LABORATÓRIO DA FUNDIÇÃO RESUMO - Foundry...
12
LABORATÓRIO DA FUNDIÇÃO IDENTIFICAÇÃO DO COMPORTAMENTO DA RESINA ALCALINA DE CURA ESTER COM A VARIAÇÃO DE TEMPERATURA RESUMO No processo Alphaset, a cura do molde ocorre devido a reação de polimerização entre a resina e o catalisador. O tempo no qual a reação de polimerização ocorre é influenciado por dois fatores: temperatura e a relação entre a quantidade de resina e catalisador. Esse estudo procura estabelecer uma correlação entre estes dois fatores. Para avaliar o efeito da temperatura foi realizado o teste de gel time com a resina em diversas temperaturas, já para avaliar a variação da vazão mássica foi realizado o ensaio de Cup Ford. Observou-se que o tempo de polimerização reduz exponencialmente com o aumento da temperatura da resina. O teste de Cup Ford mostrou que a vazão da resina é muito sensível a temperatura. Quando confrontado os dois fatores, observou-se que a temperatura na qual a resina entra no processo possui um efeito dominante sobre a vida de banca do que a proporção entre resina e catalisador. REVISÃO BIBLIOGRÁFICA O gargalo para muitas fundições está na etapa de moldagem, esta que por sua vez é determinada pela vida de banca do molde. Esse tempo é em função de dois fatores: temperatura e a proporção de resina x catalisador. Em dias frios há uma diminuição da quantidade de moldes produzidos devido ao aumento do tempo da reação de cura, que é causada pela temperatura mais amena. Já em dias mais quentes há uma perda de moldes devido ao rápido processo de cura, que por vezes acontece mesmo antes de se terminar o molde. Esse problema é agravado se além da temperatura ambiente estiver elevada, acrescentarmos areia quente ao processo, pois geralmente os trocadores de calor do sistema de areia também perdem a eficiência no verão. Dessa forma é necessário trabalhar com resinas ou catalisadores que se adequem melhor a essa instabilidade no processo, e que também possam reduzir os custos do mesmo. Esse estudo procura estabelecer um entendimento entre estes dois fatores na vida de banca, estabelecendo o mais predominante, para que assim possamos otimizar o processo utilizando o melhor tipo de resina e catalisador, sem perder a produtividade. No processo de cura a frio temos dois tempos importantes, a saber: Vida de banca: tempo que o processo de polimerização da resina inicia-se Tempo de cura: tempo que o processo de polimerização termina.
Transcript of LABORATÓRIO DA FUNDIÇÃO RESUMO - Foundry...

LABORATÓRIO DA FUNDIÇÃOIDENTIFICAÇÃO DO COMPORTAMENTO DA RESINA ALCALINA DE CURA
ESTER COM A VARIAÇÃO DE TEMPERATURA
RESUMO
No processo Alphaset, a cura do molde ocorre devido a reação de polimerização entre aresina e o catalisador. O tempo no qual a reação de polimerização ocorre é influenciado pordois fatores: temperatura e a relação entre a quantidade de resina e catalisador. Esse estudoprocura estabelecer uma correlação entre estes dois fatores. Para avaliar o efeito datemperatura foi realizado o teste de gel time com a resina em diversas temperaturas, já paraavaliar a variação da vazão mássica foi realizado o ensaio de Cup Ford. Observou-se que otempo de polimerização reduz exponencialmente com o aumento da temperatura da resina.O teste de Cup Ford mostrou que a vazão da resina é muito sensível a temperatura. Quandoconfrontado os dois fatores, observou-se que a temperatura na qual a resina entra noprocesso possui um efeito dominante sobre a vida de banca do que a proporção entre resina ecatalisador.
REVISÃO BIBLIOGRÁFICA
O gargalo para muitas fundições está na etapa de moldagem, esta que por sua vez édeterminada pela vida de banca do molde. Esse tempo é em função de dois fatores:temperatura e a proporção de resina x catalisador.
Em dias frios há uma diminuição da quantidade de moldes produzidos devido aoaumento do tempo da reação de cura, que é causada pela temperatura mais amena. Já emdias mais quentes há uma perda de moldes devido ao rápido processo de cura, que por vezesacontece mesmo antes de se terminar o molde. Esse problema é agravado se além datemperatura ambiente estiver elevada, acrescentarmos areia quente ao processo, poisgeralmente os trocadores de calor do sistema de areia também perdem a eficiência no verão.
Dessa forma é necessário trabalhar com resinas ou catalisadores que se adequemmelhor a essa instabilidade no processo, e que também possam reduzir os custos do mesmo.
Esse estudo procura estabelecer um entendimento entre estes dois fatores na vida debanca, estabelecendo o mais predominante, para que assim possamos otimizar o processoutilizando o melhor tipo de resina e catalisador, sem perder a produtividade.
No processo de cura a frio temos dois tempos importantes, a saber:
Vida de banca: tempo que o processo de polimerização da resina inicia-se Tempo de cura: tempo que o processo de polimerização termina.
