportamento face à acção dos
cloretos e de sulfatos. Estes sais estão entre os mais vulgarmente encontrados nas construções e que
apresentam acções significativamente distintas.
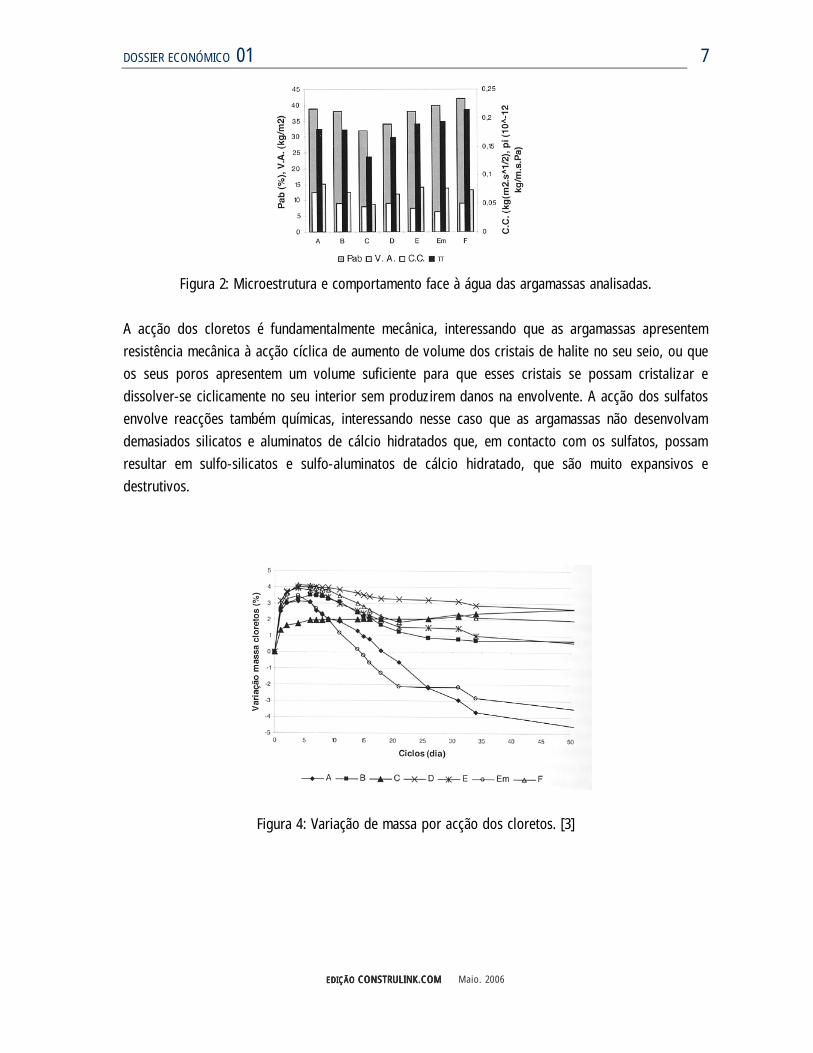
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
7
Figura 2: Microestrutura e comportamento face à água das argamassas analisadas.
A acção dos cloretos é fundamentalmente mecânica, interessando que as argamassas apresentem
resistência mecânica à acção cíclica de aumento de volume dos cristais de halite no seu seio, ou que
os seus poros apresentem um volume suficiente para que esses cristais se possam cristalizar e
dissolver-se ciclicamente no seu interior sem produzirem danos na envolvente. A acção dos sulfatos
envolve reacções também químicas, interessando nesse caso que as argamassas não desenvolvam
demasiados silicatos e aluminatos de cálcio hidratados que, em contacto com os sulfatos, possam
resultar em sulfo-silicatos e sulfo-aluminatos de cálcio hidratado, que são muito expansivos e
destrutivos.
Figura 4: Variação de massa por acção dos cloretos. [3]
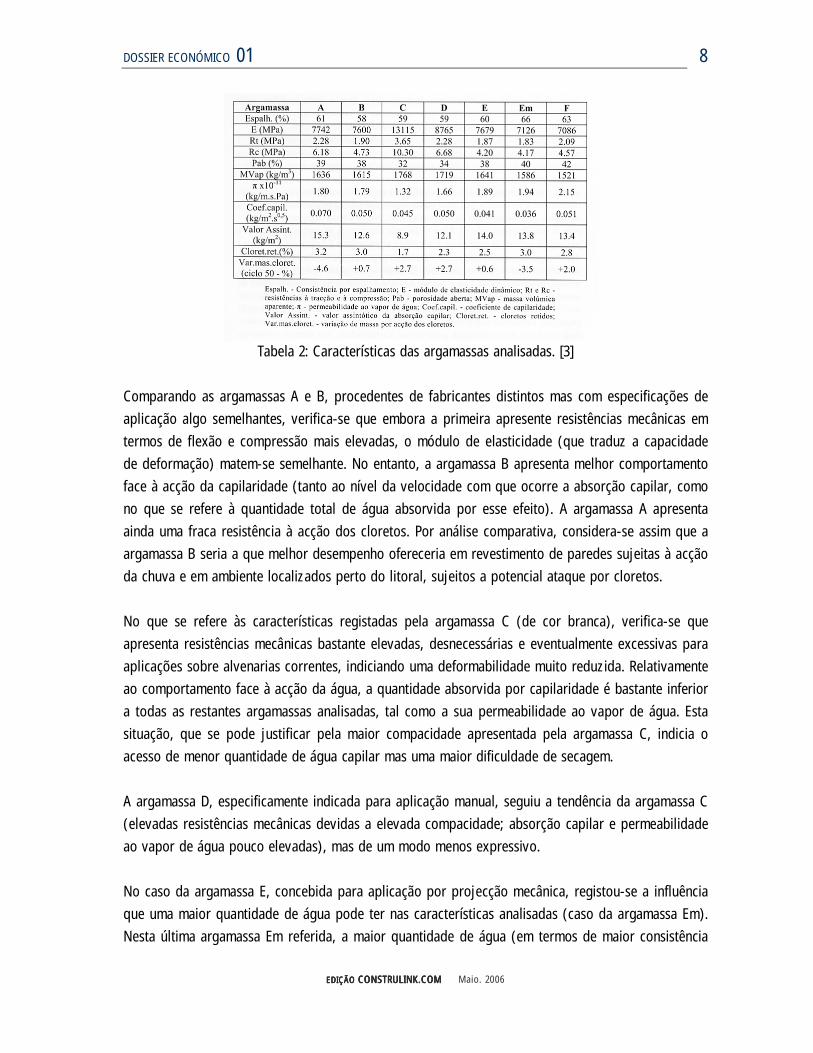
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
8
Tabela 2: Características das argamassas analisadas. [3]
Comparando as argamassas A e B, procedentes de fabricantes distintos mas com especificações de
aplicação algo semelhantes, verifica-se que embora a primeira apresente resistências mecânicas em
termos de flexão e compressão mais elevadas, o módulo de elasticidade (que traduz a capacidade
de deformação) matem-se semelhante. No entanto, a argamassa B apresenta melhor comportamento
face à acção da capilaridade (tanto ao nível da velocidade com que ocorre a absorção capilar, como
no que se refere à quantidade total de água absorvida por esse efeito). A argamassa A apresenta
ainda uma fraca resistência à acção dos cloretos. Por análise comparativa, considera-se assim que a
argamassa B seria a que melhor desempenho ofereceria em revestimento de paredes sujeitas à acção
da chuva e em ambiente localizados perto do litoral, sujeitos a potencial ataque por cloretos.
No que se refere às características registadas pela argamassa C (de cor branca), verifica-se que
apresenta resistências mecânicas bastante elevadas, desnecessárias e eventualmente excessivas para
aplicações sobre alvenarias correntes, indiciando uma deformabilidade muito reduzida. Relativamente
ao comportamento face à acção da água, a quantidade absorvida por capilaridade é bastante inferior
a todas as restantes argamassas analisadas, tal como a sua permeabilidade ao vapor de água. Esta
situação, que se pode justificar pela maior compacidade apresentada pela argamassa C, indicia o
acesso de menor quantidade de água capilar mas uma maior dificuldade de secagem.
A argamassa D, especificamente indicada para aplicação manual, seguiu a tendência da argamassa C
(elevadas resistências mecânicas devidas a elevada compacidade; absorção capilar e permeabilidade
ao vapor de água pouco elevadas), mas de um modo menos expressivo.
No caso da argamassa E, concebida para aplicação por projecção mecânica, registou-se a influência
que uma maior quantidade de água pode ter nas características analisadas (caso da argamassa Em).
Nesta última argamassa Em referida, a maior quantidade de água (em termos de maior consistência
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
9
por espalhamento da argamassa Em comparativamente à E) provoca um ligeiro decréscimo das
resistências mecânicas (com uma melhoria da deformabilidade), devido a uma diminuição da
compacidade (maior porosidade aberta), um melhor comportamento face à acção da água (aumento
da permeabilidade ao vapor de água e redução da absorção capilar), mas acompanhado por uma
menor resistência aos cloretos. Esta argamassa mostra não ser adequada para aplicação em
ambientes marítimos. Esta situação realça a influência que a quantidade de água de amassadura pode
ter na variabilidade das características de uma argamassa pré doseada.
No que se refere à argamassa F (também indicada para aplicação por projecção mecânica mas
contendo agregados mais finos que a argamassa E e supostamente resultando de uma melhoria
relativamente à argamassa B), verifica-se que, com aumento da resistência à flexão, a argamassa
resulta mais deformada (menor módulo de elasticidade dinâmico), com maior porosidade aberta e
elevada permeabilidade ao vapor de água, características que podem contrabalançar absorções
capilares mais rápidas do que no caso das argamassas comparáveis B e E, mas de menor valor total.
A resistência aos cloretos da argamassa F é bastante melhor do que no caso das argamassas
exteriores.
Tendo em conta as características analisadas sobressaem como potencialmente mais eficientes para
aplicação em sistemas de reboco para prédios, de entre as argamassas analisadas, a B e a F, sendo a
primeira à partida do grupo das mais “correntes” no mercado e a segunda resultando de
formulações mais específicas.
Estes resultados preliminares aguardam, contudo, a conclusão do estudo e designadamente o
conhecimento do comportamento à acção dos sulfatos, com os quais a sua adequabilidade para
aplicação em edifícios recentes ou com anomalias específicas poderá ser mais cabalmente avaliada.
A diversidade das argamassas pré doseadas no mercado nacional pode por vezes conduzir à
prescrição de produtos desadequados para determinadas aplicações.
Considera-se que um maior detalhe na caracterização das argamassas, para além da informação
registada nas fichas técnicas dos produtos, fornece instrumentos indispensáveis para o seu melhor
conhecimento, possibilitando uma fundamentação mais rigorosa da sua prescrição.
No entanto o tipo e estado do suporte no qual as argamassas sejam utilizadas e o modo como a
aplicação seja realizada, terão também uma influência primordial nas características finais do reboco.
[3]
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
10
REDES PARA REBOCOS E PINTURAS
A Vimaplás disponibiliza várias soluções para a redução / eliminação das fissuras, nos Rebocos e Pinturas.
REBOCOS
A Vimaplás é fabricante de redes de fibra de vidro. Criou a marca VIPLÁS®, que engloba as suas redes de fibra de
vidro com protecção anti alcalina e que se destinam a armar os rebocos, ou outros revestimentos de parede, com o
objectivo de melhorar o seu comportamento à fendilhação e ao choque.
As redes VIPLÁS® são as ÙNICAS REDES HOMOLOGADAS PELO LNEC, em Portugal.
Existe uma gama de várias dezenas de redes VIPLÁS® , por forma o poder ser oferecida mais do que uma solução
para o revestimento que se pretende armar.
A Vimaplás, apresenta uma rede inovadora: VIPLÁS® AR95 40x40mm de quadrícula. É uma rede fabricada com fios de
fibra de vidro AR, com incorporação de Zircónio, com uma altíssima resistência aos álcalis dos cimentos.
A sua elevada dimensão de quadrícula: 40x40mm, confere à rede VIPLÁS® AR95 grandes vantagens na aplicação de
rebocos projectados.
PINTURAS
Para além de redes VIPLÁS® específicas para pinturas, a Vimaplás tem uma gama de tecidos não-tecidos,
denominados VITROPLÁS.
Estes tecidos não-tecidos, vulgarmente conhecidos como "véus", eliminam e combatem as fissuras das tintas,
garantindo durabilidade, consistência e homogeneidade das pinturas.
Os tecidos VITROPLÁS, existem em duas versões, uma em Poliéster, com elevada elasticidade e outra em Fibra de Vidro,
com alta resistência, para satisfazer necessidades diferentes de aplicação.
Eng.ºEng.ºEng.ºEng.º Jos Jos Jos José Maiaé Maiaé Maiaé Maia,,,, VIMAPLÀS VIMAPLÀS VIMAPLÀS VIMAPLÀS, Lda., Lda., Lda., Lda.
