IMPLEMENTAÇÃO DE KANBAN DE FORNECEDOR, … · PRODUÇÃO: ESTUDO DE CASO EM ... kanban, coleta e...
9
IMPLEMENTAÇÃO DE KANBAN DE FORNECEDOR, TRANSPORTE E PRODUÇÃO: ESTUDO DE CASO EM EMPRESA DE CABINES DE MÁQUINAS AGRÍCOLAS Ana Julia Dal Forno (UFSC) [email protected] Dalvio Ferrari Tubino (UFSC) [email protected] Anna Claudia Ribeiro do Valle (UFSC) [email protected] A lógica de programação puxada é normalmente operacionalizada com o sistema kanban. Esse sistema de programação foi inicialmente pensado por Taiichi Ohno, na década de 60, gerente de um setor da montadora Toyota no Japão, com base no sistemma de atendimento ao cliente e na reposição de estoques das prateleiras dos supermercados que, na época, estavam sendo implantados em substituição aos antigos armazéns. Dando continuidade à aplicação das ferramentas da manufatura enxuta, após a introdução do layout celular na Siac do Brasil, empresa que fabrica cabines de máquinas agrícolas, decidiu-se por implementar o kanban. Assim, este artigo relata como a aplicação de três tipos de kanban na empresa: kanban de fornecedores para o recebimento de matérias-primas, kanban de transporte entre os processos de recebimento e programação e kanban de produção da expedição para os demais processos. A produção passou a ser puxada e ocorreu a introdução de supermercados, visando diminuir os estoques. Palavras-chaves: Kanban de Transporte, Kanban de Produção, Kanban de Fornecedor, Manufatura Enxuta, Produção Puxada Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
Transcript of IMPLEMENTAÇÃO DE KANBAN DE FORNECEDOR, … · PRODUÇÃO: ESTUDO DE CASO EM ... kanban, coleta e...

IMPLEMENTAÇÃO DE KANBAN DE
FORNECEDOR, TRANSPORTE E PRODUÇÃO: ESTUDO DE CASO EM
EMPRESA DE CABINES DE MÁQUINAS AGRÍCOLAS
Ana Julia Dal Forno (UFSC) [email protected]
Dalvio Ferrar i Tubino (UFSC) [email protected]
Anna Claudia Ribeiro do Valle (UFSC) [email protected]
A lógica de programação puxada é normalmente operacionalizada com o sistema kanban. Esse sistema de programação foi inicialmente pensado por Taiichi Ohno, na década de 60, gerente de um setor da montadora Toyota no Japão, com base no sistemma de atendimento ao cliente e na reposição de estoques das prateleiras dos supermercados que, na época, estavam sendo implantados em substituição aos antigos armazéns. Dando continuidade à aplicação das ferramentas da manufatura enxuta, após a introdução do layout celular na Siac do Brasil, empresa que fabrica cabines de máquinas agrícolas, decidiu-se por implementar o kanban. Assim, este artigo relata como a aplicação de três tipos de kanban na empresa: kanban de fornecedores para o recebimento de matérias-primas, kanban de transporte entre os processos de recebimento e programação e kanban de produção da expedição para os demais processos. A produção passou a ser puxada e ocorreu a introdução de supermercados, visando diminuir os estoques. Palavras-chaves: Kanban de Transporte, Kanban de Produção, Kanban de Fornecedor, Manufatura Enxuta, Produção Puxada
������������������ ������������������� ������������������� � ����!���"���#�$���"%'&)(*&)+�,.- /10.2*&4365879&4/1:.+�58;.2*<>=?5.@A2*3B;.- C)D 5.,.5FE)5.G.+�&4- (IHJ&?,.+�/?<>=)5.KA:.+�5MLN&OHJ5F&4E)2*EOHJ&)(IHJ/)G.- D - ;./);.&
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
2
1. Introdução
O Sistema Toyota de Produção (STP), que surgiu logo após a Segunda Guerra Mundial, época em que a indústria japonesa estava passando por momentos de baixa produtividade, é hoje muito difundido e sua filosofia adotada por muitas empresas dos mais diversos ramos. Inspiradas no STP, as empresas tentam se tornar enxutas, eliminando os desperdícios para obter vantagens competitivas. Assim, o kanban, termo que significa cartão em japonês, é um sistema de programação da produção puxada para atender as necessidades dos clientes e facilitar o gerenciamento visual da fábrica.