Atingido o tempo de cura não é possível ligar os grãos de areia, e como esses grãosnão tem ligação são removidos facilmente pelo metal líquido, podendo causar problemas naspeças. Em moldes pequenos essas diferenças não são muito sentidas e até apreciadas quandohá uma diminuição no tempo de cura, pois há um aumento na produtividade. Fator que já éindesejável em moldes grandes, pois devido à demora no preenchimento da caixa podeocorrer regiões com diferentes tempos de curas, causando a falta de coesão no molde,podendo causar quebras, penetração de metal ou em casos mais graves vazamento demoldes.
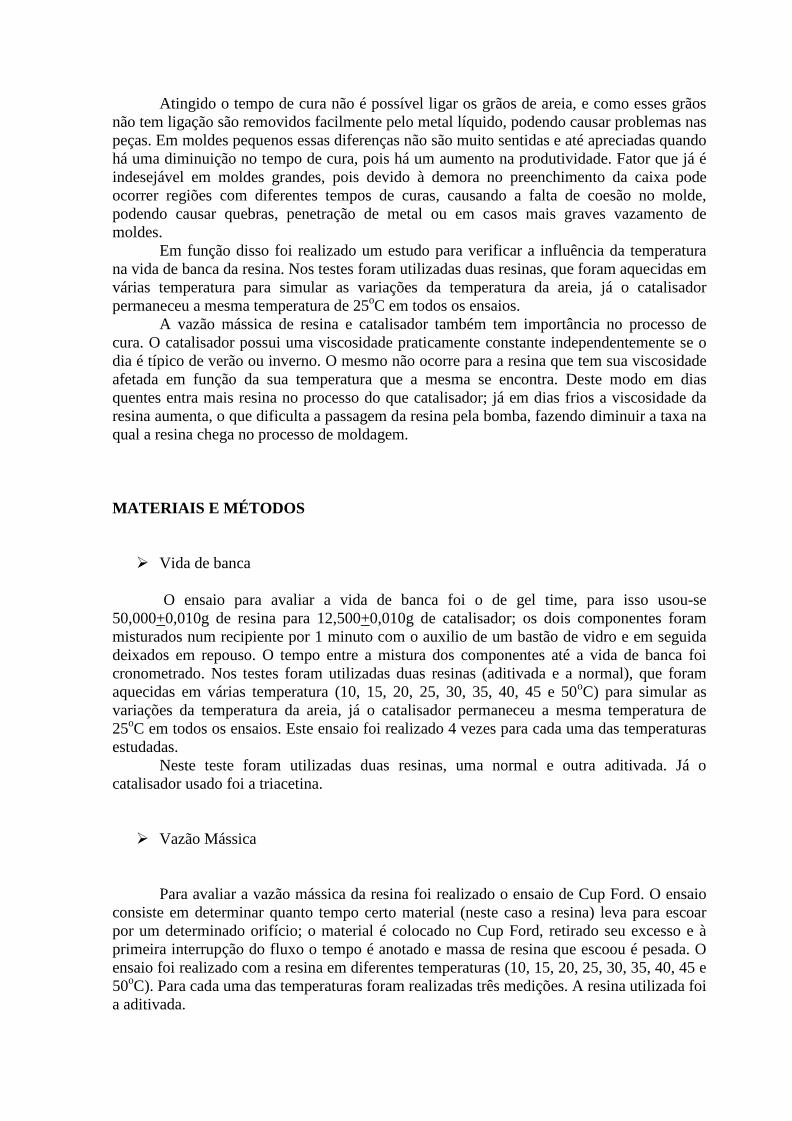
Em função disso foi realizado um estudo para verificar a influência da temperaturana vida de banca da resina. Nos testes foram utilizadas duas resinas, que foram aquecidas emvárias temperatura para simular as variações da temperatura da areia, já o catalisadorpermaneceu a mesma temperatura de 25oC em todos os ensaios.
A vazão mássica de resina e catalisador também tem importância no processo decura. O catalisador possui uma viscosidade praticamente constante independentemente se odia é típico de verão ou inverno. O mesmo não ocorre para a resina que tem sua viscosidadeafetada em função da sua temperatura que a mesma se encontra. Deste modo em diasquentes entra mais resina no processo do que catalisador; já em dias frios a viscosidade daresina aumenta, o que dificulta a passagem da resina pela bomba, fazendo diminuir a taxa naqual a resina chega no processo de moldagem.
MATERIAIS E MÉTODOS
Vida de banca
O ensaio para avaliar a vida de banca foi o de gel time, para isso usou-se50,000+0,010g de resina para 12,500+0,010g de catalisador; os dois componentes forammisturados num recipiente por 1 minuto com o auxilio de um bastão de vidro e em seguidadeixados em repouso. O tempo entre a mistura dos componentes até a vida de banca foicronometrado. Nos testes foram utilizadas duas resinas (aditivada e a normal), que foramaquecidas em várias temperatura (10, 15, 20, 25, 30, 35, 40, 45 e 50oC) para simular asvariações da temperatura da areia, já o catalisador permaneceu a mesma temperatura de25oC em todos os ensaios. Este ensaio foi realizado 4 vezes para cada uma das temperaturasestudadas.
Neste teste foram utilizadas duas resinas, uma normal e outra aditivada. Já ocatalisador usado foi a triacetina.