2.3 2.3 2.3 2.3 SuporteSuporteSuporteSuporte
O suporte onde se procederá à aplicação deve estar limpo de poeiras, descofrantes, matérias
desagregadas ou instáveis, efluorescências, bem como de qualquer tipo de diminuição às normais
condições de aderência. Particularmente em tempo seco deverá proceder-se à saturação por rega do
suporte. Em zonas do suporte em que onde confinem materiais diferentes e ainda nos cantos, o
reboco deve ser armado com rede de fibra de vidro para evitar a fissuração por diferenças de
comportamento higrotérmico entre materiais diferentes. Em arestas, particularmente nos cunhais dos
edifícios e ombreiras de vãos aconselha-se a aplicação de perfis adequados metálicos ou em PVC.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
11
2.4 2.4 2.4 2.4 AplicaçãoAplicaçãoAplicaçãoAplicação
De forma a minimizar as juntas de trabalho deverá assegurar-se sempre que possível a execução de
panos completos. A retoma em juntas de trabalho deve ser realizada num prazo máximo de 12 horas.
Deve proceder-se ao reforço dos rebocos em áreas de tracção, especialmente na transição entre
diferentes materiais do suporte, caixas de estore, cunhais, nos vértices de vãos e em panos esbeltos,
com redes de fibra de vidro, com tratamento anti-alcalino, com a secção e malha adequadas. As
malhas de reforço devem estar convenientemente embebidas na espessura do reboco, pelo que a sua
aplicação deve ser realizada conforme se indica:
• Aplicar uma pequena camada de reboco sobre o suporte, à colher;
• Embeber convenientemente a rede de reforço na camada aplicada;
• Aplicar a argamassa necessária até obter a espessura adequada, assegurando que a camada inferior
de embebimento se mantém trabalhável.
Deve prever-se a existência de juntas de dilatação do reboco ou alhetas, especialmente em fachadas
orientadas ao quadrante sul-poente, com espaçamento adequado ao normal funcionamento do
reboco.
Após a aplicação da argamassa, no caso de esta ser por projecção directa ao suporte, é
indispensável proceder-se ao conveniente aperto com uma régua de corte.
Deve assegurar-se uma espessura mínima de 1 cm de forma a garantir o normal funcionamento do
reboco à inibição do seu atravessamento pela água. Em casos particulares, especialmente em zonas
de significativa humidade e exposição a ventos, aconselha-se a execução de uma espessura mínima
de 1,5 cm. Nunca aplicar camadas com espessuras inferiores a 1 cm.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
12
De forma a evitar a fissuração por descaimento das argamassas, não deverão ser aplicadas camadas
com espessuras superiores a 2cm. Sempre que se torne necessário proceder-se à execução de novas
camadas, deverão assegurar-se os seguintes procedimentos:
• As diferentes camadas deverão apresentar espessuras idênticas entre si;
• A 2ª camada deve ser aplicada após o final de presa da primeira, devendo esta apresentar-se em
idade jovem;
• Em espessuras superiores a 4 cm, devem reforçar-se as camadas com redes de reforço em fibra de
vidro, com tratamento anti-alcalino.
A argamassa não deve ser aplicada a temperaturas ambientes e de suporte inferiores a 5ºC e
superiores a 30ºC. O seu tempo de cura é de 28 dias. Em tempo seco ou de forte exposição aos
ventos, deve proceder-se a rega diária das superfícies executadas, durante uma semana, de forma a
manter os rebocos permanentemente humedecidos.
A água de amassadura deve ser isenta de quaisquer impurezas (argila, matéria orgânica), devendo,
de preferência, ser potável.
Não deve ser aplicada qualquer argamassa que tenha iniciado o seu processo de presa. Não
amolentar as argamassas.
Não adicionar quaisquer outros produtos à argamassa, devendo o reboco, ser aplicado tal qual é
apresentado na sua embalagem de origem.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
13
3. 3. 3. 3. Pintura com Tinta Pintura com Tinta Pintura com Tinta Pintura com Tinta TexturadaTexturadaTexturadaTexturada Flexível ImpermeabilizanteFlexível ImpermeabilizanteFlexível ImpermeabilizanteFlexível Impermeabilizante
3.1 3.1 3.1 3.1 DescriçãoDescriçãoDescriçãoDescrição
Tinta de acabamento acetinado, texturada, baseada em polímeros dispersos em fase aquosa, flexível
e impermeável à água mas permeável ao vapor de água, permitindo a respiração das paredes.
3.2 3.2 3.2 3.2 SuporteSuporteSuporteSuporte
A superfície a pintar deve apresentar-se coesa e estar perfeitamente limpa, livre de poeiras,
gorduras, restos de argamassa, etc. Para se garantir as condições acima descritas pode, previamente,
proceder-se a uma escovagem e lavagem geral do reboco antes da pintura propriamente dita.
3.3 3.3 3.3 3.3 AplicaçãoAplicaçãoAplicaçãoAplicação
Antes da aplicação da primeira demão deve aplicar-se um primário tipo selante. Para obter uma boa
aderência, será dada uma primeira demão diluída com aproximadamente 15 a 20% de água e uma
segunda sem qualquer diluição, esperando o tempo necessário (cerca de 24 horas) entre demãos.
A aplicação da tinta será realizada quer com uma escova quer com um rolo especial, consoante o
acabamento for mais ou menos rugoso. O tempo de secagem será de aproximadamente 4 horas, em
zonas bem ventiladas e a temperaturas na ordem dos 20ºC.
Depois da secagem, a pintura deverá constituir um revestimento de grande dureza, resistente à
abrasão, ao choque e deve ser impermeável.
A pintura deverá permitir a “respiração” das paredes, deixando passar o vapor de água do interior
da parede para o exterior. Em casos especiais em que se preveja o surgimento de algas e/ou fungos,
nomeadamente em zonas muito húmidas, deve juntar-se à tinta um aditivo anti-algas e fungos.
Deve evitar-se a aplicação do produto durante condições atmosféricas de chuva ou humidade
elevada (superior a 80%), bem como com temperaturas muito altas ou muito baixas (inferiores a 10º
e superiores a 30º), ou ainda na presença de vento forte. As paredes molhadas dificultam a
penetração do produto e, consequentemente, a sua aderência, existindo, nestes casos a possibilidade
da ocorrência de “escorridos” ou “deslavagens”.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
14
Solução com Isolamento Térmico pelo exterior: Sistema Tinco Term
É um sistema de isolamento térmico de paredes de edifícios pelo exterior.
É constituído por placas de poliestireno expandido fixadas nas paredes e exteriormente cobertas com argamassa
adesiva armada com tela de fibra de vidro. O acabamento exterior é feito com um revestimento decorativo.
A vantagem deste sistema de isolamento em relação ao tradicional é o evitar as pontes térmicas pois, como tem uma
grande continuidade, permite isolar a superfícies verticais das lajes, pilares e vigas.
Por ser um sistema contínuo, evita a entrada de água nas paredes tornando-as impermeáveis.
Este isolamento praticamente elimina as condensações no interior do edifício e desta forma evita o aparecimento de
manchas de fungos e bolores. Dada a inércia térmica do edifício isolado, diminui as necessidades de aquecimento no
Inverno e de refrigeração no Verão, com significativa redução do consumo de energia e nos respectivos equipamentos.
Em edifícios novos, permite aligeirar as paredes, diminuindo o peso das mesmas e obter reduções no custo das
estruturas de suporte. No caso de ser aplicado directamente ao tijolo evita também o custo do reboco de cimento.
A aplicação do Tinco Term pode ser utilizada em toda a variedade de edifícios novos ou antigos, desde que as
superfícies planas constituam a maioria da envolvente exterior. No caso de remodelações de edifícios é necessário
aumentar os parapeitos das janelas e ajustar as ferragens de portas e janelas pelo menos mais 3 cm que a espessura
total do revestimento.
Nota: Tinco Term exige pessoal especializado na sua execução dada a exigência de rigor em todas as fases da obra:
- Rigor na qualidade dos materiais aplicados.
- Rigor na montagem das placas de isolamento evitando a criação de pontes térmicas.
- Conhecimento de todos os materiais e acessórios para uma execução eficaz da obra.
Vantagens
1- Tinco Term evita as pontes térmicas, limitando as perdas de energia.
2- Tinco Term reduz o risco de condensações.
3- Tinco Term aumenta a inércia térmica da construção, mantendo um ambiente interior mais agradável quer de Verão
quer de Inverno, poupando energia.
4- Tinco Term sendo impermeável à água, protege a construção pelo que permite prescindir das massas de reboco em
construção nova, diminuindo os custos.
5- Tinco Term permite paredes de menor espessura nas construções novas, diminuindo o peso das mesmas e
consequentemente aligeirar os elementos estruturais e diminuindo o custo da construção.
6- Tinco Term diminui os custos de energia sendo por isso um isolamento amigo do Ambiente.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
15
PROCESSO DE APLICAÇÃO
1- Preparação das superfícies
As paredes sobre as quais vai ser aplicado o isolamento devem estar firmes e sem sinais de degradação. No caso de
paredes antigas, será conveniente a reparação de irregularidades, tratando eventuais fungos ou algas e removendo
pinturas velhas não aderentes.
2-Placas de poliestireno expandido
As placas de poliestireno expandido devem ter densidade de 20/25 kg/m3. Deverão ter espessura uniforme e ajustarem
correctamente entre elas, prestando muita atenção para que os cortes de ajuste sejam precisos para evitar
descontinuidades. Os cantos das paredes, deverão ser protegidos com perfis de reforço que posteriormente
3- Aplicação da cola
Em seguida a ter preparado o suporte, coloca-se a argamassa-cola nas placas aplicando-a em alguns pontos pela parte
interior das placas na razão de aproximadamente 3 Kg/m2, eventualmente, quando a parede for perfeitamente lisa,
pode distribuir-se de maneira uniforme a cola na placa, com uma talocha inox dentada.
4- Colocação das placas de poliestireno
As placas irão ser aplicadas na parede em fiadas horizontais, batendo-as cuidadosamente contra o suporte para
garantir uma boa aderência e prestando muita atenção ao perfeito ajustamento lateral com as placas adjacentes.
Passadas 48 horas da colagem procede-se à fixação mecânica das placas com pregos plásticos à razão de 4/6 por m2.
Completar esta operação, aplicando nos cantos das paredes perfis perfurados de reforço.
5- Reboco
Após 6 dias passados sobre a colocação do poliestireno, será feito o reboco da superfície utilizando a argamassa –
cola. Com a primeira demão de argamassa será colocada uma rede na fibra de vidro cujas emendas deverão sempre
ser sobrepostas no mínimo de 8/10 cm. Após secagem, aplica-se uma segunda demão de reboco para regularização
usando sempre a mesma massa.
6- Acabamento
Terminada a colocação das placas e o reboco superficial, é possível, proceder à aplicação do revestimento final, tipo
rugoso, aplicado com talocha.
O sistema Tinco Term tem um custo de aplicação que pode variar entre os 25€ e os 35€ por m².
Eng. AntEng. AntEng. AntEng. António Sousa Machado, ónio Sousa Machado, ónio Sousa Machado, ónio Sousa Machado, SOTINCOSOTINCOSOTINCOSOTINCO, Lda., Lda., Lda., Lda.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
16
3.4 3.4 3.4 3.4 PatologiaPatologiaPatologiaPatologia
Ao longo do seu período de serviço, todos os edifícios sofrem alterações dimensionais, deslocações
e variações de volume que dão origem a tensões. A maior parte destes movimentos decorre da
variação de temperatura e/ou humidade, de fenómenos químicos ou de deslocações de parte ou do
todo da construção.
Os danos que mais frequentemente solicitam intervenção são a fissuração, o empolamento ou perda
de aderência, descolamento de placas e a degradação do aspecto (formação de manchas de
humidade com desenvolvimento de bolores, formação de eflorescências na superfície da tinta ou
entre a tinta e o reboco, desenvolvimento de manchas de sujidade por criação de caminhos
preferenciais para a água, visualização das juntas de alvenaria).
3.4.1 3.4.1 3.4.1 3.4.1 Defeitos Defeitos Defeitos Defeitos de Aspectode Aspectode Aspectode Aspecto
EflorescênciasEflorescênciasEflorescênciasEflorescências
O seu mecanismo de aparecimento é bem conhecido: a água que se encontra, por várias razões, no
interior das paredes de alvenaria, contém sais dissolvidos. Essa água caminha por capilaridade e vai
evaporar-se sobre o paramento exterior. Aí ficam depositados os sais que estavam dissolvidos na
água que se evaporou, resultando daí as manchas, geralmente esbranquiçadas.
A formação de efluorescências pode ter diversas causas, todas elas resultantes da presença de água:
- Eflorescências resultantes de subidas capilares;
- Eflorescências por penetração da chuva na parede;
- Eflorescências aparecendo na secagem de argamassas à base de ligantes hidráulicos.
