MARINA ILKA BAUMER - joinville.udesc.br · universidade do estado de santa catarina – udesc...
96
MARINA ILKA BAUMER PROPOSTA DE MELHORIAS PARA A ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA DEPENDENTE DA AMANCO BRASIL LTDA JOINVILLE – SC 2006
Transcript of MARINA ILKA BAUMER - joinville.udesc.br · universidade do estado de santa catarina – udesc...

MARINA ILKA BAUMER
PROPOSTA DE MELHORIAS PARA A ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA
DEPENDENTE DA AMANCO BRASIL LTDA
JOINVILLE – SC 2006

UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS - CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
MARINA ILKA BAUMER
PROPOSTA DE MELHORIAS PARA A ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA
DEPENDENTE DA AMANCO BRASIL LTDA
Trabalho de Conclusão de Curso apresentado à Universidade do Estado de Santa Catarina – UDESC - como requisito para obtenção do título de Bacharel em Engenharia de Produção e Sistemas. Orientador: Leandro Zvirtes
JOINVILLE – SC 2006

MARINA ILKA BAUMER
PROPOSTA DE MELHORIAS PARA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA
DEPENDENTE DA AMANCO BRASIL LTDA
Trabalho de Conclusão de Curso aprovado como requisito para obtenção do título
de Bacharel no curso de graduação em Engenharia de Produção e Sistemas da
Universidade do Estado de Santa Catarina – UDESC.
BANCA EXAMINADORA
Orientador: ______________________________________________ Msc. Leandro Zvirtes Universidade do Estado de Santa Catarina - UDESC
Membro : ______________________________________________ Esp. Nilson Campos Universidade do Estado de Santa Catarina - UDESC
______________________________________________ Msc. Rogério Simões Universidade do Estado de Santa Catarina - UDESC
Joinville, 25/07/2006

“Humildade para ter coragem de se colocar na posição de aprendiz da vida. Humildade para aprender as lições. Humildade para parar de se julgar um deus.” ROBERTO SHINYASHIKI

RESUMO
Tendo em vista que o mercado está cada vez mais exigente, que novas técnicas e conceitos de gerenciamento de empresas surgem a cada dia e que a cadeia logística deve estar cada vez mais integrada, ter uma programação de materiais eficiente é uma das premissas para o sucesso da empresa. O presente trabalho tem por objetivo apresentar uma proposta de melhorias para a atividade de programação e controle de materiais de demanda dependente da empresa Amanco Brasil Ltda. Este trabalho surgiu das dificuldades enfrentadas para realização da atividade mencionada e da importância dessa atividade para o desenvolvimento da empresa. Para tanto, foi realizado um diagnóstico do procedimento de programação e controle de materiais de demanda dependente, levando em consideração aspectos culturais da empresa. Problemas como falta de padronização e falta de registro eram as principais causas que afetavam a eficiência da atividade. Com o auxílio da revisão bibliográfica sobre o assunto, envolvendo as áreas de logística e planejamento e controle de estoques, foi desenvolvido um conjunto de melhorias específicas para a empresa Amanco Brasil, que vem com intuito de padronizar e melhorar a eficiência da atividade estudada, contribuindo para o crescimento da empresa.
PALAVRAS-CHAVES: Programação e controle de materiais. Gestão de estoques. Demanda dependente.

LISTA DE FIGURAS
Figura 1 - Exemplo de cadeia de suprimentos. .........................................................16
Figura 2 - Estrutura da cadeia de suprimento. ..........................................................17
Figura 3 - Dinâmica do processo de planejamento. ..................................................23
Figura 4 - Horizonte de planejamento. ......................................................................24
Figura 5 - Período de replanejamento. ......................................................................26
Figura 6 – Sub-horizontes dentro do horizonte de planejamento. .............................26
Figura 7 – Erros de previsão crescem com o horizonte de previsão.........................27
Figura 8 – Exemplo de curva ABC. ...........................................................................31
Figura 9 – Modelo por ponto de pedido.....................................................................36
Figura 10 - Sistema MRP. .........................................................................................38
Figura 11 - Esquema de um MRP. ............................................................................40
Figura 12 - Sistema kanban com um cartão..............................................................42
Figura 13 - Localização do Grupo Amanco na América Latina. ................................55
Figura 14 - Localização da atividade de programação de materiais na estrutura logística da Amanco Brasil. ....................................................................58
Figura 15 - Sistemas informatizados utilizados pela Amanco Brasil. ........................59
Figura 16 - Gráfico de Gantt no Scheduler................................................................60

LISTA DE TABELAS
Tabela 1 - Procedimentos fundamentais de Administração de Materiais. .................21
Tabela 2 - Plano da pesquisa-ação...........................................................................53
Tabela 3 - Procedimentos de administração de materiais na Amanco......................64
Tabela 4 - Proposta de melhorias. ............................................................................71
Tabela 5 – Calendário de entrega de materiais.........................................................76
Tabela 6 – Relatório de materiais obsoletos. ............................................................79
Tabela 7 – Relatório de materiais críticos – estoque de segurança. .........................80
Tabela 8 – Agenda semanal de programação e controle de materiais. ....................81
Tabela 9 - Agenda de atividades de freqüência menor. ............................................81

SUMÁRIO
1 INTRODUÇÃO .......................................................................................................10 1.1 APRESENTAÇÃO DO TEMA..............................................................................10 1.2 OBJETIVO GERAL .............................................................................................11 1.3 OBJETIVOS ESPECÍFICOS ...............................................................................11 1.4 JUSTIFICATIVA ..................................................................................................11 1.5 DELIMITAÇÃO DO TRABALHO .........................................................................12 1.6 METODOLOGIA..................................................................................................13 1.7 ESTRUTURA DO TRABALHO............................................................................13 2 REVISÃO BIBLIOGRÁFICA..................................................................................15 2.1 LOGÍSTICA .........................................................................................................15 2.1.1. A cadeia de suprimento...................................................................................15 2.1.2 Definição de logística .......................................................................................17 2.1.3 Importância da logística....................................................................................18 2.1.4 Divisão da cadeia de suprimentos....................................................................19
2.2 PLANEJAMENTO DE MATERIAIS .....................................................................20 2.2.1 Conceito de planejamento................................................................................20 2.2.2 Importância do planejamento de materiais.......................................................21 2.2.3 Dinâmica do processo de planejamento...........................................................22 2.2.3.1 Horizonte de planejamento............................................................................23 2.2.3.2 O período de replanejamento........................................................................25 2.2.4 O conceito de planejamento hierárquico ..........................................................26
2.3 GESTÃO DE ESTOQUES...................................................................................27 2.3.1 Tipos de estoques ............................................................................................28 2.3.2 Itens de demanda independente e dependente ...............................................29 2.3.3 Função dos estoques .......................................................................................30 2.3.4 Classificação ABC............................................................................................31 2.3.5 Tamanho do lote de reposição .........................................................................33 2.3.5.1 Custos relacionados ao tamanho do lote ......................................................33 2.3.5.2 Lote econômico .............................................................................................34 2.3.6 Modelos de ressuprimento de estoques...........................................................35 2.3.6.1 Ressuprimento de estoques por ponto de pedido .........................................36 2.3.6.2 Ressuprimento de estoque por revisões periódicas......................................37 2.3.6.3 Ressuprimento pelo MRP..............................................................................37

8
2.3.6.4 Ressuprimento por Kanban...........................................................................40 2.3.7 Estoque de segurança......................................................................................43
2.4 CONTROLE DE ESTOQUES..............................................................................44 2.4.1 Custo do estoque .............................................................................................45 2.4.2 Rotatividade do estoque...................................................................................46 2.4.3 Materiais sem giro e obsoletos.........................................................................47 2.4.4 Número de horas paradas da produção por falta de material ..........................47 2.4.5 Relação de itens críticos ..................................................................................48
3 METODOLOGIA DE PESQUISA...........................................................................49 3.1 O PROBLEMA.....................................................................................................49
3.2 PESQUISA..........................................................................................................49
3.3 METODOLOGIA UTILIZADA ..............................................................................50
3.4 ETAPAS DA PESQUISA.....................................................................................51 3.4.1 Fase exploratória..............................................................................................51 3.4.2 Formulação do problema..................................................................................51 3.4.3 Discussão com o grupo de trabalho .................................................................52 3.4.4 Coleta de dados ...............................................................................................52 3.4.5 Análise e interpretação dos dados ...................................................................52 3.4.6 Elaboração do plano de ação...........................................................................53
4 APRESENTAÇÃO DA EMPRESA ........................................................................54 4.1 HISTÓRICO ........................................................................................................55
4.2 ESTUTURA LOGÍSTICA.....................................................................................56
4.3 SISTEMAS INFORMATIZADOS .........................................................................58 4.3.1 SAP/R3.............................................................................................................59 4.3.2 BAAN/Scheduler ..............................................................................................59
4.4 GESTÃO DE ESTOQUES...................................................................................61 4.4.1 Ressuprimento baseado no consumo ..............................................................61 4.4.2 Ressuprimento pelo MRP.................................................................................62 4.4.3 Ressuprimento de itens por encomenda..........................................................62 4.4.4 Estoque de segurança......................................................................................63
4.5 PROGRAMAÇÃO DE MATERIAIS .....................................................................63 4.5.1 Rotina de programação de materiais ...............................................................64
4.6 CONTROLE DE ESTOQUE................................................................................65
4.7 DIFICULDADES NA ATIVIDADE DE PROGRAMAÇÃO DE MATERIAIS...........66 4.7.1 Manual desatualizado e incompleto .................................................................67 4.7.2 Falta de padronização das rotinas ...................................................................67 4.7.3 Cadastro de material desatualizado .................................................................68 4.7.4 Horizonte de programação longo .....................................................................68 4.7.5 Modelo inadequado de ressuprimento de materiais.........................................68 4.7.6 Má visibilidade da necessidade de follow up....................................................69 4.7.7 Sem indicadores de desempenho ....................................................................69 4.7.8 Fornecedores não cumprem as datas de entrega............................................70

9
5 PROPOSTA DE MELHORIAS PARA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA DEPENDENTE DA AMANCO BRASIL LTDA.........................................................................................................................71 5.1 REVISÃO DOS MATERIAIS PROGRAMADOS..................................................72
5.2 PRIORIZAÇÃO DE MATERIAIS .........................................................................73
5.3 DIVISÃO DO HORIZONTE DE PROGRAMAÇÃO..............................................74
5.4 PADRONIZAÇÃO DO PERÍODO DE REPROGRAMAÇÃO ...............................74
5.5 REVISÃO DOS MODELOS DE RESSUPRIMENTO DOS MATERIAIS..............75
5.6 CRIAÇÃO DO CALENDÁRIO DE PLANEJAMENTO..........................................76
5.7 PADRONIZAÇÃO DO PROCEDIMENTO DE CONTROLE DE ESTOQUES......77
5.8 DEFINIÇÃO DE INDICADORES DE DESEMPENHO.........................................78
5.9 CRIAÇÃO DA AGENDA DA PROGRAMAÇÃO E CONTROLE DE MATERIAIS 80
5.10 REVISÃO DO MANUAL ....................................................................................81
5.11 CRONOGRAMA DE IMPLANTAÇÃO ...............................................................82
6. CONSIDERAÇÕES FINAIS ..................................................................................83 6.1 CONCLUSÕES ...................................................................................................83 6.2 SUGESTÕES ......................................................................................................85
REFERÊNCIAS BIBLIOGRÁFICAS.........................................................................87
APÊNDICES .............................................................................................................89 APÊNDICE A – RELATÓRIO DE INDICADORES DO CONTROLE DE ESTOQUE.90
APÊNDICE B – MANUAL DA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA DEPENDENTE..................................92
APÊNDICE C – CRONOGRAMA DE IMPLANTAÇÃO .............................................95

1 INTRODUÇÃO
A mudança de paradigma por parte das empresas no assunto atendimento ao
cliente, tem feito com que estas busquem melhor se adequarem para suprir a
necessidade dos clientes, novos mercados e a manutenção dos já existentes. As
empresas necessitam cada vez mais de processos de distribuição rápidos e
eficazes. Para isso, os materiais devem estar à disposição da fábrica na quantidade
e no tempo necessário, evitando ao máximo a interrupção da produção.
1.1 APRESENTAÇÃO DO TEMA
O tema desse trabalho é a programação e controle de materiais de demanda
dependente, que se tornam essencial no processo de distribuição comentado
anteriormente. A gestão da aquisição de materiais assume papel verdadeiramente
estratégico nos negócios de hoje em face do volume de recursos envolvidos,
principalmente financeiros.

11
1.2 OBJETIVO GERAL
Propor melhorias para o procedimento de programação e controle de
materiais de demanda dependente da empresa Amanco Brasil Ltda.
1.3 OBJETIVOS ESPECÍFICOS
Apresentar de forma clara e objetiva as dificuldades existentes na atividade
estudada e a forma como afetam a sua qualidade;
Propor melhorias de acordo com cada dificuldade diagnosticada;
Criar um procedimento padronizado para a atividade;
Apresentar indicadores de desempenho para acompanhar a eficácia do
procedimento, possibilitando a tomada de decisões mais facilmente;
1.4 JUSTIFICATIVA
É possível perceber várias dificuldades na rotina diária de programação e
controle de materiais, como por exemplo, a falta de padronização e cadastros
desatualizados, que contribuem para o principal problema enfrentado pela empresa

12
que é a constante falta de materiais produtivos.
O presente trabalho surgiu dessas dificuldades enfrentadas na programação e
controle de materiais de demanda dependente da empresa, o que implicavam
diretamente na eficácia da atividade. Junta-se a isso, a importância desta atividade
na estrutura logística da empresa e como quesito de diferenciação no mercado
competitivo.
Com este trabalho, foi possível mapear o atual processo de programação e
controle de materiais de demanda dependente, diagnosticando-o e caracterizando-o
em relação a sua operacionalidade. Da mesma forma, busca fornecer o
desenvolvimento de uma programação e controle de materiais com qualidade,
permitindo a obtenção de resultados positivos para a empresa.
1.5 DELIMITAÇÃO DO TRABALHO
O estudo das melhorias propostas nesse trabalho é direcionado para o
procedimento de programação e controle de materiais de demanda dependente da
empresa Amanco Brasil Ltda. Todas as melhorias apresentadas foram baseadas
nas responsabilidades que a atividade possui, nos recursos disponíveis atualmente
e na bibliografia sobre o assunto.