Vazão Mássica
Para avaliar a vazão mássica da resina foi realizado o ensaio de Cup Ford. O ensaioconsiste em determinar quanto tempo certo material (neste caso a resina) leva para escoarpor um determinado orifício; o material é colocado no Cup Ford, retirado seu excesso e àprimeira interrupção do fluxo o tempo é anotado e massa de resina que escoou é pesada. Oensaio foi realizado com a resina em diferentes temperaturas (10, 15, 20, 25, 30, 35, 40, 45 e50oC). Para cada uma das temperaturas foram realizadas três medições. A resina utilizada foia aditivada.

RESULTADOS E DISCUSSÃO
Vida de banca: resina aditivada
A Tabela 1 mostra os tempos de vida de banca obtidos no ensaio de gel time com aresina aditivada.
Tabela 1 – Tempos de vida de banca com a resina aditivada.
Temperatura da resina (oC) Amostra 1 Amostra 2 Amostra 3 Amostra 4 Média Desvio padrão10 00:13:22 00:12:27 00:13:03 00:13:24 00:13:04 00:00:2615 00:10:39 00:10:25 00:10:36 00:10:46 00:10:37 00:00:0920 00:08:33 00:08:39 00:08:54 00:08:56 00:08:46 00:00:1125 00:08:39 00:06:25 00:07:21 00:07:20 00:07:26 00:00:5530 00:05:37 00:05:45 00:05:13 00:04:45 00:05:20 00:00:2735 00:04:18 00:03:27 00:04:21 00:05:00 00:04:16 00:00:3840 00:03:21 00:03:24 00:02:58 00:02:56 00:03:10 00:00:1545 00:02:31 00:02:12 00:02:17 00:02:16 00:02:19 00:00:0850 00:01:59 00:01:47 00:01:48 00:01:45 00:01:50 00:00:06
Vida de banca (h:min:s)
O Gráfico 1 ilustra os resultados obtidos na Tabela1. Observa-se que a tendência dográfico é uma curva exponencial, quanto maior a temperatura, menor o tempo necessáriopara a cura.
00:00:0000:01:2600:02:5300:04:1900:05:4600:07:1200:08:3800:10:0500:11:3100:12:5800:14:24
0 10 20 30 40 50 60
Tem
po
de
vi d
a de
ban
ca (
mi
n)
Tempera tura da resina (oC)
Vida de banca da resina em função de sua temperatura
Gráfico 1 – Tempo de vida de banca em função da temperatura – resina aditivada.
Tomando a temperatura de 25oC como o tempo padrão temos a Tabela 2 que mostrao acréscimo ou a redução da vida de banca em função da temperatura.
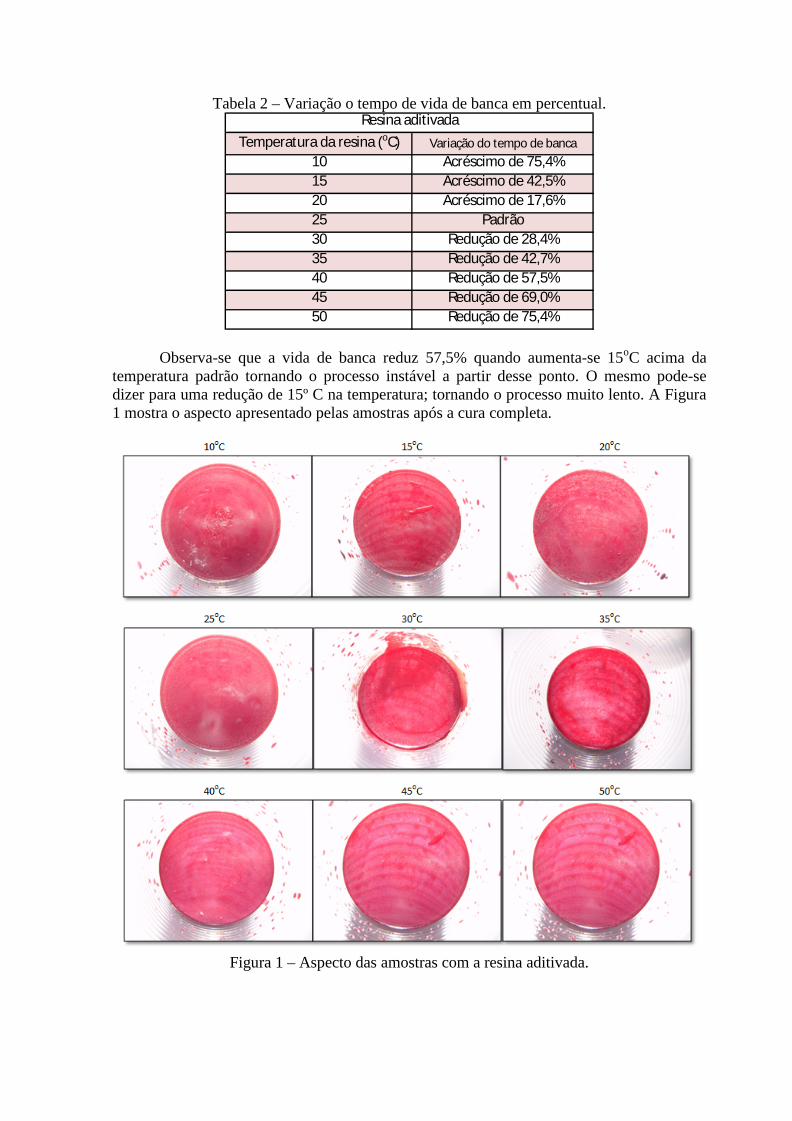
Tabela 2 – Variação o tempo de vida de banca em percentual.
