SEPARADORA DE PULPA-HUESO Y ENSACADORA SEMIAUTOMÁTICA DE SACOS

MANUFACTURA DE IMPLANTES DE HUESO CORTICAL POR TÉCNICA DE MECANIZADO: UNA PROPUESTA
INDUSTRIALIZABLE
Estudiante:
Daniela Andrea Sánchez Noguera
Asesor:
Fabio Arturo Rojas Mora
Dr.Eng.Mec.
Universidad de los Andes Facultad de Ingeniería
Departamento de Ingeniería Mecánica Proyecto de Grado
Enero de 2016 Bogotá, Colombia
Agradecimientos Fabio Rojas, por su constante apoyo, por proponer siempre una solución ante los inconvenientes y su asesoría durante este proyecto.
Julio Hernández, coordinador de los laboratorios del departamento de Ingeniería Mecánica, por su colaboración y disposición ante las solicitudes realizadas a los largo del proyecto.
Andrés Salgado, líder de proyectos del laboratorio de manufactura, quien constantemente propuso soluciones y estuvo atento a los resultados.
Doctor Ralpho Alonso Santamaría, cirujano ortopedista y traumatólogo, por sus asesorías aportando su conocimiento en cirugías de ortopedia y su experiencia laboral.
Luz Dary Castro, actual decana de la facultad de Instrumentación Quirúrgica de la FUCS quien puse a mi disposición distintos residentes en ortopedia el Hospital San José para responder inquietudes del proyecto y recibir nuevas propuestas.
Javier Guerrero, actual residente del programa de cirugía en la Clínica de Occidente en Bogotá, quien me permitió el acceso a cirugías en la que se emplean los tonillos para reparar fracturas.
Tabla de contenido
1. Introducción ..................................................................................................................... 1 1.1. Contexto ............................................................................................................................... 2 1.2. Objetivos .............................................................................................................................. 3
1.2.1. Objetivo General: ......................................................................................................... 3 1.2.2. Objetivos Específicos: ................................................................................................. 3
1.3. Conceptos del proceso de manufactura ................................................................................ 3 1.3.1. Variables independientes ............................................................................................. 3
2. Selección de diseño ......................................................................................................... 5 2.1. Principios de los tornillos..................................................................................................... 5 2.2. Restricciones de diseño ........................................................................................................ 8 2.3. Mercado nacional ................................................................................................................. 8 2.4. Selección de aplicación específica ..................................................................................... 10 2.5. Línea seleccionada con especificaciones ISO .................................................................... 11
2.5.1. Tornillo HA ................................................................................................................ 11 2.5.2. Tornillo HB ................................................................................................................ 13
3. Proceso de manufactura ................................................................................................. 15 3.1. Revisión de materias primas .............................................................................................. 15
3.1.1. Autoinjertos, aloinjertos o xenoinjertos ..................................................................... 15 3.1.2. Proceso de preparación del hueso .............................................................................. 17
3.2. Descripción del proceso de manufactura ........................................................................... 19 3.3. Herramienta de corte .......................................................................................................... 24
3.3.1. Diseño ........................................................................................................................ 24 3.3.2. Afilado ....................................................................................................................... 25
3.4. Ruta de procesos ................................................................................................................ 25 3.5. Costos de producción ......................................................................................................... 26
4. Proceso de certificación ................................................................................................. 27 4.1. Documentos disponibles .................................................................................................... 29
4.1.1. Ítem 1 y 2 ................................................................................................................... 29 4.1.2. Ítem 3 ......................................................................................................................... 29 4.1.3. Ítem 4 ......................................................................................................................... 29 4.1.4. Ítem 5 ......................................................................................................................... 30 4.1.5. Ítem 6 ......................................................................................................................... 32
5. Conclusiones .................................................................................................................. 34
6. Bibliografía .................................................................................................................... 35
7. Anexos ........................................................................................................................... 37
7.1. Ciclo de roscado en torno CNC ......................................................................................... 37 7.2. Productos del mercado nacional ........................................................................................ 38
7.2.1. Innomed S.A. ............................................................................................................. 38 7.2.2. Líneas hospitalarias S.A.S. ........................................................................................ 38 7.2.3. Suplemedicos S.A.S. .................................................................................................. 39 7.2.4. Orthopedics S.A. ........................................................................................................ 40 7.2.5. Bioart S.A.S. .............................................................................................................. 41
7.3. Certificado BPM Buenas Prácticas de Manufactura .......................................................... 43
Índice de imágenes
Imagen 1. Radiografía de paciente con tornillos de titanio para la reconstrucción de hueso. (Kelley, Marchant, 2011) ................................................................................................. 1
Imagen 2. Elementos de un tornillo. (AO Foundation, 2010) ................................................ 6
Imagen 3. Funcionamiento de a) Tornillo de tracción y b) Tornillo de cabeza bloqueante (Ruedi T.P.) ..................................................................................................................... 7
Imagen 4. Orientación preferente de los tornillos de tracción. (Ruedi T.P.) ........................ 10
Imagen 5. Fractura común del calcáneo y reparación con tornillos. (AO Foundation, 2010) ....................................................................................................................................... 11
Imagen 6. Diseño de cabeza y punta para los tornillos HA según la norma ISO 5835. (ISO, 1991) .............................................................................................................................. 12
Imagen 7. Diseño de rosca para los tornillos HA según la norma ISO 5835. (ISO, 1991) .. 12
Imagen 8. Diseño de cabeza y punta para los tornillos HB según la norma ISO 5835. (ISO, 1991) .............................................................................................................................. 13
Imagen 9. Diseño de rosca para los tornillos HB según la norma ISO 5835. ....................... 14
Imagen 10. Hueso después del tratamiento térmico. ............................................................ 17
Imagen 11. Probetas embebidad en masilla poliéster ........................................................... 18
Imagen 12. Fallas en el proceso de embebido. ..................................................................... 19
Imagen 13. Código torno CNC con control FANUC ........................................................... 20
Imagen 14. Resultados de las primeras pruebas de mecanizado en hueso. .......................... 22
Imagen 15. Resultados de los tornillos HB de 4.0 y 6.5mm en aluminio, nylon y hueso. ... 23
Imagen 16. Embebido polimérico para la medicón del perfil de la rosca ............................. 23
Imagen 17. Dibujo de las herramientas de corte para realizar la operación de roscado. ...... 24
Imagen 18. Medición de la herramienta de corte en el microscopio. ................................... 25
Imagen 19. Diagrama de ruta de procesos para la manufactura de los tornillos. ................. 26
Imagen 20. Diseño de cabeza y punta para los tornillos HB según la norma ISO 5835. (ISO, 1991) .............................................................................................................................. 32
Imagen 21. Diseño de rosca para los tornillos HB según la norma ISO 5835. ..................... 32
Imagen 22. Especificación del ciclo de roscado para torno CNC con control FANUC. (Rozo Torres) ................................................................................................................. 37
Imagen 23. Dimensiones para tornillería cortical – esponjoso para pequeños y grandes fragmentos. (Innomed S.A., S.F.) .................................................................................. 38
Imagen 24. Portafolio de tornillos canulados de Líneas hospitalarias. (Líneas Hospitalarias S.A.S., S.F.) ................................................................................................................... 39
Imagen 25. Tornillo para cirugía de A) Manguito rotador B) Rodilla C) Ligamento cruzado (Suplemedicos S.A.S.) ................................................................................................... 39
Imagen 26. Dimensiones para tornillos de cirugía de rodilla (Suplemedicos S.A.S.) .......... 39
Imagen 27. Dimensiones para tornillos de cirugía de rodilla. (Suplemedicos S.A.S.) ......... 40
Imagen 28. Tornillos corticales en acero inoxidable austenítico (Orthopedics S.A., S.F.) .. 40
Imagen 29. Tornillos de interferencia. (Orthopedics S.A., S.F.) .......................................... 41
Imagen 30. Tornillos de interferencia en acero inoxidable austenítico. (Orthopedics S.A., S.F.) ............................................................................................................................... 41
Imagen 31. Implantes para cirugías de hombro y/o cadera. (Bioart S.A.S., S.F.) ................ 41
Imagen 32. Implantes para cirugías de hombro y/o cadera. (Bioart S.A.S., S.F.) ................ 42
Imagen 33. Tornillos para pequeños y grandes fragmentos. (Bioart S.A.S., S.F.) ............... 42
Índice de tablas
Tabla 1. Nomenclatura de tornillos según su función o mecanismo ...................................... 6
Tabla 2. Dimensiones de diámetro exterior de rosca más comunes ....................................... 7
Tabla 3. Resumen del mercado nacional de osteosíntesis. ..................................................... 8
Tabla 4. Dimensiones de cabeza y punta para los tornillos HA. (ISO, 1991) ...................... 12
Tabla 5.Dimensiones de rosca para los tornillos HA. (ISO, 1991) ....................................... 13
Tabla 6. Dimensiones de cabeza y punta para los tornillos HB. (ISO, 1991) ...................... 13
Tabla 7. Dimensiones de rosca para los tornillos HB. .......................................................... 14
Tabla 8. Dimensiones de longitud de los tornillos ................................................................ 14
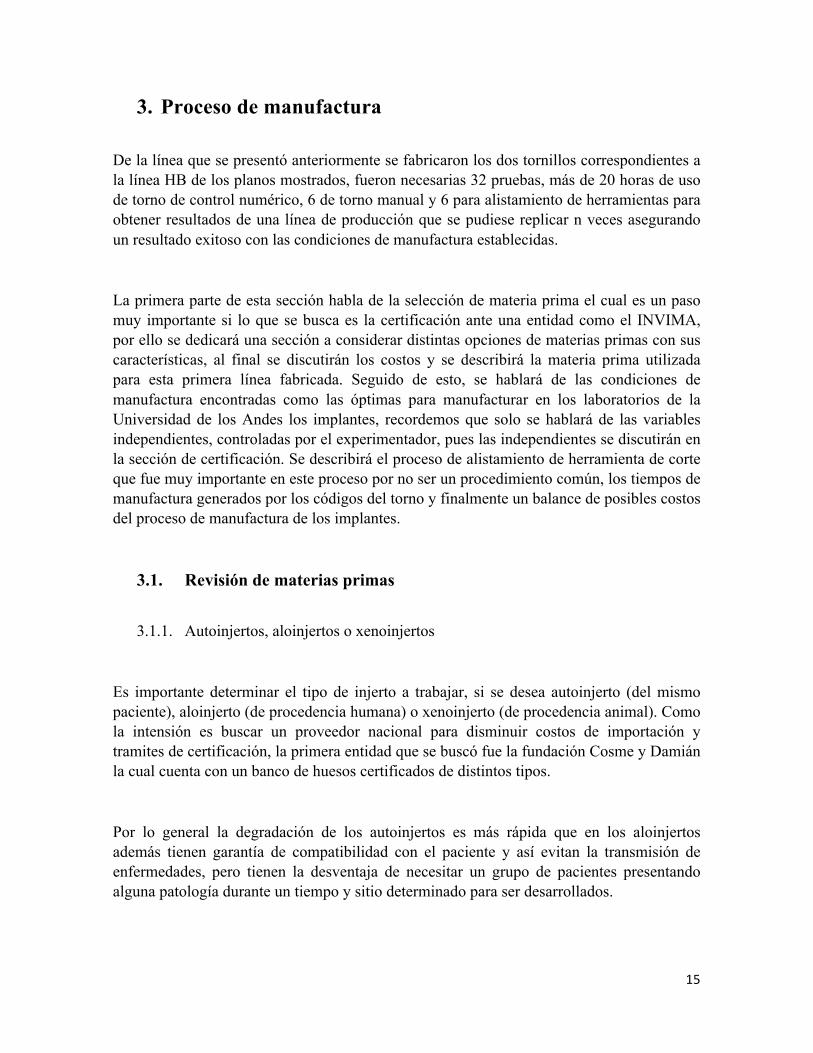
Tabla 9. Cuadro comparativo de los diferentes injertos óseos .............................................. 16
Tabla 10. Valores de las variables independientes del proceso de manufactura .................. 19
Tabla 11. Secuencia de operaciones en torno CNC .............................................................. 20
Tabla 12. Costos del proceso de producción ........................................................................ 26
Tabla 13. Documentos mínimos necesarios para el proceso de certificación ....................... 27
Tabla 14. Dimensiones de longitud de los tornillos. ............................................................. 31
1
1. Introducción
En las cirugías ortopédicas se utilizan gran variedad de implantes para la reconstrucción del sistema óseo humano. En cada área se requieren de diferentes propiedades mecánicas mientras los principios permanecen constantes del esqueleto apendicular (extremidades) y también aplican para el esqueleto axial (columna). El objetivo principal de la intervención quirúrgica lograr la funcionalidad de las extremidades sin dolor.
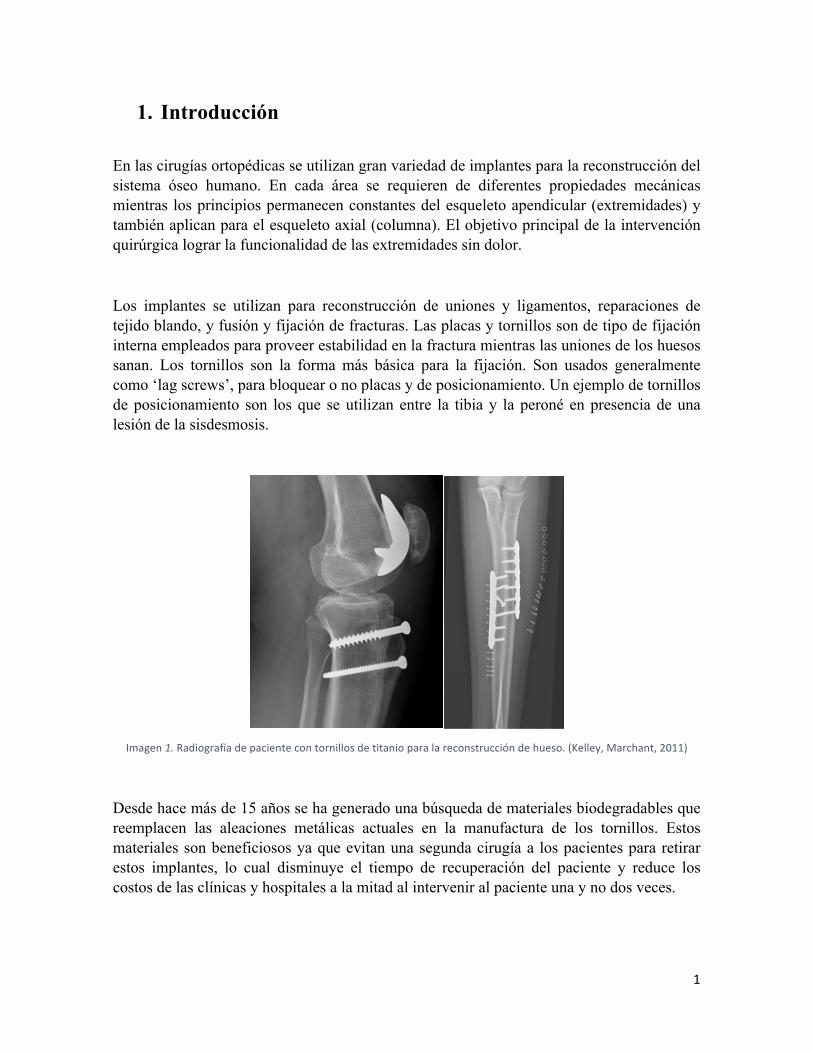
Los implantes se utilizan para reconstrucción de uniones y ligamentos, reparaciones de tejido blando, y fusión y fijación de fracturas. Las placas y tornillos son de tipo de fijación interna empleados para proveer estabilidad en la fractura mientras las uniones de los huesos sanan. Los tornillos son la forma más básica para la fijación. Son usados generalmente como ‘lag screws’, para bloquear o no placas y de posicionamiento. Un ejemplo de tornillos de posicionamiento son los que se utilizan entre la tibia y la peroné en presencia de una lesión de la sisdesmosis.
Imagen1.Radiografíadepacientecontornillosdetitanioparalareconstruccióndehueso.(Kelley,Marchant,2011)
Desde hace más de 15 años se ha generado una búsqueda de materiales biodegradables que reemplacen las aleaciones metálicas actuales en la manufactura de los tornillos. Estos materiales son beneficiosos ya que evitan una segunda cirugía a los pacientes para retirar estos implantes, lo cual disminuye el tiempo de recuperación del paciente y reduce los costos de las clínicas y hospitales a la mitad al intervenir al paciente una y no dos veces.
2
Se ha caracterizado el hueso cortical preservado en congelación y se ha comprobado que este se puede ser maquinado en un torno de control numérico para conseguir la geometría de los tornillos deseada. El éxito del tornillo depende de su agarre lo cual está relacionado con el material al cual se hará la unión, en este caso el hueso. Algunas compilaciones de su caracterización se deben a que las propiedades del hueso humano varían entre pacientes e incluso es diferente en distintas partes del hueso de un mismo paciente. (Mateus, Rojas, Molina, & Navas, 1996)
En esta etapa de la investigación se busca obtener un producto final que pueda ser comercializable a partir de los estudios que se han realizado hasta ahora, lo anterior implica desarrollar un sistema de manufactura capaz de fabricar estos elementos cumpliendo todas las normas técnicas, en grandes cantidades, en poco tiempo y a un bajo costo.
1.1. Contexto
Los trabajos más recientes desarrollados en la Universidad de los Andes sobre la manufactura de los tornillos de hueso cortical son del año 2003, de los estudiantes de pregrado Diego Angarita Jaimes, Jorge Gonzalo Baca y Diana Ortega Pardo, todos con la asesoría del profesor Fabio Rojas. Se describirá brevemente el trabajo de los 3 estudiantes con el fin de enfocar el trabajo futuro a partir de esta información y no retroceder en la investigación ni repetir ningún aspecto.
Ortega realizó un primer acercamiento a la automatización de la producción de los tornillos utilizando el torno didáctico EMCO COMPACT 5 CNC, sus resultados muestran que esta máquina tiene restricciones que no permiten realizar todas las geometrías deseadas como el tipo de roscado con el acabado deseado. Entre sus resultados se encuentran 28 códigos generadores de tornillos para el torno utilizado. (Ortega, 2003)
Baca realizó un diseño conceptual de una maquina acondicionadora de fragmentos de hueso para mecanizarlos posteriormente. Su trabajo incluye las especificaciones de manufactura, los planos de ensamble, planos de taller y las especificaciones de los elementos mecánicos. Finalizando su trabajo se realizó un análisis de costos estimado para su fabricación de 20 000 USD. (Baca, 2003)
Angarita realizó el trabajo más reciente en el 2004. Se acercó a profesionales en el área de la ortopedia para evaluar la opción de experimentar con estos implantes, contactó a la clínica veterinaria de pequeñas especies de la Universidad de la Salle quienes mostraron su
3
interés en probar los tornillos HA 3.5 en animales. Además dejó un montaje de un sistema web que contiene la metodología del sistema de manufactura. (Angarita Jaimes, 2004)
1.2. Objetivos
1.2.1. Objetivo General:
Desarrollar una propuesta industrializable para la manufactura de implantes óseos a partir de hueso cortical.
