HUGO NAVARRO DE SOUZA - Sistema de...
48
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA ENGENHARIA QUÍMICA HUGO NAVARRO DE SOUZA OBTENÇÃO DE BIODIESEL A PARTIR DE ÓLEO DE TRUTA LORENA 2014
Transcript of HUGO NAVARRO DE SOUZA - Sistema de...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ENGENHARIA QUÍMICA
HUGO NAVARRO DE SOUZA
OBTENÇÃO DE BIODIESEL A PARTIR DE ÓLEO DE TRUTA
LORENA
2014
HUGO NAVARRO DE SOUZA
OBTENÇÃO DE BIODIESEL A PARTIR DE ÓLEO DE TRUTA
Projeto de monografia apresentado à Escola
de Engenharia de Lorena – Universidade de
São Paulo como requisito para obtenção de
título de Engenheiro Químico
Orientador: Drª. Marivone Nunho Sousa
LORENA
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Souza, Hugo Navarro OBTENÇÃO DE BIODIESEL A PARTIR DE ÓLEO DE TRUTA /Hugo Navarro Souza; orientadora Marivone NunhoSousa. - Lorena, 2014. 47 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientadora: Marivone Nunho Sousa
1. Catálise e cinética. 2. Processosbiotecnológicos. I. Título. II. Sousa, Marivone Nunho,orient.

DEDICATÓRIA
À minha família que acreditou em mim e me
deu forças para superar as dificuldades.
AGRADECIMENTO
Agradeço a Deus em primeiro lugar, pois sem ele nada seria possível.
Agradeço a minha família pelo amor, carinho e apoio que me foi dado.
Agradeço aos meus amigos, que foram minha família fora de casa, ajudando a minimizar
os efeitos da distância.
Agradeço a minha namorada, Ana Lúcia, por estar ao meu lado durante estes 7 anos me
apoiando em todas as minhas decisões.
Agradeço a professora Jayne, pela utilização dos equipamentos de seu laboratório.
Agradeço a Pollyanna, pelo auxílio no laboratório.
Agradeço a minha orientadora, Marivone, pela orientação, disposição e paciência.
Agradeço a toda equipe da EEL, professores e servidores, que tornaram possível minha
formação.
RESUMO
SOUZA, H. N. Obtenção de biodiesel a partir de óleo de truta. 2014. 47 f. Projeto de monografia (Trabalho de conclusão de curso) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
Atualmente o mundo passa por um momento em que a sustentabilidade é amplamente
discutida. Os combustíveis renováveis estão ganhando muita importância, por serem mais
sustentáveis e menos poluentes do que os combustíveis fósseis. O biodiesel é um
biocombustível que possui propriedades muito semelhantes ao diesel. Atualmente a maior
parte do biodiesel é produzido a partir do óleo de soja, que por ser um óleo comestível
possui preço elevado e compete com o mercado alimentício, por isso existem diversos
estudos sobre as utilizações de materiais residuais para a produção de biodiesel. Dentre os
materiais de descarte pode-se citar a utilização do óleo de vísceras de peixe. Existem
muitos trabalhos sobre a transformação do óleo de vísceras de tilápia em biodiesel, no
entanto não existem muitos estudos sobre a utilização de óleos de vísceras de outros
peixes, sendo a composição destes diferenciada nos triglicerídeos que o compõe. A reação
mais empregada é a transesterificação do óleo empregando um álcool de cadeia curta
(metanol ou etanol) e um catalisador homogêneo, como hidróxido de sódio. Este trabalho
teve como objetivo a obtenção de biodiesel a partir de óleo de vísceras de trutas. O
trabalho consistiu em obter as amostras de vísceras de truta, extrair o óleo, pré tratá-lo e
realizar a reação de transesterificação deste óleo com etanol, utilizando o hidróxido de
sódio como catalisador. As condições de operação foram estudadas a partir do método de
planejamento de experimentos chamado Plackett-Burman. Foram estudados os fatores
percentagem de catalisador, razão molar álcool:óleo, tempo de reação e presença ou não de
pré-tratamento com ácido. Os resultados de relevância obtidos pelo planejamento se
mostraram muito coerentes pois quando o ajuste foi conforme o proposto como melhor, a
partir do planejamento, as conversões foram as melhores obtidas (100% e 88,01%) e
quando o ajuste foi ao contrário do proposto, as conversões foram de 0%. O presente
trabalho apresentou uma metodologia para a extração do óleo de vísceras de truta.
Apresentou também as melhores condições para a realização da reação de obtenção de
biodiesel, com conversões chegando a 100%. Portanto o trabalho mostrou que é possível se
obter o biodiesel a partir dessa matéria residual com técnicas simples e eficientes.
Palavras chave: Biodiesel, Óleo de truta, Catálise homogênea.
LISTA DE FIGURAS
FIGURA 1 CONSUMO DE DIESEL NO BRASIL .................................................................................................... 12
FIGURA 2 PRODUÇÃO DE BIODIESEL NO BRASIL ............................................................................................. 13
FIGURA 3 MATÉRIAS-PRIMAS PARA PRODUÇÃO DE BIODIESEL NO BRASIL .................................................... 16
FIGURA 4 TRANSESTERIFICAÇÃO DO TRIACILGLICEROL .................................................................................. 17
FIGURA 5 APARATO UTILIZADO PARA REAÇÃO E PRÉ-TRATAMENTO ............................................................. 27
FIGURA 6 SEPARAÇÃO DAS FASES ÉSTER E GLICEROL ..................................................................................... 28
FIGURA 7 EVAPORADOR ROTATIVO ................................................................................................................ 28
FIGURA 8 REGIÃO ENTRE 4,35 A 4,05 PPM DO ESPECTRO DE RMN-1H ........................................................... 30
FIGURA 9 ÁREA DOS DESDOBRAMENTOS DO QUARTETO .............................................................................. 30
FIGURA 10 EXTRAÇÃO DO ÓLEO ...................................................................................................................... 34
FIGURA 11 DECANTAÇÃO DO ÓLEO BRUTO .................................................................................................... 35
FIGURA 12 ÓLEO APÓS 3 LAVAGENS ............................................................................................................... 35
FIGURA 13 DECANTAÇÃO DO ÓLEO TRATADO ................................................................................................ 36
FIGURA 14 1ª LAVAGEM DO ÓLEO TRATADO .................................................................................................. 36
FIGURA 15 2ª LAVAGEM DO ÓLEO TRATADO .................................................................................................. 36
FIGURA 16 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 8 (P4) ................................................... 37
FIGURA 17 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 7 (P8) ................................................... 38
FIGURA 18 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 1 (P3) ................................................... 45
FIGURA 19 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 2 (P5) ................................................... 45
FIGURA 20 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 3 (P6) .................................................. 46
FIGURA 21 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 4 (P7) ................................................... 46
FIGURA 22 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 5 (P2) ................................................... 47
FIGURA 23 ESPECTRO DE RMN-1H DA AMOSTRA DO EXPERIMENTO 6 (P1) ................................................... 47

LISTA DE TABELAS
TABELA 1 PERFIL DOS ÁCIDOS GRAXOS-----------------------------------------------------------------------------------------21
TABELA 2 LIMITES SUPERIOR E INFERIOR DAS VARIÁVEIS -----------------------------------------------------------------31
TABELA 3 MATRIZ DAS CONDIÇÕES EXPERIMENTAIS-----------------------------------------------------------------------32
TABELA 4 CONVERSÕES DOS EXPERIMENTOS--------------------------------------------------------------------------------38
TABELA 5 RESULTADOS DO PLANEJAMENTO---------------------------------------------------------------------------------38
TABELA 6 ÍNDICE DE ACIDEZ------------------------------------------------------------------------------------------------------39
LISTA DE QUADROS
QUADRO 1 CARACTERÍSTICAS COMPULSÓRIAS DO BIODIESEL PARA COMERCIALIZAÇÃO------------------------19
QUADRO 2 TRABALHOS RECENTES UTILIZANDO ÓLEO DE VÍSCERAS DE PEIXES-------------------------------------24
EQUAÇÕES
Equação 1 EQUAÇÃO PARA CÁLCULO DA CONVERSÃO DE ÓLEO EM BIODIESEL-------------------------------------31
Equação 2 EQUAÇÃO PARA CÁLCULO DOS EFEITOS DOS FATORES-----------------------------------------------------32
Equação 3 EQUAÇÃO PARA CÁLCULO DO ERRO EXPERIMENTAL SP---------------------------------------------------33
Equação 4 EQUAÇÃO PARA CÁLCULO DA RELEVÂNCIA DE CADA FATOR----------------------------------------------33

LISTA DE ABREVIATURAS E SIGLAS
ABNT - Associação Brasileira de Normas e Técnicas
ANP - Agência Nacional do Petróleo, Gás Natural e Biocombustíveis
APROBIO - Associação de Produtores de Biodiesel do Brasil
ASTM - American Society for testing and Materials
B10 - mistura de 10% de biodiesel e 90% de diesel
B100 - Biodiesel puro
B2 - mistura de 2% de biodiesel e 98% de diesel
B3 - mistura de 3% de biodiesel e 97% de diesel
B4 - mistura de 4% de biodiesel e 96% de diesel
B5 - mistura de 5% de biodiesel e 95% de diesel
B7 - mistura de 7% de biodiesel e 93% de diesel
CEN - Comité Européen de Normalisation
CNPE - Conselho Nacional de Política Energética
ISO - International Organization for Standardization
KOH - Hidróxido de potássio
máx. - Máximo
mín. - Mínimo
NaOH - Hidróxido de sódio
NBR - Norma Brasileira
PNPB - Programa Nacional de Produção e uso do Biodiesel
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................ 11
1.2 Objetivos .................................................................................................................... 12
1.3 Justificativa ................................................................................................................ 12
2 REVISÃO BIBLIOGRÁFICA ......................................................................................... 14
2.1 Biodiesel .................................................................................................................... 14
2.1.1 Fontes de produção de biodiesel ......................................................................... 15
2.1.2 Processos de produção de biodiesel .................................................................... 16
2.1.3 Propriedades e especificações do biodiesel ........................................................ 18
2.2 Resíduos da indústria pesqueira para a produção de biodiesel .................................. 20
2.3 Composição e características do óleo de peixe .......................................................... 20
2.3.1 Acidez ................................................................................................................. 21
2.3.2 Oxidação de óleos e gorduras ............................................................................. 22
2.4 Obtenção e tratamento do óleo de peixe .................................................................... 22
2.5 Recentes trabalhos de obtenção de biodiesel a partir de óleo de vísceras de peixes . 24
3 MATERIAIS E MÉTODOS ............................................................................................. 25
3.1 Coleta e armazenamento das vísceras ........................................................................ 25
3.2. Extração e tratamento do óleo de vísceras de truta ................................................... 25
3.2.1 Tratamento ácido do óleo ................................................................................... 26
3.2.2 Lavagem .............................................................................................................. 26
3.3 Reação de Produção de biodiesel ............................................................................... 26
3.4 Purificação do biodiesel ............................................................................................. 27
3.5 Caracterização do biodiesel ....................................................................................... 29
3.6 Planejamento do experimento .................................................................................... 31
3.7 Índice de acidez ......................................................................................................... 33
4 RESULTADOS E DISCUSSÕES .................................................................................... 34