Temperatura da resina (oC)101520253035404550
Variação do tempo de bancaAcréscimo de 75,4%Acréscimo de 42,5%Acréscimo de 17,6%
Redução de 28,4%Redução de 42,7%Redução de 57,5%Redução de 69,0%Redução de 75,4%
Resina aditivada
Padrão
Observa-se que a vida de banca reduz 57,5% quando aumenta-se 15oC acima datemperatura padrão tornando o processo instável a partir desse ponto. O mesmo pode-sedizer para uma redução de 15º C na temperatura; tornando o processo muito lento. A Figura1 mostra o aspecto apresentado pelas amostras após a cura completa.
Figura 1 – Aspecto das amostras com a resina aditivada.
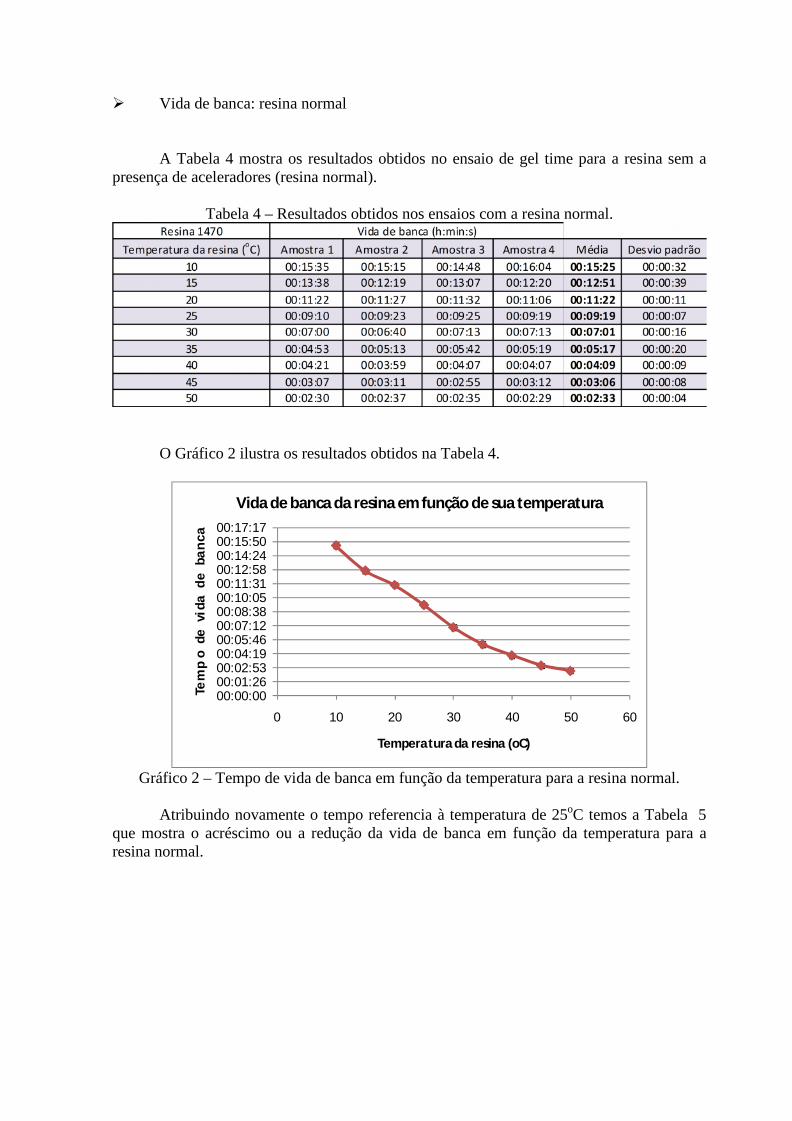
Vida de banca: resina normal
A Tabela 4 mostra os resultados obtidos no ensaio de gel time para a resina sem apresença de aceleradores (resina normal).
Tabela 4 – Resultados obtidos nos ensaios com a resina normal.Resina 1470
Temperatura da resina (oC) Amostra 1 Amostra 2 Amostra 3 Amostra 4 Média Desvio padrão10 00:15:35 00:15:15 00:14:48 00:16:04 00:15:25 00:00:3215 00:13:38 00:12:19 00:13:07 00:12:20 00:12:51 00:00:3920 00:11:22 00:11:27 00:11:32 00:11:06 00:11:22 00:00:1125 00:09:10 00:09:23 00:09:25 00:09:19 00:09:19 00:00:0730 00:07:00 00:06:40 00:07:13 00:07:13 00:07:01 00:00:1635 00:04:53 00:05:13 00:05:42 00:05:19 00:05:17 00:00:2040 00:04:21 00:03:59 00:04:07 00:04:07 00:04:09 00:00:0945 00:03:07 00:03:11 00:02:55 00:03:12 00:03:06 00:00:0850 00:02:30 00:02:37 00:02:35 00:02:29 00:02:33 00:00:04
Vida de banca (h:min:s)
O Gráfico 2 ilustra os resultados obtidos na Tabela 4.
