Implementação de um fluxo “Pull” no fabrico e ... · Bi-Silque – Produtos de comunicação...
56
Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios na Bi-Silque – Produtos de comunicação Visual S.A. Hélder Bruno Machado Barbosa Dissertação de Mestrado Orientador na FEUP: Prof. Hermenegildo Pereira Orientador na Bi-Silque: Engenheiro Abel Maia Faculdade de Engenharia da Universidade do Porto Mestrado Integrado em Engenharia Mecânica 2012-06-28
-
Upload
truongcong -
Category
Documents
-
view
212 -
download
0
Transcript of Implementação de um fluxo “Pull” no fabrico e ... · Bi-Silque – Produtos de comunicação...
Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios na
Bi-Silque – Produtos de comunicação Visual S.A.
Hélder Bruno Machado Barbosa
Dissertação de Mestrado
Orientador na FEUP: Prof. Hermenegildo Pereira
Orientador na Bi-Silque: Engenheiro Abel Maia
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica
2012-06-28

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
ii
Aos meus pais

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
iii
Resumo
O projeto, que fundamenta a dissertação, teve como objetivo a criação de um setor único para
o fabrico de acessórios, eliminando o desperdicio, assegurando o serviço sem roturas de stock
e melhorando o fluxo da informação na produção, aplicando metodologias Lean
Manufacturing como o sistema pull.
Explica-se a situação encontrada na empresa no arranque desta dissertação, bem como os
motivos que levaram a empresa a sentir a necessidade de melhorar a secção em causa.
Neste documento é apresentado um conjunto de ações levados a cabo, tendo por finalidade a
implementação de um sistema pull e a avaliação do seu impacto. Neste projeto procedeu-se à
fusão de dois sectores distintos que fabricavam acessórios, criando um sector único para o
fabrico destes produtos com ganhos de eficácia, eficiência e libertação de espaço. São
abordados e implementados vários conceitos do sistema pull, entre eles os supermercados,
Kanban, e Mizusimashi e constatou-se a operacionalidade do seu funcionamento conjunto no
dimensionamento dos supermercados e kanbans e na rota definida para o operador logístico,
que contribuiram para a melhoria do sistema de informação no gemba.
Nas conclusões serão também referidas as melhorias obtidas com a realização deste trabalho e
apresentadas as sugestões para melhoria futuras a realizar na Empresa.

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
iv
Implementation a Pull flow in the accessories manufacture and supplying
Abstract
This dissertation aimed to create a single sector for the manufacture of accessories, eliminating waste
and improving the reporting process and improving the service and avoid breakage of stock. This
using Lean Manufacturing methodologies, such as the pull system.
Explains the situation found in the company at the start of this dissertation, as well as the reasons why
the company felt the need to improve the section concerned.
This document presents a set of actions carried out, the purpose of implementing a pull system and
assessing their impact. In this project proceeded to the fusion of two separate sections which
manufactured accessories, creating a single sector for the manufacture of these products with space
savings. Are discussed and used various elements of the pull system, including supermarkets, Kanban,
and Mizusimashi and found the efficiency of its operation together. Were sized supermarkets and
kanbans, improved information system and set the route of a logistics operator.
Finally, will also be referred to the improvements obtained with this study and were given suggestions
for future work to be undertaken in the company.

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
v
Agradecimentos
Pretendo neste espaço expressar a minha gratidão a todas as pessoas e entidades que
contribuíram, direta ou indiretamente, para a concretização desta dissertação.
Um agradecimento especial à Bi-Silque e aos seus colaboradores, por me terem recebido bem
e por me permitirem esta experiência.
Agradeço ao Eng.º Abel Maia pela ajuda, interesse, disponibilidade, pelos conhecimentos
transmitidos, pela motivação e apoio em todas as etapas da realização da dissertação, pelo
acompanhamento e por facultar algumas informações bastante relevantes nas etapas finais da
dissertação
Um agradecimento sentido ao Professor Hermenegildo Pereira por ter aceite esta tarefa, por
toda a experiência passada, pelo apoio dispensado, interesse, encorajamento,
acompanhamento e pelos meios postos à disposição para a realização deste trabalho. Será
sempre alguém que vou guardar como Professor de excelência.
Aos consultores da Lean Op, muito obrigada pelos conselhos, pelas conversas, pelo
empréstimo de bibliografia e acima de tudo pelos conhecimentos que me transmitiram.
Agradeço a todo o departamento de Engenharia Mecânica pela ajuda e formação académica
que me forneceram.
Aos meus pais e ao meu irmão pelo carinho, cumplicidade, compreensão, paciência que me
deram durante toda a minha vida académica. Obrigado por terem acreditado em mim e acima
de tudo por me terem feito acreditar e por criarem as condições para que a conclusão deste
curso fosse possível. Tenho um orgulho infinito em vocês.
Também quero demonstrar toda a minha gratidão com os meus amigos da FEUP, por toda a
ajuda técnica dada mas sobretudo pelos momentos passados juntos. Partilhamos angústias,
tristezas, alegrias, vitórias… Fomos uma verdadeira equipa. O meu muito obrigado a todos
vós.
Para além disso, não posso deixar de referir os meus amigos de “infância” que tanto me têm
feito feliz. O meu muito obrigado aos meus amigos, em pelo apoio, cumplicidade,
companheirismo e sobretudo pela presença constante ao meu lado.
À Patrícia, por ter estado a meu lado, pela paciência, conselhos, companheirismo e
compreensão, um agradecimento muito especial.
Por fim, o meu bem-haja a todas as pessoas que estiveram envolvidas e me ajudaram na concretização
deste trabalho de investigação e que não foram mencionadas um enorme e sincero agradecimento.
Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
vi
Índice
Resumo ............................................................................................................................................ iii
Implementation a Pull flow in the accessories manufacture and supplying ................................. iv
Abstract ............................................................................................................................................ iv
Agradecimentos ................................................................................................................................ v
Siglas .............................................................................................................................................. viii
Índice de Figuras ............................................................................................................................. ix
Índice de Figuras ............................................................................................................................. ix
Índice de Tabelas (opcional)............................................................................................................. x
1 Introdução ...................................................................................................................................... 1
1.1 Apresentação da Bi-Silque .............................................................................................................. 1
1.2 O Projeto Lean na Empresa ............................................................................................................ 2
1.3 Método seguido no projeto .............................................................................................................. 2
1.4 Temas Abordados e sua Organização no Presente Relatório ........................................................... 3
2 Enquadramento teórico Lean Manufacturing .................................................................................. 4
2.1 A história do Lean Manufacturing..................................................................................................... 4
2.2 Princípios Lean ............................................................................................................................... 6
2.3 Identificação de desperdício ............................................................................................................ 7
2.3.1 Os 3 MU’s ....................................................................................................................................... 7
2.3.2 5M+Q+S ......................................................................................................................................... 7
2.3.3 Os sete tipos de desperdício ........................................................................................................... 8
2.4 Ferramentas e metodologias Lean Manufacturing ............................................................................ 9
2.4.1 5S ............................................................................................................................................. 10
2.4.2 Mapeamento do Fluxo de Valor - Value Stream Mapping (VSM) ..................................................... 10
2.4.3 PDCA – Plan-Do-Check-Act .......................................................................................................... 11
2.4.4 Sistema Pull .................................................................................................................................. 12
2.4.5 Sistema Kanban............................................................................................................................ 13
2.4.6 Comboio logístico - Mizusumashi................................................................................................... 14
3 Diagnóstico da situação inicial ...................................................................................................... 16
3.1 Análise do processo produtivo ....................................................................................................... 16
3.2 Análise do processo de Subcontratação ........................................................................................ 20
3.3 Análise do Armazenamento de Acessórios .................................................................................... 21
4 Implementação ............................................................................................................................ 22
4.1 Integração dos dois sectores ......................................................................................................... 22
4.2 Definição do supermercado ........................................................................................................... 24
4.3 Implementação do Sistema Kanban............................................................................................... 25
4.4 Subcontratação ............................................................................................................................. 29
4.5 Percurso do comboio logístico ....................................................................................................... 29
4.6 Fluxo informativo ........................................................................................................................... 30
5 Resultados obtidos ....................................................................................................................... 32
6 Conclusões e perspetivas de trabalho futuro ................................................................................ 34

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
vii
7 Referências .................................................................................................................................. 36
8 ANEXO A: Layout atual da secção de acessórios ......................................................................... 37
9 Anexo B: Proposta para novo Layout na secção de acessórios .................................................... 38
10 ANEXO C: Produtos para subcontratação e estruturas ................................................................. 39
11 ANEXO D: Análise ABC do Consumo dos componentes .............................................................. 44
12 ANEXO E: Comboio Logístico e percurso ..................................................................................... 45
13 Anexo F: Acompanhamento de ações .................................................................................... 46

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
viii
Siglas
AMP – Armazém de Matéria Prima
APA – Armazém de Produto Acabado
FIFO – Fist in First Out
JIT – Just in time
MDF – Midium-density Fiberboard - Placa de fibra de madeira de média densidade
MRP – Material Requirement Planning
PDCA – Plan, Do, Check, Act
PME – Pequena e média empresa
TPS – Toyota Production System
WIP – Work-in-Progress

Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
ix
Índice de Figuras
Figura 1 – instalações da Bi-Silque ........................................................................................ 1
Figura 2 – A casa Toyota - (Liker, 2004) ................................................................................ 6
Figura 3 – Stock encobre problemas (Pinto, 2009) ................................................................. 9
Figura 4 – Simbologia aplicada no mapeamento de fluxo de valor (adaptado de Rother, 1999)
............................................................................................................................................ 11
Figura 5 – Ciclo PDCA (Fonte: acetatos aulas de Gestão da Qualidade Total, Prof. José A.
Faria) ................................................................................................................................... 12
Figura 6 – Tipos de Kanban (Peinado & Graeml, 2007, p. 455) ........................................... 14
Figura 7 – Transporte em empilhadores vs Mizusumashi ( adaptado de Coimbra, 2009) ....... 15
Figura 8 – localização das secções de acessórios .................................................................. 16
Figura 9 – exemplo de acessórios produzidos ....................................................................... 17
Figura 10 - Fluxo das ordens de produção ............................................................................ 18
Figura 11 – exemplo de acessórios produzidos (ímanes de várias cores) ............................... 18
Figura 12 – secção de acessórios no início do projeto ........................................................... 19
Figura 13 – exemplo de acessórios produzidos em subcontratação ....................................... 20
Figura 14 – mapeamento do fluxo de valor ........................................................................... 22
Figura 15 – Localização da nova secção ............................................................................... 22
Figura 16 – Nova secção para acessórios .............................................................................. 23
Figura 17 – Pega e estante para pegas................................................................................... 23
Figura 18 – Supermercado identificado ................................................................................ 25
Figura 19 – Kanban utilizado entre produção e armazém ..................................................... 26
Figura 20 – Quadro de Kanbans para pedidos ao armazém ................................................... 27
Figura 21 – Kanban em Branco ............................................................................................ 27
Figura 22 – Quadro Kanban Armazém de matérias-primas .................................................. 28
Figura 23 – Rota inicial do Mizusumashi .............................................................................. 30
Figura 25 – Fluxo de informação para os pedidos da produção ao armazém de matéria-prima
............................................................................................................................................ 31
Figura 24 - Rota definida para o Mizusumashi ...................................................................... 30
Figura 26 – Fluxo de informação para pedidos do armazém às compras ............................... 31
Figura 27 – Fluxo de informação para ordens de produção ................................................... 31
Implementação de um fluxo “Pull” no fabrico e abastecimento de acessórios
x
Índice de Tabelas
Tabela 1 – Fluxo de operações na produção de acessórios de produto acabado ..................... 18
Tabela 2 – Fluxo de operações na produção de acessórios em que a matéria-prima sofre
transformação ...................................................................................................................... 19
Tabela 3 - Fluxo de operações na produção de acessórios em subcontratação ....................... 20
Tabela 4 – Tabela indicativa da área inicial .......................................................................... 32
Tabela 5 – Área final ............................................................................................................ 32
Tabela 6 – Quantidades de itens em Stock na área de produção ............................................ 32
1
1 Introdução
1.1 Apresentação da Bi-Silque
Este projeto de dissertação desenvolveu-se na Bi-Silque S.A, que pertence à holding Bi-
Silque SGPS, situada em Esmoriz, concelho de Ovar, distrito de Aveiro (Figura1). Empresa
familiar, fundada em 1979 por Virgílio e Aida Vasconcelos, que começou a laborar numa
garagem de Esmoriz, produzindo produtos para casa e escritório com predominância de
cortiça.
Atualmente, a Empresa é responsável por cerca de 350 postos de trabalho e a produção ocupa
cerca de 25 mil metros quadrados divididos por cinco pavilhões.
Exportando produtos para casa, inovadores, de que é líder mundial, e de escritório à base de
cortiça, a sua atividade foi evoluindo num portefólio com produtos profissionais para
escritório e escolas transformando outras matérias-primas para além da cortiça.
Nos últimos 30 anos a Empresa mudou de forma drástica, devido ao acelerado crescimento,
mas os seus valores fundamentais mantêm-se intactos, continuando, tal como no início a
trabalhar arduamente para a inovação e satisfação dos seus clientes, considerando a
criatividade como sua força motriz.
Recentemente a gestão da empresa ficou a cargo da segunda geração desta família
empreendedora, que está a introduzir novas ideias, novas metas mantendo a visão dos seus
fundadores.
O percurso da Bi-Silque, desde a sua criação, vem sendo coroado de êxitos sendo que o
esforço tem merecido o reconhecimento generalizado, com a atribuição de vários prémios
internacionais de melhor distribuidor e melhor fornecedor, assim como as distinções nacionais
de uma das melhores PME e de mérito empresarial (concedida pelo IAPMEI, em 2009).
Figura 1- Instalações da Bi-Silque Figura 1 – instalações da Bi-Silque (Fonte:www.bisilque.com, 20-05-2012)
2
A exportação sempre foi uma forte aposta da Empresa, exportando 90% dos seus produtos,
para cerca de quarenta países dos cinco continentes. Tem escritórios e representantes no
Reino Unido, nos Estados Unidos da América e na Alemanha, através dos quais distribui e
comercializa os seus produtos nesses mercados.
Atualmente, os produtos da Bi-Silque repartem-se por duas grandes categorias: os produtos
para casa e aplicações domésticas Bi-Casa, e os produtos para escritório e aplicações
profissionais (Bi-Office e Bi-Bloco). Estes últimos, apesar de apenas terem surgido no leque
de ofertas da Empresa a partir de 1999, têm vindo a ter um enorme crescimento na procura.
Marcam presença em alguns dos maiores e mais conceituados mercados mundiais e neste
momento representam 70% do volume de negócios.
No segmento Office a Bi-Silque produz e comercializa para quase todo o mundo uma enorme
variedade de produtos de comunicação visual com excecional qualidade e design moderno.
Estes agrupam-se nas famílias seguintes: Whiteboards, Noticeboards, Easels, Flipchart pads.
No segmento Casa podemos encontrar uma diversidade de produtos como: memos com aro
em madeira ou MDF revestido, memos magnéticos, porta-fotos, calendários e relógios de
cozinha, bandejas, etc. A Bi-Silque possui também uma unidade dedicada a produção de
quadros interativos, denominada Bi-Bright, esta nasceu pela vontade de inovar e expandir
horizontes, desenvolver soluções de comunicação interativas e plataformas multimídia para
melhorar a eficiência e ampliar as possibilidades de comunicação. Em 1993 também agregou
a distribuição exclusiva dos artigos Hello Kitty, para Portugal, criando a Bi-Joy.
Neste momento a Bi-Silque segue o líder mundial, mas pretende a breve prazo ser líder.
1.2 O Projeto Lean na Empresa
A Bi-Silque ambiciona tornar-se líder mundial em produtos para a comunicação visual,
através da expansão e consolidação da sua presença mos mercados internacionais. Para atingir
esse objetivo tem vindo a desenvolver esforços para a implementação do Lean Manufacturing
da sua cadeia de valor, desde as operações internas aos fornecedores, otimizando processos
por eliminação do desperdício, reformulando layouts e fluxos, aumentando assim a
flexibilidade operacional e a rapidez de resposta às exigências dos clientes.
O projeto Lean nos acessórios, que serve de tema a esta dissertação, insere-se num dos vários
projetos que ocorrem na Empresa, foi proposto pela administração em conjunto com o
departamento de produção e a empresa consultora, pois existia uma insatisfação crescente por
parte dos clientes relativamente a este tipo de produtos, tendo como objetivo criar um sector
exclusivo para este tipo de produtos, simplificar o processo, diminuir falhas no abastecimento
às linhas e clientes, a eliminar o desperdício e as ruturas de stock.
1.3 Método seguido no projeto
O desenvolvimento deste projeto foi balizado por workshops semanais, orientados por uma
empresa consultora prestadora de serviços à Bi-Silque. Durante os mesmos, eram
determinadas algumas ações, que seriam postas em prática na semana seguinte. Durante os
workshops pretendia-se que os colaboradores tirassem as suas próprias conclusões e
chegassem sozinhos às ações de melhoria, pois a empresa consultora acredita que assim a
implementação dessas mesmas ações seria mais fácil, porque não haveria resistência á
mudança por parte das pessoas, uma vez que elas próprias tinham chegado a conclusão que