1.2.2. Objetivos Específicos:
Línea comercial: Seleccionar una lista de los implantes más comúnmente usados en las cirugías. Especificarlos y comparar sus dimensiones con los implantes previamente manufacturados.
Producción y prototipado: Elaborar un estudio de fabricación de la línea comercial previamente seleccionada, definiendo la materia prima, tiempos de manufactura, capital de trabajo, máquinas, equipos, descripción de la planta y personal de trabajo.
Certificación: Elaborar la documentación tentativa a presentar ante el INVIMA la certificación de los implantes como un producto comercializable.
Divulgación del proyecto: Como parte de la posible industrialización del producto se buscará la divulgación del proyecto. Puede ser una publicación en una revista, búsqueda de un patrocinador ángel o presentación en un seminario o congreso.
1.3. Conceptos del proceso de manufactura
Con base en el trabajo doctoral de Fabio Rojas, Fabricación de implantes ortopédicos a partir del uso de hueso humano, se enumeran a continuación las variables a tener en cuenta para el proceso de mecanizado de los tornillos. En su documentación se encuentra información como la geometría de las herramientas de corte, velocidad de mecanizado, avances y profundidad de corte, se partirá de estos datos para las primeras pruebas de mecanizado hasta llegar a una ruta de procesos definida. Se incluye información de la materia prima, equipo de mecanizado, herramientas y condiciones de corte, cabe mencionar que a continuación se enlistan en su totalidad las variables aunque algunas de estas puedan ser descartadas más adelante y se tendrán en cuenta solo las variables independientes.
1.3.1. Variables independientes
4
Se denominan variables independientes las que pueden ser controladas por el experimentador.
• Hueso: o Origen: Si es animal o humano o Procedencia: Banco de huesos, proveedor comercial, etc. o Tipo de hueso: cortical o esponjoso o Sección del hueso: Parte del hueso
• Preservación ósea: o Secado, liofilización
• Orientación de las fibras: o En dirección de mecanizado o transversal
• Proceso de mecanizado: o Torneado, fresado
• Herramienta de corte: o Geometría: ángulos, radios o Material: Acero, tungsteno
• Fluido de corte: o Agua, aceite, ninguno
• Condiciones de corte: o Ángulos de corte o Velocidad de corte o Profundidad de corte o Avance o Tipo de máquina: CNC, convencional
• Fijación de la pieza: o Agarrar por tres puntos, punto al extremo
• Instrumentos de medición: o Grado de automatización y adquisición de los datos de medición, precisión
de los instrumentos y órdenes de magnitud esperados.
5
2. Selección de diseño
En esta sección se presentarán los diseños de los tornillos seleccionados a través de la investigación, se busca que además de ser los que indican la literatura, estén aceptados por organizaciones de la salud y que sea posible su comercialización. Para lo anterior se hablará de la AO Foundation y sus productos de osteosíntesis como organización fundamental para este desarrollo, después se mostrarán los resultados de la búsqueda del mercado nacional como las cirugías más comunes y los proveedores más influyentes y las características de los productos ofrecen, finalmente se seleccionó una aplicación determinada con su respectiva cirugía y se estableció la línea completa de los implantes. (AO Foundation, 2010)
2.1. Principios de los tornillos
AO Foundation es una organización dirigida por un grupo internacional de cirujanos especializados en el tratamiento de traumas y trastornos del sistema musco esquelético, fundada en 1958 en Suiza, al día de hoy cuenta con más de 16.000 cirujanos asociados en más de 100 países. Esta fundación se encarga de capacitar a los médicos especialistas en traumatología, ortopedia, columna, ortodoncia, cirugía plástica, otorrinolaringología, cirugía de cabeza y cuello, neurocirugía y cirugía general, por lo tanto diseñan, investigan, fabrican y comercializan los distintos implantes óseos entre muchas otras herramientas de trabajo para las cirugías de estas especialidades. Por lo anterior es muy importante tener información de esta organización para lograr un producto que cumpla sus estándares. Así mismo la fundación dispone de mucha información en línea sobre los dispositivos y cirugías, la información de esta sección se basa en sus cursos educativos disponibles en línea, así como los procedimientos y herramientas para cada cirugía.
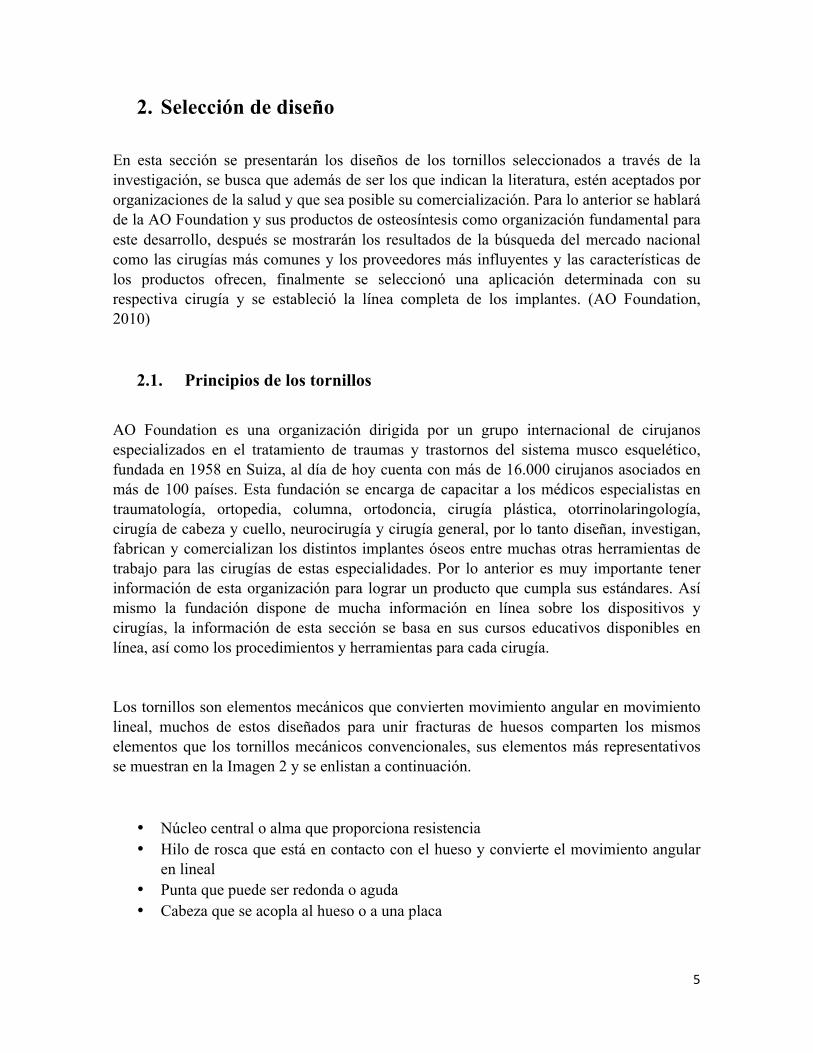
Los tornillos son elementos mecánicos que convierten movimiento angular en movimiento lineal, muchos de estos diseñados para unir fracturas de huesos comparten los mismos elementos que los tornillos mecánicos convencionales, sus elementos más representativos se muestran en la Imagen 2 y se enlistan a continuación.
• Núcleo central o alma que proporciona resistencia • Hilo de rosca que está en contacto con el hueso y convierte el movimiento angular
en lineal • Punta que puede ser redonda o aguda • Cabeza que se acopla al hueso o a una placa
6
Cabeza
Vástago
Rosca
Alma
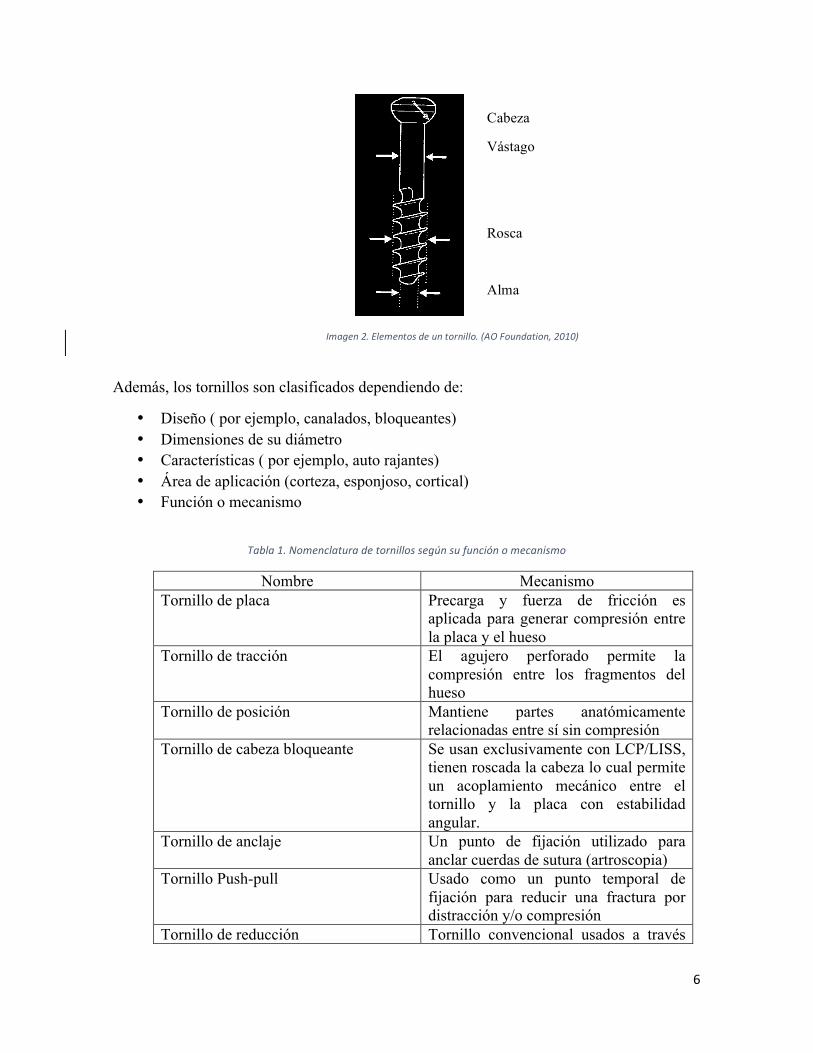
Además, los tornillos son clasificados dependiendo de:
• Diseño ( por ejemplo, canalados, bloqueantes) • Dimensiones de su diámetro • Características ( por ejemplo, auto rajantes) • Área de aplicación (corteza, esponjoso, cortical) • Función o mecanismo
Tabla1.Nomenclaturadetornillossegúnsufunciónomecanismo
Nombre Mecanismo Tornillo de placa Precarga y fuerza de fricción es
aplicada para generar compresión entre la placa y el hueso
Tornillo de tracción El agujero perforado permite la compresión entre los fragmentos del hueso
Tornillo de posición Mantiene partes anatómicamente relacionadas entre sí sin compresión
Tornillo de cabeza bloqueante Se usan exclusivamente con LCP/LISS, tienen roscada la cabeza lo cual permite un acoplamiento mecánico entre el tornillo y la placa con estabilidad angular.
Tornillo de anclaje Un punto de fijación utilizado para anclar cuerdas de sutura (artroscopia)
Tornillo Push-pull Usado como un punto temporal de fijación para reducir una fractura por distracción y/o compresión
Tornillo de reducción Tornillo convencional usados a través
Imagen2.Elementosdeuntornillo.(AOFoundation,2010)
7
de una placa para mover fragmentos de una fractura hacia la placa; el tornillo puede ser removido o sustituido una vez se obtiene la alineación deseada
Tornillo Poller Tornillo utilizado como punto de apoyo para redirigir un clavo intramedular
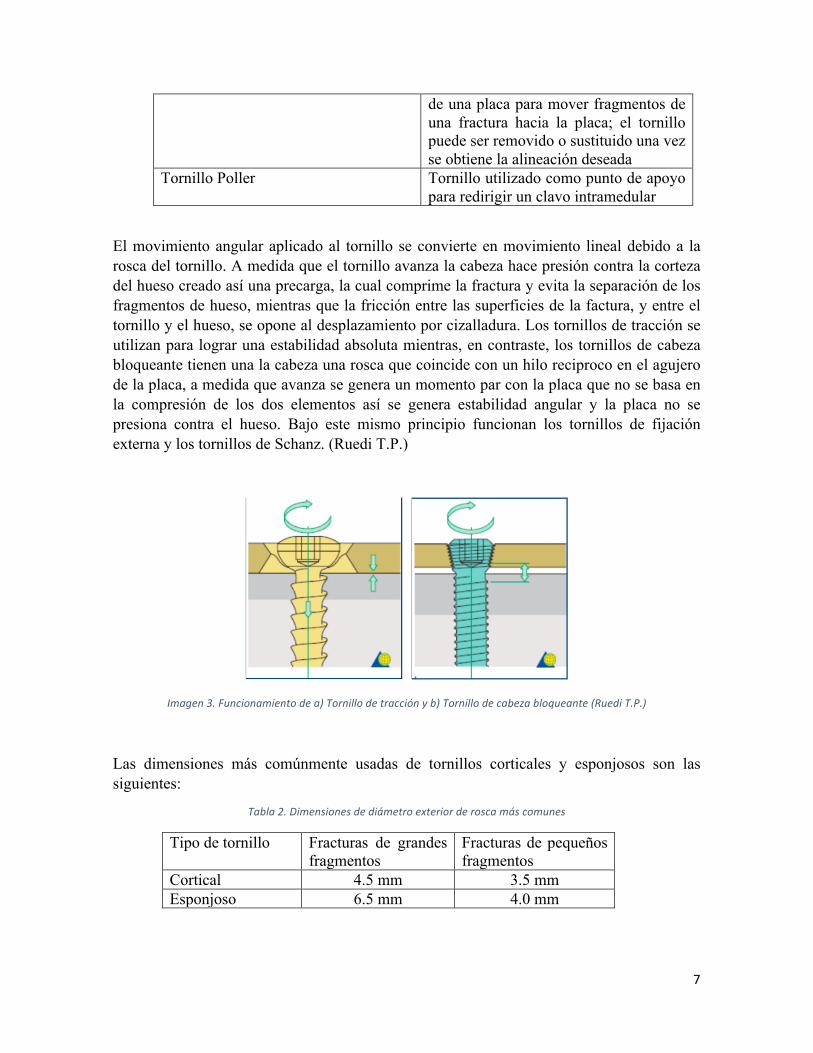
El movimiento angular aplicado al tornillo se convierte en movimiento lineal debido a la rosca del tornillo. A medida que el tornillo avanza la cabeza hace presión contra la corteza del hueso creado así una precarga, la cual comprime la fractura y evita la separación de los fragmentos de hueso, mientras que la fricción entre las superficies de la factura, y entre el tornillo y el hueso, se opone al desplazamiento por cizalladura. Los tornillos de tracción se utilizan para lograr una estabilidad absoluta mientras, en contraste, los tornillos de cabeza bloqueante tienen una la cabeza una rosca que coincide con un hilo reciproco en el agujero de la placa, a medida que avanza se genera un momento par con la placa que no se basa en la compresión de los dos elementos así se genera estabilidad angular y la placa no se presiona contra el hueso. Bajo este mismo principio funcionan los tornillos de fijación externa y los tornillos de Schanz. (Ruedi T.P.)
Imagen3.Funcionamientodea)Tornillodetracciónyb)Tornillodecabezabloqueante(RuediT.P.)
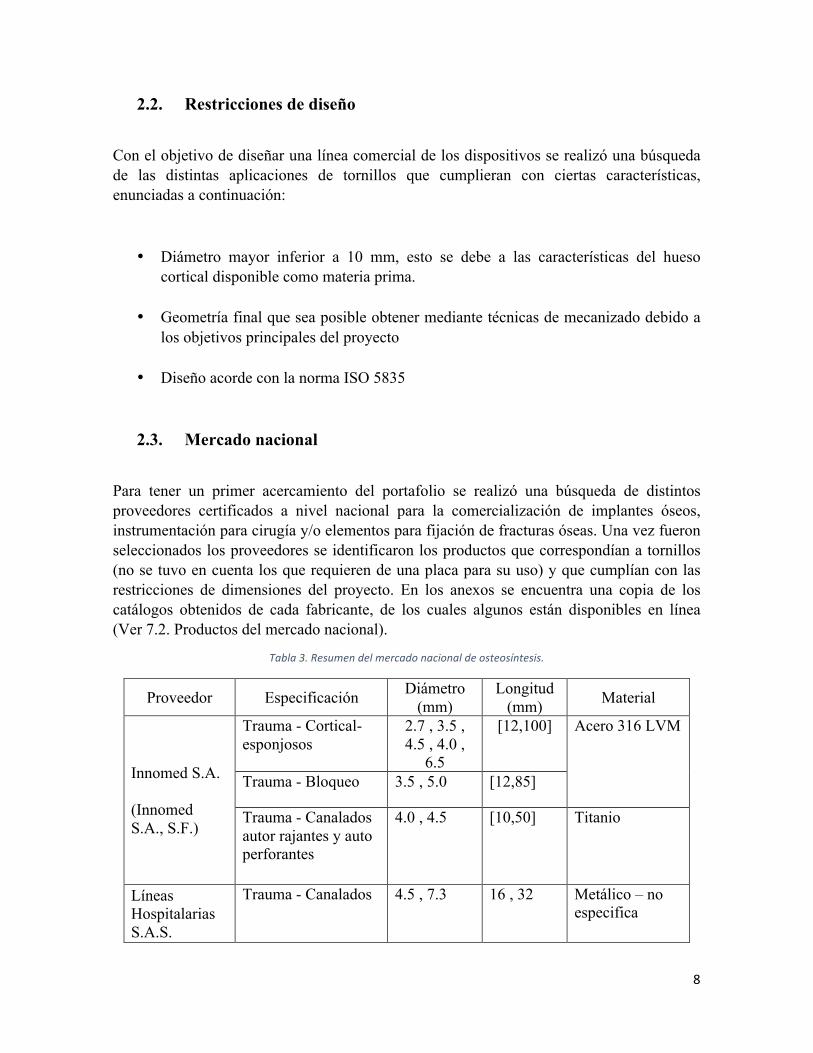
Las dimensiones más comúnmente usadas de tornillos corticales y esponjosos son las siguientes:
Tabla2.Dimensionesdediámetroexteriorderoscamáscomunes
Tipo de tornillo Fracturas de grandes fragmentos
Fracturas de pequeños fragmentos
Cortical 4.5 mm 3.5 mm Esponjoso 6.5 mm 4.0 mm
8
2.2. Restricciones de diseño
Con el objetivo de diseñar una línea comercial de los dispositivos se realizó una búsqueda de las distintas aplicaciones de tornillos que cumplieran con ciertas características, enunciadas a continuación:
• Diámetro mayor inferior a 10 mm, esto se debe a las características del hueso cortical disponible como materia prima.
