MAPEAMENTO DO FLUXO DE VALOR E ... - abepro.org.br · produtivo, a partir do Mapeamento do Fluxo de...
14
MAPEAMENTO DO FLUXO DE VALOR E RESPONSABILIDADE SOCIAL: UMA DISCUSSÃO SOBRE O TRABALHO NO SISTEMA CARCERÁRIO juderlanio lima santos (URCA) [email protected] Mônica Suely Guimarães de Araújo (URCA) n�informado Balbina Raquel de Brito Correia (URCA) [email protected] Carlos José dos Santos (URCA) [email protected] O presente artigo apresenta uma discussão sobre a análise do sistema produtivo, a partir do Mapeamento do Fluxo de Valor, em uma fábrica de bolas atuante dentro de uma penitenciária, com o Programa Pintando a Liberdade, em parceria entre o Ministério da Justiça e o Ministério do Esporte. O projeto, com trabalho na penitenciária, visa a ressocialização dos detentos pelo exercício do trabalho, trazendo privilégios, entre recebimento de um salário e redução de pena, ou seja, com intuito de Responsabilidade Social, tanto para os presidiários, quanto para as suas famílias e a sociedade em geral. No estudo, de caráter exploratório-descritivo e utilizando de estudo de caso, foi realizado o Mapeamento do sistema produtivo pelo fluxo de valor, discutindo a importância de ações de melhorias, no presente caso com utilização de filosofia lean manufacturing, para o melhor desempenho das atividades de trabalho, refletindo em melhores condições de realização destas para os detentos, bem como o ambiente de trabalho, corroborando com a premissa de Responsabilidade Social do programa. Palavras-chaves: Mapeamento do fluxo de valor, Responsabilidade social, Trabalho no sistema carcerário. XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
Transcript of MAPEAMENTO DO FLUXO DE VALOR E ... - abepro.org.br · produtivo, a partir do Mapeamento do Fluxo de...

MAPEAMENTO DO FLUXO DE VALOR
E RESPONSABILIDADE SOCIAL: UMA
DISCUSSÃO SOBRE O TRABALHO NO
SISTEMA CARCERÁRIO
juderlanio lima santos (URCA)
Mônica Suely Guimarães de Araújo (URCA)
n�informado
Balbina Raquel de Brito Correia (URCA)
Carlos José dos Santos (URCA)
O presente artigo apresenta uma discussão sobre a análise do sistema
produtivo, a partir do Mapeamento do Fluxo de Valor, em uma fábrica
de bolas atuante dentro de uma penitenciária, com o Programa
Pintando a Liberdade, em parceria entre o Ministério da Justiça e o
Ministério do Esporte. O projeto, com trabalho na penitenciária, visa a
ressocialização dos detentos pelo exercício do trabalho, trazendo
privilégios, entre recebimento de um salário e redução de pena, ou
seja, com intuito de Responsabilidade Social, tanto para os
presidiários, quanto para as suas famílias e a sociedade em geral. No
estudo, de caráter exploratório-descritivo e utilizando de estudo de
caso, foi realizado o Mapeamento do sistema produtivo pelo fluxo de
valor, discutindo a importância de ações de melhorias, no presente
caso com utilização de filosofia lean manufacturing, para o melhor
desempenho das atividades de trabalho, refletindo em melhores
condições de realização destas para os detentos, bem como o ambiente
de trabalho, corroborando com a premissa de Responsabilidade Social
do programa.
Palavras-chaves: Mapeamento do fluxo de valor, Responsabilidade
social, Trabalho no sistema carcerário.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
Qualquer organização produtiva, com ou sem fins lucrativos partindo do conhecido modelo
input-transformação-output, objetivam a melhor eficiência do seu sistema produtivo, melhor
desempenho de seus processos e melhoria de qualidade.
O fato de realizar com eficiência e eficácia, ou seja, realizar com excelência o que a empresa
destina-se a realizar, atendendo aos requisitos de satisfação dos clientes, condições de
trabalho ideais para cumprimentos das atividades pelos funcionários e correto manejo de
materiais e meio ambiente, no qual está inserido, esta organização está atuando de forma
responsável para o meio social.
É esta a primeira premissa em “Responsabilidade Social”. O termo em si vai muito além do
desenvolvimento básico das atividades de uma empresa. Ashely et al. apud Gouvinhas &
Santos (2006) definem responsabilidade social como o compromisso que a empresa tem com
o desenvolvimento, bem-estar e melhoramento da qualidade de vida dos empregados, suas
famílias e comunidade geral.
Para Bowen (apud VIEIRA, 2007), um dos pioneiros no debate a cerca do conceito, a
Responsabilidade Social, constitui-se: “a obrigação do empresário de adotar práticas, tomar
decisões e acompanhar linhas de ação desejáveis segundo os objetivos e valores da
sociedade”.
