NBR 05156 - Fio de cobre revestido de estanho ou de ligas estanho-chumbo.pdf

1
Incorporação de Novas Tecnologias de Desenvolvimento de Produto no Sector Tradicional dos Estanhos
Hélder Faria, Vasco Sepúlveda
Alunos finalistas da licenciatura em Design do Produto do IPVC
Praça General Barbosa, 4900-347 Viana do Castelo
Resumo
O aumento da concorrência e competição entre empresas, derivada das rápidas mudanças tecnológicas e diminuição do ciclo de vida dos produtos, associada ao desafio de satisfazer as cada vez mais exigentes necessidades dos consumidores, conduz a uma aposta forte das empresas na Inovação e na diferenciação dos produtos a introduzir no mercado. Pretende-se com este trabalho incorporar as capacidades de designers com as de engenheiros, para em conjunto associarem a modelação CAD 3D e as tecnologias de prototipagem rápida no processo de desenvolvimento de novos produtos decorativos e utilitários em estanho e sensibilizar a comunidade empresarial para as vantagens decorrentes do uso destas actuais tecnologias. Com este projecto foi possível conjugar técnicas de prototipagem rápida, processos de produção de componentes em estanho e a incorporação de outros componentes em materiais compósitos e outras ligas metálicas, permitindo desenvolver produtos inovadores em prazos bastante reduzidos.
Introdução
O Design assume uma importância vital na forma como pode capacitar e aumentar a competitividade de um produto. Cabe ao designer perceber e
delinear uma estratégia que permita gerir de forma eficiente os recursos ao seu dispor, respondendo às reais necessidades da sociedade, sejam elas de ordem técnica, funcional ou cultural. O desenvolvimento de sistemas CAD/CAM cada vez mais sofisticados e a sua associação às mais modernas tecnologias de conversão têm contribuído para o melhoramento do processo de desenvolvimento de produto, desde o conceito inicial até a sua fase de prototipagem e afinamento. Este tipo de ferramentas, quando utilizadas de forma adequada e baseadas numa metodologia projectual, oferecem ao designer uma nova capacidade de se exprimir, independentemente da complexidade do objecto que pretende projectar. O INEGI tem vindo a receber, desde 1998, alunos estagiários na área do design para realizarem estágios de curta duração na área de desenvolvimento de produto, com a possibilidade de produção e comercialização dos produtos desenvolvidos, desde que estes despertem o interesse de empresas. Este trabalho refere as etapas mais significativas do projecto realizado pelos alunos Hélder Faria e Vasco Sepúlveda (da ESTG – Escola Superior de Tecnologia e Gestão do IPVC - Instituto Politécnico de Viana do Castelo), no ano lectivo de 2007/2008, sob a orientação dos professores Jorge Lino (FEUP/INEGI) e Pedro Vasconcelos (IPVC) durante o seu estágio no INEGI - Instituto de Engenharia Mecânica e Gestão
2
Industrial e em colaboração com a empresa Freitas&Dores, Lda. Descreve-se o desenvolvimento de novas linhas de objectos decorativos/utilitários em estanho para renovar a oferta da empresa, introduzindo novos métodos e tecnologias de desenvolvimento de produto na actividade da empresa.
Contextualização da empresa Freitas&Dores
A empresa Freitas & Dores, Lda., constituiu-se em Fevereiro de 1983 sob a gerência de dois sócios – Sr.ª Maria da Conceição Freitas e Sr. José Manuel Gonçalves das Dores, dedicando-se à criação e fabrico de peças decorativas e utilitárias em estanho. A concepção dos produtos da empresa ficou assegurada por José Manuel Gonçalves das Dores (Sócio-Gerente), que sempre procurou a exclusividade dos produtos da empresa. Em 1984, houve uma mudança de instalações para albergar uma maior área de produção. A partir do ano de 1985, a empresa começa a participar em feiras nacionais e internacionais, o que se revelou um sucesso, já que no ano de 1986 são efectuadas as primeiras exportações de produtos da empresa. No início dos anos 90 foi adquirido o terreno onde está instalada neste momento a empresa e implementados novos sistemas de produção mecânicos para dar resposta às exigências de mercado. A empresa não pára de crescer e em 1997 adquire duas empresas da mesma área do sector, fortalecendo a sua posição no mercado. No ano de 1998, são efectuados os primeiros registos no Instituto da Propriedade Industrial de alguns dos seus produtos de modo a garantir a sua exclusividade. É concedida à empresa a sub licença para o uso da marca EPU
(European Pewter Union), como prova do cumprimento do estabelecido pela regulamentação EN 611-1:1995 e EN 611-2:1995. Com o surgimento de produtos concorrentes vindos do oriente, a preços muito mais baixos, a empresa sente a necessidade de redireccionar a sua estratégia. Face à impossibilidade de competir em termos de preço, a empresa decide apostar no Design como factor de diferenciação, Inovação e Desenvolvimento. Surgem assim novos produtos, de linhas contemporâneas e atraentes, produzidos com toda a qualidade e exclusividade que sempre caracterizou os produtos da empresa. Através de uma parceria existente entre o INEGI/FEUP e o IPVC, com a participação de estagiários finalistas em design do produto oriundos do IPVC, a empresa passa a apostar na Inovação ao aceitar projectos criados por eles [1-3], como foi o caso da realização de funis para decantação de vinho para serem colocados no mercado americano, o que acabaria por se revelar um caso de sucesso [2]. Actualmente, no âmbito dessa parceria, agora com os presentes autores deste trabalho, pretendeu-se criar novas linhas de produtos decorativos e utilitários, e toda a parte gráfica e comercial de promoção desses produtos. Esta aposta no design, leva a empresa a procurar a consolidação de uma imagem de Inovação e qualidade. De olhos postos no futuro, é usual muitos dos produtos da empresa serem já concebidos com recurso a softwares CAD 3D. Em colaboração com o INEGI, a empresa dispôs da possibilidade de recorrer às tecnologias de prototipagem rápida e de conversão para fabrico rápido de protótipos dos novos produtos e ferramentas de produção.