• Geometría final que sea posible obtener mediante técnicas de mecanizado debido a los objetivos principales del proyecto
• Diseño acorde con la norma ISO 5835
2.3. Mercado nacional
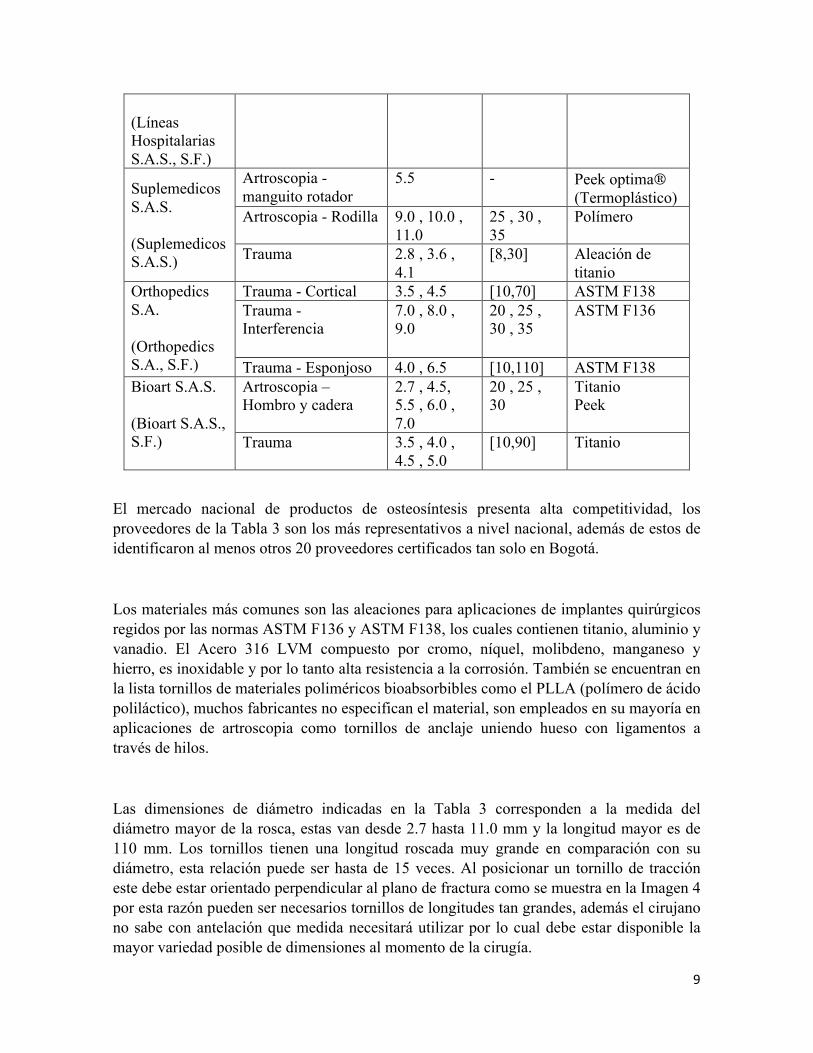
Para tener un primer acercamiento del portafolio se realizó una búsqueda de distintos proveedores certificados a nivel nacional para la comercialización de implantes óseos, instrumentación para cirugía y/o elementos para fijación de fracturas óseas. Una vez fueron seleccionados los proveedores se identificaron los productos que correspondían a tornillos (no se tuvo en cuenta los que requieren de una placa para su uso) y que cumplían con las restricciones de dimensiones del proyecto. En los anexos se encuentra una copia de los catálogos obtenidos de cada fabricante, de los cuales algunos están disponibles en línea (Ver 7.2. Productos del mercado nacional).
Tabla3.Resumendelmercadonacionaldeosteosíntesis.
Proveedor Especificación Diámetro (mm)
Longitud (mm) Material
Innomed S.A. (Innomed S.A., S.F.)
Trauma - Cortical-esponjosos
2.7 , 3.5 , 4.5 , 4.0 ,
6.5
[12,100] Acero 316 LVM
Trauma - Bloqueo 3.5 , 5.0 [12,85]
Trauma - Canalados autor rajantes y auto perforantes
4.0 , 4.5 [10,50] Titanio
Líneas Hospitalarias S.A.S.
Trauma - Canalados 4.5 , 7.3 16 , 32 Metálico – no especifica
9
(Líneas Hospitalarias S.A.S., S.F.)
Suplemedicos S.A.S. (Suplemedicos S.A.S.)
Artroscopia - manguito rotador
5.5 - Peek optima® (Termoplástico)
Artroscopia - Rodilla 9.0 , 10.0 , 11.0
25 , 30 , 35
Polímero
Trauma 2.8 , 3.6 , 4.1
[8,30] Aleación de titanio
Orthopedics S.A. (Orthopedics S.A., S.F.)
Trauma - Cortical 3.5 , 4.5 [10,70] ASTM F138 Trauma - Interferencia
7.0 , 8.0 , 9.0
20 , 25 , 30 , 35
ASTM F136
Trauma - Esponjoso 4.0 , 6.5 [10,110] ASTM F138 Bioart S.A.S. (Bioart S.A.S., S.F.)
Artroscopia – Hombro y cadera
2.7 , 4.5, 5.5 , 6.0 , 7.0
20 , 25 , 30
Titanio Peek
Trauma 3.5 , 4.0 , 4.5 , 5.0
[10,90] Titanio
El mercado nacional de productos de osteosíntesis presenta alta competitividad, los proveedores de la Tabla 3 son los más representativos a nivel nacional, además de estos de identificaron al menos otros 20 proveedores certificados tan solo en Bogotá.
Los materiales más comunes son las aleaciones para aplicaciones de implantes quirúrgicos regidos por las normas ASTM F136 y ASTM F138, los cuales contienen titanio, aluminio y vanadio. El Acero 316 LVM compuesto por cromo, níquel, molibdeno, manganeso y hierro, es inoxidable y por lo tanto alta resistencia a la corrosión. También se encuentran en la lista tornillos de materiales poliméricos bioabsorbibles como el PLLA (polímero de ácido poliláctico), muchos fabricantes no especifican el material, son empleados en su mayoría en aplicaciones de artroscopia como tornillos de anclaje uniendo hueso con ligamentos a través de hilos.
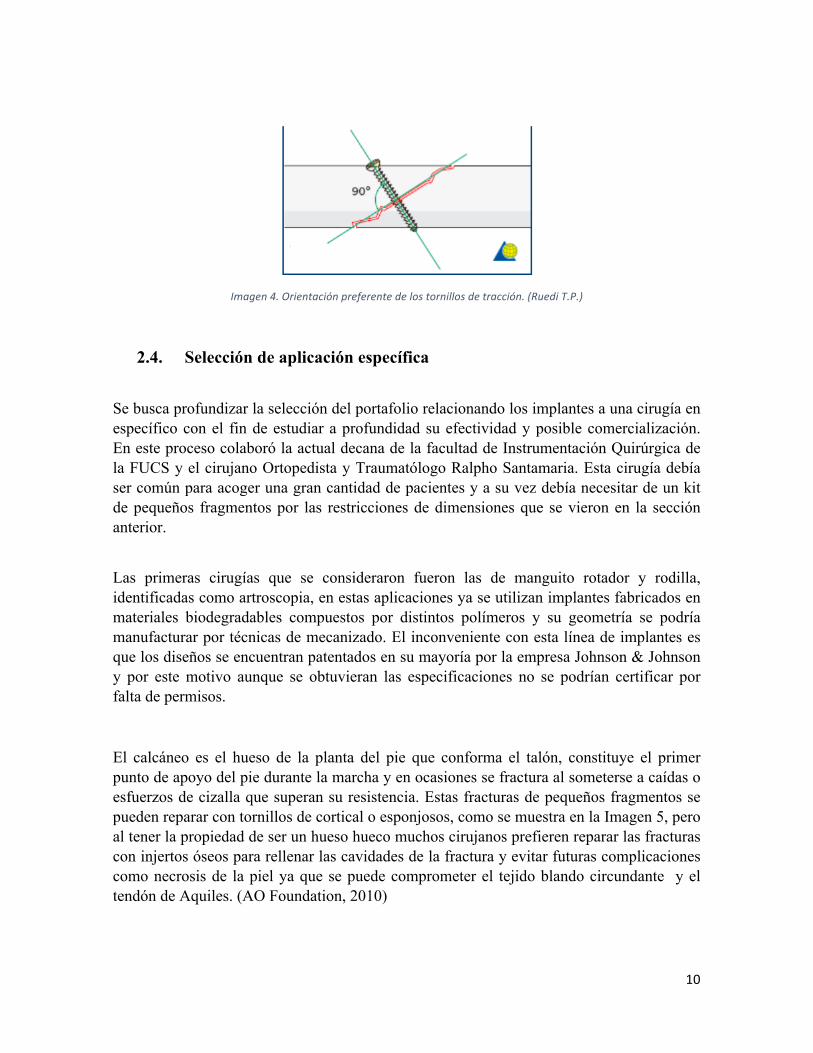
Las dimensiones de diámetro indicadas en la Tabla 3 corresponden a la medida del diámetro mayor de la rosca, estas van desde 2.7 hasta 11.0 mm y la longitud mayor es de 110 mm. Los tornillos tienen una longitud roscada muy grande en comparación con su diámetro, esta relación puede ser hasta de 15 veces. Al posicionar un tornillo de tracción este debe estar orientado perpendicular al plano de fractura como se muestra en la Imagen 4 por esta razón pueden ser necesarios tornillos de longitudes tan grandes, además el cirujano no sabe con antelación que medida necesitará utilizar por lo cual debe estar disponible la mayor variedad posible de dimensiones al momento de la cirugía.
10
Imagen4.Orientaciónpreferentedelostornillosdetracción.(RuediT.P.)
2.4. Selección de aplicación específica
Se busca profundizar la selección del portafolio relacionando los implantes a una cirugía en específico con el fin de estudiar a profundidad su efectividad y posible comercialización. En este proceso colaboró la actual decana de la facultad de Instrumentación Quirúrgica de la FUCS y el cirujano Ortopedista y Traumatólogo Ralpho Santamaria. Esta cirugía debía ser común para acoger una gran cantidad de pacientes y a su vez debía necesitar de un kit de pequeños fragmentos por las restricciones de dimensiones que se vieron en la sección anterior.
Las primeras cirugías que se consideraron fueron las de manguito rotador y rodilla, identificadas como artroscopia, en estas aplicaciones ya se utilizan implantes fabricados en materiales biodegradables compuestos por distintos polímeros y su geometría se podría manufacturar por técnicas de mecanizado. El inconveniente con esta línea de implantes es que los diseños se encuentran patentados en su mayoría por la empresa Johnson & Johnson y por este motivo aunque se obtuvieran las especificaciones no se podrían certificar por falta de permisos.
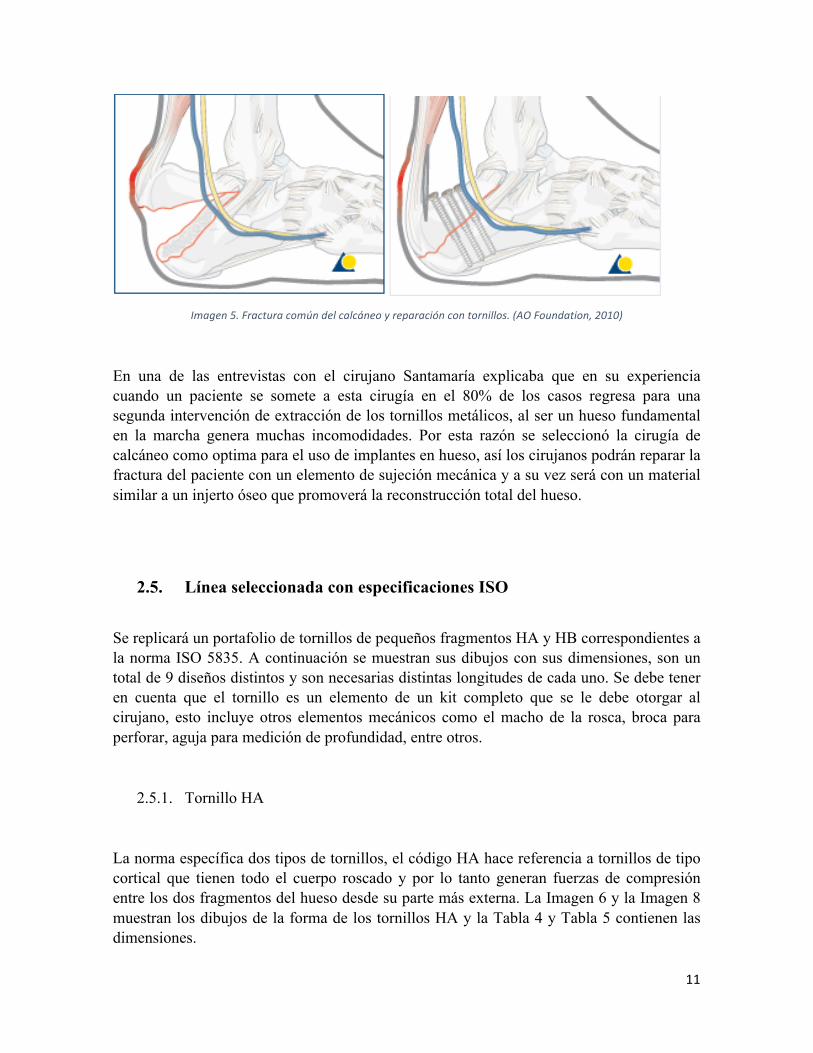
El calcáneo es el hueso de la planta del pie que conforma el talón, constituye el primer punto de apoyo del pie durante la marcha y en ocasiones se fractura al someterse a caídas o esfuerzos de cizalla que superan su resistencia. Estas fracturas de pequeños fragmentos se pueden reparar con tornillos de cortical o esponjosos, como se muestra en la Imagen 5, pero al tener la propiedad de ser un hueso hueco muchos cirujanos prefieren reparar las fracturas con injertos óseos para rellenar las cavidades de la fractura y evitar futuras complicaciones como necrosis de la piel ya que se puede comprometer el tejido blando circundante y el tendón de Aquiles. (AO Foundation, 2010)
11
Imagen5.Fracturacomúndelcalcáneoyreparacióncontornillos.(AOFoundation,2010)
En una de las entrevistas con el cirujano Santamaría explicaba que en su experiencia cuando un paciente se somete a esta cirugía en el 80% de los casos regresa para una segunda intervención de extracción de los tornillos metálicos, al ser un hueso fundamental en la marcha genera muchas incomodidades. Por esta razón se seleccionó la cirugía de calcáneo como optima para el uso de implantes en hueso, así los cirujanos podrán reparar la fractura del paciente con un elemento de sujeción mecánica y a su vez será con un material similar a un injerto óseo que promoverá la reconstrucción total del hueso.
2.5. Línea seleccionada con especificaciones ISO
Se replicará un portafolio de tornillos de pequeños fragmentos HA y HB correspondientes a la norma ISO 5835. A continuación se muestran sus dibujos con sus dimensiones, son un total de 9 diseños distintos y son necesarias distintas longitudes de cada uno. Se debe tener en cuenta que el tornillo es un elemento de un kit completo que se le debe otorgar al cirujano, esto incluye otros elementos mecánicos como el macho de la rosca, broca para perforar, aguja para medición de profundidad, entre otros.
2.5.1. Tornillo HA
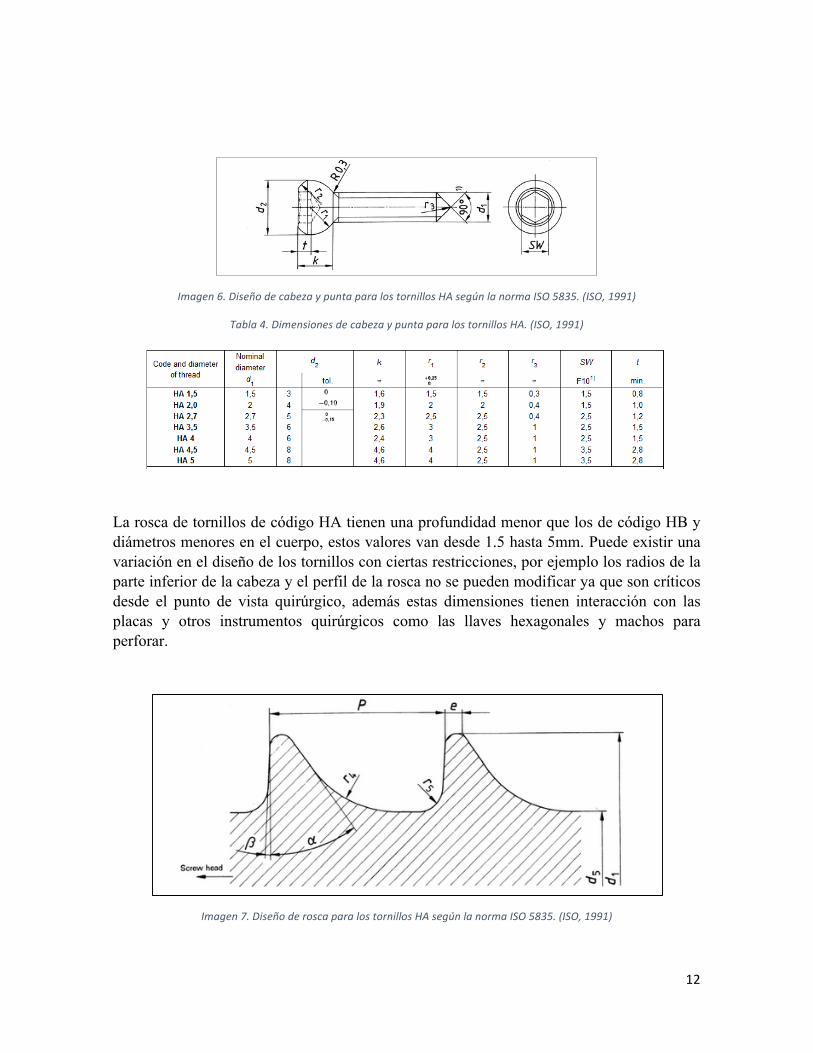
La norma específica dos tipos de tornillos, el código HA hace referencia a tornillos de tipo cortical que tienen todo el cuerpo roscado y por lo tanto generan fuerzas de compresión entre los dos fragmentos del hueso desde su parte más externa. La Imagen 6 y la Imagen 8 muestran los dibujos de la forma de los tornillos HA y la Tabla 4 y Tabla 5 contienen las dimensiones.