3
era necessário mudar. Constatou-se a existência de paradigmas enraizados com dificuldade
manifesta do colaboradores em verem os problemas e encontrarem soluções, sendo a
intervenção externa necessária, para demonstrar as soluções e o benefício da sua utilização.
1.4 Temas Abordados e sua Organização no Presente Relatório
Esta dissertação está estrutura de forma simples e clara, tendo como objetivo explicar alguns
conceitos Lean Manufacturing aplicados na implementação de um sistema pull.
No segundo capítulo está descrito a história do Lean e seguidamente é explicada a
metodologia e ferramentas que foram importantes para a realização deste projeto.
O capítulo seguinte apresenta a discrição detalhada do problema proposto, que consistia na
eliminação do desperdício e melhoria do serviço, atras da implementação de um sistema pull.
Neste capitulo é descrito o funcionamento da secção de acessórios antes deste projeto.
Seguidamente explica-se toda a implementação da metodologia anteriormente descrita e a
descrição de todo o trabalho desenvolvido. No capítulo seis apresentam-se os resultados
obtidos, onde se pode verificar a eficácia dos métodos utilizados.
Por fim apresentação as conclusões e propostas de trabalho futuro.

4
2 Enquadramento teórico Lean Manufacturing
Atualmente, as empresas enfrentam no mercado diversos desafios, que as obrigam a
constantes mudanças. Enumeram-se uma panóplia de exemplos claros, tais como a procura
incessante dos preços mais acessíveis por parte dos clientes, o aumento dos custos, as
exigências de entregas rápidas no destino, as mudanças de tecnologia uma adaptação fácil e
rápida às novas realidades. A instabilidade económica vivida tanto em Portugal como na
Europa, que obriga as empresas a terem de incrementar o binómio competitividade e
eficiência como arma de negócio, através da redução de custos, baseada na eliminação de
desperdício e no aperfeiçoamento da qualidade servida ao cliente. Por este conjunto de
imposições, é cada vez mais premente ser-se “Lean”.
2.1 A história do Lean Manufacturing
No início do século XX, Henry Ford criou a linha de produção, deixando o mundo extasiado.
Este novo conceito demarcou-se pela sua irreverência, sendo uma verdadeira revolução para a
época. Este empreendedor usou como exemplo prático a sua fábrica, mostrando, de uma
forma empírica como era possível revolucionar a era industrial. Nesse sentido, defendia
alguns conceitos e métodos, que tinham como base o conhecimento algumas premissas
cruciais, explicitadas em pilares chave: exposição clara do que a empresa pretendia dos seus
trabalhadores; disponibilização de todas as ferramentas necessárias ao bom desempenho do
seu trabalho em locais acessíveis; divisão dos processos em tarefas com cada operador
dedicado a uma única tarefa.
Estes alicerces além de salvaguardarem a ergonomia no trabalho, asseguravam a mitigação
dos deslocamentos desnecessários dos operadores ao longo da execução das suas atividades.
Desta forma simplista, Henry Ford conseguiu diminuir drasticamente os tempos de fabrico e
de montagem.
O sistema de produção em massa não necessitava de mão-de-obra qualificada, era
intensamente assistido por máquinas, o que levava a produzir grandes volumes de produtos
padronizados. Procurava-se, assim, reduzir os custos unitários dos produtos através da
produção em larga escala, num período em que a procura no mercado era superior à oferta,
sendo condição operacional privilegiar stocks de grande dimensão e lotes de produção
elevados porque a mudança para um novo produto tinha custos pesados (Womack, Jones, &
Roos, 1990).
O grande problema do modelo de Ford não foi o fluxo, pois ele era capaz de transformar os
stocks de toda a empresa em poucos dias, mas sim a flexibilidade, sendo por isso incapaz de
oferecer variedade. Quando o mercado passou a exigir variedade, por dispor de mais oferta,
Ford começou a perder caminho.
Durante a Segunda Guerra Mundial, muitas grandes empresas focaram-se na produção de
materiais militares em detrimento de qualquer outro tipo de produto. Nos anos pós guerra,
com parte das indústrias destruídas e outras configuradas para a obtenção de materiais
militares, houve um aumento de geral da procura de produtos pela necessidade de reconstruir
e modernizar aquilo que foi destruído. No entanto, com pouca capacidade de resposta, as
empresas viram-se obrigadas a melhorar a sua eficiência. Para aquelas que tinham

5
implementado o sistema de produção em massa, só conseguiram melhorias através do
aumento do tamanho dos lotes esquecendo a variedade de produtos e os efeitos negativos dos
longos inventários existentes nas linhas produtivas.
Particularmente, no Japão, a família Toyoda, inicialmente fabricante de teares, tinha mudado
a sua produção para a indústria automóvel poucos anos antes, criando a Toyota Motors
Corporation. Tal como as restantes empresas do seu país, esta caracterizava-se,
principalmente, pela escassez de matéria-prima, baixa procura no mercado interno e pouco
capital para investir.
Perante este cenário, urgia a necessidade de arranjar uma solução para ultrapassar as
dificuldades. Para sobreviver á crise, em 1950, o jovem engenheiro japonês Eiji Toyoda
tomou a iniciativa de visitar a fábrica de Ford, em Detroit (Womack, Jones, & Roos, 1990),
para descobrir e estudar como de aplicar os conceitos na sua pequena indústria no Japão.
Depois de analisar a enorme fábrica e compreender o sucesso de Henry Ford, Eiji, comunicou
com a sede da Toyota para dizer que podiam ser implementadas melhorias no seu sistema
produtivo. Quando regressou, em conjunto com Taiichi Ohno, concluíram que a produção em
massa não era o caminho a seguir na realidade japonesa, porque era necessário produzir
pequenas quantidades de diferentes modelos, ou seja, o inverso da produção em massa.
Devido há necessidade emergente de se criar uma maior variedade de produtos cativantes para
os clientes, Eiji Toyoda e Taiichi Ohno criaram o Toyota Production System (TPS), sistema
de produção flexível determinado pela resposta rápida aos pedidos dos clientes e produzindo
apenas as quantidades pedidas. Os engenheiros da Toyota concluíram que, num processo
produtivo, existiam muitos passos que não acrescentavam valor ao produto e que teriam de ser
eliminados.
Numa primeira fase, a Toyota aplicou e melhorou o TPS no chão de fábrica, onde os
trabalhadores e os gestores estavam constantemente a aprender e sugerir novos métodos e
variações de métodos antigos, visando a melhoria contínua. A comunicação era um ponto
forte da empresa, sempre que uma secção da fábrica chegava a uma situação declarada de
melhoria, esta rapidamente se propagava por toda a organização, chegando inclusivamente
aos fornecedores. Nesta fase, em que havia a necessidade de se ensinar TPS aos fornecedores,
o processo era muito mais moroso, pois havia que incutir a filosofia TPS a todos eles. Por isso
mesmo, Fujio Cho, discípulo de Taiichi Ohno desenvolveu uma representação visual dos
conceitos numa casa, que como ficou conhecida como “A casa Toyota” (Figura 2), um dos
símbolos mais conhecidos da indústria moderna (Liker, 2004).
Na casa, a manutenção do sistema estável é conseguida com trabalho normalizado, Heijunka1
e Kaizen2. Nessa base assentam dois pilares firmes e estáveis, uma para o just-in-time outro
para o Jidoka. O just-in-time é a característica mais visível e altamente divulgada no TPS,
neste tipo de produção apenas se produz o que é necessário, só quando é necessário, sendo
que todo o excedente é considerado desperdício dada a sua inutilidade no momento, bem
como todo o processo despendido para o seu fornecimento. O Jidoka ou automação, significa
que, se uma situação anormal aparecer, a máquina vai parar, assim previne-se a existência
muitos produtos defeituosos, elimina-se produção em excesso e focaliza-se a atenção na
1 Também denominado Nivelamento da Produção.
2 Do japonês, significa mudar para melhor

