IMPLANTAÇÃO DE TECNOLOGIAS DE AUTOMAÇÃO DE … · Tabela 7 -Timing do Projeto das Lojas...
186
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO INSTITUTO DE PÓS-GRADUAÇÃO E PESQUISA EM ADMINISTRAÇÃO IMPLANTAÇ Ã O DE TECNOLOGIAS DE AUTOMAÇ Ã O DE DEP Ó SITOS: UM ESTUDO DE CASOS por Pedro Leonardo de Lacerda Alves Orientador: Professor Paulo Feando Fleury Rio de Janeiro, RJ - Brasil 2000
Transcript of IMPLANTAÇÃO DE TECNOLOGIAS DE AUTOMAÇÃO DE … · Tabela 7 -Timing do Projeto das Lojas...

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
INSTITUTO DE PÓS-GRADUAÇÃO E PESQUISA EM ADMINISTRAÇÃO
IMPLANTAÇÃO DE TECNOLOGIAS DE AUTOMAÇÃO DE
DEPÓSITOS: UM ESTUDO DE CASOS
por
Pedro Leonardo de Lacerda Alves
Orientador: Professor Paulo Fernando Fleury
Rio de Janeiro, RJ - Brasil
2000
TÍTULO: Implantação de Tecnologias de Automação de Depósitos: Um Estudo de
Casos
Pedro Leonardo de Lacerda Alves
1\
Dissertação submetida ao corpo docente do Instituto de Pós-graduação e Pesquisa
em Administração - COPPEAD da Universidade Federal do Rio de Janeiro - UFRJ,
como parte dos requisitos necessários à obtenção do grau de mestre.
Aprovada por
Prof. Paulo Fernando Fleury, Ph.D. - Orientador
oares de Andrade, Ph.D.
Rio de Janeiro, RJ - Brasil
2000
!
III
AGRADECIMENTOS
Agradeço ao meu orientador Paulo Fernando Fleury pela paciência e atenção.
À Regina e Renata, do CEL, por garantirem esta atenção e pelo bom humor constante.
À Cida, Elza e todos os funcionários do Coppead que dão exemplo de eficiência em
administração.
Agradeço aos meus pais, Pedro José e Lúcia, que consistentemente me incentivaram a
terminar o trabalho e principalmente à minha esposa Ana Cristina que além de
incentivar, pacientemente ouviu, leu e criticou vários trechos deste trabalho.
ALVES, Pedro Leonardo de Lacerda.
Implantação de Tecnologias de Automação de Depósitos: um Estudo de
Casos / Pedro Leonardo de Lacerda Alves. Rio de Janeiro: UFRJ / COPPEAD,
2000.
xi, 1 73 p . ; il.
Dissertação - Universidade Federal do Rio de Janeiro, COPPEAD.
1. Automação de Depósitos. 2. WMS. 3. Logística. 4. Tese (Mestr. -
UFRJ/COPPEAD). I. Título.
IV
v
RESUMO
ALVES, Pedro Leonardo de Lacerda. Implantação de tecnologias de automação de
depósitos: um estudo de casos.
Orientador: Paulo Fernando Fleury. Rio de Janeiro: UFRJ/COPPEAD, 1 999.
Diss.
O trabalho teve como objetivo estudar o processo de implementação de tecnologias de
automação de depósitos em empresas brasileiras, comparando os resultados observados
com o recomendado pela literatura especializada. Para tanto foram estudados 3 casos
recentes de implementação de automação de armazéns no Brasil, envolvendo tanto
sistemas de movimentação e armazenagem, quanto sistemas WMS. Os resultados
indicam que embora os projetos estudados sigam de uma fornla geral as etapas
previstas, vários dos procedimentos previstos na literatura não são adotados,
principalmente no que diz respeito à mensuração de desempenho que permite comparar
os resultados previstos com os resultados alcançados após a automação. Os resultados
também indicam que em alguns casos, as mais avançadas tecnologias de automação
estão sendo adotadas pelas empresas brasileiras.
VI
ABSTRACT
ALVES, Pedro Leonardo de Lacerda. Implantação de tecnologias de automação de
depósitos: um estudo de casos.
Orientador: Paulo Fernando Fleury. Rio de Janeiro: UFRJ/COPPEAD, 1 999.
Diss.
This work was undertaken with the aim of studying the process of implementation of
automation technologies for warehouses in Brazilian companies, comparing the
observed results to what has been recommended by the specialized li terature. For this
purpose, three recent cases of implementation of automation in warehouses in Brazil
were studied, which involved not only material handling and storage systems but also
integrated warehouse management systems. The obtained results show that in spite of
the studied projects following in general the predictable stages, many procedures
foreseen in literature have not been adopted, mainly those concerning the evaluation of
performance that allows us to compare the surmised results to those achieved afier the
automation. The results also indicate that in some cases the most advanced automation
technologies are being adopted by Brazilian companies.
VIJ
LISTA DE SIGLAS E ABREVIATURAS
ADC - Automatic Data Collection ou Coleta Automática de Dados.
AGVS - A utomatic Guided Vehicle System, sistema de controle de veículos
automáticos.
AS/RS - Automatic Storage and Retrieval System, sistemas de armazenagem e
movimentação de mercadorias de forma automática, incluindo o uso de transelevadores.
ASN - Advanced Shipping NoNce ou Notificação Prévia de Embarque, é uma
mensagem eletrônica, enviada pelo embarcador ao recebedor, comunicando os dados
básicos do embarque e que ele foi feito.
CD - Centro de Distribuição.
CID - Central Integrada de Distribuição.
CLM - Council of Logistics Management, órgão de classe dos Estados Unidos da
América, que congrega profissionais da área de logística.
COD - Central Operacional de Distribuição.
ECR - Efficient Consumer Response ou Resposta Eficiente ao Cliente.
EDI - Electronic Data lnterchange ou Intercâmbio Eletrônico de Dados, é a troca
eletrônica de dados entre computadores, sem a interferência manual.
GOL - Gerente de Operações Logísticas.
IP A - Inspeção de Produto Acabado.
LAN - Local Area Network, rede local.
LDR - Área de Reserva, de onde as mercadorias alimentam as áreas de separação . .
LDS - Área de Separação, de onde as mercadorias são separadas para despacho.
MI-IS - Material Handling System, sistemas de movimentação de mercadorias.
Picking - Separação, geralmente incluindo a retirada de itens de um tipo de embalagem
para outra.
Shuttle - caminhão dedicado a uma rota fixa e curta.
Sistema pick-to-light - prateleira com produtos, onde, associado a cada um existe um
display que acende uma luz mostrando ao operador o produto a ser pego.
SKU - Slock Keeping Unir, menor nível de controle do estoque sobre um item.
SPD - Serviço de Processamento de Dados.
STM - Sistema de Transporte Móvel.
Stock Order - Pedido ao Estoque.
V111
WMS - Warehouse Management System ou Sistema de Gerenciamento de Depósitos.
LISTA DE GRÁFICOS
Gráfico 1 - Fonte: Scan Tech NewslModern Materiais Handling, novembro 1 996 . . . . . . . 25
Gráfico 2 - Fonte: Pesquisa Scan Tech News . . . . . . . . . . . . . . . . . . . . . . . . ................... . . . . . . . . . . . . . . . . . . . . . . . 27
Gráfico 3 - Fonte: Revista Retaif Distribution and Logistics . . . . . . . . . . . ... . . . ....... . . . . . . . . . . . . . . . . . 3 2
LISTA D E FIGURAS
Figura 1 - O Interior do Depósito . . . . . . . .. . . . . . . . . . ......... ..................... . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . 35
IX
LISTA DE TABELAS
Tabela 1 - Tendências em Estoque e Distribuição . . . . . . . . . . . . . . . . . . . . .. . . . . . .. . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . 9
Tabela 2 - Timing do Projeto da Chocolates Garoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . ... 68
Tabela 3 - Áreas Funcionais Controladas pelo WMS . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Tabela 4 - Beneficios Alcançados . . . . . . . . .......... . . . . . . . . . . . . . . . . . .. . . . . ... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Tabela 5 - Timing do Projeto da Souza Cruz . . .. . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 1
Tabela 6 - Áreas Funcionais Controladas peJo WMS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . 86
Tabela 7 -Timing do Projeto das Lojas Arnericanas . . . . . .. . . . . . . . . . . . . . . . . . .. . . . .. . . . . . . . . . . . . . . . . . . . . ... 1 02
Tabela 8 - Áreas Funcionais Controladas peJo WMS . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . 1 03
Tabela 9 - Quadro Resumo I : Fatores que Motivaram os Projetos de Automação . . . . . . . 1 09
Tabela 1 0 - Quadro Resumo 2 : Formação da Equipe de Projeto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 1 3
Tabela 1 1 - Quadro Resumo 3 : Beneficios Esperados com o Projeto . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 1 5
Tabela 1 2 - Quadro Resumo 4: Definição do Projeto e Escolha dos Fornecedores . . . . . . I 1 7
Tabela 1 3 - Quadro Resumo 5 : Esquema Resumido do Cronograma dos Projetos . . . . . . 1 2 1
Tabela 14 - Quadro Resumo 6: Características dos WMS Utilizados nos Projetos e
Principais Tecnologias Controladas pelo Sistema . . . . . . . . . . . . .... . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 123
Tabela 1 5 - Quadro Resumo 7 : Beneficios Alcançados com os Projetos de Automação
. . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..... 1 24
Tabela 1 6 - Comparação entre os Casos com Base nas Recomendações da Revisão
Bibliográfica . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . .. . . . . . . . . . .. . . . . . . . . . . 128
Tabela 17 - Quadro Comparativo Centro de Distribuição X Depósito . . . . . . . . . . . . . . . . . . . . . . . . . . 1 40
x
SUMÁRIO
CAPÍTULO I: INTRODUÇÃO . . . . . . . . . . ............ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 OBJETIVOS DA PESQUISA . . . . . . . . . . . . . . . .. . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . 4
1 .2 RELEVÂNCIA DA PESQUISA .. ...... . . . . . . . . . . .. . . . . . . . . . ... .. . . . . .. . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 5
1.2 . 1 RELEVÂNCIA TEÓRICA . . . ... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1 .2.2 RELEVÂNCIA PRÁ TICA . . . . . .. . . . .. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . 5
CAPÍTULO 2: REVISÃO BIBLIOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2 . 1 A IMPORTÂNCIA CRESCENTE DA LOGísTICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 A I MPORTÂNCIA DA MODERNIZAÇÃO DOS DEPÓSITOS . . . . . . . . . . . . . . . . . . . 9
2.3 CONSIDERAÇÕES ACERCA DO MANUSEIO DE MATERIAIS . . . . . . . . . . . . 1 2
2.4 TECNOLOGIAS DE RELACIONAMENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 1 8
2.5 WMS - SISTEMAS DE GERENCIAMENTO DE DEPÓSITOS .. . . . . . . . . . . . . . . . 27
2.5.1 IMPORTÂNCIA . . . . . . . . . . . . . . . . .. . . . . . . . . . . . .. . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . .. . . . .. . . .. . . . . . . . . . . . . . 27
2.5.2 HISTÓRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . .. . . . . . . . 27
2.5.3 DEFINIÇÃO . . . . .. . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.6 CARACTERÍSTICAS FUNCIONAIS . . . . . . . . . . . . . . .. . . . . ... . . . . ... . . . . . . . . . . . . . . . . . . . . . . .. . . . . 32
2.6. 1 INTRODUÇÃO . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . ... 32
2.6.2 POR QUE AUTOMAÇÃO EM TEMPO REAL? . . . . . . . . . . . . . . . . . . .. . . . . . . . . . .. . . 33
2.6.3 CRIAÇÃO DE ESTOQUE ................ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . .. . . . . . . . . . . . . 34
2.6.4 ACOMPANHAMENTO DO ESTOQUE . . . . . . . . . . . . . . . . . . . . . . . ... . . . . . . . . . . . . . . . . . . . . 37
2 .7 ETAPAS DO PROCESSO DE IMPLEMENTAÇÃO DE UM PROJETO DE
AUTOMAÇÃO ... . . .. . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . .. . . . . . .. . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . 39
2.7. 1 INTRODUÇÃO . . . . . . .. . . . . . . . .. ....... . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . 39
2.7.2 FASEI : PREPARAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . .. . . . . . . 40
2.7.3 FASE 2: DEFINIÇÃO . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . 44
2.7.4 FASE 3: IMPLEMENTAÇÃO ....... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . 47
2 .8 ANÁLISE DOS BENEFÍCIOS E JUSTIFICATIVA DO PROJETO . . . . . . . . . . . 49
CAPÍTULO 3 : METODOLOGIA . . . . .. . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . .. . . . . . . . . . .. .. . . . . . . .. . . . . . . . 56
3 . 1 QUESTÕES DA PESQUISA . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...... 58
CAPÍTULO 4 : DESCRIÇÃO DOS CASOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 60
4. 1 . CHOCOLATES GAROTO S.A. . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.2. COMPANHIA SOUZA CRUZ S.A . . . . . . . . . . . . . . . . . . . . . . .... . . . . . . . . . . . . . . . . . .. . . . . . . . . .. . . . . . . . 74
4.3 . LOJAS AMERICANAS S.A . . . . . . . ....... .. . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
CAPÍTULO 5: ANÁLISE DOS CASOS E CONCLUSÃO . . . . .. . . . . . . ............ . . . . . . . . . . . . . 1 07
Xl
5 . 1 ANÁLISE DOS CASOS . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 07
CAPÍTULO 6 : CONCLUSÕES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . "" . . . . . . . . . . . . . . . . . . . . . " . . . . . . . . . . . 125
6 . 1 CONCLUSÕES DO ESTUDO . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 25
6.2 SUGESTÕES PARA NOVOS ESTUDOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 34
BIBLIOGRAFIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 3 5
ANEXO I - QUESTÃO CONCEITUAL: DIFERENÇA ENTRE DEPÓSITO E
CENTRO DE DISTRIBUIÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . " . . . . . . . . . . . . 1 38
ANEXO II - DETALHAMENTO DA FASE DE DEFINIÇÃO DO SISTEMA . . . . . . 1 40
ANEXO III - CONSIDERAÇÕES TECNOLÓGICAS . . . . . . " . . . . . . . . " . . . . . . . . . . . . ,,"""""" 143
ANEXO IV - TIPOS DE TRANSPORTADORES . . . . . . . . . . . . . . " . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 51
ANEXO V - CARACTERÍSTICAS LÓGICAS DO WMS . . " . . . . . . . . . . . . . . . . . . . . "" . . . . . . . . . . 1 5 3
ANEXO VI - SIMULAÇÃO . . . . . . " . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 6 1
ANEXO VII - FOTOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . '"'''' " . . . 163
Capítulo 1: 111 trod ução
Não restam dúvidas que as empresas brasileiras têm problemas de distribuição e
estoque. Embora apresentem um dos menores índices de estoque de produtos
acabados' , graças ao elevadíssimo custo de capital e às incertezas do ambiente
econômico, elas mantêm uma quantidade de produtos em processo e de matéria prima
que deixa transparecer suas deficiências'.
Os problemas de distribuição são, em parte, culpa da má conservação das estradas,
de um sistema ferroviário ineficiente e abandonado e de um sistema hidroviário
praticamente inexistente. Mas são, também, fruto da falta de investimento e do descaso
com as funções de logística.
Mas esta atitude não é um privilégio brasileiro, ainda hoje, estudos americanos
mostram que menos da metade dos depósitos] dos Estados Unidos adotaram tecnologias
já consagradas como i ndispensáveis para o aumento da competitividade e ganhos de
produtividade, como: automação dos meios mecânicos, rádio freqüência, EDI, e
sistemas de gerenciamento de depósitos - WMS'. Mas o que significa este descaso em
tem10S financeiros? Dados americanos mostram que os custos com depósitos
representam 2% das vendas, mas se adicionaID1os os custos de manutenção de estoque,
o total representa mais da metade do custo de distribuição, de 7,5%. Caso se acrescente
os custos de estoque de matéria-prima, produtos em processo e da logística de
recebimento, o total pode chegar a até 30% das vendas'. No Brasil, dados da ABMLó
afirmam que os gastos com as operações de logística no país representam de 20 a 25%
do PIB.
I ver estudo neste sentido para indústrias do setor metal-mecânico, in Flcury, P. Fernando & Arkader, Rebecca. Ameaç'lS. Oportunidades e Mudanças nas Trajetórias de Modernização Industrial do Brasil -Relatório COPPEA D no. 2�9. Abril , 1995. Rio de Janeiro, p. 15 . 2 ver dados em Fleur)', P. Fernando & Arkader, Rebecca. Organização e Desempenho em Manufatura nas Empresas Brasileiras - Um Estudo Comparativo Internacional na Indústrial Metal-Mecânica. Rel atório COPPEAD no. 306. Março, 1996. Rio de Janeiro, p. 14. 3 Neste trabalho, pelos motivos d iscorridos no Anexo 1 , usaremos os termos 'depósitos ' e 'centros de distribuição' , indistilllamclltc. 4 Dawe, Richard L .. Reengincer Warehousing, lntegrated Warehollsing & Distribution - T&D, Janeiro 1995, p. 98-102. � Dawe, Richard L, op. cil. 6 Hesse l, Rosan<1, Negócios de Logística Atraem Grupos Estrangeiros. Gazeta Mercantil . 25 de novembro de 199X. pg. C-5.
2
Nos últimos anos, porém, o Brasil tem passado por mudanças drásticas em alguns
fatores macroeconômicos, que têm alterado a percepção do país quanto à logística:
• Tecnologia: o fim da reserva de mercado de informática, reduzindo o custo da
tecnologia da informação;
• Custo do Capital: com a estabilização econômica, em 1 994, os juros reais
aumentaram, cr.iando incentivos para a redução de investimentos em estoque;
• Cresci mcnto dos Grandes Varejistas: as redes internacionais começam a vir
para o 13msil, adquirindo ou se associando às principais redes locais'. Isto
aumenta as exigências do varejo - ele é o principal cliente do fabricante ou
distribuidor e niío está interessado apenas no produto, mas também, e cada vez
mais, no serviço - e acirra a competição, transformando logística em vantagem
competitiva;
• Crescimento Demográfico: aumenta proporcionalmente o problema logístico -
mais pontos de venda, mais gente, maior número de transações e movimentações
de mercadorias;
• Novos Produtos: competição mais acirrada com a abertura de mercado,
obrigando as empresas a competir cada vez mais em nichos de mercado. Isto
significa novos produtos, ou seja, maior variedade de SKU' s, atendendo
especificamente as necessidades individuais do consumidor.
A estes fatores, soma-se a crescente discussão em torno do conceito de cadeia de
suprimento e sua integração: as deficiências de distribuição se refletem no serviço ao
cliente.
Como forma de responder a estas transformações, diversos projetos de automação
ou modernização dos depósitos têm sido implementados. Estes projetos têm
desencadeado uma forte demanda por novas tecnologias de informação e movimentação
de materiais. D i versas pesq uisas publicadas nos últimos anos, ressaltam a importância
da implantação de novas tecnologias como instrumentos de redução de custos e como
7 O grupo francês Carrefour comprou os supermercados Eldorado. A Lojas Americanas, que rompeu uma parceria com a americana Wal-Mart, vendeu 23 lojas para os franceses da Comptojrs Modernes. O grupo português Sanae adquiriu a Mercadorarna, a Cândia e a eia. Real de Distribuição. Outro grupo português, o Jerônimo Martins, adquiriu o controle da rede Sé, de São Paulo. Os holandeses da Royal Ahold asssociararn-sc aos pernambucanos do Bompreço e compraram o Supermar, na Bahia.
3
forma de atingir novos níveis de desempenho. Um relatório de Richard Kochersperger:
1995 Warehouse ProdUClivily Analysis: A Benchmark Study of Distribution Centers,
citado na revista T &D', refere-se especificamente aos sistemas de rádio freqüência e
mecanizados. Outro estudo, da SI. Joseph 's University Center for Food Marketing,
ressalta que diversas empresas estudadas vivenciaram melhorias de 30% em seus
índices relativos a recebimento e reposição ao adotarem computadores portáteis com
scanners de código de barra integrados á operação.
Os projetos de automação de depósitos dependem, ainda, da escolha das pessoas
certas para implantá-lo, não apenas da tecnologia. Isto exige gasto em treinamento e
recrutamento. Além disto, sua implantação envolve um esforço conjunto requerendo
um comprometimento de toda a organização e, por vezes, dos próprios fornecedores. A
opção pela terccir ização, em alguns casos, é uma forma de reduzir esta necessidade de
envolvimento interno.
Estas alterações no ambiente dos depósitos, tem sido usada para dar início à
integração entre os sistemas de informação gerencial e de movimentação de materiais,
um passo indispensável para a maior integração entre empresas. Jim Tompkins, um
consultor em técnicas de armazenagem, afirma que "um bom sistema de gerenciamento
de depósitos é pré-requisito para uma cadeia de suprimento saudável", dada suas
características de uniíicação dos sistemas de informação internos e a solidificação do
papel da distribuição nas relações comerciais".
Este estudo descreverá três casos de modernização de armazéns no Brasil e
discorrerá sobre o que n literatura internacional recomenda para estes processos. Desta
forma, será possível verificar as semelhanças e as adaptações nos processos feitos no
Brasil e os recomendados pela literatura internacional.
8 Andei, Tom. Tcchnology's Challenge. lntegrated Warehousing & Distribution - T&D, Janeiro 1996, p. 71-76. 9 citado em AndeI. Tom. Forge a New Role in Supply Chain. T&D, fevereiro 96, vol.37 issue 2, p. 107-112.
4
1.1 Objetivos da Pesquisa
Esse trabalho pretende identificar as práticas maIs recomendadas para a
implementação de projetos de automação de depósitos ou centros de distribuição através
da revisão crítica da bibliografia existente acerca do tema e da análise de casos de
empresas brasileiras. Uma vez determinados os fatores que contribuem para o sucesso
da implementação. será focado o contexto brasileiro, visando a identificação das práticas
nacionais e sua comparação com as recomendações da literatura especializada.
Dada a limitada bibliografia nacional, a análise dos casos brasileiros deverá servir
como orientação para verificar qual o nível de aderência das empresas nacionais a
procedimentos semelhantes aos recomendados pela literatura estrangeira.
O estudo de casos buscará levantar dados que permitam uma comparação com os
resultados da revisão bibliográfica, não apenas acerca dos passos adotados para a
definição, escolh;\ e tomada de decisão envolvidas no projeto, mas também, a respeito
das novas tecnologias de armazenagem e distribuição utilizadas.
A pergunta de pesquisa mais geral foi "Como procedem as empresas que decidem
implantar projetos de automação de depósitos e centros de distribuição?". A partir daí,
o estudo buscou respostas a perguntas mais específicas, incluindo as justificativas e
benefícios busc;,dos com estes projetos, o processo de escolha do fornecedor,
treinamento e comprometimento interno.
Portanto, a intenção foi identificar os seguintes aspectos envolvendo cada caso
analisado:
I. Razões da decisão de automação;
2. Beneflcios esperados;
3. Processo de definição do projeto;
4. De finição do fornecedor e das tecnologias utilizadas;
5. Processo de implantação;
G. Rcsultados alcançados com o projeto;
5
Foram escolhidos três casos para análise: Cia. Souza Cruz, Chocolates Garoto
S.A. e Lojas Americanas. Todas as empresas estão entre as 1 5 maiores em seus setores,
segundo ranking e segmentação da Revista Exame Maiores e Melhores de 1 997, e
iniciaram a implantação de projetos de automação de depósitos ou centros de
distribuição após 1995. As empresas são, também, reconhecidas por sua capacidade
inovadora e sua disposição de melhorar continuamentelo.
1.2 Relevância da Pesquisa
1.2.1 Relevância TclÍl"ica
A relevância teórica do problema apresentado está baseada em dois pontos
principais. Em pri llleiro plano está a importância estratégica do assunto, uma vez que os
custos de estocagclll e movimentação são significativos e sua otimização pode ser um
diferencial competitivo. Em segundo lugar está sua atualidade. À medida qne novos
conceitos, como os que envolvem a idéia de cadeia de suprimento são aceitos, formas
de conduta que permilam a redução do ciclo de pedido e um melhor atendimento,
ganham relevância.
1 .2.2 Relevância Prática
A relevância prática está calcada na já mencionada importância dos custos e do
serviço de distribuição e armazenagem como diferencial competitivo.
Além disso. as transformações macroeconômicas por que o país passou nos
últimos anos têlll ai terado a percepção das empresas com relação à logística. Esse fato
vem ao encontro de tendências mundiais de valorização das funções logísticas, com a
crescente integraç50 do processo logístico tanto dentro da empresa quanto externamente,
com seus clientes e fornecedores".
10 Para referências sobre a reputação e a política pública das empresa veja: Fonseca, Ubiracy da, Logística com Começo. Meio c Fim. Revista Tecnologística, março / 96, p. 8 a 10; Tiffany, Susan. Dedication to people and quality combine lo make Chocolates Garoto South America's largcst chocolate maker. Candy Industry, February 1997, )1. 20; Benzi, Liliam D., Souza Cruz aposta na centralização da distribuição, Revista Tecnologística, janeiro/98, p.18-21.
" Ver La Londe, Bcrnard .l. Evolution of the Integrated Logistics Concept. The Logistics Handbook. The Free Press: Ncw York, 1 994. Capo I , p. 3- 12; e Lambert, D.M. & Stock, l.R. Strategic Logistics Management. HOlllcwood: Irwin, 1993. Capo I, p. 38-68.
6
Apesar di S50. a I i leratura internacional aponta para o fato de que, em 1 996, apenas
40% das empresas al11ericanas utilizavam códigos de barra ou outras tecnologias de
Coleta Automática de Dados - ADC12• Estas tecnologias são fundamentais para
automatização de depósitos. Portanto, espera-se um alto crescimento nos números
relativos à sua adoção nos próximos anos. A pesquisa da Scan Tech News ( 1 996), sobre
código de barra, estil11a um crescimento anual de 62% para o setor até o ano 2000.
O estudo, ao elescrever casos ele automação de depósitos e as tecnologias adotadas,
poderá servir COIllO indicador elas tendências de adoção de tecnologia e tipos de processo
por parte das empresas brasileiras.
12 Pesquisa Scan Tech Ne",s. Modem Materiais Handling, novembro 1 996.
7
Capítulo 2: Hevisào Bibliográfica
2.1 A Importância Crescente da Logística
Em 1 991 , o CLM - Council of Logistics Management, definiu o termo logística
como "o processo de planejar, implementar e controlar o fluxo e a estocagem de
mercadorias, serviços e de toda informação relacionada; desde o ponto de origem até o
ponto de consumo, de forma a atender às necessidades do cliente"".
Bowersox (1996) afirma que o serviço de logística pode ser medido em termos de
(1 ) disponibilidade, (2) performance operacional e (3) confiabilidade do serviço.
A disponibilidade exige que a empresa tenha estoque suficiente para atender,
constantemente, as necessidades do cliente.
o desempenho operacional envolve velocidade e consistência. Uma terceira
variável que afeta a performance é a flexibilidade. Pode ser necessário medir o quão
eficiente a empresa é quando requisitada a atender demandas inesperadas por parte dos
clientes. Bowersox acrescenta, ainda, que há outro aspecto fundamental envolvendo a
performance operacional: o tempo gasto para se recuperar ou "consertar" um mal
atendimento.
A qualidade do servIço é resultado da medição da disponibilidade e do
desempenho operacional e pode ser um instrumento de vantagem competitiva para a
empresa. Esta idéia é compartilhada por Lambert e Stock ( 1 993)14 : "a empresa pode ser
capaz de melhorar significativamente sua participação no mercado e sua lucratividade se
gastar mais que seus competidores em serviço ao cliente (logística."
Bowersox (J 996) apontou cinco fatores chave para o que chamou de "a maior
transformação da logística desde a Revolução Industrial" e que, segundo ele, ocorreu
durante a década de 80 e início da década de 90. Estes cinco fatores, segundo ele,
explicam quais suo, hoje, as melhores práticas de logística: ( I ) mudanças nas leis e
lJ In: Bowersox, D..I. & Closs, D.J. Logistics Management: lhe Integraled Suppl)' Chain Processo McGraw-Hill, 1996. Capo I, p. 3-23. 14 Lamber!, D.M. & Stock. J.R. Slralegic Logislics Management. Homewood: Irwin, 1993. Capo I , p. 3 8-68.
8
regulamentos americanos - principalmente referentes aos modais de transporte; (2) a
ampla comercialização do microprocessador; (3) o revolução da informação; (4) a
adoção de medições de qualidade; (5) o crescimento de alianças e parcerias estratégicas.
No Brasi l, estas novas práticas logísticas não ocorreram no mesmo passo. No
entanto, algumas transformações internas atuais acabaram por estabelecer no país, em
meados da década de 90, condições muito semelhantes às citadas por Bowersox. Uma
série de mudanças lJas leis brasileiras, incluindo a privatização de vários setores da
economia; a concessão de várias atividades ligadas aos diversos modais de transporte e
sua abertura para o capital privado internacional, acirrando a competição e
flexibilizando antigos monopólios estatais. O fim das restrições impostas pela lei da
infonnática, permitindo, finalmente, acesso das empresas brasileiras a equipamentos
modernos de processamento e softwares de tratamento e transmissão de infonnação. A
abertura comerciaL inic iada em 1990, que provocou um desgaste crescente na balança
comercial brasileira e mostrou a necessidade de modernização das empresas nacionais
para aumentar sua competitividade externa e, consequentemente, as exportações. A
corrida em busca de certificações ISO 9000 que se verificou entre as empresas nacionais
em meados da década de 90. O crescimento de alianças estratégicas parece ser
incipiente no país. mas faltam dados e pesquisas específicas sobre esta tendência. Além
disso, a estabilidade de preços a partir de 1994, tem levado as empresas a dependerem
mais de seus resultados operacionais em detrimento dos financeiros.
Desta forma, a logística no Brasil começa a ser vista e tratada como uma área que
integra funções desde a compra de suprimentos até a distribuição ao cliente final;
passando pelo apoio à manufatura, o transporte e a armazenagem dos produtos em
processo. Esta visão integrada se reflete não apenas em uma maior importância dada à
área na hierarqu ia das empresas, mas também, em termos de investimentos. Neste
contexto é que veremos, nos casos estudados, que as companhias envolvidas na
modernização de scu processo de estocagem e distribuição, têm em comum, também,
uma visão estratégica da logística e dão alto status organizacional à área.
9
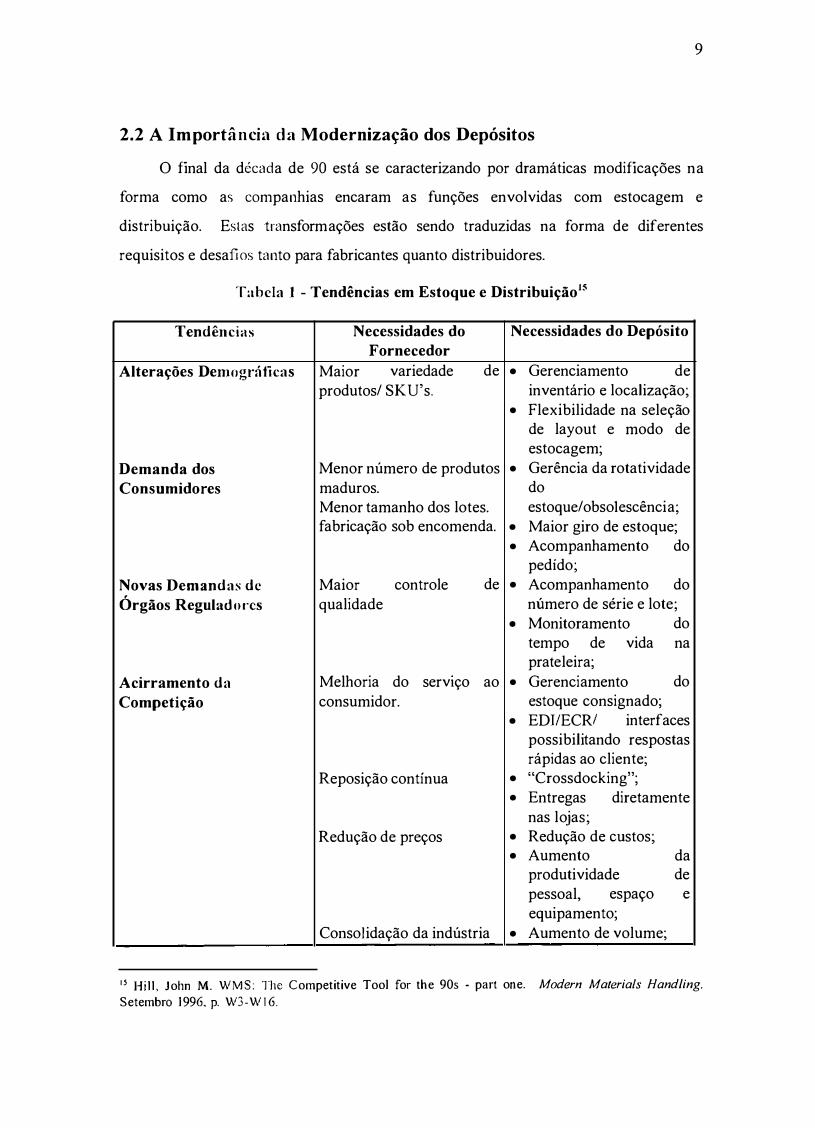
2.2 A Importâncin da Modernização dos Depósitos
o final da década de 90 está se caracterizando por dramáticas modificações na
forma como as companhias encaram as funções envolvidas com estocagem e
distribuição. Estas transformações estão sendo traduzidas na forma de diferentes
requisitos e desafios tanto para fabricantes quanto distribuidores.
Tabela 1 - Tendências em Estoque e DistribuiçãoJ'
Tendências
Alterações Demngl'áticas
Demanda dos
Consumidores
Novas Demandas de
Órgãos ReguladnJ'cs
Acirramento da
Competição
Necessidades do
Fornecedor
Maior variedade produtos/ SKU's.
Necessidades do Depósito
de • Gerenciamento de inventário e localização;
• Flexibilidade na seleção de layout e modo de estocagem;
Menor número de produtos •
maduros. Gerência da rotatividade do
Menor tamanho dos lotes. estoque/o bso 1 escênci a; fabricação sob encomenda. • Maior giro de estoque;
Maior qualidade
controle
• Acompanhamento do pedido;
de • Acompanhamento do número de série e lote;
• Monitoramento do tempo de vida na prateleira;
Melhoria do servIço ao • Gerenciamento do consumidor.
Reposição contínua
Redução de preços
estoque consignado; • EDllECRI interfaces
possibilitando respostas rápidas ao cliente;
• "Crossdocking"; • Entregas diretamente
nas lojas; • Redução de custos; • Aumento da
produtividade de pessoal, espaço e equipamento;
Consolidação da indústria • Aumento de volume;
" Hitt, John M. WMS: Thc Competi tive Tool for the 90s · par! one. Modem Materiais Handling.
Setembro 1996. p. W3-WI6.
10
Para enfrentar estes desafios, respondendo às novas tendências, os gerentes
dispõem de novas ferramentas, algumas específicas para os centros de distribuição:
• Central i zação - uma tendência de se ter depósitos e centros de distribuição
maiores e mais eficientes, embora em menor número;
• Desenhos de centros de distribuição direcionados para canais específicos;
• Reempacotall1ento, etiquetamento e apreçamento no próprio depósito, não no
ponto de venda, nas lojas de varejo;
• Etiquelull1enlo e apreçamento feito pelos fabricantes, especialmente para
determinado cliente;
• O uso de simbologias de código de barra para produto, embalagem e
identificação de embarque, para facilitar o gerenciamento do depósito e o
monitoramento das transações no ponto de venda;
• Comunicação entre parceiros de negócios através de EDI;
• A uti I ização de ferramentas de modelagem, simulação e suporte à tomada de
decisão para o desenvolvimento dos sistemas do depósito, planejamento e
localização do estoque;
• Empower/11el1l;
Pode-se dizer que o grande negócio da movimentação de materiais é fazer com
que cada produto escoe através da produção e distribuição como líquidos em dutos.
Este fluxo de materiais deve estar integrado a um fluxo de informação que é,
justamente, o respons�vel por esta fluidez.
O cliente não está mais interessado apenas em saber o quanto o produto é bom e a
entrega regular. Hoje, a idéia de cadeia de suprimento tem levantado outras
preocupações:
• o custo do produto é função dos processos de produção e distribuição;
• a qualidade final do produto também é função dos processos de produção e
distribuição:
• é preciso que a informação seja entregue de forma tão eficiente quanto o
produto, usando, por exemplo, notificações prévias de embarque - ASN - que
avisam quando o cliente irá receber o produto.
1 1
Para que isto seja alcançado é preciso que a "informação do chão de fábrica e do
depósito seja integrada à informação que o pessoal de vendas e marketing fornece ao
cliente"". Na atividade produtiva isto pode ser feito instalando um sistema de
acompanhamento da produção de forma a tomar a informação acessível em tempo real.
Nos depósitos isto pode ser feito através do sistema de gerenciamento - WMS - desde
que ele inclua funçôes de recolhimento de pedidos, picking, contagem periódica de
estoque, geração de llotificaçôes de embarque, etc.
Outros especialistas no setor, como Tony Venutti, do The Consulting Group,
Inc. 1 7, consideram que para a próxima década, a implantação de sistemas de
gerenciamento de depósito será uma necessidade face as tendências previstas para o ano
2000:
• Empresas de vendas diretas (catálogos, telefone, internet) exigindo que os
fabricantes embarquem diretamente aos consumidores, ao invés de passar pelos
centros de distribuição destas empresas;
• Grandes cadeias de lojas requerendo que os fabricantes embarquem os
produtos diretamente para suas lojas individuais, novamente eliminando os
centros de distribuição ou depósitos convencionais;
• Empresas de comestíveis exigindo maior giro na entrega para melhorar a
qualidade do produto e minimizar seu estoque;
No entanto, o mesmo Venutti18 recomenda que qualquer modificação seja feita
com cautela e planejamento:
• "Faça a reengenharia em suas operações de distribuição; não as automatize
simplesmente, sem pensar;
• Estabeleça um plano funcional do que sc espera da distribuição;
• Especifique as funções de sen WMS, suas interfaces com os operadores e
equipamentos de movimentação de material, os controles de rádio freqüência,
lO in Knill, Bemie, SvstCllls Buying: Ali Business, Material l iandling Engineering, novembro J 996, p.4S. 17 citado em Trunk, Christopher, Putting WMS Together Material Handling Engineering, fevereiro 1996, p.42 - 50. 1 8 citado em Trunl<, Chrislopher, Putting WMS Together. Material Iiandling Engineering, fevereiro 1 996, p.42 - 50.
1 2
etiquetagem e impressão, documentos de embarque, carregamento, picking,
etc . . . ; "
Nos casos eSludados, serão verificados os motivos que levaram as empresas
estudadas à adotarem um projeto de modernização de seus depósitos e com que grau de
planejamento este projeto foi implementado.
2.3 Considerações Acerca do Manuseio de Materiais
A escolha dos equipamentos a serem usados para o manuseio de materiais é um
ponto crítico no projeto de depósitos e centros de distribuição. A maior parte das
instalações j á utiliza algum equipamento com este fim e é grande a tentação de planejar
o sistema com base nos equipamentos existentes. Além disso, a solução escolhida
deverá ter grande Ilcxibilidade, a fim de ser eficiente tanto para os níveis correntes de
fluxo e volume, quanto para os níveis projetados.
A enorme variedade de tecnologias e equipamentos disponíveis requer que,
durante a escolha do nível adequado de mecanização para a instalação, seja levado em
conta o nível esperado de atividade para os próximos 3 a 5 anos; a taxa de manipulação
do produto; suas características - incluindo peso, tamanho, forma e limitações de
armazenagem; e as condições do ambiente.
É importante se basear, sempre, nos objetivos do projeto de automação e nos
processos definidos, de forma a ter uma solução integrada e evitar ilhas de automação
no centro de distribuição.
Podemos determinar quatro componentes chaves para manipulação de materiais:
sistemas de transporte, sistemas para separação (picking), meios de estocagem e
empilhadeiras. Em seguida detalharemos cada um deles.
SISTEMAS DE TRANSPORTE
São compostos de equipamentos mecanizados que movimentam o estoque através
do CD sem qualquer intervenção manual. Como são equipamentos fixos, requerem um
planejamento e instalação mais cuidadosos que as empilhadeiras. Os sistemas são mais
vantajosos para operações que exigem grandes deslocamentos ou taxas de
movimentação elevadas e podem ser integrados ao WMS, ou não.
13
TRANSPORTADORES
Existem tres tipos básicos de transportadores automáticos: roldanas (wheel),
esteira (belt) e rol eles (roUer). A seleção do tipo certo de esteira é baseada no tamanho
e na estabilidade do pacote transportado, na inclinação do trajeto (horizontal, em declive
ou em aclive), no peso do produto, na velocidade com que deve ser movimentado e em
seu custo.
Para um deslocamento adequado através de transportadores, o produto não deve
ter tiras, amarras ou reforços soltos ou protuberantes.
Os transpo rtadores são muito usados em operações de carga e descarga, incluindo
sistemas portáteis, geralmente funcionando por efeito da força gravitacional.
Transportadores automáticos geralmente são tracionados por correia. Este tipo de
modelo é menos flexivel, sendo mais dificil modificar sua instalação. Outros modelos
são acionados pelo movimento de roletes ou cintos. Estes, bem como os gravitacionais,
permitem modificações em seu desenho original com um mínimo de dificuldade
(BOWERSOX, 1996)'9
TRANSELEVADORES
São cabines acopladas a mesas de carga. Os transelevadores se movimentam
vertical e horizontalmente, alcançando os pontos mais altos de armazenagem. Sua
utilização perm ite a armazenagem vertical, em corredores estreitos, com o máximo
aproveitamento da úrea de estocagem. Durante a operação, o opera dor não precisa sair
do aparelho. Existem, mesmo, modelos de controle automático, dispensando a mão-de
obra. É possível a movimentação nos dois eixos simultaneamente, o que agiliza a
manipulação das mercadorias.
Em geral os transelevadores funcionam apenas dentro de uma "rua", porém,
principalmente em depósitos de menor giro, eles podem ser transferidos de uma "rua"
para outra. Isto é feito através de apare lhos chamados "pontes de transferência",
montados sobre trilhos, correndo perpendicularmente às "ruas".
L9 Como citado em Bowcrsox. D.J. & Closs DJ. Logistica! Management: lhe integrated suppiy chain process, New York; McGrow Hill, 1 996, p. 426, cap.14: Material Handling.
14
VEíCULO AUTO/dÁ TICO (AUTOMATIC GUIDED VEHICLE SYSTEM - AGVS)
Os AGVSs podem interagir com outros sistemas automáticos de movimentação de
materiais, com o esteiras, elevadores, transelevadores, etc.. O sistema ainda armazena
uma t rilha de auditagem da movimentação das mercadorias.
O uso destes veículos reduz grandemente os danos às embalagens. Além disso, o
trabalho é dimi nuído e a produtividade aumentada. A burocracia e os papéis resultantes
de carregamentos e movimentações também são virtua lmente eliminados, sendo que o
transporte passa a ser programado e constante.
O sistema de d irecionamento dos AGVSs varia. Inicialmente utilizava-se um fio
sob o solo, este fio atuava como uma antena que guiava o veículo pelo seu caminho . No
entanto, o sistema apresentava limitações quanto ao t ipo de solo usado : não podia ser de
metal; e quanto a alterações no percurso: era preciso quebrar o solo. Atualmente os
sistemas de co ndução mais usados são químico, laser e inercial. O químico consiste de
uma tinta transparente passada no solo. O veículo identifica a t inta e segue seu
percurso. Altcraçõcs no caminho são fáceis, bastando repintar e apagar o percurso
antigo. No entanto, o s istema exige manutenção da pintura.
O laser consiste de uma série de espelhos estrateg icamente colocados ao longo do
caminho. O fei xe de laser é analisado pelo sistema de condução do veículo e serve para
calcular a pos ição d o mesmo. Novamente, os espelhos devem ser limpos, o
alinhamento preciso, e o espaço entre o veículo e os espelhos l ivres e desobstruídos .
Veículos de controle inercial possuem um giroscópio . Pontos magnéticos servem
como referência e diío ao veículo uma coordenada . Os modelos mais sofisticados
possuem um sislcma CAD capaz de gerar o percurso no computador de bordo. O
veículo, entiío, calcu la como ir do ponto A ao B. É o sistema de maior flexibilidade
quanto a mudança de percurso . O sistema de controle dos AGVs é capaz de rastear a
posição de cada veícu lo no depósito, receber do sistema de gerenciamento a informação
de onde há necessidade de um AGV e enviar o mais apropriado.
Atualmente. antes de determinar o número de ve ículos, realiza-se uma simulação
de todo o AGVS proposto para as piores condições de demanda.
15
MONOVIAS ELÉTRICAS SUSPENSAS (AUTOMATED ELECTRlFIED MONORAlL)
Sua vantagem em relação ao AGVS é seu maior alcance tanto em planos verticais
quanto horizontais. O veículo é guiado através de um trilho, também deixando
informações de auditagem e contábeis. O rota e destino da mercadoria pode ser ..
detemúnada por um operador ou diretamente pelo WMS. A montagem dos trilhos
suspensos no telo aumenta a flexibilidade do sistema e evita a utilização de Ulll espaço
valioso no chão do depósito.
SISTEMAS PARA SEP.ARAÇÃO
A maior parte dos centros de distribuição automatizados utiliza um sistema de
consolidação dos pedidos através de picking. Neste caso seleciona-se uma embalagem
ou apenas um item, quebrando o pacote original ou o palete completo. Os diversos tipos
de sistemas para separação (picking) variam desde os A:frame e "Dense", que
funcionam mais ou menos como as prateleiras dinâmicas usadas nos supermercados
(especialmente para exposição de refrigerantes) - onde, ao se puxar o item de baixo,
descem os demais e a reposição é pela parte traseira - até o carrossel, que, de diversos
tipos, leva as mercadorias até o operador. Alguns modelos de carrossel, ao levarem às
prateleiras de determinado produto (que pode ser programado pelo WMS ou através de
digitação do código pelo operador) ainda indicam a quantidade que deve ser retirada
para o pedido.
O sistema pick-Io-lighl consiste .em Ullla prateleira com os produtos e, associado a
cada produto, um display onde se acende uma luz de forma a mostrar ao operador qual o
objeto a ser pego. O di,'play mostra também, a quantidade do produto referente a este
pedido . Estes dois últimos sistemas servem, igualmente, para reposição de mercadorias.
Mais três tecnologias estão disponíveis, embora funcionem em velocidades mais baixas:
RF-Directed Picking, quando a localização da mercadoria é determinada pelo WMS e
enviada ao operador por RF; a Robotic Order Selection, quando um robô ligado ao
WMS seleciona as mercadorias e o Automatic Storage and Retrieval System - AS/RS,
quando uma combinação de equipamentos e controles manipulam, armazenam e repõe
os materiais com precisão e velocidade sob diversos graus de automatização.
1 6
EMPILHADEIRAS
As empi Ihadei ras são veículos sobre rodas, guiados por um operador. Podem ser
movidos a combustão, energia elétrica20, ou movimentadas manualmente. Alguns tipos
são utilizados para elevação, seja com guincho ou motorizada, são as empilhadeiras
verticais; outms são usadas para movimentação das mercadorias no espaço do depósito e
entre as regiões de estocagem, recebimento e despacho.
Na escolha elo proeluto usado, é necessário considerar diversos requisitos:
• Tipo de Local: novo ou antigo; quais as restrições quanto a altura do teto,
colunas, tipo de solo e OutTOS.
• Especificações do Piso: o piso deve sustentar o esforço provocado pelas
empilhadeiras, especialmente as que têm braços para elevação que, quando
posicionadas eITadamente, podem quebrá-lo. A existência de curvas feitas em
alta velocidade pelas empilhadeiras e que ocasionem rápida desaceleração,
também exigem reforços no solo. Além disso, deve-se prestar atenção às juntas
de expansão que porventura existam, que podem desestabilizar os carros e
desgastar excessivamente pneus e rolamentos.
• Processos: peso das cargas, quantidade de cargas consolidadas a partir da
quebra de embalagens, altura das prateleiras do estoque.
• Produtividade: analise o tempo gasto em cada operação rotineira no depósito
e verifique se um outro equipamento não é capaz de economizar algum tempo.
• Ergono11l ia : verifique se o equipamento mantém o operador em posição
confortável. Isto pode trazer mais eficiência e produtividade.
• Utilizacão ele Espaço: o preço elo espaço deverá ser considerado, medido pelo
aluguel da área onde está situado o depósito.
20 No Brasil, a maior parte das empilhadeiras ainda são a combustão (70%). Nos Estados Unidos este número está em 45%) c na Europa, 30%. O motivo destas diferentes práticas é a menor consciência brasileira em relação ã práticas antipoluição. Para maiores detalhes, ver: Alíquota é de 1 9% e há isenção de IPI, Revista Dislriblli�'ao, agosto de 1995, p.58.
1 7
• Recursos : é preclso não esquecer que a compra de um novo equipamento
geralmente significam novos custos de treinamento e aprendizagem. Podem ser
feitas considerações também sobre aluguel ou leasing.
MEIOS DE ESTOCACEiVI
Existem diversos tipos de p rateleiras para estocagem ou mesmo estocagem sem
prateleiras, em espaços demarcados no chão. No entanto, destacamos cinco fatores que
devem determinar a escolha do meio de estocagem :
• Caract eríst icas do produto : as dimensões dos produtos a serem postos em
estoque devem ser conhecidas. Peças compridas ou irregulares, por exemplo,
podem ser mais facilmente estocadas em sistemas canlilever, que não possuem
colunas Das extremidades. É preciso verificar qual o percentual dos produtos
cujas em balagens serão quebradas, pois isto determinará m eios esp ecíficos de
estocagem . Outra característica importante é a velocidade de saída, itens de
sa ída rápida podem usar meios de grande densidade. Necessidades especiais
como condições específicas de temperatura e umidade ou a possibilidade, ou
não, de usar o método FIFO, devem ser consideradas.
• Equipamento de Movimentacão de Mercadorias : alguns meios de estocagem
n ecessitam de uma emp ilhadeira elevadiça, é preciso ver se há material como
este disponível . É preciso também que haja espaço para circulação dos
equipam entos. Por exemplo, o uso de transel evadores pode possibilitar
corredores mais estreitos e a verticalização das prateleiras.
• Condições de Saída: O número de carregamentos para estoque e reposição por
hora, é um dado importante. O objetivo da estocagem não deve ser o estoque,
mas o giro rúpido da m ercadorias. Um sistema muito usado para materiais de
alto giro onde se pode aplicar o sistema FIFO é o de armazenagem dinâmica.
Este sislema é válido, inclusive, para estocagem de paletes, que se movimentam
sobre pistas de rolos ou de trilhos de roletes.
• ConsidcnH,'ões de Lavou/: Os meios de estocagem podem ser restritos devido
a obstáculo s, como a ltura do teto, colunas, dutos de ar, luminárias,
1 8
•
espec ificações do solo (como peso máximo), sistemas de segurança e outros.
Além disso é necessário estabelecer se será necessário que uma empilhadeira
passe pela outra , quantas empi lhadeiras estarão funcionando, etc ..
• Restr ições Orçamentárias : É preciso estudar cuidadosamente os benefícios de
cada es(;()lha. a fim de manter o s istema o mais simples e eficiente possível .
2.4 Tecnologias de Relacionamento
Bowersox e Closs (J 996)21 colocam que, por trás da idéia básica em torno das
negociações en volvendo os diversos elos da cadeia de suprimentos , estão dois
paradigmas . O pri m ciro deles parte do princípio que para alcançar um alto grau de
cooperação, é necessário que os partic ipantes da cadeia compartilhem informações .
Incluindo não apcnas dados transacionais, mas informações estratégicas. Ainda
segundo os autores, tal colaboração na troca de conhecimentos é essencial para que as
empresas façam a "coisa certa de forma mais efici ente". Baseado nestas novas
possibilidades de i nformação, sugerimos que tecnologias como ADC (Automatic Data
Collection) e EDJ (E/ectronic Data Interchange) sejam denominadas tecnologias de
relacionamento, a serem estimuladas justamente p ela tendência crescente do
desenvolvimento dc parcerias e al ianças estratégicas ao longo da cadeia de
suprim entos22 Mais do q ue isso, este "relacionamento", viabilizado e incrementado por
estas novas ferramentas, não é apenas externo, mas passou a ocorrer também,
internamente, entre as diversas "ilhas de automação e dados" que se formaram nos
departamentos das empresas na última metade da década de 80, quando processos cada
vez mais complexos, levaram a políticas de descentralização, não apenas de decisões,
mas também de in formações .
21 Bowersox, D..1. & Cl oss, DJ. Logistical Management: The /ntegrated Supp/y Chain Processo New York. McGraw Hill . 1996, capA, p. I O I . 22 Exemplos de util izaçfío de EDI como base para parceria não tem se limitado a relacionamentos verticais. mas também horizontais. Um exemplo é o QUICKLINK Partnership Program, que une companhias de salide. como C.R. Bard, General Medicai, Johnson&Johnson, Kimberly Clark, 3M Health Care, Owens & Minor e Abbott Laboratories, de forma a possibilitar aos seus clientes (na maioria, hospitais), amplo acesso ao EDl. Ver: Bergin, Sarah, Recognizing ExceJlence, Transportation & Distribution, outubro 1996, pA8.
1 9
Como disse Bi l l Gates na conferência IQ 1 996, e m Chicago : "o que assegura que
o produt'O certo chegue no lugar onde ele é preciso, no tempo certo, é a utilização da
coleta automática de dados, por trás dós bastidores"".
COLETA AUTOMÁTICA DE DADOS
A tecno logi a de Coleta Automática de Dados (Automatic Data Collection - ADC)
envolve uma série de ferramentas , como : códigos de barra, terminais e identificadores
de rádio freqüência, scanners, etc ...
Sua importância está descrita no próprio nome: coleta de dados. Os dados em
questão podem varia r desde identificadores de produto e de suas características - como
data de va lidade . lote de produção, condições de armazenagem - até o que chamaremos
de identificadores de relacionamento - incluindo n úmero do pedido, condições de
entrega, garantia s, etc . . .
O surgimento do código de barras comum. formado por linhas paralelas bicolores
causou uma pequena revolução na forma como a indústria, atacado e varejo controlavam
a movimentação i nterna das mercadorias . Sua utilização significou o fim do demorado
e impreciso processo de digitação, automatizando a identificação dos produtos . A
criação de padrões i nternacionais garantiu sua utilização na administração da entrada e
saída de materiais com rapidez e precisão. Aplicado à frente de lojas, permitiu a
formação de bancos de dados nos quais é possível, ao varejo, descobrir os hábitos de
consumo dos clientes. O Anexo II descreve mais detalhadamente a tecnologia de
código de barra e seus diversos tipos de codificação.
O uso de cód igos de barra, porém, apresenta algumas desvantagens:
• Suscetibi lidade a danos nas etiquetas, resultando em erros de leitura;
• Dificuldade de aplicação de etiquetas em a lguns produtos , especialmente
alimentos ;
• Dimensões da etiqueta limitam a quantidade de informação transmitida ;
• Dependência crescente da co leta automática de dados .
23 citado em: Forger. Gary, ADC takes its place as a productivity toa I. Modern Materiais Handling,
20
Algumas �I ternativas têm sido desenvolvidas, principalmente às três pnmelras
desvantagens, que podem ser consideradas limitações tecnológicas :
• Identificacão por Rádio Freqüência (RFID): consiste em uma etiqueta