12
Imagen6.DiseñodecabezaypuntaparalostornillosHAsegúnlanormaISO5835.(ISO,1991)
Tabla4.DimensionesdecabezaypuntaparalostornillosHA.(ISO,1991)
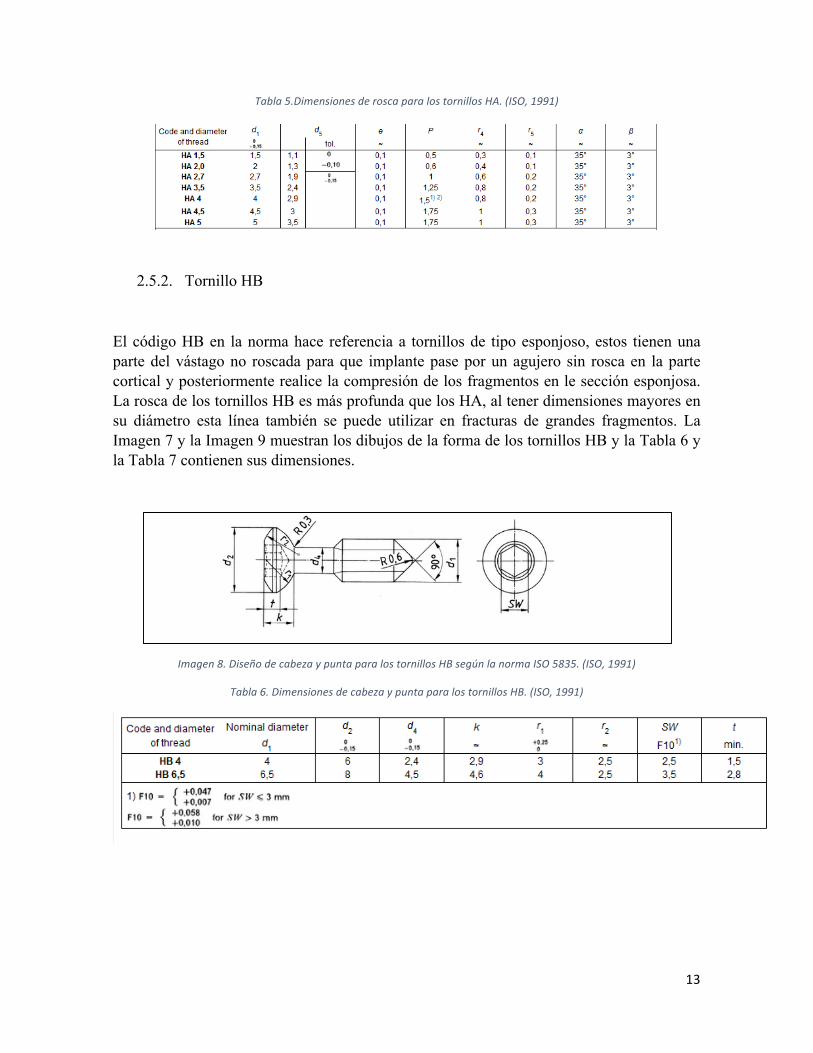
La rosca de tornillos de código HA tienen una profundidad menor que los de código HB y diámetros menores en el cuerpo, estos valores van desde 1.5 hasta 5mm. Puede existir una variación en el diseño de los tornillos con ciertas restricciones, por ejemplo los radios de la parte inferior de la cabeza y el perfil de la rosca no se pueden modificar ya que son críticos desde el punto de vista quirúrgico, además estas dimensiones tienen interacción con las placas y otros instrumentos quirúrgicos como las llaves hexagonales y machos para perforar.
Imagen7.DiseñoderoscaparalostornillosHAsegúnlanormaISO5835.(ISO,1991)
13
Tabla5.DimensionesderoscaparalostornillosHA.(ISO,1991)
2.5.2. Tornillo HB
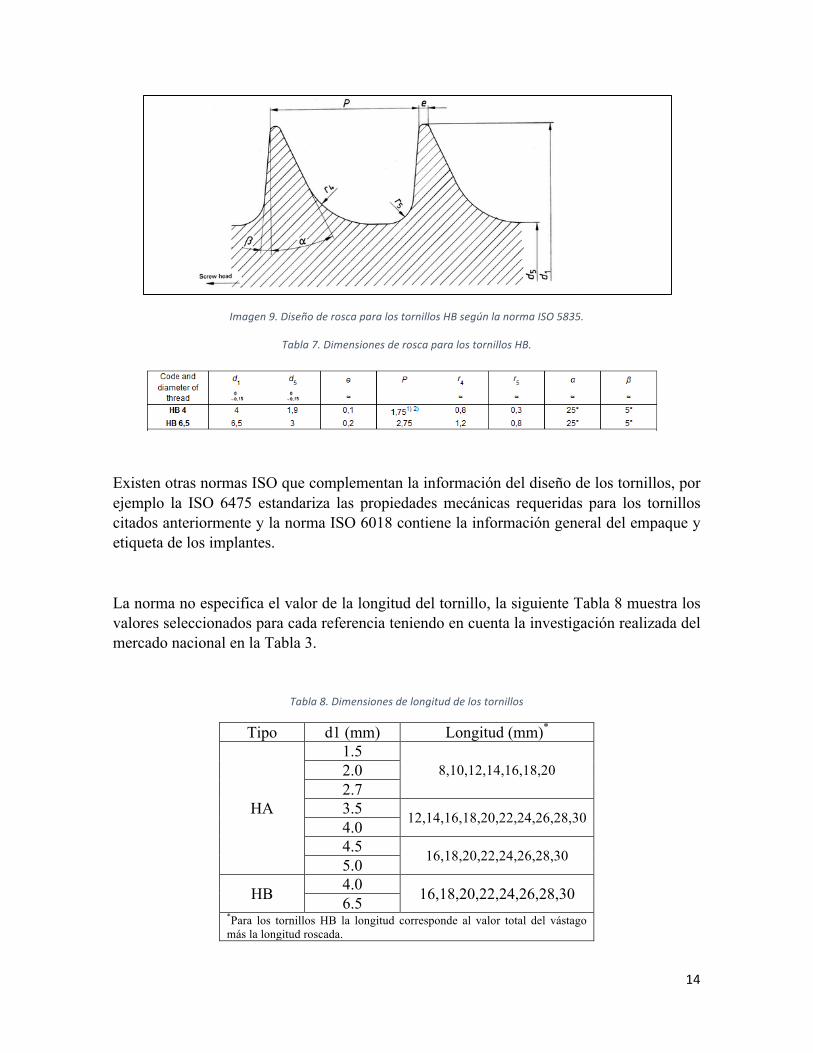
El código HB en la norma hace referencia a tornillos de tipo esponjoso, estos tienen una parte del vástago no roscada para que implante pase por un agujero sin rosca en la parte cortical y posteriormente realice la compresión de los fragmentos en le sección esponjosa. La rosca de los tornillos HB es más profunda que los HA, al tener dimensiones mayores en su diámetro esta línea también se puede utilizar en fracturas de grandes fragmentos. La Imagen 7 y la Imagen 9 muestran los dibujos de la forma de los tornillos HB y la Tabla 6 y la Tabla 7 contienen sus dimensiones.
Imagen8.DiseñodecabezaypuntaparalostornillosHBsegúnlanormaISO5835.(ISO,1991)
Tabla6.DimensionesdecabezaypuntaparalostornillosHB.(ISO,1991)
14
Imagen9.DiseñoderoscaparalostornillosHBsegúnlanormaISO5835.
Tabla7.DimensionesderoscaparalostornillosHB.
Existen otras normas ISO que complementan la información del diseño de los tornillos, por ejemplo la ISO 6475 estandariza las propiedades mecánicas requeridas para los tornillos citados anteriormente y la norma ISO 6018 contiene la información general del empaque y etiqueta de los implantes.
La norma no especifica el valor de la longitud del tornillo, la siguiente Tabla 8 muestra los valores seleccionados para cada referencia teniendo en cuenta la investigación realizada del mercado nacional en la Tabla 3.
Tabla8.Dimensionesdelongituddelostornillos
Tipo d1 (mm) Longitud (mm)*
HA
1.5 8,10,12,14,16,18,20 2.0
2.7 3.5 12,14,16,18,20,22,24,26,28,30 4.0 4.5 16,18,20,22,24,26,28,30 5.0
HB 4.0 16,18,20,22,24,26,28,30 6.5 *Para los tornillos HB la longitud corresponde al valor total del vástago más la longitud roscada.
15
3. Proceso de manufactura
De la línea que se presentó anteriormente se fabricaron los dos tornillos correspondientes a la línea HB de los planos mostrados, fueron necesarias 32 pruebas, más de 20 horas de uso de torno de control numérico, 6 de torno manual y 6 para alistamiento de herramientas para obtener resultados de una línea de producción que se pudiese replicar n veces asegurando un resultado exitoso con las condiciones de manufactura establecidas.
La primera parte de esta sección habla de la selección de materia prima el cual es un paso muy importante si lo que se busca es la certificación ante una entidad como el INVIMA, por ello se dedicará una sección a considerar distintas opciones de materias primas con sus características, al final se discutirán los costos y se describirá la materia prima utilizada para esta primera línea fabricada. Seguido de esto, se hablará de las condiciones de manufactura encontradas como las óptimas para manufacturar en los laboratorios de la Universidad de los Andes los implantes, recordemos que solo se hablará de las variables independientes, controladas por el experimentador, pues las independientes se discutirán en la sección de certificación. Se describirá el proceso de alistamiento de herramienta de corte que fue muy importante en este proceso por no ser un procedimiento común, los tiempos de manufactura generados por los códigos del torno y finalmente un balance de posibles costos del proceso de manufactura de los implantes.
3.1. Revisión de materias primas
3.1.1. Autoinjertos, aloinjertos o xenoinjertos
Es importante determinar el tipo de injerto a trabajar, si se desea autoinjerto (del mismo paciente), aloinjerto (de procedencia humana) o xenoinjerto (de procedencia animal). Como la intensión es buscar un proveedor nacional para disminuir costos de importación y tramites de certificación, la primera entidad que se buscó fue la fundación Cosme y Damián la cual cuenta con un banco de huesos certificados de distintos tipos.
Por lo general la degradación de los autoinjertos es más rápida que en los aloinjertos además tienen garantía de compatibilidad con el paciente y así evitan la transmisión de enfermedades, pero tienen la desventaja de necesitar un grupo de pacientes presentando alguna patología durante un tiempo y sitio determinado para ser desarrollados.
16
Para evitar periodos prolongados de interacción entre el huésped y el aloinjerto, que se ven afectados por factores como la porosidad, hasta la incorporación definitiva se distinguen en diferentes tipos despendiendo de su aplicación.
Para decidir el tipo de injerto que se necesita se tienen en cuenta dos factores principales, el primero es la Osteoinducción que hace referencia a la capacidad del injerto para generar hueso nuevo en la zona donde ha sido insertado (proteínas morfo genéticas BMP hacen esto posible) aunque un aloinjerto no tenga células vivas estos mantienen sus proteínas y por esto capacidades de inducción. El otro factor aquí presente es la osteoconducción característica de los aloinjertos, cuando un bloque es introducido en el huésped este será invadido por sus capilares, el tejido perivascular y células osteoprogenitoras que al presentarse simultáneamente con la Osteoinducción generan un cambio en el hueso y por lo tanto su regeneración.
Tabla9.Cuadrocomparativodelosdiferentesinjertosóseos
De los diferentes tipos de aloinjertos disponibles se selecciona la matriz ósea desmineralizada de hueso cortical. El cortical tiene la ventaja de proveer soporte mecánico en el lugar donde son implantados, ya que sale de la corteza de la cavidad medular presente en los huesos largos del esqueleto humano.
El objetivo del proyecto es trabajar con aloinjertos ya que es más compatible con el ser humano y por esto mismo la posibilidad de transferir alguna enfermedad se reduce. La Fundación Cosme y Damián tienen un proceso de obtención del producto que puede tomar desde 3 hasta 9 meses, además entre sus requerimientos se encuentran resultados de estudios clínicos del uso que se le va a dar con los cuales no se cuenta. Para la realización de los prototipos de la línea seleccionada se utilizarán xenoinjertos debido a la facilidad de su obtención directamente de un distribuidor de carnes.
17
3.1.2. Proceso de preparación del hueso
El hueso se obtuvo directamente del matadero de Guadalupe ubicado al sur de Bogotá, estos huesos provenientes de vaca se venden a productores de purina para perros, en este lugar se removió la mayor cantidad de carne posible y se abrió el hueso para sacar el tuétano que se encuentra dentro estos.
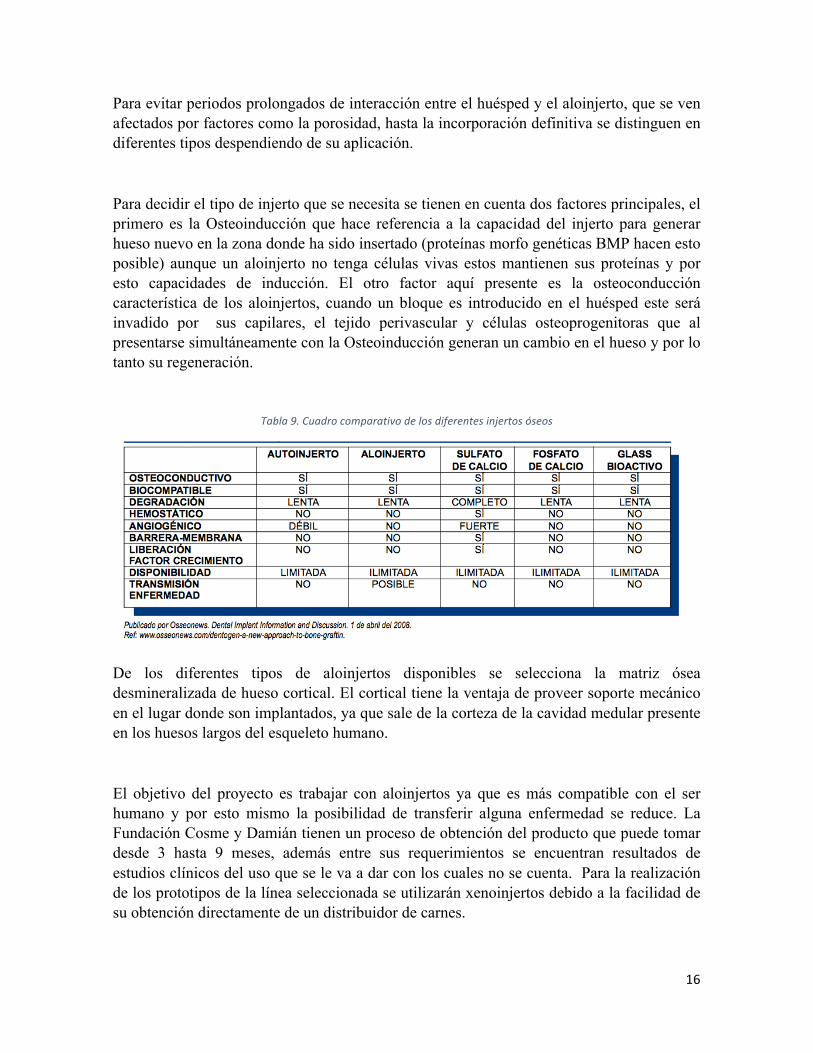
El hueso seleccionado se cortó con segueta en los pedazos más grandes posibles y que a su vez pudieran entrar en los frascos seleccionados para realizar el tratamiento químico de esterilización. El tratamiento realizado fue el descrito por Volpon y Costa en el 2000 y replicado en el 2009 por Haje quien manufacturó también una serie de tornillos acordes a la norma ISO 5835. El tratamiento dura una semana y consta de:
I. 48 horas sumergido en alcohol puro II. 24 horas en peróxido de hidrógeno al 40%, también conocido como agua oxigenada
III. 24 horas en éter etílico para quitar las grasas IV. 48 horas en alcohol de nuevo para deshidratar de nuevo V. 24 horas de secado dentro de la cabina de extracción
Imagen10.Huesodespuésdeltratamientotérmico.
Posterior a este tratamiento, se cortaron los huesos con un mototool con medidas de 3 cm de largo y lo suficientemente anchos para que entraran en un tubo de PVC de 1/2", debido al corte inicial en el matadero con hacha la cantidad de probetas que se pudieron usar fue de
18
dos terceras partes del hueso total, pues habían pedazos astillados que no servían para formar un cilindro.
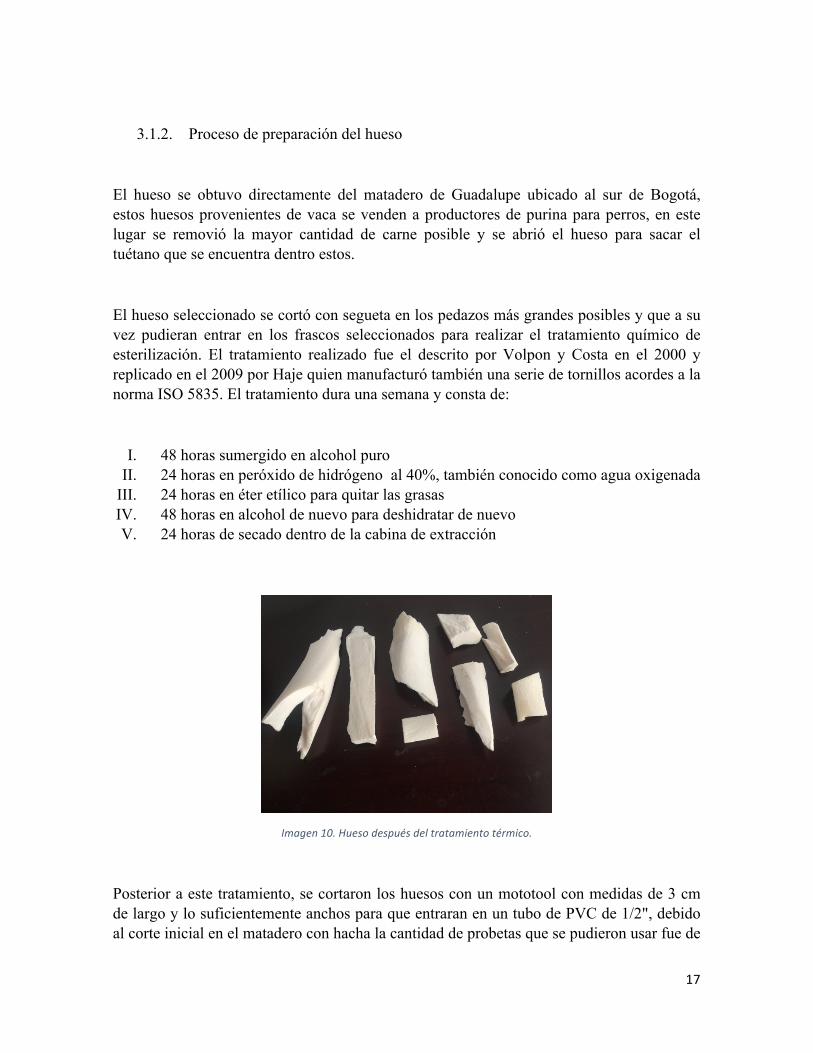
Una vez el hueso fue cortado, fue necesario embeberlos en tubos de PVC para darles forma cilíndrica que se pudiera montar al torno para el posterior mecanizado, el material seleccionado es una masilla poliéster Duretán de Pintuco. Este proceso se realizó a temperatura ambiente con el fin de no afectar las células y proteínas del hueso, además este material tiene la ventaja de comportarse similar al hueso durante el mecanizado. En total se obtuvieron 37 probetas para realizar las pruebas.