Nesse sentido, o projeto realizado na Penitenciária Regional do Cariri, Programa Pintando a
Liberdade, tem como objetivo contribuir com a ressocialização e profissionalização dos
detentos do sistema carcerário brasileiro com a utilização da mão-de-obra destes na produção
de material esportivo.
Criado em outubro de 1997, o Programa Pintando a Liberdade tem por finalidade ensinar aos
presos um novo ofício e suprir a carência de materiais esportivos nas escolas públicas. O
programa é hoje um sucesso na produção de artigos esportivos e na ressocialização dos
internos do sistema penitenciário brasileiro, de acordo com a INTERLEGIS (2010).
Esta ação pode tomar o viés dos princípios da responsabilidade social, desde que a realização
do trabalho dos detentos esteja de acordo com os objetivos do projeto, trazendo benefícios
tanto para os detentos como para a sociedade de uma forma geral.
Segundo afirma Cotes apud Shikida & Brogliatto (2008), dentre as vantagens do projeto
estão: a remição da pena (para cada três dias de trabalho, ganha-se um dia de redução da
pena); o recebimento de uma renda e de formação de poupança; capacitação profissional;
perspectivas de melhor ressocialização do preso; e prevenção à reincidência.
Não obstante, a utilização do trabalho dos detentos na produção requer melhoria nas
condições de trabalho, produtividade, qualidade e desempenho do sistema produtivo, para que
o trabalhador (detento) possa realizar suas atividades da melhor forma possível, igualmente ao
trabalhador em indústria.
Neste contexto, a presente discussão aborda a responsabilidade social além dos benefícios do
trabalho na penitenciária com o projeto em questão, mas propõe uma contribuição dos
ensinamentos de engenharia de produção, no sentido de aliar a “dignificação” dos presos pelo
trabalho e as possíveis melhorias nos processos produtivos.

3
O presente estudo foi realizado na produção de bolas, instalada na Penitenciária Regional do
Cariri, em Juazeiro do Norte, através do Projeto Pintando a Liberdade do Ministério do
Esporte com parceria do Ministério da Justiça, propondo-se analisar o processo de produção,
utilizando uma ferramenta da filosofia lean manufacturing ou manufatura enxuta, para
identificação do fluxo de valor do sistema e, com isso, identificar os pontos de intervenção
para propostas de melhoria: o Mapeamento do Fluxo de Valor, uma importante ferramenta do
lean production.
2. Metodologia
O presente estudo é exploratório-descritivo, de acordo com a abordagem dos objetivos e
estudo de caso devido à definição dos procedimentos técnicos. Neste contexto, foi utilizado
levantamento teórico com finalidade de promover o subsídio teórico do estudo em relação aos
conhecimentos necessários sobre o tema norteador do trabalho, tal opção metodológica deve-
se a caracterização do estudo, segundo conceituações de Silva & Menezes (2001).
O levantamento dos dados foi possível, principalmente, pela utilização das ferramentas de
coleta de dados: observação sistemática no local, individual e não-participante, listas de
verificação, levantamento de tempos e entrevistas não estruturadas realizadas com os
envolvidos nos processos de produção.
Para o diagnóstico, os dados foram tabulados, organizados e analisados para composição do
Mapa do Fluxo de Valor, que se constitui da representação gráfica da produção, possibilitando
a visualização do estado atual, o que permite definir uma proposta de ações para melhoria de
desempenho na produção.
Para melhor aproximação dos objetivos determinados, o estudo foi dividido em cinco etapas
seqüenciais:
1º Etapa - Concepção e formulação da problemática do estudo pela contextualização do
tema e definição dos objetivos e métodos de pesquisa.
2º Etapa - Realizada a coleta dos dados com o levantamento das informações relevantes e
situação do processo produtivo, para desenho dos processos de produção, métodos e
atividades de trabalho.
3º Etapa - Construção do Mapa do Fluxo de Valor do estado atual, utilizando-se dos dados
coletados na etapa anterior, do levantamento das características e identificação das
condições dos processos e atividades de trabalho, a partir da metodologia e simbologia de
criação e representação do mapeamento do fluxo de valor.
4º Etapa – Análise do Mapa do fluxo de valor do estado atual, delimitando os desperdícios
que já foram identificados, mensurados e demonstrados no mapa.
5º Etapa - A partir das discussões e análises das etapas 3 e 4, nesta fase é realizada um
fechamento da problemática apresentada neste relatório, considerando as possíveis
melhorias que podem ser atingidas com aplicação das propostas, vinculando termos de
responsabilidade social.