contento um pequeno rádio transmissor, uma a ntena, um chip de circuito
integrado e um receptor de RF. Podem ser ativos (com b ateria interna) o u
passivos (alimentados por um leitor). A eti queta de R F é capaz d e responder a
um sinal inicial, transmitindo as inform ações contidas e que podem ser
atualizadas também por sinais de rádio. São utilizados principalmente em
ambientes com muito óleo ou sujeira, que limitam a aplicação de códigos de
barra. Podem ser usados em paletes ou p acotes nos depósitos , mas custam de 1 0
a 50 vezes mais que um sistema d e código d e barras unidimensional.
• Impressão com fluidos digerí veis : feita com jatos de tinta que não tocam
fisicamente o produto, permitindo seu uso em itens mais delicados , como ovos".
• Código dc barra de duas dimensões (2-D): ao contrário do código
unidimensional ou linear, o código bidimensional pod e armazenar uma grande
quantidade de informações, até mesmo visuais, como fotos em cores e desenhos .
• Entrad a de Dados Manual : a utilização de um teclado, é desnecessário dizer,
reduz a acurác ia dos dados (é esperado um erro a cad a 300 c aracteres digitados)
e a veloc.idadc de entrada das informações .
Outras l imitações do uso de código de b arra, relacionadas à movimentação e
agilidade. estão associad as ao aparelho utilizado para fazer sua leitura: o
scanner.
Na escolha elo scanner mais apropriado algumas características devem ser
consideradas :
• Fi xo o u portátil? os scanners fixos apresentam limitações quanto a
localização apropriada da etiqueta. Seu uso em depósitos é m ais comum quando
acoplados a mecanismos de movimentação de m ercadorias .
novembro 1 996. p. 5 1 2-5 1 5 . 24 Mais detalhes, ver Anexo 1 1 .
2 1
• De contato? os scanners de contato apresentam limitações quanto ao formato
das superfícies, exigindo que sejam rígidas, planas e pouco "acidentadas". Além
disso o contato com as etiquetas pode levar a seu abrasamento, danificando-as.
• Feixe Ilxo ou em m ovimento? os scanners de feixe fixo têm maior freqüência
de erros de l eitura, requerem menor velocidade de do operador e representam
uma tecnologia ultrapassada, embora mais barata .
• Luz v isível? são os mais comuns, pois a visualização do f eixe assegura ao
operador que seu procedimento está correto.
A utilização da tecnologia de rádi o freqüência nos depósitos não se limita aos
identificadores. Sua aplicação, em conjunto com um scanner portátil, do tipo DOS -
decoded ou/pul Scal1l1er - elimina a necessidade de fios entre o aparelho leitor e o
terminal colelor, facilitando a locomoção, e permite, ainda, que a operação seja
registrada em tempo rea l.
A utilização de rádio freqüência para interação entre os operadores e o
computador - rodio ji'equency data communications (RFDC) - expande estes henefícios,
possibilitando o controle automático, em tempo rea l, de d iversas outras funções do
d epósito (recebimento, separação, despacho).
A maior parte dos projetos de automação de depósitos tem optado por tecnologia
RFDC. Foi o caso dos projetos' da Va/u Merchandisers Co. e da Glidden Co., ambos
escolhidos como "depósitos do mês" p ela revista Modern Materiais Hand/ing-'. A
utilização de tecn ologia RFDC, aliada a um software de gerenciamento de depósitos
pode assegurar o envio de empilhadeiras para o recolhimento de cargas p esadas ,
p ermitindo que os trabalhadores de chão se dediquem a pacotes mais leves. O software
el imina a necessidade de se verificar os locais de estoque mais altos em busca de
materia l, já que ele indica diretamente a localização dos objetos . Esta união da
tecnologia de colela de dados e softwares de gerenciamento podem p ermitir:
• o seqüelleiamento das m ercadorias e das docas de embarque, de acordo com a
l ocalizaçiio dos caminhões dos fornecedores;
2l Modem Materiais Handling - Warehouse ofthe month, março de 1 996 e junho de 1 996.
EDI
• o controle das interfaces com equipamentos de manipulação de materiais;
22
• o controle de formação de pedidos através de terminais de rádio freqüência
montados em empilhadeiras ou carregados pelos operários nas instalações;
• o controle ele comandos automáticos de contagem cíclica ou de verificação de
estoque nulo.
o EDI'" - Intercâmbio Eletrônico de Dados - é a troca de dados, de forma
padronizada, entre aplicações de sistemas de teleinformática, de empresas com negócios
em comum, com Ullla mínima intervenção manual. Esta tecnologia permite a real
automatização da entrada de dados.
Através da definição de mensagens padronizadas21 - como pedidos, resposta de
pedidos, notificações de despacho, notas fiscais, etc.. - diferentes empresas podem
estabelecer um sistema de compartilhanlento de informações e documentos via
computador, eliminando totalmente o fluxo de papel.
Esta característica de comunicação de sistema para sistema, tem evoluído para a
integração aplicativo a aplicativo, que exige uma relação de confiança entre as partes,
sendo um instrumento para o aprofundamento de alianças comerciais.
Um dos casos de parceria de maior sucesso, a relação entre a rede varejista norte
americana Wal-Mar/ e a Procter & Gamble, indústria, também norte americana, do
ramo de higiene e limpeza, teve como um dos seus passos fundamentais, a transmissão
de informações ele estoque ela cadeia varejista para a indústria, através de EOI. No
Brasil, programas de implantação de EOI entre varejistas e fornecedores ressaltam
sempre o uso da tecnologia como chave para o estabelecimento de uma relação de mais
longo prazo'": " . . . pretendemos buscar para fazer EOI, os fornecedores que sejam, acima
de tudo, parceiros. Fornecedores que tenham ótimas relações comerciais com a Lojas
Americanas e que estejam dispostos a fortalecê-Ias ainda mais; fornecedores em cuja
26 do inglês, Electro)7ic Dala Interchange. 27 na nomenclatura EDIFACT (EDl for Administration, Commerce and Trade) - aceita como padrão internacional: Orders, Ordrsp, Desadv, lnvoice.
23
implantação se verificará uma melhora maior na qualidade do nosso relacionamento e
serviço e, acima de tudo, fornecedores com vontade e disposição de implantar o EDI",
"Na verdade, a indústria, com seu processo de vendas automatizado, por vezes
ligado 0/1 fine com a produção, e o varejo, voltado para a automação comercial,
aumentando a produtividade do check-out, controlando melhor os estoques e
aumentando seu giro, têm no processamento manual de documentos uma barreira de
produtividade que pode ser quebrada através do EDI"".
A tecnologia de Coleta Automática de Dados (ADC) tem deixado de ser um
diferencial de mercado e é encarada cada vez mais como uma ferramenta para melhoria
de produtividade e competitividade. Os decantados benefícios da ADC, como economia
de tempo, redução de custos e erros, e aumento de capacidade, já são aceitos de "forma
inegável na indústria"30.
Nos Estados Unidos, espera-se um crescimento estável da utilização de terminais
de rádio freqüência até o ano 2000, da ordem de 1 5% ao ano - ver gráfico 1 , abaixo.
Isto significa que seu uso deverá quase dobrar em relação aos patan1ares de 1 995. Isto
se explica pelo rclati vamente pequeno uso da tecnologia no país - segundo pesquisa da
Scan Tech News. em 1996, apenas 40% das empresas americanas utilizam códigos de
barra ou outras tecnologias ADC em algum estágio de suas operações.
28 Guia informativo EDI-LASA, material distribuído pela Lojas Americanas a alguns fornecedores em
1 995. 29 Op. Cit. 30 Forger, Gary. A DC takes its place as a productivity tool. Modem Materiais Handling. novembro 1996, p. 5 1 2-5 1 5.
70%
60%
50%
40%
30%
20%
1 0%
0% H 15°;;,
Cód. de Barras
i
I
Crescime nto Anual da ADC até o Ano 2000
.,"1-
.. '.;
\
'-:
.,
Cód. de Barras 2-
I)
5'%
Terminais
Batch
15%
� " . I Terminais
RF
24
33%
I-
r-r-
ldcntif.
RF
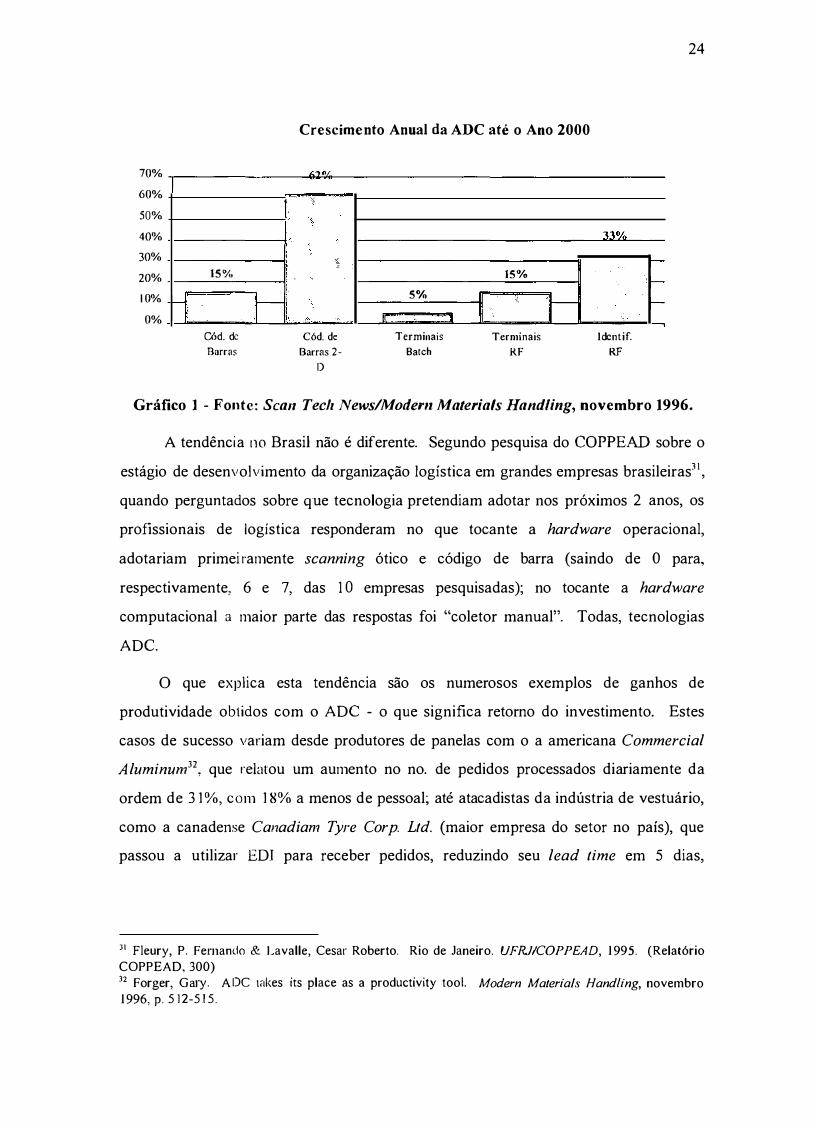
Gráfico I - Fonte: Seall Tee" News/Modem MateriaIs Halldling, novembro 1996.
A tendência 110 Brasil não é diferente. Segundo pesquisa do COPPEAD sobre o
estágio de desenvolvimento da organização logística em grandes empresas brasileirasJ ! ,
quando perguntados sobre que tecnologia pretendiam adotar nos próximos 2 anos, os
profissionais de logística responderam no que tocante a hardware operacional,
adotariam primeiramente scanning ótico e código de barra (saindo de O para,
respectivamente, 6 e 7, das 10 empresas pesquisadas); no tocante a hardware
computacional a maior parte das respostas foi "coletor manual". Todas, tecnologias
ADC.
o que explica esta tendência são os numerosos exemplos de ganhos de
produtividade obtidos com o ADC - o que significa retorno do investimento. Estes
casos de sucesso variam desde produtores de panelas com o a americana Commercial
AluminumJ2, que !'elatou um aumento no no. de pedidos processados diariamente da
ordem de 3 1 %, com 1 8% a menos de pessoal; até atacadistas da indústria de vestuário,
como a canadense Canadiam Tyre Corpo Lld. (maior empresa do setor no país), que
passou a utilizar EOI para receber pedidos, reduzindo seu lead lime em 5 dias,
JI Fleury, P. Fernando & Lavalle, Cesar Roberto. Rio de Janeiro. UFRJICOPPEAD, 1 995. (Relatório COPPEAD, 300) 32 Forger, Gary . A DC takes its place as a productivity tool. Modern MateriaIs Handling, novembro 1 996, p. 5 1 2-5 1 5.
25
significando uma redução do estoque de segurança de 2,5%33. Contribuí, também, para a
difusão destas ferramentas, declarações como a de John Naisbitt, autor de Megatrends:
"A economia global de informação do futuro irá se basear numa rede global e o EDI
estará por trás disso"".
o gráfico I . acima, mostra que o crescimento projetado do uso de código de barra
e tecnologias correlatas, nos EUA, é ainda maJOr que o de ADC. Outra pesquisa
americana de 1 996", conduzida pelo The Warehousing Education and Research
Council entre gerentes de depósitos de vários tamanhos, chegou aos seguintes números:
66% dos 650 entrevistados esperavam aumentar seu uso de códigos de barra; 90%
consideravam que o EDI traria benefícios para suas empresas e 96% que a utilização de
códigos de barra e EDI tcria um efeito positivo sobre os sistemas de informação
corporativos. Parece claro que, não apenas já existe um consenso a respeito da
importância das tecnologias de coleta automática de dados, mas que os ganhos de
produtividade que elas podem proporcionar apenas começaram a ser observados. Na
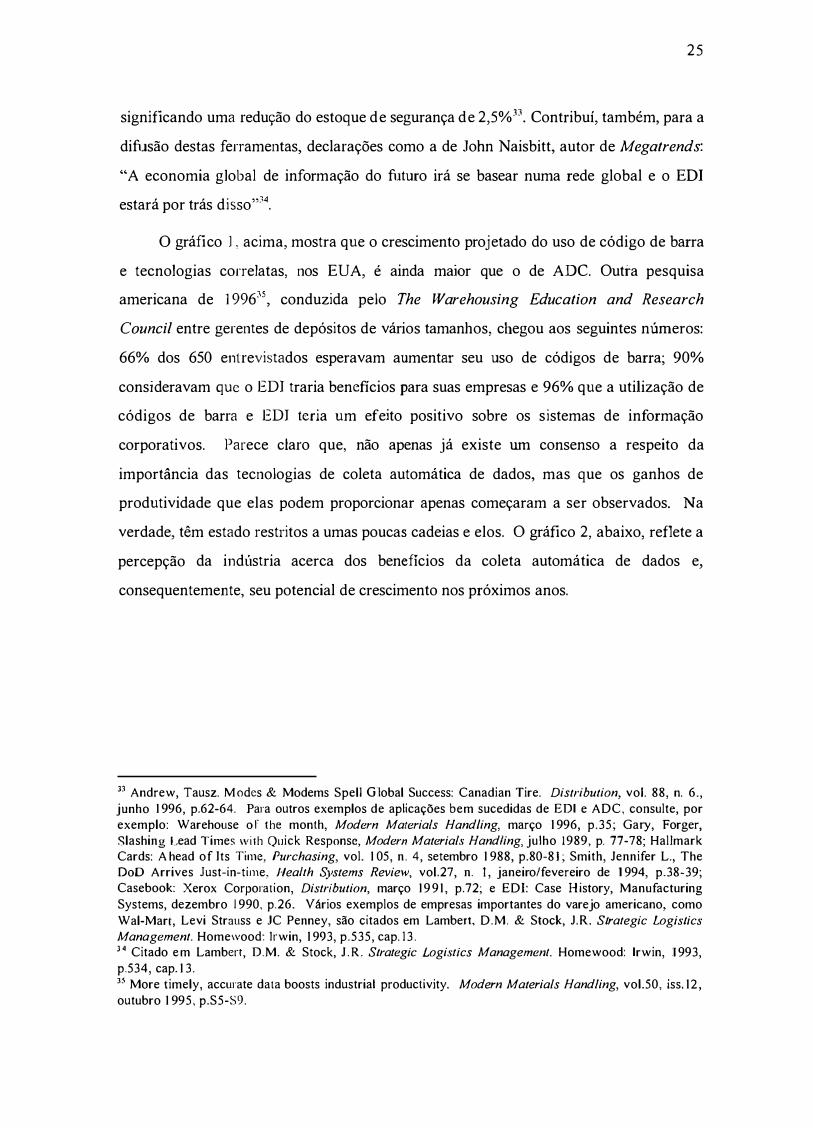
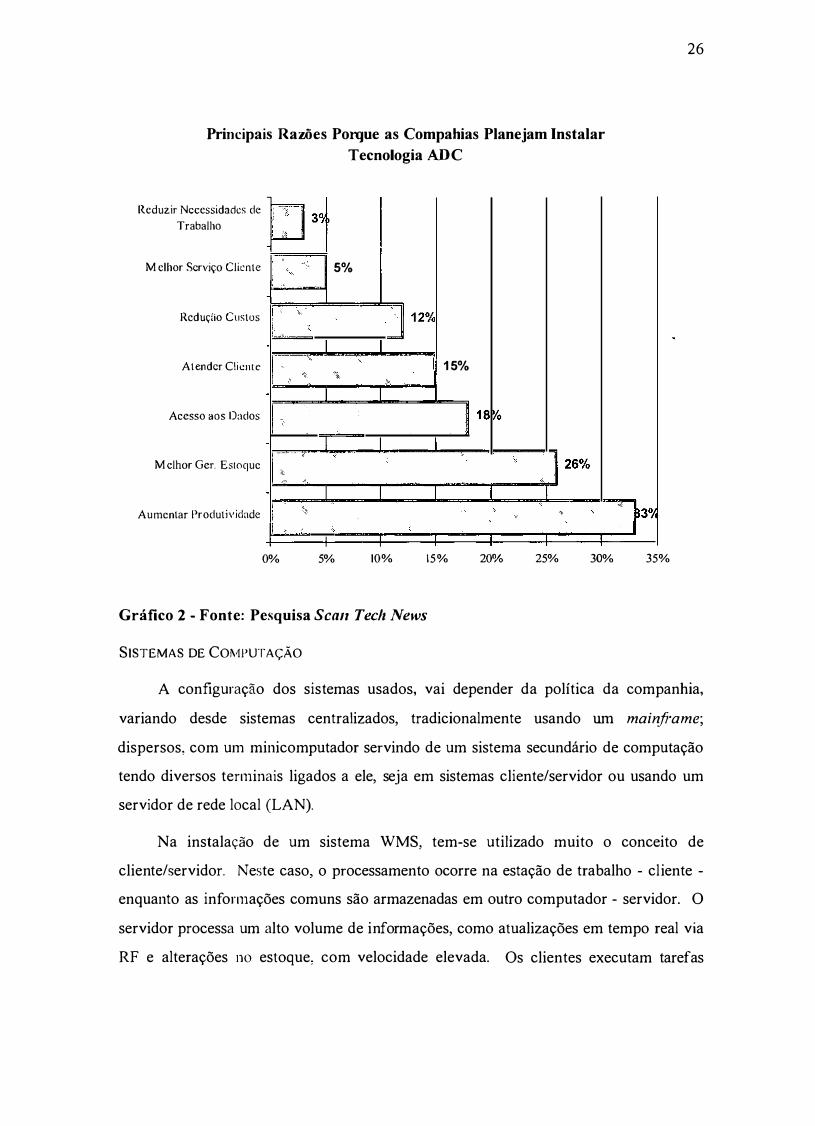
verdade, têm estado restritos a umas poucas cadeias e elos. O gráfico 2, abaixo, reflete a
percepção da indústria acerca dos beneficios da coleta automática de dados e,
consequentemente, seu potencial de crescimento nos próximos anos.
3J Andrew, Tausz. Modcs & Modems Spell Global Success: Canadian Tire. Distribution, vol. 88, n. 6., junho 1 996, p.62-64. Para outros exemplos de aplicações bem sucedidas de EDI e ADC. consulte, por exemplo: Warehouse 0 1' the month, Modem Materiais Handling, março 1 996, p.35; Gary, Forger, Slashing Lead Times wilh Quick Responsc, Modern Materiais Handling, julho 1989. p. 77-78; Hallmark Cards: A head of Its Time, Purchasing, vol. 1 05, n. 4, setembro 1 988, p.80-8 1 ; Smith, Jennifer L., The 000 Arrives Just-in-time, /-Ieallh Systems Review. vo1.27, n. 1 , janeiro/fevereiro de 1 994, p.38-39; Casebook: Xerox Corporation, Distribution, março 1 9 9 1 , p.72; e EDI: Case History, Manufacturing Systems, dezembro 1 990, p.26. Vários exemplos de empresas importantes do varejo americano, como Wal-Mar!, Levi Strauss e JC Penney, são citados em Lamber!. D.M. & Stock, J.R. Slralegic Logislics Managemenl. HomelVood: Irwin, 1 993, p.535, cap. 13 . J 4 Citado em Lambert, D.M. & Stock, J .R . SIralegic Logislics Managemenl. Homewood: Irwin, 1993, p.534, cap. 1 3. 35 More timely, accurate data boosts industrial productivity. Modern Materiais Handfing, vol.50, iss. 12, outubro 1 995. p.S5-S9.
Principais Razões Porque as Compahias Planejam Instalar
Tecnologia ADC
Reduzir Necessidades de
Trabalho
M elhor Serviço Cliente
Rcduçfio Custos
Atender C!iente
Acesso aos Dados
M clhor Ger. Estoque
Aumentar Produtividade
tJ 3. -.; 5%
I �"
I .
I -"
'�, .\
I
I -I
I --� . . -
I -;x ,'"
I I "'� l I I.
0% 5%
. ' � 12"1. I
, 1 5% �,
I
1 18 Y.
I I -
-
I
10% 15% 200/0
Gráfico 2 - Fonte: Pesquisa Seall TecI! NelVs
SISTEMAS DE COMPUTAÇÃO
I 1 26%
I -
-
25% 30%
26
�3o;. 35%
A configuração dos sistemas usados, vai depender da política da companhia,
variando desde sistemas centralizados, tradicionalmente usando um mainframe;
dispersos, com um minicomputador servindo de um sistema secundário de computação
tendo diversos terminais ligados a ele, seja em sistemas cliente/servidor ou usando um
servidor de rede local (LAN).
Na instalação de um sistema WMS, tem-se utilizado muito o conceito de
cliente/servidor. Neste caso, o processamento ocorre na estação de trabalho - cliente -
enquanto as informações comuns são armazenadas em outro computador - servidor. O
servidor processa um alto volume de informações, como atualizações em tempo real via
RF e alterações no estoque, com velocidade elevada. Os clientes executam tarefas
27
menos críticas, como impressão de códigos de barra, requisições de movimentação de
materiais (incluindo, picking, put-away, etc.), e outras.
Outro conceito atual que tem facilitado muito a implantação dos sistemas WMS,
principalmente na etapa de treinamento dos funcionários, é o uso de sojiwares
orientados a obj eto. Estes sistemas utilizam "pedaços" de pacotes já prontos. J sto
permite a utilização de interfaces gráficas - GUI - como ÍCones do tipo "apontar e
apertar", utilizando mouses. Este tipo de tela evita que os trabalhadores tenham de ficar
buscando funções em diversos menus, estando elas resumidas em uma figura de fácil
visualização e memorização. Além disso, minimizam os problemas de tradução ou
interpretação no caso de utilizar-se um software não nacional.
2.5 WMS - Sistemas de Gerenciamento de Depósitos
2.5.1 Importância
Com o aumento crescente da importância da logística e distribuição como arma
competitiva, os sistemas de gerenciamento de depósitos (warehouse managemenl
syslems) têm se tornado críticos para o sucesso de vários negócios que dependem da
estocagem. Estes sistemas não têm se limitado apenas a otimizar o trabalho da mão de
obra, a movimentação das mercadorias e o fluxo de informações. O WMS pode se
expandir ao longo da cadeia de distribuição, aumentando sua eficiência e a
competitividade de todos os envolvidos.
2.5.2 Histórico
As primeiras versões de WMS surgiram no mercado americano durante meados da
década de 70 como soluções para operações de distribuição e estocagem altamente
automatizadas.
Sua função inicial era permitir o controle e gerenciamento em tempo real dos
materiais e recursos dos depósitos convencionais. Baseados em plataformas de
minicomputadores, estes pacotes WMS utilizavam comunicação por rádio freqüência
para permitir transmissão de dados on-fine entre os operadores de empilhadeiras e os
demais empregados do depósito. A maior parte destes sistemas era desenvolvida para as
necessidades específicas de cada cliente.
28
A partir de meados da década de 80, mais de 100 firmas já ofereciam pacotes
WMS. Nesta época já era possível adquirir softwares com as funções básicas do
sistema, de forma a reduzir custo e risco. Como os usuários logo aprenderam, porém, é
virtualmente impossível achar uma versão "plug and p/ay" de WMS. Praticamente toda
implantação de WMS acaba exigindo um grau de customização.
Ainda nos anos 90 a customização é um mal necessário, embora já tenha sido
bastante reduzida. O desenvolvimento de padrões para os códigos de barra; uma maior
variedade de tCI"1l1inais RFDC (radio frequency data communications); a melhor
performance dos computadores e sua dráqtica redução de custo; a maior variedade de
ferramentas de sofiware como UNIX, NT e "C"; e o desenvolvimento de novas
tecnologias de desenvolvimento, como base de dados relacionais e so.ftwares orientados
a objetos, têm permitido esta redução.
Atualmente o mercado de WMS americano está atingido seu auge, crescendo a
uma taxa estimada de 20% ao ano. O problema que tem surgido para o engenheiro ou
analista encarregado de optar por um sistema é escolher o mais adequado dentre a
imensa variedade disponível no mercado.
2.5.3 Definição
WMS são �lS siglas iniciais de Warehouse Management System, ou Sistema de
Gerenciamento de Depósitos. Antes de imaginar o que vem a ser WMS é melhor definir
o que ele não vem a ser.
O WMS não é Llm sistema de arquivamento e armazenamento de dados históricos.
Ele não é planej ado para emitir longos relatórios, gráficos e modelos, e outros
documentos. Na verdade, dotá-lo destas funções pode provocar um impacto negativo
em seu tempo de resposta. A geração de relatórios mais sofisticados com base nos
dados obtidos pelo WMS deve ser executada oif-line, em um PC ou mainframe.
A principal função do WMS é a gerência de recursos, incluindo espaço, trabalho,
equipamento, tmefas e o fluxo de materiais, de forma a maximizar a eficiência durante a
movimentação de materiais para o mercado. O WMS deverá gerar os dados necessários
28
A partir de meados da década de 80, mais de 1 00 firmas já ofereciam pacotes
WMS. Nesta época já era possível adquirir softwares com as funções básicas do
sistema, de fom1a a reduzir custo e risco. Como os usuários logo aprenderam, porém, é
virtualmente impossível achar uma versão ')Jlug and play" de WMS. Praticamente toda
implantação de WMS acaba exigindo um grau de customização.
Ainda nos <lnos 90 a customização é um mal necessário, embora j á tenha sido
bastante reduzida. O desenvolvimento de padrões para os códigos de barra; uma maior
variedade de terminais RFDC (radio fi'equency data communications); a melhor
performance dos computadores e sua drástica redução de custo; a maior variedade de
ferramentas de sofiware como UNIX, NT e "C"; e o desenvolvimento de novas
tecnologias de desenvolvimento, como base de dados relacionais e softwares orientados
a objetos, têm permitido esta redução.
Atualmente o mercado de WMS americano está atingido seu auge, crescendo a
uma taxa estimada de 20% ao ano. O problema que tem surgido para o engenheiro ou
analista encarregado de optar por um sistema é escolher o mais adequado dentre a
imensa variedade disponível no mercado.
2.5.3 Definição
WMS são as siglas iniciais de Warehouse Managemenl System, ou Sistema de
Gerenciamento de Depósitos. Antes de imaginar o que vem a ser WMS é melhor definir
o que ele não vem a ser.
O WMS não é um sistema de arquivamento e armazenamento de dados históricos.
Ele não é planejado para emitir longos relatórios, gráficos e modelos, e outros
documentos. Na verdade, dotá-lo destas funções pode provocar um impacto negativo
em seu tempo de resposta. A geração de relatórios mais sofisticados com base nos
dados obtidos pelo WMS deve ser executada off-line, em um PC ou mainframe.
A principal função do WMS é a gerência de recursos, incluindo espaço, trabalho,
equipamento, tarefas e o fluxo de materiais, de forma a maximizar a eficiência durante a
movimentação de materiais para o mercado. O WMS deverá gerar os dados necessários
29
à medição de performance e gerenciamento de tarefas, partindo de perfis pré
programados para a força de trabalho e os equipamentos disponíveis.
Mike Sluzinski, Diretor de engenharia de software para projetos de manufatura da
Catalyst lnternational Inc. define WMS como "a automatização do processo de
armazenagem, inc.luindo tudo desde o computador, até os equipamentos periféricos •
como impressoras, terminais VDT e equipamentos de rádio freqüência".
Em geral, a liberação de tarefas e o monitoramento de sua execução, as regras e
prioridades determinadas, estão entre as variáveis estabelecidas pelo usuário. O WMS
permite o acesso, a qualquer momento, ao status operacional de qualquer recurso, para
seu gerenciamento. Além disso, o WMS também realiza atualizações periódicas do
inventário e outros dados para os sistemas do host.
Adicionalmente, os sistemas WMS mais modernos inclnem:
• Sistemas baseados em plataformas abertas de alta velocidade;
• Sistemas de coleta de dados de grande acurácia, independentes de símbolos
ou equipamentos muito específicos;
• Softwares parametrizados, configurados pelo usuário e de fácil modificação;
• Gerador de relatórios user-friendly;
• Interfaces de comunicação externa confiáveis;
• I nterfaces gráficas, permitindo ao usuário modificar a operação diária,
acomodando alterações nos arquivos de produto e localização, nas estratégias de
estocagemlpicking, etc . . . ;
Dentre as funções típicas de um WMS básico estão, recebimento, estocagem e
recolhimento para embarque, picking, embarque e o acompanhamento do inventário. A
medida que o sistema fica mais complexo, pode incluir também:
• Amostragem para o controle de qualidade e movimentação para inspeção;
• Reposição das áreas de picking avançado;
• Planejamento e agendamento de pedidos;
• Formação de kits; pick and pack;
• Monitoramento do tempo na prateleira;
• Monitoramento por lote ou número de série;
• Agendamento do carregamento;
• Subsistemas de ranqueamento e valoração de trete;
• Etiquetagem;
• Monitoramento dos padrões de performance da força de trabalho; e
• Interfaces com equipamentos automáticos de movimentação de materiais.
30
O WMS não exige um depósito automatizado. Este requisito é comum hoje
devido a outras razões competitivas. O WMS deve fazer o gerenciamento dos recursos
de trabalho e equipamento. A especificação destes recursos deve ser feita com base nos
objetivos de performance e exigências dos clientes do depósito. Para exemplificar este
fato, Christopher Trunk, editor do periódico Material Handling Engineering dividiu os
projetos de WMS em quatro níveis". O nível 1 , inclui projetos de um depósito
convencional, usando empilhadeiras com braços para elevação e carrinhos manuais.
São os mais fáceis de serem integrados ao WMS e os pacotes disponíveis geralmente
não precisam de customização para sua implantação. O nível 2 inclui sistemas de
transportadores automáticos para mecanização crescente do depósito. Geralmente
abrange, ainda, caixas para picking e redistribuição seletiva através de transportadores
automatizados. Algumas outras funções são comuns aos dois níveis, incluindo
gerenciamento das empilhadeiras e controle de estoque. O WMS também imprime
documentos para recolhimento dos produtos pedidos, códigos de barra e etiquetas de
embarque. O nível 3 pode incluir recolhimento de produtos e picking usando
equipamentos automatizados como carrosséis verticais e horizontais, sistemas pick-to
ligth, prateleiras dinâmicas, e sistemas de picking baseados em papel, com totens de
registro automático de saída. Por fim, o nível 4 pode incluir sistemas automáticos de
lO Trunk, Christopher. The ABCs of WMS, Material Handling Engineering, março 1996, p. 92.
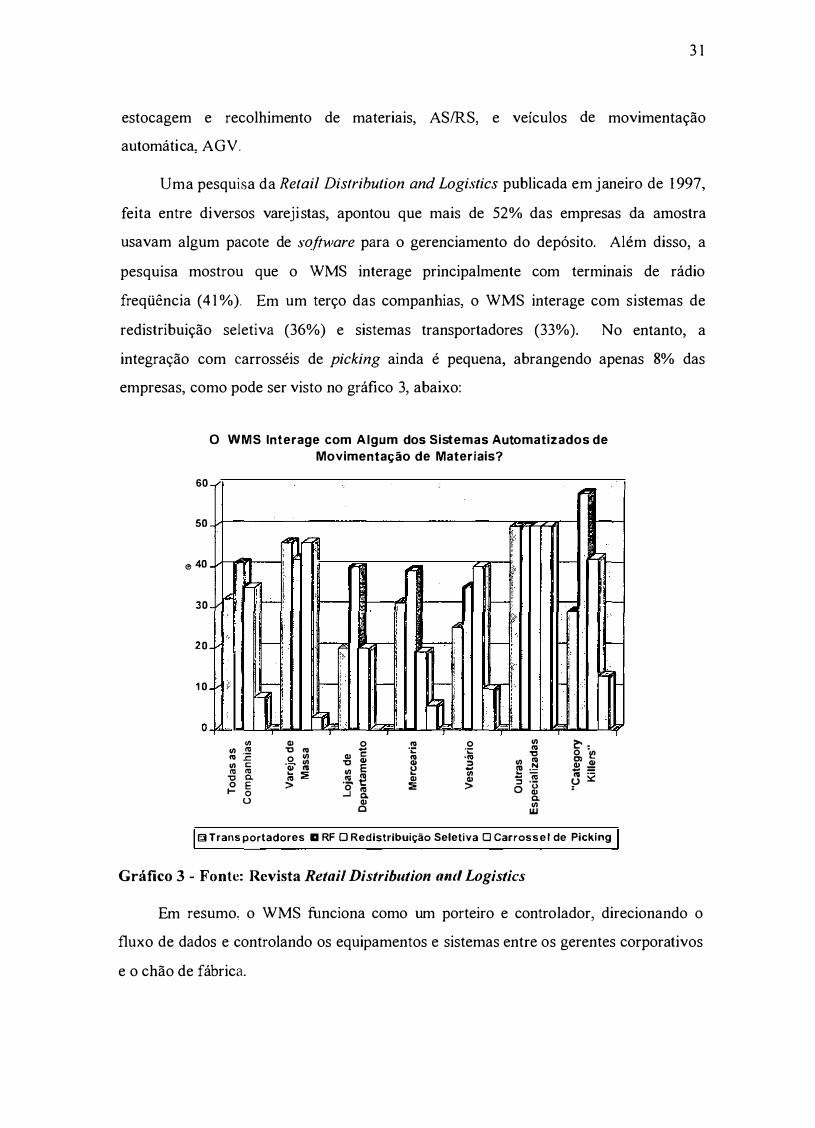
3 1
estocagem e recolhimento de materiais, ASIRS, e veículos de movimentação
automática, AGV.
Uma pesquisa da Relail Distribution and Logistics publicada em janeiro de 1 997,
feita entre diversos varejistas, apontou que mais de 52% das empresas da amostra
usavam algum pacote de software para o gerenciamento do depósito. Além disso, a
pesquisa mostrou que o WMS interage principalmente com terminais de rádio
freqüência (4 1 %). Em um terço das companhias, o WMS interage com sistemas de
redistribuição seletiva (36%) e sistemas transportadores (33%). No entanto, a
integração com carrosséis de picking ainda é pequena, abrangendo apenas 8% das
empresas, como pode ser visto no gráfico 3, abaixo:
60
50
e 40
30
20
1 0
o
o WMS Interage com Algum dos Sistemas Automatizados de Movimentação de Materiais?
i
VI VI .. .. :c VI � .. ..
'O C. o E t- o
U
, ,
! -'-,
1 - ; 1 1 �
�'
1.-<'
" 'O .. VI o 'ii) � ; :;; >
I--
rr , - I !}
I
�I·
-j 'D,,: . o �
" � " 'O E VI
.� � o .. ...J C.
" C
.,
r-I .. !'
r- � r
-
ri 1"
-
, ,
f--!-- , .
I .
- :
nJ ,
l .. 1L ' � .. o VI � , .� .� .. .. ... 'O o I!!
.� Dl " " B VI � � $ = VI .. .. ;;:: " " � p :;; > O .;:;
" C. VI W
g Trans portadores a RF o Redistribuição Seletiva O Carross e l de Picking
Gráfico 3 - Fonte: Revista Retail Distribution muI Logistics
Em resumo. o WMS funciona como um porteiro e controlador, direcionando o
fluxo de dados e controlando os equipamentos e sistemas entre os gerentes corporativos
e o chão de fábrica.
32
2.6 Características Funcionais
2.6.1 Introdução
Ao desenhar um sistema de gerenciamento de depósitos ( Warehouse Management
System - WMS), deve-se considerar cada área funcional como recebimento, estocagem,
picking, e embarque. A maior parte das atividades discutidas neste texto abordará uma
metodologia de tempo real. Processamento balch será sugerido apenas quando o
processamento 0/1 line venha a limitar a produtividade sem uma melhoria significativa
do processo.
Atualmente a quantidade de informação a ser processada pelas empresas, de modo
a oferecerem um melhor serviço a seus clientes, aumenta cada vez mais. Deixar que
uma aplicação referente ao depósito seja processada nos grandes computadores
corporativos pode facilitar a atualização direta dos bancos de dados corporativos. No
entanto, a complexidade e profundidade da automação do depósito fica limitada pela
capacidade do computador principal (hosl computer).
A tendência dos depósitos atuais é descentralizar o processamento relativo aos
centros de distribuição, e utilizar tecnologias avançadas como terminais de rádio
freqüência e código de barra para manter as informações em tempo real. Com o
processamento descentralizado o controle e acompanhanlento do estoque é feito no
próprio depósito por intermédio de um computador local, livre das limitações do host.
Um depoimento acerca de experiência deste gênero é dado por David Piersma, Vice
Presidente de Processos de Serviço ao Consumidor da empresa americana Moen
lncorporated: "O principal objetivo (da instalação do sistema de gerenciamento de
depósito - WMS) era tornar os serviços realizados pelo mainfi'ame acessíveis de forma
contínua ao centro de distribuição. Para rodar os programas da companhia em modo
batch, o mainji-ame tinha de ficar desligado do setor de operações . . . por exemplo, o
mainji-ame ficava inacessível a partir das 22:30, embora o setor continuasse funcionando
até meia-noite"37.
37 WMS Orives Order Filling for Fauce! Manufacturer, Suppl)' Chain Management, outubro 1996, p. 4.
o
33
No entanto, este procedimento cria novas dificuldades durante a implantação, em
virtude das dificuldades de comunicação entre os sistemas corporativos e os
descentralizados.
Mas as vantagens são grandes: o processamento no depósito pode ser feito por um
minicomputador ou mesmo por um micro, de custo bem inferior ao que seria expandir a
capacidade do hosl. Além disso, uma vez definido o sistema de gerenciamento para um
depósito, em caso de expansão do número de unidades, bastará duplicar o sistema em
outra instalação. A atualização periódica das bases de dados corporativas deve ser
prevista, com o desenvolvimento de linhas e controles específicos de comunicação.
2.6.2 Por que automação em tempo real?
Antes de responder porque, é preciso saber sobre o que estamos falando. Tempo
real deve ser um sistema capaz de responder em três segundos, ou menos, ao operador.
Deve ser um sistema capaz de, uma vez detectado algum erro de localização, uma vez
que se tenha "scaneado" um produto, seja rápido o suficiente para resolver o problema
em 5-6 minutos. Cada atraso no tempo de resposta se estenderá para outros sistemas e
interfaces que interagem, aumentando o problema. Um sistema em tempo real deve
permitir a interação de cada função executada ao sistema, não sendo um sistema de
"papel eletrônico" que utilize uma fila de tarefas.
Porque reduz e, mesmo, elimina atividades de entrada manual de dados, que
geram inexatidão e estão associadas ao acompanhamento do estoque.
Porque reduz o desperdício de tempo e o retrabalho que pode ser ocasionado pela
emissão de ordens ou aceite de pedidos baseados em informações batch não atualizadas.
Porque atende a crescente demanda dos clientes por informações como ASN -
Advanced Shipping Notice e códigos de barra.
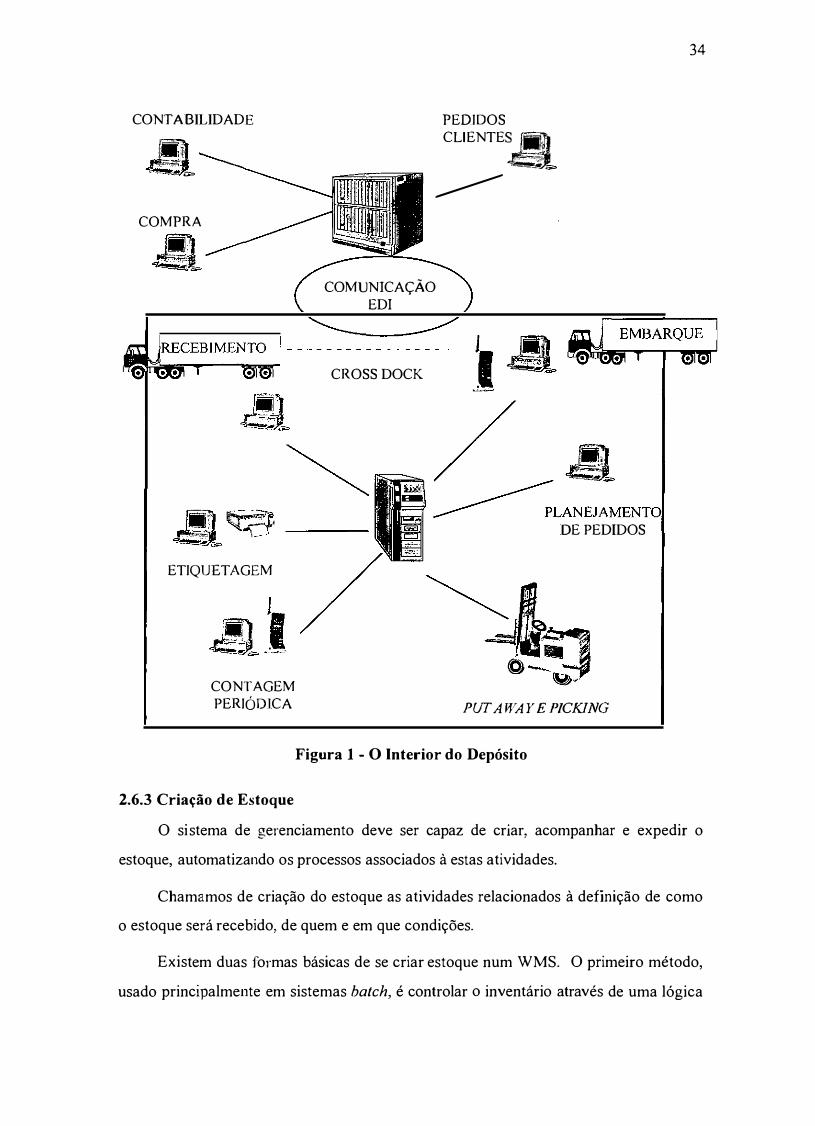
CONTABILIDADE
COMPRA
A' �;;;:,' "7_�
ETIQUETAGEM
CONTAGEM PERIÓDICA
2.6.3 Criação de Estoque
34
PEDIDOS CLlENTE��
-----
COMUNICAÇÃO EDI
CROSS DOCK
DE PEDIDOS
PUT A WA Y E PICKlNG
Figura 1 - O Interior do Depósito
O sistema de gerenciamento deve ser capaz de criar, acompanhar e expedir o
estoque, automatizando os processos associados à estas atividades.
Chamamos de criação do estoque as atividades relacionados à definição de como
o estoque será recebido, de quem e em que condições.
Existem duas formas básicas de se criar estoque num WMS. O primeiro método,
usado principalmente em sistemas batch, é controlar o inventário através de uma lógica
35
de localização. Quando um item é recebido, associa-se a ele uma localização. O
recebimento consiste em etiquetar a mercadoria com informações sobre localização e
verificar se a quantidade recebida está de acordo com a autorizada para recebimento.
Como este método associa a localização à mercadoria antes de sua movimentação, há
possibilidade de ocorrerem discrepâncias caso as operações de put-away e eross
doeking, ou pieking não sejam adequadamente sincronizadas.
O segundo método para criar e acompanhar estoques, e que é empregado por
muitos sistemas que funcionam em tempo real, consiste em associar um código de barra
para cada unidade de estocagem (palete, pacote, item). O WMS armazena a quantidade
de itens associada a cada código de barra, sua localização e atualiza a autorização de
recebimento. Como não é necessário associar a localização antecipadamente, embora
seja possível, a disponibilização do item pode ser associada à sua movimentação fisica,
eliminando erros.
Recebimento
O recebimento inclui o desembarque das mercadorias do veículo de transporte.
As fontes de produtos para estoque são fornecedores, manufaturas próprias, outros
depósitos, transferência de lojas, e devoluções. É comum ter pelo menos um processo
de recebimento para cada caso.
O recebimento de mercadorias dos fornecedores é geralmente controlado através
do pedido de compra processado no host e downloaded para o WMS. Este
processamento pode ser automático, através de um sistema como MRP, ou manual,
através de informações digitadas ou transmitidas por representantes de vendas. O
processo de recebimento faz, também, o batimento da quantidade recebida contra a
pedida, utilizando como documento um pedido, aviso de embarque, ou nota fiscal. A
verificação pode incluir a identificação dos itens - que pode ser feita via RF - c irá
atribuir uma série de informações relativas ao SKU". As mercadorias podem ser
armazenadas já llas embalagens recebidas, pré etiquetadas ou com etiquetagem no
recebimento, ou o sistema pode, com base na notificação de embarque, calcular a
J8 O Anexo IV descreve mais detalhadamente alguns códigos que podem ser atribuidos ao item, no
programa WMS.
36
melhor forma de reagrupar as mercadorias para estocagem, reetiquetando a unidade de
movimentação. Para a eventualidade do recebimento ser feito em um local separado do
depósi to e o transporte entre os dois ser realizado através de caminhões menores, o
WMS deve ser capaz de acompanhar o caminhão e otimizar seu carregamento,
completando-o antes de dar a ordem para o transporte. O embarque no caminhão
intermediário já pode ser feito nas unidades de movimentação a serem usadas no
estoque, de forn1a que o sistema já poderá ter determinado a localização de cada unidade
quando de sua chegada no depósito.
Controle de Oualidade
Durante o recebimento é importante que se efetuem certas atividades de controle
de qualidade, de forma a aferir o estado dos produtos recebidos. Como seria pouco
produtiva a checagem de cada recebimento de cada fornecedor, em geral, aconselha-se a
adoção de dois procedimentos:
• Autonomia dos recebedores: desta forma o pessoal que efetua o recebimento
tem liberdade para checar mais detalhadamente os carregamentos que
considerarem suspeitos;
• Amostragem estatística: o sistema de gerenciamento deve armazenar dados a
respeito do item, fornecedor ou pedido, de forma a, periodicamente, requisitar
um controle de qualidade detalhado. No caso dos testes usados serem
destrutivos, os itens inutilizados deverão ser retirados do estoque, bem como os
itens rejeitados pelo controle de qualidade.
A fim de evitar atrasos no recebimento e alocação, é interessante que o sistema de
gerenciamento permita a identificação das mercadorias marcadas para checagem, de
forma que sejam alocadas diretamente para a área de controle de qualidade.
Alocação (pul-awav)
A operação de alocação é precedida de um planejamento. Este, consiste na
determinação do local mais apropriado para estocagem, ao retirar-se os produtos das
docas de desembarque. Este planejamento deve considerar as informações associadas
ao item, de forma a localizar as mercadorias de maior giro em áreas mais próximas ao
37
embarque; alocar embalagens de maiores dimensões e/ou maior grande peso, e m locais
mais baixos e próximos ao desembarque, minimizando o deslocamento e os riscos.
O planejamento procura evitar, também, a troca de produtos entre equipamentos
de manipulação de materiais e a otimização de cada movimentação, mantendo os
equipamentos com o máximo de aproveitamento; assim como manter o sistema de
estocagem do depósito, seja FIFO, ou UFO.
2.6.4 Acompanhamento do Estoque
Os problemas relativos ao acompanhamento de estoque advêm do tipo de
processamento: barch ou on line. Como foi mencionado no item anterior, a associação
da localização ao item antes de sua movimentação física pode gerar problemas durante o
picking, caso a operação de put-away não esteja bem sincronizada. Nas operações em
tempo real é usual utilizar-se uma etiqueta para a unidade transportada, seja ela palete,
caixa, pacote ou item. Esta etiqueta pode ser feita no recebimento ou vir com a
mercadoria, segue lista de características:
• número único relativo a unidade de movimentação, que pode, ou não servir
para identificar o lote de mercadoria;
• padrão UCC/EAN 1 2 8 podem ser utilizados para o fomlato da etiqueta;
• SKU(s) associados à unidade;
• a quantidade de SKU;
• a classificação do estoque (qualidade);
• relação entre a unidade de recebimento (ou movimentação) e a de venda;
• tipo de unidade de movimentação (palete, pacote, item, etc.).
Separacão (pickinril
Utilizando atributos de 10calização39, o sistema é capaz de determinar o "melhor"
estoque para atender o pedido. Desta forma se assegura que os produtos requeridos
estarão obedecendo os critérios de estoque (FIFO ou UFO), que estarão dentro de sua
39 Ver Anexo IV.
38
data de validade e que o operador não será enviado para um local interditado, ainda que
temporariamente, ou impróprio para o equipamento que está utilizando. O sistema
também se encarrega de buscar locais onde o total estocado atenda o pedido, evitando
deslocamentos desnecessários.
Contagem para Inventário
Periodicamente há necessidade de se realizar uma contagem fisica do estoque, de
forma a acertar os dados da contabilidade e da área financeira. Para evitar a paralisação
total do depósito durante estas contagens, elas são realizadas localmente, de forma
separada. A priorização do inventário é dada às áreas onde sejam detectados
discrepâncias quando na colocação ou retirada de estoque e quando uma região é dada
como vazia. Neste caso um operador é designado ao local para verificar se ele está
realmente vazio. Este procedimento permite uma contagem bastante rápida, já que não
deve haver estoque algum. Um ciclo de contagem tem 5 funções básicas:
1 . Fila de contagem. Esta função determina a ordem e os locais que devem sofrer
contagem periódica, em geral itens de maior giro e maior valor têm prioridade
e são contados mais vezes que os demais;
2. Ciclo de contagem com RF. Esta função permite ao operador que efetuará a
contagem dar entrada no estoque em tempo real;
3 . Contagem do Supervisor com RF. Para o caso de ser necessária uma segunda
contagem de verificação;
4. Ajuste do inventário. Serve para notificar o departamento de
finanças/contabilidade dos ajustes feitos no inventário;
5 . Carregamento do estoque inicial. Esta função se aplica quando da transferência
do sistema antigo do depósito para o WMS automatizado.
Reabastecimento
39
Quando o depósito tem áreas de excessos'o ou reservas, é necessário que as
mercadorias estocadas nestes locais sejam, conforme a necessidade, transferidas para o
estoque final. Esta operação de reabastecimento pode ser gerenciada pelo sistema e
sincronizada com a separação. Para isto ele utiliza informações de capacidade máxima
e mesmo, de expectativas de demanda.
Empacotamento
Caso seja necessário, as mercadorias separadas podem ser direcionadas para uma
área específica, onde, agrupadas por pedido, são empacotadas ou envoltas em filme
plástico protetor.
Embarque do Estoque
o embarque consiste não apenas na colocação das mercadorias dentro do
transporte, mas na definição de uma ordem de disposição, considerando-se os pedidos e
tipos de mercadorias' I
Novamente a diferença entre sistemas em tempo real e batch se acentuam. Nos
sistemas batch as mercadorias muitas vezes são associadas aos pedidos assim que são
disponibilizadas, antes de ocorrer o picking. Neste momento, sua baixa também é
imediata, antes de se assegurar que a retirada da mercadoria foi feita. Isto pode criar
problemas futuros de espaço, com a alocação de produtos para locais ocupados.
Ao ocorrer o embarque, os clientes podem ser avisados através de uma notificação
de embarque enviada via EDI diretamente ao host do cliente.
2.7 Etapas do Processo de Implementação de um Projeto de
Automação
2.7.1 Introdução
O processo de implantação de um projeto de automação pode ser dividido em três
fases: preparação, definição, e implementação. O tempo e esforço a ser despendido em
40 O termo �'excesso" muitas vezes é erradamente empregado, pois retrata uma situação de alto estoque proposital, para enfrentar dificuldades de mercado ou flutuações de demanda, como discutido em Bowersox, D.J & Closs D..I. Logistical Managemenl: lhe integraled supply chain processo New York; McGraw Hill, 1996. p.42 1 , capo 14 : Material Handling. 41 No Anexo IV descrevemos com mais detalhes alguns procedimentos da lógica de embarque.
40
cada etapa dependerá do atual processo logístico e do grau de automação já existente. É
recomendável que antes do início do projeto, sejam observadas as características
específicas e customizada uma estratégia para o desenho da automação. É importante
observar que a implantação de um projeto destes não deve ser um decisão
departamental . Ela impacta o modo como os clientes serão atendidos, e o
funcionamento do resto do negócio. É preciso tempo para que se possa compreender as
implicações para o negócio: suas necessidades, o envolvimento de todos os indivíduos
afetados, a observação do que pode realmente ser esperado, e a investigação do que se
está comprando.
2.7.2 Fasel: Preparação
As primeiras atividades nesta fase são de estabelecer um conjunto de metas e
formar um grupo para definir e implementar as mudanças necessárias ao negócio para
atingir estas metas.
Esta fase deve construir as fundações do projeto. A definição de um conjunto de
metas com antecedência e em linguagem de negócios, ajudam a especificar os resultados
desejados. Desta forma, mais tarde, quando for necessário definir prioridades e separar
mudanças importantes de meras "perfumarias", os responsáveis pelo projeto terão mais
facilidade. O escopo do projeto também deve ser definido nesta fase, deixando claro ao
grupo participante do mesmo, o que deve ser incluído em seus esforços.
O Grupo de Projeto: Antes que sejam tomadas decisões chave, deve ser criado um
grupo formal para tocar o projeto. Este grupo deve incluir representantes de cada uma
das principais áreas afetadas. Além da função primária de completar o projeto, este
grupo deverá assegurar que os interesses e necessidades de suas áreas sejam atendidos.
Além disso, eles devem ter a autoridade e, principalmente, o conhecimento, para falar
em nome da função que representam. O número de pessoas envolvidas no projeto não
precisa ser fixo. Se o grupo inicial pode conter apenas representantes das áreas mais
diretamente afetadas, à medida que o projeto for passando por suas três fases, novos
membros, representando áreas periféricas, ou com conhecimentos específicos, podem
ser incluídos. O grupo inicial deve incluir, em tempo integral, no mínimo um
representante do setor de Distribuição e outro de Gerência de Sistemas. Geralmente
4 1
estas pessoas têm muita dificuldade em se dedicar em tempo integral ao projeto, pois o
conhecimento que os torna ideal para o projeto, os faz imprescindíveis à operação diária.
O representante do setor de Distribuição deve conhecer desde o recebimento ao
embarque, tendo a autoridade de convocar pessoas dos diversos departamentos de
distribuição, que eventualmente guardam características específicas. Os convocados,
por sua vez, deverão falar em nome de seus departamentos". O membro do
Departamento de Gerência de Sistemas é responsável por assegurar que o projeto de
automação seja compatível com os demais sistemas da empresa, sejam os existentes,
sejam os planejados. Deve ser definido, ainda, um gerente de projeto. Se este for
simples e de escopo limitado, o gerente pode ser um dos dois membros já
mencionados". Em um projeto de tamanho significativo, contudo, deve ser um trabalho
a parte. O Gerente de Projeto deve coordenar as atividades do grupo, acompanhar e
gerenciar os prazos e etapas, e administrar as alterações nos procedimentos. Deve,
ainda, ter autoridade para requisitar pessoal de outras áreas que venham a ser afetadas
pelo projeto44•
Como em qualquer projeto que envolve novas tecnologias e processos, uma das
primeiras tarefas do grupo será encontrar novos membros que tenham conhecimento
acerca de WMS (Warehouse Management Systems) e MHS (Material Handling
Systems). Existem três fontes potenciais de candidatos: representantes técnicos dos
fornecedores de WMS e MHS, experts da companhia que atuem na área de Sistemas ou
Engenharia, e consultores externos. A utilização de técnicos vindos dos fornecedores
42 diversos textos ressaltam a importância de pessoal com experiência e dedicado: "além de técnicos, a equipe deve ter pessoal com experiência de todas as áreas do depósito. Este pessoal, embora seja, preferencialmente, o mais experimentado em suas áreas, deve ter assegurado um tempo para o projeto. Muitos não têm sucesso devido à frustração da equipe, absorvida pelos problemas de suas escrivaninhas e sem prioridade para as tarefas do projeto" - Material Handling Engineering Directory Issue, p. A 1 7-A26, 96/97; "a equipe deve incluir pessoas que compreendam todas as etapas operacionais . . . assim como especialistas em sistemas de informações, que entendam os sistemas atuais, suas interfaces, e os dados necessários tanto interna quanto externamente ao depósito. Estas pessoas devem realmente ter trabalhado em cada uma dessas funções, quem estiver afastado do chão do depósito a mais de dois anos não deve ser considerado como representativo da operações . . . " - Finkel. Ken, How to Launch a Successful WMS, llE Solutions, fevereiro 1 996, p. 1 6-20. 43 Ver recomendação neste sentido em Adams, N.D. et aI. Warehouse & Distribution Handbook, McGraw Hill , 1 996.
42
implica na escolha prévia destes. Embora pareça precipitado já ter decidido o
fornecedor nesta etapa, este procedimento costuma ser benéfico". Quando o software e
equipamento a ser utilizado não está definido, o projeto é feito com uma série de
características que, no fim, nenhum fornecedor consegue atender. Com isto, acabam
fazendo um projeto todo customizado e de alto custo. Quando o fornecedor j á está
previamente escolhido, o projeto pode ser balizado pelas características e funções já
disponíveis nos equipamentos e sofiwares. O trabalho da equipe de projeto, então,
passa a ser o de definir algumas modificações. A dificuldade nesta fase é selecionar o
sistema que proporcione o melhor ponto de partida.
Uma alternativa pode ser a contratação de um consultor para trabalhar juntamente
com o líder do projeto. O consultor, baseado em sua experiência na indústria e em
WMS pode indicar os melhores pacotes do mercado, compatíveis com os
requerimentos. Pode também, auxiliar no seu gerenciamento, na comunicação interna e
na sua "venda" para a alta gerência.
Finalmente, é preciso que haja um patrocinador do projeto a nível executivo e que
este esteja pessoalmente comprometido com seu sucesso. O patrocinador deve revisar
freqüentemente o progresso do projeto com o Gerente e verificar o cumprímento dos
prazos. Deve, também, assegurar a disponibilidade dos membros do grupo responsável
pelo projeto, de modo que não sejam envolvidos pelas tarefas diárias. Eventualmente,
caberá ao patrocinador, resolver conflitos que o grupo não consegue por si mesmo.
Mudanças radicais só se concretizam com o apoio da alta gerência. Portanto, a
prímeira fase de um projeto de WMS é o apoio e o comprometimento da alta gerência,
com a definição do "patrocinador", preferencialmente o diretor que sugeriu a
implantação.
As Metas do Projeto: Devem ser quantificadas, abordando números sobre, por
exemplo, acurácia na medição dos estoques, tempo máximo de ciclo de pedido,
44 a maior parte dos casos de sucesso de imp]antação de sistemas WMS e modernização de depósitos começam por citar uma equipe multi-funcional. Ver diversos casos mostrados na revista Supp/y Chain Managemenl, outubro 1 996, p.2-S. Veja, ainda, o caso da empresa Mervyn, em Chain S/ore Age Executive, abril 1 992, p. 26A - 27 A . " Adams, N.D. el aI. Warehouse & Dislribufian Au/ama/ion Handbook, ed. McGraw Hill , 1 996.
43
embarques diários, erros de embarque, embarques completos, produtividade. As metas
definidas têm de ser coerentes com os objetivos estratégicos da companhia. Por
exemplo, se a empresa pretende aumentar seu market share e sua produção, o projeto
deve comportar um aumento no trânsito das mercadorias, talvez um aumento da base de
clientes, etc .. Uma pesquisa entre os clientes para saber suas necessidades e demandas,
também pode se útil para definir prioridades. Em resumo, a empresa deve estar pronta a
responder três questões básicas: de onde a empresa vem; para onde pretende ir; e quanto
pretende gastar neste projeto. Esta documentação será importante durante o contato
com os fabricantes de softwares, cujos WMS podem, ou não, estarem de acordo com
suas necessidades.
o Escopo do Projeto: Deve incluir não só limites a respeito das áreas envolvidas,
por exemplo, se funções como entrada de pedidos, compra, e contas a pagar e a receber,
estarão envolvidas, mas também das dimensões físicas do projeto; por exemplo, se
estará confinado ao depósito ou centro de distribuição atual, ou se inclui a possibilidade
de alterar o layout das instalações ou mesmo, incluir outro prédio.
Utilizacão de um Consultor: Um consultor pode auxiliar de diversas formas, desde
que tenha experiência na indústria e em WMS. Primeiro, o consultor pode ajudar a criar
expectativas mais realistas a respeito do cronograma, requisitos e características
funcionais do sistema. Segundo, o consultor pode ser capaz de avaliar os componentes
da equipe de projeto e definir o papel de cada um. Um consultor pode, ainda., esclarecer
as responsabilidades do fornecedor do sistema. Terceiro, o consultor pode ajudar a
manter o projeto em seu foco, evitando longos debates a respeito de detalhes menos
importantes. Finalmente, um bom consultor pode prestar auxílio na busca por
fornecedores viáveis, oferecendo conselhos sobre os pontos fortes e fracos de cada um.
O consultor geralmente trabalha a nível teórico com seu cliente, observando
alguns dados e infonnações estatísticas deste e tentando determinar seus problemas,
necessidades e planos para o futuro. O consultor pode apresentar um trabalho já com os
requerimentos para o projeto, detalhando o escopo tanto dos equipamentos de
movimentação de materiais, quanto dos sistemas computacionais. Este estudo deve ter
uma visão geral , acomodando as necessidades dos demais elos da cadeia de distribuição
44
e se integrando com toda a operação interna do negócio. O consultor, por fim, com sua
experiência deve prover uma lista de integradores e fornecedores de sistemas, para que
se possa definir o mais adequado às especificações do depósito em questão.
Além do conhecimento técnico, o consultor pode ser a pessoa mais indicada a
auxiliar no replanejamento do depósito por ser uma terceira parte, isenta, capaz de olhar
o sistema como um todo, interna e externamente.
2.7.3 Fase 2: Definição
Inclui os passos que definirão, em detalhes, como o depósito ou centro de
distribuição irá operar no novo ambiente automatizado. Esta etapa inclui o desenho dos
novos processos e dos componentes da automação que irão apoiá-los. Os problemas
mais comuns durante esta fase do projeto são:
1 . Negligenciamento de subfases na definição dos requisitos;
2. Definição dos requisitos do projeto sem o envolvimento dos usuários;
3 . Detalhamento excessivo de funções simples e superficial de funções
complicadas que envolvem decisões polêmicas;
4. Negligenciamento ou mesmo eliminação de algumas tarefas;
5. Criação de ilhas de automação, ao invés de um projeto consistente e
equilibrado.
Dada a natureza crítica desta fase, o Anexo I a descreve, utilizando dez subfases,
de forma a tornar mais claro os passos necessários à sua execução bem sucedida,
evitando os problemas supracitados.
Definicão dos Novos Processos: Segundo Davenport'·, transformações nos
sistemas de informação de uma empresa, sempre levam à reengenharia. A automação
de instalações de distribuição não é diferente. Implementar terminais de rádio
freqüência e códigos de barras, mantendo os mesmos processos dificilmente gera casos
de sucesso. A automação é, e deve ser vista como, uma ferramenta que permite a
46 Davenport, Thomas H. in: Reengineering: business change of mythic proportions?, MIS Quarter/y, lune 1 994, 1'. 1 2 1 - 1 27.
45
utilização de processos melhores. No entanto, não se deve cair nos erros de algumas
"reengenharias" que esquecem o passado", é importante uma revisão dos processos
atuais, compreendendo os fluxos de mercadorias e de inforn1ações. Para cada operação
deve se considerar a questão: "eu pagaria por este serviço se fosse um cliente?". Para
evitar que se caia no erro de seguir cada detalhe do processo atual, o grupo deve se
concentrar na compreensão do que a operação faz, porquê faz, e para quem é importante
que seja feito.
Uma das tarefas mais dificeis é a obtenção de dados sobre as operações, tempos e
voltUTIes atuais. Estes dados serão comparados com outros, obtidos através de
benchmarking, e que deverão ajudar na definição dos custos atuais dos processos e dos
custos potenciais, identificando as maiores disparidades. Os números potenciais podem
ser úteis na definição de alternativas ou quando da alteração de um processo específico.
Os novos processos podem surgir através de brainstorming envolvendo todo o
grupo de projeto. As diversas alternativas definidas (já incluindo as tecnologias de
movimentação de material) são listadas, mostrando as duas ou três mais viáveis. Elas
são, então, comparadas entre si e contra o processo determinado no benchmarking. Para
a análise das alternativas deve-se usar métodos quantitativos, a fim de definir taxas de
retorno e valor presente líquido, bem como métodos para avaliar os beneficios que
podem ser proporcionados aos clientes. Beneficios de difícil quantificação podem
utilizar equipes de teste, simulando operação e estimando resultados'8. Antes de definir
o processo, é aconselhável mostrar todo o fluxo já estabelecido, a fim de que as outras
áreas possam avaliar melhor as sinergias da alternativa e influências sobre suas
operações, evitando conflitos posteriores.
Desenho Detalhado: Uma vez que os novos processos tenham sido documentados
e revistos, é necessário determinar as customizações a realizar no WMS e o desenho do
MHS e outros hardwares necessários. Estas definições devem ser simultâneas, uma vez
