Livro 2 - Criando Fluxo Continuo
127
-
Upload
paulo-henrique-cavassim -
Category
Documents
-
view
2.484 -
download
73
description
Lean Manufacturing
Transcript of Livro 2 - Criando Fluxo Continuo

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 1/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 2/127
CRIANDOFLUXQCONTINUO
Urn Guia de Ac;ao para Gerentes, Engenheiros
e Associados da Produc;ao
Mike Rother e Rick Harris
Prefacio original de James Womack, Daniel Jones e John Shook
Prefacto da Edic;:aoem Portugues de Nilton Marchiori e Carlos Lobo
Urn Manual Kit de Ferramentas Lean
THE LEANENTERPRISEINSTITUTE
Brookline, Massachusetts, USA
vvvvvv.lean.org
LEAN INSTITUTE BRASIL
Sao Paulo - SP
vvvvvv.lean.org.br
Versao 1.0
Janeiro 2002
~
www.lean.org.br ~

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 3/127
o chao de fabrica e um reflexo da administra9aO.
Colabore para a continuidade de nosso trabalho.
Por favor, nao reproduza, total ou parcialmente, este manual.
Os resultados da venda deste manual serao revertidos para os autores e para 0Lean Institute
Brasil. Estes recurs os servirao para continuar gerando materiais iiteis para voce.
Agradecimentos aos editores James Womack e John Shook, a OffPiste Design,
Artsgraph - Grafica e Editora, aos amigos de muitas empresas e a Dave Lagozzo
que cunhou a apropriada frase "Olhos para 0 Fluxo, Olhos para 0 Desperdicio''.
Flavio Picchi, Telma Rodriguez e Jose Roberto Ferro colaboraram com a
revisao da traducao.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 4/127
PREFAclO
Quando lancamos 0Aprendendo a Enxergar em 1998, como a primeira publicacao do Lean Enterprise
Institute, incentivamos os leitores a identificar as principais familias de produtos e entao desenhar os
mapas dos fluxos de materiais e inforrnacoes como eles existem na pratica. Mostramos que esses
mapas podem ser feitos em diferentes niveis, desde um simples processo dentro de uma fabrica, ate 0
caminho total da materia-prima ate 0 produto acabado, e sugerimos que 0melhor lugar para comecar
e com 0 fluxo de inforrnacao e produto dentro dos limites de uma unica planta.
nivel de processo
planta
I
Dlidtiplas plantas
varias eDlpresas
Em seguida, estimulamos os leitores a projetar um estado futuro para 0 fluxo de valor de cada familia
de produtos, no qual as inforrnacoes deveriam fluir suavemente do cliente para a produ<;:ao, da mesma
forma os produtos deveriam fluir suavernente, se possivel continuamente, em direcao ao cliente.
Finalmente, sugerimos um plano de implernentacao para atingir rapidamente 0 estado futuro.
Ficamos muito satisfeitos com a res posta ao Aprendendo a Enxergar, que ja vendeu mais de 120.000
c6pias em Ingles e foi traduzido para 0 chines, frances, alemao, japones, portugues, espanhol, sueco e
turco. Entretanto, tambern ficamos impressionados com a dificuldade que muitos leitores tern
encontrado para atingir de fato 0 fluxo continuo em suas instalacoes.
Ao visitar empresas, frequentemente notamos etapas dos processos realocadas de departarnentos
("ilhas de processo") para celulas por familias de produtos (como sugerido no Aprendendo a Enxergar)
mas com fluxo erratico e interrnitente dentro das celulas. 0 volume de producao varia de hora em
hora e pequenas pilhas de estoques acumulam-se entre as operacoes. Quando isso ocorre, sabemos
imediatamente que metade dos beneficios da organizacao em celulas deixa de ser aproveitado. Alern
disso, se a celula estiver localizada antes do processo puxador, que foroece diretamente para 0 cliente,
nenhum dos beneffcios chegara ate 0 cliente em funcao das paradas e da instabilidade das operacoes
segumtes.
Entao, como criar um verdadeiro fluxo continuo capaz de gerar beneficios ao cliente de forma
sustentavel ao longo do tempo? Os metodos nao sao misteriosos. Na verdade, a Toyota e empresas
associadas os aperfeicoararn ha anos arras. Porem, verificamos que, para aplicar efetivamente esses
rnetodos, gerentes, engenheiros e funcionarios precisam da ajuda de urn sensei (mentor) para
acompanha-los pas so a passo de modo a focalizar a visao e orientar suas acoes,

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 5/127
Para atender a essa necessidade, decidimos publicar este manual, dando sequencia ao Aprendendo a
Enxergar, de Mike Rother e John Shook. Aqui, saimos do nivel da planta para 0 nivel do processo,
quando Mike e Rick Harris pegam na sua mao e mostrarn 0 caminho para se introduzir e sustentar 0
fluxo continuo ao maximo, comecando pelo processo puxador.r-l
, . . . . . . .. ,,
, . . . . . . .. , C nlvel de processo
IDliltiplas plantas
varias elDpresas
Voce ja deve conhecer Mike do Aprendendo a Enxergar, mas Rick Harris talvez seja um nome novo.
Rick iniciou sua carreira no chao de fabrica da General Motors, na cidade de Anderson, Indiana,
onde trabalhou durante quinze anos ate ir para a Toyota de Georgetown, Kentucky, onde teve a sua
educacao em lean, chegando a ocupar 0 cargo de gerente da Monragern Final. Rick e Mike
continuam seu aprendizado lean trabalhando na irnplementacao da producao enxuta em empresas.
Aqueles que ja leram 0Aprendendo a Enxergar e desenharam cuidadosamente 0 estado atual e
futuro, encontrarao nas paginas que seguem a ajuda que faltava para a implernentacao de um fluxo
continuo verdadeiro. Outros leitores, que acabam de descobrir a mentalidade enxuta, ou que sao
veteranos em melhorias de processo e pensam que precisam de algumas dicas para aperfeicoar as
celulas existentes, se beneficiarao ao estudar a primeira secao deste livro para identificar
corretamente as famflias de produtos e os processos puxadores.
Mas tome cuidado: desenhar mapas e criar estados futures pode ser animador e divertido. Afinal de
contas, qualquer urn pode criar uma belo mapa no papel. Em Criando Fluxo Continuo voce estara
lidando com os aspectos reais da implementacao e 0 sucesso estara condicionado it intensa colaboracao
entre gerentes, engenheiros e operadores. 0 trabalho sera duro e estara sujeito a erros. Mas os
beneficios podem ser enormes e todo 0 conhecimento necessario esta resumido aqui.
Dada a natureza de seu desafio, estamos particularmente ansiosos para saber sobre as dificuldades
encontradas e os resultados obtidos. Precisamos ouvir crfticas e sugestoes para aperfeicoarrnos 0
Criando Fluxo Continuo. Por favor, mandem suas mensagens para [email protected] e nao se
esqueca de visitar 0 site da comunidade Lean Internacional (vvvvvv.lean.org) e no Brasil
(vvvvvv.lean.org.br). Estude cuidadosamente estas paginas, buscando referencias no Aprendendo
a Enxergar, quando necessario, Entao, vislumbre a oportunidade de implementar e sustentar 0
fluxo continuo e conte-nos suas experiencias de modo que possamos cornpartilha-las com nossa
comunidade de empresas.
James Womack, Daniel Jones e John Shook
Brookline, MA, USA; Ross-on- Wye, Hereford, UK; Ann Arbor, MI, USA
www.lean.org.br
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 6/127
PREFAclO DA EDIf;AO EM PORTUGUES
Temos a satisfacao de ter contribuido para apresentar a comunidade Lean do Brasil este manual
"Criando Fluxo Continuo ", escrito par Mike Rother e Rick Harris, em continuidade ao primeiro
lancamento do Lean Institute Brasil, 0 "Aprendendo a Enxergar". Esta nova contribuicao e
resultado da grande experiencia dos autores em empresas como a GM e Toyota, entre outras.
A partir do Mapeamento do Fluxo de Valor ("Value Stream Mapping"), que muitos ja conhecem, os
autores ajudam-nos a navegar no processo de implementacao do fluxo continuo nos processos
puxadores, na busca de atingir 0 estado futuro. Isto e tratado aqui de uma forma original, e mesmo
as pessoas mais acostumadas a estes conceitos, encontrarao neste manual urn novo enfoque para
este tema,
Todos aqueles que aplicaram os conceitos apresentados no "Aprendendo a Enxergar" rnuito
provavelmente passaram pela experiencia de criar celulas para implementar 0 fluxo continuo. E
baseados nesta experiencia, podem intuir que isso ja e bastante conhecido e, portanto, muito facil.Com a nossa pr6pria experiencia de muitos anos implementando celulas e fluxo continuo nos mais
diferentes ambientes de manufatura, podemos lhes garantir que a conteiido deste livro traz
iruimeras novas solucoes e conceitos a urn problema recorrente: como realmente implementar um
verdadeiro, e nao um falso, fluxo continuo.
De urn modo bastante pratico e didatico, os autores criticam e apontam exemplos de falso fluxo
continuo implernentado em muitas empresas. Eles mostram como melhorar 0 fluxo continuo em
uma celula que aparenternente ja 0 implementou. E os autores fazem isso com bastante
propriedade, conseguindo transferir para este manual parte importante de suas vastas experiencias.
Mesmo para n6s que trabalhamos ha varies anos nesta area, este livro adicionou muito a nossa
experiencia e conhecimento.
Pelo que temos visto em imimeras empresas no Brasil, a implernentacao de fluxos continuos tern se
limitado a criacao de celulas, ou pseudocelulas, que nao tiveram como objetivo fundamental 0
estabelecimento do verdadeiro fluxo continuo. Assim, esperamos que este manual venha ajudar a
sua empresa a trilhar 0 verdadeiro caminho para a producao enxuta,
Voce vai aprender como projetar, implernentar, auditar e melharar a seu fluxo de producao. Mesmo
voce que ja implementou celulas na sua empresa ficara impressionado como este manual podera
ajudar a melhora-las,
E n6s procuraremos acompanhar de perto esse esforco. Aproveite este trabalho e comece a
implernentacao 0 quanto antes!
Nilton Marchiori e Carlos Lobo
www.lean.org.br

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 7/127
CONTEUDO
Prefacio Original
Prefacio da Edi~ao em Portugues
Introdu~ao
Parte I: Come~ando
Parte II: Qual e0Trabalho?
Parte III: Maquinas, Material e Layout para0Fluxo
Parte IV: Distribuindo 0Trabalho
Parte V: Vinculando-se ao Cliente e Regulando 0Fluxo
ParteVI: Implementando, Mantendo eMelhorando
Conclusao
Sobre os Autores eTradutores
Apendices
A: Fluxo Continuo em Resumo
B: Tabela de Combina~ao de Trabalho Padronizado

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 8/127
INTRODUC;Ao
Fluxo continuo e 0 objetivo principal da prcducao enxuta e criar fluxo continuo tern sido 0 alvo de imirneros
projetos kaizen. Trabalhamos em uma grande variedade de fabricas e pudemos constatar louvaveis esforcos
para se criar fluxo continuo. Infelizmente, poucas dessas tentativas podem ser consideradas bem sucedidas.
Por exemplo, parece que rnuitos concentraram esforcos no desenvolvimento de layouts em forrnatos de Uao inves do mais importante: criar e manter urn fluxo continuo eficiente. Qualquer agrupamento de
maquinas que desempenhem suas operacoes em uma sequencia e chamado de "celula", mas e raro se
encontrar urn fluxo continuo verdadeiro, 0 que caracteriza uma celula de verdade.
Idealmente, os produtos deveriam fluir continua mente pelos fluxos de valor, da materia-prima ao produto
acabado. Mas isso pode ser complicado num primeiro momento. It necessario estabelecer um foco. E este
deve ser 0 "processo puxador" ou 0 segmento do fluxo de valor em que os produtos apresentam a forma
final na perspectiva do cliente. Esses processos normal mente sac os mais importantes segmentos de um
fluxo de valor, po is a maneira como eles operam afeta tanto a capacidade de atender adequadamente 0
c1iente como tarnbern define a demanda para os processos anteriores. Um ritmo de producao estavel, mixnivelado de produtos e fluxos de materiais sempre continuos no processo puxador, estabelecem demandas
regulares e consistences para 0 seu fluxo de valor.
Ao olharmos mais de perto para muitos processos puxadores, verificamos a existencia de um fluxo erratico e
interrnitente de produtos. Nesses casos, nota-se a acumulacao de estoques flutuantes entre as operacoes,
excesso de producao em lotes, variacces hora a hora do volume de producao e sub-utilizacao do esforco
humano devido it vinculacao das pessoas a maquinas individuais. 0 desempenho foi certamente melhorado
em relacao ao processo anterior em layouts funcionais, onde os equipamentos eram agrupados por tipo de
maquina, mas um desempenho muito melhor e fluxos de valor ainda mais enxutos podem ser obridos,
o objetivo deste manual e apurar a sua percepcao e fornecer-lhe habilidades para alcancar e manter urn
fluxo continuo de materiais verdadeiro e eficiente. Nosso foco serao as celulas baseadas em pessoas por
serem muito difundidas e, em um mundo de c1ientes geograficamente dispersos e produtos com ciclos de
vida reduzidos, e importante ser capaz de projetar e administrar processos simples, flexiveis, baratos e
criativos baseados em rnao-de-obra. Usaremos 0 metodo e 0 processo mental baseados nas experiencias
pioneiramente postas em pratica pela Toyota e por suas empresas associadas, que voce pode utilizar em
qualquer lugar em que queira criar um fluxo continuo.
As ferramentas e tecnicas podem ser de grande valor, mas 0 mais relevante e que voce e sua equipe tornem-
se capazes de enxergar e sentir 0 fluxo. Assim que for em colocados em pratica os metod os aqui sugeridos,
voce automaticamente devera passar a focar menos no layout e mais no fluxo em si. Mas 0 mais importante
e selecionar urn processo puxador e cornecar imediatamente, porque 0 que aprendemos depende da
orientacao para a a~ao e da persistencia na implernentacao.
ao espere!
Mike Rother e Rick Harris
Ann Arbor, Michigan e Stamping Ground, Kentucky
J unho de 2001

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 9/127
Fluxo Continuo
Este manual focaliza a criacao do fluxo continuo nos processos puxadores, mas 0conceito de fluxo
continuo vai alern dos processos puxadores em si, estendendo-se a todas as etapas de qualquer
processo produtivo. Da mesma forma, as ferramentas aqui descritas podem ser utilizadas em uma
grande variedade de aplicacoes. A lista abaixo mostra posslveis aplicacoes:
Producao totalmente manual
Aplicabilidade
x x x
Tipos de Processo
Celulas e linhas operadas por
pessoas, com equipamento automatizado
x x x
Linhas de producao com esteiras x x
Linhas "transfer" parcialmente automatizadas
(com operadores em postos de trabalho)
x x
Linhas "transfer" totalmente automatizadas
(operadores como atendentes da linha)
Maquinario multifuncional com alto
grau de automacao
Defini~aode Celula
Uma celula e urn arranjo de pessoas, rnaquinas, materiais e metodos em que as etapas do
processo estao pr6ximas e ocorrem em ordem sequencia], atraves da qual as partes SaD
processadas em urn fluxo continuo (ou em alguns casos, de forma consistente, com lotes
pequenos mantidos em toda a sequencia das etapas do processo). 0 layout fisico mais conhecido
de uma celula e 0 formato em "U", mas muitas formas SaD possiveis. 0 processamento em fluxo
continuo tambern e possfvel em linhas de producao retas. Muitas empresas utilizam os termos
"celula" e "linha" de forma intercarnbiavel, assim como sera feito neste manual.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 10/127
Envolvirnento da Equipe
Observe que voce vai precisar de um esforco de equipe para criar 0 fluxo continuo. Sistemas
enxutos baseiam-se fortemente nos operadores, especial mente no que diz respeito aos esforcos
de melhoria diaries, mas tarnbern depend em do envolvimento diario dos gerentes e engenheiros
para projetar sistemas, resolver problemas e administrar os processos. Os esforcos da equipe no
desenvolvimento do fluxo continuo envolverao diversas pessoas da empresa, incluindo:
Gerente do Fluxo de Valor (ver Aprendendo a Enxergar). Desenha e ajusta os mapas do estado
futuro, que rnostra 0 processo puxador e onde e POSSIVelhaver fluxo continuo.
Gerente de Area. Lidera os esforcos de implernentacao do fluxo continuo e assegura
diariamente sua continuidade e permanente aperfeicoamento.
Engenheiros Industriais e Engenheiros de Manufatura. Projetam os layouts iniciais e definem
as pessoas envolvidas nas celulas de fluxo continuo com base em dados colhidos pessoalmente
no chao de fabrica. Devem acompanhar de perto 0 processo de implernentacao e os ajustes.
Engenheiros tarnbem projetam, especificam e constroem maquinas simples, pequenas e
necessarias para apoiar 0 fluxo continuo.
Equipe de Producao. Os operadores, supervisor e 0 lider de equipe SaDessenciais para fazer 0
fluxo funcionar e mante-lo, alern de encontrar maneiras de aperfeicoa-Io em bases regulares.
Manutencrao. Ajusta a nova celula ate que ela funcione como desejado (juntarnente com os
Engenheiros Industriais e de Manufatura) e tambern deve ser capaz de responder rapidamente
aos problemas.
Especialistas em Lean. Devem auxiliar a todas essas pessoas .
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 11/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 12/127
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 13/127
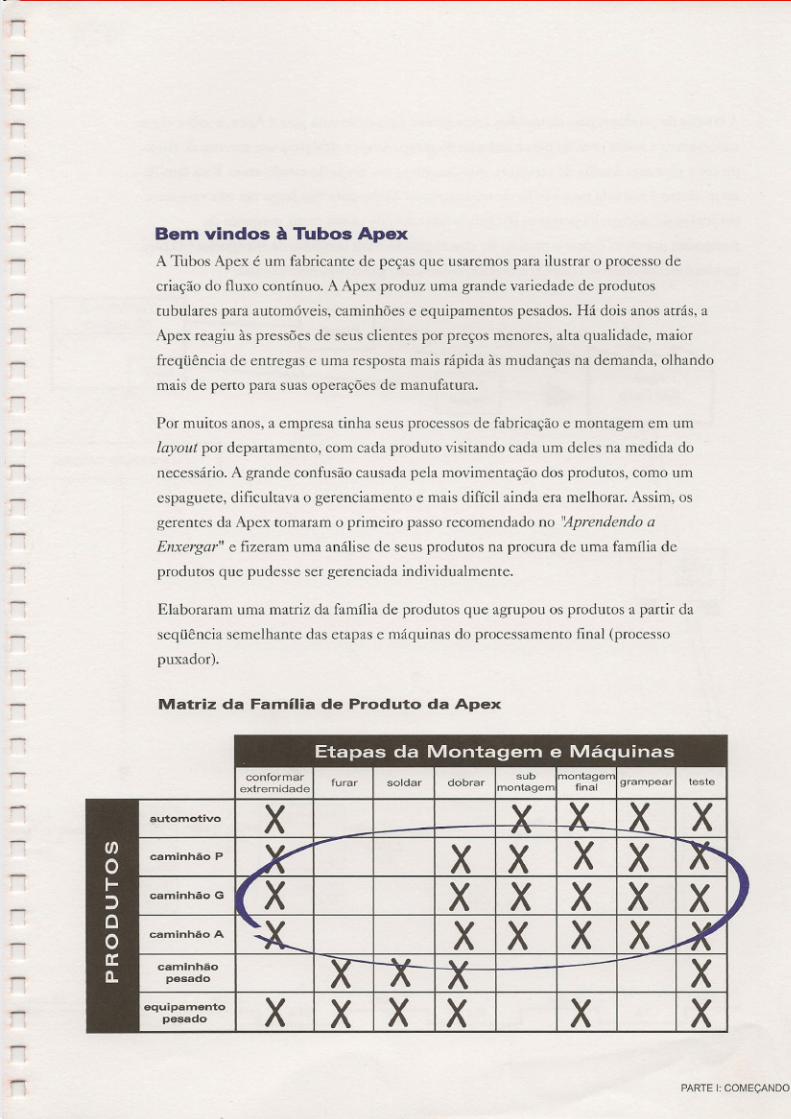
8em vindos a Tubos ApexA Tubos Apex e urn fabricante de pecas que usaremos para ilustrar 0 processo de
criacao do fluxo continuo. A Apex produz uma grande variedade de produtos
tubulares para autornoveis, caminh6es e equipamentos pesados. Ha dois anos arras, a
Apex reagiu as press6es de seus clientes por prec;os menores, alta qualidade, maior
frequencia de entregas e uma resposta mais rapida as mudancas na demanda, olhando
mais de perto para suas operacoes de manufatura.
Por muitos anos, a empresa tinha seus process os de fabricacao e montagem em urn
layout por departamento, com cada produto visitando cada urn deles na medida do
necessario. A grande confusao causada pela movimentacao dos produtos, como urn
espaguete, dificultava 0 gerenciamento e mais dificil ainda era melhorar. Assim, os
gerentes da Apex tomaram 0 primeiro passo recomendado no ''Aprendendo a
Enxergar" e fizeram uma analise de seus produtos na procura de uma familia de
produtos que pudesse ser gerenciada individual mente.
Elaboraram uma matriz da familia de produtos que agrupou os produtos a partir da
sequencia semelhante das etapas e maquinas do processamento final (processo
puxador).
Matriz da Familia de Produto da Apex
Etapas da Montagem e Maquinas
conformarfurar soldar dobrar
sub montagemteste
extremidade montagem finalgrampear
automotivo Xcarntnhao P
cerntnhao G
caminhaoA
carnmhao
Xesado
equipamento X X X X X Xesado
PARTE I: COME<;:ANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 14/127
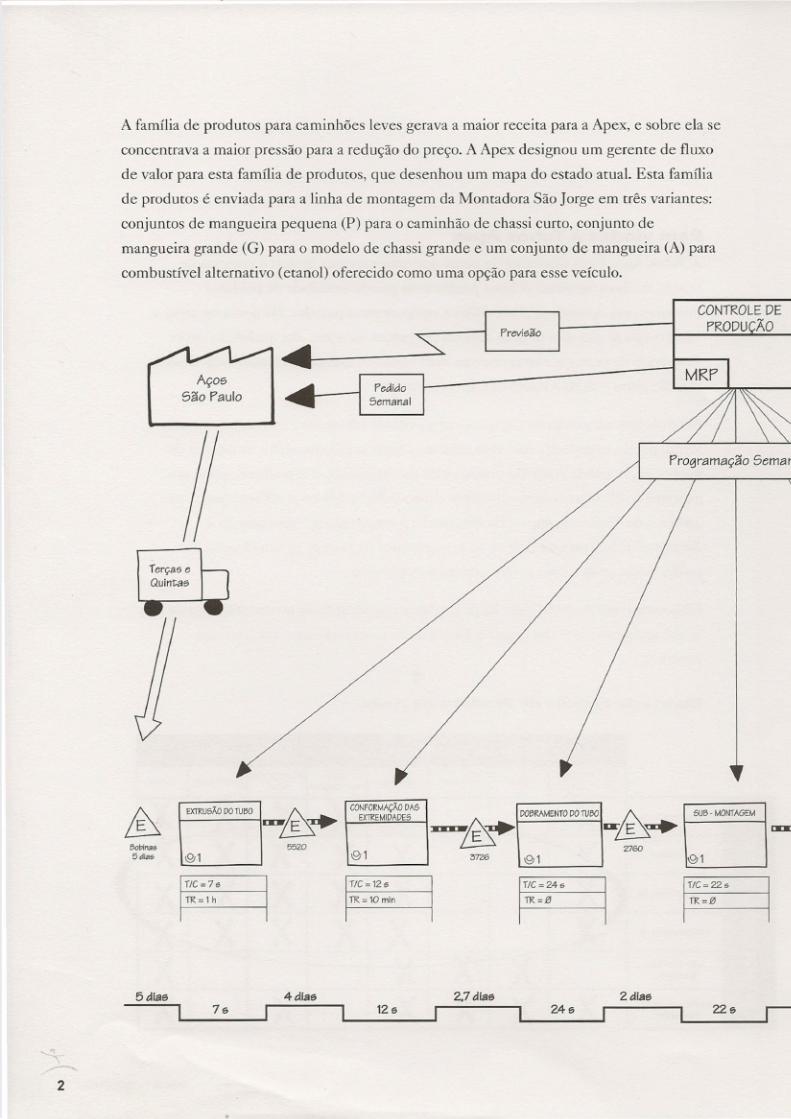
A familia de produtos para caminh6es [eves gerava a maior receita para a Apex, e sobre ela se
concentrava a maior pressao para a reducao do preco. A Apex designou urn gerente de fluxo
de valor para esta familia de produtos, que desenhou urn mapa do estado atual. Esta familia
de produtos e enviada para a linha de montagem da Montadora Sao Jorge em tres variantes:
conjuntos de mangueira pequena (P) para 0 caminhao de chassi curto, conjunto de
mangueira grande (G) para 0modelo de chassi grande e urn conjunto de mangueira (A) para
combustivel alternativo (etanol) oferecido como uma opcao para esse veiculo.
Bol>ina.
5dia.
2
MRP
CONTRO LE DE
PRODU AO
Aq,o s
Sao Paulo
Tercae e
Quintas
~&. D O B R A M E N T O D O T U B O 1 [ 1 [ " & . I - S U _ B _ - M _ O _ N T _ A G _ E _ M . ,~Z760
3726 1 0 1L.. :: : :... :...- __ -- '
5520
1 0 1
1 0 1
C O N F O R M A { : A O D A S
E X T R E M I D A D E SX T R U S A O D O T U B O _ ~ . • .. •
~--il:Ilr~"
1 0 1
T IC =7'" TI C = 12 s
TR=10mn
5dlas 4dias .7dlas 2dlas
22s6 12s 246

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 15/127
Com 0 seu sistema de producao em lotes e filas baseado no layout funcional, os gerentes da
Apex nao se surpreenderam ao saber que 0 tempo de processo real era menor que 0,01% do
"lead time" e que grande parte da area especifica para esse produto estava sendo utilizada
para estoques ou para garantir acesso entre as eta pas de processo. Em resumo, nada fluia, e
era muito diffcil para a Apex responder as mudancas nas demandas dos clientes, mesmo
possuindo uma grande quantidade de estoques em processo.
Previsao
Montadora
Sao Jorge
Mapa do Estado Original do Tubo de
Combustivel para Caminhao daApex
1.38 0/d iaCa ixa = 30 p ey as
2 turnos
Programayao
Diaria
de Entrega
~
~
~
M O N T A G E M F IN A L
•••••G R A M P E A M E N T O
192
E X P E D I ~ J i O
3174 191
Fra te le lra
TR=20sT/C=20s
~r------iT/C=375
2,3dia6 2dia6 3dia6
LeadTimed e P ro dugao = 22,8 dias
! I 746 I""'--------' I
206I I I
Tempode = 178 sProcessamento
PARTE I: COME~ANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 16/127
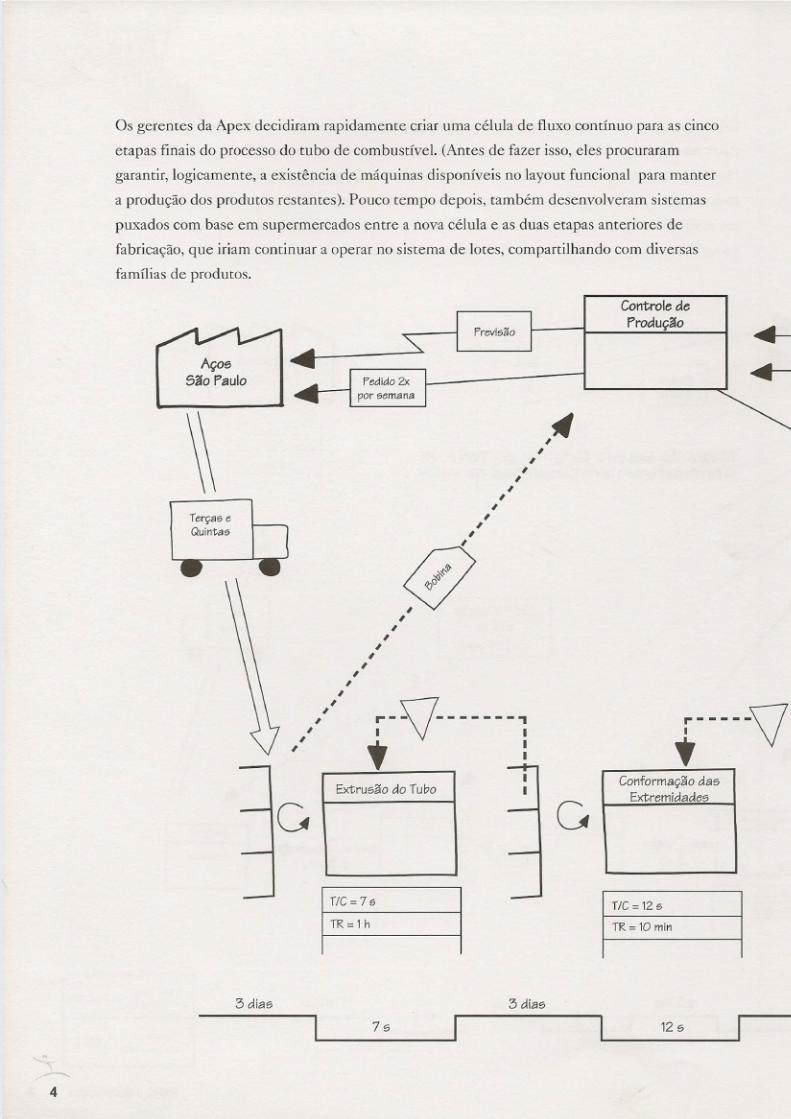
Os gerentes da Apex decidiram rapidamente criar uma celula de fluxo continuo para as cinco
eta pas finais do processo do tubo de combustive!' (Antes de fazer isso, eles procuraram
garantir, logicamente, a existencia de maquinas disponfveis no layout funcional para manter
a producao dos produtos restantes). Pouco tempo depois, tarnbem desenvolveram sistemas
puxados com base em supermercados entre a nova celula e as duas etapas anteriores de
fabricacao, que iriam continuar a operar no sistema de lotes, compartilhando com diversas
familias de produtos.
Agos
Sao Paulo
\ \,,,,,,,,,,
-:~, < : : ; 0
,,,,
,,,,,,,,,,,,
Tercae e
Quinta!>
~ - v - - - - - - ~~ :
I
Ixtrueao do Tubo
T I C = 7 s
TR= 1 h
3 dias 3 dias
7s
, .. ,•.... .,
4
Controle de
Produgao
r - - - - -\7~ V
r-----...;....--.,
Conformagao das
Extremidades
G
T I C = 12 e
TR =10 min
12 s
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 17/127
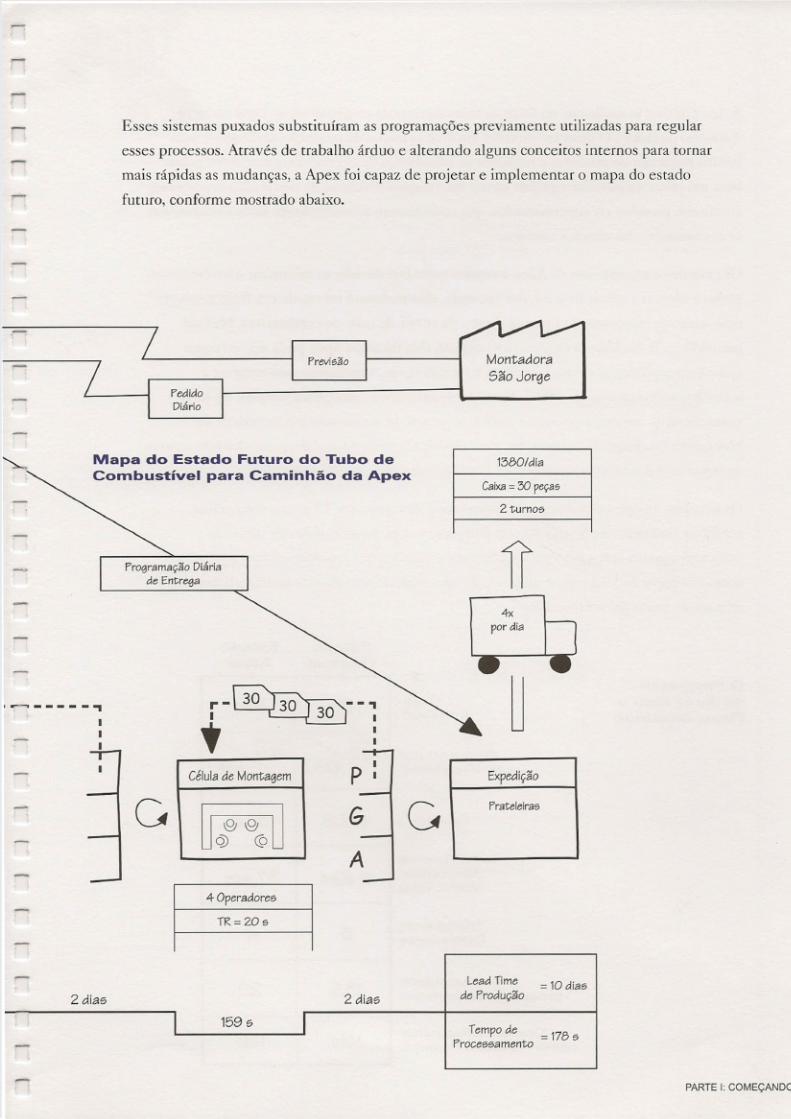
Esses sistemas puxados substituiram as programacoes previamente utilizadas para regular
esses processos. Atraves de trabalho arduo e alterando alguns conceitos internos para tornar
mais rapidas as mudancas, a Apex foi capaz de projetar e implementar 0 mapa do estado
futuro, conforme mostrado abaixo.
Mapa do Estado Futuro do Tubo de
Combustive. para Caminhao daApex
I~-- - - -" I'"-~--'I~ I, :
I
C e lu la de Montagem I
G
A4 Operadores
TR=20s
2dias 2dias
Tempo de = 178 sProcessamento
I I59s
G
Montadora
Sao Jorge
1380/dia
Caixa = 30 pegas
2 turnoe
4x
por dia
Expedigao
Frateleirae
Lead Time
de Produgao= 10 dias
PARTE I: C OMEC ;:A NDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 18/127
A S gerentes e engenheiros da Apex tomararn outra boa decisao ao minimizar 0 investimento
inicial e manter a celula simples. Por exemplo, eles poderiam ter criado urn fluxo continuo
mais extenso, incorporando a prensa dentro da celula de tubo de cornbustivel. Mas, tal
prensa exigiria urn alto investimento de capital. (No futuro, a Apex pode decidir como
aplicar algumas dessas economias de custo obtidas com as melhorias para comprar e
acrescentar uma prensa na celula), Eles decidiram instalar uma celula simples, de baixo
custo, flexivel, intensiva em mao-de-obra, projetada de acordo com a necessidade da
Montadora Sao Jorge. Isso parece ser mais confiavel e mais adequado, possibilitando 0 envio
de inforrnacoes niveladas da demanda as etapas anteriores do fluxo de valor.
A Apex iniciou as melhorias no fluxo de valor do tubo de combustivel no lugar certo: no
''processo puxador " a processo puxador envolve as etapas de producao dedicadas a uma
familia particular de produtos e responde as solicitacoes de clientes externos, Administrar
bem urn processo puxador significa enviar inforrnacoes niveladas da demanda aos processos
anteriores, puxados via supermercados, que continuaram produzindo em lotes e respond emas necessidades dos clientes internos.
EstadoOriginal
EstadoAtual
as gerentes da Apex escolheram a classica forma de layout em 'U" para a nova celula,
conforme ilustrado na proxima pagina. Em poucos dias, foram capazes de mover as
maquinas e configurar a nova celula, obtendo resultados impressionantes nesse processo,
como a reducao do lead time e da area utilizada, alem de ter aumentado dramaticamente 0
mimero de pecas por colaborador.
oProgressoda Apex corn0
FluxoContinuo
Fluxo
ContinuoNao Nao
~ ~
102,9 52,8
11dias 37min
6 4
13,5 20
Nao Nao
Producao por
Turno (Real/Meta)
Area (rn-')
LeadTime naMontagem
(WIPxTakt)
Numero de
Operadores
Produtividade
(pec;:as/operador/hora)
Opera Efetivamente
como Processo Puxador
6
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 19/127
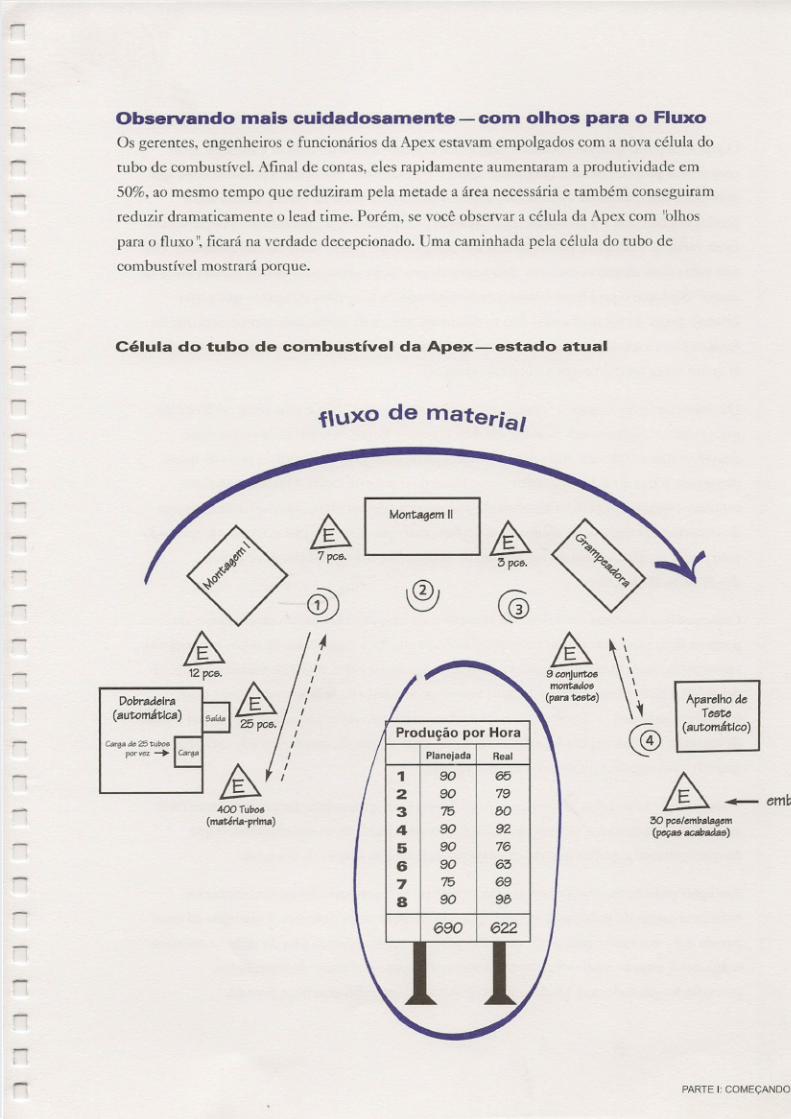
Observando mais cuidadosamente - com olhos para 0Fluxo
Os gerentes, engenheiros e funcionarios da Apex estavarn empolgados com a nova celula do
tubo de combustivel. Afinal de comas, eles rapidamente aumentararn a produtividade em
50%, ao mesmo tempo que reduziram pela metade a area necessaria e tambern conseguiram
reduzir dramaticamente 0 lead time. Porern, se voce observar a celula da Apex com 'blhos
para 0 fluxo'; ficara na verdade decepcionado. Uma caminhada pela celula do tubo de
combustivel mostrara porque.
Celulado tubo de combustivel daApex- estado atual
i\UXO de material
InMontagem II
Inpc6.
:3 pce.
®@ ;
@
In~
In \ \12 pcs. I
9 conJuntosImontado 6I
Dobradelra I (para teete) Aparelho de
(automattca) I TesteI
®(automatlco)I
Carga de 25 tuboe Iporvez -+ I Planejada Real
InII 1 90 65
&90 79ernb
400 Tuboe~
3 75 80(materia-prima)
4 90 92
30 pc6/emuala0em(peva6 acabadae)
5 90 76
6 90 63
7 75 69
8 90 98
r-
PARTE I: COMEyANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 20/127
o primeiro passo quando visitamos uma fabrics normal mente e verificar a situacao atual
com nossos proprios olhos e perguntar: 'Qual e a problema? "Na Apex, a primeira coisa que
notamos e urn quadro de volume de producao na entrada/saida da celula, mostrando a
producao planejada e a producao real. Olhando para a quadro, perguntamos: 'Porque existe
tanta variacao e porque a producao real nao atinge a planejado?" Mais especificamente, 'Par
que esta celula alcancou sornente dais tercos da producao planejada durante muitas horas no
turno?" Sera que a problema e referente a existencia de rnaquinas incapazes que estao
fazendo pecas de ma qualidade? Sao as maquinas que estao quebrando muito? Sera que as
fornecedores estao trazendo pecas de ma qualidade au elas estao se perdendo no caminho?
E quem reage quando esses problemas ocorrem?
Qualquer que seja a causa, a variacao na saida das pe~as da celula e uma clara evidencia de
que podemos melhorar em muito a seu desempenho. Estamos ainda mais certos disso
quando notamos que, em duas horas de urn total de oito, a celula produziu mais do queo
planejado, 0 que e tao ruim quanta estar abaixo da meta estipulada. Quatro operadores
estavam escalados para trabalhar durante todo 0 turno de trabalho, portanto uma mudanca
de mao-de-obra nao pode explicar as variacoes ocorridas. A menos que estivessem operando
com muita rapidez, com risco inaceitavel de acidentes e ma qualidade, deve haver
desperdicio no processo.
Cornecamos a enxergar uma fonte de variacao e de desperdfcio quando examinamos de
perto as duas primeiras etapas da sequencia de producao: a dobradeira de tubas e a primeiraoperacao de montagem. 0 primeiro operador deve deixar 0 seu posto de trabalho a cada 25
pecas, au a cada 16 minutos, se a celula estiver produzindo de acordo com 0 "takt time"
(conforme explicado a seguir na questao 2). Isso exige tres minutos e significa que au a fluxo
de material e interrornpido ou a dobradeira e as duas etapas de montagem nao estao ligadas
entre si. Isso significa que nao ha fluxo continuo.
Continuando a caminhar, observamos que ha uma certa quantidade de estoque entre cada
operacao e que tambem as operadores estao alocados cada urn na sua maquina, a que
frequentemente significa que devem esperar durante a operacao da maquina.
Estoques pulmao variaveis entre as estacces de trabalho sao uma forma ineficiente de
balancear cargas de trabalho desiguais. Quando enchem esses pulmoes, a operacao da uma
parada informal talvez para pegar material au fazer outra atividade fora do ciclo de trabalho,
enquanto a estacao posterior recupera 0 atraso. As operacoes estao desarticuladas,
permitindo que cada uma produza lotes de pecas ao inves de uma peca por vez.
8
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 21/127
Operacoes desarticuladas, que chamamos de "ilhas", geram 0
desperdicio da superproducao eo desperdicio da espera dentro da
celula, repetindo-se a cada turoo, dia, semana, rnes e ano. Pequenos
desperdicios frequenternente parecem nao ter importancia para os
gerentes que simplesmente visitam 0 processo (e aparentemente nao
sao visiveis aos gerentes da Apex), mas se acumulam mais de 600 vezes
por turoo!
Operacoes desarticuladas tambern tornam dificil observar quando
algum problema acontece; quando urn problema ocorre, 0 restante das
estacoes continua trabalhando. No final do turoo de trabalho, os
problemas que passaram desapercebidos se acumulam e 0 volume de
producao fica abaixo da meta. 0processo puxador, em particular,
precisa ser adrninistravel. Problemas ou anormalidades precisam ser
detectadas assim que ocorram e a equipe de apoio precisa atuar
rapidamente. Os operadores nao podem reagir, resolver os problemas
significativos na producao, procurar e eliminar as causas desses
problemas, e ao mesmo tempo, atingir a meta de producao!
Finalmente, enquanto completamos nossa visita, observamos que a
celula da Apex esta disposta na forma de urn "U" muito aberto. Isso
anula urn dos principais objetivos do layout celular em forma de "U ";
perrnitir flexibilidade aos operadores aproximando as areas de trabalho.
Tanto 0 primeiro quanta 0 ultimo operador se movimentarn por
distancias consideraveis para manus ear materiais. 0 fluxo e
interrompido toda vez que eles deixam seu posto para fazer 0 percurso
inverso.
Nossa conclusao no final da caminhada pela celula da Apex foi a de
que nao existe real mente fluxo continuo em parte alguma. Ao inves
disso, observamos somente fluxos esporadicos e interrnitentes,
conforme indicado pelas pequenas pilhas de pecas entre cada maquina
e tarnbem na flutuacao da quantidade da saida de pecas de hora em
hora. De fato, essa celula e real mente apenas urn "conjunto" de
maquinas pr6ximas e operadores produzindo, no maximo, urn "fluxo
falso" que engana 0 olho nao treinado.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 22/127
Metas para a Celula do Tubo de Combustivel da Apex
Estado Estado
Original Atual
FluxoN ao N aoontinuo
Producao porinsrdvel
'? z62urno
(real/meta) 690 690
Area (m2) 105 52,8 23,6
Lead Time na
Montagem 11dias 37min 200s(WIP x Takt)
Nurriero de
Operadores
N ao
6 4 2
Produtividade
(pec;as/operador/hora)13,5 20 40
Atua Efetivamente como
Processo Puxador
Embora 0 desempenho da nova celula da Apex seja muito melhor que 0 processo original
com um layout funcional, um esforco cuidadoso para obter um verdadeiro fluxo continuo
atraves do projeto correto do processo e da operacao po de dobrar a produtividade da mao-
de-obra, reduzir a metade 0 espaco necessario, reduzir 0 lead time em mais de 90% e
melhorar significativamente a qualidade e a resposta as necessidades dos clientes. Metas
realistas para esta celula, que mostraremos como conseguir nas paginas adiante, sac
mostradas na coluna do lado direito da tabela acima.
Iniciaremos formulando a primeira das onze questoes que devem ser respondidas no seu
esforco para desenvolver verdadeiro fluxo continuo em suas proprias celulas ou linhas. As
questoes exigem trabalho e muita atencao por parte de todo 0 seu time, mas voce descobrira
que as respostas sac muito valiosas quando incorporadas a sua empresa.
10