00:00:0000:01:2600:02:5300:04:1900:05:4600:07:1200:08:3800:10:0500:11:3100:12:5800:14:2400:15:5000:17:17
0 10 20 30 40 50 60
Tem
po
de
vi d
a de
ban
ca (
mi
n)
Tempera tura da resina (oC)
Vida de banca da resina em função de sua temperatura
Gráfico 2 – Tempo de vida de banca em função da temperatura para a resina normal.
Atribuindo novamente o tempo referencia à temperatura de 25oC temos a Tabela 5que mostra o acréscimo ou a redução da vida de banca em função da temperatura para aresina normal.

Tabela 5 – Variação o tempo de vida de banca em percentual.
Temperatura da resina (oC)101520253035404550
Redução de 43,2%Redução de 55,4%Redução de 66,7%Redução de 72,6%
Padrão
Resina normalVariação do tempo de banca
Acréscimo de 65,6%Acréscimo de 30,0%Acréscimo de 22,1%
Redução de 24,6%
Podemos observar que há uma redução nos tempos de banca, entretanto comparando-se percentualmente a resina apresenta comportamento similar a aditivada, principalmenteacima de 15º C da temperatura ambiente a resina torna-se instável. A Figura 2 apresenta oaspecto obtido após o tempo de cura da resina nas diversas temperaturas estudadas.
Figura 2 – Aspecto das amostras com a resina normal.

Comparativo: vida de banca resina aditivada e resina normal
Fazendo um comparativo entre as resinas para cada temperatura específica obtemos aTabela 6, na qual observamos que em média a resina aditivada reduz 21,77% o tempo de avida de banca em comparação a resina normal.
Tabela 6 – Redução da vida de banca em função do uso da resina aditivada.
Temperatura da resina (oC)10 00:13:04 00:15:2515 00:10:37 00:12:5120 00:08:46 00:11:2225 00:07:26 00:09:1930 00:05:20 00:07:0135 00:04:16 00:05:1740 00:03:10 00:04:0945 00:02:19 00:03:0650 00:01:50 00:02:33
ResinaNormal
Redução do tempo de bancapromovida pela resina
aditivada
28,10%
4,08%Desvio padrão
Vida de banca
Média 21,77%
15,23%17,38%22,86%20,20%23,98%
25,26%
19,23%23,69%
ResinaAditivada
Já Gráfico 3, faz uma sobreposição das curvas dos Gráficos 1 e 2. Observa-se que atendência de ambas as curvas é exponencial, e que elas seguem em paralelo sendo que adistância entre ambas diminui com o aumento da temperatura.
Gráfico 3 – Tempo de banca em função da temperatura para as duas resinas estudadas.
Com relação ao aspecto apresentado pelas amostras temos as Figura 1 e 2. A resinaaditivada apresentou após a cura um tom avermelhado enquanto a resina normal apresentou-
se mais rosada. Observou-se também que para a resina aditivada quanto menor atemperatura no ensaio, mais avermelhada a amostra ficava.
Vazão Mássica
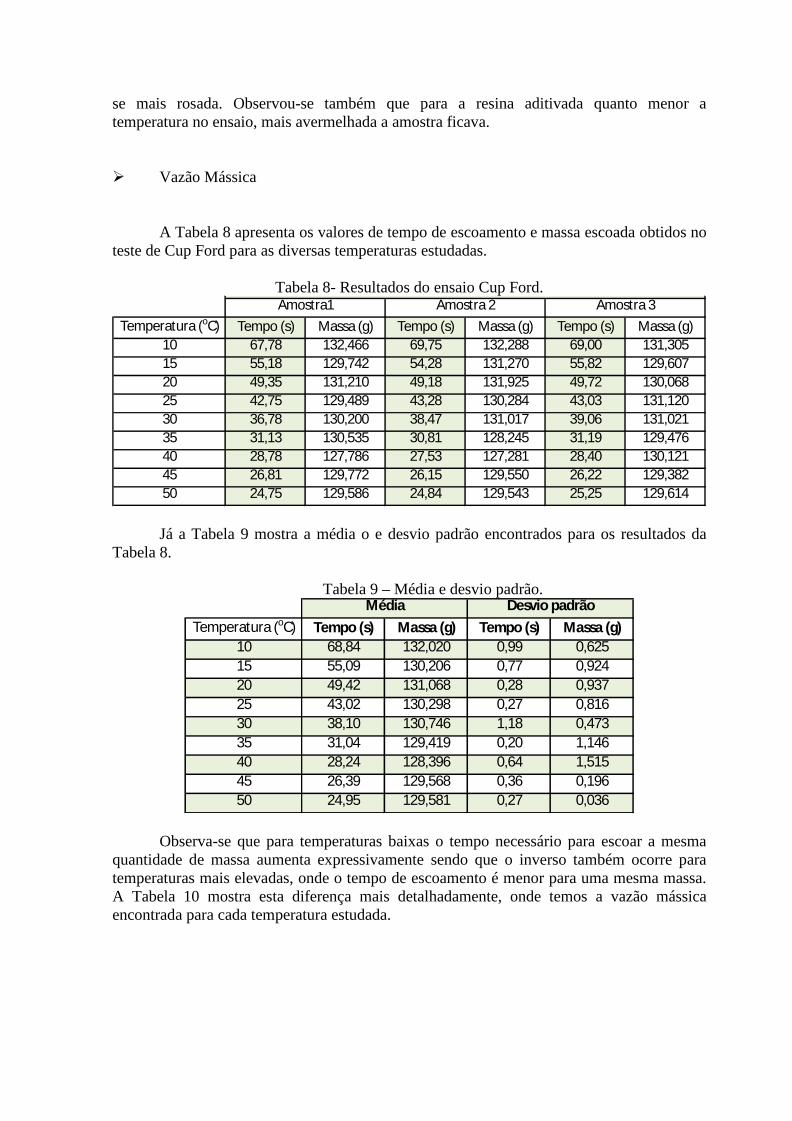
A Tabela 8 apresenta os valores de tempo de escoamento e massa escoada obtidos noteste de Cup Ford para as diversas temperaturas estudadas.