6
compreensão dos problemas assegurando a identificação e eliminação das causas para que
estes não se repitam. No telhado encontram-se os objetivos finais, de ter o menor custo,
melhor qualidade e baixos prazos de entrega.
Figura 2 – A casa Toyota - (Liker, 2004)
O TPS defundiu-se na indústria automóvel, no entanto, à medida que os anos iam passando,
este método de sucesso foi-se moldando a outros sectores industriais, saltando fronteiras,
entrando no universo competitivo dos Estados Unidos da América, onde se popularizou como
“Lean Manufacturing”. O termo “Lean” surge, pela primeira vez, no livro de Womack, Jones
e Ross, “The Machine that Changed the World”, publicado nos Estados Unidos da América
em 1990. Resumidamente, o livro consiste num abrangente estudo sobre a indústria
automóvel mundial, que evidencia as vantagens do TPS no sucesso da indústria japonesa.
2.2 Princípios Lean
A filosofia de gestão Lean Thinking tem como objetivo criar valor, eliminando as fontes de
desperdício, procurando sempre os melhores produtos e serviços com menor custo. Estes
objetivos, aparentemente contraditórios, são possíveis através da focalização e aplicação de
princípios simples como os de identificação de valor (para o cliente), fluxo contínuo ou
produção “puxada”, qualidade construída na fonte e a institucionalização dos princípios de
melhoria contínua. Ou seja, numa, filosofia Lean, o valor é definido pelo cliente final, este
determina as especificações do produto que está disposto a pagar. Seguidamente, define-se a
cadeia de valor, que representa todos os processos e atividades que contribuem para a
7
realização do produto ou serviço, desde a chagada da matéria-prima até à entrega ao cliente
final, identificando e eliminando o desperdício e criando fluxo entre sectores que acrescentam
valor. Este fluxo refere-se á movimentação de material através da fábrica, assumindo que não
fica estagnado em nenhum instante. Sendo um sistema de produção pull contribui para a
diminuição do nível de stock e consequentemente, dos encargos financeiros que lhes estão
associados. Numa produção baseada em Lean Manufacturing, nada é produzido sem que o
processo seguinte realmente necessite.
Para manter a satisfação do cliente e a eliminação do desperdício é importante a melhoria
continua, sempre em busca da evolução procurando acrescentar mais valor ao produto ou
serviço e superando as expectativas dos clientes.
2.3 Identificação de desperdício
2.3.1 Os 3 MU’s
É uma abordagem para a identificação de desperdício, que consiste em atingir o equilíbrio
entre a capacidade e a carga, ou seja, refere-se a uma correta utilização de recursos, sejam
eles, pessoas, processos, materiais ou tecnologia, para produzir a quantidade certa no produto
certo e entregar a tempo ao cliente. Nas situações em que existe desequilíbrio entre a
capacidade e a carga, geram-se perdas para a empresa (Pinto, 2009). Na gestão empresarial
japonesa, os três “MU’s” significam três palavras japonesas: Muda, Mura e Muri, que
significam o seguinte:
MUDA - Refere-se ao desperdício, ou seja, refere-se a tudo o que não acrescenta valor
ao produto;
MURA - É a variabilidade, ou seja, refere-se à irregularidade nos resultados dos
processos ou inconsistência de encomendas. É eliminado com processos robustos e em
fluxo puxado, just-in-time, pelas encomendas do cliente.
MURI refere-se à sobrecarga dos recursos, o que é irracional, sendo eliminado criando
condições de estabilidade e controlo dos processos, com uniformização das tarefas e
balanceamento do fluxo.
2.3.2 5M+Q+S
Esta técnica, (men, material, machines, management, method, quality e safety) é utilizada na
identificação dos problemas e das causas que originam a instabilidade dum processo sendo
também um meio de identificação do desperdício. Assim na área dos colaboradores é
necessário analisar o desperdício das operações que realizam; nos equipamentos devem ser
investigadas todas as situações de avarias, paragens e setups e proceder à sua minimização.
Gerir minuciosamente a quantidade e armazenamento de materiais e adotar métodos de
produção “just-in-time” com uma implementação cada vez mais rigorosa e uma
uniformização dos processos. Na qualidade devem ser investigadas as razões da variabilidade
da qualidade e necessidades de reprocessamento. A segurança de pessoas e equipamentos da
organização é uma outra área que deve ser estudada e melhorada. Toda esta identificação de

8
desperdício culmina numa análise à gestão. Esta última área tem o objetivo de otimizar o
sistema gestão de tempo, recursos, planeamento e controlo.
2.3.3 Os sete tipos de desperdício
Um objectivo do Lean é eliminar o desperdício. Segundo a definição do presidente da Toyota,
Shoichiro Toyoda, “desperdício é tudo para além da qualidade mínima de equipamentos,
materiais, componentes, espaço e tempo dos trabalhadores, necessária para acrescentar
valor ao produto”.
Taiichi Ohno, identificou sete tipos de desperdício para o TPS, sendo eles:
Excesso de Produção: este é o pior desperdício que existe nas fábricas. Acontece
devido a produção acima da procura dos clientes, o excesso de produção é criado,
normalmente para se adiantar trabalho, o que é o oposto do just-in-time (JIT). Esta
prática gera um aumento significativo de stocks, uma antecipação de compra de peças
e materiais, consumo de materiais e de energia sem proveito financeiro, uma ocupação
desnecessária de recursos e a ausência de flexibilidade no planeamento. A solução
passa por aplicar o JIT de modo a que esses problemas sejam revelados e resolvidos
(planos de manutenção de máquinas, formação e treino das equipas de trabalho, planos
de atividades, postos de trabalho balanceados em fluxo contínuo, produção de
pequenos lotes com nivelamento da produção, heijunka, implementação de um sistema
de mudança rápida de ferramentas).
Espera: tempo perdido pelos operários a olhar para os equipamentos a trabalhar, ou a
falta de um material ou componente, ou seja, é o tempo que as pessoas ou
equipamentos perdem por estarem à espera de alguma coisa. Para se eliminar ou
reduzir deve-se proceder ao nivelamento da operações, fazer setups rápidos, melhorar
o layout e balancear os postos de trabalho.
Transporte: manuseamento e transporte desnecessário de materiais e WIP. Layouts
mal planeados podem tornar necessários longos transportes de material. Para eliminar
este desperdício devemos ter em consideração melhorias no layout, sincronização de
processos, meios de transporte, arrumação e organização do posto de trabalho. (Suzaki,
2010)
Sobreprocessamento: o processo pode ser inadequado quando mobiliza recursos
excessivos para realizar requisitos para além do exigido pelo cliente. Existem também,
muitas organizações que utilizam equipamentos de elevada precisão e com custos
elevadíssimos quando ferramentas simples seriam suficientes para realizar a operação.
Isto acontece frequentemente em fábricas com um layout mal estruturado porque as
operações precedentes ou subsequentes estão localizadas muito distantes.
Movimento desnecessário: refere-se ao movimento do operador que não acrescenta
valor ao produto ou serviço. Tem como causas mais comuns a existência de um layout
desadequado, instabilidade de operações e desmotivação das pessoas (Pinto, 2009).

9
Excesso de Stock: Aumenta o custo do produto, implica mais manuseamento,
ocupação de espaço, dinheiro gasto para stock que não está a ser útil no momento.
Alem disso, o excesso de stock gera confusão sobre as prioridades, distrai as pessoas e
impede-as de se focarem nos objetivos ou tarefas imediatas. Quando se começa a
reduzir o inventário, surgem outros problemas que precisam ser resolvidos antes de
continuar com essa redução. Esta situação é comparável com a redução do nível de
água para expor as rochas, como se pode ver na Figura 3 (Suzaki, 2010). Pode-se
afirmar que o mar de stocks esconde muitos outros problemas.
Figura 3 – Stock encobre problemas (Suzaki, 2010)
Defeitos: Este desperdício tem um grande impacto nas organizações, quando
acontecem, os operários do posto seguinte têm desperdício de espera, o que acrescenta
custo e Lead Time 3 ao produto (Suzaki, 2010). Implica retrabalho, ou se não for
possível recuperar, perda de material, pois vão para a sucata. Produzir defeituosos
significa desperdiçar materiais, mão-de-obra e tempo.
Para além dos tipos de desperdício referidos já se definiram outros que também se aplicam
aos serviços, sendo um deles particularmente importante, Ohno, já lhe fazia referência ao
afirmar que um dos objetivo do TPS era criar “pessoas pensantes”: o desperdício é a não
utilização do potencial humano. As pessoas são o principal recurso de qualquer organização,
sendo importante promover e reconhecer as competências de cada um dos colaboradores,
recorrendo à sua criatividade mantendo-os motivados e valorizados. Este tipo de
relacionamento permite ter ganhos significativos de eficiência e desempenho.
2.4 Ferramentas e metodologias Lean Manufacturing
Numa perspetiva mais prática, o Lean Manufacturing consiste na aplicação de uma série de
técnicas e ferramentas que visam a redução de desperdício ao longo da cadeia produtiva.
Neste projeto foram usadas várias dessas técnicas e ferramentas, das quais se destacaram as
que são descritas, seguidamente.
3 Período entre o início de uma atividade, produtiva ou não, e o seu término

10
2.4.1 5S
Seiri - Escolha: Desenvolver a noção da utilidade dos recursos disponíveis e separar o
que é útil de o que não é, isto é, manter no local de trabalho apenas o que o operário
realmente precisa e usa. Saber utilizar é, antes de mais nada, saber escolher, separando
o útil do não útil, com benefício na libertação de espaço pela segregação de
ferramentas, armários, prateleiras e outros itens fora de uso, eliminando também o
tempo de procura de materiais e ferramentas.
Seiton – Arrumação: A mensagem que seiton passa é “Um lugar para cada coisa e
cada coisa no seu lugar”. Ou seja, determinar um local para se achar com facilidade
algum documento, material ou equipamento necessário. Arrumar aquilo que se utiliza,
organizando o que ficou. Devem colocar-se todos os objetos próximos dos locais de
utilização e claramente identificados, para isso utiliza-se a comunicação visual, com o
uso de etiquetas, contornos e cores, de forma a tornar essa comunicação simples e
agradável e a ser notório a falta de qualquer item ou colocação em local errado.
Seiso – Limpeza: proceder à limpeza de todo o posto de trabalho, incluindo a área
envolvente e definir uma norma de limpeza. Tornar tudo visível e ordenado.
Seiketsu – Normalizar: verificar se o pensamento e o espírito do programa está a ser
implantado, isto é, normalizar e aperfeiçoar o resultado parcial dos 5S até esta quarta
etapa. Esta fase deve assegurar que todos os operadores saibam como manter a
arrumação e a limpeza no seu posto de trabalho.
Shitsuke – Disciplina: operadores a cumprir os procedimentos operacionais e os
padrões estabelecidos em cada posto de trabalho. Este é o mais complexo de todos os
“S”, porque é a partir desta etapa que todos os operários passam a executar as tarefas
com rotinas, continuando a trabalhar no aperfeiçoamento.
A prática dos 5S tem sido cada vez mais utilizado como uma ferramenta para educar as
pessoas de uma forma prática, dentro de suas próprias atividades, através do envolvimento de
todo. Os 5S nada mais é que uma prática diária simples com resultados imediatos e
duradouros, dentro e fora do local de trabalho, para a organização, para os clientes e para o
meio-ambiente.
2.4.2 Mapeamento do Fluxo de Valor - Value Stream Mapping (VSM)
O mapeamento do fluxo do valor representa o conjunto de todas as operações, quer
acrescentem valor ou não, que são necessárias para realizar o produto, desde a matéria-prima
até à expedição para o cliente. Permite percecionar de forma rápida a realidade do fluxo
produtivo, permitindo a deteção de desperdício, facilitando o encontro de soluções de
melhoria. Esta ferramenta baseia-se, não só no fluxo de material e produto, mas também nos
fluxos de informação decorrentes de cada encomenda. (Rother, 1999).
As vantagens desta ferramenta são várias e a este respeito, os autores Mike Rother e João
Paulo Pinto partilham a mesma opinião e enumerando as seguintes como as principais:
permite visualizar o fluxo em mais do que um único nível do processo.
ajuda a identificar e a visualizar as fontes de desperdício no fluxo de valor.
possui uma linguagem fácil e uma representação intuitiva.
ligação de abordagem global aos conceitos e ferramentas Lean.
ajuda a conceber a base para o plano de implementação.
11
mostra a ligação entre o fluxo de materiais e informação.
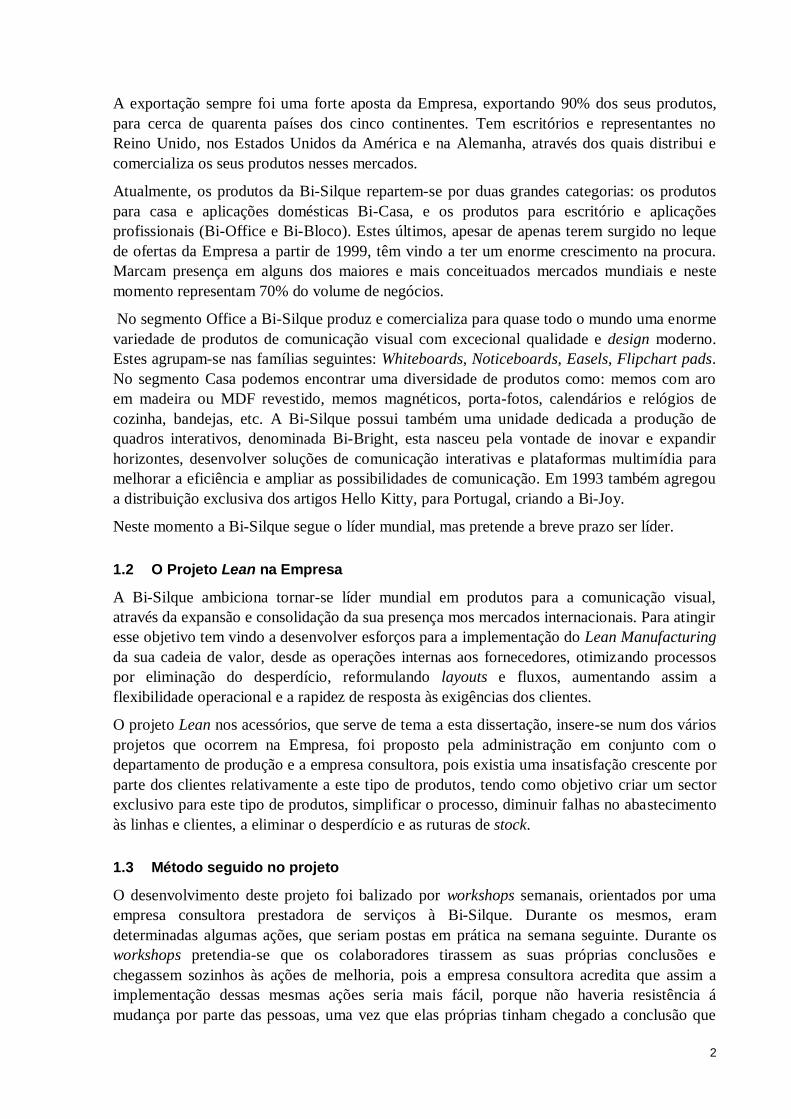
O primeiro passo para a aplicação desta ferramenta é a especificação do que se pretende
mapear, se um produto especifico ou uma família de produtos. Após a definição deste passo,
desenha-se o mapa de fluxo de valor relativo ao estado atual da linha, usando para esse efeito,
simbologia que permita transpor para o papel todas as informações necessárias. A figura 4
mostra os símbolos mais comuns neste tipo de ferramenta, bem como o seu significado.
Figura 4 – Simbologia aplicada no mapeamento de fluxo de valor (adaptado de Rother,
1999)
Em suma, o mapeamento do fluxo do valor deve ser uma prática sistemática nas empresas
permitindo o melhoramento do fluxo nas linhas de produção, incitando à prática da melhoria
contínua, que se irá refletir na redução de desperdício e, consequentemente, no aumento da
qualidade dos produtos.
2.4.3 PDCA – Plan-Do-Check-Act
O ciclo PDCA é também conhecido como ciclo de melhoria continua ou ciclo de Deming, A
sua utilização é muito simples e serve de guia à melhoria continua, à execução de alterações e
à análise de situações. Assim, o PDCA pode ser aplicado em qualquer empresa de forma a
garantir o secesso nos negócios, independentemente da área de negócio.
PDCA são as iniciais das palavras inglesas Plan, Do, Check e Act, que significam, planear,
executar, verificar e agir. Este ciclo é apresentado sob forma de um círculo, em que cada uma
das partes ocupa um quarto desse circulo (Figura 5).

