
JESUEL CREPALDI JUNIOR -...
119
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DEPARTAMENTO ACADÊMICO DE ENGENHARIA DE MATERIAIS CURSO DE ENGENHARIA DE MATERIAIS JESUEL CREPALDI JUNIOR EFEITO DA DILUIÇÃO DE ETANOL EM ÓLEO LUBRIFICANTE DE BAIXA VISCOSIDADE NO COMPORTAMENTO TRIBOLÓGICO DO CONTATO ANEL DO PISTÃO/ CILINDRO TRABALHO DE CONCLUSÃO DE CURSO LONDRINA 2017
Transcript of JESUEL CREPALDI JUNIOR -...
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
DEPARTAMENTO ACADÊMICO DE ENGENHARIA DE MATERIAIS
CURSO DE ENGENHARIA DE MATERIAIS
JESUEL CREPALDI JUNIOR
EFEITO DA DILUIÇÃO DE ETANOL EM ÓLEO LUBRIFICANTE DE
BAIXA VISCOSIDADE NO COMPORTAMENTO TRIBOLÓGICO DO
CONTATO ANEL DO PISTÃO/ CILINDRO
TRABALHO DE CONCLUSÃO DE CURSO
LONDRINA
2017

JESUEL CREPALDI JUNIOR
EFEITO DA DILUIÇÃO DE ETANOL EM ÓLEO LUBRIFICANTE DE
BAIXA VISCOSIDADE NO COMPORTAMENTO TRIBOLÓGICO DO
CONTATO ANEL DO PISTÃO/ CILINDRO
LONDRINA
2017
Trabalho de conclusão de curso apresentado ao departamento de Engenharia de Materiais da Universidade Tecnológica Federal do Paraná como requisito parcial para a obtenção do título de Bacharel em Engenharia de Materiais. Orientador: Prof. Dr. João Luiz do Vale Co-orientador: Dr. Eduardo Tomanik
A Folha de Aprovação assinada encontra-se na Coordenação do Curso.
TERMO DE APROVAÇÃO
JESUEL CREPALDI JUNIOR
EFEITO DA DILUIÇÃO DE ETANOL EM ÓLEO LUBRIFICANTE DE BAIXA VISCOSIDADE NO COMPORTAMENTO TRIBOLÓGICO DO
CONTATO ANEL DO PISTÃO/ CILINDRO
Trabalho de conclusão de curso apresentado no dia 26 de outubro de 2017 como
requisito para obtenção do título de Bacharel em Engenharia de Materiais da
Universidade Tecnológica Federal do Paraná, Campus Londrina. O candidato foi
arguido pela Banca Examinadora composta pelos professores abaixo assinados.
Após deliberação, a Banca Examinadora considerou o trabalho aprovado.
_____________________________________________________ Profa. Dra. Silvia Midori Higa
(UTFPR – DAEMA – LD)
_____________________________________________________ Prof. Dr. Amadeu Lombardi Neto
(UTFPR – DAMEC – LD)
_____________________________________________________ Prof. Dr. João Luiz do Vale (UTFPR – DAMEC – LD)
_____________________________________________________ Prof. Dr. Fabiano Moreno Peres
(UTFPR – Departamento Acadêmico de Engenharia de Materiais) Coordenador do Curso de Engenharia de Materiais
Ministério da Educação
Universidade Tecnológica Federal do Paraná Campus Londrina
Coordenação de Engenharia de Materiais

Aos meus pais, Maria Claudina Pinheiro Crepaldi e Jesuel Crepaldi, pessoas
humildes, as quais se dedicaram plena e ardorosamente ao meu processo de
educação formal.
À Ellen Rodrigues dos Santos, pelo companheirismo e apoio durante a minha
jornada de formação profissional e pessoal, apesar das dificuldades.
Aos meus orientadores e colaboradores, João Luiz do Vale, Eduardo
Tomanik, Ciro Galvão, Roberto Souza e Francisco José Profito, pessoas de
caráter idôneo, comprometidas a sempre dar e receber, aprender e ensinar,
pois afinal, o conhecimento pertence a todos.
AGRADECIMENTOS
Certamente gostaria de mencionar todos que contribuíram à minha
experiência profissional nesses parágrafos que se seguem, porém não há meios de
inserir todas as pessoas que fizeram a diferença nessa parte importante da minha
vida, e peço desculpas desde já caso não atendi ou mencionei o nome de alguém.
O presente trabalho foi originado durante meu período de participação em um
bridge Project do consórcio denominado Triboflex, o qual tem como objetivo gerar
soluções tribológicas inovadoras para o mercado de motores Flex Fuel.
Dessa forma, gostaria de primeiramente citar os nomes das instituições e
empresas, as quais reuniram esforços em torno do tema estudado aqui. Assim, é com
imenso prazer que menciono a Idemitsu Lube South America Ltda, a qual concedeu
todos os lubrificantes que foram utilizados para a realização dos ensaios anel sobre
camisa do cilindro. Esses últimos materiais foram doados pelo centro de tecnologia
da Mahle do Brasil Ltda., que é um dos mais competentes em excelência e tecnologia
de anéis de pistão em esfera global. Dessa forma, também deixo registrado meus
sinceros agradecimentos à Mahle do Brasil.
Aqui, gostaria de mencionar também a participação crucial da USP e mais
especificamente do LFS – Laboratório de fenômenos de superfície, o qual foi
responsável pelo desenvolvimento e amadurecimento das ideias que são expostas
aqui. Através do LFS – um laboratório altamente equipado quando o assunto é
tribologia de motores de combustão interna, foi possível realizar técnicas avançadas
de caracterização de materiais como RAMAN, MEV, EDX e interferometria
tridimensional de luz verde, as quais foram cruciais para obter resultados sólidos e
confiáveis.
Por último, gostaria de apontar alguns nomes que colaboraram e muito na
minha jornada desde o início até a concretização deste trabalho. Portanto, é com
satisfação que aponto os senhores João Luiz do Vale, Eduardo Tomanik, Ciro Galvão,
Roberto Souza e Francisco José Profito, como sendo o grande ombro, em cima do
qual me apoiei para chegar até aqui.
RESUMO
CREPALDI, J. Efeito da diluição de etanol em óleo lubrificante de baixa viscosidade no comportamento tribológico do contato anel do pistão/cilindro. 2017. 118 f. Trabalho de conclusão de curso – Engenharia de Materiais, Universidade Tecnológica Federal do Paraná. Londrina, 2017. Com a tendência mundial ao pensamento sustentável, biocombustíveis renováveis como o etanol vem ganhando cada vez mais espaço, e a sua aplicação em motores Flex Fuel oferece vários benefícios, como a redução da emissão de CO2. Porém, a utilização de etanol como combustível traz alguns obstáculos tribológicos significantes. Neste contexto, o presente trabalho teve como principal objetivo analisar a influência da diluição, por etanol anidro e hidratado, de um lubrificante de baixa viscosidade 0W-20 API SN no comportamento tribológico do contato anel do pistão/camisa do cilindro por meio de um teste reciprocativo conduzido em um tribômetro SRV. As amostras da camisa brunida, fabricada em ferro fundido cinzento, e do anel PVD, foram extraídas diretamente de peças reais de um motor de combustão interna. O comportamento tribológico foi avaliado com base em resultados obtidos em dois tipos de ensaios independentes - ensaios de curta duração, representativos das sequencias de atrito, e de longa duração, representativos da sequência de desgaste. Com esse procedimento, o atrito foi avaliado a partir dos resultados obtidos de ambos os ensaios por meio da sua caracterização em curvas Stribeck-like, bem como do seu comportamento em função do tempo - obtido nos ensaios de longa duração. O desgaste foi discutido em relação a perda volumétrica da camisa do cilindro. Com base nos resultados obtidos, foi encontrado que, a adição do modificador de atrito - friction modifier (FM) à formulação do óleo base melhorou o desempenho tribológico. Assim, atrito e desgaste foram reduzidos substancialmente, o que atesta desempenho superior desse lubrificante em regimes de atrito misto e limítrofe devido a influência do FM. Porém, quando etanol anidro ou hidratado estavam presentes nesse óleo, o comportamento tribológico mudou consideravelmente – atrito e desgaste aumentaram, principalmente em condições representativas do ciclo urbano aplicadas aos ensaios, com a presença do etanol hidratado perdurando por mais tempo. Estas condições seriam equivalentes a partida a frio do motor de combustão interna e seu aquecimento durante trajetos de curta duração. Após os testes, a presença de tribofilme proveniente do FM foi constatada na superfície desgastada de todas as camisas, e uma relação entre o volume de desgaste medido e a área recoberta por esse tribofilme foi encontrada. Desta maneira, a presença de etanol anidro e hidratado influencia o comportamento tribológico do contato anel do pistão/camisa decisivamente, principalmente em baixas temperaturas onde a presença de etanol e água aparenta alterar as propriedades do lubrificante, de modo a causar aumento do CoF e do desgaste. Palavras-chave: Etanol. Diluição. Lubrificante. Tribologia. Stribeck-like. Anel do pistão/cilindro. Modificador de atrito. Tribofilme.

ABSTRACT
CREPALDI, J. Effect of the ethanol dilution in a low viscosity engine oil lubricant on the tribological behavior of piston ring/cylinder liner contact. 2017. 118 f. Trabalho de conclusão de curso – Engenharia de Materiais, Universidade Tecnológica Federal do Paraná. Londrina, 2017. With the worldwide trend towards sustainable thinking, renewable biofuels such as ethanol are gaining further importance, and its application in Flex Fuel engines provides several benefits such as the lowering of CO2 emissions. However, the use of ethanol as a fuel brings some significant tribological drawbacks. With this in mind, the present work had as its main goal the analysis of both anhydrous and hydrated ethanol dilution effect in a low viscosity engine oil lubricant 0W-20 API SN on the tribological behavior of piston ring/cylinder liner contact with aid of a reciprocating test conducted by a SRV tribometer. Honed gray cast iron cylinder liner and PVD ring samples were taken directly from an internal combustion engine. The tribological behavior was evaluated with regard to the results acquired in two independent tests: short and long duration tests, representative of friction and wear sequences, respectively. With this procedure, CoF was judged from both tests by means of its characterization depicted on Stribeck-like curves, as well as of its behavior as a function of time, recorded from the long duration tests. Wear was discussed according to its response based on the liner worn surfaces measures. Relating to the results obtained, it was found that, with the addition of the Friction Modifier to the base oil formulation, both friction and wear reduced substantially, which attests the superior performance of such oil in mixed and boundary friction regimes due the FM influence. However, when anhydrous or hydrated ethanol were present in this lubricant, the tribological behavior was changed notably – friction and wear increased markedly, mainly in conditions representative of urban cycle, i. e., cold-start, warm-up and short-trips occasions, with the presence of hydrated ethanol lasting longer. After the tests, the tribolfilm presence provided by the FM was found on the surfaces for all tested liners, and a correlation between the measured wear volumes and the area covered by the tribofilm was encountered. Hereby, the anhydrous and hydrated ethanol presence influences the tribological behavior of the piston ring/cylinder liner contact critically, mainly at low temperatures, when ethanol and water might alter the lubricant properties and performance by increasing both CoF and wear. Keywords: Ethanol. Dilution. Lubricant. Tribology. Stribeck-like. Piston ring/cylinder liner. Friction Modifier. Tribofilm
LISTA DE FIGURAS
Figura 1 - Representação esquemática da distribuição da conversão de energia em
um motor Otto enfatizando as perdas por atrito no conjunto de anéis ...................... 19
Figura 2 - Área real do contato de superfícies rugosas em contato; Ar é a área de
contato real, ou seja, 𝐴𝑟 = 𝑖 = 1𝑛𝐴𝑖 , n é o número de asperezas .......................... 22
Figura 3 - Esquema de um sistema tribológico ......................................................... 23
Figura 4 - Exemplos de tribossistemas e seus principais objetivos ........................... 24
Figura 5 - Representação esquemática do modelo para o atrito embasados em a)
forças adesivas e b) forças que causam deformação ............................................... 25
Figura 6 - Representação esquemática dos 4 principais mecanismos de desgaste . 27
Figura 7 - Desgaste abrasivo à (a) 2 e (b) 3 corpos .................................................. 28
Figura 8 - Camisa de cilindro de um motor danificada por scuffing ........................... 29
Figura 9 - Aparência das superfícies desgastadas por: (a) adesão, (b) abrasão, (c)
fadiga superficial e (d) reação triboquímica ............................................................... 30
Figura 10 - Representação esquemática do diagrama de Stribeck ilustrando os
regimes de lubrificação ............................................................................................. 32
Figura 11 - Principio da geração do filme hidrodinâmico entre duas superfícies não
paralelas .................................................................................................................... 34
Figura 12 - Exemplo da aplicação do formato de uma superfície parabólica em um
anel de pistão ............................................................................................................ 35
Figura 13 - Avaliação do índice de viscosidade ........................................................ 37
Figura 14 - Gráfico de temperatura-viscosidade para alguns óleos multi/monograu . 39
Figura 15 - Efeito do desempenho do antioxidante na limpeza do motor: de alta à boa
até média (da esquerda para a direita) ..................................................................... 41
Figura 16 - Representação esquemática da mudança da conformação do corretor de
viscosidade durante o aumento da temperatura ....................................................... 42
Figura 17 - Fórmula química estrutural do ZDDP ...................................................... 43
Figura 18 - Evolução da estrutura de almofada (pad-like) do tribofilme de ZDDP,
medida por meio da técnica AFM .............................................................................. 44
Figura 19 - Representação esquemática da estrutura e composição da almofada (pad-
like) ............................................................................................................................ 45
Figura 20 - Representação esquemática do mecanismo de lubrificação limítrofe na
presença de um agente formador de filme, FM. ........................................................ 46
Figura 21 - Espectro Raman dos picos e valos da zona de desgaste transversal na
presença de um óleo 5W30-SM ................................................................................ 47
Figura 22 - Estrutura e função do sulfanato de cálcio e sua ação como aditivo
detergente e dispersante ........................................................................................... 48
Figura 23 - Evolução dos óleos lubrificantes segundo as especificações da API ..... 50
Figura 24 - Motor de combustão interna reciprocativo .............................................. 51
Figura 25 - Panorama geral dos componentes de relevância dos motores de
combustão interna, os quais redução de atrito e desgaste são desejáveis ............... 52
Figura 26 - Representação do conjunto do pistão. .................................................... 53
Figura 27 - Exemplo do conjunto de anéis para diferentes tipos de motores ............ 54
Figura 28 - Representação esquemática do tribossistema anel do pistão/cilindro .... 55
Figura 29 - Representação esquemática do perfil de desgaste do cilindro causado pelo
deslizamento do conjunto de anéis no PMS.............................................................. 56
Figura 30 - Tecnologias de recobrimento utilizadas no conjunto de anéis, as quais
visam redução de atrito e desgaste ........................................................................... 58
Figura 31 - Imagem adquirida por MEV de um recobrimento DLC no primeiro anel de
compressão ............................................................................................................... 60
Figura 32 - Comparação relativa do CoF para diferentes tipos de recobrimentos
utilizados em anéis, medidos em um tribômetro SRV sob condições de lubrificação
mista .......................................................................................................................... 60
Figura 33 - Processos de produção para blocos de motores e superfícies de cilindros
.................................................................................................................................. 61
Figura 34 – (a) Representação esquemática do processo LDS-TWAS e (b) a
concomitante superfície do cilindro originada no processo de recobrimento ............ 63
Figura 35 - Representação esquemática do processo de brunimento ...................... 64
Figura 36 – (a) Exemplo da topografia do cilindro produzida pelo processo de
brunimento, bem como (b) a representação esquemática de suas funções ............. 65
Figura 37 - Comparação por meio de MEV entre as superfícies brunidas de FoFo
cinzento antes e após ensaio de 4 hs (condição de Fn=75 N, f=5 Hz e Cp=10 mm) 66
Figura 38 - Topografia da superfície do cilindro estruturada por Laser ..................... 67
Figura 39 - Equipamento a) CETR UMT e b) representação esquemática do
movimento reciprocativo; c) curva de Stribeck obtidas através dos testes de atrito a 50
N e d) resultados das medições do desgaste para diferentes acabamentos superficiais
.................................................................................................................................. 68
Figura 40 - Representação esquemática da cadeia de testes tribológicos aplicada à
avalição do anel/cilindro. ........................................................................................... 69
Figura 41 - Fluxograma dos procedimentos do trabalho. .......................................... 70
Figura 42 - Bancada de teste da SRV4 com detalhe da montagem do segmento do
anel e do cilindro. 1) Suporte do anel do pistão, 2) Suporte do cilindro, 3) Bloco de
aquecimento com piezo-elemento, 4) Biela para a aplicação da força FN e 5) Braço
linear de movimentação. ........................................................................................... 71
Figura 43 – Esquema dos corpos de prova (a) da camisa do cilindro e (b) do anel do
pistão. ........................................................................................................................ 72
Figura 44 - Imagens (a) e (b) da superfície do anel em diferentes magnificações
obtidas por estereoscópio, (c) e (d) são imagens da superfície da camisa adquiridas
por estereoscopia e MEV, respectivamente. ............................................................. 75
Figura 45 - Curva de Abott-Firestone com os parâmetros da família Sk para a Camisa
e o anel. .................................................................................................................... 78
Figura 46 - Variações de óleo B e C provenientes da diluição de etanol e etanol mais
água no óleo A. ......................................................................................................... 80
Figura 47 - Suportes para o segmento do anel e camisa. ......................................... 81
Figura 48 - a) e b) dispositivo para alinhamento dos corpos de prova, c) e d) corpos
de prova alinhados. ................................................................................................... 82
Figura 49 - Configuração da montagem dos corpos de prova no interior da câmara de
ensaio da SRV. 1) Segmento do anel, 2) Suporte do anel, 3) Suporte da camisa
preenchido com óleo, 4) Parafuso de fixação lateral. ................................................ 83
Figura 50 - Esquema do procedimento sequencial para avaliação do comportamento
tribológico. ................................................................................................................. 83
Figura 51 - Representação gráfica das etapas do procedimento com seus respectivos
parâmetros. ............................................................................................................... 85
Figura 52 - Representação do CoF instantâneo (FSA) medido e salvo no sistema de
controle do tribômetro SRV. Parâmetros de obtenção de dados: carga = 50N,
temperatura = 50°C, frequência = 20 Hz, curso = 3 mm. .......................................... 87
Figura 53 - Configuração do CCI para a medição do desgaste na camisa. .............. 88

Figura 54 - Imagem topográfica da zona de desgaste medida por interferômetro de luz
verde CCI ilustrando a sobreposição de perfis obtidas por medições sequenciais de
dentro e fora da zona de desgaste – após a filtragem de forma. .............................. 89
Figura 55 - Perfil transversal da zona de desgaste representada em vermelho. ....... 90
Figura 56 – Comportamento do CoF PTP durante os primeiros minutos do ensaio para
os óleos BL e A. Os parâmetros como temperatura (50 °C) e carga (50 N) são
mantidos constantes. Na transição para dois minutos há aumento da frequência de 5
para 10 Hz. ................................................................................................................ 91
Figura 57 - Curvas Stribeck-like dos óleos BL e A a (A) 50 °C e (B) 130 °C
representando o CoF energético médio das zonas de avaliação de atrito do protocolo
de teste. .................................................................................................................... 93
Figura 58 – Espectros RAMAN representativos do platô – em vermelho, e sulco – em
preto da zona de desgaste da camisa ensaiada com óleo A identificando a presença
de tribofilme formado pós-ensaio nos platôs e a ausência dos mesmos nos sulcos. 95
Figura 59 – Curvas Stribeck-like dos óleos A, B e C a (A) 50 °C e (B) 130 °C
representativos do CoF energético médio das zonas de atrito do protocolo de teste.
.................................................................................................................................. 97
Figura 60 - CoF FSA dos óleos B – verde, e C – azul, medidos ao longo do curso do
pistão indicando redução de atrito principalmente nas zonas de reversão quando o
passo reverso da sequência de atrito é aplicado. Velocidade = 5 Hz, carga = 50 N e
temperatura = 50 °C. ................................................................................................. 98
Figura 61 – Imagens obtidas por microscópio óptico das superfícies pós-ensaio com
os óleos A, B e C – da direita para a esquerda. Magnificação X100. ...................... 100
Figura 62 - Volume do desgaste pós-ensaio mensurado em diferentes camisas que
foram ensaiadas na presença de seus respectivos óleos. ...................................... 102
Figura 63 – Imagens obtidas por MEV do interior das zonas de desgaste das camisas
que foram ensaiadas com os óleos A (à esquerda) e C (à direita). ......................... 106
Figura 64 - Coeficiente de atrito FSA medido durante a sequência de desgaste de
diferentes tipos de óleos. Condição: Carga = 200 N, frequência = 20 Hz, temperatura
= 130 °C, velocidade máxima no meio do curso = 0,18 m/s. .................................. 107
LISTA DE TABELAS
Tabela 1 - Classificação SAE de óleos para motores. .............................................. 38
Tabela 2 -– Imagens da seção transversal do anel e camisa, adquiridas por meio da
técnica de microscopia eletrônica de varredura (1ª coluna) da região superficial, bem
como microscopia óptica do interior dos corpos de prova (2ª coluna). ..................... 74
Tabela 3 - imagens e perfis obtidos por meio de perfilometria óptica do anel (1ª coluna)
e da camisa (2ª coluna). ............................................................................................ 77
Tabela 4 – Descrição do óleo base utilizado. ............................................................ 79
Tabela 5 - Descrição das etapas apresentadas na Figura 51 das etapas do
procedimento empregado nos testes. ....................................................................... 86
Tabela 6 - Imagens obtidas por estereoscópio das regiões de contato entre o anel e a
camisa para os óleos testados BL e A. ..................................................................... 94
Tabela 7 – Quantificação por EDX dos elementos presentes na superfície de
deslizamento das camisas representativas dos óleos BL e A. ................................ 103
Tabela 8 - Aspecto superficial das zonas de desgaste representativas das camisas e
dos anéis após os ensaios com diferentes tipos de óleos. 1ª coluna – representação
tridimensional, 2ª coluna – imagem obtida por estereoscópio da camisa, 3ª coluna –
imagem obtida por estereoscópio do anel. Elipses vermelhas indicam ranhuras axiais.
................................................................................................................................ 104
LISTA DE ABREVIATURAS, SIGLAS E ACRÔNIMOS
ACEA Association des Constructeurs Européens d‘Automobiles
API American Petroleum Institute
AW Anti-Wear
BSE Backscattered Electrons
CI Combustion Ignition
CoF Coefficient of Friction
CP Comprimento da pista
DLC Diamond Like Carbon
EDX Energy dispersive X-ray spectroscopy
EHD ElastoHidrodynamic
EP Extreme Pressure
FFP Ferro fundido cinzento perlítico
FM Friction Modifier
FoFo Ferro Fundido
GfT Gesellschaft für Tribologie
GMO Glyceryl Monooleate
HDEP Heavy-Duty Engine Platform
ISO International Organization for Standartization
IV Índice de Viscosidade
JASO Japan Automobile Standard Organization
LDS Lichtbogendrahtsptrizen
MCI Motor de Combustão Interna
MoDTC Ditiocarbamato de Molibdênio
MTM Mini Traction Machine
OEM Original Equipment Manufacturer
PMI Ponto Morto Inferior
PMS Ponto Morto Superior
R&D Research and Development
SAE Society of Automotive Engineers
SEI Secondary Electron Imaging
SI Spark Ignition
SLIM Spacer Layer Imaging
SRV Schwing-Reib-Verschleiß
TAN Total Acid Number
TDC Top Dead Center
TWAS Twin Wire Arc Spray
UMT Universal Mechanical Tester
VI Viscosity Improver
WOT Wide Open Throtle
ZDDP Dialquilditiofosfato de Zinco
SUMÁRIO
1 INTRODUÇÃO ...................................................................................................... 16
1.1 OBJETIVOS .................................................................................................... 18
1.1.1 GERAL ................................................................................................... 18
1.1.2 ESPECÍFICOS ....................................................................................... 18
1.2 JUSTIFICATIVA .............................................................................................. 19
2 REFERENCIAL TEÓRICO ................................................................................... 21
2.1 FUNDAMENTOS DA TRIBOLOGIA ............................................................... 21
2.1.1 Contato entre sólidos ............................................................................. 21
2.1.2 Tribossistemas ....................................................................................... 22
2.1.3 Atrito ....................................................................................................... 24
2.1.4 Mecanismos de Desgaste ...................................................................... 26
2.1.5 Lubrificação ............................................................................................ 30
2.1.5.1 Óleo para motores e aditivação ..................................................... 36
2.2 TRIBOLOGIA DE MOTORES DE COMBUSTÃO INTERNA .......................... 50
2.2.1 Tribologia anel do pistão/cilindro ............................................................ 53
2.3 MEIOS TRIBOLÓGICOS PARA A REDUÇÃO DE ATRITO E DESGASTE EM
MOTORES DE COMBUSTÃO INTERNA ........................................................... 57
2.3.1 Recobrimentos com atrito reduzido ........................................................ 57
2.3.2 Texturização de superfícies.................................................................... 63
2.4 CADEIA DE TESTES TRIBOLÓGICOS ......................................................... 68
3 MATERIAIS E MÉTODOS .................................................................................... 70
3.1 DESCRIÇÃO DA BANCADA DE TESTE RECIPROCATIVO ......................... 70
3.2 MATERIAIS .................................................................................................... 72
3.2.1 Anel do pistão e camisa do cilindro ........................................................ 72
3.2.2 Óleo lubrificante ..................................................................................... 79
3.3 MÉTODOS ...................................................................................................... 80
3.3.1 Montagem do ensaio .............................................................................. 80
3.3.2 Procedimento do teste ........................................................................... 83
3.3.3 Análise do coeficiente de atrito ............................................................... 86
3.3.4 Medição e análise do desgaste .............................................................. 88
4 RESULTADOS E DISCUSSÃO ............................................................................ 91
4.1 ANÁLISE DO CoF: EFEITO DA ADIÇÃO DO MODIFICADOR DE ATRITO –
FRICTION MODIFIER......................................................................................... 91
4.2 ANÁLISE DO CoF: EFEITO DO ETANOL ANIDRO E HIDRATADO .............. 96
4.3 ANÁLISE DO DESGASTE DA CAMISA ....................................................... 101
4.3.1 CoF durante a sequência de desgaste ................................................. 107
5 CONCLUSÕES ................................................................................................... 109
REFERÊNCIAS ....................................................................................................... 111