Sombreamento e transparênciasSombreamento e transparênciasSombreamento e transparênciasSombreamento e transparências
Não é raro ver aparecer, na superfície do revestimento, linhas que definem o desenvolvimento das
juntas horizontais e verticais da alvenaria. Essa visualização pode ser permanente ou verificar-se
apenas em tempo de chuva. A causa mais frequente desta patologia é um fenómeno físico designado
por “termophorese”. Trata-se simplesmente de depósitos diferenciais de poeiras por diferenças de
temperatura e humidade existentes na superfície do paramento. O depósito é tanto mais importante
quanto mais baixa for a temperatura, ficando mais escura a zona de temperatura inferior.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
17
Manchas e boloresManchas e boloresManchas e boloresManchas e bolores
Muitas vezes regista-se a existência de manchas na superfície das fachadas, que podem ter causas
diversas. Algumas são provocadas por fenómenos químicos e só a recolha de um provete submetido
a uma análise em laboratório permite decifrar a origem. Todavia, as causas das nódoas são
geralmente fáceis de identificar:
- Nódoas de bistre (por “lavagem” da fuligem);
- Manchas de sujidade devidas à poluição atmosférica;
- Manchas de corrosão;
- Bolores.
3.4.2 3.4.2 3.4.2 3.4.2 Defeitos de Defeitos de Defeitos de Defeitos de DDDDurabilidadeurabilidadeurabilidadeurabilidade
Fissuração Fissuração Fissuração Fissuração
A fissuração de paredes ocorre sempre que as tensões a que estão sujeitas ultrapassam a sua
capacidade resistente. Estas tensões podem acontecer devido a causas macroestruturais,
características da própria base e fenómenos decorrentes da aplicação e das soluções do próprio
revestimento.
Como os edifícios são estruturas complexas e heterogéneas, as variações dimensionais podem
afectar as construções no seu todo ou nos seus materiais e componentes, originando
comportamentos diferenciais entre as partes constituintes daquelas (nomeadamente e no caso das
fachadas rebocadas, diferenças entre a estrutura, os elementos constituintes das alvenarias e as
argamassas).
Neste processo, sempre que as tensões originadas pelas variações dimensionais ultrapassam a
capacidade resistente dos elementos afectados, estes fracturam. A descontinuidade assim criada é
geralmente designada como fissura que pode ser evitada com a inclusão de redes protegidas contra
o alcalis. Apesar de vir muitas vezes acompanhada por grande alarmismo do utilizador, na grande
maioria dos casos, a fissuração não apresenta perigos para a segurança ou utilização das
construções, sendo uma consequência natural e, por vezes inevitável, do comportamento destas.
Se, de facto, os edifícios (ao contrário de outros objectos), raramente colapsam após a visualização
de fissuração, a verdade é que, mesmo antes da sua manifestação visível, a fissuração contribui para
a diminuição da durabilidade das construções (por exemplo, através da entrada de ar e de água
pelas zonas afectadas ou pela perda de isolamento térmico). A fissuração é, assim, simultaneamente
causa e fonte de anomalias nas construções.
A fissuração em paredes afecta tanto elementos estruturais como elementos secundários (alvenarias e
suportes de revestimentos) ou revestimentos. Pode ocorrer isolada em cada um dos grupos ou
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
18
transversalmente em dois ou mais. Apesar de, aparentemente, estes grupos apresentarem uma
hierarquia relativa (a estrutura influencia as alvenarias e estes os revestimentos), podem ocorrer
casos em que uma ordem inversa se manifeste, nomeadamente quando uma alvenaria fissura devido
às retracções de uma argamassa mais rica em cimento (mais rígida).
Na zona fissurada dá-se uma perda de estanquidade do elemento afectado, o que permite a
penetração da água e a ocorrência da degradação por acção de sais, carbonatação ou ciclos gelo-
degelo.
EmpolamentEmpolamentEmpolamentEmpolamento o o o
O empolamento consiste no descolamento do revestimento com formação de convexidades em
grandes áreas do paramento, ou somente numa ou noutra área muito localizada (correspondendo,
por vezes, apenas às áreas das faces de alguns dos tijolos ou blocos de parede), seguida da queda
do revestimento. Este destaque do reboco inicia-se nas zonas onde começou o empolamento e
depois, se essa zona não for reparada, alastra à generalidade do paramento, por perda de aderência
do revestimento ao suporte.
O descolamento com empolamento fica, em geral, a dever-se ao ataque da argamassa pelos sulfatos
em consequência da presença prolongada e abundante da água nos suportes com teor significativo
desses sais.
A possibilidade de ocorrência de humedecimento abundante e prolongado das paredes decorrerá da
severidade da exposição, de deficiências do revestimento ou da ausência das adequadas disposições
construtivas de protecção dos topos superiores do revestimento, nomeadamente ao nível das
coberturas e dos vãos.
DescolamentDescolamentDescolamentDescolamento em placas o em placas o em placas o em placas
Esta patologia consiste na queda de porções ou da quase totalidade do reboco pouco tempo depois
de ter sido aplicado. Procedendo ao descasque do paramento não restarem vestígios de aderência ao
revestimento do suporte.
O descolamento do revestimento, sem deixar quaisquer vestígios de aderência no suporte, fica a
dever-se ao facto de nunca ter sido estabelecida essa aderência, porque o suporte era demasiado
liso e haveria necessidade de se proceder ao seu tratamento e preparação prévia (criação de
rugosidade, aplicação de uma rede, etc.) ou porque, no momento da aplicação, o suporte se
encontrava sujo ou havia recebido a aplicação de algum hidrófugo, ou ainda porque a argamassa
utilizada era exageradamente “fraca”. [2]
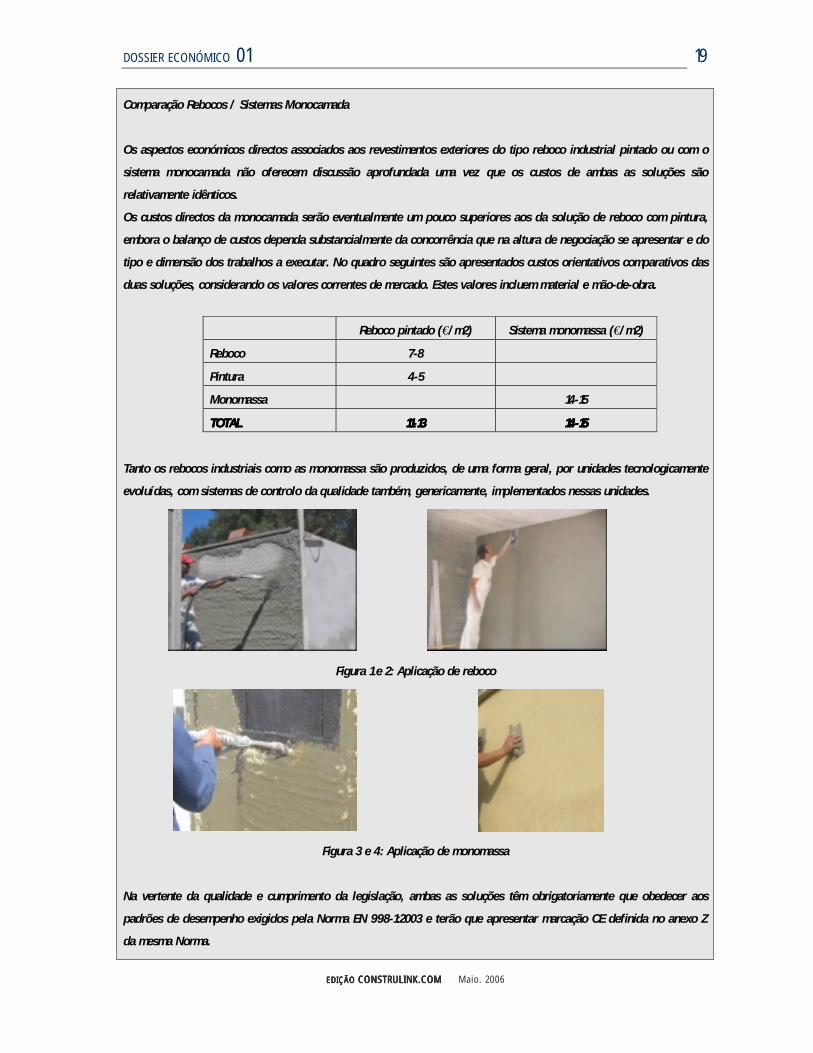
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
19
Comparação Rebocos / Sistemas Monocamada
Os aspectos económicos directos associados aos revestimentos exteriores do tipo reboco industrial pintado ou com o
sistema monocamada não oferecem discussão aprofundada uma vez que os custos de ambas as soluções são
relativamente idênticos.
Os custos directos da monocamada serão eventualmente um pouco superiores aos da solução de reboco com pintura,
embora o balanço de custos dependa substancialmente da concorrência que na altura de negociação se apresentar e do
tipo e dimensão dos trabalhos a executar. No quadro seguintes são apresentados custos orientativos comparativos das
duas soluções, considerando os valores correntes de mercado. Estes valores incluem material e mão-de-obra.
Reboco pintado (€/m2) Sistema monomassa (€/m2)
Reboco 7-8
Pintura 4-5
Monomassa 14-15
TOTALTOTALTOTALTOTAL 11111111----13131313 14141414----15151515
Tanto os rebocos industriais como as monomassa são produzidos, de uma forma geral, por unidades tecnologicamente
evoluídas, com sistemas de controlo da qualidade também, genericamente, implementados nessas unidades.
Figura 1 e 2: Aplicação de reboco
Figura 3 e 4: Aplicação de monomassa
Na vertente da qualidade e cumprimento da legislação, ambas as soluções têm obrigatoriamente que obedecer aos
padrões de desempenho exigidos pela Norma EN 998-1:2003 e terão que apresentar marcação CE definida no anexo Z
da mesma Norma.
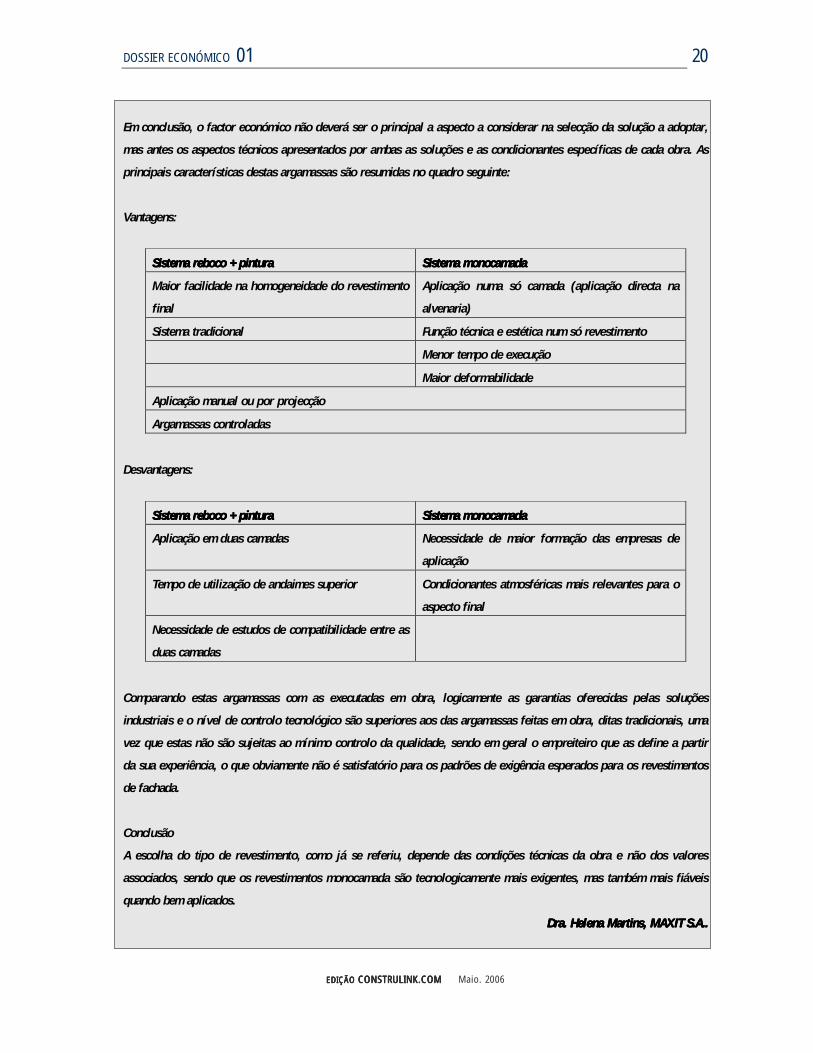
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
20
Em conclusão, o factor económico não deverá ser o principal a aspecto a considerar na selecção da solução a adoptar,
mas antes os aspectos técnicos apresentados por ambas as soluções e as condicionantes específicas de cada obra. As
principais características destas argamassas são resumidas no quadro seguinte:
Vantagens:
Sistema reboco + pinturaSistema reboco + pinturaSistema reboco + pinturaSistema reboco + pintura Sistema monocamadaSistema monocamadaSistema monocamadaSistema monocamada
Maior facilidade na homogeneidade do revestimento
final
Aplicação numa só camada (aplicação directa na
alvenaria)
Sistema tradicional Função técnica e estética num só revestimento
Menor tempo de execução
Maior deformabilidade
Aplicação manual ou por projecção
Argamassas controladas
Desvantagens:
Sistema reboco + pinturaSistema reboco + pinturaSistema reboco + pinturaSistema reboco + pintura Sistema monocamadaSistema monocamadaSistema monocamadaSistema monocamada
Aplicação em duas camadas Necessidade de maior formação das empresas de
aplicação
Tempo de utilização de andaimes superior Condicionantes atmosféricas mais relevantes para o
aspecto final
Necessidade de estudos de compatibilidade entre as
duas camadas
Comparando estas argamassas com as executadas em obra, logicamente as garantias oferecidas pelas soluções
industriais e o nível de controlo tecnológico são superiores aos das argamassas feitas em obra, ditas tradicionais, uma
vez que estas não são sujeitas ao mínimo controlo da qualidade, sendo em geral o empreiteiro que as define a partir
da sua experiência, o que obviamente não é satisfatório para os padrões de exigência esperados para os revestimentos
de fachada.
