MagneticTrac ETP 2 MIG/MAG A SOLDAGEM POR ARCO ELÉTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E...
22
MagneticTrac ETP 2 MIG/MAG Trator para soldagem automatizada MIG/MAG PT Manual do usuário e peças de reposição MagneticTrac ETP 2 MIG/MAG 0403650 0216721 102012
Transcript of MagneticTrac ETP 2 MIG/MAG A SOLDAGEM POR ARCO ELÉTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E...

MagneticTrac ETP 2 MIG/MAGTrator para soldagem automatizada MIG/MAG
PT
Manual do usuário e peças de reposição
MagneticTrac ETP 2 MIG/MAG 0403650
0216721 102012

- 2 -
1 SEGURANÇA......................................................................................................32 INTRODUÇÃO.....................................................................................................53 DADOS TÉCNICOS.............................................................................................64 INSTALAÇÃO......................................................................................................75 OPERAÇÃO ........................................................................................................96 MANUTENÇÃO.................................................................................................137 DETECÇÃO DE DEFEITOS..............................................................................148 ADQUIRIR PEÇAS DE REPOSIÇÃO ...............................................................159 DIMENSÕES .....................................................................................................1610 ESQUEMA ELÉTRICO......................................................................................16
12 PEÇAS DE REPOSIÇÃO..................................................................................1711 OPCIONAIS.......................................................................................................17

1 SEGURANÇA
São os usuários de equipamento de soldagem ESAB a quem em última análise cabe aresponsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento oupróximo do mesmo observe todas as medidas de precaução de segurança pertinentes.As medidas de precaução de segurança devem satisfazer os requisitos que se aplicama este tipo de equipamento de soldagem.Além dos regulamentos normais aplicáveis aolocal de trabalho, devem observar-se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com ofuncionamento do equipamento de soldagem. O funcionamento incorreto doequipamento pode resultar em situações perigosas que podem dar origem a ferimentosno operador e danos no equipamento.
1. Qualquer pessoa que utilize o equipamento de soldagem deve estarfamiliarizado com:
a operação do mesmo
a localização dos dispositivos de interrupção de funcionamento doequipamento
o funcionamento do equipamento
as medidas de precaução de segurança pertinentes
o processo de soldagem
2. O operador deve certificar-se de que:
nenhuma pessoa não autorizada se encontra dentro da área defuncionamento do equipamento quando este é posto a trabalhar.
ninguém está desprotegido quando se forma o arco elétrico
3. O local de trabalho tem de:
ser adequado à finalidade em questão
não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
Use sempre o equipamento pessoal de segurança recomendado como, porexemplo máscara para soldagem elétrica com a lente com o trabalho que seráexecutado, óculos de segurança, vestuário à prova de chama, luvas desegurança.
Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras,anéis, etc., que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
Certifique-se de que o cabo obra está bem ligado.
O trabalho em equipamento de alta tensão só será executado por umeletricista qualificado.
O equipamento de extinção de incêndios apropriado tem de estar claramenteidentificado e em local próximo.
�
�
�
�
�
�
�
�
�
�
�
�
�
�
- 3 -