Imagen11.Probetasembebidadenmasillapoliéster
En el proceso de embebido se encontraron algunas oportunidades de mejora. En primer lugar algunas probetas seguían húmedas después de las 24 horas de secado en la cámara de extracción, lo cual no permitió la completa adhesión entre el hueso y la masilla y al solidificarse y retirar el pvc se separaban los dos materiales como se muestra en la derecha de la Imagen 12, por esto se recomienda dejar en secado el hueso hasta 48 si es necesario. Otra falla que se presentó fue la dificultad de mantener el hueso en el centro del tuvo durante el tiempo de solidificación de la masilla, esto ocurría con los cortes de hueso más pequeños, para estos casos se utilizo un tuvo de pvc de ¼”.
19
Imagen12.Fallasenelprocesodeembebido.
3.2. Descripción del proceso de manufactura
A continuación se muestran los resultados de las variables independientes para el proceso de manufactura, estos valores varían un poco dependiendo del modelo de tornillos, si es esponjoso o cortical.
Tabla10.Valoresdelasvariablesindependientesdelprocesodemanufactura
Hueso Origen Animal bovino Procedencia Matadero Tipo Cortical Sección Fémur
Preservación ósea Químicos (Peróxido de hidrogeno 40%) Orientación de las fibras Transversal a la dirección de corte Proceso de mecanizado Torneado Herramienta de corte
Geometría Perfil de la rosca Material Acero rápido
Fluido de corte Ninguno Condiciones de corte
Ángulo de incidencia
90º
Velocidad 2000 rpm Profundidad 0,01 mm Avance Paso (1,75 mm) Tipo de máquina CNC
Fijación de la pieza Plato de sujeción con agarre de circunferencia completa
Instrumentos de medición
Proyector de perfiles
Medición de la herramienta de corte
Calibrador digital 0,01 mm Micrómetro 0,01 mm
20
Microscopio 0,01 mm
Las primeras pruebas de mecanizado se realizaron en un torno manual y se concentraban en cilindrar el hueso hasta radios muy pequeños, el objetivo principal era realizar la línea de tornillos HA empezando desde el más pequeño ( diámetro exterior 1.5 mm e interior 1.1 mm) y continuar con el segundo más pequeño hasta obtener toda la línea. Operando en el torno manual el diámetro más pequeño obtenido fue de 4 mm con 16 mm de longitud, por lo cual se decidió realizar la línea HB que tenia diámetros más grandes (4.0 y 6.5 mm). También se realizaron pruebas de roscado en torno manual en las cuales fue necesario realizar un desahogo de la rosca y aún así no se consiguió llegar a la profundidad de rosca del diseño. Aumentando la velocidad corte en el torno CNC se pudo llegar a diámetros de hasta 2 mm pero al iniciar la operación de roscado se fracturaba el tornillo, la longitud de 16 mm generaba esfuerzos de flexión superiores a la resistencia del hueso.
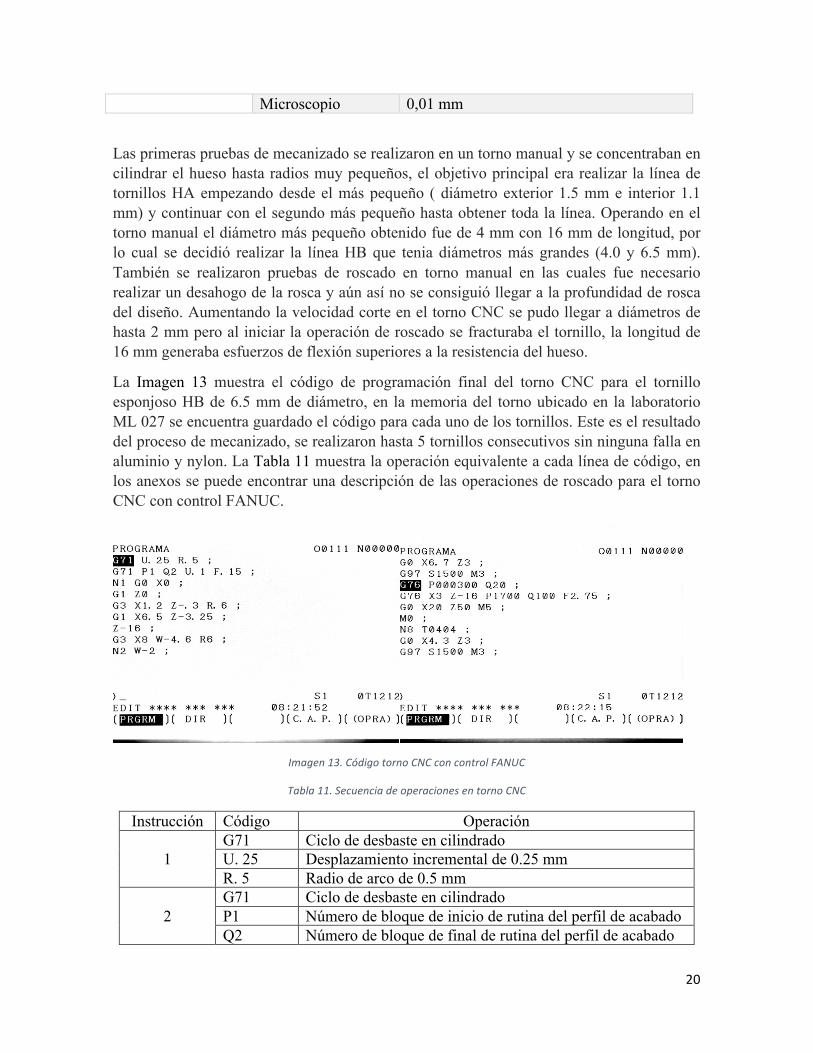
La Imagen 13 muestra el código de programación final del torno CNC para el tornillo esponjoso HB de 6.5 mm de diámetro, en la memoria del torno ubicado en la laboratorio ML 027 se encuentra guardado el código para cada uno de los tornillos. Este es el resultado del proceso de mecanizado, se realizaron hasta 5 tornillos consecutivos sin ninguna falla en aluminio y nylon. La Tabla 11 muestra la operación equivalente a cada línea de código, en los anexos se puede encontrar una descripción de las operaciones de roscado para el torno CNC con control FANUC.
Imagen13.CódigotornoCNCconcontrolFANUC
Tabla11.SecuenciadeoperacionesentornoCNC
Instrucción Código Operación
1 G71 Ciclo de desbaste en cilindrado U. 25 Desplazamiento incremental de 0.25 mm R. 5 Radio de arco de 0.5 mm
2 G71 Ciclo de desbaste en cilindrado P1 Número de bloque de inicio de rutina del perfil de acabado Q2 Número de bloque de final de rutina del perfil de acabado
21
U. 1 Profundidad de corte de 0.1 mm F. 15 Avance de corte de 0.15 mm
3 N1 Número de bloque 1 G0 Interpolación lineal de posicionamiento en rápido X0 Eje de posicionamiento X
4 G1 Interpolación lineal Z0 Eje de posicionamiento Z
5
G3 Interpolación circular en sentido contrario a las manecillas del reloj (CCW)
X1. 2 Coordenada del punto final de arco 1.2 mm en el eje X Z-. 3 Coordenada del punto final de arco -0.3 mm en el eje Z R. 6 Radio de arco de 0.5 mm
6 G1 Interpolación lineal X6. 5 Eje de posicionamiento 6.5 mm en X Z-3. 25 Eje de posicionamiento -3.25 mm en Z
7 Z-16 Traslado de posición de 16 mm en el eje Z
8
G3 Interpolación circular en sentido contrario a las manecillas del reloj (CCW)
X8 Coordenada del punto final de arco 8 mm en el eje X W-4. 6 Distancia al punto final de -4.6 mm en el eje Z R6 Radio de arco de 6 mm
9 N2 Número de bloque 2 W-2 Desplazamiento en eje Z de 2 mm
10 G0 Interpolación lineal de posicionamiento en rápido X6. 7 Posicionamiento en eje X de 6.7 mm Z3 Posicionamiento en eje Z de 3 mm
11 G97 Cancela la función de velocidad de corte constante S1500 Velocidad del husillo de 1500 rpm M3 Rotación del husillo principal adelante
12
G76 Ciclo de roscado múltiple
P000300 Número de repeticiones antes del roscado final 00 Chaflán al final de la rosca 03 mm Ángulo de la rosca 00
Q20 Mínimo volumen de corte
13
G76 Ciclo de roscado múltiple X3 Diámetro base de la rosca 3 mm Z-16 Coordenada Z al final de la rosca de 16 mm P1700 Altura del filete de la rosca 1.7 mm Q100 Volumen inicial de corte 0.1 mm F2. 75 Avance de corte 2.75 mm (paso de la rosca)
14
G0 Interpolación lineal de posicionamiento en rápido X20 Posicionamiento en eje X de 20 mm Z50 Posicionamiento en eje Z de 50 mm M5 Detener husillo principal
15 M0 Parada de programa
22
16 N8 Número de bloque 8
T0404 Designa el número de herramienta en la torreta y en la tabla de compensaciones
17 G0 Interpolación lineal de posicionamiento en rápido X6. 7 Posicionamiento en eje X de 6.7 mm Z3 Posicionamiento en eje Z de 3 mm
18 G97 Cancela la función de velocidad de corte constante S1500 Velocidad del husillo de 1500 rpm M3 Rotación del husillo principal adelante
Se puede ver en la tabla anterior que la operación de ciclo de roscado se repite, esto se debe a que fue necesario afila dos herramientas para diseño de tornillo con el fin de generar el perfil de la rosca en distintos pasos, removiendo menos material por pasada y por lo tanto disminuyendo las fuerzas de corte.
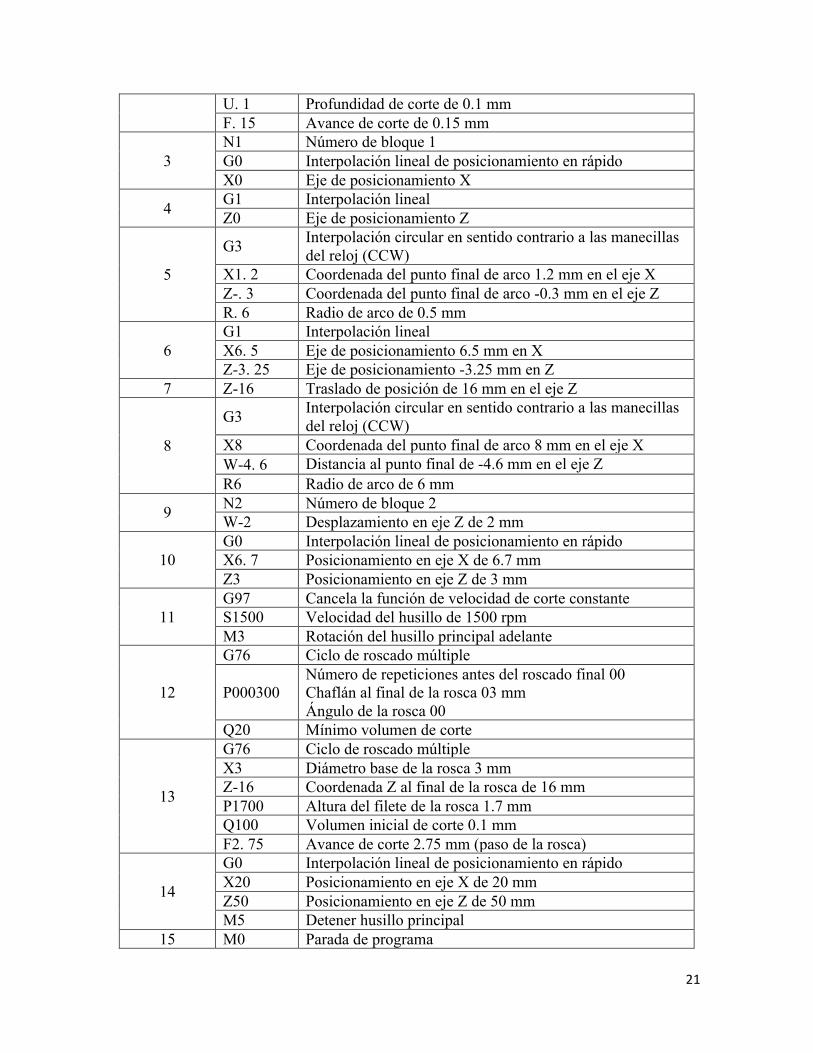
Las siguientes imágenes muestran los resultados de los tornillos mecanizados. La Imagen 14 muestra los resultados de las primeras pruebas de manufactura en hueso, se puede ver que algunos de los perfiles de rosca no concuerdan con el diseño debido a que se probaron más de 6 herramientas de corte distintas.
Imagen14.Resultadosdelasprimeraspruebasdemecanizadoenhueso.
23
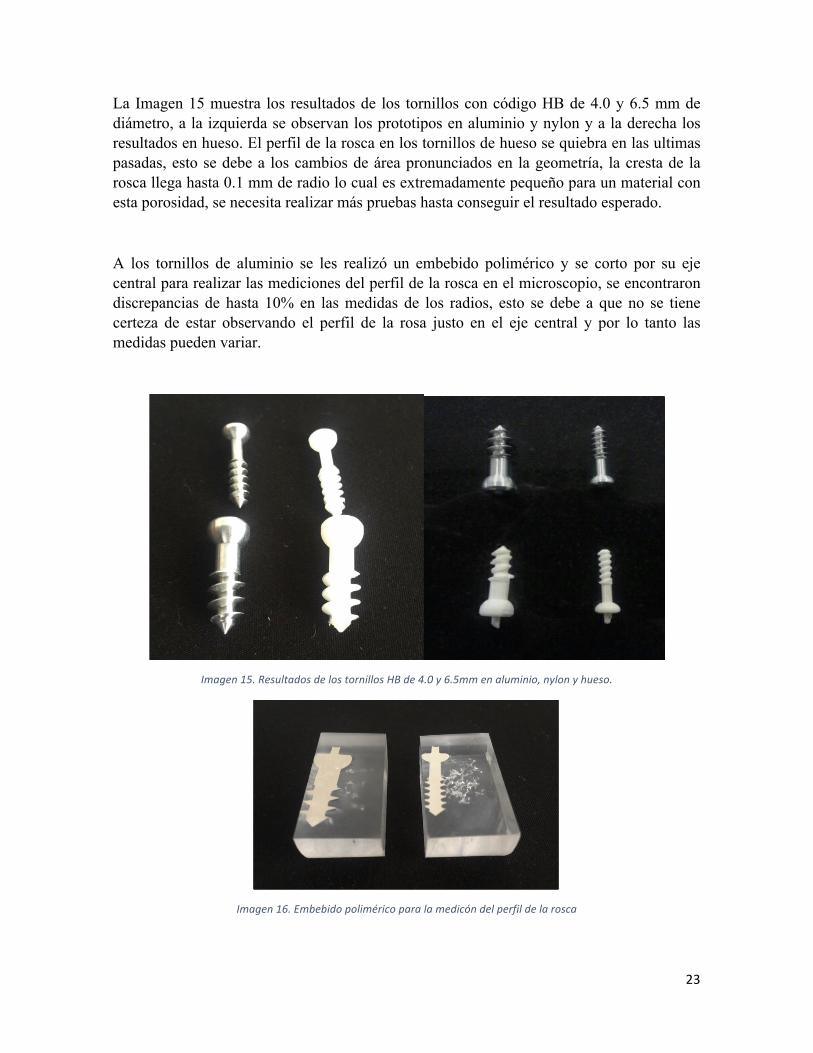
La Imagen 15 muestra los resultados de los tornillos con código HB de 4.0 y 6.5 mm de diámetro, a la izquierda se observan los prototipos en aluminio y nylon y a la derecha los resultados en hueso. El perfil de la rosca en los tornillos de hueso se quiebra en las ultimas pasadas, esto se debe a los cambios de área pronunciados en la geometría, la cresta de la rosca llega hasta 0.1 mm de radio lo cual es extremadamente pequeño para un material con esta porosidad, se necesita realizar más pruebas hasta conseguir el resultado esperado.