3. Manufatura enxuta e responsabilidade social
A manufatura enxuta surgiu na Toyota Company, no pós Segunda Guerra Mundial, também
conhecido como Sistema Toyota de Produção - STP, lean manufacturing ou lean production,
pois a essência do STP é a identificação e a eliminação de toda e qualquer perda do processo
produtivo, sendo este sistema composto em 80% de eliminação das perdas, 15% de um
sistema de produção e 5% de Kanban (SHINGO apud FRIGERI, 2008).

4
Na filosofia lean considera-se sete tipos de desperdícios que devem ser eliminados ou
reduzidos (FRIGERI, 2008; WERKEMA, 2006):
a) Perdas por superprodução – Produção desnecessária;
b) Perdas por espera – Esperas devido a funcionários ou processos;
c) Perdas por transporte – Movimentações desnecessárias de matéria-prima;
d) Perdas por processamento – Processos ou atividades desnecessárias;
e) Perdas por estoque – Mercadorias a espera de processamento ou consumo;
f) Perdas por movimentação – Movimentos desnecessários de pessoas ou materiais;
g) Perdas por fabricação – Defeitos nos produtos.
Os princípios do pensamento enxuto, segundo o Lean Institute Brasil (apud WEKERMA,
2006) são: especificar valor, valor do produto de acordo com a visão do cliente; Identificar o
fluxo de valor, separando as atividades que agregam valor daquelas que não agregam valor
para o cliente; Criar fluxos contínuos; Produção puxada, eliminando estoques e dando valor
ao produto; e buscar a perfeição, buscando continuamente melhores formas de criar valor.
Segundo Dias (2006) as principais ferramentas do Lean são: Mapeamento do Fluxo de Valor;
Kaizen; Kanban; Padronização; Programa 5S; Redução de setup; TPM – Total Productive
Maintenance; Gestão visual.
Werkema (2006) realça que para as melhorias da filosofia lean serem possíveis, para o
sucesso da implantação dos princípios e ferramentas enxutas e os resultados sejam alcançados
de acordo com a meta estabelecida por projeto, é necessária uma mudança de cultura na
produção onde se pretende implantar o lean manufacturing, pois são as atitudes e o
envolvimento da equipe de implantação e o grupo de funcionários inseridos no processo de
mudança que vão permitir que a implantação do Sistema Toyota de Produção seja sentidas,
trabalhadas dia-a-dia, como reforça a definição do Kaizen, baseado na melhoria contínua,
incessante.
3.1. Mapeamento do Fluxo de valor
O Mapa de Fluxo de Valor (Value Stream Mapping – VSM) consiste em uma ferramenta de
análise que identifica e mensura todas as perdas existentes em um processo produtivo e utiliza
símbolos gráficos (ícones) para documentar e apresentar visualmente a seqüência e o
movimento de informações, materiais e ações que constituem o fluxo de valor de uma
empresa (WERKEMA apud CORREIA, 2009).
O Mapa do Fluxo de Valor é a „ferramenta mais importante para a produção enxuta porque
percorre o caminho de todo o processo de transformação material e informação do produto‟
(LUZ & BUIAR apud FRIGERI, 2008).
Esta ferramenta permite localizar e separar as atividades que agregam valor para o cliente das
atividades que não agregam valor, identificando os pontos de ocorrência de desperdícios e,
com isso, a possibilidade de definir as ferramentas lean mais adequadas para otimização do
fluxo de valor, evitar e/o reduzir desperdícios de tempo, movimentações e atividades
desnecessárias aos processos e, portanto, melhorar a qualidade de vida dos internos pela
qualidade nas atividades de trabalho, bem como a satisfação do cliente final (WERKEMA,
2006).
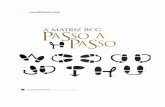
Segundo Rentes apud Frigeri (2008), a construção do mapa requer etapas definidas, as quais
podem ser visualizadas na Figura 1, partindo da seleção de uma família de produtos realiza-se
o mapeamento da situação atual, em seguida pela análise do estado atual e propostas de

5
utilização de ferramentas e técnicas pertinentes, projeta-se o estado futuro com a construção
do mapa da situação futura, resultando no plano de melhoria.
Fonte: Rentes apud Frigeri (2008).
Figura 1 – Etapas para construção do Mapa do Fluxo de Valor
Para o desenho do Mapa do estado futuro é necessário seguir algumas atividades, que são
explicadas por diversos autores (ROTHER & SHOOK apud FRIGERI, 2008; WERKEMA,
2006; DIAS, 2006). As diretrizes citadas pelos autores são explicadas a seguir:
1. Calcular o tempo takt-time (tempo disponível para a produção dividido pela demanda do
cliente), o qual sintoniza o ritmo de produção com o de vendas;
2. Definir em qual processo há necessidade de adoção do fluxo contínuo;
3. Definir os locais onde seja necessário utilizar sistema puxado;
4. Definir qual o processo irá ritmar a produção, ou seja, o processo que deverá receber a
programação e puxar os demais de acordo com seu ritmo;
5. Definir como o mix será nivelado no processo puxador;
6. Definir o incremento de trabalho (pitch) que será liberado de forma uniforme do
processo puxador. Ou seja, o volume de produção, ou lotes.