12
Figura 5 – Ciclo PDCA (Fonte: acetatos aulas de Gestão da Qualidade Total, Prof. José
A. Faria)
A cada uma dessas partes corresponde um conjunto de etapas que vai permitir pôr o ciclo a
rodar.
Na primeira fase, planeamento, escolhe-se uma equipa para que esta identifique o problema,
analisando os dados que lhe estão associados, identificando a causa raiz, e elaborar um plano
de ações.
Na segunda fase, execução do plano de ações definido, fazendo com que ele aconteça na
prática.
Na terceira fase, verificação dos resultados obtidos para constatar se estão ou não de acordo
com o planeado. Se existirem grandes distorções pode ser inevitável regressar à primeira fase
e alterar ou refazer o plano inicial. Se tudo estiver como previsto, avança-se para a fase
seguinte. Na última fase, estando comprovada a eficácia das ações, é essencial que se
documente o novo procedimento, de modo a garantir que seja sempre utilizado até que uma
nova melhoria o modifique. Esta fase é extremamente importante pois existe a tendência para
que as coisas voltem à situação anterior após a equipa de melhoria deixar o local (Peinado &
Graeml, 2007).
Ao finalizar a última etapa um novo ciclo poderá ser iniciado, continuando assim o caminho
da melhoria.
2.4.4 Sistema Pull
O sistema tradicional empurra os produtos e materiais para o cliente, tem a espectativa que a
procura virá a acontecer, neste sistema a principal preocupação é manter todas as pessoas e
recursos ocupados sendo determinante se existe ou não uma encomenda, neste caso as
operações são realizadas just-in-case.
O sistema pull em oposição ao sistema tradicional push, deixa que sejam os clientes a liderar
o processo, ou seja, permite que estes desencadeiem os pedidos, evitando que sejam as
empresas a empurrar aquilo que julgam, serem as necessidades dos clientes. Num sistema de
operações a funcionar segundo esta filosofia a estação mais a jusante “puxa os materiais” da
estação a montante, produz-se a quantidade exata para satisfazer as necessidades evitando

13
assim a sobreprodução e todos os problemas que lhe estão associados. Um sistema Pull
destina-se a otimizar o fluxo de materiais no processo produtivo, garantindo a sincronia entre
a produção e a logística. Só através dessa sincronia se consegue produzir a quantidade exata
no momento certo e com a qualidade desejada. Para a execução do Pull é necessário controlar
de forma eficaz os recursos de produção, os recursos de movimentação e armazenamento.
Esta gestão é complementada através do fluxo de informação que torna visíveis as
necessidades dos clientes. Com a sua implementação elimina-se a necessidade de visualização
do plano de produção diário em toda a fábrica, com exceção das linhas finais de montagem.
Este facto previne que as secções produzam por antecipação e que produzam mais ou menos
do que é pedido caso o plano de produção sofra algum tipo de alteração. (Pinto, 2009) Para
implementar um sistema Pull, recorre-se a um conjunto de ferramentas e métodos que
controlam toda a produção e devem funcionar de forma síncrona e precisa. Exemplos destes
métodos e ferramentas são, os supermercados, kanban, caixa logística, caixa de nivelamento,
sequenciador de produção e o comboio logístico.
2.4.5 Sistema Kanban
Kanban é um termo japonês que significa etiqueta, cartão ou marca. Este método baseia todo
o seu funcionamento na circulação de etiquetas. A ideia da sua utilização nasce na visita de
Ohno aos Estado Unidos, onde ele ficou impressionado com os supermercados norte-
americanos. É sobretudo, um sistema de informação e um método de organização e de gestão
de unidades de produção que não integra nenhum dos elementos de gestão industrial global,
como por exemplo o planeamento. Com este método, um posto de trabalho a montante produz
apenas o que lhe é solicitado pelo posto de trabalho a jusante que, por sua vez, só produz o
que lhe é solicitado pelo posto a jusante e assim sucessivamente. O posto de trabalho mais a
jusante, só deve produzir o suficiente para dar resposta à procura do cliente. Este método
apresenta várias vantagens, entre elas a redução dos níveis de stock que contribui para
evidenciar os problemas dos processos produtivos, a circulação rápida de informações sobre
constrangimentos nos recursos: em avarias e peças com defeito nos postos de trabalho;
desequilíbrios de fluxo. Possibilita também a melhoria do serviço ao cliente, no cumprimento
dos prazos, na qualidade e na quantidade com entregas mais frequentes em lotes mais
pequenos. Deixam de ser necessárias ordens de fabrico, porque as delivery notes dos clientes
são determinantes e os Kanbans de jusante a montante respeitarão esses pedidos. Torna as
empresas mais flexíveis, o que permite reagirem rapidamente (Courtois, Pillet, & Martin-
Bonnefous, 2007).
O sistema Kanban, para além de controlar as operações, também é responsável pela disciplina
e coordenação do sistema pull, nas empresas é possível encontrar dois tipos de Kanban, o
Kanban de produção e o Kanban de transporte ou requisição (Figura 6). O primeiro autoriza a
produção, nenhuma operação de fabrico é realizada sem que haja um cartão a autorizar, o
segundo autoriza a movimentação de material, de um determinado ponto para outro, ambos
identificados no Kanban.
14
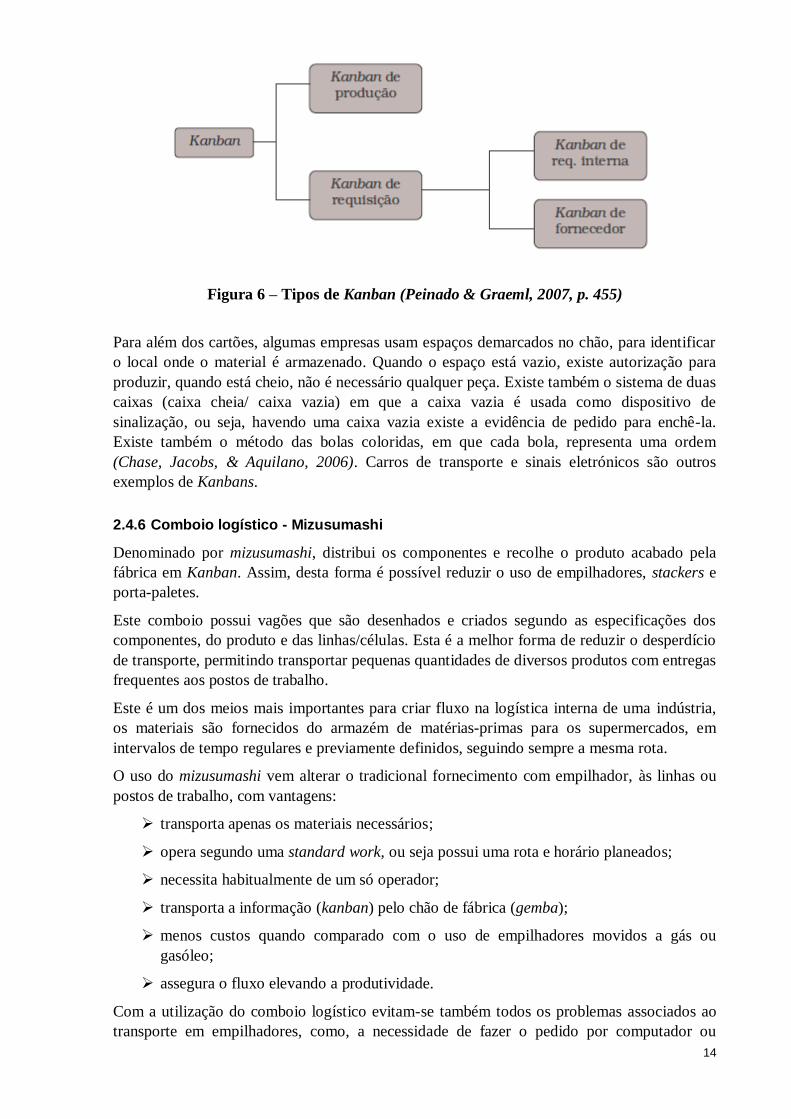
Figura 6 – Tipos de Kanban (Peinado & Graeml, 2007, p. 455)
Para além dos cartões, algumas empresas usam espaços demarcados no chão, para identificar
o local onde o material é armazenado. Quando o espaço está vazio, existe autorização para
produzir, quando está cheio, não é necessário qualquer peça. Existe também o sistema de duas
caixas (caixa cheia/ caixa vazia) em que a caixa vazia é usada como dispositivo de
sinalização, ou seja, havendo uma caixa vazia existe a evidência de pedido para enchê-la.
Existe também o método das bolas coloridas, em que cada bola, representa uma ordem
(Chase, Jacobs, & Aquilano, 2006). Carros de transporte e sinais eletrónicos são outros
exemplos de Kanbans.
2.4.6 Comboio logístico - Mizusumashi
Denominado por mizusumashi, distribui os componentes e recolhe o produto acabado pela
fábrica em Kanban. Assim, desta forma é possível reduzir o uso de empilhadores, stackers e
porta-paletes.
Este comboio possui vagões que são desenhados e criados segundo as especificações dos
componentes, do produto e das linhas/células. Esta é a melhor forma de reduzir o desperdício
de transporte, permitindo transportar pequenas quantidades de diversos produtos com entregas
frequentes aos postos de trabalho.
Este é um dos meios mais importantes para criar fluxo na logística interna de uma indústria,
os materiais são fornecidos do armazém de matérias-primas para os supermercados, em
intervalos de tempo regulares e previamente definidos, seguindo sempre a mesma rota.
O uso do mizusumashi vem alterar o tradicional fornecimento com empilhador, às linhas ou
postos de trabalho, com vantagens:
transporta apenas os materiais necessários;
opera segundo uma standard work, ou seja possui uma rota e horário planeados;
necessita habitualmente de um só operador;
transporta a informação (kanban) pelo chão de fábrica (gemba);
menos custos quando comparado com o uso de empilhadores movidos a gás ou
gasóleo;
assegura o fluxo elevando a produtividade.
Com a utilização do comboio logístico evitam-se também todos os problemas associados ao
transporte em empilhadores, como, a necessidade de fazer o pedido por computador ou

15
telefonar ao condutor para fornecer o material necessário, a frequente sobrecarga, a baixa
produtividade e o facto de serem fontes de acidentes (Coimbra, 2009).
Figura 7 – Transporte em empilhadores vs Mizusumashi ( adaptado de Coimbra, 2009)

16
3 Diagnóstico da situação inicial
O problema proposto incidia sobre a linha de acessórios da Bi-Silque S.A., com um
funcionamento complexo e um desempenho inadequado às solicitações, originando com
frequência graves problemas e situações críticas na entrega ao cliente final, assim como a
nível do fornecimento destes às linhas de embalagem. Assim e para alcançar os objetivos
definidos pela Empresa definiram-se quatro orientações no desenvolvimento do projeto:
melhoria na entrega interna e ao cliente;
redução do WIP em pelo menos 30%;
eliminação da sobreprodução e;
redução do espaço ocupado
A necessidade de melhorar a forma de gerir os acessórios era detetada quando as linhas de
embalagem deixavam de produzir devido à falta destes componentes, e também quando não
existia quantidade suficiente para satisfazer as necessidades dos clientes em tempo útil. Nestes
momentos, a importância atribuída a um simples íman era a de qualquer componente
complexo e caro. Nesse contexto, constatava-se que a falta de qualquer item simbolizava a
interrupção da produção ou insatisfação do cliente, o que causava consideráveis prejuízos e
um maior esforço dos colaboradores, porque era necessário um trabalho suplementar para se
incluírem, posteriormente, os itens em falta. Assim sendo, justificou-se a opção pela aplicação
da metodologia Lean no processo de fabrico e abastecimento de acessórios.
3.1 Análise do processo produtivo
Estes artigos eram produzidos em dois sectores distintos, um localizado no armazém de
produto acabado e outro no pavilhão de artigos para casa (Figura 7).
Figura 8 – localização das secções de acessórios
Ambas as secções funcionavam de uma forma bastante tradicional, em que todos os pedidos
de matéria-prima eram feitos através de telefonemas para o armazém, o transporte era feito
com o empilhador, existiam grandes quantidades de stock quer de produto acabado, quer de
Legenda:
Setores para acessórios