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 23/127
Ouestao 1: Voce escolheu os Produtos Finais Adequados?
A Apex ja determinou a familia de produtos e definiu 3 tipos de pecas para a celula de tubo
de combustivel. 0 entanto, quando considerar a sua pr6pria situacao, voce pode ter que
pensar cuidadosamente sobre os produtos adequados para atribuir ao seu processo puxador.
Aqui estao algumas orientacces uteis.
1) Flexibilidade. As vezes a demanda e suficientemente alta para permitir que cada celula
seja dedicada exclusivamente a urn unico produto, conforme abaixo:
ProdutoA ProdutoB
o 0t t
o 0\0
o 0t t
o 0\0
No entanto, se a demanda girar entre diferentes produtos e for possivel manter 0 tempo de
troca curto, sera melhor compartilhar os modelos de produtos entre as celulas multi-
modelos, conforme abaixo:
ProdutosAeB ProdutosAeB
o 0t to 0\0
o 0t to 0\0
A capacidade total permanece a mesma em ambos os casos, mas a habilidade de cada
processo em acomodar as mudancas da demanda dos produtos e muito maior no segundo
caso. A demanda por urn produto dentro da familia pode variar, enquanto a demanda de toda
a familia de produtos frequentemente e mais estavel.
PARTE I COMEt;:ANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 24/127
2} Varialfao no conteudo total de trabalho. A quantidade de trabalho total- 0 tempo
necessario para 0 operador produzir uma peca do inicio ao fim - nao deve variar mais do que
em tomo de 30% entre os diferentes produtos finais processados na celula, especial mente
quando na movimentacao sac utilizadas esteiras. Quando a quantidade de trabalho varia
muito, fica diflcil manter 0 fluxo e a produtividade. Em tais casos, voce pode querer dividir a
celula ou realocar alguns produtos especiais ou de baixo volume de producao para outras
celulas, (Algumas fabricas ate mesmo criam uma celula ou linha separada para fabricar
produtos de baixo volume de producao, ate que os engenheiros de produto possam
padronizar os produtos atraves de mudancas no projeto).
3) Similaridade das etapas do processo e dos equipamentos. Quando os estagios
necessaries para manufaturar diferentes produtos dentro da celula variam muito (por
exemplo, quando alguns produtos nao seguem a sequencia das etapas do processo), os
operadores terao de mudar a forma de trabalho toda a vez que houver a montagem de uma
nova variante do produto. Isto reduz a produtividade e aumenta 0 risco de problemas de
qualidade. Novamente, as vezes e melhor produzir as variantes com estagios de processo
claramente diferentes em outras celulas.
4} "Takt time" (ritmo da producao). "Takt Time" e a velocidade na qual os clientes
solicitam os produtos acabados. Ela e determinada pela divisao do tempo total disponivel de
producao por turno, pela necessidade do cliente (veja a equacao na pagina ao lado), Como
uma orientacao geral, quando 0 "takt time" para a celula ficar abaixo de 10 segundos, 0
trabalho do operador pode tornar-se altamente repetitive e estressante, Quando uma
demanda elevada exigir "takt times" pequenos, voce pode pensar em usar rmiltiplas celulas
iguais, possivelmente lado a lado, ao inves de uma celula unica de alta velocidade. Isto e
adequado principalmente se 0 capital necessario para celulas adicionais puder ser manti do
baixo, atraves da utilizacao de equipamentos simples.
Inversamente, quando 0 "takt time" for maior do que 120 segundos, e tao grande 0 rnimero
de elementos de trabalho que dificulta a padronizacao dos movimentos. Em tais casos, pode
se considerar a colocacao de produtos finais adicionais mas similares na celula, de modo a
reduzir 0 "takt time". Certamente, para alguns produtos sera simples mente irnpossivel
ajustar 0 "takt time" abaixo de 120 segundos porque os volumes necessaries sac pequenos,
ate quando diversos produtos finais diferentes sac fabricados dentro da mesma celula ou
linha. (Com "takt times" longos, pode ficar dificil ter todas as pecas na linha para os
operadores para as diferentes variacoes de produtos. As vezes, deve-se aumentar afrequencia da entrega de pecas ou entregar determinadas pecas na sequencia de montagem).
5} Localizacao do cliente. Quando os clientes de um determinado produto estao muito
espalhados geograficamente, pode fazer senti do separar 0 trabalho em multiplas linhas, cada
uma localizada proxima dos diferentes-clientes. Isto faz sentido particularmente quando os
custos de transporte e impostos sobre os produtos acabados sac altos, quando existe
potencial de perda devido a taxas de cambio, quando "lead times" para os componentes sac
longos au quando a infra-estrutura local (supervisao, edificios, ere) esta disponivel a um
custo razoavel.
12
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 25/127
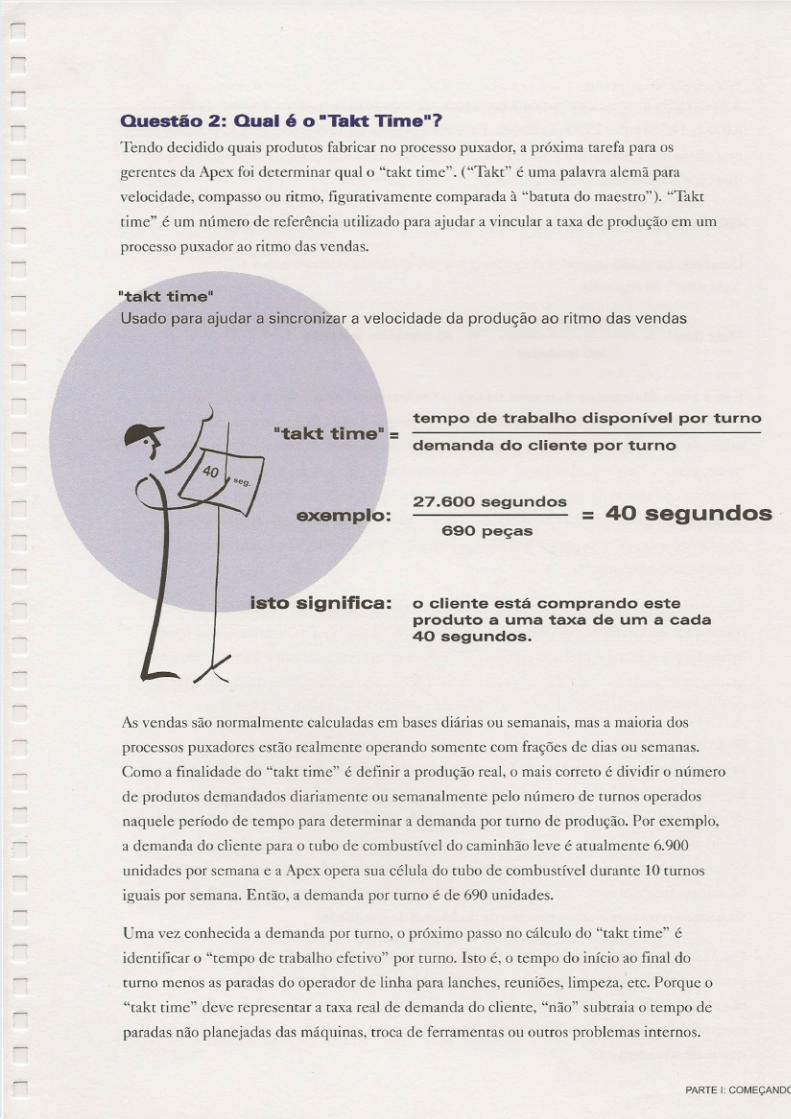
Ouestiio 2: Oual e0Takt Timell?
Tendo decidido quais produtos fabricar no processo puxador, a pr6xima tarefa para os
gerentes da Apex foi determinar qual 0 "takt time". ("Takt" e uma palavra alerna para
velocidade, compasso ou ritmo, figurativamente comparada a "batuta do maestro"). "Takt
time" e urn mimero de referencia utilizado para ajudar a vincular a taxa de producao em urn
processo puxador ao ritmo das vendas.
"takt time"
Usado para ajudar a sincronizar a velocidade da producao ao ritmo das vendas
tempo de trabalho disponivel por turno
IItakt timell
= demanda do cliente por turno
27.600 segundos
690 pec;as
= 40 segundosxemplo:
isto signifiea: 0cliente estii comprando este
produto a uma taxa de urn a cada
40 segundos.
As vendas sac normal mente calculadas em bases diarias ou semanais, mas a maioria dos
process os puxadores estao realmente operando somente com fracoes de dias ou semanas.
Como a finalidade do "takt time" e definir a producao real, 0mais correto e dividir 0mimero
de produros demandados diariamente ou semanalmente pelo nurnero de turnos operados
naquele periodo de tempo para determinar a demanda por turno de producao. Por exemplo,
a demanda do cliente para 0 tubo de cornbustivel do carninhao leve e atualmente 6.900
unidades por semana e a Apex opera sua celula do tubo de combustive] durante 10 turnos
iguais por semana. Entao, a demanda por turno e de 690 unidades.
Uma vez conhecida a demanda por turno, 0 pr6ximo passo no calculo do "takt time" e
identificar 0 "tempo de trabalho efetivo" por turno. Isto e , 0 tempo do inicio ao final do
turno menos as paradas do operador de linha para lanches, reunioes, limpeza, etc. Porque 0
"takt time" deve representar a taxa real de demanda do cliente, "nao" subtraia 0 tempo de
paradas nao planejadas das maquinas, troca de ferramentas ou outros problemas internos.
PARTE I: COME~ANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 26/127
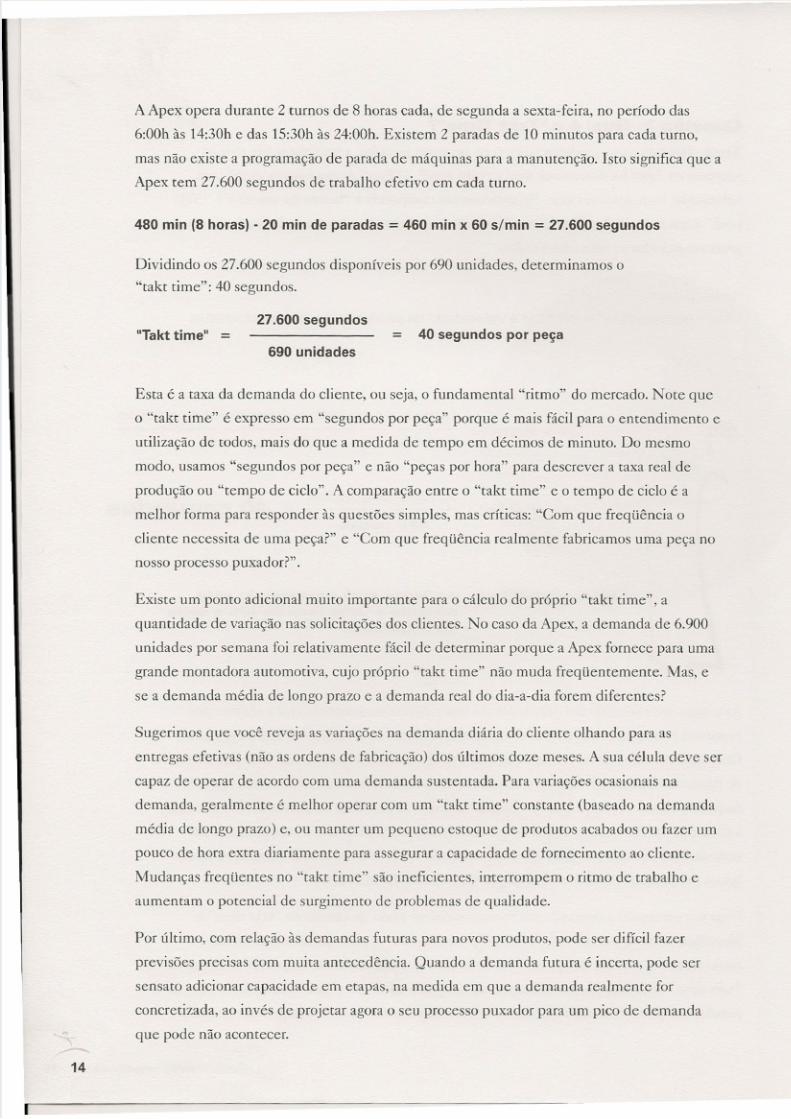
A Apex opera durante 2 turnos de 8 horas cada, de segunda a sexta-feira, no periodo das
6:00h as 14:30h e das IS:30h as 24:00h. Existem 2 paradas de 10 minutos para cada turno,
mas nao existe a programacao de parada de maquinas para a manutencao, Isto significa que a
Apex tern 27.600 segundos de trabalho efetivo em cada turno.
480 min (8 horas) - 20 min de paradas = 460 min x 60 s/min = 27.600 segundos
Dividindo os 27.600 segundos disponiveis por 690 unidades, determinamos 0
"takt time": 40 segundos.
27.600 segundos
"Takt time" = 40 segundos por peca
690 unidades
Esta e a taxa da demanda do cliente, ou seja, 0 fundamental "ritrno" do mercado. Note que
o "takt time" e expresso em "segundos por peca" parque e mais facil para 0 entendimento e
utilizacao de todos, mais do que a medida de tempo em decimos de minuto. Do mesmo
modo, usamos "segundos por peca" e nao "pecas por hora" para descrever a taxa real de
producao ou "tempo de ciclo". A comparacao entre 0 "takt time" e 0 tempo de ciclo e a
melhor forma para responder as questoes simples, mas criticas: "Com que frequencia 0
cliente necessita de uma peca?" e "Com que frequencia real mente fabricamos uma peca no
nosso processo puxador?".
Existe urn ponto adicional muito importante para 0 calculo do proprio "takt time", a
quantidade de variacao nas solicitacoes dos clientes. No caso da Apex, a demanda de 6.900
unidades par semana foi relativamente facil de determinar porque a Apex fornece para uma
grande montadora automotiva, cujo proprio "takt time" nao muda frequentemente. Mas, e
se a demanda media de longo prazo e a demanda real do dia-a-dia forem diferentes?
Sugerimos que voce reveja as variacoes na demanda diaria do cliente olhando para as
entregas efetivas (nao as ordens de fabricacao) dos ultimos doze meses. A sua celula deve ser
capaz de operar de acordo com uma demanda sustentada. Para variacoes ocasionais na
demanda, geralmente e melhor operar com urn "takt time" constante (baseado na demanda
media de longo prazo) e, ou manter urn pequeno estoque de produtos acabados ou fazer urn
pouco de hora extra diariamente para assegurar a capacidade de fornecimento ao cliente.
Mudancas frequentes no "takt time" sao ineficientes, imerrompem 0 ritmo de trabalho e
aumentam 0 potencial de surgimento de problemas de qualidade.
Por ultimo, com relacao as demandas futuras para novos produtos, pode ser dificil fazer
previsoes precisas com muita antecedencia, Quando a demanda futura e incerta, pode ser
sensato adicionar capacidade em etapas, na medida em que a demanda realmente for
concretizada, ao inves de projetar agora 0 seu processo puxador para urn pico de demanda
que pode nao acontecer.
14

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 27/127
Tempo de Cicio
Tempo de ciclo e a frequencia com que uma unidade acabada sai do final da celula no
processo puxador. Muitas vezes, encontramos process os operados com tempos de ciclos
menores que 0 "takt time". Por exemplo, se voce esta operando as suas instalacoes em tres
turnos cheios (as vezes, para obter um elevado grau de utilizacao de maquinas),
provavelmente voce deve precisar sempre de tempos de ciclo um pouco abaixo do "takt
time", porq ue nunca havera tempo disponivel no sistema para recuperar atrasos, se 0
equipamento ou 0 sistema de materiais falhar. E, ate certo ponto, estes problemas sempre
ocorrerao na manufatura!
No entanto, tenha em mente que quando 0 tempo de ciclo for muito menor do que 0 "takt
time", voce aumenta as chances de gerar excesso de producao e pode estar utilizando
operadores a mais. (Conforme mostrado no diagrama abaixo). Muito pior ainda, voce
esconde os problemas de producao e reduz 0 incentivo para encontrar e eliminar suas causas.
Isto e importante para manter uma certa atencao no processo puxador para assegurar que
problemas sejam detectados rapidarnente e recebam uma rapida resposta das areas de apoio
para a sua solucao.
Tenlpo de cicio nluito nlenor que 0 "takt tinle" pode requerer nlais
pessoas
"takt tinwe"
./ operador adicional
tenwpo de cicio - •••••..••
- .• : J., •• ~ #
, ,
Nota:
A inevitabilidade de problemas na manufatura e uma das raz6es pelas quais muitas fabricas
do grupo Toyota tern seu processo puxador em dois turnos de trabalho, com de uma a
quatro haras de diferenca entre os turnas. Desta forma, existe tempo para compensar as
perdas de producao com poucas horas extras no final de cada turno.
PARTE I: COME9ANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 28/127
Definindo 0Ritmo
Na medida que voce elabora os calculos para deterrninar 0 "takt time" no processo puxador,
precisamos explicar urn item final: e muito raro 0 caso em que ha somente um "takt time"
correto!
Lembre que 0 "takt time" e a divisao do tempo disponivel (0 qual YOCe
pode mudar) pela demanda do cliente (a qual nao pod em os mudar).
Especificamente, voce pode ajustar:
1) 0 tempo de producao disponfvel- 0 mimero ou a duracao dos turnos.
2) 0 mirnero de produtos acabados produzidos em uma celula.
3) 0 mimero de celulas fabricando urn produto final especifico.
o ritmo de producao e uma das consideracoes mais criticas para 0 projeto do seu novo
processo. Aqui, frequenternente, voce tern muitas escolhas a fazer. Por exemplo:
• Uma celula que tenha urn "takt time" de 40 segundos operando em 2 turnos pode tarnbem
ser operada num "takt time" de 20 segundos em 1 turno somente. Em alguns casos, e mais
simples e tem urn menor custo gerenciar somente 1 turno, particularmente se operar um
segundo turno significa uma estrutura de suporte extra e 0 pagamento de adicional
noturno. Uma vanta gem adicional e que 0 desperdicio do tempo de espera e mais facil de
enxergar e eliminar quando 0 "takt time" e menor.
• 0 tamanho, 0 peso e a complexidade de um produto podem influenciar no que e urn
tempo de ciclo razoavel e tarnbem 0mimero de movimentos de cad a operador. Produzindo
um item leve, de baixa complexidade, com poucos elementos de trabalho para cadaoperador e um "takt time" de 10 segundos, pode ser adequado. Mas, quando os operadores
estao trabalhando num produto maior, mais pesado ou mais complexo, pode ser melhor
trabalhar com um "takt time" maior e destinar mais elementos de trabalho para cada
operador.
• Quando novos produtos sac lancados, uma economia substancial no investimento de
capital pode ser alcancada adicionando-os as celulas existentes ao inves de construir novas
celulas. Isto ira diminuir 0 "takt time" para estas celulas.
• Quando for montar a sua celula, frequentemente, e muito melhor se utilizar de um estoque
de seguranca ternporario e separado de produtos acabados para proteger seu cliente e
estabelecer 0 tempo de ciclo ligeiramente abaixo do "takt time". A tensao que isto produz
forca voce e seu pessoal de apoio a atacar as causas de interrupcoes na producao.
Com a experiencia, voce gradualmente ira aprender 0 que e melhor para voce. 0 POnto chave
para 0momenta e que voce deve saber qual e 0 "takt time" e como ele foi determinado.
16
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 29/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 30/127
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 31/127
Qual e 0Trabalho?
-,
Ate agora examinamos e respondemos as duas primeiras questoes enfrentadas por
voce e seu time para criar um fluxo continuo, Especificamos os produtos adequados
ao processo puxador e determinamos 0 "takt time".
Embora voce possa estar tratando de algumas dessas quest6es pela primeira vez, os
gerentes da Apex, na verdade, ja as tinham respondido muito bem. No entanto, 0
desempenho da celula que eles criaram ficou abaixo do que e possivel. Isto portanto,
nos leva aos aspectos mais especificos do projeto da celula, que poucos gerentes
conhecem a fundo: definir os elementos reais de trabalho, cronometrar cada um deles
e eliminar imediatamente os desperdicios 6bvios no trabalho. Nesta etapa do projeto
do fluxo continuo, voce deve esquecer 0 layout fisico ou 0mimero de operadores e
simplesmente concentrar-se no conteiido do trabalho que deve ser feito pelas pessoas.
Questao 3: Quais Sao os Elementos de Trabalho
Necessarios para Fazer um (tem?
Quando olhamos mais detalhadamente 0 processo de montagem do tubo de
cornbustivel, podemos ver que cada operador desempenha uma serie de pequenas
tarefas ou "elementos de trabalho" necessaries para completar um ciclo em cada
estacao. Ao coletar todos os elementos de trabalho em cada posto de trabalho,
obtemos 0 conteudo total do trabalho do operador na celula. 0 entendimento desses
elementos de trabalho eo ingrediente principal para criar e manter 0 fluxo continuo.
Um elemento de trabalho pode ser definido como "0 menor incremento de trabalho
que pode ser transferido para outra pessoa". Desta forma, "pegar uma mangueira e
coloca-la na bancada" e urn elemento de trabalho, enquanto que "pegar uma
mangueira" nao sera. Na Folha do Estudo do Processo, apresentado nas duas
proximas paginas, escrevemos os elementos de trabalho para as eta pas de montagem I
e montagern II na criacao de uma linha do tubo de combustivel na Apex.
Nota:
Sempre divida 0 trabalho em elementos. Isso ajuda a identificar e eliminar
desperdicios que, caso contrario. ficarao escondidos dentro do cicio total do
operador.
PARTE II: QUAL EO TRABALHO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 32/127
Processo:
Estudo do Processo Linhas do Tubo de Combustivel P, G, A
Etapas do OPERADORProcesso
Elemento de Trabalho Tempo
Montagem IPegar 0 tubo dobrado e apertar no
dispositivo de fixa/fao
Pegar 0 conector, colocar e grampear
Pegar a mangueira e colocar no dispositivo
de fixa/fao
Iniciar 0 cicio
Soltar e retirar
Prender a mola
Montagem IIPegar 0 tubo e colocar no dispositivo
de fixa/fao
Pegar a mangueira e montar a bra/fadeira
do lado direito
Colocar no dispositivo de fixa/fao e grampear
Pegar a bra/fadeira do lado esquerdo e
montar na mangueira
Colocar no dispositivo de fixa/fao e grampear
Pegar a valvula e colocar no dispositivode fixa/fao
Iniciar 0 cicio
Soltar e Retirar
18

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 33/127
Observador: Data/Hora: Paqina
Antonio Carlos 10 Maio, 2005 15:00h 1 / 1
MAaulNA
ObservadoMenor
Tempo de C ic ioRepetido Observacoes
Operador deve martelar para fixar
Operador empilha as suas proprias
mangueiras (pegas)
Pegas distantes; muita caminhada
H a necessidade de inspecionar
a qualidade?
PARTE II: QUAL EO TRABALHO?
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 34/127
Voce s6 po de preencher a F olha de Estudo do Processo observando repetidamente e com
muito cuidado 0 trabalho real. Nao confie em dados de arquivos. Quando observar 0
trabalho, provavelmente descobrira que os operadores trabalham de um jeito um pouco
diferente de cicIo a cicIo. Voce precisa pensar sobre a melhor forma de fazer 0 trabalho e
tentar registrar de que maneira os elementos sac feitos. Utilize a area de "observacoes" no
forrnulario para escrever problemas, perguntas e ideias,
E melhor usar um lapis para registrar os elementos de trabalho. Achamos que sempre vamos
corrigir a lista diversas vezes, antes de estarmos convencidos de que entendemos e
dominamos 0 processo. Entao, quando voce pensa que entendeu, revise a lista com os
operadores, que certamente mostrarao 0 que voce esqueceu. Entao reescreva a lista
novamente!
Cortesi a no Chao de Fa,bFica
Observar cuidadosamente um processo signifiea que voce gastara tempo no
proeesso que esta tentando melhorar, Voce sera um convidado no "escritorio" da
pessoa que trabalha la. Por faVOl', use a mesma cortesia que voce usar ia quando
alquern entra no escrttorio de qualquer pessoa:
- Apresente-se
- Explique 0 que esta fazendo
- Nao tome notas na frente dos operadores sem mostrar 0 que esta eserevendo
- Diga "obriqado"
Pode ser melhor fazer isto atraves do lider do time ou supervisor. Assim, voce nao
interrompe os operadores e nao afeta a sequranca, qualidade e produtividade.
Sempre tenha em mente que voce nao esta observando pessoas ou avaliando seu
desempenho. Voce esta observando 0 processo ou como 0 produto e feito. Voceesta compreendendo quais sao as etapas e dai os tempos necessaries para fazer 0
produto.
Apesar de dizer isto, quando estamos coletando dados no chao-de-fabrica, sabemos
que isto requer tempo para que este tipo de pensamento seja absorvido pels cultura
da companhia. Quando pessoas SaD observadas enquanto estao trabalhando, ha
uma reacao natural de pensar que elas estao sendo criticadas. E alqumas vezes,
tendemos a culpar pessoas por problemas mais do que trabalhar para entender os
detalhes do processo.
Procure sempre lembrar-se que a questao nao e "Como a pessoa esta fazendo 7" mas
melhor do que isso, "Qual e 0 trabalho?", Esta e a questao objetivo que as pessoas
devem focalizar no chao-de-fabrica. sem querer julgar ninquern.
20
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 35/127
Kaizen no Papel
Enquanto se observa e registra os elementos de trabalho, ha alguma coisa a mais que voce
deve ver: desperdicio! Operadores que caminham consideraveis distancias para buscar pecas
ou que ficam olhando a operacao das maquinas. Operadores deixando sua area de trabalho
para fazer atividades fora do ciclo. Nenhuma dessas acoes adiciona valor do ponto de vista
do cliente. Todas interrompem 0 fluxo e todas sao desperdicio.
Aqui esta um importante passo para a complernentacao da Folha de Estudo do Processo.
Nao inclua nenhum desperdicio 6bvio como elemento de trabalho! Eles nao fazem parte do
trabalho que precisa ser feito e um dos objetivos do projeto e elimina-los. Denominamos
esta abordagem de eliminacao imediata das eta pas desnecessarias de "kaizen no papel"
porque voce esta eliminando alguns desperdicios no papel, antes do processo ser colocado
em pratica. Naturalmente, muitas melhorias deverao ser feitas quando a nova celula estiver
pronta e operando. Mas, existern normal mente muitos desperdicios que voce pode eliminar
no estagio do kaizen no papel.
Aqui estao algumas orientacces para este tipo de kaizen:
1. Nao inclua nenhuma caminhada como elemento de trabalho. Porque a quantidade real
de caminhada no seu novo projeto do processo e desconhecida e sera minimizada, voce
devera ignora-la neste ponto.
2. Nao inclua trabalho fora do cicio para operadores como elemento de trabalho. Esta e
uma orientacao que voce nunca deve esquecer! Trabalho fora do ciclo, como 0 primeiro
operador na celula Apex parando para alimentar a dobradeira a cada 25 pecas, destroi 0 fluxocontinuo e torna irnpossivel manter uma producao eficiente e consistente com 0 "takt time".
Outros exemplos incluem pegar periodicamente caixas de pecas, checar a qualidade ou
movimentar um container de pecas acabadas.
Essas tarefas precisam ser feitas, mas devem ser transferidas ao pessoal de apoio, como
lideres dos times eo abastecedor de material, que trabalham fora do fluxo continuo baseado
no "takt". Se voce esta atribuindo trabalho fora do ciclo para os operadores como um tipo de
ajuda, entao programe uma parada oficial ou pratique a rotacao de tarefas ao inves de
incorporar tais desperdicios "mata-fluxo" no trabalho.
Algumas tarefas fora do ciclo podem ser convertidas em tarefas dentro do ciclo. Por
exemplo, apenas com rnudancas minimas, a dobradeira da celula da Apex pode ser carregada
com uma iinica peca cada vez que 0 operador percorre os seus elementos de trabalho. Isto
permite um fluxo continuo e e facilmente alcancado porque a dobradeira ja possui
autornacao que pode ser adaptada para processar e ejetar pecas acabadas.
PARTE II: QUAL E 0 TRABALHO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 36/127
3. Nao inclua operadores esperando 0cicio da maquina como urn elemento de
trabalho. Esperar 0 ciclo da maquina e puro desperdicio e deve ser eliminado.
"Sempre separe 0 trabalho da rnaquina do trabalho das pessoas. Esta correto term os
maquinas terminando 0 ciclo e aguardando ate que 0 operador retorne do proximo
ciclo do "takt", mas urn operador nunca deve esperar por uma maquina. Voce deve
projetar suas celulas de forma que permita ao operador carregar a maquina, inicia-la e
ir ate a proxima estacao de trabalho enquanto a maquina opera em seu ciclo
auto matico.
4. Nao inclua 0 tempo para remover pecas acabadas das maquinas onde voce
acredita que a eje~ao autornatica possa facilmente ser aplicada. Quando urn
operador retorna para uma rnaquina no proximo ciclo do "takt", ele ou ela deve
encontrar 0 dispositive de fixacao aberto e vazio (urn "ninho vazio") dentro do qual a
proxima peca a ser processada pode ser carregada. Parar para remover pecas antes que
outra peca possa ser carregada acrescenta movirnentacao extra e desperdicio. Tente
configurar celulas e equipamentos para evitar esses desperdicios.
Elementos de Trabalho para a Celula da Apex
Usando as orientacoes para 0 kaizen no papel, vamos dar uma outra olhada na celula
do tubo de cornbustfvel da Apex. Listamos os elementos de trabalho do tubo de
combustivel abaixo do layout da celula. Note que as atividades atuais do operador
que foram eliminadas pelo kaizen no papel estao riscadas.
22