Este artigo relata a implementação do kanban na Siac do Brasil, empresa localizada em Guaranésia/MG que fabrica cabines de máquinas agrícolas. Foram aplicados kanbans em três casos: Kanban com os Fornecedores, Kanban de Transporte e Kanban de Produção. Os passos seguidos para atingir o objetivo foi primeiramente a escolha dos locais para aplicar o kanban, coleta e compilação dos dados, cálculo do número de cartões kanban, elaboração das etiquetas de identificação e organização do supermercado. Ao longo do trabalho, o procedimento metodológico será descrito de forma mais detalhada.
2. Produção Puxada x Produção Empurrada
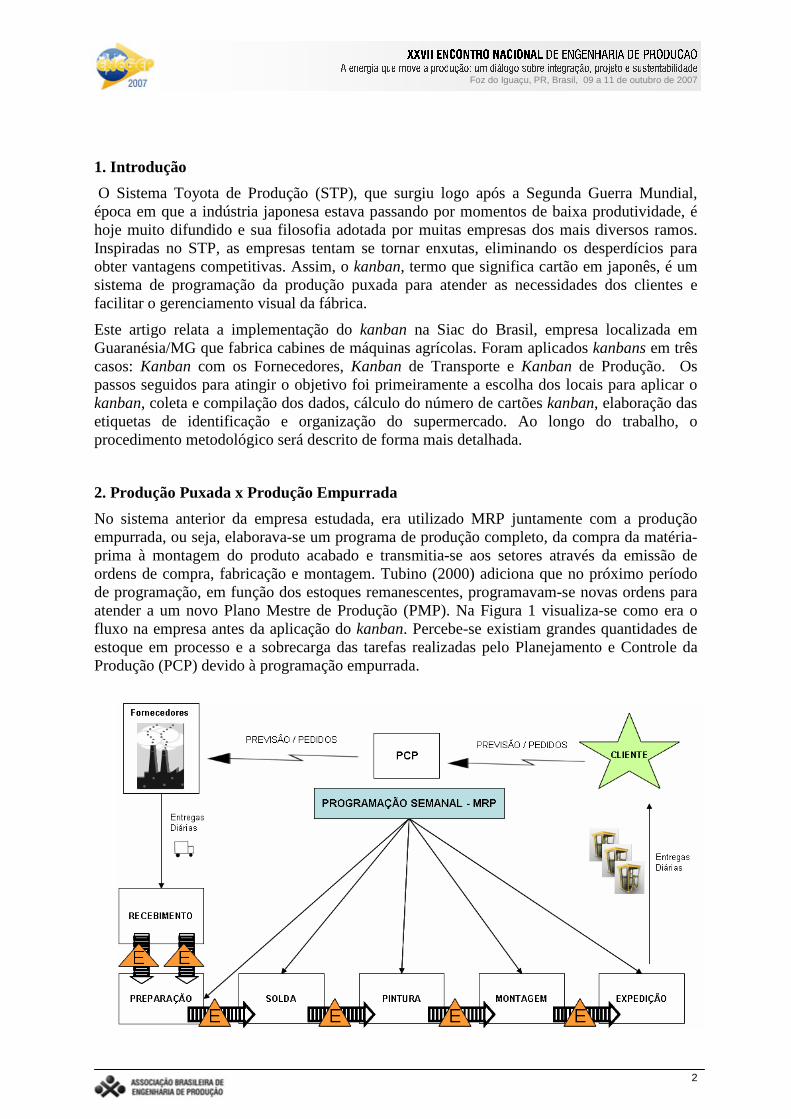
No sistema anterior da empresa estudada, era utilizado MRP juntamente com a produção empurrada, ou seja, elaborava-se um programa de produção completo, da compra da matéria-prima à montagem do produto acabado e transmitia-se aos setores através da emissão de ordens de compra, fabricação e montagem. Tubino (2000) adiciona que no próximo período de programação, em função dos estoques remanescentes, programavam-se novas ordens para atender a um novo Plano Mestre de Produção (PMP). Na Figura 1 visualiza-se como era o fluxo na empresa antes da aplicação do kanban. Percebe-se existiam grandes quantidades de estoque em processo e a sobrecarga das tarefas realizadas pelo Planejamento e Controle da Produção (PCP) devido à programação empurrada.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
3
Figura 1 – Fluxo do processo antes da implementação do kanban Kanban e MRP podem coexistir? Segundo Gaither e Frazier (2004) sim, pelo menos num grau limitado. O MRP pode ser usado na manufatura enxuta para se obter explosões de peças e para pedir materiais e peças de fornecedores, mas há pouca influência do MRP dentro da manufatura. Os fornecedores usam os programas MRP como um plano global para a produção e para determinar a seqüência de pedidos de peças, mas a produção