13
1.6 METODOLOGIA
Na atividade de programação e controle de materiais de demanda
dependente da empresa, a questão a ser respondida é como aprimorar a atividade
de tal forma que esta contribua para o seu crescimento. Desta forma, a empresa
pode atuar sobre o principal problema da atividade que é a falta constante de
materiais produtivos.
Por esse trabalho buscar resposta ao problema proposto, ele pode ser
classificado como uma pesquisa. Além disso, com base nos objetivos, trata-se de
uma pesquisa exploratória que visa a familiaridade com o problema, buscando torná-
lo explícito e aprimorar as idéias. Do ponto de vista de procedimentos técnicos, é
uma pesquisa-ação, pois a pesquisadora é a responsável pela programação de
materiais da empresa e busca a solução para o problema (GIL, 2002).
1.7 ESTRUTURA DO TRABALHO
O presente documento está organizado da seguinte forma: no primeiro
capítulo são definidos os objetivos geral e específicos, a justificativa, a delimitação
do trabalho, além dos procedimentos metodológicos aplicados.
O segundo capítulo apresenta a revisão bibliográfica do tema, onde se
procura abranger os conceitos necessários para o entendimento dos aspectos que
envolvem a programação e controle de materiais, desde seu papel na logística de

14
uma empresa como também das ferramentas que podem ser utilizadas para
potencializar o processo.
O terceiro capítulo trata a respeito da metodologia utilizada nesse trabalho,
detalhando as fases da pesquisa até chegar ao resulta final, que são as propostas
de melhoria.
No quarto capítulo faz-se a caracterização da empresa, no qual é descrito o
histórico da organização e sua estrutura logística. Em seguida, entra no
detalhamento da atividade de programação e controle de materiais de demanda
dependente feita atualmente, explicitando as dificuldades.
No quinto capítulo, são apresentadas as melhorias para tornar eficiente o
procedimento estudado.
Os capítulos seguintes apresentam, nessa ordem, as considerações finais,
abrangendo as conclusões obtidas com a efetivação deste estudo, sugestões para
trabalhos futuros e as referências bibliográficas utilizadas na presente pesquisa.

2 REVISÃO BIBLIOGRÁFICA
2.1 LOGÍSTICA
Em seu estágio mais avançado, a logística está sendo utilizada não só nas
áreas funcionais da empresa, ela se estende as demais firmas da cadeia de
suprimento, compartilhando informações e planos necessários para tornar essa
cadeia mais eficiente e competitiva. A isto tem sido dado o nome de Gerenciamento
da Cadeia de Abastecimento ou, em inglês, Supply Chain Management (MARTINS e
LAUGENI, 2005).
2.1.1. A cadeia de suprimento
A cadeia de suprimentos é onde as matérias-primas são convertidas em
produtos acabados. (BALLOU, 2001), ver Figura 01.

16
Figura 1 - Exemplo de cadeia de suprimentos. Fonte: Ballou, 2001, p.22.
Harrison e Hoek (2003) enfatizam que uma cadeia de suprimento sugere uma
série de processos vinculados que vai desde produtos primários até a venda do
produto final para o consumidor final.
Os autores supracitados colocam ainda que o objetivo de uma cadeia de
suprimentos é manter o fluxo contínuo e sincronizado de materiais, sem acúmulos
desnecessários de estoque onde as peças e componentes são entregues na hora e
na seqüência adequada. Além do fluxo de materiais, onde é agregado valor ao
produto, há também o fluxo de informações que acontece no sentido contrário ao de
materiais, que são os dados sobre demanda, vindo dos clientes e voltando aos
fornecedores. São esses sinais de demanda do cliente que acionam a cadeia de
suprimento para uma resposta. O objetivo é integrar os dados da demanda e
suprimento, de modo que seja possível obter um quadro cada vez mais preciso
sobre a natureza dos processos, dos mercados e dos consumidores de negócio.
A cadeia de suprimento envolve fornecedores, produtores, distribuidores e
clientes que compartilham informações e planos necessários para tornar o canal

17
mais eficiente e competitivo, ver Figura 2. Esse compartilhamento é mais profundo,
acurado e detalhado do que na tradicional relação comprador/vendedor (MARTINS e
LAUGENI, 2005).
Fornece- dores
Procure- ment
Manu- fatura
Distrib. física
Membros do canal
Clientes
Fluxo de valor agregado
Fluxo de informações das necessidades
Integração da logística interna
Alianças com fornecedores
Alianças com clientes/trading partner
Figura 2 - Estrutura da cadeia de suprimento. Fonte: Martins e Laugeni, 2005, p. 170.
2.1.2 Definição de logística
Logística é uma operação integrada que cuida desde o suprimento até a
distribuição de produtos de forma racionalizada, ou seja, planejar, coordenar e
executar o processo, sempre visando a redução de custos e o aumento da
competitividade da empresa (VIANA, 2002).
Ballou apud Viana (1995, p. 24) utiliza o nome logística empresarial e a define
como,
A logística empresarial trata de todas as atividades de movimentação e armazenagem, que facilitam o fluxo de produtos desde o ponto de aquisição da matéria-prima até o ponto de consumo final, assim como dos fluxos de informação que colocam os produtos em movimento, com o propósito de providenciar níveis de serviço adequados aos clientes a um custo razoável.
Para Harrison e Hoek (2003), logística é uma tarefa responsável por fornecer
o fluxo de materiais e informações. Os referidos autores ainda complementam
dizendo que a tarefa logística de gerenciamento dos fluxos de materiais e

18
informações é parte importante da tarefa de gestão da cadeia de suprimento. Essa
gestão é a administração de todo o processo de suprimento de matérias-primas,
fabricação, embalagem e distribuição para o consumidor final.
2.1.3 Importância da logística
Ballou (2001, p. 25) enfatiza que,
A logística diz respeito à criação de valor, tanto para clientes e fornecedores como para acionistas. O valor em logística é expresso em termos de tempo e lugar. Produtos e serviços não têm valores a menos que estejam sob posse do cliente quando (tempo) e onde (lugar) eles desejam consumi-los.
A cadeia de suprimento proporciona enxergar todo o processo de geração de
produtos e serviços e a monitorar este processo de forma integrada (MARTINS e
LAUGENI, 2005).
O grau de satisfação do cliente com o produto acabado depende do
gerenciamento dos fluxos de materiais e informações ao longo da cadeia de
suprimento (HARRISON e HOEK, 2003).
Ferraes e Kuehne. (2002, p.42) definem,
O Supply Chain Management consiste no estabelecimento de relações de parcerias, de longo prazo, entre os componentes de uma cadeia produtiva, que passarão a planejar estrategicamente suas atividades e partilhar informações de modo a desenvolverem as suas atividades logísticas de forma integrada, através e entre suas organizações. Com isso, melhoram o desempenho conjunto pela busca de oportunidades, implementada em toda a cadeia, e pela redução de custos para agregar mais valor ao cliente final.

19
2.1.4 Divisão da cadeia de suprimentos
A cadeia de suprimento pode ser dividida em três partes:
Logística de abastecimento: conhecida também como administração de
materiais, é o conjunto de operações associadas ao fluxo de materiais e
informações, desde a fonte de matérias-primas até a entrada na fábrica;
responsável também pela administração do transporte de materiais dos
fornecedores para a empresa, descarregamento no recebimento e estocagem
das matérias-primas e componentes (CANAL DO TRANSPORTE, disponível
em www.canaldotransporte.com.br, acesso em: 01 jan. 2006).
Logística de produção: planejamento, programação e controle da produção;
deslocamento dos produtos acabados no final das linhas de montagem para
almoxarifados ou armazéns de produtos acabados (CANAL DO
TRANSPORTE, disponível em www.canaldotransporte.com.br, acesso em: 01
jan. 2006).
Logística de distribuição: administração do centro de distribuição, abastecimento
de áreas de separação de pedidos, controle da expedição, transporte de
cargas entre fábricas e centros de distribuição e coordenação dos roteiros de
transporte (CANAL DO TRANSPORTE, disponível em
www.canaldotransporte.com.br, acesso em: 01 jan. 2006).
Segundo Viana (2002) existem várias razões para a logística de
abastecimento requerer atenção especial das empresas:
Seu desempenho afeta várias áreas da empresa (vendas, produção,
manutenção...);
Necessidade de gerenciar grande quantidades de itens, ao menor risco de falta

20
e ao menor custo possível;
Exigência de informações rápidas e precisas, a qualquer instante;
O fato de os estoques representarem parte do ativo fixo merece grandes
cuidados, pois, os estoques excessivos muitas vezes retêm o lucro e nem
sempre garantem o atendimento das necessidades da empresa.
Martins e Laugeni (2005, p. 262) vão mais além e dizem que,
A administração de materiais tem impacto direto na lucratividade da empresa e na qualidade dos produtos, havendo necessidade de uma gestão, o mais possível, just-in-time, com o objetivo de reduzir estoques e manter o cliente satisfeito.
“A popularidade do just-in-time, resposta rápida, e conceitos de compreensão
de tempo destacaram a programação como uma atividade importante nos canais de
suprimentos” (BALLOU, 2001, p. 313).
A programação e controle de materiais, objeto de estudo desse trabalho, é
parte da logística de abastecimento. Suas funcionalidades serão detalhas adiante.
2.2 PLANEJAMENTO DE MATERIAIS
2.2.1 Conceito de planejamento
Côrrea et al. (2001, p. 36) definem,
Diferentes decisões demandam diferentes tempos para tomar efeito, dados por suas diferentes inércias. Portanto, é necessário que se tenha algum tipo de “visão” a respeito do futuro para que hoje se possa tomar a(s) decisão(ões) adequada(s) que produza(m) o(s) efeito(s) desejado(s) no futuro. Em geral, a “visão” do futuro obtém-se com base em algum tipo de “previsão”.

21
Os autores supracitados enfatizam ainda alguns aspectos para se ter um bom
planejamento: a necessidade de uma previsão eficaz, o conhecimento fiel da
situação presente, um sistema que traduza adequadamente essas visões de
presente e futuro e ter claro os objetivos que se pretendam seguir.
2.2.2 Importância do planejamento de materiais
Segundo Viana (2002, p.40), “Administrar com eficiência e exatidão o
movimento de entradas e saídas dos materiais necessários à empresa - o quê,
quando e como comprar - não é tarefa simples.” A Tabela 1 aprofunda esse
raciocínio.
PROCEDIMENTO ESCLARECIMENTO
O que deve ser comprado Implica a especificação de compra, que traduz as necessidades da empresa.
Como deve ser comprado Revela o procedimento mais recomendável.
Quando deve ser comprado Identifica a melhor época.
Onde deve ser comprado Implica o conhecimento dos melhores segmentos de mercado.
De quem deve ser comprado Implica o conhecimento dos fornecedores da empresa.
Por que preço deve ser comprado Evidencia o conhecimento da evolução dos preços no mercado.
Em que quantidade deve ser comprado
Estabelece a quantidade ideal, por mio da qual haja economia na compra.
Tabela 1 - Procedimentos fundamentais de Administração de Materiais. Fonte: Viana, 2002, p. 40.
Além disso, o autor mencionado enfatiza que, como há características de
materiais muito variáveis, como consumo, importância, valor e métodos de compra,
nenhum modelo ou sistema pode substituir ou prescindir da análise do
administrador.
Planejar os materiais comprados tem o objetivo de fazer com que os mesmos
não cheguem nem antes e nem depois e nas quantidades desejadas ao atendimento

22
da demanda. Isto para utilizar ao máximo os recursos produtivos e, por outro lado,
para evitar custos decorrentes da eventual sobra por compras excessivas, por
exemplo, custos de manutenção de estoques, custo de obsolescência, entre outros
(CÔRREA et al, 2001).
Um dos maiores desafios é descobrir fórmulas para reduzir estoques sem
afetar o processo produtivo e sem o crescimento de custos. Para isso, é necessário
analisar todos os fatores envolvidos e então definir o quanto comprar (DIAS, 2005).
2.2.3 Dinâmica do processo de planejamento
De acordo com Côrrea et al. (2001) o processo de planejamento deve ser
contínuo, sempre tendo a noção do presente, a visão do futuro, os objetivos
pretendidos e o entendimento de como esses elementos afetam as decisões que se
devem tomar no presente. À medida que o tempo passa, deve-se estender a visão
do futuro, de forma que o horizonte de tempo futuro permaneça constante. Em
termos práticos essa dinâmica se dá da seguinte forma:
a) Levantamento da situação presente.
b) Desenvolvimento e reconhecimento da “visão” de futuro.
c) Tratamento conjunto das situações de presente e futuro em um sistema que
disponibilize esses dados numa forma útil para a tomada de decisão.
d) Tomada de decisão com base nas informações disponibilizadas pelo sistema,
planejamento do que, quanto, quando produzir e comprar.
e) Execução do plano. Como algumas coisas não acontecem de acordo com o
planejado, o tempo vai decorrendo até que chega um determinado momento
em que é mais prudente tirar outra “fotografia” da situação presente e

23
redisparar o processo, voltando ao passo 1.
A Figura 3 ilustra a dinâmica do processo de planejamento.
Figura 3 - Dinâmica do processo de planejamento. Fonte: Côrrea et al., 2001, p.38.
2.2.3.1 Horizonte de planejamento
Horizonte de planejamento é o tamanho do tempo futuro sobre o qual se
tenha interesse em desenvolver uma visão. Embora não haja uma receita para se
chegar a um horizonte de planejamento ideal para todos os casos práticos, existem
algumas orientações gerais que podem nortear esta decisão (CÔRREA et al., 2001).
Como primeira regra, pode-se considerar aquele ponto no futuro que deixe de
ter influência relevante nas decisões tomadas no presente. Como exemplo considere
uma pequena gráfica comercial: seu horizonte de planejamento deve ser de 10
anos? Provavelmente, não. O ponto futuro daqui a 10 anos provavelmente terá
influência insignificante em qualquer decisão que se tome hoje. Além disso, há o
custo de se obterem informações confiáveis sobre o futuro com 10 anos de
antecedência e se realmente trará benefícios a consideração deste futuro no

24
processo presente de tomada de decisão. Reduzindo esse horizonte para 8 anos, 5
anos, 4 anos e assim sucessivamente, chega-se a um ponto em que passa a valer a
pena de forma relevante a consideração daquele ponto futuro. Este pode ser
considerado um bom valor para determinação do horizonte de planejamento
(CÔRREA et al. 2001). A Figura 4 ilustra o conceito de horizonte de planejamento.
Horizonte de planejamento
Prazo de efetivação das decisões
Um período de replanejamento Horizonte de informações úteis
Figura 4 - Horizonte de planejamento. Fonte: Côrrea et al., 2001, p.39.
Independente do horizonte adicional que forneça informações úteis ao processo de planejamento, devemos considerar um horizonte de planejamento mínimo que é formado pelo prazo necessário à efetivação das decisões a serem tomadas no planejamento (inércia) somado ao período adotado para o replanejamento. Isto se deve ao fato da inércia das decisões. (Côrrea et al.,2001, p. 39).
Os referidos autores exemplificam essa situação da seguinte forma, se a
decisão a ser tomada se refere à compra de matéria-prima, deve-se considerar que
estes materiais levarão certo tempo para serem adquiridos e transformados em
produtos finais, os quais serão vendidos ao mercado. Assim, todo esse período deve
ser considerado no horizonte de planejamento que vai orientar o processo de
previsão. Além disso, se o período de replanejamento for mensal, por exemplo, um
mês deve ser somado ao horizonte de planejamento, caso contrário, este horizonte
de um mês estará descoberto neste replanejamento, somente sendo considerado no
próximo, quando talvez não seja mais possível reagir às ocorrências não previstas.