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 37/127
Celula do tubo de combustivel da Apex - elementos de trabalho
Dobrade:i ra
(automatlca)
400 Tubo a(m ate r ia-prima)
®JIII
IIIII
III
I
-{\UXO de material
Apa re:l hode:
T e:6U J
(autornattco)
••..••• em
Dobradeira
Prender a mola
In7pC6 .
In3 p c e ; .
Elementos de
Trabalho
Antes do Kaizen:
Carga com auto
alimentador" ! 1 " " 1 1 " :" )
I.,ILlVV::;l (A(.; t-......•(.;'l'~::;I)
Cicio
Descarga Automatlca
Apbs 0 Kaizen:
Pegar 0 tubo de aco e
colocar na dobradeira
Cicio
Descarregamento
autcmatico
Elementos de Elementos de Elementos deTempo
TrabalhoTempo
TrabalhoTempo
TrabalhoTempo
Pegar 0 tuba e Pegar 0 conjunto e Pegar 0 conjunto e
colocar colocar a mangueira colocar no dispositivo
do lado d ireito no de fixa<;aoPegar a mangueira de dispositivo deTeflon e a bra<;adeira fixa<;ao Remover a cobertura
do lado direito, da mangueira e fixar
montar a bra<;adeira Colocar e fixar a a mangueira no
na mangueira mangueira do lado dispositivo de fixa<;ao
Colocar no dispositivoesquerdo
Iniciar 0 cicio
de fixa<;ao e fixar Iniciar cicior , ,
)
(
. • .. . . . • . . .. .. •. .. , \ • .. . ... • 1 " '' '' ' • • .. . • ;
Pegar a bra<;adeira c')
'-',,-,'v \v...... ... .......
do lado esquerdo e R... .:, ....
montar na mangueiraSvlvOII v I •• •• V : :; ;41
Inspecionar asRecolocar a
Colocar e fixardobras
cobertura
Pegar a valvula eApertar enrolado Inspecionar
colocar no dispositivosobre os grampos Colocar no containerde fixagao
Iniciar 0 cicio Colocar ao ladopara embarque
Cicio (espera)
Soltar e retirar
Colocar ao lado
MontagelT'l I
TempoElementos de
Trabalho
Mon tafjllm II
In9 conJu ntoe;
montadoo(para te 6t e)
PARTE II: QUAL E o 0 TRABALHO?
Pegar 0 tubo dobrado,
colocar
Pegar 0 conector,colocar e fixar
Pegar a mangueira e
colocar ,
Iniciar 0 cicio
Coloca r ao lado
3D pcs/em l>a lag em
(~s acabadae)
TesteontagelT'l •• GralT'lpeadora

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 38/127
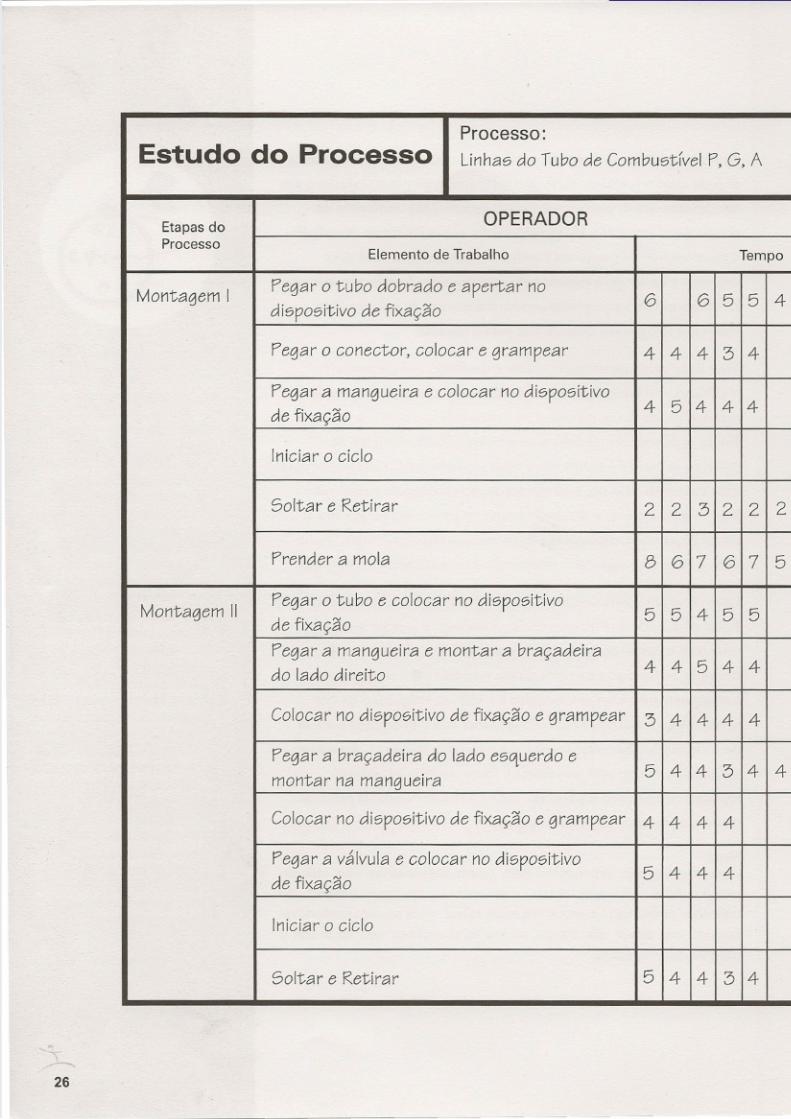
Ouestao 4: Oual eo Tempo Real Necessario para cada
Elemento de Trabalho 7
Eliminados todos os tempos de espera nas maquinas e a remocao manual de pecas da
situacao atual da Apex, agora estarnos prontos para medir os elementos de trabalho que
ainda sac necessaries para fazer 0 tubo de combustivel.
Para coletar os tempos precisos de cada elemento de trabalho, voce e seu time precisam ir ao
chao de fabrica e utilizar cronornetros. Evite a tentacao de usar os dados de tempos pad roes
ou tabelas de tempos e movimentos porque elas nao capturam a verdadeira realidade do
chao de fabrica. Igualmente, evite depender de dados de estudos de tempos dos arquivos do
escrit6rio de engenharia. Coletar as inforrnacoes no pr6prio local ira ajuda-lo a entender a
situacao real e enxergar os desperdicios que, de outra maneira, permaneceriam ocultos.
Nota:
Esta certo cornecar com tempos obtidos atraves de tabelas de tempos e movimentos ou
dados de estudos de tempos passados quando voce estiver projetando um processo
completamente novo e a observacao dos elementos reais nao for possivel, No entanto,
assim que 0 novo processo tornar-se operacional, voce precisa colher os dados reais como
foi descrito.
Tenha certeza de cronometrar cada elemento de trabalho separadamente e nao 0 tempo
total necessario para um operador desempenhar uma sequencia de elementos de trabalho.
Isto porque 0 tempo total para uma sequencia ira incluir os tempos de desperdicios, em
particular os tempos de espera entre os elementos de trabalho, que nao devem ser
considerados como trabalho. (No entanto, se os diversos elementos de trabalho em
sequencia tern sornente um segundo de duracao, voce pode achar impraticavel cronometrar
cada um. Pode-se entao agrupar elementos tao pequenos). Depois de cronometrar os
elementos individuais, entao cronometre 0 cicIo completo de trabalho do operador, do inicio
ate 0 final. Este tempo devera quase sempre ser maior do que a soma dos elementos de
trabalho. A diferenca e 0 tempo de espera desperdicado entre os elementos.
Voce precisara cronometrar cada elemento de trabalho diversas vezes ate obter dados
relevantes. Caso voce nao esteja familiarizado com esta tarefa, nossa sugestao e que voce
cronometre cada elemento dez vezes. Isto e muito trabalho, mas a pratica e 0 unico caminho
para tornar-se cornpetente. Voce deve estar preparado para 0 fato de que a cronometragem e
um trabalho intensivo e consome tempo, mesmo que voce ja tenha uma grande experiencia .
. ~
24

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 39/127
As vezes, quando voce registra 0 tempo para urn elemento, 0 operador
ja pode estar no proximo elemento antes que voce possa reajustar 0 seu
cronornetro. Sendo assim, voce devera aguardar por outro ciclo detempo deste elemento. Do mesmo modo, se urn elemento de trabalho
e interrompido enquanto voce estiver cronometrando, voce deve
descartar este tempo e esperar pelo proximo ciclo. Lernbre-se que nao
ha substituto para a paciencia parque 0 elemento de trabalho e os
dados dos tempos sac a base solida para 0 restante.
Voce deve cronometrar urn operador experiente, completamente
qualificado para desempenhar 0 trabalho, mas escolha urn operador
tipico se possivel, nao escolha nem 0 mais rapido e nem 0 mais lento.
Entao, apes voce ter medido muitos ciclos de cada elemento de
trabalho, selecione 0 tempo mais baixo repetido consistentemente para
cada elemento. Nao use 0 tempo medic pois 0 tempo repetido mais
baixo e mais indicativo do que e possivel realisticamente. Por fim, e
muito importante, nao esqueca da cortesia no chao-de-fabrica. Tome
claro a todos que voce esta cronometrando 0 trabalho, nao 0 operador.
Quando voce registra os tempos para cada elemento de trabalho na
Folha de Estudo do Processo, tenha cuidado para sempre separar 0
tempo de trabalho do operador do tempo de ciclo da maquina. Par
exemplo, se urn operador carrega uma maquina em 5 segundos, leva
urn segundo para acionar a maquina eo ciclo da maquina e de dez
segundos, 0 tempo de trabalho do operador sera de 6 segundos e nao
de 16 segundos. Enquanto voce estiver cronometrando os elementos
de trabalho do operador, va adiante e meca tambem os ciclos da
rnaquina e registre-os separadamente na folha de estudo do processo,
conforme mostrado na proxima pagina.
Nota:Algumas pessoas experientes com quem trabalhamos nao utilizam
cronometrosl Ao inves disso, eles contam os "rnovirnentos" do
operador, atribuindo 0,6 segundos cada. Talvez, voce se sinta confortavel
fazendo isto algum dia. Porern, no infcio, sugerimos que voce use 0
metodo descrito acima.
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 40/127
Processo:
Estudo do Processo Linhas do Tubo de Combustivel P, G, A
Etapas do OPERADORProcesso
Elemento de Trabalho Tempo
Montagem IPegar 0 tubo dobrado e apeltar no
6 6 5 5 4dispositivo de fixai{ao
Pegar 0 conector, colocar e grampear 4 4 4 3 4
Pegar a mangueira e colocar no dispositivo4 5 4 4 4
de fixai{ao
Iniciar 0 cicio
Soltar e Retirar 2 2 3 2 2 2
Prender a mola 8 6 7 6 7 5
Montagem IIPegar 0 tubo e colocar no dispositive)
5 5 4 5 5de fixai{ao
Pegar a mangueira e montar a brai{adeira4 4 5 4 4
do lado direito
Colocar no dispositivo de fixai{ao e grampear 3 4 4 4 4
Pegar a brai{adeira do lado esquerdo e5 4 4 3 4 4
montar na mangueira
Colocar no dispositivo de fixai{ao e grampear 4 4 4 4
Pegar a valvula e colocar no dispositivo 5 4 4 4de fixai{ao
Iniciar 0 cicio
Soltar e Retirar 5 4 4 3 4
26

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 41/127
Observador: Data/Hora: Paqina
Antonio Carlos 10 Maio, 2005 15:00h 1 / 1
MAaUINAMenor Tempo deCicio
Observado Repetido Observacoes
5 5 Operador deve martelar para fixar
4
4Operador empilha as suas proprias
mangueiras (pec;;as)
1 4
2
6
5
4 Pec;;asdistantes; muita caminhada
4
4
4
4
1 7
Ha necessidade de inspecionar
4 a qualidade?
PARTE II: QUAL E o 0 TRABALHO?

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 42/127
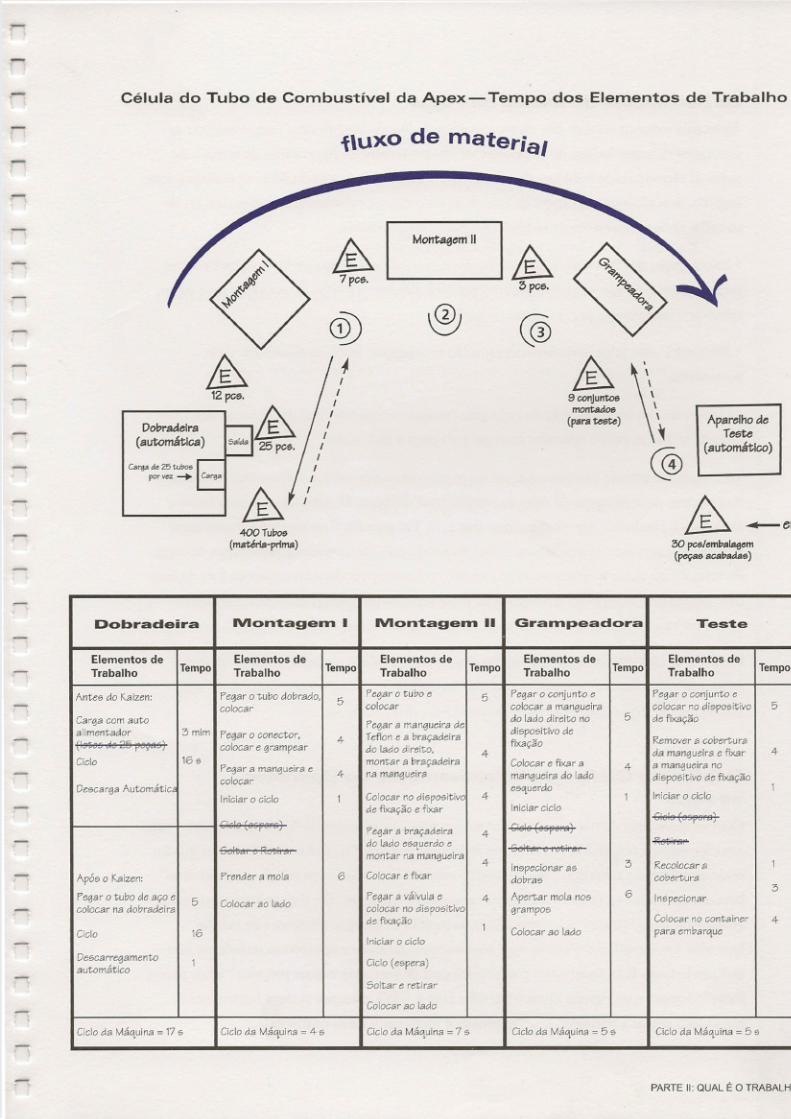
Tempo dos Elementos de Trabalho para a Celula
daApex
Quando olhamos para a lista de todos os tempos dos elementos da Apex e os tempos
de ciclo das maquinas, uma importante constatacao aparece. Os operadores da
montagem I, da montagem II, da grampeadora e do aparelho de teste aguardam em
suas maquinas num total de 21 segundos cada vez que urn tubo de combustivel e
produzido.
21 segundos pode nao parecer muito tempo perdido numa observacao casual, mas 21
segundos vezes 690 pecas por turno, totaliza quatro horas do tempo do operador, gasto
assistindo ao ciclo da maquina. Nenhum cliente pensaria que isto agrega valor e isto
pode ser evitado porque cada maquina precisa operar uma vez a cada 40 segundos
("rakt time"). Nao ha nenhum ganho com 0 operador permanecendo na frente da
maquina e recarregando-a ap6s 0 ciclo ter terminado. Ao inves disso, 0 operador pode
realizar outras atividades que agregam valor no ciclo de trabalho e retornar a maquina
para recarrega-la algum tempo depois que 0 ciclo tenha terminado.
Nota:Na revisao dos tempos da lista, estimamos 0 tempo necessario para carregar a
dobradeira no conceito "urna peca por vez", porque 0 trabalho nao e feito atualmente
desta forma. Todos os tempos de "pegar e colocar" nas outras rnaquinas foram
medidos em 5 segundos e assim utilizaremos agora este nurnero para a dobradeira.
Esta estimativa sera substituida com dados reais logo que a nova celula estiver em
operacao.
28
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 43/127
Celula do Tubo de Combustivel daApex-Tempo dos Elementos de Trabalho
i\UXO de material
Montagem II
&3 pC6 .
&pC 6 .
&2 pe6.
®JIII
IIIIIII
II
&9 conJuntoo
montad06
(para te6te)
Dobradelra(autom atica )
Aparelho de
Te6te(automZtlco)
400 Tuboe(maUria-prima)
~embal
30 pcs/eml:>alagem
(peyas acabadae)
Dobradeira MontagernI Montagern • • Grarnpeadora Teste
Elementos de Elementos de Elementos de Elementos de Elementos de
TrabalhoTempo
TrabalhoTempo
TrabalhoTempo
TrabalhoTempo
TrabalhoTempo
Antes do Kaizen: Pegar 0 tuba dobrado.5
Pegar 0 tuba e5
Pegar 0 conjunto e Pegar 0 conjunto e
colocar colocar colocar a mangueira colocar no dispositivo 5
Carga com autoPegar a mangueira de
do lado direito no 5 de f ixagao
alimentador 3mim Pegar 0 conector. T efion e a bragadeiradispositivo de
4 fixagao Remover a cobertura(la0 65 do 25 pOyus) colocar e grampear do lado direito.
4 da mangueira e fixar 4
Cicio 16s montar a bragadeira Colocar e fixar a4 a mangueira noPegar a mangueira e
colocar4 na mangueira mangue ira do lado disposit ivo de fixagao
Descarga Autornatrca esquerdo 1
Iniciar 0 cicio 1 Colocar no dispositivo 4 1 Iniciar 0 cicio
de fixagao e fixar Iniciar cicio
Ciale (86p8F6i) C 'a'e (861'8Ffi)
Gisls (as1'sFfi)
Pegar a bragadeira 4do lado esquerdo e
50 1$211 e I e$il 21 1~
Gol~ili 6 ~e1;ilil lmontar na mangueira
4 3 Recolocar a 1Inspecionar as
Ap6s 0 Kaizen: Prender a mola 6 Colocar e fixardobras cobertura
Pegar a valvula e 63
Pegar 0 tuba de ago e5 4 Apertar mola nos Inspecionar
colocar na dobradeiraColocar ao lado
colocar no dispositivo grampos
de fixagao Colocar no container 4
Cicio 161
Colocar ao lado para embarqueIniciar 0 cicio
Descarregamento1 Cicio (eepera)
autornatico
Soltar e retirar
Colocar ao lado
Cicio da Maquina = 17 s Cicio da Maquina = 4 s Cicio da Maquina = 7 s Cicio da Maquina = 5s Cicio da Maquina = S s
PARTE II: QUAL EO TRABALHO?

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 44/127
Os Resultados do Kaizen no Papel
Agora que todos os tempos dos elementos de trabalho sao conhecidos, vamos verificar as
vantagens de nosso kaizen no pape!. Vamos mostra-Ias atraves das colunas de tempos de
todos os elementos de trabalho, de acordo com 0modo como os operadores as realizam. Em
seguida, desenhamos uma segunda coluna no lado direito, mostrando 0 conteiido total de
trabalho apos a eliminacao de todos os desperdicios atraves da:
• Implantacao de dispositivos de auto descarregamento nas linhas de montagem I e II, na
grampeadora e no aparelho de teste (0 objetivo e eliminar 0 tempo do operador para sol tar,
remover e organizar as pecas ao lado do posto).
• Eliminacao dos tempos de espera enquanto as rnaquinas estao operando em ciclo
automatico.
• Conversao dos trabalhos fora do ciclo para carregar 0 tubo em lotes de 25 pecas dentro do
ciclo de trabalho, para 0 operador carre gar uma peca a cada cicIo.
Voce pode facilmente ver que 0 kaizen no papel retirou urn esforco substancial do operador
do processo de montagem do tubo de combustivel da Apex. 0 trabalho total para fabricar
uma peca foi reduzido em 30 segundos, isto e, de 118 para 88. Esta melhoria e realmente
significativa porque redesenhamos os elementos de trabalho acrescentando etapas de carga
do tubo a cada cicIo, ao inves de a cada 25 cicIos (Esta conversao de trabalho de fora do cicIo
para dentro do ciclo tornara 0 processo de montagem muito mais previslvel e simples de
gerenciar atraves do "takt time" e das necessidades de producao),
Por ser a mesma quantidade de trabalho criadora de valor em am bas as colunas (direita e
esquerda), no futuro os operadores poderao concentrar uma maior porcentagem de seu
tempo para efetivamente criar valor sem trabalhar mais intensamente,
o Primeiro Griifico de Balanceamento do Operador
naApex
Com os elementos de trabalho e os tempos em maos, os gerentes da Apex podem agora criar
uma ferramenta muito iitil, 0Grafico de Balanceamento do Operador. 0 GBO e urn quadro
onde esta descrito a distribuicao de trabalho entre os operadores em relacao ao "takt time",
baseado em dados reais que voce mesmo observou e registrou. Ele e quantitativo, simples,
visual e retira os "chutes" e aproximacoes no projeto e operacao eficientes de celulas
baseadas em operadores. Permite que engenheiros, gerentes e operadores trabalhem juntos
utilizando fatos. Esta ferramenta e muito util para desenvolver nossos proprios "olhos para 0
fluxo". Sempre que alguern inicia 0 trabalho com 0 GBO, notamos como a ferramenta e
eficaz para ajudar a entender, criar, gerenciar e melhorar 0 fluxo continuo.
30

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 45/127
Kaizen no papel para 0conteudo de trabalho do tubo de combustivel
da Apex
5
T EMPO TO TA L :118segundos
1- -1- Colocar na caixa -
1- -1-
Inspecionar -
1- -Re coIocar a co!7o-turs
1-Retirar -
Eliminar. Utilize descarregamento-
automatico.1- -
1- Cicio -Elim~na~.Operador ee movimenta enquanto-
I- - a maquma opera.In lcisroclc:lo
1- Remover a cobertura da -~PO TO TA L :- -
1- mangueira e fixa-ta - 88 segundos1- -
1- Pegar 0 conjunto e colocar --
no dispositivo de f ixagao-
1- -locarso do Eliminar. " -
I- - 901- -1- Apertar mola nos grampos -1- - - I---
1- - - Colocar na caixa I---
85- f--
1-
Inspecionar as dobras-
1- - -Inspecionar
f--
Soltar e retirar- f--
1- Eliminar. Utilize descarregamento gecctocer a co b ertur a
1- - automat.co. 80 InicLtr cicio ae teetee
1- Cicio - Eliminar. Operador ee movimenta - Remover a cobertura da f--
1- - -mangueira e fixa-Ia
I---
1- - enquanto a maquina opera. - f--
InlGi8ro 75- I---
1- Colocar e fixar a mangueira do - - Colocar no dispositivo de f--
1-lado esquerdo
- - fixagao para testar I---
1- - - f--
1- Pegar 0 co~unto e colocar a -70- I---
1- ma~ueira 0 lado direito no - - f--
1-ispositivo de fixagao
- - Apertar mola nos grampos f--
1- - - I---
sr ac 0 Eliminar. 65- r--
1- ~ - Pegar a pega acabada e I---
1- Soltar e retirar Eliminar. Utilize descarregamento - insDecionar as dobras f---
1- '---automattco. I" ict a r CIcIO d e dobr ae.
1- - 60- Colocar e fixar a mangueira f---
1- - -do lado esquerdo
f--
1-Cicio - Eliminar. Operador se movimenta
- r--1-
-1- - enquanto a maquina opera. 55-Pegar a pega acabada, colocar ar--1- - - mangueira do lado direito no
r--nlc18ro -
- dispositivo de fixagao f--
1- Pegar a valvula e colocar no - nlclar0 CIC a cnra em1- ,....-
501- dispositivo de fixagao '--- - Pegar a valvula e colocar no I---
- f---
I- e--- - dispositivo de fixagao f---
1- Colocar e fixar com grampo -- '--- 45- r--- Colocar e fixar com grampo f--
1- Pegar a bragadeira do ladof-- - I---
I- f--
1- esquerdo e montar na mangueira I--- - Pegar a bragadeira e colocar do ladof---
Colocar no dispositivo 40 - esquerdo e montar na mangueiraI---
I- f-- - f---
I- de fixacao e fixar f---
- Colocar no dispositivo de I---
1-Pegar a mangueira e montar a
'--- - f---
1- - 35 -fixagao e fixar I---
1- bragadeira do lado direito f--
I- I--- - Pegar a mangueira e montar a f----
bragadeira do lado direitof--
I- f--- - I---
-Pegar 0 tuba e colocar
I---30- I--- -
Prender no dispositivo def---
-f---
-I---
Cob:;ar 80 Isdo Eliminar. - fixagao da Montagem II f---
- f---
- f--25I--- - f---
- Prender a mola f--- - Pegar pega acabada ef---
- f--- - I---
- I--- - prender a mola f---
20- I---
1- Soltar e retirar Eliminar. Utilize descarregamento nlclar 0 cicioda Monts em I
I- f--- automattco, - f---
1- Cicio Eliminar. Operador eemovimenta - Pegar a mangueira e colocar I---
1- r--enquanto a maquina opera. 15 -
f--
Inlclar 0 cicio- Pegar 0 conector, colocar r--
1-Pegar a mangueira e colocar
I--- -e fixar no grampo -
I- f--- - f---
I- f---10- Pegar 0 tubo dobrado e
f---
- Pegar 0 conector, colocar f--- - f---
-e fixar com grampo
f--- - colocar na Montagem I I---- I---
= Trabalho em andamento padronizado. - f---
5-Pegar 0 tubo dobrado e
f--- -• Pegar 0 tubo de ago e colocar
r--- I--- • = Pegapermanece na maqurna - f---
- colocar na Montagem I I-enquanto 0 operador se movimenta. - na dobradeira I---
- f--- - I-
atual melhorado125
120
115
110
105
100
95
90
85
80
75
70
65
60
55
50
45
40
35
30
25
20
15
10
.-
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 46/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 47/127
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 48/127
Mliquinas, Material e Layout para 0Fluxo
Os processos de producao precisam da coordenacao de Homem, Maquina, Material e
Metodo. No capitulo anterior, falamos sobre 0 Homem (ou mais precisamente,
Pessoas) em termos de elementos de trabalho. Agora que os elementos de trabalho ja
foram identificados e medidos, vamos colocar isto de lado no momento e voltarmos
nos sa atencao ao arranjo das maquinas e estacoes de trabalho (Maquinas) e 0 sistema
de gerenciamento dos materiais (Materiais), de tal forma que permitam 0 fluxo
continuo.
Questio 5: 0 Seu Equipamento Pode Atender 0
IITakt Time""?
Uma vez que os gerentes da Apex determinaram quais produtos fabricar na suaprimeira celula (tubo de combustivel para caminhoes leves em tres variantes) e
calcularam 0 "takt time" (40 segundos), eles precisavam se certificar de que as
maquinas que estavam juntas para formar uma celula poderiam real mente cumprir 0
"takt time". Para fazer isto, cada maquina deve ser capaz de completar seu cicIo para
cada peca dentro do "takt time". Na verdade, como veremos em breve, 0 "tempo
efetivo de cicIo" de cada maquina deve ser consideravelmente menor do que 0 "takt
time", se quisermos atingir 0 fluxo continuo.
Como os gerentes e engenheiros da Apex examinaram as cinco maquinas que
trouxeram para a celula, eles resumiram as suas operacoes conforme abaixo:
1) Dobradeira de Tubos. Tubos de aco inoxidavel vindos do processo anterior sac
dobrados na forma final em uma maquina de dobrar tubos, que conforma e ejeta
automaticamente, contanto que seu mecanismo alimentador contenha tubos brutos.
Devido ao alimentador conter 25 pecas, ele precisa ser reabastecido a cada 16
minutos, aproximadamente, se a celula operar com urn tempo de cicIo de 40
segundos.
2) Montagem I. Nesta maquina, urn conector e uma mangueira de borracha sacmontados no tubo. Urn operador carrega e descarrega esta maquina, que executa uma
insercao e grampeamento.
3) Montagem II. Nesta maquina, uma mangueira de teflon, bracadeiras (aneis de
metais para conectar 0 tubo na mangueira) e uma valvula sac montadas no tubo. Urn
operador carrega e descarrega a maquina, que automaticamente executa uma operacao
de insercao e grampeamento. Esta maquina realiza trocas para produzir dois
comprimentos diferentes de mangueiras necessaries pelas variantes dos produtos
PARTE III: MAaUINAS, MATERIAL, LAYOUT
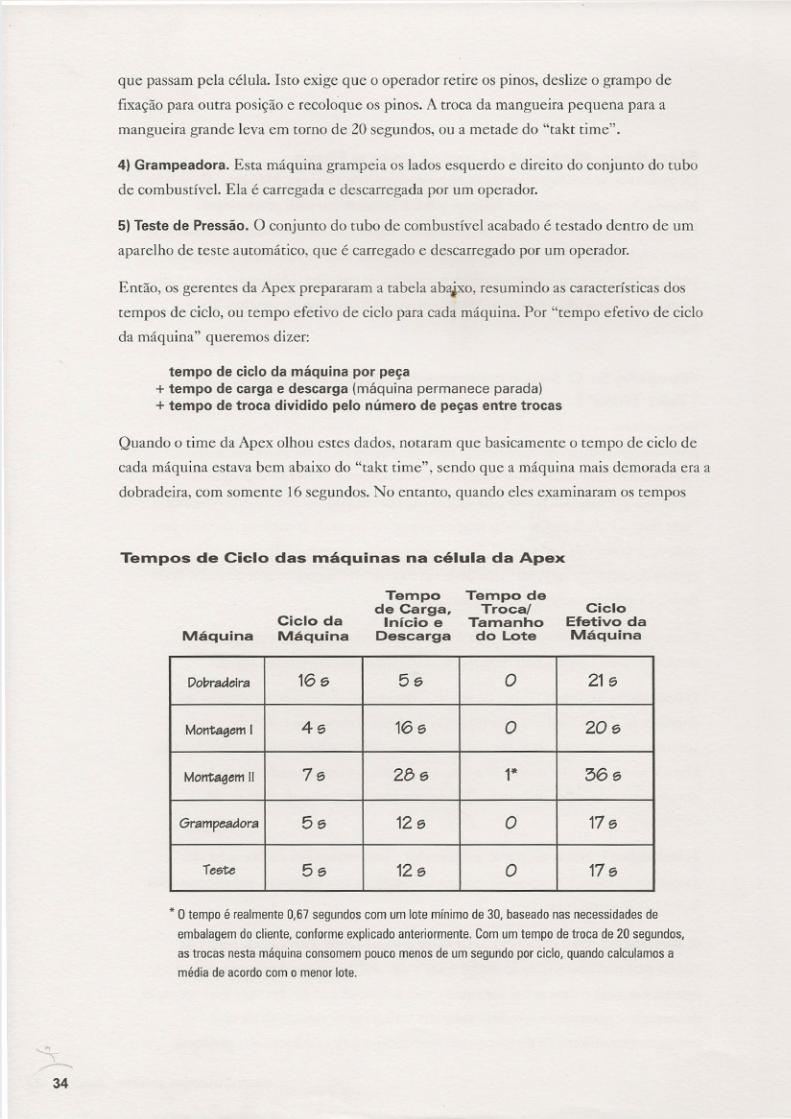
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 49/127
que passam pela celula. Isto exige que 0 operador retire os pinos, deslize 0 grampo de
fixacao para outra posicao e recoloque os pinos. A troca da mangueira pequena para a
mangueira grande leva em torno de 20 segundos, ou a metade do "takt time".
4) Grampeadora. Esta maquina grampeia os lados esquerdo e direito do conjunto do tubo
de combustive!' Ela e carregada e descarregada por urn operador.
5) Teste de Pressao, 0conjunto do tubo de combustivel acabado e testado dentro de urn
aparelho de teste automatico, que e carregado e descarregado por urn operador.
Entao, os gerentes da Apex prepararam a tabela ab~xo, resumindo as caracteristicas dos
tempos de ciclo, ou tempo efetivo de ciclo para cada maquina. Por "tempo efetivo de ciclo
da maquina" queremos dizer:
tempo de cicio da rnaqulna por peca
+ tempo de carga e descarga (rnaquina permanece parada)
+ tempo de troca dividido pelo nurnero de pecas entre trocas
Quando 0 time da Apex olhou estes dados, notaram que basicamente 0 tempo de cicio de
cada maquina estava bem abaixo do "takt time", sendo que a maquina mais demorada era a
dobradeira, com somente 16 segundos. No entanto, quando eles examinaram os tempos
Tempos de Cicio das maquinas na celula da Apex
Maquina
Cicio da
Maquina
TempodeCarga,Inicio eDescarga
Tempo deTrocal
Tamanhodo Lote
CicioEfetivo daMaquina
Dobradeira 165 55 0 215
Montagem I 45 165 0 205
Montagem II 75 285 1* 365
Grampeadora 55 125 0 175
Te5U 55 125 0 175
* 0 tempo e re a lmente 0,67 segundos com um lote m inima de 30 , baseado nas ne ce s sida des de
emba lagem do cl ie nte , co nfo rm e exp lica do a nte riormente . Com um te mp o de troca de 2 0 s eg undo s ,
as troca s nesta rn aqu ina co nsomem pouco menos de um segu ndo p or cic io , quando ca lcu lamos a
med ia de a cord o co m 0 menor lo te .
I
, - - ' -34

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 50/127
efetivos de ciclo, perceberam que a maquina da montagem IIgera um problema. Se a
demanda aumentasse (significando reducao do "takt time") ou se as maquinas nao fossem
plena mente confiaveis (capazes de fabricar uma peca com qualidade em cada ciclo) ou
completamente disponiveis (capazes de operar sempre que necessario), entao a montagem
IIpoderia facilmente tornar-se um gargalo. A Apex pode ter que pensar em melhorar os
tempos de carga e descarga do operador nesta etapa. Nas outras maquinas nao existem
gargalos que impedirao 0 fluxo continuo. Na realidade, esperamos que estas rnaquinas
estejam ociosas por varies segundos durante 0 intervalo de 40 segundos do "takt time".
De acordo com a nossa experiencia, num mundo onde as maquinas nao sao completamente
capazes ou disponiveis e a demanda muda, e melhor estabelecer uma meta para os tempos
efetivos de ciclo para cad a maquina na celula em nao mais do que 80% do menor (mais alto
volume) "takt time". Isto assegura que 0 operador nao tenha que esperar a maquina encerrar
o cicIo de trabalho na proxima vez que ele percorrer todos os elementos de trabalho. Isto
tambern fornece um pouco de capacidade extra para absorver algum aumento na demanda,sem a necessidade de investir em equipamento ou pagar uma grande quantidade de horas
extras.
o que fazer se algumas maquinas nao podem cumprir 0 "takt time" com uma folga de 20%?
Voce tem um mimero de opcoes:
• Kaizen do processo de carga, inicio e descarga.
• Eliminar 0 desperdicio no proprio ciclo da maquina para reduzir 0 tempo. Por exemplo,
diminua a distancia percorrida eo tempo para movimentar as pecas na maquina.
• Repartir algumas das tarefas da maquina gargalo e usar mais do que uma maquina para
faze-las. Use maquinas mais simples ou maquinas de tarefas unicas operando
simultaneamente com menores tempos de ciclo.
• Instale duas maquinas do mesmo tipo no ponto gargalo da celula e alterne entre elas em
cada cicIo.
• Crie duas celulas ao inves de uma. Isto pode ser apropriado particularmente quando
existirem vantagens em alocar, em separado, celulas do processo puxador proximas a
diferentes clientes.
Finalmente, se tudo 0mais falhar:
• Remova 0 equipamento gargalo da celula e opere-o separado do processo puxador, na
forma de lotes de producao, Normalmente, isto ira necessitar a implantacao de um
supermercado e um sistema puxado para regular a producao do equipamento em separado.
-
-PARTE III: MAQUINAS, MATERIAL, LAYOUT