real se desenvolve seguindo o sistema kanban do cliente. Essas versões de sistemas de puxar reduzem muito o estoque em processo de peças entre centros de trabalho no chão de fábrica, mas o STP também tem como meta reduzir estoques de matérias-primas. No trabalho realizado, o MRP atuou conforme exposto por Slack, Chambers e Johnston (2002), isto é, o programa mestre de produção é explodido por meio do MRP para gerar programas de programação de fornecedores. As necessidades reais de materiais de fornecedores externos são sinalizadas pelo kanban para facilitar a entrega JIT. Também é utilizada a lógica da lista de materiais de produtos e serviços (BOM) e os registros de estoque da operação, o programa de produção é “explodido” e calculadas as necessidades líquidas, considerando-se o lead time necessário para obter peças em cada nível da montagem.
A produção puxada é um sistema de produção em que cada etapa do processo só deve produzir um bem ou serviço quando um processo posterior ou cliente final, o solicite. Essa solicitação se dá através do consumo de um estoque controlado de peças, chamado de supermercado, localizado entre os processos. Um supermercado caracteriza-se como um estoque controlado que é dimensionado de tal modo que o processo cliente sempre encontre peças dos modelos e nas quantidades necessárias para cumprir seu programa de entregas ou para repor seu supermercado. O processo fornecedor precisa repor o supermercado antes que os níveis mínimos de peças definidos sejam atingidos. A principal vantagem da produção puxada é que a produção é baseada em uma demanda real e não numa previsão de vendas como ocorre nos sistemas empurrados (LEAN INSTITUTE, 2007). Através da Figura 2 percebe-se a mudança do fluxo com alteração da produção empurrada pela puxada, onde o PCP, ao receber o pedido do cliente, emite uma programação para a expedição e esta “puxa” da montagem a quantidade a ser produzida diariamente.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