Conclusão
A escolha do tipo de revestimento, como já se referiu, depende das condições técnicas da obra e não dos valores
associados, sendo que os revestimentos monocamada são tecnologicamente mais exigentes, mas também mais fiáveis
quando bem aplicados.
Dra. Helena Martins, MAXIT S.A.Dra. Helena Martins, MAXIT S.A.Dra. Helena Martins, MAXIT S.A.Dra. Helena Martins, MAXIT S.A.....
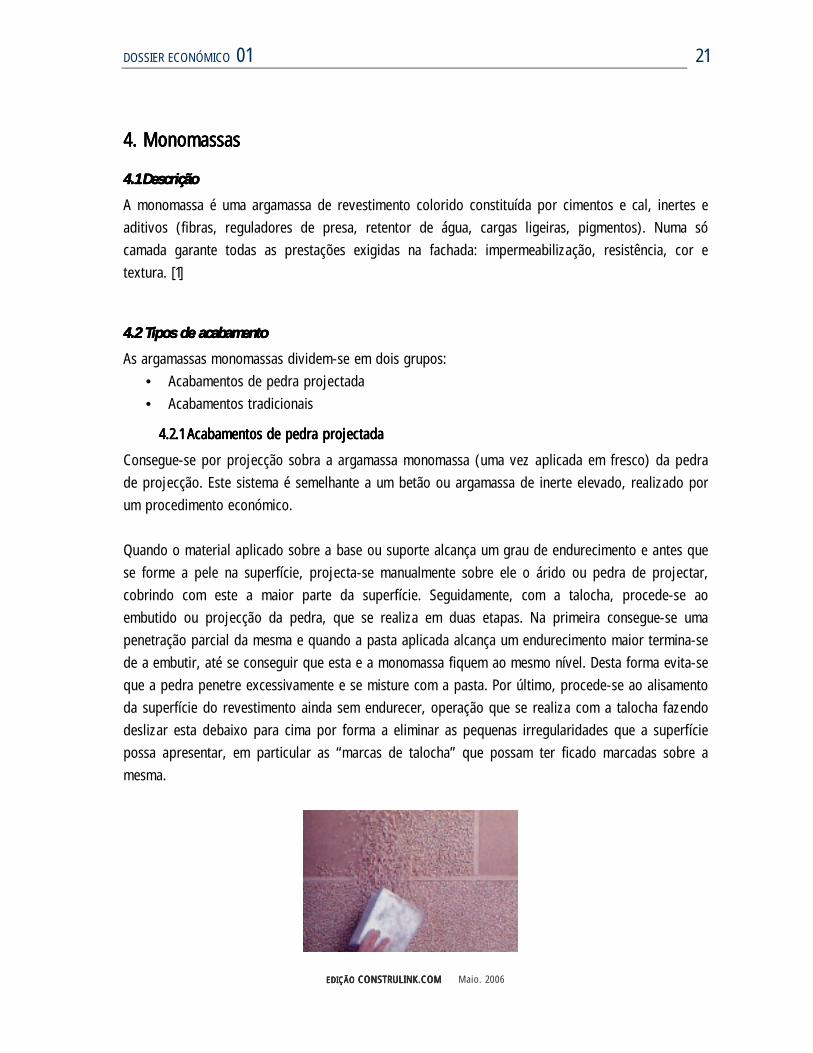
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
21
4444. Monomassas. Monomassas. Monomassas. Monomassas
4.1 4.1 4.1 4.1 DescriçãoDescriçãoDescriçãoDescrição
A monomassa é uma argamassa de revestimento colorido constituída por cimentos e cal, inertes e
aditivos (fibras, reguladores de presa, retentor de água, cargas ligeiras, pigmentos). Numa só
camada garante todas as prestações exigidas na fachada: impermeabilização, resistência, cor e
textura. [1]
4.4.4.4.2222 TipoTipoTipoTipossss de acabamento de acabamento de acabamento de acabamento
As argamassas monomassas dividem-se em dois grupos:
• Acabamentos de pedra projectada
• Acabamentos tradicionais
4.4.4.4.2222.1 .1 .1 .1 AcaAcaAcaAcabamentos de pedra projectadabamentos de pedra projectadabamentos de pedra projectadabamentos de pedra projectada
Consegue-se por projecção sobra a argamassa monomassa (uma vez aplicada em fresco) da pedra
de projecção. Este sistema é semelhante a um betão ou argamassa de inerte elevado, realizado por
um procedimento económico.
Quando o material aplicado sobre a base ou suporte alcança um grau de endurecimento e antes que
se forme a pele na superfície, projecta-se manualmente sobre ele o árido ou pedra de projectar,
cobrindo com este a maior parte da superfície. Seguidamente, com a talocha, procede-se ao
embutido ou projecção da pedra, que se realiza em duas etapas. Na primeira consegue-se uma
penetração parcial da mesma e quando a pasta aplicada alcança um endurecimento maior termina-se
de a embutir, até se conseguir que esta e a monomassa fiquem ao mesmo nível. Desta forma evita-se
que a pedra penetre excessivamente e se misture com a pasta. Por último, procede-se ao alisamento
da superfície do revestimento ainda sem endurecer, operação que se realiza com a talocha fazendo
deslizar esta debaixo para cima por forma a eliminar as pequenas irregularidades que a superfície
possa apresentar, em particular as “marcas de talocha” que possam ter ficado marcadas sobre a
mesma.
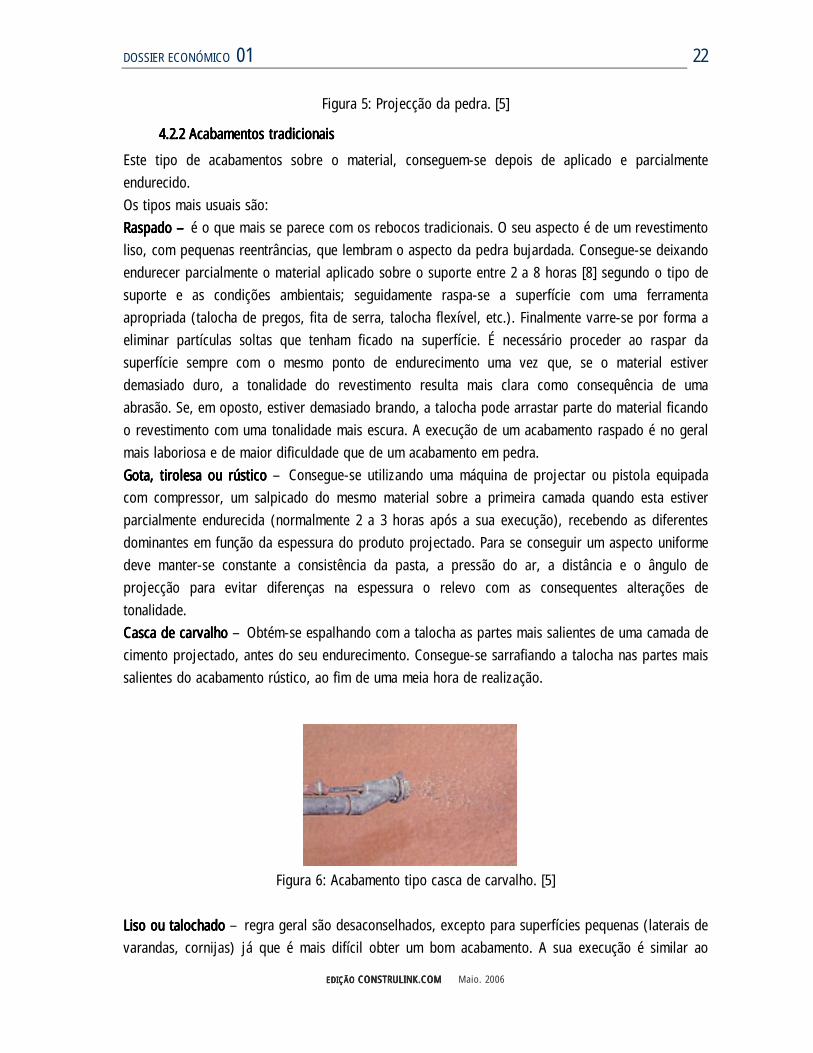
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
22
Figura 5: Projecção da pedra. [5]
4.4.4.4.2222.2 .2 .2 .2 Acabamentos tradicionaisAcabamentos tradicionaisAcabamentos tradicionaisAcabamentos tradicionais
Este tipo de acabamentos sobre o material, conseguem-se depois de aplicado e parcialmente
endurecido.
Os tipos mais usuais são:
Raspado Raspado Raspado Raspado –––– é o que mais se parece com os rebocos tradicionais. O seu aspecto é de um revestimento
liso, com pequenas reentrâncias, que lembram o aspecto da pedra bujardada. Consegue-se deixando
endurecer parcialmente o material aplicado sobre o suporte entre 2 a 8 horas [8] segundo o tipo de
suporte e as condições ambientais; seguidamente raspa-se a superfície com uma ferramenta
apropriada (talocha de pregos, fita de serra, talocha flexível, etc.). Finalmente varre-se por forma a
eliminar partículas soltas que tenham ficado na superfície. É necessário proceder ao raspar da
superfície sempre com o mesmo ponto de endurecimento uma vez que, se o material estiver
demasiado duro, a tonalidade do revestimento resulta mais clara como consequência de uma
abrasão. Se, em oposto, estiver demasiado brando, a talocha pode arrastar parte do material ficando
o revestimento com uma tonalidade mais escura. A execução de um acabamento raspado é no geral
mais laboriosa e de maior dificuldade que de um acabamento em pedra.
Gota, tirolesa ou rústicoGota, tirolesa ou rústicoGota, tirolesa ou rústicoGota, tirolesa ou rústico – Consegue-se utilizando uma máquina de projectar ou pistola equipada
com compressor, um salpicado do mesmo material sobre a primeira camada quando esta estiver
parcialmente endurecida (normalmente 2 a 3 horas após a sua execução), recebendo as diferentes
dominantes em função da espessura do produto projectado. Para se conseguir um aspecto uniforme
deve manter-se constante a consistência da pasta, a pressão do ar, a distância e o ângulo de
projecção para evitar diferenças na espessura o relevo com as consequentes alterações de
tonalidade.
Casca de carvalhoCasca de carvalhoCasca de carvalhoCasca de carvalho – Obtém-se espalhando com a talocha as partes mais salientes de uma camada de
cimento projectado, antes do seu endurecimento. Consegue-se sarrafiando a talocha nas partes mais
salientes do acabamento rústico, ao fim de uma meia hora de realização.
Figura 6: Acabamento tipo casca de carvalho. [5]
LisLisLisLiso ou talochadoo ou talochadoo ou talochadoo ou talochado – regra geral são desaconselhados, excepto para superfícies pequenas (laterais de
varandas, cornijas) já que é mais difícil obter um bom acabamento. A sua execução é similar ao
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
23
reboco convencional realizando-se numa só camada. Pode realizar-se outro tipo de acabamento,
como são as imitações dos blocos de alvenaria.
4.4.4.4.3333 SuporteSuporteSuporteSuporte
A monomassa pode ser aplicada sobre os seguintes suportes:
• Blocos de betão normal
• Painéis de ladrilho cerâmico
• Reboco de argamassa de cimento (não devem de ser aplicadas sobre revestimento de gesso,
pintura, revestimentos plásticos nem em suportes hidrofugados superficialmente)
No caso em que o revestimento vá ser aplicado sobre suporte pouco resistente como pode ser o
caso em trabalhos de reabilitação ou em betão celular, é necessário utilizar produtos com um
módulo de elasticidade baixo, já que no caso de serem usados revestimentos demasiado rígidos
poderia chegar a produzir-se o arrancamento do suporte.