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 51/127
Que tal novas maquinas1- Aumento de capacidade
No exemplo da Apex, a empresa ja possui as maquinas que necessita e quer implantar a sua
celula rapidamente para cortar custos e melhorar a sua capacidade de resposta. No entanto,
voce pode estar numa situacao diferente. Algumas maquinas sao tao anti-fluxo que a reposicao
das mesmas agora e a melhor opcao. au, num caso extrema, voce pode ter um layout celular
emmente para um prod uta e um process a novo que necessita de maquinas novas. Quais sao
as orientacoes uteis para projetar as maquinas necessarias para se obter umfluxo continuo?
A primeira questao e "Como as materiais devem ser processados para se obter uma peca com
qualidade?" Se existe uma escolha certa emtecnologia para fabricar a peca, entao, a projeto do
novo process a e seus equipamentos deve cornecar ai.
A pr6xima questao e "Qual a capacidade desejada do processo?" A resposta para esta questao
esta relacionada com as tempos de cicio da maquina. A opcao e projetar orientado para uma
au algumas "super rnaquinas'' complexas que executam muitas atividades, com tempos totais
de cicio relativamente longos, au optar par uma serie de rnaquinas simples em que cada uma
desenvolve somente uma au algumas das etapas do processo, com tempos de cicio curtos.
Devido ao tempo de cicio de uma rnaquina multi-funcional ser longo, sua capacidade sera
menor do que uma serie de maquinas com uma unica funcao, onde cada cicio e executado
mais rapidamente.
as volumes da demanda e as tipos de produtos podem mudar frequenternente, mesmo dentro
de industries estaveis, Par esta razao. e frequenternente mais vantajoso comprar au construir
umnumero de maquinas simples com ciclos rapidos. Estes tipos de rnaquinas proporcionam
maior flexibilidade as celulas para responder as rnudancas. (Esta vantagem se rnantern se as
tempos de carga par rnaquina nao ficarem muito altos).
Par exemplo, se os tempos de cicio de duas maquinas multi-funcionais em um processo estao
pr6ximos do "takt time" quando instaladas (como mostrado no diagrama de carga das
rnaquinas abaixo), nao ha muito potencial para lidar com a demanda adicional ou produtos a
mais, sem comprar outra rnaquina, a aumento da capacidade, neste exemplo, deve ser feito
par rnaquinas adicionais em acrescirnos de 30 segundos de tempo de ciclo, porque a maior
tempo de cicio da rnaquina num processo determina a acrescimo total no qual pode ser
adicionada capacidade.
Flexibilidade Limitada de Maquinas Multi-Funcionais
-takt time-
40segundos - . , - - - - - - - - - 1 : - . . . . . •1---- Capacidade de lidar com
o aumento da demanda
e mais produtos
<Tempo de cicio da rnaquina
30 segundos
diagrama de nivelamento das maquinas
36

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 52/127
Se neste mesmo processo utilizarmos uma serie de rnaquinas simples com ciclos de 10
segundos (como mostrado abaixo), a celula ou a linha tem a habilidade para lidar com 0
aumento da demanda e produtos adicionais, sem comprar mais equipamentos. E a capacidade
pode agora ser adicionada em acrescirnos de somente 10 segundos. Maquinas de funcoes
simples tambern tendem a ser mais confiaveis e menos caras do que maquinas maiores de
funcoes multiples. Ao mesmo tempo, os tempos para comprar SaG menores. De fato, voce
mesmo pode ser capaz de projetar e construir tais maquinas simples.
Maior flexibilidade das nlaquinas sinlples
"takt tinle
40 segundos
105
--- Maior capacidade de lidar com 0 aumentoda demanda e mais produtos
105 105 105 105 ...•.•f---Tempo decicio da
maquina10 segundos
Maxinlizar a Utiliza~aodas Maquinas ou das Pessoas7
Muitos tern ensinado que a eficiencia e alcancada atraves da maxima utilizacao das rnaquinas,
Ao analisarmos a capacidade dos equipamentos, precisamos reavaliar essa visao, Os
elementos ffsicos da producao SaD pessoas, maquinas e materia is. Ha cornpensacoes entre
estes elementos quando voce projeta um processo. Se voce tenta maximizar a utilizacao de um
elemento, a utilizacao dos outros dois tende a declinar.
Por exemplo, se tentar maximizar a utilizacao de rnaquinas operando-as constantemente e 0
mais rapido possivel, precisara de mais pessoas para operar as rnaquinas todo 0 tempo. Etarnbern ira precisar de material extra em processo entre as eta pas para encobrir problemas e
manter as rnaquinas operando. Igualmente, se procurar maximizar a utilizacao de materia is, nao
tendo nenhum estoque em rnaos. precisara de pessoas e equipamentos extra para lidar com as
flutuacoes de demanda e quebras de rnaquinas.
Interessante notar como a tentativa de maximizar a utilizacao de pessoas e impar porque os
humanos SaD flexiveis. Se a peca que uma rnaquina fabrica ainda nao e necessaria na pr6xima
etapa do processo, entao e correto que esta rnaquina aguarde ociosa e nao trabalhe. (Isto e
verdadeiro particularmente para equipamentos simples). Mas um operador pode mover-se para
uma rnaquina diferente para fazer algo que seja necessario agora. A maquina nao e muito
flexivel, mas 0 operador e .
Isto significa que em celulas ou linhas do processo puxador, voce deve projetar 0 conteudo do
trabalho de um operador nao simplesmente para maximizar a utilizacao do equipamento, mas
para a melhor utilizacao do operador. As vezes, isto pode parecer uma sub-utilizacao do
equipamento que aguarda ocioso por um tempo durante cada intervalo de "takt", mas produzir
mais rapido do que 0 "takt" e superproducao - 0 pior desperdicio de todos.
PARTE III: MAQUINAS, MATERIAL, LAYOUT
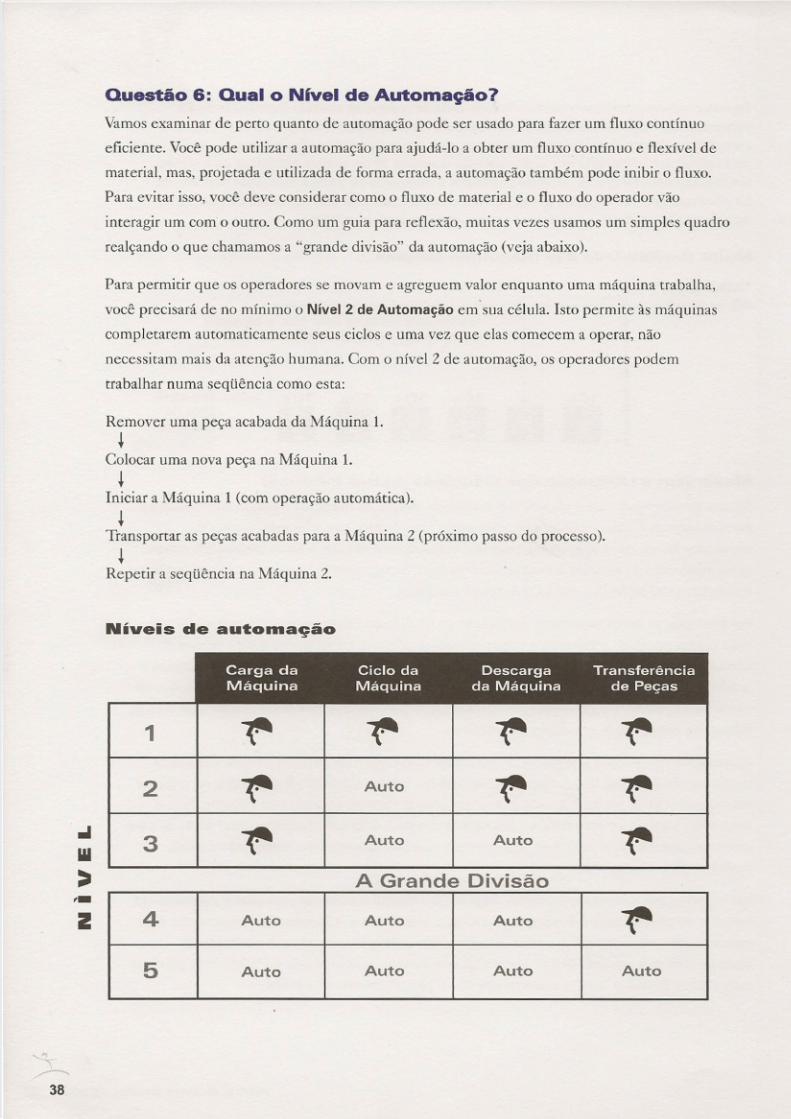
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 53/127
Questio 6: Qual 0Nrvel deAutoma~io?
Vamos examinar de perto quanto de autornacao pode ser usado para fazer um fluxo continuo
eficiente. Voce pode utilizar a automacao para ajuda-lo a obter um fluxo continuo e flexivel de
material, mas, projetada e utilizada de forma errada, a automacao tarnbem pode inibir 0 fluxo.
Para evitar isso, voce deve considerar como 0 fluxo de material eo fluxo do operador van
interagir urn com 0 outro. Como um guia para reflexao, muitas vezes usamos um simples quadro
realcando 0 que chamamos a "grande divisao" da automacao (veja abaixo).
Para permitir que os operadores se movam e agreguem valor enquanto uma maquina trabalha,
voce precisara de no minimo 0 Nivel 2 de Automacao em' sua celula. Isto permite as maquinas
completarem automaticamente seus ciclos e uma vez que elas comecem a operar, nao
necessitam mais da atencao humana. Com 0 nivel 2 de automacao, os operadores podem
trabalhar numa sequencia como esta:
Remover uma peca acabada da Maquina l.
!Colocar uma nova pec;a na Maquina 1.
!Iniciar a Maquina 1 (com operacao automatica).
!Transportar as pecas acabadas para a Maquina 2 (proximo pas so do processo).
!Repetir a sequencia na Maquina 2.
Niveis de autolUac;ao
• •III: : .
Carga da Cicio da Oescarga Trarisfererrcla
Maquina Maquina da Maquina de Pegas
1 - r ' - r ' - r ' - r '
2 - r ' Auto - r ' - r '
3 - r ' Auto Auto - r 'A Grande Diviaao
2 4 Auto Auto Auto - r '5 Auto Auto Auto Auto
38

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 54/127
Esta progressao de trabalho perrnite aos operadores lidar com processos multiples dentro do
"takt time", como mostrado no diagrama abaixo. Enquanto a rnaquina completa 0 ciclo, 0
operador se move para a pr6xima etapa do processo. 0 operador nunca espera pela maquina.
Pensamos desta forma: quando 0 operador espera em uma maquina enquanto ela trabalha, 0
operador esta trabalhando para a maquina. Quando 0 operador se move para executar os
elementos do trabalho subsequente durante 0 ciclo da maquina, a maquina esta trabalhando
para 0 operador.
Algumas vezes, observamos ainda operadores que permanecem parados em frente as
maquinas para monitora-las, Novamente, 0 operador esta trabalhando para a maquina. Isto e
puro desperdicio. Nesses casos, os engenheiros devem desenvolver sensores que detectam
problemas, alarmes e se necessario ainda, paradas automaticas da maquina. Entao, os
operadores deslocam-se para as rnaquinas somente quando SaD necessaries. 0 custo de
sensores simples para detectar problemas e quase sempre bem menor do custo de manter
urn operador ao lado da maquina, E tambern, uma inspecao humana nunca e 100% eficaz.
Executar varios processos ao inves de esperar
Tempo
Estoque Padrao
(Uma Peca)
•••I tItI I I II I I II I I II I I I
~ ! ' - !I I I II I I II I I I
I I I II I I
---~ ~
13 \
PARTE I II: MAoUINAS, MATERIAL, LAYOUT
Oescarga
e Carga
Cicio da
rnaquina
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 55/127
Procure sempre utilizar a
"automacao de um toque" de
modo que os operadores
possam mover-se
eficientemente. A automacao
de um toque significa que
uma vez que 0 operador
tenha carregado e acionado a
maquina, ele ou ela nao e
necessario na maquina
durante 0 resto do cicio da
mesma. Quando 0operador
deve executar uma tarefa
manual adicional ainda
durante 0 cicio da rnaquina
("automaf!?ao de dois
toques"), 0 operador esta
preso i t maquina e 0
desperdicio do tempo de
espera est a embutido no
processo.
Ter uma maquina nao assistida enquanto 0 operador move a peca
trabalhada para a pr6xima maquina significa que uma peca do "estoque
em processo" (WIP) padrao e deixada para tras, na maquina, Pecas
. estao sendo processadas uma por vez, mas uma peca do estoque em
processo libera 0 operador das maquinas. (Durante a operacao diaria da
celula, 0 supervisor ou lider do time precisara regularmente assegurar-
se de que estas pecas do estoque padrao em processo estao no lugar ou
a eficiencia do fluxo estara interrompida).
Nota:
Dispositivos de seguranc;:aadequados para as maquinas precisam
funcionar quando as rnaquinas trabalham sem as rnaos do operador
no paine!. Procure meios para configurar dispositivos de seguranc;:apara nao interfir no movimento suave do operador,
A Automa~ao de Nfvel 2 Pode Nao Ser Suficiente
A automacao de nivel 2 funciona bem enquanto as pecas puderem ser
carregadas e descarregadas com uma mao. No entanto, ha urn problema
quando as pecas que estao sendo processadas requerem ambas as maos
para descarregar e carregar. Entao, 0 operador tern de trabalhar nesta
sequencia:
Colocar a nova pec;:ade lado.
~Remover a peca acabada da maquina,
~Colocar a peca acabada ao lado.
~Pegar a nova peca,
~Colocar a nova peca na maquina.
~Iniciar 0 cicio de maquina, que entao funciona automaticamente.
~Carre gar a peca acabada.
~Levar a pep acabada para a pr6~ma maquina, e repetir estas etapas.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 56/127
Como voce pode ver, 0 desperdicio ocorre porque 0 operador deve manusear duas vezes a
peca acabada e a nova peca. Esta e a situacao na celula da Apex, onde ambas as maos sao
necessarias para segurar os longos tubos de combustivel, e esta e uma das raz6es que
mantern cada operador da Apex em cada maquina.
Ao inves de termos os operadores manipulando duas vezes cada tubo de combustivel
enquanto eles andam pela celula, parece melhor te-los parados em uma posicao e
simplesmente remover uma pec;:aacabada e pendura-la num suporte para 0 pr6ximo
operador, e entao pegar e carregar uma nova peca, De fato, as pecas ainda sao manuseadas
duplamente, mas 0 desperdicio esta escondido por que esta distribuido entre os dois
operadores. Os gerentes da Apex tambern acreditam que mantendo os operadores nas
maquinas, eles podem tornar a carregar as maquinas assim que elas estejam livres
novamente, 0 que resulta numa aha utilizacao da maquina e acreditam que isso seja
eficiente. Mas, certamente eles ignoram por completo 0 "takt time", causam desperdicios e
destroem 0 fluxo.
A dupla movimentacao significa que muitos process os puxadores precisam de urn Nivel 3 de
Autornacao para obter um fluxo continuo eficiente. 0 nivel 3 de Automacao significa que a
peca acabada e ejetada automaticamente da maquina no final do ciclo. Como resultado, a
maquina parece um 'ninho vazio" cada vez que 0 operador retorna com uma nova peca. A
nova peca pode ser carregada sem a dupla movimentacao de ambas as pecas,
Porque geralmente nao e necessario grande precisao para ejetar uma pec;:a,0 nivel 3 de
autornacao normal mente e muito barato. A peca pode com frequencia ser ejetada utilizando
a energia originada dos movimentos do final do ciclo da maquina, por exemplo, atraves de
urn brace ejetor conectado a uma alavanca m6vel. (Gosrariamos que voce evitasse a
utilizacao de ar comprimido para ejetar pecas, Isto cria um posto de trabalho barulhento,
alem de gastar muita energia).
Mais do queAutoma~aode Nfvel 3 pode ser muito
Urn ponto interessante na tabela dos niveis de automacao e que quando se vai alem do
Nivel 3 de Automacao, para 0 Niveis 4 ou 5, 0 capital investido e a complexidade tecnica
aumentam dramaticamente. 0 born carregamento de pecas e simples para os humanos,maspode necessitar de alta tecnologia para automatizar, Do mesmo modo, a transferencia
automatica de pecas pode necessitar de robes ou linhas transfer. Isso pode parecer atrativo
no papel, mas a complexidade frequenternente reduz a confiabilidade abaixo de 70%. Alem
disso, 0 que voce faz com uma linha automatizada de alto preco quando existem mudancas
na demanda? Quando a demanda diminuir, voce estara preso com uma baixa producao de
pecas em um equipamento de alta depreciacao. Quando a demanda aumentar acima da
capacidade, sera necessario a aquisicao de outra cara linha autornatizada.
PARTE III: MAQUINAS, MATERIAL, LAYOUT
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 57/127
Em nossa experiencia, 0 nivel de Autornacao 3 conquista muitos dos beneficios da
autornacao completa mas sem as despesas, 0 tempo para comprar, 0 tempo parado para as
manutencoes e a inflexibilidade de volume. Chamamos a decisao de buscar os niveis de
autornacao 4 e 5 de ''atravessar a grande divisao '~Em alguns casos, voce pode precisar fazer
isto, mas deve olhar muito seriamente para as alternativas primeiro.
Questiio 7: Como organizar 0processo fisico para que uma
pessoa possa fazer um item da maneira mais eficiente
possive.?
Aqui esta uma tecnica elegante para 0 projeto de uma celula. Disponha as maquinas, as
estacoes de trabalho eo material nos dispositivos como se somente urn operador fabricasse 0
produto do inicio ao fim, mesmo que voce nunca va operar uma celula desta maneira.
Quando voce projetar urn processo com uma pessoa se movendo em todos os elementos de
trabalho, automaticamente ira projetar urn processo que evita as ilhas isoladas de atividades,
.minimizara a acurnulacao de estoque entre os processos, eliminara caminhadas excessivas,
removera obstaculos existentes no caminho e trara as etapas de criacao de valor tao pr6ximas
uma as outras quanto possivel.
Isto nos da a seguranca de estar fazendo 0mais eficiente layout, mesmo que 0mimero
correto de operadores nao tenha sido definido ainda (ele ira variar de qualquer forma
quando 0 "takt time" sofrer mudancas significativas). Nas paginas seguintes, estao dois
"checklists" simples para organizar as maquinas e as estacoes de trabalho de modo que os
operadores possam executar seus elementos de trabalho tao eficientemente quanto possivel.
Entre estas orientacoes, as maquinas e as estacoes de trabalho devem estar muito pr6ximas e
a largura dentro da celula deve ser mantida em torno de 1,5 metros, se possivel. Com isto em
mente, muitas celulas natural mente terminam em uma forma de 'U " estreito. Quante mais
estacoes de trabalho ou maquinas dentro da celula, mais longo 0 'U ".Certamente, muitas
vezes ha produtos, maquinas ou caracreristicas de pecas que afetam 0 projeto da celula, e
deste modo, diferentes formatos de celulas sac possiveis.
Nota:
Existe uma escola de pensamento que afirma que 0material deve fluir atraves das celulasda direita para esquerda relativamente ao operador, porque a grande maioria das pessoas
utiliza a rnao direita e e mais eficiente e natural trabalhar da direita para a esquerda. No
entanto, muitos processos eficientes fluem para a esquerda e muitos fluem para a direita.
Uma simples analise caso a caso pode ser feita para verificar se uma direcao particular faz
mais sentido.
42
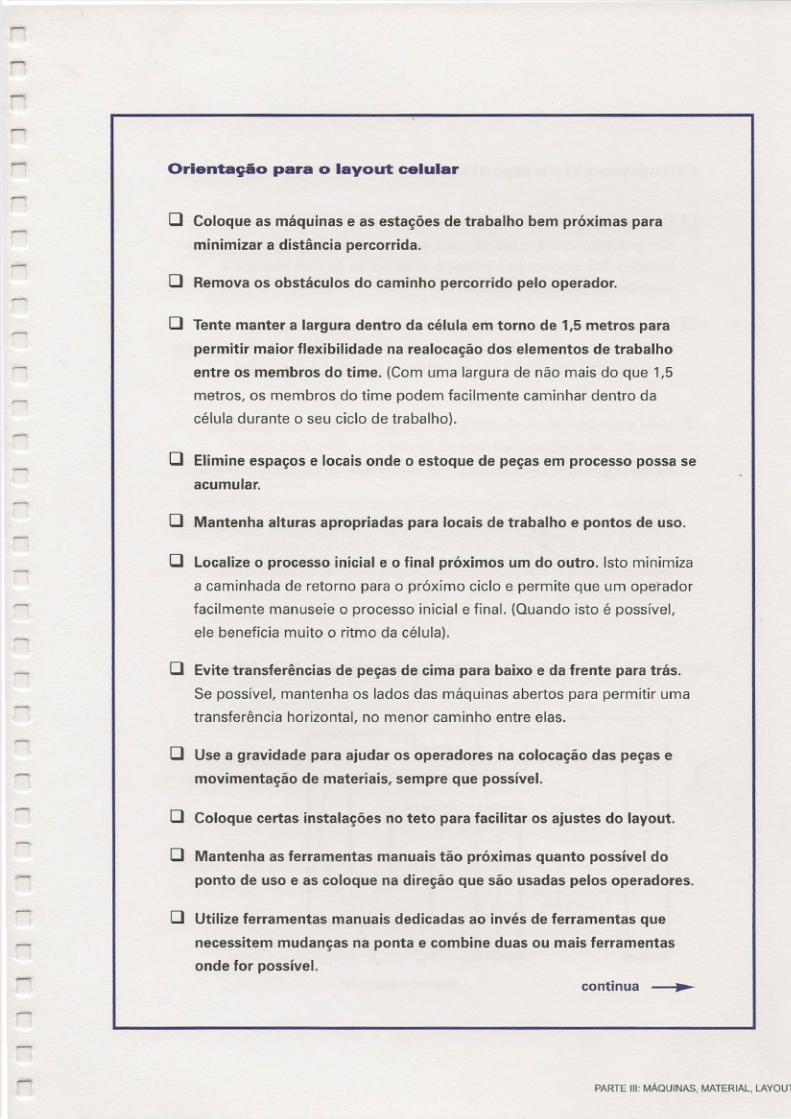
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 58/127
Orienta~ao para0layout celular
o Coloque as maquinas e as estacoes de trabalho bem pr6ximas para
minimizar a distancia percorrida.
o Remova os obstaculos do caminho percorrido pelo operador.
o Tente manter a largura dentro da celula em torno de 1,5 metros para
permitir maior flexibilidade na realocacao dos elementos de trabalho
entre os membros do time. (Com umalargura de nao mais do que 1,5
metros, os membros do time podem facilmente caminhar dentro da
celula durante 0 seu cicio de trabalho).
o Elimine espaeos e locais onde 0 estoque de pecas em processo possa se
acumular.
o Mantenha alturas apropriadas para locais de trabalho e pontos de uso.
o Localize 0 processo inicial e 0 final pr6ximos um do outro. Isto minimiza
a caminhada de retorno para 0 proximo cicio e permite que um operador
facilmente manuseie 0 processo inicial e final. (Quando isto e possivel,
ele beneficia muito 0 ritmo da celula).
o Evite transferencias de pecas de cima para baixo e da frente para tras.
Se possivel, mantenha os lados das rnaquinas abertos para permitir uma
transferencia horizontal, no menor caminho entre elas.
o Use a gravidade para ajudar os operadores na colocacao das pecas e
movimentacao de materiais, sempre que posslvel.
o Coloque certas instalacoes no teto para facilitar os ajustes do layout.
o Mantenha as ferramentas manuais tao pr6ximas quanta possivel doponto de uso e as coloque na direcao que sao usadas pelos operadores.
o Utilize ferramentas manuais dedicadas ao inves de ferramentas que
necessitem mudancas na ponta e combine duas ou mais ferramentas
onde for possive!.
continua ~
PARTE III: MAaUINAS, MATERIAL, LAYOUT

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 59/127
"'-~."" . ..
44
Orienta~iio para 0layout celular
o Garanta a sequranca e a ergonomia da celula,
Um processo lean e projetado para apoiar 0 operador e agregar valor ao
trabalho. Ma ergonomia e indesejavel do ponto de vista humane e
contribui para os desperdicios.
o Mantenha as eta pas de trabalho manual baseadas no operador
pr6ximas umas das outras para permitir flexibilidade na distribuicao dos
elementos de trabalho e agregar valor ao trabalho do operador.
oIsole a autornacao de nivel 5 e as operacoes de cicio continuo (por
exemplo, estufas) dos operadores manuais ou fluxo de trabalho
baseado nos operadores, conforme apresentado no diagrama abaixo.
Note que um segmento automatizado incorporado em uma celula desta
maneira deve ser altamente confiavel. Se a confiabilidade e insatisfat6ria
e muito dificil de ser melhorada, comece colocando 0 segmento
automatizado numa area separada e regule sua producao com um
sistema puxado.
Incorporando se1:oresau1:orna1:izadosden1:ro da celula
I. . . . . . . . . . . . . . . ~I .~ sI..1-••• , •••• ~ etor
------., \ Automatizado,,I
I
I
I
I
I
,,,,,"· " 4
Area de
trabalho
manual••••••
-t(operadores
trabalham
aqui)
/fluxo de material
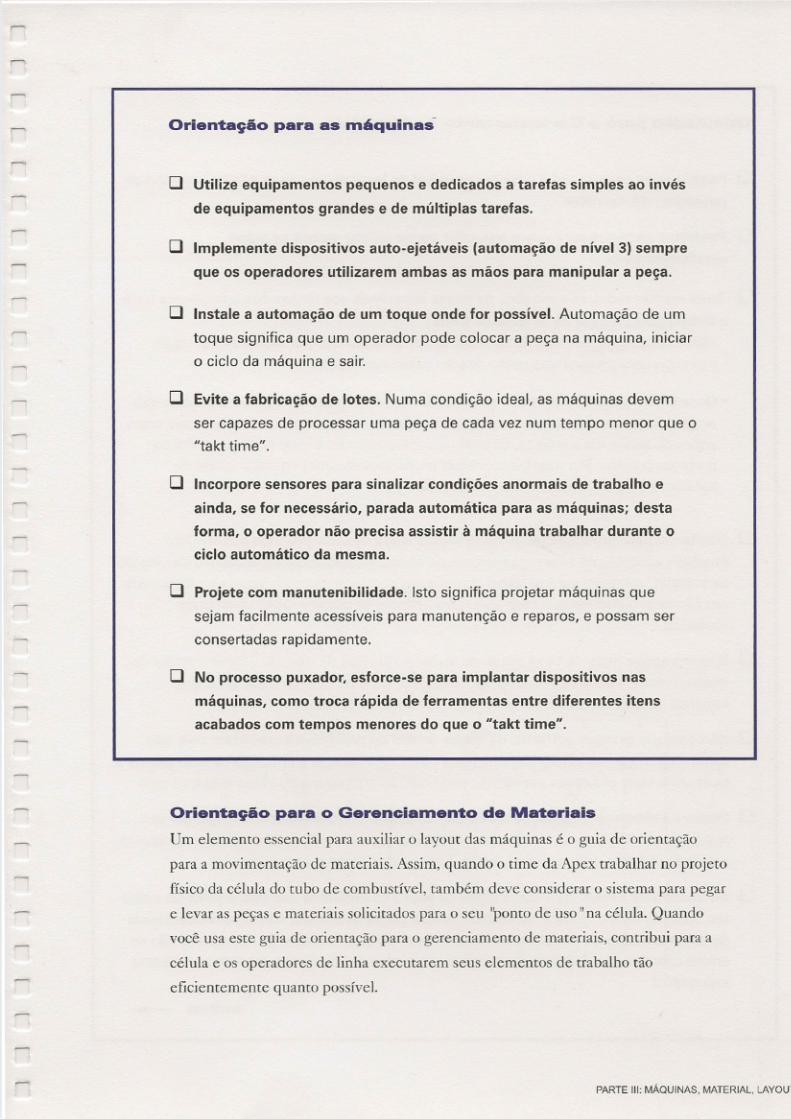
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 60/127
Orientaqao para asmaquinas-
o Utilize equipamentos pequenos e dedicados a tarefas simples ao inves
de equipamentos grandes e de multiples tarefas.
o Implemente dispositivos auto-ejetaveis (autornacao de nivel 3) sempre
que os operadores utilizarem ambas as rnaos para manipular a peea.
o Instale a autornacao de urn toque onde for possive!. Autornacao de um
toque significa que um operador pode colocar a peca na maquina, iniciar
o cicio da rnaquina e sair.
o Evite a fabrlcacao de lotes. Numa condicao ideal, as maquinas devem
ser capazes de processar uma peca de cada vez num tempo menor que 0
"takt time".
o Incorpore sensores para sinalizar condicoes anormais de trabalho e
ainda, se for necessario, parada autornatica para as maquinas: desta
forma, 0 operador nao precisa assistir a maquina trabalhar durante 0
cicio automatico da mesma.
o Projete com manutenibilidade. Isto significa projetar rnaquinas que
sejam facilmente acessiveis para manutencao e reparos, e possam ser
consertadas rapidamente.
o No processo puxador, esforce-se para implantar dispositivos nas
maquinas, como troca rapida de ferramentas entre diferentes itens
acabados com tempos menores do que 0 "takt time".
Orientaqao para0Gerenciamento deMateriais
Um elemento essencial para auxiliar 0 layout das maquinas eo guia de orientacao
para a rnovirnentacao de materiais. Assim, quando 0 time da Apex trabalhar no projeto
flsico da celula do tubo de combustivel, tambern deve considerar 0 sistema para pegar
e levar as pecas e materiais solicitados para 0 seu 'ponte de uso II na celula, Quando
voce usa este guia de orientacao para 0 gerenciamento de materiais, contribui para a
celula e os operadores de linha executarem seus elementos de trabalho tao
eficientemente quanto possivel.
PARTE III : MAaUINAS, MATERIAL, LAYOUT
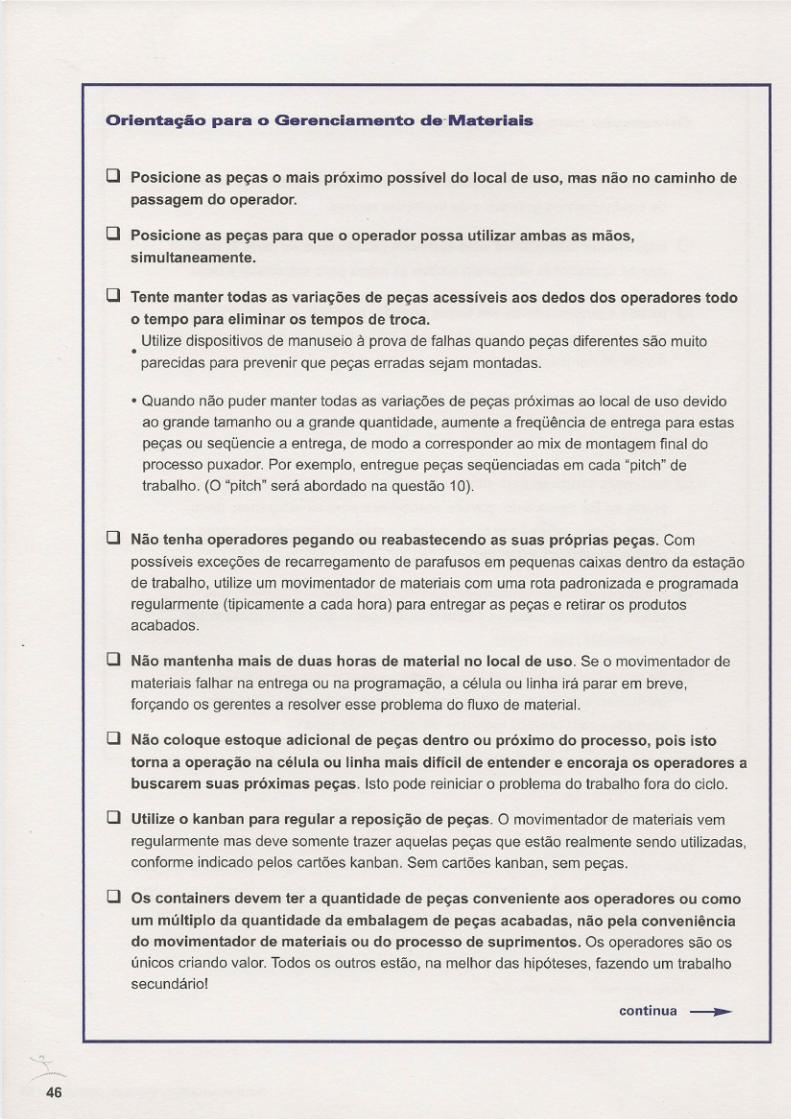
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 61/127
46
Orienta~ao para 0Gerenciamento de-Materiais
o Posicione as pecas 0mais proximo possivel do local de use, mas nao no caminho de
passagem do operador.
o Posicione as pecas para que 0operador possa utilizar ambas as rnaos,
simultaneamente.
o Tente manter todas as varlacoes de pecas acessiveis aos dedos dos operadores todo
o tempo para eliminar os tempos de troca.
Utilize dispositivos de manuseio a prova de falhas quando pecas diferentes sao muito•parecidas para prevenir que pecas erradas sejam montadas.
• Quando nao puder manter todas as variacoes de pecas pr6ximas ao local de usa devido
ao grande tamanho au a grande quantidade, aumente a frequencia de entrega para estas
pecas au sequencia a entrega, de modo a corresponder ao mix de montagem final do
processo puxador. Par exemplo, entregue pecas sequenciadas em cada "pitch" de
trabalho. (0 "pitch" sera abordado na questao 10).
o Nao tenha operadores pegando ou reabastecendo as suas proprias pecas. Com
possfveis excecoes de recarregamento de parafusos em pequenas caixas dentro da estacao
de trabalho, utilize um rnovimentador de materiais com uma rota padronizada e programada
regularmente (tipicamente a cada hora) para entregar as pecas e retirar as produtos
acabados.
o Nao mantenha mais de duas horas de material no local de uso. Se a movimentador de
materiais falhar na entrega au na proqramacao, a celula au linha ira parar em breve,
forcando as gerentes a resolver esse problema do fluxo de material.
o Nao coloque estoque adicional de pecas dentro ou proximo do processo, pois isto
torna a operacao na celula ou linha mais dificil de entender e encoraja os operadores a
buscarem suas proximas pecas. Isto pode reiniciar a problema do trabalho fora do cicio.
o Utilize 0kanban para regular a reposlcao de pecas. 0 movimentador de materiais vem
regularmente mas deve somente trazer aquelas pecas que estao real mente sendo utilizadas,
conforme indicado pelos cartoes kanban. Sem cartoes kanban, sem pecas,
o Os containers devem ter a quantidade de pecas conveniente aos operadores ou como
urnmultiple da quantidade da embalagem de pecas acabadas, nao pela conveniencia
do movimentador de materiais ou do processo de suprimentos. Os operadores sao as
unicos criando valor. Todos as outros estao, na melhor das hip6teses, fazendo um trabalho
secundariol
continua ~

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 62/127
Orienta~ao para 0Gerenciamento de Materials
oNao interrompa 0 cicio de trabalho do operador para a reposicao de pecas. As pecas devem
ser repostas em pequenas caixas vindas do lade de fora da celula e, se possfvel, devem
deslizar ao local de uso pela gravidade nas prateleiras ou atraves de calhas de transports.
Isso deve ser projetado de modo que uma caixa vazia retirada do fluxo na prateleira causa 0
deslizamento da pr6xima caixa cheia na posicao. 0 operador entao coloca a caixa vazia na
calha de transporte e a mesma desliza para baixo, para a saida da celula ou linha.
Prateleira corn retorno
caixas abertas para 0
operador (urn kanban
em cada caixa)
lado doabastecimento
lado interne
da celula
Caixas
vazias
movimentador
de materia is
operador
Vista de cima do fluxo de materia is nas prateleiras
fluxo na
prateleira
rnaquinao material nas prateleiras
pode tarnbern fluir diretopor cima ou atraves das
rnaquinas. nao apenas
entre elas.
PARTE III: MAaUINAS, MATERIAL, LAYOUT

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 63/127
Aplicando essasorienta~oes a celula da Apex
Quando examinamos a situacao atual na celula da Apex atraves das lentes de nossos guias de
orientacao, observamos 0 seguinte:
• Grandes distancias percorridas do inicio ao fim.
• 0 lado interno da celula e muito amplo.
• A operacao inicial e a final sac muito distantes, com a consequencia de que urn unico
operador teria de andar urn longo caminho para chegar ao inicio do proximo ciclo.
• Existe uma grande area para 0 acumulo de pecas em processo entre cada maquina,
• A dobradeira precisa ser modificada para possibilitar 0 carregamento de uma peca a cada
ciclo.
• A bandeja de said a da dobradeira obstrui 0 caminho do operador.
Layout atual do tubo de combustivel da Apex
Area de 52,8 rn- e 56 pecas em processo
8,8 m
6
m
& Montagem II &7 pes. L- ...I 3 pes.
12 pes.
Dobradeira
(automatlca)
9 eonjuntcs
(a serem testadas)
Aparelho de teste
(automattco)
400 Tubas
(materia-prima)
30 peslembalagem
(peyas aeabadas)
Antes da aplica~aodas guias de orienta~ao
48