4
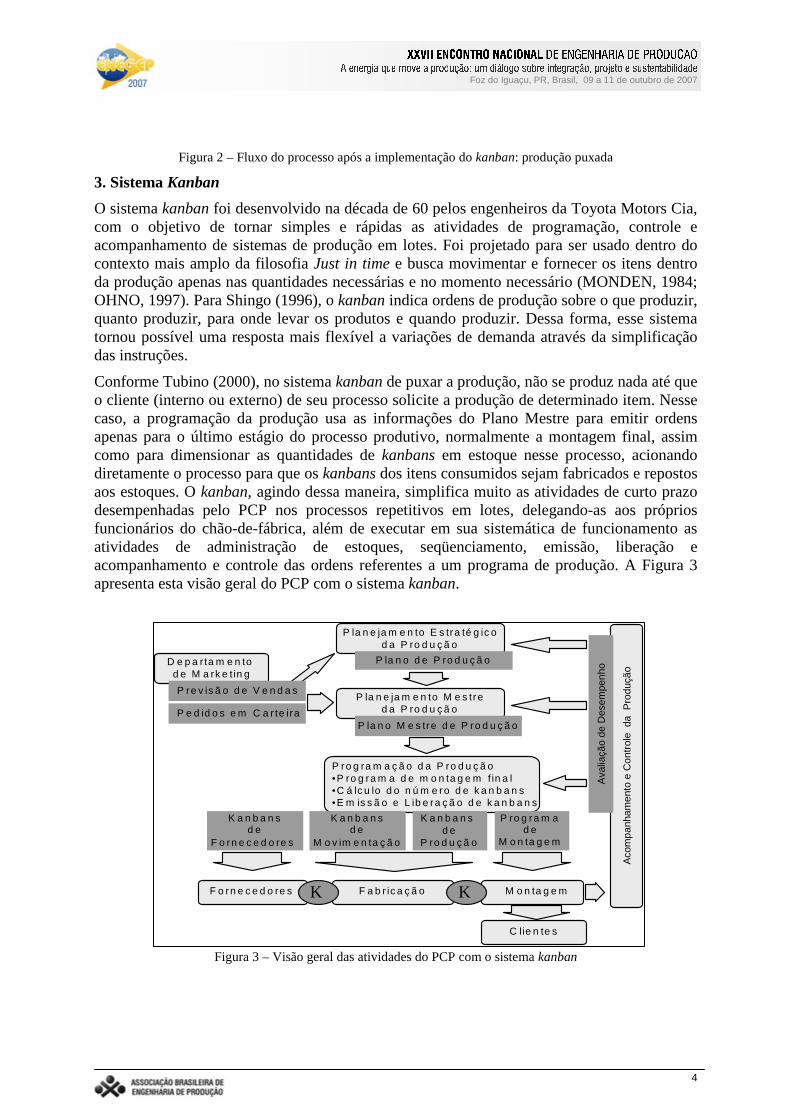
Figura 2 – Fluxo do processo após a implementação do kanban: produção puxada
3. Sistema Kanban
O sistema kanban foi desenvolvido na década de 60 pelos engenheiros da Toyota Motors Cia, com o objetivo de tornar simples e rápidas as atividades de programação, controle e acompanhamento de sistemas de produção em lotes. Foi projetado para ser usado dentro do contexto mais amplo da filosofia Just in time e busca movimentar e fornecer os itens dentro da produção apenas nas quantidades necessárias e no momento necessário (MONDEN, 1984; OHNO, 1997). Para Shingo (1996), o kanban indica ordens de produção sobre o que produzir, quanto produzir, para onde levar os produtos e quando produzir. Dessa forma, esse sistema tornou possível uma resposta mais flexível a variações de demanda através da simplificação das instruções.
Conforme Tubino (2000), no sistema kanban de puxar a produção, não se produz nada até que o cliente (interno ou externo) de seu processo solicite a produção de determinado item. Nesse caso, a programação da produção usa as informações do Plano Mestre para emitir ordens apenas para o último estágio do processo produtivo, normalmente a montagem final, assim como para dimensionar as quantidades de kanbans em estoque nesse processo, acionando diretamente o processo para que os kanbans dos itens consumidos sejam fabricados e repostos aos estoques. O kanban, agindo dessa maneira, simplifica muito as atividades de curto prazo desempenhadas pelo PCP nos processos repetitivos em lotes, delegando-as aos próprios funcionários do chão-de-fábrica, além de executar em sua sistemática de funcionamento as atividades de administração de estoques, seqüenciamento, emissão, liberação e acompanhamento e controle das ordens referentes a um programa de produção. A Figura 3 apresenta esta visão geral do PCP com o sistema kanban.