AVISOA SOLDAGEM POR ARCO ELÉTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA ASOUTRAS PESSOAS.TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR. SOLICITE ASPRÁTICAS DE SEGURANÇA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOSDE PERIGO FORNECIDOS PELOS FABRICANTES.
CHOQUE ELÉTRICO P ode matar
FUMOS E GASES - Podem ser perigosos para a saúde
RAIOS DO ARCO ELÉTRICO - Podem ferir os olhos e queimar a pele
PERIGO DE INCÊNDIO
RUÍDO - O ruído excessivo pode provocar danos na audição
AVARIAS - Solicite a assistência de um técnico caso o equipamento apresente algum defeito ouavaria.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR AUNIDADE.
PROTEJA-SE A SI E AOS OUTROS!
�
�
�
�
�
�
�
�
�
�
�
Instale e ligue à terra a máquina de solda de acordo com as normas aplicáveis.Não toque em peças elétricas ou em eletrodos com carga com a pele desprotegida, com luvasmolhadas ou roupas molhadas.Isole-se a si próprio, e à peça de trabalho, da terra.Certifique-se de que a sua posição de trabalho é segura.
Mantenha a cabeça afastada dos fumos.Utilize ventilação e extração junto do arco elétrico, ou ambos, para manter os fumos e os gaseslonge da sua zona de respiração e da área em geral.
Proteja os olhos e o corpo. Utilize as proteções para soldagem e lentes de filtro corretas e usevestuário de proteção.Proteja as pessoas em volta através de proteções ou cortinas adequadas.
As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique-se de que não existemmateriais inflamáveis na área onde está sendo realizada a soldagem.
Proteja os ouvidos. Utilize protetores auriculares ou outro tipo de proteção.Previna as outras pessoas contra o risco.
A ESAB pode fornecer-lhe toda a proteção e acessórios de soldagemnecessários.
AVISO!
Leia e compreenda o manual de instruções antes de instalar ouutilizar o equipamento.
Não elimine equipamento elétrico juntamente com o lixo normal!
De acordo com a Diretiva Européia 2002/96/CE relativa a resíduos de equipamentoselétricos e eletrônicos de acordo com a as normas ambientais nacionais, o equipamentoelétrico que atingiu o fim da sua vida útil deve ser recolhido separadamente e entregueem instalações de reciclagem ambientalmente adequadas. Na qualidade de proprietáriodo equipamento, é obrigação deste obter informações sobre sistemas de recolhaaprovados junto do seu representante local.
Ao aplicar esta Norma o proprietário estará melhorando o meio ambiente e a saúdehumana!
Este produto foi projetado exclusivamente para soldagem por arco elétrico.
- 4 -
- 5 -
2 INTRODUÇÃO
3.1 Sumário
3.2 Características
Cuidado: v
O trator para soldagem MagneticTrac ETP 2 MIG/MAG é utilizado em muitas áreas taiscomo indústria naval, pontes, estradas de ferro, estruturas de aço, indústria deequipamentos para petróleo e assim por diante. É adequado para soldagem deestruturas, tais como placas de desgaste, placas nervuradas, passos de raiz, vigas eassim por diante.Possui algumas vantagens como:
Reduz a mão-de-obra e melhora da condição de trabalho.Aumenta a eficiência .Evita defeitos de qualidade do cordão de solda por soldagem manual.É totalmente automatizado, o que garante a qualidade de soldagem.
1. A posição de soldagem do trator MagneticTrac ETP 2 MIG/MAG é central em relação
ao seu corpo.
2. É utilizado na soldagem em geral, especialmente em soldagem de grandesextensões.
Quando a extinção do arco é necessária, erificar se o interruptor deautoproteção da fonte de soldagem está ligado (está na posição de extinção de arco) e ointerruptor do trator de soldagem está posicionado em extinção do arco, se o interruptorde circuito autoproteção está desligado, o trator de soldagem não opera. Quandosoldando sem a autoproteção de extinção do arco, é necessário verificar se o interruptorde autoproteção está desligado e o interruptor do trator desoldagem está posicionado em sem a extinção do arco, se o interruptor de circuitoautoproteção está ligado, o trator interrompe a operação, mas o arco não se nãoextingue.
3.O trator pode soldar ao se movimentar em ambos os sentidos.
4. É fácil de movimentar e instalar o trator em diferentes condições de trabalho, devidoao seu pequeno volume e baixo peso.
5. A movimentação do trator possui alta estabilidade devido a tração sincronizada nasquatro rodas.
6. Inicia a soldagem, quando o trator é ajustado para controle automático.
7. O número de operações é reduzido; um operador pode realizar muitas tarefas, aomesmo tempo.
8. Mesmo trabalhadores sem treinamento podem realizar soldagens. Devido aopequeno volume do equipamento, pouco peso e fácil operação automática, umtrabalhador sem formação pode fazer melhor com o trator do que um trabalhadortreinado usando uma máquina de solda normal.
9. Equipado com fixador para a tocha de soldagem, permite uma soldagem maisestável para melhorar a qualidade do cordão de solda.
�
�
�
�
da fonte de soldagem