17
matéria-prima. A utilização desses diversos produtos, amontoados sem regras, estava
dependente da experiência dos colaboradores para os identificar. Assim, os próprios
operadores controlavam o stock que tinham, e pediam às compras quando identificavam uma
possível falha, não existia qualquer stock mínimo, ou lote de encomenda definido.
A secção localizada no armazém de produto acabado fabricava cinco famílias de produtos
sendo que cada família continha uma grande variedade de referências, para estes produtos a
matéria-prima não sofria qualquer transformação, esta secção apenas fazia a junção dos
acessórios que o cliente pretendia, ou seja, se o cliente pedia um conjunto de marcadores de
várias cores, estes eram agrupados e embalados de acordo com esse pedido (Figura 8).
Figura 9 – exemplo de acessórios produzidos
O processo produtivo, para este tipo de materiais é baste simples e totalmente manual,
contava com apenas um operador mas em caso de necessidade facilmente se colocava outra
pessoa a produzir, duplicando assim a capacidade produtiva, os tempos de setup eram muito
reduzidos uma vez que para mudar o produto a fabricar bastava uma pequena movimentação
para a troca de matéria-prima. Nesta secção foram encontradas diversos problemas, sendo
eles:
quantidades de stock de matéria-prima e de produto acabado demasiado elevados;
falhas na entrega;
roturas de stock;
Passo Nº Processo Descrição Observações
1 Armazém
2 Transporte em empilhador 170 metros
3 Armazenamento em área de
produção
Excessiva
4 Produção
5 Armazenamento do produto
acabado
Existe
Sobreprodução

18
Legenda:
Stock
Controlo
Transporte
Processo
Tabela 1 – Fluxo de operações na produção de acessórios de produto acabado
As ordens de produção eram enviadas, via correio eletrónico, pelo departamento comercial
para a logística, departamento localizado mesmo ao lado desta secção, assim o envio das
ordens de produção para esta secção não representava um problema grave. O fluxo
informativo agrava-se na outra secção para acessórios, aí informação passava por muitas
pessoas o que propiciava as perdas de informação e consequentemente atrasos na produção.
Neste caso a informação seguia como representado no fluxograma que se segue.
Figura 10 - Fluxo das ordens de produção
A secção de acessórios que se localizava no pavilhão de artigos para casa, produzia artigos em
que a matéria-prima sofria transformação. Exemplos disso são a montagem de ímanes
(introduzia a pedra magnética em cápsulas de diversas cores) (Figura 10), e o corte de fitas
magnéticas nas dimensões exigidas pelos clientes e embalagem. Nesta secção existiam dois
operadores, em caso de necessidade era possível adicionar um segundo turno de um operador.
Figura 11 – exemplo de acessórios produzidos (ímanes de várias cores)
O processo de montagem de ímanes e corte de fitas magnéticas era executado em máquinas
automáticas, uma para cada processo, sendo o restante trabalho manual. Nesta secção
produziam-se cinco famílias de produtos de várias referências, e existia fornecimento de
produtos desta secção para a outra, pelo que gerava desperdício de transporte. Em casos de
urgência esta secção produz uma outra família de produtos, estes têm como destino as linhas
de embalagem de quadros, isto acontece quando os acessórios para a embalagem de quadros,
produzidos na quase sua totalidade em subcontratados, não chegam a tempo ou quando a
encomenda é de pequenas dimensões, situação que não justifica a produção por
subcontratados.
19
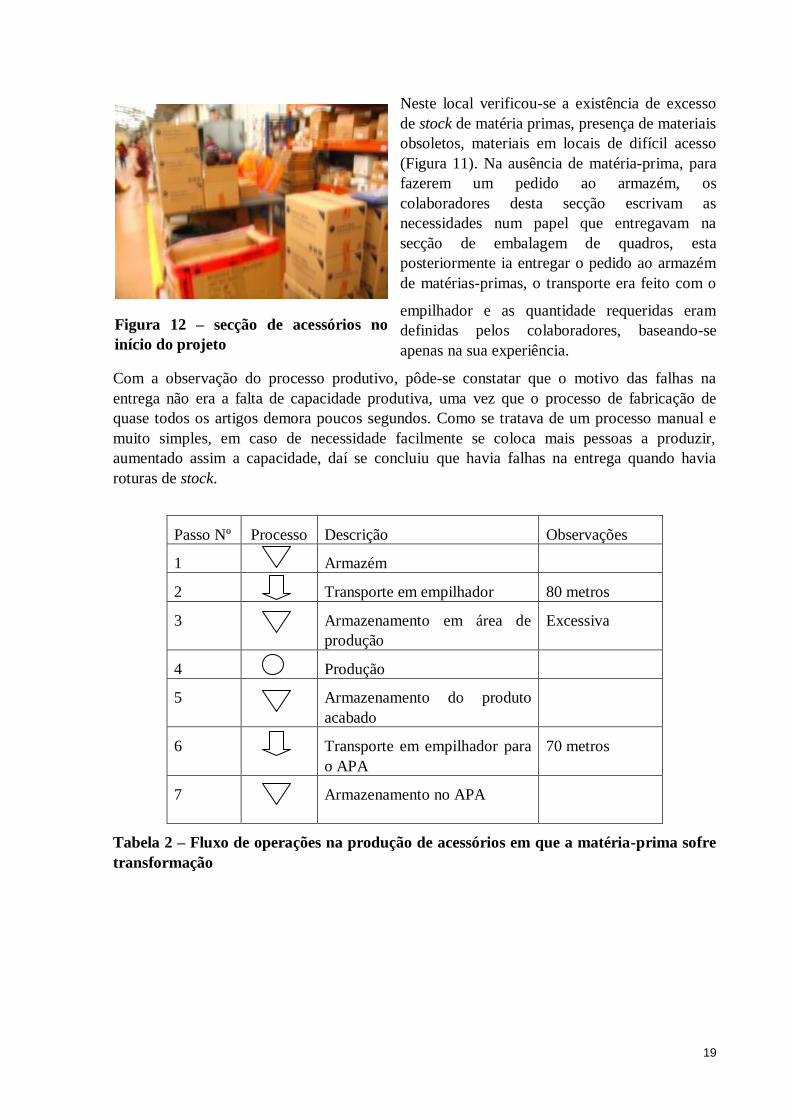
Neste local verificou-se a existência de excesso
de stock de matéria primas, presença de materiais
obsoletos, materiais em locais de difícil acesso
(Figura 11). Na ausência de matéria-prima, para
fazerem um pedido ao armazém, os
colaboradores desta secção escrivam as
necessidades num papel que entregavam na
secção de embalagem de quadros, esta
posteriormente ia entregar o pedido ao armazém
de matérias-primas, o transporte era feito com o
empilhador e as quantidade requeridas eram
definidas pelos colaboradores, baseando-se
apenas na sua experiência.
Com a observação do processo produtivo, pôde-se constatar que o motivo das falhas na
entrega não era a falta de capacidade produtiva, uma vez que o processo de fabricação de
quase todos os artigos demora poucos segundos. Como se tratava de um processo manual e
muito simples, em caso de necessidade facilmente se coloca mais pessoas a produzir,
aumentado assim a capacidade, daí se concluiu que havia falhas na entrega quando havia
roturas de stock.
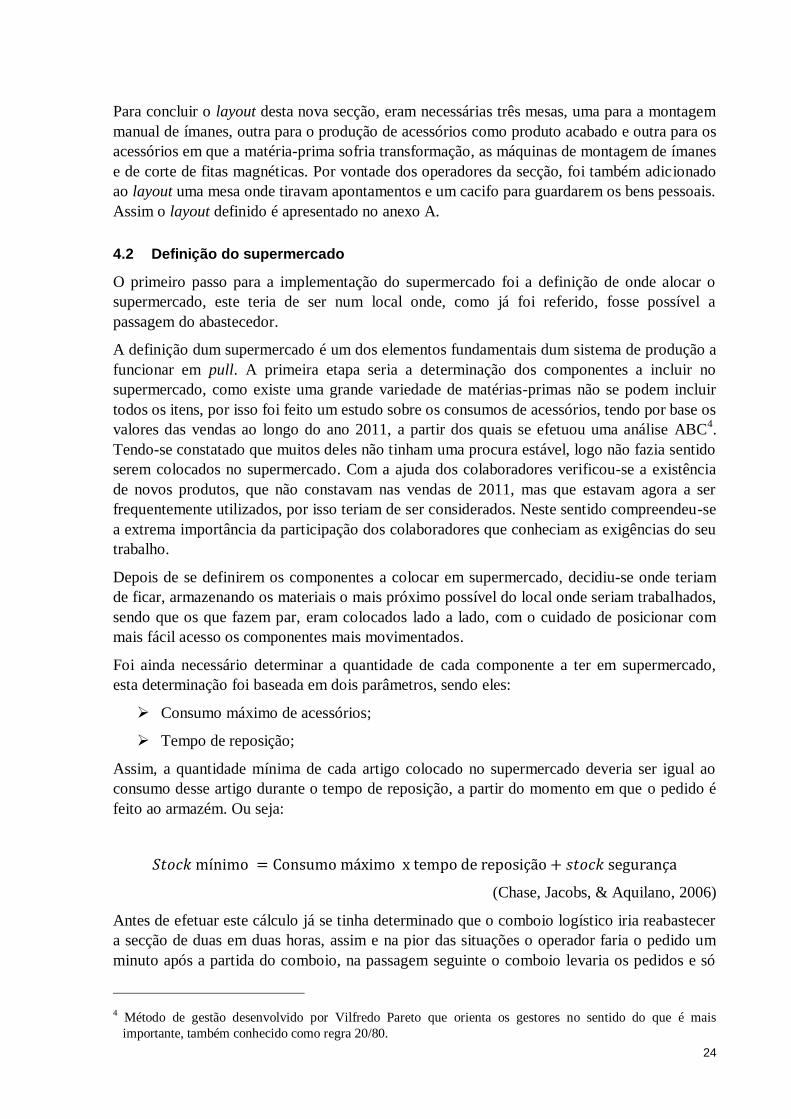
Passo Nº Processo Descrição Observações
1 Armazém
2 Transporte em empilhador 80 metros
3 Armazenamento em área de
produção
Excessiva
4 Produção
5 Armazenamento do produto
acabado
6 Transporte em empilhador para
o APA
70 metros
7 Armazenamento no APA
Tabela 2 – Fluxo de operações na produção de acessórios em que a matéria-prima sofre
transformação
Figura 12 – secção de acessórios no
início do projeto

20
3.2 Análise do processo de Subcontratação
Como já foi referido, os acessórios que abasteciam as linhas de embalagem eram fabricados
em subcontratados, de acordo com as necessidades, sendo as matérias-primas separadas no
armazém de matérias-primas, para serem posteriormente distribuídas pelos subcontratados.
Neste processo, um operador verificava, no sistema informático, todas as ordens de produção
superiores a quinhentas unidades, imprimia a ordem de subcontratação e, seguidamente,
separava a matéria-prima a enviar para fora. Se as encomendas fossem de quantidades
inferiores ao referido eram os colaboradores das linhas de embalagem que, pela sua
experiência, verificavam se o stock existente satisfazia ou não as ordens de produção. Se
entendessem que não era suficiente telefonavam para o armazém solicitando o produto, e no
armazém, o processo repetia-se, separava-se a matéria-prima e enviava-se para
subcontratados. É necessário realçar que estes acessórios, depois de virem dos subcontratados,
não entravam em armazém, mas eram depositados junto às linhas de embalagem, motivo pelo
qual os operadores dessas linhas faziam a gestão de stocks. Consequentemente existia uma
grande quantidade de stock de acessórios junto a essas linhas. O transporte de envio de
matéria-prima e de recolha do produto subcontratado era feito
sempre pelo mesmo colaborador, sendo este o único que sabia
a localização dos subcontratados e a sua capacidade produtiva,
estando toda essa informação na sua cabeça e não
documentada. Assim a distribuição era feita conforme as
dimensões da encomenda e o conhecimento deste colaborador
relativamente à capacidade de cada subcontratado e
informação sobre o local onde se encontrava a matéria-prima.
O processo trazia imensos problemas pois, quando por
qualquer motivo era impossível o operador proceder à recolha,
ninguém seria capaz de o fazer, consequentemente existiam
roturas desses produtos.
Passo Nº Processo Descrição Observações
1 Armazém
2 Verificar ordens de produção
3 Separar matéria-prima
4 Transporte para subcontratados
5 Subcontratação 48 horas
6 Recolha
7 Armazenamento AMP
Tabela 3 - Fluxo de operações na produção de acessórios em subcontratação
Figura 13 – exemplo de
acessórios produzidos em
subcontratação

21
3.3 Análise do Armazenamento de Acessórios
Como foi referido, o armazém de matéria-prima recebia os pedidos de fornecimento de
material por telefonema, era muito frequente ver os colaboradores do armazém falarem ao
telefone, uma vez que as chamadas eram constantes e vinham de toda a fábrica. O transporte
era feito com o empilhador não existindo qualquer controlo sob a quantidade a entregar. A
existência de demasiados empilhadores em circulação dava a ideia de caos dentro da Bi-
Silque, e aumentava o risco de acidentes. Para além destes, dentro do armazém foram
identificados os seguintes problemas:
mesmo material armazenado em locais diferentes;
inexistência de um local exclusivo para acessórios;
artigos que se agrupavam para venda estavam afastados, (ex: pedra do íman e os
suportes);
presença de materiais obsoletos em quantidades elevadas;
materiais de maior movimentação não localizados num local de fácil acesso para
transporte rápido;
falta de identificação dos locais de armazenagem
inexistência de stocks mínimos e lotes de encomenda (a experiência do operador
definia quantidades a encomendar);
níveis de stock desajustado.