No caso de suportes expostos a frequentes choques, pode ser conveniente escolher revestimentos
mais resistentes para reduzir o risco de degradação.
Resistência Resistência Resistência Resistência
Deve possuir uma resistência adequada, característica que normalmente possuem os suportes das
obras novas. Em obra de restauro, quando o suporte carece de resistência adequada por se
encontrar parcialmente degradado, esta pode ser melhorada mediante diferentes técnicas como por
exemplo a colocação de malhas sobre a base (fibra de vidro, tratada com a acção anti-alcalina, ou
de poliéster).
EstabilidadeEstabilidadeEstabilidadeEstabilidade
A base ou suporte deve já ter alcançado a estabilidade suficiente antes da aplicação do revestimento
em geral ao fim de um mês de execução no caso de superfícies cerâmicas, e dois meses depois no
caso de blocos de betão. No entanto o edifício deverá ter atingido o assentamento necessário no
terreno.
Rugosidade Rugosidade Rugosidade Rugosidade
Para facilitar a fixação, o suporte deverá possuir uma rugosidade adequada. No caso do paramento a
revestir ser demasiado liso, torna-se necessário cria-las mediante uma lavagem de água à pressão,
um picar com ponteiro, um raspado com escova de arame, etc. Também se pode recorrer à
colocação de malhas.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
24
Redes para Monomassas
Por se tratar dum revestimento de parede de granulometria mais grossa do que os rebocos tradicionais, a Vimaplás
desenvolveu várias redes VIPLÁS® , de quadrícula maior, que melhor se adequam a este revestimento.
Destacamos as redes VIPLÁS® 100 (rede homologada pelo LNEC) ; VIPLÁS® 102; VIPLÁS® Mi103 e VIPLÁS® AR95.
Qualquer destas redes melhora consideravelmente o comportamento à fendilhação, aumentando a resistência à tracção
e a energia de rotura do revestimento Monomassa e a sua capacidade de distribuição de tensões.
A Vimaplás encontra-se ao completo dispor, para quaisquer esclarecimentos que cada situação particular exige.
EnEnEnEng. José Maia, g. José Maia, g. José Maia, g. José Maia, VIMAPLÀSVIMAPLÀSVIMAPLÀSVIMAPLÀS, Lda, Lda, Lda, Lda....
Limpeza Limpeza Limpeza Limpeza
O suporte deve de estar limpo de qualquer produto que impeça ou dificulte a aderência (pó, musgo,
salitre, óleos, pinturas, revestimentos plásticos, gesso, descofrantes ou hidrófugos de superfície, etc.)
Pode fazer-se com as seguintes técnicas:
• Limpeza mecânica com ferramenta (martelo) movido a ar ou manualmente.
• Limpeza com água a alta pressão, aproximadamente 40-80 bares. Jacto de areia, a areia deve
estar húmida para evitar pó [8].
• Limpeza ou decapagem química com ácido diluído que se espalha com trincha que ataca
ligeiramente a superfície do suporte e cria rugosidades que facilitam a fixação.
JJJJuntas untas untas untas
Estes revestimentos devem interromper-se ao nível das juntas estruturais do edifício. Recomenda-se
estabelecer juntas de trabalho ou de fraccionamento para facilitar a aplicação e eliminar as retomas
de trabalho. A distância entre juntas de trabalho vem fixada pelo comprimento do pano que pode
ser aplicado de uma só vez. Uma fixação e execução correcta facilitam a organização da obra e
obtenção dos acabamentos desejados. A separação máxima recomendada é a seguinte:
• Distância vertical entre juntas horizontais – 2.20m [8]
• Distância horizontal entre juntas verticais – 7m [8]
Em juntas com coeficientes de dilatação diferentes pode resolver-se:
• Marcando as juntas e incluindo nelas juntas metálicas tais como lâmina de borracha ou
formadas por tubo maciço de polipropeno. Também se pode recorrer a juntas de rede, que
podem ser de poliester ou de fibra de vidro (também usada nos revestimentos tradicionais) e
que melhora notavelmente a resistência à tracção do revestimento.
• As redes colocam-se sobre a zona de encontro entre os dois materiais mencionados,
prolongando-se o seu compartimento 20 cm para ambos os lados da junta [8]. A rede deve
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
25
colocar-se centrada na espessura do revestimento, nem demasiado próxima do suporte nem
demasiado perto da superfície do revestimento.
As juntas de fraccionamento constituem as linhas mestras do revestimento e servem também para
conseguir a espessura desejada no mesmo. Sobre estas tiras de material colocam-se as baguetes que
marcam as juntas. As baguetes podem ser de madeira, plástico, de secção trapezoidal ou meia cana,
para facilitar a sua recuperação depois do revestimento ter endurecido sem danificar as arestas. A
colocação das baguetes e perfis deve executar-se com todo o cuidado para se conseguir um
alinhamento correcto das secções (horizontais e verticais). Em algumas fachadas empregam-se
também como elementos decorativos não recuperáveis, principalmente em alumínios lacados em
diversas cores e formas de U que ficam fixos na fachada fazendo parte da decoração das mesmas. A
colocação de perfis nas esquinas melhora a resistência ao impacto.
4.4.4.4.4444 Preparação da massaPreparação da massaPreparação da massaPreparação da massa
Os sacos de monomassa devem estar armazenados num lugar sem humidade. A monomassa sai da
fábrica com a dosagem certa pelo que não se deve acrescentar nenhum outro componente. Adiciona-
se sempre água potável.
Utilizar a porção de água recomendada pelo fabricante que deve ser constante. No entanto admitem-
se pequenas tolerâncias na água da amassadura, em função das condições ambientais e do grau de
absorção do suporte devendo sempre evitar-se o excesso de água no amassado.
O amassado pode ser manual ou mecânico, em betoneira ou misturadora, em que as pás devem
estar o mais próximo possível do fundo do tambor para se conseguir que a pasta fique perfeitamente
homogeneizada, o amassado mecânico permite obter uma maior homogeneidade da pasta.
O tempo para esta operação está normalmente compreendido entre 3 a 5 minutos. Deve sempre
utilizar-se este método para evitar possíveis diferenças de cor. [8]
Depois de amassado é necessário deixar que a pasta repouse, normalmente 3 a 5 minutos antes da
sua aplicação, para fazer com que os aditivos do material actuem. [8]
O tempo de utilização em que a pasta conserva as suas propriedades depende das condições
ambientais. Normalmente é de 1 a 3 horas, dependendo do produto. As temperaturas mais
apropriadas estão compreendidas entre 5 a 30º C medidos sobre o suporte [8]. Não deve aplicar-se
com chuva ou quando se preveja a sua ocorrência ao fim de poucas horas da sua utilização. Com
temperaturas acima destas margens ou nas condições mencionadas, deverão adoptar-se precauções
especiais para a protecção do revestimento durante a execução por meio de lonas, panos, etc.
Deverá regar-se o suporte e o revestimento 24 horas depois da sua execução, para evitar em tempo
quente ou com vento a secagem demasiado rápida.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
26
Reboco com Acabamento de Pintura e Monomassa
A evolução da construção no decorrer do tempo permitiu desenvolver sistemas construtivos para adaptação da mesma.
Para os revestimentos de fachadas foram incorporadas soluções alternativas aos sistemas tradicionais existentes, dos
quais gostaríamos de destacar:
• Reboco com acabamento de pintura.
• As argamassas monomassas.
Os dois quando são bem seleccionados e aplicados cumprem com o objectivo pretendido para o revestimento de
paredes: protecção, impermeabilização, decoração, sendo permeável ao vapor e tendo que manter estas propriedades
no tempo, já que as reclamações e apelos à garantia nos prédios estão concentrados maioritariamente nos defeitos da
impermeabilização nas coberturas e fachadas.
Nos rebocos misturados em obra será controlada a dosagem, a incorporação de aditivos e a aplicação tradicional em
duas ou três camadas para obter as características exigidas a um reboco + pintura de aderência, compatibilidade com a
base, trabalhabilidade resistência a fissuração e etc.
Com os rebocos pré-misturados fornecidos a granel ou em sacos elimina-se a possibilidade de erros de mistura e as
características ficam condicionadas e regulamentadas segundo NORMA EN 998-1.
Sendo assim, as pinturas que devem ser aplicadas acima destas argamassas, além de impermeáveis terem que ser
suficientemente elásticas para absorver os movimentos das mesmas.
Como alternativa aos revestimentos existentes oferecem-se ao mercado as argamassas monomassa.
As argamassas monomassa de impermeabilização e decoração de fachadas (monocapa em Espanha, monocouche em
França) foram desenvolvidas e impulsionadas na Europa no inicio dos anos 70, aproveitando a tecnologia dos aditivos
e dando cumprimento as exigências da necessária produtividade e custos mais baixos que o incremento do volume na
construção, previsto para as seguintes décadas, iria precisar.
Em sequencia as argamassas monomassa tiveram, e ainda continuam a ter, uma repetida, massiva e eficaz utilização
como revestimento de paredes e fachadas.
Os revestimentos monomassa são produtos em pó misturados em instalações com controlo de fabrico e regulada a sua
fabricação, características técnicas e uso segundo a normativa europeia UNE EN 9981-1 sendo carimbados com
marcação CE os produtos.
Estão formulados numa base de cimento, cargas ligeiras, areias, aditivos e pigmentos.
O produto misturado com agua aplica-se manual ou mecanicamente numa só camada com espessuras máximas de 2 cm
acima dos suportes tradicionais na construção (tijolo, betão, etc.) conferindo as seguintes propriedades:
Protecção da obra.
Impermeabilidade.
Permeabilidade ao vapor, permitindo que a obra respire.
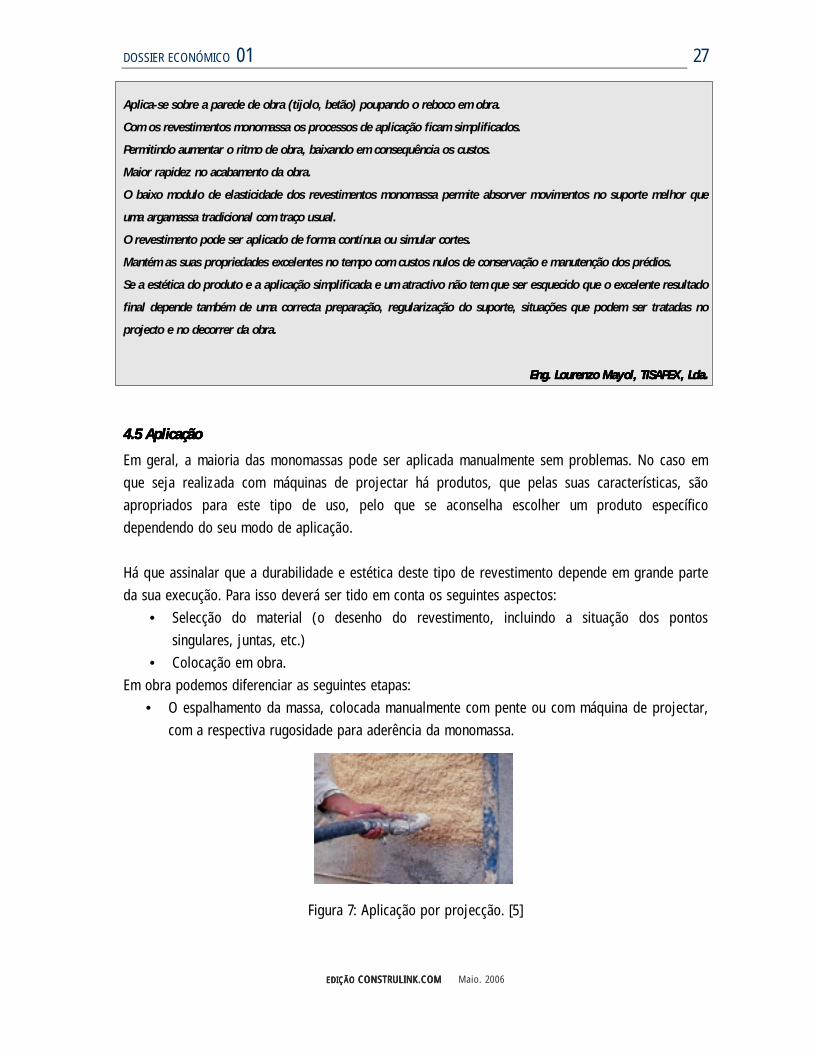
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
27
Aplica-se sobre a parede de obra (tijolo, betão) poupando o reboco em obra.
Com os revestimentos monomassa os processos de aplicação ficam simplificados.
Permitindo aumentar o ritmo de obra, baixando em consequência os custos.
Maior rapidez no acabamento da obra.