3 DADOS TÉCNICOS
DimensõesPesoTensão de AlimentaçãoTensão de controlePotência consumidaCapacidade de cargaVelocidadeAjuste do alcance da tocha
215 x 275 x 215 mm8,5 Kg
220 VCA
22 W10 ~ 25 Kg
50 a 900 mm/minMovimento de subida/descida: 50 mmMovimento avançar/retroceder: 50 mm
24 VDC
Ângulo de trabalho: +/- 45Escala de ajuste do ângulo: 10
o
o
10. As seções em alumínio extrudado são montadas em padrão de mosaico na base;os eixos são equipados com juntas extras de borracha de silicone de forma que aproteção contra poeira é muito eficiente.
11. Devido as engrenagens de transmissão de cobre do carro, o sistema está protegidocontra magnetização de suas partes de forma eficiente.
3.1 Características técnicas
3.2 Posições de operação do trator (*)
- 6 -
(*) O trator MagneticTrac ETP 2 MIG/MAG também executa soldagem nas posiçõesvertical ascendente e vertical descendente.
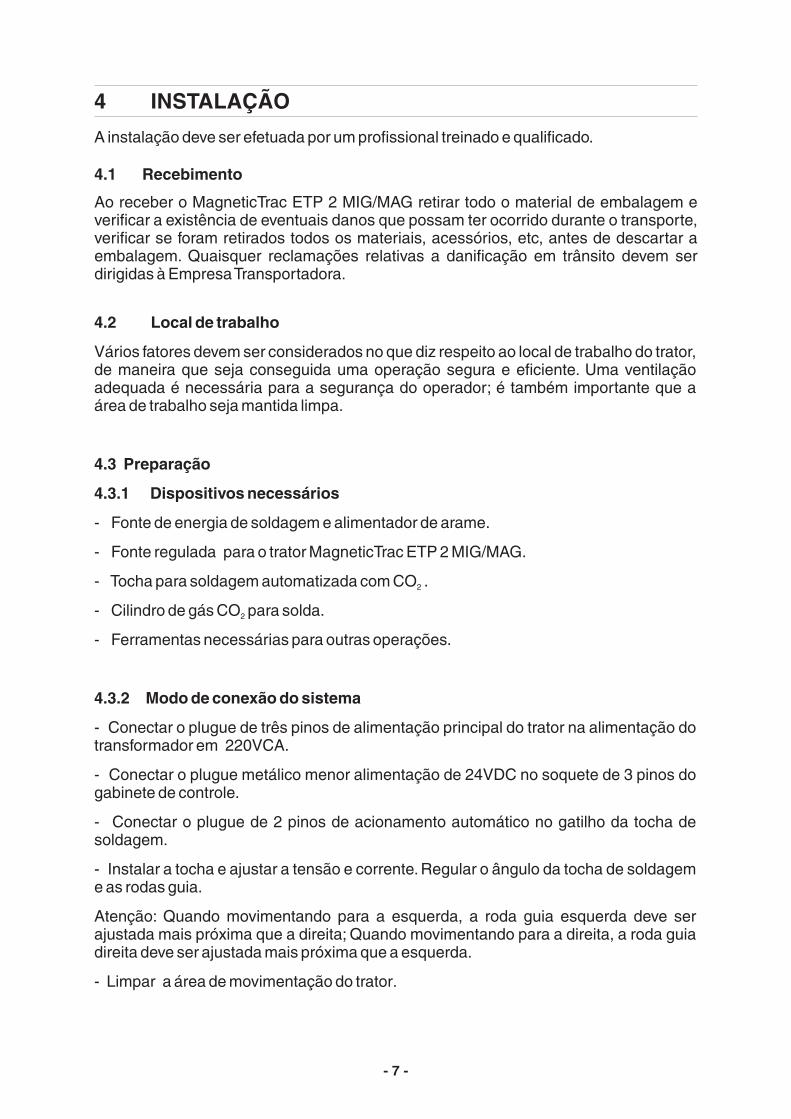
4 INSTALAÇÃO
A instalação deve ser efetuada por um profissional treinado e qualificado.
4.1 Recebimento
Ao receber o MagneticTrac ETP 2 MIG/MAG retirar todo o material de embalagem everificar a existência de eventuais danos que possam ter ocorrido durante o transporte,verificar se foram retirados todos os materiais, acessórios, etc, antes de descartar aembalagem. Quaisquer reclamações relativas a danificação em trânsito devem serdirigidas à EmpresaTransportadora.
4.2 Local de trabalho
4.3 Preparação
4.3.1 Dispositivos necessários
4.3.2 Modo de conexão do sistema
Vários fatores devem ser considerados no que diz respeito ao local de trabalho do trator,de maneira que seja conseguida uma operação segura e eficiente. Uma ventilaçãoadequada é necessária para a segurança do operador; é também importante que aárea de trabalho seja mantida limpa.
- Fonte de energia de soldagem e alimentador de arame.
- Fonte regulada para o trator MagneticTrac ETP 2 MIG/MAG.
- Tocha para soldagem automatizada com .
- Cilindro de gás para solda.
- Ferramentas necessárias para outras operações.
- Conectar o plugue de três pinos de alimentação principal do trator na alimentação dotransformador em 220VCA.
- ar alimentação de 24VDC no soquete de 3 pinos dogabinete de controle.
- Conectar o plugue de 2 pinos de acionamento automático no gatilho da tocha desoldagem.
- Instalar a tocha e ajustar a tensão e corrente. Regular o ângulo da tocha de soldageme as rodas guia.
Atenção: Quando movimentando para a esquerda, a roda guia esquerda deve serajustada mais próxima que a direita; ,
- Limpar a área de movimentação do trator.
CO
CO
2
2
Conect o plugue metálico menor
Quando movimentando para a direita a roda guiadireita deve ser ajustada mais próxima que a esquerda.
- 7 -

- 8 -
4.3.3 Integração doTrator MagnecticTrac com a fonte de energia ESAB
- É possível integrar a função Início / Parada de solda do trator com conjunto parasoldagem ESAB composto da Fonte OrigoMig e Alimentador de arame OrigoFeed.
- Para isto é necessário a montagem do conector ESAB no cabo de duas vias deacionamento do gatilho do trator conforme instruções abaixo.
1- Desencapar o cabo 2 vias para acionamento do gatilho no trator,
2- Retirar os parafusos do conector ESAB,
3- Soldar um dos fios na posição 1 e o outro na posição 2 conforme marcação noconector,
4- Conectar o conector ESAB no Alimentador de arame OrigoFeed 304N P4 e oconector do gatilho no Trator Magnetic Trac.
1-2
Alimentador de arameOrigoFeed
Trator Magnectic Trac
ConectorESAB
Conectordo gatilho