16
1 INTRODUÇÃO
Um dos maiores desafios da sociedade atual reside na satisfação sustentável
de sua demanda energética (SCHWADERLAPP et al., 2012). Apesar do
desenvolvimento de veículos elétricos, uma independência total dos motores de
combustão interna não é prevista em um futuro próximo (ACEA, 2016). Sendo assim,
atender as demandas de emissões em motores é uma tarefa importante. Isso é
refletido por órgãos normativos, que estabelecem limites superiores de emissão de
CO2 previstos para as próximas décadas.
A redução da emissão de CO2 está associada diretamente com o consumo de
combustível e é o maior motivador para o desenvolvimento de novos motores.
Downsizing, turbocompressores, injeção de água, injeção direta e motores Flex-Fuel
são métodos eficientes de reduzir a liberação de CO2 para a atmosfera (MERKER,
2005; SCHWARZE et al., 2010; THEWES et al., 2015). Em motores Flex Fuel há a
possibilidade do uso de etanol como combustível, o que melhora a balança ecológica
do tráfico de veículos através da substituição dos combustíveis fósseis, por energia
renovável (SCHWARZE et al., 2010).
No Brasil, mais de 80 % da produção da frota automotiva é composta por
veículos Flex Fuel, o que traz muitos benefícios ambientais, exemplo: a taxa de
emissão veicular de CO2 média dos veículos brasileiros, considerando todo o ciclo de
vida do combustível, é de 75 g/km. Porém, quando só os veículos rodando com etanol
são considerados, esse valor cai para 35 g/km (FERRARESE et al., 2010).
No entanto, a utilização de etanol como combustível traz alguns desafios
tribológicos devido à possibilidade de contaminação e degradação do lubrificante,
aumentando o risco de falhas dos componentes dos motores. Uma vez que o etanol
possui maior calor latente de vaporização que a gasolina, a sua diluição no lubrificante
pode ser considerada mais significativa, principalmente em condições de partida à frio
do motor, e ciclos urbanos, em que a temperatura do motor é geralmente baixa
(COSTA; SPIKES, 2016; DE SILVA et al., 2011; SCHWARZE et al., 2010). Schwarze
et al. (2010) comprovaram um aumento de 20 % da taxa de desgaste do cilindro de
um motor utilizando 85 % de etanol na gasolina comparado ao mesmo motor rodando
somente com gasolina.
17
Para superar as adversidades impostas pela utilização de etanol como
combustível, um projeto brasileiro liderado pela USP denominado TriboFlex foi criado
(TRIBOFLEX CONSORTIUM, 2017). Esse projeto reúne várias entidades e empresas
que possuem um interesse em comum – aprofundamento, desenvolvimento e
aplicação dos conhecimentos acerca da tribologia em motores Flex Fuel. Um dos
subprojetos do TriboFlex tem sua atenção voltada à tribologia do sistema anel do
pistão/cilindro, o qual é responsável por grandes perdas por atrito e desgaste. Durante
um ciclo de movimento esse sistema pode experimentar todos os regimes de
lubrificação e sofrer variações de temperatura, velocidade e pressão substanciais
(PRIEST; TAYLOR, 2000).
Isso dá origem a situações tribológicas críticas, principalmente em regiões
próximas ao PMS1, onde o pistão está desacelerando para mudar o sentido de
movimento. Nesse ponto o contato entre anel e cilindro é caracterizado por altas forças
normais, altas temperaturas e uma quantidade de lubrificante muito pequena (OBERT
et al., 2016). Essas condições resultam em uma menor eficiência mecânica do motor,
menor durabilidade dos anéis e cilindro, e, consequentemente, necessidade de
reposição prematura de lubrificante. Portanto, atrito e desgaste desses componentes
devem ser avaliados e reduzidos com o auxílio de tecnologias pertinentes à
engenharia de superfície, lubrificação e materiais (HOLMBERG; ANDERSSON;
ERDEMIR, 2012).
Nesse contexto, este trabalho se propõe a estudar as condições do contato
entre anel e cilindro sob influência da presença de etanol, visando meios de superar
as adversidades tribológicas presentes na interface de deslizamento.
1 PMS (Ponto Morto Superior) – Ponto mais alto do êmbolo (pistão) no cilindro.
18
1.1 OBJETIVOS
1.1.1 GERAL
Este trabalho teve como objetivo principal investigar a influência da presença
de etanol anidro e hidratado em um óleo para motor de combustão interna SAE 0W20
API SN no comportamento tribológico do contato anel do pistão, recoberto com PVD,
e camisa do cilindro, fabricada em ferro fundido cinzento com acabamento superficial
produzido por brunimento.
1.1.2 ESPECÍFICOS
A partir do objetivo geral foram estabelecidos quatro objetivos específicos:
Desenvolver um protocolo de ensaio que originasse resultados acerca do
comportamento tribológico dos materiais ensaiados em várias condições em
apenas uma sequência de ensaio;
Analisar o comportamento do atrito por meio da Curva de Stribeck, em função
da duração do teste e do tipo de diluição;
Avaliar o desgaste do cilindro com auxílio de medições de interferometria 3D,
e inferir sobre a influência do tipo de diluição em seu valor;
Identificar a presença ou não de tribofilmes pós-ensaio.
19
1.2 JUSTIFICATIVA
A economia de combustível e a redução de CO2, impostas por legislação em
veículos de passeio (EU, 2009), impulsionam a inovação tecnológica automotiva e
direciona pontos centrais de estudo em trabalhos e pesquisas por todo o mundo
(HOLMBERG; ANDERSSON; ERDEMIR, 2012). Esforços são concentrados
continuamente para superar os desafios tribológicos que contribuem para um motor
mais eficiente e com menor impacto ambiental. A eficiência do motor à combustão
interna está relacionada a sua economia de combustível, a qual depende, dentre
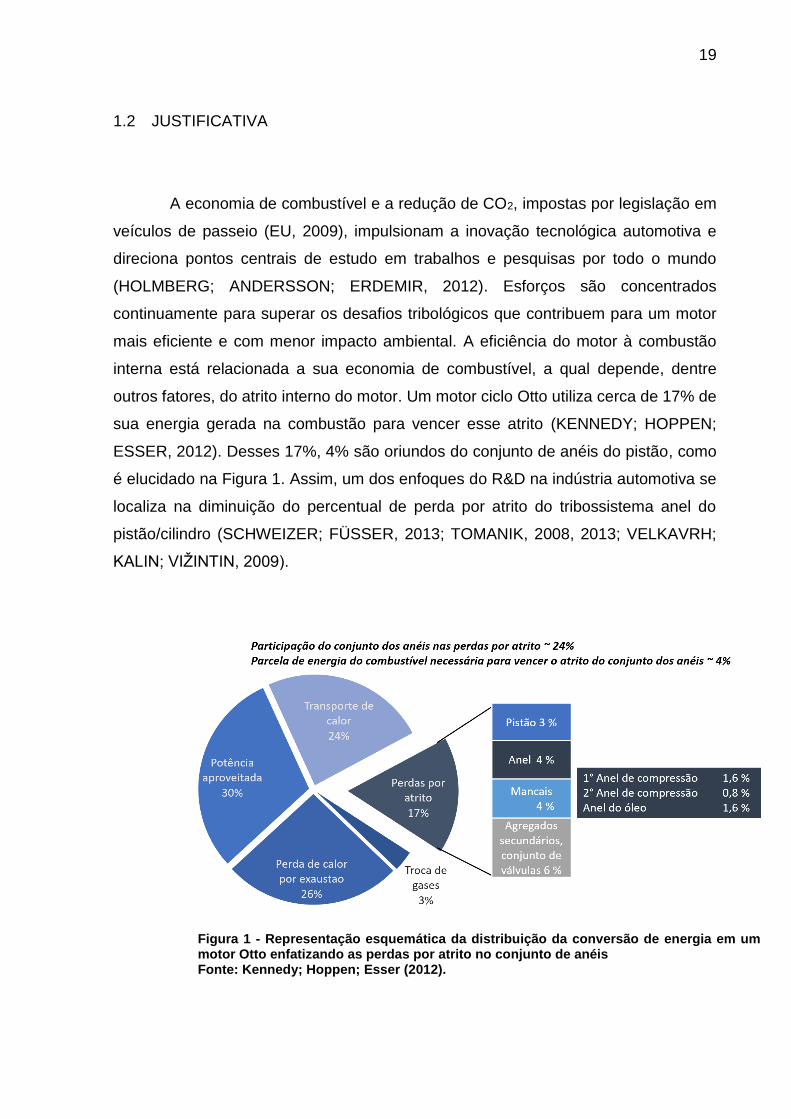
outros fatores, do atrito interno do motor. Um motor ciclo Otto utiliza cerca de 17% de
sua energia gerada na combustão para vencer esse atrito (KENNEDY; HOPPEN;
ESSER, 2012). Desses 17%, 4% são oriundos do conjunto de anéis do pistão, como
é elucidado na Figura 1. Assim, um dos enfoques do R&D na indústria automotiva se
localiza na diminuição do percentual de perda por atrito do tribossistema anel do
pistão/cilindro (SCHWEIZER; FÜSSER, 2013; TOMANIK, 2008, 2013; VELKAVRH;
KALIN; VIŽINTIN, 2009).
Figura 1 - Representação esquemática da distribuição da conversão de energia em um motor Otto enfatizando as perdas por atrito no conjunto de anéis Fonte: Kennedy; Hoppen; Esser (2012).
20
Outros fenômenos tribológicos, como o desgaste também são investigados
juntamente com o atrito, pois limitam a vida útil dos anéis do pistão. Recentemente a
atenção dos tribologistas se voltou para um possível desgaste acentuado na presença
de etanol e seus produtos de combustão. O etanol está presente em motores Flex
Fuel, que podem rodar com 100% de etanol (E100)2 ou 100% de gasolina (E0), ou
misturas dos dois combustíveis E20, E30, E40, E85 (FERRARESE et al., 2010). Com
etanol, esses motores produzem mais torque e potência específica devido à alta
octanagem do etanol, o que permite aos motores SI trabalharem a maiores taxas de
compressão, e adicionalmente poluírem menos devido ao ciclo de emissão de
carbono fechado (well-to-wheel) (KEMAL; SAYIN, 2014; THAKUR et al., 2017;
ZHANG; SARATHY, 2016). No entanto, a utilização de etanol como combustível,
impõe algumas adversidades tribológicas, devido à possibilidade de contaminação do
lubrificante com etanol. Uma vez que o etanol possui maior calor latente de
vaporização, a sua acumulação no lubrificante pode ser significativa (DE SILVA et al.,
2011). O acumulo de etanol pode influenciar a lubrificação e o atrito (COSTA; SPIKES,
2016; LENAUER et al., 2015a), e vem sendo reportado como a causa de problemas
relacionados ao desgaste severo em motores Flex Fuel, particularmente no contato
dos anéis do pistão próximo ao PMS (FERRARESE et al., 2010). Com o exposto,
evidencia-se a importância de estudos relacionados à influência do etanol no
comportamento do atrito e desgaste do contato anel do pistão/cilindro.
2 Nomenclatura de identificação de misturas de etanol/gasolina do tipo EX, onde X representa a percentagem de etanol presente na gasolina.
21
2 REFERENCIAL TEÓRICO
2.1 FUNDAMENTOS DA TRIBOLOGIA
O funcionamento de muitos tipos de mecanismos depende do contato entre
superfícies em movimento relativo (CZICHOS, 1995; HUTCHINGS, 1992). Os
fenômenos decorrentes do contato sólido-sólido, muitas vezes na presença de um
meio interfacial (lubrificante), são estudados pela tribologia. Esta é definida como a
ciência e a tecnologia que estudam os fenômenos e mecanismos do atrito, desgaste
e lubrificação (DETERS et al., 2002). Pela definição anterior, a interação de
superfícies desempenha papel central na tribologia. Tais interações e suas
consequências serão tema das próximas seções. Assim, serão relatadas as
características do contato entre sólidos, a definição de tribossistemas dos elementos
que participam do contato de interesse tribológico e, por fim, os temas atrito, desgaste
e lubrificação serão destacados.
2.1.1 Contato entre sólidos
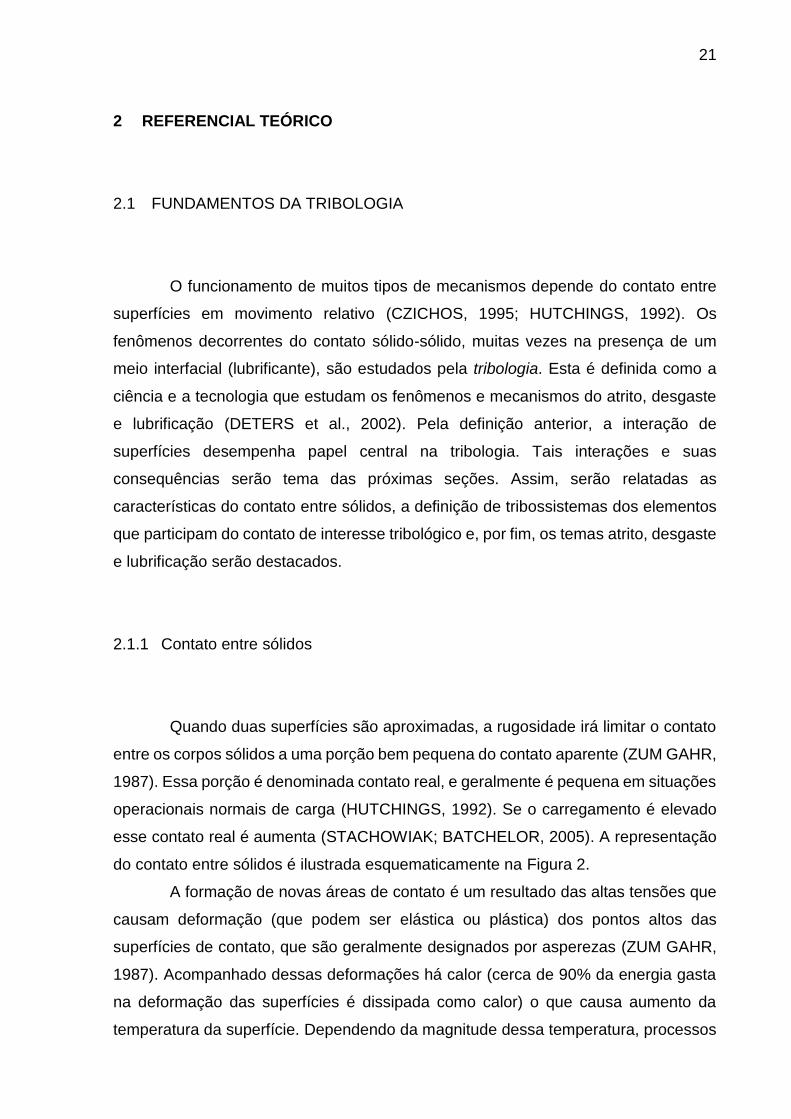
Quando duas superfícies são aproximadas, a rugosidade irá limitar o contato
entre os corpos sólidos a uma porção bem pequena do contato aparente (ZUM GAHR,
1987). Essa porção é denominada contato real, e geralmente é pequena em situações
operacionais normais de carga (HUTCHINGS, 1992). Se o carregamento é elevado
esse contato real é aumenta (STACHOWIAK; BATCHELOR, 2005). A representação
do contato entre sólidos é ilustrada esquematicamente na Figura 2.
A formação de novas áreas de contato é um resultado das altas tensões que
causam deformação (que podem ser elástica ou plástica) dos pontos altos das
superfícies de contato, que são geralmente designados por asperezas (ZUM GAHR,
1987). Acompanhado dessas deformações há calor (cerca de 90% da energia gasta
na deformação das superfícies é dissipada como calor) o que causa aumento da
temperatura da superfície. Dependendo da magnitude dessa temperatura, processos
22
como, recristalização, transformação de fases, precipitação ou reações químicas são
ativados. Essas alterações microestruturais mudam as condições do contato, assim,
modificam também o atrito e o desgaste (STACHOWIAK; BATCHELOR, 2005).
Figura 2 - Área real do contato de superfícies rugosas em contato; Ar é a área
de contato real, ou seja, 𝑨𝒓 = ∑ 𝑨𝒊𝒏𝒊=𝟏 , n é o número de asperezas
Fonte: Stachowiak; Batchelor (2005).
2.1.2 Tribossistemas
Para a melhor compreensão dos processos de atrito e desgaste, uma
abordagem sistemática da interação entre os corpos em contato é muito útil para
entender os fenômenos que ocorrem nas superfícies, os quais não são intrínsecos
dos materiais (DETERS et al., 2002). Desse modo, a avaliação deve ser realizada
através da caracterização de um tribossistema (ROBERT BOSCH GMBH, 2005).
Tribossistemas realizam funções, como transmissão de movimento, força, transporte
de matéria, entre outras, e dependem de parâmetros de entrada como temperatura,
velocidade, carga e tipo de movimento, que atuam sobre a sua estrutura. Essa
estrutura é composta por elementos, suas propriedades e interações entre superfícies.
Através dessas interações surgem atrito e desgaste, os quais se manifestam como
dissipação de energia e perda de material/mudanças na superfície, respectivamente
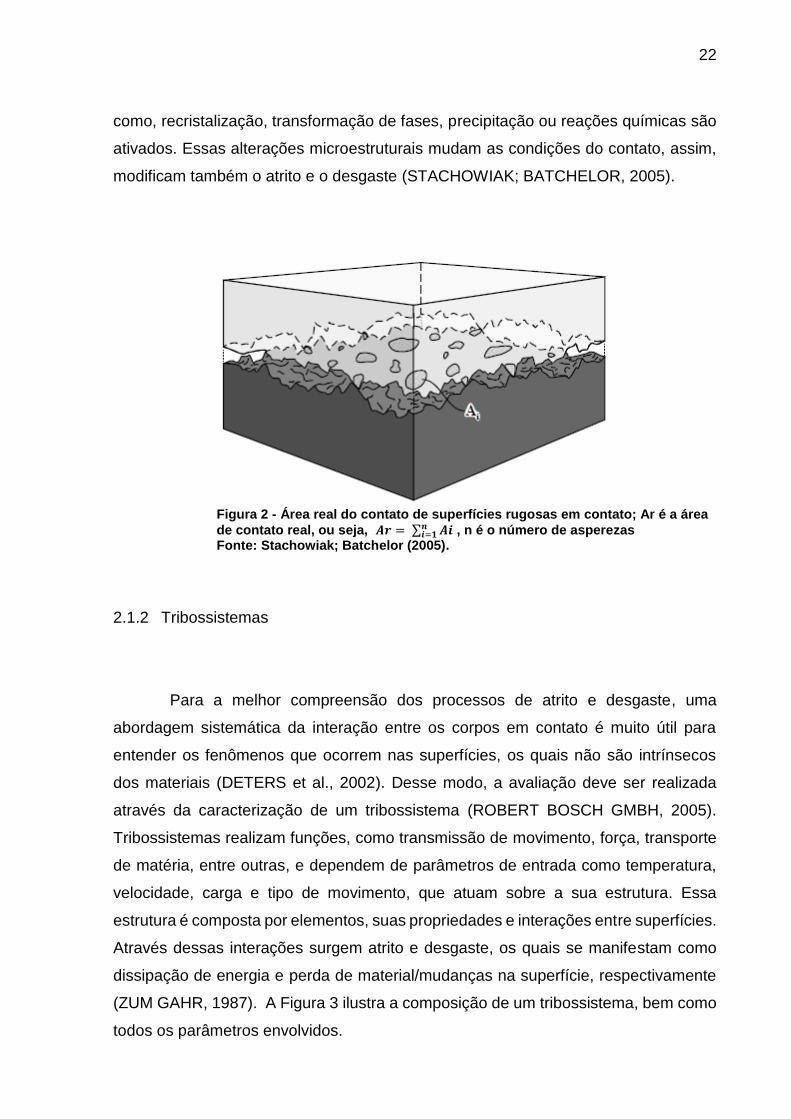
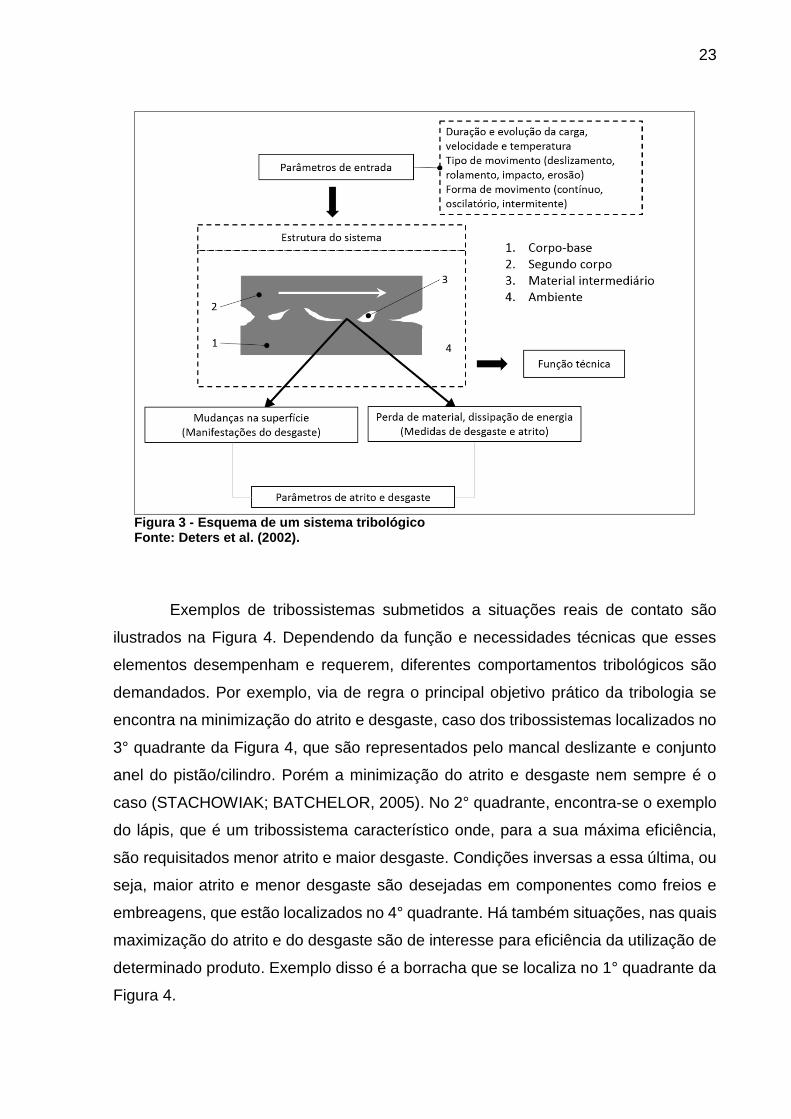
(ZUM GAHR, 1987). A Figura 3 ilustra a composição de um tribossistema, bem como
todos os parâmetros envolvidos.
23
Figura 3 - Esquema de um sistema tribológico Fonte: Deters et al. (2002).
Exemplos de tribossistemas submetidos a situações reais de contato são
ilustrados na Figura 4. Dependendo da função e necessidades técnicas que esses
elementos desempenham e requerem, diferentes comportamentos tribológicos são
demandados. Por exemplo, via de regra o principal objetivo prático da tribologia se
encontra na minimização do atrito e desgaste, caso dos tribossistemas localizados no
3° quadrante da Figura 4, que são representados pelo mancal deslizante e conjunto
anel do pistão/cilindro. Porém a minimização do atrito e desgaste nem sempre é o
caso (STACHOWIAK; BATCHELOR, 2005). No 2° quadrante, encontra-se o exemplo
do lápis, que é um tribossistema característico onde, para a sua máxima eficiência,
são requisitados menor atrito e maior desgaste. Condições inversas a essa última, ou
seja, maior atrito e menor desgaste são desejadas em componentes como freios e
embreagens, que estão localizados no 4° quadrante. Há também situações, nas quais
maximização do atrito e do desgaste são de interesse para eficiência da utilização de
determinado produto. Exemplo disso é a borracha que se localiza no 1° quadrante da
Figura 4.

24
Figura 4 - Exemplos de tribossistemas e seus principais objetivos Fonte: Adaptado de Czichos (2015).
O presente trabalho avalia o comportamento tribológico do tribossistema anel
do pistão/cilindro, o qual é pautado na redução do atrito e minimização do desgaste.
Maiores detalhes desse tribossistema são apresentados na seção 2.2.1
2.1.3 Atrito
O atrito se manifesta, em sua grande parte, em forma de energia dissipada
(STACHOWIAK; BATCHELOR, 2005). Pode ser definido como a resistência física à
tendência de movimento relativo entre superfícies que estão em contato (ROBERT
BOSCH GmbH, 2005;CZICHOS, 2015).
Com o tempo foram apresentadas algumas leis de atrito, as quais se
embasam em observações empíricas, sob certas condições de contato. Essas leis,
muitas vezes, são incorporadas a vários modelos mais simples de fricção entre sólidos
25
como o de corpo rígido, o qual não aborda a complexidade da influência de diferentes
materiais, suas propriedades e variáveis de contato no estudo do atrito (HUTCHINGS,
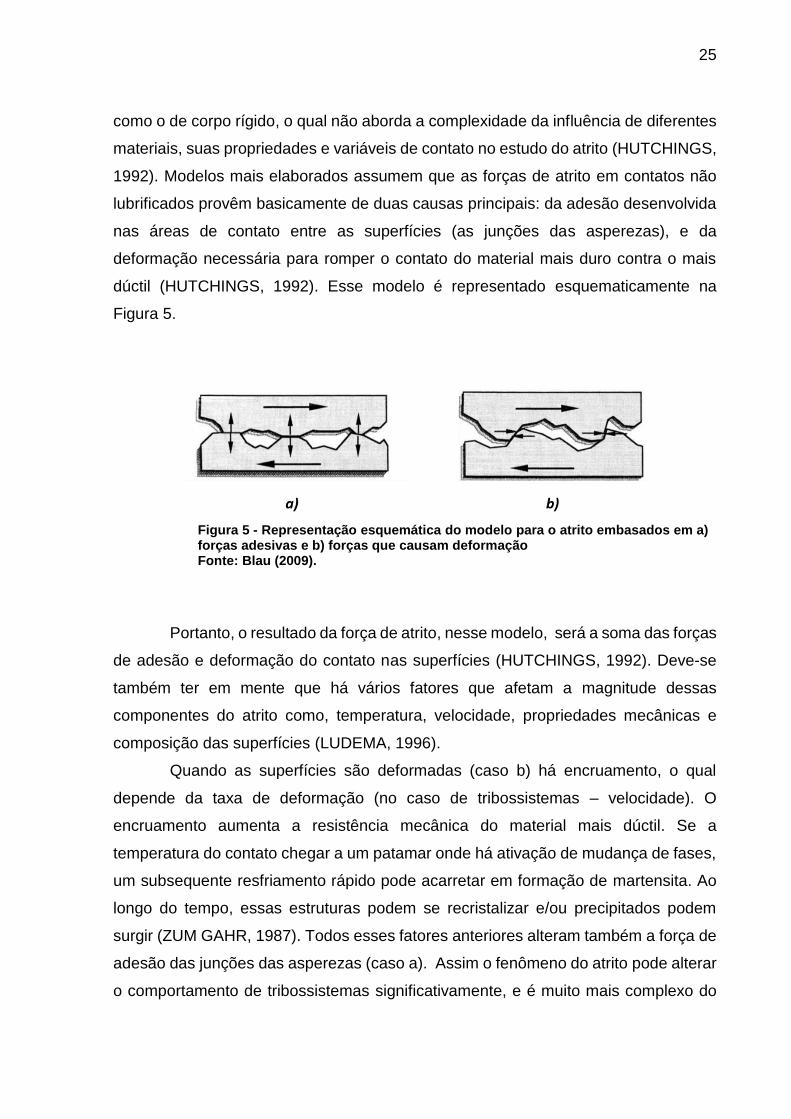
1992). Modelos mais elaborados assumem que as forças de atrito em contatos não
lubrificados provêm basicamente de duas causas principais: da adesão desenvolvida
nas áreas de contato entre as superfícies (as junções das asperezas), e da
deformação necessária para romper o contato do material mais duro contra o mais
dúctil (HUTCHINGS, 1992). Esse modelo é representado esquematicamente na
Figura 5.
Figura 5 - Representação esquemática do modelo para o atrito embasados em a) forças adesivas e b) forças que causam deformação Fonte: Blau (2009).
Portanto, o resultado da força de atrito, nesse modelo, será a soma das forças
de adesão e deformação do contato nas superfícies (HUTCHINGS, 1992). Deve-se
também ter em mente que há vários fatores que afetam a magnitude dessas
componentes do atrito como, temperatura, velocidade, propriedades mecânicas e
composição das superfícies (LUDEMA, 1996).
Quando as superfícies são deformadas (caso b) há encruamento, o qual
depende da taxa de deformação (no caso de tribossistemas – velocidade). O
encruamento aumenta a resistência mecânica do material mais dúctil. Se a
temperatura do contato chegar a um patamar onde há ativação de mudança de fases,
um subsequente resfriamento rápido pode acarretar em formação de martensita. Ao
longo do tempo, essas estruturas podem se recristalizar e/ou precipitados podem
surgir (ZUM GAHR, 1987). Todos esses fatores anteriores alteram também a força de
adesão das junções das asperezas (caso a). Assim o fenômeno do atrito pode alterar
o comportamento de tribossistemas significativamente, e é muito mais complexo do

26
que coeficientes de atrito atribuídos como propriedades de certas combinações de
materiais (STACHOWIAK; BATCHELOR, 2005).
2.1.4 Mecanismos de Desgaste
Segundo Deters et al. (2002) o desgaste é definido como sendo a perda
progressiva de material da superfície de um corpo sólido, causado por interações
mecânicas, ou seja, contato e movimento relativo de um contra corpo sólido, líquido
ou gasoso. Há uma série de termos utilizados para descrever processos de desgaste
com base em vários aspectos superficiais, tipo de interação entre as superfícies e
mecanismos de desgaste. Desgaste abrasivo, corrosivo, por fadiga, fretting3, erosivo
e por cavitação são exemplos de classificações do desgaste propostas por alguns
autores (ZUM GAHR, 1987). O aspecto comum dessas categorizações é o emprego
do mecanismo para distinguir o processo de desgaste (DETERS et al., 2002). Neste
trabalho focou-se nos quatro principais mecanismos, os quais são ilustrados na Figura
6.
3 Uma forma especial de desgaste causado por reações triboquímicas. O dano é provocado quando duas superfícies em contato são submetidas a movimentos oscilatórios de baixa amplitude.
27
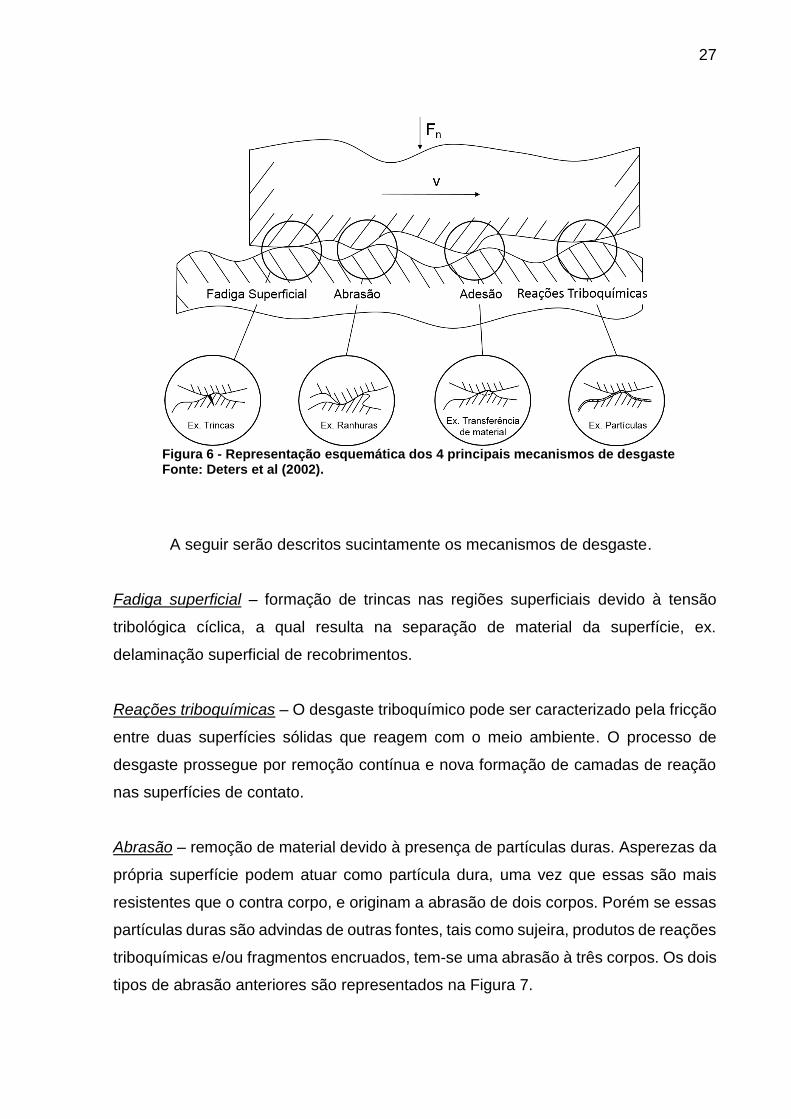
Figura 6 - Representação esquemática dos 4 principais mecanismos de desgaste Fonte: Deters et al (2002).
A seguir serão descritos sucintamente os mecanismos de desgaste.
Fadiga superficial – formação de trincas nas regiões superficiais devido à tensão
tribológica cíclica, a qual resulta na separação de material da superfície, ex.
delaminação superficial de recobrimentos.
Reações triboquímicas – O desgaste triboquímico pode ser caracterizado pela fricção
entre duas superfícies sólidas que reagem com o meio ambiente. O processo de
desgaste prossegue por remoção contínua e nova formação de camadas de reação
nas superfícies de contato.
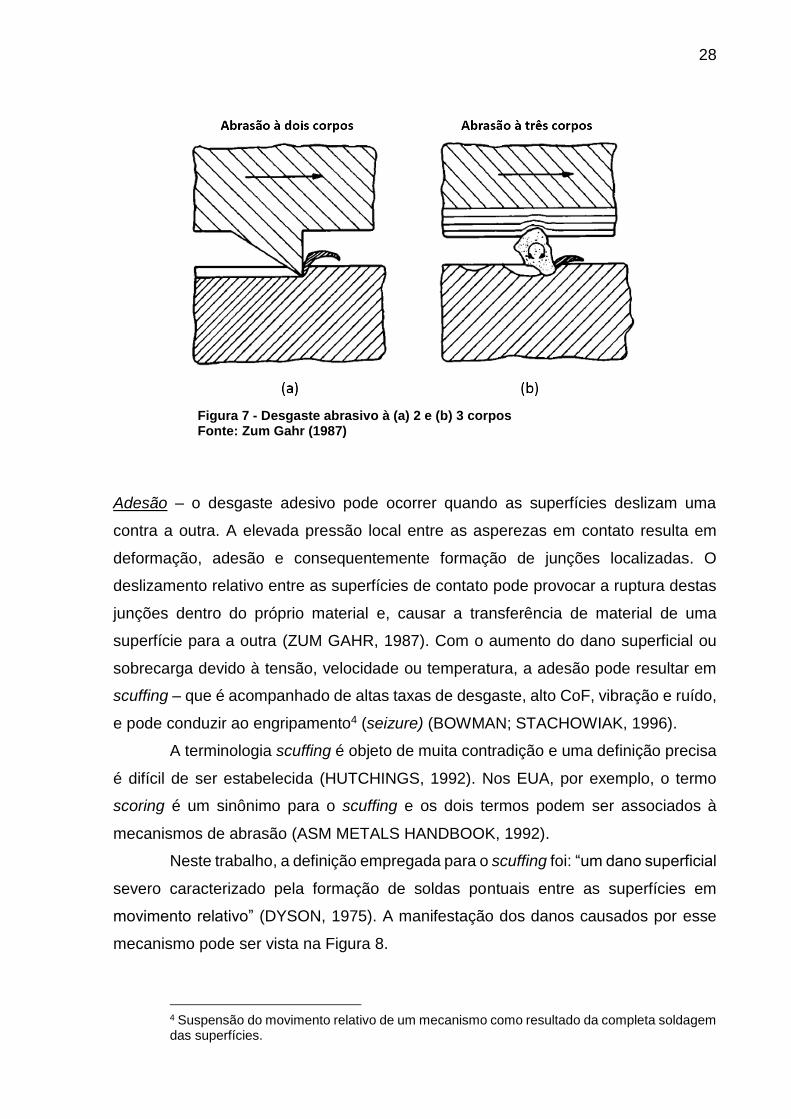
Abrasão – remoção de material devido à presença de partículas duras. Asperezas da
própria superfície podem atuar como partícula dura, uma vez que essas são mais
resistentes que o contra corpo, e originam a abrasão de dois corpos. Porém se essas
partículas duras são advindas de outras fontes, tais como sujeira, produtos de reações
triboquímicas e/ou fragmentos encruados, tem-se uma abrasão à três corpos. Os dois
tipos de abrasão anteriores são representados na Figura 7.
28
Figura 7 - Desgaste abrasivo à (a) 2 e (b) 3 corpos Fonte: Zum Gahr (1987)
Adesão – o desgaste adesivo pode ocorrer quando as superfícies deslizam uma
contra a outra. A elevada pressão local entre as asperezas em contato resulta em
deformação, adesão e consequentemente formação de junções localizadas. O
deslizamento relativo entre as superfícies de contato pode provocar a ruptura destas
junções dentro do próprio material e, causar a transferência de material de uma
superfície para a outra (ZUM GAHR, 1987). Com o aumento do dano superficial ou
sobrecarga devido à tensão, velocidade ou temperatura, a adesão pode resultar em
scuffing – que é acompanhado de altas taxas de desgaste, alto CoF, vibração e ruído,
e pode conduzir ao engripamento4 (seizure) (BOWMAN; STACHOWIAK, 1996).
A terminologia scuffing é objeto de muita contradição e uma definição precisa
é difícil de ser estabelecida (HUTCHINGS, 1992). Nos EUA, por exemplo, o termo
scoring é um sinônimo para o scuffing e os dois termos podem ser associados à
mecanismos de abrasão (ASM METALS HANDBOOK, 1992).
Neste trabalho, a definição empregada para o scuffing foi: “um dano superficial
severo caracterizado pela formação de soldas pontuais entre as superfícies em
movimento relativo” (DYSON, 1975). A manifestação dos danos causados por esse
mecanismo pode ser vista na Figura 8.
4 Suspensão do movimento relativo de um mecanismo como resultado da completa soldagem das superfícies.

29
Figura 8 - Camisa de cilindro de um motor danificada por scuffing Fonte: Zum Gahr (1987).
A superfície do cilindro de ferro fundido cinzento foi danificada devido à
transferência de material do pistão de alumínio. A falha é decorrente principalmente
da adesão e abrasão. A adesão é indicada pela transferência de material e a abrasão,
pelas ranhuras (ZUM GAHR, 1987).
Cada um dos mecanismos de desgaste descritos anteriormente é conectado
a aparência da superfície desgastada que eles deixam, como se fosse uma impressão
digital (DETERS et al., 2002). Essas modificações superficiais são denominadas de
manifestações de desgaste e aparecem na Figura 9. Em vista disso, observa-se
diferentes aspectos superficiais para cada um dos mecanismos: cumes e escamas
sobressalientes (adesão); arranhões, riscos e cavidades (abrasão); trincas e
cavidades (fadiga superficial); e produtos de reação e partículas (reações
triboquímicas).

30
Figura 9 - Aparência das superfícies desgastadas por: (a) adesão, (b) abrasão, (c) fadiga superficial e (d) reação triboquímica Fonte: Czichos (2015).
Um dos métodos mais importantes, e que visa a redução do desgaste de
superfícies sólidas por meio da formação de um filme fluído, é a lubrificação. Esta será
abordada em detalhes na próxima seção (RIZVI, 2010).
2.1.5 Lubrificação
Quando há o contato direto entre as asperezas geralmente altos coeficientes
de atrito (CoF) são esperados. Tais níveis de CoF são intoleráveis em aplicações de
engenharia, desde que resultam em baixos valores de eficiência energética. Dessa
forma, são introduzidos lubrificantes para reduzir o atrito e o desgaste entre as
superfícies (HUTCHINGS, 1992).