7. Identificar e propor melhorias para o alcance do estado futuro, como a utilização de
ferramentas lean.
Enfim, Werkema (2006) salienta que o objetivo do mapeamento do fluxo de valor não é a
identificação de oportunidades para melhorias isoladas, pois o principal benefício do mapa é
permitir uma mudança de foco – do local para global – saindo do patamar de melhorias
localizadas para o patamar de otimização do sistema.
3.2. Responsabilidade social no sistema penitenciário
Daft apud Gouvinhas & Santos (2006) generaliza, quando cita a responsabilidade social como
“(...) a obrigação da administração de tomar decisões e ações que irão contribuir para o bem
estar e os interesses da sociedade e da organização”.
O conceito de responsabilidade social está relacionado a políticas voltadas para o público
social, ou seja, a comunidade. Políticas estas de preservação da qualidade de vida.
O trabalho na penitenciária é caracterizado como uma atitude voltada para a responsabilidade
social, pelo seu caráter de atuação, na medida em que estimula a possibilidade de redução de
pena, favorecendo o exercício de uma atividade sistemática, contribuindo também para
restabelecer seu amor-próprio e possibilitando uma melhor preparação para a inserção no
mercado de trabalho fora das grades.

6
Souza apud Shikida & Brogliatto (2007) cita:
“O trabalho prisional deve atender ao princípio do interesse social, acima dos
resultados econômicos. Isto porque, a maior contribuição da atividade laboral
sistemática reflete no comportamento do detento, seja porque provoca redução dos
níveis de estresse da população carcerária, melhorando o ambiente do presídio, seja
porque evita a ociosidade e, sobretudo, por se constituir em promissora perspectiva
de absorção pelo mercado de trabalho, quando do retorno desse segmento, ao
convívio familiar e social”.
Na teoria, o sistema penitenciário deveria propor algo profissionalizante, capaz de reintegrar o
preso à sociedade. Este precisaria, com o trabalho, ter consciência de sua utilidade e valor,
sendo sua atividade nunca uma mera forma de passar o tempo (ZACKSESKI apud SHIKIDA
& BROGLIATTO, 2007).
Porém, as condições de trabalho, condições no processo produtivo que é apresentado ao
detento para exercer sua atividade de trabalho, são ausentes de tecnologias de processo,
constituindo de trabalho, em grande parte das vezes, de forma manual.
Shikida & Brogliatto (2007) caracteriza o fato afirmando que um ponto limitante quanto ao
trabalho na penitenciária é o tipo de atividade desenvolvida nas mesmas, como colagem de
alças de cordas em sacos de carvão e a confecção de cabos telefônicos. Trabalhos estes
invariavelmente manuais e sem atrativos, sendo caracterizados pela monotonia e repetição.
Por esta razão dá-se a importância desta discussão sob o foco da responsabilidade social
quanto à realização do diagnóstico do processo produtivo do sistema carcerário, surgindo este
como um meio de propor melhorias no desempenho do processo, pela possibilidade de
redução de atividades que não agregam valor aos processos.
A questão do especificar valor deve estar incorporada aos meios de produção, em técnicas e
atividades de trabalho, melhoria de desempenho operacional, qualidade, com reduções de
atividades que não geram valor, ou seja, redução de focos de desperdícios tanto dos recursos
materiais quanto e, principalmente, da força de trabalho.
O termo „especificar‟ ou „agregar‟ valor, neste aspecto, aparece como valor da própria
atividade de trabalho, pelo melhor e mais correto aproveitamento desta, para que os objetivos
do Projeto Pintando a Liberdade possa se aproximar dos objetivos esperados, com
norteamento social, da oportunidade e dignidade de realização do trabalho pelos internos da
penitenciária.
4. Trabalho na penitenciária: Programa Pintando a Liberdade
Iniciado com a mão-de-obra de internos, e com a perspectiva de produzir 700 bolas mensais, o
Pintando a Liberdade, se firmou no sistema penal e se constitui em ferramenta indispensável
nos presídios.
O programa do Ministério do Esporte em parceria com o Ministério da Justiça mantém
atualmente 53 unidades de produção em 25 Estados e no Distrito Federal e emprega mão-de-
obra direta de 12.700 detentos.
O programa já produziu mais de 700 mil itens, como bolas de futebol de campo, de futsal,
basquete, redes, raquetes de tênis de mesa, bandeiras, mochilas e uniformes. Até o ano
passado o programa atendeu mais de 12 milhões de crianças com artigos esportivos em todo o
país. Em 2001, a produção foi de 450 mil bolas de diversos tipos.