5 OPERAÇÃO
Os regulamentos gerais de segurança para o manuseamento do equipamentoencontram- se na seção 1. Leia-os com atenção antes de começar a utilizar oequipamento!
5.1 Controles e conexões
O trator MagneticTrac ETP 2 MIG/MAG é composto do carro, rodas guia, suporte paratocha, dispositivo de ajuste dos eixos x e y, dispositivo de angulação da tocha e gabinetede controle. O corpo do carro é a estrutura do trator onde são montados os demaiscomponentes.
1 - Painel de controle.
2 - Caixa de controle - onde são controladas as ações do carro. Ver item Painel decontrole .
3 - Alça - para transporte do trator.
4 - Dispositivo de ajuste dos eixos X e Y - utilizados para posicionar a tocha. Durante oprocesso de soldagem a tocha pode ser elevada ou abaixada.
5 - Alça lateral.
6 - Barramento suporte das rodas guias.
7 - Rodas de tração.
8 - Base.
9 - Caixa do motor.
10 - Grampo para fixação da tocha de soldagem utilizado para fixar a tocha no trator, aaltura da tocha pode ser regulada quando necessário reparar ou ajustar a tocha.
11 -Tocha de soldagem.
12 - Placa defletora isolante.
13 - Rodas guias: giram ao longo da superfície da peça e alinham a tocha na peça a sersoldada.
- 9 -
- 10 -
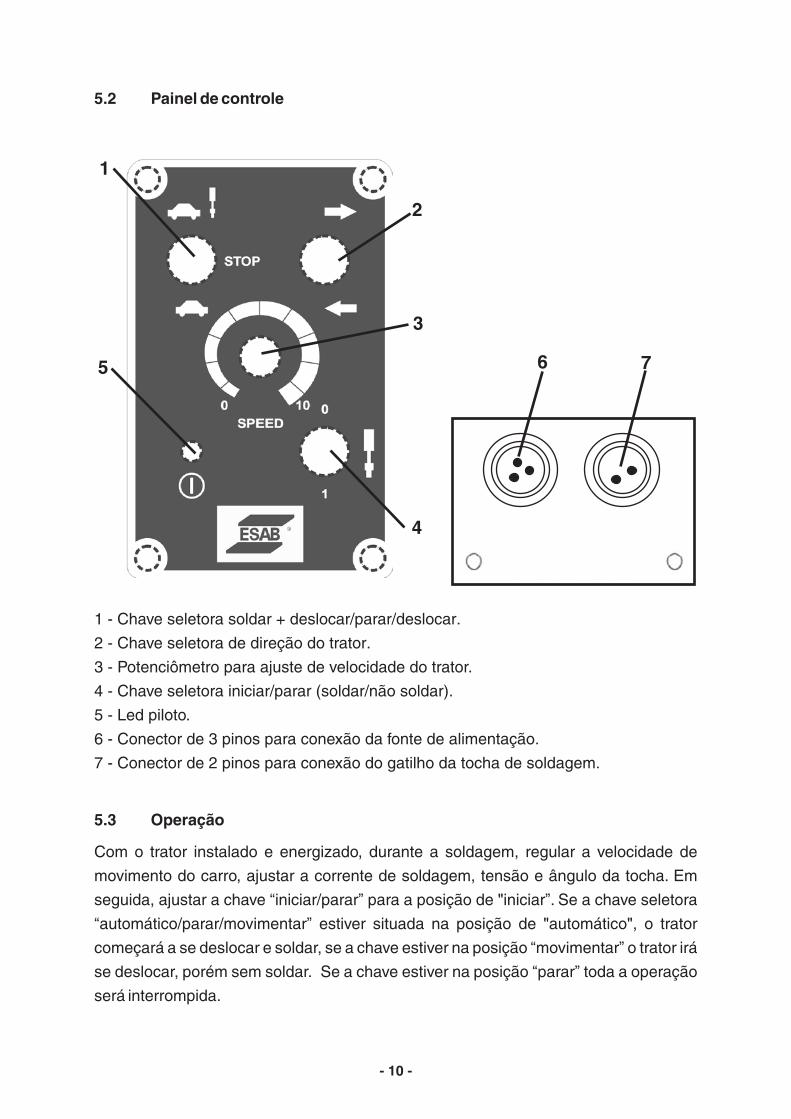
5.2 Painel de controle
1 - Chave seletora soldar + deslocar/parar/deslocar.
2 - Chave seletora de direção do trator.
3 - Potenciômetro para ajuste de velocidade do trator.
4 - Chave seletora iniciar/parar (soldar/não soldar).
5 - Led piloto.
6 - Conector de 3 pinos para conexão da fonte de alimentação.
7 - Conector de 2 pinos para conexão do gatilho da tocha de soldagem.
5.3 Operação
Com o trator instalado e energizado, durante a soldagem, regular a velocidade de
movimento do carro, ajustar a corrente de soldagem, tensão e ângulo da tocha. Em
seguida, ajustar a chave para a posição de iniciar . Se a c
est situad na posição de automático , o trator
começará a se deslocar e soldar, se a chave estiver na posição movimentar o trator irá
se deslocar, porém sem soldar.
“ " ”
" "
“ ”
iniciar/parar have seletora
automático/parar/movimentar iver a
Se a chave estiver na posição parar toda a operação
será interrompida.
”
“ ”
“ ”
1
2
5
3
4
6 7