Tabela 8- Resultados do ensaio Cup Ford.
Temperatura (oC) Tempo (s) Massa (g) Tempo (s) Massa (g) Tempo (s) Massa (g)10 67,78 132,466 69,75 132,288 69,00 131,30515 55,18 129,742 54,28 131,270 55,82 129,60720 49,35 131,210 49,18 131,925 49,72 130,06825 42,75 129,489 43,28 130,284 43,03 131,12030 36,78 130,200 38,47 131,017 39,06 131,02135 31,13 130,535 30,81 128,245 31,19 129,47640 28,78 127,786 27,53 127,281 28,40 130,12145 26,81 129,772 26,15 129,550 26,22 129,38250 24,75 129,586 24,84 129,543 25,25 129,614
Amostra1 Amostra 2Resina Crius CR-1465
Amostra 3
Já a Tabela 9 mostra a média o e desvio padrão encontrados para os resultados daTabela 8.
Tabela 9 – Média e desvio padrão.
Temperatura (oC) Tempo (s) Massa (g) Tempo (s) Massa (g)10 68,84 132,020 0,99 0,62515 55,09 130,206 0,77 0,92420 49,42 131,068 0,28 0,93725 43,02 130,298 0,27 0,81630 38,10 130,746 1,18 0,47335 31,04 129,419 0,20 1,14640 28,24 128,396 0,64 1,51545 26,39 129,568 0,36 0,19650 24,95 129,581 0,27 0,036
Média Desvio padrão
Observa-se que para temperaturas baixas o tempo necessário para escoar a mesmaquantidade de massa aumenta expressivamente sendo que o inverso também ocorre paratemperaturas mais elevadas, onde o tempo de escoamento é menor para uma mesma massa.A Tabela 10 mostra esta diferença mais detalhadamente, onde temos a vazão mássicaencontrada para cada temperatura estudada.
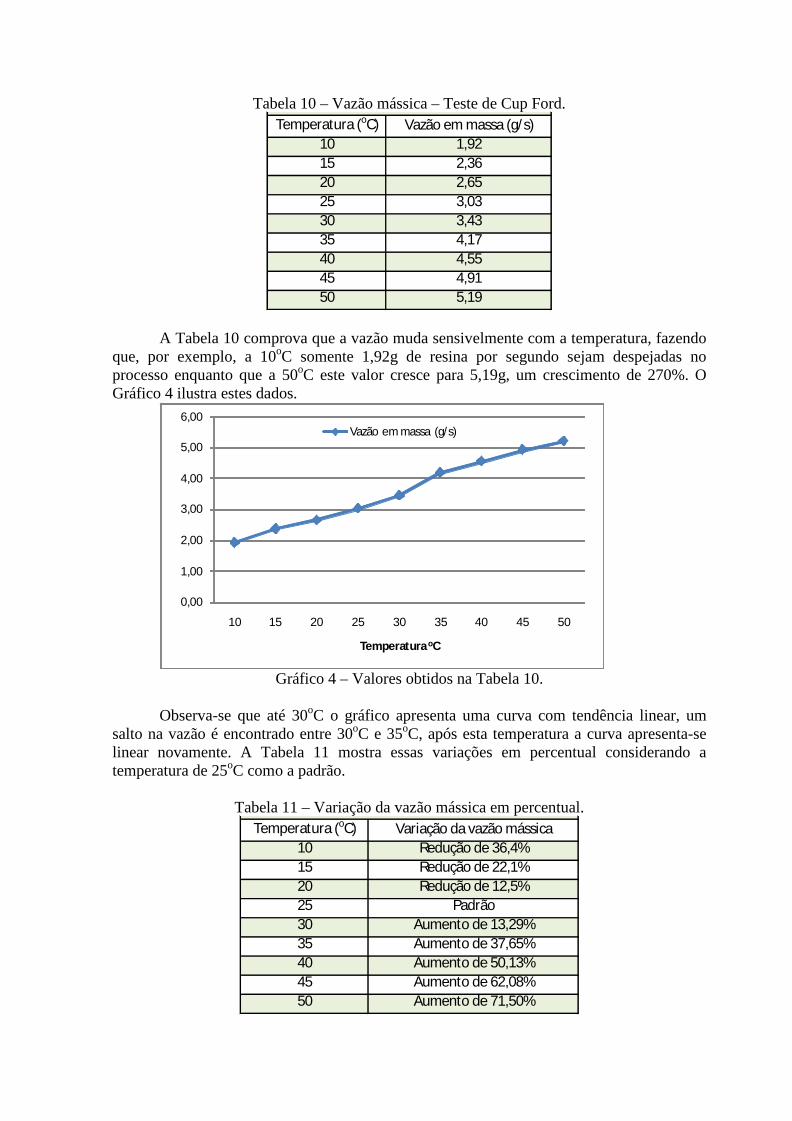
Tabela 10 – Vazão mássica – Teste de Cup Ford.Temperatura (oC) Vazão em massa (g/s)
10 1,9215 2,3620 2,6525 3,0330 3,4335 4,1740 4,5545 4,9150 5,19
Resina Crius CR-1465
A Tabela 10 comprova que a vazão muda sensivelmente com a temperatura, fazendoque, por exemplo, a 10oC somente 1,92g de resina por segundo sejam despejadas noprocesso enquanto que a 50oC este valor cresce para 5,19g, um crescimento de 270%. OGráfico 4 ilustra estes dados.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
10 15 20 25 30 35 40 45 50
Temperatura oC
Vazão em massa (g/s)
Gráfico 4 – Valores obtidos na Tabela 10.