Figura 3 – Visão geral das atividades do PCP com o sistema kanban
P la n e ja m e n to E s tra té g ic od a P ro d u ç ã o
P la n o d e P ro d u ç ã o
P la n e ja m e n to M e s tred a P ro d u ç ã o
P la n o M e s tre d e P ro d u ç ã o
P ro g ra m a ç ã o d a P ro d u ç ã o•P ro g ra m a d e m o n ta g e m f in a l•C á lc u lo d o n ú m e ro d e k a n b a n s•E m is s ã o e L ib e ra ç ã o d e k a n b a n s
P ro g ra m a d e
M o n ta g e m
K a n b a n s d e
P ro d u ç ã o
K a n b a n sd e
M o v im e n ta ç ã o
F a b r ic a ç ã oF o rn e c e d o re s
D e p a rta m e n to d e M a rk e t in g
P re v is ã o d e V e n d a s
P e d id o s e m C a r te ira
Aco
mpa
nham
ento
e C
ontr
ole
da
Pro
duçã
o
Ava
liaçã
o de
Des
empe
nho
C lie n te s
M o n ta g e m
K a n b a n sd e
F o rn e c e d o re s
K K

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
5
O sistema kanban tradicional emprega painéis ou quadros de sinalização, chamados de painéis porta-kanban, junto aos pontos de armazenagem espalhados pela produção, com a finalidade de sinalizar o fluxo de movimentação e consumo dos itens a partir da fixação dos cartões kanban nesses quadros. Esses painéis fazem parte do conceito mais amplo de gerenciamento visual da fábrica com a colocação de dispositivos de sinalizações (andons) por todo o processo produtivo. Esses pontos de armazenagem são chamados se “supermercados” de itens, em decorrência da origem histórica do kanban estar associada à adaptação japonesa do sistema de reposição de produtos existentes, na época da sua criação, nos supermercados americanos. Cada supermercado de itens espalhado pelo sistema produtivo da empresa possui um painel porta-kanban correspondente. Olhando para uma estação de trabalho ou célula isoladamente, a mesma estará atrelada a dois supermercados. Um deles é o supermercado de entrada, onde estão as matérias-primas e peças necessárias à execução de suas atividades produtivas, com seu respectivo painel porta-kanban de requisição e/ou de fornecedor. O outro é o supermercado de saída, onde estão os itens acabados executados por essa estação de trabalho, com seu repectivo painel porta-kanban de produção (TUBINO, 1999).
4. Tipos de kanbans
4.1 Kanban de Fornecedor
Kanbans de fornecedor são usados para avisar ao fornecedor que é necessário enviar material ou componentes para um estágio da produção. Nesse sentido, ele é similar ao kanban de movimento, porém é normalmente utilizado com fornecedores externos (SLACK, CHAMBERS, JOHNSTON, 2002). Tubino (1999) adiciona que esse tipo executa as funções de uma ordem de compra convencional, ou seja, autoriza o fornecedor externo da empresa a fazer uma entrega de um lote de itens, especificado no cartão, diretamente ao seu usuário interno, desde que o mesmo tenha consumido o lote de itens correspondente ao cartão. O uso do sistema kanban com fornecedores, a partir do relacionamento de parceria proposto pela filosofia Just in Time, simplifica e racionaliza as atividades de reposição de estoques de curto prazo por parte dos fornecedores, pois os mesmos ficam previamente autorizados a reporem os itens consumidos por seus clientes internos, a partir da sinalização de um cartão kanban de fornecedor.