25
2.2.3.2 O período de replanejamento
“O período de replanejamento é aquele intervalo de tempo que decorre entre
dois pontos em que se disparem processos de replanejamento.” (CÔRREA et al.,
2001, p. 40).
Na descrição dos passos da dinâmica do processo de planejamento
apresentada, o quinto passo aborda a situação de que em determinado momento é
mais prudente tirar outra “fotografia” da situação presente e redisparar o processo.
Isto é feito para que a realidade não se diferencie muito em relação ao último
planejamento (CÔRREA et al. 2001).
O dimensionamento do período de replanejamento vai depender de quanto a
realidade em questão tem a capacidade de se diferenciar em relação ao plano,
dentro de um determinado período de tempo, ou seja, depende diretamente do nível
de dinâmica ambiental (interna e externa) da situação em análise. Quanto mais
dinâmico o ambiente em questão, ou seja, incerto, menor tende a ser o período
desejável de replanejamento. Entretanto, é importante estar atento para o fato de
que é inútil disparar o processo de replanejamento utilizando dados de entradas
desatualizados (CÔRREA et al. 2001). A Figura 5 apresenta as considerações que
devem ser levadas em conta na determinação do período de replanejamento.

26
PERÍODO DE REPLANEJAMENTO AMBIENTES DINÂMICOS • Lead times curtos • Demanda instável • Processo pouco confiável • Fornecedores pouco
confiáveis
AMBIENTES ESTÁVEIS • Lead times longos • Demanda estável • Processo confiável • Fornecedores confiáveis
LONGOCURTO
Figura 5 - Período de replanejamento. Fonte: Côrrea et al., 2001, p. 40.
2.2.4 O conceito de planejamento hierárquico
A visão do futuro de que se necessita deve incluir diversos “sub-horizontes”
dentro do horizonte considerado. Isso se faz necessário, pois a inércia do ambiente
varia ao longo de um horizonte. É necessário considerar um “sub-horizonte” de curto
prazo para decisões de inércia pequena, um “sub-horizonte” de médio prazo, para a
consideração de decisões de inércia média e um “sub-horizonte” de longo, para
suportar decisões de inércia maior (CÔRREA et al., 2001), ver Figura 6.
A
B
C
Hoje Tempo
Curto Prazo
Médio Prazo
Longo Prazo
Decisões
A - Efeito B - Efeito C - Efeito
HORIZONTE DE PLANEJAMENTO Decisões têm diferentes inércias; portanto, é necessário considerar vários horizontes
Figura 6 – Sub-horizontes dentro do horizonte de planejamento. Fonte: Côrrea et al., 2001, p. 41.

27
Geralmente, as decisões de inércia pequena envolvem níveis mais
moderados de recursos, dessa forma, o efeito de uma decisão equivocada não é tão
relevante. Como exemplo, a decisão de horas extras pode ser tomada com pouca
antecedência. Por outro lado, as decisões de inércia maior envolvem níveis mais
elevados de recursos e os efeitos de uma decisão errada terão relevância maior, por
exemplo, a decisão de aumentar a capacidade produtiva (CÔRREA et al., 2001).
Para Côrrea et al. (2001, p. 42), decisões tomadas com maior antecedência
requerem a visão de um futuro mais longo, que em geral são feitas sob condições de
maior incerteza. Afinal, a probabilidade de erro nas previsões cresce com o
horizonte, ver Figura 7.
Previsão
Tempo
As incertezas das previsões aumentam com o horizonte
Figura 7 – Erros de previsão crescem com o horizonte de previsão. Fonte: Côrrea et al., 2001, p. 42.
2.3 GESTÃO DE ESTOQUES
Para administrar estoques, há necessidade de primeiro diferenciá-los quanto
a sua importância e baseado nisso definir tamanhos de lotes de reposição. Em

28
seguida, estabelecer modelos que permitam operacionalizar seus controles e
dimensionar estoque de segurança (TUBINO, 2000).
O gerenciamento de estoques, função do sistema de administração de
materiais, possui o objetivo de manter em níveis economicamente satisfatórios o
atendimento às necessidades de material (VIANA, 2002).
Martins e Alt (2004) destacam que a gestão de estoques constitui uma série
de ações que permitem verificar se os estoques estão sendo bem utilizados e bem
controlados. Os autores ainda acrescentam que os estoques representam uma
parcela substancial dos ativos das empresas e por isso devem ser encarados como
um fator potencial de geração de negócios e lucros. Assim, cabe ao administrador
analisar se estão tendo a utilidade adequada ou não apresentam o retorno sobre o
capital neles investido.
2.3.1 Tipos de estoques
Os principais tipos de estoques encontrados em uma empresa industrial são:
matérias-primas, produtos em processo, produtos acabados, peças de manutenção
e materiais auxiliares (DIAS, 2005).
Matérias-primas: “São os materiais básicos e necessários para a produção do
produto acabado; seu consumo é proporcional ao volume de produção. Em
outras palavras, também podemos dizer que matérias-primas são todos os
materiais agregados ao produto acabado.” (DIAS, 2005, p.26).
Produtos em processo: “Correspondem a todos os itens que já entraram em
processo produtivo, mas que ainda não são produtos acabados”. (MARTINS e

29
ALT, 2004, p. 136).
Produtos acabados: “[...] consiste em itens que já foram produzidos, mas ainda
não foram vendidos”. (DIAS, 2005, p. 27).
Materiais auxiliares e de manutenção: São materiais que não agregam valor ao
produto final, isto é, não saem com o produto final, (MARTINS e ALT, 2004,).
2.3.2 Itens de demanda independente e dependente
“Itens de demanda independente são conceituados como itens cuja demanda
não depende da demanda de outros materiais para ser calculada, mas é função da
demanda de quem utiliza esses materiais.” (MARTIN e LAUGENI, 2005, p. 272).
Típico exemplo de um item de demanda independente é um produto final, que tem
normalmente sua demanda dependente de aspectos de mercado e não da demanda
de qualquer outro item (CÔRREA et al., 2001).
Itens de demanda dependente, por outro lado, têm a característica de sua
demanda depender da demanda de algum outro item. A demanda de um
componente de um produto final depende diretamente da demanda desse produto
final (CÔRREA et al., 2001).
A demanda de um item é dita dependente quando depende dos planos de
produção de outro item, que é chamado de “pai”. Tratar demandas de componentes
como dependente faz sentido quando é possível identificar perfeitamente o item
“pai”. A demanda é chamada de independente quando não é possível identificar
claramente o “pai” daquele item ou quando a demanda se faz por previsão de
vendas (DIAS, 2005).
A diferença básica entre os dois itens de demanda dependente e

30
independente é que a demanda do primeiro tem de ser prevista, com base nas
características do mercado consumidor. Entretanto, a demanda do segundo não
necessita ser prevista, pois, sendo dependente de outro, pode ser calculada
(CÔRREA et al., 2001).
2.3.3 Função dos estoques
“Estoques são acúmulos de recursos materiais entre fases específicas de
processos de transformação. Esses acúmulos proporcionam independência às fases
dos processos de transformação entre as quais se encontram” (CORRÊA et al.,
2001, p.49).
A função dos estoques é maximizar o efeito lubrificante no feedback de vendas e o ajusto do planejamento de produção. Simultaneamente, deve minimizar o capital investido em estoques, pois ele é caro e aumenta continuamente, uma vez que o custo financeiro aumenta. Sem estoque é impossível uma empresa trabalhar, pois ele funciona como amortecedor entre os vários estágios da produção até a venda final do produto. (DIAS, 2005, p. 19)
Para Tubino (2000), os estoques são criados para absorver problemas do
sistema de produção. E como os estoques não agregam valor aos produtos, um
sistema será mais eficiente se conseguir trabalhar com o menor nível de estoque
possível. O autor ainda coloca os principais objetivos do estoque:
Garantir a independência entre as etapas produtivas: a criação de estoques
amortecedores entre etapas de produção garante que qualquer problema que
uma das etapas tenha não será transferido para as demais.
Permitir uma produção constante: não deixar variações sazonais na demanda ou
em matérias-primas afetar o ritmo da produção.

31
Reduzir os lead times produtivos: ao invés de esperar pela produção ou compra
do item, pode-se retirá-lo do estoque imediatamente.
Como fator de segurança: assegurar que problemas não interfiram no
abastecimento da produção, por exemplo, variação na demanda, quebra de
máquinas, absenteísmo, entrega de fornecedores fora do prazo etc.
Para obter vantagens de preço: incrementam o nível de estoque para se prevenir
futuros aumentos de preço do material comprado ou ainda para obter
desconto no preço unitário.
2.3.4 Classificação ABC
A diferenciação dos estoques será obtida empregando-se a classificação ABC
de Pareto. Esse método é aplicável a quaisquer situações em que seja possível
estabelecer prioridades, de modo que a soma das tarefas de importância elevada
representa uma grande parcela das obrigações totais (VIANA, 2002), ver Figura 8.
igura 8 – Exemplo de curva ABC.
“A classificação ABC, ou curva de Pareto, é um método de diferenciação dos
0%
20%
40%
60%
80%
100%
120%
X5 X8 X1 X3 X6 X7 X2 X10 X4 X9
Itens
% d
o va
lor
A B
C
F

32
estoques segundo sua maior ou menor abrangência em relação a determinados
fatos, consistindo em separar itens por classes de acordo com a sua importância
relativa.” (TUBINO, 2000, p. 108).
Dias (2005, p. 83) define curva ABC como “um importante instrumento para o
da a seqüência dos itens e sua
uns de se examinar os estoques.
alorizada para cada item (demanda multiplicada pelo
b) itens em ordem decrescente de demanda valorizada.
lorizada de cada item em
administrador; ela permite identificar aqueles itens que justificam atenção e
tratamento adequados quanto à sua administração.”
O autor acrescenta dizendo que uma vez obti
classificação ABC, faz-se a aplicação preferencial das técnicas de gestão
administrativa, conforme a importância dos itens.
A análise ABC é uma das formas mais com
Essa análise consiste na verificação, em determinado espaço de tempo
(normalmente 6 meses a 1 ano), do consumo em valor monetário e em quantidade
dos itens de estoque. Em seguida, os itens são classificados em ordem decrescente
de importância. Aos itens mais importantes, baseado na ótica do valor ou da
quantidade, dá-se o nome de itens classe A, aos intermediários, itens classe B, e
aos menos importantes, itens classe C (MARTINS e ALT, 2004, p.162).
Para elaborar a classificação ABC por demanda valorizada, Tubino (2000)
destaca os seguintes passos:
a) Calcula-se a demanda v
custo unitário).
Ordenam-se os
c) Calcula-se a demanda valorizada total dos itens.
d) Calculam-se as percentagens da demanda va
relação a demanda valorizada total, podendo-se calcular também as
percentagens acumuladas.

33
e) ecisões, estabelecem-se as classes A, B e C, ou
.3.5 Tamanho do lote de reposição
A determinação dos lotes de compra ou fabricação envolve a análise dos
.3.5.1 Custos relacionados ao tamanho do lote
Há dois tipos de custos que estão envolvidos na armazenagem dos materiais:
custo total do lote de reposição para um determinado material é
ariável
Em função dos critérios de d
quantas necessárias.
2
custos que estão envolvidos no sistema de reposição e de armazenagem dos itens.
O melhor lote de reposição, chamado de ‘lote econômico’, é aquele que consegue
minimizar os custos totais (TUBINO, 2000).
2
custos fixos e variáveis. Como exemplo de custos fixos, os autores definem a
utilização do imóvel, dos equipamentos de movimentação e armazenagem, seguros,
folha de pagamento e benefícios a funcionários. Exemplos de custos variáveis são
os custos de manutenção de estoque, deterioração e obsolescência, perdas,
operação de equipamentos e custos de materiais operacionais (MARTINS e
LAUGENI, 2005).
Portanto, o
calculado pela soma dos custos fixos e variáveis envolvidos. Para Côrrea et al.
(2001), o custo total pode ser expresso como:
CT = Custo fixo + Custo v
CT = LDCf +
2LCv
Cf = Custo fixo Onde:

34
= Custo variáveCv l
.3.5.2 Lote econômico
Para o lote econômico, o custo unitário do item é fixo e a entrega do lote de
onômico é desenvolvida de uma equação de custo
= Demanda anual D
= Tamanho do lote L
2
reposição é realizada de uma única vez. Esse esquema é utilizado normalmente
para itens comprados, por isso é conhecido também como lote econômico de
compra (TUBINO, 2000, p. 115).
A fórmula básica do lote ec
total, onde a quantidade de pedido ótimo (Q) existe quando os custos fixos e
variáveis estão em equilíbrio e resulta no custo total mínimo, ou seja, quando os
custos variáveis se igualam aos custos fixos (CÔRREA et al, 2001; MARTINS e
LAUGENI, 2005). Estabelecendo então a equação
CvDCfL 2
=
O tempo ótimo entre os pedidos é portanto:
DQT =
E o número de vezes por ano para colocar pedido é:
QDN =

35
2.3.6 Modelos de ressuprimento de estoques
A operacionalização da reposição dos itens dependerá de como será
montado o modelo de ressuprimento. Aqui serão apresentados os modelos de
ressuprimento de estoques por ponto de pedido, por revisões periódicas, cálculo das
necessidades de materiais (MRP) e o kanban.
Os modelos de ressuprimento de estoques podem ser divididos em dois
grupos: os de emissão indireta e os de emissão direta. Os modelos que
indiretamente se encarregam de determinar o momento da emissão das ordens de
reposição são os modelos de ressuprimento por ponto de pedido, por revisão
periódica e kanban. Já os modelos baseados na lógica do cálculo das necessidades,
também chamado de MRP (Material Requirement Planning), emprega o conceito de
dividir os itens em itens de demanda dependente e independente. Nos modelos de
emissão indireta não há essa divisão, sendo todos os itens independentes dos
demais (TUBINO, 2000).
Martins e Alt (2004) colocam que os estudos de estoque para itens de
demanda independente são normalmente abordados no estudo do MRP.
Como os modelos de emissão indireta não levam em conta a dependência
entre itens, eles estão sujeitos a exercer um controle mais fraco sobre os níveis de
estoques, porém, são modelos de ressuprimento de estoque de fácil
operacionalização, sendo recomendados para aqueles itens pouco significativos que
compõem a classe C (TUBINO, 2000).