O baixo modulo de elasticidade dos revestimentos monomassa permite absorver movimentos no suporte melhor que
uma argamassa tradicional com traço usual.
O revestimento pode ser aplicado de forma contínua ou simular cortes.
Mantém as suas propriedades excelentes no tempo com custos nulos de conservação e manutenção dos prédios.
Se a estética do produto e a aplicação simplificada e um atractivo não tem que ser esquecido que o excelente resultado
final depende também de uma correcta preparação, regularização do suporte, situações que podem ser tratadas no
projecto e no decorrer da obra.
Eng. Eng. Eng. Eng. Lourenzo MayolLourenzo MayolLourenzo MayolLourenzo Mayol, , , , TISAPEXTISAPEXTISAPEXTISAPEX, Lda, Lda, Lda, Lda....
4.5 4.5 4.5 4.5 AplicaçãoAplicaçãoAplicaçãoAplicação
Em geral, a maioria das monomassas pode ser aplicada manualmente sem problemas. No caso em
que seja realizada com máquinas de projectar há produtos, que pelas suas características, são
apropriados para este tipo de uso, pelo que se aconselha escolher um produto específico
dependendo do seu modo de aplicação.
Há que assinalar que a durabilidade e estética deste tipo de revestimento depende em grande parte
da sua execução. Para isso deverá ser tido em conta os seguintes aspectos:
• Selecção do material (o desenho do revestimento, incluindo a situação dos pontos
singulares, juntas, etc.)
• Colocação em obra.
Em obra podemos diferenciar as seguintes etapas:
• O espalhamento da massa, colocada manualmente com pente ou com máquina de projectar,
com a respectiva rugosidade para aderência da monomassa.
Figura 7: Aplicação por projecção. [5]
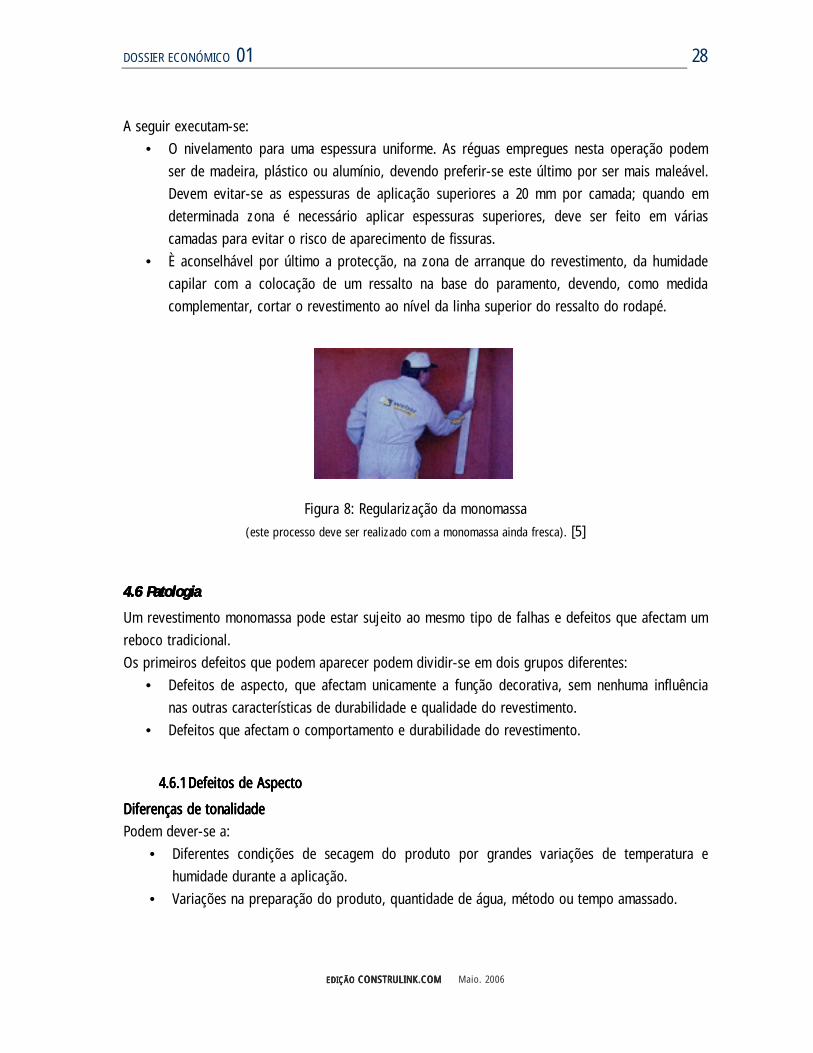
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
28
A seguir executam-se:
• O nivelamento para uma espessura uniforme. As réguas empregues nesta operação podem
ser de madeira, plástico ou alumínio, devendo preferir-se este último por ser mais maleável.
Devem evitar-se as espessuras de aplicação superiores a 20 mm por camada; quando em
determinada zona é necessário aplicar espessuras superiores, deve ser feito em várias
camadas para evitar o risco de aparecimento de fissuras.
• È aconselhável por último a protecção, na zona de arranque do revestimento, da humidade
capilar com a colocação de um ressalto na base do paramento, devendo, como medida
complementar, cortar o revestimento ao nível da linha superior do ressalto do rodapé.
Figura 8: Regularização da monomassa
(este processo deve ser realizado com a monomassa ainda fresca). [5]
4.4.4.4.6666 PatologiaPatologiaPatologiaPatologia
Um revestimento monomassa pode estar sujeito ao mesmo tipo de falhas e defeitos que afectam um
reboco tradicional.
Os primeiros defeitos que podem aparecer podem dividir-se em dois grupos diferentes:
• Defeitos de aspecto, que afectam unicamente a função decorativa, sem nenhuma influência
nas outras características de durabilidade e qualidade do revestimento.
• Defeitos que afectam o comportamento e durabilidade do revestimento.
4.4.4.4.6666....1111 Defeitos de AspectoDefeitos de AspectoDefeitos de AspectoDefeitos de Aspecto
Diferenças de tonalidadeDiferenças de tonalidadeDiferenças de tonalidadeDiferenças de tonalidade
Podem dever-se a:
• Diferentes condições de secagem do produto por grandes variações de temperatura e
humidade durante a aplicação.
• Variações na preparação do produto, quantidade de água, método ou tempo amassado.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
29
• Variações na realização do acabamento, normalmente acontecem junto com variações na
textura do revestimento e podem ser originadas por raspado do produto em diferentes
graus de endurecimento ou raspado incompleto. No caso de acabamentos projectados, por
diferença na consistência da massa, no modo de projectar ou na quantidade de produto
aplicado.
EflorescênciasEflorescênciasEflorescênciasEflorescências
Este fenómeno consiste na aparição de manchas esbranquiçadas na superfície do revestimento,
acontecem normalmente quando a aplicação é realizada em tempo frio e húmido. Nestas condições,
em vez de se produzir no interior do cimento, parte da cal liberta-se durante a presa tendo tempo
de se dissolver na água do amassado e desaparecer da superfície do revestimento onde se deposita.
Sombreamento e transparênciasSombreamento e transparênciasSombreamento e transparênciasSombreamento e transparências
Consiste no aparecimento de manchas de cor no revestimento seguindo as linhas das juntas do
suporte sobre o qual se encontra aplicado. Este fenómeno pode ser visível ou permanentemente ou
unicamente quando está molhado pelo revestimento não ter secado da mesma maneira nas juntas e
no suporte. Acontece normalmente quando a espessura da aplicação é muito reduzida e as juntas de
alvenaria não se encontram bem executadas ou têm uma absorção diferente do resto do suporte.
Quanto mais escura a cor da monomassa mais visíveis são estas diferenças de aspecto pelo que,
para evitar riscos excessivos, recomenda-se a utilização de tons pastel.
4.4.4.4.6666....2222 Defeitos de DurabilidadeDefeitos de DurabilidadeDefeitos de DurabilidadeDefeitos de Durabilidade
FissuraçãoFissuraçãoFissuraçãoFissuração
Em muitos casos devem-se ás fissuras do próprio suporte devido a assentamentos, a insuficiente
estabilização do mesmo ou à falta de malha de reforço necessário nas condições de materiais
diferentes. Esta fissuração também pode acontecer devido a excesso de água no amassado,
espessuras de aplicação excessivas e principalmente pela aplicação em condições muito secas (calor,
vento seco, suporte muito absorvente) sem tomar as devidas precauções necessárias para estes
casos (como humedecer o suporte antes da aplicação e o revestimento 24 horas depois de
efectuado, protecção do revestimento com lonas, etc.)
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
30
Falta de aderência Falta de aderência Falta de aderência Falta de aderência
Apresenta-se normalmente na sequência da aplicação sobre um suporte inadequado ou mal
preparado:
• Com resto de pó, pintura, gesso, descofrantes, etc.
• Muito quente, com humidade insuficiente ou saturado de água,
• Com uma resistência muito inferior ao revestimento aplicado como pode ser o caso do betão
leve ou dos suportes em trabalhos de restauro.
Falhas de impermeabilidadeFalhas de impermeabilidadeFalhas de impermeabilidadeFalhas de impermeabilidade
Na presença de fissuras, devido ás causas anteriormente referenciadas, ou então no caso a
espessuras insuficientes de aplicação, apresentando-se com mais intensidade na zona das juntas, já
que é normalmente nesta zona que o revestimento alcança a sua espessura mínima apresentando
resistência mínima à penetração de humidade.
Falta de resistênciaFalta de resistênciaFalta de resistênciaFalta de resistência
Quando a resistência de uma monomassa é inferior à que habitualmente corresponde a esse produto
deve-se a uma preparação incorrecta do mesmo, ou a uma secagem excessivamente rápida devido ás
condições ambientais ou a um suporte muito absorvente, pelo que o cimento que contém não tem a
possibilidade de desenvolver toda a sua capacidade ligante.
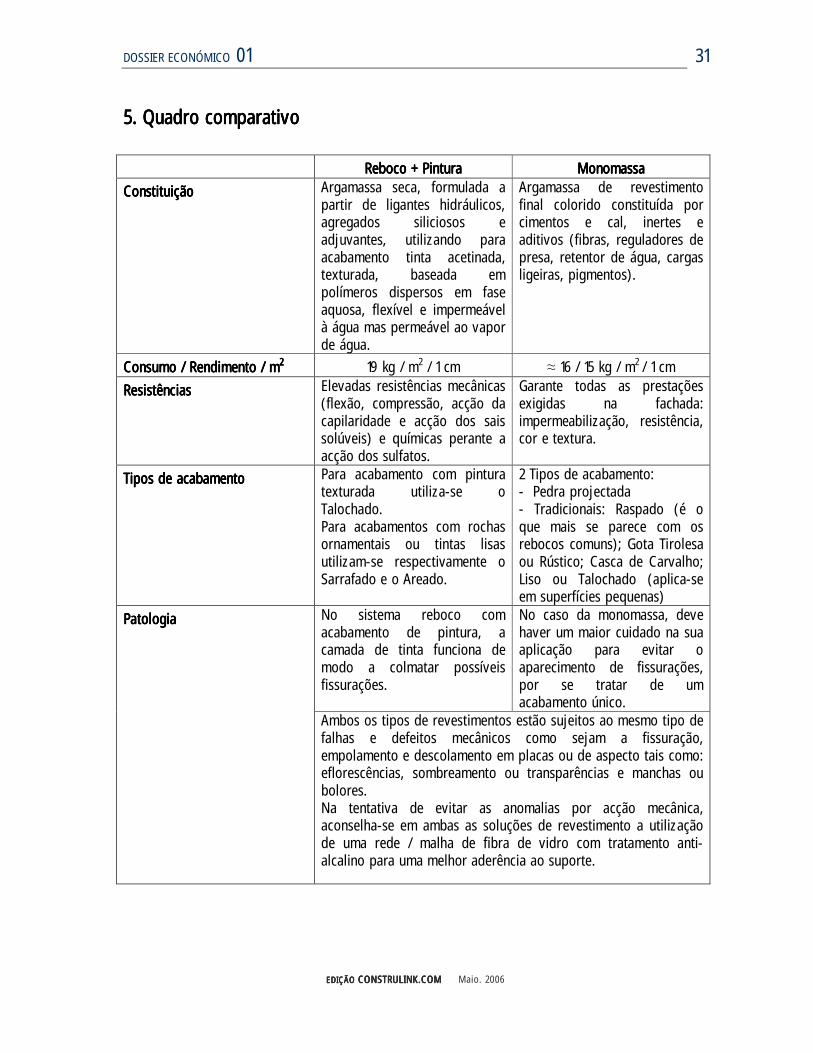
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
31
5. 5. 5. 5. Quadro comparativoQuadro comparativoQuadro comparativoQuadro comparativo
Reboco + PReboco + PReboco + PReboco + Pintura intura intura intura MonomassaMonomassaMonomassaMonomassa
ConstituiçãoConstituiçãoConstituiçãoConstituição Argamassa seca, formulada a partir de ligantes hidráulicos, agregados siliciosos e adjuvantes, utilizando para acabamento tinta acetinada, texturada, baseada em polímeros dispersos em fase aquosa, flexível e impermeável à água mas permeável ao vapor de água.