3
Desenvolvimento
Levantamento da actividade: Este projecto foi iniciado com uma fase de pesquisa e investigação, fundamental para adquirir informações acerca dos processos produtivos utilizados com o estanho (“pewter”), materiais, produtos da empresa e dos seus concorrentes, recursos humanos, técnicas e processos produtivos da empresa e da própria história do estanho em Portugal. Durante esta primeira fase foram feitas duas visitas às instalações da empresa, localizada em Ermesinde. Durante estas visitas, foram apresentadas todas as secções da empresa, e explicadas as actividades que se desenrolam em cada uma delas, realizando-se inúmeros registos fotográficos. Estas visitas foram extremamente importantes porque permitiram proceder a um levantamento de toda a actividade da empresa, da sua oferta, e, mais importante, permitiu uma maior compreensão dos métodos de produção e conformação do estanho e dos recursos mecânicos e humanos existentes. Este levantamento facultou inúmeras informações, importantes para o projecto dos novos produtos e para a rentabilização do seu processo produtivo. Seguidamente passa-se a enumerar algumas das tecnologias e técnicas disponíveis na empresa: - Fundição por Centrifugação Este é um dos processos mais utilizados, pois permite grandes cadências de produção [4]. Na fundição por centrifugação, o molde é colocado num centrifugador onde a força centrífuga gerada pela rotação da máquina permite que o metal líquido preencha totalmente as cavidades mais intrincadas do molde em silicone. A liga
de estanho, do tipo Sn-4.5Sb-4.5Cu, é vazada a temperaturas compreendidas entre os 300 e 380ºC, dependendo do tipo de peça a produzir. A figura 1 mostra a microestrutura desta liga após ataque metalográfico (2ml HCl, 5ml HNO3 e 93ml H2O). Esta estrutura é composta por uma solução sólida dendrítica rica em estanho contendo agulhas de pequenas partículas de Cu6Sn5 (de cor branca) [5].
O metal líquido é vazado num canal geralmente posicionado junto ao centro de rotação da peça. A centrifugação facilita o escoamento do fluxo de calor, reduzindo o tempo de solidificação, aumentando assim a produtividade. Os moldes são produzidos em silicone (ver figura 2), conferindo a maleabilidade suficiente para retirar as peças do seu interior. Estes moldes são cilíndricos, com diâmetros variáveis e 120mm de altura máxima, o que introduz limitações no tipo de peças que se podem produzir na empresa. Este processo permite o fabrico de peças bastante complexas, no entanto, o acabamento superficial pode apresentar algumas irregularidades, o que obriga a uma maior atenção nas operações posteriores de polimento. O brilho das peças é diferente do das peças produzidas por repuxamento, sendo mais fosco.
Fig. 1 Microestrutura da liga de estanho utilizada na empresa.

4
- Repuxamento em torno mecânico O repuxamento utiliza moldes de madeira ou baquelite que são mais resistentes e duradouros. Uma chapa de estanho é fixa no torno e repuxada pelo operador (fig. 3) até adquirir as formas do molde. Os anos de experiência do operador do torno são fundamentais para a qualidade final do produto.
Fig. 3 Peça a ser repuxada em torno mecânico. - Fundição em areia Embora a empresa faça fundição em areia, devido à sua lentidão e custos envolvidos, este processo apenas é utilizado no fabrico de peças que não podem ser obtidas por outros processos mais rentáveis. - Fabrico de tubo em estanho A empresa possui equipamento para repuxamento de estanho, através de fieiras, de forma a produzir tubo de diferentes diâmetros.
- Laminagem de chapa O laminador da figura 4 faz a laminagem de chapa de estanho, a partir do lingote deste metal, permitindo obter chapas com diferentes espessuras, consoante as necessidades dos diferentes processos produtivos.
Fig. 4 Operador a alimentar o laminador com uma chapa em liga de estanho. -Colagem Para realizar a colagem do estanho com outros materiais, especialmente vidro, é utilizada uma cola termoendurecível que depois de aplicada é activada numa estufa por intermédio de raios UV (ultravioleta). Para além destes processos, as peças passam ainda por diversas fases de lixagem e polimento (ver fig. 5). Por vezes, quando o cliente o exige, são aplicados diferentes patines para escurecer a cor do estanho, conferindo assim diferentes aspectos finais ao produto. A produção das peças só termina quando estas são embaladas nas instalações da empresa. Constatou-se a existência de um dispositivo de fabrico de embalagens a partir de folhas de cartão, que poderia ser utilizado para produzir embalagens personalizadas para os novos produtos a desenvolver.
Fig. 2 Molde de silicone usado no processo de fundição por centrifugação.

5
Fig. 5 Polimento por esferas de aço. - Conformação manual A arte de produzir componentes em estanho recorre intensamente à conformação manual, tal como se pode verificar na fig. 6.
Fig. 6 Conformação manual. - Oferta da empresa Durante as visitas à empresa, houve oportunidade para observar, na sala de exposições, diferentes produtos produzidos ao longo dos seus 25 anos de existência (ver fig. 7). Constatou-se que a maioria dos produtos têm um carácter marcadamente tradicional ou religioso, e que a empresa tem cada vez mais dificuldade em atingir novos públicos. No entanto, é de realçar alguns produtos fabricados exclusivamente para clientes estrangeiros, sobretudo finlandeses e suecos, que recorrendo ao trabalho de designers apresentam gamas de produtos mais actuais e apelativos.
Fig. 7 Objectos tradicionais produzidos pela Freitas&Dores.
História do estanho em Portugal
Foi com Vergílio Correia, no séc. XVI, um homem pertencente à corte real, que foi publicado o Regimento dos Ofícios Mecânicos. Este documento precioso, transporta consigo o saber da produção de estanho daquela época, o qual dizia que uma liga de estanho constituída por cobre e chumbo é usada para a fabricação de louça de estanho. Os objectos daquela data possuíam estampas como identificação do autor que as produziu, como sendo uma marca para mostrar a identidade e funcionando assim como um selo de garantia do objecto. Os picheleiros tinham sempre a intenção de guardar segredo sobre as ligas que utilizavam na concepção das peças, mesmo quando obrigados a colocar a estampa em cada peça. Com o objectivo de uma maior penetração no mercado, os picheleiros usavam percentagens desconhecidas, na altura para o público, de chumbo, de altingrassa (sulfureto de antimónio) e de mirralha (sulfureto de cobre) na junção ao estanho, criando assim a famosa liga [6]. Naqueles tempos o segredo dos processos de trabalho e das ligas passava de geração em geração.