31
A lubrificação pode ser definida como a interposição de um filme sólido, líquido
ou gasoso entre superfícies que se encontram em movimento relativo
(SETHURAMIAH, 2003). A capacidade de formação desse filme depende diretamente
da viscosidade do lubrificante. A viscosidade é uma medida da resistência do fluído
ao escoamento, e quanto maior a viscosidade, maior a película de lubrificante (RIZVI,
2010). Porém, durante o movimento relativo entre as superfícies, a espessura da
interposição do filme lubrificante “h” pode sofrer variações, o que acarreta em regimes
de lubrificações diferentes (DOWSON et al., 1999). Esses regimes são caracterizados
através da curva de Stribeck, que relaciona o atrito à parâmetros tribológicos como
viscosidade do lubrificante (η), velocidade relativa entre as superfícies (N) e carga (P),
constituindo o número de Summerfield (ηN/P) (STACHOWIAK; BATCHELOR, 2005),
o qual está diretamente relacionado com a razão da espessura do filme, ou parâmetro
λ (C TUNG; MCMILLAN, 2004):
λ= h (σsuperfície 1
2⁄ + σsuperfície 22 )
1/2 (1)
Onde h é espessura do filme, e σ é a rugosidade superficial média quadrada
das superfícies um e dois. A Figura 10 ilustra a relação entre o coeficiente de atrito,
número de Summerfield e a razão da espessura do filme.
32
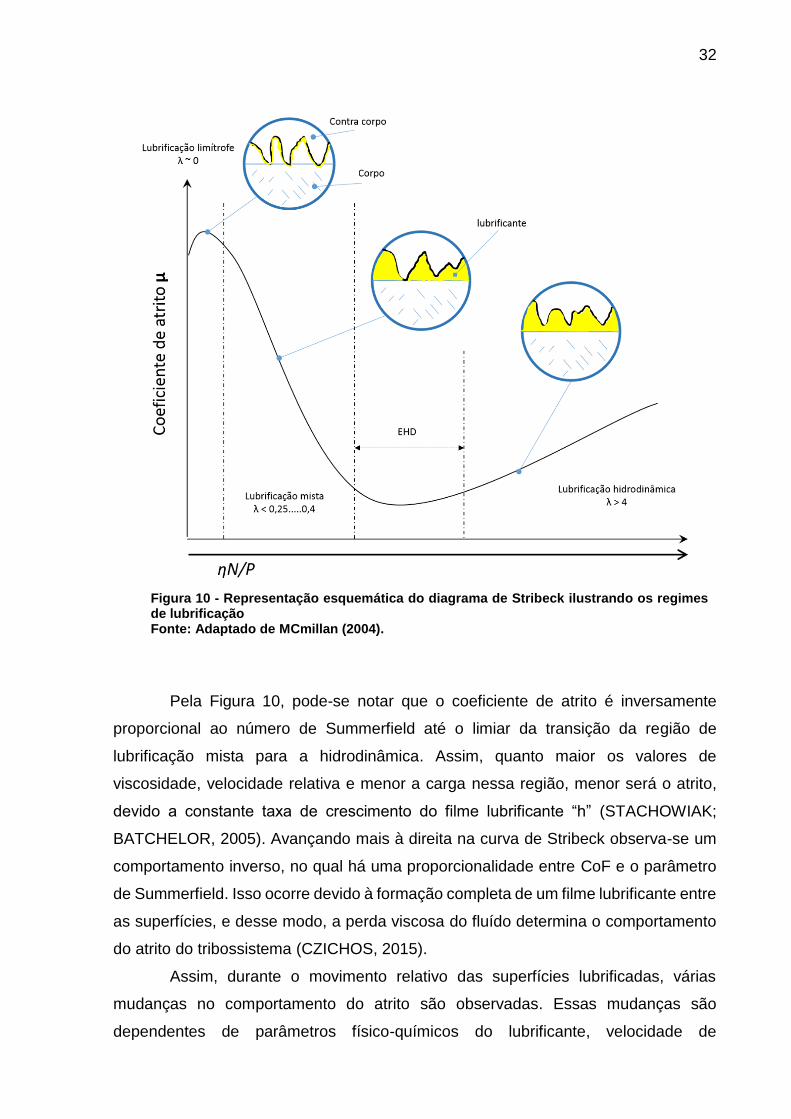
Figura 10 - Representação esquemática do diagrama de Stribeck ilustrando os regimes de lubrificação Fonte: Adaptado de MCmillan (2004).
Pela Figura 10, pode-se notar que o coeficiente de atrito é inversamente
proporcional ao número de Summerfield até o limiar da transição da região de
lubrificação mista para a hidrodinâmica. Assim, quanto maior os valores de
viscosidade, velocidade relativa e menor a carga nessa região, menor será o atrito,
devido a constante taxa de crescimento do filme lubrificante “h” (STACHOWIAK;
BATCHELOR, 2005). Avançando mais à direita na curva de Stribeck observa-se um
comportamento inverso, no qual há uma proporcionalidade entre CoF e o parâmetro
de Summerfield. Isso ocorre devido à formação completa de um filme lubrificante entre
as superfícies, e desse modo, a perda viscosa do fluído determina o comportamento
do atrito do tribossistema (CZICHOS, 2015).
Assim, durante o movimento relativo das superfícies lubrificadas, várias
mudanças no comportamento do atrito são observadas. Essas mudanças são
dependentes de parâmetros físico-químicos do lubrificante, velocidade de

33
deslizamento e carga aplicada ao tribossistema. Desse modo, serão apresentadas a
seguir uma descrição mais detalhada de cada regime de lubrificação da curva de
Stribeck, bem como os fenômenos que estão associados à cada regime em um
tribossistema (STACHOWIAK; BATCHELOR, 2005).
a) Lubrificação hidrodinâmica
Na lubrificação hidrodinâmica, há uma separação completa entre as
superfícies por meio do fluído. Essa separação depende da viscosidade do lubrificante
e é efetiva somente quando a carga no contato é baixa (HUTCHINGS, 1992). Outro
tipo de lubrificação hidrodinâmica é a elastohidrodinâmica, ou EHD, que ocorre em
zonas de contato não conformes. Nesse tipo de lubrificação, o lubrificante é exposto
a altas pressões de contato e sofre um aumento de viscosidade. Isso resulta em um
filme fluído extremamente rígido com uma altura de 0,01 a 5 µm, o que causa a
deformação elástica da superfície. Lubrificação elastohidrodinâmica pode ser
encontrada em anéis de pistões em ambos motores (Otto e Diesel) sob alta carga no
curso de expansão, após a combustão (PRIEST; TAYLOR, 2000).
O princípio de formação da lubrificação hidrodinâmica reside na aplicação
básica dos conceitos da mecânica dos fluídos. Quando o lubrificante flui em direção a
cunha convergente a uma velocidade suficiente para consolidar o filme, o fluxo de
massa deve ser o mesmo. Isso só é possível, devido à geração de pressão, a qual
modifica o perfil da velocidade ao longo do filme de tal forma, que o fluxo é igual em
todo o percurso (SETHURAMIAH, 2003). A Figura 11 ilustra como ocorre esse
processo.
34
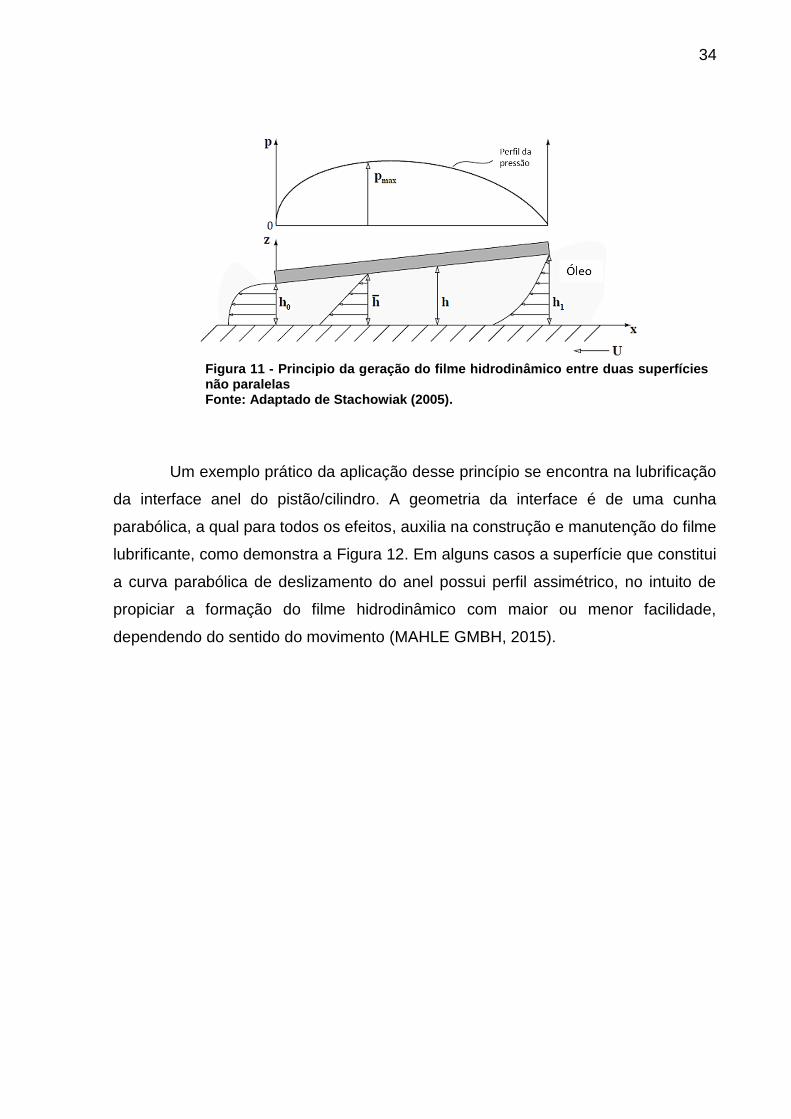
Figura 11 - Principio da geração do filme hidrodinâmico entre duas superfícies não paralelas Fonte: Adaptado de Stachowiak (2005).
Um exemplo prático da aplicação desse princípio se encontra na lubrificação
da interface anel do pistão/cilindro. A geometria da interface é de uma cunha
parabólica, a qual para todos os efeitos, auxilia na construção e manutenção do filme
lubrificante, como demonstra a Figura 12. Em alguns casos a superfície que constitui
a curva parabólica de deslizamento do anel possui perfil assimétrico, no intuito de
propiciar a formação do filme hidrodinâmico com maior ou menor facilidade,
dependendo do sentido do movimento (MAHLE GMBH, 2015).

35
Figura 12 - Exemplo da aplicação do formato de uma superfície parabólica em um anel de pistão Fonte: Traduzido de Heywood (1988).
b) Lubrificação limítrofe
Esse regime de lubrificação surge quando grandes carregamentos e baixas
velocidades produzem altas pressões de contato (RIZVI, 2010). Assim, as forças
hidrodinâmicas são insuficientes para manter nem sequer um filme fino como EHL
entre as superfícies (HUTCHINGS, 1992). Dessa forma, o máximo contato metal-
metal ocorre. A efetividade da lubrificação desse regime é função da ação de aditivos,
os quais serão tema deste trabalho mais à frente. Normalmente esse tipo de regime é
evitado, pois é acompanhado de alta taxa de desgaste e alto atrito, que podem
acarretar em danos superficiais irreparáveis (HUTCHINGS, 1992).
c) Lubrificação mista
É um regime de lubrificação que apresenta características dos dois outros
tipos de regime (ZHU, 1993). Ou seja, há a ocorrência de contato parcial ou
intermitente entre as superfícies (RIZVI, 2010). Desse modo, o carregamento é divido
entre as asperezas e o filme lubrificante.

36
2.1.5.1 Óleo para motores e aditivação
Os lubrificantes, em motores de combustão interna, desempenham
principalmente as seguintes funções (HEYWOOD, 1988):
1. Reduzir o atrito a um valor mínimo, visando garantir máxima eficiência
mecânica;
2. Proteger o motor contra o desgaste;
3. Contribuir para o resfriamento do pistão e regiões do motor onde a
energia do atrito é dissipada;
4. Remover as impurezas das regiões lubrificadas;
5. Promover um nível mínimo de vedação, principalmente no contato anel
do pistão/cilindro.
Para o desempenho das funções antes citadas, a composição dos
lubrificantes para motores é de extrema importância. A formulação completa de um
lubrificante consiste de um óleo base mineral ou sintético (dependendo do nível de
performance do lubrificante a percentagem do óleo base pode variar entre 80 a 95%),
e de aditivos (5 a 20%) (TAYLOR; MAINWARING; MORTIER, 2005).
a) Óleo base
Os óleos base minerais são tipicamente derivados de hidrocarbonetos de alto
peso molecular durante o processo de refino do petróleo (WONG; TUNG, 2016). Os
óleos base sintéticos são sintetizados a partir de moléculas químicas altamente
processadas por meio de reações de polimerização (RIZVI, 2010). Alguns óleos base
estudados recentemente são formados por líquidos iônicos e são menos agressivos
ao meio ambiente e ao mesmo tempo mais versáteis quanto à variação de suas
propriedades (HOLMBERG; ANDERSSON; ERDEMIR, 2012).
O parâmetro mais significante na avaliação do desempenho de um óleo base
é sua viscosidade. Em óleos minerais e fluídos sintéticos existe uma relação inversa
entre a viscosidade e a temperatura (RIZVI, 2010). A sensibilidade de determinado
óleo à essa variação é medida através do índice de viscosidade IV (SETHURAMIAH,
37
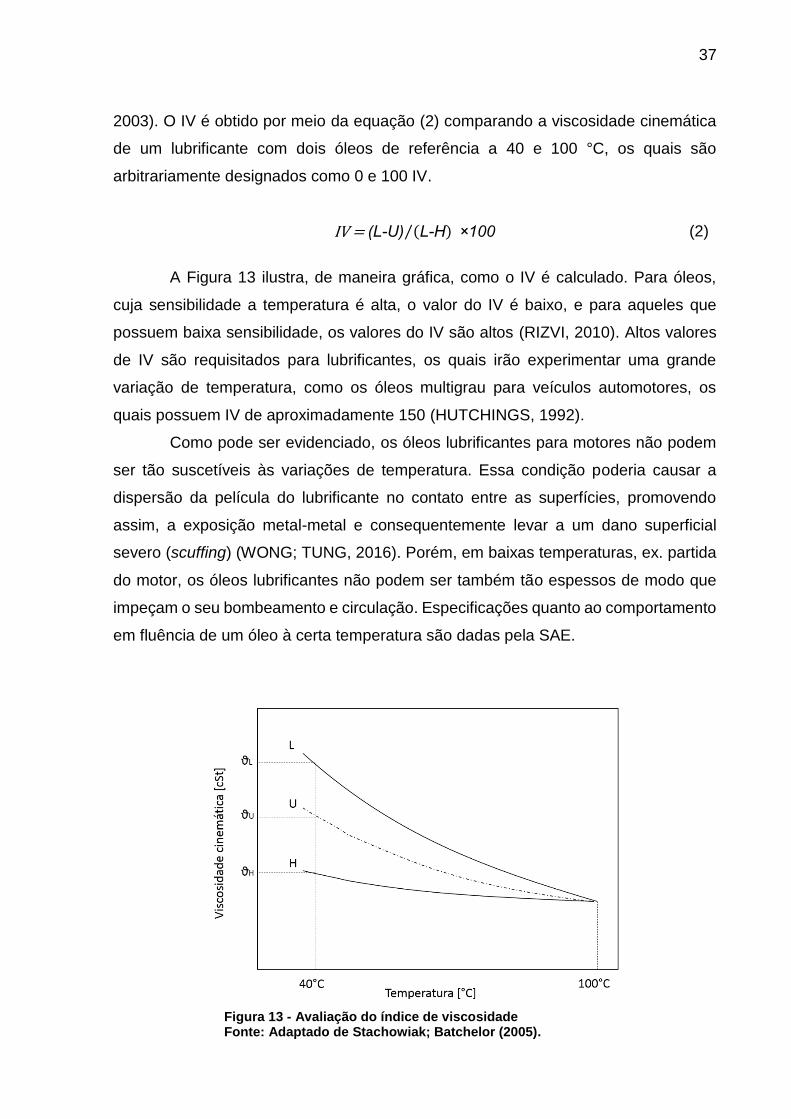
2003). O IV é obtido por meio da equação (2) comparando a viscosidade cinemática
de um lubrificante com dois óleos de referência a 40 e 100 °C, os quais são
arbitrariamente designados como 0 e 100 IV.
IV = (L-U) (L-H)⁄ ×100 (2)
A Figura 13 ilustra, de maneira gráfica, como o IV é calculado. Para óleos,
cuja sensibilidade a temperatura é alta, o valor do IV é baixo, e para aqueles que
possuem baixa sensibilidade, os valores do IV são altos (RIZVI, 2010). Altos valores
de IV são requisitados para lubrificantes, os quais irão experimentar uma grande
variação de temperatura, como os óleos multigrau para veículos automotores, os
quais possuem IV de aproximadamente 150 (HUTCHINGS, 1992).
Como pode ser evidenciado, os óleos lubrificantes para motores não podem
ser tão suscetíveis às variações de temperatura. Essa condição poderia causar a
dispersão da película do lubrificante no contato entre as superfícies, promovendo
assim, a exposição metal-metal e consequentemente levar a um dano superficial
severo (scuffing) (WONG; TUNG, 2016). Porém, em baixas temperaturas, ex. partida
do motor, os óleos lubrificantes não podem ser também tão espessos de modo que
impeçam o seu bombeamento e circulação. Especificações quanto ao comportamento
em fluência de um óleo à certa temperatura são dadas pela SAE.
Figura 13 - Avaliação do índice de viscosidade Fonte: Adaptado de Stachowiak; Batchelor (2005).
38
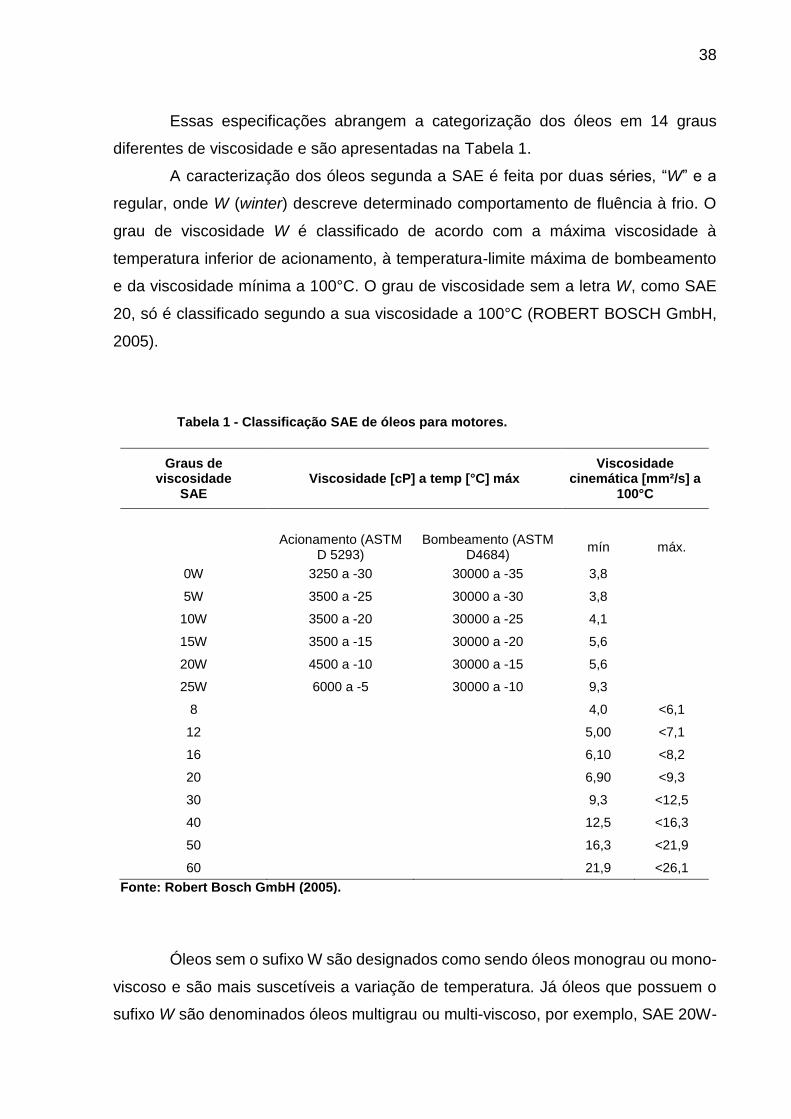
Essas especificações abrangem a categorização dos óleos em 14 graus
diferentes de viscosidade e são apresentadas na Tabela 1.
A caracterização dos óleos segunda a SAE é feita por duas séries, “W” e a
regular, onde W (winter) descreve determinado comportamento de fluência à frio. O
grau de viscosidade W é classificado de acordo com a máxima viscosidade à
temperatura inferior de acionamento, à temperatura-limite máxima de bombeamento
e da viscosidade mínima a 100°C. O grau de viscosidade sem a letra W, como SAE
20, só é classificado segundo a sua viscosidade a 100°C (ROBERT BOSCH GmbH,
2005).
Tabela 1 - Classificação SAE de óleos para motores.
Graus de viscosidade
SAE Viscosidade [cP] a temp [°C] máx
Viscosidade cinemática [mm²/s] a
100°C
Acionamento (ASTM
D 5293) Bombeamento (ASTM
D4684) mín máx.
0W 3250 a -30 30000 a -35 3,8
5W 3500 a -25 30000 a -30 3,8
10W 3500 a -20 30000 a -25 4,1
15W 3500 a -15 30000 a -20 5,6
20W 4500 a -10 30000 a -15 5,6
25W 6000 a -5 30000 a -10 9,3
8 4,0 <6,1
12 5,00 <7,1
16 6,10 <8,2
20 6,90 <9,3
30 9,3 <12,5
40 12,5 <16,3
50 16,3 <21,9
60 21,9 <26,1
Fonte: Robert Bosch GmbH (2005).
Óleos sem o sufixo W são designados como sendo óleos monograu ou mono-
viscoso e são mais suscetíveis a variação de temperatura. Já óleos que possuem o
sufixo W são denominados óleos multigrau ou multi-viscoso, por exemplo, SAE 20W-

39
50 tem a viscosidade do SAE 20 a -18°C e a viscosidade do SAE 50 a 100°C como
ilustrado na Figura 14. Óleos multigrau apresentam alto IV devido a sua aditivação
através de polímeros como, polimetil (meta acrilato), copolímeros de olefina (OCPs),
copolímeros estireno-butadieno e copolímeros estireno-ester (RIZVI, 2010;
STACHOWIAK; BATCHELOR, 2005), os quais exercem o papel de modificadores de
viscosidade. O efeito da redução do consumo específico de combustível, através da
adição de um polímero com estabilidade alta ao cisalhamento em um lubrificante
multigrau 15W40, foi comprovado por Souza de Carvalho et al. (2010).
Figura 14 - Gráfico de temperatura-viscosidade para alguns óleos multi/monograu Fonte: Traduzido de Stachowiak; Batchelor, (2005).
Como exposto nesta seção, o óleo base é a estrutura dos óleos lubrificantes
para motores de combustão interna (WONG; TUNG, 2016). Na maioria das vezes o
desempenho oferecido por esses óleos não satisfaz os requisitos das condições de
operação em toda a abrangência do funcionamento do motor. Dessa forma, as
lacunas de desempenho do óleo base são preenchidas com a ação de aditivos
(KORCEK et al., 1999).
40
b) Aditivos
Os aditivos são compostos adicionados ao óleo base para melhorar o
desempenho ou as propriedades do óleo. Eles exercem diferentes funções, tais como
reduzir o atrito e desgaste, manter a limpeza do motor, ou para melhorar as
propriedades do fluido, tais como ponto de fluidez ou propriedades anti-espumantes
(WONG; TUNG, 2016). Os aditivos mais comuns encontrados na formulação dos
óleos para motores são:
i. Antioxidantes;
ii. Inibidores de corrosão;
iii. Corretores de viscosidade;
iv. Aditivos anti-desgaste/extrema pressão;
v. Modificadores de Fricção;
vi. Antiespumantes;
vii. Dispersantes e detergentes;
viii. Corretores de ponto de fluidez (Pour Point Depressants).
A seguir será relatado sucintamente a função e o modo de atuação de cada
um desses aditivos presentes na formulação dos óleos lubrificantes para motores de
combustão interna.
i. Antioxidantes
O óleo base, o qual é composto predominantemente por hidrocarbonetos
ramificados, produz cetonas, álcoois, ésteres e (em sua maior parte) ácidos em seu
processo de oxidação (TAYLOR; MAINWARING; MORTIER, 2005). Esses produtos
de oxidação são responsáveis pela elevação da viscosidade do óleo durante os ciclos
de bombeamento. Além disso, são os precursores da formação de moléculas
orgânicas de alto peso molecular, os quais sedimentam-se na região do depósito de
óleo, dificultando seu bombeamento (STACHOWIAK; BATCHELOR, 2005). Um outro
efeito da oxidação é o aumento da acidez do óleo lubrificante, o qual é corroborado
através do aumento do TAN do lubrificante (Total Acid Number), e essa elevação do

41
caráter ácido promove corrosão das partes metálicas do motor (TAYLOR;
MAINWARING; MORTIER, 2005).
Assim, a função dos antioxidantes é reduzir ao máximo a iniciação da
degradação do óleo pelo oxigênio e evitar a formação dos produtos nocivos ao
desempenho do lubrificante (RIZVI, 2010). A Figura 15 mostra que um dos fatores
secundários da melhora da performance antioxidante do lubrificante tem sido, em
geral, motores mais limpos.
Figura 15 - Efeito do desempenho do antioxidante na limpeza do motor: de alta à boa até média (da esquerda para a direita) Fonte: Taylor; Mainwaring; Mortier (2005).
ii. Inibidores de corrosão
Esses aditivos protegem a superfície metálica contra o ataque de oxigênio,
água, ácidos, bases e sais. Essa proteção ocorre por meio da adsorção física sobre a
superfície dos metais via grupo funcional das cadeias moleculares e pela manutenção
de um filme protetor resiliente sobre a superfície por meio da associação com o
lubrificante. Há dois tipos de inibidores: inibidores de ferrugem e de corrosão.
Inibidores de ferrugem são aditivos que protegem metais ferrosos, inibidores
de corrosão protegem a superfície de metais não ferrosos. Ambos os tipos de
inibidores desempenham suas funções através do recobrimento das superfícies das
partes metálicas e formando uma barreira entre elas e o ambiente (RIZVI, 2010).
42
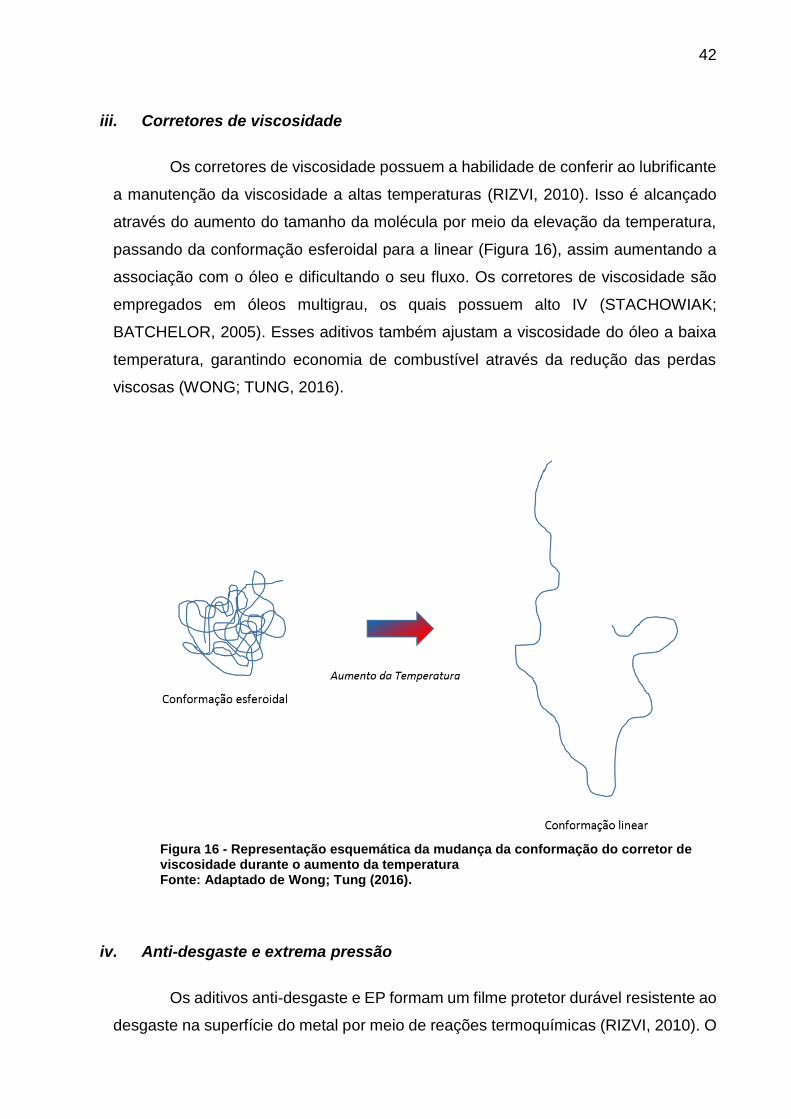
iii. Corretores de viscosidade
Os corretores de viscosidade possuem a habilidade de conferir ao lubrificante
a manutenção da viscosidade a altas temperaturas (RIZVI, 2010). Isso é alcançado
através do aumento do tamanho da molécula por meio da elevação da temperatura,
passando da conformação esferoidal para a linear (Figura 16), assim aumentando a
associação com o óleo e dificultando o seu fluxo. Os corretores de viscosidade são
empregados em óleos multigrau, os quais possuem alto IV (STACHOWIAK;
BATCHELOR, 2005). Esses aditivos também ajustam a viscosidade do óleo a baixa
temperatura, garantindo economia de combustível através da redução das perdas
viscosas (WONG; TUNG, 2016).
Figura 16 - Representação esquemática da mudança da conformação do corretor de viscosidade durante o aumento da temperatura Fonte: Adaptado de Wong; Tung (2016).
iv. Anti-desgaste e extrema pressão
Os aditivos anti-desgaste e EP formam um filme protetor durável resistente ao
desgaste na superfície do metal por meio de reações termoquímicas (RIZVI, 2010). O

43
termo anti-desgaste geralmente se refere a redução do desgaste em faixas de
operação com carga e temperatura moderadas, já o EP funciona como uma barreira
anti-scuffing e anti-engripamento e são ativados a temperaturas maiores, assim são
associados a cargas e temperaturas elevadas (STACHOWIAK; BATCHELOR, 2005).
Dentre os compostos químicos que têm papel destacado como aditivos anti-desgaste
e EP, destaca-se o ZDDP (dialquilditiofosfato de zinco). O ZDDP (Figura 17) é um dos
aditivos mais utilizados em lubrificantes de modo que sua efetividade se deve à
formação de um tribofilme, protegendo as superfícies em deslizamento (SPIKES,
2004).
Figura 17 - Fórmula química estrutural do ZDDP Fonte: Spikes (2004).
Os tribofilmes formados a partir do ZDDP são construídos a baixas
temperaturas (50°C) nas zonas de desgaste, com taxas de formação aumentando
com o aumento da temperatura (TAYLOR; DRATVA; SPIKES, 2000). Inicialmente, os
tribofilmes de ZDDP são gerados como uma estrutura fragmentada e que, ao longo
do tempo se torna contínua (Figura 18), porém mantendo sua forma de almofada (pad-
like), segundo Spikes (2004) .

44
Figura 18 - Evolução da estrutura de almofada (pad-like) do tribofilme de ZDDP, medida por meio da técnica AFM Fonte: Spikes (2004).
A Figura 19 ilustra a forma e composição da estrutura do tribofilme de ZDDP,
onde é formada devido a decomposição do ZDDP na superfície do metal para formar
filmes de polifosfatos com o zinco e ferro (WONG; TUNG, 2016). Piro- e ortofosfatos
são encontrados no bulk da estrutura. Na interface do contato, há a presença de
camadas ricas em sulfetos de zinco e de ferro (SPIKES, 2004). Alguns compostos
químicos podem alterar, ou até dificultar a formação dessa estrutura. Isso foi
comprovado, em 2016 através de um estudo realizado por Costa e Spikes (2016), em
que há uma investigação sobre a extensão da contaminação do etanol anidro e
hidratado em um óleo totalmente formulado, e na solução do óleo base contendo
ZDDP dissolvido (AMERICAN PETROLEUM INSTITUTE, 2017). A investigação do
crescimento e estabilização do tribofilme foi monitorada através da técnica MTM-
SLIM, a qual evidenciou uma diminuição da camada do tribofilme após medições em
vários intervalos de tempo. Na presença de etanol hidratado, exclusivamente, houve
uma queda drástica na estabilidade do filme, o qual foi removido totalmente a partir
da adição do contaminante no tempo de 75 min (COSTA; SPIKES, 2016).

45
Figura 19 - Representação esquemática da estrutura e composição da almofada (pad-like) Fonte: Traduzido de Spikes (2004).
v. Modificadores de fricção
Outro aditivo, que melhora significativamente o desempenho dos óleos base,
são os modificadores de fricção ou friction modifiers (FM’s) (RUDNICK, 2010). Eles
atuam exclusivamente na redução do atrito nos regimes de lubrificação mista e
limítrofe. O mecanismo de atuação dos aditivos FM ocorre através da formação de
uma camada de material de sacrifício adsorvida na superfície do metal, essas
camadas possuem baixa resistência ao cisalhamento, assim produzindo um CoF
baixo (HUTCHINGS, 1992; RIZVI, 2010).
De forma geral, há dois tipos de aditivos FM utilizados em óleos para motores:
FM’s de superfície ativa, e os FM’s que são quimicamente reativos (WONG; TUNG,
2016).
Os FM’s que apresentam superfície reativa são compostos de moléculas com
cadeias longas de hidrocarbonetos, e são comumente denotados como OFM’s
(Organic Friction Modifiers) (LUDEMA, 1996). Um exemplo de OFM que encontra alta
aplicabilidade em óleos para motores, é o GMO (glyceryl monooleate) e seu
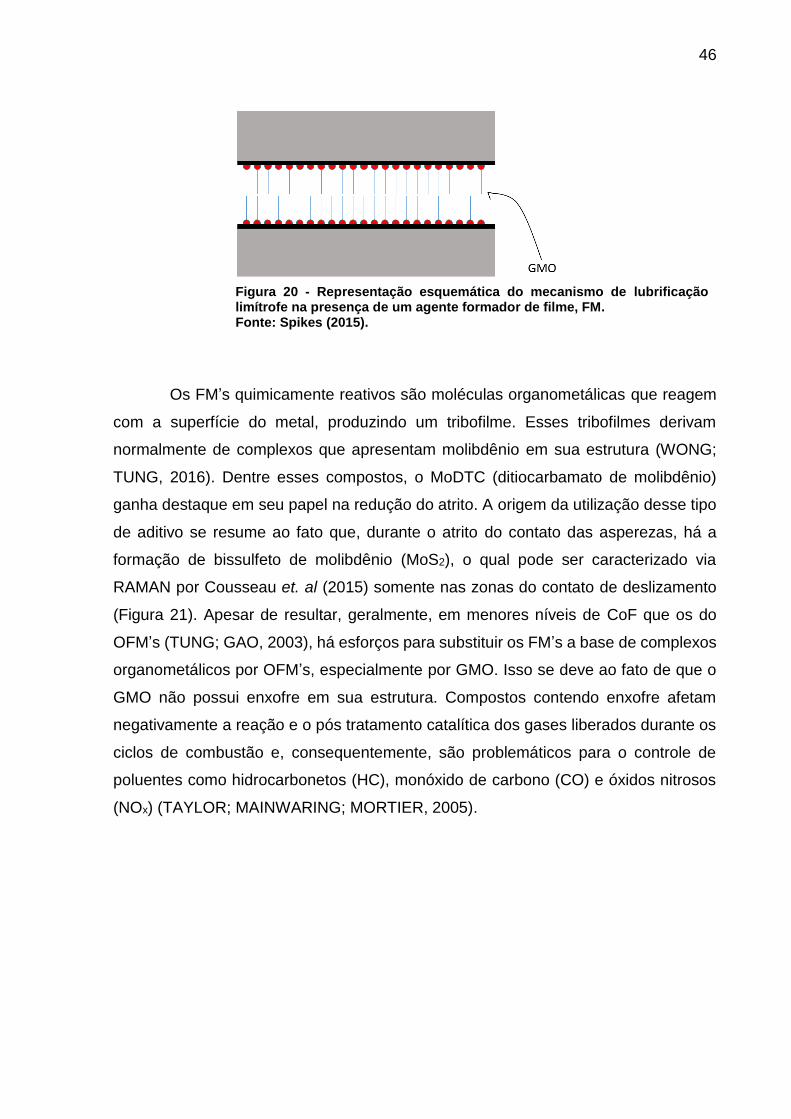
mecanismo de lubrificação é demonstrado na Figura 20 (SPIKES, 2015). A molécula
orgânica é adsorvida com o grupo polar voltado a camada de óxido da superfície do
metal. As caudas exercem forças de repulsão mútua, causando o alinhamento
perpendicular à superfície (HUTCHINGS, 1992).
46
Figura 20 - Representação esquemática do mecanismo de lubrificação limítrofe na presença de um agente formador de filme, FM. Fonte: Spikes (2015).
Os FM’s quimicamente reativos são moléculas organometálicas que reagem
com a superfície do metal, produzindo um tribofilme. Esses tribofilmes derivam
normalmente de complexos que apresentam molibdênio em sua estrutura (WONG;
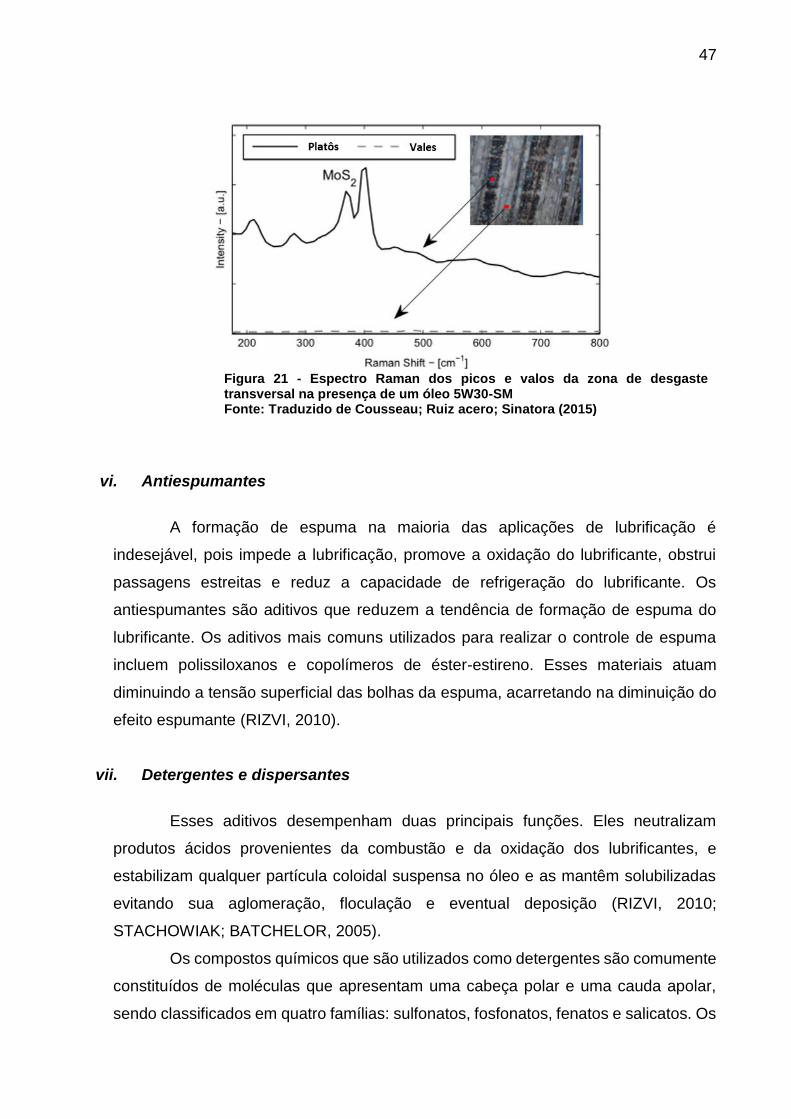
TUNG, 2016). Dentre esses compostos, o MoDTC (ditiocarbamato de molibdênio)
ganha destaque em seu papel na redução do atrito. A origem da utilização desse tipo
de aditivo se resume ao fato que, durante o atrito do contato das asperezas, há a
formação de bissulfeto de molibdênio (MoS2), o qual pode ser caracterizado via
RAMAN por Cousseau et. al (2015) somente nas zonas do contato de deslizamento
(Figura 21). Apesar de resultar, geralmente, em menores níveis de CoF que os do
OFM’s (TUNG; GAO, 2003), há esforços para substituir os FM’s a base de complexos
organometálicos por OFM’s, especialmente por GMO. Isso se deve ao fato de que o
GMO não possui enxofre em sua estrutura. Compostos contendo enxofre afetam
negativamente a reação e o pós tratamento catalítica dos gases liberados durante os
ciclos de combustão e, consequentemente, são problemáticos para o controle de
poluentes como hidrocarbonetos (HC), monóxido de carbono (CO) e óxidos nitrosos
(NOx) (TAYLOR; MAINWARING; MORTIER, 2005).
47
Figura 21 - Espectro Raman dos picos e valos da zona de desgaste transversal na presença de um óleo 5W30-SM Fonte: Traduzido de Cousseau; Ruiz acero; Sinatora (2015)
vi. Antiespumantes
A formação de espuma na maioria das aplicações de lubrificação é
indesejável, pois impede a lubrificação, promove a oxidação do lubrificante, obstrui
passagens estreitas e reduz a capacidade de refrigeração do lubrificante. Os
antiespumantes são aditivos que reduzem a tendência de formação de espuma do
lubrificante. Os aditivos mais comuns utilizados para realizar o controle de espuma
incluem polissiloxanos e copolímeros de éster-estireno. Esses materiais atuam
diminuindo a tensão superficial das bolhas da espuma, acarretando na diminuição do
efeito espumante (RIZVI, 2010).
vii. Detergentes e dispersantes
Esses aditivos desempenham duas principais funções. Eles neutralizam
produtos ácidos provenientes da combustão e da oxidação dos lubrificantes, e
estabilizam qualquer partícula coloidal suspensa no óleo e as mantêm solubilizadas
evitando sua aglomeração, floculação e eventual deposição (RIZVI, 2010;
STACHOWIAK; BATCHELOR, 2005).
Os compostos químicos que são utilizados como detergentes são comumente
constituídos de moléculas que apresentam uma cabeça polar e uma cauda apolar,
sendo classificados em quatro famílias: sulfonatos, fosfonatos, fenatos e salicatos. Os