36
2.3.6.1 Ressuprimento de estoques por ponto de pedido
Segundo Dias (2005) esse método é o mais simples para controlar os
estoques e por isso é recomendável para materiais classe C. Além disso, esse
sistema proporciona uma substancial redução do processo burocrático de reposição
de material.
“O modelo de controle de estoques por ponto de pedido consiste em
estabelecer uma quantidade de itens em estoque, chamada de ponto de pedido ou
de reposição, que, quando atingida, dá partida ao processo de reposição do item em
uma quantidade pré-estabelecida”. (TUBINO, 2000, p. 124).
Conforme a Figura 9, o estoque fica separado em duas partes: uma parte é
para ser usada totalmente até a data da encomenda de um lote de reposição, a
outra parte é para atender ao consumo durante o tempo de reposição mais o
estoque de segurança (TUBINO, 2000; DIAS, 2005).
Figura 9 – Modelo por ponto de pedido. Fonte: Tubino, 2000, p. 125.
Segundo Martins e Alt (2004), o ponto de pedido é calculado em função do
consumo médio, do prazo de fornecimento e estoque de segurança:

37
PP = consumo médio x tempo de atendimento + estoque de segurança
“O tempo de ressuprimento (t) deve ser considerado como o espaço de tempo
que transcorre desde o momento da constatação da necessidade de reposição até a
efetiva entrada do material em estoque [...]”. (TUBINO, 2000, p. 126).
Com a finalidade de manter certo controle sobre o desempenho do modelo,
podem-se estabelecer duas faixas limites, apresentadas na Figura 9. O limite
superior (Qmax) é a soma do estoque de segurança (Qs) com o lote de reposição (Q).
O limite inferior (Qmin) é o próprio estoque de segurança (TUBINO, 2000).
2.3.6.2 Ressuprimento de estoque por revisões periódicas
No sistema de revisão periódica faz-se a revisão do nível de estoque do item
em intervalos fixos, por exemplo, semanal, quinzenal ou mensalmente, e estima-se a
quantidade necessária para completar um nível de estoque máximo estabelecido
(MARTINS e LAUGENI, 2005).
“Para determinar o quanto deve ser comprado no dia da emissão do pedido
verifica-se a quantidade ainda disponível em estoque, comprando-se o que falta
para atingir um estoque máximo, também previamente determinado”. (MARTINS e
ALT, 2004, p. 100), ou seja,
Quantidade a ser pedida = Estoque máximo – Estoque atual
2.3.6.3 Ressuprimento pelo MRP
O modelo de ressuprimento de estoques baseados na lógica do MRP
considera a dependência da demanda que existe entre itens componentes de
produtos acabados, ou seja, passa-se a calcular as necessidades brutas dos demais
itens dependentes de acordo com a estrutura do produto. Inicia-se pelos

38
componentes de nível superior e, em seguida, descendo o nível até chegar às
matérias-primas (TUBINO, 2000).
O MRP lida especialmente com suprimento de materiais cujas demandas
dependem de um produto final. Os conceitos básicos do MRP já existem há muito
tempo, porém, os sistemas informatizados têm permitido às empresas maior
benefício do uso do MRP (DIAS, 2005).
Para Ballou (2001), o MRP é um método usado principalmente para
programação de materiais por encomenda de alto valor cuja demanda é
razoavelmente conhecida. Além disso, tem por finalidade evitar tanto quanto
possível manter itens em estoque.
2.3.6.3.1 Elementos do MRP
Segundo Dias (2005), o processo do MRP inicia-se a partir da informação de
“quanto” e “quando” o cliente deseja consumir. O MRP, então, “explode” essas
informações para cada item componente do produto final, ver Figura 10.
Ordens dos Clientes
Provisões de Demanda
Programa-mestre de Produção
Lista de Materiais
Programa MRP
Registros de Inventários
Saídas e Relatórios
Figura 10 - Sistema MRP. Fonte: Dias, 2005, p. 130.
O referido autor diz que os elementos que interagem com o MRP

39
propriamente dito são:
Programa-mestre de produção (PMP): o PMP orienta o MRP através da carteira
de pedidos dos clientes e das previsões de demanda para os produtos
acabados.
Lista de materiais: as listas de materiais contêm as quantidades exatas de
matérias-primas, componentes e sub-rotinas que determinarão a confecção
do produto final.
Registro de inventário: contêm informação sobre estoques de seguranças, tempo
de ressuprimento e permitem a identificação, em qualquer momento, das
posições de estoque e pedidos em aberto, de modo que se possam ter as
necessidades líquidas de materiais.
Programa MRP: transforma a demanda do produto final em necessidades brutas
para cada item ou componente. A partir das informações constantes nos
registros de inventários, são calculadas as necessidades líquidas e liberadas
as ordens de compra ou fabricação.
Relatórios e dados de saída: o sistema produz alguns relatórios e informações
úteis na gestão do processo logístico e de manufatura, por exemplo,
planejamento das necessidades de materiais, liberação de ordens e
reprogramação de pedidos em aberto etc.
2.3.6.3.2 Conceito do cálculo do MRP
A partir da lista de materiais, que é obtida da estrutura analítica do produto, e
em função de uma demanda, o programa MRP calcula as necessidades de materiais
que serão utilizados e verifica se há estoques disponíveis para o atendimento. Se
não há material em estoque na quantidade necessária, o programa emite uma

40
solicitação de compra ou uma ordem de produção, indicando a quantidade e a data
a ser entregue (MARTINS e ALT, 2004). A Figura 11 mostra o sistema de
funcionamento do MRP.
Projeção da demanada
Plano de Produção
Software MRP
Lista de necessidades de materiais
Lista de Materiais
Consulta de estoques
Libera para consumoHá disponi-bilidade?
Libera fabricação do itemItem fabricado ou comprado?
Libera compra do item
Sim
Não
Figura 11 - Esquema de um MRP. Fonte: Martins e Alt, 2004, p. 97.
2.3.6.4 Ressuprimento por Kanban
“A palavra kanban é de origem japonesa e significa cartão. A orientação da
técnica do kanban é no sentido de reduzir os tempos de partida de máquina e os
tamanhos dos lotes e produzir apenas as quantidades necessárias à alimentação da
demanda”. (DIAS, 2005, p. 146).
O sistema kanban caracteriza-se por “puxar” os lotes dentro do processo

41
produtivo, enquanto que os métodos tradicionais de programação da produção
“empurram” um conjunto de ordens para serem feitas no período. Não se produz
nada até que o cliente (interno ou externo) do processo solicite a produção de
determinado item (TUBINO, 2000).
“O sistema kanban funciona baseado no uso de sinalizações para ativar a
produção e/ou a movimentação dos itens pela fábrica. Estas sinalizações são
convencionalmente feitas com base nos cartões kanban e nos painéis porta-
kanbans”. (TUBINO, 2000, p. 196).
Para o ressuprimento de estoques, o kanban pode ser utilizado como
autorização de movimentação de lotes entre o cliente e o fornecedor. Dessa forma,
autoriza o fornecedor externo da empresa a fazer uma entrega de um lote de itens,
especificado no cartão, desde que o usuário interno tenha consumido o lote de itens
correspondente ao cartão. Nesse cartão kanban devem estar especificados o código
e descrição do produto, o tamanho do lote, o nome do fornecedor e demais
informações que forem necessárias.
2.3.6.4.1 Funcionamento do sistema kanban com fornecedores
Tubino (2000) diz que para o sistema kanban com fornecedores ser eficiente,
o fornecedor precisa sincronizar seu processo produtivo a freqüência de entregas
que serão necessárias. Dessa forma, a comunicação de programação diária é feita
por meio de um sistema kanban, especificando o que realmente o cliente está
necessitando naquele momento. Esta comunicação pode ser feita via kanban de
fornecedor ou via envio diário de uma tabela com as necessidades de itens a serem
entregues naquele dia.
Quando da necessidade de materiais pelo cliente, ele recorre ao seu

42
supermercado e retira os materiais necessários para seu trabalho. Neste momento,
ele retira o cartão kanban de fornecedor que estava junto aos seus materiais e
coloca-o no painel kanban de fornecedores desse supermercado. Isso indica que um
lote de determinado material foi consumido e o fornecedor precisa repor esse lote
desse material.
Figura 12 - Sistema kanban com um cartão. Fonte: Tubino, 2000, p. 208.
Segundo Tubino (2000), o número de cartões kanban necessários para iniciar
o processo pode ser dado pela equação:
)1( STpQDN +=
Onde: N = número total de cartões kanban no sistema;
D = demanda média diária do item (itens/dia);
Q = tamanho do lote por contenedor ou cartão (itens/carta);
Tp = tempo total para um cartão kanban de movimentação completar um
circuito, em percentual do dia, na estação de trabalho (%);
S = fator de segurança, em percentual do dia (%).

43
2.3.6.4.2 Requisitos para utilização do sistema kanban
Para um funcionamento adequado do sistema kanban, é necessário que o
cliente retire do fornecedor apenas a quantidade necessária; o fornecedor deve
produzir seus itens apenas nas quantidades requisitadas; produtos com defeito não
podem ser liberados para os clientes; o número de kanbans no sistema deve ser
minimizado buscando a mínima quantidade de estoque; e, por último, o sistema
kanban deve adaptar-se a pequenas flutuações na demanda (TUBINO, 2000).
O sistema kanban é um sistema idealizado para trabalhar em processos
repetitivos em lotes, setup rápido, índices de qualidade altos, estabilidade no
programa-mestre de produção e operários treinados (TUBINO, 2000).
Apesar do sistema kanban proporcionar aumento da flexibilidade da
manufatura, umas das limitações do kanban é que ele produz apenas aquelas partes
cuja demanda é regular e, pelo menos, diária. Outra limitação diz respeito à intensa
preparação requerida para implantação do sistema, é necessário uma forte disciplina
e treinamento (DIAS, 2005).
2.3.7 Estoque de segurança
Finalizando a administração de estoques, será discutida a colocação de
estoques de segurança no sistema de reposição dos itens e apresentada a principal
forma de cálculo para os mesmo.

44
Dias (2005, p. 61), enfatiza que,
A determinação do estoque mínimo é também umas das mais importantes informações para a administração de estoques. Essa importância está diretamente ligada ao grau de imobilização financeira da empresa. O estoque mínimo, também chamado de estoque de segurança, se destina a cobrir eventuais atrasos no ressuprimento, objetivando a garantia do funcionamento ininterrupto e eficiente do processo produtivo, sem riscos de faltas.
Os estoques de segurança são projetados para absorver variações na
demanda durante o período de ressuprimento ou variações no próprio tempo de
ressuprimento. Na realidade, os estoques de segurança são como amortecedores
para os erros associados ao lead time interno ou externo dos itens (TUBINO, 2000).
“Sua quantidade é calculada em função do nível de atendimento fixado pela
empresa, em função da importância operacional e do valor do material, além dos
desvios entre os consumos estimados e realizados e o prazo médio de reposição”.
(VIANA, 2002, p. 151).
Para Dias (2005), a fórmula clássica para cálculo do estoque de segurança é:
ES = C x K
onde o C é o consumo médio mensal e o K é o fator de segurança arbitrário com o
qual se deseja garantia contra um risco de ruptura.
2.4 CONTROLE DE ESTOQUES
“Controle é a função administrativa que consiste em medir e corrigir o
desempenho de qualquer atividade, visando aos interesses da empresa. Assim, o
controle prioriza dois objetivos [...] : correção e prevenção de falhas [...]”. (CÔRREA

45
et al., 2001, p. 137).
O autor supracitado acrescenta que o controle é um processo cíclico e
repetitivo, composto por quatro etapas:
a) estabelecimento dos padrões;
b) avaliação do desempenho;
c) comparação do desempenho com o padrão estabelecido;
d) ação corretiva.
Para manter-se bem informado da posição do estoque é necessário
estabelecer certos parâmetros de medição que sejam suficientes para uma visão
global, com uma análise dos principais elementos significativos de medição (DIAS,
2005).
Para isso, usa-se indicadores de desempenho, que são índices para medir
certa grandeza de um processo fabril ou administrativo, para determinar se o
processo está dentro dos parâmetros aceitáveis (MARTINS e LAUGENI, 2005).
A seguir serão apresentados alguns índices significativos para o
comportamento do setor de estoques.
2.4.1 Custo do estoque
“Esse valor é importante para medir o quanto, em reais, a empresa tem
investido em estoque, e o quanto isso representa em custo, em comparação com o
montante de vendas, produção efetiva e previsão de vendas”. (DIAS, 2005, p. 304).
Há várias formas de se calcular o custo total de um estoque. A maneira mais
simples e mais usado por muitas empresas é considerar como custo total de