que as especificações de um, influenciam o outro. No entanto, em geral os dois
47 Davenport, Thomas H., op. cito 4B O capítulo 2.6 discorre sobre os métodos de avaliação de benefícios e o Anexo VI fala sobre a prática de simulação.
46
desenhos envolvem subgrupos diferentes da equipe do projeto. Nesta etapa, também
devem ser definidos os fornecedores, através de um processo usual de contratação.
Definindo o Fornecedor: Esta atividade inclui a definição de critérios de seleção,
preparação de uma lista de fornecedores potenciais, um relatório requerendo
informações sobre os pacotes, uma visita para observar o sistema em funcionamento,
um relatório de informações mais detalhado e a seleção final de um fornecedor. A
solução escolhida pode ser confrontada com o custo de desenvolvimento interno. Este,
por sua vez, tem um risco maior, pois provavelmente precisará de maior envolvimento
do pessoal da empresa e mais tempo de testes. É importante considerar, também, a
importância estratégica da solução para a empresa. Caso sua capacitação maior seja o
desenvolvimento de sistemas de gerenciamento de depósito, a solução interna pode
mantê-Ia diferenciada e assegurar sua liderança. O Wal-Mart, por exemplo, maior rede
varejista do mundo, considera que sua maior capacitação é a distribuição. Seus sistemas
de distribuição são desenvolvidos internamente, mesmo porque, como ele está sempre
na vanguarda da tecnologia, dificilmente um pacote já existente atende a seus requisitos.
Certifique-se da competência de seu fornecedor. Ao selecioná-lo, tente descobrir
qual sua capacidade para transformar o pacote de software em uma solução realmente
prática para seu negócio. Investigue as referências dadas pelo fornecedor, converse com
elas, verifique se a relação foi forte o suficiente para vencer as desavenças e problemas
ocorridos durante a implantação. Verifique se a equipe de projeto se manteve unida,
assim como os funcionários, resultando num sistema do agrado de todos. Mais
importante, cheque se, caso fosse começar de novo, a referência utilizaria o mesmo
fornecedor. Mas esta verificação não deve se limitar a uma conversa informal. Tente
visitar uma instalação que utilize o software fornecido. Converse com os operadores,
pergunte se eles sabem o que estão fazendo, observe se o sistema funciona em tempo
real, se o sistema, ao detectar um erro é capaz de corrigi-lo ou pede auxílio ao
supervisor. Por fim, acompanhe o sistema durante os horários de pico e verifique se seu
tempo de resposta se mantém adequado.
Zebco, uma divisão da Brunswick Corp., implantou WMS em seu depósito. O
sucesso da implementação se deu, entre outras coisas, pelo cuidado na escolha dos
47
fornecedores. Nas palavras de Jim Richter49, "a parte mais difícil do projeto foi definir
quais os pacotes de software que deveríamos analisar. Havia uma grande quantidade de
pacotes de WMS disponíveis. Primeiro tentamos identificar os que tinham as
características e funções que precisávamos a um preço acessível. Uma vez reduzido o
número de opções, saímos para visitar os locais onde eles já estavam instalados para
conversar com os usuários. Além disso, entramos em contato com os fornecedores de
hardware que irão interagir com o software . . . " .
Ao invés de fornecedores, alguns projetos de automação definem integradores. O
integrador, de acordo com Bob Footlik, da Footlik & Associates'O "é uma organização
que se encarrega da implementação física de todo o projeto WMS". De acordo com
especificações prévias, o integrador adquire todos os componentes de software,
hardware, e equipamentos de movimentação de mercadorias, verificando e assegurando
seu funcionamento quando integrados. Ainda, segundo Footlik "a interação entre
integrador e consultor deve incluir um aprendizado mútuo. O primeiro fornece
explicações sobre decisões e requerimentos específicos, enquanto o segundo sobre
características de deternünadas linhas de produtos e nuanças na aplicação destas linhas
que podem ser interessantes para o esquema do cliente em particular".
Esboço: Uma vez definidas, em detalhe, as funções e processos, e determinados os
fornecedores, cada tarefa é associada a cada grupo departamental e interdepartamental,
ou aos fornecedores, para sua realização.
2.7.4 Fase 3: Implementação
É a fase mais difícil e longa do projeto devido às dificuldades de entrega dos
fornecedores e à integração e testes de todos os componentes dos sistemas.
Gerenciamento do Projeto: é necessário, antes da implementação, fazer o
planejamento do projeto, definindo a agenda que irá envolver as atividades, tarefas e
responsabilidades, incluindo todo o pessoal, interno e externo. Algumas fases são
típicas de todo o projeto e não podem deixar de ser incluídas: instalação, teste,
treinamento e implementação. Algumas atividades são características da automação de
49 in AndeI, Tom, Logistics Software: The Art's in lhe Application, T&D, julho 1 996, p.BG2-BG4.
48
depósitos, como o mapeamento da área de estocagem e colocação das etiquetas de
localização e a transferência da situação de estoque atual para o novo sistema. Além
disso, o gerente de projeto deve ter sempre um plano de contingência preparado, pois
sempre existem situações não previstas que podem parar um projeto. Em se tratando de
reengenharia, é fundamental, antes de qualquer passo mais profundo, que os
empregados "comprem a idéia"" . Assim, deve ser criado um planejamento para que
isto ocorra. Em geral, os planos mais bem sucedidos procuranl mantê-los conscientes
do projeto e da importância deste para a sobrevivência da empresa. Reuniões de
acompanhamento abertas podem ser realizadas de forma a permitir sugestões,
estimulando a participação.
Sofiware Systems: O desenho inicial do projeto deve ser transformado em um
esquema interno das empresas de software e, então, dado aos programadores. Estes
farão os programas, os testarão individualmente, e depois conjuntamente, nos testes
funcionais. Os fornecedores deverão providenciar uma agenda para acompanhamento
de seus projetos. Um dado importante diz respeito ao esquema interno. Muitas vezes as
empresas pedem que seja validado. Mesmo se assim for feito, o que trás benefícios,
pois permite nova revisão do projeto, as características desejadas e contratadas devem
ser as determinadas no desenho original, que é o que a equipe de projeto entende e
visualiza com facilidade. Impossibilidades de seguir o acordo inicial devem ser
explicitadas pela contratada, podendo influenciar outras partes do projeto.
MHS e Hardware: Antes da instalação, estes equipamentos devem ser estudados
pelo pessoal do departamento de engenharia industrial e manutenção, de modo a
identificar as tarefas para instalação, incluindo, rearrumação de equipamentos, reforços
estruturais, instalações elétricas, refrigeração e ventilação.
50 Trunk, Christopher, Putting WMS Together, Material Handling Engineering, fevereiro 1 996, p. 42-50. 51 sobre conflitos internos gerados por mudanças em organizações, com as quais os empregados não concordaram, veja: Reger, Rhonda k. & ai in: Creating earthquakes to change organizational mindsets, Academy Df Management Executive, vol. 8, n. 4, 1 994. Mostrando como as mudanças nas organizações ocorrem em um contexto também individual, e que merecem, portanto, um tratamento à pergunta: " como isto irá impactar minha carreira?". veja: Nadler, David A. & Tushman, Michael L. in: Organizational frame bending: principIes for managing reorientation, Academy of Management Executive, vol. 3, n. 3, 1 989, p. 1 94-204. Veja ainda, Cooper, Robin & Markus, M . Lynne in: Human reengineering, Sloan Management Review, Summer 1 995, p. 39-50.
49
Instalacão: Deve ser feita em subfases, de modo a reduzir os riscos e os impactos
dos novos procedimentos.
Treinamento: O treinamento não deve prever apenas sessões de aprendizado e
experimentação dos novos processos e produtos. Deve incluir um grupo de apoio pós
implantação, pois nunca todos os procedimentos são abordados e apreendidos durante o
treinamento. É importante não esquecer que o treinamento deve incluir a equipe de
manutenção. Nesta etapa, ter um representante do fornecedor capaz de detalhar sobre a
instalação e os equipan1entos geralmente facilita o aprendizado".
Implementacão: A implementação inclui o "carregamento" de dados no WMS, o
corte final, quando todos os sistemas antigos são desativados, a aceitação por parte dos
departamentos e um follow up, a fim de verificar se a automação está atingindo os
resultados esperados.
2.8 Análise dos Benefícios e Justificativa do Projeto
JUSTIFICATIVA DO PROJETO
Qualquer projeto que envolve um grande investimento de capital e transformação
nos processos e rotinas de uma empresa, tem de ser justificado. Geralmente esta
racionalização do projeto envolve demonstrações financeiras que mostrem o retorno
sobre o investimento (ROI)53.
O problema desta abordagem é que os benefícios não se resumem a aspectos
tangíveis, como a redução de mão de obra, mas também intangíveis, como o aumento de
venda devido a uma eventual melhora no atendimento e no serviço ao cliente.
Benefícios intangíveis são mais difíceis de se definir e quantificar, dado que geralmente
52 em A/con Laboratories - Supp/y Chain Management, outubro 1 996, p.2 - Jerry Fisher, Diretor Corporativo de Distribuição e Transporte alerta que o treinamento foi um dos motivos do sucesso do planejamento da empresa: "Um sistema WMS exige disciplina, e esta, por sua vez, exige um grau diferente de treinamento do empregado; ele muda o ambiente de trabalho". Em Radiator Specia/ty Co. -Supp/y Chain Management, outubro 1 996, p.7 - Jim Rubendall, Vice-Presidente de Gerencia de Serviços de Informação, completa: "O treinamento é um importante elemento no sucesso de nosso projeto. Nós não treinamos suficientemente o pessoal no inicio, e tivemos de retornar e retreiná-Ios . . . agora nós certificamos todos os nossos empregados que precisam . . . a melhoria das habilidades de cada funcionário é um processo contínuo em nossa empresa". 53 In; CosI Justification; A View From the Top. Modern Materiais Handling. December, 1 996, p. 1 6- 1 7.
50
são especulativos. Contudo, a preocupação excessIva com ganhos tangíveis" geram
distorções como:
1. foco em redução de custos, e não, aumento de lucros;
2. perda de oportunidades de melhorias na qualidade e aumentos de vendas,
levando a maior lucratividade;
3 . superestimação da opção de "nada fazer", subestimando seus custos e possíveis
perdas de venda e receita;
4. desprezo pelo papel estratégico do projeto e pela construção e manutenção de
uma vantagem competitiva.
Podemos organizar o processo de análise e avaliação dos benefícios de um projeto
através de seis passos a saber:
1. I dentificacão das Alternativas. Como visto neste trabalho, existem várias
alternativas de projeto e sistemas para automação de depósitos. Antes de
escolher a melhor, é aconselhável que se definam três ou quatro mais
favoráveis, tomando cuidado para que atendam os objetivos e metas da
companhia. Só então procede-se uma análise mais detalhada das finalistas.
Neste caso utilizam-se todos os recursos disponíveis, tanto internos quanto
externos, como consultores independentes e fornecedores. As alternativas
devem ser comparadas com uma opção base, em geral, "nada fazer". Caso o
processo seja uma inovação na companhia, em geral a opção base é a que exige
um menor grau de automatização, com muita mão de obra.
2. Determinacão dos Custos. As estimativas de custos podem ser divididas em
quatro áreas principais: equipamento, sojiware, mão de obra, e outras. Custos
relativos a equipamento são definidos em duas etapas: ao se optar pelo
equipamento e ao se determinar a quantidade necessária. Em geral, o próprio
fornecedor pode fornecer uma estimativa básica para a quantidade e, mais
tarde, estabelecer um estudo mais detalhado. A estimativa costuma estar em
54 para descrição mais detalhada dos vícios dos métodos usuais de avaliação de investimentos, veja Hayes, R.H. & Wheelwright, S.e., Thinking Long Term: The Capilal lnveslment Processo In : Dynamic
5 1
torno de 1 5% do número final, geralmente mais baixo, j á que se espera reduzir
o número através de otimizações e é preferível ser conservador, dada a fase,
ainda inicial, do projeto. As estimativas relativas ao software são tomadas de
modo análogo. Os custos de mão de obra são uma matéria delicada, já que se
não forem realistas, os gerentes não estarão dispostos a apoiar o projeto. Por
fim, é comum adicionar-se um fator de contingência à estimativa de custo,
como uma tentativa de quantificar o risco.
3 . Cálculo dos Ganhos. As economias resultantes de um projeto de automação
podem ser separadas em cinco áreas: mão de obra direta, mão de obra indireta,
estoque, utilização de espaço e intangíveis. As três primeiras são obtidas da
comparação com a alternativa base, sendo que o estoque deve ser analisado sob
diversos aspectos como: redução de pedidos atendidos parcialmente, redução
de pedidos complementares devido a atendimentos parciais anteriores, redução
de estoque dada a menor necessidade de estoque de segurança, redução do lead
lime provocando menor necessidade de estoque de segurança, redução das
divergências com rclação ao estoque físico e redução do número de expedições
que eram necessárias para o atendimento de pedidos anteriormente enviados
parcialmente, e cujo cliente não tinha tempo de enviar novo pedido
complementar. Sistemas automatizados são capazes de armazenar produtos
com diferentes números de lote, datas de vencimento e dadas de estocagem
(FIFO) no mesmo local, mantendo a identificação individual destes atributos.
Além disso, são capazes de reorganizar os espaços, identificando locais
parcialmente utilizados, aumentando a densidade de utilização e criando mais
espaços vazios. Existem dois tipos de ganhos intangíveis, hard e soft. Os
ganhos hard são os que envolvem uma estimativa ou premissa. Exemplos mais
comuns são o percentual de aumento do market share devido a melhora do
serviço ao cliente, redução de erros, redução do ciclo de pedido. Os ganhos
soft são aqueles que têm um valor, mas não é possível se fazer uma estimativa
que gere um cálculo deste valor. É o caso da moral da companhia, orgulho dos
manu(acturing. Ncw York: The Free Press, cap 3, 1 988, p. 6 1 -95.
52
funcionários, lealdade, segurança e ergonomia. Melhoras deste tipo reduzem o
absenteísmo e aumentam a produtividade, mas não há fórmula capaz de prever
este aumento.
4 . Comparação entre as Alternativas. Existem diversas formas de avaliar a
melhor alternati va. A maior parte das empresas, no entanto utilizam valor
presente líquido ou taxa interna de retomo. No entanto, como vários autores já
chamaram a atenção", existe uma tendência a se utilizar, para estes novos
projetos, uma taxa de retorno maior que a efetivamente realizada pela
companhia em seus projetos vigentes e superior, mesmo, ao atual ROI dos
acionistas.
5 . Análise Suplementar. Durante esta etapa, devem ser feitos novos cálculos com
relação ao fluxo de caixa dos projetos, considerando-se algumas mudanças em
variáveis chave, como crescimento de vendas e lead lime. É útil para avaliar os
efeitos das variáveis intangíveis na taxa de retorno, quantificando o aumento
necessário para tornar o projeto aceitável.
6. Especificar a Alternativa Preferida. Através de um resumo dos resultados
encontrados nos passos anteriores, incluindo a análise financeira, a análise de
sensibilidade, os benefícios intangíveis e os riscos. A decisão final deve estar
coerente com a estratégia da companhia.
BENEFÍCIOS
Ao implantar um projeto de automação de depósitos, geralmente se espera:
• Reduzir o tempo gasto com movimentação de "carga vazia";
• Facilitar o cross-docking imediatos6;
• Melhorar a qualidade dos dados;
• Assegurar a acurácia do estoque e sua localização;
" Hayes, R.H. & WheeIwright, S.e., op. cito 56 Jirn Tompkins define por cross-docking ativo, o que chamamos aqui de imediato, segundo citado em Andei, Tom, Define Cross-Docking Before Vou Do !t, T&D, novembro 1 994, p.94.
53
• Aumentar o giro de estoque, oferecendo, ainda assim, um melhor serviço aos
clientes;
• Reduzir o número de recusa de entregas dos clientes devido a erros, ao usar
sistemas de checagem através de códigos de barra;
• Otimizar os embarques para fazer melhor uso de fatores como capacidade e
peso;
• Utilizar melhor o espaço de estocagem, permitindo que mais produtos sejam
estocados em menor espaço;
• Controlar o estoque em tempo real.
Resumindo, os benefícios de um projeto de automação podem ser justificados por:
• melhora na produtividade dos empregados;
• melhor uso dos veículos;
• aumento de venda;
• melhor uso do espaço de estocagem.
Estes beneficios podem ser quantificados, desde que os dados estejam disponíveis.
Por exemplo, considere a acurácia do estoque. Se ela melhorar de 85 para 99 por cento,
então existe uma forte possibilidade de se poder eliminar o estoque de segurança ou
aumentar o giro do estoque.
Se o estoq ue pode ser reduzido, de um dia que seja, então pode-se eliminar o custo
de carregamento destas mercadorias, o overhead, e o custo dos empregados utilizados
na manipulação deste estoque.
Há economia também na utilização dos recursos. Ao invés de enviar um operador
de um lado ao outro do estoque para apanhar mercadorias, o sistema reduz o tempo de
" carga vazia".
Outros ganhos, como um possível aumento nas venda devido a melhora do serviço
ao cliente, também pode ser considerado, embora seja um benefício soft. Neste ponto,
porém, é sempre importante conhecer os requisitos do mercado, tanto atuais, quanto
54
futuros. É possível que a não modernização da operação hoje, dentro de um ambiente
competitivo, signifique perda de clientes no futuro, ao se estudar a alternativa de não
realizar o projeto.
A literatura relata alguns números que vêm sendo obtidos nos projetos atuais":
• Um sistema WMS adequadamente selecionado e implementado pode
aumentar a produtividade cm 20 a 30%;
• pode produzir um inventário com 99% de acuidade;
• pode reduzir custos com pessoal em 20 a 25%;
• pode aumentar o uso de espaço disponível em 20%;
• pode reduzir a necessidade de equipamento em 20%;
• pode melhorar o serviço ao cliente, reduzindo o tempo e os erros de entrega;
• aumento da satisfação do cliente, viabilizando, a custo reduzido, novos
serviços, como, por exemplo, produtos pré-etiquetados58.
Um dado fundamental ao cálculo de viabilidade é o tempo de implantação do
projeto. Determinar uma previsão realista é um verdadeiro desafio. Os projetos, em
geral, têm levado de 6 a 18 meses, dependendo de sua complexidade.
V ALORANDO A LOGíSTICA
A importância de se criar algum mecanismo de atribuir valor à logística não se
restringe apenas ajustificar projetos, mas a assegurar o reconhecimento da função. Uma
pesquisa desenvolvida pelo Council of Logistics Management (CLM)59, entre várias
empresas americanas, concluiu que, segundo os pesquisados, havia forte relação entre
alterações no serviço de logística e nas receitas da empresa. Ainda, dentre os
" Hill , Jonh M. Warehouse Automation's Big Piclure, industrial Distribution, no.4, 1 996, p.Tl l . WMS: The Competitive Tool for lhe 1 9905, Modem Materiais Handling, setembro 1996, p. W3. O caso da companhia G1idden - New Warehouse Maximizes Space Use, Minimizes Order Process Handling, Modem MateriaIs Handling, março 1 996, p.34-35. O caso da Valu Merchandisers Company - Software, Conveyor, Ease Picking, Speed Shipping, Modem Materiais Hand/ing, junho 1 996, p.34-36. " ver caso da Mervyn Co. - Chain Store Age Executive, abril 1 992, p.26A-27 A. " citado em Richardson, Helen L., What value logistics?, Cost/Va/ue Series Part fIl - T&D, agosto 1 995,
p. 30-34.
55
participantes da pesquisa, 90% mediam disponibilidade de produto e 77% mediam o
tempo do ciclo de pedido.
A Nabisco, ao invés de medir o quanto melhorias nestes números significariam de
receita, mede o quanto custam as falhas de logística. Eles medem mensalmente a perda
de receita por família de produto baseada na percentagem de pedidos atendidos, na
razão entre pedidos recebidos e embarcados, e no valor médio de cada venda. Estes
dados servem para justificar decisões relativas ao estoque.
A mesma pesquisa do eLM, citada acima, porém, não conseguiu achar uma só
empresa que estivesse apta a relacionar a satisfação dos clientes ao aumento de receitas,
o que seria fundamental para equacionar os aspectos intangíveis da melhoria do serviço
de logística, fortemente relacionado com a satisfação dos clientes.
Outro ponto que deve ser considerado ao se avaliar a logística é sua importância
estratégica. Uma empresa capaz de se diferenciar pelo desempenho nesta área deve,
também, mostrar esta competência para seus clientes, atuais e potenciais. A
comunicação destas capacitações logísticas deve ser feita através de um programa
integrado de marketing da logística. Este tipo de programa irá maximizar os ganhos
com um melhor serviço ao cliente.
56
Capítulo 3: Metodologia
o estudo utilizará o método de estudo de casos para buscar respostas às questões
da pesquisa. A metodologia de estudo de casos é descrito por Yin ( 1 988)60 como um
instrumento de uso "freqüente em teses e dissertações de pesquisa em diversas
disciplinas e campos, incluindo estudos das organizações e de gerenciamento". Yin
( 1 988, p. 1 3) acrescenta ainda que o "estudo de casos é a estratégia preferida quando se
colocam questões do tipo "como" ou "porquê"; quando o investigador tem pouco
controle sobre os eventos; e quando o foco da pesquisa é um fenômeno inserido em
algum contexto da vida real".
Considerando que a questão geral desta pesquisa é "como"; que seu foco está em
eventos contemporâneos, uma vez que pretende-se determinar a forma como as
companhias estão procedendo no contexto atual; e que não se tem controle sobre estes
eventos, o modelo desenvolvido por Yin ( 1988, p. 1 7) estabelece que são atendidas as
condições mais favoráveis ao uso do estudo de caso como estratégia de pesquisa.
Schramm ( 197 1 )" , cita a respeito de estudos de caso, que "a essência de um
estudo de caso, a tendência central comum a todos os tipos de estudo de casos, é que
eles tentam levantar uma luz sobre uma decisão ou conjunto de decisões: porque elas
foram tomadas, como foram implementadas e com que resultado".
A aplicação do método de estudos de caso em logística é citado particularmente
por Ellram ( 1 996)6', que ressalta a existência de "excelentes oportunidades para se usar
a metodologia de pesquisa de estudos de casos em muitas áreas da logística e de
compras". Ressalta, ainda, que o método é excelente "para a construção de teorias, para
oferecer explicações detalhadas das 'melhores práticas' e para propiciar maior
entendimento dos dados coletados."
60 Yin, Robert E. Case Study Reseach: Design and Methods. Sage Publications, Newbury Park, California, 1 988. Page 1 0. 61 Schramm. W. Notes 00 Case Studies of Instructional Media Projects. Workiog Paper for the Academy for Educational Development, Washington, De., dezembro 1 97 1 . 62 Ellram, L. M. The Use af Case Study Methods in Logistics Research. Journal af Business Logistics, v. 17 , n. 2, p. 93- 1 38, 1 996.
57
A coleta de evidência será baseada principalmente em entrevistas em cada uma
das empresas. Procurou-se entrevistar pessoas com mesmo nível hierárquico e atividade
funcional, de forma a uniformizar as informações de cada caso e propiciar sua
replicação. As entrevistas foram todas de natureza aberta, que na definição de Yin
( 1 988, p.89) são aquelas em que o "entrevistador pode perguntar aos respondentes sobre
fatos chaves do problema, assim como sobre a opinião dos mesmos a respeito dos
acontecimentos" .
Utilizou-se também a observação direta para a coleta de informações. Uma vez
que uma das questões do problema envolvia novas tecnologias e usos, procurou-se, na
medida do possível, ilustrar o trabalho com fotos dos locais visitados. Espera-se que
estas fotos sirvam também para mostrar ao leitor as próprias limitações do trabalho
devidas às restrições de cada tecnologia adotada.
Por fim, foram usados relatórios e formulários cedidos pelas próprias empresas,
especialmente com a finalidade de avaliar os resultados alcançados com os projetos.
Como fonte secundária, utilizou-se material publicado em revistas e JornaiS
especializados, focando especificamente as empresas e instalações em estudo.
Ao se analisar as evidências, foi considerado o padrão, ou os padrões definidos na
bibliografia, seja através de proposições teóricas, seja através de generalizações de casos
descritos de outros países. A partir daí, as informações coletadas foram analisadas
através da comparação entre os procedimentos previstos previamente e os verificados
em cada um dos casos. Por fim, foram cruzados os dados relativos a cada caso, a fim de
se identificar semelhanças ou padrões característicos das empresas estudadas.
58
3.1 Questões da Pesquisa
A pergunta geral de pesquisa deste estudo é:
"Como procedem as empresas que decidem adotar projetos de automação de
depósitos e centros de distribuição?".
Afim de facilitar o desenvolvimento da pesquisa, desdobramos a pergunta geral
nas seguintes questões:
1 . Quais os fatores que levaram a empresa a decidir pela automação?
2 . Como a empresa se organizou para dar início ao projeto?
• Houve a formação de um grupo interno?
• Quem participou?
• Quem foi o líder? Quem foi a fonte de conhecimento técnico? Quem
foi o patrocinador do projeto?
• Utilizou-se o serviço de algum consultor externo?
3 . Quais os principais benefícios esperados como resultado do proj eto?
• Haviam metas previamente definidas? Quais?
• Foi feita pesquisa junto aos clientes para saber suas necessidades?
4. Como foi o processo de definição das características do novo sistema de
armazenagem e does) fornecedor(es)?
• Houve comparação entre alternativas?
• Que fàtores foram considerados na comparação?
• Que fatores foram determinantes na escolha does) fornecedor(es)?
5. Como se deu o processo de implementação do projeto na empresa?
• Qual seu tempo de duração?
• O processo continha fases bem definidas de instalação, teste,
treinamento e start-up?
6. Descreva o projeto adotado.
• Quais as tecnologias usadas?
• Quais funções logísticas foram afetadas? Como foram afetadas?
59
• Houve adoção de um sistema de gerenciamento de depósitos? Qual o
nível deste sistema"3?
7. Quais os benefícios alcançados com o projeto?
• F oram considerados aspectos tangíveis e intangíveis?
• Como foram medidos?
• Qual o montante total investido no projeto?
63 Usando a definição de níveis citada por Trunk ;n Trunk, Christopher. The ABCs of WMS - par! 11. Material Handling Engineering, março 1 996, p. 92.
60
Capítulo 4: Descrição dos Casos
4.1. Chocolates Garoto S.A.
Introdução
A Chocolates Garoto S.A. é a maior empresa de chocolates do Hemisfério Sul e
uma das maiores do mundo, com capacidade de produção de 1 05 mil toneladas de
chocolate por ano, ou 350 ton./dia64. A companhia lidera o mercado brasileiro de
tabletes e bombons e é a segunda no ranking nacional com 29,5% de participaçã06'.
Em agosto de 1 993 uma restruturação interna profunda criou a Diretoria de
Logística, abrangendo áreas até então sob responsabilidade da Diretoria Comercial ou
da Diretoria Administrativa. Nas palavras Diretor de Logística66: "pela necessidade que
a empresa sentia de ter a l ogística em um nível hierárquico igual ao das áreas comercial
e de produção."
A diretoria de logística ficou subdividida em três gerências: a Assessoria de
Planejamento e Controle, encarregada de apoiar a produção; a Divisão de Suprimentos,
que cuida do fluxo de matéria-prima e insumos para a produção; e a Divisão de
Armazenamento e Distribuição, que gerencia o recebimento e estocagem de matéria
prima e a armazenagem e distribuição do produto final.
A nova diretoria também ficou encarregada do planejamento da produção e
compras, integrando as expectativas e planos de vendas com as limitações e
necessidades da produção. "Hoje praticamos aqui o que se chama Logística Integrada,
ou seja, somos responsáveis desde o planejamento de produção, suprimentos, fluxo de
materiais até transporte e distribuição"67, afirma o Diretor de Logística. No final de
1 994, o novo diretor decidiu identificar as necessidades do setor para os próximos I O
anos. Nos últimos 4 anos, de 1 994 a 1 997, mais de US$ 46 milhões foram investidos
64 Tiffany, Susan. Dedication to people and quality combine to make Chocolates Garoto South America·s
largest chocolate maker. Candy Industry, February 1 997, p. 20. 65 Dados relativos a 1 996, infonnados pela empresa. 66 Declaração do Sr. Ubiracy Fonseca, em entrevista realizada dia 12 de agosto de 1997, na sede da Chocolates Garoto S.A., Vila Velha, ES. 67 Declaração do Sr. Ubiracy Fonseca, em entrevista realizada dia 12 de agosto de 1997, na sede da Chocolates Garoto S.A., Vila Velha, ES.
6 1
em logística, produção e marketing. Só no biênio 1 996/97, o investimento em logística
e na ampliação da capacidade produtiva chegou a US$ 25 milhões·'. A Garoto, para
reforçar a importância dada a área, decretou 1 996 como 'O Ano da Logística'. "Nós
temos muito contato com empresas do exterior, principalmente da Europa, e vimos
quanta importância eles davam à Logística. Vimos que as empresas de ponta, as líderes,
eram as que praticavam uma boa logística. Percebemos então que não adiantava sermos
bons na produção, termos um produto de qualidade, bem aceito pelo mercado, se ele não
estivesse disponível no momento e na quantidade exatos para o consumidor." Este
pensamento é do Diretor-presidente da Garoto, Helmut Meyerfreund em entrevista à
revista Tecnologística, em novembro de 1997, e mostra o porque da decisão estratégica
de investir em distribuição.
Toda a produção da empresa (92 mil toneladas em 96, com faturamento de US$
494 milhões)69 está em Vila Velha. Segundo o Diretor de logística, é uma das diretrizes
da empresa, concentrar sua produção no Espírito Santo. A distribuição é feita através do
COES - Centro de Distribuição do Espírito Santo, ao lado da fábrica; e mais três CDs
em Porto Alegre, Curitiba e São Paulo. Estes três CDs, embora climatizados, são
usados mais para cross-docking, com giro de estoque bastante elevado.
Em 1 993, a área de armazenagem propriamente dita encontrava-se em situação
crítica. O depósito principal, situado ao lado da fábrica, em Vila Velha, ES, era uma
instalação de 1 8 anos, com 4.500 m' de área e 7 metros de pé direito. Operava com 2 a
3 empilhadeiras elétricas no interior e 1 a 3 empilhadeiras a gás no embarque. Sua
capacidade era de 3 1 .500 ml e a movimentação chegava a 650 paletes/dia, nos períodos
de pico que antecediam a Páscoa. Este desempenho não era suficiente para atender a
demanda nesta época de alta sazonalidade, o que obrigava a empresa a estocar produtos
nos outros três CDs para permitir a distribuição. Suas instalações não proporcionavam
segurança suficiente quanto às condições de temperatura e umidade ideais para a
conservação dos produtos. Os picos de demanda - como a Páscoa - eram respondidos
com o aumento do número de funcionários - que podia chegar a 1 00%, passando de 50
68 Dados fornecidos pela empresa. 6<) Os números para 1997 ainda não foram divulgados pela empresa, mas estima-se que, devido à retração do mercado, a produção tenha sido de aproximadamente 73 mil toneladas.
62
para 1 00 pessoas. Por fim, nestas épocas, corredores e outros locais impróprios eram
usados para estocagem de mercadorias. Isto comprometia a qualidade dos produtos e a
velocidade de movimentação do depósito. "Muitas vezes, não era falta de controle, mas
simplesmente a impossibilidade de acessar o produto, que era armazenado blocado,
obrigando a um manuseio muito grande. Os corredores também eram estreitos,
dificultando o acesso das empilhadeiras e tudo isso gerava avaria nos produtos. ,,70
Para contornar estas deficiências, a empresa decidiu modificar seu espaço de
armazenagem. Uma consultoria especializada foi contratada - TREPTAU e associados.
A empresa com sede em São Paulo é ligada ao grupo alemão TKS e foi fundada em
1 992. O sócio-diretor da companhia no Brasil e responsável pelo projeto da Garoto foi
o também alemão, Sr. Michael Treptau. Sua contratação se deu por influência direta do
Diretor-presidente da empresa, que lhe depositava total confiança.
Algumas alternativas de projeto foram consideradas:
1 . Terceirização da operação de armazenagem;
2. Automação do armazém atual, com estanterias e empilhadeiras trilaterais.
Neste caso o controle de estoque seria automatizado e seriam usados códigos
de barra para identificação das mercadorias.
3 . Novo armazém próximo à fábrica 2, que estava sendo construída,
utilizando basicamente a mesma tecnologia e procedimentos atuais.
4. Novo armazém vertical, próximo à fábrica 2 .
Dentre as alternativas acima, a no. 1 foi descartada porque a empresa decidiu que
a área era sensível e fundamental demais para o negócio e que, por isto, era preferível
que ela mesma desempenhasse a função. Aí cabe também outra análise, específica para
a realidade brasileira: seria muito difícil para a empresa conseguir parceiros que
compartilhassem o serviço terceirizado, especialmente no Espírito Santo. Esta é uma
condição essencial para viabilizar ganhos de escala com a utilização de um operador
logístico.
70 Fonseca, Ubiracy apud Garoto: Projeto de Gente Grande. Revista Tecnologística, novembro 1 997, p. 7.
63
A segunda alternativa não resolvia o problema de espaço limitado para
recebimento e embarque, além de não atender ás necessidades de espaço previstas para a
empresa no médio prazo.
Por fim, uma vez decidida a construir um novo armazém, a alternativa mais
moderna, com soluções mais avançadas, representada pelo armazém vertical mostrou-se
mais inovadora, além de representar um salto de qualidade e modernidade para a
empresa.
A localização - próxima á fábrica 2 - é coerente com os planos de expansão da
Garoto: o espaço ao redor da matriz está saturado, enquanto a área disponível próxima á
fábrica 2 é três vezes maior que as instalações atuais. Isto significa que não apenas o
espaço de produção é ampliável, mas também o de armazenagem.
Uma outra preocupação da empresa foi o de não empurrar o estoque para os três
CDs regionais, pois uma vez que a unidade de produção era única "não fazia sentido ter
os estoques pulverizados. ,,71
Preparação e Definição do Projeto
O formato das alternativas possíveis e o esboço do projeto final foram realizados
pela consultoria e três funcionários da Garoto - o Diretor de logística, também sponsor e
coordenador do projeto, o atual gerente de distribuição e um experiente chefe de
almoxarifado. Os dois últimos ficaram encarregados da definição do planejamento final
e da instalação, embora continuassem a exercer suas tarefas diárias. O consultor
responsável pelo projeto tinha apoio total do Diretor-presidente da Garoto, o que ficou
bem claro para os funcionários.
A Treptau enviou uma equipe de analistas para levantar dados diretamente no
setor de sistemas da Garoto, além de contatar todas as áreas envolvidas com
armazenagem e distribuição. Com base nestes levantamentos, a consultoria preparou o
projeto final, revisto e aceito pela Garoto.
A escolha do fornecedor de hardware e software se baseou em pesquisa da própria
consultoria que recomendou uma empresa entre uma lista de possibilidades. Para
64
corroborar a escolha, a Garoto foi chamada a visitar uma instalação no Sul da França e
se baseou em três critérios principais:
• a empresa já tinha histórico de parceria com a consultoria e experiência
em instalação semelhante - como a visitada no interior da França;
• preço;
• reputação da empresa.
O fornecedor escolhido - Noel! - ficou encarregado de prover todos os
mecanismos de movimentação de materiais necessários e os softwares de controle.
O projeto detalhado foi elaborado sempre com a participação do coordenador de
projeto da Garoto e diversos funcionários das áreas afetadas, à medida que era
necessário. A participação destes setores e a comunicação interna da empresa foi
assegurada pelo forte apoio do Diretor de logística e do Diretor-presidente. Além disso,
o envolvimento constante do consultor foi fundamental para a manutenção de prazos e a
execução de tarefas. O coordenador de sistemas da empresa declarou, a respeito disso:
"era preciso um gerente com mão de ferro, que batesse na mesa e fizesse as coisas
acontecerem" e, segundo ele, este foi o Sr. Michael Treptau. Durante todo o processo,
foram promovidas reuniões periódicas entre as consultorias e a Diretoria, onde pedia-se
mais apoio de determinadas áreas, se necessário, e procurava-se criar um consenso em
torno da importância do projeto.
O período de levantamento de dados gerou um certo desconforto nos funcionários
menos graduados, uma vez que, até o esboço final do projeto, toda a informação que
tinham era resultado de boatos internos.
o Projeto
A construção levou aproximadamente 1 5 meses (de abril 96 a julho de 97).
Consumiu US$ 25 milhões, gastos com o armazém vertical e obras de infra-estrutura,
além da reforma e climatização do armazém tradicional que fica anexo ao vertical.
71 Fonseca, Ubiracy apud Garoto: Projeto de Gente Grande. Revista Tecnologislica, novembro 1 997, p. 8.
65
As obras de infra-estrutura incluíram a construção de duas subestações de energia
elétrica, para recepção e distribuição a todo o parque da fábrica 2 ; e uma central de água
gelada para climatização dos produtos armazenados, totalmente informatizada. Foram
feitas, ainda, cisternas subterrâneas para combate a incêndio com capacidade de
fornecimento de água por 90 minutos, ininterruptamente. O projeto contou ainda com
rígido controle de planicidade do piso e a estanteria recebeu um tratamento especial
anti-corrosão, devido a proximidade com o mar.
O novo armazém vertical foi projetado para ter 7 corredores, cada um com um
transelevador dedicado. Tem 25,45 metros de altura, sendo 20,33 metros a altura
máxima de armazenagem, e 3 .847 m' de área, totalizando 85.780 m'. O novo armazém
vertical tem capacidade para movimentar 1 50 paletes/hora e para armazenar 1 2.000
paletes.
A área de armazenagem é dividida em 9 zonas. Destas, 3 têm alturas para paletes
de 1 ,40, 1 ,80 e 2, 1 0 metros e 3 zonas de giro - A, B e C. As posições são escolhidas
conforme a altura do palete e o giro do ativo. O estoque de Páscoa, por exemplo, que
começa a ser produzido em julho, vai sendo estocado na zona C, até passar a ocupar as
outras posições por falta de espaço.
Para reduzir possíveis conseqüências danosas da quebra de um transelevador, as
mercadorias são espalhadas pelos diversos corredores. Como a operação é toda
automática, o depósito funciona no escuro. A temperatura em seu interior é de 1 7 graus
centígrados, com variação de mais ou menos um grau. A umidade relativa do ar é
mantida entre 45% e 55%.
A mercadoria deixa a fábrica 1 e é transportada através de transportadores de
esteira, tracionados por correia, até uma área de paletização e embarque. A colocação
dos produtos em paletes é manual, embora a movimentação dos paletes montados até a
área de embarque seja realizada por um AGV, acionado pelos funcionários assim que o
palete está pronto.
O AGV conduz o palete até uma estação transportadora automática que registra a
passagem do mesmo e o conduz a um shuttle - caminhão "vai e vem", com capacidade
para 24 paletes e suspensão traseira pneumática, que garante estabilidade de nível em
66
qualquer condição de carga - que fará o transporte até o depósito. Todo o embarque é
automático e permite o carregamento ou descarregamento do shuttle em 2,5 minutos. A
mesma operação, se feita com empilhadeiras e carga paletizada, levaria em torno de 25
minutos. No caso de carregamento manual, 3 horas. O uso de estações transportadoras
automáticas permite o emprego de apenas um motorista por turno, que tem apenas a
obrigação de, após a chegada do caminhão, acoplar seu sistema de informação à doca,
iniciando a operação.
O shuttle percorre uma distância de aproximadamente 800 metros até a área
conhecida como fábrica 2. O acesso se dá através de vias públicas. "Este foi um grande
problema que enfrentamos para expansão, pois não havia mais espaço aqui (na matriz)
para crescermos e os terrenos ao lado triplicaram de preço. ,,72
O descarregamento é totalmente automático: a doca se encaixa perfeitamente no
veículo e um mecanismo de transportadores retrátil faz a retirada dos paletes. Estes
seguem até uma área de controle de qualidade onde, com a utilização de sensores,
verifica-se o estado dos mesmos - se há aletas quebradas ou alguma obstrução para o
encaixe do garfo - e a arrumação das mercadorias, incluindo altura e tolerância de
largura e comprimento.
Os paletes recusados são separados para verificação manual, enquanto um
relatório indica seu problema. Os demais seguem para a área de armazenagem, onde o
transelevador os conduzirá ao endereço na prateleira determinado pelo WMS.
O armazém conta ainda com 1 0 docas para carregamento simultâneo dos
caminhões e estacionamento para mais 20 veículos. A mercadoria é conduzida à
expedição por um sistema de transporte móvel. Elas podem vir diretamente do
armazém vertical, caso seja um palete completo. No caso de fracionamento, os produtos
vêm da área de picking. De qualquer forma, seu deslocamento final até as docas é feito
por transportadores de gravidade. O carregamento final nos caminhões não é
paletizado, com poucas exceções de clientes que até exigem a entrega paletizada, como
o Wal-Mart. No entanto, a empresa espera que, no futuro, todos os clientes recebam
desta forma.
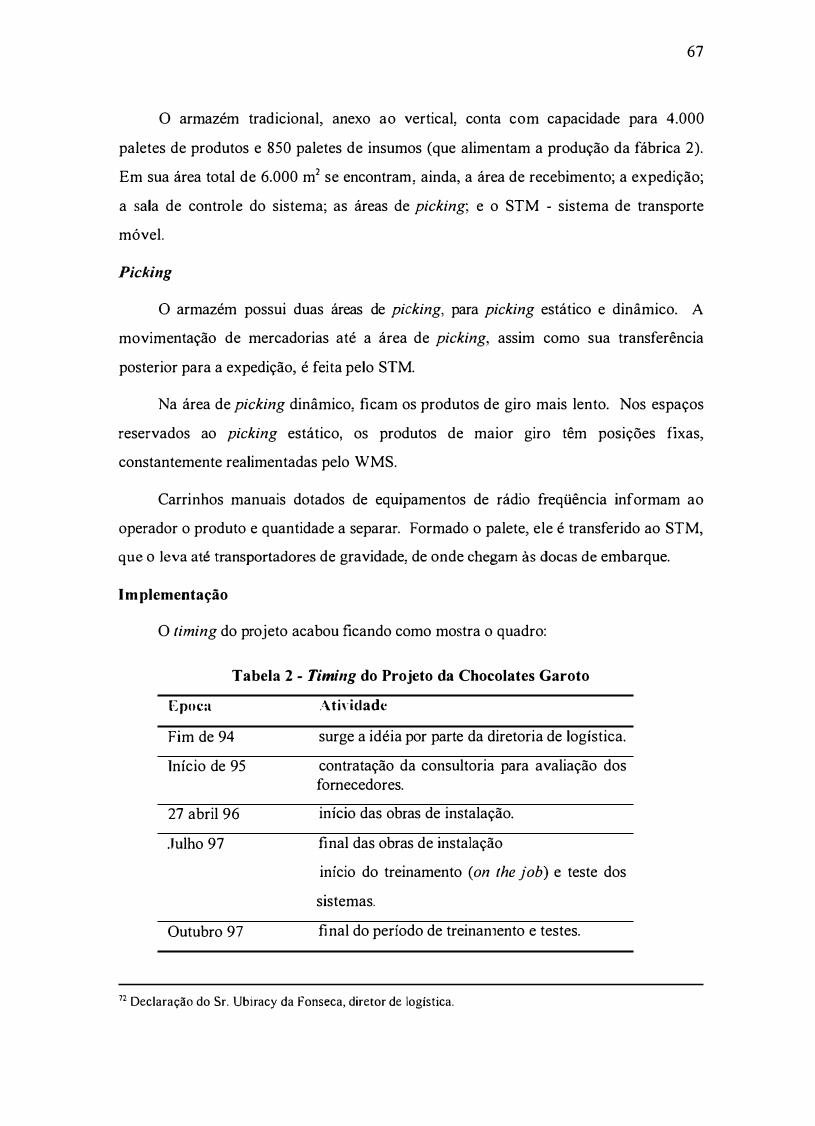
67
o armazém tradicional, anexo ao vertical, conta com capacidade para 4.000
paletes de produtos e 850 paletes de insumos (que alimentam a produção da fábrica 2).
Em sua área total de 6.000 m' se encontram, ainda, a área de recebimento; a expedição;
a sala de controle do sistema; as áreas de picking; e o SIM - sistema de transporte
móvel.
Pickillg
o armazém possui duas áreas de picking, para picking estático e dinâmico. A
movimentação de mercadorias até a área de picking, assim como sua transferência
posterior para a expedição, é feita pelo SIM.
Na área de picking dinâmico, ficam os produtos de giro mais lento. Nos espaços
reservados ao picking estático, os produtos de maior giro têm posições fixas,
constantemente realimentadas pelo WMS.
Carrinhos manuais dotados de equipamentos de rádio freqüência informam ao
operador o produto e quantidade a separar. Formado o palete, ele é transferido ao SIM,
que o leva até transportadores de gravidade, de onde chegam às docas de embarque.
Implementação
o liming do projeto acabou ficando como mostra o quadro:
Tabela 2 - Timillg do Projeto da Chocolates Garoto
Epoca
Fim de 94
Início de 95
27 abril 96
.lulho 97
Outubro 97
Atiddadc
surge a idéia por parte da diretoria de logística.
contratação da consultoria para avaliação dos fornecedores.
início das obras de instalação.
final das obras de instalação
início do treinamento (on lhe job) e teste dos
sistemas.
final do período de treinanlento e testes.
J2 Declaração do Sr. Ubiracy da Fonseca, diretor de logística.
68
26 novembro 97 inauguração do depósito.
Com o projeto definido, a empresa iniciou um programa de palestras a fim de
explicar aos funcionários o que estaria por ocorrer. As apresentações enfatizavam a
necessidade de modernização e o pioneirismo do projeto no país.
Uma pequena equipe, formada por seis conferentes mais experientes foi treinada
diretamente pela Noell com demonstrações teóricas e práticas. Este grupo se encarregou
do treinamento do restante do pessoal, on the job, usando um processo de multiplicação,
um grupo ensinava a outro grupo, sucessivamente. Este procedimento foi de julho a
outubro de 1 997. O treinamento foi feito no próprio depósito, que funcionou apenas
para teste, durante este período. A Noell continuou dando suporte de pessoal e
aproveitou os testes para verificar eventuais erros de sistema.
A chefia recebeu um treinamento diferenciado dos conferentes e foi o primeiro
grupo "multiplicador" na companhia. "Foi uma coisa totalmente nova ( . . . ) e eu fui
treinado pelo Jorge (Jorge Bittencourt, chefe de expedição e am1azenagem),,73, declarou
José Roberto da Silva, conferente.
O objetivo do projeto não era reduzir a mão de obra fixa do depósito, mas dar-lhe
maior flexibilidade em relação a sazonalidade do mercado de chocolate. Por isto, foram
poucas as demissões decorrentes do processo. Os funcionários que eventualmente
deixaram a empresa, o fizeram mais por um problema de postura. Isto parece ter ficado
bem claro para os próprios conferentes: "aqueles que não se adaptarem juntamente com
a empresa automaticamente vão ficar parados."" José Roberto complementa ainda,
falando que a inovação não ocorreu apenas no plano tecnológico, mas na mentalidade da
empresa, que está mais preocupada com a qualidade e com a melhoria contínua de cada
atividade. Este tipo de filosofia, segundo o funcionário, não foi compreendida por
alguns colegas.
1J Declaração do conferente José Roberto da Silva, no dia 4 de fevereiro de 1 998, na sede da Chocolates Garoto S.A .• Vila Velha. ES. 74 Declaração do conferente José Roberto da Si lva, no dia 4 de fevereiro de 1 998, na sede da Chocolates
Garoto S.A., Vila Velha. ES.
69
A manutenção dos equipamentos num primeiro momento será feita pelos próprios
funcionários da Garoto, que foram treinados especificamente para isto pela Noell.
Apenas os problemas mais complexos ficaram a cargo do fornecedor.
O setor de informática foi ativamente utilizado durante a implementação, se
encarregando, inclusive, de construir uma parte do software, que fez a integração do
sistema corporativo existente com o WMS. Além disso, como o novo sistema de
gerenciamento afeta diversas áreas diferentes, da manufatura às instalações elétricas, os
analistas acabaram servindo de elo de ligação entre estes diversos departamentos. "Foi
uma oportunidade de ter contato com várias áreas que nunca tinha imaginado, como
engenharia civil e instalações elétricas, porque o armazém depende de cada uma destas
áreas. ,,75
Software
Os sistemas usam arquitetura cliente/servidor, sendo o sistema de movimentação
de mercadorias independente do controle de estoque da empresa. Apesar disto, a
atualização de estoque é on tine (embora não seja real time, as informações entre os
sistemas são trocadas via arquivos, enviados apenas ao final de cada operação).
Antes da mercadoria entrar no depósito o sistema recebe um arquivo com
inforn1ações sobre os paletes carregados no shuttle, na saída da produção. Este estoque
é considerado em trânsito. Neste caso, o sistema da fábrica envia um equivalente ao
aviso de embarque ao sistema do depósito que o utilizará para controlar os paletes
efetivamente descarregados.
O software usado para gerenciar o depósito foi adquirido na Alemanha pela Noell
e chama-se LOGOS. Pertence à empresa MLR, também alemã. Foi escrito em
linguagem C++, utilizando base de dados ORACLE. O software fica no centro de
controle, no próprio depósito. Este centro possui dois servidores - um para backup - e
seis estações de trabalho. As telas foram todas traduzidas para o português e toda a
operação do centro de controle é conduzida pelo pessoal do próprio depósito. A área de
sistemas só presta suporte em caso de problemas mais graves.
75 Declaração do Sr. Gilson Marlin, coordenador de sistemas, em 4 de janeiro de 1 998.
70
A empresa já utiliza um software corporativo MFGPRO, que faz todo o controle
de estoque físico e contábil. Para compatibilizar as informações do MFGPRO e do
LOGOS, a área de sistemas da própria Garoto ficou encarregada de criar uma interface
entre os dois softwares. Também com esta interface foi criado o módulo que gera as
etiquetas de barra que identificam os paletes antes de seu envio para o armazém vertical.
O sistema de emissão de notas fiscais e criação de manifestos é independente dos
dois pacotes já mencionados e foi desenvolvido pela própria Garoto. Cada manifesto é
um conjunto de notas fiscais que formam um embarque completo. As mercadorias são
"puxadas" do armazém com base nas quantidades totais do manifesto, e não por nota
fiscal ou por pedido.
Para verificar a validade do estoque apontado pelo LOGOS será feito,
semestralmente, um inventário físico.
Características do WMS
Utilizando a definição de "níveis" citada por Trunk (1 996)76, podemos categorizar
o projeto da Garoto como um WMS de nível 4. O software controla um sistema ASIRS
e um STM. Além disso incorpora certas funções características dos níveis 1 ,2 e 3,
como: controle de inventário; controle de qualidade do palete; e transmissão de
informações para picking.
O quadro abaixo procura mostrar algumas características do WMS que afetam o
controle e o processo nas principais áreas funcionais.
76 Trunk, Christopher. The ABCs of WMS - par! 11 . Material Handling Engineering, março 1 996, p. 92.
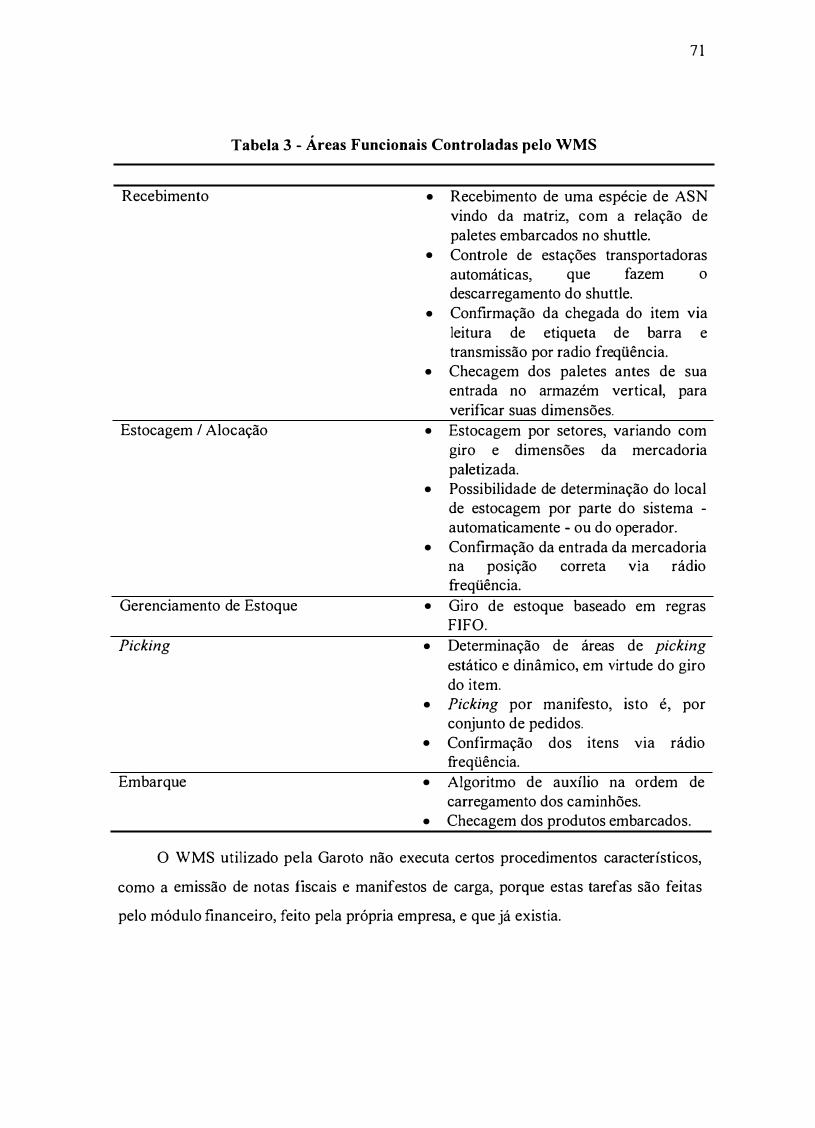
7 1
Tabela 3 - Áreas Funcionais Controladas pelo WMS
Recebimento
Estocagem / Alocação
Gerenciamento de Estoque
Picking
Embarque
• Recebimento de uma espécie de ASN vindo da matriz, com a relação de paletes embarcados no shuttle.
• Controle de estações transportadoras automáticas, que fazem o descarregamento do shuttle.
• Confirmação da chegada do item via leitura de etiqueta de barra e transmissão por radio freqüência.
• Checagem dos paletes antes de sua entrada no armazém vertical, para verificar suas dimensões.
• Estocagem por setores, variando com giro e dimensões da mercadoria paletizada.
• Possibilidade de determinação do local de estocagem por parte do sistema -automaticamente - ou do operador.
• Confirmação da entrada da mercadoria na posição correta via rádio freqüência.
• Giro de estoque baseado em regras FIFO.
• Determinação de áreas de picking estático e dinâmico, em virtude do giro do item.
• Picking por manifesto, isto é, por conjunto de pedidos.
• Confirmação dos itens Via rádio freqüência.
• Algoritmo de auxílio na ordem de carregamento dos caminhões.
• Checagem dos produtos embarcados.
o WMS utilizado pela Garoto não executa certos procedimentos característicos,
como a emissão de notas fiscais e manifestos de carga, porque estas tarefas são feitas
pelo módulo financeiro, feito pela própria empresa, e que já existia.
72
Benefícios do Projeto
Os principais beneficios esperados pela empresa estavam relacionados à qualidade
do produto armazenado, reduzindo a perda; e a flexibilização da instalação, que
dispensará a contratação de extras durante os períodos de alta sazonalidade.
A melhoria de qualidade era esperada como resultado de:
• um controle de inventário FIFO, evitando que a mercadoria chegue mais
velha que o necessárío ao cliente;
• controle de ambiente e temperatura;
• controle de qualidade na armazenagem, padronizando a arrumação dos
paletes e reduzindo danos às embalagens e a manipulação das mesmas.
Além disso, a empresa esperava obter outros beneficios:
• agilização do processo de distribuição (devido ao aumento da capacidade
de movimentação diária);
• preparação da empresa para sua estratégia de longo prazo, uma vez que os
investimentos foram feitos projetando as necessidades esperadas para os
próximos 1 0 anos;
• ganho de imagem de qualidade com a utilização de materíal moderno mais
compatível com o status de "maior fabricante de chocolates do hemisfério sul".
A aprovação do projeto envolveu a verificação do seu VPL, considerando, além
dos beneficios supracitados, a postergação da movimentação do estoque de Páscoa e a
necessidade da empresa para seu crescimento esperado nos próximos 1 0 anos.
A companhia, após 5 meses de utilização parcial e três meses depois da
inauguração oficial, considera que já atingiu seus objetivos. O controle do estoque está
sendo FIFO; o depósito trabalha nas condições de temperatura e umidade especificadas;
já houve uma redução de perdas da ordem de 44%; as diversas reportagens feitas com a
empresa e as inúmeras visitas que tem recebido mostram o retomo de imagem obtido; e
o aumento de capacidade e agilidade de distribuição já trouxe ganhos financeiros
imediatos. A empresa, devido ao novo armazém, só começou a transferência de estoque