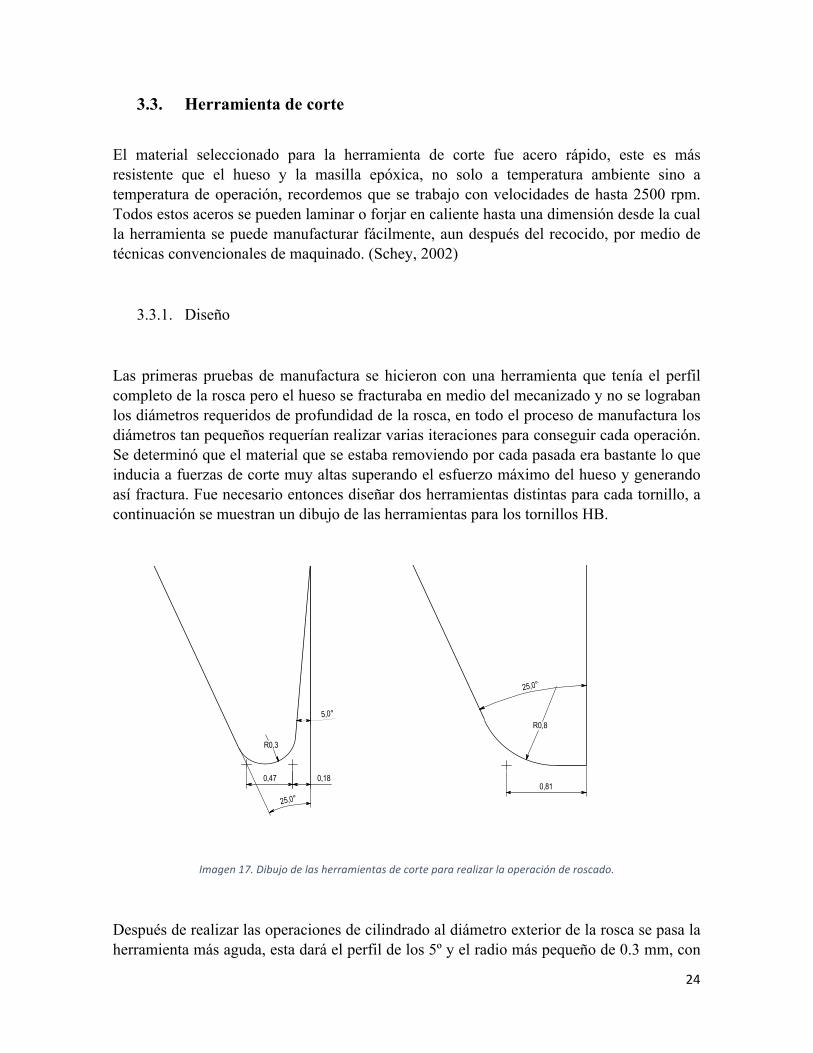
A los tornillos de aluminio se les realizó un embebido polimérico y se corto por su eje central para realizar las mediciones del perfil de la rosca en el microscopio, se encontraron discrepancias de hasta 10% en las medidas de los radios, esto se debe a que no se tiene certeza de estar observando el perfil de la rosa justo en el eje central y por lo tanto las medidas pueden variar.
Imagen15.ResultadosdelostornillosHBde4.0y6.5mmenaluminio,nylonyhueso.
Imagen16.Embebidopoliméricoparalamedicóndelperfildelarosca
24
3.3. Herramienta de corte
El material seleccionado para la herramienta de corte fue acero rápido, este es más resistente que el hueso y la masilla epóxica, no solo a temperatura ambiente sino a temperatura de operación, recordemos que se trabajo con velocidades de hasta 2500 rpm. Todos estos aceros se pueden laminar o forjar en caliente hasta una dimensión desde la cual la herramienta se puede manufacturar fácilmente, aun después del recocido, por medio de técnicas convencionales de maquinado. (Schey, 2002)
3.3.1. Diseño
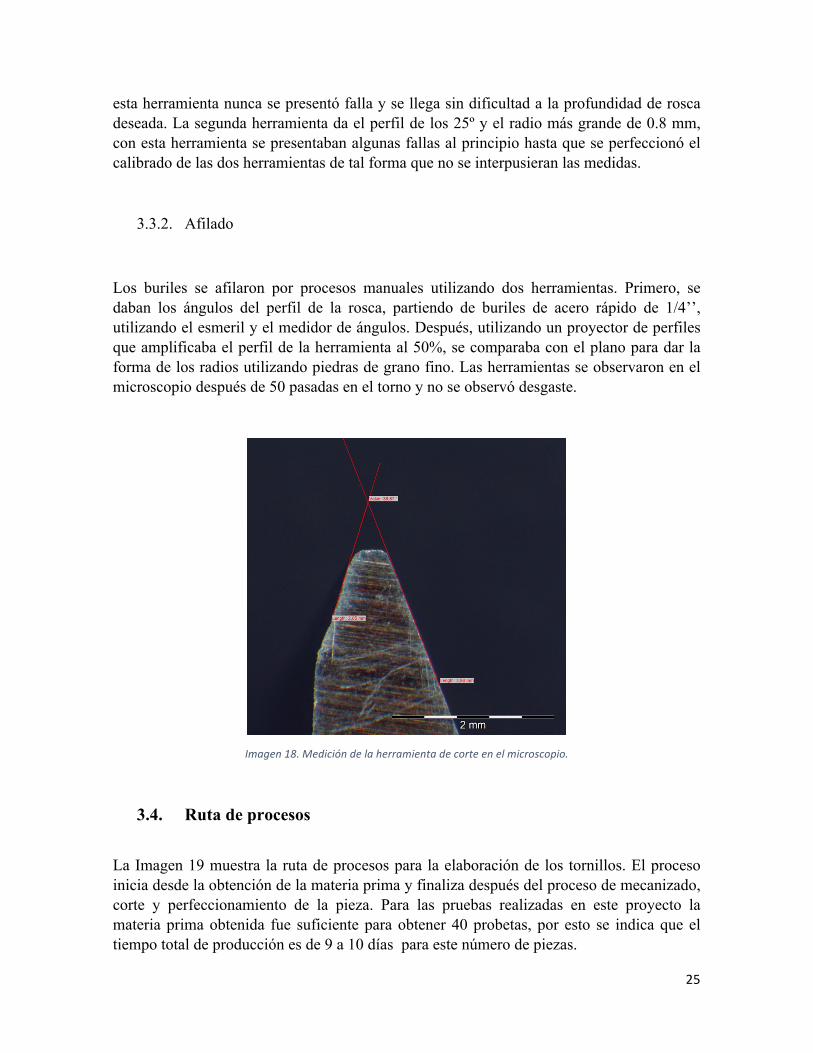
Las primeras pruebas de manufactura se hicieron con una herramienta que tenía el perfil completo de la rosca pero el hueso se fracturaba en medio del mecanizado y no se lograban los diámetros requeridos de profundidad de la rosca, en todo el proceso de manufactura los diámetros tan pequeños requerían realizar varias iteraciones para conseguir cada operación. Se determinó que el material que se estaba removiendo por cada pasada era bastante lo que inducia a fuerzas de corte muy altas superando el esfuerzo máximo del hueso y generando así fractura. Fue necesario entonces diseñar dos herramientas distintas para cada tornillo, a continuación se muestran un dibujo de las herramientas para los tornillos HB.
Imagen17.Dibujodelasherramientasdecortepararealizarlaoperaciónderoscado.
Después de realizar las operaciones de cilindrado al diámetro exterior de la rosca se pasa la herramienta más aguda, esta dará el perfil de los 5º y el radio más pequeño de 0.3 mm, con
5,0°
R0,3
25,0°
0,180,47
25,0°
R0,8
0,81
25
esta herramienta nunca se presentó falla y se llega sin dificultad a la profundidad de rosca deseada. La segunda herramienta da el perfil de los 25º y el radio más grande de 0.8 mm, con esta herramienta se presentaban algunas fallas al principio hasta que se perfeccionó el calibrado de las dos herramientas de tal forma que no se interpusieran las medidas.
3.3.2. Afilado
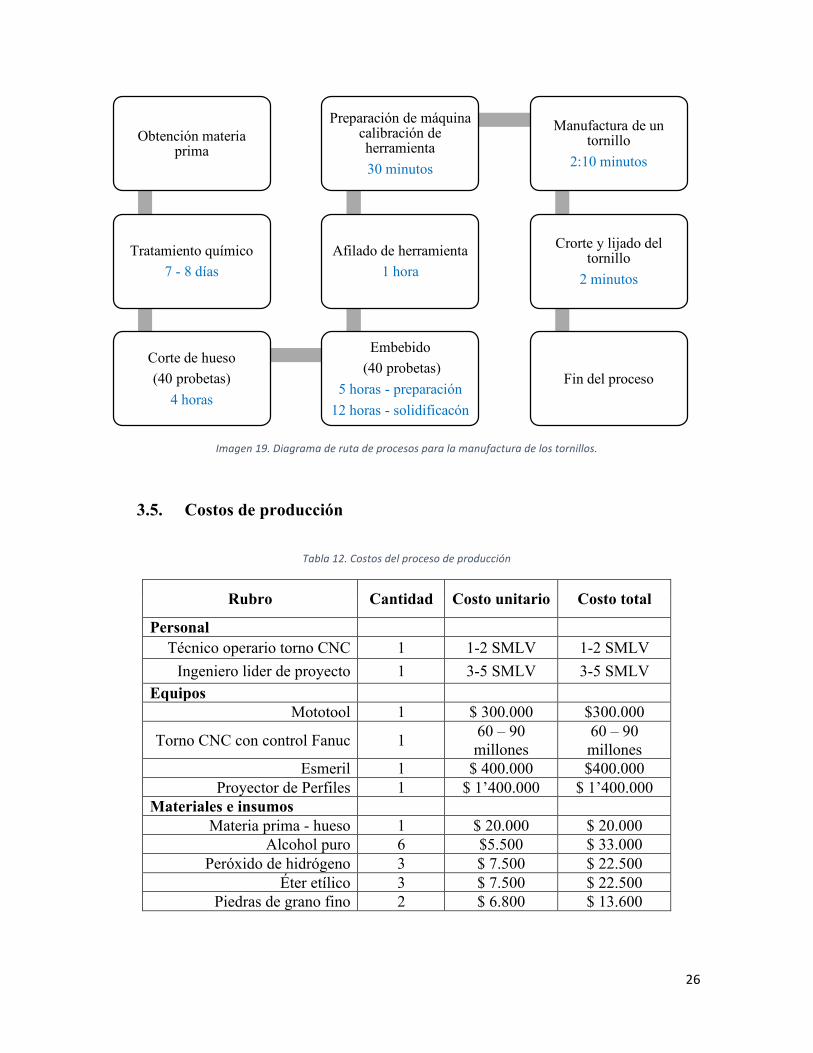
Los buriles se afilaron por procesos manuales utilizando dos herramientas. Primero, se daban los ángulos del perfil de la rosca, partiendo de buriles de acero rápido de 1/4’’, utilizando el esmeril y el medidor de ángulos. Después, utilizando un proyector de perfiles que amplificaba el perfil de la herramienta al 50%, se comparaba con el plano para dar la forma de los radios utilizando piedras de grano fino. Las herramientas se observaron en el microscopio después de 50 pasadas en el torno y no se observó desgaste.
Imagen18.Medicióndelaherramientadecorteenelmicroscopio.
3.4. Ruta de procesos
La Imagen 19 muestra la ruta de procesos para la elaboración de los tornillos. El proceso inicia desde la obtención de la materia prima y finaliza después del proceso de mecanizado, corte y perfeccionamiento de la pieza. Para las pruebas realizadas en este proyecto la materia prima obtenida fue suficiente para obtener 40 probetas, por esto se indica que el tiempo total de producción es de 9 a 10 días para este número de piezas.
26
Imagen19.Diagramaderutadeprocesosparalamanufacturadelostornillos.
3.5. Costos de producción
Tabla12.Costosdelprocesodeproducción
Rubro Cantidad Costo unitario Costo total
Personal Técnico operario torno CNC 1 1-2 SMLV 1-2 SMLV
Ingeniero lider de proyecto 1 3-5 SMLV 3-5 SMLV Equipos
Mototool 1 $ 300.000 $300.000
Torno CNC con control Fanuc 1 60 – 90 millones
60 – 90 millones
Esmeril 1 $ 400.000 $400.000 Proyector de Perfiles 1 $ 1’400.000 $ 1’400.000
Materiales e insumos Materia prima - hueso 1 $ 20.000 $ 20.000
Alcohol puro 6 $5.500 $ 33.000 Peróxido de hidrógeno 3 $ 7.500 $ 22.500
Éter etílico 3 $ 7.500 $ 22.500 Piedras de grano fino 2 $ 6.800 $ 13.600
Obtención materia prima
Tratamiento químico7 - 8 días
Corte de hueso (40 probetas)
4 horas
Embebido(40 probetas)
5 horas - preparación12 horas - solidificacón
Afilado de herramienta 1 hora
Preparación de máquina calibración de herramienta30 minutos
Manufactura de untornillo
2:10 minutos
Crorte y lijado del tornillo
2 minutos
Fin del proceso
27
4. Proceso de certificación
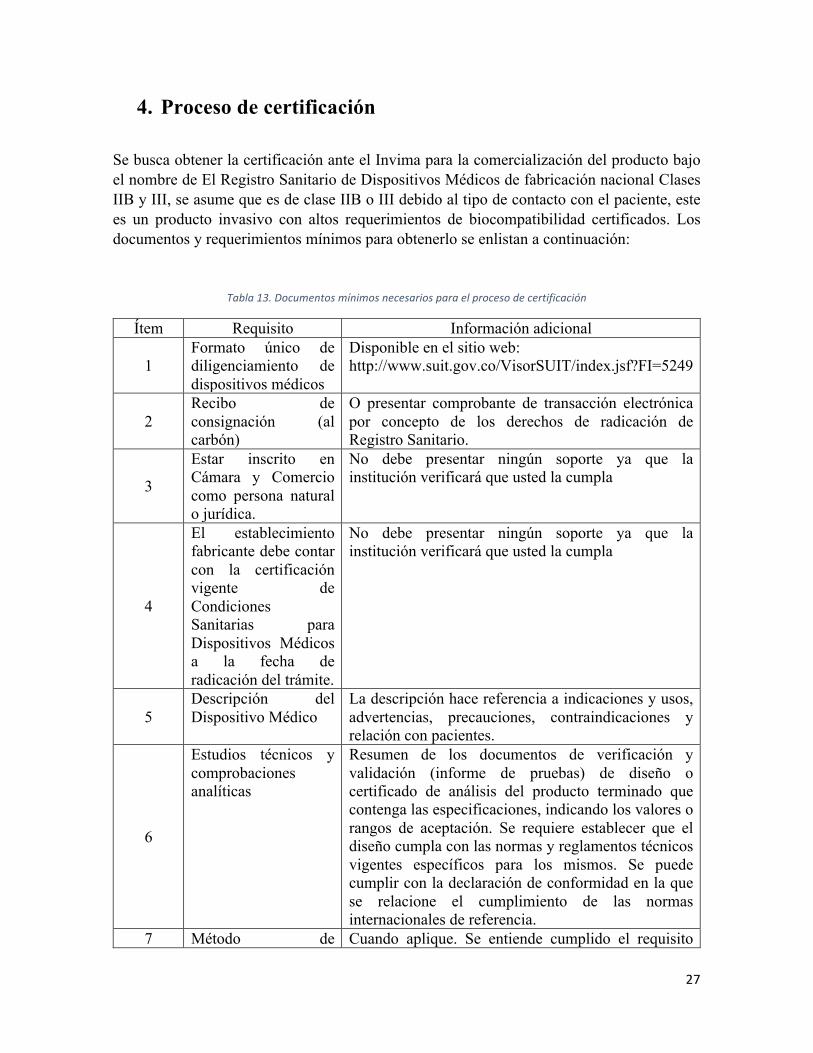
Se busca obtener la certificación ante el Invima para la comercialización del producto bajo el nombre de El Registro Sanitario de Dispositivos Médicos de fabricación nacional Clases IIB y III, se asume que es de clase IIB o III debido al tipo de contacto con el paciente, este es un producto invasivo con altos requerimientos de biocompatibilidad certificados. Los documentos y requerimientos mínimos para obtenerlo se enlistan a continuación:
Tabla13.Documentosmínimosnecesariosparaelprocesodecertificación
Ítem Requisito Información adicional
1 Formato único de diligenciamiento de dispositivos médicos
Disponible en el sitio web: http://www.suit.gov.co/VisorSUIT/index.jsf?FI=5249
2 Recibo de consignación (al carbón)
O presentar comprobante de transacción electrónica por concepto de los derechos de radicación de Registro Sanitario.
3
Estar inscrito en Cámara y Comercio como persona natural o jurídica.
No debe presentar ningún soporte ya que la institución verificará que usted la cumpla
4
El establecimiento fabricante debe contar con la certificación vigente de Condiciones Sanitarias para Dispositivos Médicos a la fecha de radicación del trámite.
No debe presentar ningún soporte ya que la institución verificará que usted la cumpla
5 Descripción del Dispositivo Médico
La descripción hace referencia a indicaciones y usos, advertencias, precauciones, contraindicaciones y relación con pacientes.
6
Estudios técnicos y comprobaciones analíticas
Resumen de los documentos de verificación y validación (informe de pruebas) de diseño o certificado de análisis del producto terminado que contenga las especificaciones, indicando los valores o rangos de aceptación. Se requiere establecer que el diseño cumpla con las normas y reglamentos técnicos vigentes específicos para los mismos. Se puede cumplir con la declaración de conformidad en la que se relacione el cumplimiento de las normas internacionales de referencia.
7 Método de Cuando aplique. Se entiende cumplido el requisito
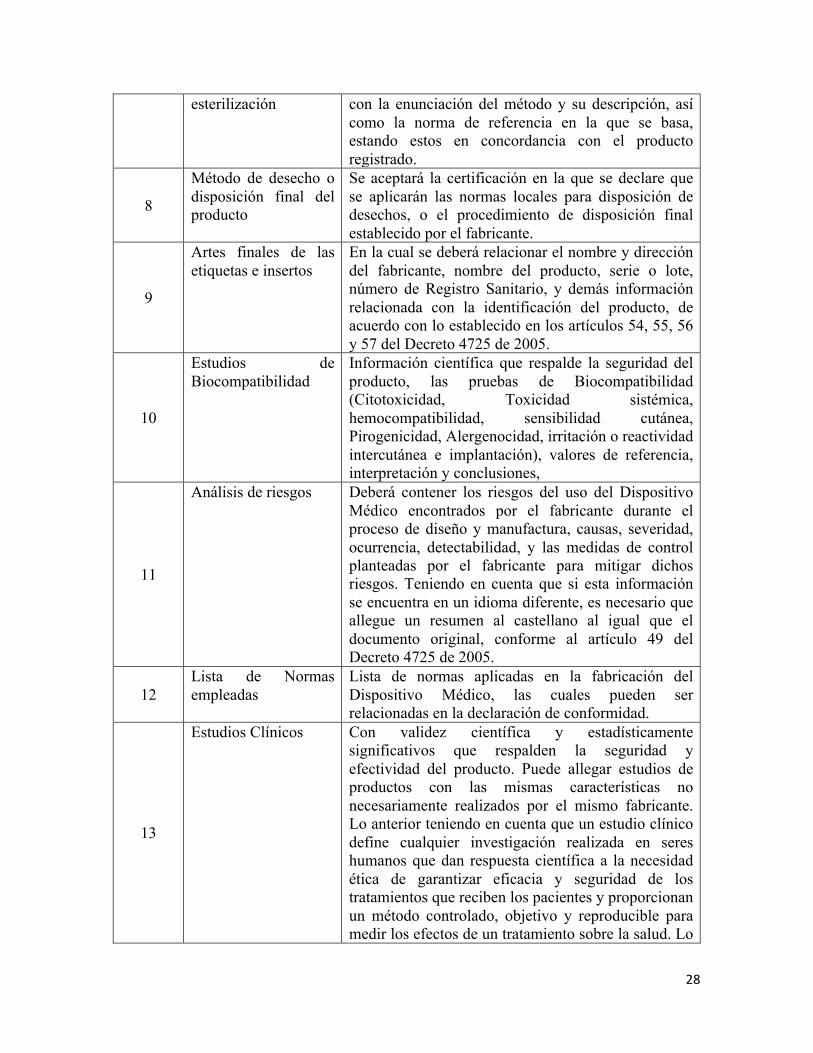
28
esterilización con la enunciación del método y su descripción, así como la norma de referencia en la que se basa, estando estos en concordancia con el producto registrado.
