Guia Grafica 185
84
-
Upload
leandro-di-lorenzo -
Category
Documents
-
view
293 -
download
11
description
Año 2010 - Edición Febrero - Numero 185
Transcript of Guia Grafica 185

Agenda
///todos los sistemas de impresión en una revista
Impresión Digital Mimaki UJF3042.02Gran Formato Epson y Fujifilm.04Impresión Digital Konica Biz Option.06Impresión digital Ricoh.07
Post Impresión Curado por radiación UV.08Insumos El caucho y sus comienzos.12Envases Envases y bioplásticos 2.16Flexografía Flexomania.20Offset Fuera de set.22Serigrafía Tendencias de la Serigrafía.26Tampografía Tampó Tampó.30Cartelería Canall Digital.34Encuadernación Con el buche lleno.36Etiquetas Tecno Etiquetas.38
Indice de Proveedores y ServiciosAlmanaques...........................58Artìculos de Promoción..................58 Cajas de cartón....................................58Calcomanias..........................58Carteles..................................59Doblado.................................59Domes.................................59Embolsado...............................60Encuadernación...............................60Etiquetas................................60Films......................................60Fotocopiadoras.........................61Fotopolímeros...........................61Gigantografías............................61Imanes Flexibles...............................63Impresión Digital.............................63Impresión Gráfica............................64Instr. Control de Calidad....................67Insumos y Maq............................67Laminados..................................67
Letras Corporeas...........................68Papel - Papeleras.............................69Plotters Insumos.............................70Portabanners.............................72Preimpresion.............................73Publicidad Movil..............................74Rezagos de Papel...........................74Rodillos.................................74Sacabocados...............................74Sellos...................................75Serigrafia insumos/maq...................75Serigrafia Taller................................77Sobres.........................................77Tampografía.............................77Textil Insumos y Maq.........................78Tintas................................................78Trapos.......................................79Agrupados...................................79Compra Venta....................................80
18 al 25 de Mayo, 2010 IPEX (Artes Gráficas)Birmingham, Inglaterra
Octubre, 2010 73a. ASAMBLEA GENERAL ORDINARIA CONLATINGRAF (Artes Gráficas) Lima, Perú
Octubre, 2010 XVI CONCURSO "THEOBALDO DE NIGRIS" (Artes Gráficas)Lima, Perú
22 al 26 de Marzo, 2010 Argenplas (Plasticos)Capital Federal, Argentina
18 al 24 de Octubre, 2010 Argentina Gráfica (Artes Gráficas)La Rural, Argentina
Indice de Notas Técnicas
10 al 12 de Junio, 2010 Congreso InternacionalDe las Artes Gráficas(Artes Gráficas)Santiago de Compostela, España
22 al 26 de Junio, 2010 FESPA (Serigrafía)Munich, Alemania
22 al 24 de Mayo, 2011 Fespa Digital (Impresión Digital)Hamburgo, Alemania
03 al 16 de Mayo, 2012 Drupa 2012 (Artes Gráficas)Dussedorf, Alemania
Premios recibidos por Guía Gráfica: • APTA Rizzuto Accesit -1997• APTA Rizzuto a la permanencia - 2002• APTA Rizzuto, Producto Editorial - 2003• APTA Rizzuto 1º Accesit - 2006/2007• APTA Rizzuto Mejor Guía Independiente 2008• APTA Rizzuto Mejor Guía Independiente 2009
Premios APTA Rizzuto
Plásticos Envases PET.40Diseño Trucos de diseño
Software La Oficina sin papeles.44
.42
Diseño El Cuento del Tio.48
Empresas Senderos de progreso.50Febrero en títulos, Novedades, Editorial.52

GUIAGRAFICA2
impresión digital
M imaki Engineering Co., Ltd., fabricante líder deimpresoras de inyección de tinta de gran formatoy de máquinas de corte presenta la nueva impre-
sora de escritorio de tecnología UV LED UJF-3042, desti-nada a la producciones rápidas bajo demanda deproductos de marketing, novedades, tarjetas y placas deidentificación, así como de etiquetas y aplicaciones paraembalaje. Además de su versatilidad la UJF-3042 se des-taca por los bajos costos, tiene una muy buena relacióncalidad/precio a una excelente calidad de impresión.
En el 2004, Mimaki introdujo su primera impresora de cu-rado UV, UJF-605C, que ya tenía a tinta blanca (bajo y so-breimpresión) para generar la impresión de imágenesbrillantes a color en todos los materiales, incluyendo lossustratos transparentes.
Ahora Mimaki presenta la UJF-3042, una impresora UV LEDcon un tamaño de escritorio que combina las tecnologías al-tamente desarrolladas UV LED de Mimaki con el conocimientode la ingeniería de las anteriores impresoras de inyección detinta UV permitiendo crear imágenes altamente detalladas,precisas y brillantes en sustratos no recubiertos.
La máquina incorpora un nuevo cabezal de impresión deinyección de tinta desarrollado que se ajusta a los requisi-tos de esta impresora compacta y permite una relacióncosto/beneficio excepcional, logrando reducir los costosde su empresa. Sus características de eficiencia del UVLED posibilitan tener un menor consumo de energía, asícomo permite ampliar la gama de sustratos a imprimir gra-cias a que no emite ondas infrarrojas que generan calor.
Características principales: * La UJF-3042 opera con los dos desarrollos de tintas UVde Mimaki, tanto las rígidas como las flexibles, trabajandoa cuatricromía (CMYK) y adicionándole tinta blanca y barnizabrillantador.
Acabado con barnizado - Soporta materiales de hasta 50 mm de espesor y 5 kilos de peso.- La velocidad de impresión de un tamaño A3 (300x420mm) varía entre los 4 minutos (720 x 600 dpi) y hasta 8.5minutos en la máxima calidad (1440 x 1200 dpi) y como lautilización de tinta blanca es simultánea, no disminuye lavelocidad.
* Puede imprimir objetos tridimensionales.* Posee un sistema de mesa de vacío para la sujeción delos materiales, lo que permite tener alta precisión en la im-presión inclusive para impresiones doble cara.* El sistema de UV LED permite imprimir sin generar calor,permitiendo imprimir sobre materiales sensibles como acrí-licos, foamboard, etc.
Por todo esto la UJF-3042 no solo puede imprimir tarjetas,paneles de operación, envases, etiquetas, stickers y car-teles de información, sino que también otros productos demarketing, placas, tapas de juegos electrónicos, carcasasde celulares, juguetes y otros productos industriales.
Beneficios1. Excelente relación calidad-precio: Alta calidad deimagen con una resolución máxima de 1440 x 1200 dpi,incluyendo la tinta blanca para bajo y sobreimpresiónsobre sustratos de hasta 50 mm. Incluye el software RIPde Mimaki RasterLink Pro 5IP.
2. Puede imprimir sobre los sustratos más amplios: latecnología UV LED permite la impresión en sustratossensibles al calor, tales como los acrílicos.
Además la UJF-3042 imprime en sustratos no recubiertostales como vidrio, madera y metales que pueden ser ter-minados con un acabado de resina que permite un usoprolongado, con excelente resistencia a los arañazos.
3. Equipado con el sistema Mimaki supresor de sprayque mejora la consistencia.
4. Medio ambiente: el LED UV requieren menos energíay los diodos tienen una vida útil mucho más larga.
5. Velocidad de impresión: Imprime en tamaño A3 (300x 420 mm) en modo de alta velocidad dentro de loscuatro minutos en color más blanco (sobre y bajo im-presión). La UJF-3042 genera impresiones precisas eimágenes vívidas con la tecnología de punto variable yuna resolución máxima de 1440 x 1200 dpi.
6. Tamaño compacto: El UJF-3042 puede ser instaladoen ambientes de oficina que requieren sólo un espaciode 900 mm para la instalación.
G
UJF3042MIMAKI


GUIAGRAFICA4
gran formato
G racias al uso de tintas de 8
colores, la GS6000 ofrece la
paleta de color más amplia
generada hasta la fecha y permite a los
negocios de impresión producir magní-
ficas impresiones de larga duración y
colores foto realistas en una ampliada
gama de aplicaciones gráficas para in-
terior y para exterior.
Es importante destacar que la Epson
Stylus Pro GS6000 ofrece la calidad y
el rendimiento necesarios para cubrir
las crecientes expectativas de los clien-
tes. Los usuarios se benefician de una
impresión de 160 cm de ancho y de una
resolución de hasta 1440x1440 dpi con
un tamaño mínimo de gota de 3,7 pico-
litros. Al mismo tiempo, los plazos de
ejecución se ven significativamente re-
ducidos gracias a velocidades de impre-
sión de hasta 25,2 m2/hr utilizando la
tecnología de medios tonos MicroWe-
ave y de gota de tamaño variable (va-
riable-sized ink droplet) de Epson.
Estos atributos se combinan para pro-
ducir imágenes de secado rápido re-
sistentes a los arañazos, al agua y a la
acción de los rayos UV durante hasta
18 meses sin laminación.
“Con su capacidad de producir imáge-
nes que secan más rápidamente, ofre-
cen un mejor aspecto y duran más, la
Epson GS6000 establece nuevas cotas
en la impresión en gran formato”, afirma
Jim Rich, Director de Gestión de pro-
ducto de Spandex. “En estos tiempos
de dificultades para los propietarios de
negocios de impresión, la GS6000 per-
mite a nuestros clientes aumentar su ca-
pacidad de servicio e incrementar sus
opciones de recoger las recompensas
de trabajar en proyectos gráficos y de
señalización de alta gama”.
Mayores oportunidades de negocioCon el novedoso uso de tintas de 8
colores UltraChrome™ GS, disponible
en prácticos cartuchos de 950 ml, la
GS6000 permite a los impresores am-
pliar su creatividad y su oferta de ser-
vicios con colores sin parangón en
aplicaciones de alta gama que incluyen
grafismos para aeropuertos y exposicio-
nes, señalización y reproducción de
fotos o bellas artes.
Además, la capacidad de cambiar fácil-
mente entre una variada gama de sus-
tratos hace de la GS6000 una solución
versátil de producción para imprimir
deslumbrantes grafismos duraderos
en una amplia variedad de aplicacio-
nes comerciales.
Respetuosa con el medio ambiente y con el usuarioLa Epson GS6000 también es más res-
petuosa con el medioambiente gracias
a su tinta eco solvente UltraChrome™
GS. Dado que estas tintas no despren-
den vapores nocivos, solo se necesita
una ligera ventilación y se evitan los gas-
tos extraordinarios en la instalación de
sistemas de purificación adicionales.
Además de beneficiarse de un entorno
de trabajo mejorado, los operarios tam-
bién lo hacen de un panel LCD de gran
tamaño y fácil lectura que incorporan la
conocida interfaz de Epson, garanti-
zando con ello un periodo mínimo de
formación. Su soporte para rollos de
hasta 30 kg y un sistema de auto rebo-
binado permiten una versátil gestión de
los materiales, y el Giga-Ethernet y el
USB2.0 posibilitan la conectividad de
alta velocidad.
G
GS6000EPSON

gran formato
5GUIAGRAFICA
Acuity Advance HS conserva muchas de las innova-
doras prestaciones de los modelos Acuity HD2504
y Acuity Advance, se han mejorado los cabezales
de impresión para que sean capaces de duplicar realmente la
velocidad de impresión. Acuity Advance HS, un nuevo sistema
de impresión inkjet de gran formato con tintas UV, siguiente
generación de la acreditada serie Acuity. Presentado por pri-
mera vez en abril de 2007, el sistema Acuity satisface amplia-
mente las expectativas de calidad de las máquinas de
impresión planas con tintas UV, y es uno de los equipos más
rápidos del mercado. La gama Advance HS responde a la de-
manda de un producto de bajo costo, alta calidad y mejor pro-
ductividad, que completa la serie de equipos de impresión
Fujifilm Acuity Advance y Advance X2.
Pueden obtenerse imágenes de calidad casi fotográfica a una
velocidad normal de producción de 40m2/h. Se ha incorpo-
rado además un modo “express”, que trabaja a 65m2/h, para
imágenes tomadas a larga distancia. La Advance HS ofrece
mayor rendimiento diario que cualquier otra máquina de im-
primir de su gama, lo que supone un beneficio potencial y en
consecuencia, una rápida recuperación de la inversión.
Entre las características más importantes de Acuity Advance
HS destaca el eficaz sistema de secado UV, que proporciona
excelentes resultados de impresión. Su diseño plano, incor-
pora un sistema de vacío que soporta todo tipo de materiales,
incluso aquellos con forma irregular o de superficies rugosas.
Esto asegura la exactitud de registro, incluso en múltiples pa-
sadas. Imprime de borde a borde, ahorrando tiempo y trabajo
en los pasos de acabado. Además, Acuity Advance HS au-
menta las posibilidades de aplicación de la impresión con una
opción de tinta blanca para complementar el juego de tintas
estándar de 4 colores CMYK. Admite también la instalación
de una unidad para bobinas (opcional), que permite la impre-
sión en una extensa gama de materiales flexibles. Para opti-
mizar el tiempo de impresión, el operario puede ir preparando
el material rígido en la mesa de impresión, al tiempo que la
unidad de bobinas está imprimiendo.
Esta calidad de impresión alcanza sus mejores resultados con
la utilización de tintas Uvijet de FUJIFILM Sericol, que contie-
nen una fórmula exclusiva de tecnología de dispersión Micro-
V, que garantiza colores de gran consistencia y nitidez, así
como una gran fijación y durabilidad.
G
INKJETFUJIFILM
GUIAGRAFICA6
impresión digitalG
biz:OptionE l nuevo accesorio biz:Option, integrado en los multi-
funcionales bizhub de Konica Minolta, simplifica el ar-chivo y la búsqueda de documentos, convierte la
documentación en formatos editables, la distribuye de maneraautomática e incluso permite extraer un único fichero con losdatos de todos los documentos procesados, todo ello inte-grado con la aplicación de gestión actual del cliente.
Es por todos sabido que, debido a razones de costo y deeficiencia, el rol del papel como un medio de archivo se vaa acabar. Algunos estudios muestran que archivar los do-cumentos electrónicamente es un 75% más barato que enpapel. Pero muchas empresas todavía piensan que el ar-chivo digital es difícil de usar y muy complicada su imple-mentación. biz:Option, el nuevo accesorio de los MFP deKonica Minolta, es la solución más efectiva para digitalizardocumentos ya que puede estar instalado y funcionandoen apenas una hora, es sencillo de utilizar, ahorra tiempoen su almacenamiento y recuperación y proporciona unarápida recuperación de la inversión.
Esta herramienta de gestión de documentos cuenta condos diferentes configuraciones: Editable y Data. Ambascomparten funciones como la facilidad y fiabilidad para in-dexar documentos, el envío automático de documentos di-gitales directamente desde el MFP a cualquier direccióninterna o externa de email, a una carpeta o a una impresorao la conversión en el formato deseado.
Pero también tienen funciones particulares que se adaptana la necesidad de cada empresa; Editable es un conversorde formatos con OCR, conversión automática en una granvariedad de formatos electrónicos y la capacidad de re-nombrar automáticamente documentos recibidos.
Mientras que Data es un extractor de datos que incluyetodas las características de la versión Editable y, además,el reconocimiento de códigos de barras y formularios, laorganización de documentos de forma estructurada y ge-neración automática de tablas de datos con los camposde interés de toda la documentación procesada, permi-tiendo además que la captura de datos se produzca desdecualquier MFP o incluso desde el servidor. Con biz:Option,las compañías de cualquier tamaño pueden realizar sus ta-
reas diarias de captura, proceso y entrega de documentoscon la información ya procesada, integrándolos en su flujode trabajo de manera totalmente automática. Y es que estaaplicación aporta numerosas ventajas. A pesar de que el90% de los originales que se utilizan en la oficina ya se en-cuentran en formato digital, el 10% que se encuentra to-davía en papel es la causa principal de ineficiencia.
Varios estudios demuestran que el 15% de las horas labo-rables de trabajo, se pierden recuperando documentos ar-chivados en papel y que el 8,5% de estos documentos sepierden por errores en su archivo. Gracias a las ventajasque proporciona el accesorio biz:Option de Konica Minolta,el archivo digital es mucho más eficiente, acelera la recu-peración de documentos, permite el acceso simultáneo alos datos y necesita mucho menos espacio en la oficina.Todos estos factores convierten a biz:Option en un sistemaque hace ahorrar tiempo y dinero.
Por otro lado, biz:Option facilita la distribución inteligentede los documentos, ya que presionando un único botón dela gran pantalla en color de 8,5” de los MFP de Konica Mi-nolta, comienza la el procesamiento de la documentaciónen papel.
Así, el usuario puede enviar documentos de forma auto-mática a varias direcciones de fax o email, carpetas de red,bases de datos ODBC, impresoras de red, SharePoint y re-positorios Lotus Notes. Con biz:Option se puede, de formasencilla, enviar los datos procesados al sistema DMS (Ges-tión Documental) debido a que esta aplicación trabaja conlos más importantes del mercado: DocuWare, Documen-tum, FileNet, eDocs, Al Fresco o DocuShare, entre otros.
Asimismo, con biz:Option el usuario puede indexar susdocumentos directamente desde la gran pantalla a colorintegrada en los multifuncionales. Al realizar este pro-ceso desde el punto de captura, se acelera la búsqueday recuperación de documentos, haciéndola mucho másrápida y precisa.
KONICA MINOLTA

7GUIAGRAFICA
La experiencia ‘Just Ask’ (sencillamente, pre-gunte) de Ricoh en la feria Ipex 2010 guiará a losvisitantes a través de todo el proceso de produc-
ción, desde la captura hasta la salida y el acabado. Losvisitantes tendrán ocasión de ver los productos más re-cientes de Ricoh e InfoPrint Solutions. Asimismo, po-drán hablar con expertos sobre cómo sus productos yservicios pueden aportar un valor añadido y mejorar suproductividad y rentabilidad futuras.
Las nuevas máquinas digitales en color Ricoh Pro™C720 y Pro C720S están diseñadas para aquellos entor-nos de impresión comercial y corporativa de bajo volu-men que realicen la transición a la impresión digital.Están disponibles como impresora y como copiadora.Capaz de imprimir 72 páginas a todo color por minuto,el modelo Pro C720 incluye un servidor EFI estándar.Esta robusta máquina digital es el producto ideal para losimpresores que deseen añadir la flexibilidad de la impre-sión digital a su oferta.
Para impresión en color de alta productividad, los equi-pos Ricoh Pro™ C900 y C900S ofrecen velocidades deimpresión de hasta 90 páginas por minuto a todo color,incluso sobre papeles de alto gramaje. Incorporan la úl-tima tecnología de procesado de la imagen Ricoh y lacontroladora RIP EFI Fiery o Creo C-80 para obtener unaalta calidad de imagen y una integración productiva enel flujo de trabajo. Además, aceptan formatos de papelde hasta tamaño SRA3 y gramajes de hasta 300 g/m2.Aceptan una amplia gama de dispositivos de acabado enlínea: encuadernadora de anillas, encuadernadora sincostura, creador de folletos Plockmatic y unidad de per-forado GBC.
Ricoh Pro 1357 - Esta nueva unidad para impresión deproducción ha sido diseñada para adaptarse a las nece-sidades de los centros de datos gracias a la impresiónIPDS. Es un equipo altamente productivo (1,9 millonesde impresiones al mes) y robusto, que ofrece una calidadde salida profesional. La impresora Pro 1357 también sepuede equipar con distintas opciones de acabado.
Ricoh Pro 1357EX - Todo un referente en el mercado. El mo-delo Ricoh Pro1357EX es una impresora de especificacionesavanzadas, creada para acelerar el flujo de trabajo productivocon un costo total de propiedad óptimo. Puede producir 135páginas en blanco y negro por minuto. La gama monocromoPro de Ricoh, que también incluye los modelos Ricoh Pro1107 (110 páginas por minuto) y Ricoh Pro 907 (90 páginaspor minuto), está formada por sistemas de producción rápi-dos, fiables y duraderos, que ofrecen una imagen profesionalde alta calidad y el abanico más completo de opciones deacabado en línea.
RICOH
impresión digital G