Argamassa de revestimento final colorido constituída por cimentos e cal, inertes e aditivos (fibras, reguladores de presa, retentor de água, cargas ligeiras, pigmentos).
Consumo / Rendimento / mConsumo / Rendimento / mConsumo / Rendimento / mConsumo / Rendimento / m2222 19 kg / m2 / 1 cm ≈ 16 / 15 kg / m2 / 1 cm
Resistências Resistências Resistências Resistências Elevadas resistências mecânicas (flexão, compressão, acção da capilaridade e acção dos sais solúveis) e químicas perante a acção dos sulfatos.
Garante todas as prestações exigidas na fachada: impermeabilização, resistência, cor e textura.
Tipos de acabamento Tipos de acabamento Tipos de acabamento Tipos de acabamento Para acabamento com pintura texturada utiliza-se o Talochado. Para acabamentos com rochas ornamentais ou tintas lisas utilizam-se respectivamente o Sarrafado e o Areado.
2 Tipos de acabamento: - Pedra projectada - Tradicionais: Raspado (é o que mais se parece com os rebocos comuns); Gota Tirolesa ou Rústico; Casca de Carvalho; Liso ou Talochado (aplica-se em superfícies pequenas)
No sistema reboco com acabamento de pintura, a camada de tinta funciona de modo a colmatar possíveis fissurações.
No caso da monomassa, deve haver um maior cuidado na sua aplicação para evitar o aparecimento de fissurações, por se tratar de um acabamento único.
PatologiaPatologiaPatologiaPatologia
Ambos os tipos de revestimentos estão sujeitos ao mesmo tipo de falhas e defeitos mecânicos como sejam a fissuração, empolamento e descolamento em placas ou de aspecto tais como: eflorescências, sombreamento ou transparências e manchas ou bolores. Na tentativa de evitar as anomalias por acção mecânica, aconselha-se em ambas as soluções de revestimento a utilização de uma rede / malha de fibra de vidro com tratamento anti-alcalino para uma melhor aderência ao suporte.
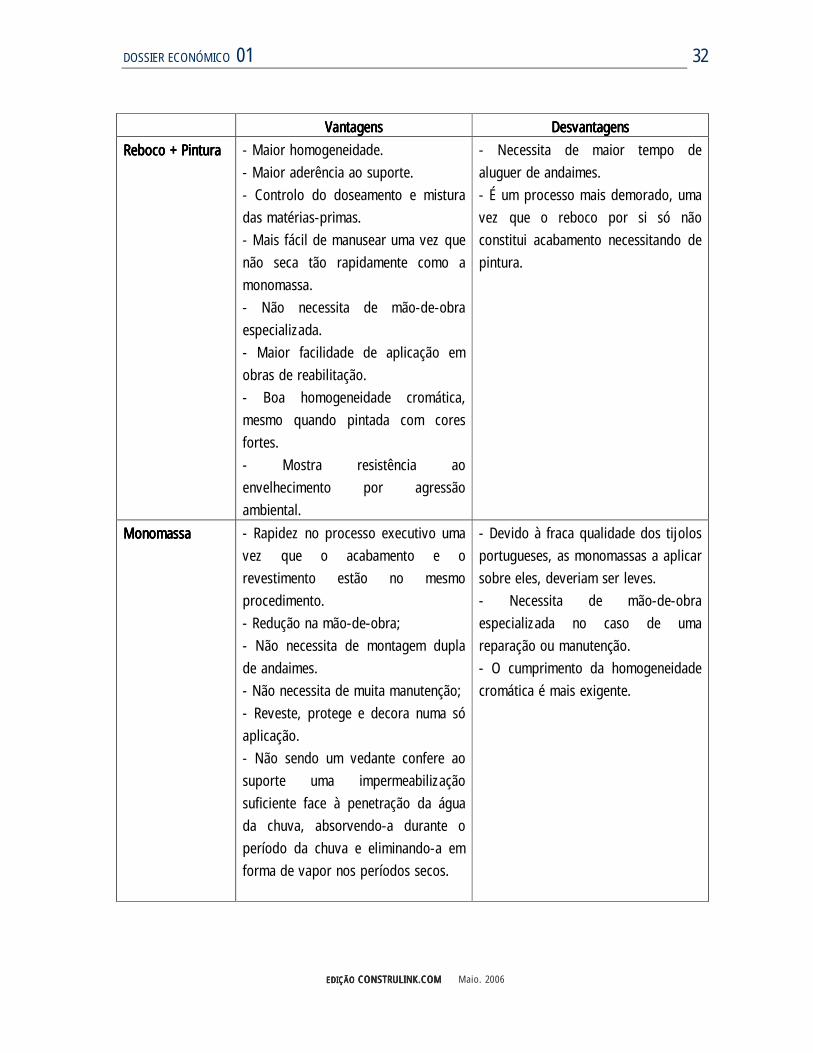
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
32
VantagensVantagensVantagensVantagens DesvantagensDesvantagensDesvantagensDesvantagens
Reboco + PReboco + PReboco + PReboco + Pinturainturainturaintura - Maior homogeneidade.
- Maior aderência ao suporte.
- Controlo do doseamento e mistura
das matérias-primas.
- Mais fácil de manusear uma vez que
não seca tão rapidamente como a
monomassa.
- Não necessita de mão-de-obra
especializada.
- Maior facilidade de aplicação em
obras de reabilitação.
- Boa homogeneidade cromática,
mesmo quando pintada com cores
fortes.
- Mostra resistência ao
envelhecimento por agressão
ambiental.
- Necessita de maior tempo de
aluguer de andaimes.
- É um processo mais demorado, uma
vez que o reboco por si só não
constitui acabamento necessitando de
pintura.
MonomassaMonomassaMonomassaMonomassa - Rapidez no processo executivo uma
vez que o acabamento e o
revestimento estão no mesmo
procedimento.
- Redução na mão-de-obra;
- Não necessita de montagem dupla
de andaimes.
- Não necessita de muita manutenção;
- Reveste, protege e decora numa só
aplicação.
- Não sendo um vedante confere ao
suporte uma impermeabilização
suficiente face à penetração da água
da chuva, absorvendo-a durante o
período da chuva e eliminando-a em
forma de vapor nos períodos secos.
- Devido à fraca qualidade dos tijolos
portugueses, as monomassas a aplicar
sobre eles, deveriam ser leves.
- Necessita de mão-de-obra
especializada no caso de uma
reparação ou manutenção.
- O cumprimento da homogeneidade
cromática é mais exigente.
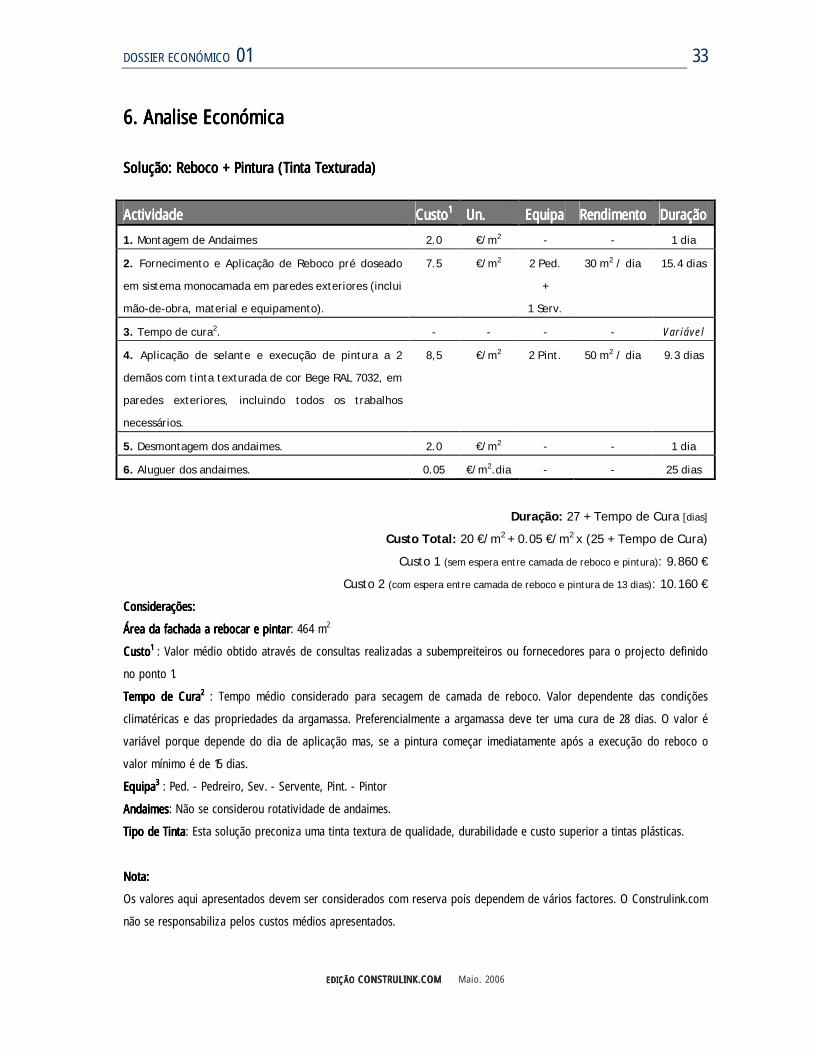
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
33
6666. . . . Analise EconómicaAnalise EconómicaAnalise EconómicaAnalise Económica
Solução: Reboco + PSolução: Reboco + PSolução: Reboco + PSolução: Reboco + Pinturainturainturaintura ((((Tinta TexturadaTinta TexturadaTinta TexturadaTinta Texturada))))
ActividadeActividadeActividadeActividade CustoCustoCustoCusto1111 Un.Un.Un.Un. EquipaEquipaEquipaEquipa RendimentoRendimentoRendimentoRendimento DuraçãoDuraçãoDuraçãoDuração
1. Montagem de Andaimes 2.0 €/m2 - - 1 dia
2. Fornecimento e Aplicação de Reboco pré doseado
em sistema monocamada em paredes exteriores (inclui
mão-de-obra, material e equipamento).
7.5 €/m2 2 Ped.
+
1 Serv.
30 m2 / dia 15.4 dias
3. Tempo de cura2. - - - - Variável
4. Aplicação de selante e execução de pintura a 2
demãos com tinta texturada de cor Bege RAL 7032, em
paredes exteriores, incluindo todos os trabalhos
necessários.
8,5 €/m2 2 Pint. 50 m2 / dia 9.3 dias
5. Desmontagem dos andaimes. 2.0 €/m2 - - 1 dia
6. Aluguer dos andaimes. 0.05 €/m2.dia - - 25 dias
Duração: 27 + Tempo de Cura [dias]
Custo Total: 20 €/m2 + 0.05 €/m2 x (25 + Tempo de Cura)
Custo 1 (sem espera entre camada de reboco e pintura): 9.860 €
Custo 2 (com espera entre camada de reboco e pintura de 13 dias): 10.160 €
Considerações:Considerações:Considerações:Considerações:
Área da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintar: 464 m2
CustoCustoCustoCusto1111 : Valor médio obtido através de consultas realizadas a subempreiteiros ou fornecedores para o projecto definido
no ponto 1.
Tempo de CuraTempo de CuraTempo de CuraTempo de Cura2222 : Tempo médio considerado para secagem de camada de reboco. Valor dependente das condições
climatéricas e das propriedades da argamassa. Preferencialmente a argamassa deve ter uma cura de 28 dias. O valor é
variável porque depende do dia de aplicação mas, se a pintura começar imediatamente após a execução do reboco o
valor mínimo é de 15 dias.
EquipaEquipaEquipaEquipa3333 : Ped. - Pedreiro, Sev. - Servente, Pint. - Pintor
AndaimesAndaimesAndaimesAndaimes: Não se considerou rotatividade de andaimes.
Tipo de TintaTipo de TintaTipo de TintaTipo de Tinta: Esta solução preconiza uma tinta textura de qualidade, durabilidade e custo superior a tintas plásticas.
Nota:Nota:Nota:Nota:
Os valores aqui apresentados devem ser considerados com reserva pois dependem de vários factores. O Construlink.com
não se responsabiliza pelos custos médios apresentados.