48
sulfonatos comumente apresentam cátions metálicos de cálcio, magnésio e sódio e
são também amplamente empregados os fenatos de cálcio e os carboxilatos de cálcio
(BELMIRO; CARRETEIRO, 2006 apud DO VALE, 2016).
A Figura 22 ilustra a estrutura e mecanismo de atuação do sulfanato de cálcio
como agente dispersante/detergente. A cauda que possui carga negativa é adsorvida
à superfície do contaminante, formando uma partícula carregada negativamente.
Assim, ocorre uma repulsão de partículas com cargas negativas evitando dessa
maneira a floculação (STACHOWIAK; BATCHELOR, 2005).
Figura 22 - Estrutura e função do sulfanato de cálcio e sua ação como aditivo detergente e dispersante Fonte: Do Vale (2016).
viii. Corretores de ponto de fluidez
Fluidos derivados do petróleo contêm ceras, as quais à baixas temperaturas
começam a cristalizar formando uma rede estrutural. Essas estruturas absorvem o
óleo e impedem o seu fluxo. Corretores de ponto de fluidez previnem a formação da
rede estrutural cristalina e permitem que o óleo flua continuamente à baixas
temperaturas. Os compostos químicos mais comuns que desempenham essa função
49
são os naftalenos alquilados, fenóis, polimetilmetaacrilatos e copolímeros estireno-
éster (RIZVI, 2010).
Como visto até aqui, um óleo lubrificante totalmente formulado é formado pelo
óleo base mais percentuais de combinações de certos aditivos que melhoram seu
desempenho. Essa formulação se altera continuamente devido às especificações em
resposta às mudanças nas regulamentações industriais, requisitos dos OEM´s
(Original Equipment Manufacturers) e necessidades dos clientes (WONG; TUNG,
2016).
Os órgãos de especificação regionais que se incumbem de licenciar e
certificar esses óleos para os MCI’s são: JASO (Japan Automobile Standards
Organization), no Japão; ACEA (Association des Constructeurs Européens
d’Automobiles), na Europa e a API (American Petroleum Institute) nos EUA (WONG;
TUNG, 2016). O último, mais difundido na especificação dos óleos, juntamente com a
ASTM desenvolveram um sistema que divide os óleos em três categorias. Essas
categorias estão relacionadas com a destinação para: motor a combustão por
centelha (sufixo "S"), a diesel (sufixo "C") e para lubrificação de engrenagens (sufixo
"GL"). A especificação para um veículo de combustão por centelha seria, por exemplo:
API SL; sendo a última letra a definição do desempenho do óleo. O primeiro nível, já
obsoleto, é o API SA (utilizado entre 1920 e 1930), o qual não contém nenhum aditivo.
A Figura 23 elucida a evolução dos óleos em relação ao ano de disponibilização. As
especificações mais recentes já estão em API SM (disponível a partir de 2004) e API
SN (disponível a partir de outubro de 2010). O último já é compatível com motores que
operam com misturas de combustíveis etanol/gasolina com percentual elevado de
etanol, ex. E85. Oferecem melhoria no consumo de combustível, proteção do
turbocompressor e compatibilidade com o sistema de controle de emissão
(AMERICAN PETROLEUM INSTITUTE, 2017).
Dessa forma, são introduzidas periodicamente no mercado formulações
atualizadas dos lubrificantes, os quais podem atuar nos motores da atual geração
aperfeiçoando seu desempenho e garantindo máxima proteção dos seus
componentes, atendendo, por conseguinte, aos requisitos e necessidades globais
(KORCEK et al., 1999).
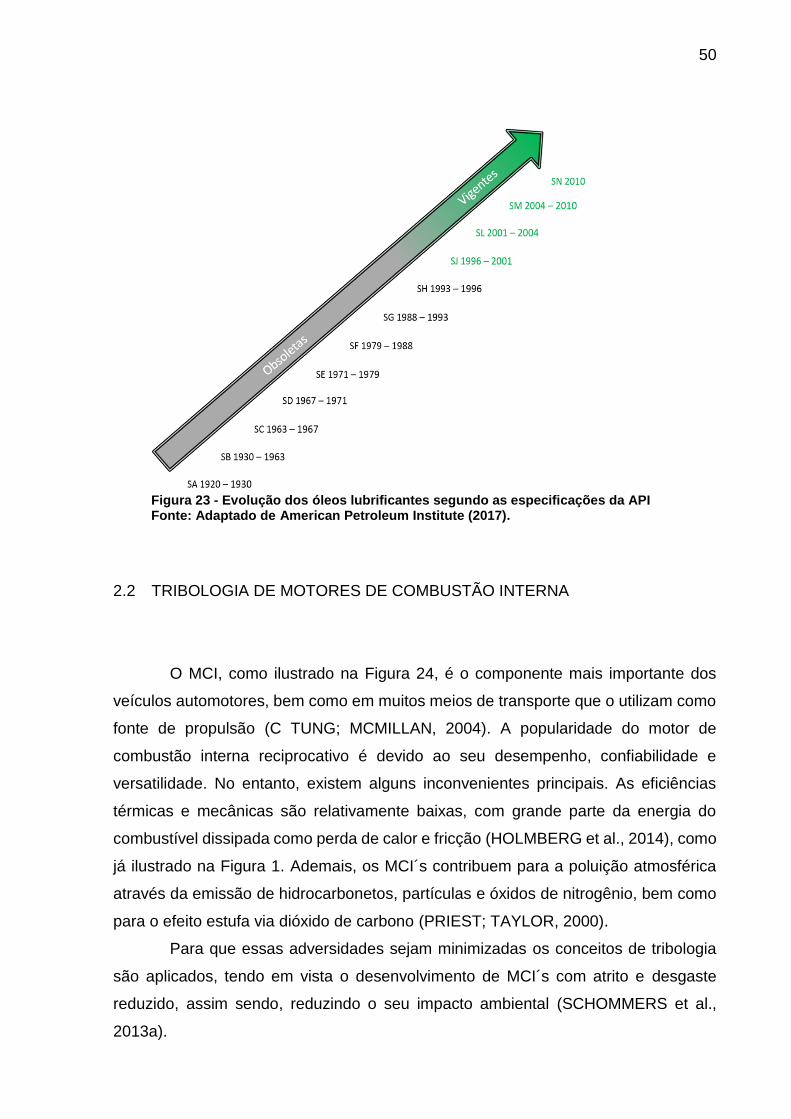
50
Figura 23 - Evolução dos óleos lubrificantes segundo as especificações da API Fonte: Adaptado de American Petroleum Institute (2017).
2.2 TRIBOLOGIA DE MOTORES DE COMBUSTÃO INTERNA
O MCI, como ilustrado na Figura 24, é o componente mais importante dos
veículos automotores, bem como em muitos meios de transporte que o utilizam como
fonte de propulsão (C TUNG; MCMILLAN, 2004). A popularidade do motor de
combustão interna reciprocativo é devido ao seu desempenho, confiabilidade e
versatilidade. No entanto, existem alguns inconvenientes principais. As eficiências
térmicas e mecânicas são relativamente baixas, com grande parte da energia do
combustível dissipada como perda de calor e fricção (HOLMBERG et al., 2014), como
já ilustrado na Figura 1. Ademais, os MCI´s contribuem para a poluição atmosférica
através da emissão de hidrocarbonetos, partículas e óxidos de nitrogênio, bem como
para o efeito estufa via dióxido de carbono (PRIEST; TAYLOR, 2000).
Para que essas adversidades sejam minimizadas os conceitos de tribologia
são aplicados, tendo em vista o desenvolvimento de MCI´s com atrito e desgaste
reduzido, assim sendo, reduzindo o seu impacto ambiental (SCHOMMERS et al.,
2013a).
51
Figura 24 - Motor de combustão interna reciprocativo Fonte: Eder et al. (2016).
Além do exposto até esse ponto, melhorias no desempenho tribológico dos
MCI´s podem gerar os seguintes benefícios:
Redução do consumo de combustível;
Aumento de potência;
Consumo de óleo reduzido;
Redução de emissão de gases prejudiciais;
Melhora da durabilidade, confiabilidade e vida do motor;
Extensão dos intervalos de manutenção do motor.
A Figura 25 ilustra alguns componentes relevantes do motor, os quais operam
com o conceito de atrito e desgaste reduzido. Medidas de redução de atrito no
mecanismo de acionamento de manivela, por exemplo, se concentram no conjunto do
pistão onde a maior percentagem de perda por atrito é encontrada, entre 50% a 68%.
No caso da transmissão por correia, o ajuste do layout e dimensionamento para
contornar problemas relacionados a vibração e pré-tensão da correia, por sua vez,
desempenham papel central. No circuito de óleo e água a utilização de lubrificantes

52
com baixa viscosidade tem ganhado destaque, e no trem de válvulas, o emprego de
mancais mais eficientes são mais praticáveis (SCHOMMERS et al., 2013b).
Figura 25 - Panorama geral dos componentes de relevância dos motores de combustão interna, os quais redução de atrito e desgaste são desejáveis Fonte: Schommers et al. (2013).
Neste trabalho a atenção é mantida ao conjunto do mecanismo de
acionamento da manivela, mais precisamente ao conjunto do pistão, o qual realiza a
transformação do movimento alternativo, proveniente da expansão dos gases, em
movimento rotacional na árvore de manivelas (PRIEST; TAYLOR, 2000).
O conjunto do pistão é constituído pelo pistão, anéis do pistão, pino e biela,
como representado na Figura 26. Há três principais tribossistemas nesse conjunto e
são eles: superfície da saia do pistão deslizando contra o cilindro; a superfície de
deslizamento do pistão em movimento rotativo em conjunto com a biela; e por último,
foco deste trabalho, as superfícies dos anéis em movimento reciprocativo ao longo do
cilindro (WONG; TUNG, 2016). A seguir, o tribossistema em estudo, anel do
pistão/cilindro será abordado integralmente.
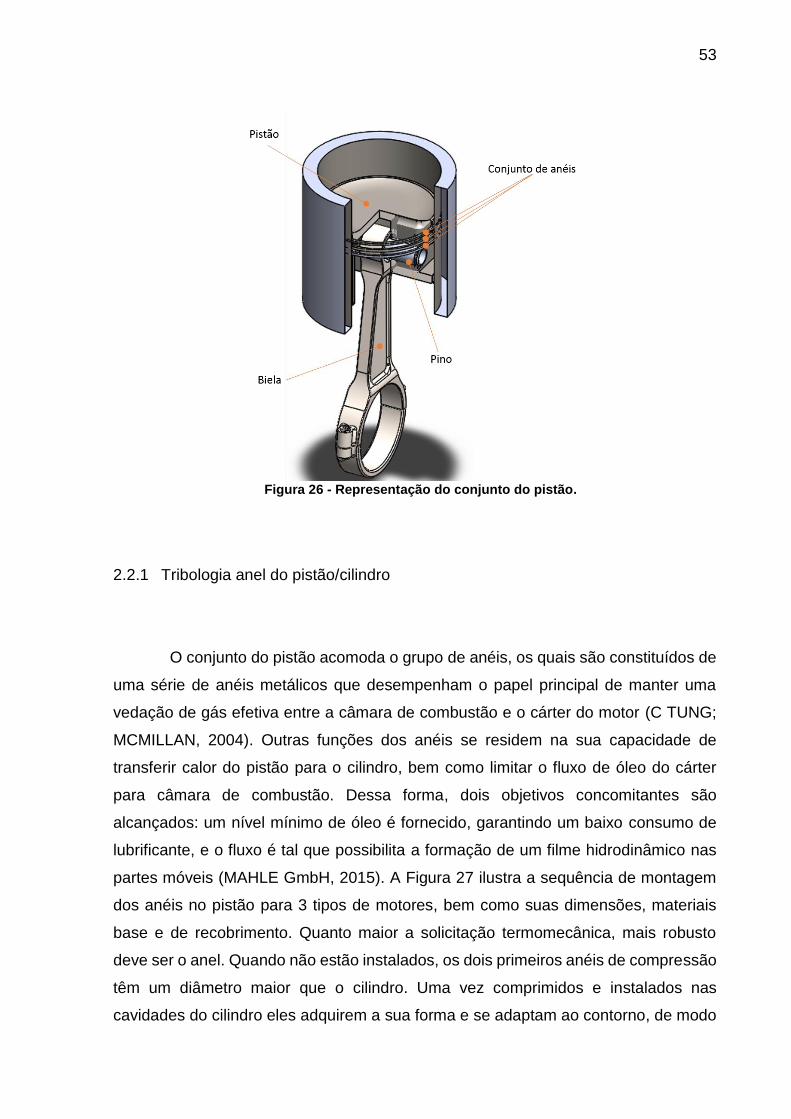
53
Figura 26 - Representação do conjunto do pistão.
2.2.1 Tribologia anel do pistão/cilindro
O conjunto do pistão acomoda o grupo de anéis, os quais são constituídos de
uma série de anéis metálicos que desempenham o papel principal de manter uma
vedação de gás efetiva entre a câmara de combustão e o cárter do motor (C TUNG;
MCMILLAN, 2004). Outras funções dos anéis se residem na sua capacidade de
transferir calor do pistão para o cilindro, bem como limitar o fluxo de óleo do cárter
para câmara de combustão. Dessa forma, dois objetivos concomitantes são
alcançados: um nível mínimo de óleo é fornecido, garantindo um baixo consumo de
lubrificante, e o fluxo é tal que possibilita a formação de um filme hidrodinâmico nas
partes móveis (MAHLE GmbH, 2015). A Figura 27 ilustra a sequência de montagem
dos anéis no pistão para 3 tipos de motores, bem como suas dimensões, materiais
base e de recobrimento. Quanto maior a solicitação termomecânica, mais robusto
deve ser o anel. Quando não estão instalados, os dois primeiros anéis de compressão
têm um diâmetro maior que o cilindro. Uma vez comprimidos e instalados nas
cavidades do cilindro eles adquirem a sua forma e se adaptam ao contorno, de modo
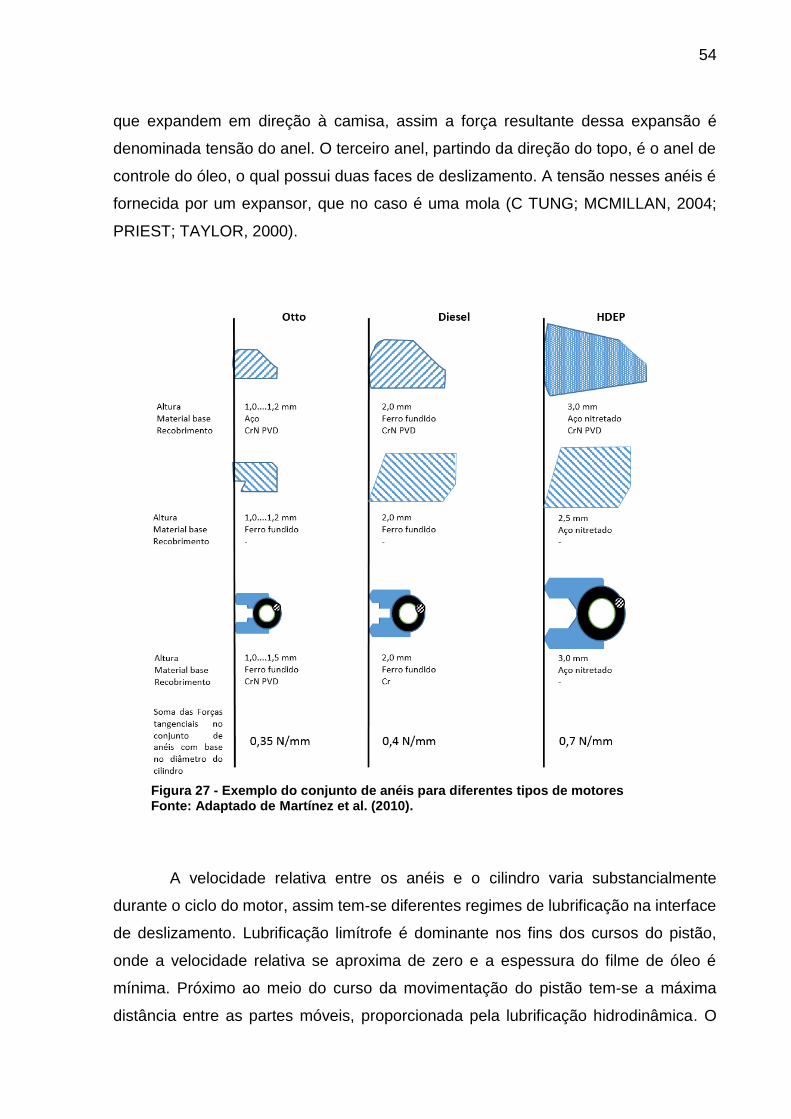
54
que expandem em direção à camisa, assim a força resultante dessa expansão é
denominada tensão do anel. O terceiro anel, partindo da direção do topo, é o anel de
controle do óleo, o qual possui duas faces de deslizamento. A tensão nesses anéis é
fornecida por um expansor, que no caso é uma mola (C TUNG; MCMILLAN, 2004;
PRIEST; TAYLOR, 2000).
Figura 27 - Exemplo do conjunto de anéis para diferentes tipos de motores Fonte: Adaptado de Martínez et al. (2010).
A velocidade relativa entre os anéis e o cilindro varia substancialmente
durante o ciclo do motor, assim tem-se diferentes regimes de lubrificação na interface
de deslizamento. Lubrificação limítrofe é dominante nos fins dos cursos do pistão,
onde a velocidade relativa se aproxima de zero e a espessura do filme de óleo é
mínima. Próximo ao meio do curso da movimentação do pistão tem-se a máxima
distância entre as partes móveis, proporcionada pela lubrificação hidrodinâmica. O

55
anel de controle de óleo opera preferencialmente na região de lubrificação limítrofe,
pois há alta pressão no anel e área de contato relativamente baixa. Em geral, o atrito
em ambos anéis que se localizam nos canaletes mais extremos: 1° anel e anel de óleo
– é significante, enquanto o atrito do 2° anel é considerado geralmente como sendo o
menor, devido à uma menor tensão e menor pressão de gás atuante em sua face
traseira (WONG; TUNG, 2016). Por conseguinte, como ilustrado na Figura 27, não há
material de recobrimento nesses anéis, na maioria dos casos. Normalmente só o
material base, preferencialmente ferro fundido cinzento, é empregado (MARTÍNEZ et
al., 2010).
Dentre essas superfícies dos anéis que interagem com a camisa, uma em
questão está exposta às condições mais severas de temperatura e pressão, e
experimenta, mais do que as outras, regimes de lubrificação misto e limítrofe (C
TUNG; MCMILLAN, 2004). Essa superfície se localiza no primeiro anel do pistão
(Figura 28) e será objeto de investigação deste trabalho.
Figura 28 - Representação esquemática do tribossistema anel do pistão/cilindro Fonte: Adaptado de Obert et al. (2016).
Visto o posto, uma vez que as condições de operação do tribossistema 1° anel
do pistão/cilindro são mais severas, atrito e desgaste nesta região são de maior
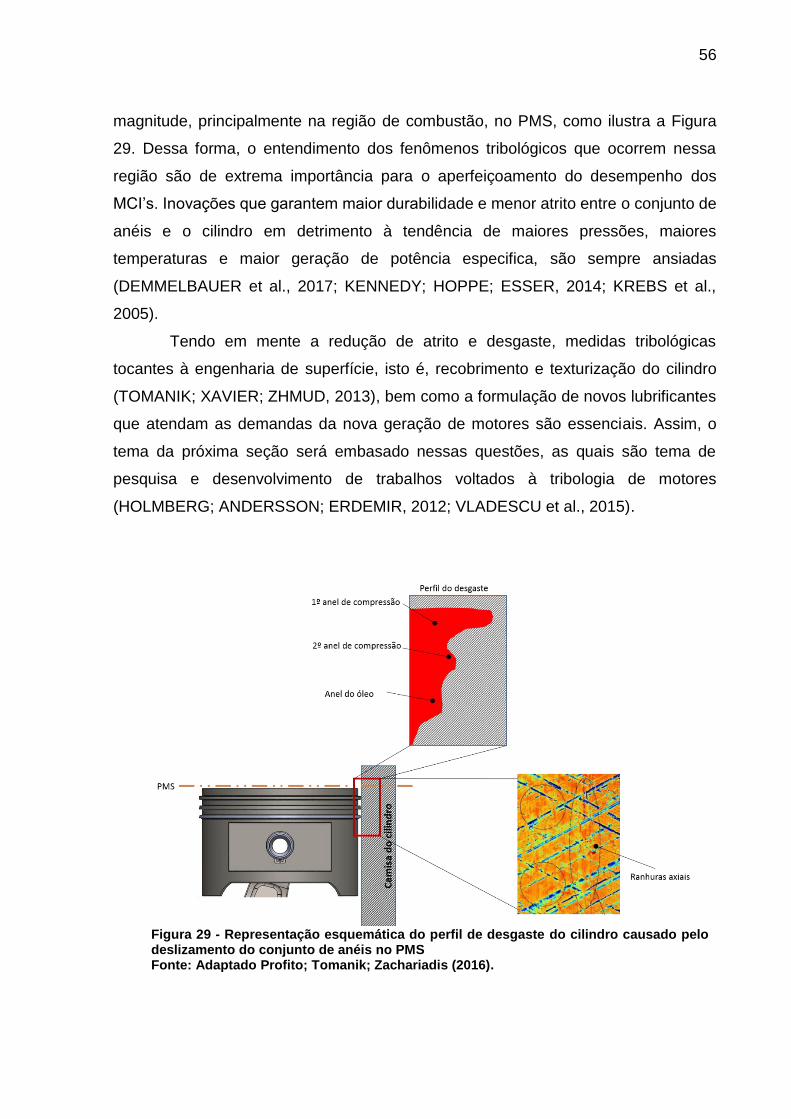
56
magnitude, principalmente na região de combustão, no PMS, como ilustra a Figura
29. Dessa forma, o entendimento dos fenômenos tribológicos que ocorrem nessa
região são de extrema importância para o aperfeiçoamento do desempenho dos
MCI’s. Inovações que garantem maior durabilidade e menor atrito entre o conjunto de
anéis e o cilindro em detrimento à tendência de maiores pressões, maiores
temperaturas e maior geração de potência especifica, são sempre ansiadas
(DEMMELBAUER et al., 2017; KENNEDY; HOPPE; ESSER, 2014; KREBS et al.,
2005).
Tendo em mente a redução de atrito e desgaste, medidas tribológicas
tocantes à engenharia de superfície, isto é, recobrimento e texturização do cilindro
(TOMANIK; XAVIER; ZHMUD, 2013), bem como a formulação de novos lubrificantes
que atendam as demandas da nova geração de motores são essenciais. Assim, o
tema da próxima seção será embasado nessas questões, as quais são tema de
pesquisa e desenvolvimento de trabalhos voltados à tribologia de motores
(HOLMBERG; ANDERSSON; ERDEMIR, 2012; VLADESCU et al., 2015).
Figura 29 - Representação esquemática do perfil de desgaste do cilindro causado pelo deslizamento do conjunto de anéis no PMS Fonte: Adaptado Profito; Tomanik; Zachariadis (2016).
57
2.3 MEIOS TRIBOLÓGICOS PARA A REDUÇÃO DE ATRITO E DESGASTE EM
MOTORES DE COMBUSTÃO INTERNA
Desafios tribológicos impostos por MCI’s são o impulso para o
desenvolvimento de novas tecnologias que proporcionam atrito e desgaste reduzido.
São utilizadas várias técnicas empregadas tanto nos anéis, como em cilindros, as
quais em sinergia, colaboram para um motor mais econômico e potente. Dentre esses
métodos, destacam-se a utilização de recobrimentos com atrito reduzido, texturização
de superfícies, e otimização dos lubrificantes (HOLMBERG; ANDERSSON;
ERDEMIR, 2012).
2.3.1 Recobrimentos com atrito reduzido
Os recobrimentos com atrito reduzido visam, como o próprio nome diz, reduzir
o atrito da interface dos os anéis em deslizamento contra o cilindro. Avanços
significativos foram feitos nas últimas décadas e novas técnicas como deposição física
via fase vapor (PVD), deposição química via fase vapor (CVD), e spray térmico. Essas
tecnologias tornaram o recobrimento dos componentes do tribossistema anel do
pistão/cilindro, em escalas de produção, viável economicamente (MARTÍNEZ et al.,
2010).
Anéis do pistão - No que tange a melhoria do desempenho comportamento
tribológico dos anéis, seis principais processos de recobrimento são empregados,
como ilustrado na Figura 30.
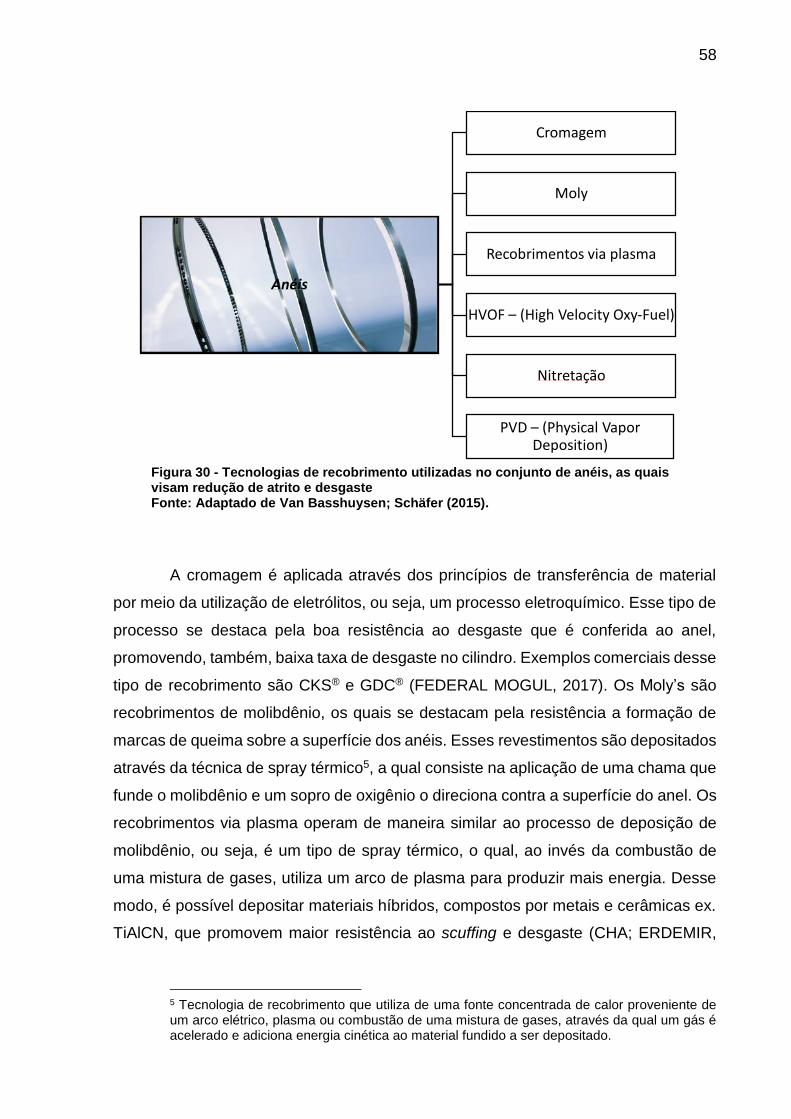
58
Figura 30 - Tecnologias de recobrimento utilizadas no conjunto de anéis, as quais visam redução de atrito e desgaste Fonte: Adaptado de Van Basshuysen; Schäfer (2015).
A cromagem é aplicada através dos princípios de transferência de material
por meio da utilização de eletrólitos, ou seja, um processo eletroquímico. Esse tipo de
processo se destaca pela boa resistência ao desgaste que é conferida ao anel,
promovendo, também, baixa taxa de desgaste no cilindro. Exemplos comerciais desse
tipo de recobrimento são CKS® e GDC® (FEDERAL MOGUL, 2017). Os Moly’s são
recobrimentos de molibdênio, os quais se destacam pela resistência a formação de
marcas de queima sobre a superfície dos anéis. Esses revestimentos são depositados
através da técnica de spray térmico5, a qual consiste na aplicação de uma chama que
funde o molibdênio e um sopro de oxigênio o direciona contra a superfície do anel. Os
recobrimentos via plasma operam de maneira similar ao processo de deposição de
molibdênio, ou seja, é um tipo de spray térmico, o qual, ao invés da combustão de
uma mistura de gases, utiliza um arco de plasma para produzir mais energia. Desse
modo, é possível depositar materiais híbridos, compostos por metais e cerâmicas ex.
TiAlCN, que promovem maior resistência ao scuffing e desgaste (CHA; ERDEMIR,
5 Tecnologia de recobrimento que utiliza de uma fonte concentrada de calor proveniente de um arco elétrico, plasma ou combustão de uma mistura de gases, através da qual um gás é acelerado e adiciona energia cinética ao material fundido a ser depositado.
Anéis
Cromagem
Moly
Recobrimentos via plasma
HVOF – (High Velocity Oxy-Fuel)
Nitretação
PVD – (Physical Vapor Deposition)
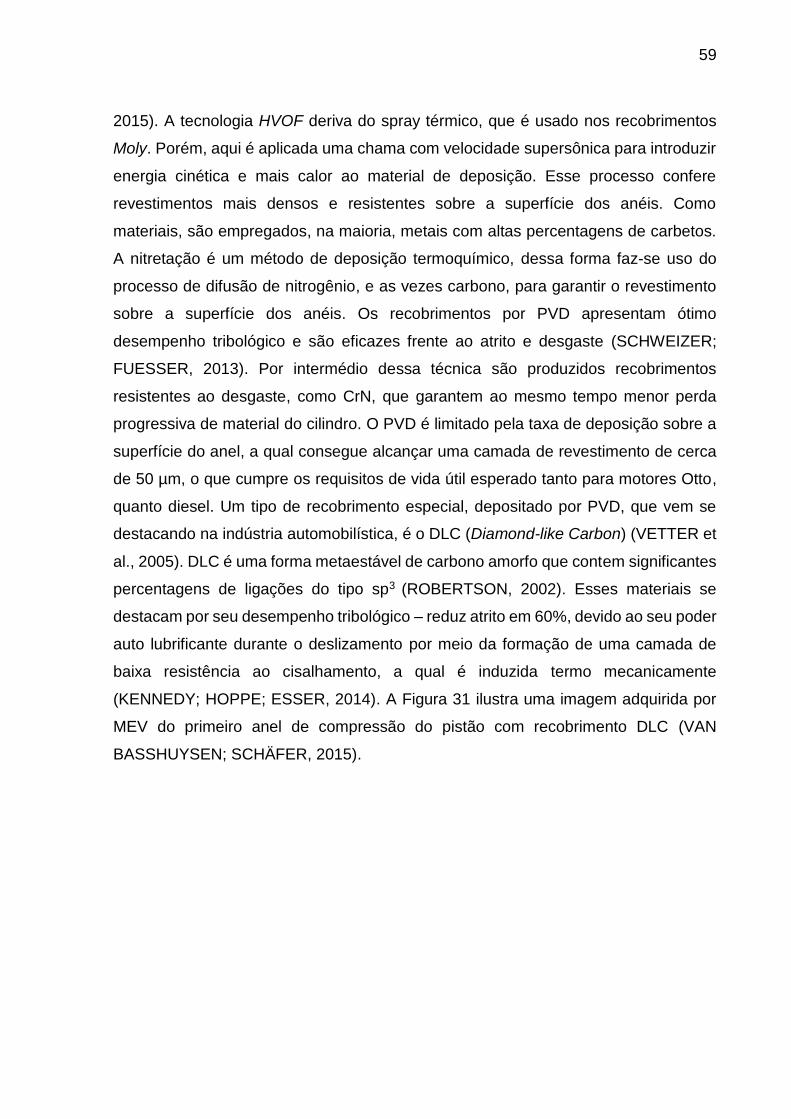
59
2015). A tecnologia HVOF deriva do spray térmico, que é usado nos recobrimentos
Moly. Porém, aqui é aplicada uma chama com velocidade supersônica para introduzir
energia cinética e mais calor ao material de deposição. Esse processo confere
revestimentos mais densos e resistentes sobre a superfície dos anéis. Como
materiais, são empregados, na maioria, metais com altas percentagens de carbetos.
A nitretação é um método de deposição termoquímico, dessa forma faz-se uso do
processo de difusão de nitrogênio, e as vezes carbono, para garantir o revestimento
sobre a superfície dos anéis. Os recobrimentos por PVD apresentam ótimo
desempenho tribológico e são eficazes frente ao atrito e desgaste (SCHWEIZER;
FUESSER, 2013). Por intermédio dessa técnica são produzidos recobrimentos
resistentes ao desgaste, como CrN, que garantem ao mesmo tempo menor perda
progressiva de material do cilindro. O PVD é limitado pela taxa de deposição sobre a
superfície do anel, a qual consegue alcançar uma camada de revestimento de cerca
de 50 µm, o que cumpre os requisitos de vida útil esperado tanto para motores Otto,
quanto diesel. Um tipo de recobrimento especial, depositado por PVD, que vem se
destacando na indústria automobilística, é o DLC (Diamond-like Carbon) (VETTER et
al., 2005). DLC é uma forma metaestável de carbono amorfo que contem significantes
percentagens de ligações do tipo sp3 (ROBERTSON, 2002). Esses materiais se
destacam por seu desempenho tribológico – reduz atrito em 60%, devido ao seu poder
auto lubrificante durante o deslizamento por meio da formação de uma camada de
baixa resistência ao cisalhamento, a qual é induzida termo mecanicamente
(KENNEDY; HOPPE; ESSER, 2014). A Figura 31 ilustra uma imagem adquirida por
MEV do primeiro anel de compressão do pistão com recobrimento DLC (VAN
BASSHUYSEN; SCHÄFER, 2015).