6
Também os moldes utilizados no fabrico eram tesouros familiares guardados no seu seio. Rolando Van Zeller, no seu livro “Estanhos Portugueses”, livraria Civilização, págs. 53-54 [6] faz a explicação da concepção de um Molde de Bronze. O picheleiro em primeiro lugar fazia a peça em chapa de estanho, que em seguida recobria com uma camada espessa de gesso. A maior parte das vezes esta peça de gesso era separada em várias secções mas sempre de forma que depois de secas todas se ajustassem perfeitamente. Ficava assim constituído um conjunto de peças que eram depois passadas a bronze. Obtido o molde desta maneira, procedia-se à fundição dos objectos em estanho. Para tal, deitava-se por um orifício preparado previamente, a liga de estanho anteriormente fundida numa vasilha de ferro. Todavia, antes desta operação recobria-se o interior com uma delgada camada de ocre misturado em clara de ovo, com pedra-pomes calcinada ou até mesmo com negro-de-fumo. O molde devia estar tanto mais aquecido quanto mais rica fosse a liga em estanho. Em seguida deixava-se arrefecer o conjunto. Quando se pretendia obter uma peça dura muito brilhante, a que os alemães chamavam ”Heissguez”, era necessário aquecer previamente o molde a uma alta temperatura para depois se proceder ao seu rápido arrefecimento.” Variadíssimos objectos foram produzidos naquela época, com especial importância para alguns dos exemplos a seguir descritos: Os pratos eram mais ou menos ornamentados com a forma dos existentes actualmente. Surgido de necessidade de suportar a comida ou “reter os molhos das peças de carne”, os pratos adquirem diversas formas e feitios, com decoração artística ou mais singelos. Toda esta arte desapareceu das
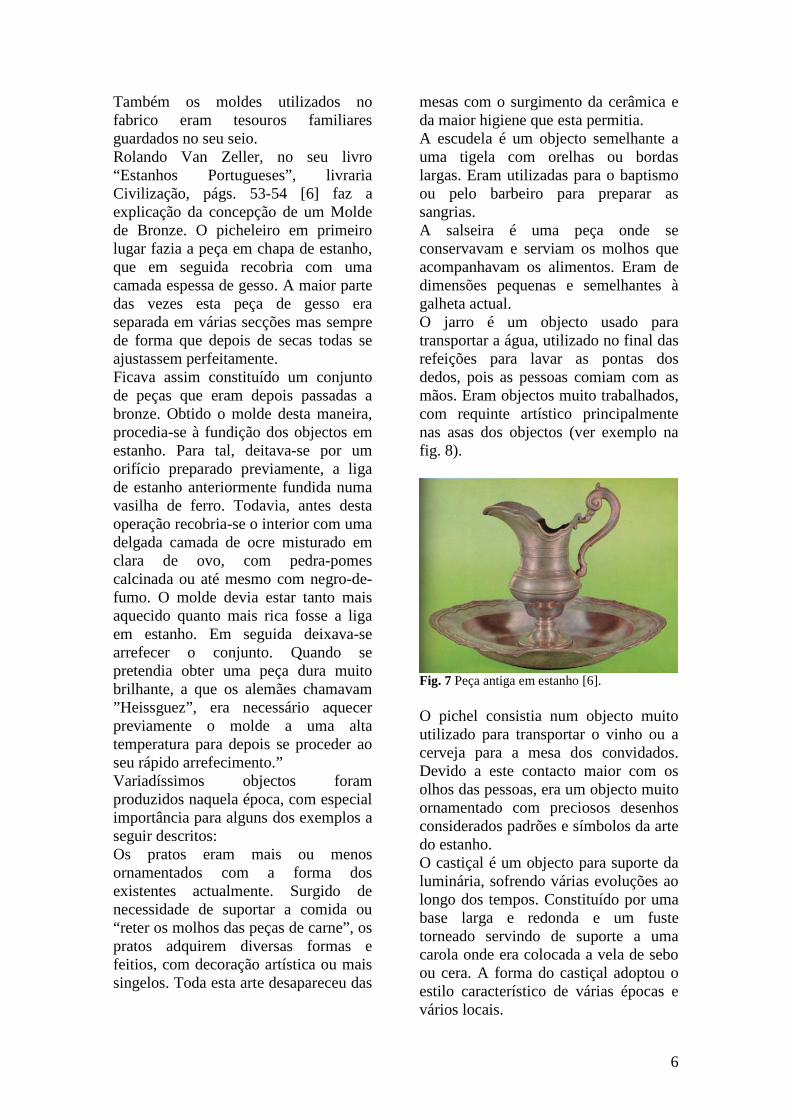
mesas com o surgimento da cerâmica e da maior higiene que esta permitia. A escudela é um objecto semelhante a uma tigela com orelhas ou bordas largas. Eram utilizadas para o baptismo ou pelo barbeiro para preparar as sangrias. A salseira é uma peça onde se conservavam e serviam os molhos que acompanhavam os alimentos. Eram de dimensões pequenas e semelhantes à galheta actual. O jarro é um objecto usado para transportar a água, utilizado no final das refeições para lavar as pontas dos dedos, pois as pessoas comiam com as mãos. Eram objectos muito trabalhados, com requinte artístico principalmente nas asas dos objectos (ver exemplo na fig. 8).
Fig. 7 Peça antiga em estanho [6]. O pichel consistia num objecto muito utilizado para transportar o vinho ou a cerveja para a mesa dos convidados. Devido a este contacto maior com os olhos das pessoas, era um objecto muito ornamentado com preciosos desenhos considerados padrões e símbolos da arte do estanho. O castiçal é um objecto para suporte da luminária, sofrendo várias evoluções ao longo dos tempos. Constituído por uma base larga e redonda e um fuste torneado servindo de suporte a uma carola onde era colocada a vela de sebo ou cera. A forma do castiçal adoptou o estilo característico de várias épocas e vários locais.