GUIAGRAFICA8
Curado ultrarápido por radiación UV
post impresión
Aprincipios de los años ochenta se tuvo la oportuni-
dad de trabajar con resinas fotopolimerizables, así
como de fabricar y utilizar preimpregnados en la fa-
bricación de piezas muy diversas (ojivas, vigas en celosía,
botellas a presión, lanzadores, etc.) pero eran todas ellas
en resina poliéster. Por suerte hoy en día esto evolucio-
nado, el Profesor Decker y el Doctor K. Zahouily, han pro-
ducido curados ultrarrápidos en diversos composites,
como laminados fibra de vidrio/epoxy o mezclas de resina
acrílica, etc. Esta tecnología por curado ultravioleta, sobre-
pasa ampliamente el tradicional curado térmico en lo que
se refiere a rendimiento, costo, calidad del producto e im-
pacto medioambiental.
La luz induce a la polimerización de monómeros multifun-
cionales; es lo que conocemos como ‘Curado por luz UV’
y está reconocido como el sistema más efectivo para
transformar muy rápidamente y a temperatura ambiente
una resina líquida libre de solvente, en un producto poli-
mérico altamente resistente. Bajo intensa iluminación, la
reacción de entrecruzamiento puede realizarse a tempera-
tura ambiente, generando una densa red tridimensional en
el polímero, lo que se traduce en un excelente comporta-
miento a disolventes orgánicos, químicos y temperatura.
Debido a sus notables ventajas tanto en lo referente al pro-
ceso de fabricación como al producto en sí, esta limpia
tecnología ha encontrado una amplia aplicación, por ejem-
plo en el rápido secado de tintas y barnices, así como en
la utilización inmediata de adhesivos y materiales com-
puestos. Las propiedades viscoelásticas y mecánicas de
los polímeros curados por UV, pueden ser controladas con
precisión a través de la estructura química y la funcionali-
dad del monómero utilizado, así como de las condiciones
de curado, dependiendo de la aplicación considerada.
En la fabricación de materiales compuestos curados por
radiación UV, es esencial utilizar como carga, un mate-
rial que sea transparente a la radiación UV, como el
cuarzo, fibra de vidrio o escamas de silicato, al objeto
de conseguir un curado profundo en piezas de pocos
centímetros de espesor.
Tecnología del curado por radiación UVLas aplicaciones más importantes para el curado por UV
han sido fundamentalmente las artes gráficas y la industria
de barnices y lacas. Esto se debe a la enorme rapidez en
el secado, lo que juega a favor de la normativa cada vez
más exigente de protección del medio ambiente. Las resi-
G
Pasar de la resina líquida al polímero sólido en cuestión de segundos
En la fabricación de materiales com-puestos curados por radiación UV, esesencial utilizar como carga, un mate-rial que sea transparente a la radiaciónUV, como el cuarzo, fibra de vidrio oescamas de silicato, al objeto de con-seguir un curado profundo en piezasde pocos centímetros de espesor.
post impresión
9GUIAGRAFICA
nas de curado por UV se utilizan cada vez más, en la rápida
consolidación de adhesivos, sellantes y desmoldeantes; y
por supuesto, en la fabricación de composites de curado
a temperatura ambiente.
El curado por radiación UV consiste básicamente en fotoi-
niciar la polimerización de monómeros y polímeros multi-
funcionales, los cuales se convierten en pocos segundos
en una estructura tridimensional. El cambio de fase líquido-
sólido puede seguirse por el método convencional a
tiempo real por espectroscopía infrarroja (RTIR), una
técnica que relaciona directamente por medio de curvas
y en milisegundos, la conversión respecto al tiempo, en
recubrimientos expuestos a radiación visible o UV. La
influencia de factores químicos y físicos en la cinética
de polimerización, ha sido hasta ahora cuantificada
tanto para una amplia gama de resinas endurecibles por
UV como de monómeros. La reticulación polimérica con
sus diferentes estructuras, así como sus respectivas
propiedades, se han obtenido bien sea por radiación UV
de radicales, o por cationes o formulaciones híbridas
conteniendo más de un tipo de monómero.
Curado de diferentes tipos de resinas por medio de radiación UVEl endurecimiento de recubrimientos orgánicos por medio
de luz se consigue generalmente por una reacción de po-
limerización con mecanismo de radicales (por ejemplo re-
sinas acrílicas) o por un mecanismo catiónico (resinas
epoxy). En el caso de que tengamos zonas poco ilumina-
das, se han desarrollado curados de doble acción, es decir,
curados por UV y curado térmico.
Una formulación típica de una resina de curado por UV
consiste en un fotoiniciador, un prepolímero funcionalizado
que constituirá el esqueleto tridimensional del polímero y
un monómero utilizado como reactivo diluyente, al mismo
tiempo que ajustador de la viscosidad. Los sistemas de
doble curado contienen algunas funcionalidades adiciona-
les, generalmente isocianatos y grupos hidroxilos al objeto
de conseguir un efectivo entrecruzamiento en zonas oscu-
ras por medio del calor. El fotoiniciador juega un papel
clave, controlando por una parte el grado de iniciación de
la reacción así como la penetración de la luz incidente y
por consiguiente, la profundidad de curado. El grado de
polimerización dependerá de la reactividad del grupo fun-
cional, de la viscosidad de la resina y naturalmente de la
intensidad de la radiación UV.
El ‘Curado por luz UV’ está reconocido como el sistema
más efectivo para transformar muy rápidamente una resina
líquida libre de solvente, en un producto polimérico alta-
mente resistente
Fotoiniciadores de polimerización por radicalesLos fotoiniciadores del tipo radical, consisten en cetonas
aromáticas que generan radicales libres al exponerse a la
luz ultravioleta, bien por apertura de los dobles enlaces C
– C o por sustracción del hidrógeno de la molécula donante
del mismo. Ambos, el benzoilo y el radical alkilo, inician la
polimerización por adición al doble enlace del monómero.
Para ser eficiente, un fotoiniciador deberá absorber la ra-
diación de luz emitida por la fuente, generalmente una lám-
para de mercurio de media presión y generar radicales con
alto rendimiento. Las resinas de acrilato se usan general-
mente en curados de barnices debido a su gran reactividad
y a una amplia elección de monómeros y prepolímeros.
Las propiedades finales de un recubrimiento curado por UV de-
penden primeramente de la estructura química del prepolímero,
del grado de curado y de la densidad de reticulación.
G
Las propiedades finales de un recubri-miento curado por UV dependen pri-meramente de la estructura químicadel prepolímero, del grado de curadoy de la densidad de reticulación.
GUIAGRAFICA10
post impresión
Estudio cinético de las reacciones de polimerizaciónpor UV a tiempo real por espectroscopia infrarrojaQuizás sea exclusiva de las reacciones por curado UV, la
gran rapidez, cuestión de segundos, en la que una resina
líquida pasa a ser un polímero sólido. Esta tecnología de
curado por UV, que ha sido profundamente investigada en
la última década, ha encontrado multitud de aplicaciones,
como son el secado rápido de barnices, adhesivos, im-
prenta y composites. Para el químico especialista en polí-
meros, el seguimiento y control a tiempo real de estas
ultrarrápidas reacciones ha sido todo un reto.
Realmente, las técnicas analíticas comúnmente utilizadas para
estudiar las reacciones de polimerización, como la calorimetría
o dilatometría, presentan una respuesta en el tiempo dema-
siado lenta para poder seguir la cinética de la reacción. Más
aún, con esas técnicas lo que registramos son los efectos fí-
sicos causados por la fotopolimerización de la reacción, como
son el calor desprendido, cambios en el volumen o índice de
refracción. Este no es el caso de la espectroscopia infrarroja
(RTIR) a tiempo real, una técnica que nos permite seguir la
desaparición del monómero reactivo al ser expuesto a la luz
UV. Con esta técnica, las curvas que muestran el avance de la
polimerización en el tiempo, pueden registrarse en fracciones
de segundo. El endurecimiento de recubrimientos orgánicos
por medio de luz se consigue generalmente por una reacción
de polimerización con mecanismo de radicales (por ejemplo
resinas acrílicas) o por un mecanismo catiónico (resinas epoxy)
Rasgos distintivos y ventajas en la utilizaciónde la radiación UV en un proceso productivoLa tecnología del curado por radiación UV utilizada en la
iniciación de la reticulación polimérica de los monómeros
multifuncionales, presenta numerosas ventajas, en particu-
lar en la síntesis de composites y nanocomposites:
- Formulación libre de solventes, por tanto, no emisión de
componentes volátiles orgánicos.
- Control preciso del tiempo de crecimiento que asegura
la perfecta interpenetración de la resina dentro de las
capas de arcilla mineral.
- Operatividad a temperatura ambiente en presencia de aire.
- Control preciso del comienzo de la polimerización, sim-
plemente conectando la luz.
- Curado ultrarrápido utilizando resinas acrilato altamente
reactivas y fotoiniciadores adecuados.
- Control preciso del desarrollo de la polimerización, con-
trolando simplemente la intensidad de la luz.
- Amplia variación de las propiedades mecánicas, desde
composites blandos y flexibles hasta vidrios orgánicos
duros, eligiendo el adecuado prepolímero.
- Obtención de polímeros curados muy resistentes al calor
y a los agentes químicos, consecuencia del elevado índice
de entrecruzamiento.
ConclusiónLos materiales de fibra de vidrio y resina epoxy, han
sido producidos a temperatura ambiente por fotoini-
ciadores catiónicos de un diepòxido, consiguiéndose
un completo curado de la resina tras cinco minutos
de exposición a la luz y un ligero calentamiento. Este
total curado del material hace que se logre una gran
dureza, excelente resistencia a los productos quími-
cos y al calor, así como a agresiones mecánicas.
Esto supone aumentar sus aplicaciones, debido a las
notables ventajas que supone el empleo de curado
por luz UV: alta velocidad, bajo consumo de energía
y cero emisiones de volátiles.
Basados en los actuales y previsibles desarrollos, puede
esperarse que esta tecnología, respetuosa con el medio
ambiente, tenga una rápida expansión, en muy amplios
sectores industriales de la fabricación de composites.
G
El endurecimiento de recubrimientosorgánicos por medio de luz se consi-gue generalmente por una reacción depolimerización con mecanismo de ra-dicales (por ejemplo resinas acrílicas)o por un mecanismo catiónico
GUIAGRAFICA12
insumos
El Museo Nacional de Ciencia y Tecnología Leo-
nardo da Vinci, en colaboración con Assocoma-
plast y la contribución de la Regione Lombardia
y la Cámara de Comercio de Milán, ha inaugurado una
nueva área interactiva dedicada al caucho en el departa-
mento de materiales, sección de materiales poliméricos.
Redacción PUCuando Colón descubrió América, los Aztecas e Incas lleva-
ban siglos utilizando el caucho natural. Pero no fue hasta me-
diados de 1700 cuando los europeos comenzaron a
importarlo, estudiarlo y utilizarlo. De los principales hitos his-
tóricos de la historia del caucho destacan la vulcanización en
1839, la creación de cauchos sintéticos cerca de 1930 y la sín-
tesis de elastómeros termoplásticos treinta años después.
Hoy más de la mitad del caucho se produce para la fabri-
cación de neumáticos, pero el resto se ‘esconde’ en dife-
rentes sectores productivos: transporte, máquinas,
edificación, farmacéutico, industria gráfica, textiles, papel,
electrónica, calzado y adhesivos. Dedicar un área mono-
gráfica al caucho supone reconocer la importancia de este
material utilizado en casi todas nuestras máquinas y que
sin él, no podrían funcionar.
El área dedicada al caucho consiste principalmente en los
sectores dedicados a la producción, fabricación, usos y
aplicaciones de este material.
El ciclo de vida del cauchoEl caucho es un material polimérico, con un origen sintético
o natural. Aquí analizamos: el ciclo de producción para ob-
tener el caucho natural a partir de látex, el trabajo científico
de pasar de monómeros a polímeros sintéticos.
La fabricaciónLos métodos de fabricación y de transformación de cau-
cho más comunes son: calandrado, extrusión e inyección.
Pero el caucho también se fabrica mediante expansión e
inmersión. Aquí muestran, gracias a la instalación de vi-
deos sobre fabricación de caucho, cómo a la fase de mez-
clado le sigue el nacimiento del neumático (calndrado), un
tubo (extrusión) y una suela de zapato (inyección). El video
es un breve documental, sintético y sin comentarios. La
música es una composición rítmica de sonidos obtenidos
en el proceso de fabricación, editados en la sala, envol-
viendo los objetos y reconstruyendo el ambiente de una
planta de fabricación real.
G
El cauchoy sus comienzos
Solo lo conocias de nombre. Aca te lo presentamos integramente.
Los métodos de fabricación yde transformación de cauchomás comunes son: calan-drado, extrusión e inyección.Pero el caucho también sefabrica mediante expansióne inmersión
insumos
13GUIAGRAFICA
G
Un mundo de cauchoSe muestra la variedad y cantidad de objetos y herramien-
tas que pueden hacerse a partir del caucho. Señalando por
ejemplo que el 50% del caucho se utiliza par fabricar neu-
máticos y el resto para producir otros productos (tubos,
sellantes, suelas, etc). El área dedicada al caucho consta
de una instalación de video protagonizada por los chicles
y los neumáticos. La idea es rememorar el familiar ritmo in-
fantil italiano “El coche del jefe tiene un agujero en su
rueda’, mostrando con videoanimación y lo transforma en
un breve videoclip/karaoke que rememora en diferentes
etapas históricas, el bizarro origen del chicle.
La canción, que al principio parece no tener sentido, es-
conde una verdad científica: antes de 1960 el chicle estaba
elaborado con caucho natural. En 1960 comenzó a fabri-
carse con caucho sintético, el mismo utilizado actualmente
en los neumáticos.
De una forma novedosa e interactiva (los museos no suelen
invitar a los visitantes a cantar durante sus visitas), la or-
ganización espera acercar el caucho hasta los más peque-
ños, explorando la historia de un objeto bien conocido: el
chicle. Para la inauguración de esta área dedicada al cau-
cho, el museo ha renovado algunas zonas del área dedi-
cada a loas materiales plásticos, inaugurada en 2006,
también en colaboración con Assocomaplast y Federchi-
mica PlasticsEurope Italia.
En algunos casos el área del caucho implementa la zona
existente dedicada al plástico, en otros casos se integra.
En particular: en el área dedicada a materiales plásticos, la
línea cronológica está enriquecida con las fases esenciales
del descubrimiento y desarrollo de los materiales poliméri-
cos incluyendo el caucho, el nuevo área dedicada al cau-
cho permite la exploración del ciclo de vida de los mate-
riales poliméricos, un tema complejo que también incluye
aspectos del reciclado de plástico y caucho.
Otra novedad en el rediseño de esta área es una exposi-
ción multimedia, ‘en el laboratorio con Giulio Natta’ que
ilustra en detalle conceptos técnico científico basados en
la investigación de Giulio Natta: la ficción transporta el vi-
sitante de este laboratorio, al explorar de primera mano las
principales fases de los descubrimientos científicos.
En los últimos cinco años algunos, fabricantes de envases
plásticos han lanzado al mercado varias formas de plásti-
cos biodegradables fabricados con polímeros procedentes
de recursos naturales renovables o bioplásticos (BPL). Los
productos de BPL hoy en día han demostrado ser adecua-
dos para introducirse comercialmente en ciertos sectores.
Veamos como este tipo de bioplástico se puede introducir
en nuestro país.
Existe una combinación de factores que estáimpulsando la utilización de plásticos biode-gradables. Entre estos están:- El alto precio de las resinas derivadas del petróleo.
- La creciente conciencia de los consumidores sobre la ne-
cesidad de proteger el medio ambiente.
Los productos de plásticos biodegradableshoy en día han demostrado ser adecuadospara introducirse comercialmente en cier-tos sectores. Debido al incremento en pre-cio que desde el 2005 tuvieron las resinasconvencionales, de entre el 30 y el 80%,muchas empresas se inclinaron por estasnuevas opciones.

insumos
- La madurez tecnológica ya alcanzada en la generación
de productos de alto desempeño con estas resinas.
Esto explica por qué en los últimos cinco años los prove-
edores de envases han lanzado al mercado envases de
plásticos biodegradables, fabricados a partir de diversas
plantas, especialmente maíz, confiados en que la demanda
responderá positivamente a sus ofertas. Debido al incre-
mento en precio que desde el 2005 tuvieron las resinas
convencionales, de entre el 30 y el 80%, muchas empresas
se inclinaron por buscar alternativas.
Algunos plásticos biodegradables han desarrollado un nivel
de madurez que les permite ser competitivos; la brecha en
precio que los separaba de las resinas comunes se ha dis-
minuido considerablemente, y materias primas como la
caña de azúcar y el almidón son actualmente más econó-
micas que el petróleo. La productividad y la competitividad
tienden a aumentar en la perspectiva a largo plazo, y ya se
evidencian las primeras aplicaciones concretas y masivas
para estos polímeros.
Algunas compañías predicen que el mercado de los bio-
plásticos crecerá en Europa a una tasa de 20% anual. Los
plásticos biodegradables pueden ser fabricados a partir de
recursos renovables de origen animal o vegetal, o de re-
cursos fósiles. Las materias primas más comunes son el
PLA, ácido poliláctico, y los PHA, poli-hidroxi-alcanoatos.
Es la estructura química lo que hace a un polímero biode-
gradable, lo diferencia de un polímero convencional y per-
mite que pueda ser destruido por microorganismos, como
hongos y bacterias en ambientes biológicamente activos.
Aunque las cifras no son oficiales, se estima que el mer-
cado actual de biopolímeros está alrededor de las 300.000
toneladas al año (base 2007), en el que el consumo de Eu-
ropa está alrededor de las 50.000 toneladas. De mante-
nerse el crecimiento continuo que se ha producido hasta
ahora, la capacidad global necesaria de producción de po-
límeros biodegradables alcanzaría el millón de toneladas
alrededor del año 2010. Ante esta perspectiva, Ecoembes
ha considerado necesario determinar el impacto de los de-
nominados bioplásticos en la cadena de gestión de la re-
cuperación y reciclaje de los plásticos convencionales. La
Cátedra Ecoembes de Medio Ambiente de la Universidad
Politécnica de Madrid está desarrollando un proyecto para
responder a esta necesidad. El proyecto incluye diferentes
aspectos: criterios de diferenciación entre plásticos biode-
gradables y bioplásticos, cuantificación de la producción
y uso de este tipo de plásticos, cumplimiento de la normas
de biodegradabilidad establecidas en la Unión Europea,
impactos en los procesos actuales de gestión: recogida
selectiva, plantas de selección (impacto en las líneas de
proceso) y reciclado (impactos en procesos y mezclas de
materias primas).
G
Algunas compañías predicen queel mercado de los bioplásticoscrecerá en Europa a una tasa de20% anual. Los plásticos biode-gradables pueden ser fabricadosa partir de recursos renovablesde origen animal o vegetal, o derecursos fósiles.
GUIAGRAFICA16
envases
Los envases de plásticos biodegradables están
fabricados a partir de diversas plantas, especial-
mente maíz. Algunas compañías predicen que el
mercado de los bioplásticos crecerá en Europa a una tasa
de 20% anual. Expertos, incluyendo a la Asociación de
Polímeros Biodegradables y Grupos Afines (IBAW), esti-
man que con la calidad y precios existentes es posible
contar con un potencial de crecimiento para copar cerca
del 10% del mercado presente de materiales plásticos, el
cual en Europa llega en la actualidad a unos 45 millones
de toneladas al año.
Actualmente el mercado de los biopolímeros se está desarro-
llando pero todavía no puede competir con los plásticos tra-
dicionales. En la Unión Europea hay países que tienen en sus
comercios frutas o verduras envasadas en BPL, pero en el
caso de España, el mercado de los BPL en envases, se limita
a alguna campaña de algún centro comercial.
El mercado de los BPLEn las previsiones que se hicieron a nivel mundial para 2010,
se espera que el crecimiento de la capacidad global instalada
para la producción de materiales biodegradables sea de 75%
con respecto al presente. Aunque en la actualidad los valores
absolutos no alcanzan ni el 1% de la demanda total de re-
sinas plásticas en el mundo, el crecimiento de las resinas
biodegradables es muy alto. Existe una combinación de
factores que está impulsando el crecimiento y aceptación
de las resinas biodegradables, estos son:
- El precio ascendente y alto de las resinas derivadas del petróleo.
- La concienciación de los consumidores sobre la necesi-
dad de proteger el medio ambiente, adquiriendo productos
‘más ecológicos’.
- La madurez tecnológica ya alcanzada en la generación
básica de productos con estas resinas.
- Las leyes gubernamentales que se están gestando en va-
rios países, especialmente de Europa, fomentando el uso
de estos productos biodegradables.
- La exclusión de sistemas de gestión de residuos tales
como los vertederos y la mala imagen de la valorización
energética como solución final.
Ante esta perspectiva Ecoembes ha considerado necesario
determinar el impacto de los denominados bioplásticos en
la cadena de gestión de la recuperación y reciclaje de los
plásticos convencionales y, en concreto, en la gestión de
envases. La Cátedra Ecoembes de medioambiente de la
Universidad Politécnica de Madrid está desarrollando un
G
Envases y bioplasticos 2Tecnologías y materiales preparados para los tiempos que corren
Se define como ‘envase composta-ble’ a aquel que es biodegradable,generando básicamente dióxido decarbono, agua y humus, a una velo-cidad similar a la de los materialesorgánicos sencillos
envases
17GUIAGRAFICA
G
proyecto para responder a esta necesidad. Se define como
‘envase compostable’ a aquel que es biodegradable, ge-
nerando básicamente dióxido de carbono, agua y humus,
a una velocidad similar a la de los materiales orgánicos
sencillos (por ejemplo la celulosa) y que no deja residuos
tóxicos ni visibles.
Proyecto bioplásticoEl proyecto define y concreta los criterios de diferenciación
entre plásticos biodegradables y BPL y, sobre todo, el alcance
del llamado certificado de compostabilidad de estos envases.
Se define como ‘envase compostable’ a aquel que es bio-
degradable, generando básicamente dióxido de carbono,
agua, y humus, a una velocidad similar a la de los ma-
teriales orgánicos sencillos (por ejemplo la celulosa) y
que no deja residuos tóxicos ni visibles. Existe norma-
tiva en la Unión Europea, como la Norma EN 13432 en
vigencia desde enero de 2005, entre otras, que permite
certificar los plásticos compostables y los envases fa-
bricados a partir de éstos, de forma tal que el consumidor
pueda distinguirlos fácilmente. La certificación y el etique-
tado de los bioplásticos como biodegradables/compos-
tables, permitiría tratar estos materiales post-consumo
junto con la fracción orgánica (restos de comida, poda,
papeles, etc.) de los residuos sólidos urbanos en plantas
de compostaje.
Requisitos para que un envase plástico ob-tenga la etiqueta de ‘compostable’:- Biodegradabilidad (90% antes de seis meses).
- Desintegrabilidad: la fragmentación y la pérdida de visi-
bilidad del residuo en el compost final (ausencia de conta-
minación visual). Esto se mide con el ensayo de
compostaje (EN 14045), en el que el material tiene que
estar desintegrado antes de 3 meses, con un tamaño infe-
rior a 2 milímetros y que alcance al 90% de la masa inicial.
- Ausencia de efectos negativos en el propio proceso
de compostaje.
- Bajos niveles de metales pesados (por debajo de los va-
lores máximos predefinidos), y la ausencia de efectos ne-
gativos sobre la calidad del compost (por ejemplo, la
reducción de valor agronómico y la presencia de efectos
ecotóxicos en el crecimiento de las plantas).
- Otros parámetros físico-químicos que no deben ser dife-
rentes de los del control del compost después de la degra-
dación: pH, salinidad, sólidos volátiles, N, P, Mg y K. Por
tanto, bajo esta hipótesis, la razón de ser de los envases
de BPL es que su residuo final vaya a gestionarse junto con
la materia orgánica para producción de compost.
Problemáticas que se plantean con el uso de bioenvasesLa tendencia del mercado de los envases es sustituir de
los centros comerciales los embalajes de plástico sintético
para frutas y comidas envasadas por otros fabricados de
biopolímeros. Esto evitaría, según sus fabricantes, que mu-
chísimos de los envases acabasen en los vertederos y se
podrían compostar directamente con la materia orgánica.
Numerosas cadenas de supermercados y almacenes en
Europa están favoreciendo el uso de estos envases biode-
gradables para satisfacer el interés de los consumidores
de reducir el uso de fuentes fósiles y evitar el cambio cli-
mático. Las empresas saben que los envases biodegrada-
bles tienen aceptación entre el público con conciencia
ambiental y quieren mostrar su apoyo al desarrollo soste-
nible adoptándolos en sus planes de mercado.
Dentro del conjunto de envases plásti-cos degradables, los BPL (plásticos bio-degradables) se presentan como unaoportunidad en el conjunto de estrate-gias ambientales demandadas por lasociedad. Sin embargo, las limitacionestécnicas a la hora de gestionar de manerasostenible sus residuos, son aun elevadas