22
4 Implementação
Após se formar um grupo de trabalho em que participavam elementos dos vários
departamentos fez-se um mapeamento do fluxo do valor, posteriormente colado com post-its
numa parede (Figura 14), com o objetivo de ficar visível a todos e em conjunto se
identificarem problemas e possíveis soluções.
Da análise do fluxo de valor pode-se concluiu-se que:
se as duas zonas distintas de fabricação de acessórios fossem unidas, reduzia-se o
transporte e melhorava-se a comunicação;
para reduzir o stock existente na área de produção dever-se-ia criar um supermercado,
com sistema kanban com o armazém;
para reduzir ruturas de stock implementava-se o kanban entre armazém e compras.
4.1 Integração dos dois sectores
Partindo da análise do fluxo de valor, avançou-se para a junção dos dois sectores que
produziam este tipo de produtos. A nova secção ficou localizada no pavilhão das madeiras
num local onde anteriormente se produziam produtos especiais para casa, que entretanto,
tinha sido desocupado (Figura 15).
Figura 14 – mapeamento do fluxo de valor
Figura 15 – Localização da nova secção
Legenda:
Locais para acessórios antes do projeto
Local para acessórios atual

23
Esta nova secção devia ser criada com o menor custo possível, sendo assim utilizaram-se
materiais disponíveis na Empresa. Construiu-se o supermercado com uma estante existente,
sabendo de antemão que esta não era a mais indicada para o pretendido, mas assim evitavam-
se gastos e demonstrava-se a metodologia. A colocação do supermercado no local pretendido
levantou alguns problemas devido à
resistência por parte dos colaboradores
que pretendia tê-lo junto à parede como
era habitual na Bi-Silque, mas essa
solução não permitia que se fizesse o
abastecimento por um lado e a
alimentação à produção pelo outro. Essa
mudança de paradigma provocou
algumas dificuldades e desconfiança
por parte dos operadores quanto às
metodologias Lean, dúvidas que mais
tarde foram completamente dissipadas.
No início do projeto verificou-se,
também, a necessidade de colocar nesta
área um conjunto de pegas (Figura 17),
material que era apenas utilizado na produção de conjuntos de ímanes e devido às suas
características deveria ficar num local protegido, seco e limpo. As pegas estavam
armazenadas num compartimento localizado a cerca de quarenta metros da secção, sempre
que o operador necessitava desse material deslocava-se a esse local e retirava a quantidade
pretendida. Decidiu-se fazer uma estante onde estas seriam colocadas, evitando assim o
deslocamento dos operadores e a mistura destas pegas com outros materiais, que provocavam
perdas de tempo na procura do material necessário. Esta estante, foi devidamente identificada,
tendo um lugar para cada tipo de pega, diferenciado por cor e tamanho (Figura 17).
Figura 18 – Pega e estante para pegas
Figura 17 – Nova secção para acessórios Figura 16 – Nova secção para acessórios
24
Para concluir o layout desta nova secção, eram necessárias três mesas, uma para a montagem
manual de ímanes, outra para o produção de acessórios como produto acabado e outra para os
acessórios em que a matéria-prima sofria transformação, as máquinas de montagem de ímanes
e de corte de fitas magnéticas. Por vontade dos operadores da secção, foi também adicionado
ao layout uma mesa onde tiravam apontamentos e um cacifo para guardarem os bens pessoais.
Assim o layout definido é apresentado no anexo A.
4.2 Definição do supermercado
O primeiro passo para a implementação do supermercado foi a definição de onde alocar o
supermercado, este teria de ser num local onde, como já foi referido, fosse possível a
passagem do abastecedor.
A definição dum supermercado é um dos elementos fundamentais dum sistema de produção a
funcionar em pull. A primeira etapa seria a determinação dos componentes a incluir no
supermercado, como existe uma grande variedade de matérias-primas não se podem incluir
todos os itens, por isso foi feito um estudo sobre os consumos de acessórios, tendo por base os
valores das vendas ao longo do ano 2011, a partir dos quais se efetuou uma análise ABC4.
Tendo-se constatado que muitos deles não tinham uma procura estável, logo não fazia sentido
serem colocados no supermercado. Com a ajuda dos colaboradores verificou-se a existência
de novos produtos, que não constavam nas vendas de 2011, mas que estavam agora a ser
frequentemente utilizados, por isso teriam de ser considerados. Neste sentido compreendeu-se
a extrema importância da participação dos colaboradores que conheciam as exigências do seu
trabalho.
Depois de se definirem os componentes a colocar em supermercado, decidiu-se onde teriam
de ficar, armazenando os materiais o mais próximo possível do local onde seriam trabalhados,
sendo que os que fazem par, eram colocados lado a lado, com o cuidado de posicionar com
mais fácil acesso os componentes mais movimentados.
Foi ainda necessário determinar a quantidade de cada componente a ter em supermercado,
esta determinação foi baseada em dois parâmetros, sendo eles:
Consumo máximo de acessórios;
Tempo de reposição;
Assim, a quantidade mínima de cada artigo colocado no supermercado deveria ser igual ao
consumo desse artigo durante o tempo de reposição, a partir do momento em que o pedido é
feito ao armazém. Ou seja:
(Chase, Jacobs, & Aquilano, 2006)
Antes de efetuar este cálculo já se tinha determinado que o comboio logístico iria reabastecer
a secção de duas em duas horas, assim e na pior das situações o operador faria o pedido um
minuto após a partida do comboio, na passagem seguinte o comboio levaria os pedidos e só
4 Método de gestão desenvolvido por Vilfredo Pareto que orienta os gestores no sentido do que é mais
importante, também conhecido como regra 20/80.
25
na próxima reabastecia. Por essa razão o tempo de reposição usado para o cálculo foi de
quatro horas.
Utilizando como exemplo, o caso dos marcadores, verificou-se que se produziam noventa e
seis artigos em quarenta e oito minutos, para estes caso o cálculo, em minutos, resultou em:
Constatou-se que o stock mínimo para este artigo seria de quatrocentas e oitenta unidades, no
entanto as caixas com marcadores provenientes dos fornecedores continham duzentos e
cinquenta unidades, pelo que se decidiu utilizar como stock mínimo duas caixa, ou seja,
quinhentos marcadores. Assim, o excesso funcionaria como stock de segurança. Para a
colocação dos materiais no supermercado utilizaram-se as caixas de cartão onde já vinham os
componentes, mas em alguns casos foi necessário negociar com os fornecedores de forma a
fazerem a entrega, passando a ser feita numa caixa mais conveniente.
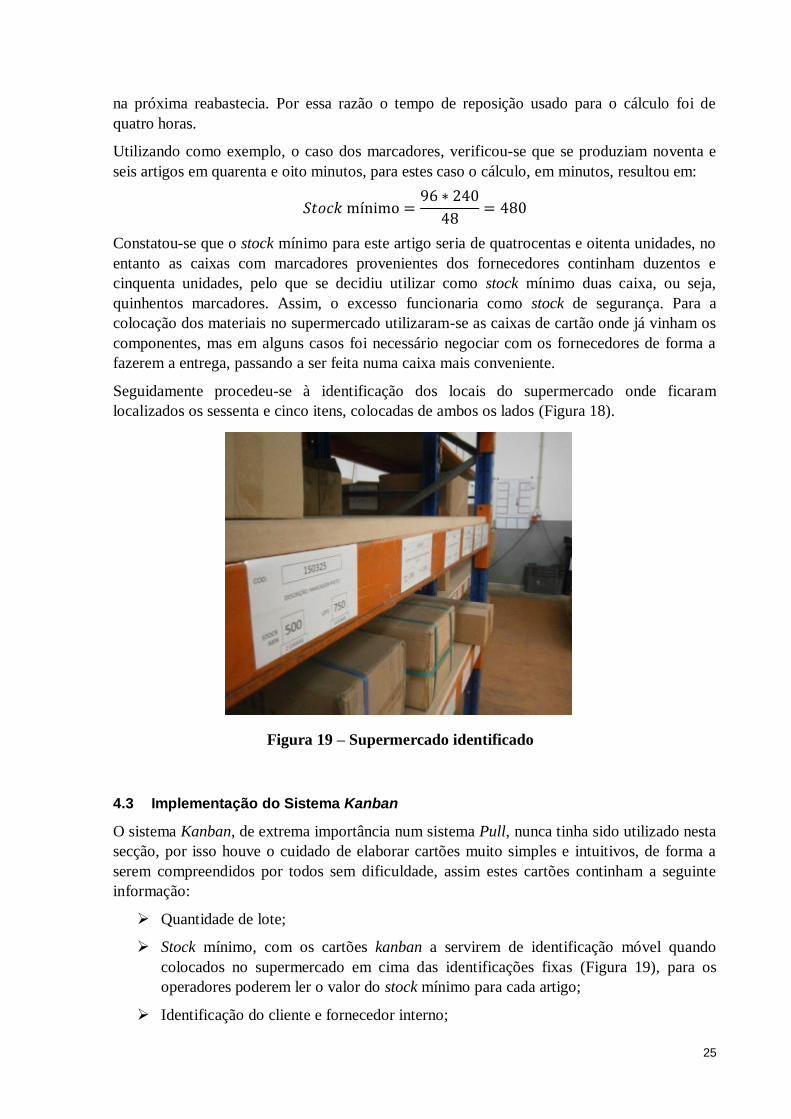
Seguidamente procedeu-se à identificação dos locais do supermercado onde ficaram
localizados os sessenta e cinco itens, colocadas de ambos os lados (Figura 18).
4.3 Implementação do Sistema Kanban
O sistema Kanban, de extrema importância num sistema Pull, nunca tinha sido utilizado nesta
secção, por isso houve o cuidado de elaborar cartões muito simples e intuitivos, de forma a
serem compreendidos por todos sem dificuldade, assim estes cartões continham a seguinte
informação:
Quantidade de lote;
Stock mínimo, com os cartões kanban a servirem de identificação móvel quando
colocados no supermercado em cima das identificações fixas (Figura 19), para os
operadores poderem ler o valor do stock mínimo para cada artigo;
Identificação do cliente e fornecedor interno;
Figura 19 – Supermercado identificado

26
Referência do componente;
Discrição do componente;
Estes cartões são responsáveis pela comunicação entre a produção e a logística, eliminando os
pedidos frequentes de matéria-prima via telefone. A partir do momento da sua implementação
os colaboradores apenas pediam ao armazém as quantidades definidas pelos cartões, esta
medida gerou resistência à mudança porque o método nunca tinha sido usado. As
implementações do kanban em conjunto com o supermercado foram fundamentais no
controlo dos níveis de stock. As quantidades de reabastecimento, foram calculadas tendo em
consideração o consumo e o tempo de reposição.
Como já supracitado, em caso de necessidade é possível colocar outro operador a produzir
acessórios aumentando a capacidade produtiva. Nesta eventualidade o stock mínimo não seria
suficiente até novo abastecimento, pelo que, nestes casos o pedido de matéria-prima
necessário para satisfazer as encomendas deverá ser feito de outra forma, sem recorrer à
utilização de kanbans pré definidos, mas sim utilizando aos kanbans em branco indicando um
pedido de quantidade adicional.
O quadro para a colocação dos cartões ficou situado junto ao supermercado, num local de
fácil acesso, tanto para os operadores da secção como para o abastecedor, assim, sempre que
se chegava ao stock mínimo de um determinado componente, o operador retirava o cartão do
supermercado e colocava-o no quadro (Figura 20), esse mesmo cartão seria depois recolhido
pelo operador logístico responsável pelo abastecimento. Antes do início de utilização deste
sistema foi dada uma explicação sobre o seu funcionamento, aos intervenientes, para que
soubessem como utilizá-lo garantindo o funcionamento desejado.
Figura 20 – Kanban utilizado entre produção e armazém