Observa-se que até 30oC o gráfico apresenta uma curva com tendência linear, umsalto na vazão é encontrado entre 30oC e 35oC, após esta temperatura a curva apresenta-selinear novamente. A Tabela 11 mostra essas variações em percentual considerando atemperatura de 25oC como a padrão.
Tabela 11 – Variação da vazão mássica em percentual.Temperatura (oC) Variação da vazão mássica
10 Redução de 36,4%15 Redução de 22,1%20 Redução de 12,5%25 Padrão30 Aumento de 13,29%35 Aumento de 37,65%40 Aumento de 50,13%45 Aumento de 62,08%50 Aumento de 71,50%
Resina Crius CR-1465

Na Tabela 11 observa-se que o ponto mais crítico ocorre quando a temperatura passade 30oC para 35oC onde a vazão praticamente triplica.
Comparativo: vida de banca com a resina normal e vazão mássica
A fim de avaliar a influência temperatura tanto quanto da vazão mássica, foirealizado o teste de gel time nas temperaturas mais usuais encontradas em produção (15, 20,30 e 35oC) em duas etapas: utilizado-se a quantidade de resina obtida de acordo com a vazãomássica de cada temperatura, veja a Tabela 12, (note que para esse caso o percentual decatalisador em relação a massa de resina se altera para cada temperatura); e com aquantidade de resina fixa, numa proporção de 4 de resina para 1 de catalisador, veja a Tabela13. Nos testes a temperatura ambiente e do catalisador eram de 27oC.
Tabela 12 – Teste de gel time. Os parâmetros utilizados levam em consideração a vazãomássica de resina para cada temperatura usada.
15 38,95 12,5 68% x 32%20 43,75 12,5 71% x 29%30 56,64 12,5 78% x 22%35 68,83 12,5 82% x 18%
Percentual mássico deresina x catalisador
Temperatura daresina (oC)
Massa de resina (g) Massa decatalisador (g)
Tabela 13 – Teste de gel time, sem alteração na quantidade de resina.
15 50,00 12,5 75% x 25%20 50,00 12,5 75% x 25%30 50,00 12,5 75% x 25%35 50,00 12,5 75% x 25%
Percentual mássico deresina x catalisador
Massa de resina (g) Massa decatalisador (g)
Temperatura daresina (oC)
Não foram realizados testes com a temperatura de 25oC porque ela é considerada atemperatura padrão. Os resultados estão na Tabela 14.
Tabela 14 - Os resultados obtidos dos testes das Tabelas 12 e 13.