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 64/127
5,5
m
A reorganizacao da celula de acordo com os guias de orientacao produz uma configuracao
muito diferente, conforme mostramos na figura abaixo. Este layout sera ainda refinado
quando aplicado no chao-de-fabrica. No entanto, ate agora melhoramos 0 layout fisico ate 0
ponto que precisamos questionar como integrar os elementos de trabalho e os operadores na
celula recern configurada.
Exemplos de um layout eficiente para um unico operador e
fluxo de uma pe~a s6
Area de 23,6 m-' e 5 pecas em processo
4,3 m
Montagem II inclinada para manter
a largura da celula em torno de 1,5m
Pecas e materia is sao alimentadas
k" na prateleira do lado externo da celula
Montagem I Uma unica peca em processo deve ser
deixada enquanto a operador se loco move
•'CoMctores - + 1 ~_--l--~i-----ao ha obstrucao no caminho
Do br ade ira
(automlitlca) SaldsNao ha espaco para acumular pecas
Carga de 1 Car(iJ8
.tuba porvez .---- Aparelho de teste inclinado para
que a entrada e a safda da celula
estejam pr6ximas
30 pcs/embalagem
(pe~as acabaaae)
Ap6s a aplica~8o das guias de orienta98o
PARTE III: MAQUINAS, MATERIAL, LAYOUT
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 65/127
50
Lidando COOl equipa.mentos projetados para lotes
A Apex foi capaz de criar seu proprio layout celular devido a existencia de um
equipamento puxador que foi projetado para processar uma peca por vez, mas
alguns dos nossos atuais equipamentos puxadores podem ser configurados para
processar rapidamente lotes de pecas ao inves de operar em fluxo continuo.
Chamamos este tipo de equipamento projetado para lotes de "monumentos" e
eles frequenternente envolvem processos como pintura, tratamento terrnico e
galvanoplastia. No futuro, voce deve ser capaz de substituir os monumentos por
equipamentos simples e que tenham0fluxo de uma peca por vez. Mas,
0que
voce pode fazer hoje?
• Voce pode separar um processo projetado para lotes do seu fluxo continuo
utilizando um supermercado com um sistema puxado, ou ainda um FIFO.
• Aquecimento, resfriamento, cura e processos sirnilares podem as vezes ser
mantidos dentro de um fluxo continuo quando SaD processos transportados
por esteiras, desde que os operadores possam deixar uma unica peca nao
tratada e pegar uma unica tratada dentro de cada "takt time". As distancias a
percorrer devem ser minimizadas.
• As vezes, pode-se ignorar a capacidade do equipamento de fabricar em lotes e
utiliza-lo de forma a produzir uma unica peca por vez. No entanto, 0 tempo
efetivo do cicio do equipamento para processar somente uma peca deve ainda
ficar abaixo do "takt time".
• As vezes, com um pouco de criatividade, uma rnaquina projetada para lotes
pode ser substitufda imediatamente por outra de preco baixo mas com metoda
de processamento de uma unica peca de cada vez. Por exemplo, uma pistola
de spray manual colocada na linha pode as vezes fazer 0 trabalho de uma
cabina de pintura que foi projetada para produzir em lotes.
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 66/127
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 67/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 68/127
DISTRIBUINDO 0 TRABALHO
Agora, com 0 processo flsico rearranjado de modo que 0 trabalho possa ser
desempenhado de maneira mais eficiente, eo momenta de trazer os operadores e 0
cliente de volta para 0 processo de projeto da celula.
Questio 8: Quantos Operadores Sio Necessarios
Para Atender 0"Takt Time"?
o tempo total de trabalho dos operadores para produzir um tubo de combustivel ap6s
o kaizen no papel da Apex e 88 segundos. Se este fosse igual ou menor que 0 "takt
time", a celula poderia atender a necessidade do cliente com um operador.
Entretanto, atualmente 0 cliente requer um tubo de cornbustivel pronto a cada 40
segundos. Assim, sera necessario mais de um operador.
o mirnero apropriado de operadores nao deve ser determinado atraves de uma
estimativa ou de negociacao entre os diferentes membros do time. Pelo contrario,
voce deve comecar 0 processo de deterrninacao da necessidade de operadores com a
seguinte equacao:
Conteudo Total de Trabalho (apos Kaizen no papel)= Numero de Operadores
"Takt Time"
No exemplo da Apex, 0 resultado e 0 seguinte:
88 segundos de conteudo de trabalho= 2,20peradores
"Takt Time" de 40 segundos
Obviamente, nao e possivel ter 2 decimos (0,2) de um operador. Isto significa que tres
operadores serao necessaries se a Apex for atender a demanda do cliente, sem maisnenhuma melhoria nos metodos de operacao, Embora isto ja seja um operador a
menos do que a Apex usa no momento, dois decirnos nao esta muito acima de dois, 0
que significa que usar tres operadores podera resultar em baixa produtividade. Esta
celula pode ser operada por do is operadores se todo 0 time desejar colocar isto como
objetivo.
PARTE IV: DISTRIBUINDO 0 TRABALHO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 69/127
A tabela abaixo fornece um guia para elaborar 0 calculo inicial do "mimero de operadores".
Esta tabela considera que a utilizacao do operador estara entre 90 e 95%. Isto e , 90 a 95% de
cada intervalo de "takt time" sera ocupado com trabalho e os operadores nao terao de
observar as maquinas operando ou esperar por pecas, A tabela tambem considera que sua
celula ou linha sera estruturada e gerenciada como descrita neste manual.
Nota:
Se voce pretende utilizar um tempo de cicio mais do que 10% abaixo do "takt time", tenha
certeza de fazer 0 primeiro calculo do nurnero de operadores baseado no "takt time".
Acreditamos que voce deva ter a produtividade potencial da sua celula ou linha emmente.
Entao. voce pode refazer 0 calculo utilizando 0 tempo planejado de cicio como 0
denominador, ao inves do "takt time", tendo emvista os series problemas associados a
operar em ciclos muito mais rapidos que 0 "takt time".
Observamos que em cada empresa, 0 comprometimento para criar 0 fluxo continuo deveriaser acompanhado por um consenso de qual sera a carga de trabalho das tarefas frente ao
"takt time". Esta discussao nao deve se repetir toda vez que uma nova celula e projetada e
certamente nao deve se tornar um jogo onde a gerencia esta sempre tentando aumentar a
carga de trabalho e os times de producao estao tentando reduzi-la. Felizmente, 0Grafico de
Balanceamento do Operador torna 0 processo de definicao da carga real de trabalho dos
operadores suficientemente preciso, de modo que todo 0 time possa discutir esta questao
com base em fatos.
Orienta~ao para a determina~ao do numero de operadores em
cada celula
Sobra a partir
do calculo do
nurnero de
Orienta~ao / Metaperadores
(depois do
Kaizen no papel)
<0,3Nao adicione umoperador extra. Aproveite para reduzir 0
desperdfcio e trabalhos nao importantes.
Ainda nao adicione umoperador extra. Apes duas semanas de
0,3 -0,5 operacao da celula e do kaizen, cuidadosamente avalie se
desperdfcios e trabalhos nao importantes ainda podem ser eliminados.
Adicione um operador extra se necessario e mantenha a reducao dos
>0,5 desperdfcios e trabalhos nao importantes para eventual mente
eliminar a necessidade deste operador na celula,
52
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 70/127
Como a Apex pode alcancar a meta de 2 operadores? Atraves do comprometimento de todo
o seu time de gerentes, engenheiros e operadores com um processo de remocao de
problemas e ajustes na celula por um periodo de 2 a 4 semanas.
Quando voce comecar a rodar a celula com dois operadores, talvez voce so atinja 65% dovolume de producao desejado e talvez fique propenso a adicionar outro operador. Este sera
um momento critico da decisao porque se voce adicionar um terceiro operador agora, a
pressao para realizar um kaizen e remover este desperdicio a mais desaparecera, Entretanto,
encorajamos voce a rodar a celula com dois operadores por um periodo extra ao final do
turno ou durante 0 final de semana para produzir 0 volume necessario, enquanto voce
continua 0 kaizen.
Em nossa experiencia, urn time que deseja comprometer-se com um processo intenso de
kaizen buscando atingir 0 nurnero de operadores baseado no nosso guia de orientacao pode,
em geral, alcancar 80% do volume de producao requerido dentro de uma semana apos 0
inicio e 90% dentro de duas semanas. Os 10% restantes sac a parte diftcil e irao requerer um
esforco conjunto de todas as pessoas da producao e do apoio. Entretanto, uma vez que voce
atinja este objetivo, e temos certeza que voce pode, tera criado uma operacao que pode
rodar por varies meses a urn baixo custo com urn verdadeiro fluxo continuo. Talvez mais
importante ainda, e que isto ira estabelecer um novo padrao para toda a organizacao.
,-
Op~6es de Carga dosOperadores
Quando voce esta na faixa superior do nosso guia de operacao para 0 calculo do mirnero de
operadores (com 0 calculo inicial indicando mais de 0,5 operador adicional por celula), voce
tera OP90es de como distribuir este conteudo de trabalho incompleto entre os operadores
assim que a celula comecar a operar.
o metodo tradicional e chamado de "balanceamento da linha" (veja OP9aoA na pagina
seguinte). 0 conteudo de trabalho e dividido igualmente entre os operadores,
provavelmente a partir de um desejo de ser justo. Mas 0 balanceamento tradicional da linha
embute 0 desperdicio da espera dentro do processo, distribuindo-o igualmente entre todos
os operadores. 0 tempo de ciclo de cada operador esta realmente balanceado, mas cada
operador esta apenas parcialmente carregado. Esta pratica nao apenas torna mais diflcil
eliminar posteriormente 0 desperdicio, mas tarnbern cria 0 potencial de superproducao. Para
fabricas enxutas isto e tao ruim quanta nao atingir a demanda.
PARTE IV: DISTRIBUINDO 0 TRABALHO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 71/127
Depois de alguns dias rodando, os operadores de uma celula balanceada pelo modo tradicionalnormal mente comecam a operar como postos isolados. Pequenos lotes de inventario comecam
a se formar entre os operadores e 0 fluxo continuo desaparece. Os gerentes pod em tentar
solucionar este problema estabelecendo "areas de kanban" entre os operadores. Estas apenas
comportam uma peca por vez e os operadores nao sao autorizados a produzir outra peca ate que
o processo posterior a area de kanban a esvazie. Esta tecnica pode restabelecer 0 fluxo unitario
de material, mas ao preco de incorporar permanentemente 0 desperdicio do tempo de espera
no processo. Este e urn remendo que nao ataca a causa raiz.
Uma solucao melhor e redistribuir os elementos de trabalho e ocupar todos os operadores, com
excecao de urn, com tarefas que consumam praticamente todo 0 intervalo do "takt time"
(Opcao B abaixo). Esta e a opcao enxuta. Atraves da concentracao da maior parte do
desperdfcio em urn operador, a oportunidade para urn kaizen e revelada. Entao, uma vez que a
celula esteja apta a operar com urn operador a menos, a empresa obtern uma real reducao de
custo.
balanceamento da linha
A
vs. opc;aolean
B
Opcao A : "Balanceando a linha" atraves da divisao iqualitaria do trabalho entre os
operadores em uma celula tende a embutir 0 desperdfcio da espera dentro da celula,
distribuindo-o igualmente entre os operadores. Os operadores estao "balanceados", mas
nao utilizados completamente.
Opcao B: Este metoda distribui 0 trabalho entre operadores completamente utilizados, com
excecao de um. Isto exp6e 0 desperdfcio e torna a melhoria mais facil,
54
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 72/127
Ouestiio 9: Como Distribuir 0Trabalho entre os Operadores 7
o time da Apex decidiu operar a celula com dois operadores, cada urn ocupado com trabalhoequivalente a aproximadamente 95% do "takt time". Agora a Apex deve decidir quais
elementos de trabalho atribuir a cada operador.
A alocacao de trabalho na celula pode ser feita de varios modos. Os gerentes e engenheiros
precisam estar atentos a esta gama de possibilidades, tanto para 0 nosso exemplo da celula
da Apex como para tipos diferentes de celulas que eles possam vir a construir no futuro.
Seguem alguns metodos a considerar:
1. Dividir 0Trabalho entre os operadores de modo que cada urn realize uma fracao do
conteudo total de trabalho correspondente a urn "takt time", frequentemente
movendo-se entre varias maquinas.
2. 0 Circuito onde urn operador realiza todos os elementos de trabalho fazendo 0 circuito
completo de uma celula no sentido do fluxo de material. Urn segundo operador 0 segue
algumas estacoes arras.
3. Fluxo Reverso no qual os operadores fazem 0 circuito no sentido reverso ao do fluxo de
material.
4. Combinacoes de divisao do trabalho e urn circuito ou fluxo reverso.
5. Urn Operador por Estacao em que cada operador permanece em uma estacao.
6.0 Serrote ou Corte no qual cada operador opera duas maquinas e "corta" parte do
trabalho, jogando-o para frente toda vez que 0 operador se move para a maquina
seguinte.
Vamos analisar cada urn destes metodos em mais detalhe.
PARTE IV : DISTRIBUINDO 0 TRABALHO
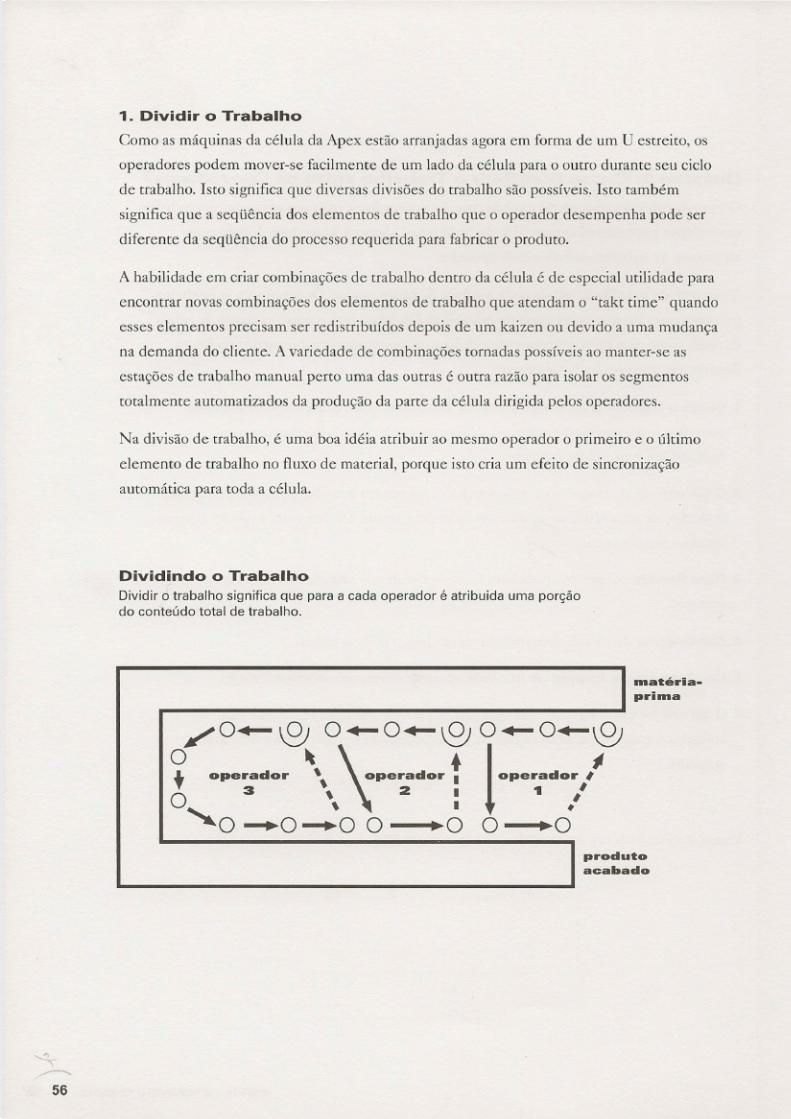
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 73/127
1. Dividir 0Trabalho
Como as maquinas da celula da Apex estao arranjadas agora em forma de um U estreito, os
operadores podem mover-se facilmente de um lado da celula para 0 outro durante seu ciclo
de trabalho. Isto significa que divers as divis6es do trabalho sao possiveis. Isto tarnbem
significa que a sequencia dos elementos de trabalho que 0 operador desempenha pode ser
diferente da sequencia do processo requerida para fabricar 0 produto.
A habilidade em criar combinacoes de trabalho dentro da celula e de especial utilidade para
encontrar novas combinacoes dos elementos de trabalho que atendam 0 "takt time" quando
esses elementos precisam ser redistribuidos depois de um kaizen ou devido a uma mudanca
na demanda do cliente. A variedade de cornbinacoes tornadas possiveis ao manter-se as
estacoes de trabalho manual perto uma das outras e outra razao para isolar os segmentos
totalmente automatizados da producao da parte da celula dirigida pelos operadores.
Na divisao de trabalho, e uma boa ideia atribuir ao mesmo operador 0 primeiro e 0 ultimo
elemento de trabalho no fluxo de material, porque isto cria um efeito de sincronizacao
automatica para toda a celula.
Dividindo 0Trabalho
Dividir 0 trabalho significa que para a cada operador e atribuida uma porcao
do conteudo total de trabalho.
/0- \00+-0+-\00+-0+-\0
~ o_rador '\ \perador t 1operador/o 3 \ 2 I 'I,
\ I •
'-0-.0-.00 •0 0 •0
produ
acaba
lI'Iateria-
prill'la
to
do
56

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 74/127
2. Circuito
Atribuir todos os elementos de trabalho a cada operador e ter 0 proximo operador seguindo 0
primeiro, com uma diferenca de algumas estacoes, tern imimeras vantagens. Isto estabelece
urn efeito natural de sincronizacao. Este metodo e facil de implementar. Ele pode reduzir as
distancias percorridas ja que os operadores tern apenas uma pequena distancia a percorrer
no caminho de volta para iniciar 0 proximo ciclo, ao completar 0 circuito. E isto
automaticamente pro move 0 rodizio dos operadores pelas operacoes e torna 0 trabalho mais
interessante.
Entretanto, os circuitos tambern tern lirnitacoes:
• Eles sac geralmente limitados a dois operadores porque e bastante dificil coordenar mais
que isso. E melhor tentar urn outro metodo se 0 conteudo total de trabalho demandar
mais de dois operadores.
• as circuitos geralmente nao funcionam se mais de 40% do contetido total de trabalho
ocorre em uma iinica estacao porque os operadores VaGcongestionar esta estacao com alto
conteudo, Se esta maquina complexa e com tempo de ciclo alto puder ser substituida por
maquinas simples, com uma unica operacao e com alimentacao rapida, voce pode ser
capaz de distribuir este trabalho por mais estacoes e tomar 0 circuito possfvel.
• Eles requerem operadores melhor treinados porque cada operador deve ser qualificado
para realizar todos os elementos de trabalho, enquanto opera todos os equipamentos e faz
todos os controles de qualidade necessaries.
Distribui~ao de trabalho no circuito
Cada operador realiza todos os elementos de trabalho.
®®~I
I
•• . . . .• • . . . .
_ Distancia para
retorno
PARTE IV: DISTRIBUINDO 0 TRABALHO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 75/127
3. Fluxo Reverso
Reverter 0 sentido dos operadores em um circuito onde as pecas exigem 0 usa de ambas as
maos e uma boa escolha quando as maquinas ainda nao tern descarga autornatica (Nivel 3 de
Automacao). A solucao a longo prazo e modificar as maquinas com descarga autornatica das
pecas, mas isto pode levar tempo e pode ter de esperar ate 0 lancarnento de um novo
produto. Como queremos manter uma orientacao para acao e introduzir 0 fluxo continuo
imediatamente, 0 fluxo reverso pode ser um bom passo interrnediario.
Reverter 0 fluxo, assim que voce tentar, cria uma sequencia mais natural de
trabalho/caminhada. Com 0 fluxo reverso, os operadores movem-se na direcao oposta ao
progresso das pecas trabalhadas na celula. Os operadores cornecam na cacamba de pecas
prontas e trabalham ate 0 ponto de entrada da celula. 0 fluxo reverso exige que uma peca
adicional seja mantida em processo na posicao de espera entre cada operacao, mas as
vantagens superam esta desvantagem.
o diagrama ilustra como 0 fluxo rever so funciona em uma celula de tres maquinas (que
usamos para simplificar esta apresentacao):
• De pe na maquina 3, 0 operador descarrega uma peca pronta e coloca dentro da cacamba
de saida. 0 operador entao chega a posicao de espera entre as maquinas 3 e 2, pega a peca
que estava esperando, coloca-a na maquina 3 e inicia 0 ciclo da maquina.
• 0 operador caminha para a rnaquina 2 com as rnaos vazias.
• Na maquina 2, 0 operador descarrega a peca pronta e coloca-a na posicao de espera entre
as maquinas 2 e 3, a posicao que acabou de ficar vazia ao alimentar-se a maquina 3. Entao,
o operador chega entre as maquinas 1 e 2, pega a pec;a da posicao de espera, alimenta a
maquina 2 e aciona a maquina .
• 0 operador caminha para maquina 1 de rnaos vazias.
• a maquina 1,0 operador repete a sequencia, removendo a peca pronta e colocando-a na
estacao de espera vazia entre as maquinas 1 e 2. Entao, ele pega uma peca da cacarnba de
materia-prima, coloca-a na maquina 1 e inicia 0 ciclo.
• 0 operador caminha de volta para maquina 3 com as maos vazias para completar 0 circuito
reverso.
58

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 76/127
Fluxo Reverso
Operadores se movem na direcao oposta ao fluxo de material.
produto
acabadoMaquina
3
.-_... .....--- Posicoes para.••• manter pecas
\
\
•I
Maquina
2
•materia-
prima
Maquina
1
I
I,,
•- _ . • . . .
~------. fluxo de materiais
--- •...•• fluxo dos operadores
Voce provavelmeme deve ter notado que cada peca ainda sofre duplo manuseio no fluxo
reverso. Isto nao e desejavel e s6 pode ser eliminado pela introducao da descarga
automatics. Contudo, enquanto as maquinas estao sendo modificadas, sugerimos 0 usa do
fluxo reverso.
PARTE IV: DISTRIBUINDO 0 TRABALHO
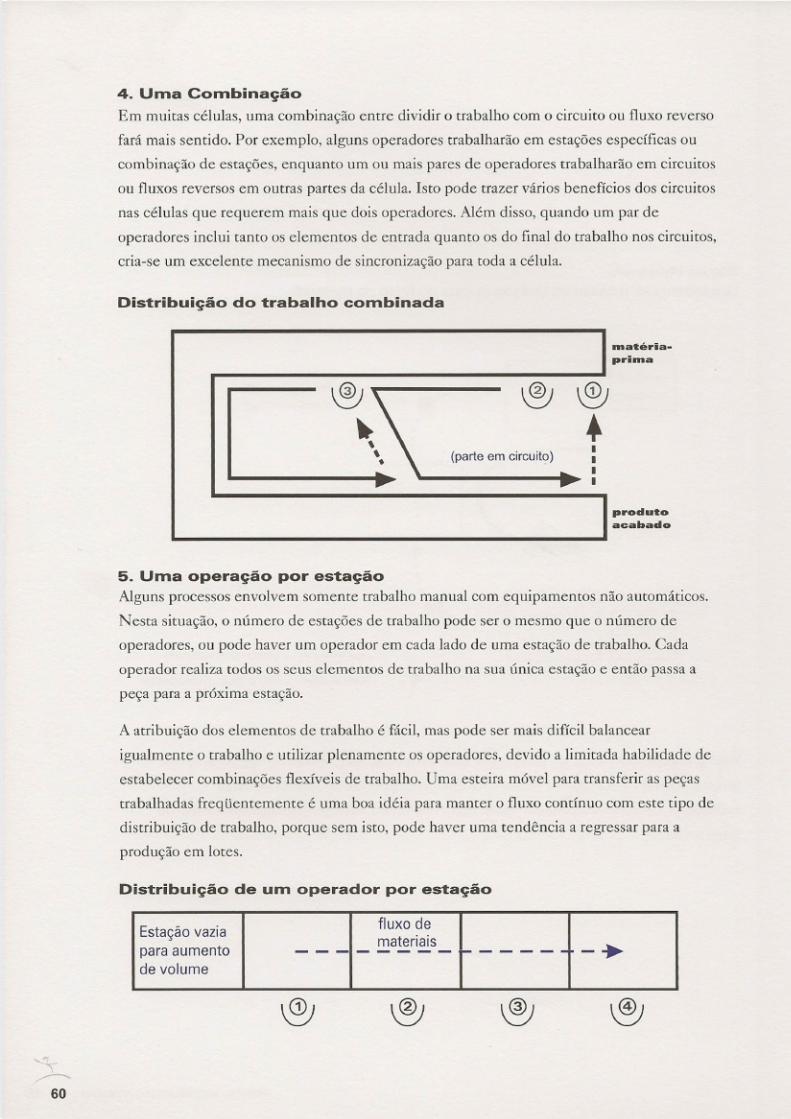
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 77/127
4. Uma Combina~ao
Em muitas celulas, uma combinacao entre dividir 0 trabalho com 0 circuito ou fluxo reverso
fad mais senti do. Por exemplo, alguns operadores trabalharao em estacoes especificas ou
combinacao de estacoes, enquanto urn ou mais pares de operadores trabalharao em circuitos
ou fluxos reversos em outras partes da celula. Isto pode trazer varies beneficios dos circuitos
nas celulas que requerem mais que dois operadores. Alern disso, quando urn par deoperadores inclui tanto os elementos de entrada quanto os do final do trabalho nos circuitos,
cria-se urn excelente mecanismo de sincronizacao para toda a celula.
Distribui~ao do trabalho combinada
~~\® ®
+parte em circuito)I
I
• . . I
J I l l " " " J I l l " " " I
materia-
prima
produto
acabado
5. Uma opera~ao por esta~ao
Alguns processos envolvem somente trabalho manual com equipamentos nao autornaticos.
Nesta situacao, 0 mimero de estacoes de trabalho pode ser 0 mesmo que 0mirnero de
operadores, ou pode haver urn operador em cada lado de uma estacao de trabalho. Cad a
operador realiza todos os seus elementos de trabalho na sua unica estacao e entao passa a
peca para a pr6xima estacao.
A atribuicao dos elementos de trabalho e facil, mas pode ser mais diffcil balancear
igualmente 0 trabalho e utilizar plenamente os operadores, devido a limitada habilidade de
estabelecer combinacoes flexiveis de trabalho. Uma esteira m6vel para transferir as pecas
trabalhadas frequentemente e uma boa ideia para manter 0 fluxo continuo com este tipo de
distribuicao de trabalho, porque sem isto, pode haver uma tendencia a regressar para a
producao em lotes.
Distribui~ao de um operador por esta~ao
Estacao vaziafluxo de
materiaispara aumento --- ----- ------ - - .e volume
60

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 78/127
6. Corte
este arranjo, a diferenca entre 0 numero de estacoes de trabalho e 0 mimero de operadores
6 igual a 1. Cada operador trabalha em duas estacoes de trabalho e se move para tras e para
frente entre as estacoes, a cada incremento do "takt time". Exceto para as estacoes de
entrada e saida, dois operadores trabalharao em cada estacao, urn ap6s 0 outro. Quando os
operadores se movem para a estacao seguinte, eles carregam a peca trabalhada. 0
movimento de retorno 6 feito de maos vazias. Oeste modo, 0 trabalho "6 cortado" e passado
para frente a partir de cada ciclo do operador.
o conteiido de trabalho para cada operador precisa ser dividido entre as duas estacoes de
trabalho de modo que cada urn divida 0 "takt time" na mesma proporcao entre as duas
estacoes. Por exemplo, se depois de 50% do "takt time" urn operador se move para
completar seu ciclo na estacao de trabalho posterior, todos os operadores devem mover-se
depois de 50% do "takt time" .
Porque todos os operadores se movem ao mesmo tempo, 0 "corte" fornece urn forte
mecanismo de sincronizacao, sendo excelente para kaizens rotineiros porque os
desbalanceamentos da linha ficam imediatamente visiveis. Entretanto, esses cortes sao
praticos somente quando os elementos de trabalho podem ser igualmente divididos dentro
do "takt time" em cada estacao. Isto geralmente significa dispor de maquinas automaticas,
de ciclo curto, e maquinas leves que passam ser movidas facilmente para nivelar a
distribuicao dos elementos de trabalho. Urn born exemplo 6 a costura de artigos complexos
na industria de confeccao.
oCorteExemplo: 4 aperadores e 5 estacoes de trabalho
...r••••a
- - - - - - - - - - ~ - - - - - - - - - - -
A B c D =cabado•.....-------...,j
E
Responsabilidade da estacao de trabalho no corte
Operador 1: estacoes A + B Operador 3: estacoes C + D
Operador 2: estacoes B + C Operador 4: estacoes D + E
PARTE IV: DISTRIBUINDO 0 TRABALHO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 79/127
Selecionando ulna Distribui~ao de Trabalho para a Apex
Com estas abordagens basicas em mente, podemos agora perguntar qual e a melhor
distribuicao para a Apex. Olhando para situacao, nota-se que a abordagem do "corte" nao e
apropriada porque seria muito diftcil dividir 0 tempo de ciclo em cada maquina em, por
exemplo, metade do "takt time". A distribuicao de urn operador por estacao nao se adapta a
esta aplicacao porque todas as rnaquinas sao em alguma medida autornaticas, perrnitindo aos
operadores se mover e realizar outros elementos do trabalho durante 0 ciclo da maquina.
Alern disso, pode-se notar que esta e uma pequena celula com uma meta de dois operadores,
logo nao e necessaria a combinacao da divisao do trabalho com os cireuitos ou fluxo reverso.
Isto nos deixa com as tres primeiras opcoes da lista - divisao das operacoes, circuito e fluxo
reverso. Preferimos a ideia de dois operadores movendo-se por toda celula a eada intervalo
do "takt time", 0 que facilita a manutencao do fluxo continuo, fornece urn mecanismo de
sincronizacao e adieiona variedade ao trabalho. Porq ue levara algum tempo para Apex
projetar e instalar os dispositivos de desearga automatica, essenciais para uma distribuicao
em circuito efieiente, cornecaremos, neste caso, com 0 fluxo reverse e passaremos para 0
eireuito 0mais rapido possivel, 0 fluxo reverse impliea em urn poueo mais de conteudo de
trabalho devido ao duplo manuseio das pecas. Entao, sera necessario urn pouco de hora extra
em eada turno, Isto deve eriar pressao para eliminar mais desperdicio e introduzir a desearga
automatica 0mais rapido possivel.
62