46
estoque o investimento realizado, ou seja, os valores de compra do material (DIAS,
2005).
PQCT .=
Onde: CT = custo total;
Q = quantidade de material em estoque;
P = custo unitário do item, em unidade monetária;
Segundo DIAS (2005) o cálculo de custo deverá ser feito para todos os
produtos e classes e o ideal é compará-lo com algum outro custo.
2.4.2 Rotatividade do estoque
“A velocidade na venda dos estoques de produto acabado ou no consumo de
matérias-primas pela produção é fundamental, pois, cada vez que o estoque é
vendido ou que a produção o consome, a empresa obtém uma parcela de lucro”.
(DIAS, 2005, p. 307).
A rotatividade, ou giro de estoque, é quantas vezes o estoque se renovou, ou
seja, é a relação entre o consumo e estoque médio, dentro de um período de tempo.
EMCR =
Onde: R = rotatividade;
C = consumo expresso em unidades;
EM = estoque médio em unidades.
A análise periódica da rotatividade real em relação a rotatividade planejada é
um instrumento valioso para auxiliar no controle de estoque, pois demonstra se o

47
programa está sendo realmente cumprido e se os estoques são adequados às
necessidades reais de venda e produção (DIAS, 2005).
2.4.3 Materiais sem giro e obsoletos
Dias (2005) coloque que, a análise de materiais sem giro e/ou obsoletos trará
benefícios como o aumento de capacidade de armazenagem até o lucro na venda
para terceiros. É necessário considerar que não devem permanecer em estoque,
pois representam capital parado. Dessa forma, tem-se que:
totalestoquedoValorobsoletoestoquedeValorA =
Multiplicando-se esse valor por 100 obtém-se o percentual de estoque
obsoleto em relação ao valor do estoque total.
Para evitar esse tipo de problema, um programa de alienação de estoque é
recomendável. Um item é potencialmente alienável quando analisado seu histórico
de consumo e é constatado que possui um consumo irregular e deve ser mantido
em estoque ou o item não é mais utilizado. Outros fatores identificáveis são vida útil
do material limitada, nacionalização ou padronizações com aplicações similares ou
excesso de estoque (DIAS, 2005).
2.4.4 Número de horas paradas da produção por falta de material
Esse índice é excelente para medir o desempenho da programação e controle
de materiais. Pode ser aliado ainda a uma relação dos itens causadores da parada,
para que se faça uma análise e um maior controle dos mesmos (DIAS, 2005).

48
sdisponíveiHorasmaterialdefaltaporparadasHorasB =
Multiplicando-se esse valor por 100, tem-se o percentual de horas paradas
em relação as horas disponíveis.
2.4.5 Relação de itens críticos
Itens críticos são os materiais que estejam abaixo do estoque mínimo. A eles
deverá ser dada atenção especial, pois são itens que podem faltar e entrar no índice
de horas paradas por falta de material. Um bom parâmetro é registrar quantas vezes
determinado item aparece na listagem de itens críticos consecutivamente e durante
um ano (DIAS, 2005).
Como itens críticos também podem ser relacionados os materiais que faltam
na produção, fazendo as observações sobre essa falta. Dessa forma, pode-se tomar
uma ação em cima desses materiais, principalmente se sua falta acontecer com
freqüência.

3 METODOLOGIA DE PESQUISA
3.1 O PROBLEMA
Problema é uma questão não resolvida e que por isso gera discussão em
qualquer domínio do conhecimento (GIL, 2002). “Um problema é um resultado
indesejável de um processo”. (CAMPOS, 1999, p. 30).
O problema desse trabalho é a constante falta de materiais produtivos da
empresa, o que prejudica diretamente na questão atendimento ao cliente.
3.2 PESQUISA
Pesquisa é um procedimento racional e sistemático que tem por objetivo obter
respostas aos problemas propostos através da busca de informações. (GIL, 2002).
Segundo Gil (2002) é usual a classificação de pesquisas com base em seus
objetivos gerais, como forma de possibilitar uma aproximação conceitual. Mas
também é necessário traçar um modelo conceitual e operativo da pesquisa, como
forma de confrontar a visão teórica com os dados da realidade.

50
Dessa forma, quanto aos objetivos, tem-se a classificação:
Pesquisa exploratória: visa a familiaridade com o problema com vistas a
torná-lo explícito ou à construção de hipóteses;
Pesquisa descritiva: descrição das características de determinada população
ou fenômeno;
Pesquisa explicativa: identificação de fatores que determinem ou contribuam
para a ocorrência dos fenômenos.
Já do ponto de vista dos procedimentos teóricos há várias classificações, no
entanto, por não ser o objetivo desse trabalho, iremos detalhar somente a pesquisa-
ação, método utilizado nesse estudo.
A pesquisa-ação é um método de pesquisa que desenvolve um processo
interativo de pesquisa e ação onde o pesquisador atua no trabalho e interage com
os membros da situação investigada. O pesquisador torna-se participante do
processo e, além de solucionar o problema, contribui para o desenvolvimento da
mudança (THIOLENTE apud GIL, 2002).
A pesquisa-ação não é um processo padronizado, pois a ordem, a
participação das pessoas e os procedimentos variam conforme o projeto.
3.3 METODOLOGIA UTILIZADA
O presente trabalho é classificado como uma pesquisa exploratória, pois visa
se familiarizar com o problema, torná-lo explícito e aprimorar as idéias para
solucioná-lo. É utilizado o método de pesquisa-ação, pois a pesquisadora é a

51
responsável pela programação de materiais da empresa e busca a solução para o
problema. Além disso, outros membros da empresa estão envolvidos na pesquisa.
3.4 ETAPAS DA PESQUISA
A seguir, serão apresentadas as etapas desenvolvidas nesse trabalho,
baseando-se no método de pesquisa-ação
3.4.1 Fase exploratória
Nessa fase foi realizado o contato com as pessoas envolvidas diretamente
com a atividade de programação e controle de materiais, bem como a consulta de
documentos e informações dos sistemas informatizados da atividade em questão. A
discussão com o grupo envolvido na pesquisa foi fundamental para conhecer várias
visões a respeito da atividade.
3.4.2 Formulação do problema
Após a fase exploratória, foi possível obter informações importantes para a
definição do problema. Dessa forma, o problema a ser solucionado por esse trabalho
é a constante falta de materiais produtivos.

52
3.4.3 Discussão com o grupo de trabalho
Nessa etapa foi realizada uma discussão com as pessoas interessadas na
pesquisa com o objetivo de recolher as propostas e contribuições para a solução do
problema.
3.4.4 Coleta de dados
Diversas técnicas são adotadas para a coleta de dados na pesquisa-ação. No
entanto, as mais utilizadas nesse trabalho foram a entrevista coletiva e individual
com as pessoas envolvidas no problema e a observação participante, onde a
pesquisadora realizou a atividade. Também foi realizada pesquisa de documentos e
diretrizes estabelecidas para a atividade dentro da empresa.
Em paralelo, é feita uma revisão bibliográfica dos assuntos pertinentes a
programação e controle de materiais, com o objetivo de consolidar as principais
definições e técnicas a serem utilizadas nas melhorias propostas. Dentre as fontes
de consulta utilizadas, incluem-se livros e artigos.
3.4.5 Análise e interpretação dos dados
Essa pesquisa privilegiou a discussão em torno dos dados obtidos, de onde
decorreram a interpretação dos resultados e a proposta de melhorias para a
atividade. Dessa discussão participaram pessoas envolvidas atualmente com a
atividade, um consultor do sistema corporativo e um analista de informática da

53
empresa. Pessoas da área de tecnologia da informação foram envolvidas, pois há a
necessidade de conhecer melhor algumas funções utilizadas com mais freqüência
na programação e controle de materiais, principalmente alguns parâmetros de
cadastro de material.
3.4.6 Elaboração do plano da pesquisa-ação
A pesquisa-ação concretiza-se com o planejamento de uma ação destinada a
enfrentar o problema que foi objeto de investigação. Para isso foi elaborado um
plano com as diretrizes da pesquisa, conforme Tabela 2.
Objetivos - Propor melhorias para a atividade de programação e controle de materiais de demanda dependente; - Padronizar a atividade; - Utilizar indicadores para medir a eficácia da atividade.
Limitação da pesquisa
Aplicada a atividade de programação e controle de materiais de demanda dependente da Amanco Brasil.
Proposta de melhorias
- Revisão dos materiais programados; - Priorização de materiais; - Divisão do horizonte de programação; - Padronização do período de replanejamento; - Revisão dos métodos de ressuprimento de materiais; - Criação do calendário de planejamento; - Padronização do procedimento de controle de estoques; - Definição de indicadores de desempenho; - Criação da agenda de programação e controle de materiais; - Revisão do manual de programação e controle de materiais
Procedimentos adotados
Envolvimento das pessoas interessadas na pesquisa do início ao fim do trabalho. Apresentação das melhorias propostas à coordenação da área para aprovação. Redigir relatório com as propostas de melhorias.
Tabela 2 - Plano da pesquisa-ação.

4 APRESENTAÇÃO DA EMPRESA
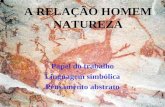
A Amanco Brasil é subsidiária do Grupo Amanco. Suas 18 fábricas estão
presentes em 13 países da região: Argentina, Brasil, Costa Rica, El Salvador,
Honduras, Nicarágua, Panamá, Colômbia, Venezuela, Peru, México, Guatemala e
Equador. Em outros oito mantém acordos de distribuição: Porto Rico, Jamaica,
Cuba, Belize, Uruguai, Paraguai, Bolívia e Chile, ver Figura 13.
A Amanco Brasil atua no mercado nacional de tubos, conexões e acessórios
sanitários, com um portifólio de mais de 3.000 itens atende aos setores predial,
agricultura e infra-estrutura. Possui a sede em São Paulo (SP), duas fábricas em
Joinville (SC), e ainda outras duas plantas instaladas nas cidades de Sumaré (SP) e
Suape (PE). Ao todo, são cerca de 1600 colaboradores trabalhando nas cinco
unidades da Amanco Brasil.

55
Figura 13 - Localização do Grupo Amanco na América Latina.
4.1 HISTÓRICO
De origem suíça, o Grupo Amanco opera na América Latina há mais de 50
anos, com atuação em 29 países. Formado por 30 empresas, emprega cerca de seis
mil colaboradores.
O Grupo Amanco está presente no Brasil desde 1991, quando adquiriu a
marca Fortilit. Um dos fatores mais importantes para o crescimento foi a aquisição,
em 1999, do controle acionário da Akros S.A., uma das mais tradicionais empresas
do setor, o que criou condições para o nascimento, em 2000, da Amanco Brasil S.A.
Em novembro de 2003, o Grupo Amanco incorporou a Carborundum
Irrigação, empresa que pertencia ao Grupo Saint Gobain, especializada na

56
fabricação e fornecimento de produtos para irrigação localizada (gotejamento e
microaspersão). O investimento do Grupo Amanco na aquisição da nova empresa foi
motivado pela importância da agricultura na economia brasileira e no grande
potencial de crescimento do setor de irrigação.
4.2 ESTUTURA LOGÍSTICA
No centro de Suape são produzidos tubos e em Sumaré se encontram a
produção de tubos e de irrigação localizada. Em Joinville há o centro produtivo de
acessórios sanitários e outro centro de tubos e conexões.
Na sede da Amanco Brasil em São Paulo (SP) encontram-se as diretorias de
Marketing, Financeiro, Comercial, Industrial entre outras. As demais áreas
estratégicas da empresa, como por exemplo, área comercial, logística, engenharia,
financeira, contabilidade e suprimentos, se localizam no centro de tubos e conexões
em Joinville, mas realizam atividades para todos os centros produtivos. Dessa forma,
os demais centros possuem apenas áreas de apoio à produção, como almoxarifado,
recebimento e manutenção. Por exemplo, a atividade de programação e controle de
materiais para todos os centros é realizada no centro de tubos e conexões em
Joinville.
A estrutura logística da Amanco Brasil possui seis divisões que se apóiam e
interagem entre si: MAM Joinville, MAM Sumaré/Suape, Projetos, Suprimentos,
Transporte e Planejamento Logístico. As funções de cada divisão são:

57
MAM (Movimentação e Armazenagem de Materiais): controla todo o processo
de armazenagem de materiais, ou seja, os almoxarifados, a movimentação
envolvendo a distribuição para fornecedores e a movimentação de
materiais entre os centros produtivos. A parte de movimentação de
produtos é realizada através das CDP’s, Centro de Distribuição dos
Produtos. Existem a MAM – Joinville, que é responsável pela
movimentação e armazenagem dos materiais dos dois centros produtivos
que se localizam em Joinville, e a MAM – Sumaré/Suape, responsável
pelos centros de Sumaré e Suape.
Projetos Logísticos: estudo de capacidade de armazenagem, projetos de infra-
estrutura e investimentos na área de logística.
Suprimentos: atividades de compra de materiais, gerenciamento de contratos,
desenvolvimento e avaliação de fornecedores.
Transportes: gestão e avaliação das transportadoras que prestam serviço de
distribuição à Amanco Brasil.
Planejamento de Demanda: trata das atividades relacionadas com a previsão
de demanda.
Planejamento Logístico: programação e controle de produção, programação e
controle de materiais, planejamento de capacidades produtivas e
planejamento dos estoques.
Além disso, a Gerência de Logística Integral coordena todas as divisões e as
mantém em harmonia para que a cadeia de suprimento da empresa funcione
adequadamente.
Na Figura 14 é possível visualizar onde se encontra a atividade de

58
programação e controle de materiais dentro da estrutura logística da empresa.
NÍVEL DESCRIÇÃOGERÊNCIA Logística Integrada
COORDENAÇÃO Planejameto Logístico
ATIVIDADES Programação de ProduçãoProgramação e Controle de MateriaisPlanejamento de EstoquesPlanejamento de Capacidades ProdutivosCadastro de materiaisAbastecimento das expedições
Figura 14 - Localização da atividade de programação de materiais na estrutura logística da Amanco
Brasil.
4.3 SISTEMAS INFORMATIZADOS
Para a estrutura logística se manter equilibrada, sistemas informatizados
devem suportar todo o fluxo de informações e abranger todas as divisões que
compõem a logística da Amanco Brasil.
Diferentes sistemas são utilizados de acordo com a necessidade, ver Figura
15. O sistema corporativo é o R3, da empresa alemã SAP. O R3 é composto de
módulos, como o PP (Programação da Produção), MM (Movimentação de Materiais)
e SD (Vendas e distribuição), que atendem a cada uma das grandes áreas
funcionais da empresa: produção, materiais, vendas e financeiro. Por ser um
sistema corporativo com função principal de integrar o processamento de
informações entre as áreas, ele acaba sendo ineficiente para funcionalidades
específicas. Em função disso, também é utilizado o Scheduler, da empresa BAAN,
para programação da produção, o Hellas, da empresa Alcys, para gestão de
almoxarifados e das CDP’s, e o GKO, para gestão de transporte.