60
Figura 31 - Imagem adquirida por MEV de um recobrimento DLC no primeiro anel de compressão Fonte: Kennedy; Hoppe; Esser (2014).
A Figura 32 mostra a comparação do CoF relativo entre vários tipos de
recobrimentos de anéis utilizados na atualidade. O CoF foi medido em teste de
laboratório, em um tribômetro SRV, sob condições de lubrificação mista. Os nomes
CarboGlide® e DuroGlide® são marcas de cunho comercial e representam variantes
do recobrimento DLC (FEDERAL MOGUL, 2017).
Figura 32 - Comparação relativa do CoF para diferentes tipos de recobrimentos utilizados em anéis, medidos em um tribômetro SRV sob condições de lubrificação mista Fonte: Adaptado de Kennedy; Hoppe; Esser (2014).
Cilindro - Outro elemento do tribossistema estudado neste trabalho, que é de
grande importância, é o cilindro, no qual tecnologia de recobrimento também é
utilizada, tendo em vista o ganho em propriedades tribológicas. O cilindro se encontra

61
no bloco do motor, e dependendo das propriedades e finalidades requeridas, três
principais tipos de materiais são empregados, e são eles: ligas ferrosas –
principalmente ferro fundido cinzento e vermicular, ligas de magnésio e ligas de
alumínio-silício (VAN BASSHUYSEN; SCHÄFER, 2015). Atualmente, os blocos de
motores que mais ganham destaque são aqueles produzidos em alumínio, devido à
sua condutividade térmica e menor densidade frente aos blocos de ferro fundido
(GAND, 2011). Assim, cumprindo os requisitos materiais impostos pela tendência do
downsizing (GOLLOCH, 2005). A Figura 33 ilustra a diversidade de combinações de
materiais e recobrimentos que podem compor o bloco do motor e cilindro.
Figura 33 - Processos de produção para blocos de motores e superfícies de cilindros Fonte: Adaptado de Gand (2011).
Na configuração monolítica, o cilindro é parte do bloco do motor e não há
adição de recobrimentos e/ou camisas heterogêneas para compor a superfície de

62
deslizamento do anel. No caso da utilização de blocos de alumínio monolítico (Alusil®
- AlSi17Cu4Mg) a superfície de deslizamento é criada através de um processo que
utiliza da segregação do silício da liga durante o processo de resfriamento do sistema
eutético binário e subsequente exposição do mesmo, seja por corrosão ou
mecanicamente, durante o brunimento (DIENWIEBEL; PÖHLMANN; SCHERGE,
2007). No caso de alguns automóveis da marca BMW o Alusil® é encontrado como
um inserto em um bloco de magnésio (KREBS et al., 2005).
Blocos heterogêneos são produzidos de modo que as camisas de FoFo
cinzento ou alumínio com alta percentagem de silício (Silitec®) são fundidas e
depositadas sobre os cilindros, ou são insertadas mecanicamente no orifício. A
coesão entre os dois materiais (camisa e bloco) é garantida ou por meio de ancoragem
mecânica, ou através de ligação intermetálica (VAN BASSHUYSEN; SCHÄFER,
2015).
Nota-se pela Figura 33 que o recobrimento dos cilindros só ocorre nos blocos
de alumínio/magnésio classificados como quasimonolítico por meio de técnicas como
o PVD, deposição eletroquímica de níquel (Nikasil®) e spray térmico. Tocante a essa
última tecnologia mencionada, há vários tipos de processos que utilizam de seu
princípio. Dentre esses processos o LDS-TWAS juntamente com o Alu-thin-fer são os
que mais se destacam devido ao custo de produção, controle de estrutura do
revestimento conferido, e pré-processamento do cilindro. A Figura 34 ilustra
esquematicamente o princípio de funcionamento da tecnologia LDS, o qual se utiliza
de um processo de deposição através da fusão por arco elétrico de dois eletrodos de
aço carbono. O metal fundido é acelerado contra o cilindro por meio de um gás
atomizador (KÖNIG; LAHRES; METHNER, 2014).
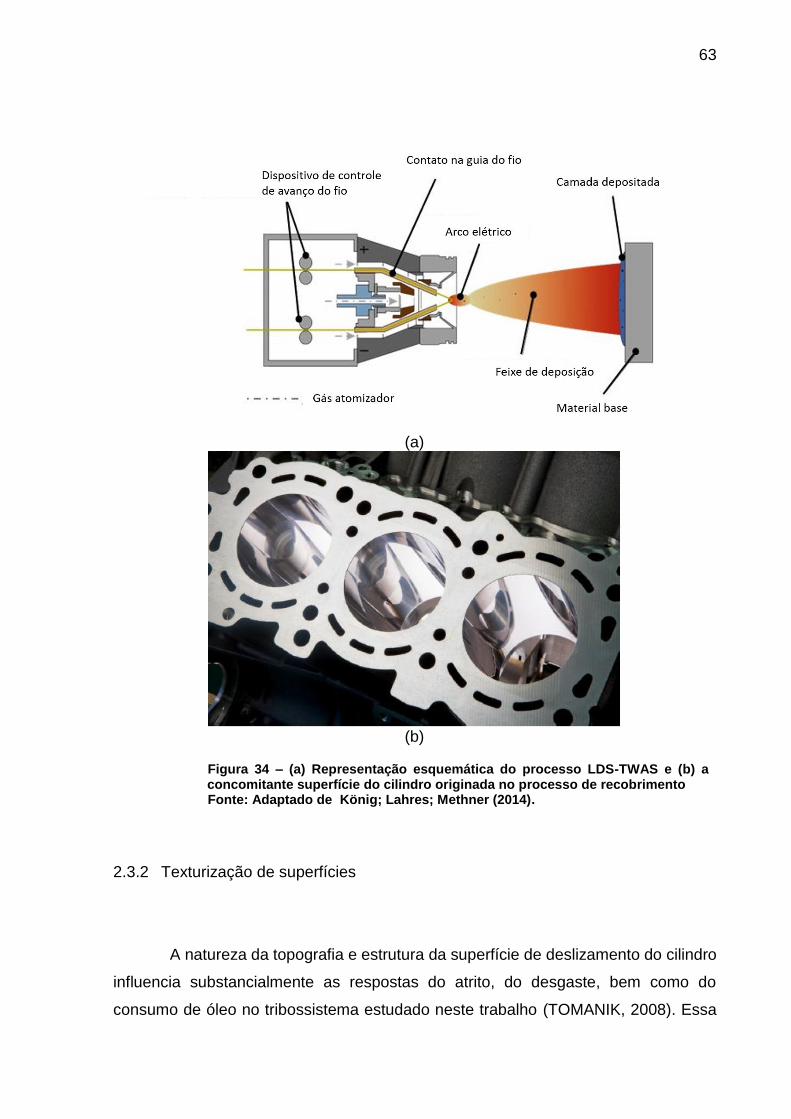
63
(a)
(b)
Figura 34 – (a) Representação esquemática do processo LDS-TWAS e (b) a concomitante superfície do cilindro originada no processo de recobrimento Fonte: Adaptado de König; Lahres; Methner (2014).
2.3.2 Texturização de superfícies
A natureza da topografia e estrutura da superfície de deslizamento do cilindro
influencia substancialmente as respostas do atrito, do desgaste, bem como do
consumo de óleo no tribossistema estudado neste trabalho (TOMANIK, 2008). Essa
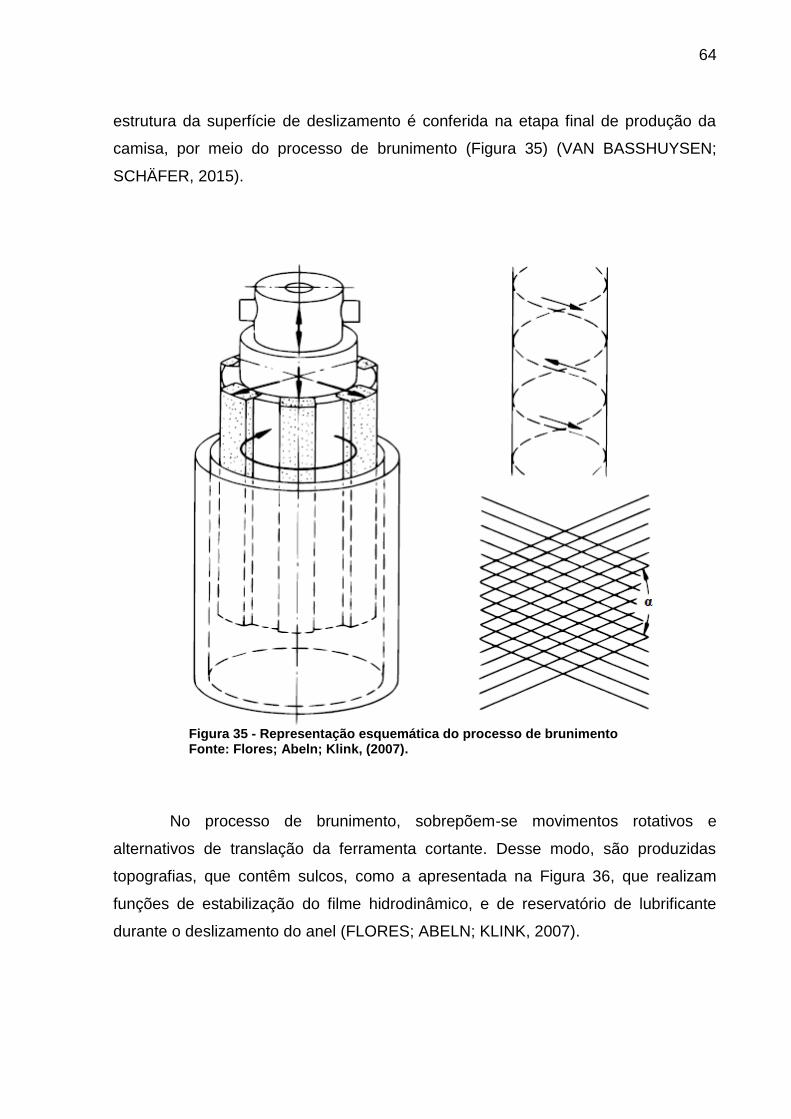
64
estrutura da superfície de deslizamento é conferida na etapa final de produção da
camisa, por meio do processo de brunimento (Figura 35) (VAN BASSHUYSEN;
SCHÄFER, 2015).
Figura 35 - Representação esquemática do processo de brunimento Fonte: Flores; Abeln; Klink, (2007).
No processo de brunimento, sobrepõem-se movimentos rotativos e
alternativos de translação da ferramenta cortante. Desse modo, são produzidas
topografias, que contêm sulcos, como a apresentada na Figura 36, que realizam
funções de estabilização do filme hidrodinâmico, e de reservatório de lubrificante
durante o deslizamento do anel (FLORES; ABELN; KLINK, 2007).
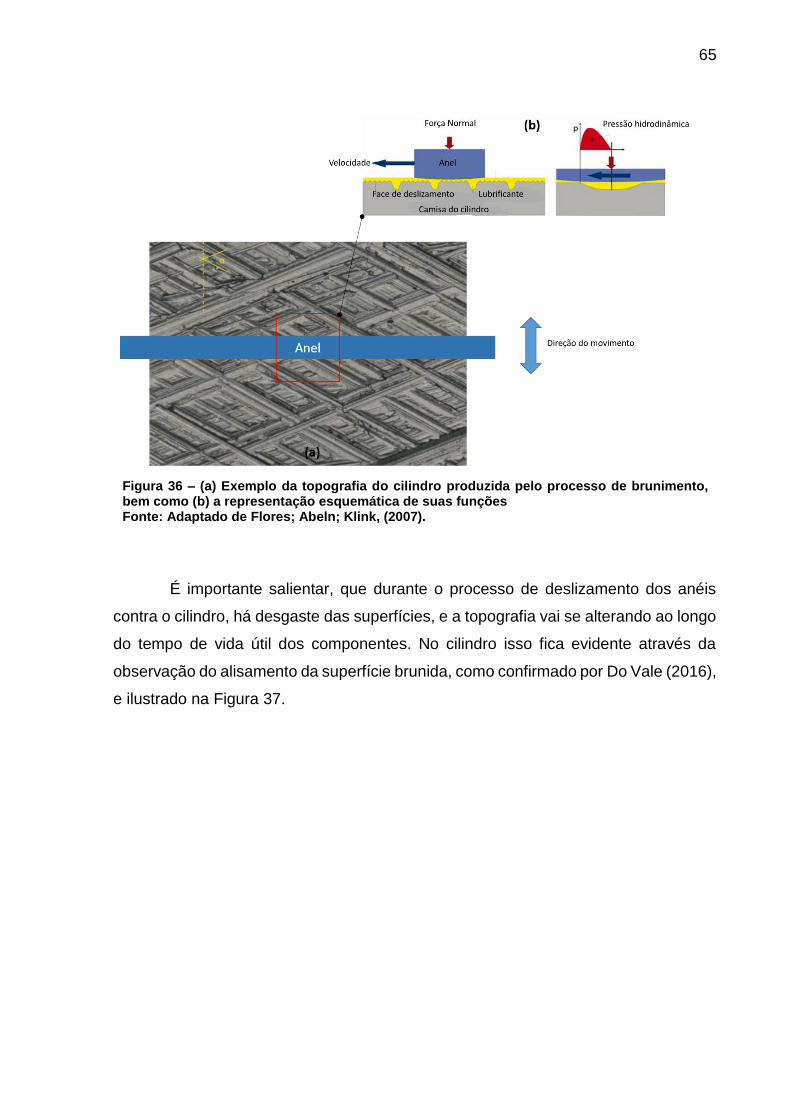
65
Figura 36 – (a) Exemplo da topografia do cilindro produzida pelo processo de brunimento, bem como (b) a representação esquemática de suas funções Fonte: Adaptado de Flores; Abeln; Klink, (2007).
É importante salientar, que durante o processo de deslizamento dos anéis
contra o cilindro, há desgaste das superfícies, e a topografia vai se alterando ao longo
do tempo de vida útil dos componentes. No cilindro isso fica evidente através da
observação do alisamento da superfície brunida, como confirmado por Do Vale (2016),
e ilustrado na Figura 37.

66
Figura 37 - Comparação por meio de MEV entre as superfícies brunidas de FoFo cinzento antes e após ensaio de 4 hs (condição de Fn=75 N, f=5 Hz e Cp=10 mm) Fonte: Do Vale (2016).
O processo de brunimento pode ser seguido por outras técnicas que visam
aprimorar o desempenho tribológico do conjunto deslizante dos anéis e cilindro.
Alguns exemplos dessas técnicas são as superfícies texturizadas à Laser (LST)
próximas ao PMS (Figura 38), bem como a produção de microdimples com cerca 100
µm de diâmetro e 10 µm de profundidade em 60% da superfície da camisa. Essas
estruturas produzem atrito e desgaste relativamente baixos e chegam a reduzir o
consumo de combustível em até 4% (HOLMBERG; ANDERSSON; ERDEMIR, 2012).
A eficiência da combinação de região do cilindro produzidas pelo processo
LST, e regiões amaciadas, aliam as vantagens oferecidas pelo depósito de óleo e
baixo atrito, respectivamente (TOMANIK, 2008).
.

67
Figura 38 - Topografia da superfície do cilindro estruturada por Laser Fonte: Adaptado de Flores; Abeln; Klink (2007); Tomanik (2008).
Para analisar se esses meios tribológicos de redução de atrito e desgaste são,
de fato, eficazes, determinados testes com os componentes anel do pistão e cilindro
devem ser conduzidos de uma forma que os resultados possam ser comparados
(CZICHOS, 1995). Para a investigação do atrito são construídas, muitas vezes, curvas
Stribeck, as quais relacionam CoF com velocidade e carga do ensaio, e para o
desgaste constroem-se gráficos que relacionam a alguma unidade de perda de
material, seja em volume, profundidade ou massa com variáveis controladas durante
os testes, como temperatura, carga, material etc. (DETERS et al., 2002). Um exemplo
da construção gráfica para a avaliação do comportamento tribológico do tribossistema
do anel do pistão/cilindro é ilustrado na Figura 39. O comportamento do CoF é
caracterizado por meio da curva de Stribeck, e do desgaste, obtidos através de testes
de duração mais longa mantendo carga, velocidade e temperatura constante para
diferentes acabamentos superficiais do cilindro. Os testes foram conduzidos por um
tribômetro CETR UMT – 2, que produz um padrão de movimento de contato
reciprocativo. Dois níveis de carga – 50 e 100 N, e 12 razões de velocidade/carga
foram aplicadas à cada espécime. Nos testes de desgaste, optou-se por um período
de 4 hs de duração (TOMANIK, 2008).
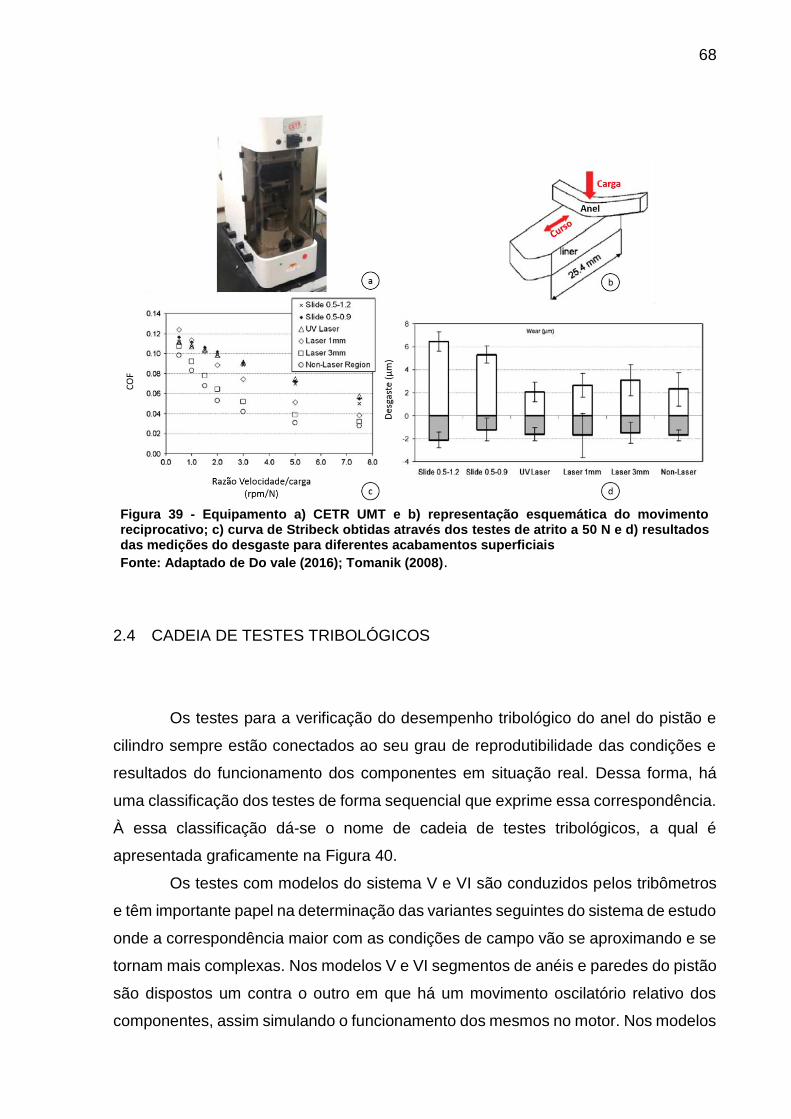
68
Figura 39 - Equipamento a) CETR UMT e b) representação esquemática do movimento reciprocativo; c) curva de Stribeck obtidas através dos testes de atrito a 50 N e d) resultados das medições do desgaste para diferentes acabamentos superficiais
Fonte: Adaptado de Do vale (2016); Tomanik (2008).
2.4 CADEIA DE TESTES TRIBOLÓGICOS
Os testes para a verificação do desempenho tribológico do anel do pistão e
cilindro sempre estão conectados ao seu grau de reprodutibilidade das condições e
resultados do funcionamento dos componentes em situação real. Dessa forma, há
uma classificação dos testes de forma sequencial que exprime essa correspondência.
À essa classificação dá-se o nome de cadeia de testes tribológicos, a qual é
apresentada graficamente na Figura 40.
Os testes com modelos do sistema V e VI são conduzidos pelos tribômetros
e têm importante papel na determinação das variantes seguintes do sistema de estudo
onde a correspondência maior com as condições de campo vão se aproximando e se
tornam mais complexas. Nos modelos V e VI segmentos de anéis e paredes do pistão
são dispostos um contra o outro em que há um movimento oscilatório relativo dos
componentes, assim simulando o funcionamento dos mesmos no motor. Nos modelos
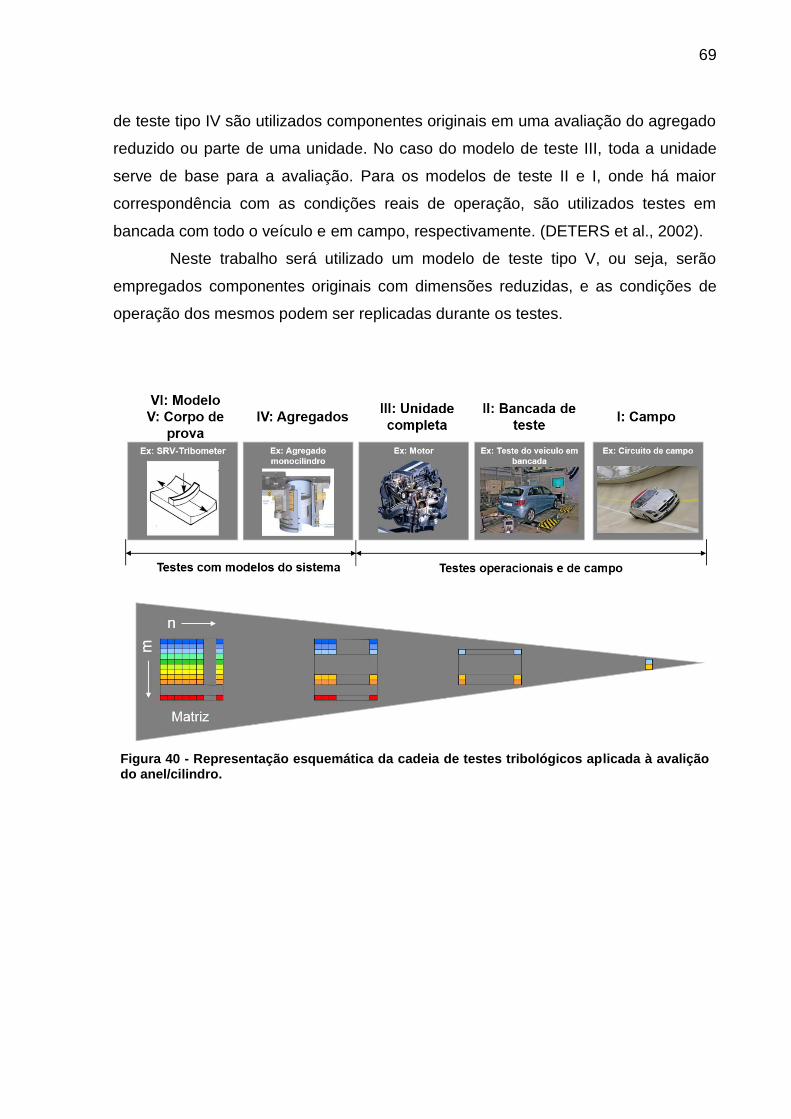
69
de teste tipo IV são utilizados componentes originais em uma avaliação do agregado
reduzido ou parte de uma unidade. No caso do modelo de teste III, toda a unidade
serve de base para a avaliação. Para os modelos de teste II e I, onde há maior
correspondência com as condições reais de operação, são utilizados testes em
bancada com todo o veículo e em campo, respectivamente. (DETERS et al., 2002).
Neste trabalho será utilizado um modelo de teste tipo V, ou seja, serão
empregados componentes originais com dimensões reduzidas, e as condições de
operação dos mesmos podem ser replicadas durante os testes.
Figura 40 - Representação esquemática da cadeia de testes tribológicos aplicada à avalição do anel/cilindro.

70
3 MATERIAIS E MÉTODOS
Para a avaliação do comportamento tribológico dos materiais utilizados neste
trabalho, uma sequência de passos foi seguida e resumidamente exposta no
fluxograma da Figura 41.
Figura 41 - Fluxograma dos procedimentos do trabalho.
3.1 DESCRIÇÃO DA BANCADA DE TESTE RECIPROCATIVO
Para o modelo de ensaio que foi empregado neste trabalho, utilizou-se um
tribômetro oscilatório SRV®4 (Optimol Instruments Prueftechnik GmbH) localizado no
LFS, o qual permite controle preciso, e de modo independente, da força normal,
temperatura, curso e frequência. Com o movimento reciprocativo do equipamento de
teste, o padrão de movimentação do anel no PMS é representado em um ambiente
controlado. A configuração da bancada de teste da SRV®4 é ilustrada na Figura 42.

71
Figura 42 - Bancada de teste da SRV4 com detalhe da montagem do segmento do anel e do cilindro. 1) Suporte do anel do pistão, 2) Suporte do cilindro, 3) Bloco de aquecimento com piezo-elemento, 4) Biela para a aplicação da força FN e 5) Braço linear de movimentação.
Com esse arranjo de montagem dos componentes a serem testados, a
superfície dos mesmos pode ser ajustada a qualquer ângulo de inclinação. Dentro da
câmara de teste o segmento do cilindro é fixado em um suporte, que pode ser
aquecido, o qual contém um sensor de carga piezoeléctrico para a realização da
medição da força de atrito (Fat). O segmento do anel é inserido em um suporte
ajustável, que é movido por um motor elétrico reciprocativo paralelamente à superfície
do cilindro. A força normal é aplicada através de uma biela. A temperatura do corpo
de prova do cilindro pode ser controlada a níveis que ultrapassam 290 °C. O curso
pode ser ajustado entre 1 a 4 mm e a frequência de 1 a 50 Hz. A força normal pode
variar de 1 a 2000 N.
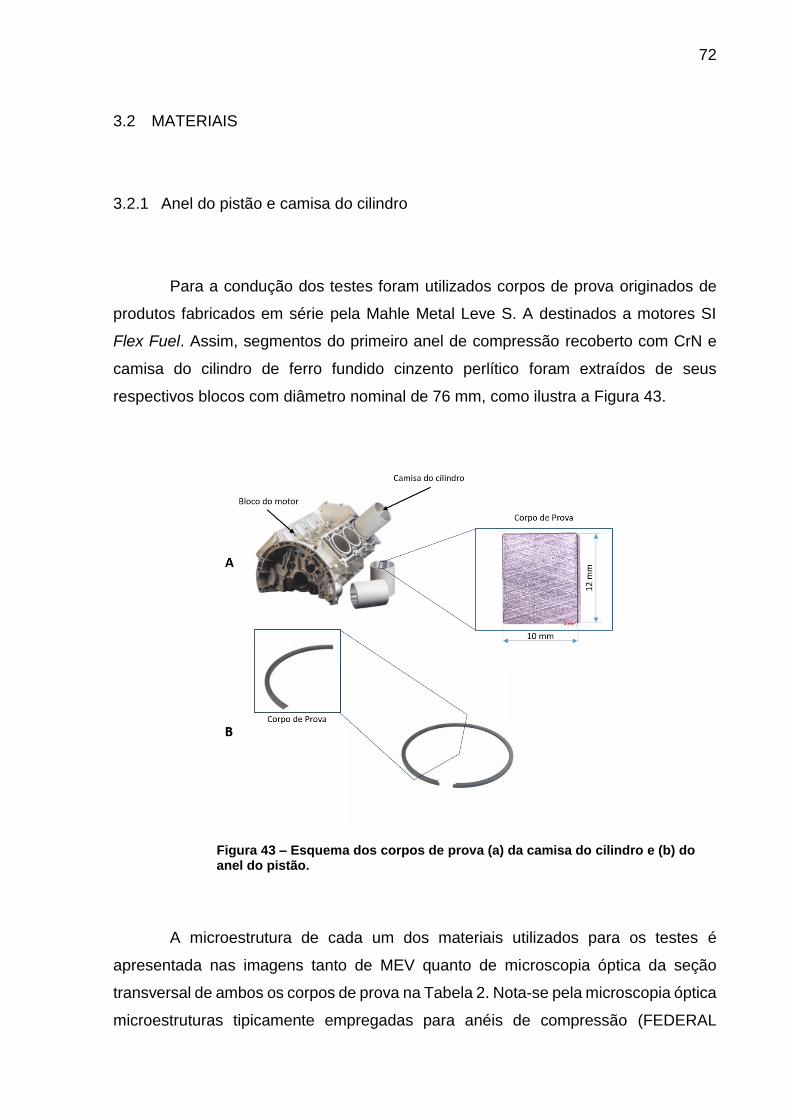
72
3.2 MATERIAIS
3.2.1 Anel do pistão e camisa do cilindro
Para a condução dos testes foram utilizados corpos de prova originados de
produtos fabricados em série pela Mahle Metal Leve S. A destinados a motores SI
Flex Fuel. Assim, segmentos do primeiro anel de compressão recoberto com CrN e
camisa do cilindro de ferro fundido cinzento perlítico foram extraídos de seus
respectivos blocos com diâmetro nominal de 76 mm, como ilustra a Figura 43.
Figura 43 – Esquema dos corpos de prova (a) da camisa do cilindro e (b) do anel do pistão.
A microestrutura de cada um dos materiais utilizados para os testes é
apresentada nas imagens tanto de MEV quanto de microscopia óptica da seção
transversal de ambos os corpos de prova na Tabela 2. Nota-se pela microscopia óptica
microestruturas tipicamente empregadas para anéis de compressão (FEDERAL
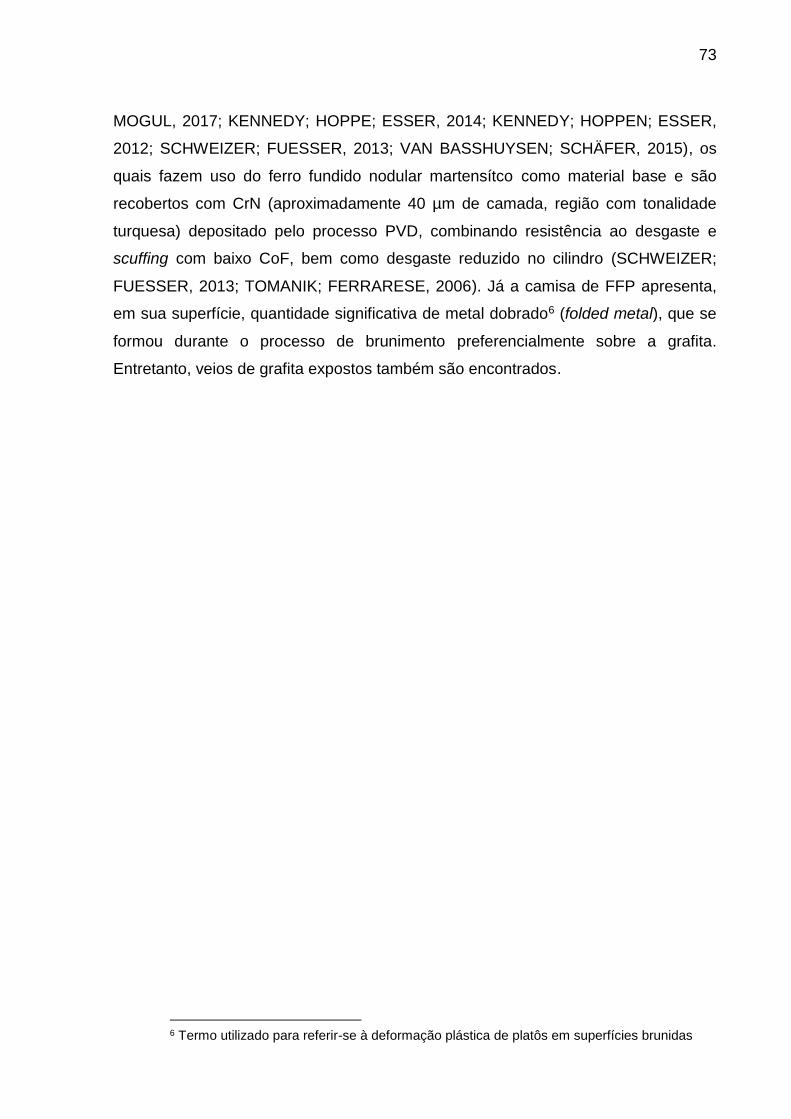
73
MOGUL, 2017; KENNEDY; HOPPE; ESSER, 2014; KENNEDY; HOPPEN; ESSER,
2012; SCHWEIZER; FUESSER, 2013; VAN BASSHUYSEN; SCHÄFER, 2015), os
quais fazem uso do ferro fundido nodular martensítco como material base e são
recobertos com CrN (aproximadamente 40 µm de camada, região com tonalidade
turquesa) depositado pelo processo PVD, combinando resistência ao desgaste e
scuffing com baixo CoF, bem como desgaste reduzido no cilindro (SCHWEIZER;
FUESSER, 2013; TOMANIK; FERRARESE, 2006). Já a camisa de FFP apresenta,
em sua superfície, quantidade significativa de metal dobrado6 (folded metal), que se
formou durante o processo de brunimento preferencialmente sobre a grafita.
Entretanto, veios de grafita expostos também são encontrados.
6 Termo utilizado para referir-se à deformação plástica de platôs em superfícies brunidas
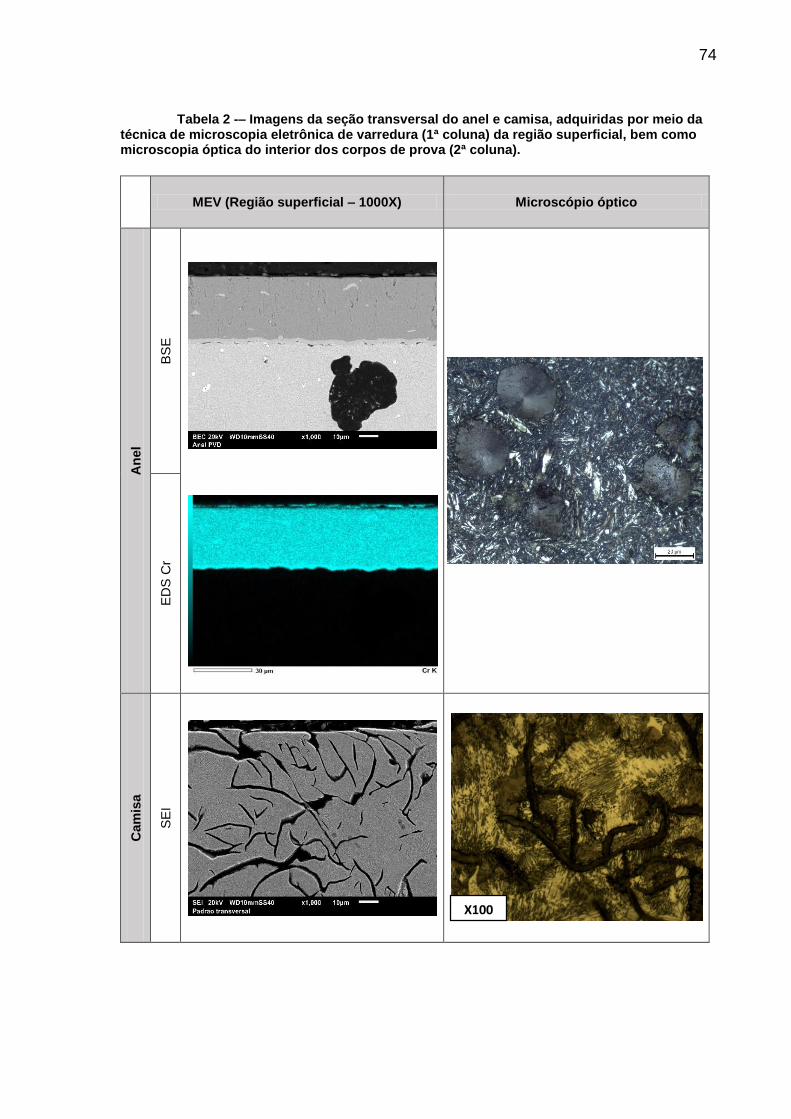
74
Tabela 2 -– Imagens da seção transversal do anel e camisa, adquiridas por meio da técnica de microscopia eletrônica de varredura (1ª coluna) da região superficial, bem como microscopia óptica do interior dos corpos de prova (2ª coluna).
MEV (Região superficial – 1000X) Microscópio óptico
An
el
B
SE
ED
S C
r
Cam
isa
SE
I
X1000