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 80/127
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 81/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 82/127
Vinculando-se ao Cliente e Regulando 0Fluxo
Integramos Homem (Pessoas), Material, Maquinas e Metodos para projetar urn
verdadeiro e eficiente fluxo continuo. Mas ainda precisamos determinar como
programar uma celula e como reagir quando acontecem mudancas na demanda do
cliente.
Questio 10: Como Voce ira Programar 0"Processo
Puxador"?
Ate este ponto, trabalhamos no fluxo dos produtos atraves da celula e no fluxo de
materiais e operadores para apoiar 0 fluxo do produto. Agora precisamos projetar urn
fluxo de inforrnacao a partir do cliente.
Nao e realista esperar que a demanda do cliente seja completamente regular.
Contudo, se tentarmos ajustar a producao da celula para responder a cada hora a toda
pequena mudanca na demanda, sera muito diflcil sustentar algum tipo de fluxo. 0
custo subira e a qualidade caira, Tambem nao e realista esperar que 0 mix de tipos de
produtos demandado seja constante. Todavia, se tentarmos trocar de urn tipo de
produto para outro, conforme cada item chega na celula, podemos incorrer em
problemas de movimentacao e produtividade.
A alternativa de produzir grandes lotes de urn tipo de produto entre as trocas reduz
estes problemas, mas ao preco de responder mais lentamente as necessidades do
cliente por diferentes tipos de produtos, e disparando grandes ondas de ordens de
compra ou producao de componentes. Para 0 processo de producao, isto requerera
substanciais inventarios de produtos acabados na celula, na esperanca de termos na
mao 0 que 0 cliente deseja, e das pecas e componentes necessaries. Ambos os
inventarios aumentam 0 "lead time" do fluxo de valor.
Para atingir e manter 0 fluxo continuo em urn fluxo de valor enxuto, precisamos
programar e operar a celula, especialmente quando este e urn processo puxador como
no caso da Apex, com uma flutuacao de volume tao pequena quanta possivel.
Chamamos isto de "nivelamento do volume" de trabalho. Do mesmo modo,
precisamos tarnbern decidir 0 tamanho de lote mais apropriado antes da troca para
outro tipo de produto. Chamamos isto de "nivelamento do mix de produto".
Nivelamento do volume e nivelamento do mix devem ser parte do processo de
projeto da celula.
PARTE V: VINCULANDO-SE AO CLiENTE E REGULANDO 0 FLUXO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 83/127
Nvelando 0Volume
Se a prograrnacao do cliente para urn processo puxador flutuar enormemente por longos
periodos de tempo, voce necessitara de capacidade (pessoas, maquinas, materiais) bem
acima da media da demanda para atender sempre a necessidade do cliente, Porern, para os
mais tlpicos picos e vales de demanda, quando a demanda media a longo prazo e
nitidamente estavel, 0 estabelecimento de urn supermercado de produtos acabados entre 0
processo puxador e 0 cliente, pode permitir 0 requerido nivelamento da producao na celula
e ainda satisfazer 0 cliente. 0 custo do supermercado interligado a celula por sinais de puxar
e frequenternente muito menor que a manutencao de capacidade extra.
A vida poderia ser mais simples se os clientes fossem a unica causa das flutuacoes da
demanda. Porem, na maioria dos processos internos, as variacoes no desempenho tambem
criam ondas de variacao de demanda. Por exemplo, 0 processo puxador pode as vezes passar
por problemas nas maquinas, defeitos de qualidade ou falta de material que causamvariacoes no volume produzido e nas necessidades de material. Voce tern a escolha entre
responder muito rapidarnente a estes problemas para manter 0 nivel de producao ou
adicionar mais inventario de produtos acabados para 0 cliente e de pecas dos fornecedores
para a eel ula.
Nvelando 0volume de trabalho
producao mais nivelada
~1--------- ...
• I flutuacao diaria
de volume
Froceeeo Puxador
Supermercado de
Produtos Acabados
64
Cliente
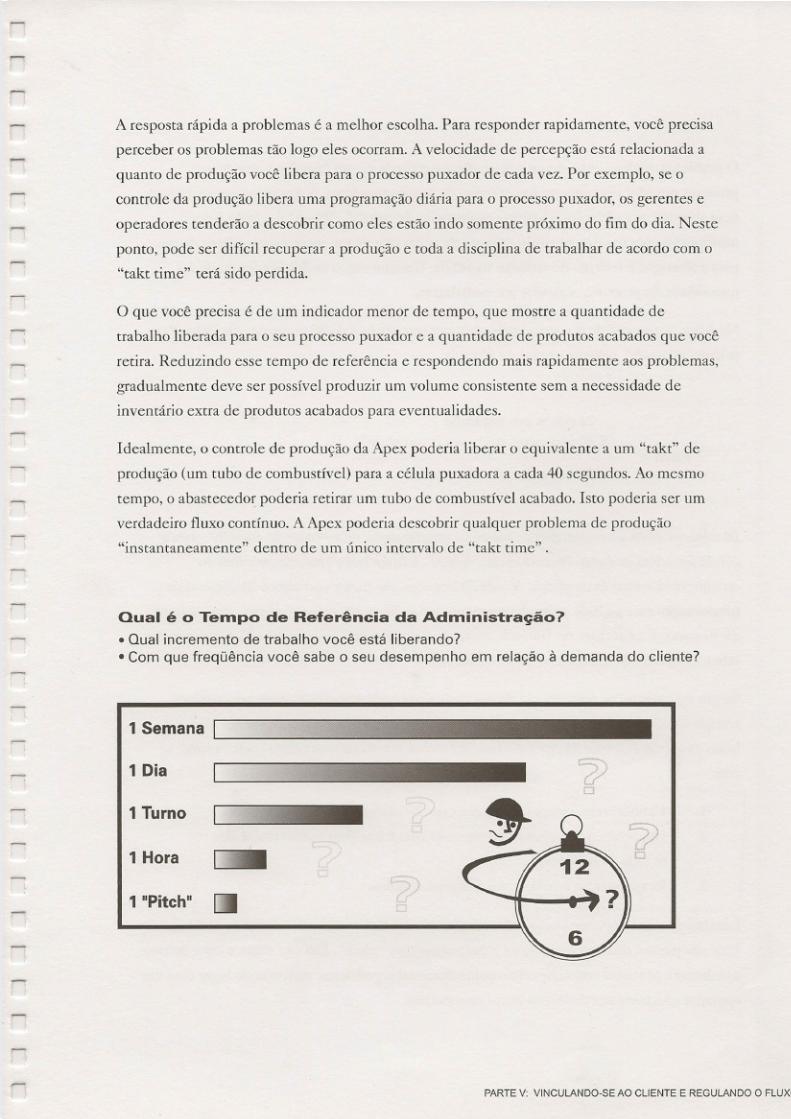
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 84/127
A res posta rapida a problemas e a melhor escolha. Para responder rapidamente, voce precisa
perceber os problemas tao logo eles ocorram. A velocidade de percepcao esta relacionada a
quanta de producao voce libera para 0 processo puxador de cada vez. Por exemplo, se 0
controle da producao libera uma programacao diaria para 0 processo puxador, os gerentes e
operadores tenderao a descobrir como eles estao indo somente proximo do fim do dia. Neste
ponto, pode ser diftcil recuperar a producao e toda a disciplina de trabalhar de acordo com 0
"takt time" tera sido perdida.
o que voce precisa e de urn indicador menor de tempo, que mostre a quantidade de
trabalho liberada para 0 seu processo puxador e a quantidade de produtos acabados que voce
retira. Reduzindo esse tempo de referencia e respondendo mais rapidamente aos problemas,
gradualmente deve ser possivel produzir urn volume consistente sem a necessidade de
inventario extra de produtos acabados para eventualidades.
Idealmente, 0 controle de producao da Apex poderia liberar 0 equivalente a urn "takt" de
producao (urn tuba de combustivel) para a celula puxadora a cada 40 segundos. Ao mesmo
tempo, 0 abastecedor poderia retirar urn tubo de combustivel acabado. Isto poderia ser urn
verdadeiro fluxo continuo. A Apex poderia descobrir qualquer problema de producao
"instantaneamente" dentro de urn unico intervalo de "takt time" .
Qual e0Tempo de Referencia da Administra~ao1
• Qual incremento de trabalho voce esta liberando?
• Com que frequencia voce sabe 0 seu desempenho em relacao a demanda do cliente?
1 Sem an a
1 Hora
1 Dia
1 Turno
PARTE V: VINCULANDO-SE AO CLiENTE E REGULANDO 0 FLUXO
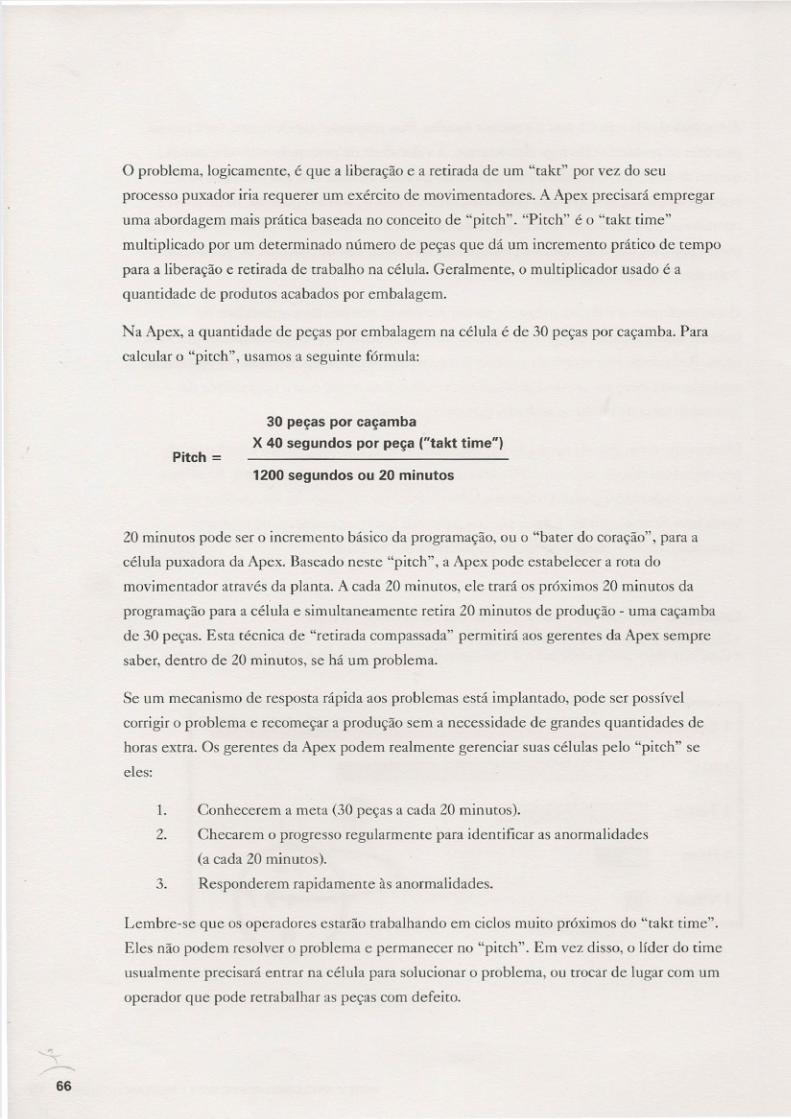
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 85/127
o problema, logicamente, e que a liberacao e a retirada de urn "takt" por vez do seu
processo puxador iria requerer urn exercito de movimentadores. A Apex precisara empregar
uma abordagem mais pratica baseada no conceito de "pitch". "Pitch" e 0 "takt time"
multiplicado por urn determinado mimero de pecas que da urn incremento pratico de tempo
para a liberacao e retirada de trabalho na celula. Geralmente, 0multiplicador usado e a
quantidade de produtos acabados par embalagem.
Na Apex, a quantidade de pecas por embalagem na celula e de 30 pecas por cacamba. Para
calcular 0 "pitch", usamos a seguinte formula:
Pitch =
30 pecas por cacarnba
X 40 segundos por peca ("takt time")
1200 segundos ou 20 minutos
20 minutos pode ser 0 incremento basico da programacao, ou 0 "bater do coracao", para a
celula puxadora da Apex. Baseado neste "pitch", a Apex pode estabelecer a rota do
movimentador atraves da planta. A cad a 20 minutos, ele trara os proximos 20 minutos da
prograrnacao para a celula e simultaneamente retira 20 minutos de producao - uma cacarnba
de 30 pecas. Esta tecnica de "retirada compassada" perrnitira aos gerentes da Apex sempre
saber, dentro de 20 minutos, se ha urn problema.
Se urn mecanismo de resposta rapida aos problemas esta implantado, pode ser POSSIVel
corrigir 0 problema e recornecar a producao sem a necessidade de grandes quantidades de
horas extra. Os gerentes da Apex podem realmente gerenciar suas celulas pelo "pitch" se
eles:
1. Conhecerem a meta (30 pec;,:asa cada 20 minutos).
2. Checarem 0 progresso regularmente para identificar as anormalidades
(a cada 20 minutos).3. Responderem rapidamente as anormalidades.
Lernbre-se que os operadores estarao trabalhando em ciclos muito proximos do "takt time".
Eles nao podem resolver 0 problema e permanecer no "pitch". Em vez disso, 0 Iider do time
usualmente precisara entrar na celula para solucionar 0 problema, ou trocar de lugar com urn
operador que pode retrabalhar as pecas com defeito.
66
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 86/127
Gerenciar a celula pelo "pitch" e mais viavel quando os tempos de troca sao muito curtos.
Idealmente, 0 tempo de troca sera menor que 0 "takt time". Esta meta deveria ser assumida
pelos engenheiros que projetam as maquinas para a celula. Felizmente, este e 0 caso da
celula da Apex onde 0maior tempo de troca e de 20 segundos. Sempre que voce encontrar
tempos de troca significativamente maiores que 0 "takt time" voce precisara determinar
tempos de troca para incrementos "pitch" especificos e pular urn ou mais "pitches" a cada
vez que existir uma troca.
Existern muitos intervalos "pitch" possiveis, e voce precisa encontrar tempos "pitch" que
facam sentido para sua propria situacao. As vezes, cornecamos com "pitches" longos e
caminhamos para os menores, conforme a capabilidade do processo puxador seja melhorada.
Nota:
o "pitch" e a retirada compassada sac usados para detectar problemas no processo
puxador, nao para dificultar ou apressar 0 trabalho do operador.
Nivelando 0Mix
Produzir grandes lotes de uma familia de produtos na celula torna dificil oferecer ao cliente
uma variedade de produtos em um "lead time" curto, sem manter produtos acabados extra.
A producao em lotes tambem tende a enviar ondas de demanda por componentes pelo fluxo
de valor. Isto forca 0 processo fornecedor a manter mais inventario para administrar as ondas.
Para minimizar os lotes, ondas e inventario na cadeia de suprimentos, voce precisa nivelar 0
mix de produtos na sua celula.
Voce pode medir em que grau sua producao ocorre em lotes medindo 0 seu "TPT", que
significa "toda parte todo intervalo". 0TPT indica com que frequencia urn processo pode
produzir cada tipo de produto de alto volume. Por exemplo, se urn processo pode produzir
todos os itens finais de alto volume todo dia, entao 0TPT torna-se "toda parte todo dia".
Um TPT apropriado para processos puxadores e "toda parte a cada janela de entrega" ou
"toda parte todo dia", 0 que for menor. A Apex faz duas entregas de tubos de combustivel a
cada turno de oito horas (com todas as variantes das tres familias de produtos potencial mente
incluidas em cada entrega)._A meta para a celula da Apex pode ser um TPT de toda parte a
cada 4 horas. Os gerentes da Apex precisarao calcular a frequencia de troca necessaria (com
seis trocas por turno).
PARTE V: VINCULANDO-SE AO CLiENTE E REGULANDO 0 FLUXO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 87/127
Ouadro de NivelalTlento de Carga
Uma boa ferramenta para nivelar 0 volume e 0 mix de producao no processo puxador e 0
quadro de nivelamento da carga. Este dispositive simples possui escaninhos para canoes
kanban para cada intervalo "pitch" e uma fileira de escaninhos para 0 kanban de cada tipo
de produto que esta rodando na celula,
No quadro de nivelamento da carga da Apex, a coluna representa 0 incremento de 20
minutos (0 "pitch"). Ele contern tres escaninhos para as variantes P, G e A de tubos de
combustivel. Em cada caixa de produtos acabados no supermercado da celula ha um cartao
kanban indicando 0 seguinte:
• Tipo de tubo de combustivel (P, G ou A)
• Quantidade na caixa (30 pecas)
• Endereco no supermercado
• Endereco na celula
Quando 0 controle de producao puxa 0 pedido do c1iente do supermercado de produtos
acabados para preparar a expedicao, os cartoes kanban sao removidos da caixa e colocados no
quadro de nivelamento da carga da celula puxadora, nivelados pelo mix para cada janela de
entrega (quatro horas). 0 abastecedor da linha que serve a celula, entao, retira 0 kanban da
caixa no incremento do "pitch" (20 minutos) e entrega-o para a celula iniciar a producao.
Ouadro de nivelalTlento de carga da Apex
G
.~...~ ~; . : ".~" . , ; i ,&;.-
cc-
1050 11~ 1200 1220
1240 100 1ro 1'"
1110
1200 1220 12~ 1c 1ro 1" 2"
a" 9" 9" 9" 10'0 1030
10" 11ro
9" 9" 9'" 1010
1030
1050 1,'0 1,40
larno 'I600
6" 6" 700 7" 7~ 800 8" 8" 9"
6" 6" 700 7" 7" 8
00 8" 8" 9" 9"
turno 2330
360
4" 4" 4'" 5" 5" 600 620 6"
3'" 4" 430 4'" 5" 5" 5'" 620 6" 7
00
P
A
68

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 88/127
Kaizen da Frequencia de Entrega
Muitas fabricas sac obrigadas a fazer entregas diarias (ou ate mais frequentes) para os seus
clientes. Isto e muito bom porque estabelece uma "alta velocidade" para 0 processo
puxador, dentro do qual se deve produzir todos os tipos de produtos de alto volume. Se voce
chegou neste ponto on de 0TPT para todos os seus processos (tanto puxador quanto
fornecedores) tem frequencia igual a de entrega, entao toda a sua cadeia de valor fluira. Voce
tera uma "fabrica de dinheiro" que convertera materia-prima em produto final, e que pode
ganhar dinheiro antes das faturas dos materiais comecarem a veneer,
Entretanto, se seus clientes somente requerem entregas nao frequentes ou nao conseguem
reduzir gradualmente 0 intervalo de entrega, existira pouca pressao no seu processo puxador
e nos processos fornecedores para melhorar. Aumentar constantemente as freqiiencias de
entrega e portanto um projeto kaizen muito valioso para voce e seus clientes.
Nvelando a produ~ao em um ambiente de produ~ao sob encomenda
("make-to-order")
Processos de producao sob encomenda como a producao de itens custornizados,
coleta de pecas emalmoxarifados e mesmo processos administrativos sao, com
frequencia, erroneamente considerados nao adequados para 0 processo de fluxo
continuo e nivelamento da carga de trabalho, pois 0 conteudo de trabalho envolvidoemcada ordem do cliente varia multo.
Na verdade, voce pode aplicar 0 fluxo continuo e atingir muitos dos seus beneficios
emprocessos de producao sob encomenda mantendo umfluxo FIFO(primeiro que
entra, primeiro que sai) nas etapas do processo e regulando cuidadosamente a
quantidade de trabalho que voce consistentemente libera para a cadeia FIFO.
Emvez de liberar 0 trabalho emincrementos a partir dos pedidos dos clientes, libere 0
trabalho baseado emumincremento de tempo consistente e padronizado ou "pitch".
Facaisto encontrando a operacao gargalo nasua cadeia de processos FIFOsob
encomenda. Entao separe as ordens nao por cliente, mas por incrementos de tempo
iguais, baseados nacapacidade do gargalo. 0 processo gargalo entao se torna um
"regulador do pitch" para a cadeia FIFO.
o resultado e umfluxo muito mais consistente que rapidamente mostra as
anormalidades que interrompern 0 fluxo. Exatamente como urn processo de fluxo
continuo.
PARTE V: VINCULANDO·SE AO CLiENTE E REGULANDO 0 FLUXO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 89/127
Questao 11: Como 0"Processo Puxado •.••Reagira frente as
Mudan~as na Demanda dos Clientes?
Ate agora, temos dado prolongada atencao para a celula de tubos de combustivel da Apex
para integrar Homem, Maquinas, Materiais e Metodos. Depois de todo este trabalho, seria/
born terminar 0 processo de kaizen durante a implernentacao (como explicado na parte VI) e
entao rodar como projetado para sempre!
Infelizmente, isto sera impossivel por duas razoes. Primeiro, 0 kaizen nunca termina e
segundo, a demanda do cliente sempre muda. Em particular, as necessidades de mudanca
de volume sao coisas que quem esta projetando urn processo puxador precisa considerar
desde 0 inicio das operacoes, para estar pronto a responder.
Respondendo a Mudan~as na DelTlanda do Cliente
Muitas fabricas estao sujeitas apenas a pequenas flutuacoes diarias na demanda. Urn
hist6rico de entregas de urn ana mostrara, muitas vezes, que a demanda e estavel por
periodos de tempo. 0 cliente compra urn pouco mais hoje, e urn pouco menos arnanha, mas
ao longo do tempo a demanda se balanceia. Pequenas flutuacoes diarias de demanda sao
melhor tratadas com 0 uso de urn supermercado de produtos acabados. 0 supermercado
permite aos gerentes definir 0 "takt time" e 0mirnero de operadores, e torna possfvel 0
gerenciamento do fluxo continuo por longos periodos de tempo.
Porem, eventualmente 0 volume medic requerido pelo cliente mudara eo processo puxador
precisara responder. Se 0 volume cair e voce mantiver 0 mesmo numero de operadores, a
produtividade caira e 0 potencial para superproducao aumentara. Se 0 volume aumentar,
entao 0 "takt time" da celula diminuira (a barra do "takt time" se move para baixo no
GBO). Voce precisara adicionar pessoas e talvez capacidade de maquina para continuar
produzindo no "takt".
Respondendo a UITIaUlTlento na delTlanda
takt .•
takt 2
70

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 90/127
A necessidade peri6dica de aumentar ou reduzir 0mimero de operadores e uma das
principais razoes de usar celulas e arranji-la no formato de U estreito. A grande variedade de
rotas de caminhadas oferecidas pelo U cria muitas opcoes de redistribuicao dos elementos
de trabalho para diferentes ruirneros de operadores.
Quando se projeta a celula, os engenheiros deveriam preparar urn cenario "urn para cima" e
"urn para baixo" para responder as mudancas de volume necessarias, Eles fariam isto
desenhando os CBOs do numero atual de operadores para a distribuicao do trabalho com urn
operador a mais ou a menos. Chamamos estas diferentes posicoes de "chaves" ("toggles")
porque elas sao como as diferentes posicoes em urn chaveamento. Voce pode alterar a saida
da celula "alterando" 0mimero de operadores para cima ou para baixo, respondendo a
mudanca de demanda do cliente.
Nos proximos 18 meses de operacao da celula do tubo de combustfvel da Apex, a demanda
do cliente, 0mimero de operadores eo volume por operador (produtividade da mao-de-
obra) podem se comportar como mostrado a seguir:
DelTlanda do cliente da Apex/turno
200
1200
1000
800
800
400
o ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -an·Mar Abr-Jun Jul-Set Out-Dez Jan-Mar Abr-Jun
PARTE V: VINCULANDO-SE AO CliENTE E REGULANDO 0 FLUXO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 91/127
Numero de operadores da Apex
4
3
2
1
oJan-Mar Abr-Jun
~ quantidade de horas
extras por turno
Jul-Set Out-Dez Jan-Mar Abr-Jun
Produ~ao horaria por operador da Apex
60
aumentos devido
46 48~ aos kaizen45 ••
~ - - - 4 ~ - - ~ . ~ - - ~ - - - -• - - - -0
20
Jan-Mar Abr·Jun~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~
ul-Set Out-Dez Jan·Mar Abr-Jun
Nota:
A producao horaria por operador (produtividade da rnao-de-obra) permanece constante
(com um pouco de melhoria resultante da continuidade dos kaizen) apesar das rnudancas
na demanda do cliente e do numero de operadores. Isto e realmente um grande resultado
e, em cornbinacao com um verdadeiro fluxo continuo, e um selo de garantia de um
processo puxador enxuto. Chamamos isto de "Linearidade da Miio-de-Obra", ou seja, em
cada posicao com diferentes nurneros de operadores na celuia, 0 conteudo de trabalho de
cada operador permanece muito proximo do "takt time".
72

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 92/127
/
A Apex tern tres opcoes para reagir as mudancas na demanda dos cJientes, listadas em ordem
crescente de mudanca de volume:
• Absorver a flutuacao diaria do cJiente com urn supermercado de produtos acabados .
• Rodar com urn pouco de hora extra a cada turno (0 que somente pode ser feito se
existir urn intervalo entre os turnos, ficando dificil se operar em tres turnos). E melhor
rodar com urn pouco de hora extra do que parar a producao urn pouco mais cedo,
porque a produtividade do operador permanece alta .
• Mudar 0mirnero de operadores.
Esta lista de OP90es tambem corresponde a frequencia com a qual voce deve recorrer a elas.
E melhor tentar absorver a variacao de demanda atraves de horas extras e com 0 uso de
estoque de produtos acabados. Estas duas OP90es podem ser usadas diariamente. Porern, na
nossa experiencia, 0 minimo espaco de tempo para manter a mudanca (em urn particular 0
"takt time" eo nivel de pessoas) e uma semana, e fortemente recomendamos de duas
semanas a urn meso E quando voce esta cornecando urn novo projeto ou reprojeto de celula,
como a Apex fad brevemente, voce deve tentar manter 0 "takt time" por ainda mais tempo,
por exemplo tres meses, para dar tempo de melhorar 0 processo e desenvolver suas rotinas
de gerenciamento do processo.
Nota:
Tentar mudar 0 "takt time" quando voce altera 0 nurnero de operadores e diffcil porque voce
deve tarnbern mudar a distribuicao de trabalho e redistribuir as pessoas. Por esta razao, as
plantas enxutas tentam manter os seus "takt times" por algum perfodo de tempo. A Toyota,
por exemplo, atualmente recalcula 0 "takt time" emsuas plantas de montagem de vefculos
mensalmente.
Incrernentos de Capacidade
Aumentar 0 volume de producao acima da capacidade atual do processo, exigira nao
somente mais operadores, mas tambem mais maquinas. Felizmente, as celulas enxutas
tfpicas usam equipamentos pequenos, simples e baratos que permitem flexibilidade na
resposta as mudancas requeridas pelo cJiente. Em muitos casos, voce pode aumentar a
capacidade de maneira incremental, adicionando uma maquina a celula, Chamamos isto de
"incrernentos na capacidade das rnaquinas". Se mais capacidade e necessaria, voce pode
optar por fazer alguns produtos em uma celula adjacente existente, adicionando algum
maquinario se necessario. Finalmente, se urn grande aumento no volume de producao e
necessario, pode ser apropriado adicionar outra celula. Chamamos esta adicao de
"incremento na capacidade das celulas", Estas opcoes requerem uma redistribuicao das
pessoas, mais capital investido e significativos "lead times". Voce devers ter certeza que
atingiu todos os beneficios do kaizen nas suas celulas e tern maquinas com alta
confiabilidade antes de considerar gastar rnuitos recursos em mais capacidade.
PARTE v. VINCULANDO-SE AO CLiENTE E REGULANDO 0 FLUXO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 93/127
Linhas de Montagem com Esteiras Moveis sao urn Pouco
Diferentes
o termo celula implica que 0material que esta sendo processado e movido pelos operadores
(embora celulas possam ter segmentos com esteiras moveis). Alternativamente, muitos
processos puxadores sao construidos em torno de uma esteira movel que faz 0 material
avan9ar.
Linhas moveis sao tipicamente usadas para manusear grandes produtos, ou em situacoesonde urn forte rnetodo de sincronizacao e necessario, 0 produto e trazido para 0 operador
pelas linhas moveis e as estacoes de trabalho sao geralmente todas do mesmo tamanho. As
vezes, os operadores estao localizados apenas de urn lado da esteira, 0 que entao faz a linha
mais similar a essa celula. 0 grafico de balanceamento do operador e muitos dos conceitos
deste manual pod em ser usados no projeto, manutencao e melhorias do fluxo continuo nas
linhas de montagern moveis.
Uma diferenca das linhas e como mudar do mimero de operadores em resposta a mudanca
de demanda do cliente. Uma grande vantagem das celulas e a sua flexibilidade de ajustar 0
volume de producao. Voce tambern pode ter flexibilidade no volume de producao com as
linhas moveis.
Por exemplo, voce pode ser capaz de reduzir pela metade 0 volume de producao de algumas
linhas com esteiras moveis, trocando de urn operador por estacao para urn operador a cada
duas estacoes e reduzir a velocidade da esteira pela metade. Como alternativa, voce po de
distribuir estacoes de trabalho vazias ao longo da linha e colocar operadores nestas posicoes
quando a demanda do c1iente aumentar. 0 volume de producao da linha aumenta, porem
voce deve redistribuir os elementos de trabalho pelo maior mimero de operadores.
74
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 94/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 95/127

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 96/127
Implementando, Mantendo e Melhorando
Usando 0 exemplo da Apex como nos so guia, trabalhamos com 11 quest6es para
introduzir a fluxo continuo no processo puxador. Para a nova celula da Apex, temos
uma meta de operacao com dois operadores. Entretanto, voce deve ter notado que 0
contetido total de trabalho para cada operador ainda e maior que a "takt time". Isto e
normal neste ponto porque nem todo a desperdicio pode ser eliminado durante 0
kaizen no papel. Para fazer isto, voce devera trabalhar no processo real no chao de
fabrica.
Trabalhar 0 desperdicio no chao de fabrica e chamado de remocao de problemas
("debugging"). Nesta ultima parte do Criando Fluxo Continuo, implementaremos
nossa melhoria no abastecimento da celula e entao vamos solucionar os problemas
com kaizens intensos em alguns itens como dispositivos e como as pecas sao
entregues e na reducao de algo chamado "trabalho incidental". Estas atividades
concluem 0 esforco do projeto do processo e nos levam para a operacao diaria da
celula,
Nenhum projeto pode ser perfeito no pape!. Conforme voce implementa a fluxo
continuo no chao de fabrica, voce descobrira detalhes que nao percebeu antes e mais
desperdicio a ser eliminado. Isto representa a oportunidade de receber sugestoes de
todos os envolvidos no esforco de implementacao do fluxo continuo. Agora a questao
para 0 seu time e , "ok, 0 que nos todos precisamos fazer para que isto funcione?"
Uma palavra de alerta. A primeira celula em fluxo continuo em uma planta e
normal mente a mais diflcil de ser introduzida, porern e tambem a mais importante.
Primeiro, as pessoas veem urn exemplo concreto de verdadeiro fluxo continuo, que
desafia todas as raz6es do porque nao funcionaria. Entao, eles podem cornecar a
pensar em novas caminhos para melhorar e implementar 0 fluxo continuo por toda a
planta. Por esta razao, e uma boa ideia trabalhar com muito empenho em uma celula,
para garantir 0 seu sucesso, e entao repetir este sucesso em outros processos.
Planejamento da Implementa~ao
Antes de iniciar a implementacao de urn novo processo, voce deve rapidamente
esbocar urn plano de implernentacao. Isto a ajudara a conferir se voce real mente esta
atingindo suas metas au se mais trabalho e necessario. Urn plano de implementacao
deve conter as raz6es para as melhorias do processo, urn resumo das condicoes atuais e
futuras, urn programa de implementacao e urn lugar para registrar as metas
quantitativas e as resultados.
PARTE VI: IMPLEMENTANDO. MANTENDO E MELHORANDO
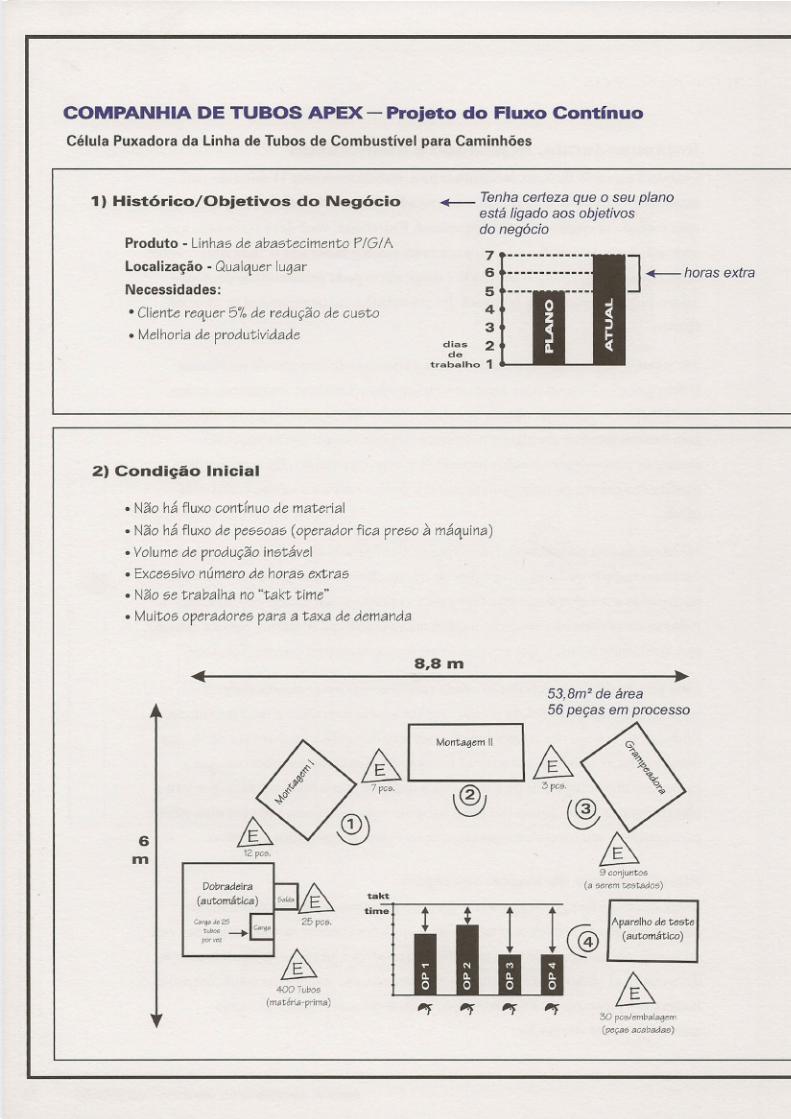
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 97/127
COMPANHIA DE TUBOS APEX - Projeto do Fluxo Continuo
Celula Puxadora da Linha de Tubos de Combustivel para Carninhoes
1) Historico/Objetivos do Negocio
Produto - Linhas de abastecimento P /G /A
Localizacao - Qualquer lugar
Necessidades:
• Cliente requer 5% de redur;;ao de custo
• Melhoria de produtividade
2) Condi~ao Inicial
+--Tenha certeza que 0 seu plano
este /igado aos objetivosdo neg6cio
7
6
5
4
3
dias 2de
"trabalho 1
]+--horas extra
8,8m
• Nao ha fluxo continuo de material
• Nao ha fluxo de pessoas (operador fica preso a maquina)
• Volume de produr;;ao instavel
• Excessivo ruimero de horas extras
• Nao se trabalha no "takt time"
• Muitos operadores para a taxa de demanda
6
m
400 Tubos
(materia-prima)
53, 8m2 de area
56 peces em processo
9 conjuntos
(a eerem testados)obradeira
(automattca)"talct
time
I I @'----- . . . . •
Aparelho de teste
(auto matico)
30 pC5/embalagem
(pec;asacabadas)
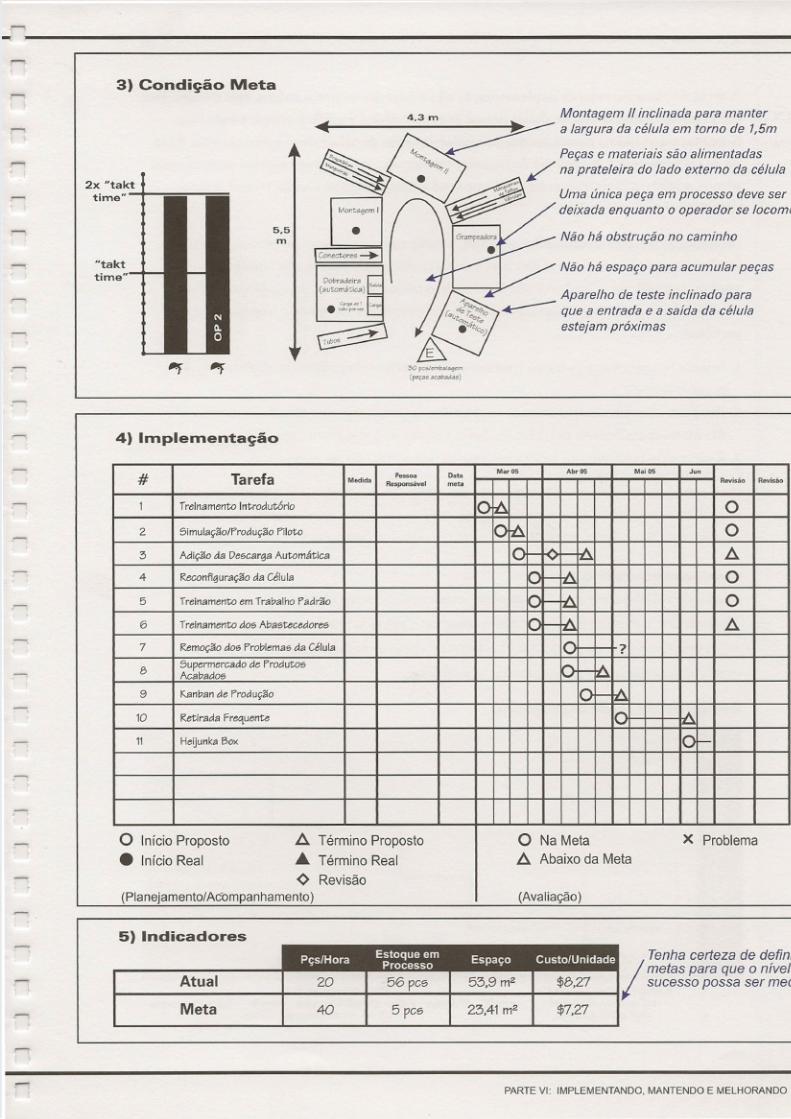
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 98/127
r--;
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~
3) Condi~ao Meta
Montagem /I inclinada para manter
a largura da celule em torno de 1,5m
Pecos e materiais SaD alimentadas
/' na prateleira do lado externo da celu!e
Uma (mica pece em processo deve ser
deixada enquanto 0 operador se locomov
4,3m
2x "takt
time"
Montagem I
5,5
m • Neo ha obstruciio no caminho
\ Co"ector.s ~ I"takt
time"Nso ha especo para acumular peces
Aparelho de teste inclinado para
..-- que a entrada e a safda da celuls
estejam pr6ximas
: 3 0 p c 9 1emb alagem
(pecee 8Wlb9da5)
4) Irnplernenta~ao
Pess oa DataMar OS Abr05 MaiDS Jun
# Tarefa MedidaBesponsavet meta
Revisao Revisac
1 Treinamento IntrodutOrio 0 -6 0
2 Simulagao/Produgao Piloto 0A 0
3 Adi«ao da Descarga Autornattca 0A. A h.v 1-
4 Reconfigura«ao da celula 0- A 0
5 Treinamento em Trabalho Padrao 0-A 0
6 Treinamento dos Abastecedores !O-A h.
7 Remo«ao dos Problemas da Celula 0 ?
8Supermercado de Produtos
0---Acabados
9 Kanban de Produ«ao 10-- f . 6
10 Retirada Frequerrte 10 "-1 Heijunka Box 10--
0 In ic io P ro p o s to h. Te rm ine Pro po s to 0 N a Me ta X Pro b le m a
•In ic io R ea l
.6 .Te rm in e Rea l
h.Ab a ixo da Me ta
o Revis ao
(P la ne jamento l A companharnen to) (Avatiacao)
5) Indicadores
Pl;sfHoraEstoque em
Espal;o CustofUnidadeProcesso
Atual 20 56 pes 53,9 m2 $8,27
Meta 40 5 pes 23,41 m2 $7,27
Tenha certeza de definir
/
metas para que 0 nivelsucesso possa ser med
ARTE VI: IMPLEMENTANDO. MANTENDO E MELHORANDO
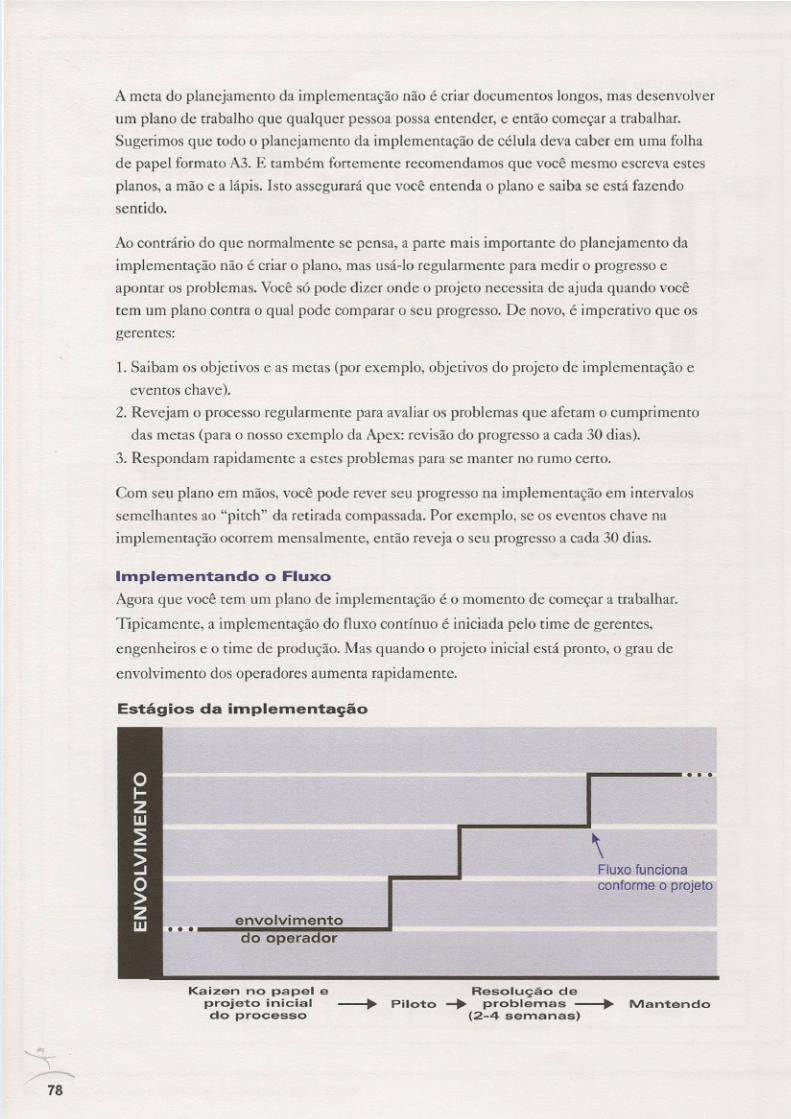
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 99/127
A meta do planejamento da implementacao nao e criar documentos longos, mas desenvolver
urn plano de trabalho que qualquer pessoa possa entender, e entao comecar a trabalhar.
Sugerimos que todo 0 planejamento da implementacao de celula deva caber em uma folha
de papel formato A3. E tarnbem forte mente recomendamos que voce mesmo escreva estes
planos, a mao e a lapis. Isto assegurara que voce entenda 0 plano e saiba se esta fazendo
senti do.
Ao contrario do que normalmente se pensa, a parte mais importante do planejamento da
implementacao nao e criar 0 plano, mas usa-lo regularmente para medir 0 progresso e
apontar os problemas. Voce s6 pode dizer onde 0 projeto necessita de ajuda quando voce
tern urn plano contra 0 qual pode comparar 0 seu progresso. De novo, e imperativo que os
gerentes:
1. Saibam os objetivos e as metas (por exemplo, objetivos do projeto de irnplementacao e
eventos chave).
2. Revejam 0 processo regularmente para avaliar os problemas que afetam 0 cumprimento
das metas (para 0 nosso exemplo da Apex: revisao do progresso a cad a 30 dias).
3. Respondam rapidamente a estes problemas para se manter no rumo certo.
Com seu plano em maos, voce pode rever seu progresso na implementacao em intervalos
semelhantes ao "pitch" da retirada compassada. Por exemplo, se os eventos chave na
implementacao ocorrem mensalmente, entao reveja 0 seu progresso a cada 30 dias.
Implementando 0Fluxo
Agora que voce tern urn plano de implementacao eo momento de cornecar a trabalhar.
Tipicamente, a implernentacao do fluxo continuo e iniciada pelo time de gerentes,
engenheiros eo time de producao. Mas quando 0 projeto inicial esta pronto, 0 grau de
envolvimento dos operadores aumenta rapidamente.
Estagios da implementa~ao
envolvimento
\Fluxo funcionaconforme 0 projeto
do operador
Kaizen no papel e
projeto inicial
do processo
Resoluc;aode----. Piloto..... problemas----'
(2-4semanas)Mantendo
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 100/127
Estagio 1. Projeto Inicial do Processo
o projeto inicial do fluxo continuo e basicamente responsabilidade da gerencia e dos
engenheiros. Urn projeto de fluxo continuo nao e feito de baixo para cima, por urn time
autonomo da area de processos. Geralmente, urn pequeno grupo de pessoas deve
desenvolver urn projeto inicial. Por que? Porque tendo urn grande grupo de pessoas juntas e
perguntando "Como devemos rodar este processo?" quase sempre resulta em caos.
Urn pequeno time de gerentes, engenheiros e algumas pessoas do time de producao deve
criar 0 projeto inicial de fluxo, baseado nos dados reais e tempos que eles levantaram no
chao de fabrica, usando 0 detalhado processo de projeto apresentado neste manual. 0 novo
projeto do processo deve ser baseado na realidade do chao de fabrica. Se voce pretende
projetar celulas usando principalmente 0 sistema CAD e dados de tempo padrao, voce tera
problemas.
Por que 0 time de producao deve estar disposto a deixar urn pequeno time fazer 0 projeto
inicial da celula? Porque eles devem saber que depois do processo de projeto detalhado,
baseado em dad os reais, eles terao ampla oportunidade, durante a simulacao e no periodo de
2 a 4 semanas de rernocao de problemas, de afinar, melhorar e ate alterar 0 projeto da celula,
Estagio 2. Sirnulando 0Projeto Piloto
o projeto inicial do processo eo diagrama de balanceamento do operador representam
ideias te6ricas para a criacao do fluxo continuo. Agora e hora de trazer os especialistas, 0
pessoal da producao. Explicar 0 projeto inicial de fluxo continuo para eles, testar 0 novoprocesso e cornecar a ter mais opinioes deles. Um born ponto de comeco e mostrar para os
operadores 0 diagrama de layout e 0 grafico de balanceamento do operador e discutir as
metas do projeto. Em muitos casos, voce po de tarnbern decidir rodar urn modelo nao
produtivo de simulacao do novo processo.
Uma simulacao de processo inclui nao so 0 processo ffsico, mas tambern 0 Grafico de
Trabalho Padrao (GTP) para cada operador ou estacao de trabalho. 0 GTP varia de
aparencia de empresa para empresa, mas como 0 plano de implementacao, recomendamos
usar urn papel A3. Um tipico GTP inclui a sequencia principal de passos em cada estacao de
trabalho, 0 tempo necessario para cada passo e os pontos chaves, como as inspecoes de
qualidade ou ajustes criticos. Por exemplo, urn ponto chave no GTP da Apex pode ser ter
que rodar 0 tubo de cornbustivel 20° para obter urn born encaixe ap6s coloca-lo no
dispositivo apropriado. Urn exemplo do GTP da linha de tubos da Apex e mostrado nas
pr6ximas paginas,
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 101/127
r------------., mangueirasr--:-;,I
c o n e c t o r e s
G' M o n t a g e m I
•
Folha de
Trabalho
Padrao
Ultima Revisao Produto
Tubas de Combustivelpara Caminhoes
Estac;ao
Montagem IPEX