7
Além de beneficiar no ano passado mais de 12 mil escolas públicas, o Pintando a Liberdade
passou a ser reconhecido internacionalmente. O destaque são as bolas com guizo, utilizadas
em torneios internacionais de futebol e futsal para portadores de deficiência visual.
As bolas são distribuídas atualmente para diversos países, entre os quais Inglaterra, Japão,
Itália, China, Alemanha, Estados Unidos, Portugal, Canadá e França. A bola produzida no
Brasil é a bola oficial escolhida pela Internacional Blinder Association (IBSA) para as
competições envolvendo deficientes visuais. A IBSA é quem administra os campeonatos
dessa modalidade.
Na confecção dos produtos são utilizados materiais com a mesma qualidade de marcas
esportivas famosas. O Ministério do Esporte compra a matéria-prima para a fabricação dos
itens esportivos com desconto de 30%, e contribui com o Ministério da Justiça na reinserção
dos presos ao mercado de trabalho.
A implantação do projeto é feita em acordo com a Secretaria de Justiça e Esporte de cada
Estado. Qualquer preso pode participar do pintando a liberdade, mas os critérios de seleção
são definidos pela administração do presídio. Além de aprender um ofício, os detentos
recebem um salário para ajudar nas despesas familiares.
O valor é definido de acordo com quantidade de material que produzir no decorrer do mês.
Para cada três dias trabalhados, o preso tem descontado um dia em sua pena. Os dados sobre o
projeto foram pesquisados no INTERLEGIS (2010), informações do Ministério da Justiça e
do Esporte e unidos a vivência do trabalho e ao estudo de campo.
4.1. Processo produtivo
A fábrica de bolas da Penitenciária Industrial Regional do Cariri é composta por 86
funcionários, do sexo masculino, é uma empresa da Secretaria de Justiça e atende ao
Ministério do Esporte, o qual repassa o produto para escolas públicas do país.
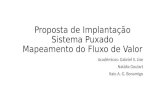
As bolas são produzidas essencialmente de material PVC – Policloreto de Vinila, que compõe
a estrutura externa do produto, sendo confeccionado com fio de nylon. A estrutura do produto
está exposta na figura 2.
Fonte: Penitenciária Industrial Regional do Cariri, 2010.
Figura 2 – Estrutura do Produto
Quanto à organização do trabalho, não há uma divisão de setores produtivos definida para os
funcionários, estes executam diversas tarefas ao longo do processo produtivo, sendo a jornada
de trabalho semanal de 44 horas. A fábrica não possui estrutura planejada, as atividades são

8
realizadas em salas onde eram abrigados os detentos, não há um layout definido por setor,
estando todo o estoque (matéria-prima) alocado em um mesmo lugar.
Para fabricação das bolas, o material PVC é cortado em gomos que após determinado tempo
em estoque, em mesas, são levados manualmente até o setor de serigrafia, o processo seguinte
é a montagem dos kits, realizada manualmente. Em um saco plástico é colocado 32 gomos,
um bastão com a linha necessária para costura da bola e um butíl (câmara de ar).
No setor de costura cada detento recebe 10 kits para costurar, após cinco dias as bolas já
costuradas são levas do setor de costura para o setor de estoque de produtos semi-acabados.
Elas ficam armazenadas no chão esperando a vulcanização. O processo de vulcanização
ocorre da seguinte maneira a bola é colocada dentro da máquina e fica exposta a temperatura
de 40º C, permanecendo durante o tempo de 4minutos. Depois de vulcanizada ela é
inspecionada e caso haja falha esta volta para o setor de costura para ser retrabalhada
novamente. A figura 3 mostra o fluxograma da produção de bolas.
Figura 3 – Fluxograma da produção de bolas
5. Estudo de caso
O estudo de caso foi realizado na fábrica de bola da Penitenciária Regional do Cariri. Para
tanto, foi considerado o sistema produtivo da produção de bolas no sentido de diagnóstico
deste através da análise do Mapa de Fluxo de Valor, onde se pretendeu mostrar os fluxos de
materiais, informações e atividades.
A escolha por esta ferramenta para retratar o processo produtivo na penitenciária estudada foi
sob uma perspectiva de propor possíveis melhorias nos processos através da visão da
manufatura enxuta, de forma a especificar valor tanto para a penitenciária quanto e,
principalmente, para os trabalhadores (detentos) do sistema carcerário da Região do Cariri.
Entende-se na realização deste estudo que a filosofia lean, a qual norteia as análises do
estudo, deve partir da alta administração das empresas e contar com o envolvimento de todos
os funcionários do processo produtivo onde será implantada. Deve-se salientar que o Sistema

9
Toyota de Produção é utilizado nas empresas para aumentar seus lucros e reduzir os
desperdícios no processo, enquanto o processo produtivo do presente trabalho é uma
organização sem fins lucrativos com intuitos sociais.