4.1 Extração do óleo de vísceras de peixe ....................................................................... 34
4.2 Tratamento ácido do óleo de vísceras de truta ........................................................... 35
4.3 Cálculo das conversões e análise dos dados pelo método de Plackett-Burman. ....... 36
4.4 Índice de acidez ......................................................................................................... 39
5 CONCLUSÃO .................................................................................................................. 40
6 REFERÊNCIAS ................................................................................................................ 41
7 APÊNDICE A ................................................................................................................... 45
11
1 INTRODUÇÃO
Atualmente o mundo passa por um momento em que a sustentabilidade é
amplamente discutida. As empresas e os governos estão mostrando grande preocupação
com as conseqüências que suas atividades podem trazer para o planeta. Devido a isso
muitas pesquisas sobre aproveitamento de resíduos e processos que não geram grandes
desperdícios têm sido realizadas. O mercado de petróleo foi marcado por duas crises
conhecidas como Primeiro e Segundo Choques do Petróleo na década de 70. Em resposta a
estas crises, o mercado sentiu a necessidade de diminuir a dependência dessa matéria
prima, o que levou ao investimento no desenvolvimento de tecnologia de produção e uso
de fontes alternativas de energia (SANTOS, 2008)
O biodiesel surgiu como uma alternativa para a substituição ao óleo diesel,
contribuindo para minimizar a dependência do petróleo e a poluição ambiental. Esta fonte
renovável de energia, que pode ser obtida a partir de óleos vegetais ou resíduos gordurosos,
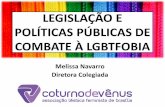
vem sendo amplamente pesquisada em diversos países. No Brasil o consumo de óleo diesel
em 2012 foi de 55,9 bilhões de litros, um aumento de 7% em relação ao ano anterior
(Figura 1), segundo a Agência Nacional do Petróleo, Gás Natural e Biocombustíveis
(ANP).
Em 2005 o governo federal dispôs sobre a introdução do biodiesel na matriz
energética brasileira e estabeleceu que todo o diesel de petróleo comercializado no
território nacional, a partir de janeiro de 2008, deveria conter 2% de biodiesel (mistura B2)
(ANP).
As principais fontes de produção de biodiesel são óleos vegetais, gorduras de
animais e óleos/gorduras residuais. Hoje o biodiesel tem como fonte principal o óleo de
soja, que por ser um óleo comestível tem preço elevado e compete com o comércio
alimentício. Sendo assim matérias residuais de processos domésticos, comerciais ou
industriais tem tido atenção especial na busca de diminuir o custo final do biodiesel
produzido, bem como o aproveitamento de materiais que seriam descartados. Trabalhos
recentes foram encontrados na literatura científica empregando como matéria-prima o sebo
bovino, gordura de frango, óleo de vísceras de peixe e outros resíduos para a produção de
biodiesel viável comercialmente (CANDEIA, 2008).
,

1.2 OBJETIVOS
O objetivo geral d
de truta e comparar os
chegar neste objetivo fo
fazer um estudo das p
transformar este óleo em
do produto, além de
bibliografia.
1.3 JUSTIFICATIVA
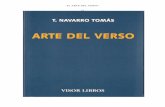
Em 2012 a quan
mistura B5 foi de aproxi
quantidade deve aumen
biodiesel na mistura e ta
39,11 38,9
Valores em bilh
*Previsão
Figura 1 - Consumo de diesel no Brasil
Fonte: Adaptado da ANP
al deste estudo foi a obtenção de biodiesel a par
s resultados com produções a partir de outras
foi necessário obter as amostras de vísceras d
propriedades deste óleo, realizar os pré-tra
em biodiesel, analisar a quantidade de produto
e comparar os resultados com as informa
antidade de biodiesel que foi necessária para a
ximadamente 2,8 bilhões de litros (figura 2). N
entar significativamente, devido ao aumen
também devido ao aumento do consumo deste
38,96 41,49 44,69 44,2449,19 52,19 55,9 58,2
bilhões de Litros
12
artir de óleo de vísceras
ras fontes de óleo. Para
de truta, extrair o óleo,
ratamentos necessários,
uto obtido e a qualidade
mações disponíveis na
a atender a demanda da
Nos próximos anos esta
ento do percentual de
te combustível. Por isso
62,5

13
novas fontes de matéria prima para a produção do biodiesel estão sendo amplamente
pesquisadas. O Brasil é um país que produz uma grande quantidade de peixes por ano. Em
2010 esta quantidade chegou a mais de 480.000 toneladas de peixes (MPA – 2010).
Segundo uma reportagem da Revista Panorama da Aqüicultura (2012), a produção
nacional de tilápia corresponde a 39% do total de peixes. No Brasil não existe dados
estatísticos oficiais sobre a produção de truta, mas segundo a revista, em 2007, a União
Européia produziu 204.745 toneladas de truta, o que correspondeu a 31% da produção
mundial.
Existem diversos estudos sobre a transformação do óleo de vísceras de tilápia em
biodiesel, mas não há muitos estudos sobre a utilização de óleo de vísceras de outros
peixes. Por isso este trabalho procura obter informações que possam complementar os
dados que já existem sobre o biodiesel a partir de óleo de vísceras de peixes. A escolha de
realizar o estudo sobre o óleo de trutas foi devido à existência da produção deste peixe na
cidade de Guaratinguetá, que é próxima a Lorena, onde este estudo foi realizado. É
importante ressaltar que atualmente as vísceras de peixe são consideradas resíduos e são
desperdiçadas. Portanto esta matéria-prima pode vir a gerar uma renda para os produtores
de peixe e ainda será uma matéria-prima barata para a produção de biodiesel.
Figura 2 - Produção de biodiesel no Brasil

14
2 REVISÃO BIBLIOGRÁFICA
2.1 BIODIESEL
Grande parte de toda a energia consumida no mundo é proveniente do petróleo, do
carvão e do gás natural. Contudo, estas fontes de energia apresentam uma previsão de
esgotamento futuro, tornando a procura por fontes alternativas de energia uma realidade
cada vez mais relevante (FERRARI, 2005).
A busca por alternativas renováveis e menos poluentes tende a conferir um papel
importante para a agricultura, seja pela produção de matérias-primas ou pelo
aproveitamento de resíduos de natureza energética (VIEIRA, 2006), nesse contexto surge o
biodiesel como alternativa ao consumo de diesel.
O biodiesel é um biocombustível derivado de biomassa renovável para uso em
motores a combustão interna com ignição por compressão ou, conforme regulamento, para
geração de outro tipo de energia que possa substituir parcial ou totalmente combustível de
origem fóssil (Lei Nº 11.097 de Janeiro de 2005).
O biodiesel é um combustível limpo, do ponto de vista ambiental, uma vez que é
renovável e menos poluente. Quando queimado no motor a diesel, libera 50% menos
material particulado e 98% menos enxofre que o diesel de petróleo, além de ser
biodegradável e atóxico. Pode ser usado diretamente em motores convencionais,
necessitando de mínimas modificações para operar. (ARRANDA et al, 2003). Contudo
cabe a ressalva que a produção de biodiesel compete com alimentos por recursos naturais
durante a sua produção e por preço durante sua comercialização. Entretanto, isso não
ocorre quando o biodiesel é obtido através de resíduos.
Como o biodiesel apresenta características semelhantes ao óleo diesel, este
biocombustível pode ser utilizado puro ou em misturas com o combustível de origem fóssil
em diferentes proporções. As misturas recebem o nome de acordo com os percentuais de
biodiesel adicionados à mistura. Para a mistura de 2%, a denominação é B2 (2% de
biodiesel e 98% de diesel), a mistura de 5% chama-se B5 (5% de biodiesel e 95% de
diesel), e assim por diante. O biodiesel puro é denominado B100 (100% biodiesel).
15
O Programa Nacional de Produção e Uso do Biodiesel - PNPB, lançado
oficialmente em 6 de dezembro de 2004, é uma iniciativa do Governo Federal. O programa
apresenta como uma de suas metas a adição de biodiesel ao diesel comum. Nos anos de
2006 e 2007, a adição foi voluntária e de apenas 2% (Resolução ANP Nº 42 de Novembro
de 2004). Em 1º de julho de 2008, a adição de 3% de biodiesel no diesel passou a ser
obrigatória. A partir de 1º de julho de 2009, a adição passou para 4% (Resolução ANP Nº 7
de Março de 2008). O Governo Federal antecipou o uso obrigatório da mistura B5,
que começou a vigorar em 1 de janeiro de 2010. Em novembro de 2014 o uso obrigatório
passou para a mistura B7. O novo marco prevê que a adição de biodiesel no diesel deverá
alcançar 10% em 2016, com aumentos graduais anualmente.
2.1.1 Fontes de produção de biodiesel
O biodiesel é obtido através da reação de transesterificação de óleos e gorduras com
alcoóis de cadeia curta (etanol e metanol). Conforme Candeia (2008), as opções de fontes
de matéria-prima para a produção dos combustíveis renováveis são bem diversificadas
(figura 3), entretanto as principais fontes para a produção do biodiesel são:
a) Óleos Vegetais - são enquadrados na categoria de óleos fixos e
essenciais ou voláteis. Entre as inúmeras oleaginosas que se têm
conhecimento na literatura, as mais comumente usadas são as de: soja,
canola, milho, mamona, girassol, amendoim, algodão, palma, babaçu,
entre muitos outros vegetais em forma de sementes, amêndoas ou polpas.
b) Gorduras de animais - as gorduras e óleos de animais são
semelhantes, nas suas estruturas químicas aos óleos vegetais, sendo
diferenciados na distribuição e nos tipos de ácidos graxos combinados
com o glicerol; assim, podem ser transformados em biodiesel: sebo
bovino, óleo de peixe, óleo de mocotó, banha de porco, gordura de
frango, entre outras.
c) Óleos usados e gorduras residuais - são os resultantes de
processamentos domésticos, comerciais e industriais, como de:
lanchonetes, restaurantes e cozinhas industriais, comerciais e domésticas
(frituras de alimentos);