73
da Páscoa para os centros de distribuição em fevereiro. Antes, esta movimentação
iniciava em agosto. Deste modo, já possibilitou significativa economia com antecipação
de frete e impostos, aluguel de racks e contratação de mão de obra adicional para estes
estabelecimentos.
Tabela 4 - Benefícios Alcançados
Pessoal
Capacidade de Armazenamento
redução de 100% (extras)
crescimento de 1 72% (só com
O Armazém Vertical)
Capacidade de Movimentação Diária crescimento de 269%
Perda de Mercadoria redução de 44%
Investimento
o Armazém Vertical sozinho consmTI1U US$ 1 2 milhões, enquanto as
modificações feitas no Armazém convencional ficaram em US$ 3 milhões. O restante
dos US$ 25 milhões foi utilizado para preparar a Fábrica 2 para o crescimento previsto
das instalações.
74
4.2. Companhia Souza Cruz S.A.
Introdução
A Companhia Souza Cruz é a mator fabricante de cIgarros do Brasil. Detém
85,4 1 % do mercado". O sistema de distribuição da empresa alcança 400 mil pontos de
venda no país, donde mais de 50% são atendidos diretamente. A mercadoria chega até
estes pontos a partir de 35 CODs (Central Operacional de Distribuição), 4 CIDs (Central
Integrada de Distribuição) ou 1 1 6 Postos de Abastecimento (PAs). As duas primeiras
recebem os produtos diretamente das fábricas", em caixas de 1 0 mil cigarros'9.
A distribuição para os pontos de venda é feita através de vans, enquanto os postos
de abastecimento recebem através de caminhões - em geral, carretas que entregam em
mais de um destino. Enquanto as vans são veículos próprios, a frota de caminhões é
toda terceirizada.
O mercado brasileiro de cigarros encontra-se bastante concentrado: mais de 50%
das vendas no país ocorre no Estado de São Paulo. Além disso, a cidade inclui um
público formador de opinião, cujo atendimento é considerado estratégico pela empresa.
A concorrência nesta região também é significativamente maior e o percentual de
participação da Souza Cruz cai para 77%.
Em setembro de 1 995, a empresa inaugurou uma CID em São Paulo, próximo à
Ponte do Tatuapé, com investimentos de US$ 1 5 milhões. A nova central integrada
substituiu 1 0 depósitos que atendiam a diversas regiões da Grande São Paulo e passou a
servir tatnbém aos mercados do Vale do Paraíba e Litoral Norte. "Nesta unidade foram
concentradas as etapas de recebimento, transit point para as regiões Sul e Sudeste,
picking automático, monitoramento e rastreamento dos veículos e processamento e
roteirização das entregas."" Segundo o Gerente da Central de Distribuição, a principal
razão da centralização foi a redução de despesas, através do ganho de escala. No
77 Caetano, José Roberto. Será que desta vez vai dar certo? Revista Exame, 28 de janeiro de 1 998, p. 40. " A empresa tem 4 fábricas no Brasil, em São Paulo, Uberlândia, Recife e Porto Alegre. 79 Cada 20 cigarros formam um maço e cada 1 0 maços, um pacote. Isto é, uma caixa tem 50 pacotes. 80 In: Benzi, Uliam D. Souza Cruz aposta na centralização da distribuição. Revista Tecnologística,
janeiro/98, p. 1 8.
75
entanto, ressalta o Gerente de Distribuição e Logística, "graças ao ganho de escala e
volume, pudemos instalar sistemas de handling e picking automáticos." 81
Os pedidos dos clientes são tomados pelos vendedores, em palmlops, e
transmitidos para o SPD (Serviço de Processamento de Dados) até às 1 8 :00 horas.
Então são processados e é feita a roteirização. Com os pedidos e a carga de cada
caminhão definidos, é iniciada a separação e a emissão das notas fiscais. A mercadoria
é estocada em paletes, no chão do depósito, até o momento de ser separada.
A mercadoria que é redespachada chega e sai em paletes fechados. As
mercadorias de recarga (quando há venda inesperada ou roubos) é montada em paletes
para aguardar o embarque.
A estrutura organizacional da Souza Cruz não integra as funções de logística em
um departan1ento, mas as coloca sob gerências de apoio às diversas áreas. O
departamento de logística industrial, subordinado à Diretoria Industrial, é encarregado
da compra de matérias primas para a fábrica e da armazenagem e transporte até as CrDs
ou CODs. A divisão de frade marketing e distribuição, subordinada à diretoria de
marketing, inclui uma Gerência de Operações Logísticas - GOL, que está responsável
pela distribuição do produto acabado até o ponto de venda.
Esta estrutura faz com que o fluxo da fábrica ao revendedor não seja contínuo e
integrado. Por isto não há códigos de barra controlando o recebimento e embarque entre
fábrica e Centrais de Distribuição: as mercadorias são contadas e conferidas tanto na
saída da fábrica, quanto na entrada dos depósitos.
Origem do Projeto
Em meados de 1 994 o então Gerente de Operações Logísticas - GOL, tomou a
iniciativa de imaginar o depósito do futuro. A idéia de trabalhar de forma mais
automática parecia ser a solução para o que se apresentava como uma necessidade:
reduzir o ciclo do pedido e o manuseio do produto (a fim de melhorar a qualidade).
81 Declaração do Sr, Élio Trevisolli in: Benzi, Liliam D. Souza Cmz aposta na centralização da distribuição. Revista Tecnologística, janeiro/98, p. 18 .
76
A grande dimensão do mercado de cigarros contrabandeados abria uma
perspectiva de aumento abrupto da demanda, caso fosse intensificada a repressão à esta
atividade.
A CID/SP82 era o local mais adequado para se ter uma operação automatizada,
dado o grande volume de mercadorias e a maior exigência dos clientes em relação à
qualidade do produto. O mercado de São Paulo inclui 50 mil pontos de venda, "onde o
cliente é o mais exigente com a qualidade de serviço,,8J. A qualidade de serviço neste
caso é traduzida principalmente por exatidão e presteza nas entregas, além de
embalagens impecáveis - já que a aparência do produto exposto é muito importante. A
dimensão desta importância pode ser medida pela estrutura que a empresa montou a fim
de atender as áreas denominadas Trend Centers - pontos geradores de tendência: a
companhia tem uma regional de vendas apenas para estes focos (a regional dos Jardins).
Outro desejo da empresa era viabilizar a entrega nos revendedores em 1 2 horas. A
empresa trabalhava com modalidades de atendimento em 24, 72 e 168 horas, além de
um esquema especial, exclusivo para quiosques da orla e pontos noturnos no Rio e São
Paulo, onde a reposição deve ser à noite e, em geral, o pedido é tirado na própria loja,
com entrega e impressão da nota fiscal no local.
A entrega em 1 2 horas, além de reduzir o ciclo do pedido, pode viabilizar o
funcionamento de um turno diurno de separação e embarque, viabilizando a entrega
noturna e o tráfego em horários de trânsito bem mais tranqüilo.
O GOL, então, procurou a empresa Rapstan-Demag, já com a idéia de um sistema
de separação automático. A escolha da Rapstan se deveu a sua reputação no mercado
como importante fornecedor de hardware para depósitos e ao contato que a Souza Cruz
já tinha com este fornecedor. A empresa não se mostrou interessada, mas sugeriu que se
buscasse parceria com a Knapp, especialista em sistemas de separação para a indústria
farmacêutica européia.
" A CID/SP atende quatro regionais de vendas: São Paulo I - Jardins, São Paulo 11 - Grande ABC, São Paulo 1lI - Litoral (até Campinas) e Ribeirão (interior do estado). 8J Declaração do Sr. Eduardo Magalhães, Gerente de Desenvolvimento Logístico, em entrevista no dia 05 de agosto de 1 997.
77
Preparação e Definição do Projeto
Em 1 995 o GOL e wn experiente engenheiro da Souza Cruz foram à Europa,
contataram a Knapp e trocaram infonnações sobre especificações de velocidade e
resistência do produto e da embalagem, além de verem sistemas já instalados do
fornecedor. Em comum acordo o projeto foi levado adiante.
O ,Iponsor do projeto foi seu próprio idealizador inicial, o Gerente de Operações
Logísticas. Considerado um profissional determinado e de muita liderança e
capacidade, é apontado como o grande responsável pela aprovação do projeto e sua
realização.
Na verdade um sistema de picking automático para cigarros não existia até aquela
data. Em virtude do ineditismo do projeto, optou-se por montar um piloto no CIDIRJ, a
fim de avaliar se as condições de performance seriam satisfeitas. A partir dos resultados
do piloto, foi gerado um projeto definitivo.
A elaboração do projeto piloto, que servIU para determinar as características
definitivas do picking automático, ficou a cargo de uma equipe da Souza Cruz formada
por três pessoas: um coordenador de sistemas - da infonnática - dois analistas e um
engenheiro operacional, com experiência em fábrica e depósito. Este último se tornou o
líder do projeto e foi o único totalmente dedicado ao mesmo. A experiência em fábrica
é considerada importante para a empresa porque ajuda a desenvolver um cuidado quase
obsessivo com a qualidade do produto. As maiores dificuldades ocorridas nesta etapa
do processo são reputadas como conseqüência da entrada tardia do setor de informática
no planejamento do projeto. Neste mesmo período a Knapp manteve uma equipe de
técnicos na Souza Cruz para acompanhar o andamento do piloto e fazer as modificações
necessárias.
O período de especificação, incluindo o tempo de operação do piloto, no Rio, foi
de aproximadamente 1 3 meses.
o Projeto
O projeto foi desenvolvido pela Knapp e aprovado pela Souza Cruz. Seu custo foi
de US$ 2,5 milhões.
78
Consiste na implantação de três linhas de picking automático - substituindo seis
estantes de picking manual - para os produtos de grande giro (aproximadamente 85%
das vendas, 8 marcas) e mais três estantes de picking by light (uma para cada linha),
para os produtos de menor giro ( l I marcas e três produtos chamados internamente de
"linha Inducondor"s4).
Cada linha possui 9 canaletas de 5 pacotes e 8 canaletas de I pacote - a marca
Derby, devido ao market share elevado, usa duas canaletas de 5 pacotes. Cada linha
trabalha com transportadores double deck; o que significa que dois transportadores
funcionam paralelamente, por linha, ao longo do percurso. Cada um alimenta três
packing tab/es, onde um operador, munido de um terminal e uma impressora de
etiquetas faz o empacotamento. As canaletas são ligeiramente inclinadas, mas em
posição quase horizontal. Desta fonna evita-se danos aos primeiros pacotes da pilha. A
alimentação das canaletas é feita abrindo-se a caixa de 1 0.000 cigarros, vinda da fábrica,
de ambos os lados e colocando-a sobre a canaleta. O operador não precisa tocar no
produto para posicioná-lo.
Na área de empacotamento, o operador pega uma bandeja com código de barra
identificado pelo sistema, monta uma caixa sobre a bandeja, obedecendo o tamanho de
caixa especificado na tela do terminal, e coloca os pacotes de cigarros na caixa. Uma
vez completada a caixa ou fechado o pedido, o operador aperta um botão, liberando a
bandeja. Seis leitores óticos acompanham ° pedido, lendo o código de barra da bandeja
ao longo do percurso, de modo a certificar que a seqüência até o embarque será mantida.
Após ser liberada da packing tab/e, a bandeja segue na direção do pick-to-light,
caso o pedido inclua algum dos produtos de menor giro, ou diretamente para as rampas
de embarque. Para assegurar a manutenção do seqüenciamento, se uma bandeja entra na
área de pick-to-light, as demais aguardam até que ela esteja completa e retome à linha
principal. No caso de uma queda momentânea de energia, ou falha no sistema,
provocando um intervalo de tempo até a entrada em operação do servidor "reserva", a
bandeja é desviada para o pick-to-light onde acendem Inzes amarelas e o operador pode
84 Os produtos desta linha são dois tipos de papel de fumo e um fumo desfiado.
79
conferir se os cigarros de alto giro que deveriam ter sido colocados nas caixas estão
corretos. Caso falte algum, ele mesmo completa o pedido.
A saída de mercadorias de cada linha é feita por três rampas, totalizando nove
carros podendo ser carregados simultaneamente. As caixas não são lacradas em
momento algum, o que agiliza o embarque. As etiquetas pregadas às caixas na packing
table contêm o número da nota fiscal correspondente ao pedido, quantas caixas contém
o pedido, o número total de cigarros e o endereço de entrega. Além disso são etiquetas
dupla face, o que permite que sejam coladas nos cheques recebidos, mais tarde,
facilitando o controle.
A alimentação das canaletas é feita por dois operadores para cada linha, a partir de
um estoque empilhado próximo à linha. A quantidade empilhada toma por base o
histórico de vendas e sofre ajustes no decorrer do turno. De forma semelhante é feita a
alimentação das estantes do pick-to-light, com base em um empilhamento próximo.
Outros paletes também são colocados ao lado das mesas de empacotamento para que os
operadores peguem os pedidos que contém caixas de 1 0 mil cigarros de mesma marca
diretamente, evitando o retrabalho de abrir uma caixa, separar e novamente colocar em
outra caixa. Os três locais de armazenagem de paletes são supridos durante o dia, com
base no conhecimento da necessidade passada. Durante o turno noturno, os ajustes
necessários são feitos pelos operadores que normalmente trabalham na separação dos
atacadistas e grandes varejistas. Dos cinco funcionários encarregados desta tarefa, dois
"puxam" os paletes para a separação destes clientes, enquanto os outros três "puxam" os
paletes para os ajustes e reposição eventualmente necessária ao picking automático.
Depois os três retornam à sua área de origem. A movimentação dos paletes - todos de
plástico - é feito por empilhadeiras elétricas.
O sistema pode trabalhar em 3 velocidades, tendo sido dimensionado para atender
uma necessidade 50% maior que a atual - de uma capacidade de 1 10 milhões de
pacotes/dia, espera-se que o depósito possa operar até 1 60 milhões de pacotes/dia.
Em caso de falta de energia, a CID conta com um gerador capaz de garantir seu
funcionamento. Na eventualidade de um problema prolongado, ou alguma pane no
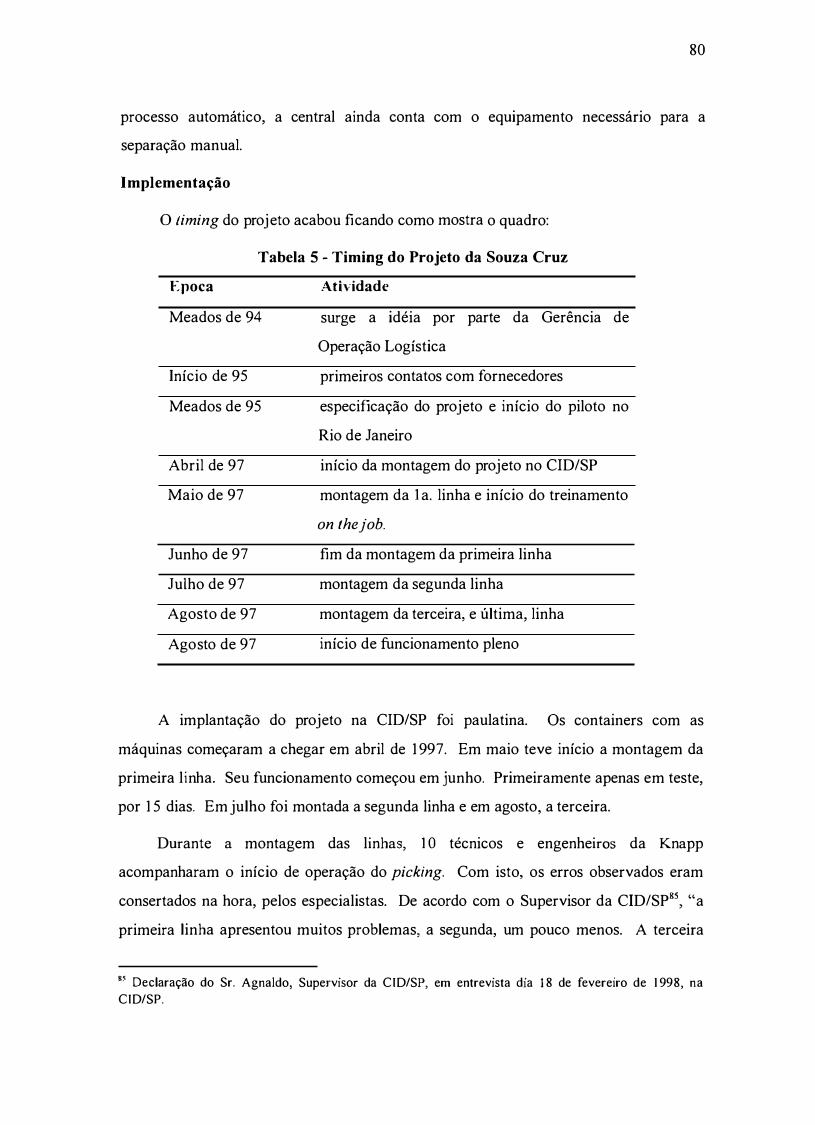
80
processo automático, a central ainda conta com o equipamento necessário para a
separação manual.
Implementação
o liming do projeto acabou ficando como mostra o quadro:
Tabela 5 - Timing do Projeto da Souza Cruz
Epoca
Meados de 94
Início de 95
Meados de 95
Abril de 97
Maio de 97
Junho de 97
Julho de 97
Agosto de 97
Agosto de 97
Atividade
surge a idéia por parte da Gerência de
Operação Logística
primeiros contatos com fornecedores
especificação do projeto e início do piloto no
Rio de Janeiro
início da montagem do projeto no CID/SP
montagem da J a. linha e início do treinamento
on Ihejob.
fim da montagem da primeira linha
montagem da segunda linha
montagem da terceira, e última, linha
início de funcionamento pleno
A implantação do projeto na CID/SP foi paulatina. Os containers com as
máquinas começaram a chegar em abril de 1 997. Em maio teve início a montagem da
primeira linha. Seu funcionamento começou em junho. Primeiramente apenas em teste,
por 1 5 dias. Em julho foi montada a segunda linha e em agosto, a terceira.
Durante a montagem das linhas, 1 0 técnicos e engenheiros da Knapp
acompanharam o início de operação do picking. Com isto, os erros observados eram
consertados na hora, pelos especialistas. De acordo com o Supervisor da CID/SP", "a
primeira linha apresentou muitos problemas, a segunda, um pouco menos. A terceira
g; Declaração do Sr. Agnaldo, Supervisor da CID/SP, em entrevista dia 1 8 de fevereiro de 1 998, na
CID/SP.
8 1
linha nós colocamos direto para funcionar, sem teste algum, e ela está aí dando conta do
recado até hoje."
A empresa considera que um dos pontos positivos da implantação foi o fato dos
sistemas novos terem sido totalmente importados, após testados em termos de
confiabilidade e configuração, na própria Knapp. Desta forma, eliminou-se uma série
de interfaces que poderiam apresentar problemas no período inicial. Este procedimento
foi recomendado pela própria Knapp.
As notícias sobre o projeto chegaram aos funcionários do depósito bem antes de
sua comunicação oficial. Isto causou ansiedade nos operadores durante um bom tempo,
principalmente porque as informações não eram corretas. Os funcionários em nível de
supervisão e gerência foram apresentados ao projeto 60 dias antes do início da
montagem. Os operadores, 30 dias. Entre estes, havia boatos de que a automação traria
muitas demissões e que eles seriam substituídos pelas máquinas. Segundo o operador
Márcio, o nível de inquietação atingiu tal ponto que o gerente da CID chamou o pessoal
e "deu a palavra dele"86 de que não haveria demissões. "A gente (operadores) não tinha
visão de nada."87 As reuniões feitas a partir daí, acalmaram os ânimos. No final, o fato
de não ter havido demissões, na opinião do Sr. Marco, encarregado da CID/SP,
"aumentou a credibilidade da empresa junto aos funcionários. ,,"
O treinamento dos operadores foi feito on lhe job. Uma pnmelra turma foi
treinada ainda no período de testes da primeira linha, neste grupo procurou-se colocar os
operadores que, esperava-se, teriam mais facilidade de aprendizado. Daí em diante,
fazia-se um revezamento com os demais operadores, cada dia um operando no picking
automático. Os funcionários já treinados auxiliavam os novatos nas novas tarefas,
fazendo o papel de multiplicadores.
Para a nova operação foram trazidos três funcionários das fábricas: um técnico em
mecânica, um técnico em eletro-eletrônica e um supervisor, que é hoje o supervisor da
CID/SP.
86 Operador Márcio, em entrevista dia 1 8 de fevereiro de 1 998. na CID/SP. R7 lbid. S i Declaração do Sr. Marco, encarregado da CID/SP, em entrevista dia 1 8 de fevereiro de 1 998, na
CID/SP.
82
Software
o sistema usa arquitetura cliente/servidor, sendo o sistema do picking automático
independente do controle de estoque e do faturamento da empresa. As informações
entre os sistemas passam por um "tradutor", em uma máquina RISK, onde os arquivos
com os pedidos processados e já seqüenciados são enviados ao software que controla a
separação.
Esta transferência de arquivo ocorre no início da operação do picking, às 20:00 -
salvo se houver atraso no envio dos pedidos dos vendedores, ou na roteirização. O
roteirizador utilizado é o Roadshow'9. O percurso dos veículos também é monitorado
pela empresa com o uso do sistema SkyMark, da empresa norte-americana Cimarron. O
produto usa rádio freqüência e por isto só é usado na Grande São Paulo. Os veículos
que trafegam interior do estado são acompanhados com o uso de satélites e o sistema
Autotrac.
O software de gerenciamento do picking foi fornecido pela Knapp, sendo
propriedade desta. O pacote roda num servidor RISK. Todo o sistema é dual. As telas
dos operadores, assim como toda a consulta e os relatórios emitidos pelo sistema são em
inglês. No entanto, os encarregados do depósito fazem questão de acrescentar que os
operadores se adaptaran1 facilmente aos termos na nova língua, aprendendo a interpretar
as telas rapidamente.
Uma das vantagens do projeto foi viabilizar a separação enquanto as notas fiscais
são impressas. Isto porque, antes, esperava-se as impressões para que os operadores
pudessem fazer o picking a partir das listas impressas. Com o sistema automático,
enquanto se imprime, o software de separação já recebeu o arquivo com as notas fiscais
e a seqüência de embarque, dando início ao picking. Por esta razão, a separação que
antes iniciava geralmente às 22:00 horas, hoje começa às 20:00 horas.
Customizações
Durante e após a implantação do projeto, algumas modificações importantes
tiveram de ser feitas no software originaI da Knapp.
89 Distribuído no Brasil pela Routing Systems.
83
A maIS importante delas foi o seqüencimnento. A versão original da Knapp
permitia que a bandeja que não passasse pelo pick-to-light passasse diretamente para o
carregmnento, sem esperar pela anterior, caso esta estivesse sendo carregada neste
sistema. Desta forma a seqüência de embarque era quebrada. Devido a roteirização da
entrega da empresa, este procedimento era inaceitável.
Foi feita tmnbém uma modificação no programa a respeito de pedidos muito
grandes. Inicialmente, pedidos de, por exemplo, 1 0 mil cigarros de mesma marca,
quando passavam pela separação significavmn que uma caixa de 1 0 mil cigarros seria
aberta, posta na canaleta, os pacotes serimn transportados até a packing table e o
operador iria encher uma caixa igual, novamente. Para evitar este retrabalho,
atualmente pedidos com 1 0 mil cigarros não saem das canaletas. Um aviso é emitido
para o operador no empacotmnento e ele pega uma caixa fechada que fica empilhada
próximo a ele e coloca diretamente sobre a bandeja.
Outra alteração no projeto inicial foi a colocação de dois operadores no pick-to
lighl, originalmente atendido por apenas uma pessoa. Desta forma, o pick-to-lighl foi
dividido em duas zonas distintas e a bandeja pode passar diretmnente à zona que
precisa, sem parar na anterior. Além disso, dois pedidos podem ser atendidos ao mesmo
tempo, agilizando o processo.
Na verdade, a necessidade de se agilizar o fluxo de mercadoria se deveu a uma
constatação tardia: embora apenas 1 5% dos cigarros vendidos estejmn representados no
picking by lighl, aproximadamente 73% dos pedidos passmn pelo sistema. Para
contornar este problema, a empresa está estudando a colocação de mais canaletas na
área de /obacco picking e a transformação de algumas canaletas de cinco pacotes em
canaletas de um pacote, aumentando a variedade de marcas.
Características do WMS
O software utilizado para gerenciar o picking automático na CID/SP pode ser
considerado um WMS de nível 3 , de acordo com a classificação citada por Trunk