Desta forma, a discussão proposta no trabalho em tela levanta a questão da importância de um
estudo voltado para melhoria no desempenho em uma produção com cunhos de
Responsabilidade Social, a partir do momento em que se pretende distinguir as atividades que
agregam valor daquelas que não especificam valor para a visão do cliente, que neste caso é o
Ministério do Esporte.
Fica a temática à discussão, existem benefícios com utilização de princípios da filosofia lean
aplicada a uma produção sem fins lucrativos, cujo maior objetivo é a ação social, objetivo,
entre outros, de ressocialização dos detentos?
5.1. Mapeamento do fluxo de valor do estado atual
O Mapa (figura 4) apresenta os fluxos de materiais, informações e atividades da fabricação de
bolas. O cliente final determina o prazo de um ano para recebimento do produto, por esta
razão o material é recebido com muita antecedência e o fluxo de materiais, bem como
informações, acontece relativamente lento pelos processos de fabricação.
Figura 4 – Mapa do fluxo de valor do estado atual
Nos processos de pré-corte, que é uma preparação para o corte, no corte, montagem dos kits,
costura e vulcanização o tempo de trabalho é 4 horas/dia, 2 horas/semana, apenas a serigrafia
trabalha em dois turnos, 8 horas/dia. Por este motivo foi tomado como referencial um turno de
trabalho de 4 horas/dia para os dados analisados.
O recebimento de matéria-prima é em alta quantidade e fica estocado por um tempo
considerável, cerca de 6 meses. O planejamento da produção acontece mensalmente pelo
gerente e é distribuído por este a todos os processos de fabricação, cabendo ao gerente o
controle a partir da conferencia visual do cumprimento das atividades, de acordo com a

10
quantidade estabelecida pelo mesmo, é o que está representado pelo ícone de óculos no mapa
e significa o método “vá ver”. Conferência visual.
Os materiais são, assim, empurrados pelos processos, do anterior ao seguinte, e há presença
de estoque em processamento de uma atividade para outra, identificado pelo mapeamento que
a maior quantidade de estoque encontra-se da costura para a vulcanização. O processo não
flui, portanto, continuamente, mas tem interrupções pela ocorrência de estoque entre
processos.
6. Resultados e discussões
Foi possível identificar, através do mapeamento do processo, que a costura constitui a
atividade gargalo do sistema com um tempo de ciclo de 14.400 segundos e o maior estoque
em processo (Wip), acumulado antes da serigrafia – 600 peças, que, de acordo com a Teoria
das Restrições, esta é a atividade que determina o tempo do processo, ou seja, que dita o ritmo
de produção do sistema.
É, portanto, necessário salientar que a atividade de costura de bolas no presídio é realizada
manualmente pelos presos na suas próprias celas, justificando o elevado tempo de costura do
produto e a quantidade elevada de funcionários na realização desta atividade.
Fato que requer ações voltadas para melhoria das atividades de trabalho neste processo,
utilizando princípios kaizen, no intuito de melhoria contínua do processo, que culmine na
melhoria, ou racionalização das atividades dos detentos, para melhores condições de
realizações das tarefas, menos esforço, melhor desempenho, reduzir tempo de atividades,
transportes, movimentações desnecessárias.
Foi identificado um considerável tempo de transporte de materiais, sendo a distância entre
sala de pré-corte, corte e montagem de 10 metros até a serigrafia. E 50 metros para as
instalações de costura depois desta, 100 metros até o processo de vulcanização.
Todos os aspectos descritos, transportes, estoques, processo manual de trabalho, produção
empurrada, presença de refugo, são determinantes para o tempo de não agregação de valor e
para o lead time do produto. O lead time apresentou, portanto, um valor elevado, 504,53
horas, com apenas 4,10 de tempo de agregação de valor, ou seja, tempo que realmente
transforma o produto final.
O incremento de trabalho (pitch) indica o tempo necessário que deve sair um lote de produto
para o próximo processo, ou seja, a cada 34.560 segundos (576 minutos) deve ser dada a
instrução ao processo puxador para produzir a quantidade para um container e,
simultaneamente, ser retirada a quantidade de produtos acabados relativa a um pitch.
Através dos dados verifica-se que processo produtivo de bolas na penitenciária está com
eficiência de processo muito baixa, o lead time é muito elevado, há uma discrepância entre o
tempo pitch necessário ao processo para definir um fluxo contínuo e o tempo real de produção
de um lote, o tempo pitch efetivo é de 12.000 minutos muito acima do incremento pitch
necessário.