1 - Selecionar o diâmetro do arame de solda.
2 - o tipo do arame, sólido ou tubular.
3 - Ligar a chave geral.
4 - Ligar a fonte de energia (o circuito de proteção está desligado).
5 - Abrir a válvula do cilindro de gás e ajustar a pressão para 2 a 3 Kg/cm , ajustar o fluxoatravés da chave de teste de gás.
6 - Alimentar o arame até o bico da tocha manualmente e instalar o bico de acordo com odiâmetro do arame.
7 - Regular a distância do bocal para a peça.
Selecionar
2
8 - Posicionar o trator no início da soldagem e ajustar os barramentos das rodas guiasesquerda e direita. A extensão do barramento frontal, de acordo com a
, deve ser um pouco menor do que a do barramento traseiro.
9.Fixar a tocha no grampo e ajustar a distância e o ângulo de trabalho.
direção demovimentação
Ângulo
Aparênciado cordão de
solda
Ângulo e direçãode deslocamento
da tochaDireção dedeslocamento
Direção dedeslocamento
Soldagem para frente Soldagem para trás
Muitodistante
MuitoPróximo
Efeito: Fura a chapa,dificulta a abertura do arco,instabilidade do arco,pouca penetração.
Efeito: Não é possívelvisualizar o bico, não épossível visualizar o aramefacilmente, profundidade dapenetração variável.
- 11 -

- 12 -
10 - Ajustar o dispositivo de regulagem dos eixos X-Y para posicionar a tocha e ajustar adistância entre a peça a ser soldada e o bocal. Ocorrerão falhas (perfuração da chapa,pontos) caso haja uma distância excessiva entre a peça a ser soldada e o bocal, ajustarde acordo com a figura abaixo.
11- Ajustar os parâmetros de soldagem (corrente, tensão)
Tensão Tensão
Corrente (A)
(V) (V)
Corrente (A)
12 -Verificar o fluxo do gás de proteção e o efeito na poça de fusão.
13 - Iniciar o processo de soldagem, observar o arco elétrico, ajustar a velocidade e osoutros parâmetros de soldagem até que produzam o resultado esperado.
14 - Pressionar a chave inicia/parar para interromper a soldagem ou posicionar umobstáculo metálico no final da peça a ser soldada para acionar a chave sensora indutivado barramento guia.
CO2
Distância entre a peça e o bocal
Até 200 A De 200 A a 300 A De 350 A a 500 A
10~
15 m
m
15~
20 m
m
20~
25 m
m
- 13 -
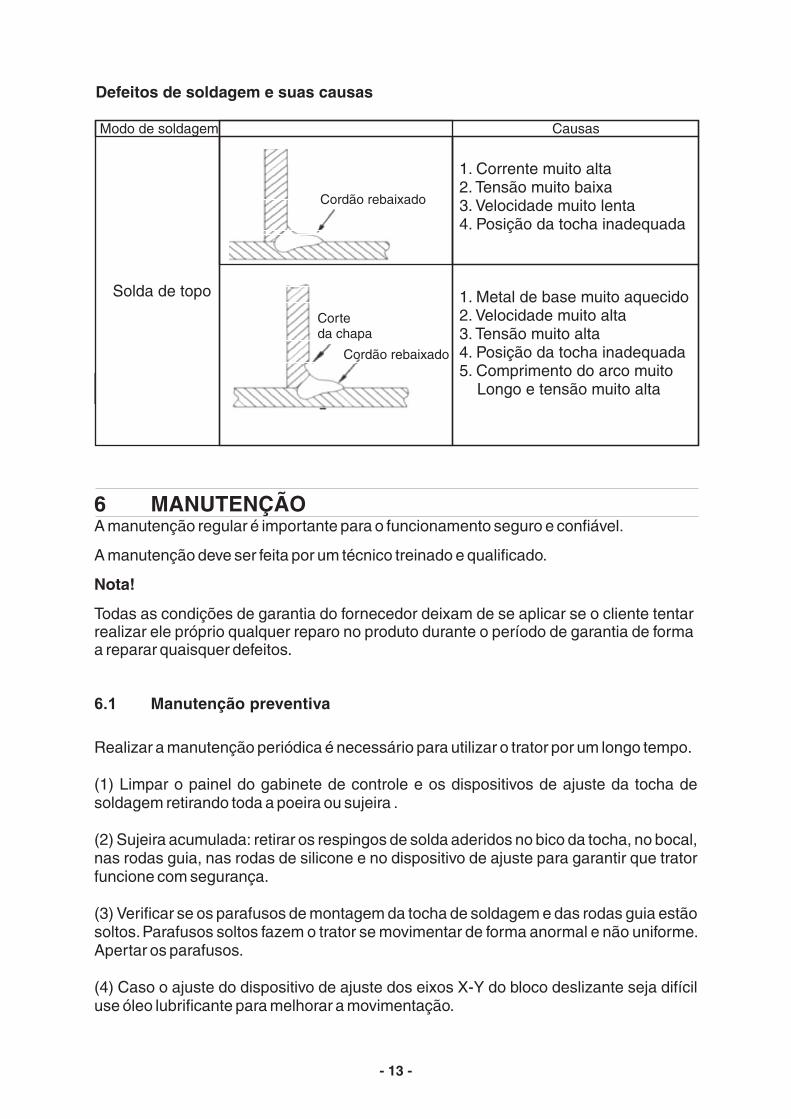
Defeitos de soldagem e suas causas
Modo de soldagem
Solda de topo
Causas
Cordão rebaixado
Corteda chapa
Cordão rebaixado
1. Corrente muito alta2. Tensão muito baixa3. Velocidade muito lenta4. Posição da tocha inadequada
1. Metal de base muito aquecido2. Velocidade muito alta3. Tensão muito alta4. Posição da tocha inadequada5. Comprimento do arco muito
Longo e tensão muito alta
6 MANUTENÇÃOA manutenção regular é importante para o funcionamento seguro e confiável.
A manutenção deve ser feita por um técnico treinado e qualificado.
Todas as condições de garantia do fornecedor deixam de se aplicar se o cliente tentarrealizar ele próprio qualquer reparo no produto durante o período de garantia de formaa reparar quaisquer defeitos.
Nota!
6.1 Manutenção preventiva
Realizar a manutenção periódica é necessário para utilizar o trator por um longo tempo.
(1) Limpar o painel do gabinete de controle e os dispositivos de ajuste da tocha desoldagem retirando toda a poeira ou sujeira .
(2) Sujeira acumulada: retirar os respingos de solda aderidos no bico da tocha, no bocal,nas rodas guia, nas rodas de silicone e no dispositivo de ajuste para garantir que tratorfuncione com segurança.
(3) Verificar se os parafusos de montagem da tocha de soldagem e das rodas guia estãosoltos.Parafusos soltos fazem o trator se movimentar de forma anormal e não uniforme.Apertar os parafusos.
(4) Caso o ajuste do dispositivo de ajuste dos eixos X-Y do bloco deslizante seja difíciluse óleo lubrificante para melhorar a movimentação.