59
EventoDemand Planning
Planejamento de Materiais
ComprasRecebimento e
Armazenagem de Materiais
Programação de Produção
Recebimento e Armazenagem de
P.A
Liberação e Expedição de
pedidosTransportes
Software de apoio
R/3 - PP R/3 - PP R/3 - MM R/3 - MM Scheduler HelasR/3 - SD/
HelasGKO
R/3Software corporativo
Figura 15 - Sistemas informatizados utilizados pela Amanco Brasil.
4.3.1 SAP/R3
Como o R3 é o sistema corporativo da empresa, as atividades de
ressuprimento e controle de estoques, política de estoques e relatórios diversos são
realizadas dentro do R3.
Por esse sistema considerar a capacidade de produção infinita das máquinas,
não é possível realizar a programação da produção. Em função disso, usa-se o
sistema Scheduler.
4.3.2 BAAN/Scheduler
O Scheduler é uma ferramenta que trabalha sob o conceito de capacidade
finita, essencial para uma programação de produção. Por isso, toda a parte de
programação da produção é feita nesse sistema.
Primeiro todos os dados estáticos, como cadastro de material, são
transportados do R3 para o Scheduler. Em seguida, se faz a interface dos dados
dinâmicos, como ordens de vendas, pedidos de compras e previsão de vendas. É
baseado nesses dados, dinâmicos e estáticos, juntamente com o cadastro de

60
máquinas, que se encontra no Scheduler, que o mesmo gera o gráfico de Gantt.
O gráfico de Gantt é uma ferramenta de análise de todos os materiais que
serão produzidos. É possível visualizar, dentro de um determinado período, a
máquina em que o item será produzido, início e término da produção, quantidade a
ser produzida e se há alguma restrição, como falta de material, mão-de-obra ou
ferramenta, ver Figura 16. O eixo vertical indica as linhas de produção e o eixo
horizontal a escala de tempo. Em cada linha de produção, cada item a ser fabricado
é identificado por uma cor diferente.
Figura 16 - Gráfico de Gantt no Scheduler.
A programação de materiais se utiliza dessa ferramenta para que se visualize
as necessidades de material já distribuídas no tempo, conforme a capacidade
produtiva. Além disso, visualizando um horizonte de produção maior que a
programação de produção feita diariamente, faz-se os ajustes necessários no
planejamento, antecipando ou adiando ordens de produção e/ou alterando o centro
produtivo quando necessário de forma a otimizar a utilização dos recursos
produtivos. Maiores detalhes sobre a rotina de programação de materiais serão

61
dados adiante.
4.4 GESTÃO DE ESTOQUES
Dentre os materiais de demanda dependente, existem particularidades que
são consideradas no momento do ressuprimento de estoque. Assim como para a
definição do estoque de segurança.
4.4.1 Ressuprimento baseado no consumo
Nem todos os materiais de demanda dependente estão em lista técnica de
produtos acabados. Isso se deve ao fato de que seu consumo não é diretamente
proporcional ao consumo do produto acabado ou então o custo do material é tão
baixo que não compensa a utilização de um modelo de ressuprimento mais arrojado.
Como exemplo, o calço de madeira utilizado para apoiar os tubos. Dependendo da
situação, podem-se usar 5 calços para apoiar 10 tubos, como podem-se usar 7
calços.
O estoque de segurança desses materiais é calculado através da regra Days
of Supply, onde se defini quantos dias de suprimento se deseja para o estoque de
segurança.
Para esses casos, o ressuprimento do estoque é baseado no histórico de
consumo. Faz-se a análise do histórico de consumo de pelo menos seis meses,

62
calcula-se uma média de consumo mensal e cria-se requisição de compra com base
na estratégia de compras (mensal, quinzenal, semanal, etc.). Nessa parte, a
experiência e o conhecimento do programador é bastante importante. É necessário
levar em conta as especificidades de cada material, por exemplo, capacidade de
armazenamento por parte do almoxarifado, freqüência de entregas e lead time do
fornecedor.
4.4.2 Ressuprimento pelo MRP
No geral, para os materiais que estão em lista técnica de produtos acabados,
utiliza-se o ressuprimento pelo MRP, que através da explosão da lista técnica dos
produtos, gera as ordens planejadas de compra indicando data de entrega e
quantidade para cada material. O MRP se baseia nos parâmetros do cadastro de
material, como por exemplo, freqüência de entregas, lead time do fornecedor,
tamanho mínimo do lote e valor de arredondamento do lote.
4.4.3 Ressuprimento de itens por encomenda
Alguns itens acabados são MTO (make to order), ou seja, são
comercializados sob encomenda e não é mantido nenhum estoque. Através da
entrada de uma ordem de venda no sistema, o Planejamento Logístico faz a
programação de produção ou compra para cada material. Para os materiais que
compõem o produto acabado cria-se uma requisição de compra na quantidade
necessária ao atendimento da ordem de venda. O prazo de atendimento da ordem

63
de venda é baseado no tempo de entrega de todos os materiais e no tempo de
produção do produto acabado.
4.4.4 Estoque de segurança
Todos os materiais, com exceção dos MTOs, possuem um estoque de
segurança, que é revisado periodicamente. Seu cálculo leva em consideração,
principalmente, o consumo do material e o lead time. O cálculo do estoque de
segurança utilizado pela empresa não será detalhado, pois é considerada uma
informação estratégica.
4.5 PROGRAMAÇÃO DE MATERIAIS
Como comentado anteriormente, a atividade de programação e controle de
materiais é de responsabilidade da área de Planejamento Logístico (PL). Essa
atividade é responsável pelo suprimento de todas as fábricas da Amanco Brasil,
envolvendo a programação de compra de material como também o
acompanhamento e controle dos níveis de estoque e entrega de materiais. Esse
follow up de responsabilidade do PL foi definido baseado na constatação de que o
programador de materiais possui maiores informações a respeito das prioridades do
suprimento das fábricas.
Dessa forma, os procedimentos fundamentais de administração de materiais

64
explicitadas na Tabela 1, ficam de acordo com a Tabela 3.
PROCEDIMENTO ÁREA RESPONSÁVEL O que deve ser comprado PLANEJAMENTO LOGÍSTICO Como deve ser comprado PLANEJAMENTO LOGÍSTICO Quando deve ser comprado PLANEJAMENTO LOGÍSTICO Em que quantidade deve ser comprado PLANEJAMENTO LOGÍSTICO Onde deve ser comprado SUPRIMENTOS De quem deve ser comprado SUPRIMENTOS Por que preço deve ser comprado SUPRIMENTOS
Tabela 3 - Procedimentos de administração de materiais na Amanco.
Os materiais a serem programados e controlados são os materiais de
demanda dependente, que são as matérias-primas, insumos e embalagens.
Entende-se por matéria-prima o material necessário para a fabricação do produto
através dos processos de injeção, extrusão ou sopro. Por exemplo, resina de injeção
e extrusão. Os insumos são os componentes necessários para se chegar ao produto
final, como anel de borracha. E as embalagens são os sacos plásticos, caixas de
papelão, cartelas de instrução, entre outros. Os materiais de demanda dependente
somam um total de 600 materiais a serem programados.
4.5.1 Rotina de programação de materiais
A programação de materiais é feita no final de cada mês com horizonte de 45
dias baseada na demanda de produtos enviada pela área de Planejamento de
Demanda ao Planejamento Logístico. Por essa demanda ser uma consolidação
mensal das vendas de cada produto no período de 60 dias, o Planejamento
Logístico desagrega-a em uma demanda diária e linear, isto é, a demanda é igual
durante todos os dias do período informado pelo Planejamento de Demanda.
Com a previsão de vendas diária no sistema R3, o Planejamento Logístico
transfere os dados estáticos e dinâmicos, conforme comentado anteriormente, do R3

65
para o Scheduler. Dentro do Scheduler, fazem-se os ajustes na programação,
sempre com a visão de 45 dias. Essas informações geradas no Scheduler são
transferidas para o R3 e em seguida é iniciado o cálculo das necessidades de
ressuprimento, que varia de acordo com os parâmetros de cada material.
Através do cálculo de ressuprimento, o sistema gera todas as ordens
planejadas de compra de materiais, necessárias para atender a demanda. Em
seguida são analisadas, material por material, todas as ordens planejadas geradas,
verificando data e quantidade e as convertendo em requisição de compra para que o
setor de Suprimentos faça os pedidos de compras e encaminhe ao fornecedor via e-
mail ou fax.
Como no decorrer do mês as vendas oscilam bastante e a empresa não
possui um processo de planejamento de demanda que garanta uma assertividade
confiável na previsão de vendas, semanalmente é feito a reprogramação de
materiais, onde é verificado se há necessidade de antecipar ou adiar pedidos de
compras. Feita a programação de materiais, inicia-se o processo de controle de
estoques.
4.6 CONTROLE DE ESTOQUE
O controle de estoque é o acompanhamento das entregas dos pedidos de
compras e dos níveis de estoque dos materiais. Esse acompanhamento é realizado
diariamente para todos os materiais controlados.
Relatórios do R3 são utilizados para realizar esse acompanhamento, pois

66
fornecem dias de estoque do material e os pedidos de compra pendentes. Em
seguida, filtram-se os materiais com até 15 dias de estoque para verificar a
programação. Verifica-se se existe programação para o período futuro e confirma-se
com o fornecedor as entregas programadas. Às vezes, há necessidade de antecipar
ou adiar a entrega de um pedido de compra, assim o fornecedor é contatado e
negocia-se uma antecipação ou adiamento da entrega.
Os almoxarifados também enviam, quando necessário, um relatório dos
materiais em falta ou com estoque baixo, para auxiliar nesse follow-up. Às vezes, o
estoque do sistema não confere com o estoque real, o que fica complicado constatar
somente com relatórios do sistema.
O indicador utilizado pela empresa para gestão dos estoques é valor total do
estoque em casa, abertos para produtos acabados e materiais de consumo, e o
estoque em dias de consumo.
4.7 DIFICULDADES NA ATIVIDADE DE PROGRAMAÇÃO DE MATERIAIS
A seguir é apresentada a relação das dificuldades encontradas na atividade
de programação e controle de materiais de demanda dependente que contribuem
para o problema da pesquisa.

67
4.7.1 Manual desatualizado e incompleto
A primeira dificuldade constatada foi encontrar o manual que descreve os
procedimentos da atividade de programação e controle de materiais desatualizado e
incompleto. O manual descre apenas os passos dentro dos sistemas informatizados
para realizar a programação de materiais e os mesmos estavam desatualizados.
Faltavam ainda outras informações, como freqüência das atividades e descrição do
procedimento de controle de estoque.
Além disso, a maioria dos procedimentos a serem feitos, tanto para
programação como para controle de materiais, está sob a forma de conhecimento
tácito, ou seja, “na mente” dos funcionários. Isso dificulta principalmente a questão
do treinamento de novos funcionários. Há o risco de o funcionário esquecer de
comentar uma parte do procedimento, muitas vezes porque para ele o procedimento
está muito claro e óbvio. O novo funcionário é obrigado a fazer suas anotações e em
caso de dúvidas sempre recorrer a ajuda de um colega de trabalho. Não que isso
não será necessário com a criação de um manual, mas com certeza, reduziria
bastante.
4.7.2 Falta de padronização das rotinas
Uma conseqüência de não existir um manual é a falta da padronização. As
rotinas de programação e controle de materiais não têm uma ordem e freqüência
definidas, o que pode gerar acúmulo de serviço em um determinado dia,
sobrecarregando o programador de materiais.

68
4.7.3 Cadastro de material desatualizado
Muitos dados no cadastro de material estão desatualizados ou então não
cadastrados, principalmente as informações necessárias ao cálculo de
ressuprimento. Essa constatação se deu no dia-a-dia da programação e no contato
com fornecedores. Muitas vezes acontece de o pedido de compra ser ajustado
porque a quantidade e/ou a data de entrega solicitada não conferem com a realidade
do fornecedor.
Outro fato é a de materiais que são mais consumidos estarem como ativos no
sistema, atrapalhando no momento da programação como também do controle de
materiais. Por exemplo, no relatório de dias de estoque aparecem materiais que não
são mais ativos, o que polui o relatório.
4.7.4 Horizonte de programação longo
Como a programação de materiais é feita com horizonte de 45 dias e no
decorrer do mês as vendas oscilam, é bastante comum adiar ou antecipar as
entregas de pedidos. Constatou-se que o horizonte de programação é muito longo
para um cenário que muda constantemente.
4.7.5 Modelo inadequado de ressuprimento de materiais
Para alguns materiais com características específicas, o ressuprimento de
materiais não é adequado ou pode ser melhorado. Isso acaba, muitas vezes,

69
refletindo no nível de estoque e na sua falta na produção. Por exemplo, materiais
típicos para a utilização do método do kanban ou do estoque mínimo e máximo, são
supridos pelo MRP.
4.7.6 Má visibilidade da necessidade de follow up
Analisar somente o estoque em dias de estoque não é o suficiente para
controle e o follow up dos materiais. Esse tipo de relatório não considera a previsão
de consumo para os dias futuros. Por exemplo, um material possui média de
consumo de 10 unidades/dia, no entanto somente na próxima semana consumirá
em torno de 100 unidades. O relatório de dias de estoque pode indicar um estoque
que, baseado no histórico de consumo (média de consumo) está normal, mas na
verdade será consumido em poucos dias. Dessa forma, se basear em um relatório
de dias de estoque para realizar o follow up pode se tornar perigoso.
4.7.7 Carência de indicadores de desempenho
A empresa não utiliza indicadores de desempenho para a atividade estudada.
Apenas calcular o valor total do estoque não é suficiente para medir a eficácia da
atividade. Indicadores são importantes para acompanhar o desempenho da
atividade, auxiliando na identificação tanto de melhorias como de falhas.