Desta forma, algumas propostas devem ser traçadas para que ocorra a melhoria no
desempenho, ressaltando que estas propostas devem partir do básico dos princípios enxutos, a
partir do pensamento lean, mudança cultural e de atitudes diárias por parte dos envolvidos,
funcionários e direção, consciência, definição de metas, implantação de ferramentas iniciais
que precisa do estímulo e envolvimento de todos, como o programa 5S e princípios do kaizen.

11
6.1. Mapa do Fluxo de valor do estado futuro
Para construção do mapa do estado futuro foi realizada uma projeção dos fluxos caso
realizadas as mudanças, segundo as propostas e utilização dos princípios e ferramentas
enxutas.
Na projeção foi considerado um valor de 20% de redução se realizadas as mudanças
necessárias com os princípios lean, pois de acordo com Werkema (2006), como descrito em
literatura, o valor mínimo de otimização com os fluxos são de 20%, valor este considerado na
projeção deste estudo.
No Mapa do Estado Futuro, figura 5, são apresentadas as representações gráficas da utilização
de ferramentas lean, melhorias kaizen, kanban, utilização de sistema FIFO, padronização e
gestão visual, bem como ações voltadas para programação da produção e estoque de forma a
adequação as ferramentas lean.
Figura 5 – Mapa do fluxo de valor do estado futuro
A Tabela 1 apresenta as projeções de melhorias dos indicadores.
Indicador Melhoria
Lead Time 20% menor
Estoque em processo Reduzido para lotes de 50pçs – 8,2%
menor
Estoque de matéria-prima Reduzido para lotes de 417 peças/semana
Fluxo de produção Fluxo contínuo e trabalho padrão.
Kanban.
Recursos Nivelamento de produção.
Fonte: Pesquisa.
Tabela 1 – Projeções de melhorias com utilização do lean manufacturing
6.2. Propostas de melhoria e responsabilidade social

12
As sugestões de melhorias foram definidas a partir dos princípios lean manufacturing de
redução de desperdícios no processo, e considera, para tal, que o estado atual da produção não
possui no momento presente, partindo do diagnóstico, quaisquer utilização de ferramentas,
ações, controle ou pensamento e consciência vinculada a filosofia enxuta, que como pode ser
percebida, mostra-se abrangente em relação a práticas e possibilidades de melhorias à
produção.
A tabela 2 apresenta a correlação entre as ferramentas e técnicas enxutas necessárias para
permitir as ações de melhorias, de acordo com cada oportunidade de melhoria identificadas.
Setor Proposta/técnicas lean
Estoque de matéria-prima Kaizen, programa 5S, Estoque
supermercado, controle de fornecimento
de matéria-prima, programando a
freqüência de entregas. Gestão visual.
Pré-corte e corte Programa 5S, Kanban, padronização e
gestão visual.
Serigrafia Kaizen, utilização do sistema FIFO –
Primeiro a entrar, primeiro a sair.
Programa 5S, Kanban, padronização e
gestão visual.
Montagem de kits Kaizen, programa 5S, Kanban,
padronização e gestão visual.
Costura Deve ser tratado como o processo
gargalo, como o processo que deve puxar
a produção, receber a programação. Um
programa Kaizen para melhoria das
atividades. Programa 5S, Kanban,
padronização e gestão visual.
Nivelamento de produção.
Vulcanização Programa 5S, Kanban, padronização e
gestão visual.
Programação e controle Utilização de kanbans, organização do
fluxo contínuo programando para o
processo que deve puxar a produção.
Fonte: Pesquisa.
Tabela 2 – Proposta de melhorias a partir de princípios lean
Haja vista que os valores de lead time e tempo de não agregação de valor, desperdícios com
transportes, estoque, espera, etc., são elevados na produção de bolas, os resultados com a
filosofia lean seriam de considerável significado para o sistema de produção na penitenciária,
quanto à melhoria das atividades e processos, melhoria no local de trabalho, pela organização
e limpeza 5S, redução de esforços e atividades desnecessárias, melhoria contínua com o
kaizen.
É Indispensável ressaltar que há uma grande necessidade de atenção ao processo gargalo,
utilizando os princípios e práticas do kaizen, melhoria contínua e racionalização, devendo ser
levadas aos detentos (trabalhadores) para não só melhorar o processo como inserir nestes a
consciência de que suas ações podem trazer melhorias para as atividades produtivas, que
refletem, na sua própria qualidade de vida, fazendo-os compreender e aceitar que a sua
própria qualidade de vida está associada a responsabilidade do trabalho, e que esta depende
também das suas ações.

13
Os ideais lean são mais que um mero método de melhoria, é uma completa filosofia que só é
possível através de uma mudança cultural nos participantes, através de treinamento,
motivação, incentivo, conscientização, aprendizagem, disciplina, etc.