- 14 -
6.2 Manutenção corretiva
Usar somente peças de reposição originais fornecidas por ESAB. O emprego de peçasnão originais ou não aprovadas leva ao cancelamento automático da garantia dada.
Peças de reposição podem ser obtidas dos Serviços Autorizados ESAB ou das filiais deVendas indicadas na última página deste manual. Sempre informar o modelo e onúmero de série do equipamento considerado.
6.3 Informações gerais
Casos não cobertos pela garantia:1) Os danos foram causados no transporte incorreto ou manutenção incorreta.
2) Os danos foram causados por operação em desacordo com o manual de instruçõesou tensão de alimentação incorreta.
3) O equipamento não possui nota fiscal de compra.
4) A placa de identificação não pertence ao equipamento
5) Os danos foram causados por catástrofes naturais.
6) Os danos foram causados por operação incorreta feita por um operador nãoqualificado.
7) Os danos foram causados por partes ou acessórios não fornecidos pela ESAB.
(5) Verificar o estado do conduíte flexível e da tocha de soldagem periodicamente seestão soltos ou quebrados.Substituir caso necessário.
(6) Verificar periodicamente se são gerados ruídos anormais ou aquecimento anormal,verificar se as rodas guia, motor e tocha de soldagem se movimentam de maneiranormal.
(7) Caso o fusível abrir verificar se o led piloto acende após energização doequipamento.
7 DETECÇÃO DE DEFEITOS
Faça estas verificações e inspeções recomendadas antes de chamar um técnicoda assistência técnica autorizada.
Causa possível
O conector está defeituoso
O fusível está aberto
A tensão de entrada (220V) não está energizada
7.1 O led piloto não acende
Correção
Substituir o cabo de controle
o fusível
Verificar se há tensão na entrada
Substituir