70
4.7.8 Fornecedores não cumprem as datas de entrega
A maioria dos fornecedores não cumprem as datas de entregas dos pedidos
de compra e também não são cobrados por isso, o que atrapalha bastante na
programação de materiais e no recebimento. A programação é afetada, pois a data
de entrega do pedido de compra que consta no sistema não é confiável.
Para o recebimento temos dois casos: primeiro há dias em que a quantidade
de materiais sendo entregues é demasiadamente grande, sobrecarregando o
pessoal do recebimento; o segundo caso é quando um único fornecedor entrega
quantidades e variedades de materiais muito grandes em um horário de pico no
recebimento.

5 PROPOSTA DE MELHORIAS PARA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA DEPENDENTE DA AMANCO BRASIL LTDA
Baseada nas dificuldades encontradas na programação e controle de
materiais de demanda dependente da empresa Amanco Brasil e no embasamento
teórico sobre o assunto, a Tabela 4 exemplifica as melhorias propostas para cada
dificuldade listada no capítulo anterior.
DIFICULDADESManual desatualizado e incompleto 5.10 Revisão do manualFalta de padronização das rotinas 5.4 Padronização do período de reprogramação
5.7 Padronização do procedimento de controle de estoques5.9 Criação da agenda de programação e controle de materiais
Cadastro de material desatualizado 5.1 Revisão dos materiais programadosHorizonte de programação longo 5.3 Divisão do horizonte de programaçãoModelo inadequado de ressuprimento de materiais 5.2 Priorização de materiais
5.5 Revisão dos modelos de ressuprimento dos materiaisMá visibilidade da necessidade de follow up 5.2 Priorização de materiais
5.7 Padronização do procedimento de controle de estoquesCarência de indicadores de desempenho 5.8 Definição de indicadores de desempenhoFornecedores não cumprem as datas de entrega 5.6 Criação do calendário de planejamento
MELHORIAS PROPOSTAS
Tabela 4 - Proposta de melhorias.
Em seguida, serão detalhadas as melhorias propostas.

72
5.1 REVISÃO DOS MATERIAIS PROGRAMADOS
O cadastro do material é a base para todos os processos de ressuprimento de
estoque, por isso é essencial que seus parâmetros estejam alinhados com a
realidade. É necessário fazer a revisão do cadastro do material, pelo menos dos
campos que influenciam diretamente no cálculo de ressuprimento dos estoques.
Para esses campos, a ajuda da área de Suprimentos será fundamental, pois se deve
considerar que alguns parâmetros são acordados com os fornecedores.
Outro ponto importante é atualizar a relação de materiais que devem ser
programados, ou seja, identificar materiais que não são mais consumidos e que
ainda constam na relação de materiais para programar. Materiais sem consumo há 6
meses devem ser considerados obsoletos e identificados no sistema como inativos,
desconsiderando-os na programação. Para essa tarefa, as áreas de Produção e
Almoxarifado são essenciais. Além disso, pode-se trabalhar em conjunto com área
de Suprimentos e Produção para encontrar uma solução de como o estoque desses
materiais pode ser consumido. Por exemplo, pode-se usar em outra atividade ou
então negociar com fornecedores a troca por outro material.
A revisão das informações que influenciam o programa e controle de
materiais deve ser feita no mínimo uma vez por ano ou toda vez que for necessária.
Dessa forma, o sistema estará alinhando com a realidade.
A proposta é fazer essa revisão por grupo de material (matéria-prima, insumo
e embalagem). Por exemplo, ao mesmo tempo em que listar todas as matérias-
primas cadastradas, atualizar sua situação de ativa ou inativa e revisar o cadastro de
material dos materiais ativos.
Como a variedade de materiais é bastante grande e deve-se considerar os

73
quatro centros produtivos, essa atividade de revisão de materiais levará bastante
tempo e merece atenção especial. Por isso, ela pode ser feita em paralelo com
outras melhorias, caso contrário, as demais propostas levarão muito tempo para
serem aplicadas, o que pode impactar de maneira negativa na eficácia da atividade.
5.2 PRIORIZAÇÃO DE MATERIAIS
A segunda proposta de melhoria é a utilização da ferramenta de classificação
ABC para direcionar o controle de materiais, ou seja, identificar os materiais que
justifiquem atenção e tratamento adequados quanto à sua administração. A
classificação ABC deve se basear no consumo e no custo de aquisição do material.
Feita essa diferenciação, as demais melhorias sugeridas daqui para frente, devem
ser iniciadas nos materiais A, que possuem maior relevância para a empresa, e em
seguida nos materiais B e C.
Essa classificação deve ser realizada também por grupo de material, com
intuito de facilitar o cálculo e até mesmo de visualizar os materiais mais significativos
dentro do seu próprio grupo de material.
A classificação ABC para todos os materiais deve ser revisada a cada seis
meses, devido a alteração de preços, modificações nos materiais, utilização de
materiais novos etc.

74
5.3 DIVISÃO DO HORIZONTE DE PROGRAMAÇÃO
O horizonte de programação deve ser dividido em três níveis: curto, médio e
longo prazo. O horizonte de curto prazo já deve considerar as particularidades de
cada material, como o lead time, e no geral, deve ficar entre 15 a 20 dias. Esse
horizonte é onde será feita a programação de entregas do material. Já os horizontes
de médio e longo prazo, são apenas horizontes de planejamento, onde a
programação não é definida. Esses horizontes podem ser padrões para todos os
materiais e devem ser definidos baseados na estratégia da empresa.
O horizonte de curto prazo deverá ser definido dentro do sistema R3, que
oferece a ferramenta horizonte fixo, onde é possível visualizar o término do horizonte
de programação.
5.4 PADRONIZAÇÃO DO PERÍODO DE REPROGRAMAÇÃO
A reprogramação deve ser feita diariamente, isto é, o ressuprimento de
materiais deve ser calculado todos os dias em função da variação da demanda. E
todos os dias devem ser analisados a programação dos materiais classificados
como A e dos demais materiais que apresentarem estoque baixo. Os materiais
classificados como B e C devem ser revisados em sua totalidade uma vez por
semana.
Para manter os dados do R3 atualizados, duas vezes por semana a interface

75
com o Scheduler deve ser realizada. Afinal, para rodar o MRP todos os dias os
dados precisam estar de acordo com a realidade da programação.
Uma vez por semana os fornecedores devem estar sendo atualizados com a
programação, em função do horizonte de programação de curto prazo. O ideal é
fixar sempre um dia da semana para realizar essa atualização como forma de
organizar e padronizar a rotina tanto internamente como para os próprios
fornecedores. Portanto, toda sexta-feira deve ser enviado a atualização da
programação de materiais acrescentando sempre mais uma semana de
programação para manter os 15 dias de horizonte de curto prazo. Lembrando que
até sexta-feira, todos os materiais deverão ter tido sua programação revisada.
5.5 REVISÃO DOS MODELOS DE RESSUPRIMENTO DOS MATERIAIS
Para os materiais A deve-se continuar o ressuprimento pelo MRP, mesmo
porque, com o cadastro de material atualizado, a programação será mais eficaz.
Para materiais C deve-se usar o método de ressuprimento pelo estoque
mínimo e máximo, onde o estoque máximo pode ser o valor do consumo médio
mensal, se houver capacidade de armazenagem.
Para materiais B deve-se fazer uma análise mais criteriosa, levando em
consideração o lead time do material e o consumo diário ao longo de um mês para
então definir qual modelo de ressuprimento utilizar.
O kanban deve ser utilizado para materiais que possuem um consumo
constante ao longo do mês. Primeiro deve-se identificar esses materiais e, em

76
seguida, a área de Suprimentos e Qualidade devem homologar o fornecedor para
esse tipo de fornecimento, pois o fornecedor tem que garantir tanto a qualidade do
produto quanto o cumprimento das entrega. Esse controle de estoque por kanban
pode ser feito dentro do sistema R3, que possui essa ferramenta.
5.6 CRIAÇÃO DO CALENDÁRIO DE PLANEJAMENTO
Com o objetivo de padronizar as entregas de materiais, não sobrecarregar a
área de recebimento e educar os fornecedores, o ideal é acordar com o fornecedor
os dias de entregas na semana e, se possível, o horário de entrega.
A Tabela 5 é a proposta de divisão dos dias da semana para entrega de
material, levando em consideração o volume entregue, a variedade de fornecedores
e o consumo do material. Por exemplo, pelos insumos possuírem grande variedade
de materiais, diversos fornecedores e consumo alto, foram reservados três dias da
semana como opção para entrega desse tipo de material.
Segunda-feira Terça-feira Quarta-feira Quinta-feira Sexta-feira
Matéria-prima Matéria-primaTipo de material a ser
entregue Insumo Embalagens
Insumo Embalagens Insumo
Tabela 5 – Calendário de entrega de materiais.
O R3 também oferece esse recurso de calendário de planejamento. Pode-se
cadastra-los quantos tipos de calendários de entregas desejar e em seguida
cadastra-lo no material desejado, dentro do cadastro de material. Dessa forma, os
pedidos de compra serão gerados sempre nos dias da semana que estão

77
cadastrados no calendário de planejamento.
5.7 PADRONIZAÇÃO DO PROCEDIMENTO DE CONTROLE DE ESTOQUES
O acompanhamento dos pedidos de compra e do nível de estoque deve fazer
parte da rotina diária, principalmente devido a variação da demanda. Materiais A e
demais materiais que apresentarem estoque baixo devem ser acompanhados todos
os dias. Materiais B e C devem ser revisados em sua totalidade uma vez por
semana.
Para controle de estoques deve-se utilizar um relatório de acompanhamento
que utilize o conceito de estoques planejados, ou seja, que identifique os materiais
com estoque baixo, alto e normal. Essa classificação é calculada levando em
consideração o estoque atual, o de segurança e a previsão de consumo. O estoque
considerado normal é aquele que permanecer entre os limites de estoque mínimo e
máximo. Por exemplo, se a previsão de um material nos próximos 10 dias for
consumir todo o estoque, inclusive o de segurança, ele é considerado baixo e há a
necessidade de ressuprimento do estoque.
No sistema R3 há um relatório que utiliza os parâmetros de estoque
comentados, no entanto, esse relatório é aplicável somente para produtos acabados.
Por isso, deve-se fazer, junto a área de Informática, uma adaptação desse relatório
para materiais produtivos.
Com esse relatório em mãos, os materiais com estoque baixo e normal
devem ter analisados sua programação de entregas e em seguida o

78
acompanhamento com o fornecedor. Para materiais com estoque alto, deve-se
verificar a programação para que não ocorram entregas de materiais
desnecessárias.
Materiais com nível de estoque baixo ou alto devem ser analisados para que
isso não volte a ocorrer. Trabalhar com estoques planejados é mantê-los sempre
dentro dos limites de estoque mínimo e máximo.
5.8 DEFINIÇÃO DE INDICADORES DE DESEMPENHO
Indicadores específicos para a programação e controle de materiais ajudam a
identificar se os estoques estão de acordo com o que foi planejado. A seguir, os
indicadores selecionados para os materiais comprados são apresentados.
• Valor total do estoque: esse valor é obtido direto do sistema R3;
• Rotatividade do estoque: esse índice deve ser calculado todo mês utilizando-
se o período acumulado desde o início do ano; valor obtido direto do R3;
• Materiais sem giro e obsoletos;
• Número de horas paradas da produção por falta de material;
• Relação de itens críticos – estoque de segurança;
• Relação de itens críticos – falta de material.
Para o registro e acompanhamento dos materiais obsoletos (sem consumo há
6 meses), deve-se criar no sistema R3 um relatório que liste todos os materiais sem
consumo há 6 meses, com os seus respectivos valores de compra e custo total,

79
conforme Tabela 6.
Período De: Até:
Centro Código Descrição Quantidade Unidade
Valor unitário do
ultimo pedido de
compra
Custo total do estoque
CUSTO TOTAL R$ 00,00 Tabela 6 – Relatório de materiais obsoletos.
A relação de itens críticos que atingem o estoque de segurança e que faltam
na produção também devem ser registrados em um formulário. Para os materiais
que faltam na produção, deve-se utilizar a planilha de registros que a própria área de
produção gera e encaminha por e-mail para a área de Planejamento Logístico.
Nessa planilha constam as informações necessárias ao cálculo do índice de horas
paradas na produção por falta de material como também para o relatório de
materiais críticos, como por exemplo, código do material, horário de término do
material, horário de chegada do material e monitor responsável pela linha de
produção. Também é importante fazer o acompanhamento dos materiais registrados
como faltosos junto à produção para que não sejam contabilizados dados que não
são reais.
Para o registro de materiais críticos que atingem o estoque de segurança,
deve-se desenvolver junto a área de Informática um relatório no R3 que liste todos
os materiais que utilizaram estoque de segurança, data dessa ocorrência e em que
centro produtivo, conforme Tabela 7. Com esse relatório é possível visualizar todas
as ocorrências e, inclusive, se um material consumiu mais de uma vez o estoque de
segurança.

80
Período De: Até
Número da
ocorrência Data Centro Código Descrição
Total de ocorrências
Tabela 7 – Relatório de materiais críticos – estoque de segurança.
Todos os indicadores devem ser gerados mensalmente, no início do mês, e
analisados no período de um ano, acompanhando seu comportamento e tomando
ações para melhorar o desempenho. Como a empresa não possui um padrão de
relatórios de indicadores, no APÊNDICE A se encontra a proposta de relatório
mensal de todos os indicadores que devem ser apresentados na reunião mensal do
Planejamento Logístico.
5.9 CRIAÇÃO DA AGENDA DA PROGRAMAÇÃO E CONTROLE DE MATERIAIS
Como apresentado anteriormente, a atividade de programação e controle de
materiais envolve as seguintes etapas:
a) Interface R3/Scheduler: transferência dos dados estáticos e dinâmicos do R3
para o Scheduler;
b) Análise do gráfico de Gantt: geração e análise do gráfico de Gantt;
transferência dos dados do Scheduler para o R3.
c) Cálculo das necessidades de ressuprimento: MRP, estoque mínimo e máximo
e kanban.