7
Existiam três tipos de cálices: o sagrado, o ministerial e os ofertórios. Todos serviam para conter vinho em actos religiosos. Eram fabricados em variados materiais, sendo o estanho até proibido pelo Papa Leão IV no séc. IX e considerado um material sem estatuto e pobre. Ainda assim foram feitos muitos castiçais em estanho e com diversas formas que se ajustaram ao estilo em voga em cada época [6]. Identificação das áreas de actuação e
definição de estratégia
As visitas à empresa, conjuntamente com toda a informação recolhida, permitiram identificar diversas áreas onde o design poderia intervir como factor de incremento da qualidade e inovação do produto oferecido. Embora o tempo disponível fosse escasso, apenas 3-4 meses, foi definida uma estratégia com alguns dos objectivos a que nos propusemos de forma a revitalizar a empresa e a sua oferta. Como refere Tomás Maldonado [7], para o desenvolvimento do produto existem três áreas cruciais dentro de uma empresa: - O Marketing, como um intermediário entre a empresa e os clientes, pois é através do marketing que a empresa comunica aos clientes o produto, promove campanhas e promoções e fixa o preço final e venda. O marketing identifica oportunidades de negócio, estabelece os segmentos de mercado e identifica as necessidades dos clientes. - Design, como definição da forma e função dos produtos que são concebidos para a satisfação das necessidades dos consumidores. - A Produção, que engloba toda a concepção e operação de sistemas produtivos para o fabrico do produto.
No início desta fase, apresentaram-se os seis objectivos da estratégia definida: - Desenvolvimento de linhas de produtos originais e inovadores (aplicação de outros materiais e cores); - Rentabilização dos processos produtivos existentes; - Renovação da imagem da empresa (branding, embalagem, apresentação em feiras, etc.); - Definição de uma estratégia de Marketing; - Criação de uma marca ou linha direccionada para peças de Design de autor, com uma nomenclatura mais apropriada para o mercado internacional; - Valorização do processo produtivo de cariz artesanal e de todo o “know-how” adquirido pela empresa desde a sua fundação (impossível de imitar pela concorrência chinesa).
Modelação CAD 3D Todos os objectos realizados foram modelados no software SolidWorks 2007. A utilização desta ferramenta permitiu construir simulações virtuais dos objectos e o seu reajuste e correcção sempre que necessário. Concluída a fase de modelação CAD 3D, os ficheiros foram convertidos no formato *.vrml para tornar possível a sua leitura no software Cinema 4D. Este programa permitiu concretizar renders mais realistas das peças desenvolvidas, de uma forma mais rápida e cómoda (fig. 9). A partir da modelação 3D foi possível realizar os desenhos técnicos de todas as peças, para criar um dossier técnico para ser consultado pelos colaboradores da empresa durante o processo de fabrico. Estes softwares representam uma ferramenta importantíssima para o desenvolvimento deste projecto, porque permitem, num curto espaço de tempo,

8
a criação de simulações e protótipos virtuais dos objectos a desenvolver, que dada a impossibilidade de se construírem protótipos de todas as peças, constituem um forte argumento na sensibilização e percepção dos produtos criados. Os ficheiros de algumas das peças desenvolvidas, foram convertidos para o formato *.stl para tornar possível a realização de protótipos em estereolitografia. A existência destes protótipos foi importante durante a apresentação feita à Direcção da empresa, porque permitiram um outro tipo de compreensão e entusiasmo pelos protótipos criados, que não teria sido possível apenas com as simulações virtuais (fig. 10).
Fig. 8 Simulação virtual da peça “Estamine”, inserida num ambiente caseiro.
Fig. 10 Simulações do aspecto final de alguns produtos.
Prototipagem por Estereolitografia (SL ou SLA)
A estereolitografia foi o primeiro processo de PR a aparecer no mercado, em finais de 1987, produzido pela empresa 3D Systems Inc, USA [8]. Desde 2001 que o INEGI possui este tipo de equipamento (modelo Viper Si), tendo vindo a utilizá-lo na produção de protótipos para os mais variados sectores industriais. Este processo proporciona a fabricação de protótipos tridimensionais através da fotopolimerização, camada a camada, de uma resina líquida (epóxido, poliéster ou vinilester) pela incidência de um feixe laser de raios ultravioletas [8-10]. A existência deste equipamento no INEGI permitiu que se realizassem alguns protótipos para apresentar à empresa. As peças Cube e Bateau (ver fig. 11) foram seleccionadas para serem fabricadas por este processo.
Fig. 11 Peças Cube e Bateau em SLA.
9
Os ficheiros *.stl , criados a partir do software SolidWorks2007, foram introduzidos no software do equipamento de prototipagem e o processo foi iniciado. A fotopolimerização prolongou-se por cerca de dez horas. Finalizado este período, os protótipos foram retirados da plataforma de construção e os seus suportes removidos para de seguida serem introduzidos num banho de solvente para eliminação de resíduos de construção no equipamento e limpeza de resina aderente. Posteriormente foram colocados numa estufa onde se processou uma pós-cura da resina por raios ultravioletas, para aumentar a sua resistência mecânica. Por fim, as peças foram polidas e pintadas de forma a simularem o aspecto superficial do estanho.
Etapas do processo As etapas principais do processo de produção dos protótipos foram: 1- Modelação CAD 3D (SolidWorks). 2- Introdução do ficheiro no software do equipamento de PR. 3- Fabrico dos protótipos na plataforma de construção do equipamento de PR. 4- Cura em estufa de raios UV, após banho em solvente para eliminar resíduos e suportes de construção. 5- Acabamento final, lixagem e pintura. 6- Protótipos finais.