16
Figura 3 - Matérias-primas para produção de biodiesel no Brasil
Fonte: ANP
Diante de toda diversidade de matéria-prima para a produção do biodiesel no
Brasil, faz-se necessárias avaliações perante as suas reais potencialidades tecnológicas,
econômicas, agrícolas, levando em consideração as características da regionalização, como
sazonalidade e escala periódica e características físico-químicas dos óleos utilizados na
produção (CANDEIA, 2008).
2.1.2 Processos de produção de biodiesel
Gorduras animais e óleos vegetais são fontes promissoras como biocombustíveis,
pois têm propriedades comparáveis com o diesel. Estes contêm, além dos triacilgliceróis,
ácidos graxos livres, fosfolipídios, água, odores e outras impurezas. Estes compostos
conferem propriedades especiais a esta matéria prima, que impede o seu uso diretamente
como combustível. Estes problemas podem ser superados com algumas modificações
químicas, uma dessas é a transesterificação do óleo (KRAUSE, 2008).
A transesterificação é um termo geral, usado para descrever uma importante classe
de reações orgânicas. O principal objetivo da transesterificação é a retirada do glicerol de
triglicerídeos, diglicerídeos e monoglicerídeos e introdução de alcoóis simples. Desta
17
forma obtêm-se moléculas de cadeia longa, muito similar em sua forma as características
físicas das moléculas de hidrocarbonetos constituintes de diesel fóssil. Segundo Silva e
seus colaboradores (2010), para a obtenção de biodiesel, a reação de transesterificação de
óleos ou gorduras com alcoóis primários pode ser realizada tanto em meio ácido quanto em
meio básico, contudo, a presença de um catalisador (ácido ou base) acelera
consideravelmente esta conversão e também contribui para aumentar o rendimento da
mesma.
O processo de transesterificação é um dos métodos mais empregados, visto que
utiliza baixas temperaturas e tem como agentes transesterificantes, alcoóis comuns, como
etanol e metanol. Isto diminui os custos e viabiliza o processo.O metanol é obtido de gás
natural ou extraído do petróleo, sendo assim não renovável. O etanol é um álcool
considerado 100% verde, mas a produção dos ésteres etílicos é um pouco mais complexa
que a dos ésteres metílicos, exigindo maiores quantidades de álcool, mais etapas e uso de
equipamentos, tais como: centrífugas específicas e otimizadas para uma boa separação da
glicerina dos ésteres. A transesterificação de óleos e gorduras é uma seqüência de três
reações reversíveis e consecutivas, na qual cada etapa produz uma molécula de éster
alquílico de ácido graxo, sendo mono e diacilglicerídeos, os intermediários da reação e o
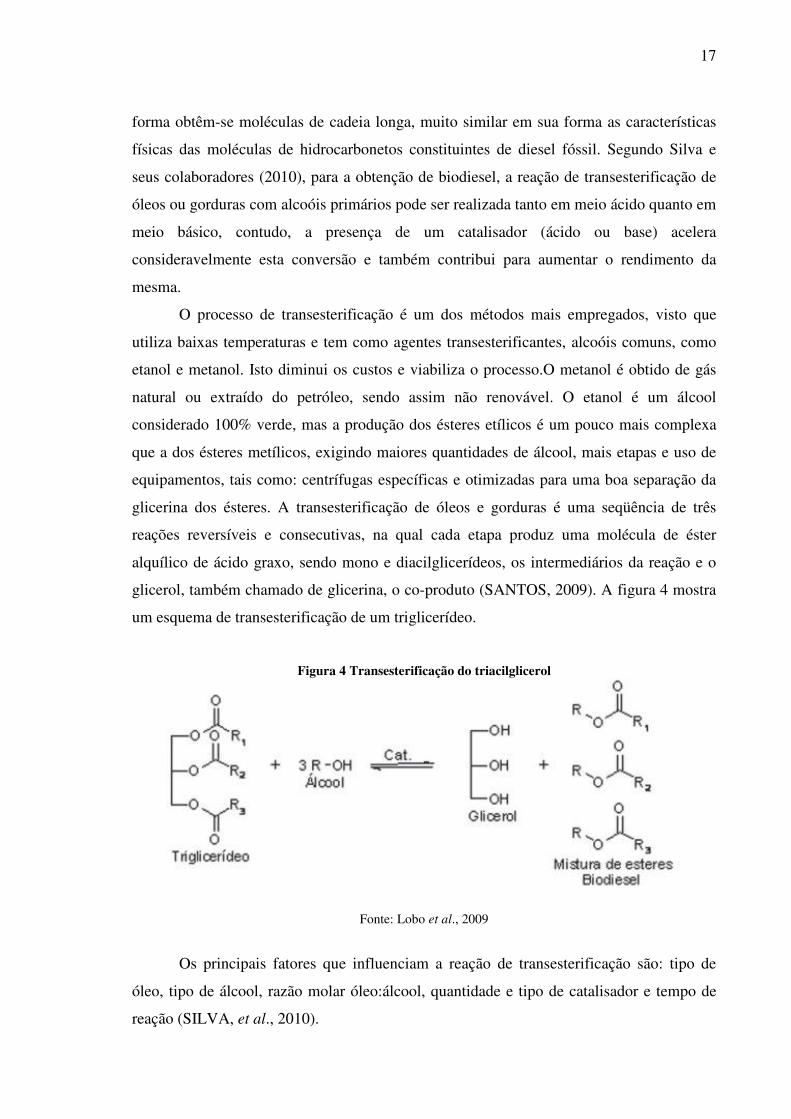
glicerol, também chamado de glicerina, o co-produto (SANTOS, 2009). A figura 4 mostra
um esquema de transesterificação de um triglicerídeo.
Figura 4 Transesterificação do triacilglicerol
Fonte: Lobo et al., 2009
Os principais fatores que influenciam a reação de transesterificação são: tipo de
óleo, tipo de álcool, razão molar óleo:álcool, quantidade e tipo de catalisador e tempo de
reação (SILVA, et al., 2010).
18
Outra variável a ser avaliada para essa reação é o catalisador. A catálise
homogênea em meio alcalino é a rota tecnológica predominante no meio industrial para a
produção de biodiesel, devido a sua rapidez e facilidade que tornam esta opção
economicamente viável (ZAGONEL ; RAMOS, 2001). Os catalisadores alcalinos são mais
utilizados do que os ácidos porque as reações catalisadas por ácidos requerem maiores
quantidades de álcool, tempos reacionais elevados e temperatura em torno de 70ºC. Os
catalisadores básicos mais usados são os hidróxidos de sódio e potássio. A quantidade de
catalisador adicionada é extremamente importante, pois dependendo da sua origem e do
estado de conservação do óleo, boa parte da substância pode ser consumida por ácidos
graxos livres desfavorecendo a transesterificação com a formação de sabão (SANTOS,
2008).
O tempo de reação é outra variável importante, pois a reação é um processo
reversível e o equilíbrio reacional pode acontecer em tempos variáveis. Além dessas
variáveis, destacam-se ainda outros fatores importantes tais como, a umidade e o teor de
ácidos graxos livres. A presença de umidade provoca a hidrólise dos ésteres
monoalquílicos na transesterificação e os ácidos carboxílicos, produtos da hidrólise,
reagem com o catalisador alcalino formando sabão (BRANDÃO, et al., 2006).
2.1.3 Propriedades e especificações do biodiesel
No Brasil, o biodiesel é regulamentado pela ANP. A determinação das
características físico-químicas é feita conforme as normas nacionais da NBR (Norma
Brasileira) e da ABNT (Associação Brasileira de Normas e Técnicas). Em outros países
são utilizadas as normas internacionais da ASTM (American Society for testing and
Materials), da ISO (International Organization for Standardization) e do CEN (Comité
Européen de Normalisation). O quadro 1 apresenta algumas especificações do biodiesel
B100, segundo a Resolução ANP no 7/2008, que é exigida para que o produto seja
utilizado no mercado brasileiro, com os seus respectivos limites de contaminantes e os
métodos que devem ser empregados no seu controle de qualidade (SANTOS, 2008).
19
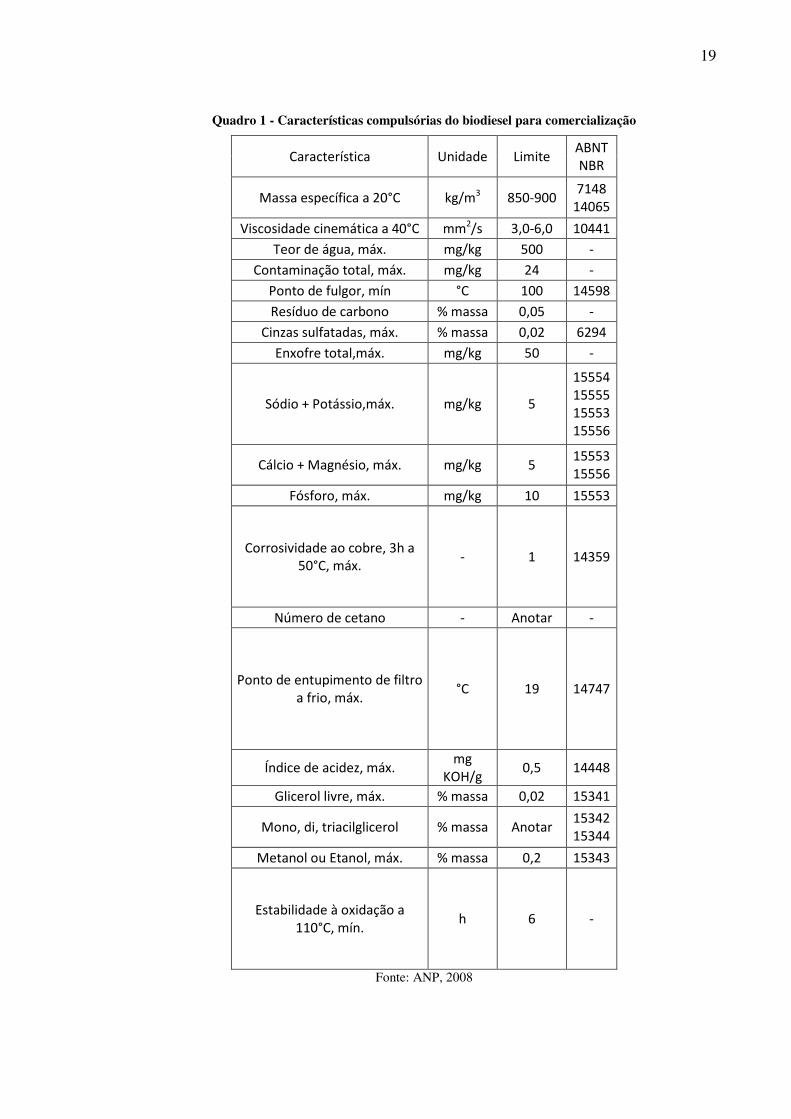
Quadro 1 - Características compulsórias do biodiesel para comercialização
Característica Unidade Limite ABNT NBR
Massa específica a 20°C kg/m3 850-900 7148
14065
Viscosidade cinemática a 40°C mm2/s 3,0-6,0 10441
Teor de água, máx. mg/kg 500 -
Contaminação total, máx. mg/kg 24 -
Ponto de fulgor, mín °C 100 14598
Resíduo de carbono % massa 0,05 -
Cinzas sulfatadas, máx. % massa 0,02 6294
Enxofre total,máx. mg/kg 50 -
Sódio + Potássio,máx. mg/kg 5
15554 15555 15553 15556
Cálcio + Magnésio, máx. mg/kg 5 15553 15556
Fósforo, máx. mg/kg 10 15553
Corrosividade ao cobre, 3h a 50°C, máx.
- 1 14359
Número de cetano - Anotar -
Ponto de entupimento de filtro a frio, máx.
°C 19 14747
Índice de acidez, máx. mg
KOH/g 0,5 14448
Glicerol livre, máx. % massa 0,02 15341
Mono, di, triacilglicerol % massa Anotar 15342 15344
Metanol ou Etanol, máx. % massa 0,2 15343
Estabilidade à oxidação a 110°C, mín.
h 6 -
Fonte: ANP, 2008