7.2 Equipamento não abre o arco de soldaCausa possível
O arame de solda não está em contato com a chapa
Roldanas desgastadas ou não pressionadas corretamente
A chave iniciar/parar está defeituosa
Correção
Limpar a escória
Substituir ou ajustar a pressão corretamente
a chaveSubstituir
7.3 O posicionamento da tocha não está corretoCausa possível
O dispositivo de fixação da tocha não está apertado
Correção
Aperte o parafuso do dispositivo
7.4 O dispositivo de ajuste de ângulo da tocha não funciona corretamente.Causa possível
Sujeira no dispositivo impede a movimentação
Correção
Limpar e lubrificar com óleo o dispositivo
7.5 O carro para durante a soldagemCausa possível
Há obstáculos no caminho do trator
Há sujeira nas rodas guia impedindo seu movimento
Correção
Retirar os obstáculos do caminho
Limpar a sujeira para que rodem livremente
7.6 O arco não se extingue quando pressionado o interruptor de parada de soldagemCausa possível
O interruptor não funciona
Correção
Substituir o interruptor
7.7 O trator não se movimenta ao longo do trajeto de soldagem .Causa possível
A posição das rodas guia não está ajustada corretamente
Correção
Ajustar e fixar as rodas guia
- 15 -
8 ADQUIRIR PEÇAS DE REPOSIÇÃO
Os Trabalhos de reparação e elétricos deverão ser efetuados por um técnico autorizadoESAB.
Utilize apenas peças sobressalentes e de desgaste originais da ESAB.
As peças de reposição podem ser encomendadas através do seu concessionário maispróximo ESAB.Consulte a última página desta publicação.
O MagneticTrac ETP 2 MIG/MAG foi construido e testado conforme as normas. Depois de efetuado oserviço ou reparação é obrigação da empresa reparadora assegurar-se de que o produto não diferedo modelo referido.

- 16 -
9 DIMENSÕES
275 mm
215 mm
10 ESQUEMA ELÉTRICO
MOTOR
SOLDA
POT.
215 mm
- 17 -
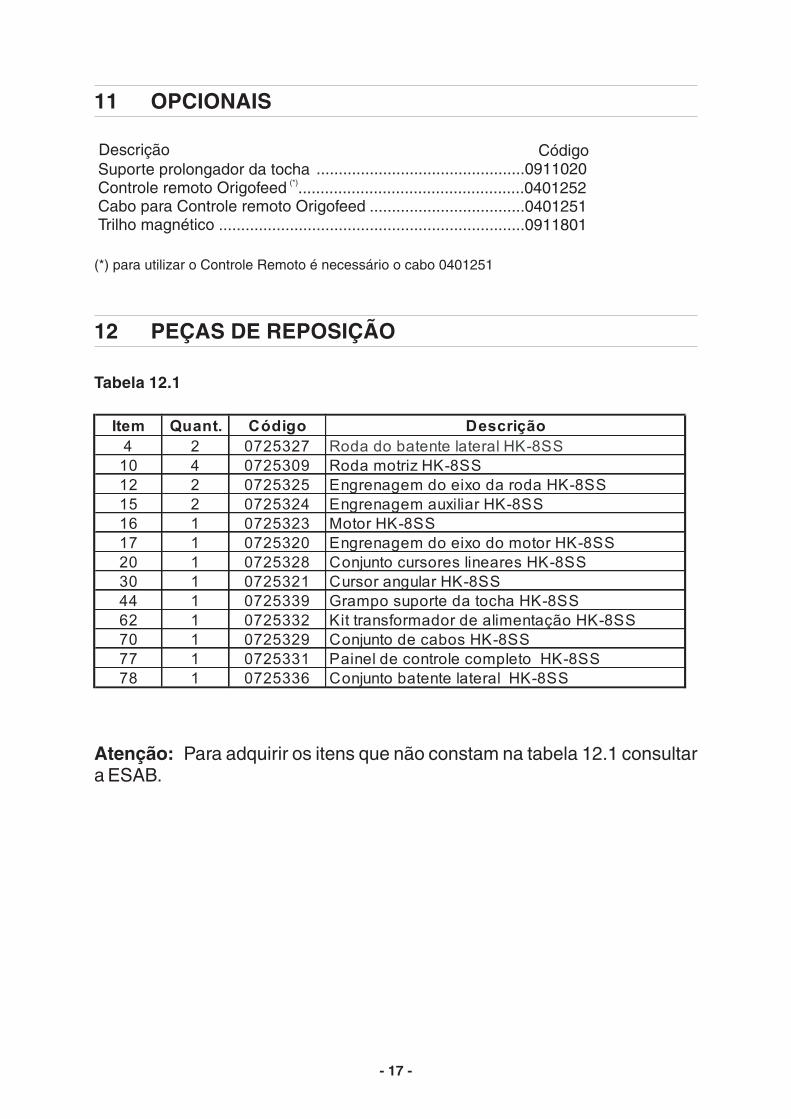
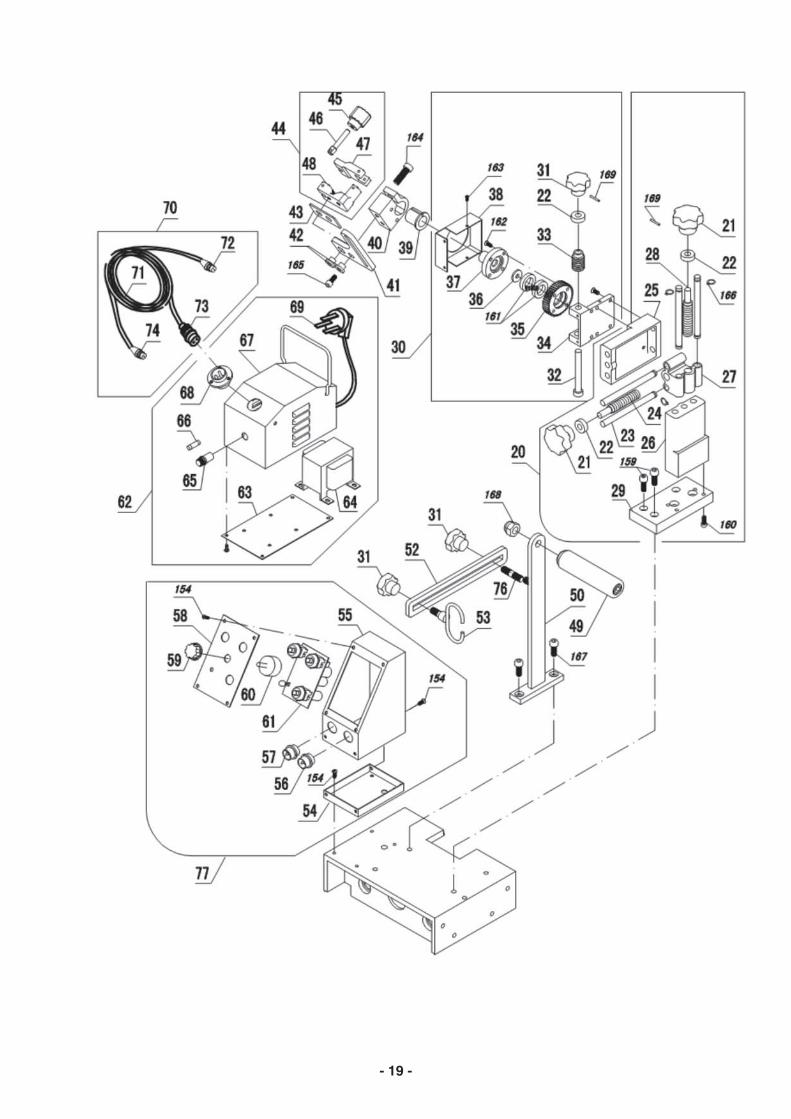
12 PEÇAS DE REPOSIÇÃO
Tabela 12.1
Item Quant. Código Descrição
4 2 0725327 Roda do batente lateral HK-8SS
10 4 0725309 Roda motriz HK-8SS
12 2 0725325 Engrenagem do eixo da roda HK-8SS
15 2 0725324 Engrenagem auxiliar HK-8SS
16 1 0725323 Motor HK-8SS
17 1 0725320 Engrenagem do eixo do motor HK-8SS
20 1 0725328 Conjunto cursores lineares HK-8SS
30 1 0725321 Cursor angular HK-8SS
44 1 0725339 Grampo suporte da tocha HK-8SS
62 1 0725332 Kit transformador de alimentação HK-8SS
70 1 0725329 Conjunto de cabos HK-8SS
77 1 0725331 Painel de controle completo HK-8SS
78 1 0725336 Conjunto batente lateral HK-8SS
Atenção: Para adquirir os itens que não constam na tabela 12.1 consultara ESAB.
11 OPCIONAIS
Suporte prolongador da tochaControle remoto OrigofeedCabo para Controle remoto OrigofeedTrilho magnético
Código...............................................0911020
...................................................0401252...................................0401251
.....................................................................0911801
(*)
Descrição
(*) para utilizar o Controle Remoto é necessário o cabo 0401251