75
A textura superficial do anel do pistão quanto da camisa, as quais influenciam
diretamente o comportamento tribológico do tribossistema estudado em questão
(FLORES; ABELN; KLINK, 2007; HOEN; SCHMID; STUMPF, 2009; TOMANIK, 2008),
foi analisada qualitativamente por meio de imagens obtidas por estereoscópio e MEV.
Essas superfícies são exibidas na Figura 44. O acabamento superficial da camisa foi
conferido pelo processo de brunimento, o qual é evidenciado pelas linhas transversais
inclinadas que se cruzam (c). O ângulo de brunimento utilizado no processo de
texturização foi de cerca de 30°, o qual é geralmente encontrado em camisas de
MCI’s. Já a superfície do anel recoberto com PVD apresenta pequenos defeitos
comuns da deposição PVD – sputtering via arco catódico, indicados por círculos
transparentes vermelhos.
Figura 44 - Imagens (a) e (b) da superfície do anel em diferentes magnificações obtidas por estereoscópio, (c) e (d) são imagens da superfície da camisa adquiridas por estereoscopia e MEV, respectivamente.
76
A medição da topografia das superfícies dos materiais de ensaio foi feita
através de perfilometria óptica 3D com o auxílio de um interferômetro de luz verde,
CCI, da marca Taylor Robson®. As imagens do anel e camisa, são ilustradas na
Tabela 3. Das medições realizadas, dois pontos devem ser destacados: a
representação 3D da camisa ilustra notoriamente as bandas helicoidais promovidas
por brunimento. Ademais, o brunimento empregado foi do tipo platô convencional,
identificado pela extração do transversal na direção y da camisa que passou pelos
filtros de forma, ondulação e rugosidade. Em segundo lugar é de se destacar que,
através do perfil médio transversal na direção y extraído da forma do anel, foi possível
observar a assimetria em sua face de deslizamento. Essa face assimétrica propicia
redução da força tangencial do anel, e é uma maneira de reduzir o CoF na interface
anel/camisa (MARTÍNEZ et al., 2010).
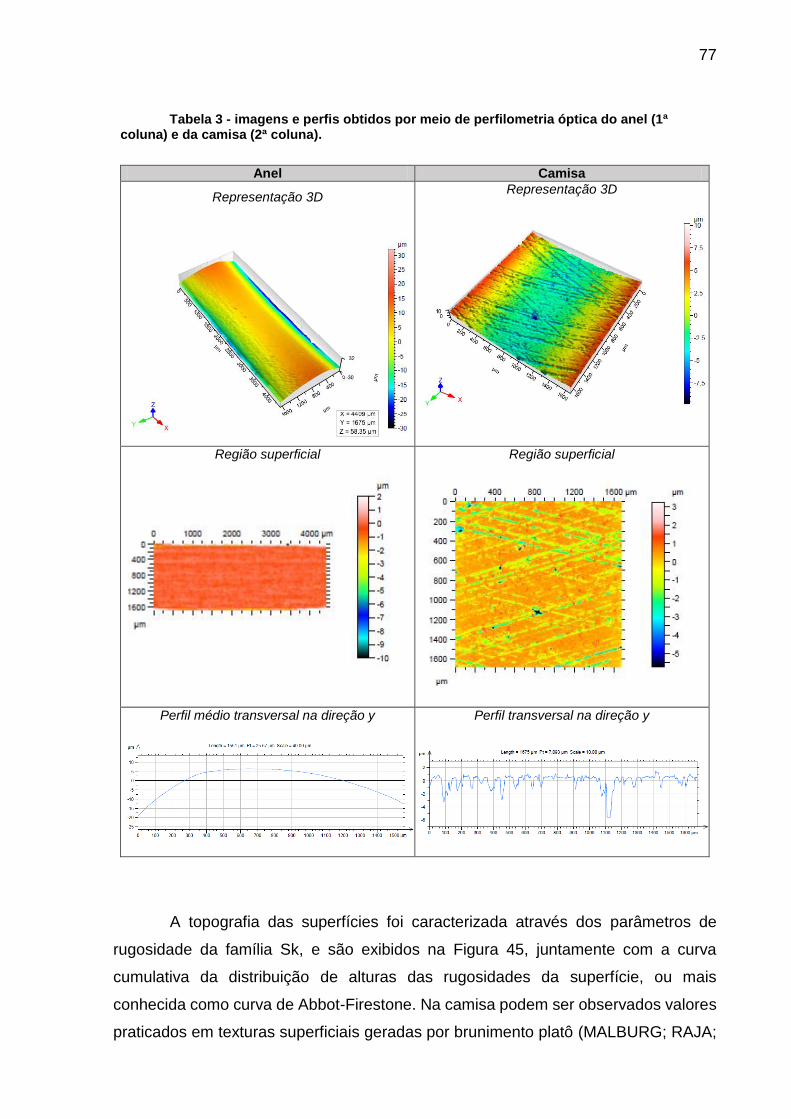
77
Tabela 3 - imagens e perfis obtidos por meio de perfilometria óptica do anel (1ª coluna) e da camisa (2ª coluna).
Anel Camisa
Representação 3D
Representação 3D
Região superficial
Região superficial
Perfil médio transversal na direção y
Perfil transversal na direção y
A topografia das superfícies foi caracterizada através dos parâmetros de
rugosidade da família Sk, e são exibidos na Figura 45, juntamente com a curva
cumulativa da distribuição de alturas das rugosidades da superfície, ou mais
conhecida como curva de Abbot-Firestone. Na camisa podem ser observados valores
praticados em texturas superficiais geradas por brunimento platô (MALBURG; RAJA;

78
WHITEHOUSE, 1993), com baixa rugosidade do núcleo da superfície (Sk) e dos picos
que estão acima da área de contato mínimo (Spk). Já a rugosidade dos vales que
estão abaixo da área de contato da superfície (Svk) apresenta valor superior ao dos
outros dois parâmetros. Esse tipo de brunimento reduz desgaste – principalmente
durante a fase de amaciamento, e também é conhecido por diminuir o atrito em regime
misto e limítrofe, bem como atenuar o consumo de óleo (HOEN; SCHMID; STUMPF,
2009).
Figura 45 - Curva de Abott-Firestone com os parâmetros da família Sk para a Camisa e o anel.
79
3.2.2 Óleo lubrificante
Um óleo de referência de mercado da empresa Idemitsu Lube South America
Ltda totalmente formulado, com alto nível de desempenho, foi escolhido. Esse
lubrificante contém um pacote de aditivos típico como anti-desgaste, detergente,
antioxidante, dispersante e vários tipos de FM’s. A partir desse óleo totalmente
formulado, duas variantes foram produzidas para investigar o efeito do modificador de
atrito – FM, as quais receberam as designações de óleo BL (óleo base) e A, e foram
fornecidas pela Idemitsu. A variante BL não possuía em sua formulação nenhum tipo
de aditivo químico que desempenhava papel de FM, ou seja, apresentava a mesma
composição do óleo de referência, porém sem nenhum FM. Já o óleo A continha um
tipo específico de composto químico que atuava como FM. A Tabela 4 descreve os
óleos de forma sucinta.
Tabela 4 – Descrição do óleo base utilizado.
Características BL Óleo A
Mercado Japão Japão
Grau de viscosidade SAE 0W-20 0W-20
Nível de desempenho API SN ILSAC GF-5*
API SN ILSAC GF-5*
Friction Modifier Não Sim
*Nível de desempenho do óleo de referência de mercado quando totalmente formulado.
A partir do óleo A foram realizadas duas diluições, a primeira com etanol
anidro a 10 p% (EA10%), e a segunda de etanol hidratado também a 10 p% (EH10%)
– a quantidade relativa de água presente no etanol hidratado foi de 1/3 em massa, ou
seja, 33,3 p%. Desse modo, deu-se origem a mais duas variações de óleo, B (EA10%)
e C (EH10%), as quais podem ser vistas na Figura 46.
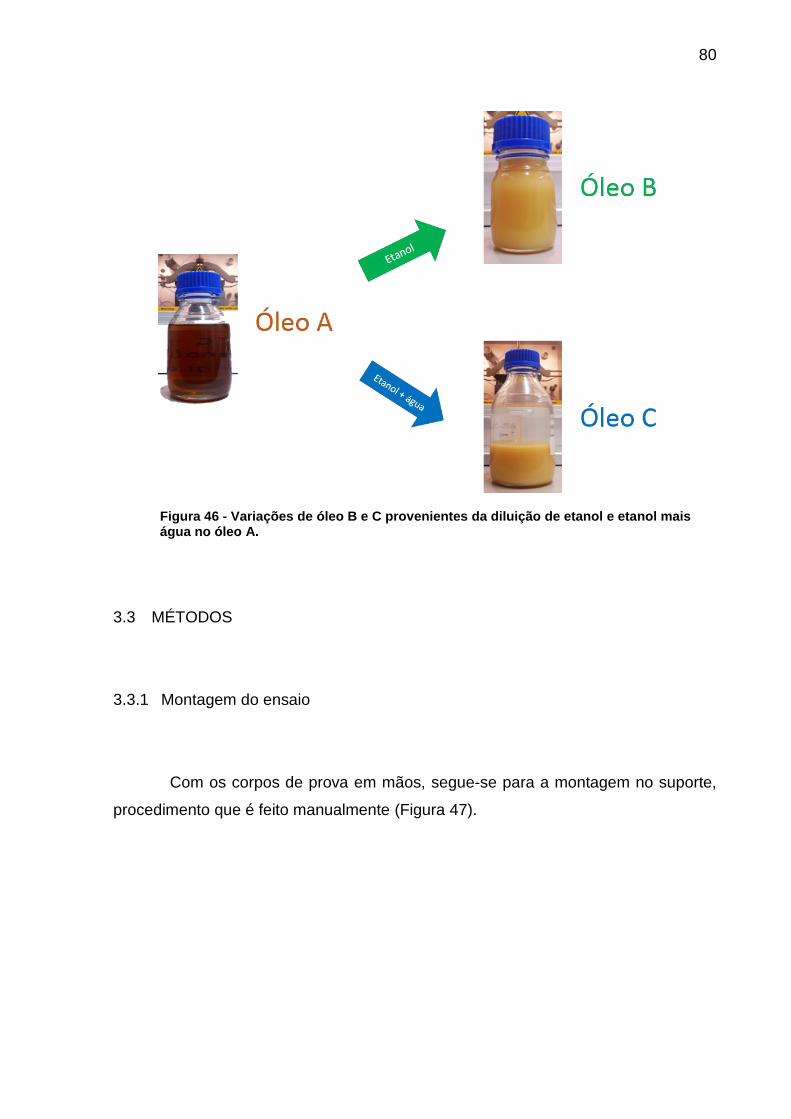
80
Figura 46 - Variações de óleo B e C provenientes da diluição de etanol e etanol mais água no óleo A.
3.3 MÉTODOS
3.3.1 Montagem do ensaio
Com os corpos de prova em mãos, segue-se para a montagem no suporte,
procedimento que é feito manualmente (Figura 47).
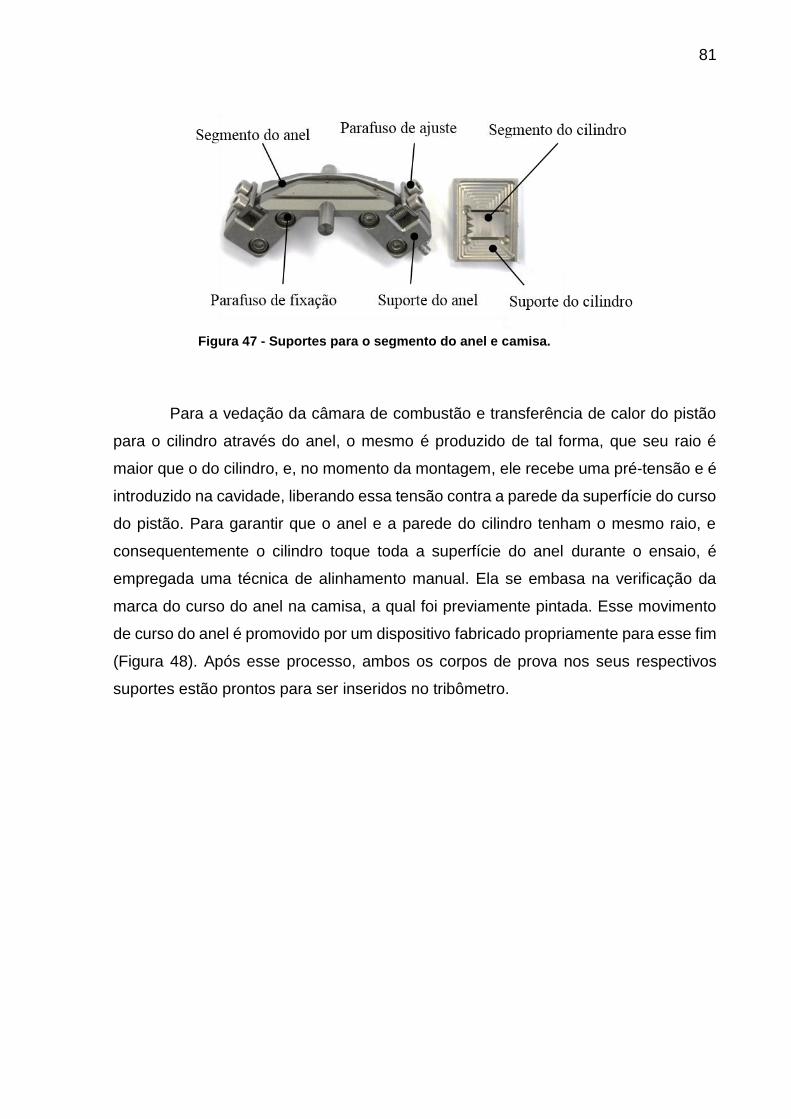
81
Figura 47 - Suportes para o segmento do anel e camisa.
Para a vedação da câmara de combustão e transferência de calor do pistão
para o cilindro através do anel, o mesmo é produzido de tal forma, que seu raio é
maior que o do cilindro, e, no momento da montagem, ele recebe uma pré-tensão e é
introduzido na cavidade, liberando essa tensão contra a parede da superfície do curso
do pistão. Para garantir que o anel e a parede do cilindro tenham o mesmo raio, e
consequentemente o cilindro toque toda a superfície do anel durante o ensaio, é
empregada uma técnica de alinhamento manual. Ela se embasa na verificação da
marca do curso do anel na camisa, a qual foi previamente pintada. Esse movimento
de curso do anel é promovido por um dispositivo fabricado propriamente para esse fim
(Figura 48). Após esse processo, ambos os corpos de prova nos seus respectivos
suportes estão prontos para ser inseridos no tribômetro.

82
Figura 48 - a) e b) dispositivo para alinhamento dos corpos de prova, c) e d) corpos de prova alinhados.
A montagem do ensaio segue com a adição do óleo a ser testado, de modo
que a camisa do cilindro seja imersa completamente no lubrificante. Após isso, o
suporte da camisa é fixado lateralmente através de um parafuso na base, e a força
normal Fn de 50 N é empregada por meio do movimento de uma mola extensora e
regulada através da sua deformação e transferida a biela. A câmara da SRV
permanece com uma inclinação de 0° durante todo o ensaio, a fim de manter o óleo
testado retido na cuba do suporte da camisa. A Figura 49 ilustra como é a configuração
de montagem no interior da SRV.
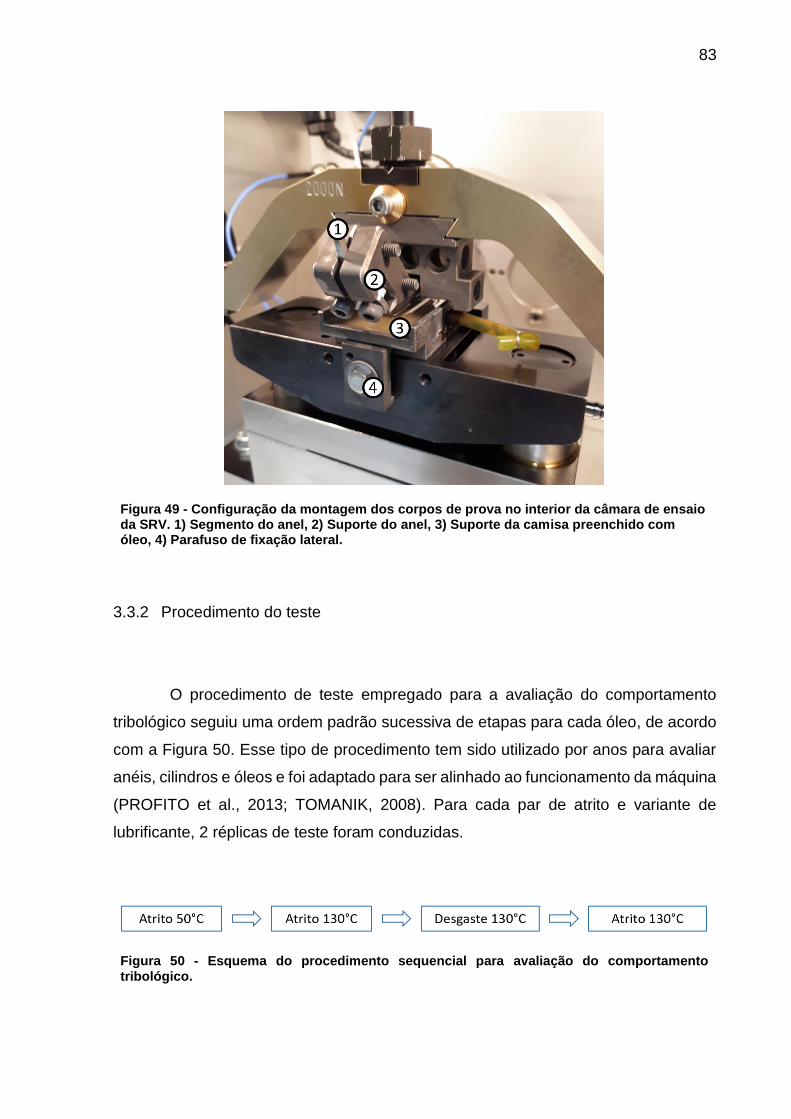
83
Figura 49 - Configuração da montagem dos corpos de prova no interior da câmara de ensaio da SRV. 1) Segmento do anel, 2) Suporte do anel, 3) Suporte da camisa preenchido com óleo, 4) Parafuso de fixação lateral.
3.3.2 Procedimento do teste
O procedimento de teste empregado para a avaliação do comportamento
tribológico seguiu uma ordem padrão sucessiva de etapas para cada óleo, de acordo
com a Figura 50. Esse tipo de procedimento tem sido utilizado por anos para avaliar
anéis, cilindros e óleos e foi adaptado para ser alinhado ao funcionamento da máquina
(PROFITO et al., 2013; TOMANIK, 2008). Para cada par de atrito e variante de
lubrificante, 2 réplicas de teste foram conduzidas.
Figura 50 - Esquema do procedimento sequencial para avaliação do comportamento tribológico.

84
No início de cada teste, os parâmetros carga, 50 N, curso de 3 mm, velocidade
de 5 Hz, e temperatura de 50 °C foram aplicados por 1 min – amaciamento do sistema
(running-in). Com os parâmetros citados anteriormente mantidos, dá-se início ao
procedimento que visa a análise do comportamento do atrito, de modo em que há
aumento gradual da velocidade de 5 a 20 Hz ao passo de 5 Hz a cada minuto,
formando uma morfologia de escada. Na sequência, o passo reverso de frequência é
aplicado (20 a 5 Hz), visando identificar formação eventual de tribofilme.
Posteriormente, há o aquecimento do sistema de 50 °C para 130 °C, o qual dura 10
min a uma velocidade de 5 Hz. Em seguida, uma nova sequência de escada de
frequência é empregada. Na fase de desgaste, a carga é aumentada para 200 N e
frequência de 20 Hz é mantida durante 2 hs. Após isso, a escada de frequência
decrescente de 20 a 5Hz é aplicada para verificar efeito do desgaste do conjunto
anel/camisa no atrito e/ou possível remoção do tribofilme. Com todos esses passos
supracitados, o comportamento tribológico do tribossistema deste trabalho pode ser
avaliado em diferentes condições que simulam o PMS dos MCI’s. A descrição gráfica
do procedimento é demonstrada na Figura 51.

85
Figura 51 - Representação gráfica das etapas do procedimento com seus respectivos parâmetros.
De maneira a salientar o propósito das diferentes etapas identificadas na
descrição gráfica do procedimento (Figura 51), a Tabela 5 é apresentada.
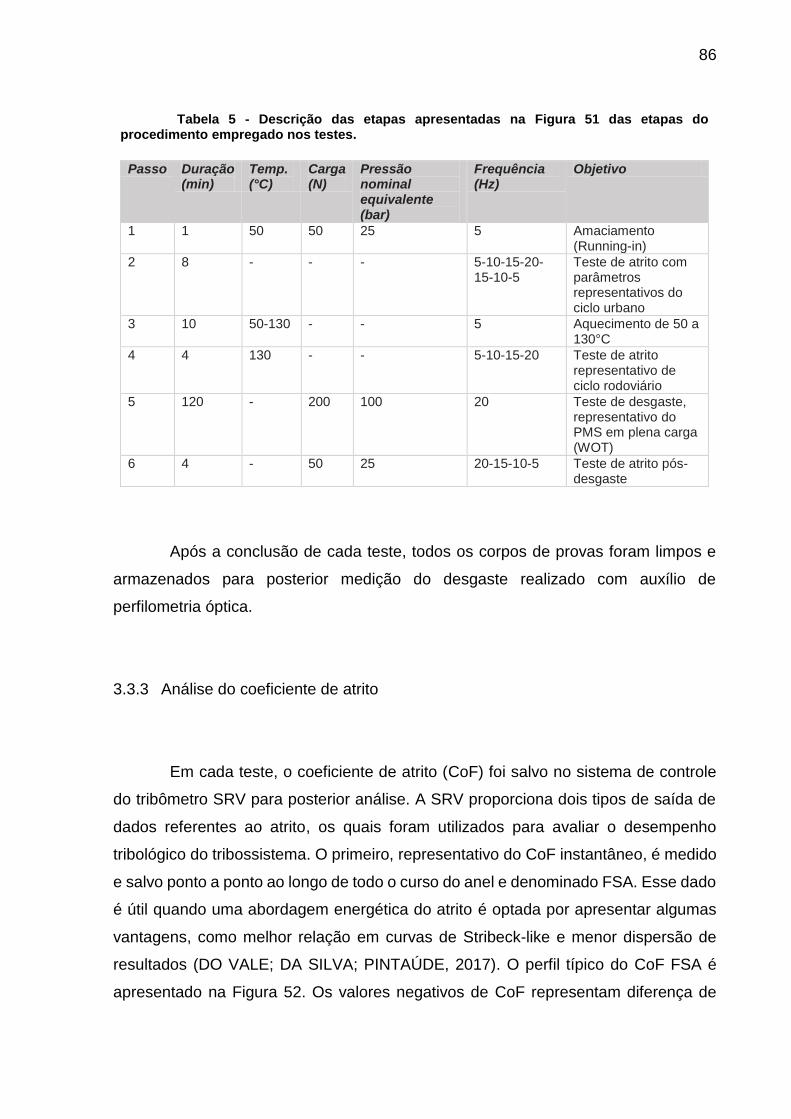
86
Tabela 5 - Descrição das etapas apresentadas na Figura 51 das etapas do procedimento empregado nos testes.
Passo Duração
(min) Temp. (°C)
Carga (N)
Pressão nominal equivalente (bar)
Frequência (Hz)
Objetivo
1 1 50 50 25 5 Amaciamento (Running-in)
2 8 - - - 5-10-15-20-15-10-5
Teste de atrito com parâmetros representativos do ciclo urbano
3 10 50-130 - - 5 Aquecimento de 50 a 130°C
4 4 130 - - 5-10-15-20 Teste de atrito representativo de ciclo rodoviário
5 120 - 200 100 20 Teste de desgaste, representativo do PMS em plena carga (WOT)
6 4 - 50 25 20-15-10-5 Teste de atrito pós-desgaste
Após a conclusão de cada teste, todos os corpos de provas foram limpos e
armazenados para posterior medição do desgaste realizado com auxílio de
perfilometria óptica.
3.3.3 Análise do coeficiente de atrito
Em cada teste, o coeficiente de atrito (CoF) foi salvo no sistema de controle
do tribômetro SRV para posterior análise. A SRV proporciona dois tipos de saída de
dados referentes ao atrito, os quais foram utilizados para avaliar o desempenho
tribológico do tribossistema. O primeiro, representativo do CoF instantâneo, é medido
e salvo ponto a ponto ao longo de todo o curso do anel e denominado FSA. Esse dado
é útil quando uma abordagem energética do atrito é optada por apresentar algumas
vantagens, como melhor relação em curvas de Stribeck-like e menor dispersão de
resultados (DO VALE; DA SILVA; PINTAÚDE, 2017). O perfil típico do CoF FSA é
apresentado na Figura 52. Os valores negativos de CoF representam diferença de
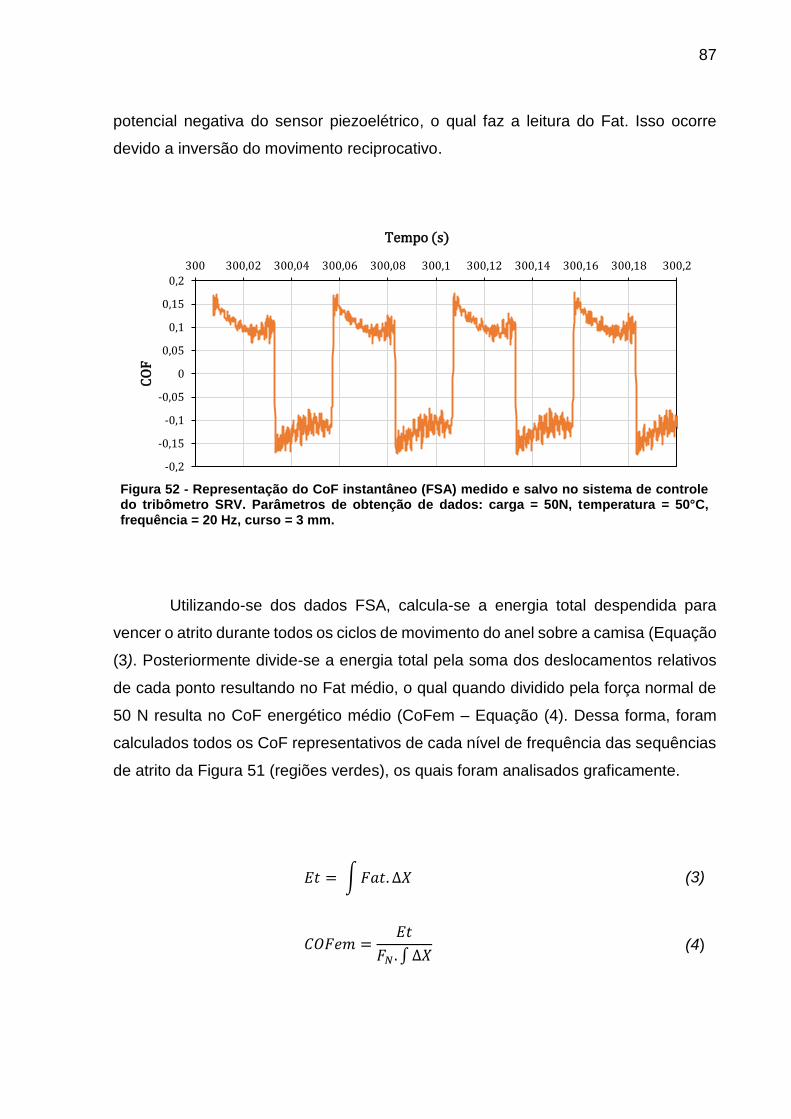
87
potencial negativa do sensor piezoelétrico, o qual faz a leitura do Fat. Isso ocorre
devido a inversão do movimento reciprocativo.
Figura 52 - Representação do CoF instantâneo (FSA) medido e salvo no sistema de controle do tribômetro SRV. Parâmetros de obtenção de dados: carga = 50N, temperatura = 50°C, frequência = 20 Hz, curso = 3 mm.
Utilizando-se dos dados FSA, calcula-se a energia total despendida para
vencer o atrito durante todos os ciclos de movimento do anel sobre a camisa (Equação
(3). Posteriormente divide-se a energia total pela soma dos deslocamentos relativos
de cada ponto resultando no Fat médio, o qual quando dividido pela força normal de
50 N resulta no CoF energético médio (CoFem – Equação (4). Dessa forma, foram
calculados todos os CoF representativos de cada nível de frequência das sequências
de atrito da Figura 51 (regiões verdes), os quais foram analisados graficamente.
𝐸𝑡 = ∫ 𝐹𝑎𝑡. ∆𝑋 (3)
𝐶𝑂𝐹𝑒𝑚 =𝐸𝑡
𝐹𝑁 . ∫ ∆𝑋 (4)
-0,2
-0,15
-0,1
-0,05
0
0,05
0,1
0,15
0,2
300 300,02 300,04 300,06 300,08 300,1 300,12 300,14 300,16 300,18 300,2
CO
F
Tempo (s)
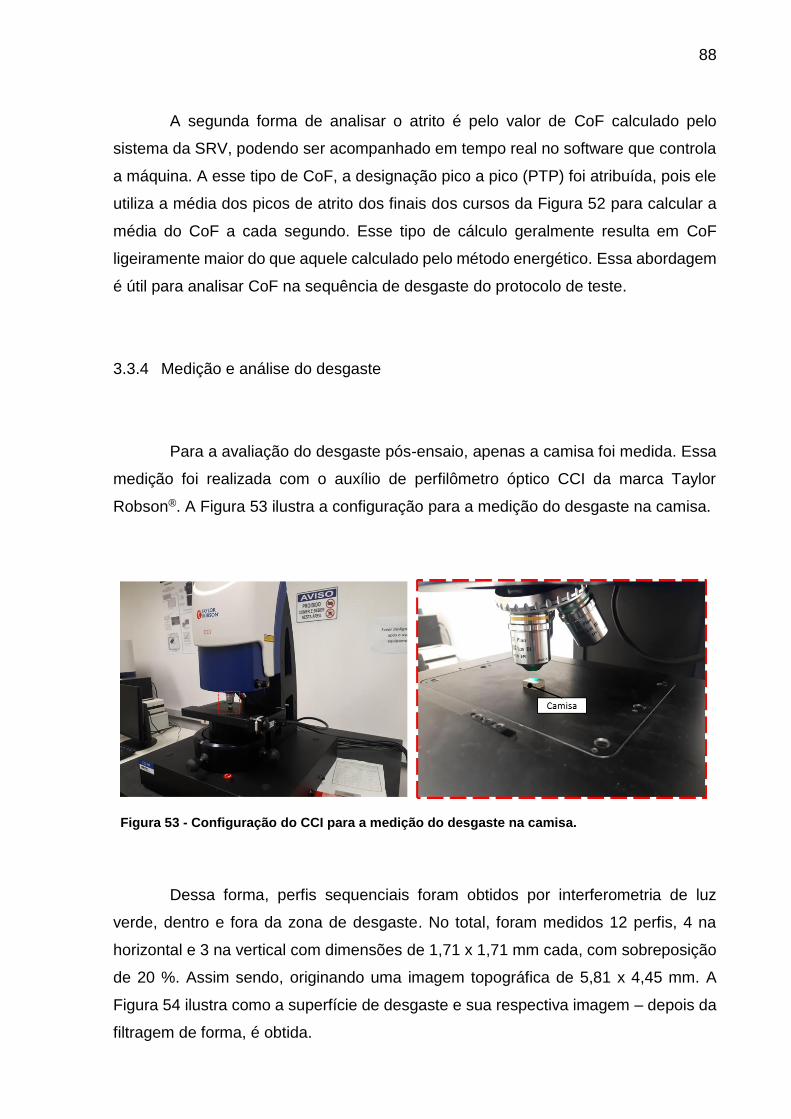
88
A segunda forma de analisar o atrito é pelo valor de CoF calculado pelo
sistema da SRV, podendo ser acompanhado em tempo real no software que controla
a máquina. A esse tipo de CoF, a designação pico a pico (PTP) foi atribuída, pois ele
utiliza a média dos picos de atrito dos finais dos cursos da Figura 52 para calcular a
média do CoF a cada segundo. Esse tipo de cálculo geralmente resulta em CoF
ligeiramente maior do que aquele calculado pelo método energético. Essa abordagem
é útil para analisar CoF na sequência de desgaste do protocolo de teste.
3.3.4 Medição e análise do desgaste
Para a avaliação do desgaste pós-ensaio, apenas a camisa foi medida. Essa
medição foi realizada com o auxílio de perfilômetro óptico CCI da marca Taylor
Robson®. A Figura 53 ilustra a configuração para a medição do desgaste na camisa.
Figura 53 - Configuração do CCI para a medição do desgaste na camisa.
Dessa forma, perfis sequenciais foram obtidos por interferometria de luz
verde, dentro e fora da zona de desgaste. No total, foram medidos 12 perfis, 4 na
horizontal e 3 na vertical com dimensões de 1,71 x 1,71 mm cada, com sobreposição
de 20 %. Assim sendo, originando uma imagem topográfica de 5,81 x 4,45 mm. A
Figura 54 ilustra como a superfície de desgaste e sua respectiva imagem – depois da
filtragem de forma, é obtida.
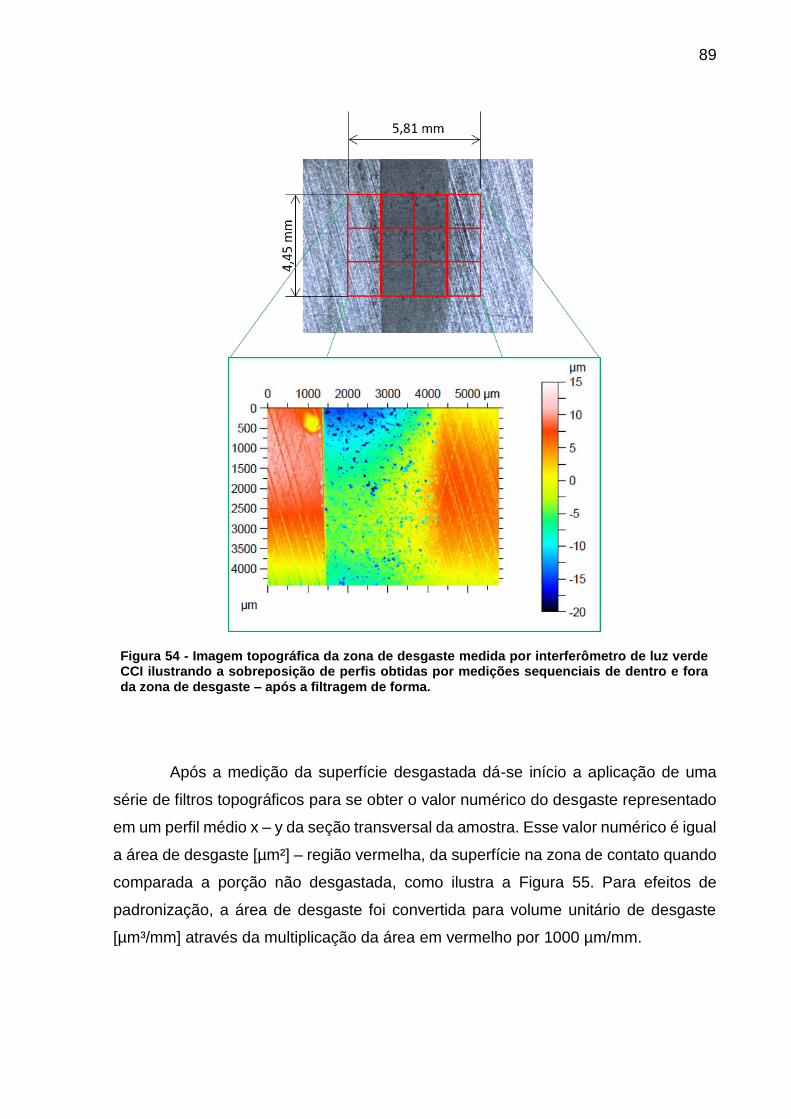
89
Figura 54 - Imagem topográfica da zona de desgaste medida por interferômetro de luz verde CCI ilustrando a sobreposição de perfis obtidas por medições sequenciais de dentro e fora da zona de desgaste – após a filtragem de forma.
Após a medição da superfície desgastada dá-se início a aplicação de uma
série de filtros topográficos para se obter o valor numérico do desgaste representado
em um perfil médio x – y da seção transversal da amostra. Esse valor numérico é igual
a área de desgaste [µm²] – região vermelha, da superfície na zona de contato quando
comparada a porção não desgastada, como ilustra a Figura 55. Para efeitos de
padronização, a área de desgaste foi convertida para volume unitário de desgaste
[µm³/mm] através da multiplicação da área em vermelho por 1000 µm/mm.
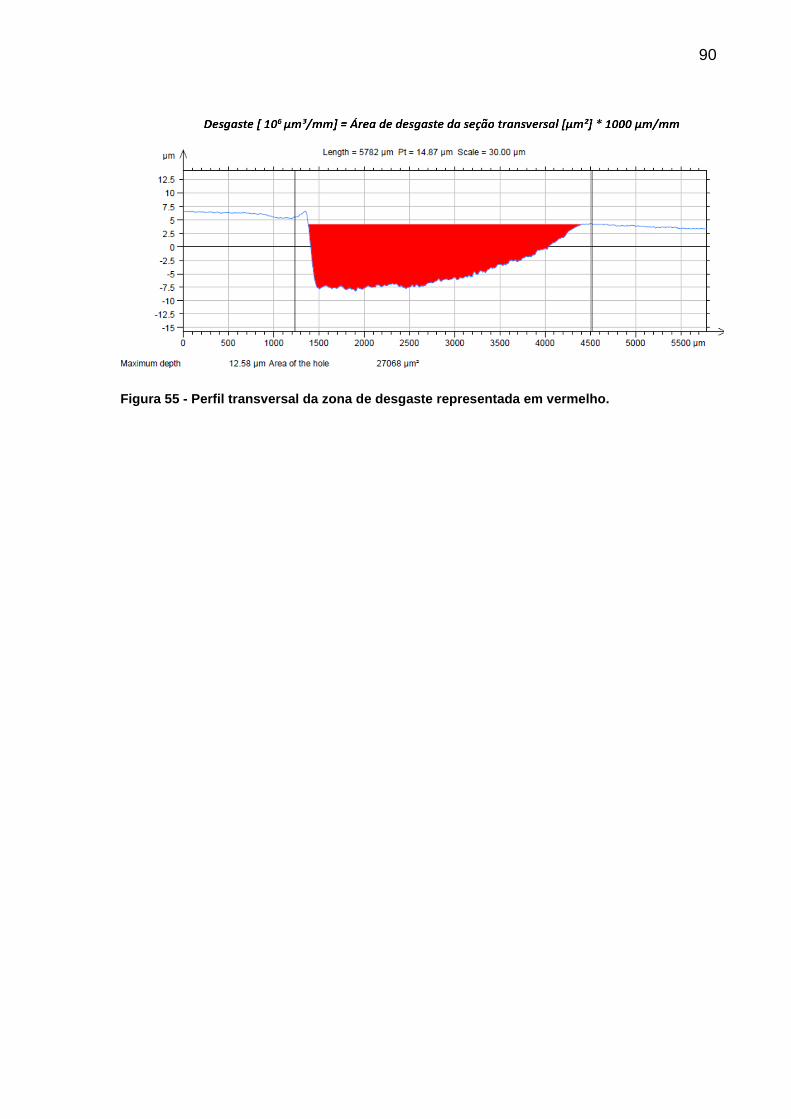
90
Figura 55 - Perfil transversal da zona de desgaste representada em vermelho.