A Figura 4 mostra as caixas utilizadas para o kanban de fornecedor na empresa desse estudo de caso. São três as caixas utilizadas no kanban de fornecedor; duas ficam na linha e uma cheia no fornecedor. Quando vazia, a caixa é mandada pro fornecedor e lá, trocada por uma cheia. Nesse caso as caixas vazias funcionam como se fossem dinheiro, dando a ordem de produção. Todas as caixas são identificadas com o nome do fornecedor, o código da peça e a quantidade a ser produzida.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
6
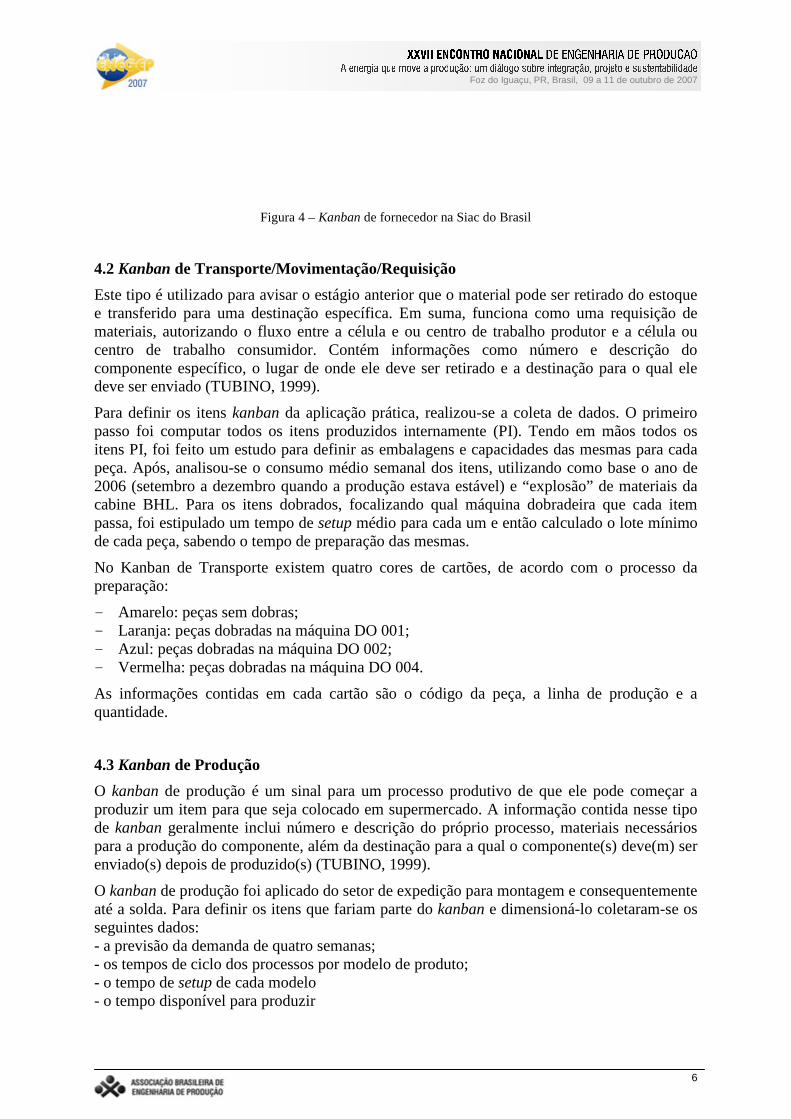
Figura 4 – Kanban de fornecedor na Siac do Brasil
4.2 Kanban de Transporte/Movimentação/Requisição
Este tipo é utilizado para avisar o estágio anterior que o material pode ser retirado do estoque e transferido para uma destinação específica. Em suma, funciona como uma requisição de materiais, autorizando o fluxo entre a célula e ou centro de trabalho produtor e a célula ou centro de trabalho consumidor. Contém informações como número e descrição do componente específico, o lugar de onde ele deve ser retirado e a destinação para o qual ele deve ser enviado (TUBINO, 1999).
Para definir os itens kanban da aplicação prática, realizou-se a coleta de dados. O primeiro passo foi computar todos os itens produzidos internamente (PI). Tendo em mãos todos os itens PI, foi feito um estudo para definir as embalagens e capacidades das mesmas para cada peça. Após, analisou-se o consumo médio semanal dos itens, utilizando como base o ano de 2006 (setembro a dezembro quando a produção estava estável) e “explosão” de materiais da cabine BHL. Para os itens dobrados, focalizando qual máquina dobradeira que cada item passa, foi estipulado um tempo de setup médio para cada um e então calculado o lote mínimo de cada peça, sabendo o tempo de preparação das mesmas.
No Kanban de Transporte existem quatro cores de cartões, de acordo com o processo da preparação:
- Amarelo: peças sem dobras; - Laranja: peças dobradas na máquina DO 001; - Azul: peças dobradas na máquina DO 002; - Vermelha: peças dobradas na máquina DO 004.
As informações contidas em cada cartão são o código da peça, a linha de produção e a quantidade.
4.3 Kanban de Produção
O kanban de produção é um sinal para um processo produtivo de que ele pode começar a produzir um item para que seja colocado em supermercado. A informação contida nesse tipo de kanban geralmente inclui número e descrição do próprio processo, materiais necessários para a produção do componente, além da destinação para a qual o componente(s) deve(m) ser enviado(s) depois de produzido(s) (TUBINO, 1999).