84
( 1 996)90 O pacote controla um equipamento de separação e seqüenciamento de
pedidos, além de um sistema pick-to-light, usando um gravityflow rack.
O quadro abaixo procura mostrar as principais funções do WMS fornecido pela
Knapp e usado pela Souza Cruz.
90 Trunk, Christopher. The ABC af WMS - part 1 1 . Material Handling Engineering. March 1 996, p. 92.

85
Tabela 6 - Áreas Funcionais Controladas pelo WMS
Recebimento
Estocagem / Alocação
Gerenciamento de Estoque
Picking
Embarque
• Recebimento de um arqUIvo vindo do SPD da Souza Cruz, contendo os pedidos e a seqüência de embarque.
• Não há controle sobre o recebimento fisico dos produtos, isto é feito pelo SPD da Souza Cruz.
• Não há controle de estoque, já que o software não controla estoque, mas apenas o picking.
• No entanto, a situação e localização de cada pedido no percurso do picking pode ser acompanhada on Une.
• Não há controle de estoque. • O software associa a cada caixa com os pacotes
pedidos, uma bandeja com código de barra. • A bandeja é acompanhada através de seu percurso
pelos transportadores com a utilização de sensores óticos.
• O sistema é capaz de enviar os pedidos para um
subsistema pick-to-light, ou diretamente para o embarque, de acordo com a necessidade.
• De qualquer forma o seqüenciamento das bandejas é mantido. Caso os sensores detectem uma ordem errada - geralmente por erro de leitura da etiqueta de barra - o operador é avisado e pode fazer a verificação visual.
• A ordem de carregamento não é determinada pelo software, mas mantida por ele.
• O pacote também associa cada grupo de caixas ao carro de entrega e para controle do operador, dispõe de um visor luminoso que aponta o número do carro que deveria estar sendo carregado. Quando termina o embarque de determinada viatura ele coloca a palavra END, indicando que deve começar o embarque em outro veículo.
Uma outra característica importante do pacote utilizado é a possibilidade de medir
a produtividade dos funcionários, tanto os que trabalham nas packing table, quanto os
do pick-to-light e do carregamento.

86
Todos os dados de quantidade e velocidade do fluxo de mercadoria do sistema
podem ser obtidos on line, pelo sistema. Ao final do dia, um relatório completo pode
ser impresso. Na prática, o supervisor da CID/SP usa os dados do relatório para
alimentar uma planilha em Excel, e em português. Esta, mais amigável, é que gera os
relatórios realmente utilizados e analisados, no formato mais adequado às necessidades
do supervisor.
Benefícios do Projeto
O principal objetivo declarado pela empresa foi a melhoria de qualidade do
produto e das condições de trabalho dos funcionários. Além disso há o aumento de
capacidade de separação do depósito; a viabilização do chamado pedido " 1 2 horas", isto
é, atendido no mesmo dia; o ganho de imagem de alta tecnologia da empresa; e uma
maior flexibilidade de operação. A empresa chegou a calcular o VPL do projeto, mas
sua decisão em realizá-lo foi tomada com base nos benefícios intangíveis mencionados
aCIma.
A melhoria de qualidade é um objetivo assumido como atingido. A presença do
item em estoque é também assumida como 1 00%, dada a elevada cobertura com que os
depósitos trabalham (2,5 dias). Assim, a falta de um item pedido é reputada como erro
de separação apenas. Antes do picking automático, a quantidade de erros era de apenas
0,5%. Atualmente, apesar de não haver nenhum controle formal, sua quantidade
reputada como sendo virtualmente nula.
Para medir os possíveis ganhos em aparência e qualidade do produto, a empresa
criou um índice: IPA-CID (Inspeção de Produto Acabado - CID). Este veio se juntar a
outros dois: IPA-fábrica, medido na saída da fábrica, e IPA-Brasil, medido na chegada
ao ponto de venda. Estes índices usam uma pontuação com base na quantidade de
danos aos produtos ocorrida em cada etapa de manipulação. A empresa, com base nesta
medição - feita antes da instalação da separação automática - acredita ter tido uma queda
de 20% nos danos devido ao manuseio dos produtos. No entanto, novamente, não
houve e não há medição sistemática destes resultados, de forma a verificar sua validade.
A instalação é inegavelmente mais flexível que a anterior. É possível trabalhar
com três velocidades diferentes e reduzir o número de packing tables, o que na prática,

87
significa reduzir o número de operadores. Tudo isto sem prejudicar a qualidade ou a
performance da separação. O aprendizado dos funcionários também é muito mais
rápido que no processo anterior. O supervisor da CID/SP estima que um funcionário
demorava aproximadamente quarenta dias para atingir a média de performance dos
demais operadores, no sistema antigo. Com a separação automática este tempo de
aprendizado foi reduzido para "uma semana a dez dias."·)
O contato dos operadores com o novo equipamento foi uma experiência a parte.
No início muitos estavam receosos: "eu nunca tive acesso ao micro"n, declarou um
operador. No entanto, a adaptação foi rápida, segundo o supervisor da CID, e hoje os
operadores "até trocam mensagens entre si, pelos terminais." Este contato com a
tecnologia parece tê-los motivado, conversando com os operadores pode-se ouvir
declarações do tipo: "o pessoal tá bem empenhado em aprender", ou "profissionalmente
foi bom.,,·3
Esta maior facilidade de adaptação do novo funcionário é também um reflexo da
melhor condição de trabalho. Se antes o funcionário tinha de manipular listagens com
os itens pedidos, olhar para elas e pegar os itens nas estantes; com o atual processo nada
disso é necessário. Os itens já chegam separados e só é preciso colocá-los nas caixas.
Porém, embora disponha de meios para tal, a empresa não faz nenhuma medição com
respeito ao turnover ou ao grau de absenteísmo dos operadores.
O número de funcionários atuando na separação diminuiu um pouco: antes haviam
6 estantes dinâmicas, com 8 funcionários cada, totalizando 48 pessoas; hoje existem 3
linhas, cada uma com 3 carregadores nas rampas de embarque, 2 operadores no pick-to
!ight e um alimentando o flow rack, mais dois abastecendo o tobacco picking e 6 nas
packing tables, totalizando 1 4 por linha, ou 42 no total. Além deste quadro, o depósito
conta ainda com 5 funcionários que atuam na separação de mercadoria para o atacado e
grande varejo, que compra maiores quantidades, onde não é necessário picking. A
" Declaração do Sr. Marco, encarregado da CID/SP, dia 1 8 de fevereiro de 1 998, na CID/SP '" Declaração do operador Carlos Gonzaga, em entrevista dia 1 8 de fevereiro de 1998, na CIO/SP. " Declarações obtidas em entrevistas realizadas dia 1 8 de fevereiro de 1 998, com os operadores Carlos Gonzaga, Ayrton e Márcio, na CIO/SP

88
pequena redução de pessoal ocorreu naturalmente, pela não reposição do lurnover usual
da empresa.
Outro beneficio esperado, o ganho de capacidade e velocidade ainda não foi
verificado, no entender dos operadores. Se antes o processo de separação ocorria entre
22:00 e 04:00 horas e movimentava em torno de 4.800 notas ou 48 milhões de cigarros;
no processo atual a separação está ocupando um turno de 20:00 às 06:00 horas,
movimentando 6.300 notas ou 63 milhões de cigarros. Em média, isto significa que a
produtividade caiu de 800 notaslhora, ou 8 milhões de cigarros/hora, para 630
notaslhora, ou 6,3 milhões de cigarroslhora. Estes dados, fornecidos pelo supervisor da
CID, são consistentes com a opinião dos operadores: "(o sistema automático) é menos
cansativo, mas demora mais", ou "precisa acelerar um pouco"".
A necessidade de aumentar a velocidade da separação já foi identificada pela
empresa que estuda o aumento do número de canaletas no lobacco picking ou a
transformação de algumas canaletas de cinco pacotes em canaletas de I pacote de
marcas hoje separadas no pick-Io-light. A razão deste problema, como já foi
mencionado, é a grande quantidade de pedidos que atualmente passa pelo pick-Io-light,
o que reduz o grau de automação do processo, e a necessidade de manter a seqüência de
embarque, obrigando os pedidos subseqüentes a aguardarem a saída dos anteriores do
pick-Io-light para dar prosseguimento ao fluxo das mercadorias.
A imagem de desenvolvimento tecnológico e alta tecnologia já é considerada
como obtida, pela companhia. A empresa é considerada benchmark em distribuição no
grupo BAT - British American Tobacco. Em 1 997, mais dois depósitos do grupo no
mundo já haviam instalado sistemas de picking automático semelhante ao idealizado
pela filial brasileira. O Gerente de Operações Logísticas foi promovido como
demonstração da satisfação da empresa com a condução das operações no país.
Investimento
O projeto de separação automática consumIU um investimento de US$ 2,5
milhões. Este investimento foi um adicional a um total de US$ 1 5 milhões investido

89
pela empresa na centralização da distribuição na CID/SP. Em entrevista ao Jornal O
Globo de 22 de janeiro de 1 998, página 28, o presidente da empresa, Sr. Flávio de
Andrade, afirmou que o total investido durante 1997 em modernização para o aumento
da eficiência e da qualidade dos produtos e serviços foi de US$ 1 23 milhões.
94 Declarações dadas pelos operadores Ayrtoll, Márcio e Carlos Gonzaga durante entrevista em 1 8 de fevereiro de 1 998, na CID/SI'.

90
4.3. Lojas Americanas S.A.
A Lojas Americanas é a terceira maior rede varejista do país9'. Suas vendas em
1 997 passaram de R$ 2 bilhões. No final do mesmo ano, a empresa dividiu seus pontos
de venda, criando uma empresa supermercadista. Desta forma, pretendeu reduzir seu
sortimento e padronizar mais as lojas da rede. O mercado especula que a nova empresa
supermercadista está sendo preparada para venda, de forma a capitalizar a companhia,
que teve prejuízo de mais de R$ 33 milhões no exercício de 1 99796• As duas empresas
somadas têm l i O lojas, 87 não são de supermercado. As 23 lojas de supermercado
tiveram faturamento de R$ 665 milhões em 1 997, correspondendo a 32,5% do
faturamento global da empresa.
Em janeiro de 1 996 a empresa nomeou um novo superintendente de logística,
cargo que estava vago há vários meses. Nesta época, a empresa também trocou seu
Diretor-Superintendente. A nova direção começou imediatamente a direcionar seus
esforços na melhoria das operações logísticas da empresa. No início de 1 997 o
Superintendente de Logística chegou á Diretoria da empresa, mostrando a disposição da
direção em fortalecer a companhia nesta área.
A empresa tinha, em 1 996, pouco mais de 1 00 lojas e dois depósitos centrais. A
maior parte das entregas dos fornecedores eram feitas diretamente nas lojas das redes,
com exceção dos produtos importados, que eram distribuídos pelo depósito, e de
algumas grandes compras promocionais ou sazonais, feitas com certa antecedência e
que ficavam aguardando para distribuição no momento do evento - aproximadamente
20% dos pedidos de compra com características de distribuição nacional passavam pelos
depósitos centrais. Alguns departamentos de utilidades domésticas e algumas lojas de
dimensões reduzidas experimentavam programas pilotos de entrega centralizada e
estoque centralizado, respectivamente.
A visão da empresa era a de atingir 200 lojas no ano 2000. Para isto, definiu-se
que era imprescindível rever o modelo de distribuição da empresa e mesmo sua forma
de interação com os fornecedores. A consciência desta necessidade já havia feito a
'>5 Revista Melhores e Maiores - Exame. Julho / 98.

9 1
companhia iniciar, em 1995, um projeto piloto de EDI com seus fornecedores e o
supramencionado projeto de lojas com entrega centralizada no depósito.
Planejamento Estratégico
Em julho de 1 996, a Lojas Americanas contratou a empresa de consultoria
Andersen Consulting para desenvolver um plano estratégico para a logística da empresa.
A Andersen foi contratada após concorrência entre uma série de outras empresas
de consultoria de primeira linha.
O trabalho de definição da estratégia logística de companhia começou em julho de
1 996 e terminou em julho de 1 997, quando a Andersen Consulting definiu oito linhas de
ação para a empresa e deu início a uma série de projetos e ações de alinhamento entre a
companhia e a visão logística escolhida. Alguns dos projetos de alinhamento já estavam
em andamento, como a implantação da automação nos centros de distribuição. Os
projetos de ações de alinhamento não estarão totalmente terminados antes do ano 2000.
O plano final determinon que a empresa deveria partir para um sistema
centralizado de recebimento e distribuição dos produtos vindos dos fornecedores.
Também sugeriu, baseado em diversos cenários de crescimento e nas condições das
atuais instalações, a localização e a capacidade de cada centro de distribuição.
O plano desenvolvido pela Andersen Consulting definiu até cinco localizações
para os centros de distribuição, dependendo do crescimento da companhia. Para a visão
inicial de 200 lojas no ano 2000, a empresa teria um CD no Rio, um em SP, outro em
Recife, mais nm no Sul, provavelmente no Paraná, e outro no centro-oeste.
Os prejuízos da empresa em 1 996 e 1997 obrigaram-na a rever seu crescimento e
sua visão foi redefinida para: "chegar ao século XXI como a primeira opção de compra
do consumidor no Brasil". A missão definida pela empresa foi : "ajudar as pessoas a
melhorarem continuamente sua qualidade de vida provendo-lhes seus produtos de
consumo e ponpando-lhes tempo e dinheiro". Uma clara referência à eficiência logística
e conveniência.
% Revista Melhores e Maiores - Exame. Julho / 98.

92
Neste cenário o número de CDs foi reduzido para três: um no Rio, um em São
Paulo e o terceiro em Recife. Os já existentes depósitos do Rio e de São Paulo foram
transformados em CDs e uma instalação totalmente foi construída em Recife e
inaugurada no início de 1 999.
Desta forma, espera-se atender de forma centralizada a 59 das 87 lojas da rede.
Vinte e nove serão atendidas pelo CD São Paulo, 1 1 pelo CD Rio e 1 9 pelo de Recife.
A empresa já planeja a construção de novas instalações, mais adequadas e de maior
capacidade, no Rio e em São Paulo. O CD de Recife poderá atender a até 25 lojas e,
adicionalmente, ainda possui uma grande área de expansão ao redor, podendo dobrar de
tamanho . O cenário de 25 lojas atende ás perspectivas de crescimento na região para,
pelo menos, os próximos dois anos.
Preparação e Definição do Projeto
Em janeiro de 1 996, a empresa definiu uma equipe técnica formada por dois
representantes da área de logística e dois da área de tecnologia para desenvolver um
projeto de automação para o depósito de São Paulo, incluindo a avaliação de vários
softwares de WMS. Deveria ser elaborado um estudo técnico destes softwares levando
em consideração as características da empresa e o grau de aderência á operação. Vários
sistemas especialistas foram avaliados, como o Move, Catalyst, CET e Nautilus. Além
destes, alguns sistemas corporativos também foram analisados, como o Triton e o
Magnus. Em meados de 1 996 a empresa decidiu-se pela compra do software Nautilus,
da PCS. A decisão final ficou a cargo da equipe técnica, com o aval das Diretoria de
Operação e Tecnologia. O Diretor de Operações, aliás, foi, desde o início, o sponsor do
projeto. Mas, aparentemente, havia um forte consenso na Diretoria sobre sua
necessidade.
De setembro de 1 996 até julho de 1997, a empresa testou o novo software e
desenvolveu as interfaces necessárias para sua comunicação com os sistemas já
existentes. Para o desenvolvimento destas interfaces, contratou uma empresa de
consultoria que forneceu os programadores e analistas necessários a este trabalho.

93
Ao WMS teriam de ser acoplados pelo menos dois grandes sistemas: o
corporativo, que rodava num IBM de grande porte e um sistema de emissão de notas
fiscais.
o Nautilus é um software criado pela PCS. No Brasil a empresa é representada
pela NCR.
A opção pelo Nautilus foi motivada, além do preço, principalmente pelo fato de
ser usado por uma outra empresa varejista, de características semelhantes a Lojas
Americanas - a Casas Tia, na Argentina. Foi feita uma visita á empresa argentina para
o bservar o sistema em ação e seu desempenho foi considerado bastante satisfatório.
Dentre os outros softwares avaliados estavam o WI S e o Catalyst.
Já antevendo dificuldades na implementação, e buscando experiência em projetos
semelhantes - requisito não existente internamente - a empresa contratou, também, uma
consultora internacional. Além de experiência anterior na implementação de sistemas
WMS, a consultora contratada tinha experiência na implantação do sistema na América
Latina, com todas as implicações de dificuldade de comunicação e de diferenças
culturais cabíveis - ela havia auxiliado no projeto da Casas Tia, na Argentina.
o Projeto
o Nautilus foi implantado primeiramente no CD de São Paulo. O software deve
gerenciar todas as atividades de recebimento, alocação e movimentação de materiais no
depósito. Um sistema desenvolvido pela própria Lojas Americanas se encarrega de
calcular e ordenar a reposição para as lojas.
O depósito, agora CD de São Paulo é divido em 4 setores de armazenagem. Cada
setor é subdividido em zonas9'. A divisão em zonas permite a identificação de
diferentes formatos de armazenagem. O depósito tem estanterias do tipo porta paletes,
áreas para blocagem, estantes para armazenagem em caixas e drive-ins que permitem a
colocação de até 4 paletes por andar.
97 São as seguintes as zonas de armazenagem: porta-palete (9 zonas); drive-in (6 zonas); bin normal (4 zonas); blocagem (S zonas); têxtil (2 zonas); compac! disc (3 zonas) e bin risco (2 zonas).