20
2.2 RESÍDUOS DA INDÚSTRIA PESQUEIRA PARA A PRODUÇÃO DE BIODIESEL
O Brasil é um país que produz uma grande quantidade de peixes por ano. Em 2010
esta quantidade chegou a mais de 480.000 toneladas de peixes (MPA– 2010).
Do total de pescado, cerca de 60% é utilizado no mercado de peixe fresco,
processado na forma de congelados, enlatados ou curados, gerando um considerável
volume de material não aproveitado (cabeça, vísceras, nadadeira, cauda, coluna vertebral,
barbatana, escamas e restos de carne).
Calcula-se que o volume de resíduos gerados pelas unidades processadoras atinja
aproximadamente metade da produção. O destino dado aos resíduos da piscicultura
constitui um problema para os produtores. Embora seja um material degradável, quando
lançado em enorme quantidade nos rios causa danos ao meio ambiente e desequilibra o
ecossistema (ARRUDA, 2004).
Na busca por alternativas menos poluentes, com o intuito de minimizar os
problemas ambientais gerados pelo resíduo de pescado, a necessidade de se montar
sistemas de aproveitamento de resíduos nas indústrias é de ordem econômica e
preservacionista, em termos de conservação de energia (MAIA, 1998).
Segundo Arruda (2004) existem pesquisas nas quais diversas formas de
aproveitamento do resíduo de peixe já estão sendo avaliadas. O destino correto dos
resíduos permite que uma receita adicional seja gerada para as unidades processadoras com
a inserção de novos produtos no mercado, evitando desperdícios e o impacto no meio
ambiente. Nesse contexto surge o óleo obtido a partir de resíduos de peixes, como uma
alternativa promissora para a obtenção de biodiesel.
2.3 COMPOSIÇÃO E CARACTERÍSTICAS DO ÓLEO DE PEIXE
A composição do óleo de peixe é determinada pelo perfil de ácidos graxos, que é a
identificação e quantificação dos ácidos graxos presentes. Esse perfil varia em função de
vários fatores como a temperatura do meio ambiente, idade, sexo, espécie, tipo de peixe e
principalmente em função dos perfis de ácidos graxos dos componentes da cadeia
alimentar, característicos do ecossistema das espécies selvagens, ou do perfil de ácidos

21
graxos da ração nos peixes cultivados (AVERINA; KUTYREV, 2011). A tabela 1
apresenta o perfil médio de ácidos graxos do óleo de vísceras de trutas. Devido a isso, ao
obter um biodiesel a partir de diferentes peixes como fonte de óleo, é necessário verificar
se as características do combustível obtido estão de acordo com as especificações do órgão
regulamentador, que para o Brasil é a ANP.
Tabela 1 - Perfil dos ácidos graxos
Fonte: JULIO, 2012
2.3.1 Acidez
O principal problema relacionado à qualidade do óleo é a acidez. O óleo de peixe
pode apresentar teor de água elevado e ser passível de atividade enzimática, o que favorece
a hidrólise de triacilgliceróis liberando ácidos graxos. Desta forma, uma alternativa para o
tratamento desse óleo seria uma etapa preliminar de esterilização para inativar estas
enzimas presentes no estômago do animal (ARRUDA, et al., 2006; SEIBEL; SOARES,
2003).
O índice de acidez é uma análise muito importante na matéria-prima, pois a elevada
acidez dificulta a reação de produção do biodiesel e um biodiesel ácido pode provocar a

22
corrosão do motor. Assim torna-se importante analisar a acidez de um óleo para a
produção do biodiesel e a partir disso comparar os resultados com os parâmetros pré-
estabelecidos pela ANP. O índice de acidez é definido como o número de mg de hidróxido
de potássio necessário para neutralizar um grama da amostra (SILVA et al., 2010).
Para corrigir a acidez de um óleo o processo de neutralização é realizado. A
neutralização consiste na adição de uma solução alcalina, geralmente de hidróxido de
sódio, ao óleo bruto. Nesse processo, a concentração da solução de NaOH, o tempo de
mistura, a temperatura e a quantidade de excesso cáustico são fatores importantes para a
eficiência e efetividade da correção da acidez, sendo que o álcali reage com os ácidos
graxos livres formando sabões (O'BRIEN, 2009).
2.3.2 Oxidação de óleos e gorduras
Os óleos de peixes são muito susceptíveis a processos oxidativos. Isto ocorre por
possuírem várias insaturações em sua cadeia carbônica. Os processos oxidativos
comprometem a integridade das duplas ligações, a concentração e funcionalidade dos
ácidos graxos. Para evitar os processos oxidativos deve-se criar uma barreira ao oxigênio, à
umidade e às radiações luminosas. Quanto mais insaturações possuírem os lipídeos, maior
deverá ser essa proteção durante o armazenamento (PACHECO, 2005).
Existem medidas para evitar a auto-oxidação de óleos e gorduras e reduzir a
incidência de todos os fatores que a favorecem, como: manter ao mínimo os níveis de
energia (temperatura e luz), responsáveis pelo desencadeamento do processo de formação
de radicais livres, evitar a presença de traços de metais no óleo e o contato com oxigênio. É
possível também bloquear a formação de radicais livres por meio de aditivos
(antioxidantes), os quais em pequenas quantidades, atuam interferindo nos processos de
oxidação de lipídeos (TAVARES, 2009).
2.4 OBTENÇÃO E TRATAMENTO DO ÓLEO DE PEIXE
Para a obtenção do óleo de vísceras de peixe é empregado o método a quente
indireto de extração de lipídios. Este método consiste numa cocção ou cozimento
23
utilizando o vapor indireto em recipientes de paredes duplas para provocar o
desprendimento do óleo do material sólido. Os recipientes de paredes duplas têm as
funções de caldeira e dessecador, apresentam ainda agitadores ou raspadores de palhetas a
parte interna cuja função é eliminar aderências sobre as paredes (DIAS, 2009).
O óleo obtido deve ser refinado e o refino pode ser definido como um conjunto de
processos que visam tornar os óleos brutos em óleos comestíveis. A grande maioria dos
óleos e gorduras destinados ao consumo humano é submetida ao refino cuja finalidade é
uma melhora de aparência, odor e sabor, pela remoção dos seguintes componentes no óleo
bruto: substâncias coloidais, proteínas, ácidos graxos livres e seus sais, hidrocarbonetos,
cetonas, sais de cálcio, silicatos, fosfatos e umidade (DIAS, 2009). As principais etapas do
processo de refino do óleo e gorduras são: degomagem, neutralização, branqueamento,
desodorização, winterização e hidrogenação. A seguir serão apresentadas estas etapas
resumidamente segundo o trabalho publicado por Dias (2009).
A degomagem é um processo que tem a finalidade de remover do
óleo bruto fosfatídeos, proteínas e substâncias coloidais, o que reduz a
quantidade de álcali durante a subseqüente neutralização e diminui as
perdas de refino. Os fosfatídeos e as substâncias coloidais na presença de
água, são facilmente hidratáveis e tornam-se insolúveis no óleo, o que
facilita sua remoção.
A neutralização é feita pela adição de solução aquosa de álcalis,
tais como NaOH e KOH, e elimina do óleo os ácidos graxos livres e
outros componentes definidos como impurezas (proteínas, ácidos
oxidados, fosfatídeos, produtos de decomposição de glicerídeos). O
processo é acompanhado por branqueamento parcial do óleo. A sua
principal finalidade é eliminar à acidez do óleo que pode variar de 0,5 a
40% do óleo bruto.
O processo de degomagem já remove uma certa quantidade de
corantes presentes no óleo. A neutralização com álcalis também exibe
efeito branqueador, devido à coagulação e ação química. Todavia, o
consumidor exige atualmente óleos e gorduras quase incolores o que é
atingido pela adsorção de corantes com terras clarificantes, ativadas ou
naturais, misturadas com carvão ativado na proporção 10:1 - 20:1
(branqueamento).
A desodorização visa a remoção dos sabores e odores
indesejáveis. Durante esta etapa, as seguintes substâncias são removidas:
Compostos desenvolvidos durante a armazenagem e processamento do
24
óleo e gorduras totais, como aldeídos, cetonas, ácidos graxos oxidados,
produtos de decomposição de proteínas entre outros. As substâncias
odoríferas e de sabor indesejável são, em geral, pouco voláteis mas sua
pressão de vapor é bem superior aquela do ácido oléico ou esteárico.
Assim, sob pressão absoluta de 2-8 mmHg e temperatura de 20-25ºC com
insuflação de vapor direto, alcança-se não somente a completa
desodorização, mas também uma quase completa remoção dos ácidos
graxos livres residuais.
A winterização consiste em cristalizar a baixa temperatura e
separar depois por filtração ou centrifugação os triglicerídeos de ponto de
fusão relativamente elevado. Esta técnica é utilizada para óleos ricos em
triglicerídeos saturados e é também chamada de fracionamento, porque
permite separar frações lipídicas de propriedades diferentes como as
oleínas e as esterinas.
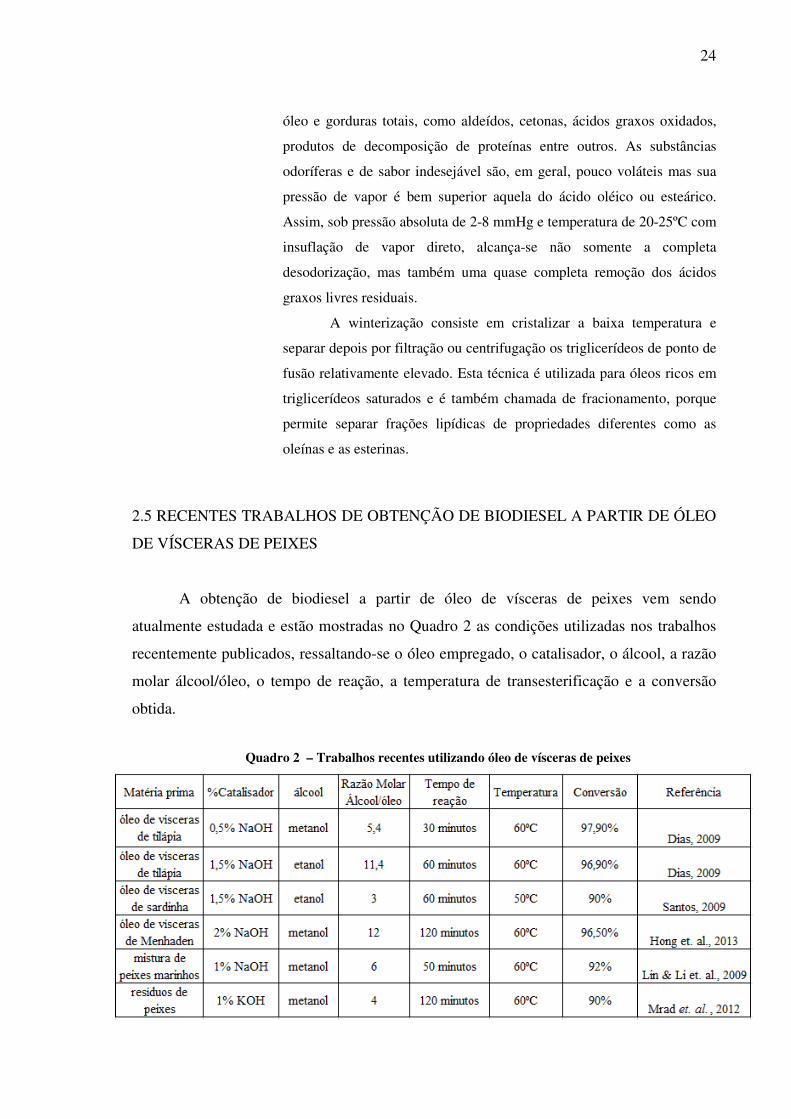
2.5 RECENTES TRABALHOS DE OBTENÇÃO DE BIODIESEL A PARTIR DE ÓLEO
DE VÍSCERAS DE PEIXES
A obtenção de biodiesel a partir de óleo de vísceras de peixes vem sendo
atualmente estudada e estão mostradas no Quadro 2 as condições utilizadas nos trabalhos
recentemente publicados, ressaltando-se o óleo empregado, o catalisador, o álcool, a razão
molar álcool/óleo, o tempo de reação, a temperatura de transesterificação e a conversão
obtida.
Quadro 2 – Trabalhos recentes utilizando óleo de vísceras de peixes