O kanban de produção foi aplicado do setor de expedição para montagem e consequentemente até a solda. Para definir os itens que fariam parte do kanban e dimensioná-lo coletaram-se os seguintes dados: - a previsão da demanda de quatro semanas; - os tempos de ciclo dos processos por modelo de produto; - o tempo de setup de cada modelo - o tempo disponível para produzir

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
7
Na empresa, o sistema kanban de produção funciona da seguinte maneira: as cabines são transformadas em cartões. A quantidade de cartões é calculada a partir da previsão de demandas nas próximas semanas, considerando o giro de produção (faixa verde), lead time de reposição (faixa amarela) e estoque de segurança (faixa vermelha). Aplicou-se em três famílias de cabines: carregadeira (3 modelos), BHL (4 modelos) e motoniveladora (13 modelos). Através da produção mensal chegou-se na quantidade a ser produzida por dia. A Tabela 1 mostra o cálculo da quantidade de cartões kanban a ser colocadas no quadro para um modelo da cabine tipo motoniveladora. As entregas aos clientes são diárias (cinco vezes por semana) e essa cabine passa duas vezes pela pintura, então o estoque de segurança utilizado foi de um dia, o estoque de reação também um dia e há dois turnos de trabalho, cinco dias na semana. Um diferencial é em relação ao cartão que foi feito em escala, sendo que 40 cm equivalem a 60 minutos. Então, através do comprimento do cartão, colocado numa régua escalonada, é possível prever o tempo total de produção necessário e assim controlar se a produção está atingindo as metas de tempo. Conjuntamente, para um melhor entendimento, a Figura 5 demonstra as fórmulas utilizadas para o cálculo dos níveis vermelho, amarelo e verde.
Produção Mês
Produção Dia
Car tões Segurança
Car tões Reação
Car tões Produção
Medida car tão (cm)
Tempo Produção (min)
121 6,05 6 6 6 53,3 80 Tabela 1 – Exemplo do cálculo de cartões kanban para a cabine motoniveladora
Figura 5 - Fórmulas de cálculo dos cartões de segurança, reação e produção.
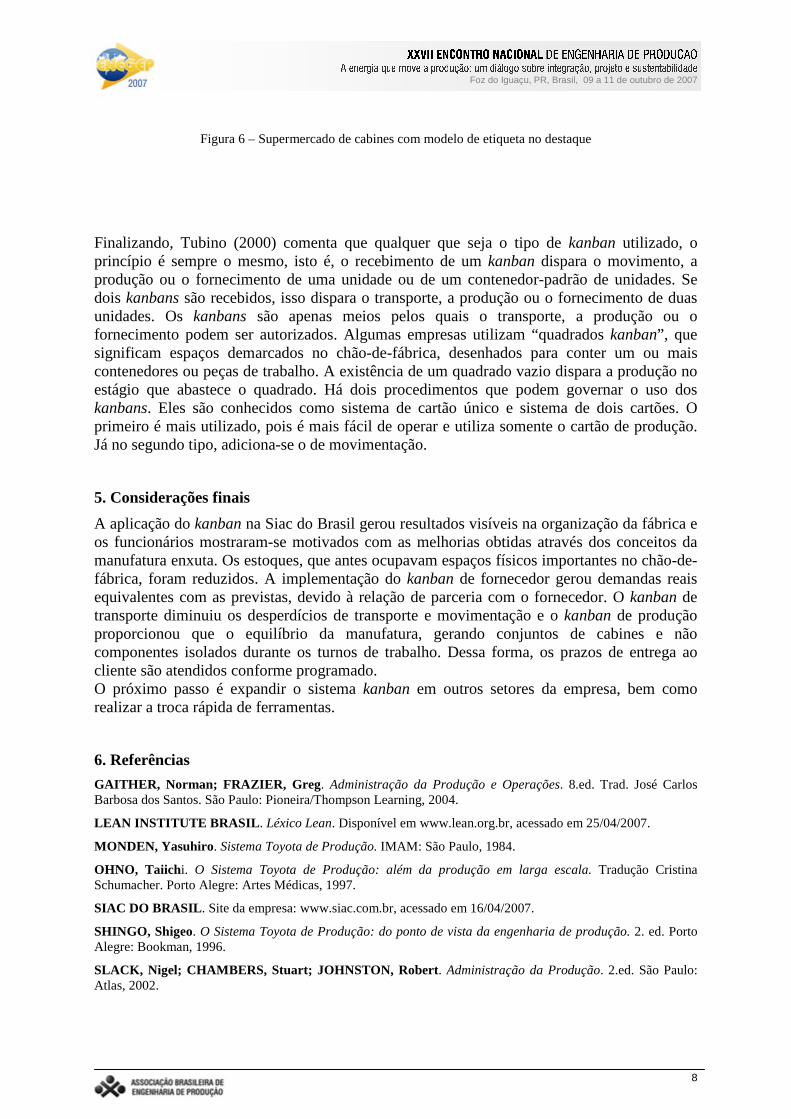
Na Figura 6 visualiza-se a etiqueta imantada utilizada na cabine que está no supermercado de cabines. Dessa forma a programação fica organizada de forma a saber com antecedência os tipos que serão fabricados, bem como o tempo de produção para cada modelo.