Apresentação
A apresentação do projecto decorreu em duas reuniões distintas. A primeira reunião decorreu nas instalações do INEGI, tendo sido realizada uma apresentação multimédia em que se explicou a estratégia proposta, os produtos desenvolvidos e se expuseram alguns campos de trabalho ainda em
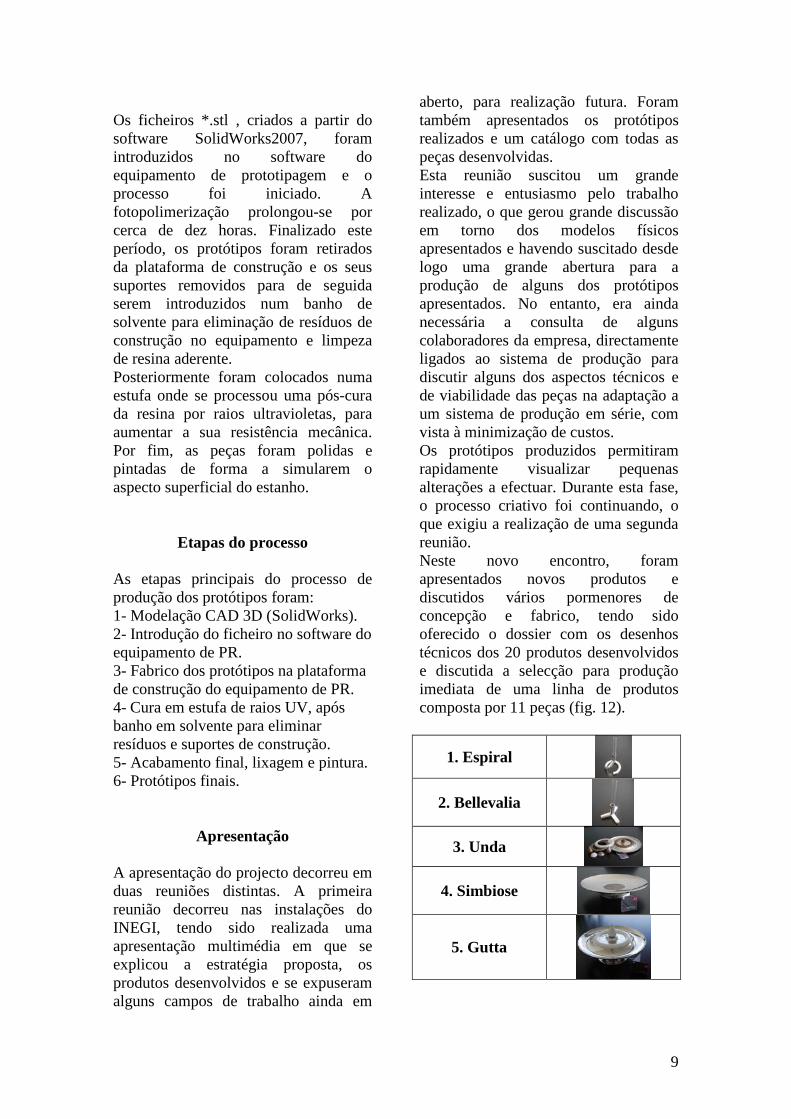
aberto, para realização futura. Foram também apresentados os protótipos realizados e um catálogo com todas as peças desenvolvidas. Esta reunião suscitou um grande interesse e entusiasmo pelo trabalho realizado, o que gerou grande discussão em torno dos modelos físicos apresentados e havendo suscitado desde logo uma grande abertura para a produção de alguns dos protótipos apresentados. No entanto, era ainda necessária a consulta de alguns colaboradores da empresa, directamente ligados ao sistema de produção para discutir alguns dos aspectos técnicos e de viabilidade das peças na adaptação a um sistema de produção em série, com vista à minimização de custos. Os protótipos produzidos permitiram rapidamente visualizar pequenas alterações a efectuar. Durante esta fase, o processo criativo foi continuando, o que exigiu a realização de uma segunda reunião. Neste novo encontro, foram apresentados novos produtos e discutidos vários pormenores de concepção e fabrico, tendo sido oferecido o dossier com os desenhos técnicos dos 20 produtos desenvolvidos e discutida a selecção para produção imediata de uma linha de produtos composta por 11 peças (fig. 12).
1. Espiral
2. Bellevalia
3. Unda
4. Simbiose
5. Gutta
10
6. Derrame
7. Bateau
8. Synesthesia
9. Cube
10. Lágrima
11. Nirvana
Fig. 12 Lista das 11 peças seleccionadas.
Produção
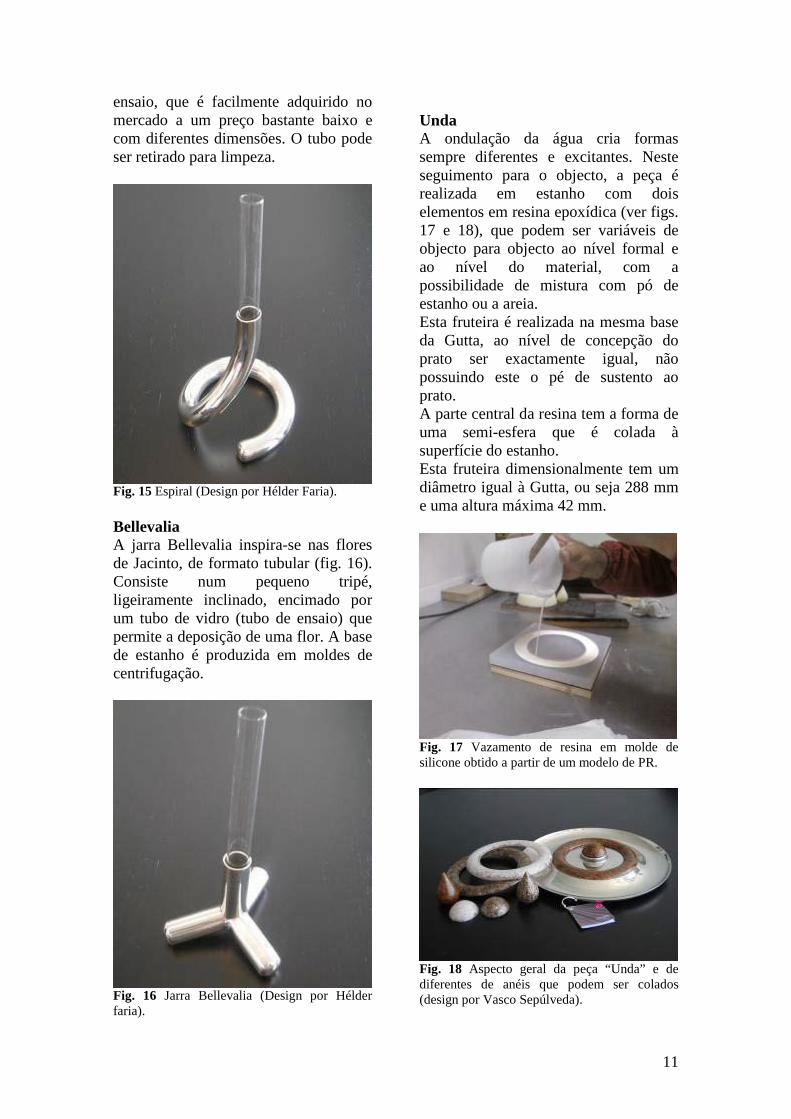
O desenvolvimento desta fase foi acompanhado através de visitas regulares à fábrica, possibilitando um contacto directo com os processos produtivos (figs. 13 e 14). Este contacto revelou-se de grande utilidade e interesse pois permitiu um acompanhamento muito próximo da produção. Sempre que surgiam dúvidas por parte dos colaboradores, ou condicionantes técnicas inultrapassáveis, a presença na fábrica permitiu discutir esses pormenores e, em conjunto com os técnicos da empresa, encontrar as melhores soluções para ultrapassar algumas limitações tecnológicas que foram surgindo. Refira-se a título de exemplo que um castiçal que tinha sido idealizado não foi produzido devido à baixa resistência mecânica do estanho. Esta peça que tinha sido do agrado de todos os intervenientes está presentemente a ser estudada para através do vazamento de uma liga de baixo ponto de fusão se conseguir reforçar a parte crítica do protótipo.