81
d) Programação e controle de estoque: análise e efetivação da programação de
materiais; acompanhamento dos níveis de estoque e pedidos de compra.
Além disso, deve-se considerar tempo para imprevistos, reuniões, novos
projetos e as atividades mensais, como relatório de indicadores.
Para ajudar na organização e no cumprimento das atividades, a Tabela 8
mostra a agenda semanal de programação e controle de materiais.
SEG TER QUA QUI SEX - Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto. - Interface R3/Scheduler
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto; - Análise do Gráfico de Gantt.
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto.
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A, B e C; - Interface R3/Scheduler
- Análise do Gráfico de Gantt; - Envio dos pedidos de compra para os fornecedores.
Tabela 8 – Agenda semanal de programação e controle de materiais.
As atividades com freqüência maior, por exemplo, quinzenal, mensal ou
semestral, devem ser visualizadas a parte em um outro calendário, ver Tabela 9.
ATIVIDADE FREQÜÊNCIA Relatório de indicadores Mensal Dia 02 de cada mês Classificação ABC Semestral FEVEREIRO
AGOSTO Revisão Cadastros Materiais Anual JANEIRO
Tabela 9 - Agenda de atividades de freqüência menor.
5.10 REVISÃO DO MANUAL
Definidas todas as rotinas da programação e controle de materiais de

82
demanda dependente, o último passo é padronizar e registrar todos os
procedimentos através de um manual. Deve-se utilizar o manual já existente na
empresa para fazer as atualizações.
A idéia do manual é concentrar todas as informações necessárias para a
programação e controle de materiais. Por isso, nesse manual deve conter o passo a
passo de cada rotina, inclusive o detalhamento em nível de software (R3 e
Scheduler). Também deve estar claro a freqüência de cada atividade, a data da
última revisão do manual e o responsável por essa revisão. No APÊNDICE B
encontra-se o manual proposto.
5.11 CRONOGRAMA DE IMPLANTAÇÃO
A maior parte das melhorias propostas demanda tempo em decorrência de
necessitar colaboração de outras áreas e ajustes no sistema. O cronograma de
implantação proposto, APÊNDICE C, levou em consideração esses pontos.

6. CONSIDERAÇÕES FINAIS
6.1 CONCLUSÕES
Na revisão bibliográfica é possível constatar que a programação de materiais
é uma etapa importante dentro da cadeia de suprimento e tem impacto direto na
questão de atendimento ao cliente. Isso justifica o interesse da Amanco Brasil em
querer criar um procedimento de programação e controle de materiais eficiente e
que contribua para o seu crescimento.
As melhorias propostas surgiram das dificuldades da atividade apresentadas
no tópico 4.7, que contribuem para a constante falta de materiais produtivos,
principal problema enfrentado pela empresa. As melhorias foram desenvolvidas
baseadas na estrutura e na cultura da empresa, na revisão bibliográfica do assunto
e nas contribuições de pessoas envolvidas com a atividade.
As principais dificuldades encontradas para o desenvolvimento desse
trabalho, além das já especificadas no capítulo 4.7, foram a escassa bibliografia
sobre horizonte de programação e acompanhamento dos níveis de controle de
estoque. Muitos autores comentavam apenas fórmulas e modelos de ressuprimento,
mas não abordavam a questão prática do acompanhamento dos níveis de estoque.
Devido a escassez da bibliografia e registro sobre como realizar o controle de

84
estoque, teve-se que aprofundar o conhecimento na prática e em conversas com
colegas de trabalho.
A seguir, serão explicitados como os objetivos desse trabalho, apresentados
no capítulo 1, foram alcançados.
Apresentar de forma clara e objetiva as dificuldades existentes no procedimento
estudado e a forma como afetam a sua qualidade.
O capítulo 4 iniciou apresentando a estrutura da empresa para em seguida
detalhar a atividade de programação e controle de materiais de demanda
dependente feita atualmente. Isso possibilitou compreender as dificuldades
apresentadas no tópico 4.7, bem como sua interferência na eficácia da atividade.
Propor melhorias de acordo com cada dificuldade descrita.
Apresentadas todas as dificuldades e como afetam o resultado da atividade, a
Tabela 4 apresenta de forma clara as melhorias propostas para cada dificuldade
encontrada na atividade. Essa tabela possibilita visualizar com maior rapidez e de
forma resumida o resultado alcançado com esse trabalho.
Criar um procedimento padronizado para a atividade.
A padronização é alcançada através da definição de como uma atividade será
feita e do registro desse procedimento. Inicialmente o procedimento deve ser sólido,
ou seja, com uma base de dados atualizada, confiável e que reflita a realidade. As
melhorias de definição dos materiais a serem programados, dos cadastros
atualizados e dos cálculos de ressuprimento bem definidos oferecem isso. Em
seguida, definem-se como serão realizadas as rotinas tanto de programação e

85
controle de materiais, como de revisão e atualização dos parâmetros necessários
para o seu bom funcionamento. Essa etapa é alcançada com a estruturação do
manual da atividade, onde descrevem-se os procedimentos que envolvem a
atividade como também a freqüência e os recursos necessários.
Apresentar indicadores de desempenho para acompanhar a eficácia do
procedimento, possibilitando a tomada de decisões mais facilmente.
Dentre os inúmeros indicadores encontrados em bibliografias, foram
escolhidos aqueles que são realmente úteis à empresa e que melhor se adequam a
sua realidade. Além disso, a proposta de criar um relatório de desempenho da
atividade contribui na padronização do processo e na tomada de decisão.
As melhorias propostas nesse trabalho buscam tornar a atividade de
programação e controle de materiais de demanda dependente da Amanco Brasil
padronizada e consistente, contribuindo para sua eficácia e, consequentemente,
diminuindo consideravelmente os riscos de falta de material.
6.2 SUGESTÕES PARA TRABALHOS FUTUROS
Realizar treinamento no módulo de produção do sistema utilizado para
programação e controle de materiais trará benefícios em termos de conhecimento do
sistema e utilização das ferramentas oferecidas, principalmente no ressuprimento e
controle de estoques.

86
Para agilizar o processo de envio da programação de materiais aos
fornecedores, é interessante realizar esse procedimento via extranet. Dessa forma,
os fornecedores podem ser atualizados todos os dias e ainda visualizar uma
previsão de compra no horizonte de médio prazo.
A definição de procedimentos para destino de materiais sem consumo
possibilita a liberação de espaço nos almoxarifados e reduz custos de estocagem.
Por isso é importante a área de programação e controle de materiais fazer parte
desse procedimento e auxiliar na identificação de materiais que não são mais
necessários à empresa.

REFERÊNCIAS BIBLIOGRÁFICAS
BALLOU, R. H. Gerenciamento da cadeia de suprimentos: planejamento, organização e logística empresarial. 4. ed. Porto Alegre: Bookman, 2001.
CANAL DO TRANSPORTE. Dicionário: termos utilizados nas atividades de logística e transporte. Disponível em: < http://www.canaldotransporte.com.br/dicionario.asp>. Acesso em: 01 jan. 2006.
CAMPOS, Vicente F. TQC – Controle de qualidade total. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1999.
CORRÊA, H. L. et al. Planejamento, programação e controle da produção: MRP II/ERP: conceitos, uso e implantação. 4. ed. São Paulo: Atlas, 2001.
DIAS, M. A. P. Administração de materiais: princípios, conceitos e gestão. 5.ed. São Paulo: Atlas, 2005.
FERRAES NETO, F., KUEHNE JUNIOR, M. Gestão empresarial: logística empresarial. V. 2. Paraná: Gazeta do Povo, 2002 (Coleção Gestão). Disponível em <http://www.fae.edu/publicacoes/colecao_gestao.asp#2>. Acesso em: 01 mai. 2006.
GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2002.
GURGEL, F. A. Logística industrial. São Paulo: Atlas, 2000.
HARRISON, Alan; HOEK, R. Estratégia e gerenciamento de logística. São Paulo: Futura, 2003.
MARTINS, P. G., ALT, P. R. C. Administração de materiais e recursos

88
patrimoniais. São Paulo: Saraiva, 2004.
MARTINS, P. G., LAUGENI, F. P. Administração da produção. 2.ed. São Paulo: Saraiva, 2005.
TUBINO, D. F. Manual de planejamento e controle da produção. 2.ed. São Paulo: Atlas, 2000.
VIANA, J.V. Administração de materiais: um enfoque prático. São Paulo: Atlas, 2002.

APÊNDICES
APÊNDICE A – RELATÓRIO DE INDICADORES DE CONTROLE DE ESTOQUE
APÊNDICE B – MANUAL DA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS
APÊNDICE C – CRONOGRAMA DE IMPLANTAÇÃO

90
APÊNDICE A – RELATÓRIO DE INDICADORES DE CONTROLE DE ESTOQUE
RELATÓRIO DE INDICADORES Programação e controle de materiais
Data
Mês/Ano:___________
1. Valor do estoque total
Observações: __________________________________________________________________ _________________________________________________________________
R$
Média do ano
Meta
J F M A M J J A S O N D Mês
2. Rotatividade do estoque Observações: __________________________________________________________________ _________________________________________________________________
Giro
MetaAno
J F M A M J J A S O N D Mês

91
3. Materiais sem giro EO = R$ 00,00 Observações: __________________________________________________________________ _________________________________________________________________
EO%Média do ano
Meta
J F M A M J J A S O N D Mês 4. Horas paradas de produção por falta de material
Observações: __________________________________________________________________ _________________________________________________________________
Horas ParadasMédia do ano
Meta
J F M A M J J A S O N D Mês

92
APÊNDICE B – MANUAL DA ATIVIDADE DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS DE DEMANDA DEPENDENTE
MANUAL DE PROGRAMAÇÃO E CONTROLE DE MATERIAIS Planejamento Logístico
1. Agenda de atividades
SEG TER QUA QUI SEX - Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto. - Interface R3/Scheduler
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto; - Análise do Gráfico de Gantt.
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A e demais materiais com estoque baixo/alto.
- Cálculo das necessidades de ressuprimento; - Programação e controle de estoque dos materiais A, B e C; - Interface R3/Scheduler
- Análise do Gráfico de Gantt; - Envio dos pedidos de compra para os fornecedores.
ATIVIDADE FREQÜÊNCIA
Relatório de indicadores Mensal Dia 02 de cada mês Classificação ABC Semestral FEVEREIRO
AGOSTO Revisão dos modelos de ressuprimento dos materiais
Semestral FEVEREIRO AGOSTO
Revisão Cadastros Materiais Anual JANEIRO
2. Procedimento de revisão de cadastro de materiais
Os campos a serem revisados são os descritos abaixo. É necessário envolver a área de
Suprimentos para atualização dos dados.
• Tipo MRP
• Horizonte fixo
• Lead time do fornecedor
• Lote de reposição
• Lote mínimo
• Arredondamento do lote
• Estoque máximo
• Calendário de planejamento

93
3. Procedimento de revisão da classificação ABC
Deve-se utilizar a transação XXXX do R3 para atualização da classificação ABC.
4. Relatório de indicadores
Utilizar o padrão de relatório conforme ANEXO A desse manual. Apresentar na reunião
mensal do Planejamento Logístico.
• Custo total do estoque: obtido do R3 na transação XXXX;
• Rotatividade do estoque: obtido do R3 na transação XXXX;
• Materiais obsoletos: materiais sem consumo há seis meses; relatório de materiais sem giro
de estoque obtido do R3 na transação XXXX;
• Números de horas paradas da produção por falta de material: horas paradas em relação ao
total de horas produtivas; utilizar planilha atualizada pelo Apontamento da produção;
• Relatório de itens críticos – estoque de segurança: materiais que consumiram o estoque de
segurança; obtido relatório do R3 na transação XXX;
• Relatório de itens críticos – falta de material: matérias que paravam a produção por falta em
estoque; utilizar planilha atualizada pelo Apontamento da produção.
5. Modelos de ressuprimento de estoque utilizados
A revisão dos modelos de ressuprimento para os materiais deve ser realizada em paralelo
com a revisão da classificação ABC.
• Materiais A: utilizar MRP para ressuprimento
• Materiais B: utilizar kanban para materiais com consumo diário constante, utilizar transação
XXXX do R3 para controlar os kanbans; para os demais materiais utilizar MRP;
• Materiais C: utilizar modelo de estoque mínimo e máximo.
6. Procedimento de programação de materiais
1) Envio dos dados estáticos do R3 para o Scheduler
2) Deleção dos dados dinâmicos do planejamento anterior
3) Eliminar a demanda antiga
4) Criar novas Demandas no R/3 (Informar Aldemir ou Sampaio para criar novas demandas)
5) Split (quebra da demanda mensal para a demanda diária)
6) Recebimento da demanda carrega demanda de um mês no sistema.
7) Apagar Necessidades Antigas (apagar demandas até a dia anterior)

94
8) Envio dos dados dinâmicos do R/3 para o Scheduler (pode ser executado um dia antes)
9) No Scheduler: recomendar , sincronizar e analisar o Gráfico de Gantt
10) Retornar dados do Scheduler para o R3
11) No R3, rodar o MRP
12) Analisar a programação dos materiais
13) Enviar os pedidos de compra por email
(inserir as telas dos sistemas informatizados e os campos a serem preenchidos)
7. Procedimento de controle de estoque
Utilizar relatório de nível de estoque do R3, transação XXXX. Verificar se há itens com
estoque baixo e alto e rastrear o porque isso ocorreu. O estoque deve permanecer no nível NORMAL,
ou seja, entre o estoque mínimo (estoque de segurança) e estoque máximo. Para esses materiais
fazer o follow up junto ao fornecedor, confirmando as próximas programações com o objetivo do
material não ficar com estoque BAIXO ou ALTO.
8. Revisão do manual
O manual de programação e controle de materiais deve ser revisado quando algum
procedimento descrito no manual for alterado. Assim, deve-se inserir no rodapé o nome da pessoa
responsável pela atualização e a data da atualização.
Responsável: Marina Baumer Última atualização
00/00/00

95
APÊNDICE C – CRONOGRAMA DE IMPLANTAÇÃO
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Matéria-prima
Insumo
Embalagens
Matéria-prima
Insumo
Embalagens
Divisão do horizonte de programação Todos os materiais
MRP
Máximo e Mínimo
Kaban
Criação do relatório para controle de estoques
Indicadores
Atualização do manual
Revisão dos modelos de ressuprimento de materiais
SEMANA
ATIVIDADE
Priorização de materiais
Revisão dos materiais programados