25
Com base nas condições empregadas nos trabalhos apresentados, observa-se que para a
obtenção de conversões acima de 95% os tempos de reação variaram de 30 a 120 minutos, quando
comparados os alcoóis empregados, o consumo de etanol foi duas vezes maior do que o de metanol,
utilizando o óleo de vísceras de tilápia, nas mesmas condições de temperatura de reação (60ºC).
3 MATERIAIS E MÉTODOS
Neste estudo, foi seguida a metodologia empregada por Dias (2009), com algumas
modificações.
3.1 COLETA E ARMAZENAMENTO DAS VÍSCERAS
As vísceras foram obtidas em uma fazenda de criação de truta, chamada Fazenda da
Serra, localizada na cidade de Guaratinguetá, no bairro Gomeral, à aproximadamente 5
quilômetros da Rodovia Presidente Dutra. A coleta foi feita pelo proprietário da criação de
trutas e congeladas em sacos plásticos. As vísceras foram levadas para a Escola de
Engenharia de Lorena, onde foram realizados os experimentos.
3.2. EXTRAÇÃO E TRATAMENTO DO ÓLEO DE VÍSCERAS DE TRUTA
O óleo foi extraído das vísceras pelo método de extração a quente indireto, por
aquecimento em uma chapa aquecedora. Em um béquer de 400 mL, foram adicionados
250g de vísceras, 30 mL de água destilada e levado a aquecimento, com agitador
mecânico, nas condições de temperatura de 60 a 80ºC e pressão atmosférica por 10
minutos. Após cada extração o óleo foi filtrado para remover as frações sólidas das
vísceras. As frações líquidas foram deixadas em repouso por 1 hora em um funil de
decantação para separação das fases oleosa e aquosa.
26
A maior parte do biodiesel produzido, emprega óleos e gorduras semi-refinados
com boas características de acidez e umidade. No entanto, existe grande quantidade de
óleos e gorduras com elevados índice de acidez, umidade, gomas e outras impurezas que
afetam o processo de transesterificação alcalina. Neste estudo foi empregado um
tratamento ácido no óleo visando aumentar a eficiência do processo de produção de
biodiesel.
3.2.1 Tratamento ácido do óleo
O pré-tratamento do óleo de vísceras foi feito utilizando 30 % em massa de etanol
(Synth P.A. 99,5%) e 8 % em massa (em relação à massa de óleo de vísceras), de ácido
sulfúrico (Synth P.A. 98%) a uma temperatura de 60 °C, por um período de 2 horas.
3.2.2 Lavagem
O óleo pré-tratado e o óleo sem o tratamento, foram submetidos a 3 lavagens
consecutivas com água quente. Em cada lavagem foram adicionados 250 mL de água
destilada a 70 ºC em 250 mL de óleo e deixados em repouso em um funil de decantação até
a completa separação das fases (aproximadamente 6 horas).
3.3 REAÇÃO DE PRODUÇÃO DE BIODIESEL
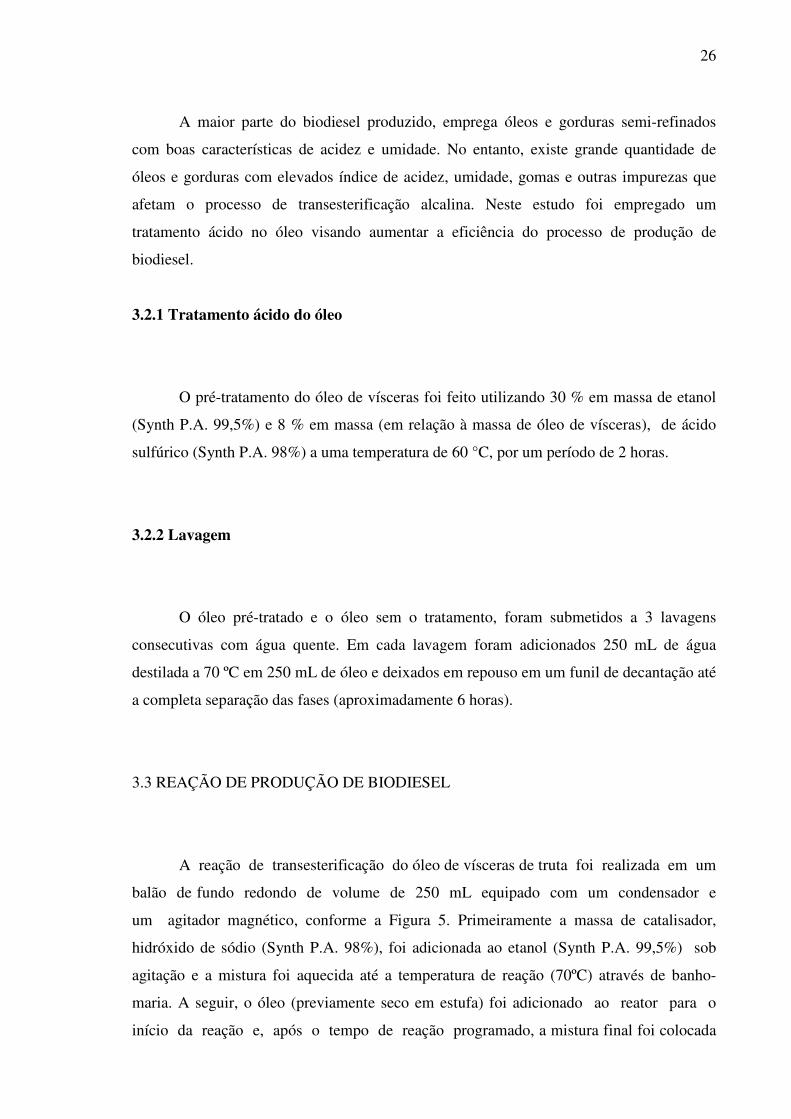
A reação de transesterificação do óleo de vísceras de truta foi realizada em um
balão de fundo redondo de volume de 250 mL equipado com um condensador e
um agitador magnético, conforme a Figura 5. Primeiramente a massa de catalisador,
hidróxido de sódio (Synth P.A. 98%), foi adicionada ao etanol (Synth P.A. 99,5%) sob
agitação e a mistura foi aquecida até a temperatura de reação (70ºC) através de banho-
maria. A seguir, o óleo (previamente seco em estufa) foi adicionado ao reator para o
início da reação e, após o tempo de reação programado, a mistura final foi colocada
27
em um funil de separação juntamente com água quente, onde ocorreu a separação das
fases contendo o biodiesel (ésteres) e o glicerol.
Figura 5 - Aparato utilizado para a reação e pré-tratamento
Fonte: O próprio autor
3.4 PURIFICAÇÃO DO BIODIESEL
A fase éster passou por três lavagens (intercaladas com o repouso em funil de
separação, conforme a Figura 6) para separação das fases polar e apolar. As lavagens
foram realizadas com água destilada aquecida a 70oC. Em seguida, a amostra foi submetida
a centrifugação (centrífuga da marca Quimis), com o intuito de retirar traços de água e de
catalisador. A centrifugação foi realizada por 20 minutos em rotação de 3500rpm. O
produto de interesse é a fase sobrenadante, descartou-se então a fase inferior.
O próximo passo de purificação foi a secagem em um evaporador rotativo (da
marca Fisatom) a 70oC, para a remoção de traços de álcool, como ilustrado na Figura 7. O
aquecimento do sistema de evaporação rotativo utilizou um banho de água. A amostra
permaneceu à pressão reduzida neste equipamento por 25 minutos.