Diseño, fabricación y comunicación para envases¿Sabias que?
GUIAGRAFICA18
envases
ConclusionesDentro del conjunto de envases plásticos degradables, los BPL
se presentan como una oportunidad en el conjunto de estrategias
ambientales demandadas por la sociedad. Sin embargo, las limi-
taciones técnicas a la hora de gestionar de manera sostenible sus
residuos, son aun elevadas. Las evidencias se traducen en:
- El mercado de BPL será un mercado de sustitución, bá-
sicamente por la escasez de materias primas necesarias y
competencia frente a otros sectores tales como el bioener-
gético y el de la alimentación.
- El logro de la biodegradabilidad total y ausencia de fito-
toxicidad, se está investigando en la actualidad. Para al-
gunos biopolímeros no se alcanzan los niveles deseados.
- Se precisaría desarrollar una infraestructura para recoger
y procesar polímeros biodegradables como una opción
disponible para la eliminación de residuos.
- Necesidad de una normativa a nivel internacional que dis-
tinga o califique entre plásticos biodegradables de los plás-
ticos reciclables.
- La creación de la ‘etiqueta ecológica’, basada en el im-
pacto del ciclo de vida de un bioenvase (incluidos los ma-
teriales en bruto, el consumo de energía, las emisiones de
fabricación y la eliminación de los residuos).
- Educación y concienciación sobre los biopolímeros. Los
consumidores tendrán que aprender que los biopolímeros
deben ser separados con los residuos orgánicos (si se dis-
pone de separación) o para reciclar (cuando corresponda)
y se desarrolle la tecnología precisa.
G
A rtiosCAD es el software para el diseño de estruc-
turas de envases más popular del mundo. Con
herramientas dedicadas diseñadas especial-
mente para los profesionales del sector de los envases, en
el diseño de estructuras, desarrollo de productos, prototi-
pos virtuales y fabricación, ArtiosCAD aumenta la produc-
tividad por toda su empresa.
ArtiosCAD es el producto ideal para todos los diseñadores
de cartón ondulado y estuches plegables. Las herramien-
tas de diseño y maquetaje de ArtiosCAD incluyen las fun-
ciones que los diseñadores estructurales necesitan para
realizar su trabajo con precisión y eficacia. Las funciones
de alineación de herramientas y captura proporcionan in-
formación gráfica, ayudando tanto a los experimentados
como a los nuevos usuarios, que resultan inmediatamente
más productivos. Su completa integración 3D permite la
generación rápida de prototipos de diseños y presentacio-
nes, eliminando los errores de comunicación y reduciendo
los ciclos de revisión del diseño.
19GUIAGRAFICA
Las funciones de ArtiosCAD para el trazado y el diseño de uti-
llaje pueden utilizarse para crear trazados de plancha y utillaje
del troquel - optimizando el equipo de producción que sera
utilizado en la fabricación.
La base de datos integrada y sus características informa-
tivas mejoran la comunicación en el interior de su empresa
y también con los proveedores externos. Los plugin de Ar-
tiosCAD para Adobe® Illustrator® crean verdaderamente
el primer flujo de trabajo de ciclo completo para los dise-
ñadores gráficos y estructurales.
Ventajas clave- Las magníficas herramientas de dibujo aumentan la pro-
ductividad del diseñador
- Los Smart Standards ahorran tiempo y disminuyen los
errores el modelado y el diseño 3D proporcionan rápida-
mente prototipos y presentaciones
- Potente y eficiente diseño de trazado y utillaje
- La base de datos relacional ofrece búsquedas flexibles
en la librería e informes
Dibujo desarrollado para la productividadArtiosCAD demuestra en todo el mundo que ningún otro
sistema proporciona tiempos de respuesta más cortos a
sus clientes. Se han creado potentes herramientas de ma-
quetado en Designer, exclusivamente para diseñadores y
fabricantes de troqueles, donde se utiliza extensa informa
ción gráfica para que ArtiosCAD sea fácil de aprender y utilizar.
Muchas de las herramientas de diseño funcionan automática-
mente para ayudar a los diseñadores a resultar más producti-
vos. Por ejemplo, la herramienta Dimensionado automático
puede utilizarse para añadir automáticamente dimensiones a
todo un dibujo o solo a una área seleccionada.
envases G

GUIAGRAFICA20
flexografía
La flexografía (flexography)
es un sistema de impre-
sión en altorrelieve (las
zonas de la plancha que imprimen
estan más altas que aquellas que
no deben imprimir). Al igual que en
la tipografía, xilografía o linogra-
bado, la tinta se deposita sobre la
plancha, que a su vez presiona di-
rectamente el sustrato imprimible,
dejando la mancha allí donde ha to-
cado la superficie a imprimir.
Lo que distingue la flexografía de la
tipografía (de la que es un derivado)
es que la plancha es de un material
gomoso y flexible (de ahí su nombre
de flexo-grafía). Este sistema de im-
presión se conocía en principio
como "impresión a la anilina" o im-
presión con goma. Tras algunos intentos en Inglaterra, nació de-
finitivamente en Francia a finales del siglo XIX como método para
estampar envases y paquetes de diverso tipo a partir del uso de
prensas tipográficas en las que se sustituyeron las planchas
usuales por otras a base de caucho.
Gracias al desarrollo de los tintes a la anilina, de gran colorido, y
de materiales plásticos como el celofán, la impresión a la anilina
tuvo una gran aplicación en el mundo de los envases de todo
tipo. Despues de la II Guerra Mundial, las tintas de base alcohó-
lica y acuosa fueron sustituyendo a las de anílina (que es tóxica)
y en 1952 el proceso pasó a denominarse. La aparición de sis-
temas entintadores de cámara (chambered systems) y de plan-
chas basadas en fotopolímeros (en lugar de las tradicionales de
caucho) y los avances en las tintas de base acuosa y de los cilin-
dors anilox de cerámica han mejorado enormemente este sistema
de impresión, que en la actualidad ha sustituido casi por completo
a la tipografía tradicional en trabajos de gran volumen.
G
FlexomaníaConceptos básicos, la flexografía ante otros sistemas de impresión
Ver referencias del gráfico en la página siguiente “Como funciona la flexografía”
flexografía
21GUIAGRAFICA
G
Cómo funciona la flexografíaEn el siguiente esquema (muy simplificado), podemos ver
cómo funciona una rotativa flexográfica:
1. Se prepara la plancha con un material flexible y gomoso;
la imagen impresa de forma invertida (en espejo). Las
zonas que van a imprimir van en relieve con respecto a las
zonas no imprimibles.
2. La plancha se ajusta al cilindro portaforma o portaplancha.
3. Se engancha el papel o sustrato al sistema.
4. Un cilindro de cerámica o acero (el cilindro anilox), cubierto
de miles de huecos en forma de celdillas, recibirá la tinta.
Una vez en marcha, una cámara cerrada proporciona tinta
a un cilindro anilox. Una manigueta extremadamente pre-
cisa, elimina el sobrante de tinta del cilindro e impide que
la tinta escape de la cámara.
5. Al girar, el cilindro anilox entra a su vez en contacto directo con
la plancha, situada en el cilindro portaplancha y le proporciona
tinta en las zonas de relieve. Las zonas más bajas quedan secas.
El uso del cilindro anilox es esencial para distribuir la tinta de
forma uniforme y continuada sobre la plancha.
6. La plancha, ya entintada, sigue girando y entra en suave con-
tacto directo con el sustrato (que puede ser papel, cartón o algún
tipo de celofán). El cilindro de impresión sirve para mantener el
sustrato en posición.
7. El sustrato recibe la imagen de tinta de la plancha y sale ya
impreso, secándose de forma muy rápida.
Ese proceso imprime un color. Cada sistema de cilin-
dros/plancha/mojado/entintado es un cuerpo de rotativa
capaz de imprimir un color. Para imprimir cuatro colores
hacen falta cuatro cuerpos, aunque las variantes y posi-
bilidades son muy numerosas.
Planchas, tintas y sustratos para flexografíaLas planchasAl igual que en tipografía, la plancha es de lectura negativa y, al
ser flexible, para que la plancha quede bien ajustada, la coloca-
ción en el cilindro portaplancha implica una cierta deformación
de la plancha, lo que debe ser tenido en cuenta al crearla (hay
fórmulas y programas para calcular y corregir esa deformación).
Las planchas tradicionales eran de algún tipo de goma. En la ac-
tualidad la mayoría son de algún tipo de fotopolímero (materiales
flexibles de tipo plástico sensibles a la luz). Estas planchas son
más duraderas y permiten acabados con mayor detalle.
Las tintasLas tintas de flexografía son no grasas (su base es alcohólica o
acuosa). Tienen poca viscosidad y secan muy rápido (por eso
es un proceso de impresión muy ágil).
Son translúcidas: No son opacas y cuando imprimimos una tinta
encima de otra, los colores se suman, no se tapan (mezcla de co-
lores sustractiva: los pigmentos sustraen luz). Los sistemas más
tradicionales de flexografía tenían depósitos de tinta abiertos, lo
que hacía que se produjeran pérdidas y deshechos por su eva-
poración. Los sistemas dispensadores de tinta mediante cámaras
cerradas (enclosed chambered systems) han sido un gran avance.
Los sustratosDebido a la adaptabilidad de sus planchas y al rápido secado
de sus tintas, la flexografía admite muchos tipos de sustrato
siempre ha destacado en la impresión de envases con materiales
de superficies desiguales: Cartón corrugado, tetrabriks y enva-
ses de alimentos, bolsas, etiquetas, etc… La mejora de calidad
del sistema ha permitido incluso la tímida entrada de la flexogra-
fía en mercados editoriales de bajo costo. Incluso hoy día no es
raro encontrar sistemas flexográficos combinados con offset y
huecograbado para la aplicación de barnices o similares.
Algunas ventajas e inconvenientesLas planchas flexibles, se adaptan fácilmente a superficies
razonablemente desiguales, por lo que se puede imprimir en
materiales como cartón corrugado y otro tipo de embalajes
sin aplicar mucha presión (kiss printing). las características
del sustrato imprimible y de las planchas hacen que la flexo-
grafía no sea un proceso de impresión de precisión similar al
huecograbado o la litografía offset. Aunque es un sistema re-
lativamente simple, para mantener un nivel de calidad elevado
hay debe mantenerse un estricto control, sino el color puede
ser muy desigual y la impresión puede tener halos o zonas
desiguales. La velocidad del sistema y el rápido secado ayu-
dan a que los reventados trapping) del proceso sean menores
de lo que la falta de detalle del sustrato y la plancha podrían
necesitar. Las características de la plancha y los sustratos
hacen que las lineaturas y tamaños mínimos de tipografía re-
producibles sean más limitados que en procesos como el off-
set o el huecograbado. El costo de las planchas es mayor que
en litografía offset, pero las planchas aguantan tiradas bastante
largas y son mucho más baratas que las de huecograbado.
Fuera de setUna descripción básica pero muy importante para quienes esten interesados en este sistema
GUIAGRAFICA22
offset
La litografía offsetLa litografía offset (offset lithography), una variante indirecta
de la litografía de la fue descubierta hacia 1904 por Ira W.
Rubel, un impresor de Nueva Jersey (Estados Unidos).
Rubel descubrió accidentalmente que cuando la plancha
imprimía la imagen sobre una superficie de caucho y el
papel entraba en contacto con ésta, la imagen que el cau-
cho reproducía en el papel era mucho mejor que la que
producía la plancha directamente. La razón de esta mejora
es que la plancha de caucho, al
ser blanda y elástica se adapta al
papel mejor que las planchas de
cualquier tipo y transmite la tinta
de forma más homogénea.
Trabajando con esta idea de
pasar indirectamente (to offset) la
imagen de la plancha a una base
de de caucho, llamada mantilla
(blanket) y de ahí al papel, se
pudo comenzar a imprimir sobre
papeles de peor calidad y más
baratos de lo que se hacía tradi-
cionalmente.
A partir de entonces, la litografía
offset se convirtió en el procedi-
miento por excelencia de la im-
prenta comercial.
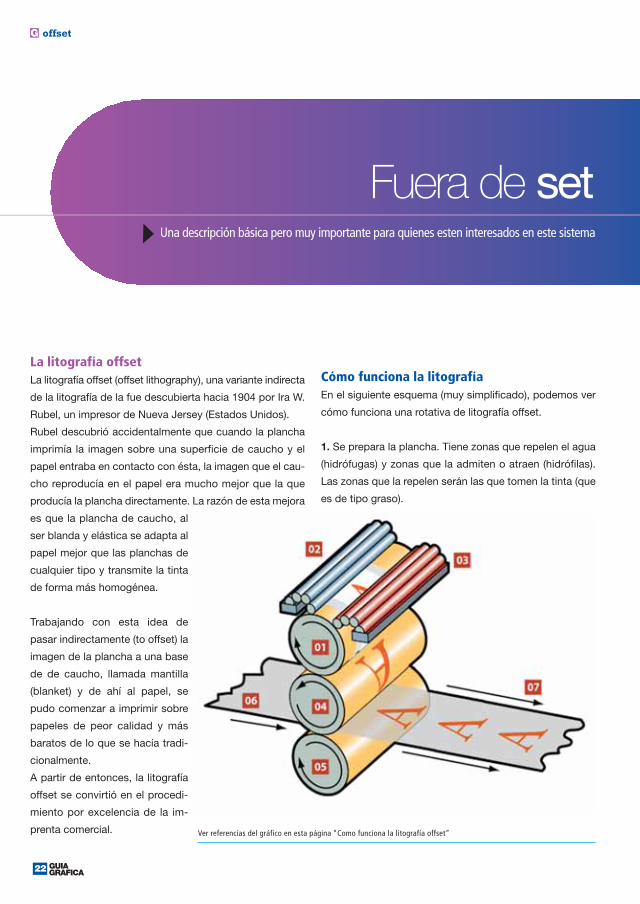
Cómo funciona la litografía En el siguiente esquema (muy simplificado), podemos ver
cómo funciona una rotativa de litografía offset.
1. Se prepara la plancha. Tiene zonas que repelen el agua
(hidrófugas) y zonas que la admiten o atraen (hidrófilas).
Las zonas que la repelen serán las que tomen la tinta (que
es de tipo graso).
G
Ver referencias del gráfico en esta página “Como funciona la litografía offset”

offset
23GUIAGRAFICA
2. La plancha de coloca sobre el cilindro portaforma o por-
taplancha (01) y se engancha el papel (06) al sistema.
3. Una vez en marcha, los cilindros de mojado (02) hu-
medecen con una solución especial las zonas de la
plancha que deben rechazar la tinta. Las zonas que se
van a imprimir están preparadas para rechazar el agua
y quedan sin humedecer.
4. La plancha sigue girando hasta llegar a los cilindros de
entintado (03), que depositan una tinta grasa en la plancha.
Como el agua repele la tinta, la plancha sólo toma tinta
donde se va a imprimir (o sea: en las zonas no "mojadas").
5. La plancha, ya entintada, sigue girando y entra en con-
tacto con el cilindro portacaucho (o4), cuya superficie de
caucho o similar es la mantilla. La imagen queda impresa
de forma invertida (en espejo) en ese cilindro, que gira en
sentido contrario a la plancha.
6. El papel (06) pasa entre el cilindro portacaucho y el ci-
lindro de impresión (05), que sirve para presionar el papel
contra la mantilla.
7. El papel recibe la imagen de tinta de la mantilla, que la
traspasa ya en forma correcta (sin invertir), y sale ya im-
preso (07).
Ese proceso imprime un color. Cada sistema de cilindros/plan-
cha/mojado/entintado es un cuerpo de rotativa capaz de im-
primir un color. Para imprimir cuatro colores hacen falta cuatro
cuerpos, aunque las variantes y posibilidades son muy nume-
rosas. Las máquinas de imprimir en pliegos (es decir: Papel
en grandes hojas, no en bobinas de papel continuo) funcionan
básicamente igual, aunque sus partes móviles sean distintas.
Planchas y tintas para litografía offset A diferencia de la litografía tradicional, En litografía offset
las planchas suelen ser de materiales metálicos como el
aluminio (preparado expresamente).
Además, la plancha es de lectura directa (no invertida en
espejo). Las planchas pueden ser positivas (usual en Eu-
ropa) o negativas (más corriente en Estados Unidos). En
cada caso, eso tiene sus ventajas e inconvenientes (la
plancha positiva es más difícil de trabajar pero tiene menor
ganancia de punto). Las tintas de offset son básicamente
grasas y translúcidas. Es decir: No son opacas y cuando
imprimimos una tinta encima de otra, los colores se suman,
no se tapan (mezcla de colores sustractiva: los pigmentos
sustraen luz).
La litografíaLa técnica "madre" de la impresión en plano (planografía: Pla-
nography) es la litografía (lithography), descubierta por el alemán
Alois Senefelder en 1796 cuando buscaba un método sencillo y
barato para hacer muchas copias de sus trabajos. Senefelder
descubrió casi por accidente que si se dibujaba con un lápiz
graso sobre una plancha de piedra caliza (porosa), se humedecía
la plancha y se entintaba con una tinta grasa, la tinta se quedaba
sólo allí donde había dibujo (debido a que la grasa atraía a la
grasa y el agua la repelía). Presionando un papel con esa plan-
cha se reproducía el dibujo con gran calidad y, lo que era mejor,
ese proceso de entintado-impresión se podía reproducir nu-
merosas veces antes de que se perdiera definición.
G
GUIAGRAFICA24
offset
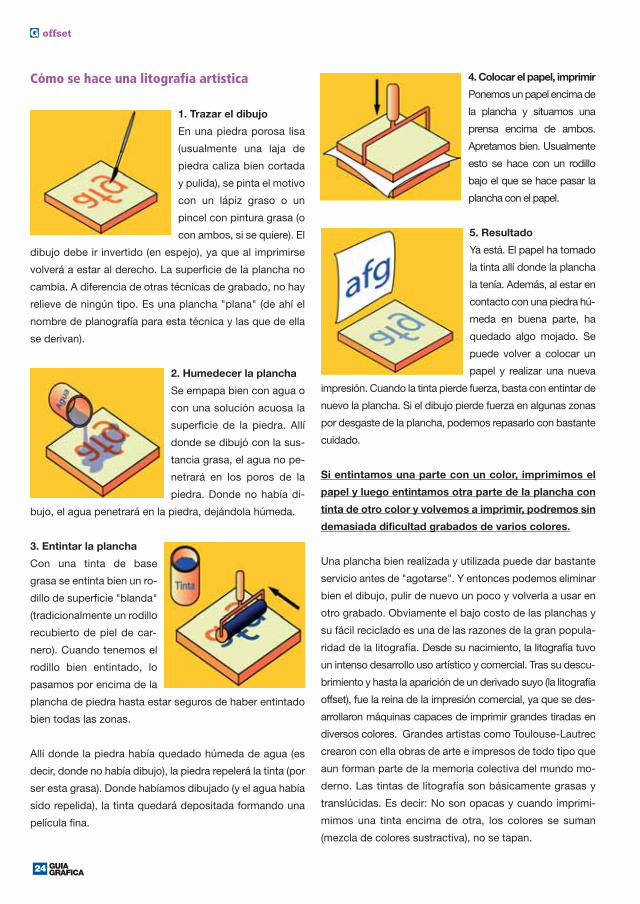
Cómo se hace una litografía artística
1. Trazar el dibujo
En una piedra porosa lisa
(usualmente una laja de
piedra caliza bien cortada
y pulida), se pinta el motivo
con un lápiz graso o un
pincel con pintura grasa (o
con ambos, si se quiere). El
dibujo debe ir invertido (en espejo), ya que al imprimirse
volverá a estar al derecho. La superficie de la plancha no
cambia. A diferencia de otras técnicas de grabado, no hay
relieve de ningún tipo. Es una plancha "plana" (de ahí el
nombre de planografía para esta técnica y las que de ella
se derivan).
2. Humedecer la plancha
Se empapa bien con agua o
con una solución acuosa la
superficie de la piedra. Allí
donde se dibujó con la sus-
tancia grasa, el agua no pe-
netrará en los poros de la
piedra. Donde no había di-
bujo, el agua penetrará en la piedra, dejándola húmeda.
3. Entintar la plancha
Con una tinta de base
grasa se entinta bien un ro-
dillo de superficie "blanda"
(tradicionalmente un rodillo
recubierto de piel de car-
nero). Cuando tenemos el
rodillo bien entintado, lo
pasamos por encima de la
plancha de piedra hasta estar seguros de haber entintado
bien todas las zonas.
Allí donde la piedra había quedado húmeda de agua (es
decir, donde no había dibujo), la piedra repelerá la tinta (por
ser esta grasa). Donde habíamos dibujado (y el agua había
sido repelida), la tinta quedará depositada formando una
película fina.
4. Colocar el papel, imprimir
Ponemos un papel encima de
la plancha y situamos una
prensa encima de ambos.
Apretamos bien. Usualmente
esto se hace con un rodillo
bajo el que se hace pasar la
plancha con el papel.
5. Resultado
Ya está. El papel ha tomado
la tinta allí donde la plancha
la tenía. Además, al estar en
contacto con una piedra hú-
meda en buena parte, ha
quedado algo mojado. Se
puede volver a colocar un
papel y realizar una nueva
impresión. Cuando la tinta pierde fuerza, basta con entintar de
nuevo la plancha. Si el dibujo pierde fuerza en algunas zonas
por desgaste de la plancha, podemos repasarlo con bastante
cuidado.
Si entintamos una parte con un color, imprimimos el
papel y luego entintamos otra parte de la plancha con
tinta de otro color y volvemos a imprimir, podremos sin
demasiada dificultad grabados de varios colores.
Una plancha bien realizada y utilizada puede dar bastante
servicio antes de "agotarse". Y entonces podemos eliminar
bien el dibujo, pulir de nuevo un poco y volverla a usar en
otro grabado. Obviamente el bajo costo de las planchas y
su fácil reciclado es una de las razones de la gran popula-
ridad de la litografía. Desde su nacimiento, la litografía tuvo
un intenso desarrollo uso artístico y comercial. Tras su descu-
brimiento y hasta la aparición de un derivado suyo (la litografía
offset), fue la reina de la impresión comercial, ya que se des-
arrollaron máquinas capaces de imprimir grandes tiradas en
diversos colores. Grandes artistas como Toulouse-Lautrec
crearon con ella obras de arte e impresos de todo tipo que
aun forman parte de la memoria colectiva del mundo mo-
derno. Las tintas de litografía son básicamente grasas y
translúcidas. Es decir: No son opacas y cuando imprimi-
mimos una tinta encima de otra, los colores se suman
(mezcla de colores sustractiva), no se tapan.
G