27
Como foi referido existem, atualmente, sessenta e cinco componentes que utilizam kanbans,
para o pedido e reabastecimento dos restantes, pelo comboio logístico, evitando acumulações
de stock, foram criando cartões em branco, como mostra a figura seguinte. Nesses cartões os
operadores escrevem a referência do item necessário e a quantidade pedida.
Ao serem recolhidos pelo operador do comboio logístico, este coloca os cartões num
compartimento existente para esse efeito, quando chega ao armazém coloca-os num outro
quadro (Figura 22), o operador do comboio executa outras tarefas para além do
abastecimento, motivo pelo qual não é este que executa o carregamento do comboio, ficando
essa tarefa para um operador do armazém. Após o abastecimento o abastecedor coloca os
cartões nos espaços a verde (ver Figura 20) e posteriormente são transportados para o
supermercado pelo operador da secção.
Figura 21 – Quadro de Kanbans para pedidos ao armazém
Figura 22 – Kanban em Branco
28
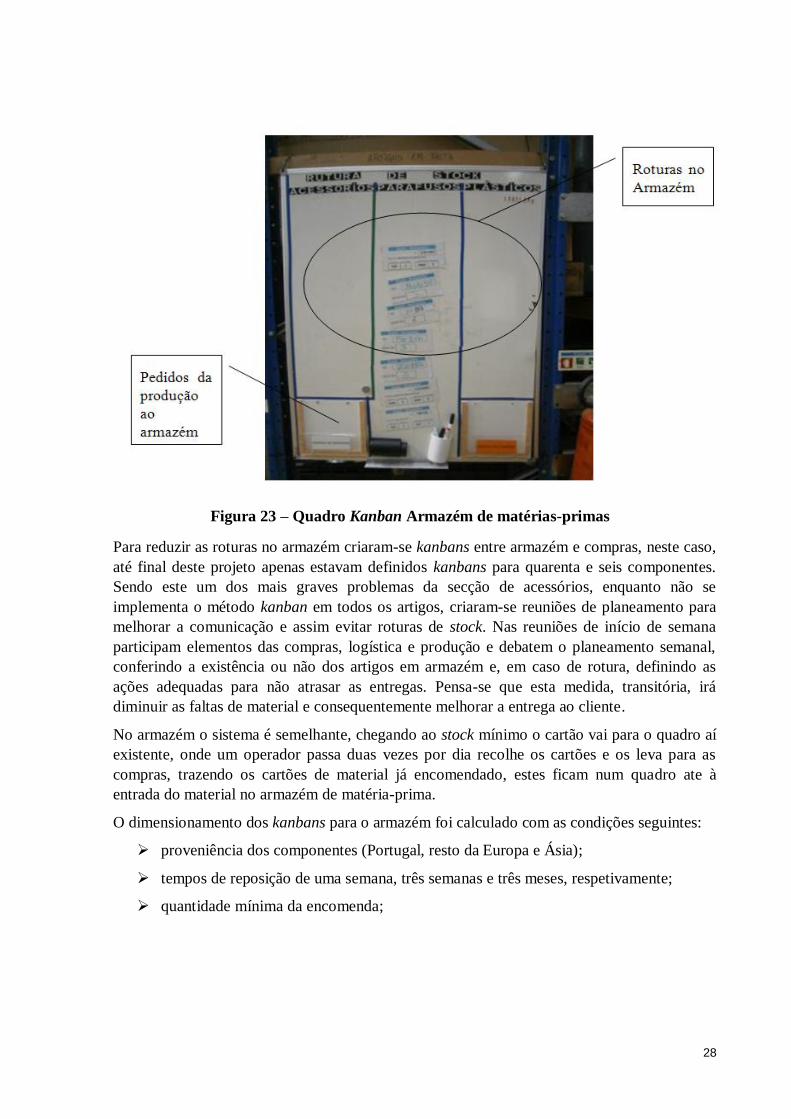
Para reduzir as roturas no armazém criaram-se kanbans entre armazém e compras, neste caso,
até final deste projeto apenas estavam definidos kanbans para quarenta e seis componentes.
Sendo este um dos mais graves problemas da secção de acessórios, enquanto não se
implementa o método kanban em todos os artigos, criaram-se reuniões de planeamento para
melhorar a comunicação e assim evitar roturas de stock. Nas reuniões de início de semana
participam elementos das compras, logística e produção e debatem o planeamento semanal,
conferindo a existência ou não dos artigos em armazém e, em caso de rotura, definindo as
ações adequadas para não atrasar as entregas. Pensa-se que esta medida, transitória, irá
diminuir as faltas de material e consequentemente melhorar a entrega ao cliente.
No armazém o sistema é semelhante, chegando ao stock mínimo o cartão vai para o quadro aí
existente, onde um operador passa duas vezes por dia recolhe os cartões e os leva para as
compras, trazendo os cartões de material já encomendado, estes ficam num quadro ate à
entrada do material no armazém de matéria-prima.
O dimensionamento dos kanbans para o armazém foi calculado com as condições seguintes:
proveniência dos componentes (Portugal, resto da Europa e Ásia);
tempos de reposição de uma semana, três semanas e três meses, respetivamente;
quantidade mínima da encomenda;
Figura 23 – Quadro Kanban Armazém de matérias-primas

29
4.4 Subcontratação
Nas tarefas subcontratadas era necessário documentar a intervenção desses fornecedores e os
requisitos exigidos pela Empresa sendo para isso fundamental retirar essa informação da
cabeça dos colaboradores.
Criaram-se folhas de identificação dos subcontratados, com dados como a morada, telefone,
etc, as quais serviriam de separadores nas três pastas de arquivo destinadas a toda a
informação acessível. Na primeira pasta arquivavam-se ordens de produção impressas e após
o envio dos artigos, para os subcontratados, as ordens de produção passam para uma segunda
pasta que tem os separadores de identificação. Cada ordem de produção é arquivada junto ao
separador que lhe corresponde, quando os artigos regressam as ordens de produção saem da
segunda pasta e vão para a terceira. Assim qualquer colaborador consegue, em qualquer
momento, saber onde estão os artigos enviados e consegue-se que qualquer operador consiga
fazer a distribuição ou recolha nos subcontratados, acompanhada de um registo da produção
de cada subcontratado.
Para ajudar qualquer colaborador a identificar quais os artigos subcontratados criou-se uma
forma de gestão visual intuitiva, em que qualquer operador consegue visualizar com
facilidade o produto final e seus componentes (Anexo C).
Para evitar roturas decidiu-se criar cartões Kanban para os principais produtos, os restantes
funcionam por MRP (Material Requirement Planning).
4.5 Percurso do comboio logístico
Quando o método kanban foi posto em prática já existia a passagem de um Mizusumashi que
abastecia outra secção e operava numa rota e horário já definidos (Figura 23).
É importante referir que o comboio que circulava era um protótipo, tratava-se de um
empilhador que puxava duas carruagens feitas internamente. O protótipo serviu para testar a
eficácia da implementação de um Mizusumashi e familiarizar os colaboradores com o método.
Uma vez que o percurso do Mizusumashi era muito próximo da secção dos acessórios
decidiu-se uma pequena alteração na rota com paragem junto ao supermercado, ficando a rota
percorrida como mostra a figura seguinte. A passagem do comboio provocou entusiasmo nos
colaboradores e desde então as dúvidas quanto ao método implementado dissiparam-se. Ao
observarem a redução drástica dos stocks de matéria-prima a atitude dos colaboradores mudou
completamente e passaram a autocontrolar o seu posto de trabalho com o mínimo de stock.

30
4.6 Fluxo informativo
A partir do momento da implementação do sistema a comunicação entre produção e armazém
passou a ser feita com base nos Kanbans, sendo estes transportados pelo comboio logístico.
Figura 24 – Rota inicial do Mizusumashi
Figura 25 - Rota definida para o Mizusumashi no final do projeto

31
Figura 26 – Fluxo de informação para os pedidos da produção ao armazém de matéria-
prima
A informação entre o armazém e as compras também irá ser feita recorrendo a kanbans físicos
para a maioria dos produtos, sendo o fluxo proposto o seguinte:
Figura 27 – Fluxo de informação para pedidos do armazém às compras
As ordens de produção passaram a ser transmitidas de forma diferente, com menos
intervenientes no processo e consequentemente menos trocas de informação. As ordens de
produção de acessórios passaram a ser tratadas junto com as dos restantes artigos, assim um
elemento do departamento de produção desloca-se ao departamento comercial, onde recebe as
encomendas, lançando de seguida as ordens de produção.
O novo fluxo de informação trouxe muitas vantagens, e simplificou um processo que
anteriormente passava por muitas pessoas contendo perdas de informação.
Figura 28 – Fluxo de informação para ordens de produção

32
5 Resultados obtidos
Os principais resultados esperados no início deste projeto eram a criação de um setor único
para fabrico de acessórios com redução de espaço ocupado, diminuição de stock nos postos de
trabalho, evitando a sobreprodução e melhorando a entrega através da diminuição das roturas
de stock.
A melhoria da entrega é de difícil avaliação nos fornecimentos de compra, porque ainda não
se conseguiu colocar todos os cartões kanban garantindo, com a extensão do método às
compras, a ausência de roturas de stock e consequentemente atrasos na entrega.
Antes deste projeto as duas secções ocupavam a seguinte área:
Tabela 4 – Tabela indicativa da área inicial
Após a junção das duas secções num único sector a área ocupada diminui em mais de 30%,
como mostra a tabela seguinte:
Secção Área em m2
Secção atual 126
Tabela 5 – Área final
Analisando os resultados verifica-se um ganho de 36% na área ocupada. Em grande parte o
motivo que permitiu diminuir o espaço ocupado foi a grande redução de stock que foi
conseguida. Em relação a esse parâmetro verificou-se uma diminuição muito significativa, na
ordem dos 70%. Para chegar a este valor averiguou-se os itens existentes antes da
implementação do projeto e utilizou-se o stock máximo permitido em supermercado de todos
os itens, assim obteve-se os dados seguintes:
Itens Quantidade
Antes da implementação
176952
Stock máximo em Supermercado 53000
Tabela 6 – Quantidades de itens em Stock na área de produção
Com a redução alcançada nos stocks evidenciou-se a eficácia do sistema pull implementado,
evitando a sobreprodução, que era outro dos objetivos do projeto.
Secção Área em m2
Secção localizada no armazém de produto
acabado
180
Secção localizada no pavilhão de produtos
para casa
18
Total 198
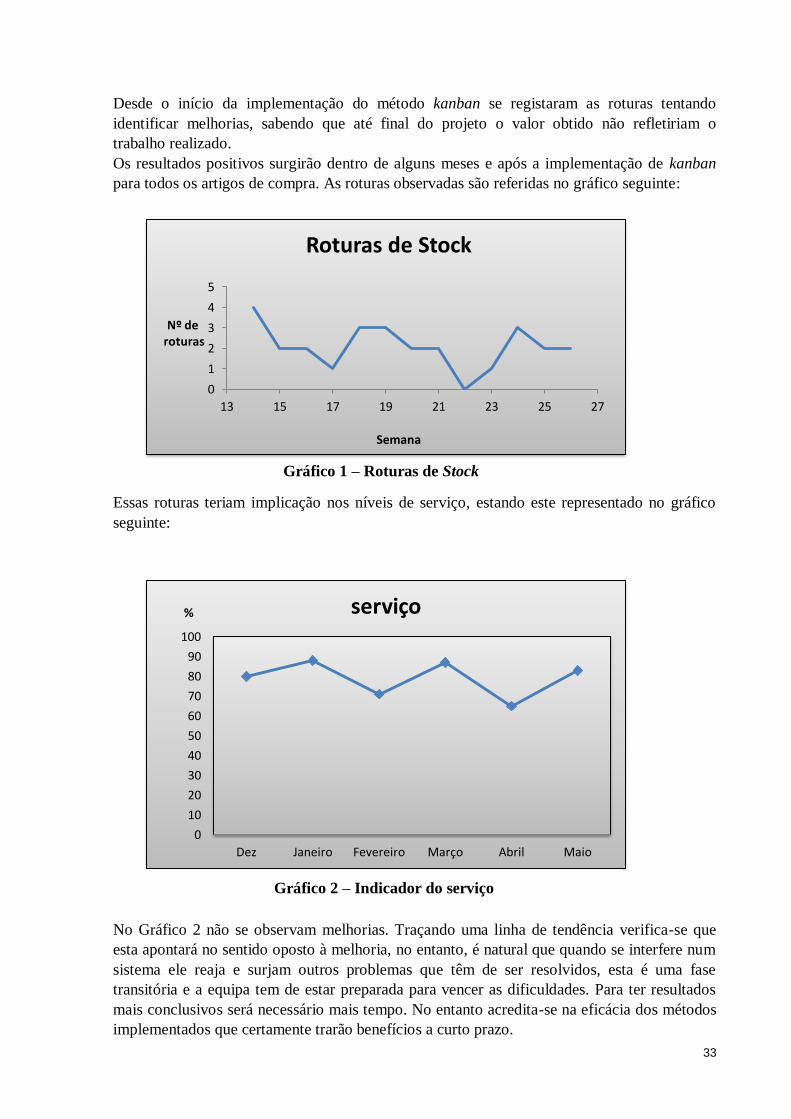
33
Desde o início da implementação do método kanban se registaram as roturas tentando
identificar melhorias, sabendo que até final do projeto o valor obtido não refletiriam o
trabalho realizado.
Os resultados positivos surgirão dentro de alguns meses e após a implementação de kanban
para todos os artigos de compra. As roturas observadas são referidas no gráfico seguinte:
Essas roturas teriam implicação nos níveis de serviço, estando este representado no gráfico
seguinte:
No Gráfico 2 não se observam melhorias. Traçando uma linha de tendência verifica-se que
esta apontará no sentido oposto à melhoria, no entanto, é natural que quando se interfere num
sistema ele reaja e surjam outros problemas que têm de ser resolvidos, esta é uma fase
transitória e a equipa tem de estar preparada para vencer as dificuldades. Para ter resultados
mais conclusivos será necessário mais tempo. No entanto acredita-se na eficácia dos métodos
implementados que certamente trarão benefícios a curto prazo.
0
10
20
30
40
50
60
70
80
90
100
Dez Janeiro Fevereiro Março Abril Maio
% serviço
Gráfico 1 – Roturas de Stock
Gráfico 2 – Indicador do serviço
0
1
2
3
4
5
13 15 17 19 21 23 25 27
Nº de roturas
Semana
Roturas de Stock

34
6 Conclusões e perspetivas de trabalho futuro
Com este projeto verificou-se o grande impacto que as metodologias lean provocam nas
organizações, a influência positiva que o sistema pull tem ao nível da diminuição de stocks e
consequentemente ao nível financeiro. Os problemas observados no processo anterior eram
em geral problemas típicos de um sistema de produção empurrada. Além do desperdício
proveniente de atividades que não agregam valor, a variedade de componentes também foi
abordada como fator importante no desenvolvimento do projeto.
Durante este projeto tivemos que lidar com paradigmas enraizados que se traduziram em
resistência à mudança, esse facto, causou algumas dificuldades mas também tornou o projeto
mais aliciante. Com o passar do tempo fomos ganhando cada vez mais apoiantes.
Com os constrangimentos orçamentais utilizaram-se os materiais disponíveis, assim, no
supermercado, não se utilizaram caixas próprias para acondicionar os artigos, que ficavam nas
caixas que vinham dos clientes, pelo que não foi possível implementar o kanban 2 bin-system
como sistema de duas caixas (caixa cheia/ caixa vazia) em que a caixa vazia é usada como
dispositivo de sinalização, mas tentou-se, sempre que possível fazer uma aproximação ao
método, vendo que sempre que o stock mínimo era aproximadamente uma caixa, usou-se essa
referência para se executar o pedido.
Importa salientar que o projeto ainda se encontra na fase de implementação, fazendo com que
as análises finais e as melhorias introduzidas não sejam ainda totalmente mensuráveis e
visíveis.
Assim, sugere-se as seguintes ações futuras:
definir e identificar devidamente, o local para os restantes acessórios no armazém de
matérias-primas;
terminar a implementação do sistema kanban para restantes artigos;
utilizar kanban para os principais acessórios subcontratados;
Consolidar metodologia implementada;
MRP para artigos sem kanban;
implementação de estantes dinâmicas, caixas de plástico/ contentores devidamente
dimensionadas, esta medida terá benefícios a nível da produtividade, ergonomia e
melhora o aspeto visual;
afixação de informação sempre visível, permitindo a deteção rápida de operações
anormais, como ajuda aos operadores para realizarem as tarefas, mais rapidamente,
promovendo a normalização das tarefas e operações dos processos, como por exemplo
marcações no chão de fabrica.
melhorar o layout, uma vez que o apresentado não é ótimo, sendo ainda possível
reduzir o espaço e deslocamentos.
rever artigos em supermercado, pois existem alguns materiais que começaram a ter
menos rotação, consequentemente não é necessário permanecerem lá.
fortalecer a relação com fornecedores

35
melhorar a comunicação entre departamentos, garantindo que todos trabalham na
mesma direção
operador logístico responsável pelo abastecimento/Mizusumashi
Standard work para o operador do comboio
redimensionar kanbans, uma vez que estes apresentam stock em excesso, pois o
cálculo foi executado com margem de segurança, devido ao medo e à resistência
imposta pelos colaboradores.