28
Figura 6 - Separação das fases éster e glicerol
Fonte: O próprio autor
Figura 7 - Evaporador Rotativo
Fonte: O próprio autor
Para maior segurança da remoção de traços de água remanescentes na amostra,
após a secagem, esta foi colocada em contato com um leito de sulfato de sódio anidro
(Vetec P.A. 99,0%) em frasco âmbar. O frasco foi envolvido em papel alumínio e
guardado longe da luz ou umidade, durante uma noite. Em seguida, a amostra foi

29
centrifugada novamente por 20 minutos a 3500 rpm e a fase de interesse foi transferida
para um frasco âmbar e mantida na geladeira.
3.5 CARACTERIZAÇÃO DO BIODIESEL
Foi utilizada a técnica de análise por Ressonância Magnética Nuclear de
Hidrogênio (RMN 1H) para quantificar a conversão das reações, utilizando-se o aparelho
de modelo Mercury-300 MHz da Varian. As amostras foram dissolvidas em clorofórmio
deuterado conforme metodologia empregada.
Para o cálculo das conversões dos triglicerídeos em ésteres etílicos, usa-se apenas
as integrais dos sinais presentes na região entre 4,05 e 4,35 ppm do espectro RMN-1H da amostra. Os sinais referente aos tri-, di- e monoglicerídeos estão presentes na
região entre 4,35 e 4,10 ppm do espectro RMN-1H, pois os picos presentes nessa
região indicam hidrogênios glicerínicos na amostra. O sinal referente apenas aos ésteres
etílicos (biodiesel) é o pico em 4,09 ppm, pois esse pico não sofre sobreposição com
nenhum outro sinal dos tri-, di- ou monoglicerídeos. Na Figura 8 estão os espectros
parciais de RMN-1H dos tri-, di-, monoglicerídeos e do éster etílico, e os números que
aparecem nos sinais representam o início e o fim da faixa (em ppm) na qual os sinais
dos hidrogênios, em destaque, estão compreendidos (GARCIA, 2006).
Como observado na Figura 8 o pico de ressonância dos átomos de hidrogênio
etoxílicos dos ésteres etílicos é desdobrado em um quarteto, cuja área total é a
somatória dos componentes externos do quarteto (menores intensidades), que possuem
uma área igual a 1/8 da área total mais os componentes internos (maiores intensidades),
que tem áreas iguais a 3/8 da área total do quarteto como esquematizado na Figura 9
(GARCIA, 2006).

30
Figura 8 Região entre 4,35 a 4,05 ppm do espectro de RMN-1H
Fonte: Garcia, 2006
Figura 9 Área dos desdobramentos do quarteto
Fonte: Garcia, 2006
O componente 4 (c4) do quarteto dos ésteres etílicos (na faixa de 4,07 a 4,09 ppm)
é o único pico que não sofre sobreposição de nenhum outro pico, portanto esse
componente foi usado no cálculo da conversão da etanólise do óleo de vísceras de truta, de
acordo com a Equação 1 (GARCIA, 2006).

31
%�� = � ���.�����.100 (1)
Onde:
Ac4 = Área do componente c4.
Add+ee = Área de todos os sinais entre 4,35 e 4,05 ppm.
%EE = Porcentagem de ésteres etílicos formados.
Portanto, a partir das integrais desses picos, calculou-se as conversões em
biodiesel das reações de transesterificação utilizando o óleo de vísceras de truta.
3.6 PLANEJAMENTO DO EXPERIMENTO
O método de Plackett-Burman foi usado no presente trabalho, pois é
adequado quando aplicado a modelos lineares com muitas variáveis dependentes
(RODRIGUES; LEMMA, 2005). A partir desse método, oito experimentos foram
executados. As variáveis independentes que mais afetam a produção do biodiesel foram
escolhidas com base na literatura e são as seguintes: % do catalisador (C), razão molar
etanol/óleo (RM), tempo de reação (t) e pré tratamento (PT). Essas variáveis foram
manipuladas com a intenção de encontrar a melhor condição experimental para a
conversão em biodiesel, que foi a variável dependente medida. Os limites superior e
inferior das variáveis estudadas são mostrados na Tabela 2, e as condições experimentais
são mostradas na Tabela 3.
Tabela 2 - Limites superior e inferior das variáveis
Variável Independente Limite Inferior (-1) Limite Superior (+1)
C (%m/m) 0,5 2
RM 12:1 24:1
t (h) 1 2
PT Sem PT Com PT
Fonte: O próprio autor
32
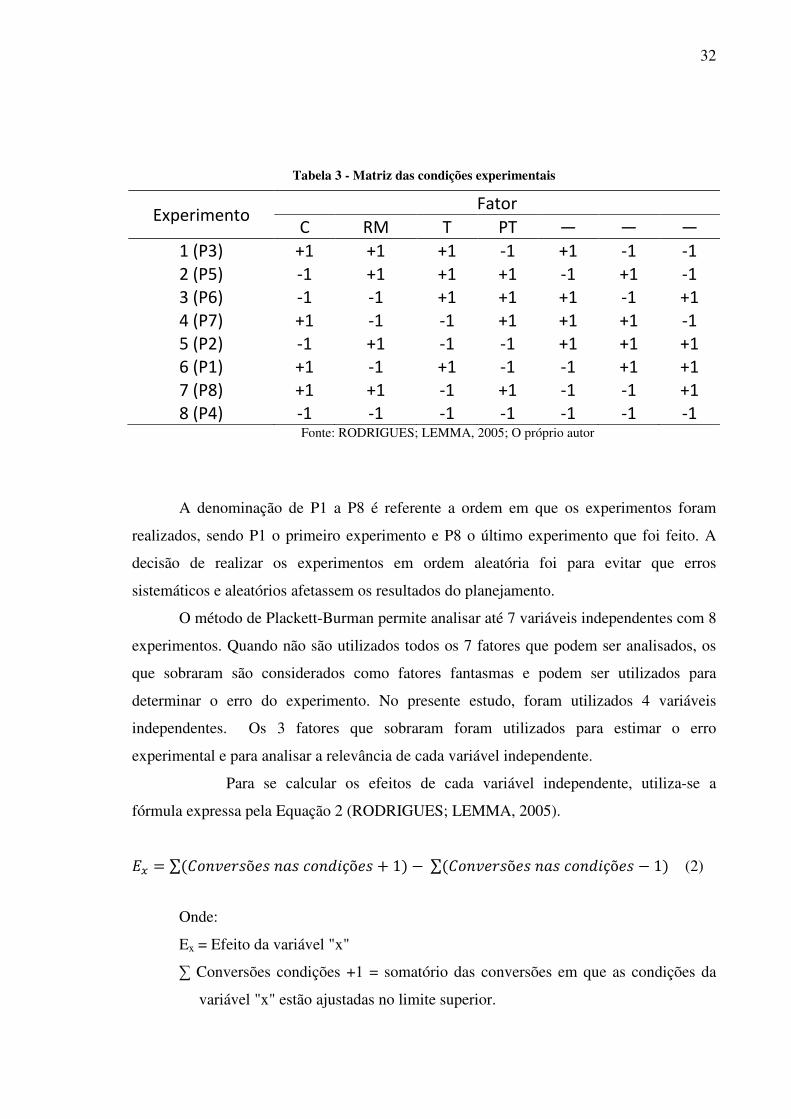
Tabela 3 - Matriz das condições experimentais
Experimento Fator
C RM T PT — — —
1 (P3) +1 +1 +1 -1 +1 -1 -1 2 (P5) -1 +1 +1 +1 -1 +1 -1 3 (P6) -1 -1 +1 +1 +1 -1 +1 4 (P7) +1 -1 -1 +1 +1 +1 -1 5 (P2) -1 +1 -1 -1 +1 +1 +1 6 (P1) +1 -1 +1 -1 -1 +1 +1 7 (P8) +1 +1 -1 +1 -1 -1 +1 8 (P4) -1 -1 -1 -1 -1 -1 -1
Fonte: RODRIGUES; LEMMA, 2005; O próprio autor
A denominação de P1 a P8 é referente a ordem em que os experimentos foram
realizados, sendo P1 o primeiro experimento e P8 o último experimento que foi feito. A
decisão de realizar os experimentos em ordem aleatória foi para evitar que erros
sistemáticos e aleatórios afetassem os resultados do planejamento.
O método de Plackett-Burman permite analisar até 7 variáveis independentes com 8
experimentos. Quando não são utilizados todos os 7 fatores que podem ser analisados, os
que sobraram são considerados como fatores fantasmas e podem ser utilizados para
determinar o erro do experimento. No presente estudo, foram utilizados 4 variáveis
independentes. Os 3 fatores que sobraram foram utilizados para estimar o erro
experimental e para analisar a relevância de cada variável independente.
Para se calcular os efeitos de cada variável independente, utiliza-se a
fórmula expressa pela Equação 2 (RODRIGUES; LEMMA, 2005).
� = ∑(�������õ����������çõ�� + 1) −∑(�������õ����������çõ�� − 1) (2)
Onde:
Ex = Efeito da variável "x"
∑ Conversões condições +1 = somatório das conversões em que as condições da
variável "x" estão ajustadas no limite superior.