91
4 RESULTADOS E DISCUSSÃO
4.1 ANÁLISE DO CoF: EFEITO DA ADIÇÃO DO MODIFICADOR DE ATRITO –
FRICTION MODIFIER
No intuito de avaliar o efeito da adição do FM (Friction modifier) no óleo base
(BL), o CoF PTP (pico a pico) do começo do ensaio característico da sequência de
amaciamento e de atrito a 50 °C é ilustrado na Figura 56.
Figura 56 – Comportamento do CoF PTP durante os primeiros minutos do ensaio para os óleos BL e A. Os parâmetros como temperatura (50 °C) e carga (50 N) são mantidos constantes. Na transição para dois minutos há aumento da frequência de 5 para 10 Hz.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,00 1,00 2,00
Co
F
Tempo [min]
BL
A

92
No início do teste a 50 °C foi possível observar valores de CoF para o óleo BL
na faixa de 0,17 durante o amaciamento, o qual manteve-se nesse patamar até 2 min,
quando a transição de velocidade de 5 para 10 Hz acontece. Nesse ponto, houve uma
ligeira queda no atrito de 0,18 para 0,17 – comportamento remanescente da curva de
Stribeck, indicando regime de atrito misto, uma vez que um aumento de velocidade
resulta em menor CoF – vide Figura 10.
Em contrapartida, no caso do óleo A, foi verificado alto CoF inicial (0,18)
seguido de uma queda drástica até um patamar de 0,08 durante a etapa de
amaciamento. Isso sugere formação triboquímica de um filme superficial de baixo
atrito proveniente da reação entre o Friction Modifier e a superfície, o que leva à
redução do CoF na zona de contato sob regime limítrofe/misto (GALVÃO et al., 2017).
Ademais, durante a transição de velocidade de 5 para 10 Hz, não houve queda no
valor do atrito, como observado no óleo BL.
A fim de verificar o comportamento do CoF em toda a abrangência dos testes
de atrito, a Figura 57 traz curvas de Stribeck-like representativas do CoFem para
várias velocidades praticadas no teste. A 50 °C, a designação II na legenda remete
ao passo reverso da sequência de atrito. A 130 °C, A e D representam as curvas de
Stribeck obtidas antes e depois da fase de desgaste, respectivamente.
No início do teste a 50 ºC é possível notar, que para o óleo BL, o atrito é
reduzido de 0,14 a 5 Hz para 0,12 a 20 Hz. Esse comportamento é característico de
regime misto, onde há diminuição de atrito com aumento da velocidade. A 50 °C a
viscosidade do óleo é relativamente alta e um aumento de frequência reduz a
contribuição limítrofe/misto do atrito. Durante o passo reverso - 50 °C II, não foi
verificado mudança significativa no CoF. No entanto, a 130 °C, o CoF representativo
do óleo BL apresenta aumento moderado, e quando a velocidade é reduzida atinge
um patamar constante de 0,16 – comportamento típico da transição entre a região de
atrito misto e limítrofe. Dado que com o aumento da temperatura há diminuição da
viscosidade, há menos suporte hidrodinâmico na interface e o regime de lubrificação
limítrofe torna-se predominante, ocasionando um aparente deslocamento da curva
Stribeck para a direita (SPIKES, 2004). Na sequência de atrito pós-desgaste o mesmo
perfil é observado, porém com pequena redução do CoF, indicando a ocorrência de
amaciamento (break-in) da superfície (TOMANIK, 2008).
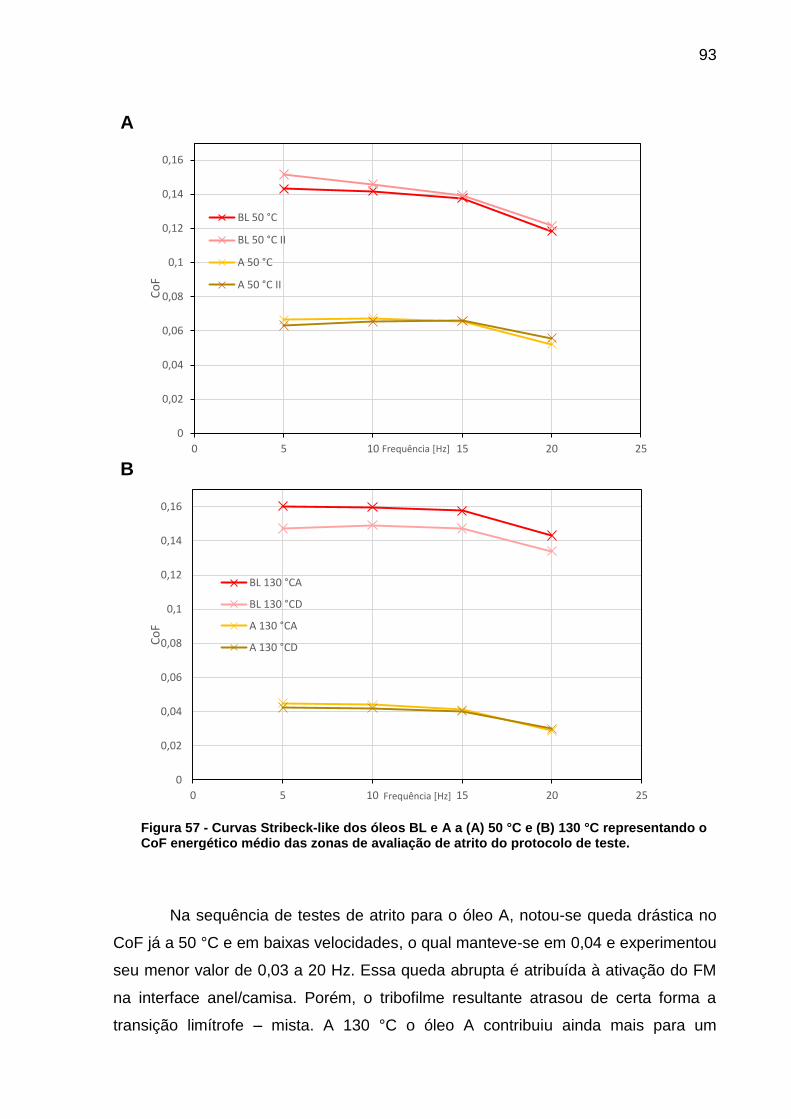
93
A
B
Figura 57 - Curvas Stribeck-like dos óleos BL e A a (A) 50 °C e (B) 130 °C representando o CoF energético médio das zonas de avaliação de atrito do protocolo de teste.
Na sequência de testes de atrito para o óleo A, notou-se queda drástica no
CoF já a 50 °C e em baixas velocidades, o qual manteve-se em 0,04 e experimentou
seu menor valor de 0,03 a 20 Hz. Essa queda abrupta é atribuída à ativação do FM
na interface anel/camisa. Porém, o tribofilme resultante atrasou de certa forma a
transição limítrofe – mista. A 130 °C o óleo A contribuiu ainda mais para um
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 5 10 15 20 25
Co
F
Frequência [Hz]
BL 50 °C
BL 50 °C II
A 50 °C
A 50 °C II
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 5 10 15 20 25
Co
F
Frequência [Hz]
BL 130 °CA
BL 130 °CD
A 130 °CA
A 130 °CD
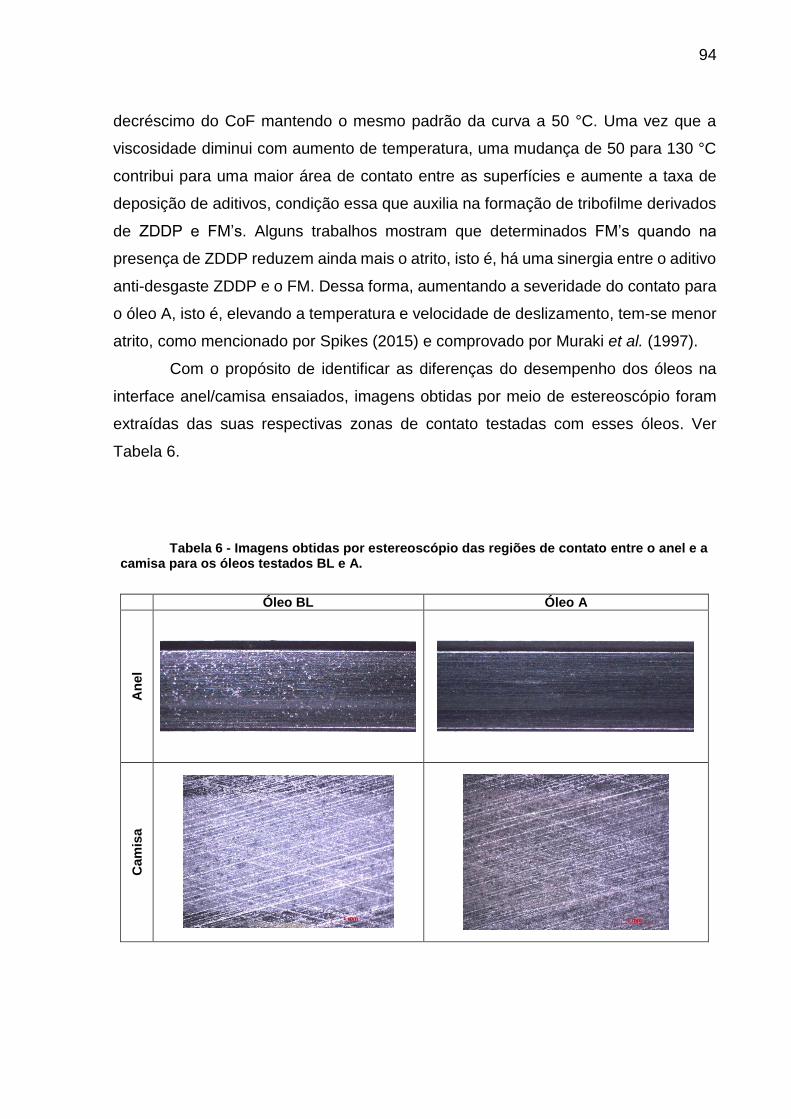
94
decréscimo do CoF mantendo o mesmo padrão da curva a 50 °C. Uma vez que a
viscosidade diminui com aumento de temperatura, uma mudança de 50 para 130 °C
contribui para uma maior área de contato entre as superfícies e aumente a taxa de
deposição de aditivos, condição essa que auxilia na formação de tribofilme derivados
de ZDDP e FM’s. Alguns trabalhos mostram que determinados FM’s quando na
presença de ZDDP reduzem ainda mais o atrito, isto é, há uma sinergia entre o aditivo
anti-desgaste ZDDP e o FM. Dessa forma, aumentando a severidade do contato para
o óleo A, isto é, elevando a temperatura e velocidade de deslizamento, tem-se menor
atrito, como mencionado por Spikes (2015) e comprovado por Muraki et al. (1997).
Com o propósito de identificar as diferenças do desempenho dos óleos na
interface anel/camisa ensaiados, imagens obtidas por meio de estereoscópio foram
extraídas das suas respectivas zonas de contato testadas com esses óleos. Ver
Tabela 6.
Tabela 6 - Imagens obtidas por estereoscópio das regiões de contato entre o anel e a camisa para os óleos testados BL e A.
Óleo BL Óleo A
An
el
Cam
isa

95
Para a interface de deslizamento anel/camisa envolvendo o óleo A, há indícios
de formação de maior quantidade de tribofilme com propriedades que reduzem o atrito
– diferença de aspecto superficial entre óleo BL e A. Essa hipótese é comprovada pela
caracterização superficial feita por espectroscopia vibracional RAMAN da região
desgastada da camisa (vide Figura 58). Através dos resultados obtidos via técnica
RAMAN, foi possível confirmar presença de filmes triboquimicamente ativos apenas
nos platôs, isto é, zonas de contato tribológico – os espectros referentes aos sulcos
não indicaram nenhuma formação de filme e/ou mudança na composição superficial
(COUSSEAU; RUIZ ACERO; SINATORA, 2015).
Figura 58 – Espectros RAMAN representativos do platô – em vermelho, e sulco – em preto da zona de desgaste da camisa ensaiada com óleo A identificando a presença de tribofilme formado pós-ensaio nos platôs e a ausência dos mesmos nos sulcos.
Assim, comprova-se que a adição de certos FM’s melhora o desempenho em
regime limítrofe e misto de óleos de baixa viscosidade, consequentemente provando
ser um aditivo importante na formulação de lubrificantes que acompanham as
demandas de desenvolvimento de motores energeticamente eficientes, como
reportado por Tamura et al. (2014).
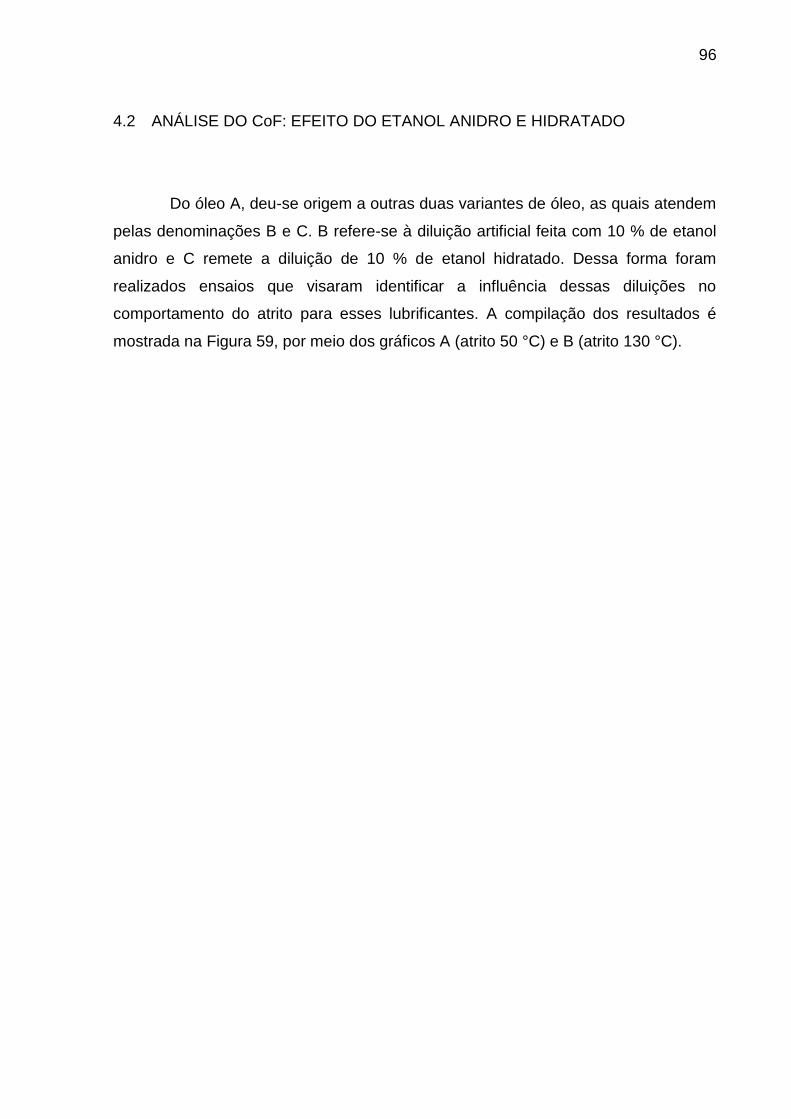
96
4.2 ANÁLISE DO CoF: EFEITO DO ETANOL ANIDRO E HIDRATADO
Do óleo A, deu-se origem a outras duas variantes de óleo, as quais atendem
pelas denominações B e C. B refere-se à diluição artificial feita com 10 % de etanol
anidro e C remete a diluição de 10 % de etanol hidratado. Dessa forma foram
realizados ensaios que visaram identificar a influência dessas diluições no
comportamento do atrito para esses lubrificantes. A compilação dos resultados é
mostrada na Figura 59, por meio dos gráficos A (atrito 50 °C) e B (atrito 130 °C).
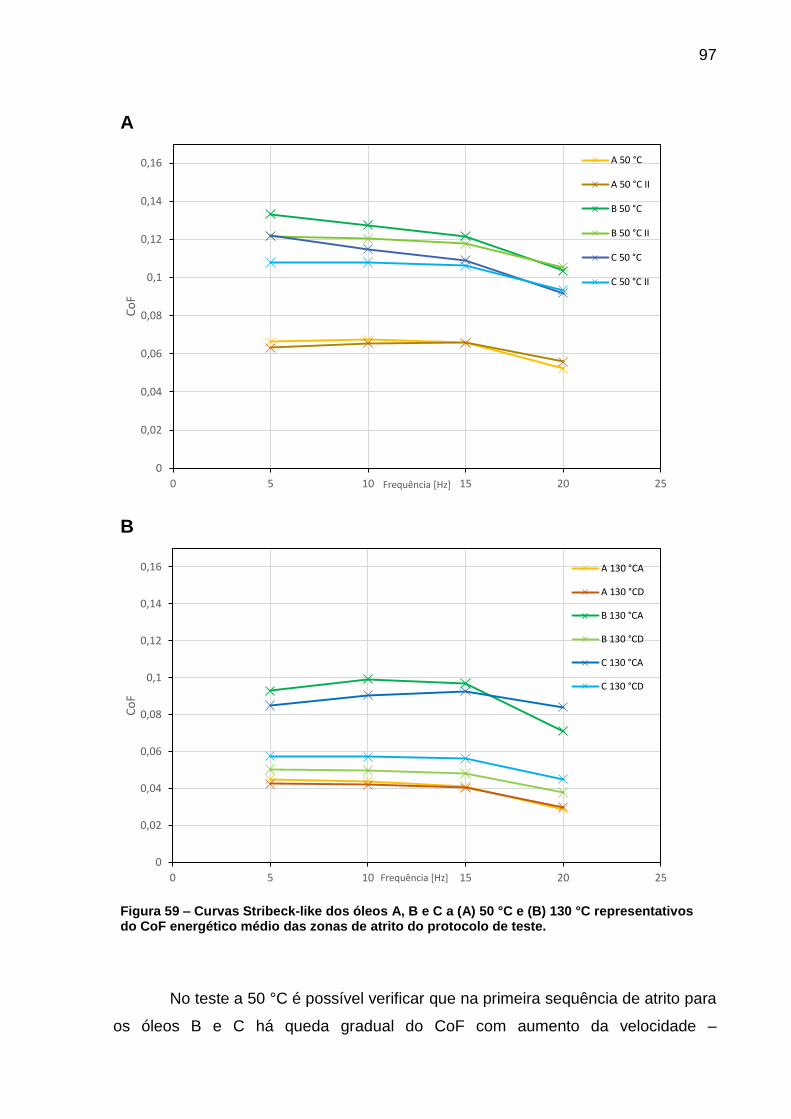
97
A
B
Figura 59 – Curvas Stribeck-like dos óleos A, B e C a (A) 50 °C e (B) 130 °C representativos do CoF energético médio das zonas de atrito do protocolo de teste.
No teste a 50 °C é possível verificar que na primeira sequência de atrito para
os óleos B e C há queda gradual do CoF com aumento da velocidade –
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 5 10 15 20 25
Co
F
Frequência [Hz]
A 50 °C
A 50 °C II
B 50 °C
B 50 °C II
C 50 °C
C 50 °C II
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 5 10 15 20 25
Co
F
Frequência [Hz]
A 130 °CA
A 130 °CD
B 130 °CA
B 130 °CD
C 130 °CA
C 130 °CD
98
comportamento típico de regime misto de lubrificação, com o óleo C propiciando
menor atrito na interface de deslizamento durante todas as transições de velocidades
de 5 – 20 Hz. Essa capacidade de redução de atrito conferida ao lubrificante
contaminado com etanol hidratado também foi encontrada por De Silva et al. (2011).
Durante sua investigação acerca do impacto do etanol e da água no desempenho de
um óleo SAE 5W30, avaliado por meio de ensaio reciprocativo de bancada, foi
constatada redução de atrito em todos os regimes de lubrificação em condições de
operação representativas do ciclo urbano.
No passo reverso a 50 °C, observa-se zona de transição de regime misto para
limítrofe referentes aos óleos B e C quando o CoF atinge um patamar constante a
0,12 e 0,11 a 15 Hz, respectivamente. Ademais, há redução do CoF entre as duas
sequências de atrito com a maior diferença observada, para os dois óleos, a uma
velocidade de 5 Hz. Essa diferença de atrito e mudança de regime de lubrificação,
para ambos óleos B e C, indica que a interface de deslizamento está experimentando
o efeito da formação de tribofilmes advindos do FM e ZDDP superficialmente ativos,
retratado como queda do CoF nos pontos de reversão a velocidade de 5 Hz, isto é,
zonas de maior contato tribológico – ver Figura 60.
Figura 60 - CoF FSA dos óleos B – verde, e C – azul, medidos ao longo do curso do pistão indicando redução de atrito principalmente nas zonas de reversão quando o passo reverso da sequência de atrito é aplicado. Velocidade = 5 Hz, carga = 50 N e temperatura = 50 °C.
99
Porém os domínios superficiais recobertos com tribofilme redutor de atrito,
bem como suas propriedades, são insuficientes para conferir redução drástica no CoF,
como aquelas observadas para o óleo A (TAMURA et al., 2014). Isso evidencia atraso
na formação do tribofilme quando comparado ao óleo A, o que pode ser explicado
pela redução da sua taxa de formação (COSTA; SPIKES, 2016). Essa formação é
dependente de reações intermediárias em etapas que acontecem na zona de contato
tribológico as quais são suscetíveis a compostos que contêm oxigênio (etanol e água)
(SCHWARZE et al., 2010).
No entanto, quando a temperatura é aumentada para 130 °C, a
susceptibilidade da formação de tribofilme provido pelo FM e ZDDP para os óleos B e
C diminuem, devido à evaporação de etanol e água. Isso pode ser observado nas
sequencias de atrito a 130 °C da Figura 59, onde há pequena queda no atrito nas
sequencias antes do desgaste quando comparados aos respectivos CoF a 50 °C –
isso confirma a dependência da redução do atrito com a temperatura quando FM’s
estão presentes, como apresentado na Figura 57 . Entretanto o nível de atrito
observado para o óleo B e C antes da sequência do desgaste é quase o dobro daquele
medido na interface de deslizamento representativa do óleo A. Esse comportamento
do atrito pode ser originado pelo fato de que, com rápida evaporação de etanol e água
da emulsão, quando altas temperaturas são atingidas, há cavitação na interface, o
que aumenta o atrito e pode distorcer a estrutura do tribofilme previamente formado.
Além disso, resquícios de etanol e ou água ainda podem estar presentes ou alterado
a estrutura da molécula do FM e ZDDP de modo que ela somente se torne ativa em
condições mais severas de lubrificação. Fato é que o comportamento do atrito ao final
do ensaio (após o teste de desgaste) para os óleos B e C se assemelha aquele do
óleo A, onde não há presença de etanol e água, atingindo níveis de atrito em regime
limítrofe de 0,06 (óleo C) e 0,05 (óleo B). Isso indica formação de tribofilme, o qual
efetivamente reduz atrito, a temperaturas mais altas após longos períodos de tempo
quando etanol e água estão presentes. A Figura 61 traz imagens de microscópio
óptico da zona desgastada de 3 camisas impostas sob condições de lubrificação na
presença dos óleos A, B e C. A análise da composição superficial pós-ensaio via
espectroscopia de vibração RAMAN constatou a presença de tribofilme em todas as
três superfícies, as quais demonstraram, em certas regiões de platô, o mesmo
espectro RAMAN identificado na superfície de deslizamento do óleo A – ver Figura
58. Outra observação notória se reside na quantidade de domínios superficiais

100
recobertos por tribofilme no caso do óleo B, o qual aparenta ser maior quando
comparado aos outros dois óleos.
Figura 61 – Imagens obtidas por microscópio óptico das superfícies pós-ensaio com os óleos A, B e C – da direita para a esquerda. Magnificação X100.
Desse modo, três observações notáveis devem ser destacadas dos
resultados expressos em torno do efeito da contaminação por etanol anidro e
hidratado no óleo de baixa viscosidade 0W20 no que tange ao comportamento do
atrito.
Quando etanol anidro ou hidratado está presente no óleo lubrificante,
ocorre um atraso na formação de tribofilme para condições
representativas do ciclo urbano, isto é, condições específicas de
partida a frio, aquecimento e trajetos curtos. Isso é evidenciado pelo
CoF a 50 ºC acima do esperado para o óleo contendo o tipo de FM
estudado, o qual reduz lenta e gradativamente. Esse tipo de efeito
deletério do etanol e água em óleos de baixa viscosidade que contêm