15 38,95 12,5 00:09:2915 50,00 12,5 00:09:4920 43,75 12,5 00:06:4520 50,00 12,5 00:07:3430 56,64 12,5 00:04:4430 50,00 12,5 00:04:1335 68,83 12,5 00:04:1135 50,00 12,5 00:03:47
Média dos temposencontrados (h:min:s)
Temperatura daresina (oC)
Massa de resina(g)
Massa de catalisador(g)
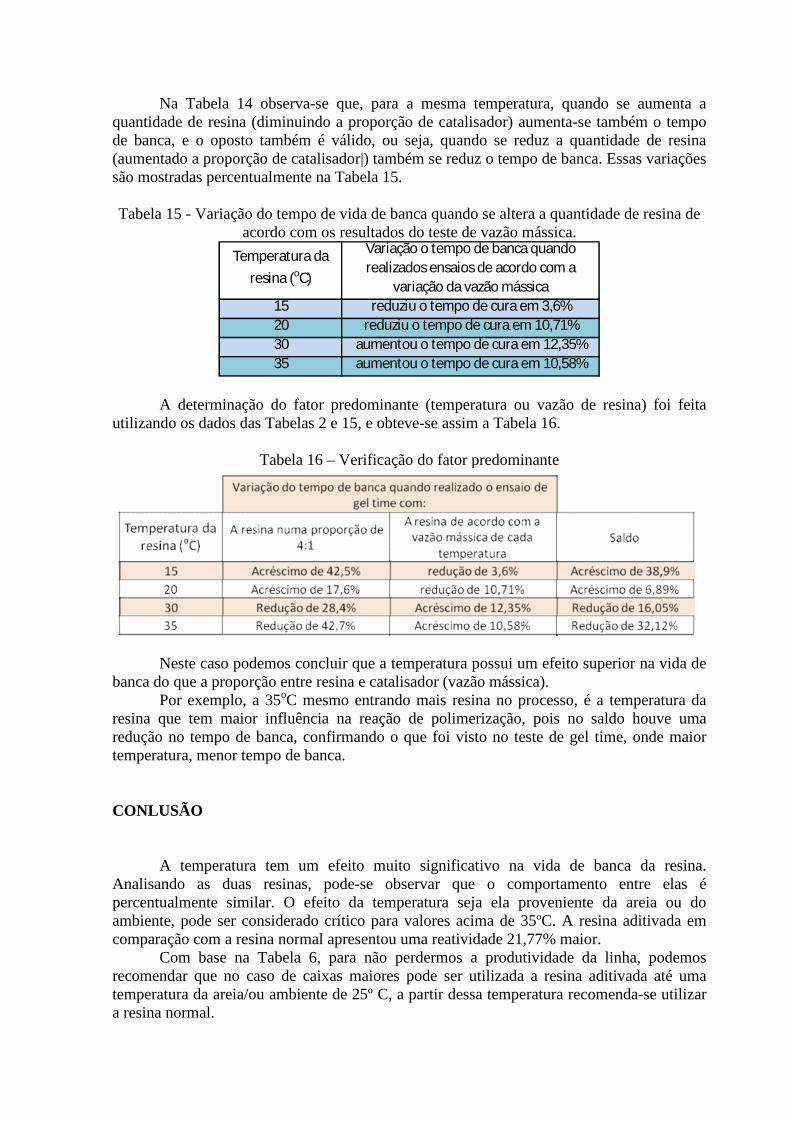
Na Tabela 14 observa-se que, para a mesma temperatura, quando se aumenta aquantidade de resina (diminuindo a proporção de catalisador) aumenta-se também o tempode banca, e o oposto também é válido, ou seja, quando se reduz a quantidade de resina(aumentado a proporção de catalisador|) também se reduz o tempo de banca. Essas variaçõessão mostradas percentualmente na Tabela 15.
Tabela 15 - Variação do tempo de vida de banca quando se altera a quantidade de resina deacordo com os resultados do teste de vazão mássica.
15203035
Temperatura daresina (oC)
reduziu o tempo de cura em 10,71%aumentou o tempo de cura em 12,35%aumentou o tempo de cura em 10,58%
Variação o tempo de banca quandorealizados ensaios de acordo com a
variação da vazão mássicareduziu o tempo de cura em 3,6%
A determinação do fator predominante (temperatura ou vazão de resina) foi feitautilizando os dados das Tabelas 2 e 15, e obteve-se assim a Tabela 16.
Tabela 16 – Verificação do fator predominante
Neste caso podemos concluir que a temperatura possui um efeito superior na vida debanca do que a proporção entre resina e catalisador (vazão mássica).
Por exemplo, a 35oC mesmo entrando mais resina no processo, é a temperatura daresina que tem maior influência na reação de polimerização, pois no saldo houve umaredução no tempo de banca, confirmando o que foi visto no teste de gel time, onde maiortemperatura, menor tempo de banca.
CONLUSÃO
A temperatura tem um efeito muito significativo na vida de banca da resina.Analisando as duas resinas, pode-se observar que o comportamento entre elas épercentualmente similar. O efeito da temperatura seja ela proveniente da areia ou doambiente, pode ser considerado crítico para valores acima de 35ºC. A resina aditivada emcomparação com a resina normal apresentou uma reatividade 21,77% maior.
Com base na Tabela 6, para não perdermos a produtividade da linha, podemosrecomendar que no caso de caixas maiores pode ser utilizada a resina aditivada até umatemperatura da areia/ou ambiente de 25º C, a partir dessa temperatura recomenda-se utilizara resina normal.
Para a linha de moldes pequenos a resina aditivada pode ser usada até 35º C, depois aresina normal passa a ser a mais indicada. Dessa forma utilizamos a resina aditivada emsubstituição de catalisadores mais rápidos, que possuem um custo superior a triacetina, semperder a qualidade e a produção da linha.
A temperatura tem um efeito expressivo na vazão mássica da resina. Esse efeito émais pronunciado para temperaturas acima de 30oC.
No comparativo entre temperatura e quantidade de resina x catalisador, vemos que aproporção entre resina e catalisador que entra no processo possui um efeito inferior do queda temperatura, no que diz respeito ao tempo de vida de banca do molde.
KELI VANESSA SALVADOR DAMIN AGUINALDO PEREIRA GONSALEZEngenheira de Materiais Engenheiro Metalurgista