33
∑ Conversões condições -1 = somatório das conversões em que as condições da
variável "x" estão ajustadas no limite inferior.
O erro experimental (SP) foi calculado pela Equação 3 (RODRIGUES; LEMMA,
2005).
"# = $ ∑(%&'()'*+'*,)-º%/01234/56254754 (3)
A relevância de cada variável foi calculada segundo a Equação 4 (RODRIGUES;
LEMMA, 2005).
"� |%9|:; > 2,571, ��Aã�� é relevante (4)
Onde:
Ex = Efeito da variável "x"
SP = Erro experimental
2,571 = Valor crítico para a relevância do fator "x"
3.7 ÍNDICE DE ACIDEZ
Para determinar o índice de acidez, foi feita uma titulação pelo seguinte
procedimento:
• Adição de 10 mL de etanol (Synth P.A. 99,5%) em um erlenmeyer;
• Adição de 1,00 g da amostra a ser analisada ao erlenmeyer;
• Adição de 0,5mL de fenolftaleína à solução do erlenmeyer;
• Adição de solução titulante de KOH 1 g/L (obtida a partir de KOH Synth P.A. 85,0%)
A partir do volume gasto de titulante, obteve-se o valor do índice de acidez
em miligrama de KOH por grama de amostra (mg KOH / g). Foram realizados o índice de
34
acidez do óleo de vísceras de peixe e de uma amostra de biodiesel produzido, escolhido
com o critério de maior conversão obtida.
4 RESULTADOS E DISCUSSÕES
A seguir serão apresentados os resultados obtidos através dos experimentos
realizados segundo a metodologia apresentada.
4.1 EXTRAÇÃO DO ÓLEO DE VÍSCERAS DE PEIXE
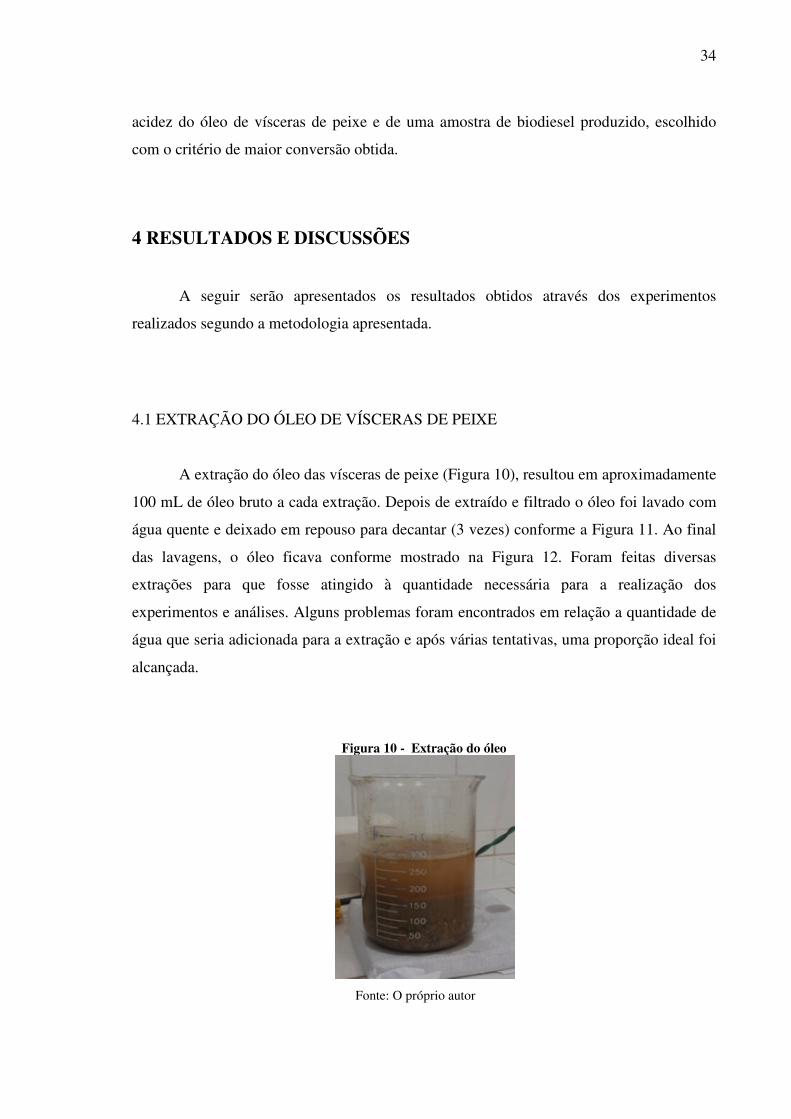
A extração do óleo das vísceras de peixe (Figura 10), resultou em aproximadamente
100 mL de óleo bruto a cada extração. Depois de extraído e filtrado o óleo foi lavado com
água quente e deixado em repouso para decantar (3 vezes) conforme a Figura 11. Ao final
das lavagens, o óleo ficava conforme mostrado na Figura 12. Foram feitas diversas
extrações para que fosse atingido à quantidade necessária para a realização dos
experimentos e análises. Alguns problemas foram encontrados em relação a quantidade de
água que seria adicionada para a extração e após várias tentativas, uma proporção ideal foi
alcançada.
Figura 10 - Extração do óleo
Fonte: O próprio autor

35
Figura 11 - Decantação do óleo bruto
Fonte: O próprio autor
Figura 12 - Óleo após 3 lavagens
Fonte: O próprio autor
4.2 TRATAMENTO ÁCIDO DO ÓLEO DE VÍSCERAS DE TRUTA
O tratamento do óleo de vísceras de truta com ácido sulfúrico, provocou um
escurecimento do óleo, como pode ser observado na Figura 13 quando comparado com a
Figura 11. As lavagens se mostraram bem eficientes na remoção de impurezas
provenientes do óleo bruto e também do efeito do tratamento com o ácido, o que pode ser
observado nas Figuras 14 e 15.

36
Figura 13 - Decantação do óleo tratado
Fonte: O próprio autor
Figura 14 - 1ª lavagem do óleo trata Figura 15 - 2ª lavagem do óleo tratado
Fonte: O próprio autor Fonte: O próprio autor
4.3 CÁLCULO DAS CONVERSÕES E ANÁLISE DOS DADOS PELO MÉTODO DE
PLACKETT-BURMAN.
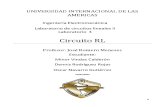
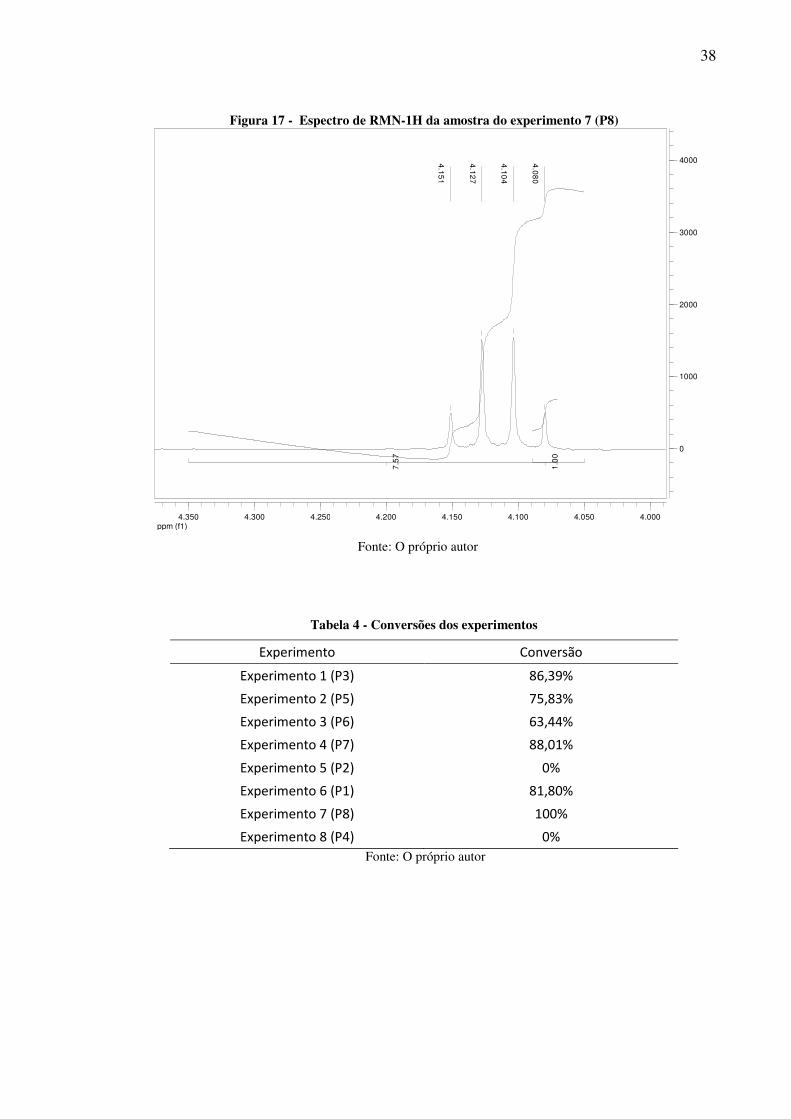
Os espectros de RMN-1H, entre a faixa de 4,05 - 4,35 ppm, dos experimentos 8
(P4) e 7 (P8) do planejamento experimental são mostrados nas Figuras 16 e 17,
respectivamente. Os espectros dos demais experimentos estão no Apêndice A.

37
Figura 16 - Espectro de RMN-1H da amostra do experimento 8 (P4)
Fonte: O próprio autor
Pelo espectro do experimento 8 ( Figura 16) observa-se que não há pico na faixa de
4,07 - 4,09 ppm, indicando que não houve conversão em ésteres etílicos (biodiesel). No
espectro do experimento 7 (Figura 17), pode-se calcular a conversão de 100% em ésteres
etílicos. Este experimento utilizou o óleo pré-tratado com ácido, 2,0% de catalisador, 1
hora de reação e razão molar de 24:1 (álcool:óleo).
As conversões obtidas (calculadas a partir da equação 1) podem ser observadas na
Tabela 4. A partir desses dados, pode-se aplicar os cálculos do método Plackett-Burman e
calcular as características como efeito dos fatores, erro experimental e relevância de cada
variável na reação de obtenção do biodiesel.
Os efeitos e as relevâncias de cada variável independente (calculados a partir das
equações 2; 3 e 4) podem ser observados na Tabela 5.
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.3
15
4.3
01
4.2
76
4.2
61
4.1
65
4.1
45
4.1
25
4.1
05
1.0
0
-49
.67
38
Figura 17 - Espectro de RMN-1H da amostra do experimento 7 (P8)
Fonte: O próprio autor
Tabela 4 - Conversões dos experimentos
Experimento Conversão
Experimento 1 (P3) 86,39%
Experimento 2 (P5) 75,83%
Experimento 3 (P6) 63,44%
Experimento 4 (P7) 88,01%
Experimento 5 (P2) 0%
Experimento 6 (P1) 81,80%
Experimento 7 (P8) 100%
Experimento 8 (P4) 0%
Fonte: O próprio autor
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
40004.1
51
4.1
27
4.1
04
4.0
80
1.0
0
7.5
7