A ligação à empresa foi uma mais valia deste trabalho pois constituiu uma grande fonte de aprendizagem, indispensável para uma melhor compreensão de todas as fases de desenvolvimento de um novo produto.
Fig. 13 Fabrico do protótipo em estanho da peça “Bateau”. Ao lado é visível o protótipo produzido por PR.
Fig. 14 Repuxamento da peça “Unda”.
Produtos Desenvolvidos
Espiral Este produto consiste numa pequena jarra solitária, para uma única flor (fig. 15). A forma espiralada funciona como um prolongamento da flor, como se da sua raiz se tratasse. É composta por duas partes; a espiral em estanho e o tubo em vidro. Mais uma vez, procurou-se a rentabilização do processo produtivo. O protótipo foi construído em tubo de estanho e posteriormente seccionado para ser produzido em moldes de centrifugação. O tubo de vidro resume-se a um simples tubo de
11
ensaio, que é facilmente adquirido no mercado a um preço bastante baixo e com diferentes dimensões. O tubo pode ser retirado para limpeza.
Fig. 15 Espiral (Design por Hélder Faria). Bellevalia A jarra Bellevalia inspira-se nas flores de Jacinto, de formato tubular (fig. 16). Consiste num pequeno tripé, ligeiramente inclinado, encimado por um tubo de vidro (tubo de ensaio) que permite a deposição de uma flor. A base de estanho é produzida em moldes de centrifugação.
Fig. 16 Jarra Bellevalia (Design por Hélder faria).
Unda A ondulação da água cria formas sempre diferentes e excitantes. Neste seguimento para o objecto, a peça é realizada em estanho com dois elementos em resina epoxídica (ver figs. 17 e 18), que podem ser variáveis de objecto para objecto ao nível formal e ao nível do material, com a possibilidade de mistura com pó de estanho ou a areia. Esta fruteira é realizada na mesma base da Gutta, ao nível de concepção do prato ser exactamente igual, não possuindo este o pé de sustento ao prato. A parte central da resina tem a forma de uma semi-esfera que é colada à superfície do estanho. Esta fruteira dimensionalmente tem um diâmetro igual à Gutta, ou seja 288 mm e uma altura máxima 42 mm.
Fig. 17 Vazamento de resina em molde de silicone obtido a partir de um modelo de PR.
Fig. 18 Aspecto geral da peça “Unda” e de diferentes de anéis que podem ser colados (design por Vasco Sepúlveda).

12
Simbiose A fruteira Simbiose resulta da conjugação de diferentes materiais e técnicas produtivas. O prato é produzido em estanho, através de técnicas predominantemente artesanais. Construído por repuxamento em torno mecânico, com um molde de baquelite, onde a experiência do operador é importantíssima para o resultado final da peça. A base é produzida com recurso a diferentes materiais (pequenos grânulos de pedra; cortiça; areia; mica, etc.) agregados com uma resina polimérica, segundo um processo desenvolvido no INEGI (fig. 19). Um protótipo da base foi obtido por PR (estereolitografia) para que, a partir deste se produzisse um molde em silicone para produzir a base final. Neste objecto procurou-se combinar técnicas artesanais com processos tecnologicamente mais desenvolvidos e que se baseiam em metodologias de projecto mais rigorosas, com recurso à engenharia.
Fig. 19 Molde da base em silicone após o vazamento de resina carregado com mica e
aspecto geral da peça “Simbiose” (design por Hélder Faria). Gutta O desenvolvimento desta fruteira inspira-se no modo como a queda de uma gota de água faz ondular toda a superfície com que entra em contacto. De linhas simples, tem a particularidade de conter componentes em resina epoxídica misturada com outras materiais como o pó de alumínio, cortiça ou areia (fig. 20). Permite criar uma nova estética mais apelativa e decorativa para a casa. Ainda mesmo sem ter entrado em produção, este objecto (e o Nirvana) foi seleccionado para ser oferecido na conferência “Duracosys 08 – 8th International Conference on Durability Analysis of Composite Systems”, em memória de Albert Cardon, realizada na FEUP entre os dias 16 e 18 de Junho de 2008. O produto é concebido pela técnica de repuxamento de chapa de estanho com a inserção de um anel e uma gota construídos em resina de poliuretano, pintada de branco. Estas duas partes são construídas através de moldes realizados em silicone onde é vazada a resina epoxídica misturada com outro material, areia ou pedras do mar.
Fig. 20 Fruteira “Gutta”, com aplicações em resina de poliuretano (design por Vasco Sepúlveda). Derrame

13
Com vista à decoração interior da casa, este é um objecto que potencia a capacidade de escorrimento de cera, criando assim efeitos fantásticos. Com a utilização de velas de diferentes cores, uma após a outra, estas vão queimando e derretendo a cera sob a forma de gotículas que escorrem para uma base criando belos efeitos de cor.
Fig. 21 Efeito de escorrimento da cera num castiçal (cedida por Jorge Lino).
Este é um produto acima de tudo estético para decoração de um espaço da casa, sendo ideal para colocação em entradas de edifícios e mesas de restaurantes, captando a atenção das pessoas pelo jogo de cores e formas que exibe. Este produto (figs. 22 e 23) é realizado em duas versões distintas na zona da base, com o objectivo de haver maior versatilidade de formas, não se restringindo somente a estas duas, podendo ser realizado futuramente noutras versões também apelativas.
Fig. 22 Protótipo na plataforma de construção do equipamento de Prototipagem Rápida (SLA).