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 102/127
Estac;ao de Trabalho Takt Time
Montagem IELEMENTOS DA TAREFA
40 segundos
N° Elemento de Trabalho Tempo Comentarios
1 Pegar tubo dobrado )52 Colocar no dispositivo
3 Pegar 0 conector) 44 Posicionar e grampear
5 Pegar a mangueira
) 46 Posicionar no dispositivo Rotacionar 20°
7 Iniciar 0 cicio 1
8 Pegar a pega acabada 6
Tempo Total 20
Contra Ie de
IDEIA DEMELHORIATurnos
1 2 3
,
FOLHADAS Lider da Equipe Supervisor
TAREFAS Mudanc;as no Produto Operador
PARTE VI: IMPLEMENTANDO. MANTENDO E MELHORANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 103/127
Os GTPs sao usados para explicar 0 trabalho aos operadores, para checar como 0 trabalho
esta sendo feito e para formar uma base de desenvolvimento e registro das ideias de
melhorias. 0 GTP deve tarnbem incluir uma area para anotar as melhorias necessarias e urn
croqui do layout da estacao de trabalho e dos movimentos do operador. Os GTPs deveriam
ser preparados a mao e a lapis. Nunca imprimi-los. Impress6es ou slides de GTPs implicam
em que alguern ja tenha decidido exatamente como a celula vai rodar.
o objetivo da simulacao e introduzir os operadores no projeto de processo e encontrar
oportunidades de melhoria antes que 0 processo real esteja implementado no chao de
fabrica. Neste estagio, evite fazer os imirneros dispositivos de apoio das pe~as e estacoes de
trabalho permanentes. Isto torna voce menos disposto a fazer ajustes mais adiante! Tente ao
maximo fazer as melhorias durante a simulacao. Incentive uma abordagem rapida e pratica.
Por exemplo, se 0 dispositivo de apoio das pecas esta muito baixo, coloque alguern
temporariamente segurando-o mais acima ou coloque alguns calces embaixo para achar uma
posicao melhor.
Estagio 3. Remo~ao de Problemas ("Debugging")
A fase de sirnulacao de urn processo existente deve levar urn dia, ou urn pouco mais para urn
processo total mente novo. Uma vez que as ideias de melhoria a partir da simulacao tenham
sido incorporadas no processo, voce esta pronto para preparar a celula e entrar em urn
perfodo de 2 a 4 semanas que chamamos de "rernocao de problemas".
A rernocao de problemas, e sem duvida a fase mais importante da implernentacao de urn
fluxo continuo eficiente. Este e 0 rnornento em que 0 processo corneca a operar e e
melhorado ate 0 ponto onde se pode produzir conforme 0 projetado. Durante a fase de
rernocao de problemas, 0 pedido horatio do cliente e introduzido. A celula rodara com 0
mimero correto de operadores e sera observada bem de perto a cada turno pelos
supervisores, manutencao e engenheiros em busca de oportunidades e kaizen. A remocao
de problemas e tambem a hora de comecar a usar 0 sistema que voce desenvolveu para
apoiar e gerenciar a celula.
Com os equipamentos nos seus lugares no chao de fabrica, e hora de comecar, Nao irnporta
quantas pessoas estao indicadas no GBO, primeiro rode a celula com urn operador lidando
com todos os elementos de trabalho do inicio ao fim por aproximadamente duas horas. Peca
para 0 operador dar sugestoes conforme ele caminha pela celula. Tome nota no GTP. A
abordagem de usar urn iinico operador perrnite a voce ver 0 fluxo de processo atual e
descobrir caminhos para melhora-lo imediatamente. Se voce comecar com todos operadores
requeridos na celula, sera dificil identificar 0 fluxo do processo.
82
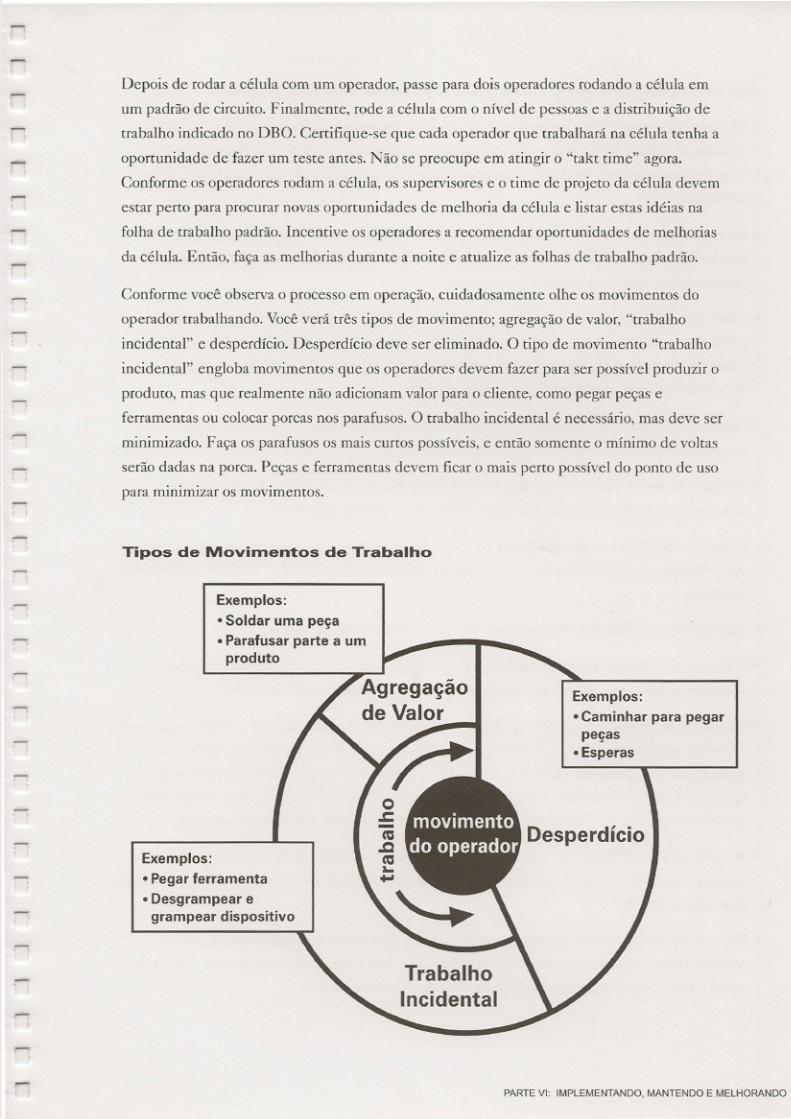
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 104/127
Depois de rodar a celula com um operador, passe para dois operadores rodando a celula em
um padrao de circuito. Finalmente, rode a celula com 0 nivel de pessoas e a distribuicao de
trabalho indicado no DBa. Certifique-se que cada operador que trabalhara na celula tenha a
oportunidade de fazer um teste antes. Nao se preocupe em atingir 0 "takr time" agora.
Conforme os operadores rod am a celula, os supervisores eo time de projeto da celula devem
estar perto para procurar novas oportunidades de me!horia da celula e listar estas ideias na
folha de trabalho padrao. Incentive os operadores a recomendar oportunidades de me!horias
da celula. Entao, faca as melhorias durante a noite e atualize as folhas de trabalho padrao.
Conforme voce observa 0 processo em operacao, cuidadosamente olhe os movimentos do
operador trabalhando. Voce vera tres tipos de movimento; agregacao de valor, "trabalho
incidental" e desperdicio. Desperdicio deve ser eliminado. a tipo de movimento "trabalho
incidental" engloba movimentos que os operadores devem fazer para ser possivel produzir 0
produto, mas que real mente nao adicionam valor para 0 cliente, como pegar pecas e
ferramentas ou colocar porcas nos parafusos. a trabalho incidental e necessario, mas deve ser
minimizado. Faca os parafusos os mais curtos possiveis, e entao somente 0 minimo de voltas
serao dadas na porca. Pecas e ferramentas devem ficar 0mais perto possivel do ponto de uso
para minimizar os movimentos.
Tipos de Movimentos de Trabalho
Exemplos:
• Soldar uma peca
• Parafusar parte a umproduto
Exemplos:
• Caminhar para pegar
pe~as
• Esperas
Exemplos:• Pegar ferramenta
• Desgrampear e
grampear dispositivo
Trabalho
Incidental
PARTE VI: IMPLEMENTANDO. MANTENDO E MELHORANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 105/127
Aqui estao alguns pontos para se ter em mente no periodo de remocao de problemas:
• Mantenha 0 tempo entre a comunicacao de urn novo processo e real mente comeca-lo 0menor
possivel, E melhor julgar uma mudanca baseado em experiencia real do que baseado em boatos.
Uma vez que comece a mudanca, as pessoas podem dar mais a atencao para a realidade de faze-la
funcionar.
• Os engenheiros e 0 pessoal de manutencao precisam trabalhar com 0 novo processo ate este
funcionar como projetado. 0 periodo de rernocao de problemas termina quando as funcoes da
celula ou linha estao consistentes com 0 projeto.
• Como a fase de remocao de problemas dura usualmente 2 a 4 semanas, voce devers cornecar cedo 0
suficiente para atingir a taxa de demanda do cliente a tempo. Se esta convertendo urn processo
existente, voce deve planejar e projetar urn estoque de produtos acabados para assegurar que a
demanda do cliente sera atingida durante a transicao.
• Nao mude 0 "takt time" durante 0 periodo de rernocao de problemas e mantenha-o pelo maiortempo possivel. Toma tempo desenvolver as rotinas criticas para rodar e gerenciar uma nova celula.
• Atingir 60% a 65% da meta de producao no primeiro dia nao e mal! 80% e freqtientemente
atingivel em aproximadamente 1 semana e 90% dentro de duas semanas.
• 0 sucesso da celula e responsabilidade de todos. Se 0 desempenho da celula nao esta melhorando
como esperado, 0 time inteiro de operadores, gerentes e engenheiros deve trabalhar para resolver 0
problema.
• Implemente as ideias de melhoria rapidamente, durante a noite se possivel.
• 0 Grafico de Balanceamento do Operador e a Folha de Trabalho Padrao devem ser mantidos
atualizados. Agora eles devem ser atualizados pelo lider do time e pelo supervisor.
• As pessoas se prendem a maneiras de fazer as coisas. Entao, quando uma nova celula e introduzida,
existe urn periodo de transicao, Em media, leva tres semanas para as pessoas comecarem a se
acostumar com a mudanca. Conforme a resistencia normal a mudanca aparece, lernbre-se que 0
fluxo continuo nao e opcional. Nao existe retorno para 0 fluxo falso. Porem, como atingir 0 fluxo
continuo e opcional e existe espaco para muitas ideias criativas de todos os participantes.
• Marque os eventos chave para provar que voce esta fazendo progresso. A primeira vez que aproducao horaria for atingida ou a primeira vez que a producao do dia for realizada sao boas ocasioes
para comemoracoes.
• Perto do fim do penodo de remocao de problemas, os elementos de trabalho devem ser
cuidadosamente listados e cronometrados novamente. Isto e feito pelo lider do time e supervisor,
guiados pelos engenheiros que projetaram a celula. Nao pule isto!
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 106/127
Lembretes para Remo~ao de Problemas
Durante 0 periodo de remocao de problemas, 0 time do projeto da celula e os supervisores devem
observar constantemente, e de perto, 0 novo processo durante cada turno. Aqui estao alguns tipos
de coisas que eles devem procurar:
o Existe 0 fluxo de uma s6 peca? 0operador pode "fazer uma e mover uma" sem espera?
Pergunte a voce mesmo, como a peca deveria ser feita?
o Os operadores realizam 0 trabalho como especificado no Grafico de Balanceamento do Operador
e na Folha de Trabalho Padrao? Se nao, por que? Foi encontrado urn melhor metodo? Qual e a
maneira certa de fazer?
o 0 lider do time e 0 supervisor entenderam suas responsabilidades no trabalho?
o A inforrnacao flui? Os operadores, 0 lider do time e 0 supervisor sabem:
- Qual e 0 "takt time" ?
-0 que produzir?
- Quanto produzir?- Quantos real mente sac produzidos?
- Que problemas estao ocorrendo?
- Se a troca esta ocorrendo no tempo correto?
- Se a troca esta levando muito tempo?
o As pecas e materiais estao sendo entregues nas quantidades certas? 0 tamanho da caixa e da
cacamba eo correto? Existem muitas pecas? Existem estoques de pecas?
o Os dispositivos de alimentacao dos materiais sac os corretos ou existem materiais que ficam
longe do operador? Como as pecas sac posicionadas para 0 operador? Como os operadores pegam
as pecas?
o A celula usa a quantidade minima de equipamentos e inventario? Os niveis corretos de
inventario padrao em processo estao sendo mantidos? 0 estoque se acumula entre maquinas?
(Excecao: Onde urn operador tern de deixar a peca para 0 outro operador, deve existir uma
unidade de estoque padrao em processo para apoiar uma flutuacao minima nos ciclos dos
operadores ).
o Voce esta usando a minima quantidade de equipamento necessaria para fazer 0 produto? A
distancia percorrida pelas partes m6veis das maquinas foi minimizada? Se uma mesa e usada na
celula s6 para urn item da familia de produtos manufaturados, por que fazer 0 operador percorrer
inutilmente esta distancia para todos os outros itens? Se a face real de trabalho da maquina tern
somente 30 ern, por que a largura da maquina e de 1 m?
o A celula pode fazer trocas entre os diferentes itens finais em tempo menor que 0 "takt time"?
o A celula reduziu 0 "lead time"? Compare os resultados antes e depois.
PARTE VI: IMPLEMENTANDO. MANTENDO E MELHORANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 107/127
Durante a rernocao de problemas, voce deve comecar a comparar os resultados da producao
com a demanda do cliente, Voce pode usar urn quadro de identificacao de problemas para
isto. Antes do inicio de cada turno, 0 supervisor anota no quadro uma lista de quais pecas
devem ser feitas a cada hora e quais as quantidades requeridas para atingir a demanda do
cliente.
o prop6sito do quadro nao e programar, mas ressaltar os problemas de producao e disparar a
resposta. Se as metas nao estao sendo atingidas, 0 Iider do time devera rever os problemas,
usar solucoes ternporarias para atacar estas condicces anormais ate que a causa raiz possa ser
tratada, e entao realizar as acoes que atacam as causas para evitar que esta condicao ocorra de
novo. 0 supervisor devera tambern checar 0 quadro e anotar as quantidades produzidas a
cada hora.
Urn a urn, os problemas que impedem a celula de atingir 0 "takt time" devem ser
identificados e as suas causas eliminadas. 0 ponto chave durante esta fase da implernentacao
e fazer melhorias constantes, Esteja alerta, pois 0 quadro de identificacao de problemas eo
lider do time precisam de urn sistema de apoio que ajude a eliminar as causas das
interrupcoes da producao. Caso contrario, 0 lider do time terrninara anotando as mesmas
coisas no quadro todos os dias e a ferramenta tornar-se-a sem senti do.
Exemplo do quadro de identifica~ao de problemas
lembre-se das paradaspara cafe, reunioes, -- -+
qmestice, etc.
Linha Uder da Equipe
T u bo de Cornbuet fve l Teresa S ilva
Ouantidade "Takt Time"
Necessaria 690 405Tempo Plano/Real Plano/Real Problemas/Causas Responsavel
6-7 90 /90 90 / 90
7-8 90 /88 180 / 178 falha no teste
8_910 90 /90 270 / 268
910_910 90 /85 360 / 353 falha no teste
1010_111090 /90 450 / 443
114O_124(90 /90 540 / 533
1240_140 90 /86 630/619 pe~asdefeituosas (valvulae)
150_lo 60 /60 690/679
H. E . 11 /11 690 / 690 (8 minutos)
/ // // /
/ /
t thorerie acumulada
~ supervisor
assina a cada hora
~ gerente da area
assina no elmocoe no final do turno

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 108/127
Resultados da Remo~ao de Problemas da Apex
A meta da remocao de problemas da Apex e reduzir 0mirnero de operadores necessaries de
2,2 para 2, com 0 operador ocupado 95% do "takt time". Isto significa reduzir 0 conteiido de
trabalho atual de 88 segundos para aproximadamente 76 segundos. Observando a celula
durante 0 periodo de remocao de problemas, 0 time foi capaz de apontar para a variedade de
elementos de trabalho incidental onde 0 tempo poderia ser reduzido.
• 0 dispositivo de carga para 0 dobrador de tubo foi realocado perto do processo de
montagem II e 0 container com os tubos de aco foi colocado pr6ximo ao dispositivo de
carga do dobrador de tubo. Isto diminuiu em dois segundos 0 tempo de carregamento.
• 0 dispositivo de descarga autornatica da dobradeira de tubos foi movido para que os
tubos acabados automaticamente escorreguem para a estacao de trabalho Montagem I,
que e 0 pr6ximo passo do processo. Isto tambem eliminou dois segundos.
• Com a adicao da descarga autornatica, os engenheiros da Apex foram capazes de ir em
frente com os seus planos de passar de fluxo reverso para 0 circuito. Isto significou que as
folhas de trabalho padrao e 0 balanceamento do operador tiveram que ser refeitos e a
apropriada rernocao de problemas executada para se conseguir que os operadores
realizassem suaves movimentos naturais e dentro do ritmo.
• Como a operacao de Montagem II envolve a maioria das pecas, entao 0 time prestou
particular atencao na chegada das pecas e no manuseio.
• A fixacao da Montagem II foi melhorada para reduzir 0 tempo de carregamento em urn
segundo para dois dos quatro itens carregados nesta fixacao. Reducao total: dois
segundos.
• Montando 0 anel metalico do lado esquerdo da mangueira primeiro, 0 operador pode
entao segurar simultaneamente 0 anel metalico do lado direito com a mao direita e a
valvula com a mao esquerda. A valvula e facilmente colocada em urn rebaixo do
dispositivo. Isto elimina dois segundos.
• Na operacao de embalagem, a caixa de produtos acabados foi levantada e inclinada para
frente, reduzindo 0 tempo de empacotamento em urn segundo.
A reducao do tempo total com estas mudancas foi de nove segundos; urn born resultado.
Entretanto, 0 time cronometrou de novo os elementos de trabalho e descobriu que 0 tempo
total de caminhada no novo layout da celula, com a posicao do dispositivo dobrador de tubos
ja melhorada e de seis segundos. 0 conteudo total de trabalho e 88 + 6 = 94 segundos, e a
meta da remocao de problemas e 76 segundos. A reducao de nove segundos trouxe 0 tempo
total de trabalho para 85 segundos, mas ainda e nove segundos acima do que precisamos.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO
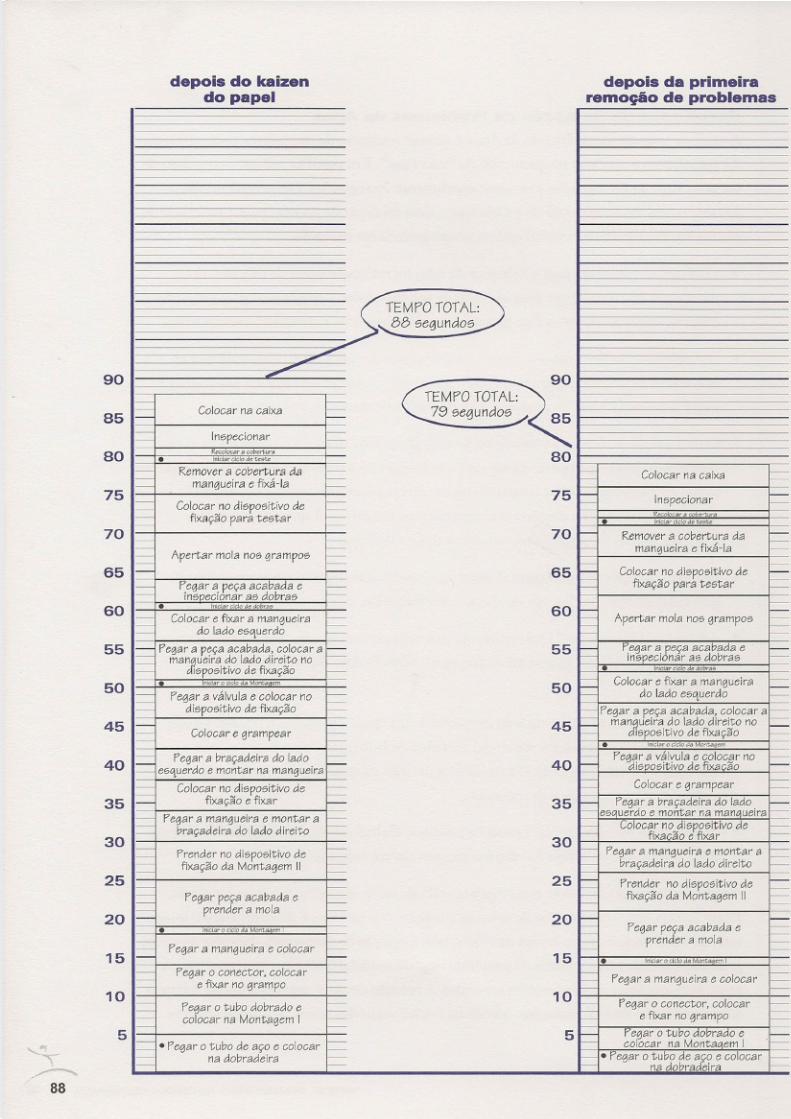
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 109/127
90
85
80
75
70
65
60
55
50
45
40
35
30
25
20
15
10
5
'- ;-~ 88
depois do kaizendo papel
depois da primeiraremo~ao de problemas
TEMPO TOTAL :
88 segundos
~
;.,90
I-e-- TEMPOTOTA~
1 Colocar na caixaI--
79 segundos 85I--
1- Inspecionar -- -Recctccer a CO DerttJ ra
80• lniciarcere de reste
- Remover a cobertura da - - Colocar na caixa --
mangueira e flxa-la- I- -
- -
- 75I--
Inspecionar-
Colocar no dispositivo de - I- -- -- fixagao para testar - xecclcca- a ccberwra
- - • lnlclarctclcd~ ~9~
70I--
Remover a cobertura da -- - - --
Apertar mola nos grampos- - mangueira e fixa-la -
- -- - - -
- ~ 65I-- Colocar no dispositivo de -
Pegar a pega acabada eI--
fixagao para testar-
- - I- -
- insDecionar as dobrasI--
I--
• Inicia r ciclc de dob ras-
60- -- Colocar e fixar a mangueira - 1-, Apertar mola nos grampos --
do lade esquerdo- I- -
- - f-- -
- Pegar a pega acabada, colocar a - 55I- Pegar agega acabada e --
madlueira do lade direito no- f-- inspeci nar as dobras -
- Ispositivo de fixagao ~ • lnrdsr cretede do l :>r 8! !1
niciar 0cie 0 Bonta emf--
Colocar e fixar a mangueira -
50I-- -
- Pegar a valvula e colocar no '--I- do lade esquerdo -
- -
1- dispositivo de fixagao - ~ Pegar a pega acabada, colocar a ~l-
I- - 45 ~madlueira do lade direito no - - -Colocar e grampear - Ispositivo de fixagao
1- -r--
• nlclar0 ere0 a onragem
1- Pegar a bragadeira do lade - I- Pegar a valvula e colocar no -1-
esquerdo e montar na mangueira- 40
I--disDositivo de fixacao r--
I-Colocar e gram pear
-
- Colocar no dispositivo de - - -I-
I- fixagao e fixar - 35 - Pegar a bragadeira do lade -- esauerdo e montar na mansuelra
1- Pegar a mangueira e montar a -1-
bragadeira do lade direito- - Colocar no dispositivo de -
1- - - fixar:ao e fixar -1- - 30 - Pegar a mangueira e montar aPrender no dispositivo de
-1- - - -
1- fixagao da Montagem II - - bragadeira do lade direito -1- -
25 - Prender no dispositivo de -1- - - -1- Pegar pega acabada e - - fixagao da Montagem II -1- - - -1- prender a mola -1- - 20 - -
• nlclar 0 cIc 0 a ont a em I- Pegar pega acabada e -
- -1-
Pegar a mangueira e colocar- - prender a mola -
1- - - -1- - 15 • Inleiar0 ere0 da MortCS em I
1- Pegar 0 conector, colocar - - -
-e fixar no grampo
- - Pegar a mangueira e colocar -- - - -
- Pegar 0 tubo dobrado e -10
- Pegar 0 conector, colocar -- - - -- colocar na Montagem I - - e fixar no grampo -- -
5 - Pegar 0 tubo dobrado e --
• Pegar 0 tubo de ago e colocar- - colocar na MontaClem I -
-- na dobradeira - l- • Pegar 0 tubo de ago e colocar -- - I--
na dobradeira -

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 110/127
Depois de olhar cuidadosamente 0 fluxo na celula durante urn longo tempo, 0 time da Apex
fez uma descoberta interessante. Na grampeadeira, 0 operador precisa de cinco segundos
para prensar 0 tubo de combustivel no dispositivo, para urn simples e rapido ciclo de
grampeamento. Entao, no proximo passo do processo, 0 operador gasta 5 segundos para
novamente prensar 0 conjunto final no dispositivo de teste, para urn simples e rapido ciclo
de teste de pressao (outros 5 segundos).
Com estes significativos tempos de carregamento e rapidos ciclos de maquinas, 0 time
decidiu combinar 0 processo de teste com a operacao de grampeamento, utilizando um
dispositivo em vez de dois. Isto elimina uma operacao de carregamento e cinco segundos do
tempo do operador. Isto tarnbem elimina um segundo de tempo de caminhada porque
existe uma maquina a menos na celula. 0 time da Apex fez uma rapida checagem para
garantir que esta mudanca nao aumentasse 0 conteiido de trabalho da estacao para mais de
40% do tempo total e que 0 ciclo efetivo da maquina ainda coubesse dentro do "takt time".
A reducao do tempo total e agora de 15 segundos, resultando em um total do conteudo de
trabalho de 79 segundos. A Apex tera cada um dos dois operadores da celula realizando
todos os elementos de trabalho em uma distribuicao de trabalho em circuito.
o time reduziu0
contetido de trabalho para um segundo abaixo do "takt time",0
quefunciona na Apex dado que existe urn intervalo de uma hora entre os turnos, permitindo um
pouco de hora extra em cada turno. Entretanto, operacoes de retirada compassada
funcionarn melhor quando 0 tempo de ciclo do operador esta uns poucos segundos abaixo do
"takt time". Isto deixa espaco para pequenas variacoes de ciclo, fluxos intermitentes e trocas
sem perturbar a retirada compassada a cada incremento "pitch".
o time da Apex continuara trabalhando para remover no minimo mais de tres segundos e ter
um tempo de ciclo do operador igual a meta de 95% do "takt time". Algumas ideias que eles
tiveram foram automatizar a parte do ciclo da maquina de fixacao na Montagem II e usar um
dispositivo que automaticamente libere dois aneis metalicos para a mao do operador. Ambas
sao mudancas tecnicas que levarao algumas semanas para serem realizadas.
o time tarnbem considerou tirar a tarefa de puxar a protecao sobre os grampos (cinco
segundos) da celula e transferi-la para 0 operador da planta de montagem do cliente que
instala 0 tubo de combustivel no veiculo. Mas eles decidiram manter 0 valor agregado na
Apex e descobrir como fazer isto melhor.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 111/127
Estagio 4. Mantendo 0Fluxo
Uma vez que sua celula de fluxo continuo funcione como projetada - assim que ela
consistenternente garantir a producao - voce passa da fase de rernocao de problemas para a
operacao diaria, Infelizmente, este eo momento quando geralmente vemos engenheiros e
gerentes se afastando do novo processo, pensando que agora os operadores serao capazes detomar conta das coisas. E entice entender que existe muito pouca folga nos sistemas e
process os enxutos, especialmente processos puxadores, que precisam ser gerenciados.
Todos os elementos da producao enxuta sac interdependentes. As celulas de producao
devem comecar na hora e funcionar de acordo com 0 trabalho padronizado. Os lideres de
time e supervisores devem monitorar suas linhas e atende-las imediatamente. Os
abastecedores de linha devem entregar as quantidades nas rotas padronizadas na hora certa.
A manutencao deve conduzir suas atividades dentro da programacao e responder aos
problemas da linha muito rapidamente.
No sistema de producao enxuta tanto as funcoes da producao quanto de suporte sac
efetivamente ligadas ao "takt time", 0 que significa que todos estao trabalhando para servir
o cIiente. Como os operadores na producao enxuta tern um cicIo de trabalho proximo do
"takt time", eles irao precisar de sistemas de apoio confiaveis para resolver qualquer
problema significativo que ocorra. Quando um problema de producao ocorre, e eles ocorrern,
mesmo nas melhores plantas, voce nao sera capaz de atender a demanda se os operadores
sac tambern seu principal recurso para a solucao de problemas.
Um sistema de apoio confiavel significa desenvolver um padrao de trabalho para os lideres
dos times, supervisores e manutencao, assim como existe 0 trabalho padronizado para os
operadores da producao. Dentre suas responsabilidades estao a rapida deteccao e solucao das
anormalidades na producao, e eliminacao das suas causas. 0 trabalho padronizado para as
funcoes de apoio deve listar suas tarefas diarias e responsabilidades, e 0 tempo para realiza-
las. Aqui estao tres coisas importantes para se ter em mente conforme voce desenvolve 0
trabalho padronizado para 0 pessoal de apoio.
Resposta Rapida aos Problemas
Como voce sabe da nossa discussao sobre a retirada compassada na parte V deste manual, a
velocidade com que voce descobre os problemas no processo puxador e relacionada com
quanta de prograrnacao voce regularmente libera para este processo e quanta de produto
acabado voce retira, Quando urn novo processo esta maduro e sua producao se estabiliza, em
vez de distribuir uma prograrnacao, voce pode comecar a gerenciar atraves das retiradas
compassadas no incremento "pitch". Isto ajuda a expor os problemas rapidamente, 0
suficiente para responder e se recuperar sem a necessidade de horas extras no final de
semana.
90
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 112/127
Depois de olhar cuidadosamente 0 fluxo na celula durante um longo tempo, 0 time da Apex
fez uma descoberta interessante. Na grampeadeira, 0 operador precisa de cinco segundos
para prensar 0 tubo de combustivel no dispositivo, para um simples e rapido ciclo de
grampeamento. Entao, no pr6ximo passo do processo, 0 operador gasta 5 segundos para
nova mente prensar 0 conjunto final no dispositivo de teste, para um simples e rapido ciclo
de teste de pressao (outros 5 segundos).
Com estes significativos tempos de carregamento e rapidos ciclos de maquinas, 0 time
decidiu combinar 0 processo de teste com a operacao de grampeamento, utilizando um
dispositivo em vez de dais. Isto elimina uma operacao de carregamento e cinco segundos do
tempo do operador. Isto tambem elimina um segundo de tempo de caminhada porque
existe uma maquina a menos na celula. 0 time da Apex fez uma rapida checagem para
garantir que esta mudanca nao aumentasse 0 conteudo de trabalho da estacao para mais de
40% do tempo total e que 0 ciclo efetivo da maquina ainda coubesse dentro do "takt time".
A reducao do tempo total e agora de 15 segundos, resultando em um total do conteudo de
trabalho de 79 segundos. A Apex tera cada um dos dais operadores da celula realizando
todos as elementos de trabalho em uma distribuicao de trabalho em circuito.
o time reduziu0
conteiido de trabalho para um segundo abaixo do "takt time", a quefunciona na Apex dado que existe um intervalo de uma hora entre os turnos, permitindo urn
pouco de hora extra em cad a turno. Entretanto, operacoes de retirada compassada
funcionam melhor quando 0 tempo de ciclo do operador esta uns poucos segundos abaixo do
"takt time". Isto deixa espaco para pequenas variacoes de ciclo, fluxos interrnitentes e trocas
sem perturbar a retirada compassada a cada incremento "pitch".
o time da Apex continuara trabalhando para remover no minima mais de tres segundos e ter
um tempo de ciclo do operador igual a meta de 95% do "takt time". Algumas ideias que eles
tiveram foram automatizar a parte do ciclo da maquina de fixacao na Montagem II e usar urn
dispositivo que automaticamente libere dais aneis rnetalicos para a rnao do operador. Ambas
sao mudancas tecnicas que levarao algumas semanas para serem realizadas.
o time tarnbem considerou tirar a tarefa de puxar a protecao sabre as grampos (cinco
segundos) da celula e transferi-la para a operador da planta de montagem do cliente que
instala 0 tubo de combustivel no veiculo. Mas eles decidiram manter 0 valor agregado na
Apex e descobrir como fazer isto melhor.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 113/127
Estagio 4. Mantendo 0Fluxo
Uma vez que sua celula de fluxo continuo funcione como projetada - assim que ela
consistentemente garantir a producao - voce passa da fase de remocao de problemas para a
operacao diaria, Infelizmente, este e 0memento quando geralmente vemos engenheiros e
gerentes se afastando do novo processo, pensando que agora os operadores serao capazes detomar conta das coisas. E critico entender que existe muito pouca folga nos sistemas e
processos enxutos, especialmente processos puxadores, que precisam ser gerenciados.
Todos os elementos da producao enxuta sac interdependentes. As celulas de producao
devem comecar na hora e funcionar de acordo com 0 trabalho padronizado. Os lideres de
time e supervisores devem monitorar suas linhas e atende-las imediatamente. Os
abastecedores de linha devem entregar as quantidades nas rotas padronizadas na hora certa.
A manutencao deve conduzir suas atividades dentro da programacao e responder aos
problemas da linha muito rapidamente.
No sistema de producao enxuta tanto as funcces da producao quanto de suporte sao
efetivamente ligadas ao "takt time", 0 que significa que todos estao trabalhando para servir
o cliente. Como os operadores na producao enxuta tern urn ciclo de trabalho pr6ximo do
"takt time", eles irao precisar de sistemas de apoio confiaveis para resolver qualquer
problema significativo que ocorra. Quando urn problema de producao ocorre, e eles ocorrem,
mesmo nas melhores plantas, voce nao sera capaz de atender a demanda se os operadores
sao tambern seu principal recurso para a solucao de problemas.
Urn sistema de apoio confiavel significa desenvolver urn padrao de trabalho para os lideres
dos times, supervisores e manutencao, assim como existe 0 trabalho padronizado para os
operadores da producao. Dentre suas responsabilidades estao a rapida deteccao e solucao das
anormalidades na producao, e eliminacao das suas causas. 0 trabalho padronizado para as
funcoes de apoio deve listar suas tarefas diarias e responsabilidades, e 0 tempo para realiza-
las. Aqui estao tres coisas importantes para se ter em mente conforme voce desenvolve 0
trabalho padronizado para 0 pessoal de apoio.
Resposta Rapida aos Problemas
Como voce sabe da nossa discussao sobre a retirada compassada na parte V deste manual, a
velocidade com que voce descobre os problemas no processo puxador e relacionada com
quanta de prograrnacao voce regularmente libera para este processo e quanta de produto
acabado voce retira, Quando urn novo processo esta maduro e sua producao se estabiliza, em
vez de distribuir uma programacao, voce pode comecar a gerenciar atraves das retiradas
compassadas no incremento "pitch". Isto ajuda a expor os problemas rapidamente, a.
suficiente para responder e se recuperar sem a necessidade de horas extras no final de
semana.
90