Tendencias de la Serigrafía
GUIAGRAFICA26
serigrafía
Hay quien define la serigrafía y la tampografía
como un "maquillaje" que da el toque final al
producto impreso. Quizá por este motivo este
sistema de impresión se asocia con la imagen y la publici-
dad, es el reclamo, el rojo brillante del embalaje de un pro-
ducto alimenticio o el dorado que adorna una caja de
botellas de cava. Este sistema de estampación ha sabido
aprovechar sus posibilidades técnicas para ganar terreno
en campo abonado, el sector del embalaje.
Las aplicaciones de la serigrafía y la tampografía en el em-
balaje flexible se multiplican gracias a la cantidad de ma-
teriales que admiten y que no se limitan únicamente,
–como en el caso del huecograbado o la flexografía–, a la
impresión de plásticos o papel, soportes que van, por lo
general, de bobina a bobina y que, una vez impresos, se
manipulan, laminan, cortan o acomplejan para su incorpo-
ración a las líneas de envasado. Cuando se habla del uso
de la serigrafía y la tampografía en la especialidad del em-
balaje flexible se engloban una serie de productos fabrica-
dos en polietileno, polipropileno, PVC, etc. A lo largo de los
útlimos años, en algunas ferias internacionales, hemos po-
dido ver máquinas de ink-jet en los stands de varias em-
presas de serigrafía que podían trabajar de bobina a bobina
en vez de hacerlo solo a hojas y que complementaban los
servicios ofrecidos por estas empresas.
Existen diversas máquinas serigráficas y sistemas o equi-
pos ink-jet que, combinados entre sí, sirven para la impre-
sión de soportes en los que se quiere destacar alguna
característica especial, como, por ejemplo, la inclusión de
una marca de oro en una caja de botellas de cava. Hasta
hace poco la impresión de este motivo podía hacerse con-
juntamente con el resto de la caja o embalaje, bien fuera en
offset o en flexografía, como sucede con las cajas impresas
en la Master Flex, donde la impresión del soporte se efectúa
de una sola pasada incorporando, a continuación, los siste-
mas de troquelaje, de modo que la caja sale ya lista para ser
G
¿Quien dijo que la serigrafía tiene los días contados?
Hasta hace poco era habitual que elimpresor de offset que efectuaba sustrabajos sobre plástico, papel, poliés-ter, polipropileno o polietileno, etc.,quisiera acabar su producto aportandoun barnizado general sobre dicho so-porte que destacara determinadas ca-racterísticas de los motivos impresos

serigrafía
27GUIAGRAFICA
introducida en las estaciones de embotellado. Siguiendo
con el ejemplo, la marca en color oro no alcanza tanta in-
tensidad utilizando otros sistemas de impresión como
cuando se realiza en serigrafía, un sistema muy adecuado
para la reproducción de colores brillantes debido a que los
pigmentos al ser depositados directamente sobre el so-
porte realzan mucho más el color. En otros sistemas de im-
presión, excepción hecha del huecograbado, las tintas
incorporan soluciones acuosas que reducen la intensidad
del color. Hemos citado el ejemplo de las cajas de cava
pero igualmente podemos destacar la impresión sobre so-
portes de polietileno transparente a hojas donde se com-
bina el offset con la serigrafía para destacar diferentes
motivos. Por ello, cualquier soporte –sea plástico, papel o
cartón o PVC flexible–, se considera elemento de embalaje
flexible si se efectúa la retención o anclaje mecánica de la
tinta serigráfica y tampográfica sin dificultades disponiendo
de características que lo hacen resistente al agua y a las
condiciones atmosféricas.
El acabado de un embalaje en serigrafíaHasta hace poco era habitual que el impresor de offset que
efectuaba sus trabajos sobre plástico, papel, poliéster, po-
lipropileno o polietileno, etc., quisiera acabar su producto
aportando un barnizado general sobre dicho soporte que
destacara determinadas características de los motivos im-
presos. Para ello, el impresor de offset consignaba la tota-
lidad de sus impresiones a un acabador final o impresor de
serigrafía que, al disponer de máquinas cilíndricas –donde
la impresión se hace mediante un cilindro central en vez de
en plano–, obtenía el acabado deseado. Este barnizado se
podía depositar sobre toda la superficie. Después la má-
quina la secaba llegando a alcanzar velocidades de más
de 3.000 hojas por hora. Utilizando la serigrafía, la aplica-
ción de barnizado sobre soportes de embalaje, tanto sean
flexibles como rígidos, no es tan rápida como en el caso
del offset, sin embargo, tiene la ventaja que al depositarlo
con formas y pigmentos diferentes dichos embalajes resis-
ten mejor las rayas y arañazos que se suelen producir
cuando se transportan las cajas impresas. Últimamente, el
número de talleres especializados en la aplicación de bar-
nices utilizando el sistema serigráfico se ha reducido de-
bido a que los impresores se han visto obligados a
incorporar dichas máquinas a su cadena gráfica para
poder atender los suministros JIT (entrega al instante) que
le encargan.
Por ejemplo, esto hace que empresas como las que impri-
men cajetillas de tabaco incorporen las máquinas de im-
presión serigráfica para introducir los motivos dorados,
verdes o azules que adornan el fondo, una vez impreso el
texto, conservando los controles de registro. Es decir, que
las tintas, tanto sean de offset como de serigrafía han de
casar entre sí.
Nuevas salidas para la imprenta serigráfica en el embalaje flexibleComo en el resto de los sistemas de impresión, la serigrafía
y la tampografía se enfrentan a los retos de las tiradas cada
vez más cortas, a veces, personalizadas, lo que se suele
denominar "impresión bajo demanda". Esto obliga a las im-
prentas serigráficas a convertirse en empresas de servicios
gráficos especializados, a dotarse de equipos y medios
para poder atender las tiradas cortas en un mercado es-
pecífico donde el denominador común es la reducción de
ejemplares a imprimir o manipular y el suministro al instante
de los encargos, por lo general, fraccionados o de sumi-
nistro a medida. También exige incorporar máquinas de im-
G
La imprenta serigráfica ha am-pliado su actividad y ha incorpo-rado los equipos llamados ink-jet,sistema piezoelectrónico, que tra-bajan con chorros de tinta UV paraimpresionar superficies de embala-jes tanto rígidos como flexibles

GUIAGRAFICA28
serigrafía
presión con diversos sistemas en una misma línea. En el
embalaje flexible y en el sector de la etiqueta, comproba-
mos como una máquina, por ejemplo la Ecoprint de Goebel
dispone de cuerpos de impresión offset, flexo y serigrafía,
en este caso, cilíndricos, todo ello para la impresión de
según qué trabajos y para la aportación de servicios com-
plementarios.
De este modo, es posible que una etiqueta de embalaje
flexible disponga de hasta 6 colores diferentes, parte de
los mismos impresos en forma diferente. Todos ellos im-
presos en la misma máquina, en línea. La imprenta serigrá-
fica ha ampliado su actividad y ha incorporado los equipos
llamados ink-jet, sistema piezoelectrónico, que trabajan
con chorros de tinta UV para impresionar superficies de
embalajes tanto rígidos como flexibles, y utilizan tintas que
resisten las condiciones atmosféricas exteriores durante
varios años. Se trata de un servicio complementario que
efectúa la imprenta serigráfica y que puede servir, en oca-
siones, para "embalar" o tapar la fachada de un edificio lle-
gando a tamaños que pueden alcanzar 25 m de altura.
Tanto se trate de imprimir banderas, pancartas o carteles,
ésta es una actividad complementaria de la serigrafía y la
tampografía ya que aporta una serie de servicios que an-
teriormente se encomendaban a empresas específicas. Por
tanto, no deja de representar un avance en cuanto a la cap-
tación de servicios que ofrece la serigrafía a los usuarios.
En resumen, no existe una frontera delimitada en cuanto a
las aplicaciones de la serigrafía y la tampografía sobre el
embalaje flexible. En algunas circunstancias se da la im-
presión de materiales con equipos que incorporan varios
sistemas de impresión. A veces se imprime vidrio que no
deja de ser también un embalaje. Otras veces son soportes
de polietileno o telas textiles donde se usan dos sistemas:
El de la serigrafía normal y el combinado con el chorro de
tinta que puede conseguir impresiones de soportes de
hasta 2 cm de grosor en plano. Asimismo, las modalidades
de impresión pueden ir de bobina a bobina, si bien, en la
actualidad, se suelen hacer también hasta 1.5 m de ancho,
en el caso del ink-jet, pudiendo imprimir incluso relieves.
El embalaje flexible desde hace algunas décadas ha ido in-
crementado su cuota de mercado. El flexible sobre sopor-
tes de polietileno, PVC o plástico, es el mayoritario. Otros
tipos de embalaje, también flexibles, aunque no sean de
plástico, sino de cartón, papel o vidrio, como los impresos
en serigrafía y tampografía, captan un mercado importante
por estar asociados con la publicidad, con la impresión o
estampación de imágenes sobre superficies que causan
un gran impacto en los compradores potenciales del pro-
ducto que contienen.
La serigrafía "remata" un producto impreso al darle el
toque final, como si fuera un maquillaje, que hace resaltar
con más viveza y colorido el mensaje que se quiere trans-
mitir. Un fondo oro, rojo, verde o azul, gana en intensidad
sobre cualquier soporte que se imprima o impresione. Hoy
por hoy, la serigrafía ocupa un lugar privilegiado a la hora
de reproducir un mensaje, adornándolo con las mejores
galas de los sistemas de impresión. Hay que reconocer
que este sistema ha sabido aprovechar sus posibilidades
técnicas lanzándose a la conquista de un nicho de mer-
cado vedado a otros sistemas.
El hecho de incorporar a sus actividades tradicionales la im-
presión digital y el ink-jet demuestra la pujanza de un sistema
de impresión o estampación, tal como se prefiera nombrar,
que tiene en el sector del embalaje –flexible o no–, un mercado
abonado y en el que cada día que pasa va ampliando su ac-
tividad al contar con unos medios y prestaciones, según los
casos, superiores a otros sistemas de impresión.
G
Hay que reconocer que la serigrafía ha sa-bido aprovechar sus posibilidades técnicaslanzándose a la conquista de un nicho demercado vedado a otros sistemas.
Embaladospor etiquetar
Soluciones para los sectores del packaging y el etiquetado
etiquetas
29GUIAGRAFICA
Se juega un papel importante entre las innovaciones
más recientes de Epson, como el caso de la com-
pañía lanzará su prensa de impresión digital de eti-
quetas (Epson Digital Label Press). Con la aclamada
tecnología de inyección de tinta Epson Micro Piezo, la Di-
gital Label Press está diseñada pensando en empresas que
desean producir tiradas cortas de etiquetas de gran calidad
y rentabilidad.
Ofrece suaves gradaciones y una extraordinaria calidad
de color sobre una gama amplia y flexible de soportes,
incluyendo semibrillo estándar, películas y etiquetas
mate en grosores de hasta 320 micrones y en rollos
desde 80 hasta 330 mm de ancho. La Epson Digital
Label Press imprime con una velocidad de hasta 5 me-
tros por minuto, y utiliza el sistema mejorado de 6 colo-
res con tintas pigmentadas Epson para reproducciones
de una extraordinaria precisión.
Además, Epson presenta la impresora de inyección de
tinta Epson Stylus Pro WT7900, que produce pruebas
de packaging de calidad profesional y muestras de una
excelente precisión.
La Stylus Pro WT7900 ofrece una sofisticada gestión del
color y una impresión precisa en una variedad de soportes
flexibles: metálicos, película y papel. Utilizando el juego de
cartuchos Epson UltraChrome HDR con tinta blanca, es
capaz de producir una extensa gama de color con la incre-
íble precisión que la industria del embalaje necesita.
Una característica clave es su capacidad para producir
blancos de gran densidad y precisas superposiciones
gracias a la primera tinta blanca de base acuosa del
mundo desarrollada específicamente por Epson para
esta impresora. Por último, las premiadas impresoras
de inyección de tinta Epson Stylus Pro entrarán en ac-
ción para mostrar las aplicaciones para fotografía de
gran formato, bellas artes, cartelería y creación de
pruebas en colaboración con destacados fabricantes
de software.
G
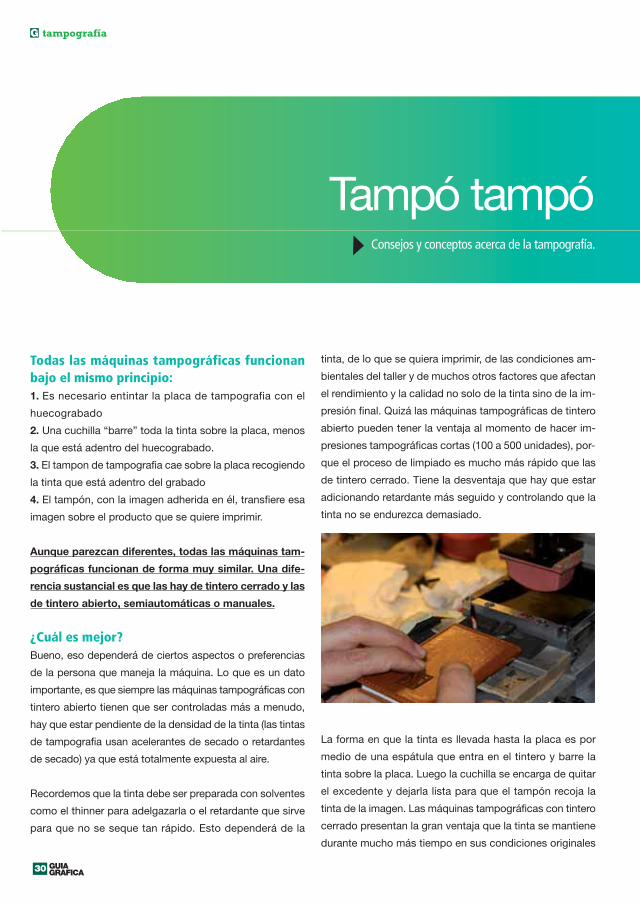
Tampó tampó
GUIAGRAFICA30
tampografía
Todas las máquinas tampográficas funcionanbajo el mismo principio:1. Es necesario entintar la placa de tampografia con el
huecograbado
2. Una cuchilla “barre” toda la tinta sobre la placa, menos
la que está adentro del huecograbado.
3. El tampon de tampografia cae sobre la placa recogiendo
la tinta que está adentro del grabado
4. El tampón, con la imagen adherida en él, transfiere esa
imagen sobre el producto que se quiere imprimir.
Aunque parezcan diferentes, todas las máquinas tam-
pográficas funcionan de forma muy similar. Una dife-
rencia sustancial es que las hay de tintero cerrado y las
de tintero abierto, semiautomáticas o manuales.
¿Cuál es mejor?Bueno, eso dependerá de ciertos aspectos o preferencias
de la persona que maneja la máquina. Lo que es un dato
importante, es que siempre las máquinas tampográficas con
tintero abierto tienen que ser controladas más a menudo,
hay que estar pendiente de la densidad de la tinta (las tintas
de tampografia usan acelerantes de secado o retardantes
de secado) ya que está totalmente expuesta al aire.
Recordemos que la tinta debe ser preparada con solventes
como el thinner para adelgazarla o el retardante que sirve
para que no se seque tan rápido. Esto dependerá de la
tinta, de lo que se quiera imprimir, de las condiciones am-
bientales del taller y de muchos otros factores que afectan
el rendimiento y la calidad no solo de la tinta sino de la im-
presión final. Quizá las máquinas tampográficas de tintero
abierto pueden tener la ventaja al momento de hacer im-
presiones tampográficas cortas (100 a 500 unidades), por-
que el proceso de limpiado es mucho más rápido que las
de tintero cerrado. Tiene la desventaja que hay que estar
adicionando retardante más seguido y controlando que la
tinta no se endurezca demasiado.
La forma en que la tinta es llevada hasta la placa es por
medio de una espátula que entra en el tintero y barre la
tinta sobre la placa. Luego la cuchilla se encarga de quitar
el excedente y dejarla lista para que el tampón recoja la
tinta de la imagen. Las máquinas tampográficas con tintero
cerrado presentan la gran ventaja que la tinta se mantiene
durante mucho más tiempo en sus condiciones originales
G
Consejos y conceptos acerca de la tampografía.

tampografía
31GUIAGRAFICA
de preparación, ya que no está expuesta directamente al
aire. Para tirajes cortos puede incluso prepararse la tinta
dentro del mismo recipiente (tintero) con retardante o thin-
ner y hacer la impresión sin ningún problema.
Cualquiera de las dos opciones presenta ventajas y desven-
tajas y tal vez influye más la preferencia del impresor. En cual-
quier caso, vale la pena mencionar que la tinta sobrante
después de terminado un trabajo, debe ser desechada si no
se piensa seguir imprimiendo. Al parar la máquina por un
tiempo, es necesario revisar las condiciones de la tinta (aun
en tinteros cerrados) para cerciorarse que está a punto
para imprimir. La forma en que las placas de tampografia
son sujetadas presenta también variantes. Las hay que se
sujetan con pines, otras lo hacen con mordazas y otras
más lo hacen por medio de un electroimán. Las tres opcio-
nes son igual de buenas y no hemos visto problemas es-
peciales con alguno de estos tipos.
La base donde se coloca el sustrato (objeto que queremos
imprimir) puede graduarse en altura y en movimientos en
cruz para que el sustrato quede alineado con la impresión.
Hay que hacer una serie de pruebas para encontrar el
punto justo donde la impresión quede alineada con el ob-
jetivo, pero no es algo complicado; bastan unas cuantas
pruebas para lograrlo.
Tampografía de 1, 2 o más colores:Las máquinas tampográficas de un color pueden imprimir
más colores, la única diferencia es que habrá que hacer un
tiraje extra por cada color adicional, sin la necesidad de un
carrusel que mueva las piezas de un tampón a otro (que
es su función principal). Una empresa a la que le maquilá-
bamos productos, compró una máquina tampográfica que
supuestamente era especializada y hecha a la medida para
sus artículos; sin embargo lo que le vendieron fue una má-
quina tampográfica normal con un carrusel para ir po-
niendo las piezas. Esto podría justificarse como una
decisión equivocada, pero es más que eso. La falta de co-
nocimiento no justifica semejante error ya que siempre
existe la posibilidad de contrar a un asesor. En este caso
particular, prefirieron hacer las cosas sin consultar y hoy
día tienen una máquina tampográfica que excede sus ne-
cesidades, que está sub utilizada y que además resultó
exageradamente cara.
¿A qué viene esto? Simplemente que nos demuestra la gran capacidad de adap-
tación y versatilidad de las máquinas de tampografía. Las má-
quinas tampográficas especializadas son hechas a la medida
para imprimír artículos exclusivos y sirven únicamente para
ese tipo de artículos; no se pueden usar para imprimir por
ejemplo, pelotas de golf y luego imprimír bolígrafos. Nues-
tro proveedor de placas puede fabricar bajo pedido má-
quinas especializadas; a la fecha ha fabricado máquinas
exclusivamente para la impresión de cepillos dentales, para
la impresión de catéteres de sueros entre otras. Para las
impresiones tampograficas, la elección de la máquina ade-
cuada a lo que se pretende hacer, es esencial. Una má-
quina de un solo color es capaz de imprimir a todo color
(en cuatro fases o impresiones) y depende únicamente de
dos factores: que las placas sean grabadas con el tramado
correcto y la capacidad del impresor para el centrado de
las piezas con respecto a la impresión. De esto hablaremos
en otra oportunidad.
Tampones de tampografíaEl proceso de elección del tampón de tampografía correcto
(printing pad en inglés) para una buena impresión es esen-
cial. Pero en tampografia, al igual que en las artes gráficas,
difícilmente se pueden establecer reglas fijas sobre los mé-
todos a usar, aunque sí existen parámetros muy útiles para
tomar la decisión correcta. Esto se debe a que las impre-
siones tampográficas se ven muy influidas por variables
ambientales (como por ejemplo la temperatura y la hume-
dad), razón por la cual se hace necesario controlar y reducir
la influencia de esas variables al mínimo posible. A los ojos
de alguien que no tenga la experiencia, tanto las impresio-
nes con serigrafía como las tampográficas son sumamente
simples, especialmente ésta última: transferir una imagen
desde un cliché hasta el sustrato elegido. Pero si no se
G
El proceso de elección del tampón co-rrecto (printing pad en inglés) para unabuena impresión es esencial. Pero en tam-pografia, al igual que en las artes gráficas,difícilmente se pueden establecer reglasfijas sobre los métodos a usar, aunque síexisten parámetros muy útiles para tomarla decisión correcta.