- 18 -
- 19 -

Página em branco
- 20 -

- 21 -
CERTIFICADO DE GARANTIA
Informações do Cliente
Empresa: __________________________________________________________________________
Endereço: _________________________________________________________________________
Telefone: (___) _________________ Fax: (___) _______________ E-mail: ______________________
Observações: ______________________________________________________________________
__________________________________________________________________________________
Nº de série:Modelo: ( ) MagneticTrac ETP 2 MIG/MAG
( ) MagneticTrac ETP 2 MIG/MAG Nº de série:Modelo:
Revendedor: _________________________________ Nota Fiscal Nº: ________________________
Prezado Cliente,
Solicitamos o preenchimento e envio desta ficha que permitirá a ESAB conhecê-lo melhor para quepossamos lhe atender e garantir a prestação do serviço de Assistência Técnica com o elevadopadrão de qualidade ESAB.
Favor enviar para:
ESAB Ltda.
Rua Zezé Camargos, 117 - Cidade Industrial
Contagem - Minas Gerais
CEP:32.210-080
Fax: (31) 2191-4440
Att:Departamento de Controle de Qualidade

0216721 rev 2 10/2012
www.esab.com.br
ESAB
BRASILESAB Ltda.Belo Horizonte (MG)Tel.: (31) 2191-4970Fax: (31) [email protected]
São Paulo (SP)Tel.: (11) 2131-4300Fax: (11) [email protected]
Rio de Janeiro (RJ)Tel.: (21) 2141-4333Fax: (21) [email protected]
Porto Alegre (RS)Tel.: (51) 2121-4333Fax: (51) [email protected]
Salvador (BA)Tel.: (71) 2106-4300Fax: (71) [email protected]
Recife (PE)Tel.: (81) 3322-8242Fax: (81) [email protected]