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 114/127
o prop6sito de uma retirada compassada e detectar os problemas rapidamente e nao tornar 0
trabalho do operador mais pesado ou aumentar 0 volume de producao. Voce ja determinou 0
conteudo de trabalho por operador nos passos anteriores do projeto.
A retirada compassada torna-se 0 "bater do coracao" do fluxo continuo. Quando 0 processo
puxador perde 0 "pitch", 0 lider do time ou 0 supervisor pode reagir imediatamente. A meta
deve ser corrigir 0 problema dentro do incremento "pitch" e restaurar 0 bater do coracao, 0
lider do time tern varias opcoes de reagir aos problemas e manter 0 "pitch".
• Se a quantidade do "pitch" nao foi alcancada porque algumas pecas precisaram de
retrabalho, 0 lfder do time pode pegar as pecas problematicas e retrabalha-las enquanto os
operadores da celula seguem produzindo 0 pr6ximo "pitch". Alternativamente, 0 lider
pode ficar na estacao de trabalho onde 0 defeito ocorreu e 0 operador desta estacao pode
fazer 0 retrabalho.
• Para uma queda de producao, 0 lider pode entrar na celula como urn operador extra ate a
celula se recuperar e entrar no "pitch" de novo.
• Se existir urn equipamento com problema, 0 lider determina se 0 problema pode ser
resolvido imediatamente ou se a manutencao deve ser chamada. Quando a manutencao
for chamada por uma perda de "pitch", a meta para 0 tempo de resposta deve ser dois
minutes ou menos.
Auditorias
Uma boa maneira de manter 0 processo de melhoria, e prevenir retrocessos, e estabelecer
rotinas diarias, semanais e mensais de auditorias conduzidas por niveis sobrepostos de
gerencia, Neste sistema de sobreposicao, os lfderes auditam 0 trabalho dos operadores, os
supervisores auditam 0 trabalho dos lideres, os gerentes de area auditam os supervisores e 0
gerente da planta audita a planta,
Isto pode parecer muitas auditorias, mas geralmente leva menos tempo que voce pode
pensar. Os lideres e os supervisores podem gas tar aproximadamente 10 a 30 minutos por dia
auditando. Gerentes de area podem gastar de 20 minutos a uma hora. E os gerentes daplanta podem gastar apenas urn dia por mes em uma auditoria formal em uma planta com
operacoes enxutas maduras.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 115/127
~-;
/-92
Estas auditorias pod em ser parte do trabalho padronizado dos gerentes. Todas as pessoas,
desde as da operacao ate os gerentes da planta, tern a responsabilidade de apoiar 0 fluxo
continuo. E cada membro do time gerencial deve servir como urn tecnico, ensinando 0
processo de auditoria para as pessoas do proximo nfvel.
Aqui temos urn exemplo de auditoria, incluindo quem e responsavel pelo que:
Operadores de producao: Diariamente, os operadores devem verificar se eles estao
realizando seus trabalhos corretamente, conferindo as folhas de trabalho padrao. Antes do
inicio do turno, os operadores devem repassar a tabela de checagem da Manutencao
Preventiva (MP). Esta e uma lista de checagem dos equipamentos, como par exemplo,
checar 0 nivel de oleo, a condicao dos filtros ou 0 aperto dos parafusos e pinos. Esta rotina de
MP e semelhante a conferencia feita pelos pilotos de aviao antes da decolagem. Isto
assegura que 0 equipamento e capaz de atuar como requerido e previne alguns potenciais
problemas antes que estes causem quebras ou paradas.
Lideres de time: Diariamente, os Iideres devem usar a folha de auditoria de trabalho padrao
para conferir todos os processos realizados pelos membros do time (veja nosso exemplo na
proxima pagina). Tipicarnente, 0 lider conferira itens como: os opera do res estao cornecando
e terminando de trabalhar na hora; eIes estao chamando os Iideres ou supervisores se eles se
atrasam em relacao ao "takt time" ou descobrem urn problema cronico; eles puxam 0 cartao
"kanban" na primeira peca usada; eles iniciam 0 ciclo da maquina no momenta certo; eles
realizam todas as conferencias de qualidade; eles executam a conferencia da MP? Os itens a
serem checados podem variar de acordo com a industria, mas 0 lider deve checar cada
membra do time por varies ciclos.
Supervisores: Diariamente, os supervisores devem checar se os lideres em seus grupos tern
feito as auditorias do trabalho padrao. Eles tarnbem realizam diariamente uma auditoria do
trabalho padrao de urn operador de cada urn dos seus times. Uma vez par semana eles fazem
auditoria de Iimpeza e arrumacao dos seus times, para checar se existe urn lugar para cada
coisa e se cada coisa esta no seu lugar.
Gerentes de area: Diariamente, os gerentes devem ter certeza que os supervisores
checaram os lideres e fazem suas auditorias do trabalho padrao de urn operador em cada
celula. Eles tarnbern devem realizar diariamente uma auditoria do trabalho padrao de urn
operador em sua area. Coisas que eles devem conferir: os supervisores estao verificando 0
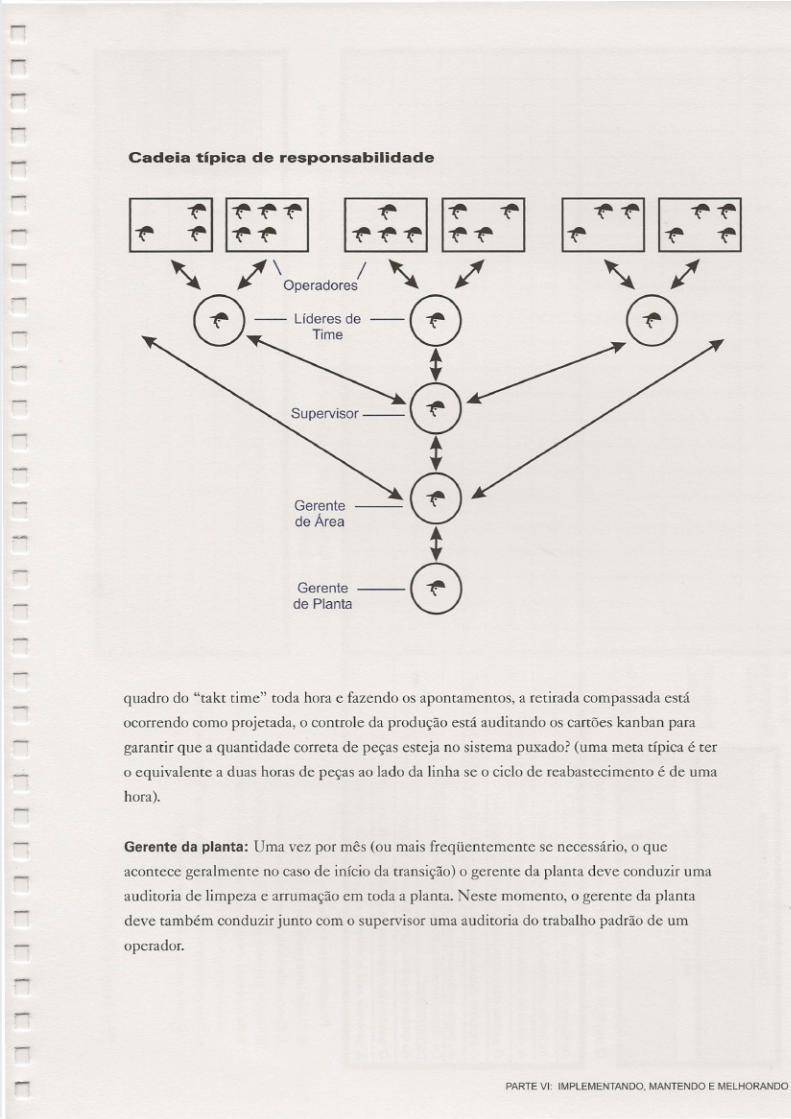
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 116/127
I~~II~~~I~~~II~~I-, / \ operadore/ '- /
Q - UdereSde-Q
V Time V
~
Supervisor--
8~-8
~
Gerente --- Q
dePlanta V
- Cadeia tipica de responsabilidade
Gerente
deArea
quadro do "takt time" toda hora e fazendo os apontamentos, a retirada compassada esta
ocorrendo como projetada, 0 controle da producao esta auditando os cartoes kanban para
garantir que a quantidade correta de pecas esteja no sistema puxado? (uma meta tfpica e ter
o equivalente a duas horas de pecas ao lado da linha se 0 ciclo de reabastecimento e de uma
hora).
Gerente da planta: Uma vez por mes (ou mais frequenternente se necessario, 0 que
acontece geralmente no caso de inicio da transicao) 0 gerente da planta deve conduzir uma
auditoria de limpeza e arrumacao em toda a planta. Neste momento, 0 gerente da planta
deve tarnbem conduzir junto com 0 supervisor uma auditoria do trabalho padrao de um
operador.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO
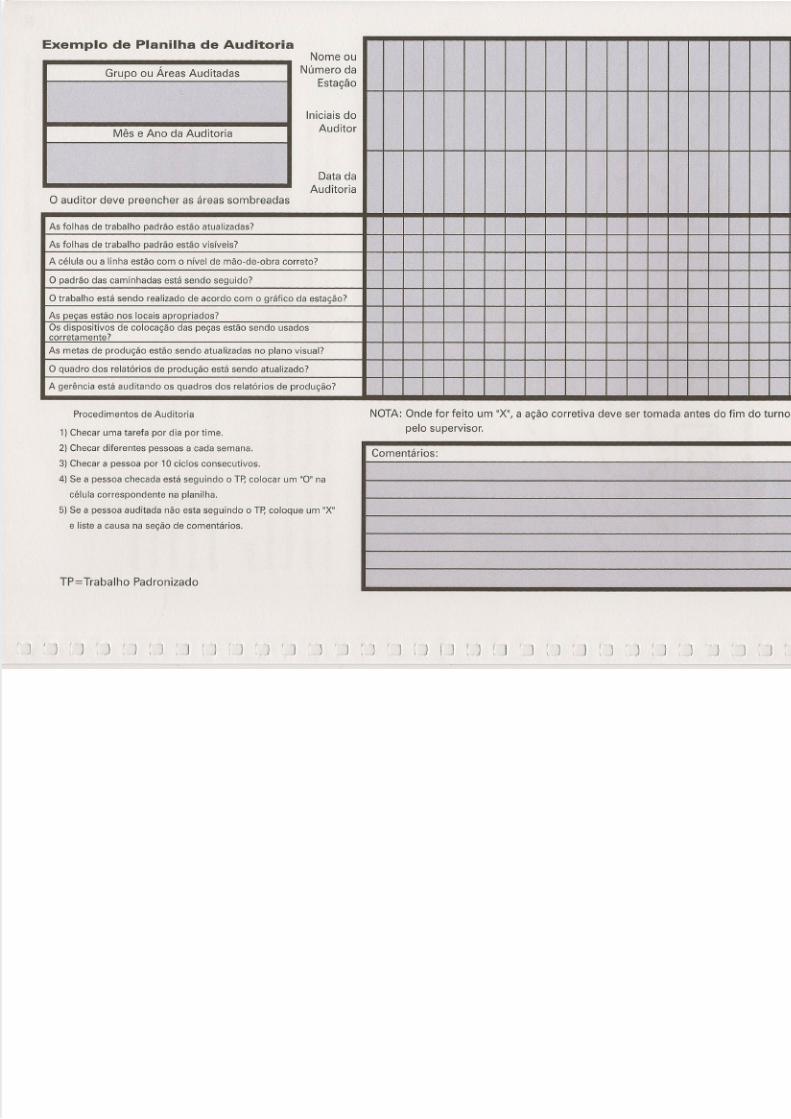
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 117/127
Exemplo de Planilha de Auditoria
Nome ou"
Grupo ou Areas Auditadas Nurnero da,
Estacao
Iniciais do
Mes e Ano da AuditoriaAuditor
Data da,
Auditoriaa auditor deve preencher as areas sombreadasI
:I
As folhas de trabalho padrao estao atualizadas?
As folhas de trabalho padrao estao vislveis?
A celula ou a linha estao com 0 nlvel de rnao-de-obra correto?."-- . ,
o padrao das caminhadas esta sendo seguido? "
o trabalho esta sendo realizado de acordo com 0 gratico da estacao?, ,
As pecas estao nos locais apropriados?
Os dispositivos de colocacao das pecas estao sendo usadoscorretamente?
As metas de producao estao sendo atualizadas no plano visual?
o quadro dos relat6rios de producao esta sendo atualizado?
A qerencia esta auditando os quadros dos relat6rios de producao?
Procedimentos de Auditoria
1) Checar uma tarefa por dia por time.
2) Checar diferentes pessoas a cada semana.
3) Checar a pessoa por 10 ciclos consecutivos.
4) Se a pessoa checada esta seguindo 0 Tp, colocar um "0" na
celula correspondente na planilha.
5) Se a pessoa auditada nao esta seguindo 0 Tp, coloque um "X"
e liste a causa na secao de cornentarios,
TP=Trabalho Padronizado
r J : J \ j , I' J ' I J I J. J I.. I v, , J ~ J : J I 'j ! J I JJ . J
NOTA: Onde for feito um "X", a acao corretiva deve ser tomada antes do fim do turno
pelo supervisor.
Cornentarios:
' J , J : ' J :J : J . J J
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 118/127
Melhorando
E raro encontrar urn sistema que se mantenha estavel ou fixo. As coisas estao melhorando ou estao
piorando. A melhor maneira de manter 0 desempenho dos seus processos puxadores em fluxo
continuo e continuar melhorando. Urn elemento chave das suas operacoes deve ser 0 envolvimento
diario dos operadores e dos Iideres em manter padr6es, encontrar oportunidades de melhorias e
desenvolver novos padr6es.
Como parte do seu trabalho padrao de gerenciamento, os supervisores devem regularmente avaliar
as melhorias potenciais de seus processos. Urn metodo e realizar uma analise detalhada da melhoria
em cada celula a cada 30 dias. Quando fizer esta analise, 0 supervisor deve observar 0 processo por
uma ou duas horas e perguntar, "0 que interrompe 0 fluxo? Qual desperdicio ainda existe e como
nos livramos dele? Qual 0 proximo nivel de melhoria?"
Estes 30 dias de revis6es do processo aprofundam 0 entendimento do supervisor sobre os processos
que eles gerenciam. Primeiro, eles podem achar esta analise muito diflcil de fazer. Mas observando
cada processo uma vez por mes ajuda os supervisores ate em concentrarem nao apenas identificar
os problemas, mas em eliminar as causas raizes e rernove-las permanentemente.
- Enquanto observam a celula, os supervisores devem listar 0 que esta certo e 0 que pode ser
melhorado, e entao conversar com os operadores e Iideres sobre 0 que eles estao vendo. Possiveis
observacoes sao:
• Uma melhoria prevista que nao foi incorporada no trabalho padrao.
• Pecas fora do lugar. Por exemplo, se urn operador tern que encher as maos com parafusos de
uma cacamba e coloca-los em frente a sua area de trabalho, por que a cacamba ainda esta na
posicao antiga?
• Urn operador se esforca muito enquanto 0 outro trabalha calma mente.
Depois de conversar com os operadores e lideres sobre as oportunidades de melhoria, 0 supervisor
deve decidir quais melhorias devem ser feitas imediatamente. A meta e fazer tantas quantas forem
possiveis dentro das proximas 24 horas. Depois, decidem 0 que pode ser feito dentro de uma
semana, duas semanas, etc. Embora as observacces da celula possam ser realizadas uma vez por
mes, tente evitar fazer uma lista com tudo a ser feito nos proxirnos 30 dias, porque falta a ela a
urgencia necessaria para ter as coisas feitas.
Melhorias freqtientes se somam. Uma das melhores maneiras de descobri-las e revisar 0 processo
puxador a cada 30 dias. Melhorias trazem voce de volta para 0 GBO, 0 qual 0 lider do time e/ou
supervisor deve atualizar no momenta em que as rnudancas sao introduzidas. 0 GBO levanta
novamente as seguintes quest6es: "Qual e 0 trabalho? 0 que esta adicionando valor? 0 que e
incidental? 0 que e desperdicio?" Estas questoes, eo GBO, permitem a voce periodicamente
repensar os processos que voce gerencia e continua mente melhora-los.
PARTE VI: IMPLEMENTANDO, MANTENDO E MELHORANDO

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 119/127
96
Melhoria Conduz ao Sucesso Cornpartilhado
Melhorar a celula e remover 0 desperdicio, urn pouco de cada vez, geralmente reduz 0
mimero de operadores necessaries para rodar a celula. Eventualmente, isso libera urn
operador. Isto cria uma grande reducao de custo para esta familia de produto!
Este resultado representa uma cornbinacao de esforcos de todos os envolvidos com 0
processo. Mas para se ter este esforco de equipe, voce precisa ter urn plano para os
operadores que estao sendo liberados dos processos atuais. As pessoas nao apoiarao 0 fluxo
continuo e as melhorias continuas se isso resultar em perda do emprego.
Mais cedo ou mais tarde todos trocam de funcao, porque nenhuma tarefa fica igual para
sempre. Mas 0 emprego deve estar seguro por todo 0 tempo em que existir urn negocio para
apoia-lo. Geralmente, as pessoas estao ansiosas para dar e implementar ideias de melhorias
se estas nao ameacam sua seguranca no emprego. Demitir pessoas por causa dos esforcos de
melhoria esta fora de questao.
Quando as pessoas saem do processo, elas precisam ir para outro trabalho significativo na
planta, como se tornar urn lfder de time ou movimentador. Uma boa opcao e distribuir os
operadores por outros processos que estao introduzindo 0 fluxo continuo. Colocando pessoas
experientes nestes times permite que eles apliquem suas novas habilidades e ajudem a
empresa a se tornar mais competitiva. Uma outra opcao e mover os operadores para os times
de kaizen ou outros times de melhoria.
Quando a melhoria elimina a necessidade de urn operador no processo, muitas organizacoes
enxutas selecionam os operadores mais experientes e estabelecem para eles novos desafios.
Por exemplo, 0 operador que aprendeu todos os trabalhos da celula e retirado da mesma e
treinado para se tornar urn lfder de time. Redirecionar as pessoas desta maneira ajuda a sua
organizacao a realizar 0 proposito do kaizen, que e tornar os process os melhores, e naoeliminar pessoas.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 120/127
CONCLUSAO
Este manual e parte do progresso da manufatura em todo 0mundo nestes anos; trocar de grupos
de maquinas por funcao ou tarefa para modules que geralmente ainda processam em lotes, e,
finalmente, atingir 0 verdadeiro fluxo continuo. as passos para 0 fluxo continuo com frequencia
requerem transpiracao nos detalhes, que e 0 assunto deste guia.
Especificamente, existem varias tecnicas de projeto, implementacao, sustentacao e melhoria do
fluxo continuo. Mas 0mais importante e manter-se melhorando. as metodos neste manual sao
alguns dos melhores que temos encontrado porque eles funcionam articulados como urn sistema.
Estamos satisfeitos de te-los aprendido e esperamos que voce aproveite a oportunidade.
Criar, rodar e melhorar 0 fluxo continuo e uma tarefa em andamento que requer operadores,
engenheiros e gerentes trabalhando de maos dadas. Atingir isto requer que as pessoas na
organizacao estejam dispostas a mudar a maneira como as coisas sao feitas. Felizmente, todos se
beneficiam do born projeto e do bom gerenciamento das celulas, a fluxo continuo deve ser
reconhecido como uma peca chave da estrategia de longo prazo de melhoria da competitividade
da organizacao.
Criar 0 verdadeiro fluxo contfnuo no processo puxador e urn born lugar para comecar (ou reiniciar)
sua implementacao da producao enxuta, porque e uma mudanca altamente visivel que beneficiara
tanto 0 cliente externo quanto os seus processos fornecedores de fabricacao. Mas ninguern pode
implementar 0 fluxo continuo a partir do escritorio. Voce tern que fazer isto no chao de fabrica,
Para os Iideres, recomendamos que participem do projeto e da implementacao. Nao importa 0 seu
cargo, arregace as mangas e ajude a criar 0 mapa de estado futuro, aprenda como fazer e ler 0
grafico de balanceamento do operador, conduza suas auditorias conforme a prograrnacao e .
responda rapidamente para ajudar a resolver os problemas.
Estabelecer 0 fluxo contlnuo no processo puxador e somente uma parte da jornada enxuta. Como
descrito no livro Aprendendo a Enxergar, a manufatura enxuta envolve projetar, introduzir e
continuamente melhorar todo 0 fluxo de valor, desde a materia-prima ate 0 cliente final, do
conceito ao lancamento, e do pedido ate a entrega, que fornece 0 valor como definido pelo cliente.
Com urn processo puxador funcionando bern, voce estara em uma posicao muito melhor para
desenvolver fluxos de valor enxutos.
Desejamos a voce sucesso e urn born espirito de equipe na criacao do fluxo contlnuo nestes
segmentos do seu fluxo de valor onde isso e apropriado hoje, e na expansao dos limites destes
fluxos conforme a experiencia e habilidades da sua organizacao aumentem.
Nao Espere!

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 121/127
Sobre osAutores
Mike comecou sua carreira na divisao de manufatura da Thyssen AG, na Alemanha. Pas sou os
ultimos 12 anos estudando a aplicacao das praticas enxutas e prestando consultoria para grandes e
pequenas empresas. Mike estuda as praticas da Toyota e de suas empresas parceiras no
Departamento de Engenharia de Operacoes Industriais da Universidade de Michigan e no Instituto
Fraunhofer de Stuttgart, na Alemanha. Ele e co-autor do livro Aprendendo a Enxergar (sobre 0
Mapeamento do Fluxo de Valor), que recebeu 0 Premio Shingo por excelencia em pesquisas
operacionais. Mike acredita que sempre existe algo a mais a aprender sobre administrar operacoes de
manufatura.
Mike Pother
Rick Harris
Rick conheceu a realidade das operacoes de manufatura trabalhando durante quinze anos na General
Motors, onde comecou como operador e passou ao cargo de supervisor do chao de fabrica da planta de
Anderson, Indiana. Recebeu sua formacao em praticas enxutas durante 0 tempo em que trabalhou no
[apao, na planta da Toyota em Tsutsumi, e nos EUA, onde trabalhou na Toyota de Kentucky como
gerente da linha de montagem final dos veiculos. Rick con tin ua seu aprendizado junto a empresas em
processo de implementacao de praticas enxutas.
Sobre os Tradutores
Nlton Luiz Marchiori
Engenheiro de Producao formado pela FEI (Faculdade de Engenharia Industrial), trabalhado
durante 15 anos no DaimlerChrysler em Sao Bernardo do Campo. Nos ultimos seis anos
envolveu-se em dezenas de projetos Kaizen, acompanhando a consultoria Shingijutsu liderada por
Chihiro Nakao, totalizando mais de mil horas de treinamento sobre a implementacao do Sistema
Lean. Mestre em Engenharia de Producao pela Escola Politecnica da USP e p6s-graduado pela
Fundacao Vanzolini. Professor da Escola de Engenharia MAUA e da FEI (curso de P6s
Graduacao). Coordenador de Projetos da Taktica Consultoria em Manufatura.
Carlos Lobo
Doutor e Mestre em Engenharia Mecanica pela Unicamp. Pesquisador assistente do MIT
(Massachussetts Institute of Technology) no laborat6rio de Projeto de Sistemas de Manufatura.
Tern participado de diversos projetos de manufatura enxuta junto a empresas do setor de
autopecas e eletromecanico, Coordenador de Projetos da Taktica Consultoria em Manufatura.

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 122/127
AP~NDICEA: Fluxo Continuo em Resumo
Defini~6es
o processo de fluxo continuo e urn conceito que, em seu estado ideal, significa que os itens sac
processados e movidos diretamente de urn processo para 0 proximo, uma peca de cada vez. Cada
pas so do processo opera somente na peca que e necessaria ao proximo passo pouco antes que este
passo precise dela, e 0 tamanho do lote de transferencia e urn. 0 fluxo continuo tambern e
chamado "fluxo de uma peca", "fluxo de uma unica peca", "faca uma, mova uma".
Uma celula e urn arranjo de pessoas, maquinas, materiais e metodos com os pass os do processo
colocados bem proximos uns dos outros, em ordem sequencial, pelo qual as pecas sac processadas
em fluxo continuo (ou em alguns cas os, em tamanho de lote consistente e pequeno que e
mantido pela sequencia de passos do processo). Atingir e manter urn eficiente fluxo continuo eo
proposito da celula.
As celulas sac geralmente utilizadas onde os produtos sac completados para urn cliente externo,
como em uma montagem final ou processos de solda e pintura. As celulas tambern pod em ser
usadas em muitos processos fornecedores que fabricam componentes ou produzem sub-
montagens. As celulas e linhas pod em ser sincronizadas pelo operador, onde as pessoas iniciam a
transferencia de pecas, ou sincronizadas pela maquina, onde uma correia ou esteira roda pela
celula, transferindo pecas automaticamente. De qualquer maneira, atingir 0 fluxo continuo requer
que as pecas sejam transferidas sincronizadamente.
o mais conhecido, mas nao 0 iinico, layout flsico da celula e 0 formato em "U". As duas maiores
razoes para este arranjo de celula em formato "U" sac fornecer mais opcoes e flexibilidade na
distribuicao dos elementos de trabalhos pelos operadores e fazer a caminhada de retorno final
para a operacao inicial a menor possivel. 0 fluxo continuo tambem pode ser atingido em outras
configuracoes, incluindo linhas retas de producao, 0 que usualmente fornece grande visibilidade e
torna mais facil 0 uso de correia ou esteira para transferir as pecas.
Por Que 0Fluxo Continuo e tao IrnportanteA manufatura enxuta esforca-se para atingir 0 fluxo continuo em grande medida, porque e a
maneira mais eficiente de transformar materiais em produtos:
• Uso minimo de recursos. A quantidade de pessoas (direta ou indireta), maquinas, materiais,
predios, equipamento de movimentacao, etc., requerida para produzir se mantem no mini mo.
Isto significa alta produtividade e baixo custo.
• "Lead time" curto que permite rapids resposta para 0 cliente e urn "ciclo de conversao de
dinheiro" menor (tempo entre pagar a materia-prima e receber 0 pagamento dos produtos
feitos com esta materia-prima).
AP~NDICE A

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 123/127
• Problemas como defeitos rapidamente tornam-se aparentes em vez de permanecerem
escondidos. Os problemas podem ser identificados rapidamente e corrigidos antes de se
prosseguir. E mais facil identificar as causas raiz das anormalidades quando elas sa? detectadas
assim que ocorrem.
• Encoraja a comunicacao entre as operacoes, que se tornam ligadas em uma relacao "cliente-
fornecedor" .
Qualquer item produzido antes da real necessidade da proxima operacao do processo, cria
desperdicio, como movirnentacao extra, contagem, arrnazenagem, e outros. Quando voce ve lotes
de ate apenas uma peca extra, voce deve se conscientizar que usou urn tempo do operador para
processar e movimentar urn item que ainda nao era necessario. Voce poderia ter usado 0 tempo da
pessoa e suas habilidades para processar algo que era necessario!
Quando voce olha bem de perto mais fabricas, nao leva muito tempo para ver que embora as
pessoas estejam ocupadas, a maioria do tempo delas e na verdade usado para processar e lidar
com pecas ainda nao necessarias pela proxima operacao, ou esperar ou procurar pecas que elas
precisam. Quando os processos trabalham somente no que e imediatamente necessario, grande
quantidade de esforco, "lead time" e espaco requeridos desaparecem.
Lirnites Atuais para Fluxo Continuo
Idealmente, voce deveria ter fluxo continuo desde 0 comeco ate 0 final de seu fluxo de valor. Mas
o fluxo continuo estendido em nossas fabricas nos dias de hoje e usualmente limitado por alguns
equipamentos existentes:
• Alguns ciclos de equipamentos sao mais rapidos que a taxa de demanda do cliente, requerem
alto investirnento e precisam fazer trocas entre diferentes tipos de componentes (por exemplo,
estamparia).
• Alguns equipamentos sao muito pouco confiaveis para serem acoplados diretamente a outros
process os.
• Alguns equipamentos nao podem ter ciclos rapidos 0 suficiente para atingir 0 "takt time"
previsto durante 0 tempo de trabalho regular (por exemplo, injecao de plasticos, fundicao),
• Alguns equipamentos, como para tratamento termico, pintura e etc, sao projetados paraprocessar em lotes.
Ate 0momento, ninguern foi capaz de eliminar inteiramente a necessidade de produzir alguns
lotes adiantados, em certos locais. Mas pela melhoria continua, utilizacao criativa dos
equipamentos existentes e desenvolvimento de equipamentos simples e confiaveis que podem
ser dedicados para farnilias de produtos, os sistemas enxutos estao cada dia mais proximos disto.
~\
/~
102
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 124/127
APENDICE B: Tabela de Combina~ao de Trabalho Padronizado
Os Graficos de Balanceamento dos Operadores sao ferramentas relativamente simples e visuais
que muitas pessoas na sua fabrica podem entender e usar para identificar e eliminar desperdicios
no processo. Uma vez que voce esteja confortavel com GBOs, voce pode tentar um projeto de
processo ainda mais detalhado e uma ferramenta de analise chamada "tabela de combinacao de
trabalho padronizado" (TCTP).
A maior diferenca entre a TCTP e 0GBO e que a TCTP mostra a interacao entre operadores e
as maquinas, ou entre diferentes operadores. Uma TCTP mostra a combinacao do trabalho
manual, caminhada e processamento de maquina para um operador.
o exemplo de TCTP mostrado na proxima pagina foi preparado do seguinte modo:
1. Calcular e desenhar 0 "takt time" com uma linha vertical vermelha.
2. Listar os elementos de trabalho do operador na ordem que eles sao realizados, e numera-los.
3. Colocar os tempos do operador, da maquina e de caminhada para cada elemento de trabalho.
4. Desenhar 0 tempo de trabalho manual com uma linha solida, 0 tempo de maquina com uma
linha tracejada e 0 tempo de caminhada com uma linha ondulada. Desenhar a linha tracejada
com 0 tempo do ciclo da maquina ate a linha vertical do "takt time" e entao comece de novo a
partir da linha base. Isto revelara quando os tempos do ciclo da maquina sao muito longos,
provocando espera no proximo ciclo do operador.
APENDICE B
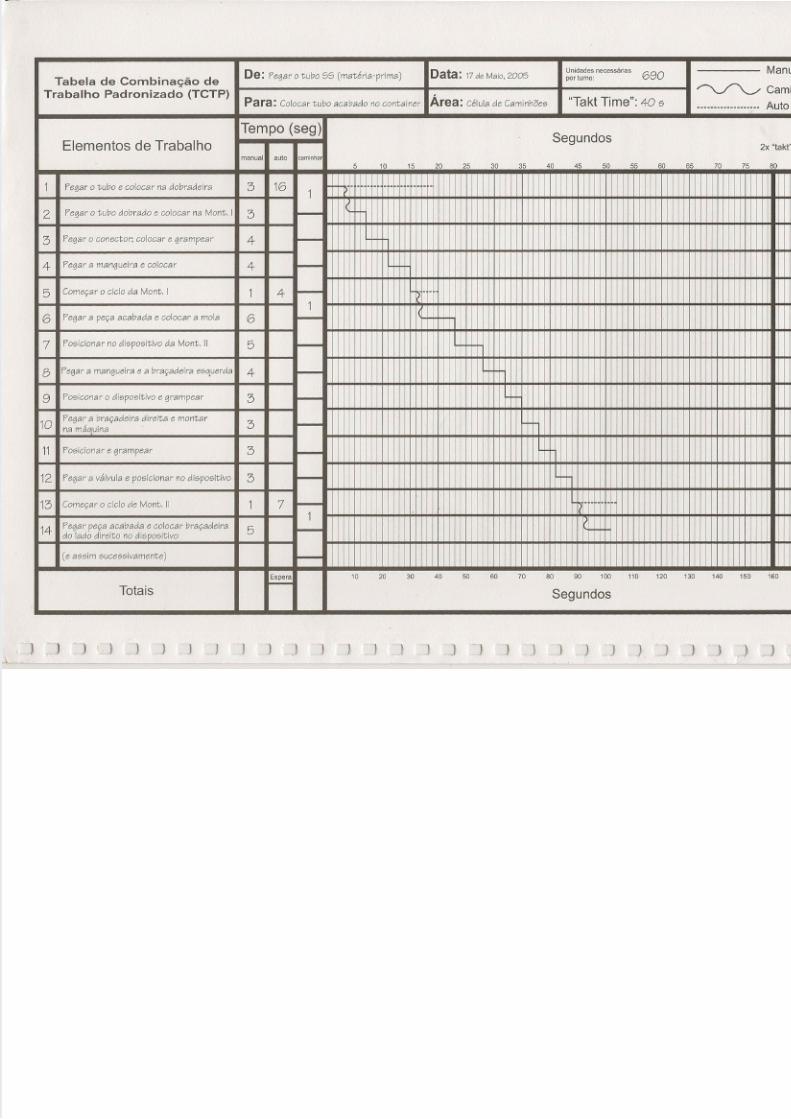
5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 125/127
De: Pegar 0 tubo SS (materia-prima) Data: 17de Maio, 2005Uni dades necessarias Manua
Tabela de Cornb+naoao depar turno: 690
Trabalho Padronizado (TCTP)Para: Colocar tubo acabado no container Area: celula de Caminhoes
~Caminhar
"T a kt T ime": 40 s ------------------- Auto
Tempo (seg)S egundos
Elementos de Trabalho 2x "takt"
ma nua l auto caminh ar
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
1Pegar 0 tubo e colocar na dobradeira
3 16
.. .. . .. . . ... .. .. -.... -
I
2 Pegar 0 tubo dobrado e colocar na Mont. I 3 I
3 Pegar 0 conector; colocar e grampear 4
4 Pegar a mangueira e colocar 4
5 Comegar 0 cicio da Mont. I 1 4 - -
16 Pegar a pep acabada e colocar a mola 6
7 Posicionar no dispositivo da Mont. II 5
8 Pegar a mangueira e a bragadeira esquerda 4
9 Posiconar 0 disposi tivo e grampear 3
10Pegar a bragadeira direita e montar
3na maGjuina
11 Posicionar e grampear 3
12 Pegar a valvula e posicionar no dispositivo 3
13 Comegar 0 cicio de Mont. II 1 7. . .. . . . .
1
14Pegar pega acabada e colocar bragadeira
5do lado direito no dispositivo
(e assim sucessivamente)
Espera 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
To tais Segundo s
\ J , } ) ) 1 J ) J J J } J, ) , ) . 1

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 126/127
estionario de Feedback
Te mo rornar e manual facil de usar, com ilustracoes simples e exemplos claros.
bemo pelo ano de experiencia, que a aplicacao de conceitos, por mais simples
que eJaIIL em 0 ganizacoe cornplexa e dificil. Assim, precisamos de sua ajuda.
£labo
pergun
e fo ulario para que voce no ajude a melhorar este manual. Depois de tentar
o con' uo em ua empre a. apreciariarnos muito receber sua resposta a tres
edida em que recebermos seu feedback, prepararemos revis6es deste
.re, norificarerno a comunidade lean sobre as novas vers6es doan e. a
CriandoFluxo Co n o.
1. Q . do na aplicacao das tecnicas apresentadas neste manual?
2. e manual mais iitil?
o Continuo voce fez fora da manufatura de partes discretas
(j rri de processo, distribuicao e services) que
o
E ail para [email protected]
L E A N IN S T IT U T E B R A S IL

5/14/2018 Livro 2 - Criando Fluxo Continuo - slidepdf.com
http://slidepdf.com/reader/full/livro-2-criando-fluxo-continuo 127/127