94
As zonas também representam aglomerações de departamentos de compras por
similaridade (como; utilidades domésticas, têxtil, chocolates e biscoitos, eletro
eletrônicos, etc . . ) . No cadastro do item do Nautilus, um dos atributos é a zona de
preferência de armazenagem.
As instalações ocupam uma área de 50 m de largura por 250 m de comprimento,
com 1 4 m de altura e 28 docas em cada extremidade menor. O recebimento é todo feito
por um dos lados do depósito, enquanto a expedição ocorre do lado oposto. Esta
disposição vai de encontro ao desejo da empresa de otimizar a movimentação de
mercadorias, e é uma das razões porque ela deseja adquirir uma outra área para instalar
um novo centro de distribuição. A empresa acredita que o layout da nova instalação
permitirá que as docas de recebimento e expedição estejam do mesmo lado, permitindo
a movimentação direta entre as duas áreas, sem a necessidade de atravessar o setor de
armazenagem, como mostra a figura anexa.
Agendamento
A funcionalidade do WMS começa com o agendamento. Os fornecedores de
Lojas Americanas devem, após receberem o pedido feito na sede, pelos compradores,
entrar em contato com o depósito a fim de agendarem a data de recebimento. O pedido
já indica o período de 7 dias durante o qual o recebimento pode ocorrer". O fornecedor
deve informar a quantidade de volumes a ser entregue. O tempo de recebimento
depende desta quantidade, portanto a disponibilidade da janela, também. O número de
fornecedores atendidos simultaneamente varia de acordo com a quantidade de portas de
recebimento disponíveis. Até 24 horas antes da hora agendada, o fornecedor envia uma
cópia da nota fiscal via fax. Esta cópia permite a conferência antecipada dos dados do
recebimento e, portanto, a correção antecipada de divergências com o pedido. Esta
conferência é feita visualmente pela equipe de agendamento, no depósito, comparando
se o fax ao pedido consultado via terminal.
Após conferir a nota fiscal o pessoal de apoio, no depósito, imprime as etiquetas
que serão usadas no recebimento. São três etiquetas. Uma delas contém a data e hora
" Os pcrlodos de 7 dias para o recebimento são divididos em 1 a 7; 8 a 15 ; 1 6 a 22; e 23 a 30, e conhecidos como "semana LASA".

95
marcadas, o código do pedido, o total de volumes a ser recebido e quantidade de itens
por SKU. A segunda detalha o item, com dados como o código interno da Lojas
Americanas que identifica o item a nível de SKU, o total de volumes e unidades e o
código do pedido. A terceira etiqueta, além das infornlações comuns como código do
pedido e códigos dos itens, contém o endereço onde o palete deverá ser armazenado. O
endereço é composto de nível, rua, prédio, andar e apartamento.
Recebimento
Assim que o caminhão chega - na hora agendada - sua nota fiscal é levada ao setor
de apoio, no recebimento. Lá, seus dados são colocados no sistema corporativo da
Lojas Americanas, que se encarrega de fazer o batimento com o pedido.
Caso haja divergência a mercadoria pode ser recusada ou aceita com a correção
sendo feita posteriormente, como no caso de preço diferente.
Os volumes recebidos são conferidos segundo o critério de conferência minuciosa
- válida para compact discs, bijuterias e miudezas, quando todo o volume é aberto e
contado - ou conferência rápida, onde apenas os volumes são contatos e um deles aberto
aleatoriamente. Este método de recebimento ainda é considerado ineficiente pelo
Gerente do CD que pretende, no futuro, utilizar os critérios estatísticos da ABNT.
O processo de recebimento é a porta de entrada de toda a mercadoria no Nautilus.
O Nautilus ai oca as mercadorias de forma a montar paletes - exceto no caso de
serem armazenados em prateleiras. Para montar estes paletes ele utiliza dados de seu
próprio banco de dados Oracle como cubagem das caixas e quantos volumes formam
um palete. Segundo os funcionários do apoio, é um alivio esta base ser do próprio
Nautilus, pois assim as correções podem ser feitas pelo próprio CD. Estes dados
também existem no sistema corporativo, mas não são confiáveis.
Arnlazenagem
Quando são emitidas as etiquetas de recebimento, durante o agendamento, o local
de armazenagem da mercadoria fica definido. Ele pode ser trocado posteriormente, pelo
supervisor ou estoquista, se necessário. Quando um item que já existe em estoque é
recebido, o Nautilus procura colocá-lo preferencialmente no mesmo endereço. Caso não

96
seja possível o sistema "escolhe" outro local dentro do setor e zona especificados para
aquele item.
Após o recebimento, a mercadoria é levada para uma área de espera, dentro do
setor onde ela será armazenada. Apenas de lá é que ela será movimentada para seu
endereço final. Eventuais divergências no sistema - como a alocação de mercadoria em
endereço não vazio - são corrigidas dentro do setor, pelo encarregado do mesmo,
alterando a posição da mercadoria entrante e pedindo uma contagem eventual do item
não localizado no sistema.
Algumas vezes, é necessário alterar o endereço atribuído pelo sistema. Por
exemplo, caso sejam recebidos volumes inesperadamente grandes de algum produto -
para promoção, por exemplo - eles podem ser realocados para uma área de blocagem,
onde preferencialmente localizam-se os itens de grande volume e alto giro. Caso seja
um produto recebido antecipadamente para uma época de forte sazonalidade - como
importados comprados para o Natal - podem ser realocados para os drive-ins, onde
preferencialmente são armazenadas mercadorias em grandes volumes e de giro mais
lento. No caso dos drive-ins, cada torre tem um único endereço.
Os setores de armazenagem são divididos em LOS e LOR. As mercadorias só
podem ser separadas para despacho se estiverem em uma LOS, ou área de separação, e
só podem servir para reabastecer uma LOS se estiverem numa LO R, ou área de reserva.
Todas as áreas de blocagem são LOS. Os drive-ins, assim como as prateleiras,
atuam como LDS ou LDR.
Os porta-paletes são divididos de tal forma que os dois primeiros andares são LOS
e os 4 superiores, LDR.
Ourante o recebimento deve ser feita, também, a verificação da data de
vencimento dos produtos, uma vez que o Nautilus não faz esta crítica.
Separacão e Reposição
A ordem de separação é emitida em três turnos diários. O último turno é usado
para separação de mercadoria das lojas que não são atendidas centralizadamente.

97
Cada turno é dividido em ondas - 6 ondas - cada onda inclui um grupo de lojas. A
quantidade de mercadoria a ser reposta em cada loja centralizada é calculada pelo
sistema corporativo de Lojas Americanas. Esta reposição é interpretada como um
pedido pelo Nautilus que a transforma numa slock order, ou pedido ao estoque. Cada
slock order é aberta por zona. Assim, cada trajeto planejado durante a separação é
determinado por loja e zona. Duas etiquetas são emitidas para a separação. A primeira,
maior, indica o no. total de volumes separados naquele trajeto. A segunda, menor,
indica a loja destino da mercadoria, o endereço em que ela se encontra e o no de
unidades a serem coletadas.
Esta separação é feita pelo estoquista, utilizando uma empilhadeira e um
rolllainer. Ele lê, com um coletor, a etiqueta relativa à stock order e o coletor mostra o
endereço para onde ele deve se dirigir e quantos itens pegar. Após colocar os volumes
em um rolltainer, ele lê a etiqueta de barra do endereço e o coletor mostra o próximo
endereço a ser separado.
As etiquetas emitidas para a separação são emitidas por zona/loja e indicam o
conteúdo do rolltainer e a loja de destino. Nas lojas centralizadas, a etiqueta vai fixada
no rolltainer ou em uma das embalagens e indica o no. de volumes, a origem e a loja
destino. Nas lojas descentralizadas, além da etiqueta anterior, cada volume leva uma
etiqueta indicando o no. do volume e facilitando o recebimento e rastreamento na loja.
As etiquetas indicam, também, o número do manifesto de carga a que se referem. É o
manifesto que servirá para conferência no recebimento na loja e no descarregamento
pelo transportador. Anteriormente cada volume trazia o no. da nota fiscal afixado
manualmente para facilitar sua identificação. Com o novo sistema os volumes são
identificados pelo no. do manifesto e este está associado a uma nota fiscal. Para incutir
este novo hábito nas transportadoras que trabalham com Lojas Americanas, a empresa
teve de reuni-las e fazer várias palestras explicativas.
o Nautilus faz a separação e a reposição das áreas LDS, com mercadorias das
áreas LDR, segundo o critério FIFO. No entanto, o Nautilus não faz qualquer crítica
quanto à data de vencimento das mercadorias armazenadas. Assim sendo, toda a

98
mercadoria é separada de acordo com sua ordem de recebimento, sem correções
eventuais de mercadorias com vencimento mais próximo.
o Nautilus, a fim de minimizar a movimentação de materiais, ignora o critério
FIFO e é capaz de alocar, em caso de necessidade, uma mercadoria que acaba de ser
recebida numa área LOS, eliminando os movimentos de ida até uma LOR e nova
movimentação da LOR até a LOS.
o sistema Nautilus trabalha com apenas um tipo de unidade, a unidade de
distribuição - UNO. Na eventualidade da caixa armazenada não ser a unidade de
distribuição, os estoquistas do CO assinalam o verdadeiro no. de itens que compõe a
UNO no local onde o produto fica armazenado. No caso da UNO ser um divisor da
quantidade contida no volume, o estoquista abre o volume e retira o no. de unidades de
distribuição desejadas.
Valor Agregado: Etiquetagem e Colocação em cabides
As mercadorias dos departamentos soft - roupas - passaram a ser etiquetadas e, em
alguns casos, postas em cabides no CO. Antes da centralização estas eram tarefas da
loja. O objetivo principal deste serviço foi focar o pessoal da loja nas atividades que
mais importam na loja: atender o cliente e repor mercadoria. Além disso, reduziu
fortemente o no. de funcionários executando este trabalho. Nas lojas este número caiu a
zero, compensando o aumento no C099•
Expedição
A expedição consiste, muitas vezes, numa rearrumação dos rolltainers. Como a
separação é feita por zona, eventualmente poucos volumes são coletados em um trajeto,
o que deixa o rolltainer quase vazio. A fim de reduzir o custo de transporte volumes de
dois ro/ltainers podem ser unificados. Neste caso um ro/llainer passa a ter duas
etiquetas de separação.
Após este processo de otimização, os ro/llainers são colocados em caminhões
para seu transporte às lojas.
99 As lojas tinha de 8 a 1 0 pessoas executando este serviço. No depósito São Paulo foram incorporadas 20 pessoas. Como a redução afetou 26 lojas, o total chegou a aproximadamente 234 pessoas.

99
As notas fiscais são impressas, habitualmente, três ou quatro horas antes da saída
do caminhão. Isto reduz a possibilidade de que panes inesperadas no sistema atrasem o
despacho para as lojas.
Software
O sistema Nautilus roda numa máquina dual NCR 4300, com processadores
Pentium de 200 Mhz. O software Nautilus utiliza uma base de dados Orade e interage
com o sistema corporativo da Lojas Americanas - que roda em um IBM grande porte - e
com o sistema de emissão de notas fiscais - um aplicativo ADOBE.
Implementação
Em setembro de 1996, o software Nautilus começou a ser testado por um grupo de
funcionários da Lojas Americanas que, juntamente com um grupo de analistas contratos
de uma firma de consultoria, começaram a desenvolver as interfaces do WMS com os
sistemas corporativos. Para testar a integridade destes sistemas, um "piloto virtual" foi
montado na sede da Lojas Americanas, no Rio de Janeiro. O "piloto virtual" simulava
toda a operação do depósito, testando as interfaces recém criadas e servindo de guia para
a elaboração de um manual de operação que seria usado no treinamento do pessoal de
depósito, mais tarde.
Em julho de 1 997, vinte e cinco pessoas do depósito São Paulo foram designadas
para serem treinadas e trabalharem num projeto piloto. Parte do depósito consistindo
em um área de 1 .250 m2 de porta-paletes foi separada e cadastrada no Nautilus com
ruas e endereços. Neste espaço passaram a ser armazenadas as mercadorias de quatro
departamentos de utilidades domésticas, da empresa. Nesta época estes departamentos
representavam 5% do faturamento. Foram escolhidos por representarem um percentual
pequeno, no entanto, como se verificou mais tarde, acabaram exigindo um esforço bem
maior, já que, tinham grandes promoções com itens de baixo valor mas volumes
extremamente grandes, como potes de plástico, talheres e garrafas térmicas; e tinham
um recebimento mais centralizado que a média dos departamentos da companhia. Nesta
época 1 0 lojas já operavam de forma centralizada.

100
o grupo encarregado da implantação do Nautilus era formado por um Gerente de
Planejamento e Implantação, da área de logística; a Consultora Internacional; dois
Coordenadores de Tecnologia; um Gerente de Projeto da Lojas Americanas e uma
equipe da NCR, composta por um Gerente de Projeto e dois Coordenadores.
O treinamento inicial, foi feito com 6 gerentes, 22 supervisores e 2 supervisores da
área administrativa (embora apenas 25 funcionários tenham participado do projeto
piloto). Todo o material de treinamento e as demonstrações foram feitas pelo pessoal da
NCR em conjunto com os analistas da Lojas Americanas que haviam preparado as
interfaces do Nautilus com o sistema corporativo da empresa. Os demais funcionários,
incluindo os estoquistas e outros supervisores, foram treinados on lhe job, pelo grupo
inicial, que serviu de multiplicador. Todo o treinamento foi feito pelo próprio pessoal
de depósito, que complementa: "nunca houve suporte de RH" e "o apoio da NCR foi
mínimo, até o manual foi preparado por nós".
Em outubro de 1 997 o departanlento de importados foi adicionado ao projeto
piloto. Este incremento coincidiu com a fase mais difícil da implantação. Todo o
comportamento diferenciado dos importados - recebimento bastante antecipado,
tratamento fiscal diferenciado, incerteza da entrega e da mercadoria - serviram para
testar o sistema ao seu limite. Ao mesmo tempo, a sazonal idade exigia muito do
depósito com o dia das crianças e depois, o início do recebimento das mercadorias de
Natal e dos ventiladores do verão. Com isso, a operação do projeto piloto ficava
prejudicada já que, os funcionários teoricamente exclusivos acabavam requisitados para
auxiliar a operação do restante da instalação. Um dos analistas envolvidos no projeto
afirma: "nunca houve equipe exclusiva".
Em meados de novembro de 1 997, apesar da instabilidade do sistema, veio uma
ordem da Diretoria: instalação completa até 3 1 de janeiro de 1 998. Nesta data 80% do
depósito já operava usando o WMS. Em 1 5 de fevereiro se atingiu o 1 00%. Também
nesta data a quantidade de lojas centralizadas foi expandida para 26. Em março de 1 998
os suprimentos foranl incluídos no WMS. No entanto, o pessoal do depósito considera
que apenas em junho de 1 998 o WMS realmente passou a operar o centro de
distribuição. Neste intervalo, tiveram de conviver com diversos problemas de

1 0 1
implantação e estabilização, agravados pela expansão prematura do projeto piloto. Diz
um dos funcionários: "começamos a operar, a estrutura veio depois". Por fim,
completa: "trabalhávamos de 8 à meia-noite diariamente. Não recomendamos ninguém
a fazer este processo". O desgaste levou vários funcionários a deixarem a empresa.
Este ganho de eficiência no processo pode ser medido pelo percentual de erro de
separação - provocado principalmente por inconsistências entre o Nautilus e a
mercadoria física armazenada. O percentual de erro de separação caiu de 1 7% em
dezembro de 1997 para 1 ,34% em agosto de 1 998. Além disso, menos de 5% das
reposições das lojas centralizadas não são feitas no mesmo dia. As divergências entre o
inventário físico e o Nautilus que chegavam a 20% em abril de 1998, foram inferiores a
5% em agosto de 1 998.
O timing do projeto pode ser resumido pela tabela abaixo:
Tabela 7 - Timiltg do Projeto das Lojas Americanas
Epoca
Janeiro de 96
Julho de 96
Setembro de 96
Julho de 97
Atividade
início do desenvolvimento de um projeto de
automação para o depósito-SP
escolha do software Nautilus como WMS do projeto
contratação da Andersen Consulting para desenvolver um plano estratégico para a logística da empresa
início dos testes com o Nautilus e do
desenvolvimento de interfaces do WMS com os
sistemas corporativos
fim da etapa de testes e desenvolvimento de
interfaces
fim da Fase I do projeto de visão logística
desenvolvido pela Andersen Consulting. Inicio da
Fase I I do mesmo projeto: projeto e ações de
alinhamento; com o desenvolvimento de oito linhas
de ação, entre as quais, as já em andamento:

Julho de 97
Outubro de 97
implantação da automação nos centros de
distribuição; e construção de novos centros de
distribuição.
início do projeto piloto no depósito - SP, com 25
pessoas e os departamentos de utilidades
domésticas
departamento de importados é adicionado ao
projeto piloto
1 02

1 03
Novembro de 97 ordem de automatizar 1 00% até 3 1 de janeiro de
1 997
1 5 de fevereiro de 98 automatização de 1 00% do depósito
Junho de 1 998 início da operação estável do sistema
Características do WMS
o WMS utilizado é tipicamente um projeto de nível 1 , segundo a classificação
usada por Trunk ( 1 996). O projeto consiste num depósito tradicional, usando
empilhadeiras elevatórias e carrinhos manuais. Inclui, ainda, funções de controle de
estoque e gerenciamento das empilhadeiras; imprime documentos para recolhimentos
dos produtos pedidos, códigos de barra e etiquetas de embarque.
Tabela 8 - Áreas Funcionais Controladas pelo WMS
Recebimento
Estocagem ! Alocação
Gerenciamento de Estoque
Picking e Reposição
• Agendamento dos recebimentos. • Pré impressão de etiquetas para o
recebimento. • Cálculo da quantidade de mercadoria que
forma um palete. • Estocagem por setores, variando com giro
e dimensões da mercadoria paletizada. • Determinação automática do local de
estocagem - ou manual, opcionalmente. • Confirmação da posição de estocagem via
rádio freqüência. • Giro de estoque baseado em regras FlFO. • Existe um inventário completo e periódico
e, caso o operador detecte alguma inconsistência, pode solicitar uma contagem eventual.
• Picking é feito por loja e zona. • Confim1ação dos itens via rádio
freqüência. • Reposição automática das áreas de
retirada de mercadoria.

1 04
Razões da Decisão de Automação
A decisão de automatização foi tomada antes do estudo da empresa de consultoria,
que procurou quantificar seu retorno.
O objetivo da empresa era otimizar a util ização do depósito. O Gerente de Projeto
de Implantação do Nautilus na Lojas Americanas descreve: "quando não há WMS toda
a organização está na cabeça das pessoas. Então é preciso estar alocando de forma a
facilitar a memória das pessoas, os critérios usam o jeeUing das pessoas . . . Caso estivesse
recebendo 1 0 paletes de copo Sta. Marina, eu colocava seis na estante (que tem 6 paletes
de altura). Os outros 4 ficavam ao lado. Mas eu ainda tinha que deixar mais um espaço
para o caso de receber outro carregamento de 6 paletes, do contrário seria mais difícil
me lembrar onde estariam os copos da Sta. Marina".
Benefícios Esperados
O primeiro benefício esperado pela empresa era a otimização da capacidade do
depósito e ganho de produtividade. Este ganho seria ainda maior nos períodos de forte
sazonalidade, onde o depósito chegava a trabalhar com 1 20% de sua capacidade. "No
caso, como o da Americanas, onde a venda apresenta forte sazonal idade, o depósito
trabalha parte do tempo acima de sua capacidade máxima. . . Isto faz com que a
produtividade caia muito - se o tempo de preparação era de 2 minutos, com a
desorganização devida ao excesso de mercadoria, até localizar o item e conseguir espaço
para a separação pode-se levar 30 minutos".
Este problema lorna fácil de entender o segundo grande benefício esperado:
redução da falta de mercadoria. Justamente no momento em que a demanda estava mais
aquecida e que o depósito tinha de ter uma operação mais ágil, a produtividade caía.
Aumentava, então, a possibilidade da loja não ser atendida no tempo necessário,
provocando falta de estoque e perda de venda.
A empresa estimava a falta de mercadoria em 1997 como 35%. A meta para as
lojas centralizadas, após a implantação do WMS no depósito é de 5%. Estes números a
empresa estima que venham a representar um aumento de 1 2% na venda.

l OS
A cobertura de estoque da empresa em 1 997 era de 60 dias. A meta é que este
número sej a reduzido para 30 dias; 20 dias na loja e 1 0 no depósito'oo
Um terceiro benefício esperado pela Lojas Americanas é o ganho de produtividade
e qualidade na própria loja. Uma vez que a etiquetagem e a colocação em cabides seja
feita no depósito - representando uma redução de 1 5% no quadro da loja - e que a
quantidade de recebimentos seja reduzido de 1 20 caminhões / dia para, no máximo, 1 5 ;
a loja terá a chance de dirigir seu foco para a venda.
Com a entrega centralizada, a empresa espera proporcionar grande economIa a
seus fornecedores. Tanto em virtude de, ao invés de exigir que ele envie mercadorias
para 26 lojas, que envie para apenas uma; mas também porque, com o agendamento e o
recebimento no CD - que tem docas preparadas para desembarque, ao contrário de
algumas lojas - o tempo de espera e de entrega dos caminhões será grandemente
reduzido. Estas reduções de custo, a empresa pretende dividir com seus fornecedores.
A expectativa é obter bonificações adicionais médias de 3%.
Dois outros benefícios esperados estão relacionados à maior facilidade de controle
e padronização de uma operação centralizada. O primeiro é o controle de qualidade.
Com o recebimento centralizado passa a ser viável, por exemplo, comparar as roupas
recebidas com uma peça piloto aprovada pelo departamento de compras da empresa.
Este procedimento seria inviável para 1 00 lojas diferentes. O segundo é a redução das
perdas. Estas são reduzidas primeiran1ente devido à redução do estoque. Em seguida,
devido à maior facilidade de controle de itens como a data de validade. Por fim, em
virtude da visualização do problema. Como exemplo, o gerente do CD São Paulo
mostrou a quantidade de produtos parcialmente danificados que restaram do Natal de
1 997. Enquanto espalhados pela empresa eram encarados como um percentual, talvez 3
ou 4%. Mas, centralizados no CD, foram vistos como carretas de mercadoria parada.
Esta visualização do problema já motivou uma revisão completa das compras do Natal
de 1 998. Na verdade, há possibilidade do CD servir à empresa, no futuro, como um
"agente de multiplicação de planejamento" e um centro de controle de qualidade.
100 Fonte: a empresa.

1 06
Por fim, o WMS vai dar maIOr flexibilidade ao CO nas épocas de forte
sazonalidade, reduzindo a contratação de temporários.
As expectativas de retomo da empresa podem ser resumidas na redução de 27%
nos gastos com funções logísticas (compras, distribuição, loja), equivalendo a um
incremento de mais de 2 pontos percentuais na rentabilidade final da companhia.
Beneficios Alcançados
Em virtude da nova operação e da redução do sortimento de 1 6 mil para 9 mil
itens, a empresa estima já ter reduzido a falta de mercadoria para 20% e a cobertura de
estoque para 50 dias.
A operação das lojas centralizadas já foi beneficiada pela redução da quantidade
de caminhões recebidos diariamente: de 1 20 caminhões/dia para, no máximo, 3 veículos
de 45 m3 por dia. Além disso, 98% dos pedidos de compra já são entregues
centralizadamente, contra 20% antes da automação.
Outros ganhos operacionais, além da redução do recebimento e de pessoal nas
lojas (para cada um funcionário adicional no depósito, dois foram tirados das lojas), já
pode ser observada. O no. de itens por nota fiscal recebida passou de 2,5 para 5 . Este
fato assinala com uma possibilidade de redução futura da quantidade de faturas ainda
maior que a estimada. Inicialmente esperava-se reduzir o no. de faturas
proporcionalmente ao no. de lojas, agora vislumbra-se a possibilidade de que esta
redução possa dobrar. A quantidade de notas fiscais processadas pelo depósito caiu de 9
mil notas I mês para 1 ,6 mil.
A produtividade maior do CO São Paulo já pode ser medida por números: a
quantidade de mercadoria expedida pelo depósito de janeiro a junho de 1 998 foi 68%
maior que a expedida no mesmo período do ano anterior. Isto enquanto houve uma
retração nas vendas da empresa.
A melhoria da qualidade do trabalho no depósito e na organização do mesmo é
reforçada pelos estoquistas: "o tempo que eu levava para separar uma 110ta de 20 itens
eu levo hoje para tirar 20 etiquetas". A opinião é que o trabalho, hoje é melhor "porque
antes era bem bagunçado . . . antes tínhamos que ir atrás da mercadoria".

1 07
A expectativa é que não sejam contratados temporários para o Natal de 1 998. Isto
porque, durante o período de baixa sazonalidade, os funcionários "extras" estão sendo
aproveitados em outras atividades que visam melhorar a qualidade da operação do CD.
Como o treinamento de novos funcionários na operação automatizada é mais demorado,
a empresa pretende ficar com o maior número de empregados possível, minimizando a
necessidade de temporários.
Investimento
O investimento total em sistemas, desenvolvimento de interfaces e novos
aplicativos, infra-estrutura e equipamentos de movimentação foi de US$ 1 0 milhões.

Capítulo 5: Análise dos Casos
5.1 Análise dos Casos
l. Quais os fatores que levaram as empresas a decidirem pela automação?
1 08
Uma melhor qualidade de serviço e/ou produto para os clientes foi o principal
fator que serviu de justificativa para o início dos três projetos estudados. Nos casos da
Garoto e Souza Cruz as melhorias de qualidade se refletiriam diretamente nos clientes,
lojas de varejo independentes, que recebem as mercadorias dos centros de distribuição
de cada uma das duas empresas. Na Lojas Americanas os clientes são internos, ou seja,
são as lojas da própria cadeia que recebem mercadorias do Centro de Distribuição.
Neste caso, os benefícios esperados chegavam indiretamente aos clientes externos, isto
é, os consumidores finais, através de: um maior foco nos clientes; lojas mais limpas e
organizadas; e redução de falta de produtos.
Quando os clientes são externos, como nos dois primeiros casos, sua satisfação é
entendida como o aumento da capacidade da empresa em atender seus anseios quanto à
qualidade do produto, embalagem, informação e flexibilidade de entrega e distribuição.
Essa expectativa quanto ao projeto de automação servir para melhorar o serviço ao
cliente está descrita em diversos casos da literatura internacional. Rick Hudock, da
Hytrol, descreveu sua expectativa a respeito'Ol : "nós desejávamos aumentar nossa
capacidade de atender às necessidades dos clientes. Para isso, precisávamos tornar a
operação de distribuição mais flexível e eficiente". A empresa Smith & Nephew
Richards'02 consolidou sua operação de distribuição, em 1 994, para "dar aos clientes o
que eles queriam, quando queriam".
A necessidade de redução de despesas é outra motivação comum às três empresas
estudadas. Em todos os casos, o projeto de automação favoreceu uma maior
centralização das operações de estocagem e distribuição e a consolidação destas funções
foi avaliada como uma fonte de economias de escala e de outros ganhos, como a
101 Case History: Sorting/shipping conveyor system improves both customer service and ergonomics. 102 Karen, Auguston. Modem Materiais Handling, vaI. 50, p. 44-46, setembro 1 995.

1 09
redução da perda - dada a menor manipulação dos produtos - e o maior controle e
uniformidade da armazenagem.
Interessante a destacar é que, tanto no caso da Lojas Americanas, quanto da
Garoto, a elaboração e a implementação dos projetos foram precedidas pela criação de
uma Diretoria de Logística. Isto é, o enfoque e a importância da área de logística
aumentou, antecipando e, provavelmente, viabilizando os vultosos investimentos nos
projetos estudados.
No caso da Lojas Americanas, o principal motivo para uma maior ênfase em
logística foi a constatação de uma deficiência operacional, representada por altos níveis
de estoque combinados com alto grau de stockoul. Esta deficiência tomou-se mais
evidente a partir do programa de estabilização econômica de 1 994, com a conseqüente
redução dos ganhos financeiros proporcionados pela alta inflação.
Já no caso da Garoto, o principal motivador para uma maior ênfase em logística
foi a constatação de que no exterior, as empresas líderes em seu segmento eram as que
praticavam uma boa logística. Segundo as palavras do próprio Diretor-presidente da
empresa, "Nós temos muito contato com empresas do exterior, principalmente da
Europa, e vimos quanta importância eles davam à Logística. Vimos que as empresas de
ponta, as líderes, eram as que praticavam uma boa logística. Percebemos então que não
adiantava sermos bons na produção, temlOS um produto de qualidade, bem aceito pelo
mercado, se ele não estivesse disponível no momento e na quantidade exatas para o
consumidor. "
Tabela 9 - Quadro Resumo 1 : Fatores que Motivaram os Projetos de Automação
Principais Fatores que Motivaram as
Empresas Estudadas em seus Projetos de Automação:
•
•
•
Melhor qualidade dc serviço e/ou produto para os clientes externos e/ou internos;
Crescimento da importância percebida da logística na empresa com o aumento do seu status e poder;
Necessidade de redução de despesas, causadas por deficiências operacionais e realçadas pela redução dos ganhos financeiros devidos à alta inflação;
• Percepção, através de benchmarking, da importância dada à logística pelos principais concorrentes internacionais.

2. Como as empresas se organizaram para dar início ao projeto?
1 1 0
Em todos os três casos estudados. os projetos envolveram a formação de um grupo
encarregado de seu planejamento. Esta equipe teve a participação de 2 a 3 membros
permanentes, embora nenhum deles tenha se dedicado ao projeto em tempo integral. A
literatura cita esta falta de comprometimento como uma das maiores ameaças ao sucesso
de projetos de automação de armazéns,03: "muitos não têm sucesso devido à frustração
da equipe, absorvida pelos problemas de suas escrivaninhas e sem prioridade para as
tarefas do proj eto".
No caso da Souza Cruz, a eqUipe que inicialmente concebeu o projeto não
permaneceu durante as demais fases de definição, teste e implementação. Isto é, o
engenheiro sénior que auxiliou no levantamento de dados e definição dos requerimentos
iniciais do sistema e os repassou ao fornecedor, não permaneceu como membro
permanente da equipe. Esta é uma das características do projeto da Souza Cruz que
pode explicar os problemas de compatibilidade que enfrentaram no momento de integrar
os novos sistemas aos softwares corporativos. Também pode ser uma das causas da
demora no atingimento das metas de produtividade e capacidade de movimentação de
mercadorias.
É importante a formação de um grupo multi departamental, que inclua pessoal com
experiência em distribuição e sistemas. O pessoal de distribuição inclui dois perfis
profissionais: um com ênfase na formação técnica, outro com conhecimento e
experiência na operação de depósito e distribuição. Isto ocorreu no caso da Garoto,
onde a equipe incluía o gerente de distribuição e um experiente chefe de almoxarifado;
no caso da Souza Cruz, onde o próprio sponsor e um experiente engenheiro foram
responsáveis pela definição das diretrizes básicas do projeto, juntamente com
consultores técnicos do próprio fornecedor; e no caso da Lojas Americanas, com a
presença do coordenador de distribuição, que já passou por todas as funções de estoque
e transporte na empresa, e de engenheiros contratados pela área de logística.
103 Material Hand/ing Engineering Directory lssue, p. A I 7 a A26, 96/97.

I I I
No caso da Souza Cruz o projeto alongou-se por maIs tempo porque as
especificações iniciais foram feitas sem a participação da área de sistemas, o que
provocou atrasos quando foi necessário compatibilizar as informações do sistema novo
com as dos sistemas gerenciais já existentes na empresa. Desta forma, ele ilustra com
precisão a importância da participação de representantes das diversas áreas afetadas na
equipe de definição do projeto. Coincidentemente, neste projeto, o .\ponsor não era um
membro da diretoria.
o Gerente de Projeto é um dos membros da equipe. Nos três casos estudados a
função foi assumida por um representante da área de logística. No caso da Garoto o
coordenador do projeto foi o próprio Diretor de logística, embora grande parte das
funções de coordenação tenham sido exercidas pelo consultor; no caso da Lojas
Americanas o coordenador foi o gerente de distribuição; no caso da Souza Cruz, a
coordenação ficou por conta de um engenheiro operacional, subordinado à área de
logística. Todos indivíduos que contavam com a confiança do sponsor do projeto. Isto
é uma característica importante, uma vez que eles comungam alguns papéis, como o de
acompanhar o cronograma e o cumprimento de metas e buscar o apoio de todas as áreas
da empresa.
O Gerente de Projeto, assIm como os membros da eqUIpe, não se dedicaram
exclusivamente ao projeto, mantendo suas tarefas rotineiras. Isto ocorreu nos três casos
estudados e conflita com o recomendado pela literatura. O grande problema de manter a
rotina de trabalho do gerente de projeto é que ele geralmente é um profissional de
importância e de confiança, responsável por várias atividades e que termina
sobrecarregado com mais esta tarefa.
O time de projeto pode auxiliar, também, na escolha dos fornecedores,
recomendando um deles. Foi o que ocorreu com a Lojas Americanas e a Garoto. No
entanto, a decisão final coube sempre à diretoria.
O sponsor é uma figura comum aos casos estudados. Além disso, é comum,
também, o fato de ter sido, sempre, a posição assumida pelo indivíduo de maior posição
hierárquica na área de logística: foi o Diretor de logística no caso da Garoto; o gerente
de operações logísticas no caso da Souza Cruz; e o Diretor de operações no caso da

1 1 2
Lojas Americanas. Esta responsabilidade direta pelo resultado do projeto assegura um
comprometimento pessoal com seu sucesso. Dentre as funções desempenbadas pelo
spol1sor estão: o acompanhamento e a cobrança do cumprimento de prazos; assegurar a
disponibilidade de tempo do pessoal do projeto; resolver conflitos no grupo; defender o
projeto e a cooperação de todos os departamentos da empresa junto à direção. No
entanto - e o caso da Souza Cruz ilustra bem esta necessidade - é importante que o
.\p0I1S0r faça parte da diretoria, de forma a assegurar a participação e a colaboração de
todas as áreas, diminuindo a possibilidade do projeto se fechar num feudo de um ou
poucos departamentos.
Houve a utilização de consultoria externa nos três casos, embora nem sempre
tenba sido uma consultoria independente. No caso da Souza Cruz, o consultor externo
foi terceirizado a partir dos quadros da própria empresa e contratado pelo fornecedor de
equipamentos para auxiliar na implantação. O escopo de sua atuação, porém, variou
bastante nos casos estudados. Auxiliou na definição da própria visão logística e das
metas quantitativas do projeto, no caso da Lojas Americanas; na escolha dos
fornecedores e do escopo do projeto, como no caso da Garoto; e na implantação, no caso
da Garoto e da Lojas Americanas. Essa utilizou, inclusive, duas consultorias diferentes
para etapas diferentes do projeto, além de anteriormente já ter usado uma terceira, que
auxiliou na elaboração da visão logística da empresa. No caso da Souza Cruz, o
fornecedor prestou o papel de consultor e acessor técnico.
Na Garoto houve a contratação de uma consultoria experiente e independente para
auxiliar na definição do projeto e na escolha dos fornecedores. Esta consultoria teve
uma autonomia e uma autoridade conferida diretamente pelo dono da empresa, superior,
mesmo, a dos gerentes de projeto dos outros casos. Pelos depoimentos colhidos na
empresa, o consultor foi responsável por atividades típicas do gerente de projeto, como
acompanhamento de prazos e a convocação e colaboração de todos os departamentos.
Foi também, citado como o elemento mais importante para o sucesso do projeto e sua
implementação final. Tudo isto graças a esta autoridade e autonomia que o colocavam
como verdadeiro representante do presidente e uma personalidade que exigia o respeito
aos prazos e compromissos.

1 1 3
Esta última característica nos permite acrescentar, então, outro ponto importante
sobre o gerente de projeto: não bastam conhecimento técnico, dedicação exclusiva e
apoio da direção da empresa, ele precisa ser um profissional de personalidade forte e
grande capacidade de l iderança.
No projeto da Lojas Americanas contratou-se um consultor com grande
experiência em implementação para auxiliar nesta etapa. As entrevistas com o pessoal
de depósito indicam que seu auxílio foi de grande importância. Indicam também,
porém, que este conhecimento, se contratado durante o planejamento da implantação e
na escolha dos departamentos que participariam do projeto piloto, poderia ter trazido
ainda mais benefícios à empresa. Neste caso, particularmente, um elemento que
dificultou o projeto piloto foi a escolha de departanlentos de utilidades para formação do
núcleo inicial. Esta definição levou em consideração o fato de que foi com este
departamento que surgiu a idéia de centralizar a distribuição da empresa, já há vários
anos. No entanto, faltou, provavelmente uma "terceira parte, isenta, capaz de olhar o
sistema como um todo, interna e externamente"'04, de forma a perceber que estes
departamentos possuíam um volume de movimentação extremamente grande e,
portanto, inadequado para um piloto. Esta contribuição isenta e abrangente pode ser
dada por um consultor que participe do replanejamento do depósito.
Tabela 10 - Quadro Resumo 2: Formação da Equipe de Projeto
Garoto Souza Cruz
Quem foi o Gerente Diretor de Logística Engenheiro Operacional da de Projeto? área de logística
Quem foi a fonte de Consultor externo Fornecedor conhecimento independente técnico?
Quem foi o Diretor de logistica Gerente de Operações Sponsor? Logísticas
Grupo interno Sim. Não durante a concepção multifuncional, do projeto. incluindo pessoal de
Pessoal de sistemas incluído logística e sistemas?
posterionnente.
Utilizou-se Sim. Não. consultoria externa
104 Material Handling Engineering Direclory lssue, p. A 1 7 a A26, 96/97.
Lojas Americanas
Gerente de distribuição
Consultor externo independente
Diretor de logística
Sim.
Sim.