GUIAGRAFICA32
tampografía
toman en cuenta los factores ambientales y sí no se elige
el tampón adecuado, simplemente no se puede imprimir el
trabajo con calidad.
Ahora veamos algunas características relevan-tes de los tampones de tampografia:
Su forma:Antes que nada, vale la pena explicar por que razón ningún
tampón es plano y todos sin excepción, tienen puntas redon-
das o en ángulos. Si un tampón fuera plano, al momento de
hacer contacto con el cliché (placas de tampografia), podría
atrapar burbujas de aire entre el cliché y el tampón mismo.
Si ocurre esto, estas burbujas de aire impedirían que la
tinta de tampografia se adhiera al tampón y por lo tanto, la
imagen quedaría con bordes vacíos. El objetivo que las
puntas sean redondas o con ángulos, es para que el tam-
pón vaya haciendo contacto con el cliché desde su centro
hasta sus bordes exteriores por la acción de la presión de
la máquina tampográfica. Las imágenes incluidas pueden
dar una mejor idea de esto y son más que explícitas para
comprender el proceso. Este factor es sumamente impor-
tante en el proceso de impresión, por eso los tampones de
tampografía casi siempre tienen estas formas (o están ba-
sados en éstas): redondos, rectangulares o en forma de
barra con la punta en ángulo como se muestra en la si-
guiente imagen.
Esto se debe a que las impresiones tampográficas se ven muy
influidas por variables ambientales (como por ejemplo la tempe-
ratura y la humedad), razón por la cual se hace necesario con-
trolar y reducir la influencia de esas variables al mínimo posible.
A los ojos de alguien que no tenga la experiencia, tanto las im-
presiones con serigrafía como las tampográficas son suma-
mente simples, especialmente ésta última: transferir una imagen
desde un cliché hasta el sustrato elegido. Pero si no se toman
en cuenta los factores ambientales y sí no se elige el tampón
adecuado, simplemente no se puede imprimir el trabajo con ca-
lidad. Ahora veamos algunas características relevantes de los
tampones de tampografia:
Su forma:Antes que nada, vale la pena explicar por que razón ningún
tampón es plano y todos sin excepción, tienen puntas re-
dondas o en ángulos. Si un tampón fuera plano, al mo-
mento de hacer contacto con el cliché (placas de
tampografia), podría atrapar burbujas de aire entre el cliché
y el tampón mismo. Si ocurre esto, estas burbujas de aire
impedirían que la tinta de tampografia se adhiera al tampón
y por lo tanto, la imagen quedaría con bordes vacíos. El
objetivo que las puntas sean redondas o con ángulos, es
para que el tampón vaya haciendo contacto con el cliché
desde su centro hasta sus bordes exteriores por la acción
de la presión de la máquina tampográfica. Las imágenes
incluidas pueden dar una mejor idea de esto y son más que
explícitas para comprender el proceso. Este factor es su-
mamente importante en el proceso de impresión, por eso
los tampones de tampografía casi siempre tienen estas for-
mas (o están basados en éstas): redondos, rectangulares
o en forma de barra con la punta en ángulo como se mues-
tra en la siguiente imagen.
Independientemente de su forma, todo tampón PRIMERO
debe hacer contacto sobre el cliché en su parte central, la
presión ejercida por cualquiera de las máquinas tampográ-
ficas que existen en el mercado, lo hará expandirse poco
a poco sobre el cliché, evitando que queden burbujas de
aire. Nunca, y esto es una regla, hay que usar un tampón
completamente plano (y nunca hemos visto uno) ya que
esa forma no permite la salida del aire (sería como dejar caer una
tabla sobre una superficie con líquido: salpicaría y la misma
forma de la tabla genera burbujas en el líquido). Aclarado esto,
podemos entonces seguir con el siguiente concepto. Proxima-
mente veremos otros factores a tomar en cuenta para la
elección de los tampones adecuados para lograr impresio-
nes tampograficas de calidad.
Elección del tampón de tampografia:El tamaño: Si tomáramos estos conceptos como una guía
para tampografía, podríamos entonces definir el concepto
G
Para que una imagen se imprima sindistorsión (o la menor distorsión posi-ble), mientras más grande el tampón,es mejor; normalmente es el espacioentre el cliché y los bordes de la má-quina misma, los que determinan el ta-maño a utilizar.

tampografía
33GUIAGRAFICA
siguiente: Para que una imagen se imprima sin distorsión (o la
menor distorsión posible), mientras más grande el tampón, es
mejor; normalmente es el espacio entre el cliché (placas de tam-
pografia) y los bordes de la máquina misma, los que determinan
el tamaño a utilizar. Para ser más claros: se usa el tampon de
tampografia que se ajuste al tamaño del cliché sin dañarse en
los bordes que sujetan la placa. Aademás, siempre hay que
mantener un control estricto sobre las tintas de tampografia que
estemos utilizando. No resulta muy difícil encontrar el tampón
de tampografía adecuado y regularmente se usa un mismo tipo
para la mayoría de trabajos. En raras ocasiones se necesitan
tampones con características muy especiales (ver la siguiente
imagen) y que se salen de lo que podríamos definir como “nor-
males”. Pedirlos puede ser sumamente caro, y es aquí donde
interviene no solo la experiencia del impresor, sino también la
creatividad y la gran flexibilidad de las máquinas tampográficas
manuales o automáticas. Puede resultar mucho más barato
hacer impresiones tampograficas de los artículos con dos tam-
pones diferentes en dos procesos separados.
¿Como elegir el tampón de tampografía adecuado?• Elegir el tampón que, por su forma y a simple vista, pueda
ser el adecuado. Luego hacer pruebas para verificar que
está recogiendo la imagen correctamente (esto es, que
todos los bordes y la imagen en general, no presenten agu-
jeros y esté claramente definida).
• Si el resultado no es satisfactorio, ver en que parte del
tampón la imagen sí está bien definida. Luego, buscar otro
tampón con características similares pero que sea más
largo o más ancho y que abarque de mejor manera la ima-
gen en el cliché.
• Si esto no da resultados satisfactorios, hacer pruebas
con tampones que en apariencia, no son los adecuados.
Algunas veces ángulos más pronunciados en un tampón
pueden ser la solución aunque a simple vista pareciera no
ser el apropiado.
• Cuando la imagen presente partes sin tinta, normalmente
significa que hay burbujas de aire atrapadas al momento
en que el tampón cae sobre el cliché. Es necesario hacer
una revisión para verificar que el silicón no esté agrietado
o presente daños.
• Siempre es aconsejable graduar la presión de la máquina
al mínimo ya que esto evitará que el tampón se comprima
demasiado y distorsione la imagen. Un dato importante es
que si el tampón es muy pequeño, es seguro que habrá
distorsión debido a que la imagen en el cliché quedará muy
cercana al borde del cliché, por lo tanto nunca es aconse-
jable utilizar un tampón que sea casi del mismo tamaño
que el grabado en el cliché.
• Pueden haber casos donde ningún tampón se adecue a
la imagen. Si mandar a fabricar un tampón no es posible,
una solución puede ser la manipulación de la imagen en el
arte antes de grabar el cliché. Para ello habrá que hacer
una prueba de impresión y medir la distorsión de la imagen en
el sustrato. Luego se procede a compensar esa distorsión en
el arte. De esta manera puede solucionarse el problema, aun-
que necesariamente habrá que hacer varias pruebas antes de
grabar en definitiva la imagen en el cliché.
G
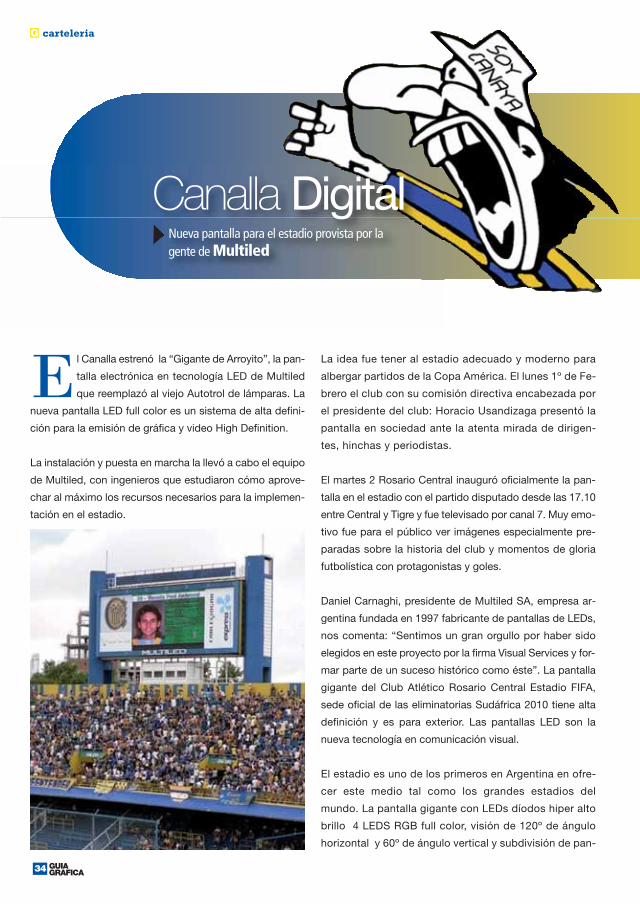
GUIAGRAFICA34
carteleria
E l Canalla estrenó la “Gigante de Arroyito”, la pan-
talla electrónica en tecnología LED de Multiled
que reemplazó al viejo Autotrol de lámparas. La
nueva pantalla LED full color es un sistema de alta defini-
ción para la emisión de gráfica y video High Definition.
La instalación y puesta en marcha la llevó a cabo el equipo
de Multiled, con ingenieros que estudiaron cómo aprove-
char al máximo los recursos necesarios para la implemen-
tación en el estadio.
La idea fue tener al estadio adecuado y moderno para
albergar partidos de la Copa América. El lunes 1º de Fe-
brero el club con su comisión directiva encabezada por
el presidente del club: Horacio Usandizaga presentó la
pantalla en sociedad ante la atenta mirada de dirigen-
tes, hinchas y periodistas.
El martes 2 Rosario Central inauguró oficialmente la pan-
talla en el estadio con el partido disputado desde las 17.10
entre Central y Tigre y fue televisado por canal 7. Muy emo-
tivo fue para el público ver imágenes especialmente pre-
paradas sobre la historia del club y momentos de gloria
futbolística con protagonistas y goles.
Daniel Carnaghi, presidente de Multiled SA, empresa ar-
gentina fundada en 1997 fabricante de pantallas de LEDs,
nos comenta: “Sentimos un gran orgullo por haber sido
elegidos en este proyecto por la firma Visual Services y for-
mar parte de un suceso histórico como éste”. La pantalla
gigante del Club Atlético Rosario Central Estadio FIFA,
sede oficial de las eliminatorias Sudáfrica 2010 tiene alta
definición y es para exterior. Las pantallas LED son la
nueva tecnología en comunicación visual.
El estadio es uno de los primeros en Argentina en ofre-
cer este medio tal como los grandes estadios del
mundo. La pantalla gigante con LEDs díodos hiper alto
brillo 4 LEDS RGB full color, visión de 120º de ángulo
horizontal y 60º de ángulo vertical y subdivisión de pan-
G
Canalla DigitalNueva pantalla para el estadio provista por lagente de Multiled
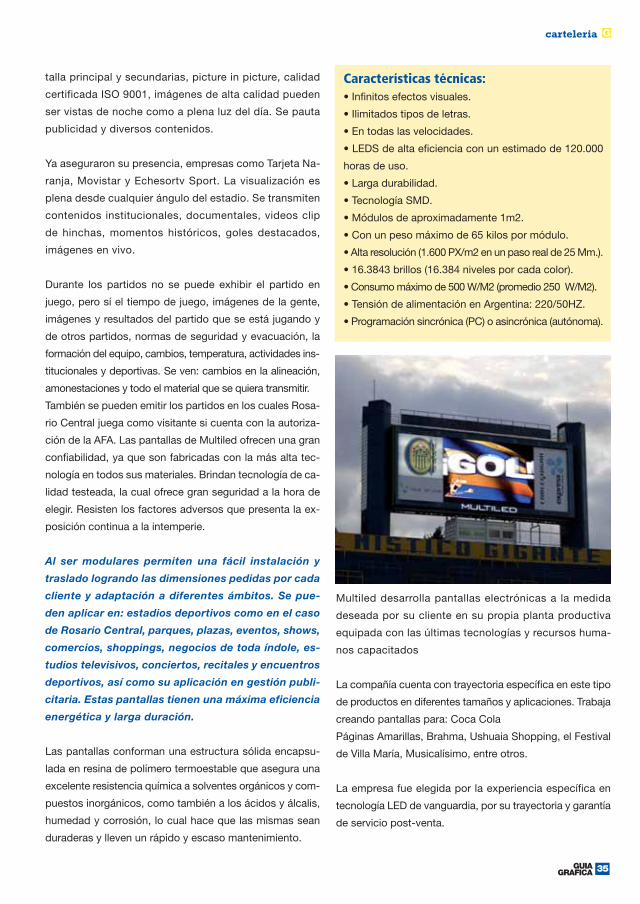
carteleria
35GUIAGRAFICA
G
talla principal y secundarias, picture in picture, calidad
certificada ISO 9001, imágenes de alta calidad pueden
ser vistas de noche como a plena luz del día. Se pauta
publicidad y diversos contenidos.
Ya aseguraron su presencia, empresas como Tarjeta Na-
ranja, Movistar y Echesortv Sport. La visualización es
plena desde cualquier ángulo del estadio. Se transmiten
contenidos institucionales, documentales, videos clip
de hinchas, momentos históricos, goles destacados,
imágenes en vivo.
Durante los partidos no se puede exhibir el partido en
juego, pero sí el tiempo de juego, imágenes de la gente,
imágenes y resultados del partido que se está jugando y
de otros partidos, normas de seguridad y evacuación, la
formación del equipo, cambios, temperatura, actividades ins-
titucionales y deportivas. Se ven: cambios en la alineación,
amonestaciones y todo el material que se quiera transmitir.
También se pueden emitir los partidos en los cuales Rosa-
rio Central juega como visitante si cuenta con la autoriza-
ción de la AFA. Las pantallas de Multiled ofrecen una gran
confiabilidad, ya que son fabricadas con la más alta tec-
nología en todos sus materiales. Brindan tecnología de ca-
lidad testeada, la cual ofrece gran seguridad a la hora de
elegir. Resisten los factores adversos que presenta la ex-
posición continua a la intemperie.
Al ser modulares permiten una fácil instalación y
traslado logrando las dimensiones pedidas por cada
cliente y adaptación a diferentes ámbitos. Se pue-
den aplicar en: estadios deportivos como en el caso
de Rosario Central, parques, plazas, eventos, shows,
comercios, shoppings, negocios de toda índole, es-
tudios televisivos, conciertos, recitales y encuentros
deportivos, así como su aplicación en gestión publi-
citaria. Estas pantallas tienen una máxima eficiencia
energética y larga duración.
Las pantallas conforman una estructura sólida encapsu-
lada en resina de polímero termoestable que asegura una
excelente resistencia química a solventes orgánicos y com-
puestos inorgánicos, como también a los ácidos y álcalis,
humedad y corrosión, lo cual hace que las mismas sean
duraderas y lleven un rápido y escaso mantenimiento.
Características técnicas:• Infinitos efectos visuales.
• Ilimitados tipos de letras.
• En todas las velocidades.
• LEDS de alta eficiencia con un estimado de 120.000
horas de uso.
• Larga durabilidad.
• Tecnología SMD.
• Módulos de aproximadamente 1m2.
• Con un peso máximo de 65 kilos por módulo.
• Alta resolución (1.600 PX/m2 en un paso real de 25 Mm.).
• 16.3843 brillos (16.384 niveles por cada color).
• Consumo máximo de 500 W/M2 (promedio 250 W/M2).
• Tensión de alimentación en Argentina: 220/50HZ.
• Programación sincrónica (PC) o asincrónica (autónoma).
Multiled desarrolla pantallas electrónicas a la medida
deseada por su cliente en su propia planta productiva
equipada con las últimas tecnologías y recursos huma-
nos capacitados
La compañía cuenta con trayectoria específica en este tipo
de productos en diferentes tamaños y aplicaciones. Trabaja
creando pantallas para: Coca Cola
Páginas Amarillas, Brahma, Ushuaia Shopping, el Festival
de Villa María, Musicalísimo, entre otros.
La empresa fue elegida por la experiencia específica en
tecnología LED de vanguardia, por su trayectoria y garantía
de servicio post-venta.
Con el buche llenoCosedoras y embuchadoras de última generación para la industria gráfica
GUIAGRAFICA36
encuadernación
Hohner cuenta con una experiencia y un éxito de 75años en la construcción de maquinaria y una es-pecialización de más de 50 años en el campo de
la post-impresión. Esta experiencia y tradición, combinadacon la expansión tecnológica del área comercial en direc-ción al perfeccionamiento de sus cabezales cosedores y ala producción de trenes de encuadernación completa-mente automatizados, conforman los pilares de su orien-tación hacia el futuro. Con ello garantizan una cooperaciónexitosa a largo plazo.Fiabilidad y robustez, unidos a unos tiempos de prepara-ción muy cortos y a la sencillez de manejo de sus produc-tos son los distintivos de la tecnología Hohner en el campode la post-impresión, especialmente en el segmento delcosido por alambre.
Hoy en día, Hohner es el único fabricante capaz de ofrecersoluciones apropiadas y a todos los niveles de producción,en cuanto a cosido por alambre se refiere.
Después de haber presentado de forma extensa en núme-ros anteriores, toda la gama de Cabezales de grapa y ma-quinas cosedoras que la firma Hohner propone al mercadográfico, presentamos las Cosedoras Embuchadoras de úl-tima generación:
Las ventajas:- Ajuste completamente automático de todos los com-ponentes/unidades. El posicionamiento de los cabeza-les cosedores se realizan igualmente de formaautomática sin ningún tipo de ajuste manual- Menú sencillo y visualización atractiva por medio depantalla táctil y símbolos claros para el control y la mo-nitorización de casi todos los componentes.- Altura ergonómica de los alimentadores.- Requiere personal mínimo.- Formato máximo sin cortar: 460 x 320 -350 mm.- Formato máximo cortado: 432 x 340 mm.- Engrase centralizado y automático que reducen al mí-nimo los tiempos de mantenimiento.- Regulación motorizada en todos los elementos, inclu-yendo los cabezales cosedores. - Cuchillas de corte montada sobre estructura depuente y columnas.- 6 cojinetes lineales para mayor precisión en el corte ydurabilidad de las cuchillas. - Diagnósticos de fallos a distancia.- Sistema modular con amplias posibilidades de adap-tación a sus necesidades.- Conexión JDF (opcional).
Durante los últimos meses, se llevaron a cabo por parte dela firma Hohner el rediseño parcial la Cosedora Embucha-dora HSB 10.000 S dotándola de la última tecnología.
La nueva versión HSB 10.000 S incorpora los nuevos mar-cadores que han sido rediseñados para optimizar los ajus-tes para cualquier tipo de papel y gramajes.
Igualmente, se han modificados las guías laterales dentrode los marcadores para eliminar por completos las indese-ables marcas producidas por el exceso de presión sobrelos pliegos.
G
Nueva embuchadora HSB 10.000 S totalmente automática y computarizada:

encuadernación
37GUIAGRAFICA
Flexible y eficiente.La nueva HSB 10.000 S, es la solución con mayor orienta-ción hacia al futuro y una de las mejores herramientas paraoptimizar la cadena de producción toda vez que su manejorequiere muy poco personal.
En un mercado con tiradas cada vez más cortas y más va-riadas la HSB 10.000 S, con un formato hasta DIN A3, esla Cosedora Embuchadora automatizada –incluido Stacker- de mayor flexibilidad y rapidez de cambio de todo elmercado. Su programación “inteligente” garantiza la in-tegración automatizada de todos los parámetros y con-figuraciones en el sistema. Esto asegura que las tareasya realizadas puedan ser repetidas en cualquier mo-mento pulsando un solo botón, ya que todos los com-ponentes se ajustan automáticamente a cualquierproceso anteriormente configurado y guardado en me-moria. La nueva Embuchadora Cosedora automatizadaHSB 10.000 S combina perfectamente y hábilmente lasexigencias de calidad y eficiencia con la habitual facili-dad de manejo de Hohner.
Ajustes sin herramientas:La nueva HSB 8.000 es la solución para tiradas pequeñasy medianas. Tras unas dimensiones compactas, Vd. des-cubrirá las grandes ventajas y el know how de esta Cose-dora Embuchadora automática.
Por ejemplo, los cambios de medidas se realizan sin he-rramientas, lo que significa un precioso ahorro de tiempoen la preparación de la maquina, mayor eficiencia y con-secuentemente, una mayor rentabilidad. Con el mínimo depersonal, esta Cosedora Embuchadora puede producirhasta 8.000 productos por hora de gran calidad, sin ningúntipo de error de grapado.
Y para redondear sus prestaciones, la HSB 8.000 es el trende grapa de mayor formato, capaz de procesar formatosde hasta 360 x 350 mm. El cosido opcional con grapaomega también forma parte de sus prestaciones.
La nueva HSB 8.000 es una versión perfeccionada de la HSB7.000, introducida en el mercado en 2004. La mayor produc-tividad de 8.000 ciclos/h es sólo una de las numerosas opti-mizaciones realizadas a partir del modelo anterior.
Se ha optimizado la alimentación de los pliegos medianteun novedoso sistema de aspiración individual y progresivaque permite tener un mayor control sobre los mismos. Lospasos de la cadena recolectora fueron acortados para ga-rantizar un transporte de los pliegos más suave y seguro,incluso con los materiales más ligeros, mientras que un lis-tón de pinzas mejorado aumenta la estabilidad de produc-ción y disminuye la propensión a fallos.
Otra ventaja es la envidiable robustez y capacidad mejo-rada de la guillotina trilateral, que sigue claramente la téc-nica y el diseño de su “hermana mayor”, la HSB 10.000, yposibilita un nuevo grosor de corte de 10 mm en lugar delos 8 mm anteriores.
El sistema de corte de esta trilateral reposa sobre 6 co-lumnas equipadas con cojinetes lineales que garantizanuna extrema calidad del corte, un desgaste nulo de lasguías y una vida útil de las cuchillas mucho mas largaque otros sistemas. También la unidad grapadora fueoptimizada para un funcionamiento más silencioso yuna mayor durabilidad.
Con respecto a los formatos, las funciones básicas y la ex-celente facilidad de manejo, la HSB 8.000 ha cambiadopoco con relación al HSB 7.000; Se ha mantenido y con-servado todos los puntos positivos de la versión anterior.Con la nueva HSB 8.000 el cliente puede confiar en la con-trastada calidad de Hohner, en su sencillez de manejo yunos tiempos de ajustes extremadamente cortos para unaproductividad aún mayor.
Las ventajas:• Sistema modular con amplias posibilidades de adap-tación a sus necesidades (varias posibilidades de am-pliación opcionales: desde un alimentador manual hasta8 alimentadores automáticos de pliegos, alimentadorde cubiertas automático, ajuste para producción doble,conmutación 2:1, control de grapa, apilador en cruz,sistema de transporte del retal de corte)• Los tambores tomadores de pliegos de doble tamaño.• Cuchillas de corte montada sobre estructura depuente y columnas.• 6 cojinetes lineales para mayor precisión en el corte ydurabilidad de las cuchillas.• Formato máximo apaisado sin parangón (340 mmdespués del corte).• No se producen marcas sobre las cubiertas ya que lascintas se detienen durante el corte. • Cosido y posicionado de grapas perfectos.• Dimensiones compactas con alto rendimiento para lo-cales y talleres con espacio reducido.• Requiere personal mínimo.• Altura ergonómica para un fácil manejo.
G
Nueva cosedora embuchadora HSB 8.000
GUIAGRAFICA38
etiquetas
Debido a la gran oferta de productos en todos los
sectores, cada día hay que buscar mejores opcio-
nes para diferenciarse de la competencia. Un as-
pecto clave es –y debe ser– el diseño de la etiqueta, pues
siempre está a la vista y cumple con diferentes objetivos.
Hablando en lenguaje de mercadologos, la etiqueta es el
elemento clave del empaque de un producto debido que:
1) Cumplir con obligaciones legales con respeto a informa-
ción al consumidor.
2) Ofrecer un espacio donde transmitir el mensaje principal
de la marca y demás aspectos de publicidad. Otra infor-
mación contenida en la etiqueta es obligatoria, depen-
diendo del sector al que pertenece el producto. Se
recomienda considerar las reglas impartidas por las nor-
mas oficiales NOM con respecto a las etiquetas. Algunos
ejemplos de la práctica al día de hoy:
a) Alimentos: Los alimentos que se venden en las tiendas
deben incluir en sus envases la siguiente información: de-
nominación comercial, nombre y dirección del fabricante
(y del envasador), relación de ingredientes, peso (neto y
drenado, si procede) y fecha tope de conservación. Tam-
bién se expresan los contenidos en calorías, nutrientes y
otros datos, como características especiales de determi-
nados artículos. En todos los casos debe quedar garanti-
zado que lo expresado mediante palabras y dibujos en los
envases y etiquetas responde a la realidad de forma inequí-
voca. No deben faltar ni la fecha de caducidad ni el modo
de almacenamiento recomendado
b) Bebidas alcohólicas: Dichas etiquetas adicionalmente a
lo anterior, y por obligación, mencionan detalles sobre el conte-
nido alcohólico e indicaciones acerca de riesgos de consumo
c) Cigarros: Los empaques de productos que llevan ta-
baco, por reglamentos legales y para proteger al consumi-
dor, deben llevar indicaciones sobre el consume y los
daños a la salud
d) Cosméticos: Por tratarse de químicos, los productos
cosméticos se describen en la etiqueta y el empaque in-
cluyendo información acerca del modo de empleo y las
precauciones a tomar en caso de algún contacto no dese-
ado, por ejemplo con los ojos
e) Farmacéuticos: Deben informar sobre contenidos, vo-
lúmenes, modos de empleo e incluyen señalamientos tales
como “maneje fuera de alcance de niños”, entre otros
Una vez que la etiqueta cumple con todas las normas y de-
talles que sirven a la información del consumidor, es hora
de pensar en ¿cómo aprovechar este espacio tan valioso
para la transmisión de mensajes y para lograr que el pro-
ducto se diferencie de la competencia?
El secreto de la diferenciación está en la decoración y los
acabados que se dé a la etiqueta. ¿Cómo lograr que el
consumidor reconozca la marca en toda la gama de pro-
ductos del mismo fabricante? ¿Cómo atraer al cliente sin
saturar más aún la información de la etiqueta? ¿Cómo
construir un valor agregado en la etiqueta que justifica un
precio más elevado? ¿Cómo representar algo tradicional
G
Tecnoetiquetas
La etiqueta es uno de los elementos que nos proporcionan diferenciación con la competencía

etiquetas
39GUIAGRAFICA
G
(que le deja tranquilo al consumidor y transmite estabilidad)
y algo innovador (para no ser aburrido) en la misma eti-
queta? ¿Cómo comunicar promociones?
¿Qué tienen los seres humanos y los cuervos en común? “Todo lo que brilla y parece metalizado les atrae” Entonces se
recomienda ampliamente considerar elementos metalizados
en el diseño de etiquetas con el objetivo de destacar entre
todos los productos ofertados. ¿Pero cómo se logran?
Uno de los procesos más tradicionales y aún muy actuales
en la decoración de etiquetas que ayuda a lograr la mayoría
de estos objetivos es el hot stamping. En el estampado por
calor se decoran los sustratos (en este caso la etiqueta)
por medio de un dado que conlleva el diseño del estam-
pado con películas especiales aplicando calor y presión
durante cierto tiempo de contacto.
Las películas en su mayor parte son metalizadas y al apli-
carse queda el diseño inserto en el sustrato en colores me-
talizados (dependiendo de la película usada). Por medio
del hot stamping se resaltan ciertos elementos, gráficos o
de texto, dentro de la etiqueta. Es posible usar este tipo de
decoraciones tanto en impresión flexográfica y Offset, pues
el estampado del foil puede ser tanto en máquinas de
cama plana como cilíndricas.
Una tecnología relativamente nueva para la decoración de
etiquetas es el cold foiling. En México existen varios fabri-
cantes de etiquetas que utilizan este proceso con mucho
éxito. En el cold foiling, primero se aplica un adhesivo (UV)
al sustrato, ya sea en proceso offset o flexo. El siguiente
paso es la aplicación de la película metalizada justamente
en los espacios donde se depositó el adhesivo.
Luego sigue el secado de UV antes de que el poliéster de
la película sea retirado y la etiqueta siga su camino en la
máquina de impresión. Gracias a la posibilidad de sobreim-
presión, se procede posteriormente a la metalización (el cold
foil plata se maneja como un color adicional) los colores de la
selección de color y/o de pantone para lograr una etiqueta de
alta calidad con colores y efectos específicos.
Las oportunidades que ofrece esta nueva tecnología son in-
mensas e incluyen la posibilidad de crear colores corporativos
metalizados sin necesidad de depender de la disponibilidad
de tintas metalizadas o películas de hot stamping en cierto
color. Más bien con la aplicación de película simplemente pla-
teada (metalizada sin pigmentos), y la combinación de colores
que el diseñador de la etiqueta decida, se logra el color espe-
cífico que permite crear y mantener una imagen de marca de
forma muy especial. También existen oportunidades para eti-
quetas de productos, que hasta la fecha no conllevan acaba-
dos metalizados, para volúmenes bajos o materiales que están
sensibles al calor. Este sistema permite flexibilidad y bajo costo
en cambios de diseño sin necesidad de aplicar calor en el mo-
mento de aplicación.
Existe también una tendencia a buscar la diferenciación de eti-
quetas gracias a efectos holográficos y/o la aplicación de ho-
logramas. En procesos de hot stamping y cold foiling existe
una amplia gama de diseños disponibles para el mercado que
permite crear una imagen de alto valor del producto y crear
confianza en los productos etiquetados de esta manera. Por
ejemplo, se escoge un diseño de estrellas que se repita en
todos los productos del mismo fabricante – las etiquetas de
los diferentes productos siempre llevarán las estrellas – quizá
variando el color de fondo.
Existe también una tendencia a bus-car la diferenciación de etiquetas gra-cias a efectos holográficos y/o laaplicación de hologramas. En proce-sos de hot stamping y cold foilingexiste una amplia gama de diseñosdisponibles para el mercado
GUIAGRAFICA40
plásticos
Se puede afirmar que frente a los otros materiales
de envasado de bebidas, el vidrio y el aluminio, el
plástico PET tiene unas grandes ventajas: es resis-
tente la rotura y a la presión interna (posibilita envasar be-
bidas con alto contenido de gas), posee baja permeabilidad,
es liviano, y a nivel estético presenta mejor brillo y transpa-
rencia. Para los envases PET, el mercado de bebidas gase-
osas tradicionales ya está maduro y evolucionando con una
tendencia hacia bebidas más naturales y livianas. Las
nuevas bebidas, (aguas saborizadas sin gas y finamente
gasificadas), están tomando parte de dicho mercado, es-
pecialmente en la gente joven.
Asimismo el mercado de agua mineral natural tradicional
también está evolucionando hacia aguas con característi-
cas especiales (rica en determinados minerales, bajo con-
tenido de sodio, hidratantes para uso deportivo, con
antioxidantes, con vitaminas, etc.).
El desarrollo y la ampliación de las posibilidades del envasado
con plástico PET fue posible gracias a avances técnicos, como
en los procesos de inyección y soplado, que permitieron in-
corporar al material otras propiedades que los convertían en
aptos para bebidas con otras características.
Las innovaciones más utilizadas son:- Envases para llenado en caliente (Hot fill)
Esta tecnología se utiliza para soplar envases de PET para el lle-
nado de bebidas a altas temperaturas (85/90ºC). Los envases
son soplados en condiciones especiales que dan como
resultado una alta resistencia a la temperatura de llenado. Tam-
bién se requiere trabajar sobre el diseño de los envases
para evitar las deformaciones de los mismos al volver el
producto a la temperatura ambiente.
- Envases de barrera
Mediante diferentes tecnologías se busca fundamentalmente
que el envase tenga una barrera para evitar la entrada y salida
de gases (fundamentalmente oxígeno) que deterioran el pro-
ducto envasado. Con esto se logra un mayor tiempo de vida
(shelf life) del producto en el mercado.
Los más desarrollados son:- Envases Multicapa
Consiste en inyectar y soplar envases con al menos dos
capas de PET (interna y externa) y una capa en el medio
que actúa como barrera.
- Envases con recubrimiento
Consiste en recubrir las paredes internas del envase du-
rante el proceso de soplado con un producto que actúa
como barrera.
- Absorbedor de oxígeno
Esta moderna tecnología ha desarrollado materias primas
PET con un aditivo que tiene la propiedad de absorber oxí-
geno. En lugar de evitar la entrada de oxígeno como en el
caso de los envases de barrera, con esta tecnología el oxí-
geno que ingresa al envase es absorbido por el mismo
G
Envases PETEl envasado en plástico PET ofrece ventajas que ningun otro material tiene.
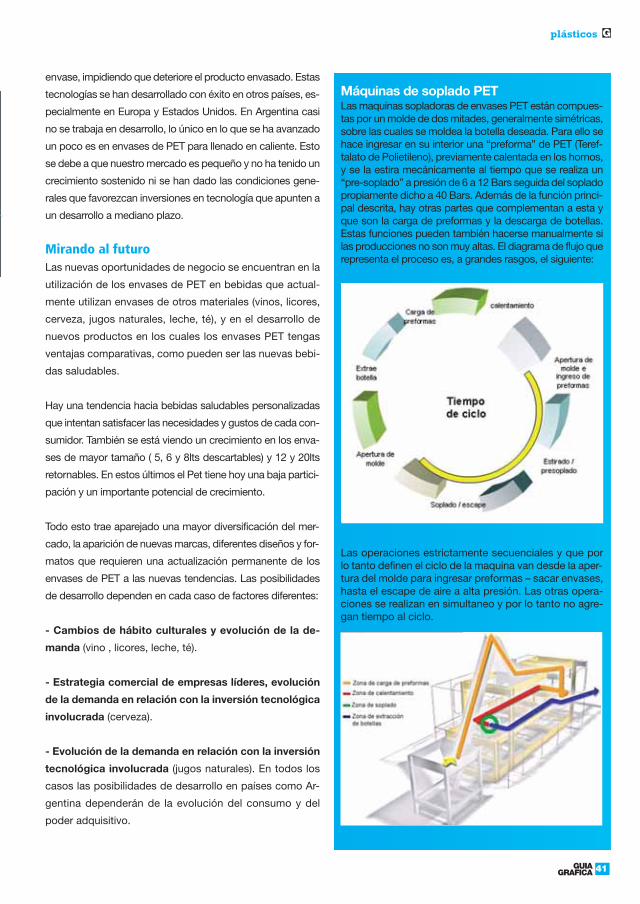
plásticos
41GUIAGRAFICA
G
envase, impidiendo que deteriore el producto envasado. Estas
tecnologías se han desarrollado con éxito en otros países, es-
pecialmente en Europa y Estados Unidos. En Argentina casi
no se trabaja en desarrollo, lo único en lo que se ha avanzado
un poco es en envases de PET para llenado en caliente. Esto
se debe a que nuestro mercado es pequeño y no ha tenido un
crecimiento sostenido ni se han dado las condiciones gene-
rales que favorezcan inversiones en tecnología que apunten a
un desarrollo a mediano plazo.
Mirando al futuroLas nuevas oportunidades de negocio se encuentran en la
utilización de los envases de PET en bebidas que actual-
mente utilizan envases de otros materiales (vinos, licores,
cerveza, jugos naturales, leche, té), y en el desarrollo de
nuevos productos en los cuales los envases PET tengas
ventajas comparativas, como pueden ser las nuevas bebi-
das saludables.
Hay una tendencia hacia bebidas saludables personalizadas
que intentan satisfacer las necesidades y gustos de cada con-
sumidor. También se está viendo un crecimiento en los enva-
ses de mayor tamaño ( 5, 6 y 8lts descartables) y 12 y 20lts
retornables. En estos últimos el Pet tiene hoy una baja partici-
pación y un importante potencial de crecimiento.
Todo esto trae aparejado una mayor diversificación del mer-
cado, la aparición de nuevas marcas, diferentes diseños y for-
matos que requieren una actualización permanente de los
envases de PET a las nuevas tendencias. Las posibilidades
de desarrollo dependen en cada caso de factores diferentes:
- Cambios de hábito culturales y evolución de la de-
manda (vino , licores, leche, té).
- Estrategia comercial de empresas líderes, evolución
de la demanda en relación con la inversión tecnológica
involucrada (cerveza).
- Evolución de la demanda en relación con la inversión
tecnológica involucrada (jugos naturales). En todos los
casos las posibilidades de desarrollo en países como Ar-
gentina dependerán de la evolución del consumo y del
poder adquisitivo.
Máquinas de soplado PETLas maquinas sopladoras de envases PET están compues-tas por un molde de dos mitades, generalmente simétricas,sobre las cuales se moldea la botella deseada. Para ello sehace ingresar en su interior una “preforma” de PET (Teref-talato de Polietileno), previamente calentada en los hornos,y se la estira mecánicamente al tiempo que se realiza un“pre-soplado” a presión de 6 a 12 Bars seguida del sopladopropiamente dicho a 40 Bars. Además de la función princi-pal descrita, hay otras partes que complementan a esta yque son la carga de preformas y la descarga de botellas.Estas funciones pueden también hacerse manualmente silas producciones no son muy altas. El diagrama de flujo querepresenta el proceso es, a grandes rasgos, el siguiente:
Las operaciones estrictamente secuenciales y que porlo tanto definen el ciclo de la maquina van desde la aper-tura del molde para ingresar preformas – sacar envases,hasta el escape de aire a alta presión. Las otras opera-ciones se realizan en simultaneo y por lo tanto no agre-gan tiempo al ciclo.