101
FM e ZDDP compromete seu desempenho em regimes misto e
limítrofe.
A temperaturas superiores, o efeito prejudicial da diluição do óleo se
torna mínimo – porém ainda presente, uma vez que etanol e água
evaporam. Com isso, puderam ser observados valores de CoF ao final
dos ensaios para os óleos contaminados na faixa de 0,05 – tão baixos
quanto aqueles encontrados para o lubrificante livre de alterações.
Houve, para todos os ensaios, independentemente do tipo de presença
de contaminante, formação de tribofilme, caracterizado nas superfícies
da camisa nas zonas de contato tribológico na condição de pós-ensaio.
Com a tendência de redução da viscosidade de óleos para motores, o impacto
da sua resposta em regimes de atrito misto e limítrofe torna-se tão significativo quanto
a própria diminuição da viscosidade (DOWSON et al., 1999; KORCEK et al., 1999;
SPIKES, 2015; TAMURA et al., 2013, 2014). Assim, a questão aqui então se volta
para a ativação do FM e desempenho correto do lubrificante a baixas temperaturas
onde os efeitos da contaminação de etanol e água são mais pronunciados e
prejudicam a formação de tribofilme.
4.3 ANÁLISE DO DESGASTE DA CAMISA
Após os ensaios, todas as camisas foram levadas ao interferômetro 3D de luz
verde para que medidas tridimensionais das zonas de desgaste pudessem ser
conduzidas, de acordo com o procedimento descrito na seção 3.3.4. Uma visão geral
dos resultados de desgaste volumétrico da camisa para cada variante de óleo
ensaiada é apresentada na Figura 62.
No gráfico, pode-se verificar queda abrupta no valor do volume de desgaste
entre o óleo BL e o óleo A, mais precisamente de 1,3 para 0,5 x 106 µm³/mm. Esse
efeito de atenuação do desgaste quando da sinergia entre aditivos anti-desgaste e
FM’s é bem conhecido e vem sendo reportado na literatura em diferentes trabalhos
(KASRAI et al., 1998; YAMAMOTO et al., 1986). Os resultados da quantificação por
EDX (Tabela 7) sugerem formação de menor quantidade de tribofilme produzido pelo
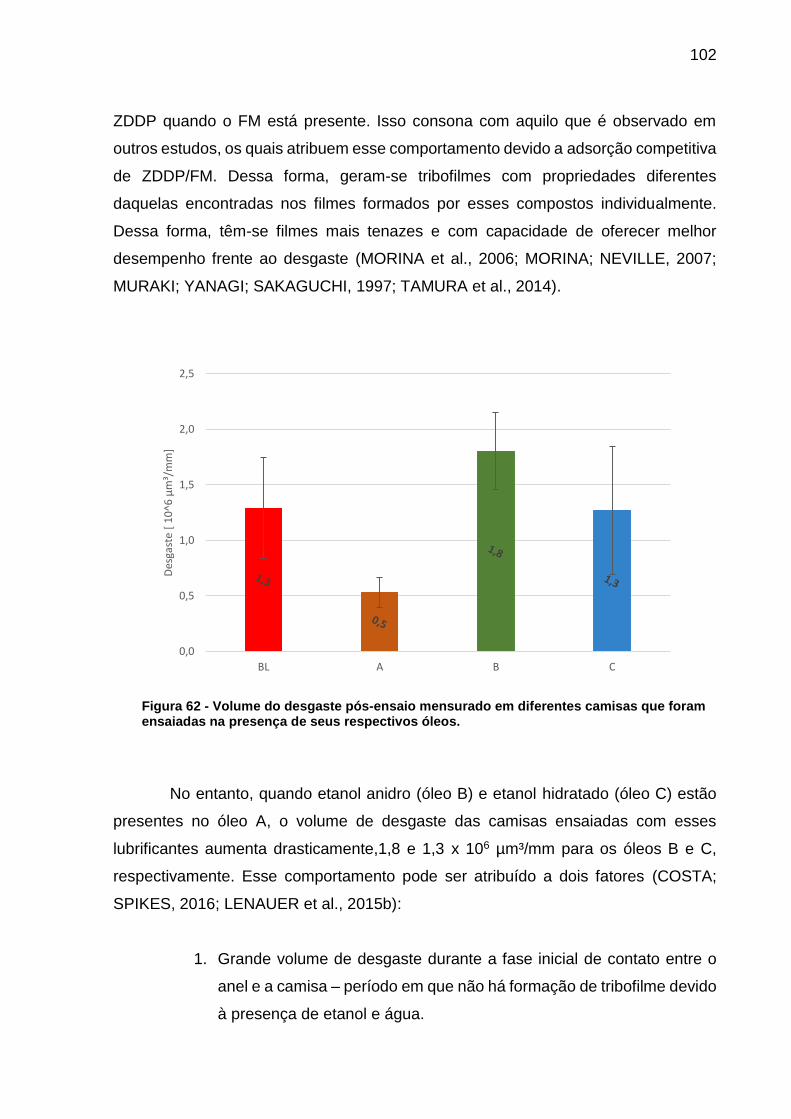
102
ZDDP quando o FM está presente. Isso consona com aquilo que é observado em
outros estudos, os quais atribuem esse comportamento devido a adsorção competitiva
de ZDDP/FM. Dessa forma, geram-se tribofilmes com propriedades diferentes
daquelas encontradas nos filmes formados por esses compostos individualmente.
Dessa forma, têm-se filmes mais tenazes e com capacidade de oferecer melhor
desempenho frente ao desgaste (MORINA et al., 2006; MORINA; NEVILLE, 2007;
MURAKI; YANAGI; SAKAGUCHI, 1997; TAMURA et al., 2014).
Figura 62 - Volume do desgaste pós-ensaio mensurado em diferentes camisas que foram ensaiadas na presença de seus respectivos óleos.
No entanto, quando etanol anidro (óleo B) e etanol hidratado (óleo C) estão
presentes no óleo A, o volume de desgaste das camisas ensaiadas com esses
lubrificantes aumenta drasticamente,1,8 e 1,3 x 106 µm³/mm para os óleos B e C,
respectivamente. Esse comportamento pode ser atribuído a dois fatores (COSTA;
SPIKES, 2016; LENAUER et al., 2015b):
1. Grande volume de desgaste durante a fase inicial de contato entre o
anel e a camisa – período em que não há formação de tribofilme devido
à presença de etanol e água.
0,0
0,5
1,0
1,5
2,0
2,5
BL A B C
Des
gast
e [
10
^6 µ
m³/
mm
]
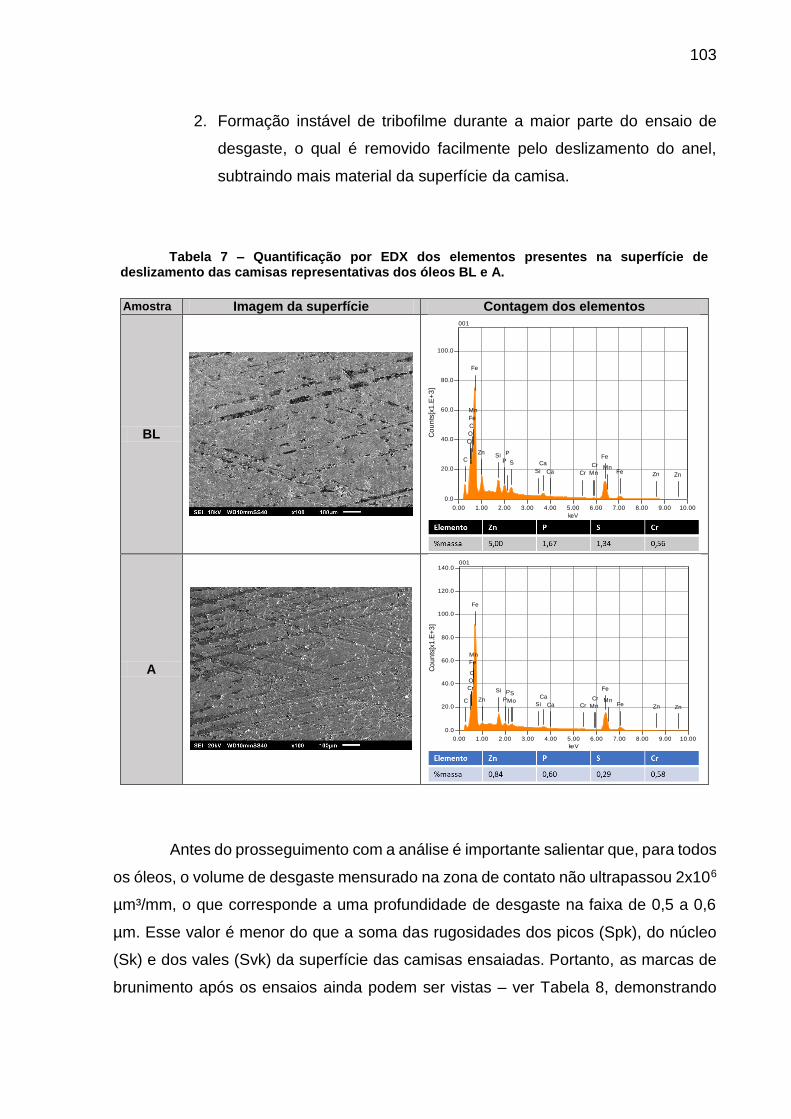
103
2. Formação instável de tribofilme durante a maior parte do ensaio de
desgaste, o qual é removido facilmente pelo deslizamento do anel,
subtraindo mais material da superfície da camisa.
Tabela 7 – Quantificação por EDX dos elementos presentes na superfície de deslizamento das camisas representativas dos óleos BL e A.
Amostra Imagem da superfície Contagem dos elementos
BL
A
Antes do prosseguimento com a análise é importante salientar que, para todos
os óleos, o volume de desgaste mensurado na zona de contato não ultrapassou 2x106
µm³/mm, o que corresponde a uma profundidade de desgaste na faixa de 0,5 a 0,6
µm. Esse valor é menor do que a soma das rugosidades dos picos (Spk), do núcleo
(Sk) e dos vales (Svk) da superfície das camisas ensaiadas. Portanto, as marcas de
brunimento após os ensaios ainda podem ser vistas – ver Tabela 8, demonstrando
keV
0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
Co
un
ts[x
1.E
+3
]
0.0
20.0
40.0
60.0
80.0
100.0
001
C
Cr
O
C
Fe
Mn
Fe
ZnSi
P
P
S
Si
Ca
Ca Cr Mn
Cr
Fe
MnFe Zn Zn
keV
0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
Co
un
ts[x
1.E
+3
]
0.0
20.0
40.0
60.0
80.0
100.0
120.0
140.0001
C
Cr
O
C
Fe
Mn
Fe
Zn
Si
P
P
Mo
S
Si
Ca
Ca Cr Mn
Cr
Fe
MnFe Zn Zn

104
pouco desgaste da camisa na zona de contato tribológico, sendo comparáveis àqueles
observados em situações reais de operação (OBERT et al., 2016).
Tabela 8 - Aspecto superficial das zonas de desgaste representativas das camisas e dos anéis após os ensaios com diferentes tipos de óleos. 1ª coluna – representação tridimensional, 2ª coluna – imagem obtida por estereoscópio da camisa, 3ª coluna – imagem obtida por estereoscópio do anel. Elipses vermelhas indicam ranhuras axiais.
Óleo Representação 3D Camisa Anel
BL
A
B
C
Em vista de um melhor entendimento sobre a relação entre o volume do
desgaste das camisas e seus respectivos aspectos superficiais, verificando também
105
as impressões deixadas no anel, observações mais cuidadosas das imagens da
Tabela 8 foram feitas e dois pontos relevantes devem ser mencionados:
1. As superfícies das zonas de desgaste das camisas representativas dos
óleos B e C aparentaram ranhuras axiais recobertas com tribofilme na
direção de deslizamento (elipses vermelhas) com indicação de alta
deformação das asperezas na zona de contato e maior alisamento
superficial, quando comparadas à camisa do óleo A (Figura 63). Para
o óleo A, as marcas de brunimento são vistas claramente e não há
indicação de deformação plástica e alisamento severos. Já a superfície
do óleo C apresenta níveis elevados de alisamento e deformação
plástica, a qual recobre, em grande parte, os sulcos de brunimento. A
deformação expressiva e alisamento auxiliam na remoção de óxidos e
aumentam a reatividade da superfície. Assim, favorecem o surgimento
do tribofilme, quando o mesmo se encontra em condições para se
formar As setas amarelas apontam algumas regiões onde puderam ser
evidenciadas ranhuras axiais com deposição de tribofilme, o qual
aparenta ter recoberto maior área do contato em comparação a área
da camisa do óleo A. (COUSSEAU; RUIZ ACERO; SINATORA, 2015).
Desta maneira, é plausível afirmar que um maior valor de desgaste
para os óleos B e C está conectado com uma maior área recoberta com
tribofilme, porém a espessura e propriedades mecânicas desses
materiais aparentam ser inferiores àquelas formadas a partir dos óleos
que não apresentam contaminação (LENAUER et al., 2015b).
2. As regiões que supostamente deveriam apresentar marcas de
desgaste nos anéis dos óleos B e C não apresentam ranhuras axiais
resultantes do contato – como para os anéis dos óleos BL e A. Isso
indica baixo nível de desgaste relativo aos anéis testados sem
contaminante. Dessa forma, reforça-se o argumento de que os
tribofilmes formados foram, de alguma forma, afetados pela presença
do etanol e água, de modo que o constituinte responsável pela
atenuação do desgaste não obteve o desempenho esperado na
camisa. Em outras palavras, o anel causou maior desgaste,
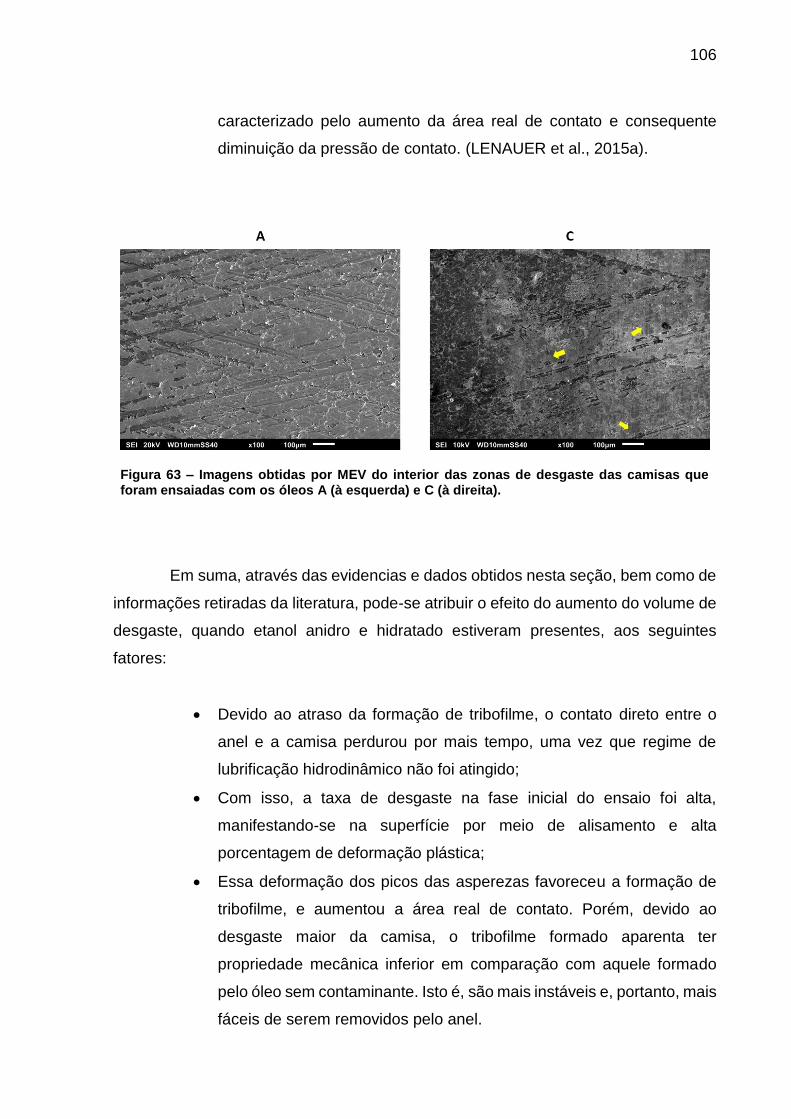
106
caracterizado pelo aumento da área real de contato e consequente
diminuição da pressão de contato. (LENAUER et al., 2015a).
Figura 63 – Imagens obtidas por MEV do interior das zonas de desgaste das camisas que foram ensaiadas com os óleos A (à esquerda) e C (à direita).
Em suma, através das evidencias e dados obtidos nesta seção, bem como de
informações retiradas da literatura, pode-se atribuir o efeito do aumento do volume de
desgaste, quando etanol anidro e hidratado estiveram presentes, aos seguintes
fatores:
Devido ao atraso da formação de tribofilme, o contato direto entre o
anel e a camisa perdurou por mais tempo, uma vez que regime de
lubrificação hidrodinâmico não foi atingido;
Com isso, a taxa de desgaste na fase inicial do ensaio foi alta,
manifestando-se na superfície por meio de alisamento e alta
porcentagem de deformação plástica;
Essa deformação dos picos das asperezas favoreceu a formação de
tribofilme, e aumentou a área real de contato. Porém, devido ao
desgaste maior da camisa, o tribofilme formado aparenta ter
propriedade mecânica inferior em comparação com aquele formado
pelo óleo sem contaminante. Isto é, são mais instáveis e, portanto, mais
fáceis de serem removidos pelo anel.
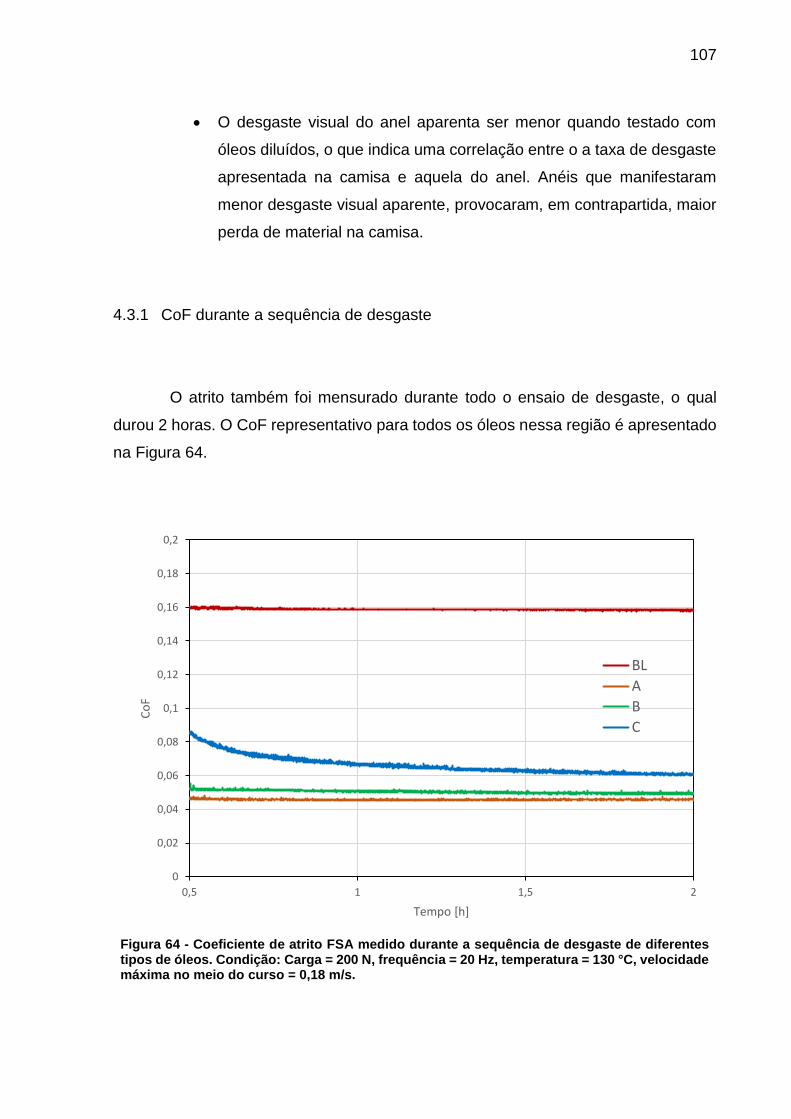
107
O desgaste visual do anel aparenta ser menor quando testado com
óleos diluídos, o que indica uma correlação entre o a taxa de desgaste
apresentada na camisa e aquela do anel. Anéis que manifestaram
menor desgaste visual aparente, provocaram, em contrapartida, maior
perda de material na camisa.
4.3.1 CoF durante a sequência de desgaste
O atrito também foi mensurado durante todo o ensaio de desgaste, o qual
durou 2 horas. O CoF representativo para todos os óleos nessa região é apresentado
na Figura 64.
Figura 64 - Coeficiente de atrito FSA medido durante a sequência de desgaste de diferentes tipos de óleos. Condição: Carga = 200 N, frequência = 20 Hz, temperatura = 130 °C, velocidade máxima no meio do curso = 0,18 m/s.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,5 1 1,5 2
Co
F
Tempo [h]
BL
A
B
C
108
Como pode ser observado, a resposta do CoF para os diferentes óleos nas
condições do ensaio de desgaste varia significativamente. O óleo BL, sem FM, exibe
valor de CoF mais alto, sobretudo no começo do teste. No entanto, o atrito decresce
contínua e lentamente com o passar do tempo, devido ao desgaste do anel e da
camisa. Já os óleos A e B apresentaram valores constantes de atrito relativamente
baixos, com o óleo A obtendo melhor desempenho. De acordo com esse
comportamento tanto o óleo A e B demonstraram estabilidade dos seus respectivos
tribofilmes frente ao desgaste. Por fim, o comportamento do atrito representativo do
óleo C foi o mais irregular de todos, decrescendo constantemente com o avanço do
ensaio, se estabilizando apenas no final do ciclo. O óleo C contém etanol hidratado,
assim sendo, água, a qual possui maior ponto de fusão que o etanol. Dessa forma,
durante a fase inicial do desgaste, água ainda pode estar presente em maior
quantidade e sendo eliminada lenta e gradativamente – podendo gerar cavitação,
influenciando o CoF medido e provocando instabilidade do tribofilme. Em geral, os
valores de CoF observados na sequência de desgaste seguiram a classificação do
CoF das sequencias de atrito a altas temperaturas.

109 Conclusões
5 CONCLUSÕES
Neste estudo, uma investigação acerca do efeito da presença de etanol anidro
e hidratado em um óleo de baixa viscosidade no comportamento tribológico do contato
anel do pistão/camisa do cilindro foi conduzida, e os seguintes resultados foram
obtidos:
1. A adição do modificador de atrito (FM) ao óleo de baixa viscosidade
reduziu drasticamente o coeficiente de atrito e o desgaste da camisa.
Desse modo, melhorando o desempenho do lubrificante em regimes de
atrito misto e limítrofe, conferido pela formação de um tribofilme estável
e durável. Assim, a formulação de um óleo de baixa viscosidade
aparenta demonstrar papel central quando a questão
é a redução da perda de energia por atrito.
2. A diluição por etanol anidro e hidratado em óleo contendo FM
aumentou consideravelmente o CoF na interface de deslizamento,
sendo mais significativo em condições representativas do ciclo urbano.
Porém, os níveis de CoF para esses óleos ainda foram mais baixos do
que para o óleo base, ainda que sob efeito das diluições. A
temperaturas mais elevadas, há tendência na diminuição desse efeito,
contudo o impacto da presença da água persiste por mais tempo.
3. Tal aumento do CoF é provavelmente atribuído ao atraso da formação
de tribofilme e à sua instabilidade.
4. Como consequência da presença de etanol e água, maiores valores de
desgaste foram reportados nas camisas. Esse comportamento envolve
mecanismos complexos de mudanças de topografia dos pares de
atrito, formação e remoção de tribofilme durante o deslizamento.
5. Após os ensaios conduzidos com óleos contendo FM, foi constatada a
presença de tribofilme em todas as superfícies de desgaste da camisa.
Camisas mais desgastadas apresentaram maior área recoberta com
tribofilme proveniente do FM.
110 Conclusões
Assim, espera-se, com este estudo, fornecer uma base de dados que possa
amparar as companhias fabricantes de óleos a desenvolver lubrificantes que mitiguem
os efeitos nocivos das presenças de etanol e da água durante o funcionamento de
MCI’s da nova geração.
111
REFERÊNCIAS
ACEA. ACEA position paper reducing CO2 emissions from passenger cars and light commercial vehicles post-2020. ACEA, n. May, p. 1–15, 3 jun. 2016. AMERICAN PETROLEUM INSTITUTE. API. Disponível em: <http://www.api.org/>. Acesso em: 29 mar. 2017. ASM METALS HANDBOOK. ASM Handbook - Friction, Lubrication and Wear Technology. USA: ASM International, 1992. v. 18 BELMIRO, P. N. A.; CARRETEIRO, R. P. Lubrificantes e Lubrificacao industrial. 1 ed. ed. Rio de Janeiro: Editora Interciência, 2006. BLAU, P. J. Friction Science and Technology: From Concepts to Applications. 2.ed ed. Boca Raton: CRC Press, 2009. BOWMAN, W. F.; STACHOWIAK, G. W. A review of scuffing models. Tribology Letters, v. 2, p. 113–131, 1996. C TUNG, S.; MCMILLAN, M. L. Automotive tribology overview of current advances and challenges for the future. Tribiology International, v. 37, p. 517–536, 2004. CHA, S. C.; ERDEMIR, A. Coating Technology for Vehicle Applications. Switzerland: Springer Verlag, 2015. COSTA, H. L.; SPIKES, H. A. Impact of ethanol on the formation of antiwear tribofilms from engine lubricants. Tribology International, v. 93, p. 364–376, 2016. COUSSEAU, T.; RUIZ ACERO, J. S.; SINATORA, A. Tribological response of fresh and used engine oils: The effect of surface texturing, roughness and fuel type. Tribology International, v. 100, p. 60–69, 2015. CZICHOS, H. The role of tribology as science and technology - what are the essentials? Tribology International, v. 28, n. 1, p. 15–16, 1995.
112
CZICHOS, H. Tribologie- Handbuch. 4. ed. Berlin: Horst Czichos; Karl-Heinz Habig, 2015. DE SILVA, P. R. et al. Tribometer investigation of the frictional response of piston rings when lubricated with the separated phases of lubricant contaminated with the gasoline engine biofuel ethanol and water. Tribology Letters, v. 43, n. 2, p. 107–120, 2011. DEMMELBAUER, W. et al. von Volkswagen. MTZ - Motortechnische Zeitschrift, v. 2, n. 2, p. 16–23, 2017. DETERS, L. et al. Verschleiß, Reibung - Definitionen, Begriffe, Prüfung. Gesellschaft für Tribologie, v. GfT Arbeit, p. 41–43, 2002. DIENWIEBEL, M.; PÖHLMANN, K.; SCHERGE, M. Origins of the wear resistance of AlSi cylinder bore surfaces studies by surface analytical tools. Tribology International, v. 40, n. 10–12 SPEC. ISS., p. 1597–1602, 2007. DO VALE, J. L. Influência da microestrutura de ferros fundidos na ocorrência de metal dobrado e no comportamento tribológico de superfícies brunidas. Curitiba: Programa de Pós-Graduacao em Engenharia Mecânica e de Materiais - Universidade Tecnológica Federal do Paraná, 2016. DO VALE, J. L.; DA SILVA, C. H.; PINTAÚDE, G. Proposta de metodologia de sinais para o coeficiente de atrito em ensaios do tipo anel sobre cilindro. Cobef, v. I, n. 2009, p. 11, 2017. DOWSON, D. et al. Lubrication at the frontier : the role of the interface and surface layers in the thin film and boundary regime. Institut National des Sciences Appliquées de Lyon, Lyon, France: Elsevier for the Institute of Tribology, the University of Leeds and Institut national des Sciences appliquees de Lyon, 1999. DYSON, A. Scuffing - a review. Tribology International, v. 8, n. 2, p. 77–87, 1975. EDER, T. et al. Start einer neuen Motorenfamilie bei Mercedes-Benz. MTZ - Motortechnische Zeitschrift, v. 77, n. 3, p. 62–69, 2016. EU, 2009. Regulation (EC) No 443/2009 of the European Parlament and of the council of 23 april 2009 setting emission performance standards for new passenger cars as part of the Community´s intregated approach to reduce CO2 emissions from light-duty vehicles. Official Journal of the Europa Union, p. 1–15, 2009.

113
FEDERAL MOGUL. Kolbenring-Handbuch. Disponível em: <http://korihandbook.federalmogul.com/de/index.htm>. Acesso em: 28 abr. 2017. FERRARESE, A. et al. Piston Ring Tribological Challenges on the Next Generation of Flex-fuel Engines. SAE Int. J. Engines, v. 3, n. 2, p. 85–91, 2010. FLORES, G.; ABELN, T.; KLINK, U. Funktionsgerechte Endbearbeitung von Zylinderbohrungen aus Gusseisen. MTZ - Motortechnische Zeitschrift, v. 68, n. 3, p. 6, 2007. GALVÃO, C. et al. Advantages and Challenges for Low Viscosity Oils in Emergent Countries. SAE International, p. 1–8, 2017. GAND, B. Beschichtung von Zylinderlaufflächen in Aluminium-Kurbelgehäusen. MTZ - Motortechnische Zeitschrift, v. 72, n. 2, p. 128–133, 2011. GOLLOCH, R. Downsizing bei Verbrennungsmotoren. Friedrichshafen: Springer Verlag, 2005. HEYWOOD, J. B. Internal Combustion Engine fundamentals. II ed. United States of America: McGrall-Hill, inc, 1988. HOEN, T.; SCHMID, J.; STUMPF, W. Less wear and oil consumption through helical slide honing of engines by Deutz. MTZ worldwide, v. 70, n. 4, p. 46–51, 2009. HOLMBERG, K. et al. Global energy consumption due to friction in trucks and buses. Tribology International, v. 78, p. 94–114, 2014. HOLMBERG, K.; ANDERSSON, P.; ERDEMIR, A. Global energy consumption due to friction in passenger cars. Tribiology International, v. 47, p. 221–234, 2012. HUTCHINGS, I. M. Tribology - Friction and wear of Engineering materials. 1st. ed. Cambridge: Butterworth-Heinemann, 1992. KASRAI, M. et al. The chemistry of antiwear films generated by the combination of zddp and modtc examined by x-ray absorption spectroscopy. Tribology Transactions, v. 41, n. 1, p. 69–77, 1998.

114
KEMAL, M.; SAYIN, C. The effect of compression ratio on the performance , emissions and combustion of an SI ( spark ignition ) engine fueled with pure ethanol , methanol and unleaded gasoline. v. 71, p. 194–201, 2014. KENNEDY, M.; HOPPE, S.; ESSER, J. Weniger Reibleistung durch neue Kolbenringbeschichtungen. MTZ - Motortechnische Zeitschrift, v. 75, n. 4, p. Nr. 4, S. 48 , 2014. KENNEDY, M.; HOPPEN, S.; ESSER, J. Kolbenringbeschichtung zur reibungssenkung im ottomotor. Motorentechnische Zeitschrift, v. 73, n. 5, p. 400–403, 2012. KÖNIG, J.; LAHRES, M.; METHNER, O. Quality Designed Twin Wire Arc Spraying of Aluminum Bores. Journal of Thermal Spray Technology, v. 24, n. 1–2, p. 63–74, 2014. KORCEK, S. et al. Fuel Efficient Engine Oils, Additive Interactions, Boundary Friction, and Wear. Tribology Series, v. 36, p. 13–24, 1999. KREBS, R. et al. Magnesium-Hybrid- Turbomotor von Audi. MTZ - Motortechnische Zeitschrift, v. 66, n. 4, p. 2–10, 2005. LENAUER, C. et al. Piston ring wear and cylinder liner tribo fi lm in tribotests with lubricants arti fi cially altered with ethanol combustion products. Tribiology International, v. 82, p. 415–422, 2015a. LENAUER, C. et al. Piston ring wear and cylinder liner tribofilm in tribotests with lubricants artificially altered with ethanol combustion products. Tribology International, v. 82, n. PB, p. 415–422, 2015b. LUDEMA, K. C. Friction, wear, lubrica tion. Florida: CRC Press, 1996. MAHLE GMBH. Zylinder- komponenten. 2. ed ed. Stuttgart: Springer Vieweg, 2015. MALBURG, M. C.; RAJA, J.; WHITEHOUSE, D. J. Characterization of Surface Texture Generated by Plateau Honing Process. CIRP Annals - Manufacturing Technology, v. 42, n. 1, p. 637–639, 1993.
115
MARTÍNEZ, D. D. L. et al. Kolbenringpaket für Reibleistungsoptimierte Motoren. MTZ - Motortechnische Zeitschrift, v. 07–08, p. 494–498, 2010. MERKER, G. P. Internal Combustion Engine Downsizing. MTZ - Motortechnische Zeitschrift, v. 66, n. 2, p. 20–22, 2005. MORINA, A. et al. ZDDP and MoDTC interactions in boundary lubrication-The effect of temperature and ZDDP/MoDTC ratio. Tribology International, v. 39, n. 12, p. 1545–1557, 2006. MORINA, A.; NEVILLE, A. Understanding the composition and low friction tribofilm formation/removal in boundary lubrication. Tribology International, v. 40, n. 10–12 SPEC. ISS., p. 1696–1704, 2007. MURAKI, M.; YANAGI, Y.; SAKAGUCHI, K. Synergistic effect on frictional characteristics under rolling-sliding conditions due to a combination of molybdenum dialkyldithiocarbamate and zinc dialkyldithiophosphate. Tribology International, v. 30, n. 1, p. 69–75, 1997. OBERT, P. et al. The influence of oil supply and cylinder liner temperature on friction, wear and scuffing behavior of piston ring cylinder liner contacts - A new model test. Tribology International, v. 94, p. 306–314, 2016. PRIEST, M.; TAYLOR, C. M. Automobile engine tribology—approaching the surface. Wear, v. 241, n. 2, p. 193–203, 2000. PROFITO, F. J. et al. Effect of lubricant viscosity and friction modifier on reciprocating tests. SAE International, p. 1–5, 2013. PROFITO, F. J.; TOMANIK, E.; ZACHARIADIS, D. C. Effect of cylinder liner wear on the mixed lubrication regime of TLOCRs. Tribology International, v. 93, p. 723–732, 2016. RIZVI, S. Q. A. A Comprehensive Review of Lubricant Chemistry , Technology , Selection , and Design. Baltimore: ASTM International, 2010. ROBERT BOSCH GMBH. Kraftfahrtechnisches Taschenbuch. 22 a. ed. Stuttgart: Springer-Verlag Berlin Heidelberg, 2005.
116
ROBERTSON, J. Diamond-like amorphous carbon. Materials Science and Engineering: R: Reports, v. 37, n. 4–6, p. 129–281, 2002. RUDNICK, L. Lubricant additives: chemistry and applications. Boca Raton: CRC Press, 2010. SCHOMMERS, J. et al. Reibungsminimierung bei Verbrennungsmotoren. MTZ - Motortechnische Zeitschrift, v. 74, n. 7–8, p. 566–573, 2013a. SCHOMMERS, J. et al. Minimising Friction in Combustion Engines. MTZ - Motortechnische Zeitschrift, v. 74, n. 7, p. 28–35, 2013b. SCHWADERLAPP, M. et al. Ethanol and its potential for downsized engine concepts. MTZ - Motortechnische Zeitschrift, v. 73, n. 2, p. 24–29, 2012. SCHWARZE, H. et al. Effect of ethanol fuel E85 on lubricant degradation and wear in spark-ignition engines. MTZ, v. 71, n. 4, p. 6, 2010. SCHWEIZER, S.; FUESSER, H.-J. Ein neuer , realitätsnaher Modelltest für Verschleißuntersuchungen an Kolbenringen und Zylinderlaufflächen von Verbrennungsmotoren. Fahrzeugtechnik, p. 1–12, 2013. SETHURAMIAH, A. Lubricated wear : science and technology. I ed. Great Britain: Elsevier, 2003. SOUZA DE CARVALHO, M. J. et al. Lubricant viscosity and viscosity improver additive effects on diesel fuel economy. Tribology International, v. 43, n. 12, p. 2298–2302, 2010. SPIKES, H. The history and mechanisms of ZDDP. Tribology Letters, v. 17, n. 3, p. 469–489, 2004. SPIKES, H. Friction Modifier Additives. Tribology Letters, v. 60, n. 1, p. 1–26, 2015. STACHOWIAK, G. W.; BATCHELOR, A. W. Engineering Tribology. EUA: Butterworth Heinemann, 2005.
117
TAMURA, K. et al. Influence of Shear-Thinning of Polymer- Containing Engine Oils on Friction at the Piston Ring-Cylinder Liner Interface. SAE International Journal of Fuels and Lubricants, v. 7, n. 3, p. 2013-01–2567, 2013. TAMURA, K. et al. Impact of Boundary Lubrication Performance of Engine Oils on Friction at Piston Ring-Cylinder Liner Interface. SAE International Journal of Fuels and Lubricants, v. 7, n. 3, p. 2014-01–2787, 2014. TAYLOR, L.; DRATVA, A.; SPIKES, H. A. Friction and Wear Behavior of Zinc Dialkyldithiophosphate Additive. Tribology Transactions, v. 43, n. 3, p. 469–479, 2000. TAYLOR, R. I.; MAINWARING, R.; MORTIER, R. M. Engine Lubricant Trends Since 1990. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, v. 219, n. 5, p. 331–346, 2005. THAKUR, A. K. et al. Progress in performance analysis of ethanol-gasoline blends on SI engine. Renewable and Sustainable Energy Reviews, v. 69, n. July 2016, p. 324–340, 2017. THEWES, M. et al. Water Injection for Gasoline Combustion Systems. MTZ worldwide, v. 76, n. 2, p. 10–15, 2015. TOMANIK, E. Friction and wear bench tests of different engine liner surface finishes. Tribology International, v. 41, n. 11, p. 1032–1038, 2008. TOMANIK, E. Modelling the hydrodynamic support of cylinder bore and piston rings with laser textured surfaces. Tribology International, v. 59, p. 90–96, 2013. TOMANIK, E.; FERRARESE, A. Low friction ring pack for gasoline engines. ASME - ICEF 2006, v. I, n. 5, p. 1–7, 2006. TOMANIK, E.; XAVIER, F.; ZHMUD, B. Enhancing the tribological properties of cylinder bores by macromechanical surface finishing. ÖTG-Symposium, p. 1–11, 2013. TRIBOFLEX CONSORTIUM. Projeto Triboflex. Disponível em: <http://www.lfs.usp.br/Portal_Triboflex/>. Acesso em: 5 maio. 2017.

118
TUNG, S. C.; GAO, H. Tribological characteristics and surface interaction between piston ring coatings and a blend of energy-conserving oils and ethanol fuels. Wear, v. 255, n. 7–12, p. 1276–1285, 2003. VAN BASSHUYSEN, R.; SCHÄFER, F. Handbuch Verbrennungsmotor. 7. ed. Wiesbaden: Springer Verlag, 2015. VELKAVRH, I.; KALIN, M.; VIŽINTIN, J. The influence of viscosity on the friction in lubricated DLC contacts at various sliding velocities. Tribology International, v. 42, n. 11–12, p. 1752–1757, 2009. VETTER, J. et al. Surface treatment selections for automotive applications. Surface and Coatings Technology, v. 200, n. 5–6, p. 1962–1968, 2005. VLADESCU, S. C. et al. The effects of surface texture in reciprocating contacts - An experimental study. Tribology International, v. 82, n. PA, p. 28–42, 2015. WONG, V. W.; TUNG, S. C. Overview of automotive engine friction and reduction trends - Effects of surface, material, and lubricant-additive technologies. Friction, v. 4, n. 1, p. 1–28, 2016. YAMAMOTO, Y. et al. Frictional characteristics of molybdenum dithiophosphates. Wear, v. 112, p. 79–87, 1986. ZHANG, B.; SARATHY, S. M. Lifecycle optimized ethanol-gasoline blends for turbocharged engines. Applied Energy, v. 181, p. 38–53, 2016. ZHU, G. Engine Tribology. Paris: Elsevier, 1993. v. 26 ZUM GAHR, K. H. Microstructure and wear of materials (Tribology Series). Amsterdam: Elsevier, 1987.


