Ora, pois, o que é exatamente que se pretende com o sistema carcerário? Não seria
conscientizar aqueles que cometem crimes à regaras da sociedade de que precisam responder
por seus atos, ter consciência dos mesmos, mudarem de atitudes para melhorias de suas ações,
respeito, disciplina, trabalho, andar pelos meios corretos, tudo isso para atingir uma
“ressocialização” coerente com a proposta desta, do projeto social que se destina fazer com o
Programa Pintando a Liberdade. Sem comentar a melhoria nos quesitos de profissionalização,
através de um programa de manufatura enxuta.
7. Conclusão
Com a realização do trabalho e estudos relativos ao mapeamento do fluxo de valor, princípios
e práticas lean, é possível verificar que esta ferramenta é de extrema relevância para
otimização de qualquer sistema produtivo, pois representa um direcionamento para a melhoria
do fluxo de valor. Conclusões realizadas em cima de projeções, a partir de teorias e
conceituação, de um mínimo de 20% de melhoria no desempenho inicial do processo
analisado com o mapeamento.
A pesquisa e discussão que foi realizada a cerca de Responsabilidade Social, seu conceito e
objetivos, permitem levantar que os princípios de manufatura enxuta correspondem com os
termos da responsabilidade social, pela filosofia que norteia as práticas lean, pelo viés do
programa de ressocialização.
Chegando, também, a conclusão de que os conhecimentos da ciência de engenharia de
produção podem colaborar com projetos sociais de melhorias tanto lucrativas quanto sociais,
não só colaborar, mas ser essencial ao planejamento, controle, melhorias e otimização de
projetos que seguem o viés da responsabilidade social.
Referências
CORREIA, B. R. de B. Ações de melhoria contínua em um processo de injeção termoplástica sob o foco dos
princípios lean manufacturing. Trabalho de Conclusão de Curso: Universidade Regional do Cariri – URCA,
Juazeiro do Norte, 2009.
DIAS, R. L. T. Conceitos de manufatura enxuta aplicados a uma indústria de suprimentos e dispositivos
médicos. Trabalho de Conclusão de Curso: Universidade Federal de Juiz de Fora – UFJF, Juiz de Fora, 2006. < www.ufjf.br/ep/files/2009/06/tcc_jan2007_rafaelalarcher.pdf> Acesso em 20/fevereiro/2010.
FRIGERI, M. Análise sobre o mapeamento do fluxo de valor: uma ferramenta do sistema de produção enxuta.
Centro Paula Souza, Monografia, Taquaritinga, 2008. < http://geein.fclar.unesp.br/producao2/monografia/arquivos/080508Monografia_Final.pdf> Acesso em
12/março/2010.
GOUVINHAS, R. P.; & SANTOS, S. X. dos. Design do produto e sua influência na responsabilidade social
das empresas: uma estratégia competitiva. In Anais...XXVI Encontro Nacional de Engenharia de Produção –
XXVI ENEGEP. Abepro, Fortaleza, 2006.
INTERLEGIS, 2010. Disponível em http://www.interlegis.gov.br/cidadania/20020225123916/projeto-pintando-
a-liberdade/?searchterm=penal>. Acesso em 10/março, 2010.
LEAN Institute Brasil. Disponível em< http://www.lean.org.br/>. Acesso em 02/março, 2010.
http://www.interlegis.gov.br/cidadania/20020225123916/projeto-pintando-a-liberdade/?searchterm=penal

14
SHIKIDA, P. F. A.; BROGLIATTO, S. R. M. O trabalho atrás das grades: um estudo de caso na
penitenciária Estadual de Foz do Iguaçu – PEF (PR). Revista Brasileira de Gestão e Desenvolvimento Regional,
G&DR, v. 4, n.1, p-128-154, Taubaté, 2008. <www.rbgdr.net/012008/artigo6.pdf> Acesso em 03/março/2010.
SILVA, E. L. da. & MENEZES, E. M. Metodologia de pesquisa para elaboração de dissertação.
Universidade Federal de Santa Catarina – UFSC, Santa Catarina, 2001. Disponível em < http://projetos.inf.ufsc.br/arquivos/Metodologia%20da%20Pesquisa%203a%20edicao.pdf> Acesso em
02/Maio/2009.
VIEIRA, R. F. A iniciativa privada no contexto social: exercício de cidadania e responsabilidade social. RP em
Revista. Ano 5, n. 22, Salvador, 2007. ISSN: 1809-1687. Disponível em < http://www.rp-
bahia.com.br/revista/a_iniciativa_privada_no_contexto_social4.pdf> Acesso em 12/fevereiro/2010.
WERKEMA, C. Lean Seis Sigma: Introdução às ferramentas do lean manufacturing. Série Seis Sigma, V. 4.
Belo Horizonte/MG: Werkema Editora, 2006.