Fig. 23 Protótipo (esquerda) e produto final (design por Vasco Sepúlveda). Bateau Esta peça, disponível em três tamanhos, surgiu da observação dos barcos no rio Douro. A sua forma é inspirada no casco de uma embarcação (fig. 24). Nesta peça procurou-se combater a monotonia monocromática dos artigos em estanho. Para isso, o produto será disponibilizado com o interior pintado em diferentes cores, uma forma de transmitir um pouco de alegria e disposição ao ambiente em que a peça será inserida. Foi construído um protótipo em estereolitografia deste artigo, que foi apresentado nas reuniões e que permitiu uma melhor compreensão dos pormenores formais da peça por parte dos colaboradores encarregues do seu fabrico. Os protótipos em estanho foram construídos a partir duma planificação desenhada numa chapa de estanho, a

14
qual foi sendo sucessivamente batida e martelada até adquirir a forma final.
Fig. 24 Simulação e aspecto final da linha “Bateau”, exposta na Ceranor 2008, Porto (design por Hélder Faria). Synesthesia A linha Synesthesia combina toda uma série de sensações visuais através das diferentes formas de utilização e dos materiais utilizados. A parte exterior, em estanho, possui um canto “quebrado”, que contrasta com a aparência rectilínea do objecto (fig. 25). O castiçal desta linha proporciona um ambiente intimista, enriquecido pelos belos efeitos de luz. Com a aplicação da parte interior, cria-se um efeito na zona “quebrada”, conseguido através do contraste entre o estanho e o latão ou o vidro, numa verdadeira fusão de experiências sensoriais. Posteriormente, decidiu-se adoptar mais materiais e cores para estes objectos. Para simplificar o processo de fabrico, avançou-se com a hipótese de utilizar perfil quadrado de alumínio (disponível
em várias medidas), que pode ser seccionado com a altura pretendida e posteriormente pintado ou lacado em diferentes cores, consoante as tendências das estações. Este processo evita o desperdício de tempo em operações de quinagem e soldadura no fabrico das peças interiores que integram estes objectos.
Fig. 25 Peça “Synesthesia” (design por Hélder Faria). Cube Cube, um castiçal composto por duas peças que proporciona um variado leque de configurações. Pode ser utilizado de duas formas diferente; somente a base em estanho, ou com a caixa envolvente. A possibilidade de usar diferentes materiais faz com que o objecto se transforme e adapte ao ambiente que o acolhe (fig. 26). O castiçal Cube surge como resposta a um problema levantado durante o processo de pesquisa: conceber objectos inovadores, usando os recursos existentes na empresa, mas evitando ao máximo recorrer a processos produtivos morosos e complicados. Procurou-se conceber um objecto com formas baseadas em sólidos (cubo, cilindro), que fossem fáceis de conformar e que permitissem uma rápida cadência de produção. A existência de uma oficina de carpintaria totalmente equipada nas instalações da empresa permitiria a construção dos componentes em madeira. Como factor de diferenciação,

15
procurou-se não criar apenas um castiçal, mas sim todo um sistema de objectos que permitissem “transformar” este objecto de uma forma bastante simples e rápida. O objecto é composto por duas partes distintas; a base, de forma quadrangular, da qual surge um corpo tubular onde a vela é inserida, e a caixa, preferencialmente construída em madeira, que envolve a base de estanho. A peça foi concebida para poder ser utilizada de duas formas: o conjunto completo base/caixa, ou simplesmente a base em estanho. A caixa em madeira, será fabricada em diferentes tipos de madeiras nobres de forma a diferenciar os objectos. Com a mesma base de estanho, o cliente poderá utilizar diferentes caixas, em diferentes madeiras, e por isso, com diferentes cores e texturas. As caixas poderão ser vendidas em conjunto ou separadamente com a base de estanho. Numa fase mais avançada do projecto levantou-se a hipótese deste objecto ser utilizado como oferta para empresas ou conferências, pois seria possível gravar a laser logótipos ou outros tipos de inscrições alusivas a datas comemorativas. Foi realizado um protótipo em estereolitografia e produziram-se quatro caixas, em três tipos de madeira (Takula, Panga-Panga e Bétula). Nas caixas, foi gravado a laser o logótipo do INEGI, e a data de inauguração das novas instalações.
Fig. 26 Castiçal “Cube” (design por Hélder Faria).
Lágrima O desenvolvimento deste castiçal visa a decoração de espaços interiores, baseado no mesmo princípio do objecto Derrame que permite o escorrimento da cera (fig. 27). A qualidade formal deste castiçal é conseguido pela imitação dos potes tradicionais em cerâmica, dando assim uma estética moderna e ao mesmo tempo inspiradora das formas do passado para a revitalização das mesmas. Este projecto é concebido para também poder utilizar uma base em fibra de carbono, onde as peças de suporte às velas são coladas, criando assim um jogo de cores e texturas bastante apelativo. Estes suportes permitem o encaixe de uma vela de grandes dimensões, de diâmetro de 85mm.
Fig. 27 Castiçal “Lágrima,”, com base em fibra de carbono no stand da empresa na Ceranor (design por Vasco Sepúlveda). Nirvana A versatilidade desta fruteira em forma de prato fomenta o modo de utilização do mesmo. Sem lado predefinido, o utilizador poderá escolher o que mais lhe convém para conter a fruta para determinada ocasião. Constituído por duas zonas com resina epoxídica variável em cor de peça para a peça, permite a escolha que mais lhe agrada no acto da compra do produto (fig. 28). Esta é uma peça que contém a resina epoxídica dos dois lados da mesma,

16
preenchendo espaços criados pela forma do estanho.
Fig. 28 Fruteira “Nirvana” (design por Vasco Sepúlveda).
Catálogo
Durante o processo de levantamento da actividade da empresa constatou-se que os catálogos de apresentação dos produtos mais não eram do que simples dossiers com as imagens das peças arquivadas. No seguimento da estratégia definida para este projecto, propôs-se um “layout” para um novo catálogo, mais actual e graficamente apelativo, para apresentação e divulgação das novas linhas de produtos da empresa. O catálogo é baseado no conceito “Pewter Solutions for Your Home”, uma forma de transmitir uma imagem urbana e sofisticada destes novos produtos, direccionados para a decoração interior (fig. 29).
Fig. 29 Capa do catálogo. Dado que muita da produção da empresa se destina a mercados
internacionais, optou-se por incluir a informação em português e inglês, permitindo que o mesmo catálogo possa ser enviado a diversos clientes, sem necessidade de criar um especifico para cada país. Este suporte inclui uma breve descrição da história da empresa e dos seus objectivos futuros, onde se procurou evidenciar as mais valias do saber artesanal aliado às modernas tecnologias. A apresentação de cada produto é feita em duas páginas. Na página par surge o nome do produto, o nome do designer, uma breve descrição do conceito em português e em inglês e as medidas gerais do artigo. Na página ímpar surge uma imagem do objecto, inserido num determinado ambiente (ver fig. 30).