GUIAGRAFICA42
diseño
No es prueba contractualLo primero es recordar qué es una prueba de color: Una
simulación a través de un aparato (usualmente una im-
presora de cierta calidad) de cómo será el resultado si
se imprimiese en un segundo aparato (normalmente una
prensa de imprenta).
En pruebas, como en todo, hay calidades (mejores y peo-
res). Cuanto más se aparte una prueba de los resultados
que saldrán en el aparato final, peor será la prueba. Gracias
a la colorimetría, esa "distancia" de error se puede medir y
eso permite establecer unos valores mínimos dentro de los
cuales la prueba es aceptable y, superados los cuales, la
prueba no se puede considerar una prueba válida.
Cuando una prueba se halla dentro de los márgenes estable-
cidos en un acuerdo de impresión, podemos hablar de una
prueba contractual (es decir: Que el proveedor y el cliente
acuerdan que los resultados deben atenerse a la prueba y vi-
ceversa según un margen de tolerancia acordado).
Todo esto se aclara, para indicar que en esta nota no se
esta realmente hablando de cómo hacer pruebas contrac-
tuales, sino simplemente de cómo hacer pruebas internas
de trabajo para ir viendo cómo está quedando un trabajo
antes de hacer pruebas definitivas.
Qué se necesitaSin embargo, hay cinco cosas que son imprescindibles para lo-
grar imprimir unas pruebas razonablemente aceptables:
1. Una impresora aceptable:Que disponga de un gamut de color lo
bastante amplio y un comportamiento
lo bastante estable. Dicho de otro
modo: El espacio color de esa impre-
sora debe ser mayor que los de los dispositivos que queremos
reproducir para que no haya colores fuera de gama y su forma
de representar los colores debe ser constante. Si los colores del
resultado final caen fuera de la gama de tonos que la impresora
puede reproducir, no será posible representarlos (con lo cual no
habrá prueba). Dicho de otro modo: El espacio de color repre-
sentado por el perfil de la impresora debe abarcar el espacio de
color representado por el perfil del dispositivo final para poder
representar los colores posibles.. Eso excluye la posibilidad de
representar muchos trabajos con tintas directas salvo que se
trate de un aparato muy avan-
zado (de seis o más tintas) que
disponga de una gama muy
amplia (y las tintas metálicas,
fluorescentes y barnices quedan
excluidas en cualquier caso
salvo que tengas una impresora
especial al efecto).
2. Un papel con un tono más blanco que el delpapel finaly, si es posible, que sea parecido en textura o aca-
bado (si pudiera ser el papel original en el que se va a imprimir,
sería perfecto pero no es imprescindible que sea así).
3. Un perfil de color del dispositivo de prueba:(la impresora en la que vamos a hacer las pruebas) hecho sobre
G
Trucos de diseñoSi eres un servicio de preimpresión o un profesional que disponede un RIP avanzado, posiblemente no necesitarás esto, porqueya controlarás la impresión y gestión de tus pruebas. Pero sihaces tus pruebas sin ese RIP especializado y usas InDesign, se-guramente querrás hacer pruebas de tus trabajos.
diseño
43GUIAGRAFICA
G
el papel que vamos a usar para hacer la prueba. Recordemos
que no vale un perfil hecho con otro papel (un perfil reproduce
una combinación impresora-tintas-papel, no sólo la impresora).
4. Un perfil de color del dispositivo que sequiere emular: Es decir el perfil de la prensa o rotativa
en la que vamos a imprimir las copias finales. En muchos
casos puede ser un perfil de un espacio estándar como
Europe ISO Coated FOGRA27. Para hacer el perfil de la im-
presora de prueba hará falta un espectrofotómetro (o al-
guien que te lo haga). Afortunadamente están bajando
mucho de precio y existen productos como el ColorMunki,
de X-Rite, que a un precio accesible hace un trabajo rápido
y satisfactorio.
5. Un documento bien construido: Para termi-
nar, el documento debe estar construido con el perfil de
color adecuado al aparato final (es decir, la prensa Europe
ISO Coated FOGRA27), con sus perfiles asignados. Si vas
a hacer modificaciones será imprescindible un monitor bien
calibrado. En realidad eso es tan necesario, que casi lo doy
por descontado en cualquier trabajo.
El procedimiento en InDesign Si tenemos un documento en InDesign que vamos a imprimiren una prensa que sigue el estándar Europe ISO CoatedFOGRA27 y contamos con los materiales antes menciona-dos, éste es el sistema. Vamos al menú "Archivo - Imprimir":En la pestaña "Salida":o Salida: CMYK compuesto (si el aparato final es CMYKcomo suele ser el caso en imprenta tradicional).o Simular sobreimpresión: Marcamos la opción al ser unaimpresión compuesta. En ese mismo menú, en la pestaña "Administración de color":o Imprimir: Escogemos la opción "Prueba".o Administración de color: "Dejar que InDesign determinelos colores".o Perfil de impresora: El perfil de la impresora y papel deprueba (esto es esencial, no se debe elegir el perfil de des-tino final sino el del aparato de prueba).o Simular color de papel: En principio, deberíamos dejar mar-cada esta casilla, aunque si el papel que estamos usando esde por si igual o extremadamente parecido al que se va ausar al final, podemos plantearnos no usar esta opción.
En Photoshop…El procedimiento es similar al de InDesign aunque un pocomás complicado (por tener más opciones con las que con-fundirse). En mi opinión, el método más sencillo y rápido es:
1. Crear un ajuste de pruebaVamos al menú "Vista - Ajuste de prueba - Personalizar":o Condiciones de prueba: Marcamos el perfil del disposi-tivo que queremos emular (o sea, la imprenta final con supapel); por ejemplo "ISONewspaper26v4", que es un perfilde periódico en color estandarizado de Ifra.o Mantener valores: (si estuviera activa, que no va a ser elcaso) Desmarcamos la casilla.o Interpretación: Marcamos "Absoluto colorimétrico" (loque desactiva la "compensación de punto negro").o Opciones de visualización (en pantalla): Elegimos "Simu-lar color del papel" (lo que desactiva "Simular tinta negra",ya que la incluye).o A continuación, vamos a "Guardar" y guardamos ese
ajuste de prueba con el nombre que nos parezca másapropiado; por ejemplo: "Periodico ISO Ifra26v4".
2. ImprimirVamos al menú "Archivo - Imprimir con vista previa" y,aparte de otros ajustes que podramos hacer, en la zona"Gestión de color"…:o Imprimir: Marcamos la opción "Prueba".o Opciones - Manejo de color: pedimos "Dejar que Pho-toshop determine los colores".o Perfil de impresora: Elegimos el perfil de la impresora quevamos a usar para hacer las pruebas; en nuestro caso, porejemplo, una Epson.o Valor de ajuste de prueba: Ponemos el ajuste de pruebaque hemos creado antes y marcamos la casilla de "Simularcolor del papel".
Comentarios finalesCon la representación colorimétrica absoluta (es decir, simu-lando el color del papel final), las primeras veces se tendrá lasensación de que la prueba está mal. Aparte de que es po-sible que haya errores, recomiendo recortar las rebabas blan-cas del papel de prueba. El ojo tiende a comensar blancos yal recortar las rebabas evitamos la comparación incons-ciente. Para obtener una mejor valoración, las pruebas debenverse bajo una luz razonablemente adecuada al lado de unimpreso original en es el mismo papel y método. es más queposible que lo que le parecía tan amarillo y desviado no lofuera cuando está al lado de lo que intenta emular.
Si no dispones de una iluminación artificial, acérquese a unaventana y mire la prueba con luz solar (indirecta, claro). Unaprueba casera (por buena que sea) no sustituye a una pruebacontractual, sólo la complementa. Puede ser que el perfil delaparato final no describa de verdad el espacio de color delos impresos finales. No sería la primera imprenta que, paratener mejor imagen, dice imprimir siguiendo el estándar tal ycual sin ser cierto o, al menos, sin estar dentro de los márge-nes de tolerancia aceptables (que, por cierto, los mismos es-tándares fijan en su propia descripción).
La oficina sin papeles
GUIAGRAFICA44
software
Qué es el formato PDFLas siglas PDF corresponden a la expresión inglesa Porta-
ble File Document ("fichero de documento trasladable").
Como su nombre implica, es un formato de datos que se
puede usar para describir documentos. Adobe, la firma que
desarrolló el PDF, comercializa programas capaces de
crear, editar y ver ficheros en formato PDF. Dado que las
especificaciones de este formato de ficheros están públi-
camente disponibles, muchas compañías han desarrollado
sus propios programas para usar PDFs. En el ámbito de la
preimpresión, el formato PDF se usa cada vez más para in-
tercambiar información entre distintas aplicaciones.
El formato PDF se puede usar para:• Crear documentos electrónicos. Los PDF son los más
cercano que existe a la idea de "la oficina sin papeles".
• Intercambiar datos. Cada vez más aplicaciones pueden
leer ficheros PDF. Cada vez es más usual intecambiar
anuncios en formato PDF.
• Archivar datos. Existen programas en el mercado que
permiten indexar ficheros PDF para así poder crear una bi-
blioteca electrónica de ficheros PDF.
• Crear documentos interactivos. Los ficheros PDF se pue-
den usar como formularios electrónicos en los que los
datos que se introduzcan se pueden almacenar en una
base de datos.
Qué aspecto tiene un fichero PDFLos ficheros PDF suelen tener la extensión *.PDF. En orde-
nadores Macintosh, esto no es necesario, pero como
quiera que los PDFs son fácilmente intercambiables entre
distintas plataformas, es una buena idea usar siempre fi-
cheros con extensión.
Aunque tienen un icono con diseño propio, ni en Windows
ni en Macintosh verás icono alguno si no tienes instalada
una aplicación capaz de leer ficheros PDF. Hoy día, la ma-
yoría de los sistemas traen algúna aplicación que cuenta
con un visualizador capaz de mostrar los ficheros PDF.
Cómo se abren los ficheros PDFLa forma más fácil de ver ficheros PDF es descargar del sitio de
Adobe el lector gratuito de PDFs llamado "Acrobat Reader". Este
lector suele encontrarse en la mayoría de los CDROMs que se
entregan con las revistas sobre informática más usuales.
G
La historia de uno de los formatos que revolucionoa la industria informática
La forma más fácil de ver ficheros PDFes descargar del sitio de Adobe el lec-tor gratuito de PDFs llamado "AcrobatReader". Este lector suele encontrarseen la mayoría de los CDROMs que seentregan con las revistas sobre infor-mática más usuales.

software
45GUIAGRAFICA
Cómo se crean los ficheros PDFCada vez son más los programas capaces de "exportar"
sus ficheros al formato PDF. Este es el caso, por ejemplo
de CorelDraw o Adobe InDesign. Para las aplicaciones que
no disponen de esta opción, basta con imprimir el fichero
a un fichero PostScript y a continuación utilizar Acrobat
Distiller para convertir ese fichero en un PDF. A continua-
ción se puede usar Adobe Acrobat (anteriormente denomi-
nado Adobe Acrobat Exchange) para optimizar el PDF,
pulirlo, añadirle opciones multimedia, hipervínculos, mar-
cadores y otras finuras.
Cuáles son las ventajas del PDFEl formato PDF tiene unas peculiaridades muy destacables:
• Es un estándar multiplataforma. Esto quiere decir que si
alguien crea un fichero PDF en una estación de trabajo
UNIX, éste se podrá abrir en un ordenador Macintosh o
Windows y seguir viéndose igual que fue creado.
• Los ficheros PDF pueden ser independientes del dispo-
sitivo. Esto significa que un PDF se puede imprimir en una
impresora barata de inyección de tinta y en una filmadora
carísima. Esto no quiere decir que la salida esté optimizada
para cada dispositivo. Eso depende mucho de cómo se
creara el fichero PDF.
• Los ficheros PDF son compactos. El formato incluye una
serie de complejos y avanzados algoritmos de compresión
y una ingeniosa estructura de ficheros que hace que el ta-
maño de los PDFs se reduzca al mínimo.
• Los PDFs pueden contener elementos multimedia (vídeos
o sonido) y elementos de hipertexto (vínculos y marcado-
res), enlaces a direcciones de correo y pequeñas miniatu-
ras de las distintas páginas.
• El formato PDF es capaz de ser seguro. La persona que
crea el PDF puede asignarle al fichero unas opciones de
seguridad que hacen que sea imposible abrir el fichero sin
una clave, impedir ningún cambio, impedir su impresión, y
cosas similares.
PDF también tiene sus desventajasPor supuesto. Las hay:
• El formato PDF es un formato propiedad de una compa-
ñía. Es Adobe quien decide sus especificaciones y quien
las hace públicas. Hace tiempo, Adobe intentó convertir el
formato PDF en un estándar ISO para aumentar su acep-
tación comercial. La industria respondió intentando que las
definiciones de PDF pasaran a ser responsabilidad de una
organización independiente para que pudiera convertirse
en un verdadero estándar abierto. La consecuencia fue que
Adobe dejó de estar interesada en el tema (¡je!), al menos
en lo que se refiere en las especificaciones básicas. Ha ha-
bido variantes de PDF, como fue el caso de PDF/X-1a que
podrían conseguir la certificación ISO al haber sido defini-
das por un consorcio del sector y no sólo por Adobe.
• El formato PDf intenta serlo todo para todo el mundo. Eso
hace que no sea tan eficiente en algunas tareas como lo
sería una herramienta específica para ese fin. Se puede
usar PDFs en Internet para intercambiar pequeñas piezas
de información gráfica como anuncios, dibujos o imáge-
nes, pero hay más programas de preimpresión capaces de
trabajar con ficheros en formato EPS. Se pueden usar
PDFs para archivar datos, pero a veces ciertas capacida-
des de conservar los detalles del diseño y la presentación
pueden entorpecer la búsqueda por palabras clave.
• El formato PDF está orientado a la visualización de documen-
tos. Por eso no conserva la estructura lógica del documento.
• Los PDFs no están hechos para ser editados. Se pueden
G
Se pueden usar PDFs para archivardatos, pero a veces ciertas capaci-dades de conservar los detalles deldiseño y la presentación puedenentorpecer la búsqueda por pa-labras clave.
GUIAGRAFICA46
diseño
hacer pequeños cambios dento de un PDF, pero es virtual-
mente imposible añadirle grandes bloques de texto
La historia del PDF"La oficina sin papeles". ¿Recuerdan aquella pseudo pro-
fecía que nunca se desvanecía del todo, incluso aunque la
historia se empeñara en demostrar que el uso de ordena-
dores ha aumentado el uso del papel?
PDF comenzó con el sueño de una oficina sin papeles. Era el
proyecto mimado de uno de los fundadores de Adobe, John
Warnock. Al comienzo hubo en Adobe un proyecto interno de
crear un formato de ficheros para que los documentos se pu-
dieran distribuir por la compañía, viéndose en cualquier orde-
nador, fuera cual fuera su sistema operativo.
Adobe ya disponía de dos cosas que casi encajaban con
la idea: El PostScript (una tecnología independiente del dis-
positivo y la plataforma que servía para describir documen-
tos) y Adobe Illustrator (un programa que funcionaba en
distintas plataformas —bueno, sólo en Macintosh y Win-
dows, el 99,9% de los ordenadores— y que podía abrir y
mostrar ficheros PostScript muy simples) Los ingenieros
de Adobe mejoraron ambas tecnologías y crearon un
nuevo formato de ficheros (Portable File Document: PDF,
una especie de PostScript optimizado) y una serie de apli-
caciones capaces de crear y mostrar esos ficheros.
PDF 1.0la primera vez que Adobe habló de esa tecnología fue en
la conferencia de Seybold, en San José (California), en
1991. En ese momento, se la mencionó como "IPS", siglas
de Interchange PostScript ("PostScript de Intercambio"). La
versión 1.0 de PDF se anunció en Comdex en otoño de
1992, donde esta tecnología ganó un Premio Comdex. Las
herramientas para crear y mostrar ficheros PDF se hicieron
públicas a mediados de 1993. La primera versión carecía de
interés para el mundo de la preimpresión. Ya disponía de en-
laces internos y marcadores. Las fuentes se podían incrus-
tar, pero el único espacio de color que admitía era RGB.
El nombre en código original para lo que posteriormente
se convertiría en Acrobat fue "Carrusel" (Carousel). Por
eso, los primeros ficheros PDF en Macintosh eran ficheros
"CARO". Adobe puso un precio astronómico a las herra-
mientas para crear PDFs e incluso había que pagar 50$
USA por el lector de Acrobat (Acrobat reader).
Este planteamiento no ayudó precisamente a que PDF se
convirtiera en algo muy popular de la noche al día. Poste-
riormente, Adobe redujo mucho el precio de Acrobat y
lanzó una versión gratuita del lector.
G
Aunque las firmas involucradas se esforzaron por dar impulso aPDF, el mercado reaccionó de forma un poco remisa. Esto se debiósobre todo al hecho de que el uso de PDF requiriera herramientasadicionales y cierto conocmiento del formato PDF, sus limitacionesy peculiaridades. La gente se quedaba un poco frustrada cuandodescubría que PDF era un estándar muy abierto.

diseño
47GUIAGRAFICA
PDF 1.1Acrobat 2 se hizo público en septiembre de 1994. Admitía
la nueva definición 1.1 del formato PDF, que añadía:
• Vínculos externos.
• Enlaces encadenados
• Características más seguras.
• Color independiente del dispositivo.
• Anotaciones.
En sí mismo, Acrobat adquirió algunas mejoras muy nota-
bles, que incluyó una nueva arquitectura para Acrobat Ex-
change que le permitía incorporar extensiones (plug-ins) y
la capacidad de buscar dentro de ficheros PDF. La propia
firma Adobe fue uno de los primeros grandes usuarios de
PDF. Pasaron a distribuir todos los documentos destinados
a los desarrolladores en formato PDF. Otro de los primeros
adeptos del formato PDF fue el departamento fiscal de los
Estados Unidos, que comenzó a distribuir formularios en
formato PDF.
Acrobat 2.1 incorporó capacidad multimedia y la posibilidad de
añadir datos de audio y vídeo a los ficheros PDF. por aquellas
fechas, PDF no era el único intento de crear un formato de fi-
cheros portatiles independiente de los sistemas operatios y de
los dispositivos. Su principal competidor era un producto lla-
mado Common Ground. En 1995, Adobe comenzó a co-
menzó a distribuir Acrobat Capture por el exorbitante
precio de 4.000$ US. Al mismo tiempo, Adobe comenzó a
añadir capacidad de tratar PDFs en muchas de sus propios
programas, incluidos frameMaker 5.0 y PageMaker 6.
PDF 1.2, el mundo de la preimpresión se despiertaEn 1996, Adobe lanzó Acrobat 3.0 (nombre en código
"Ambar" —Amber—) y la correspondiente especificación
PDF 1.2. Ésta fue la primera versión de PDF que verdade-
ramente tenía alguna utilidad para la preimpresión. Además
de formularios, se incluyeron las siguientes facetas relacio-
nadas con la preimpresión:
• Soporte de las especificaciones OPI 1.3.
• Soporte del espacio de color CMYK.
• Los colores directos ya se podían conservar dentro de un PDF.
• Las funciones de trama de semitonos y los valores de so-
breimpresión ya se podían incluir. La inclusión de un plugin
para poder ver ficheros PDF dentro del navegador Nets-
cape Navigator aumentó la popularidad de los ficheros
PDF en una Internet que estaba en plena eclosión. Ade-
más, Adobe incluyó la posibilidad de enlazar ficheros PDF
con documentos HTML y viceversa. El mercado de la im-
presión digital en blanco y negro comenzó a usar el for-
mato PDF como base para imprimir en máquinas
xerocopiadoras.
Con Acrobat 3, la arquitectura abierta de Acrobat Ex-
change comenzó a pagar dividendos y hacia 1997 y
1998 comenzaron a aparecer una serie de extensiones
para preimpresión extremadamente interesantes, entre
ellas varias herramientas esenciales para ese mercado.
Entre ellas, destacaron PitStop y CheckUp (de Enfocus),
y CrackerJack (de Lantana). Agfa fue la primera compa-
ñía de peso que promovió el uso de PDFs para la im-
presión comercial a todo color con el lanzamiento de su
sistema Apogee en 1998. Otros fabricantes se animaron
poco después.
Aunque las firmas involucradas se esforzaron por dar
impulso a PDF, el mercado reaccionó de forma un poco
remisa. Esto se debió sobre todo al hecho de que el uso
de PDF requiriera herramientas adicionales y cierto co-
nocmiento del formato PDF, sus limitaciones y peculia-
ridades. La gente se quedaba un poco frustrada cuando
descubría que PDF era un estándar muy abierto. Esto
quería decir que, aunque PDF era utilizable en entornos
de preimpresión, había simplemente demasiadas mane-
ras en las que se podía crear un fichero PDF perfecta-
mente válido e inutilizable.
G
El cuentodel tío
GUIAGRAFICA48
diseño
T IFF/IT (es decir: "Tagged Image File Format / Image
Technology") es un estándar para el intercambio y
envío de anuncios digitales y de páginas completas.
Los ficheros TIFF/IT sólo contienen datos en mapa de bits (bit-
map data), sin datos vectoriales. Los ficheros no han sido in-
terpretados (rasterized) —aunque podrían haberlo sido— pero
contienen 256 niveles de gris por canal.
Como su nombre indica, el formato TIFF/IT se basa en el
bien conocido estándar de TIFF. A su vez, como el estándar
TIFF/IT es muy flexible, de él se ha desarrollado un subes-
tándar llamado TIFF/IT-P1. Éste se limita a trabajos en
CMYK y no admite colores directos. De hecho, cuando se
habla de TIFF/IT, la mayoría de la gente se refiere a TIFF/IT-
P1. En la actualidad [esta página se escribió en 2001] se
está desarrollando una versión P2.
TIFF/IT sólo ha triunfado en algunos sectores como el in-
tercambio y entrega de anuncios para prensa en general y
de páginas de revistas. Algunas de las empresas que ven-
den productos relacionados con TIFF/IT han anunciado la
aparición de productos que permitan el encapsulamiento
de TIFF/IT dentro de ficheros PDF. Esta fusión de los dos
formatos, donde PDF ofrecería la amplia aceptación con la
que cuenta en el sector y TIFF/IT proporcionaría su historial
de fiabilidad, es uno de los proyectos más interesantes de
la preimpresión actual.
La historia de TIFF/ITla historia de TIFF/IT comienza hacia 1989, cuando la
DDAP (the Digital Distribution of Advertising for Publica-
tions Committee) pidió al ANSI que definiera un estándar
para el intercambio y envío de anuncios en formato digital.
El CGATS, un comité del ANSI encargado de las cuestiones
de artes gráficas, comenzó a desarrollar un estándar para
el intercambio y envío de datos en mapa de bits (raster
data). Entre sus planes estaba desarrollar posteriormente
otro para datos vectoriales.
El CGATS usó el formato TIFF como punto de partida. La ver-
sión más actualizada de ese formato es TIFF 6.0, que la em-
presa Aldus definión allá por 1992. En 1996 se terminaron de
definir las especificaciones de TIFF/IT, un formato muy potente
y abierto que dejaba mucha libertad a los programadores para
que diseñaran sus productos de la forma más conveniente.
Las diferentess versiones de TIFF/ITLa versatilidad de las especificaciones originales de TIFF/IT
crearon bien pronto algunos problemas de compatibilidad
entre los programas de distintos fabriantes.
TIFF/IT P1Para solucionar esos fallos de compatibilidad se creó una
versión más limitada del estándar, a la que se llamó TIFF/IT-
P1 (conocido también como ISO 12.639). El "P1" de las si-
glas corresponde a "Perfil 1" (profile 1). De hecho, la
G
Un formato práctico para trabajar con imágenes en la industria gráfica
diseño
49GUIAGRAFICA
mayoría de las veces al hablar de TIFF/IT se está hablando
de TIFF/IT-P1. TIFF/IT-P1 suele consistir en tres ficheros.
El estándar está preparado para CMYK y no admite colores
directos. TIFF/IT-P1 consiguió una certificación del ISO, por
lo que oficialmente es el estándar ISO 12.639.
Algunas empresas han creado programas nuevos o han
adaptado los que ya tenían para admitir el formato TIFF/IT-
P1. Entre los partidarios de TIFF/IT-P1 está Scitex, lo que
no es muy sorprendente vistas las similitudes existentes
entre éste y su propio formato de fichero CT/LW. Otras fir-
mas, como Shira, han creado herramientas de conversión
para poder integrar TIFF/IT en sus sistemas de trabajo Pos-
tScript o PDF.
Hoy día, TIFF/IT-P1 ya es un estándar consolidado para el
envío de anuncios y páginas enteras en mercados como la
prensa periódica y la impresión en huecograbado. En al-
gunos paises como Francia es el formato que domina el
mecado.
TIFF/IT-P2Como TIFF/IT-P1 tiene ciertas limitaciones, un grupod de
empresas decidió unir sus fuerzas para desarrollar una am-
pliación del formato: TIFF/IT-P2. Se supone que TIFF/IT-P2
debe añadir funcionalidades como:
• Admitir la compresión de los datos CT (de tipo jpeg o
flate), lo que permitiría archivos más reducidos.
• Admitir varios LW y CT en un único fichero.
• Admitir ficheros copydot por medio de un nuevo tipo de
fichero llamado SD (scanned data: datos escaneados).
• Admitir la concatenación de ficheros FP, LW y CT en un
único fichero llamado GF (Group final: Grupo final).
TIFF/IT-P2 aun no está terminado de desarrollar y, a la ve-
locidad a la que el formato PDF se está implantando, más
vale que se dé prisa o será ya demasiado tarde para que
haya otro estándar.
Desarrollos futuros¿recuerdas que comenté que CGATS quería desarrollar pri-
mero un nuevo estándar para el envío e intercambio de
datos de mapa de bits (raster data)? Al final resultó que el
formato PDF se consideró el formato ideal para datos vec-
toriales. CGATS desarrolló un subconjunto del PDF llamado
PDF/X1 que permitía el envío de ficheros PDF listos para
impresión (blind exchange). PDF/X1 aun no has sido un
éxito, pero el PDF en si mismo está tomando el mercado
al asalto. Por eso no es una sorpresa que la última evolu-
ción de TIFF/IT sea la incrustación de datos TIFF/IT en fi-
cheros PDF. Hay algunas ventajas en este procedimiento.
Se mezclan la fiabilidad de TIFF/IT con los excelentes al-
goritmos de compresión y el mplio soporte industrial que
tiene PDF. Aun es un poco pronto para decir si esta vía ten-
drá o no éxito en el mercado, pero es una forma muy nte-
resante de unir las ventajas de dos formatos que son, al
menos en parte, competidores.
EstructuraAl contrario de lo que su nombre indica, Un fichero TIFF/IT
se compone de varios ficheros. Los documerntos TIFF/IT-
P1 suelen constar de tres ficheros:
• Un fichero de página final (FP).
• Una fichero de imagen de tono continuo (CT).
• Una fichero de imagen de línea (LW).
Además de estos tres tipos, los ficheros TIFF/IT pueden
contener otros tipos de ficheros, como:
• Un fichero de tono continuo de alta resolución (HC).
• Un fichero de binario de trabajo de línea (BL).
• Un fichero de binario de imagen (BP).
• Un fichero monocromo de imagen (MP).
Las convenciones de nombrado de los ficheros TIFF/IT son
muy estrictas. Para evitar problemas, es mejor atenerse al
mínimo común denominador de todas las plataformas que
se usen para procesar los ficheros. Esto quiere decir que
los nombres deben ser de menos de 25 carácteres, conte-
ner sólo números y letras [Nota del traductor: anglosajonas,
sin acentos] y terminar con la extensión apropiada (*.FP
para la página final…, *.CT, *.LW…)
G
Las convenciones de nombradode los ficheros TIFF/IT son muyestrictas. Para evitar problemas,es mejor atenerse al mínimocomún denominador de todas lasplataformas que se usen paraprocesar los ficheros.
Senderos de progresoEl futuro de la industria visto desde otro ángulo
GUIAGRAFICA50
empresas
Las normas y la estandarización de los procesos
derivan en mejores prácticas de producción, un
ambiente laboral más organizado y un producto
que responde a las necesidades del mercado. Las normas
y la estandarización de los procesos definen parámetros
técnicos de control y de calidad en la producción gráfica.
Su importancia no sólo se manifiesta en la obtención de
un sello de calidad, sino que deriva en mejores prácticas
de producción, un ambiente laboral más organizado y un
producto que responde a las necesidades del mercado.
Según Rainer Wagner, ingeniero gráfico y consultor de va-
rios medios especializados, la norma ISO 12647 le permite
a las empresas gráficas latinoamericanas asegurar una ca-
lidad de impresión de nivel internacional; poner la imprenta
a otro nivel profesional más elevado; tener procedimientos
y valores de control de calidad definidos por las normas; y
contar con equipos de ultima tecnología que se autocali-
bran, autoregulan y autoajustan con base en las recomen-
daciones de la ISO 12647. La estandarización de la
norma garantiza procesos de producción controlados
(como lo requiere, por ejemplo, la ISO 9001); más pro-
ductividad; ahorro de tiempos de producción, por ejem-
plo, en la en la preparación de la prensa y materiales
(menos mermas y reimpresos por errores); reducción de
costos de producción; menos impacto al medio am-
biente (ISO 14000); y más control del color digital por
aplicación de gestión de color (CMS). Wagner coincide
con esta metodología aplicadas por muchas empresas
y además recomienda que las empresas interesadas en
obtener esta certificación sigan los estos pasos:
a) La implementación de la estandarización solamente
funciona si es iniciada y apoyada en un 100% por los
dueños o la gerencia general de la empresa.
b) Los materiales e insumos de producción que usará la
imprenta deben ser estandarizados y ojalá certificados, to-
mando en cuenta también criterios medio ambientales.
c) Se debe capacitar todo el personal técnico en el uso
de instrumentos de medición, en el campo de conoci-
miento técnico muy elevado de colorimetría digital y es-
pectrofotometría (por los flujos híbridos en producción
- impresión convencional y digital combinada) y en los
procedimientos estandarizados de calibración.
G
Se recomienda a todas las empresaslatinoamericanas interesadas en certi-ficarse bajo la norma ISO 12647, sen-sibilizar y comprometer al equipohumano. De manera paralela, aseso-rarse para adquirir los equipos necesa-rios y de alta tecnología.