Cartão Vermelho = produção de cabines dia x estoque de segurança = 6,05 x 1 = 6 cartões
Cartão Amarelo = produção de cabines dia x estoque de reação = 6,05 x 1 = 6 cartões
Cartão Verde = produção de cabines semana ÷ N° entregas ao cliente na semana =
30,25 ÷ 5 = 6 cartões
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
8
Figura 6 – Supermercado de cabines com modelo de etiqueta no destaque
Finalizando, Tubino (2000) comenta que qualquer que seja o tipo de kanban utilizado, o princípio é sempre o mesmo, isto é, o recebimento de um kanban dispara o movimento, a produção ou o fornecimento de uma unidade ou de um contenedor-padrão de unidades. Se dois kanbans são recebidos, isso dispara o transporte, a produção ou o fornecimento de duas unidades. Os kanbans são apenas meios pelos quais o transporte, a produção ou o fornecimento podem ser autorizados. Algumas empresas utilizam “quadrados kanban” , que significam espaços demarcados no chão-de-fábrica, desenhados para conter um ou mais contenedores ou peças de trabalho. A existência de um quadrado vazio dispara a produção no estágio que abastece o quadrado. Há dois procedimentos que podem governar o uso dos kanbans. Eles são conhecidos como sistema de cartão único e sistema de dois cartões. O primeiro é mais utilizado, pois é mais fácil de operar e utiliza somente o cartão de produção. Já no segundo tipo, adiciona-se o de movimentação.
5. Considerações finais
A aplicação do kanban na Siac do Brasil gerou resultados visíveis na organização da fábrica e os funcionários mostraram-se motivados com as melhorias obtidas através dos conceitos da manufatura enxuta. Os estoques, que antes ocupavam espaços físicos importantes no chão-de-fábrica, foram reduzidos. A implementação do kanban de fornecedor gerou demandas reais equivalentes com as previstas, devido à relação de parceria com o fornecedor. O kanban de transporte diminuiu os desperdícios de transporte e movimentação e o kanban de produção proporcionou que o equilíbrio da manufatura, gerando conjuntos de cabines e não componentes isolados durante os turnos de trabalho. Dessa forma, os prazos de entrega ao cliente são atendidos conforme programado. O próximo passo é expandir o sistema kanban em outros setores da empresa, bem como realizar a troca rápida de ferramentas.
6. Referências
GAITHER, Norman; FRAZIER, Greg. Administração da Produção e Operações. 8.ed. Trad. José Carlos Barbosa dos Santos. São Paulo: Pioneira/Thompson Learning, 2004.
LEAN INSTITUTE BRASIL . Léxico Lean. Disponível em www.lean.org.br, acessado em 25/04/2007.
MONDEN, Yasuhiro. Sistema Toyota de Produção. IMAM: São Paulo, 1984.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Tradução Cristina Schumacher. Porto Alegre: Artes Médicas, 1997.
SIAC DO BRASIL . Site da empresa: www.siac.com.br, acessado em 16/04/2007.
SHINGO, Shigeo. O Sistema Toyota de Produção: do ponto de vista da engenharia de produção. 2. ed. Porto Alegre: Bookman, 1996.
SLACK, Nigel; CHAMBERS, Stuar t; JOHNSTON, Rober t. Administração da Produção. 2.ed. São Paulo: Atlas, 2002.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
9
TUBINO, Dalvio Ferrar i. Sistemas de produção: a produtividade no chão-de-fábrica. Porto Alegre: Bookman, 1999.
TUBINO, Dalvio Ferrar i. Manual de Planejamento e Controle da Produção. São Paulo: Atlas, 2000.