39
Tabela 5 - Resultados do planejamento
Fator Efeito |Efeito|/SP Relevância
C (%m/m) 315,93 3,525 Relevante
RM 127,97 1,428 Irrelevante
T (h) 218,45 2,437 Irrelevante
PT 258,09 2,879 Relevante
Fantasma 1 79,21 0,884 -
Fantasma 2 94,81 1,058 -
Fantasma 3 94,01 1,049 -
Fonte: O próprio autor
A partir da interpretação dos resultados do método Plackett-Burman, os fatores
relevantes foram a percentagem de catalisador e o pré-tratamento do óleo bruto. O melhor
ajuste para esta reação é: 2,0% (m/m) de catalisador e a presença do tratamento ácido. Os
experimentos que foram realizados com este ajuste foram os experimentos: 4 (P7) e 7
(P8) e estes experimentos foram os que tiveram melhor conversão, respectivamente:
88,01% e 100%. Os experimentos que não tiveram conversão (0%) foram os experimentos
5 (P2) e 8 (P4) e estes tiveram os ajustes de 0,5% de catalisador e sem o tratamento ácido,
que é o contrário do que o melhor ajuste do planejamento.
4.4 ÍNDICE DE ACIDEZ
A Tabela 6 apresenta os valores de índice de acidez do óleo de vísceras de truta
bruto e do biodiesel obtido a partir do experimento 7 (P8).
Tabela 6 - Índice de acidez
Amostra Índice de acidez (mg KOH / g)
Óleo de vísceras de truta 7,12 ± 0,02
Biodiesel do experimento 7 (P8) 0,52 ± 0,03
Fonte: O próprio autor
A análise de acidez do óleo, mostrou que o óleo de vísceras de truta é muito ácido,
conforme a literatura informava. A amostra de biodiesel apresentou um índice de acidez
dentro do permitido pela ANP (0,5mg KOH/g). Entretanto algum tratamento para a
retirada da acidez do óleo antes da reação de transesterificação pode ser muito interessante
para um produto com mais qualidade e também para um melhor rendimento da reação.
40
5 CONCLUSÃO
O método utilizado para a extração de óleo das vísceras de truta se mostrou
adequado pois obteve-se um óleo homogêneo e livre de partículas sólidas.
O método de Plackett-Burman se mostrou muito eficiente, pois com 8 experimentos
foi possível analisar 4 variáveis independentes, calcular o erro experimental (sem a
necessidade de realizar experimentos em triplicatas) e tirar conclusões sobre a influência
de cada variável estudada. As variáveis relevantes, quantidade de catalisador e pré-
tratamento, quando ajustadas no nível +1 resultaram em conversões acima de 88%.
Apesar da acidez elevada do óleo de vísceras, o biodiesel obtido ficou dentro das
normas da ANP.
O presente trabalho mostrou que é possível obter o biodiesel a partir dessa matéria
residual com técnicas simples e eficientes.

41
6 REFERÊNCIAS
ANP - Agência Nacional do Petróleo, Gás Natural e Biocombustíveis. Resolução n.7, 19
de março de 2008. Brasília: Diário Oficial da União, p. 37-38, 2008.
ARRANDA, D. A. G.; ROSA, L. P.; OLIVEIRA, L. B.; COSTA, A. O.; PIMENTEIRA,
C. A. P.; MATTOS, L. B. R.; HENRIQUES, R. M.; MOREIRA, J. R. Geração de energia
a partir de resíduos de lixo e óleos vegetais: fontes renováveis de energia no Brasil. Rio de
Janeiro: Editora Interciência, 2003.
ARRUDA, L. F. Aproveitamento do resíduo do beneficiamento da tilápia do Nilo para
obtenção de silagem e óleo como subprodutos. Dissertação de Mestrado, Escola Superior
de Agricultura Luiz de Queiroz, Universidade de São Paulo, Piracicaba, 2004.
ARRUDA, L. F.; BORGHESI, R.; BRUM, A.; REGITANO D'ARCE, M.; OETTERER,
M. Nutritional aspects of nile tilapia (Oreochromisniloticus) silage. Ciência e Tecnologia
de Alimentos, v.26, n.4, p.749-756, 2006.
AVERINA, E. S.; KUTYREV, I. A. Perspectives of using marine and freshwater
hydrobionts oils for development of drug delivery systems. Biotechnology advances, 2011.
BRANDÃO, K. S. R.; SILVA, F. C.; LOUZEIRO, H. C.; SOUZA, A. G.; CONCEIÇÃO,
M. M.; MOURA, K. R. M. Otimização do processo de produção de biodiesel metílico e
etílico de babaçu. I Congresso da rede brasileira de tecnologia de biodiesel, artigos
técnico-científicos, 2006.
CANDEIA, R. A. Biodiesel de soja: síntese, degradação e misturas binárias. Tese de
Doutorado, Programa de Pós-graduação em Química da Universidade Federal da Paraíba
(UFPB), João Pessoa, 2008.
DIAS, F. P. Aproveitamento de vísceras de tilápia para produção de biodiesel.
Dissertação de mestrado, Universidade Federal do Ceará, Fortaleza, 2009.

42
FERRARI, R. A.; OLIVEIRA, V. S.; SCABIO, A. Biodiesel de soja: taxa de conversão em
ésteres etílicos, caracterização físico-química e consumo em gerador de energia. Química
Nova, v.28, p. 19-23, 2005.
GARCIA, C. M. Transesterificação de óleos vegetais. Dissertação de mestrado -
Universidade Estadual de Campinas. Campinas, São Paulo, Brasil, 2006.
HONG, I. K.; PARK, J. W.; LEE, S. B. Optimization of fish-oil-based biodiesel synthesis.
Journal of Industrial and Engineering Chemestry, v.19, p.764-768, 2013
JULIO, G. S.; Extração e caracterização de óleos de resíduos de peixes de água doce.
Dissertação de mestrado, Facultade de Zootecnia e Engenharia de Alimentos. Universidade
de São Paulo - USP. Pirassununga, 2012
KRAUSE, L. Desenvolvimento do processo de produção de biodiesel de origem
animal. Tese de doutorado, Instituto de Química. Universidade federal do Rio Grande do
Sul - UFRGS. Porto Alegre, 2008.
LIN, C.; LI, R. Fuel properties of biodiesel produced from the crudefish oil from the
soapstock of marine fish. Fuel Processing Technology, v.90, p.130-136, 2009.
LOBO, I. P.; FERREIRA, S. L. C.; CRUZ, R. S. Biodiesel: parâmetros de qualidade e
métodos analítico. Química Nova, v.32, n.6, p. 1596-1608, 2009.
MAIA, W.M. Adequação do processamento da silagem de resíduos de tilápia,
caracterização dos lipídios e da fração seca em pó. Dissertação de mestrado,
Universidade Federal da Paraíba, João Pessoa, 1998.
MPA (Ministério da Pesca e Aquicultura) Boletim Estatístico da pesca e aquicultura 2010.
Disponível em: <http://www.mpa.gov.br/index.php/imprensa/noticias/300-boletim-
estatistico-da-pesca-e-aquicultura-2010> Acessado em: 15/09/2013.
43
MRAD, N.; VARUVEL, E. G.; TAZEROUT, M.; ALOUI F. Effects of biofuel from fish
oil industrial residue - Diesel blends in diesel engine .Energy, v.44, p.955-963, 2012.
O'BRIEN,R. Fats and oils: formulating and processing for applications. 3ªed. CRC Press,
2009, 765p.
OLIVEIRA, L. B.; Biodiesel – Combustível Limpo para o Transporte Sustentável; Rio
de Janeiro, COOPE/UFRJ, 2001.
PACHECO, S. G. A. Estabilidade oxidativa de óleo de peixe encapsulado e
acondicionado em diferentes tipos de embalagem em condição ambiente. Dissertação
de mestrado, Universidade de São Paulo, Piracicaba,2005.
Panorama da AQÜICULTURA, vol. 22, nº 132, Julho/Agosto - 2012.
RODRIGUES, M. I.; LEMMA, A. F. Planejamento de Experimentos e Otimização de
Processos. 1ªed. Casa do Pão Editora, 2005, 326p.
SANTOS, B. C. C. Otimização das condições de reação de transesterificação e
caracterização dos rejeitos dos óleos de fritura e de peixe para obtenção de biodiesel.
Dissertação de mestrado, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2009.
SANTOS, J. R. Biodiesel de babaçu: avaliação térmica, oxidativa e misturas binárias.
Tese de doutorado, Programa de pós-graduação em química da Universidade Federal da
Paraíba (UFPB), 2008.
SEIBEL, N. F.; SOARES, L. A. de S. Produção de silagem química com resíduos de
pescado marinho. Brazilian Journal of Food Technology, v.6, n.2, p.333-337, 2003.
SILVA, H. K. T. A. S.; CARVALHO, F. C. C.; GONDIM, A. D.; ALBUQUERQUE, M.
H. O.; FERNANDES JUNIOR, V. J. Estudo da estabilidade oxidativa em blends de
biodiesel de girassol e mamona por Rancimat e P-DSC. VII Congresso Brasileiro de
Análise Térmica e Calorimetria, São Pedro - SP - Brasil, 2010.
44
TAVARES, M. L. A. Análise termo-oxidativa do biodiesel de girassol. Tese de
doutorado, Universidade Federal da Paraíba, João Pessoa, 2009.
VIEIRA, J. N. S. O futuro da indústria. A agroenergia e os novos desafios para a
política agrícola no Brasil. Brasilia, DF: MDIC, p. 37-48, 2006.
ZAGONEL, G. F.; RAMOS, L. P. Produção de biocombustível alternativo ao óleo diesel
através da transesterificação de óleos vegetais. Revista de Química Industrial, v. 717, p.
17-26, 2001.

45
7 APÊNDICE A
Figura 18 - Espectro de RMN-1H da amostra do experimento 1 (P3)
Fonte: O próprio autor
Figura 19 - Espectro de RMN-1H da amostra do experimento 2 (P5)
Fonte: O próprio autor
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.1
51
4.1
27
4.1
03
4.0
80
1.0
0
9.2
6
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.3
14
4.3
00
4.2
75
4.2
60
4.1
92
4.1
50
4.1
26
4.1
02
4.0
79
1.0
0
10
.55

46
Figura 20 - Espectro de RMN-1H da amostra do experimento 3 (P6)
Fonte: O próprio autor
Figura 21 - Espectro de RMN-1H da amostra do experimento 4 (P7)
Fonte: O próprio autor
ppm (f1)4.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
1.0
0
12
.61
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.1
50
4.1
27
4.1
03
4.0
79
1.0
0
9.0
9

47
Figura 22 - Espectro de RMN-1H da amostra do experimento 5 (P2)
Fonte: O próprio autor
Figura 23 - Espectro de RMN-1H da amostra do experimento 6 (P1)
Fonte: O próprio autor
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.3
14
4.2
99
4.2
74
4.2
60
4.1
63
4.1
43
4.1
23
4.1
03
1.0
0
-88
.73
ppm (f1)4.0004.0504.1004.1504.2004.2504.3004.350
0
1000
2000
3000
4000
4.3
14
4.3
00
4.2
75
4.2
60
4.2
41
4.1
93
4.1
50
4.1
26
4.1
02
4.0
78
1.0
0
9.7
8