1 1 4
independente?
Quais as funções • Definição da vis�o • Definição da visão exercidas pelo logística; logística; consultor externo
Definição das metas Definição do • • independente?
e benefícios do escopo do projeto; projeto;
• Auxílio na • Desenvolvimento implantação;
das interfaces do sistema;
• Auxílio na implantação;
3. Quais os principais benefícios esperados como resultado do projeto?
Dentre os benefícios apontados nos diversos casos existem os tangíveis -
quantificados e aplicados para o cálculo do VPL - e os intangíveis . geralmente não
quantificados. Destes, pode ser destacado o ganho de imagem - que pode implicar na
afirmação da companhia como uma empresa de vanguarda, preocupada em manter um
alto padrão de qualidade em seus produtos e serviços - como o mais citado. A Souza
Cruz, por exemplo, confessou ser este o maior benefício esperado com o projeto e,
como ele não havia sido quantificado, a empresa não estava preocupada com a
recuperação do investimento. A Lojas Americanas foi a empresa que mais associou o
projeto a metas quantitativas de melhoria de operação. Talvez por este motivo, tenha
sido a empresa a menos enfatizar os benefícios de ganho de imagem que o projeto
poderia proporcionar.
o aumento da flexibilidade das instalações também foi mencionado por todas as
empresas como um dos beneficios esperados. A curto prazo, a Souza Cruz procurava
viabilizar a separação diurna e a Garoto e a Lojas Americanas, reduzir sua dependência
à mão-de-obra extra devida à sazonalidade. Todas esperavam, ainda, melhorar seu
serviço logístico. A mais longo prazo, todas as empresas buscavam instalações
modernas, onde pudessem obter ganhos de escala com o aumento previsto da demanda.
Uma crítica comum aos projetos estudados foi a falta de transparência quanto as
metas de produtividade e movimentação definidas para o novo depósito. Devido a esta
falta de transparência não se percebe em nenhuma das empresas um acompanhamento

1 1 5
constante de indicadores de produtividade que pudessem transmitir à equipe e à empresa
como um todo a certeza de sucesso do projeto. No caso da Garoto o uso de tecnologias
radicalmente novas e o aumento de capacidade do novo depósito vendem a impressão
de sucesso com muita eficiência, de modo que em todos o níveis isto parece uma
certeza. Porém no caso da Lojas Americanas e da Souza Cruz isto não é uma
unanimidade, especialmente a nível não gerencial. Embora exista um clima de
satisfação interna pelo contato com novas tecnologias, pela oportunidade de crescimento
profissional e treinamento, as pessoas parecem inseguras em afinnar que a empresa teve
retorno com o grande investimento que fez.
Apesar dos benefícios esperados envolverem o serviço ao cliente, nenhuma das
empresas fez qualquer pesquisa específica sobre o assunto. Basearam-se em sua
percepção das necessidades do mercado.
o método do valor presente líquido (VPL) foi o mais utilizado na definição da
viabilidade de cada projeto. Para a utilização eficiente do método do VPL as empresas
deternlinaram os custos e quantificaram os ganhos esperados: redução de mão de obra
direta e indireta (Lojas Americanas reduziu a mão de obra nas lojas, não no depósito);
diminuição da perda de produtos; ganho com possível redução do estoque de produtos
acabados (devido ao menor lead time, à redução de divergências entre estoque contábil e
físico e à diminuição do estoque de segurança); e aumento da capacidade de
movimentação de mercadorias e, consequentemente, do faturamento, entre outras.
Tabela 1 1 - Quadro Resumo 3: Benefícios Esperados eom o Projeto
Garoto Souza Cruz Lojas Americanas
o Controle de inventário 1'11'0, o Melhoria de qualidade do o Otimização do da minimizando o tempo de estocagem produto; capacidade do depósito; de cada produto;
o Melhoria de qualidade das • Aumento da produtividade e • Controle de ambiente e temperattIra; condições de trabalho dos flexibilidade das
o Controle de qualidade na funcionários: instalações, especialmente
armazenagem, padronizando a • Melhor atendimento aos para os períodos de alta
arrumação dos paletes e reduzindo clientes: viabilização do sazonal idade;
danos às embalagens e a manipulação atendimento de pedidos no o Redução da falta de das mesmas; mesmo dia; mercadoria de 35% para
o Agilização do processo de o Ganho de imagem, 5%;
distribuição - aumento da capacidade reforçando a idéia de uma o Redução da cobertura de de movimentação diária; empresa que usa recursos de estoque de 60 para 30 dias;
alta tecnologia;

1 1 6
o Preparação da empresa para atender o Maior flexibilidade na o Ganho de produtividade e
sua demanda projetada para os operação; qualidade no atendimento próximos 1 0 anos;
o Redução da quantidade de ao cliente final, nas lojas;
• Ganho de imagem, compatível com divergências na entrega; o Redução do custo de "a maior fábrica de chocolates do compra, com a redução do hemisfério sul"; custo de entrega no
o Aumento da flexibilidade, evitando a depósito;
contratação de mão de obra extra para o Redução de perdas com os períodos de alta sazonal idade; obsolescência;
4. Como foi o processo de definição das características do novo sistema de
armazenagem e does) fornecedor(es)?
Como sugestão de ações para atingir a visão logística da empresa devem ser
definidas alternativas de projeto, respeitado seu escopo. Porém, não foi o que se
verificou nos casos, com exceção da Garoto, que levantou três alternativas de projeto,
optando pelo Armazém Vertical. Nos casos da Lojas Americanas e da Souza Cruz não
havia alternativas ao projeto.
A Lojas Americanas não definiu alternativas para automação do depósito,
incluindo a utilização de tecnologias de movimentação de materiais: optou por investir
unicamente em um melhor sistema de gerenciamento dos equipamentos existentes. A
Souza Cruz, até por ter escolhido o fornecedor antes de definir sua alternativa de
projeto, não definiu opções de projeto.
o método mais usado para avaliar o retomo do projeto foi o valor presente líquido
(VPL). Por isso, é importante considerar, na projeção dos resultados, as expectativas de
crescimento e as metas corporativas da empresa, permitindo a convergência de objetivos
e uma análise mais realista do futuro.
Em todos os casos os projetos conduziram à definição de novos processos.
Alguns destes processos, inclusive, viabilizaram resultados esperados e desejados do
projeto, como o atendimento de pedidos em 24 horas, na Souza Cruz; ou o
etiquetamento de mercadorias no próprio depósito, no caso da Lojas Americanas.
o principal fator na escolha dos fornecedores foi sua experiência anterior em
projetos semelhantes. Todas as empresas foram verificar, in loco, o sucesso destes

1 1 7
fornecedores em outras instalações. O custo, a existência de parceria anterior com a
empresa, e a reputação do fornecedor também foram citados como fatores importantes
na decisão final .
Os fornecedores escolhidos, atuaram como integradores, cuidando da aquisição de
todos os componentes do projeto: software, hardware, e equipamentos de movimentação
de mercadoria (quando existente); verificando e assegurando seu funcionamento quando
integrados. As maiores queixas no tocante à eficiência do fornecedor vêm da Lojas
Americanas. Os problemas enfrentados decorreram da demora em decidir adotar uma
máquina dual - importante, principalmente num país com problemas de infra-estrutura
na rede elétrica e de comunicações, como o Brasil - e da falta de estrutura de apoio no
momento do treinamento, como manuais em português.
Estes fatos alertam que não basta verificar a eficiência do equipamento em outro
local, é preciso se certificar se as condições de funcionamento e o apoio do fornecedor
no país serão compatíveis com o do local visitado. Eventualmente, exigências de
pessoal mínimo de apoio, e outras, devem ser incluídas no contrato.
Precedendo o início da implantação, é preciso verificar e assegurar a
compatibilidade dos novos sistemas com os já existentes. A Lojas Americanas, por
exemplo, levou 1 0 meses neste processo, testando os novos softwares e criando
interfaces com os j á usados pela companhia.
Tabela 12 - Quadro Resumo 4: Definição do Projeto e Escolha dos Fornecedores
Chocolates Garoto Souza Cruz Lojas Americanas
Foram elaboradas Sim. Não. Não. alternativas de projeto?
Método usado para avaliar Método do VPL. Método do VPL. Método do VPL. o resultado esperado do projeto:
Fatores determinantes o Experiência anterior o Experiência o Experiência anterior para escolha dos em projeto anterior em projeto em projeto fornecedores: semelhante. semelhante, semelhante!
acesslvel para acessível para acessível para visita; visita; visita;
o Custo; o Custo; o Custo;
o Reputação da o Reputação da empresa; empresa;

S. Como se deu o processo de implantação dos projetos nas empresas?
1 1 8
A implantação é a fase mais delicada do processo de automação. Em geral, nesta
etapa, a equipe de projeto passa a coordenar times interdepartamentais encarregados da
instalação dos novos sistemas e funções. No caso da Souza Cruz, inclusive, a equipe
encarregada da implementação do projeto piloto - quando houve a inclusão do pessoal
de informática - foi diferente da equipe que definiu o projeto e diferente da que
implantou o sistema definitivo no Centro de Distribuição, em São Paulo. Esta
volatilidade dos membros da equipe do projeto já foi criticada anteriormente.
A utilização de um projeto piloto ou, no caso da Garoto - devido às características
particulares de utilização de instalações inteiramente novas - o uso gradual das
instalações, foi um artifício utilizado por todas as empresas estudadas. Desta forma
existe a possibilidade de se verificar todas as etapas das novas rotinas, prevenindo
problemas. Além disso, o treinamento on lhe job - utilizado por todas as companhias -
fica viabilizado com riscos reduzidos para a operação. É importante, porém,
dimensionar o piloto como tal. Um dos problemas enfrentados por Lojas Americanas
foi ter escolhido um grupo de departamentos para o piloto que, embora fosse reduzido,
representava um percentual elevado do total de mercadorias movimentadas pelo
depósito.
o apoio dos fornecedores durante a instalação e treinamento é outro fator que
merece atenção. A Lojas Americanas reclamou, por exemplo, da falta de manuais em
português para orientar seu pessoal de depósito. O material acabou sendo feito pela
própria equipe de projeto da companhia. Diversos problemas no fornecimento de
energia durante o piloto mostraram a importância da existência de uma máquina dual no
mesmo projeto.
Em todos os projetos a existência de um grupo de apoIO do fornecedor foi
importante para dirimir dúvidas durante os testes com o piloto e auxiliar nas rotinas de
manutenção pós-implantação. O fato do fornecedor ter experiência na implantação de
proj etos semelhantes não assegura a presença de pessoal experiente (especialmente se o
fornecedor não tem grande presença no país). Este problema pode ser parcialmente

1 1 9
contornado com o uso de um consultor, também, ou somente, durante a implantação. A
Lojas Americanas agiu desta forma, contratou apenas para a implantação uma
consultora que havia atuado em projeto semelhante na Argentina. A Garoto manteve o
auxílio de sua consultoria até o início de operação das novas instalações.
A reengenharia de processos é uma constante nos projetos. Afinal, um dos
beneficios esperados é poder desenvolver novos procedimentos que permitam uma
maior flexibilidade de horário e pessoal às instalações, de acordo com a demanda.
Deve-se considerar, também, os efeitos destas mudanças na motivação dos
empregados. Uma vez definido o projeto, os funcionários foram informados sobre suas
conseqüências desde o início. Apesar da previsão de redução de necessidade de pessoal
(exceção ao caso da Lojas Americanas, onde a redução de pessoal se deu nas lojas), as
empresas procuraram minimizar as demissões com recolocação do quadro excedente.
No entanto, a observação "haja downsizing ou não, os trabalhadores encaram os
sistemas de gerenciamento de depósitos como parte de um projeto de downsizing",
citada por Trunk ( 1 996)1 05 combina perfeitamente com a impressão do conferente da
Chocolates Garoto, mencionada na descrição do caso: o funcionário via a adoção de
tecnologia como parte de um grande projeto de corte de pessoal. O que não quer dizer
que ele desaprovasse, muito pelo contrário, defendia a tecnologia como necessária para
que a empresa continuasse existindo. Complementava, inclusive, que suas novas
aptidões no uso destas tecnologias "eram úteis para o currículo." Porém, é importante
ressaltar que, embora não tenha havido corte de pessoal significativo, o conferente
associava claramente o projeto de automação à demissões, ainda que de funcionários
que não se adaptavam a uma nova mentalidade de maior ênfase na qualidade e
profissionalismo.
O tempo despendido no processo não depende apenas da complexidade técnica do
mesmo, mas da complexidade das funções que terão suas rotinas modificadas e do
cuidado em testar e treinar o pessoal que irá exercê-las. A Lojas Americanas, é um bom
exemplo para ambos os casos: o atropelo parece ter marcado a fase final de implantação
105 Trunk, C. Downsizing Adds Turbulenee to Launehing WMS. Material Handling Engineering. Mareh
1 996, pg 8 1 .

120
e seus funcionários: "não recomendamos isto a ninguém". Seu projeto, apesar da maior
simplicidade tecnológica, provocou grandes mudanças nos processos da empresa:
abrangeu a centralização do recebimento e distribuição das lojas da rede, o que
representou a desativação de 25 depósitos pequenos - um em cada loja - e a criação de
uma série de novos processos e controles para permitir o abastecimento regular destas
lojas e reduzir a falta de mercadoria.
O tempo gasto na definição, teste e implantação não vanou muito apesar da
diferença de complexidade entre os projetos estudados. Em geral, desde a concepção
original, os processos levaram de em tomo de 30 meses. Já a partir do início das obras -
seja do piloto ou do projeto definitivo - o tempo variou de 5 a 1 9 meses (os 5 meses
considerados para a Souza Cruz não inclui o piloto desenvolvido no Rio de Janeiro).
Isto é, um tempo significativo é gasto com a "venda" interna, a definição de metas e
objetivos, a escolha dos fornecedores e o escopo do projeto.
O tempo de implantação de cada projeto depende do grau de complexidade -
quantidade de sistemas automatizados controlados pelo WMS e de alteração dos
processos já existentes. O tempo de instalação e implementação foi de 5 meses para a
Souza Cruz, 1 2 meses para a Lojas Americanas e 1 9 meses para a Garoto. O tempo
maior da Garoto é compreensível devido a maior complexidade de sua instalação e dos
sistemas automatizados utilizados. A Souza Cruz, além de ter um sistema mais simples,
testou todo o projeto em outro local, antes de iniciar a instalação. Desta forma, seus
problemas foram minimizados. O projeto da Lojas Americanas envolveu muitas
alterações de processos como a centralização da distribuição e da etiquetagem. Além
disso, teve uma instalação conturbada pela demora na definição do hardware mais
adequado e por alterações seguidas no cronograma de testes.
As subfases comuns aos projetos durante a implantação são: a instalação ou
montagem dos equipamentos; o treinamento de um pequeno grupo de funcionários; a
utilização de um piloto ou fase de testes; o treinan1ento on lhe job dos demais
empregados; e o início de funcionamento.

1 2 1
Tabela 1 3 - Quadro Resumo 5 : Esquema Resumido do Cronograma dos Projetos
Chocolates Garoto
Mês (-36)
Mês (-30)
Mês (-24)
Mês (- 1 9)
Mês (- 1 6) Surge a idéia por parte da diretoria de logística.
Mês ( - 12) Contratação de consultoria para avaliar alternativas e fornecedores.
Mês (- 1 0)
Mês O Inicio das obras de instalação.
Mês 5
Mês 12
Mês 1 5 Fim das obras de instalação;
Início do treinamento e teste de sistemas.
Mês 1 8 Fim do treinamento e testes.
Mês 1 9 Inauguração do depósito.
6. Descrição do projeto adotado.
Souza Cruz Lojas Americanas
Surge a idéia por parte da Gerência de Operação Logística.
Contratação do fornecedor.
Montagem de um piloto no Rio de Janeiro.
Início do desenvolvimento de um projeto de automação para o Depósito - SP.
Escolha do software Nautilus como WMS do projeto.
Início dos testes com o Nautilus e desenvolvimento de interfaces.
Montagem da I ' linha em Início do Projeto Piloto no SP. Depósito - SP.
Início do treinamento.
Funcionamento pleno. Treinamento do pessoal do depósito.
Início de Operação Estável do Sistema.
As tecnologias adotadas nos proj etos nacIOnais estão entre as tendências maIS
modernas apontadas pela bibliografia estrangeira. O projeto da Garoto congrega AGV s;
mono vias elétricas suspensas; ASIRS; sistemas de verificação de discrepâncias nos
paletes através de sensores; e transportadores com sensores, capazes de carregar o
caminhão automaticamente.

1 22
o projeto da Souza Cruz, quando concebido, era o primeiro picking automático
para cigarros do mundo. Hoje a idéia já foi empregada em vários países europeus.
Contemplava a mais avançada tecnologia de separação, utilizada na indústria
farmacêuti ca.
o software de WMS adotado pela Lojas Americanas contempla a maior parte das
[unções citadas no capítulo 2 deste trabalho como adequadas a um projeto de
gerenciamento de depósitos.
A classificação do nível do WMS utilizado, usando as definições de Trunk ( 1 996),
se enquadram aos projetos estudados. A Garoto adquiriu um produto mais completo,
capaz de controlar armazenagem, separação e embarque, sendo um projeto de nível 4.
O produto da Souza Cruz praticamente só controla a separação e pode ser considerado
um projeto de nível 3 . A Lojas Americanas tem um projeto mais simples, de nível I .
Em todos os casos foi colocado um sistema intermediário para servir de tradutor entre o
sistema corporativo da companhia e o novo software. Também em todos os casos,
utilizou-se uma arquitetura cliente/servidor.
Como os WMS, nos casos estudados, ficou residente em uma máquina no interior
do depósito, as informações no depósito passaram a ser geradas em tempo real. No
entanto, a ligação com o sistema corporativo das empresas, em todos os casos, ficou
dependendo de um processamento batch.
Os três casos também corroboram os números da pesquisa da Retail Distribution
and Logistics ( 1 997), citada no capítulo 2 deste trabalho. Todas as três empresas
passaram a adotar um pacote de software para o gerenciamento do depósito; o WMS,
nos três casos, passou a interagir com terminais de rádio. O WMS interage, ainda, com
sistemas de redistribuição seletiva - Souza Cruz - e sistemas transportadores - Souza
Cruz e Garoto. Justamente os sistemas automatizados mais citados na pesquisa.
Os casos também são compatíveis com a pesquisa da Scan Tech News ( 1 996),
também citada no capítulo 2: em todos os casos houve adoção de códigos de barra
bidimensionais e terminais de rádio freqüência. Dentre as razões citadas para a adoção
destas novas tecnologias, as que aparecem em todos os casos, com maior ênfase são:

1 23
"aumento de produtividade" e "melhor gerenciamento do estoque", o que é coerente
com os dados dispostos no Gráfico 2, também da pesquisa Scan Tech News ( 1 996).
No tocante à transmissão eletrônica de dados, nenhuma das empresas utiliza esta
tecnologia associada ao WMS, embora a Lojas Americanas a use na transmissão de
pedidos aos seus fomecedores a partir de seu sistema corporativo. Este fato está
relacionado à total falta de comunicação com os clientes e fornecedores que antecedeu a
implantação dos projetos. Não houve pesquisa alguma sobre as necessidades dos
clientes nem sobre como desenvolver compatibilidades dentre os sistemas de
informação dos elementos da cadeia de suprimentos.
Tabela 1 4 - Quadro Resumo 6: Características dos WMS Utilizados nos Projetos e
.Principais Tecnologias Controladas pelo Sistema.
Chocolates Garoto Souza Cruz
Nível do WMS WMS de nível 4. WMS de nível 3 . utilizado:
EquiparIY'ntos e • Sistema AS/RS; • Caixas associadas à funcionalidades
• Um STM que funciona bandejas;
mais importantes nas áreas de picking; • Equipamento de
controladas pelo
WMS: • Possui áreas de picking separação e
estático e dinâmico; seqUenciamento de pedidos;
• Controla um sistema de • Um sistema pick-to-lighl
checagem dos paletes;
7. Quais os beneficios alcançados com o projeto?
Lojas Americanas
WMS de nível I .
• Funções de gerenciamento de empilhadeiras e controle de estoque;
• Reposição automática
das áreas de picking;
As empresas se preocuparam em considerar aspectos tangíveis e intangíveis ao
avaliarem os beneficios alcançados. Dentre os citados, conjuntamente, pelas três
empresas analisadas, destacamos:
- Redução da mão de obra direta ou indireta;
- Redução da perda de mercadoria (44% na Garoto e 20% na Souza Cruz - na
Lojas Americanas a redução não foi quantificada, mas acredita-se que a automação e
centralização do estoque permita um melhor controle e visualização dos excessos e
assegure o abastecimento FIFO das lojas);
-Ganho de imagem e reconhecimento da empresa no mercado;

1 24
-Aumento da moral dos empregados após a implantação, motivados pelo contato
com novas tecnologias;
-Melhoria da qualidade de trabalho dos funcionários;
É interessante ressaltar que, embora Souza Cruz e Garoto tenham citado o ganho
de imagem como um dos beneficios mais importantes do projeto - e o tenham
considerado como atingido - nenhuma delas procurou quantificar este gan110
associando-o a um possível aumento de market share ou da base de clientes.
Nem todos os objetivos planejados foram alcançados com os projetos. A Lojas
Americanas não atingiu o nível de cobertura de estoques pretendido e a Souza Cruz
ainda não aumentou a velocidade de processamento de mercadorias no depósito.
A Loj as Americanas tem acompanhado alguns Índices internos para avaliar a
melhora de sua performance, como a redução da cobertura dos estoques, o percentual de
falta de mercadorias nas lojas e a quantidade de notas fiscais processadas. No entanto,
estes são indicadores para os quais ela não havia traçado nenhum objetivo antes do
projeto.
Uma característica comum às empresas é a interpretação da logística como
vantagem competitiva. Na Souza Cruz este fato é tão relevante que a logística da
companhia é considerada a melhor do mundo dentre as empresas do grupo BA T (British
American Tobacco). Este trabalho mesmo utilizou como referência vários artigos de
conceituadas revistas nacionais e internacionais louvando os projetos desenvolvidos por
estas empresas, como modelos de alta tecnologia e evolução.
Tabela ] 5 - Quadro Resumo 7: Benefícios Alcançados com os Projetos de
Automação
Chocolates Garoto
Redução da mão de obra Sim. Sim. direta e/ou indireta;
Redução da Perda 44% 20%
Souza Cruz Lojas Americanas
Sim.
Declaradamente alcançado, embora não quantificado.

1 25
Redução da necessidade Redução de 1 00% Não era um ganho Redução de 1 00% de contratação de mão de esperado. obra extra durante os
períodos de pico;
Aumento de acurácia Declaradamente Não era um ganho Declaradamente entre o estoque contábil e alcançado, embora não esperado. alcançado, embora não físico; quantificado. quantificado.
Melhor aproveitamento Não se aplica. Declaradamente Aumento de 68% na do espaço disponível para alcançado, embora não quantidade de armazenagem; quantificado. mercadoria
movimentada, apesar de retração nas vendas.
Redução do custo de Postergação em 6 Não era um ganho Redução da cobertura carregamento do meses da transferência esperado. em 1 0 dias ou 1 7%. estoque; de mercadoria de
Páscoa para os centros de distribuição.
Maior satisfação do Declaradamente sim, Declaradamente sim, Declaradamente sim, pessoal remanescente e embora não medido. embora não medido. Mas embora não medido. melhoria da qualidade de o tempo de aprendizado trabalho dos do funcionário caiu de 30
funcionários; para 1 0 dias.
Ganho de imagem e Declaradamente sim, Declaradamente sim, Não era um ganho reputação da empresa no exemplificada com exemplificada com esperado. mercado; diversos artigos em diversos artigos em
jornais e revistas. jornais e revistas, além de prêmio e reconhecimento da matriz internacional.
Aumento de Declaradamente Não alcançado, a Aumento de 68% na produtividade do alcançado, embora não velocidade de separação quantidade de depósito; quantificado. ainda não atingiu os mercadoria
niveis desejados. movimentada, apesar de retração nas vendas.
Maior flexibilidade de Sim. Sim. Sim. operação;
Aumento da capacidade Sim, crescimento de Ainda não foi alcançada a Declaradamente sim, visando adequação às 1 72% na área de produtividade desejada, embora não medido. necessidades futuras da atmazenagem e 269% que deveria atender às empresa. na capacidade de necessidades da empresa.
movimentação diária.

Capítulo 6: Conclusões
6.1 Conclusões do Estudo
1 26
A partir da análise dos casos, podemos gerar algumas hipóteses que serão
descritas separadamente, a seguir. Estas hipóteses não podem ser generalizadas, dadas
as limitações do método de estudo de caso utilizado neste trabalho. No entanto, podem
servir de referência para futuros trabalhos.
] - As três fases de implementação recomendadas pela literatura tendem a ocorrer
nos projetos de automação de centros de distribuição no Brasil, embora com
algumas diferenças nos procedimentos recomendados.
As três etapas de implantação de projetos de automação citadas no capítulo 2 deste
trabalho aparecem nos casos estudados, embora com algumas diferenças nos
procedimentos recomendados. Dentre estas podemos destacar: falta de dedicação
integral dos membros da equipe de projeto, em particular do gerente de projeto; pouco
cuidado na definição de alternativas de projeto e no acompanhamento de índices que
possam corroborar o atingimento das metas quantificadas quando da aprovação do
projeto; e a falta de comprometimento com a agenda de implementação, "apressando" o
treinamento ou o s/art up.
Não existiu, nos casos estudados, o cuidado de se medir, de forma sistemática e
transparente, os beneficios alcançados com o projeto, comparando-os com os resultados
esperados. Até existe a comparação de alguns índices, como o de qualidade do produto,
perdas, ou cobertura de estoque, mas não se observa uma reavaliação do resultado
obtido. Uma vez que o projeto já foi implantado, que existem vários benefícios
intangíveis relacionados a ele e que é necessário para a estratégia corporativa da
empresa, a avaliação posterior de seu resultado como projeto não parece ser considerada
importante. Uma das conseqüências deste desprezo por indicadores de performance são
as dúvidas que acabam surgindo, dentre a média gerência, sobre o real retorno do
projeto.
Outro ponto de inconsistência em relação às recomendações da bibliografia é a
falta de alternativas para a escolha do projeto. Desta forma, os projetos de automação

1 27
estudados, com exceção do da Garoto, foram escolhidos apenas em função de um VPL
positivo. Nem ao menos houve a preocupação de confrontá-lo com a alternativa de não
realização do projeto. Este tipo de atitude corre o risco de ser interpretada como uma
imposição do modelo do projeto e pode levar a uma falta de comprometimento da média
gerência, ou um cuidado menor durante a fase de definição dos novos procedimentos,
quando é importante comparar processos através de benchmarking e permitir a
participação de todas as áreas envolvidas na avaliação das sillergias que possam ser
estabelecidas.
Os projetos estudados envolveram tecnologias citadas como as mais modernas,
acompanhando as tendências apontadas na literatura internacional, como tecnologias
ADC, AS/RS, monovias elétricas suspensas, sistemas de redistribuição seletiva, picking
by lighl, AGVS, etc.
A idéia de um gerente de projeto, ou mesmo de uma equipe dedicada, embora
seguidamente recomendada pela bibliografia (citada no capítulo 2), não foi seguida em
nenhum dos casos observados. A colocação de uma equipe dedicada exige a
disponibilização integral de um pessoal que, atualmente, em época de contenção de
despesas e downsizing é, geralmente, imprescindível nas suas funções atuais. A
contratação de mais pessoal para o projeto é, por vezes, incoerente com um benefício
esperado por todos: redução do quadro de funcionários. No entanto, talvez seja mais
incoerente a economia da contratação de 2 ou 3 pessoas que possam dar mais segurança
a investimentos que giram em torno de US$ l O milhões. Uma alternativa foi a utilizada
pela Lojas Americanas na fase de desenvolvimento das interfaces: subcontratação.
Os projetos estudados mostraram o valor de ter, na equipe base, uma pessoa ligada
à distribuição e outra, ligada à sistemas. No caso Souza Cruz, como os próprios
funcionários da empresa diagnosticaram, grande parte dos problemas de integração se
deveu à falta de contato com sistemas na fase de definição do projeto. No caso da Lojas
Amerisanas, parte dos problemas observados nos testes, talvez pudessem ter sido
reduzidos, caso, ao invés de utilizar todos os departamentos de utilidades, tivessem sido
usados apenas alguns. Isto porque, apesar de representar 5% do faturamento, a área de
utilidades representava um percentual muito superior da quantidade de mercadoria

1 28
movimentada. Neste caso, como o Diretor de logística não era uma pessoa vinda da
área; a etapa inicial do projeto foi desenvolvida principalmente por funcionários com
formação em sistemas; e a experiência de um consultor contratado para auxiliar na
implementação só foi utilizada após a definição desse processo; talvez tenha faltado
experiência em movimentação de materiais.
A tabela abaixo resume as subfases identificadas como importantes na revisão
bibliográfica e acompanha sua conformidade, ou não, com os casos estudados.
Tabela 16 . Comparação entre os Casos com Base nas Recomendações da Revisão
Bibliográfica
Garoto Souza Loias Am. C.
Fase 1 Preparação
Grupo de Projeto Composto por um representante da área de sistemas e outro do setor de distribuição, desde o 0 � 0 início.
Os membros participam em � � � tempo integral.
Incluir representantes de outras 0 � 0 áreas afetadas. O representante de distribuição conhece do recebimento ao embarque. 0 0 0 Possui um gerente de projeto? 0 0 0 Gerente de Projeto exclusi vamente dedicado ao projeto. � � � Contar com membros com 0 0 0 conhecimento técnico de WMS e MHS. Estes membros são: J . Experls da companhia vindos de sistemas ou engenharia. 3 . 1 . e 2. 1. e 2. 2. Representantes técnicos dos fornecedores. 3 . Consultores externos independentes.
Possuir um sponsor pertencente 0 � 0

1 29
à diretoria.
Metas do Projeto Pesquisar sobre a necessidade e � � � demanda dos clientes.
Consultor Contar com a colaboração de 0" 0" 0" um consultor. Quais as funções desempenhadas pelo consultor? I . Identificar problemas. 2. Identificar necessidades
futuras. 3 . Identificar e definir os 1 . 2. 3. 4. I . e 4.
requerimentos para o 5. projeto.
4. Auxiliar na escolha e seleção dos fornecedores.
5 . Auxiliar na implementação do projeto.
Fase 2 Definição
Dos Benefícios Considerar benefícios tangíveis 0" 0" 0" e intangíveis. Definir 2 a 3 alternativas de 0" � � projeto.
Comparar a alternativa � � � escolhida com a não execução do projeto.
Medir os ganhos esperados da alternativa escolhida com base no critério do VPL. 0" 0" 0"
Dos Fornecedores Fazer listagem dos fornecedores 0" � 0" potenciais. Visitar outros clientes do fornecedor e observar o sistema em funcionamento. 0" 0" 0"
Fase 3 Implementação
Executar as fases de instalação, teste, treinamento e
0" � 0" implementação, nesta ordem.
Incluir no treinamento um grupo de apoio pós-
0" 0" 0" implantação.

1 30
2 - Os projetos de automação de armazéns tendem a ser precedidos por mudanças
no conceito e na importância dada à função logística nas empresas.
O uso do sistema logístico como fonte de vantagem competitiva não é um
conceito novo. Porém, para aplicá-lo eficientemente é necessário conciliar a estratégia
logística com os objetivos corporativos da empresa. Essa preocupação é constante nos
casos estudados. O planejamento logístico, baseado nas expectativas de crescimento e
nas metas corporativas, serviu como embrião dos projetos de automação descritos.
Como visto, é importante que o projeto conte com o apoio de um patrocinador da
alta gerência e com um gerente de projeto capaz de ter acesso ao maior número possível
de departamentos da companhia, assegurando a contribuição e o auxílio de todos
durante a preparação e a implantação. A dedicação do gerente do projeto e sua
capacidade de liderança são fundamentais para o desenvolvimento e implantação do
projeto, mas sua autoridade geralmente é apoiada na autoridade do sponsor.
Não parece ser por acaso que, das três empresas estudadas, duas tenham passado
por uma reestruturação recente, marcada pela criação de uma diretoria de logística e que
estes diretores tenham sido os patrocinadores do projeto.
3 - As empresas reconhecem ganhos com os projetos de automação, mas não
mantêm indicadores para mensurá-los.
Nos três casos estudados as empresas reconheceram ganhos com o projeto,
embora geralmente não dispusessem de indicadores que pudessem quantificá-los.
Observando a Tabela 1 5, pode-se notar que poucos benefícios declarados como
atingidos estão quantificados. A rigor, apenas a redução de perda - nos casos da Lojas
Americanas e da Garoto; a redução da cobertura de estoque - no caso da Lojas
Americanas; e a redução de pessoal - no caso da Lojas Americanas e da Garoto -
tiveram seu valor medido. Isto porque são indicadores que a empresa já utilizava
anteriormente.

1 3 1
.É interessante observar que mesmo benefícios que foram quantificados para medir
o retorno do projeto, isto é, que eram considerados esperados e tiveram metas
quantitativas definidas, não são acompanhados após a implantação da automação.
Outros, como o ganho de imagem, embora declarados como dos mais importantes para a
empresa, não são associados a benefícios mensuráveis como aumento do market share
ou da base de clientes.
As empresas não tiveram a preocupação de cnar mecanismos para medir
sistematicamente o retorno do projeto, apesar de terem definido metas e quantificado
benefícios esperados. A explicação para isto foi dada pela Lojas Americanas como:
"qualquer conclusão sobre retorno negativo ou positivo não alteraria a decisão de fazer o
projeto. Logo, para que medir?".
4 - A utilização do serviço de consultores externos na busca por conhecimento
técnico e prático é uma tendência nas empresas e um importante facilitado r para a
implantação dos projetos.
A presença de um consultor externo pode ser bastante útil na definição do projeto
e dos fornecedores, mas ela é ainda mais importante na implantação. A experiência do
consultor externo em projetos semelhantes pode prevenir problemas na fase de
instalação e no start up.
Embora os fornecedores geralmente possuam experiência na implantação de
outros proj etos, eles não são considerados fontes isentas, podendo optar por alternativas
que mais se adeqüem ao produto que oferecem, e não necessariamente que sejam
melhores para o cliente. Realmente, dentre os projetos estudados, o que mais se afastou
das metas pretendidas foi o da Souza Cruz, coincidentemente o único a utilizar o
fornecedor como única fonte de consulta externa.
Além disso, os elogios aos consultores externos nos projetos da Lojas Americanas
e da Garoto, particularmente durante a implantação, é unânime e partilhado por gerentes
e operadores.

1 32
5 - Os projetos de automação de centros de distribuição são motivados
principalmente por uma necessidade de atender melhor o cliente e dar início a um
processo de integração e gerenciamento da cadeia de suprimento.
A melhora do serviço ao cliente e da imagem da empresa foram, de fato, os
beneficios mais citados pelas empresas. No entanto, embora as companhias estudadas
tenham utilizado o conceito de serviço ao cliente como as atividades que ocorrem entre
o consumidor e a empresa, facilitando ou aumentando as vendas e o uso dos serviços ou
produtos da companhia, nos termos usados por Lalonde e Zinszer ( 1 976)106, o serviço e
a medição de sua eficiência foram determinados pelo que cada empresa considerou que
era adequado fazer. Não houve uma preocupação específica em pesquisar o que o
cliente queria ou em medir se ele estava recebendo o serviço que desejava. Isto
representa um enorme risco para o projeto, uma vez que, mesmo se não quantificados,
os beneficios que envolvem o serviço ao cliente estão atrelados a uma expectativa de
aumento do market share, de vendas, ou de uma proteção maior contra a concorrência.
No entanto, se a percepção da empresa quanto aos anseios de seus clientes não estiver
correta, todo o projeto pode se mostrar inviabilizado e desperdiçado. Nenhuma das
empresas estudadas, tampouco, colocou como meta do projeto uma maior integração ou
troca de informação dentro da cadeia de suprimentos.
Esta falta de comunicação prévia com os clientes (internos e externos) esconde
também um total desprezo com a idéia de parceria ou cadeia de suprimentos. Em
nenhum dos casos houve o interesse em aproveitar o novo projeto para estabelecer
objetivos comuns com os clientes, baseados não apenas em suas preferências de serviço,
mas em suas "compatibilidades e requerimentos relativos à tecnologia"107. Este
comportamento reflete a falta de interação destas empresas com seus clientes nos termos
hoje conl1ecidos como gerenciamento da cadeia de suprimento. O conceito de gerência
da cadeia de suprimento trata da coordenação e integração de todas as atividades
associadas ao marketing de produtos e serviços, visando a construção de uma vantagem
106 Lalonde) BJ. e Zinszer, P.H" Cuslomer Service: Meaning and Measurement, National Council af Physical Distribution Management. Chicago IL, 1976. 107 Material Handling Engineering Directory lssue, p. A I 7 a A26, 96/97.

1 3 3
competitiva para os integrantes da cadeia (CHRlSTOPHER, M. , 1 997). As empresas
estudadas não adotam este conceito em seu relacionamento com clientes e fornecedores.
6 - O tempo de cada projeto de automação não é função apenas do nível do WMS
adotado.
Segundo a definição de níveis criada por Trunk ( 1 996) já descrita neste trabalho,
categorizamos o projeto da Garoto como incluindo um WMS de nível 4, o da Souza
Cruz um WMS de nível 3 e o da Lojas Americanas como um WMS de nível ! .
A partir destes dados poderíamos supor que o projeto da Lojas Americanas
deveria ser o de mais rápida implementação, seguido pelo da Souza Cruz e, finalmente,
pelo da Garoto. No entanto, não é o que se verificou.
Primeiramente, como já afirmamos, existem outros fatores que devem ser
considerados, além do nível do WMS. Embora este sirva como indicador da
complexidade do projeto, não é capaz de medir a quantidade e a própria complexidade
dos novos processos que estão sendo criados com o projeto. O caso da Lojas
Americanas é um bom exemplo. Apesar do WMS ter nível I, incluiu profundas
mudanças operacionais na empresa, como a centralização do recebimento e distribuição
para as lojas da rede. Talvez por esse motivo sua implantação tenha levado mais tempo
que a do projeto da Souza Cruz - embora o "apressamento" de seu término, como já
visto, tenha, provavelmente, atrasado mais seu bom funcionamento do que,
propriamente, antecipado seu fim.
Outro fator que deve ser considerado são as dimensões do depósito ou centro de
distribuição. As instalações da Lojas Americanas eram, de longe, as maiores dentre as
três estudadas: tinha mais que o dobro do volume das instalações da Garoto, por
exemplo. Isto implica, geralmente, em mais gente para ser treinada e, eventualmente,
uma maior quantidade de equipamentos para ser instalados
Por fim, há de se considerar a complexidade da própria empresa. Companhias
com um maior número de itens diferentes sendo movimentados e controlados devem
demandar um maior período de preparação e compatibilização de dados.

1 34
A estimativa do tempo de duração do projeto é um desafio. Embora a instalação e
implementação tenha levado de 5 a 1 9 meses nos casos estudados e a literatura fale de 6
meses'o, ou de estimativas de 1 2 a 24 meses'o., é preciso sempre considerar pelo menos
uns três meses anteriores à instalação para a escolha do fornecedor e as discussões
internas sobre o projeto; assim como pelo menos uns dois meses posteriores para o
treinamento do pessoal e o funcionamento estàvel do sistema. Portanto, embora a
literatura estime o tempo de projeto entre 6 e 24 meses, seria mais realístico considerar
períodos de l i a 29 meses. Os projetos estudados, porém, levaram mais tempo ainda,
especialmente porque o tempo de preparação, escolha dos fornecedores e venda interna,
despendeu, em geral, 6 meses.
Finalmente: ao implementar um projeto de gerenciamento e automação de
depósitos, é preciso lembrar três fatores: ele deve ser construído e planejado com
pessoas, não apenas com tecnologia. Segundo, a instalação de um projeto destes é um
esforço conjunto, por isso, requer o comprometimento, a colaboração e o envolvimento
de todos os indivíduos da organização, assim como informações dos próprios
fornecedores ou experientes prestadores de serviço. Terceiro, é preciso tempo para que
o negócio compreenda quais as necessidades em termos de sistemas e o que ele pode
esperar. Isso significa tempo de maturação antes do início do projeto e de aprendizado,
após sua implantação. Decisões de diretoria para apressar etapas do projeto, geralmente
significam o sacrifício das pessoas envolvidas e, mesmo, da qualidade dos processos
implantados.
lOS Basics of Warehouse Management Systems. Material Handling Engineering Direclory Issue, p,A20, 1 996/1997. 109 Bushnell, Rick. What slows down system implementation? Automatic I.D. News, maio 1 997, p. 53.

1 3 5
6.2 Sugestões para Novos Estudos
Há muito poucos estudos disponíveis sobre automação de depósitos no país, o que
permite que vários novos trabalhos possam ser desenvolvidos sobre o tema.
As próprias conclusões mencionadas no trabalho poderiam resultar em estudos
específicos. O aprofundamento e detalhamento destas questões poderiam ajudar na
determinação de melhores práticas para a automação de depósitos no país.
A natureza do trabalho também envolve outro assunto não diretamente ligado à
logística: o gerenciamento de projetos. O modelo de gerenciamento usado nos projetos
estudados, assim como o recomendado pela análise das referências bibliográficas, pode
servir como referência para estudos voltados especificamente para esta área.
Outro ponto levantado pelo trabalho é o aparente paradoxo pelo qual as empresas
estão passando de justificarem grandes projetos pelos benefícios que supostamente
trarão aos clientes e à melhora do serviço, sem, no entanto, se preocuparem em
pesquisar o que os clientes desejam. Isto é, as empresas parecem bastante seguras de
sua percepção sobre os anseios dos clientes. A verificação deste fato é uma possível
linha de pesquisa para novos estudos.
Por fim, é interessante observar que nenhuma das empresas estudadas citou
beneficios, nem esperados, nem alcançados, baseados em uma melhor integração ou
troca de informações com seus fornecedores. Mencionaram clientes, mas não
fornecedores. Em um período em que a literatura internacional está voltada para os
beneficios do bom gerenciamento da cadeia de suprimentos, seria interessante verificar
se as empresas brasileiras não estão negligenciando estes possíveis beneficios e porquê
isto poderia estar acontecendo.

1 36
Bibliografia
ADAMS, NICHOLAS D. et ai. Warehouse & Distribution Aulomation Handbook,
McGraw HilI, 1 996.
ANDEL, TOM & GIUNTINI, RON. Advance With Reverse Logistics, Inlegraled
Warehousing & Distribution - T&D, fevereiro 1995, p.73-77.
ANDEL, TOM. Technology's Challenge, Integrated Warehousing & Distribution -
T&D, janeiro 1 996, p .71 -76.
______ . Forge a New Role in Supply Chain. T&D, fevereiro 1 996, vol. 37, n.
2, p . 1 07-1 12 .
______ . Logistic Software: The Art's in the Application. T&D, julho 1 996,
p.BG2-BG4.
BASICS OF W AREHOUSE MANAGEMENT SYSTEMS. Material Handling
Engineering Directory Issue, 96/97, p . A I 7-A26.
BOWERSOX, D.J. & CLOSS, D.J. Logislical Management: lhe integrated supply chain
processo New York: McGraw Hill, 1 996.
BUSHNELL, RICK. What slows down system implementation? Aulomatic J.D. News,
maio 1 997, p. 53.
COOPER, ROBIN & MARKUS, M. L. Human Reengineering, Sloan Management
Review, summer 1 995, p. 39-50.
CORREIA JR., MILTON. Um Super Código. Revista Distribuição, março 1 996, p. 64-
66.
CHRlSTOPHER, MARTIN. Logística e Gerenciamento da Cadeia de Suprimentos.
São Paulo, ed. Pioneira, I " edição, 1 997.
DA VENPORT, THOMAS H. Reengineering: Business Change of Mythic
Proportions?, MIS Quarterly, junho 1 994, p. 1 2 1 - 127.
DA WE, RlCHARD L. Reengineer Warehousing, lntegraled Warehousing &
Distribution - T&D, janeiro 1995, p. 98-102.

1 3 7
Encarte Técnico no. 1 - UCC/EAN 1 28 . EAN Brasil - Associação Brasileira de
Automação Comercial, São Paulo, 1 996.
FINKEL, KEN. How to Launch a Successful WMS. llE Solutions, fevereiro 1 996,
p. l 6-20.
FLEURY, P. F. & ARKADER, REBECCA. Ameaça, Oportunidades e Mudanças nas
Trajetórias de Modernização Industrial do Brasil. UFRJ/COPPEAD, 1 995, p. 1 5
(Relatório COPPEAD no. 299).
Organização e Desempenho em Manufatura nas Empresas Brasileiras -
Um Estudo Comparativo Internacional na Indústria Metal-Mecânica.
UFRJ/COPPEAD, 1 996, p . 14 (Relatório COPPEAD no. 306).
GUIA DE REFERÊNCIA I - Código Nacional de Produtos Padrão EAN. EAN Brasil -
Associação Brasileira de A utomação Comercial, São Paulo, 1 996.
GUIA DE REFERÊNCIA II - Codificação em Unidade de Despacho. EAN Brasil -
Associação Brasileira de A utomação Comercial, São Paulo, 1 996.
GUIA DE REFERÊNCIA III - Automação Comercial. EAN Brasil - Associação
Brasileira de Automação Comercial, São Paulo, 1 996.
GUIA DE REFERÊNCIA IV - ECR EAN Brasil - Associação Brasileira de A utomação
Comercial, São Paulo, 1 996.
GUIA PARA A SELEÇÃO DOS EQUIPAMENTOS, CONTROLES E SERVIÇOS -
Rapistan Demag, São Paulo, 1 996.
HAYES, R.H. & WHEELWRIGHT. S.C. Dynamic Manufacturing. New York: The
Free Press, 1988.
HILL, JOHN M. WMS: The Competitive Tool for the 90s - part one. Modern Materiais
Handling, p.W3-WI6.
HINOJOSA, ARTURO. Designing Distribution Centers: Shifting to an Automated
System. IIE Solutions, agosto 1 996, p. 32-37.
KNILL, BERNIE. Editorial - Warehouse Management System Find their Roots.
Material Handling Engineering, maio 1 996, p.3.

1 38
NADLER, DAVID A. & TUSHMAN, MICHAEL L. Organizational Frame Bending:
Principies for Managing Reorientation, Academy of Management Executive, voI. 3 , no.
3, 1 989, p. 1 94-204.
REGER, RHONDA K. et ai. Creating Earthquakes to Change Organizational Mindsets,
Academy of Management Executive, voI. 8, no. 4, 1 994.
RETAIL DISTRIBUTION AND LOGISTICS - ISSUES OF THE 90S. The Garr
Consulting Group - Chain Store Age Executive, abril 1992, p. 5-37.
RICHARDSON, HELEN L. What Va1ue Logistics?, Cost/Value Series Part III - T&D,
agosto J 995, p. 30-34.
_____ . . . lntegrate Parcel Processing. T&D, junho 1 996, p.34-42.
Supply Chain Management, outubro 1996, p.2-8.
TANABE, SÍLVIO, O Depósito Mais Moderno do País, Distribuição, agosto 1 996, p�
36-37.
THE LATEST TRENDS IN . . . AUTOMATIC IDENTIFICATION. Modern Materiais
Handling, outubro 1 996, p. 1 3- 1 6.
TRUNK, CHRISTOPHER. Downsizing Adds Turbulence to Launching WMS.
Material Handling Engineering, março 96, p. 80-84.
____ o Putting WMS Together. Material Handling Engineering, fevereiro 1 996,
p. 42-50.
_____ . The ABCs of WMS. Material Handling System, março 1 996, p. 9 1 - 1 00.
UMA PROPOSTA INÉDITA, Distribuição, agosto 1996, p. 38-4 1 .
WAREHOUSE AUTOMA TION'S BIG PICTURE. T&D, julho 1996, no. 4, p . TI l .
W AREHOUSE OF THE MONTH - Modern Materiais Handling, junho 1996, p. 34-36.
WAREHOUSE OF THE MONTH - Modern Materiais Handling, março 1 996, p.34-35 .
WITT, CL YDE E . 1 996 - Value Added Award Winner. Material Handling
Engineering, março 1 996, p. 86-88.

1 39
ANEXO I - Questão Conceitual: Diferença entre Depósito e Centro de
Distribuição
Alguns textos têm procurado conceituar depósitos como instalações cujo objetivo
principal é armazenar produtos para atender a pedidos dos clientes. Já os Centros de
Distribuição (CDs) são definidos como instalações cujo o objetivo é receber produtos
just-in-time e processá-los imediatamente de modo a atender as necessidades dos
clientes. Enquanto os depósitos seriam operados como push, os CD seriam operados
como pul!o A diferença significaria a eliminação de movimentação desnecessária,
estocagem, e re-empacotamento "O O esquema abaixo fornece um quadro comparativo
das principais diferenças entre centros de distribuição e depósitos a partir dos conceitos
deste parágrafo. No entanto, trata-se apenas de um esquema genérico, sendo por
exemplo, possível encontrar-se depósitos que utilizem processamento em real time e,
principalmente, instalações que atuam como depósito para alguns itens e centros de
distribuição para outros. Durante o trabalho, portanto, não faremos qualquer distinção
entre os dois, utilizando as denominações de depósito ou centro de distribuição
indiscriminadamente, j á que as tecnologias e procedimentos descritos podem ser
aplicados a ambos.
1 10 Bowersox, D.J. & Closs, D.J. Logistical Management: the integrated supply chain processo New York: McGraw Hill , 1 996. No capitulo 1 3 do referido texto, os autores já criticavam a definição de estoque como local de estocagem de produtos, proferindo a idéia de local de troca, mais coerente com procedimentos como cross-docking e break hulk, onde não há estoque.