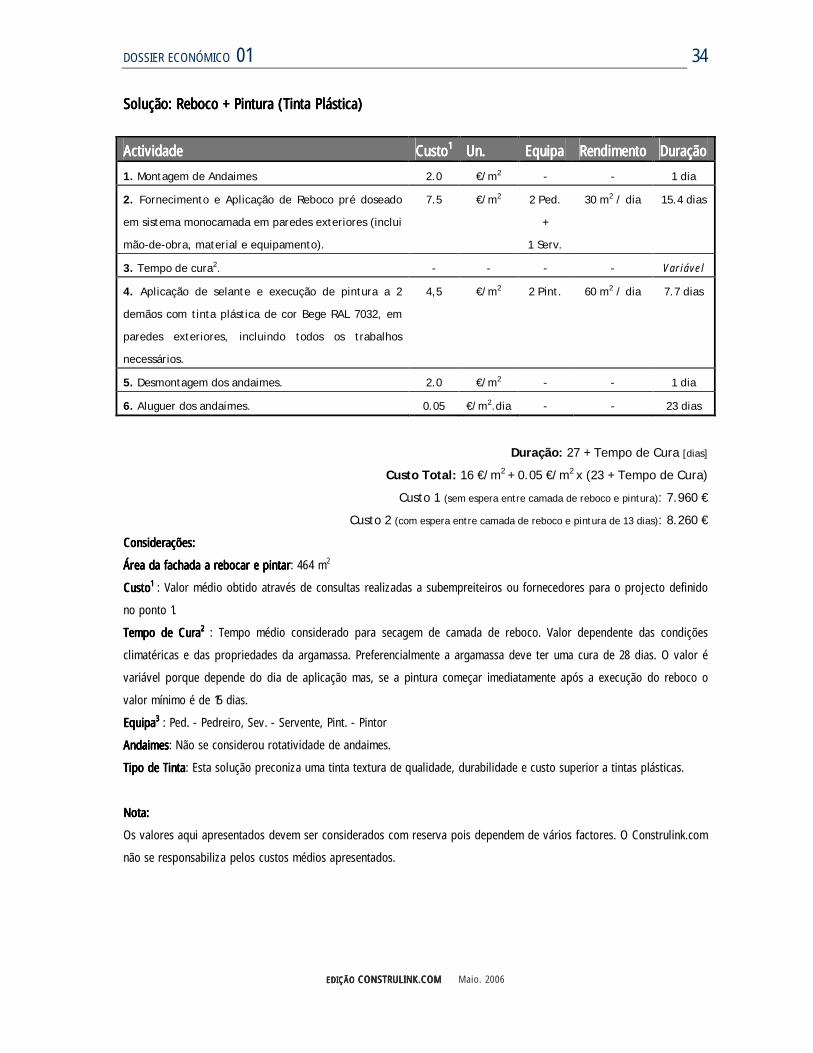
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
34
Solução: Reboco + PSolução: Reboco + PSolução: Reboco + PSolução: Reboco + Pinturainturainturaintura ((((Tinta Tinta Tinta Tinta PlPlPlPlásticaásticaásticaástica))))
ActividadeActividadeActividadeActividade CustoCustoCustoCusto1111 Un.Un.Un.Un. EquipaEquipaEquipaEquipa RendimentoRendimentoRendimentoRendimento DuraçãoDuraçãoDuraçãoDuração
1. Montagem de Andaimes 2.0 €/m2 - - 1 dia
2. Fornecimento e Aplicação de Reboco pré doseado
em sistema monocamada em paredes exteriores (inclui
mão-de-obra, material e equipamento).
7.5 €/m2 2 Ped.
+
1 Serv.
30 m2 / dia 15.4 dias
3. Tempo de cura2. - - - - Variável
4. Aplicação de selante e execução de pintura a 2
demãos com tinta plástica de cor Bege RAL 7032, em
paredes exteriores, incluindo todos os trabalhos
necessários.
4,5 €/m2 2 Pint. 60 m2 / dia 7.7 dias
5. Desmontagem dos andaimes. 2.0 €/m2 - - 1 dia
6. Aluguer dos andaimes. 0.05 €/m2.dia - - 23 dias
Duração: 27 + Tempo de Cura [dias]
Custo Total: 16 €/m2 + 0.05 €/m2 x (23 + Tempo de Cura)
Custo 1 (sem espera entre camada de reboco e pintura): 7.960 €
Custo 2 (com espera entre camada de reboco e pintura de 13 dias): 8.260 €
Considerações:Considerações:Considerações:Considerações:
Área da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintar: 464 m2
CustoCustoCustoCusto1111 : Valor médio obtido através de consultas realizadas a subempreiteiros ou fornecedores para o projecto definido
no ponto 1.
Tempo de CuraTempo de CuraTempo de CuraTempo de Cura2222 : Tempo médio considerado para secagem de camada de reboco. Valor dependente das condições
climatéricas e das propriedades da argamassa. Preferencialmente a argamassa deve ter uma cura de 28 dias. O valor é
variável porque depende do dia de aplicação mas, se a pintura começar imediatamente após a execução do reboco o
valor mínimo é de 15 dias.
EquipaEquipaEquipaEquipa3333 : Ped. - Pedreiro, Sev. - Servente, Pint. - Pintor
AndaimesAndaimesAndaimesAndaimes: Não se considerou rotatividade de andaimes.
Tipo de TintaTipo de TintaTipo de TintaTipo de Tinta: Esta solução preconiza uma tinta textura de qualidade, durabilidade e custo superior a tintas plásticas.
Nota:Nota:Nota:Nota:
Os valores aqui apresentados devem ser considerados com reserva pois dependem de vários factores. O Construlink.com
não se responsabiliza pelos custos médios apresentados.
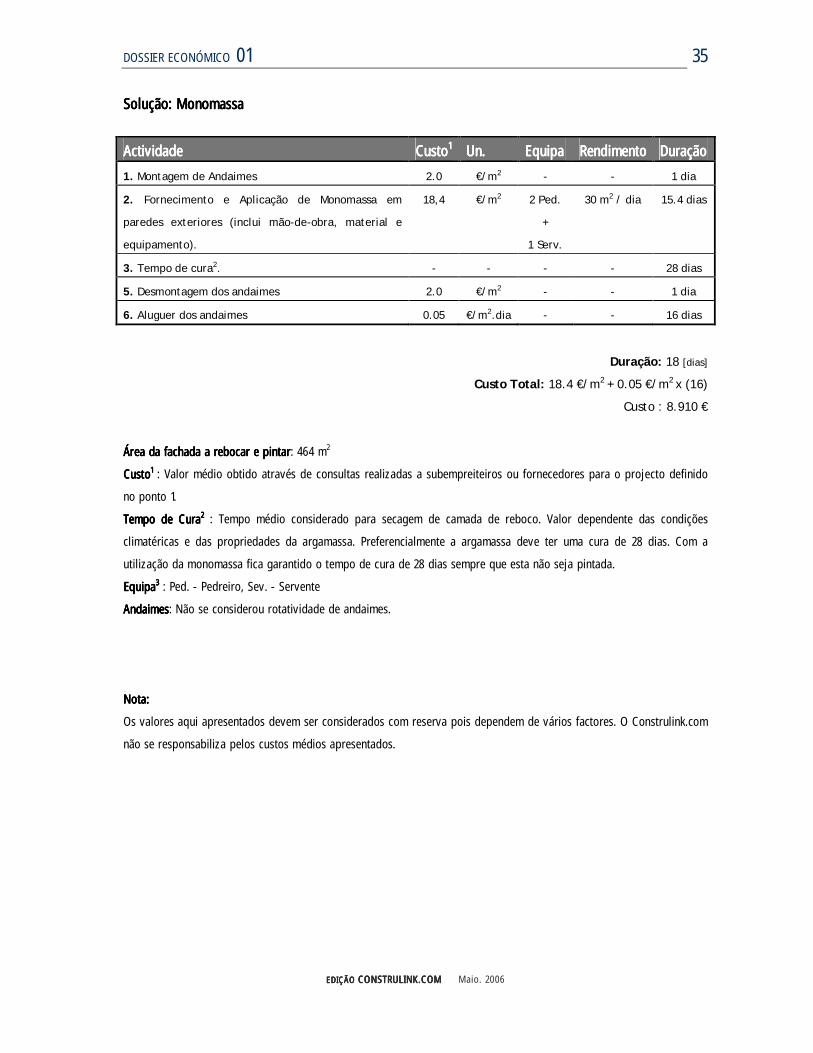
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
35
Solução: MonomassaSolução: MonomassaSolução: MonomassaSolução: Monomassa
ActividadeActividadeActividadeActividade CustoCustoCustoCusto1111 Un.Un.Un.Un. EquipaEquipaEquipaEquipa RendimentoRendimentoRendimentoRendimento DuraçãoDuraçãoDuraçãoDuração
1. Montagem de Andaimes 2.0 €/m2 - - 1 dia
2. Fornecimento e Aplicação de Monomassa em
paredes exteriores (inclui mão-de-obra, material e
equipamento).
18,4 €/m2 2 Ped.
+
1 Serv.
30 m2 / dia 15.4 dias
3. Tempo de cura2. - - - - 28 dias
5. Desmontagem dos andaimes 2.0 €/m2 - - 1 dia
6. Aluguer dos andaimes 0.05 €/m2.dia - - 16 dias
Duração: 18 [dias]
Custo Total: 18.4 €/m2 + 0.05 €/m2 x (16)
Custo : 8.910 €
Área da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintarÁrea da fachada a rebocar e pintar: 464 m2
CustoCustoCustoCusto1111 : Valor médio obtido através de consultas realizadas a subempreiteiros ou fornecedores para o projecto definido
no ponto 1.
Tempo de CuraTempo de CuraTempo de CuraTempo de Cura2222 : Tempo médio considerado para secagem de camada de reboco. Valor dependente das condições
climatéricas e das propriedades da argamassa. Preferencialmente a argamassa deve ter uma cura de 28 dias. Com a
utilização da monomassa fica garantido o tempo de cura de 28 dias sempre que esta não seja pintada.
EquipaEquipaEquipaEquipa3333 : Ped. - Pedreiro, Sev. - Servente
AndaimesAndaimesAndaimesAndaimes: Não se considerou rotatividade de andaimes.
Nota:Nota:Nota:Nota:
Os valores aqui apresentados devem ser considerados com reserva pois dependem de vários factores. O Construlink.com
não se responsabiliza pelos custos médios apresentados.
DOSSIER ECONÓMICO 01
EDIÇÃO EDIÇÃO EDIÇÃO EDIÇÃO CONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COMCONSTRULINK.COM Maio. 2006
36
7. Bibliografia7. Bibliografia7. Bibliografia7. Bibliografia
[1][1][1][1] CORREIA, Eugénia [et al]; – Processos de Construção Processos de Construção Processos de Construção Processos de Construção –––– Rebocos Hidráulicos e Monomassas Rebocos Hidráulicos e Monomassas Rebocos Hidráulicos e Monomassas Rebocos Hidráulicos e Monomassas.
Lisboa; IST, Departamento de Engenharia Civil e Arquitectura; 2003.
[2][2][2][2] RIBEIRO, João P.; BEZELGA, Artur A. – Processos Gerais de Construção Processos Gerais de Construção Processos Gerais de Construção Processos Gerais de Construção –––– Rebocos Rebocos Rebocos Rebocos
TradicionaisTradicionaisTradicionaisTradicionais. . . . Lisboa, IST, Departamento de Engenharia Civil; 1996.
[3][3][3][3] RODRIGUES, P. F.; RATO, V.C.; HENRIQUES, F. M. A.; Caracterização de Argamassas de Caracterização de Argamassas de Caracterização de Argamassas de Caracterização de Argamassas de
Fabrico NacionalFabrico NacionalFabrico NacionalFabrico Nacional; PATORREB 2006; 2º ENCONTRO SOBRE PATOLOGIA E REABILITAÇÃO DE
EDIFÍCIOS, VOL. II; Porto; FEUP, UPC; 2006.
[4[4[4[4]]]] GASPAR, P. L.; FLORES-COLEN, I.; BRITO, J.; Técnicas de Diagnóstico e Classificação de Técnicas de Diagnóstico e Classificação de Técnicas de Diagnóstico e Classificação de Técnicas de Diagnóstico e Classificação de
Fissuração em Fachadas RebocadasFissuração em Fachadas RebocadasFissuração em Fachadas RebocadasFissuração em Fachadas Rebocadas; PATORREB 2006; 2º ENCONTRO SOBRE PATOLOGIA E
REABILITAÇÃO DE EDIFÍCIOS, VOL. II; Porto; FEUP, UPC; 2006.
[5[5[5[5]]]] WEBER CIMENFIX – O Guia WeberO Guia WeberO Guia WeberO Guia Weber; 2005.
[[[[6666]]]] www.cimpor.pt
[7[7[7[7]]]] www.secilmartinganca.pt
[8[8[8[8]]]] www.maxit.pt
[9[9[9[9]]]] paginas.fe.up.pt/~construc/gp/docs2004-05/ caderno_encar/exe_trabalhos/Monomassas.pdf










![Materiais de Construção Civil II ENG 2301 [C01-1/2] 2018/2](https://static.fdocumentos.tips/doc/165x107/619814a3fd161f21fc65dc80/materiais-de-construo-civil-ii-eng-2301-c01-12-20182.jpg)