8
Método de desecho o disposición final del producto
Se aceptará la certificación en la que se declare que se aplicarán las normas locales para disposición de desechos, o el procedimiento de disposición final establecido por el fabricante.
9
Artes finales de las etiquetas e insertos
En la cual se deberá relacionar el nombre y dirección del fabricante, nombre del producto, serie o lote, número de Registro Sanitario, y demás información relacionada con la identificación del producto, de acuerdo con lo establecido en los artículos 54, 55, 56 y 57 del Decreto 4725 de 2005.
10
Estudios de Biocompatibilidad
Información científica que respalde la seguridad del producto, las pruebas de Biocompatibilidad (Citotoxicidad, Toxicidad sistémica, hemocompatibilidad, sensibilidad cutánea, Pirogenicidad, Alergenocidad, irritación o reactividad intercutánea e implantación), valores de referencia, interpretación y conclusiones,
11
Análisis de riesgos Deberá contener los riesgos del uso del Dispositivo Médico encontrados por el fabricante durante el proceso de diseño y manufactura, causas, severidad, ocurrencia, detectabilidad, y las medidas de control planteadas por el fabricante para mitigar dichos riesgos. Teniendo en cuenta que si esta información se encuentra en un idioma diferente, es necesario que allegue un resumen al castellano al igual que el documento original, conforme al artículo 49 del Decreto 4725 de 2005.
12 Lista de Normas empleadas
Lista de normas aplicadas en la fabricación del Dispositivo Médico, las cuales pueden ser relacionadas en la declaración de conformidad.
13
Estudios Clínicos Con validez científica y estadísticamente significativos que respalden la seguridad y efectividad del producto. Puede allegar estudios de productos con las mismas características no necesariamente realizados por el mismo fabricante. Lo anterior teniendo en cuenta que un estudio clínico define cualquier investigación realizada en seres humanos que dan respuesta científica a la necesidad ética de garantizar eficacia y seguridad de los tratamientos que reciben los pacientes y proporcionan un método controlado, objetivo y reproducible para medir los efectos de un tratamiento sobre la salud. Lo
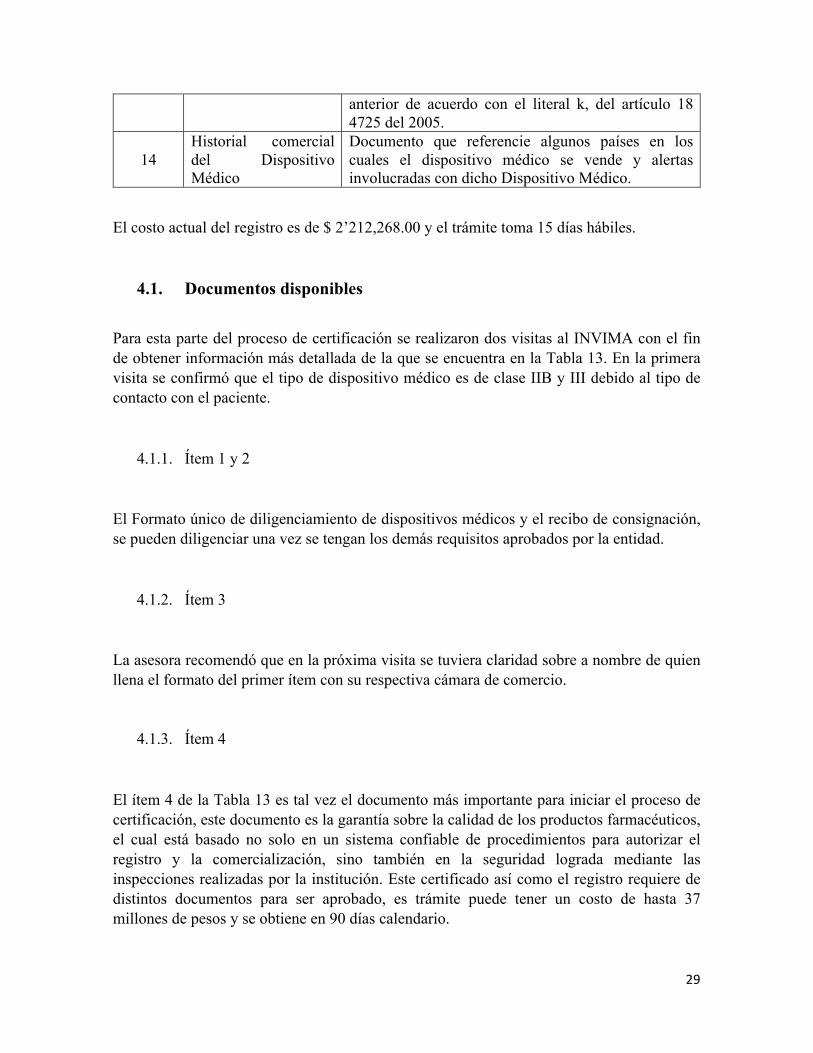
29
anterior de acuerdo con el literal k, del artículo 18 4725 del 2005.
14 Historial comercial del Dispositivo Médico
Documento que referencie algunos países en los cuales el dispositivo médico se vende y alertas involucradas con dicho Dispositivo Médico.
El costo actual del registro es de $ 2’212,268.00 y el trámite toma 15 días hábiles.
4.1. Documentos disponibles
Para esta parte del proceso de certificación se realizaron dos visitas al INVIMA con el fin de obtener información más detallada de la que se encuentra en la Tabla 13. En la primera visita se confirmó que el tipo de dispositivo médico es de clase IIB y III debido al tipo de contacto con el paciente.
4.1.1. Ítem 1 y 2
El Formato único de diligenciamiento de dispositivos médicos y el recibo de consignación, se pueden diligenciar una vez se tengan los demás requisitos aprobados por la entidad.
4.1.2. Ítem 3
La asesora recomendó que en la próxima visita se tuviera claridad sobre a nombre de quien llena el formato del primer ítem con su respectiva cámara de comercio.
4.1.3. Ítem 4
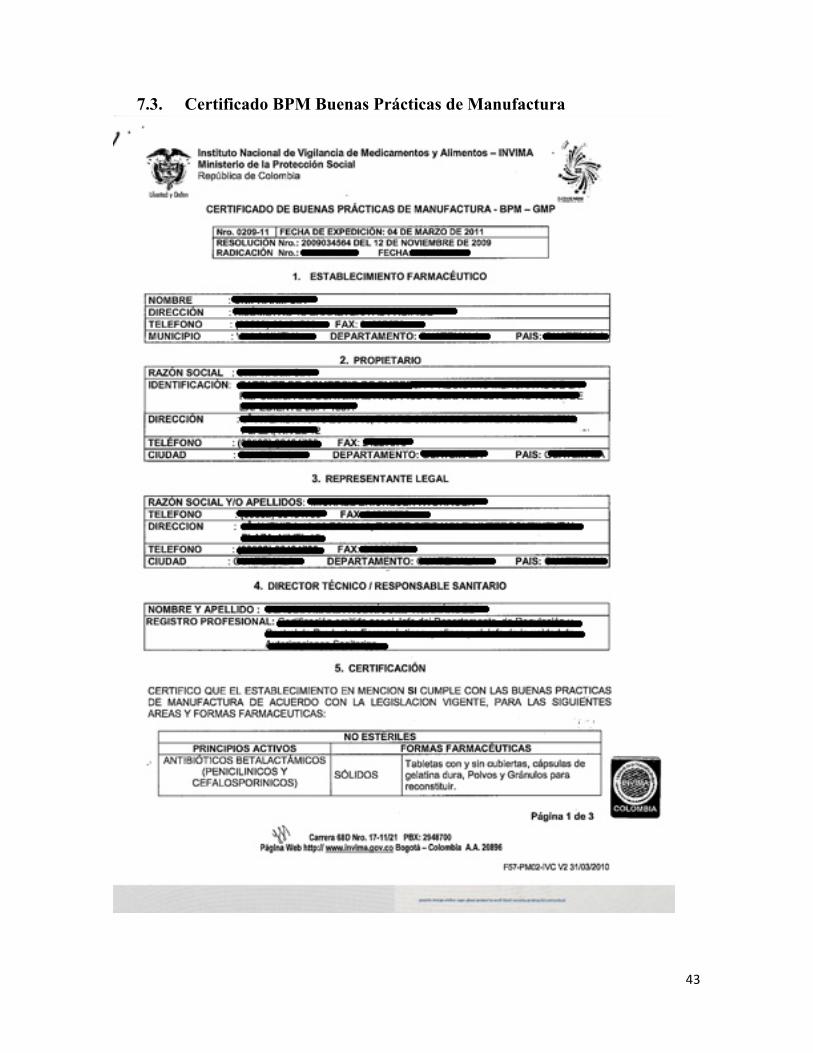
El ítem 4 de la Tabla 13 es tal vez el documento más importante para iniciar el proceso de certificación, este documento es la garantía sobre la calidad de los productos farmacéuticos, el cual está basado no solo en un sistema confiable de procedimientos para autorizar el registro y la comercialización, sino también en la seguridad lograda mediante las inspecciones realizadas por la institución. Este certificado así como el registro requiere de distintos documentos para ser aprobado, es trámite puede tener un costo de hasta 37 millones de pesos y se obtiene en 90 días calendario.
30
Debido a la dificultad de la obtención de ese certificado se contactó a Ricardo Beltrán, gerente general de la compañía 3Biomat especialistas en dispositivos médicos para la regeneración de tejidos, los cuales cuentan con una fábrica ubicada en Bogotá certificada con buenas prácticas de manufactura. La empresa se ofreció a prestar este certificado al proyecto de manufactura de implantes de hueso cortical, se presentó este certificado en la segunda visita al Invima y fue aceptado.
La empresa 3Biomat está certificada para “Fabricación de dispositivos médicos: matrices extracelulares de origen xenológico para regeneración de tejidos”, se necesita realizar un contrato de maquila con esta empresa para que el certificado sea válido, ver el anexo Certificado BPM Buenas Prácticas de Manufactura.
4.1.4. Ítem 5
Descripción del Dispositivo Médico. Incluye el listado de partes principales de que está hecho el producto y su composición cuando aplique.
I. Descripción general incluyendo su uso y propósito indicado. Implantes para cirugías ortopédicas correspondientes al diseño de la norma ISO 5835, incluye las especificaciones HA y HB para intervenciones de pequeños y grandes fragmentos. Su uso está indicado para cirugías en las cuales el doctor necesite un elemento de sujeción mecánica con propiedades biodegradables, por ejemplo para las fracturas de calcáneo.
II. Población paciente indicada y condición médica que va a ser diagnosticada y/o tratada y otras consideraciones tales como criterios de selección de pacientes. El dispositivo no presenta restricciones de edad del paciente, está indicado para personas con fracturas óseas que requieran reducción inmediata y por lo tanto tratamiento quirúrgico.
III. Principios de operación. Los implantes promueven la reparación del hueso mediante la comprensión de sus partes por medio de un elemento de sujeción mecánica, en este caso un torillo. Clase de riesgo y regla de clasificación aplicable de acuerdo con los principios de clasificación.
IV. Esta clasificación depende de la materia prima a utilizar en el proceso de fabricación, se espera sea de clasificación 4 o 5 dependiendo del tratamiento de esterilización posterior a la manufactura.
31
V. Explicación de las características particulares.
Los dispositivos son utilizados durante cirugía por doctores especializados y previamente capacitados. La selección de la referencia de dispositivo a utilizar es específicamente del cirujano y de sus colaboradores.
VI. Descripción de los accesorios, otros dispositivos médicos y otros productos que no son dispositivos médicos, los cuales están indicados para ser usados en combinación con éste. El tornillo es un elemento de un kit completo que se le debe otorgar al cirujano, esto incluye otros elementos mecánicos como el macho de la rosca, broca para perforar, aguja para medición de profundidad, entre otros. Las fracturas de calcáneo son comunes y se producen aproximadamente el 10% de las veces, el tipo de fractura se determina por la posición del pie la dirección y magnitud de la fuerza y la calidad del hueso. Los pacientes se presentan con dolor e inflamación
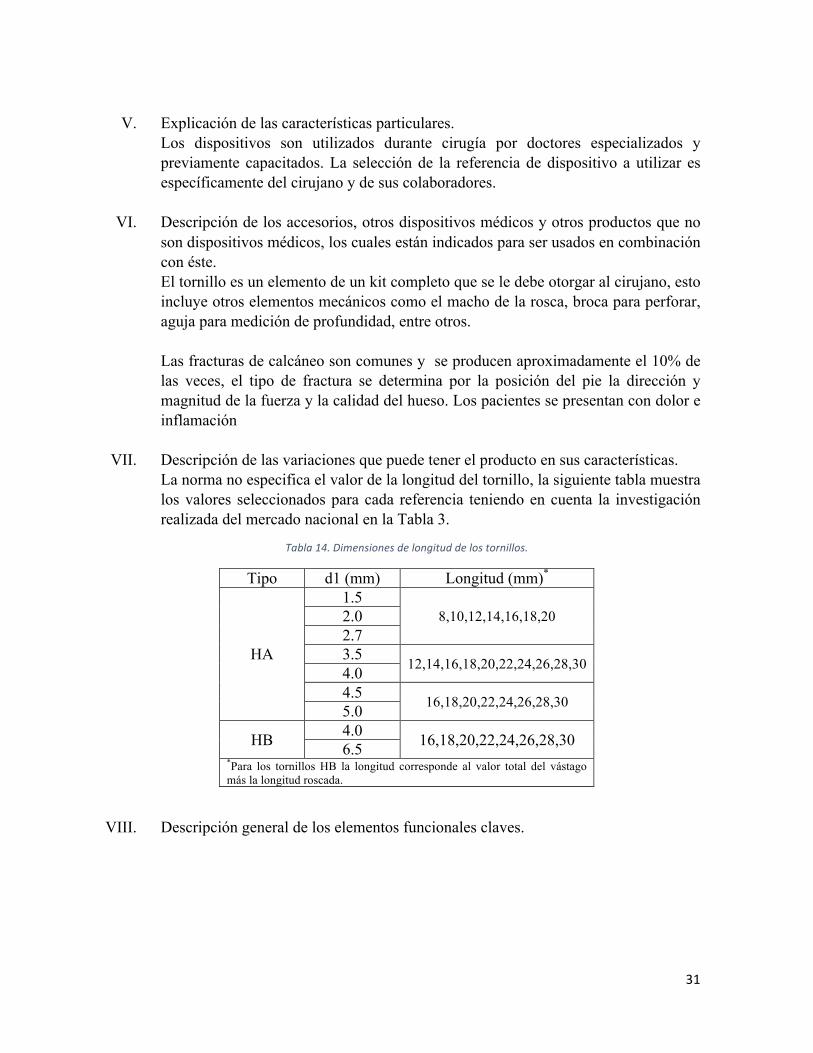
VII. Descripción de las variaciones que puede tener el producto en sus características. La norma no especifica el valor de la longitud del tornillo, la siguiente tabla muestra los valores seleccionados para cada referencia teniendo en cuenta la investigación realizada del mercado nacional en la Tabla 3.
Tabla14.Dimensionesdelongituddelostornillos.
Tipo d1 (mm) Longitud (mm)*
HA
1.5 8,10,12,14,16,18,20 2.0
2.7 3.5 12,14,16,18,20,22,24,26,28,30 4.0 4.5 16,18,20,22,24,26,28,30 5.0
HB 4.0 16,18,20,22,24,26,28,30 6.5 *Para los tornillos HB la longitud corresponde al valor total del vástago más la longitud roscada.
VIII. Descripción general de los elementos funcionales claves.
32
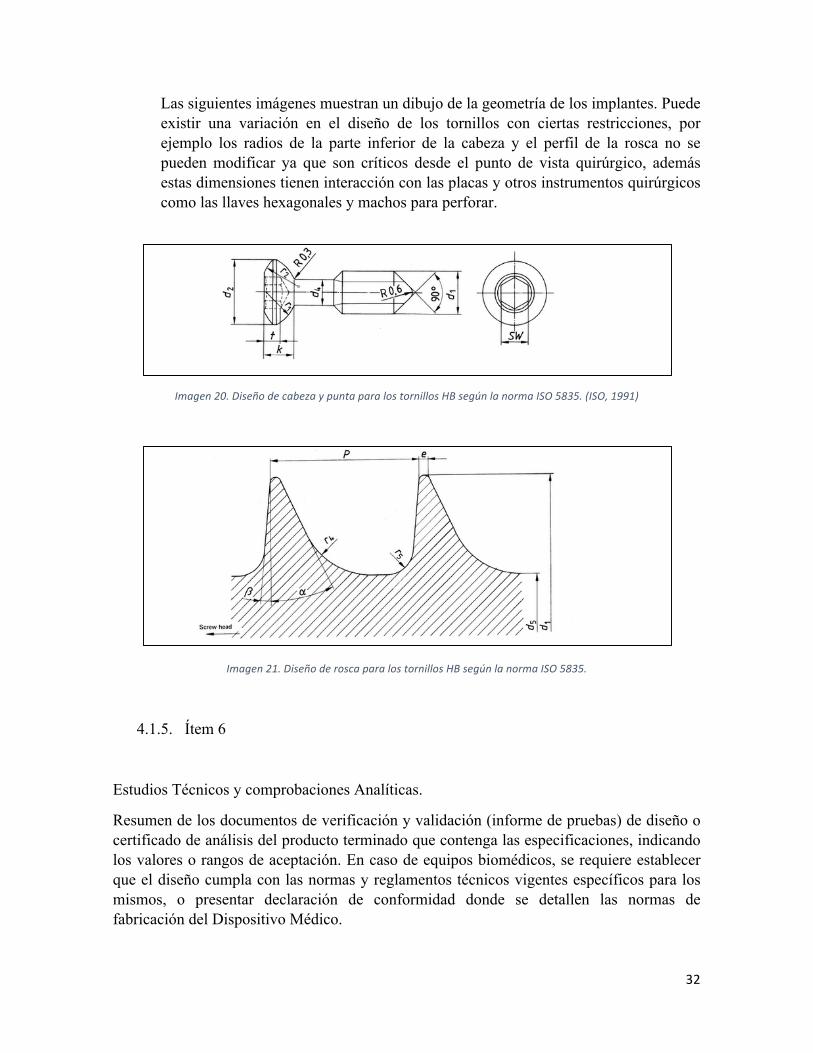
Las siguientes imágenes muestran un dibujo de la geometría de los implantes. Puede existir una variación en el diseño de los tornillos con ciertas restricciones, por ejemplo los radios de la parte inferior de la cabeza y el perfil de la rosca no se pueden modificar ya que son críticos desde el punto de vista quirúrgico, además estas dimensiones tienen interacción con las placas y otros instrumentos quirúrgicos como las llaves hexagonales y machos para perforar.