Fig. 30 Aspecto geral do interior do catálogo. O catálogo foi apresentado sob a forma de simulação, estando ainda em fase de execução. Está esquematizado em formato A4.
Etiqueta
Foi desenvolvido o “layout” para uma etiqueta que acompanhará o produto (fig.31). Este suporte contém um texto explicativo da peça, as dimensões do artigo, o material em que é realizado e o nome do autor. Segue a mesma linha formal do catálogo.

17
Fig. 31 Etiqueta
Embalagem
Durante o processo de levantamento da actividade da empresa, verificou-se a existência de um equipamento para fabricar embalagens e caixas de cartão. Desenvolveu-se então um novo tipo de embalagem, ainda em maquete (fig. 32), que foi recebida com agrado, encontrando-se já em execução as ferramentas necessárias para o seu fabrico.
Fig. 32 Estudo para embalagem.
Divulgação Como já foi referido anteriormente, dois dos produtos concebidos ainda na fase de desenvolvimento foram logo utilizados para oferta na Conferência Duracosys. Os produtos desenvolvidos neste projecto foram apresentados em Setembro na Exponor, Porto, no certame Ceranor 2008. A empresa dispôs de uma parte do seu stand para exposição apenas desta nova linha de
produtos (figs. 33 e 34). Estes produtos despertaram a curiosidade de muitos dos visitantes, tendo a empresa recebido algumas encomendas.
Fig. 33 Aspecto geral do stand da empresa Freitas&Dores, Lda, no certame “Ceranor 2008, realizado na Exponor, Porto.
Fig. 34 Nova linha dos produtos desenvolvidos no projecto em exibição na Exponor. Em entrevista à Exponor, (www.ceranor.exponor.pt, ver anexoA), o gerente da empresa referiu-se a este projecto como fundamental no processo de Inovação da empresa e afirmação internacional. Foi ainda elaborado o artigo “Incorporation of New Development Technologies in the Tradicional Pewter Sector”, que será apresentado na conferência internacional “RPD 2008 – Designing the Industry of the Future”, a realizar em Outubro de 2008, em Oliveira de Azeméis (ver anexo B ).

18
Conclusão
O trabalho relatório apresentado é o resultado de uma estreita colaboração entre duas Instituições de ensino, um Instituto de Investigação, Desenvolvimento e Inovação e uma empresa tradicional do sector dos estanhos. Desde os primeiros esboços iniciais até à introdução dos produtos no mercado decorreram pouco mais de cinco meses. Durante este período, o projecto envolveu várias pessoas, que trabalharam em conjunto com os alunos estagiários, no desenvolvimento de novos produtos. A empresa introduziu toda uma nova linha de produtos no mercado, mais contemporânea, num curto período de tempo, devido à adopção de novos métodos e novas tecnologias de desenvolvimento de produto, como a modelação CAD 3D, a utilização de “protótipos” virtuais para cativar o cliente desde o inicio do projecto, a utilização de tecnologias de prototipagem rápida para obtenção de protótipos para visualização, e tecnologias de conversão e de fabrico rápido de ferramentas para produção de protótipos funcionais. A inovação e introdução do design e de novas metodologias projectuais neste tipo de empresas, de cariz tradicional, permite uma rentabilização mais eficiente de recursos e a definição de estratégias de produto e de mercado mais agressivas, mais actuais e de maior qualidade, de forma a facultarem à empresa uma maior competitividade no mercado global.
Bibliografia [1] Acácio José Viegas Pereira, “Desenvolvimento de Novos Produtos em Vidro Utilizando as Tecnologias de Prototipagem Rápida”, Tese de
Mestrado em Design Industrial, FEUP, Porto, 2006. [2] F. Jorge Lino, Rui J. Neto, Ricardo Paiva, Isabel Machado, Filipe Amaral, “Desenvolvimento de Novos Produtos para Decantação de Vinho Utilizando a Prototipagem Rápida”, CAD Project, Ano 6, n.º 32, pp.44-47, 2008. [3] F. Jorge Lino, Acácio Pereira, Isabel Novais e Filipe Amaral, “Materiais 2007 num Copo de Vinho do Porto”, Revista Ciência e Tecnologia dos Materiais, SPM, vol. 19, n.º 1-2, pp. 2-7, Janeiro-Julho de 2007. [4] Rob Thompson, “Manufacturing Processes for Design Professionals”, Thames & Hudson, 2007. [5] ASM Handbook, “Metallography and Microstructures”, vol. 9, ASM International, 2004. [6] Van Zeller Roland, “Estanhos Portugueses”, Livraria Civilização, Barcelos, Janeiro de 1985. [7] Tomás Maldonado, “Design Industrial”, Colecção Arte & Comunicação, Edições 70, 2006. [8] F. Jorge Lino Alves, Fernando J. S. Braga, Manuel São Simão, Rui J. L. Neto, Teresa M. G. P. Duarte, “Protoclick Prototipagem Rápida”, Ed. Protoclick, Fevereiro de 2001. [9] T. Wohlers, “Wohlers Report 2007, Rapid Prototyping and Manufacturing State of the Iindustry, Annual Worldwide Progress Report”, Ed. Wohlers Associates, USA, 2006. [10] J. A. Palmer, D. W. Davis, P. L. Gallegos, P. Yang, B. D. Chavez, F. R. Medina, R. B. Wicker, “Stereolithography: A Basis for Integrated Meso Manufacturing”, Solid Freeform Fabrication Proceedings, 476-483, 2005. [11] Anthony North, “Pewter at the Victoria and Albert Museum”, London, 2000. [12] Phaidon, “Phaidon Design Classics”, Volume One; Two and Three”, Phaidon Press Limited, vol. 1-3, 2006.

19
[13] Paul J. Smith, “Objects for Use Handmade by Design”, Abrams, 2001. [14] Charlotte and Peter Fiell, “Design of the 20 Century”, Taschen, 2000. [15] Peter Feierabend, “Product Design”, Feirabend, 2005. [16] Ezio Manzini,” A Matéria da Invenção”, Centro Português de Design, 1993. [17] Steven Aimone, “Design! A Lively Guide to Design Basics for Artists & Craftspeople”, Lark Books, 2004.