1 40
Tabela 1 7 - Quadro Comparativo Centro de Distribuição x Depósito
PAPEL DEPOSITO CENTRO DE DISTRIB.
Estocagem Itens com alto giro Itens com alto gIro representam menos de 50% representam mais de 75% do do estoque e giro <12. estoque e giro > 1 2.
Consolidação de Pedidos Recebe, estoca, recolhe e Cross Dock mais de 50% dos embarca mais de 90%. itens.
Valor Adicionado Apenas empacotamento e Algumas operações de etiquetagem. finalização do produto.
Controle de Estoque Processamento balch com Processamento em tempo inventários fisicos real, com contagens periódicos. periódicas seletivas (cycle
counts).
Embarque Atinge os . .
requISItos de Atingir os requisitos de embarque aos maIs baixos embarque, maximizando os custos possíveis. impactos nos lucros" ' .
" ' Os aspectos de maximização de lucro ou redução de custo serão abordados no trabalho. na seção 2.8
Análise dos Beneficios c Justificativa do Projeto.

1 4 1
ANEXO 11 - Detalhamento da Fase d e Definição d o Sistema
De forma a tennos um detalhamento maior da fase de definição dos requisitos do
sistema, explicitamos, a seguir, suas principais subfases:
1 . Identificacão dos líderes do projeto e suas responsabilidades. Em geral o
projeto tem três líderes: o Administrador (Project Administrator), que
representa a alta direção e deve ser o patrocinador do projeto; o Gerente de
Projeto (pr(jject Manager), responsável pelo gerenciamento, planejamento e
controle do projeto; e o Líder Técnico (Technical Leader), que se reporta
diretamente ao gerente de projeto e possui um conhecimento profundo sobre as
operações de depósito, incluindo sistemas de informação e a interface com o
host. Cabe ao líder técnico, também, ajudar a fomentar o apoio dos usuários ao
projeto. Em alguns casos, até mesmo por falta de recursos por parte da
companhia, o líder técnico e/ou o gerente de projeto, são contratados pela
empresa. Um caso de sucesso nestes tennos é descrito por Clyde Witt em
artigo de março de 1 9961 1 2• É o projeto da Cyrk Inc., empresa que fabrica
camisas. A Cyrk contratou a empresa LewislBoyle para rever e analisar um
projeto de depósito da companhia. Complicações com contratos de aluguel
tiveram de apressar o cronograma de implantação. A Lewis/Boyle não se
limitou a analisar o projeto, mas gerenciou sua implantação, definiu
fornecedores e equipamentos e assegurou a integração dos sistemas.
2. Organizar e planejar a defini cão dos requisitos do projeto. Nesta fase é
elaborada uma breve descrição do projeto e dos motivos que levaram a sua
criação, em seguida define-se o escopo, delineando as funções do depósito a
serem incluídas ou excluídas. Além disso faz-se um cronograma amplo do
projeto, associando-se recursos estimados às tarefas previstas. Nesta etapa o
projeto j á deve contar com um grupo de trabalho, conforme a necessidade de
conhecimentos específicos.
3 . Sessão de planejamento. É quando o gerente de projeto deve reunir o grupo de
trabalho a fim de rever os requisitos já definidos.

1 42
4. Criar um questionário para revisão dos requisitos planejados. O grupo de
trabalho deverá elaborar um questionário a ser aplicado aos técnicos de cada
área específica, a fim de verificar a consistência de seus requisitos.
5. Orientar os participantes do grupo de definicão dos requisitos do projeto. É
importante que o grupo de projeto tenha o apoio dos usuários e pessoal de
outras áreas na definição dos requisitos, para isto são realizadas reuniões de
discussão e apresentação. Um modo de conseguir adesão é distribuindo
adesivos, camisas ou chaveiros alusivos ao projeto.
6. Determinacão dos requisitos. interfaces e funcões do sistema. Nesta fase
devem ser coletadas e documentadas de maneira clara e precisa as informações
necessárias à especificação dos requisitos dos sistema de gerenciamento do
depósito.
7. Analisar a movimentacão de materiais. Nesta fase deve-se tentar avaliar e
determinar os beneficios de se automatizar a movimentação de materiais, como
requisito do WMS.
8. Determinar os requisitos preliminares de sofiware. hardware e periféricos. Os
objetivos desta etapa são avaliar o ambiente computacional existente,
quantificar o nível de equipamento e tecnologia atualmente utilizado no
depósito e desenvolver uma estratégia de hardware e software que permita a
obtenção dos requisitos do WMS. Não se deve esquecer de observar os planos
estratégicos de longo prazo da companhia de modo a se escolher soluções que
possam acompanhar eventuais planos de expansão ou que sejam flexíveis.
9. Análise dos requerimentos quanto a dados e informacões a serem armazenadas
e processadas pelo WMS. Como os requisitos quanto a dados foram feitos por
diversas fontes, esta etapa é essencial para permitir uma visão geral do projeto,
resumindo informações pedidas por diferentes áreas, e selecionando as
realmente essenciais.
1 12 Witt, Clyde, 1 996 - Value Added Award Wínner, Materíal Handlíng Engíneering, março 1 996, p. 86-
89.

1 43
J O.Publicar o relatório com os requisitos do WMS. O relatório deve resumir os
requisitos, objetivos e metas do sistema, abrangendo todas as funções do
escopo inicial, e ilustrando-as com fluxos e diagramas.
A solução escolhida, porém, como citado no texto, deverá considerar as opções
existentes no mercado, bem como a possibilidade de uma solução interna. Esta, apesar
do maior risco, pode ser um meio de diferenciação e vantagem competitiva.

ANEXO 111 - Considerações Tecnológicas
TECNOLOGIA DE CÓDIGO DE BARRA
1 44
A tecnologia de código de barra utiliza os princípios do código Morse. Uma série
de barras paralelas de espessura variada representam caracteres alfanuméricos. Quando
um feixe de luz passa através das barras, o comprimento em termos de altamente
reflexíveis barras brancas e não reflexíveis barras escuras, é medido e convertido em
dígitos binários (os dígitos que formanl um caractere têm oito valores formados por O -
barras claras - ou I - barras escuras - (bits), e são chamados bytes). O scanner, após
interpretar o sinal do código de barra, o transmite para um aparelho coletor.
A seguir, listamos alguns elementos de um símbolo representado por um código
de barra:
• Margem de Silêncio Inicial: espaço em branco que precede o caractere inicial
do código de barra e que, recomenda-se, deve ser 1 0 vezes maior que a menor
espessura do código de barra;
• Caractere Inicial: padrão de barras localizada imediatamente após a zona de
silêncio. O caractere inicial guarda instruções de leitura, incluindo direção,
espessura dos elementos, e em certos cenários, definição dos símbolos;
• Caracteres de Dados: grupo de barras e espaços que, de acordo com a
simbologia usada representa um número, letra, caractere ASCII, etc.;
• Digito Verificador: um caractere com uma seqüência de dados cujo o valor é
utilizado para efetuar a checagem matemática capaz de assegurar a acurácia dos
dados interpretados;
• Caractere Final: indica o fim da informação e precede a margem de silêncio
final.
• Margem de Silêncio Final: espaço vazio localizado imediatamente depois do
caractere final. Segue as mesmas recomendações da zona de silêncio inicial.
• Magnitude do Símbolo: é o tamanho do símbolo envolvendo sua altura e
largura total. Inclui as margens de silêncio. A magnitude depende

1 45
primeiramente da qualidade de impressão oferecida, do espaço disponível, e do
design da embalagem.
• Truncamento de Barras: é a redução da altura das barras no caso de falta de
espaço disponível. O truncamento reduz a magnitude e, portanto, reduz a
eficiência da leitura.
Um símbolo de código de barra pode ser contínuo ou discreto. O símbolo
contínuo não tem espaços intercaractere e cada barra e espaço definem caracteres. No
símbolo discreto, apenas as barras definem caracteres, que começam e terminam com
uma barra, permitindo um espaço intercaractere. Os cuidados com impressão são
fundamentais na confecção de uma etiqueta de código de barra. É preciso assegurar o
contraste entre as cores das barras, sua espessura e a dimensão do símbolo.
Para a codificação de produtos de bens de consumo, desde a década de 70 existem
dois padrões reconhecidos oficialmente: o sistema UPC (Universal Product Co de ),
adotado somente nos Estados Unidos e Canadá e administrado pela UCC (Uniform
Code Councif), e o EAN (International Ar/ide Numbering Association), adotado no
resto do mundo. No final de 1995 iniciou-se o processo de unificação dos dois sistemas,
com um acordo entre as instituiçõesl l J.
No Brasil, o decreto no. 90.595 de 29 de novembro de 1984 da Presidência da
República instituiu o Sistema Nacional de Codificação de Produtos, que segue o padrão
EAN. Portanto, no caso de exportações do Brasil para Estados Unidos e Canadá, deve
se obter o código UPC por intermédio da EAN Brasil, entidade nacional associada á
EAN Internacional .
Dentre as simbologias de código de barras mais comuns, podemos destacar:
Universal Product Code (UPC) : A versão A é um símbolo de comprimento fixo,
contínuo, de 1 2 dígitos. O UPC inclui um número de seis dígitos (o primeiro número
determina a categoria e os demais a identificação do vendedor) definido pelo Uniform
Code Council (UCC), um número de cinco dígitos definido pelo vendedor e um dígito
III na verdade o sistema UPC (no caso de seu código mais comum - UPC tipo A) é um subconjunto do sistema EAN (comparando ao código EAN 1 3), e os aparelhos de leitura ótica que lêem o sistema EAN, também compreendem um código UPC tipo A. A recíproca não é, necessariamente, verdadeira.

1 46
verificador. Cada caractere UPC é formado a partir de duas barras e dois espaços,
formando 7 módulos. Os códigos UPC são usados nos Estados Unidos por toda a
indústria, principalmente nas versões A e E (com 6 dígitos, especial para itens pequenos,
onde a embalagem não tem espaço útil para utilização da versão A).
European Ar/tele Numbering fEAN): tem uma estrutura semelhante ao UPC, mas
é o código padrão internacional. As versões de 1 3 e 8 dígitos, EAN-1 3 e EAN-8, são
similares em propósito ao UPC versões A e E. O EAN-13 inclui três dígitos
identificando o país de origem da empresa, 4 ou 5 dígitos identificando a empresa e
concedidos pela EAN Brasil ' l 4, 4 ou 5 dígitos representativos do produto e elaborados
pela empresa, e um dígito verificador. O EAN-8 possui apenas os dígitos identificativos
do país, 4 dígitos concedidos pela EAN, identificando o produto, e um dígito de
controle.
Código 1 28: é um código contínuo, de auto checagem, comprimento variável e
alta densidade. Alfanumérico, cada caractere é representado por três barras e três
espaços, com sete módulos de espessura. Permite a codificação de qualquer caracter do
conjunto ASCII - 1 28 ou do teclado padrão (1 07). É mais utilizada para controle de
inventário e etiquetas de embarque (para containers ou paletes) - código para unidades
de despacho.
DUN 14: é um código contínuo de 1 4 dígitos e comprimento fixo. Também
utilizado para unidades de despacho, este código utiliza a simbolização ITF (interleaved
two offive, ou 2 de 5 intercalado), que consiste de barras largas ou estreitas, ora claras,
ora escuras. A construção do símbolo só ocorre em caracteres aos pares, pois a
combinação binária se intercala em 1 0 barras (formando um par de dígitos). Dos 1 4
digitos que formam o código, o primeiro é a variante logística, que simboliza a
quantidade de venda da embalagem de despacho (ou, em caso de produtos com
características variáveis, significa que haverá um código complementar ITF6). Os 1 2
dígitos seguintes devem ser os equivalentes ao produto, podendo-se usar o EAN-8 ou
EAN-1 3 . O último dígito é o de controle. A vantagem da utilização do DUN-14 para
1 14 a EAN Brasil é a entidade brasileira associada à lnternational Article Numbering Association - EAN
Intemacional e, portanto, encarregada de conceder os números identificativos das empresas.

147
unidades de despacho está nas mar ores tolerâncias que apresenta para distorções no
processo gráfico, problemas a que estas unidades estão mais sujeitas em virtude das
condições de impressão e dos materiais utilizados nas mesmas, geralmente papelão
ondulado.
UCC/EANI 28: é o único código do sistema EAN que permite identificar dados
complementares em unidades de despacho, tais como data de fabricação, número de
lote, validade, número do pedido, etc . . . . Esta identificação do significado e formato dos
dados é feita através de Identificadores de Aplicação, uma tabela com quase 1 00
códigos diferentes. O EAN-1 28 permite a concatenação de informações, variando o
tamanho do código e tornando sua aplicação extremamente versátil. Um duplo caractere
inicial diferencia o UCCIEAN-1 28 do Código 1 28, este, sem padronização específica.
Desde fins de 1 994, um novo tipo de código de barra tem ganho bastante
notoriedade: o código bidimensional. Enquanto, como descrito acima, o código de barra
convencional funciona como um número único, identificando o produto e apenas uns
poucos caracteres podem ser impressos, do contrário o formato linear do código o
deixaria muito grande para uso prático; o código bidimensional foi concebido para ser
pequeno e servir como uma base de dados independente. Ao contrário dos códigos
convencionais, o bidimensional não será "scaneado" para que o número obtido sirva
como chave de acesso a um banco de dados residente no computador; as informações
necessárias estarão todas no próprio código.
Os símbolos são formados pelo empilhamento de barras e espaços, uns sobre os
outros. Sua leitura é feita por scanners - a laser ou CCD - específicos, efetuando a
leitura segundo uma orientação determinada. Alguns códigos bidimensionais só
codificarn caracteres alfanuméricos ou ASCII, outros codificam dados binários,
possibilitando a inclusão de fotos e até mesmo, digitais ' ''. Com a utilização de códigos
bidimensionais é possível eliminar as transmissões EDI, substituindo-as pelas
informações do próprio código que acompanha as mercadorias. Deste modo, mesmo
que o computador principal não esteja disponível, as informações sobre aquele
1 1 $ Durante os Jogos Olímpicos de Atlanta, foi usado em crachás de atletas e pessoal autorizado, o código bidimensional PDF4 1 7, que possibilitou a inclusão da foto da pessoa no código.

1 48
embarque estarão, ainda, acessíveis. Sem mencionar a economia de tempo comparada à
emissão de dados através da rede interna da empresa. A diversidade de aplicações em
que os códigos 2-D já são encontrados mostra sua flexibilidade e antecipa a nova
pequena revolução que ele pretende provocar"":
• A Volvo, na Europa, consegue acompanhar todo o esquema de montagem de
seus automóveis por meio de uma folha de controle que vai recebendo etiquetas
com o código 2-D de cada etapa do processo. No final, a leitura da folha dá o
histórico da montagem. Se tudo estiver de acordo com o especificado, o veículo
recebe a aprovação final;
• A Ericsson americana identifica seus produtos com um código bidimensional,
incluindo seu número de série, e os demais dados referentes à fabricação (local
de produção, data, características, técnicas, componentes). Isso facilita a
assistência técnica, que obtém todos os dados do produto com uma simples
leitura do código;
• As carteiras de motoristas dos países do Nafta e tanlbém as de identidade em
Bahrein, na Arábia e no Arizona, Estados Unidos, utili= códigos de barra
bidimensionais, PDF 4 1 7.
A utilização de códigos de barra requer alguns equipamentos básicos:
• Software de formatação: que permite a impressão e formatação do código. É
necessário, claro, um computador para "rodar" o software.
• Uma impressora: seja, térmica ou a laser, capaz de satisfazer os padrões de
impressão requeridos para cada tipo de código.
• Um . aparelho leitor: capaz de verificar a qualidade e conformidade dos
símbolos impressos.
LEITORES DE CÓDIGO DE BARRA
Os leitores de código de barra são formados por um scanner, que contém a fonte
de luz (tanto infravermelha de 900 nm. de comprimento de onda, quanto vermelha do
1 16 Correia Jr., Milton. Um Super Código. Revista Distribuição, março 1 996, p.64-66.

1 49
espectro visível, de comprimento de onda entre 600 e 700 nm.) e a converte em um sinal
elétrico que será interpretador do decodificador. Este, por sua vez, emite um sinal
binário para ser transmitido a um coletor, como nm computador ou terminal.
Os mecanismos de leitura de código de barra podem ser fixos ou portáteis. De
qualquer modo eles devem ter como especificações uma distância mínima de visão
(optical throw), uma distância máxima (operating range), denominando o alcance entre
estes limites de profundidade de campo (depth offield). Campo de visão (field ofview)
é o máximo comprimento do código de barra que pode ser lido pelo scanner.
Para levar os sinais até o terminal ou computador de coleta de dados, pode-se
utilizar um wedge, que o liga ao teclado, transformando o sinal de saída em caracteres,
como se digitados, ou um decoded ou/put scanner (DOS), um scanner portátil que
executa as funções do wedge e transmite ao computador ou terminal via rádio
freqüência, fugindo às limitações de fios. Scanners do tipo DOS são os mais adequados
para operações em depósitos, dada a eliminação de fios, embora seus movimentos
estejam restritos à distância de 50 fi do receptor.
Uma forma de eliminar as limitações de locomoção é a utilização de terminais
coletores portáteis. Estes terminais podem ser, ou não, intrinsecamente acoplados a um
scanner. Sua operação pode ser on-line, através de comunicação de dados por rádio
freqüência, ou ba/ch.
Caso a opção seja por terminais com comunicação de dados por rádio freqüência
(RFDC), é preciso definir o uso de banda estreita ou largo espectro, onde o segundo,
embora de maior alcance e menos interferência a curto prazo, é mais caro e pode
apresentar problemas de saturação a longo prazo. A utilização de mecanismos de rádio
freqüência requer, tan1bém, a observação de uma série de dados que pode interferir na
transmissão, como materiais e equipamentos.
IMPRESSÃO
A impressão de códigos de barras deve obedecer aos padrões de cada símbolo
escolhido. Isto significa, por exemplo, que certas tintas que produzem uma imagem

150
visível preta, mas menos contraste na luz infravennelha, devem ser evitadas. Tintas
com proteção térmica especial ou de chumbo-carbono, são preferíveis.
A impressão de etiquetas pode ser feita no próprio depósito, assim como o código
pode ser impresso diretamente na embalagem. Caso esteja prevista a utilização de um
número elevado de etiquetas com antecedência, estas podem ser encomendadas, o que,
em geral, barateia enonnemente o custo.
Tecnologias modernas pennitem a impressão de códigos de barra mesmo em
alimentos, usando fluidos digeríveis. Como o processo é de jato de tinta, e não toca
fisicamente o produto, pode ser usado até em itens mais delicados, como ovos"'.
INTERCÂMBIO ELETRÔNICO DE DADOS (EDI)
A fim de eliminar a redigitação de dados já existentes no sistema e pennitir a troca
de informação de forma mais rápida e precisa entre as indústrias, distribuidores e
vendedores, as companhias decidiram padronizar uma série de documentos de forma a
permitir sua troca automática entre diferentes sistemas de computação.
Convencionalmente, temos dois padrões mais aceitos: o ANSI ASC X 1 2, usado nos
Estados Unidos, e o UNIEDIFACT (EDI For Administration, Commerce and Trade),
adotado pelas Nações Unidas e internacionalmente aceito. O Transaction Set é o
documento EDI transacionado entre as empresas. Cada documento é composto de
segmentos, que por sua vez são formados por elementos de dados. Documentos
diferentes podem ser compostos por diferentes segmentos.
O EDI é formado por três passos: o mapeamento dos documentos, onde o arquivo
formado pelo aplicativo usado pelo emissor é mapeado segundo o formato padrão de
dados. Em seguida, o arquivo é traduzido para este formato. Alguns softwares fazem
ambas as coisas. O processo final é a transmissão, que pode ser feita diretamente ao
receptor ou através de uma VAN ( Value Added Network). A velocidade de transmissão
irá depender do tipo de conexão (linha privada ou discada) e da velocidade do modem.
A utilização de uma V AN pode simplificar o processo, prover acesso 24 horas,
segurança, possibilidade de reobtenção de dados perdidos e trilhas de auditoria. No
1 1 7 The Lates! Trends in . . . Automatic Identification, Modern Materiais Hand/ing, outubro 1 996, p. 1 3- 1 6.

1 5 1
Brasil, o número limitado de V ANs (Interchange, Embratel, Proceda e GSI) que não se
comunicam, acaba obrigando a empresa a ter um sistema de comunicação com cada
uma delas individualmente, além de que o desejo de cada uma por incorporar a venda do
software de tradução e mapeamento em seus serviços, faz com que estes sejam
incompatíveis' " (em geral o provedor do software de tradução e mapeamento não é a
VAN, esta é responsável apenas pela comunicação). Por outro lado, a
intecomunicabilidade que ocorre nos EUA aumenta o custo da comunicação pela adição
de um trecho extra (o entre-VANs).
Os beneficios do EDI são maximizados através de sua integração com outros
sistemas, como código de barra e ASN (advanced shipping notice).
1 18 A Embratel é a única que não utiliza um software próprio para tradução e mapeamento, licenciando uma série de fomecedores.

1 5 2
ANEXO IV - Tipos de Transportadores
A seguir, descrevemos brevemente alguns tipos de transportadores:
O transportador de roldanas ("wheel conveyor "), o modelo tracionado por correia
é o mais econômico. Trata-se de uma série de rodas sustentadas por um trilho com um
cinto fino movimentando-se por todo o comprimento da esteira. É um equipamento
adequado para longos deslocamentos, embora não funcione tão bem caso o produto
tenha de deslizar através da largura da esteira. Existe, tanlbém, por roldanas livres, com
movimentação por impulso humano ou força gravitacional (inclinados).
O transportador de esteira ( "belt convevor ") é o mais versátiL Pode ser usado
tanto para embalagens rígidas, quanto macias, assim como para produtos irregulares e
através de qualquer inclinação. Ela pode ser deslizante - quando a esteira (de borracha,
tecido, plástico, couro ou metal) desliza sobre uma superfície estática - mais usada para
curtas distâncias, ou sobre roletes - quando o cinto desliza sobre roletes que se movem
com o cinto. Como a área de contato entre a superfície e o cinto é menor, ele é usado
para distâncias maiores. As esteiras podem ser curvas, como nos aeroportos, ou em
espiral.
Os transportadores de roletes ( "tive roller conveyor ") são formadas por cilindros
em contato direto com o produto. Alguns ou todos os cilindros se movimentam,
carregando o produto. A energia é transmitida através de uma correia ou corrente.
Como ele permite que o produto deslize por sua extensão, é muito usado quando é
necessário carreganlento ou descarregamento lateral. Uma vantagem deste
transportador é que alguns cilindros podem ser parados, enquanto o produto é
transportado em outras regiões. Este tipo é chamado de acumulação, pois permite a
estocagem do produto na própria esteira entre dois processos assíncronos.
Transportadores para Redistribuicão Seletiva ("sortation conveyor "), são
transportadores onde os produtos são colocados de forma ordenada e controlada. Além
da separação, o transportador faz a união de fluxos vindos de diferentes esteiras,
consolidando conjuntos, identificando e continuamente entregando os pacotes a uma
taxa desejada, utilizando vários subsistemas. O fluxo de entrada no sistema induzido

1 5 3
pode ser controlado por célula fotoelétrica. Neste sistema o pacote será identificado e
colocado a distância apropriada dos demais para a separação posterior. Para permitir a
consolidação correta, usam-se esteiras de acumulação na entrada do sistema induzido,
que também servem para criar espaço ótimo entre os volumes, de forma a controlar a
velocidade sistema. O sistema de controle varia em complexidade dependendo da taxa
de transporte da esteira. Para esteiras de baixa velocidade, 1 0 a 40 pacotes por minuto,
pode-se usar identificação manual através de um terminal. Para taxas moderadas, 40 a
80 pacotes por minuto, é preciso utilizar máquinas para a leitura dos códigos de barra.
A distância entre os pacotes é fixa em comprimento. Subsistemas induzidos de altas
taxas, entre 80 e 1 20 pacotes por minuto, requerem o uso de leitoras automáticas e de
uma série de servo motores que aceleram e desaceleram de forma a ajustar o espaço
entre os pacotes. Sensores fotoelétricos determinam o gap ótimo entre cada pacote
específico, dependendo de suas dimensões. Desta forma pode-se conseguir velocidades
máximas de saída. O subsistema de redistribuição tem mecanismos que alteram a
direção do fluxo, enviando o pacote para determinada esteira. Um microprocessador
acompanha cada pacote e o envia para a esteira apropriada no momento correto. Para o
funcionamento apropriado do sistema de mudança de direção, o sistema identifica as
dimensões do pacote, a velocidade da esteira e o ângulo da esteira de saída. As esteiras
de saída merecem atenção especial para o fato de que devem desacelerar os pacotes, que
chegam nela na velocidade máxima do sistema, de forma a permitir o manuseio pelos
operadores. Isso sem danificar as embalagens.

1 54
ANEXO V - Características Lógicas do WMS
O Sistema de Gerenciamento deve ser capaz de criar, acompanhar e embarcar o
estoque. Para efetuar estas funções é necessário que certos atributos sejam associados
ao item e à localização.
CARACTERÍSTICAS DO ESTOQUE
Durante o recebimento, algumas características são atribuídas à unidade de
movimentação. Esses atributos têm valores default baseados no SKU e armazenados na
base de dados do item. Os valores default indicam os parâmetros de controle mais
desejáveis e como o SKU deve ser estocado e processado no depósito.
1 . Um código relativo ao ambiente (environment code) é atribuído ao SKU
restringindo os locais onde ele pode ser estocado. Por exemplo, alguns item
podem requerer condições especiais de refrigeração ou uma área gradeada para
mercadorias de alto valor ou de circulação controlada.
2. Um código referente à divisão da companhia que lida com determinado SKU
(company division code). Isto serve como garantia de que o estoque de uma
divisão não será enviado para outra. Caso um item sirva a várias divisões e o
estoque deva ser mantido separadamente, o código deve ser atribuído ao SKU
durante o recebimento, com base na autorização de recebimento (o pedido de
compra, por exemplo).
3. Um código discriminando o número de lote é atribuído ao SKU quando este
requer um número de lote para acompanhamento (/01 number code).
Dependendo da indústria, é preciso o acompanhamento e controle dos números
de lote é feito do recebimento ao embarque. Em geral, o algoritmo do WMS
evita que itens com número de lote diferentes sejam armazenados
conjuntamente. Para manter a quantidade de números de lote em um mínimo,
o programa deve dar preferência a terminar com o embarque de um lote para
então, começar outro. Caso o controle do número de lote só seja importante
após o picking, então pode-se armazenar mais de um número de lote no mesmo
local.

1 55
4 . U m código de qualidade do estoque (inventorv quality class code) é designado
ao item durante o recebimento e permite a separação das mercadorias no
depósito. O código identifica os itens segundo seus diversos graus de
qualidade: primeira classe, segunda classe, danificada, consertada, etc.. Este
código assegura que o cliente receba uma mercadoria com a qualidade
demandada, e que tanto devoluções quanto sucata sejam processadas como um
pedido de cliente.
5 . O SKU deverá ter associado, também, um código relativo a sua data de
vencimento (expiration date control code). O WMS é capaz de calcular um
tempo de vida na prateleira que será usado para assegurar que o produto seja
embarcado em tempo hábil para permitir que o cliente use a mercadoria. O
WMS não misturará em uma mesma localização produtos de datas de
vencimento diferentes, de forma que os com menor tempo de vida na prateleira
sejam embarcados primeiro.
6. O nível máximo de estoque Cmaximum inventory level) é usado pelo WMS para
limitar a quantidade estocada em determinado local privilegiado. Um exemplo
de sua utilização está relacionado a produtos de alta sazonalidade que são
comprados fora de estação, de modo a evitar falta. Em geral este excesso
momentâneo de mercadoria é armazenado fora do depósito ou em locais menos
favoráveis no prédio, onde seu alcance é mais difícil. Porém, às vezes é
necessário deixar alguns paletes prontos para utilização. Desta forma, o nível
máximo de estoque determinará a quantidade de paletes que poderão se
armazenados em local privilegiado, ocupando um espaço premium.
7. Giro (velocity) é atribuído ao SKU para permitir que mercadorias de alto giro
(tipo "A"), sejam colocadas próximas às portas de embarque.
8. Um número máximo de locais de reserva Cmaximum reserve locations) é
atribuído ao SKU de forma a limitar a quantidade de diferentes locais em que
ele pode ser armazenado. A partir deste número limite o SKU é enviado para a
área de excesso, a menos acessível para picking.

1 56
9. O total recebido (tolal receipl quanlity) é usado para encontrar um local com a
máxima capacidade disponível. Este número é especialmente útil de forma a
deixar todo um lote junto, facilitando a busca no embarque.
1 0.0 tipo de processo do produto (producl processing Iype) especifica qual a área
mais adequada para o processo de picking, por exemplo, chão para SKUs muito
pesados ou de grandes dimensões; SKUs transportáveis, para caixas
padronizadas de peso limitado; SKUs não transportáveis, para embalagens
muito pequenas ou de formato irregular; etc . .
I I .Designacão do local preferido de armazenagem (prefered put-away zone),
permite que produtos similares, como eletrônicos ou que tenham canais de
venda semelhantes, como lojas de departamento, sejam armazenados próximos.
1 2.0 limite FIFO (FIFO window) determina o número máximo de dias em que o
estoque de um SKU pode ser considerado o mesmo.
1 3 .0 tipo de embalagem (conlainer tvPes) permite que um item armazenado em
caixas e montado durante o recebimento em paletes seja armazenado em um
local onde seja possível o picking tanto do palete quanto por caixa.
1 4.Um código determinando o peso da mercadoria (weight code) deve ser
atribuído ao SKU e acumulado quando da formação da unidade de
movimentação, evitando que se danifiquem certas áreas de armazenagem.
1 5 .Para o caso de existirem diversos tamanhos de embalagem no depósito, por
exemplo, vários tamanho de paletes, utiliza-se um código de tamanho de
embalagem (conlainer size code).
1 6.Um código de status do estoque deve ser atribuído durante o recebimento, de
forma a determinar se ele as mercadorias devem passar pelo controle de
qualidade. Além disso o código também estabelece se o produto deve aguardar
a checagem para ser armazenado ou embarcado.
1 7.Um código de grupo (group code) é atribuído ao estoque caso diferentes SKU
sejam estocados em separado mais vendidos juntos, então a autorização de
recebimento deverá indicar a qual grupo a mercadoria deverá ser associada. O

1 57
WMS procura sempre armazenar mercadorias de mesmo grupo no próximas ou
no mesmo corredor.
CARACTERÍSTICAS DE LOCALIZAÇÃO
Os atributos associados ao estoque, citados acima, também se aplicam às áreas de
estocagem, permitindo ao programa combinar estoque e área. No entanto, as áreas têm
atributos adicionais que afetam a lógica do WMS, mas não se referem ao estoque:
I . Código de localizacão do estoque Cstocking location code), é atribuído a um
edificio, de forma a assegurar que o usuário tenha acesso a localização
detem1inada pelo WMS.
2. Um código de restrição Chold trom put-away tlaf!.l é usado quando uma área
está interditada temporariamente, seja por erro no inventário, seja por
manutenção.
3 . Capacidade é um número que determina a capacidade máxima do local de
armazenagem, seja em unidades cúbicas, seja em quantidade de paletes.
4. Para cada área de estocagem é associado um tipo de equipamento, caso seja
requerido equipamento especial para determinado local. Caso o operador não
disponha do equipamento no momento, ele pode requisitá-lo ou pedir a outro
operador para buscar a mercadoria.
5 . Um código de utilizacão será atribuído ao local de fOID1a a identifica as área
adequadas à alocação de excessos, reservas ou primarypicking.
6. Um endereco é atribuído à localização de forma a permitir ao operador,
encontrar o local. Coordenadas relativas a ala, corredor e nível são usados para
identificar uma área. Estes atributos são geralmente impressos de forma visível
e em código de barra em um etiqueta fixada ao local de forma a permitir a
confirmação quando o estoque é movimentado.
7. Um código de identificacão aleatória é usado em locais de difícil manutenção
de etiquetas de código de barra. O operador recebe este código e o endereço do

i 5 8
local, mas faz a confirmação digitando o código aleatório, j á que não é possível
scanear o endereço.
8 . Um código de quantidade mínima é atribuído a locais usados para primary
picking, de forma a repor automaticamente esta área com mercadorias dos
locais de reserva, caso a quantidade baixe do mínimo.
9. Associado ao código anterior temos a quantidade de reposição (reorder
quanlity code), que determina quanto deve ser reposto na área de primary
picking.
I O.A quantidade máxima também é um código associado aos loçais de primary
pieking e determina a quantidade máxima que pode ser estocada lá. Em geral,
seu número deve ser, pelo menos, igual a quantidade mínima mais a quantidade
de reposição.
l i .Referência a vários SKU (mixed-SKU jlag) é um código associado a um local
onde é permitido o armazenamento de vários SKUs.
HIERARQUIA DE BUSCA
O WMS analisa os atributos de estoque e localização e define uma hierarquia em
sua lógica. Os primeiros atributos analisados são:
I . Tipo de Embalagem - container type.
2 . Tipo de Processo -processing type.
3 . Giro - ve/oei/y.
4. Localização Preferencial - prefered put-away zone.
s . Ambiente - environment.
6. Status do estoque - inventory status, que indica se o estoque está disponível
para armazenagem em áreas de picking.
A seqüência lógica do programa deve ser a seguinte:
i . checa-se se a unidade de movimentação pode ser aloucada a um pedido
pendente. Caso positivo, o estoque é direcionado para a área de embarque.

1 59
2. se a unidade estiver marcada para controle de qualidade, então é movimentada
para uma área de quarentena. Caso não haja nenhuma disponível, volta a seu
local inicial.
Caso a condição 2 não se aplique, então prossegue a hierarquia abaixo:
3 . O primeiro passo é encontrar um local que esteja de acordo com o tipo de
embalagem, tipo de processo, giro, e localização preferencial. Se não for
possível encontrar um lugar apropriado o sistema abandona o critério de
localização preferencial e tenta novamente.
4. Se a localização não for encontrada, ele parte para área de giro imediatamente
supenor.
5 . Caso ainda não haja lugar apropriado, volta-se ao gIro original e testa-se
diferentes tipos de processos.
6. Se ainda assim não for possível determinar um local, uma mensagem de erro é
mostrada ao operador.
ALTERNATIVAS
Ao mostrar as localizações possíveis da mercadoria, o sistema de gerenciamento
pode indicar diretamente um local de mesmo SKU, com espaço suficiente para o
estoque recebido - direcled put-away - ou pode mostrar uma lista de locais que estão
estocando o mesmo SKU, com a disponibilidade de espaço correspondente - assisted
put-away. Caso não haja histórico, ele lista áreas vazias no estoque, não utilizando o
algoritmo de busca e recomendação da área de estocagem.
PROCESSAMENTO DE PEDIDOS, P ICKING E REPOSIÇÃO DE MERCADORIA
O processo de atendimento de pedidos é composto por três fases:
1 . O processamento de pedidos, que permite a transferência dos pedidos entrados
no host para o WMS, além de controlar a seqüência em que são alocados e
permitir seu agrupamento em ondas para preenchimento conjunto.

1 60
2 . O picking permite a movimentação direta do estoque para a área de embarque.
V ários processos de pieking podem ser usados, dependendo do item, das
quantidades e do local onde o estoque está armazenado.
3 . A função de reposição assegura a movimentação da mercadoria dos locais de
reserva e excesso para os de primary pieking.
Como é da acurácia e rapidez no preenchimento de pedidos de que depende a
satisfação do consumidor, estas funções são de extrema importância.
É importante também que o WMS seja capaz de interpretar cada operador como
multi-tarefa, a fim de evitar que uma entrada de mercadoria dê origem a um retomo
vazio do operador. Associada a esta função existe outra para medir a eficiência do
operador. Um dos critérios é a distância percorrida.
EMBARQUE
o processo de embarque é responsável por assegurar que o cliente irá receber
produtos de acordo com a qualidade e os requisitos de etiquetagem do pedido. O
primeiro passo ao definir-se um sistema de embarque é determinar quais as
transportadoras e tipos que serão utilizados (transportadora própria, rota fixa, etc.).
Deverá ser armazenada uma tabela de preços de frete para cada transportadora, assim
como um critério de ranqueamento. Os métodos de embarque podem ser quebrados em
dois processos principais:
I . Embargue por pacote (pareel shipping). Cada caixa é embarcada com uma
etiqueta específica contendo informações do destino e históricas e uma relação
do seu conteúdo.
2. Embargue em transportadora comum (common earrier shipping). Neste caso o
WMS deve acompanhar o volume e peso da mercadoria que irá para o veículo.
Para ser capaz de executar o embarque, o WMS realiza as funções que seguem:
• Construção de palete. Esta função utiliza RF para consolidar pedidos que serão
embarcados em um caminhão num palete. A consolidação é necessária quando o

1 6 1
pedido foi montado por diversos operadores ou quando a busca foi feita
conjuntamente com outros pedidos.
• Transferência de palete. Esta função usa RF para transferir uma unidade de
embarque (palete ou caixa) para o local de embarque. serve para movimentar
paletes inteiros ou caixas, de forma a construir uma unidade de embarque, crass
dacking, ou deixar a mercadoria na área de embarque mais apropriada.
• Preenchimento de Caixas. É a montagem de uma caixa com base em unidades
do produto e inclui a impressão de uma listagem de itens ou etiqueta de embarque,
caso a caixa venha a ser embarcada.
• Envelopamento de palete. Consiste na impressão de etiquetas de embarque que
devem ser colocadas no exterior de um invólucro de plástico (stretch) que irá
proteger a unidade de movimentação, de modo a facilitar o scaneamento e
estabilizar as embalagens que formam o palete.
• Ordem de carregamento. permite o controle do preenchimento dos veículos,
permitindo a remoção de paletes embarcados e alteração de sua posição na fila de
embarque.
• Carregamento. Estando um veículo disponível para embarque, é possível
alocar um grupo de pedidos ou uma carga para este local. Após o carregamento, a
notificação de embarque é emitida e os dados transferidos para o hast.
• Embarque Assistido. Permite o picking manual de pedidos, usando um sistema
assistido.
• Permissão do embarque de pacotes. Permite a verificação, através de um
scanner, de um embarque de pacotes. Permite também a impressão de uma
etiqueta de embarque.
Além disso, ao se fechar um embarque, o sistema permite a emissão de um ASN
para o cliente.

1 62
ANEXO VI - Simulação
Sistemas de distribuição automatizados são sistemas altamente integrados,
compostos por várias variáveis interdependentes. Os modelos de simulação são as
ferramentas mais poderosas para analisar estas relações, fornecendo dados para que
tenhamos forte sensibilidade acerca da operação e performance dos sistemas.
A experimentação com a utilização de modelos é mais rápida, mais fácil e menos
cara que testes nas próprias instalações. Se for usada uma análise de simulação
adequada, um novo sistema pode ser validade como operacionalmente factível antes que
seja investido muito capital. A simulação é particularmente usada na:
• justificação de novos gastos de capital;
• sensibilidade do sistema à mudanças no mix de produtos e nos volumes;
• determinação dos resultados de um projeto;
• reconhecimento de gargalos no projeto;
• testes com utilização de agendamentos;
• validação de melhoramentos devido a alterações nos processos/produtos de
movimentação de materiais.
A utilização de modelos de simulação exige, para ser bem sucedida, que haja um
conjunto de objetivos bem definidos, que seja usada uma metodologia correta de
simulação e a obtenção de dados corretos para serem usados no modelo. Porém, suas
vantagens são extensas:
• O sistema projeto é testado antes da implementação;
• A construção do modelo e a experimentação aumentam a compreensão dos
sistema como um todo;
• O custo de alterações no layoul ou equipamento são minimizados;
• A performance do sistema sob diferentes condições e cenários pode ser
testada e comparada;
• É possível mostrar a capacidade do novo sistema, de modo a vender a idéia;

• Pode ser usada como ferramenta para treinamento de pessoal.
Existem dois tipos de modelagem de sistemas: física e matemática.
1 63
Uma modelagem física é uma recriação do sistema real, como simuladores
dinâmicos de vôo, túneis de vento, e modelos miniaturizados. Devido as diversas
interações presentes, modelos físicos são complexos e caros de se realizar para a maioria
dos sistemas de distribuição.
Modelos matemáticos são usados para prever e determinar as relações
quantitativas dos sistema. Programação linear, física e geometria são exemplos de
modelos matemáticos. Um modelo matemático é qualquer modelo que use cálculos,
fórmulas ou algoritmos para prever o comportamento de um sistema. São muito
precisos desde que a modelagem corresponda corretamente ao sistema. Estes modelos
podem ser analíticos, quando usam uma fórmula conhecida para obter a solução, ou de
simulação, quando a solução analítica é virtualmente impossível e o resultado é obtido
através de repetições sucessivas, gerando uma estimativa do comportamento do sistema.

1 63
ANEXO VII - Fotos
As fotos a seguir pertencem aos depósitos estudados após os respectivos projetos
de automação. Estão numeradas, de forma que as fotos de número I até 9 foram tiradas
no depósito da Garoto, em Vila Velha - ES. As fotos de número lO até 16 são do
depósito da Souza Cruz, em São Paulo - SP. Finalmente, as de número 1 7 a 22 são do
depósito da Lojas Americanas, também em São Paulo.
Fig 1 . A mercadoria vem da fábrica já em caixas, através de esteiras rolantes.

1 ,
Fig 2. As caixas, arrumadas em paletes, são movimentadas por AGVs.
Fig uma estação traJllsportidora a1uto:má1:ica, paletes para o interior do caminhão.
1 64

165
Fig 4. Uma vez no depósito, os paleles são descarregados automaticamente .
• ..,
... �
:. � ..,
,JI � • �
.:l'
PALLers
Fig 5. Uma checagem eletrônica é feita em todos os paleles antes de sua entrada no depósito vertical. Ela inclui a verificação de suas dimensões e do estado das aletas.

166
Fig 6. O depósito vertical, ou escuro, com 7 corredores. Cada corredor conta com um transelevador dedicado.
Fig 7. Dentre as diversas tecnologias existentes no depósito da Garoto, estão incluídos os STMs que conduzem os paletes formados na área de picking até transportadores de gravidade.

1 67
/
Fig 8. Dos transportadores de gravidade, os paletes chegam aos caminhões, onde são carregados manualmente, urna vez que a entrega da Garoto não é paletizada.
( Oill • ·•· ·1
81J99
Fig 9. Os paletes são identificados por etiquetas de código de barra.

1 6&
Fig 10. Alimentação das linhas de picking automático.
Fig 1 1 . Algumas canaletas trabalham 5 pacotes simultaneamente.

169
fig 12. Visão geral do sistema, mostrando as Iinhas dDuble-deck.
fig 1 3 . Os pacotes são conduzidos até o operador que monta e etiqueta a caixa a ser enviada. A caixa é colocada sobre uma bandeja já pré-identificada com um código de barra.

1 70
Fig 14. Os códigos das bandejas são lidos durante o percurso das mesmas, permitindo seu controle por parte do WMS.
Fig 15. Se necessário, elas são direcionadas à área de pick-to-light.

1 7 1
Fig 16. As bandejas saem da linha através de 9 rampas, já na ordem exata para carregamento, de acordo com o plan«iamento de entrega do roteirizador.
Fig 1 7. Cada posição no depósito é identificada por um código de barras, permitindo o controle pelo WMS.

1 72
Fig 18 . Vista de uma área LDR.
Fig 1 9. As mudanças incluínun alterações em processos e uma maior conscientização do pessoal do depósito.

173
Fig 20. Uma das novas atribuições do depósito é preplUlll" as mercadorias de vestuário em cabides.
Fig 2 1 . A etiqueta de separação identifica visualmente o destino da mercadoria e o código de barras permite a checagem dos volumes com o uso do coletor.