Imagen20.DiseñodecabezaypuntaparalostornillosHBsegúnlanormaISO5835.(ISO,1991)
Imagen21.DiseñoderoscaparalostornillosHBsegúnlanormaISO5835.
4.1.5. Ítem 6
Estudios Técnicos y comprobaciones Analíticas.
Resumen de los documentos de verificación y validación (informe de pruebas) de diseño o certificado de análisis del producto terminado que contenga las especificaciones, indicando los valores o rangos de aceptación. En caso de equipos biomédicos, se requiere establecer que el diseño cumpla con las normas y reglamentos técnicos vigentes específicos para los mismos, o presentar declaración de conformidad donde se detallen las normas de fabricación del Dispositivo Médico.

33
34
5. Conclusiones
Fue necesario modificar la línea de implantes a manufacturar, inicialmente constaba de 9 tornillos y cada uno con al menos 5 longitudes distintas, finalmente se produjeron 2 tornillos de la línea HB de una sola longitud. Se obtuvieron sin fallas prototipos en aluminio y nylon, en hueso se dejan oportunidades de mejora en las dimensiones de la cresta de la rosca. El proceso de manufactura fue más extenso de lo que se planteó en la propuesta del proyecto, el número de iteraciones necesarias para la obtención de la herramienta de corte correcta y la secuencia de operaciones confirman que es un proceso que requiere de varias horas de mecanizado disponibles.
Se realizaron más de 40 pruebas en el torno CNC para la obtención del código final, los cambios en la velocidad de corte y la geometría de la herramienta fueron indispensables para obtener los resultados finales.
El proceso de certificación ante el Invima deja bastante trabajo a futuro, se debe empezar por conseguir un proveedor de la materia prima certificado, se aconseja que se trate de xenoinjertos por el avance en la obtención del certificado de buenas prácticas de manufactura. También, se recomienda buscar empresas que realicen los procesos de esterilización de los implantes y pruebas que confirmen su calidad. Las especificaciones técnicas en las cuales se avanzó para presentar ante el INVIMA solo serán verificadas por la institución después de presentar otros documentos pertinentes como contratos e inscripción a la cámara de comercio.
35
6. Bibliografía
Kelley S.S., M. M. (2011). Orthopedic Devices and Reconstruction. Recuperado el 25 de Agosto de 2015, de Tintinalli's Emergency Medicine: A Comprehensive Study Guide, 7e.: http://accessmedicine.mhmedical.com.ezproxy.uniandes.edu.co:8080/content.aspx?bookid=348&Sectionid=40381767.
Medina, E. (09 de 03 de 2015). Colombiana crea revolucionarios implantes óseos . El Tiempo .
Zou, Y.-f., Chu, B., Wang, C.-b., & Hu, Z.-y. (2014). Evaluation of MR issues for the latest standard brands of orthopedic metal implants: Plates and screws. European Journal of Radiology .
Argarate, N., Olalde, B., Atorrasagasti, G., Valero, J., Cifuentes, S., Benavente, R., y otros. (06 de 2014). Biodegradable Bi-layered coating on polymeric orthopaedic implants for controlled release of drugs. Materials letters .
Angarita Jaimes, D. A. (2004). Diseño y montaje de un sistema de manufactura flexible para tornillos de hueso liofilizado. Universidad de los Andes, Ingeniería Mecánica. Bogotá: Universidad de los Andes.
Baca, J. G. (2003). Diseño de una maquina acondicionadora de fragmentos de hueso para su posterior mecanizado. Universidad de los Andes, Ingeniería Mecánica. Bogotá: Universidad de los Andes.
Ortega, D. M. (2003). Tecnología de grupos aplicada en el mecanizado de tornillos de hueso humano. Universidad de los Andes, Ingeniería Mecánica. Bogotá: Universidad de los Andes.
Rojas, F. A. (2000). Fabricación de implantes ortopédicos a partir del uso de hueso humano. Universidade Federal De Santa Catarina, Ingeniería Mecanica. Santa Catarina: Universidade Federal De Santa Catarina.
Mateus, L., Rojas, F., Molina, G., & Navas, J. (1996). Fabricación de tornillos en cortical de tibia. Diseño para una aplicación en fijación de fracturas de mano. Revista en Ingeniería (7), 31-36.
Fundación Cosme y Damián. (s.f.). Banco de Huesos y Tejidos . Recuperado el 28 de Agosto de 2015, de ¿Cómo funcionan los injertos del Banco?: http://cydbank.org/
Rozo Torres, D. G. PROGRAMACIÓN DE TORNO CNC CON CONTROL FANUC. IMOCOM S.A. Bogotá: D.R.T.
AO Foundation. (14 de Octubre de 2010). AO Surgery Reference: Online reference in clinical life. Recuperado el 23 de Septiembre de 2015, de Calcaneus - Extreme tongue-type (beak) fractures:
36
https://www2.aofoundation.org/wps/portal/surgery?bone=Foot&segment=Calcaneus&classification=82-Calcaneus,%20extreme%20tongue-type%20%28beak%29%20body%20fractures&showPage=indication
Ruedi T.P., B. R. AO Principles of Fracture Management. AO Foundation. Ginebra: AO Foundation Publishing.
ISO, (. O. (1991). Patente nº 5835.
Schey, J. A. (2002). Procesos de Manufatura (3ª edición ed.). México D.F.: McGraw-Hill.
Innomed S.A. (S.F.). Política de Calidad: Innomed Innovaciones Médicas. Recuperado el 28 de Agosto de 2015, de Innomedsa: http://www.innomedsa.com
Líneas Hospitalarias S.A.S. (S.F.). Sobre Nosotros: Líneas Hospitalarias. Recuperado el 28 de Agosto de 2015, de Líneas Hospitalarias: http://www.lineashospitalarias.com
Orthopedics S.A. (S.F.). Orthopedics Importador exclusivo. Recuperado el 28 de Agosto de 2015, de Productos: Orthopedics: http://www.orthopedicsco.com
Bioart S.A.S. (S.F.). Productos: Bioart. Recuperado el 28 de Agosto de 2015, de Bioart Tecnología para la vida.
Suplemedicos S.A.S. (s.f.). Suplemedicos. Recuperado el 28 de Agosto de 2015, de Productos: http://www.suplemedicos.com
37
7. Anexos
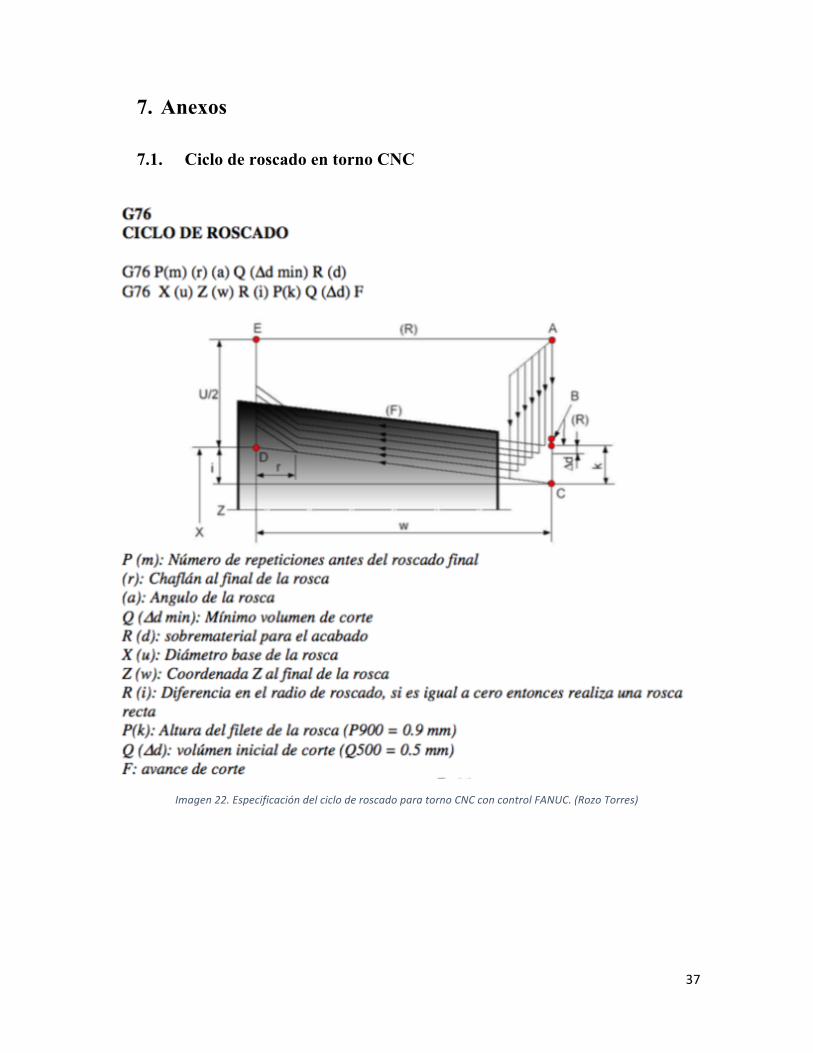
7.1. Ciclo de roscado en torno CNC
Imagen22.EspecificacióndelcicloderoscadoparatornoCNCconcontrolFANUC.(RozoTorres)
38
7.2. Productos del mercado nacional
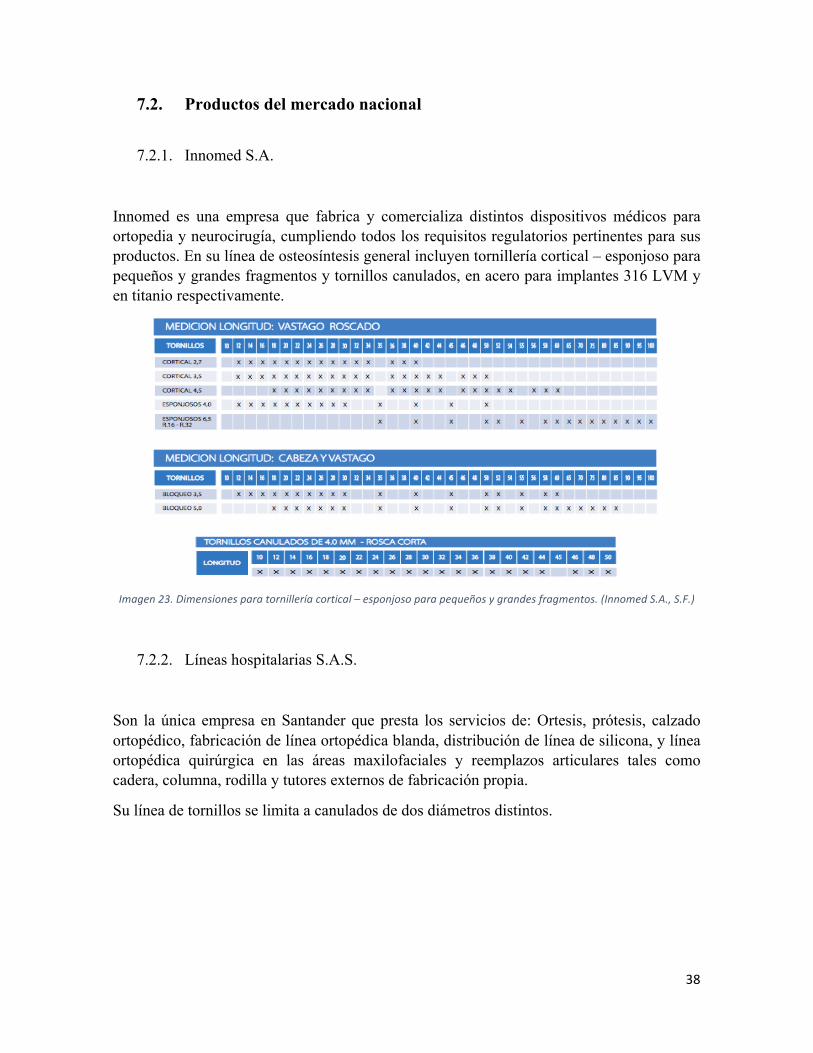
7.2.1. Innomed S.A.
Innomed es una empresa que fabrica y comercializa distintos dispositivos médicos para ortopedia y neurocirugía, cumpliendo todos los requisitos regulatorios pertinentes para sus productos. En su línea de osteosíntesis general incluyen tornillería cortical – esponjoso para pequeños y grandes fragmentos y tornillos canulados, en acero para implantes 316 LVM y en titanio respectivamente.
Imagen23.Dimensionesparatornilleríacortical–esponjosoparapequeñosygrandesfragmentos.(InnomedS.A.,S.F.)
7.2.2. Líneas hospitalarias S.A.S.
Son la única empresa en Santander que presta los servicios de: Ortesis, prótesis, calzado ortopédico, fabricación de línea ortopédica blanda, distribución de línea de silicona, y línea ortopédica quirúrgica en las áreas maxilofaciales y reemplazos articulares tales como cadera, columna, rodilla y tutores externos de fabricación propia.
Su línea de tornillos se limita a canulados de dos diámetros distintos.

39
Imagen24.PortafoliodetornilloscanuladosdeLíneashospitalarias.(LíneasHospitalariasS.A.S.,S.F.)
7.2.3. Suplemedicos S.A.S.
Suplemedicos ofrece en Bogotá, Cali y Medellín una amplia variedad de material de osteosíntesis que se divide en cuatro líneas: Artroscopia, Trauma, Columna y Fijación externa. Se presentaran algunos productos de la línea de Artroscopia y Trauma.
La línea de Artroscopia incluye unos tornillos que no se habían considerado hasta ahora, estos son empleados en cirugías del manguito rotador y cumple las dimensiones requeridas y tampoco necesitan de placas.
Imagen25.TornilloparacirugíadeA)ManguitorotadorB)RodillaC)Ligamentocruzado(SuplemedicosS.A.S.)
Imagen26.Dimensionesparatornillosdecirugíaderodilla(SuplemedicosS.A.S.)
40
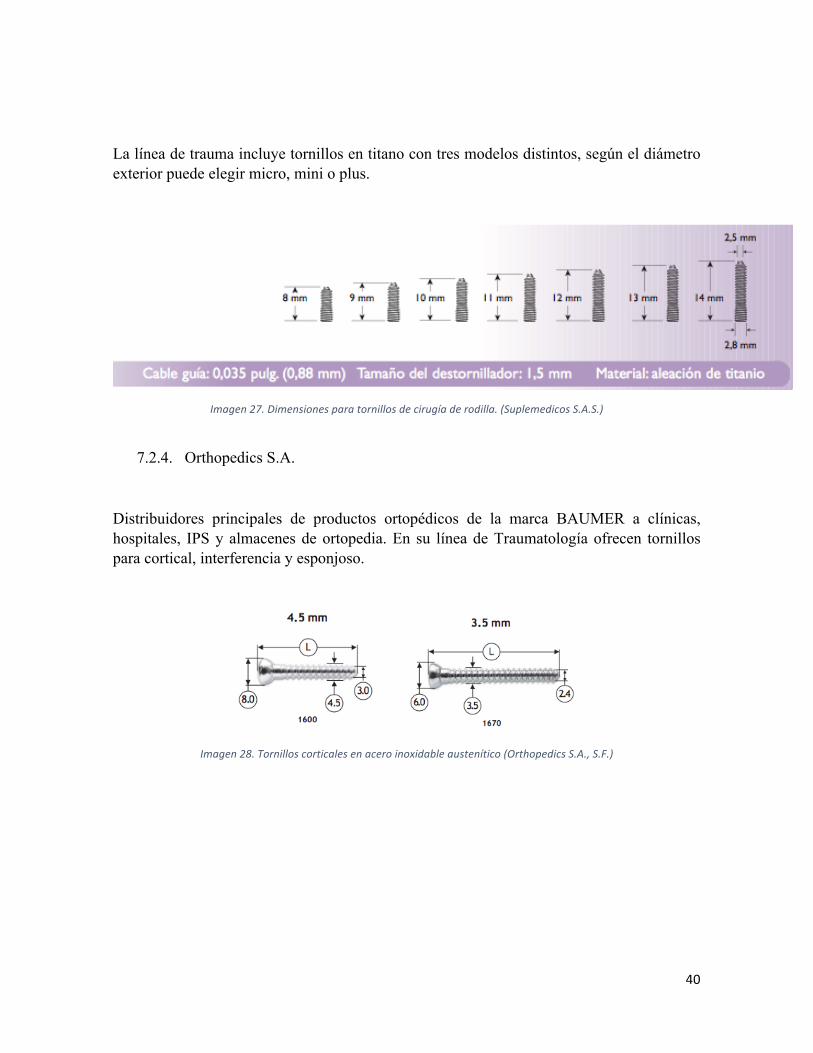
La línea de trauma incluye tornillos en titano con tres modelos distintos, según el diámetro exterior puede elegir micro, mini o plus.
Imagen27.Dimensionesparatornillosdecirugíaderodilla.(SuplemedicosS.A.S.)
7.2.4. Orthopedics S.A.
Distribuidores principales de productos ortopédicos de la marca BAUMER a clínicas, hospitales, IPS y almacenes de ortopedia. En su línea de Traumatología ofrecen tornillos para cortical, interferencia y esponjoso.
Imagen28.Tornilloscorticalesenaceroinoxidableaustenítico(OrthopedicsS.A.,S.F.)
41
Imagen29.Tornillosdeinterferencia.(OrthopedicsS.A.,S.F.)
Imagen30.Tornillosdeinterferenciaenaceroinoxidableaustenítico.(OrthopedicsS.A.,S.F.)
7.2.5. Bioart S.A.S.
Bioart es especializa en comercializar material de Osteosíntesis, Artroscopia, Reemplazos Articulares, Extremidades y Columna. Nos interesan las líneas de Artroscopia y Trauma.
Línea de Artroscopia
Imagen31.Implantesparacirugíasdehombroy/ocadera.(BioartS.A.S.,S.F.)
42
Imagen32.Implantesparacirugíasdehombroy/ocadera.(BioartS.A.S.,S.F.)
Línea de trauma
Imagen33.Tornillosparapequeñosygrandesfragmentos.(BioartS.A.S.,S.F.)
43
7.3. Certificado BPM Buenas Prácticas de Manufactura