36
7 Referências
Chase, R. B., Jacobs, R., & Aquilano, N. Administração da Produção e Operações para
Vantagens Competitivas. São Paulo: McGrawHill, (2006).
Coimbra, E. A. Total Flow Management: Achieving Excellence with Kaizen and Lean Supply
Chains. Kaizen Institute, (2009).
Courtois, A., Pillet, M., & Martin-Bonnefous, C.. Gestão da Produção. Lidel, (2007).
Liker, J. K. The Toyota Way. United States of America: McGraw-Hill, (2004).
Peinado, J., & Graeml, A. R. Administração da Produção (Operações Industriais e de
Serviços). Curitiba: UnicenP, (2007).
Pinto, J. P. Pensamento Lean. Lisboa: Lidel, (2009).
Rother, M. Learning To See. Massachusetts, USA: Lean Enterprise Institute, (1999).
Suzaki, K. Gestão de Operações Lean. (N. Silva, Trad.) Mansores: LeanOP press, (2010).
Womack, J. P., Jones, D. T., & Roos, D. The machine that changed the world. London:
Simon & Shuster UK ltd, (1990).

37
8 ANEXO A: Layout atual da secção de acessórios
Legenda:
1 – Mesa de trabalho para acessórios de produto acabado
2 – Mesa de trabalho para acessórios em que a matéria prima é transformada
3 – Máquina para corte de fitas
4 – Máquina para montagem de imanes
5 – Mesa para montagem manual de imanes
6 – Supermercado
7 – Estante para pegas
8 - Cacifo
9 – Mesa para apontamentos
10 – Palete para produto acabado
11 – Porta paletes
1500,0 mm x 2500,0 mm
2800,0 mm x 1000,0 mm
800,0 mm x 1000,0 mm
1200,0 mm x 800,0 mm
1
2
3
4
5
6
7
8
9
10
11
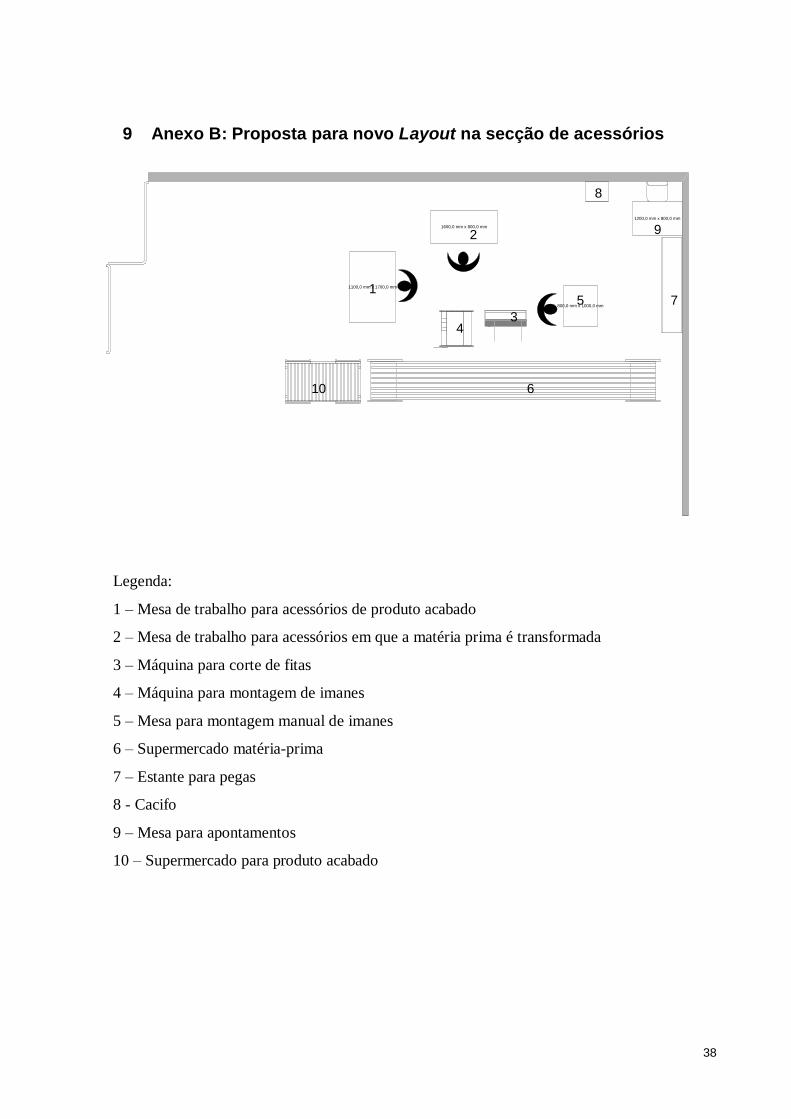
38
9 Anexo B: Proposta para novo Layout na secção de acessórios
Legenda:
1 – Mesa de trabalho para acessórios de produto acabado
2 – Mesa de trabalho para acessórios em que a matéria prima é transformada
3 – Máquina para corte de fitas
4 – Máquina para montagem de imanes
5 – Mesa para montagem manual de imanes
6 – Supermercado matéria-prima
7 – Estante para pegas
8 - Cacifo
9 – Mesa para apontamentos
10 – Supermercado para produto acabado
1100,0 mm x 1700,0 mm
1600,0 mm x 800,0 mm
800,0 mm x 1000,0 mm
1200,0 mm x 800,0 mm
1
2
34
5
6
7
8
9
10

39
10 ANEXO C: Produtos para subcontratação e estruturas

40

41

42

43
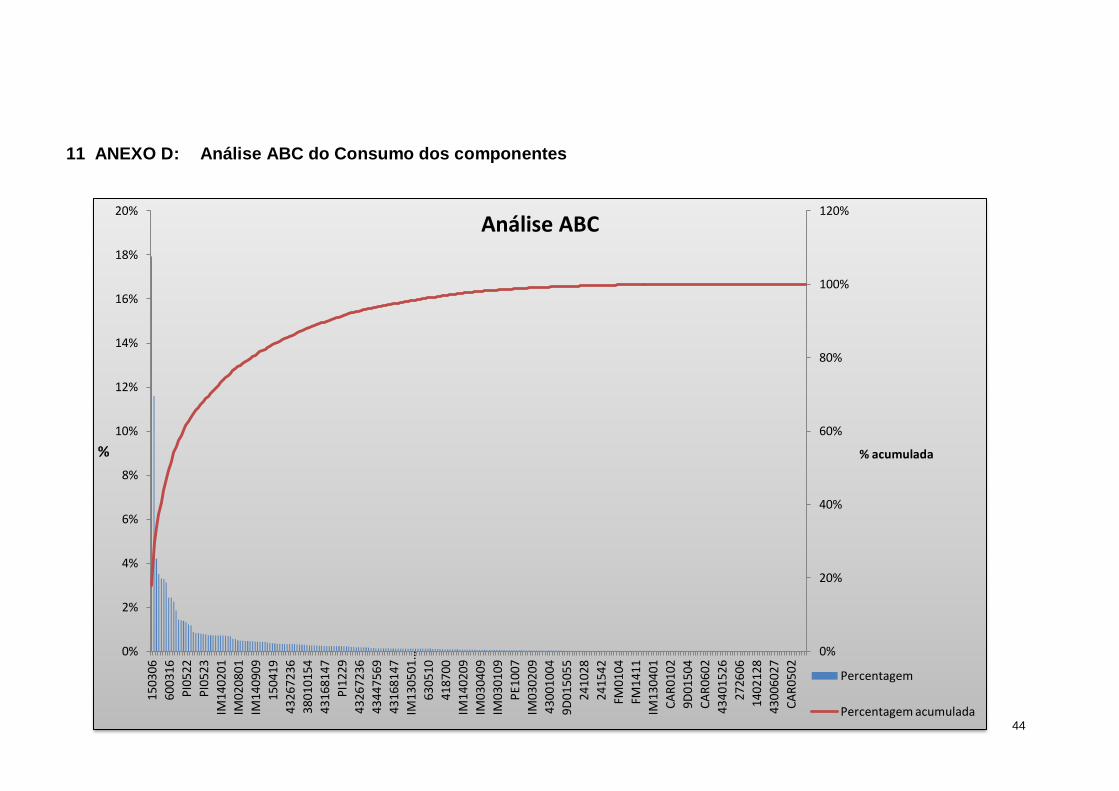
44
11 ANEXO D: Análise ABC do Consumo dos componentes
0%
20%
40%
60%
80%
100%
120%
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
1503
06
6003
16
PI0
522
PI0
523
IM14
0201
IM0
208
01
IM1
409
09
1504
19
43
26
72
36
38
01
01
54
43
16
81
47
PI1
229
43
26
72
36
43
44
75
69
43
16
81
47
IM1
305
01…
6305
10
4187
00
IM1
402
09
IM0
304
09
IM0
301
09
PE1
007
IM0
302
09
43
00
10
04
9D01
505
5
2410
28
2415
42
FM0
104
FM1
411
IM13
0401
CA
R0
10
2
9D0
1504
CA
R0
60
2
43
40
15
26
2726
06
1402
128
43
00
60
27
CA
R0
50
2
% acumulada %
Análise ABC
Percentagem
Percentagem acumulada
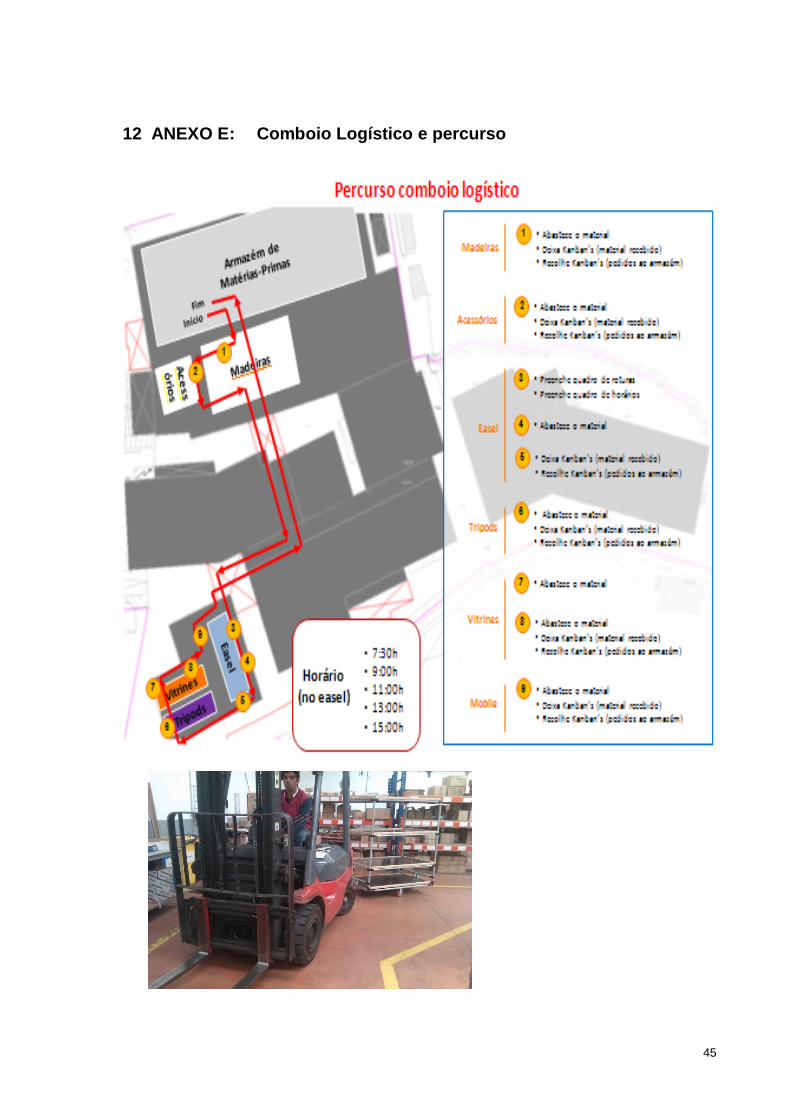
45
12 ANEXO E: Comboio Logístico e percurso

46
13 Anexo F: Acompanhamento de ações