empresas
51GUIAGRAFICA
A estos desafíos, Wagner añade otros como la necesidad
de contar con personal con mayor formación académica
en áreas como matemática, química, física e informática;
la importancia de contar con inversiones en instrumentos
de medición y ambientación de talleres; la optimización y
ordenamiento de los procesos de producción, eliminando
el individualismo de la producción y propendiendo por el
trabajo en grupo; contar con la participación del personal
en los resultados de aumento de productividad e incenti-
varlo económicamente para mantener el logro de la estan-
darización a largo plazo; reducir a cero la fluctuación de
personal para poder contar con un grupo estable de ope-
rarios capacitados; e incluir en el esfuerzo de la estandariza-
ción tareas todavía secundarias de producción medio
ambientales, como producción limpia y eficiencia energética.
Sobre la necesidad de contar con materiales e insumos de
producción estandarizados y ojalá certificados, es necesa-
rio realizar una rigurosa selección de proveedores a nivel
internacional para sus materias primas.
Se recomienda a todas las empresas latinoamericanas in-
teresadas en certificarse bajo la norma ISO 12647, sensi-
bilizar y comprometer al equipo humano. De manera
paralela, asesorarse para adquirir los equipos necesarios
y de alta tecnología que permitan poner en práctica los co-
nocimientos que el equipo está recibiendo. Este es un pro-
ceso lento que debe saberse llevar con buena orientación,
aceptando los errores y corrigiéndolos día a día para que
el cambio no sea impuesto y para que los beneficios, de
gran valor y de alto reconocimiento por parte de los clien-
tes, se vean en el mediano plazo.
¿Qué se está haciendo en la región?Chile es el primer país de America Latina que tiene vigentes
desde finales de 2007 las normas ISO 12647 y otras homolo-
gadas, como normas chilenas. Los operadores chilenos son
capacitados por medio del Instituto de Estudios Gráficos (en-
tidad independiente de capacitación de ASIMPRES) en forma
intensa desde 2004, apoyado por un convenio de la Coope-
ración Técnica Alemana CIM/GTZ con el IEG en criterios téc-
nicos, administrativos y medio ambientales (producción limpia,
eficiencia energética) de la estandarización. Países como Co-
lombia (por medio del Centro de desarrollo tecnológico
para la competitividad de la Industria Gráfica, CIGRAF) y
Ecuador (por medio del recién formado Instituto de Estu-
dios Gráficos de Ecuador) han reconocido este adelanto
de conocimiento y know how y firmaron convenios de co-
operación con el IEG para trabajar en conjunto en el des-
arrollo de asesorías, capacitación adecuada y apoyo en la
implementación de la estandarización para sus empresas
gráficas interesadas.
De acuerdo con Nelsy Cely, directora ejecutiva de CIGRAF
en Colombia, en este momento Colombia tiene en español
las normas NTC ISO 12647, el compendio de normas de
fácil acceso a la industria. En el mes de febrero de 2009,
a partir de un convenio entre esta entidad y el CIGRAF
y el Instituto Colombiano de Normas Técnicas y Certifi-
cación (ICONTEC) se hizo oficialmente el lanzamiento
del compendio y de un programa estructurado sobre la
formación, certificación y asistencia técnica a las em-
presas en la NTC ISO 12647.
Así mismo, empresas individuales de Venezuela, El Salva-
dor y Guatemala han buscado por medio de convenios de
cooperación directos con el IEG más conocimiento y ca-
pacitación. Por medio del "Diplomado Internacional en
Gestión de la Producción Gráfica Sostenible", que se rea-
liza desde 2005 dos veces por año, hay una intensa difu-
sión de conocimiento sobre la estandarización ISO 12647,
producción limpia y ecoeficiencia para funcionarios de em-
presas e instituciones de Perú, Bolivia, Uruguay, Argentina,
Nicaragua, Honduras, Costa Rica y México.
G
Chile es el primer país de America La-tina que tiene vigentes desde finalesde 2007 las normas ISO 12647 y otrashomologadas, como normas chilenas

GUIAGRAFICA52
///febrero en títulos Murió en Cuba un opositor que estaba en huelga de hambre desde hace 85 días
Orlando Zapata Tamayo formaba parte del grupo de 75 disidentes condenados en 2003 a penas de hasta 28 añosde cárcel. Era considerado como prisionero de conciencia por Amnistía Internacional. El preso político cubano Or-lando Zapata Tamayo murió hoy en un hospital de La Habana tras 85 días en huelga de hambre para pedir que sele tratara como "prisionero de conciencia"
Empiezan las clases, la meta: cumplir los 180 días
El 90% de los chicos argenti-nos que va a la escuela pri-maria -es decir, unos 4,2millones de alumnos- empie-zan hoy un nuevo ciclo lectivoque, en el marco del Bicente-nario, tendrá un objetivo pri-mordial: que el país enterocumpla con los 180 días declase dispuestos por la ley,por primera vez desde queésta fue sancionada, en 2003.
Llegó al país una bebahaitiana adoptada
Los padres adoptivos ya teníanhechos los trámites. Luego del te-rremoto la nena, de un año ymedio, fue trasladada a los Esta-dos Unidos. La semana pasadase les otorgó la custodia y el ma-trimonio viajó para buscarla.
Se trata de Rosalindha, quienllegó al aeropuerto internacionalde Ezeiza acompañada por suspadres adoptivos, Karina Valdésy Darío Pacheco, oriundos de laciudad de Mendoza. El matri-monio tenía listos los papeles deadopción, pero luego del sismola documentación se perdió y eljuez que autorizó el trámitemurió en la catástrofe
Francia: detuvieron al actual número uno de ETA
Ibon Gogeaskoetxea fue detenido en Normandía, norte de Francia, según indicóel Ministro del Interior español, Alfredo Pérez Rubalcaba, en conferencia deprensa. También apresaron a otros dos presuntos miembro de la organizaciónseparatista vasca.
El máximo responsable de ETA, Ibon Gogeaskoetxea, fue detenido en Norman-día, norte de Francia, junto a otros dos presuntos miembro de la organizaciónseparatista vasca, informó el Ministro de Interior español. Los tres etarras fueronsorprendidos en una casa rural de Cahan, Normandía, donde Gogeaskoetxeaimpartía las últimas órdenes a los otros dos etarras que formaban un comandoespecial listo para pasar a España
Absolvieron a ex directivos de LAPA por la tragedia del Aeroparque
El tribunal declaró inocentes aDeutsch y Boyd, presidente y vicede la empresa. También a otros exgerentes y ex jefes de las FuerzaAérea. Sólo condenaron a 3 años deprisión en suspenso a Gabriel Bor-sani y Valerio Diehl, con funcionesintermedias en LAPA. En el acci-dente de agosto de 1999 murieron65 personas.
EE.UU.: Dell compró elarchivo fotográfico másfamoso del mundo
El gigante de las computado-ras adquirió las fotos enpapel de la célebre agenciaMagnum. Son 185 mil y entreellas hay tomas de maestroscomo Robert Capa y HenriCartier-Bresson. Habría pa-gado unos US$ 100 millones,pero el acuerdo no incluyelos derechos. La colecciónpasará a ser gestionada, almenos durante los cinco pri-meros años, por el centroHarry Ransom de la Universi-dad de Texas, en Austin.

53GUIAGRAFICA
Asume Mujica y promete consolidar los logros de TabaréPara muchos aquí es un sueño. Ya hubo uno, en verdad, cuando asumió Tabaré Vázquez hace 5 años como primer presidentefrenteamplista en la historia del Uruguay, antes y por casi dos siglos dominada políticamente por colorados -sobre todo-, blancosy a veces dictaduras. Pero ahora tiene un renovado sabor con la jura de José "Pepe" Mujica, uno de los fundadores de Tupamaros,preso largos años -igual que tres de sus futuros ministros- y figura clave del Frente Amplio en los últimos años.
Murió Ariel Ramírez,inolvidable creadorde la "Misa Criolla"
Tenía 88 años y estaba inter-nado desde principios de mesen una clínica de Monte Grande.Pianista notable, también com-puso "Cantata sudamericana" y"Mujeres argentinas", dos obrasfundamentales de la música po-pular argentina.
Llovieron 88,5 milímetros en dos horas y hubo caos en la Ciudad
Es la tercera parte del promedio mensual de precipitaciones. Se registraron inunda-ciones en Palermo, Almagro y Villa Crespo, entre otros barrios. También cortes deluz. El Servicio Meteorológico mantiene un alerta para el área metropolitana
Estados Unidos se quedará en Haití "el tiempo que sea necesario"
Así lo sostuvo Gregory Kane, direc-tor de la Fuerza Conjunta de Opera-ciones estadounidenses en el país.Ya hay 20.000 soldados norteameri-canos brindando ayuda humanitaria,tras el terremoto que dejó más de200.000 muertos. El anuncio sobrela permanencia de las tropas norte-americanas se realizó en el marcode los recurrentes problemas en ladistribución de asistencia humanita-ria en Haití.
Sesiones legislativas 2010
La presidenta hizo una férrea de-fensa de su gestión y de la de suesposo. Criticó a los medios a losque acusó de crear un "país virtualen el que todo está mal". Y lepegó a los jueces a los que acusóde liberar "a los presos que entranpor una puerta y salen por otra".
La Presidenta anunció que de-rogó el polémico decreto delFondo del Bicentenario. Cristinadio de baja ese decreto pero firmóotros dos para pagar deudacuyos vencimientos operan paraeste año y creó una comisión bi-cameral para que vigile y controle.
Operaron con éxito a Kirchner de la carótida
El cirujano que realizó la intervención dijo que el ex presidente se encuentra "total-mente lúcido". Militantes de La Cámpora confirmaron que Kirchner ya habló con susallegados. La operación duró poco más de una hora y en ella se removió una "placaulcerosa" de la arteria. "Todo está bien, las noticias son buenas", sostuvo el cancillerJorge Taiana desde la puerta del sanatorio.
El Gobierno quiere "mantener un dólar competitivo"
Así lo ratificó el ministro de Economía, Amado Boudou. Junto a la titular del Central, MercedesMarcó del Pont, anunció la creación de un Consejo Coordinador de Políticas Monetarias,Cambiarias y Financieras. El ministro de Economía, Amado Boudou, insistió hoy en que elGobierno apunta a mantener "un tipo de cambio muy competitivo" pero sin que ello implique"saltos bruscos" en la cotización del dólar. Lo dijo en una conferencia de prensa que brindóhoy en el Palacio de Hacienda junto a la titular del Banco Central, mercedes Marcó del Pont,en la que ambos anunciaron la conformación de un Consejo Coordinador de Políticas Mo-netarias, Cambiarias y Financieras en el que participará la entidad monetaria.

GUIAGRAFICA54
///novedadesOcé, innovaen Ipex
Océ expondrá sistemas de producción y realizará de-mostraciones de software cubriendo la cadena completade flujo de trabajo. Estos se centrarán en el periódico di-gital, libro sobre demanda, correo directo, venta al pormenor y TransPromo. Calidad, servicio, innovación y sos-tenibilidad serán los temas clave. Los puntos destacadosincluyen demostraciones de la tecnología de vanguardiaque abarca:
Océ Arizona 550 GT capaz de impresiones de calidad a40 metros cuadrados por horaOcé Jetstream 1000: impresora de bobina a color de1000 ppm para las transaccionesOcé VarioPrint 6320 Ultra: Basado en la tecnología OcéGemini Instant DuplexOcé ColorWave 600, su lanzamiento como una nuevatecnología de impresión, llamada Océ CrystalPoint ,constituye el primer producto de un sistema que com-bina la producción de tóner y de inyección de tinta.
Con el SISTEMA DE CO-RRESPONDENCIA PANTONEbasado en la verificación, lapremiada bizhub C65hc ob-tiene la licencia de PANTONE.Este dispositivo cuenta con laextraordinaria calidad del tónerHigh Croma (HC), lo que leotorga un valor añadido para lascompañías gráficas, reprografíasy departamentos centralizadosde reprografía (CRDs).
Los colores PANTONE son reconocidos y usados deforma generalizada como estándar de especifica-ción de color tanto en el mercado de las artes gráfi-cas como en el de la industria de la impresión entodo el mundo.
El grado de reproducción de cada color en la impre-sión se consigue actualmente a través de la revisióndel número de colores de la guía PANTONE, que seconvierten en índices en base al SISTEMA DE CO-RRESPONDENCIA PANTONE.
Xerox y sus 200 metros
Papel semi-brilloadhesivo
Respondiendo a la creciente demanda por parte del con-sumidor de contenido reciclado y envasado ecológico,MACtac añade 2 papeles semi-brillo fabricados con un60% de fibras recicladas (certificado) y un 40% de fibrasvírgenes (certificado).
Una nueva colección de papelesCordenons lanza tres nuevas calidades de papelinspiradas en el mundo de la moda y de las sensa-ciones táctiles y ópticas de los tejidos: Boutique.Como la seda, con su fascinante misterio, deslizán-dose sinuosa sobre la piel, así es SO…SILK. Comoun par de vaqueros que llevados con seguridad pro-porcionan un confortable bienestar, así es SO…JEANS. Como la lana que protege del frío en losmeses invernales, así es SO…WOOL

55GUIAGRAFICA
Impresiónmuy facil
Una combinación única de etiquetas ecológicas y emisionescero de CO2 procedente de combustibles fósiles durante laproducción. Así es MultiCopy, un papel de oficina que,según los parámetros actuales, probablemente sea uno delos de mayor conciencia ecológica del mundo.
MultiCopy ha sido descrito como un papel blanco con con-ciencia verde. Prácticamente todos los días leemos sobreel cambio climático, el calentamiento global, las emisionesde carbono y sus efectos en nuestro entorno. Por eso, esmás importante que nunca fabricar un papel que proteja elmedio ambiente. La fábrica de Nymölla ya produce Multi-Copy sin emisiones de dióxido de carbono procedente decombustibles fósiles.
Además de las emisiones de carbono, hay otros muchosaspectos en la fabricación de papel que afectan al medioambiente. Sin embargo, la fábrica de Nymölla los ha solu-cionado. MultiCopy es un papel TCF (totalmente libre decloro), lo que implica usar el método de blanqueo más eco-lógico disponible y no verter nada de cloro al agua.
Innovaciones impactantesCanon presentará varias prensas imagePRESS color yblanco y negro, muchas de las cuales ejecutan los trabajosdel cliente en vivo gestionado por Helix Production Work-flow. La nueva serie imageRUNNER también se presentarápor vez primera en Europa Las aplicaciones de gran for-mato, estará representada por una selección de impreso-ras imagePROGRAF de Canon, que ofrece calidadfotográfica y una productividad óptima.
Todos los dispositivos estarán conectados a una produc-ción real, dando a los visitantes el acceso abierto a vercómo Canon responde a los desafíos técnicos y de pro-ducción del día a día.
Negociosen linea
RedTie resuelve la confusiónque produce el web-to-printa los impresores y las agen-cias de marketing ante lapróxima generación de latecnología de impresión.
RedTie tiene dos sistemas de software - RedTie Template
(RTT) y RedTie Cotización (RTQ) que ofrecen una soluciónsencilla y rentable para empresas que buscan ampliar sucartera de servicios que incluyen una oferta en línea. Lossistemas Web RedTie web-to-print han sido desarrolladosdesde la perspectiva del impresor, y capacitan a los usuariospara acceder, editar y ordenar de impresión y la comerciali-zación de material en línea, ayudando a las empresas a en-contrar una manera de prosperar y evolucionar aún más enesta difícil situación económica.
Con RedTie Template (RTT), RedTie ha creado un uso fácil,simple solución para ordenar la comercialización de mate-riales, haciendo que el proceso es tan fácil como comprarun libro, un CD o un vuelo.
El principio es el mismo, elige tu producto de una selecciónespecifica el el volumen requerido, proceda al pago y realiceel seguimiento del pedido hasta que llega, dentro de un im-presionante espacio corto de tiempo. Existe la opción depersonalizar cada pieza impresa, lo que significa que losmensajes de marketing pueden ser creados a nivel mundial,pero dirigida a nivel local..
GUIAGRAFICA56
///editorial
C reo que poner fechas en el calendario para festejaralgo es necesario para recordar, tener memoria, re-vivir cosas pasadas, en este marzo, hay dos fechas
que son para recordar y reflexionar .
Es frecuente relacionar a la celebración del 8 de marzo, concuestiones ligadas a la festividad y a la reivindicación deigualdad. Sin embargo, aunque año tras año esta fechatiende a hacerse cada vez más popular, su origen no re-sulta tan conocido.
La Carta de las Naciones Unidas, firmada en San Fran-cisco en 1945, fue el primer acuerdo internacional queproclamó que la igualdad de los sexos era un derechohumano fundamental.
La Organización de Naciones Unidas, en el año 1975, es-tableció el 8 de marzo como el Día Internacional de laMujer, en honor a los sucesos acaecidos el 8 de marzo de1857, y de los que surgen dos versiones. La primera deellas gira en torno a un trágico episodio desarrollado en laciudad de Nueva York y que terminara con la vida de 129trabajadoras textiles.
De acuerdo a esta versión, durante el transcurso de unahuelga convocada como respuesta al despido masivo apli-cado por la patronal frente a las denuncias relacionadascon las deplorables condiciones de trabajo, las trabajado-ras decidieron encerrarse en el establecimiento fabril. "Sú-bitamente" se produjo un voraz incendio que terminó conla vida de aquellas mujeres que sólo reclamaban por susderechos. Al sepelio asistieron más de 100.000 personas.
La segunda versión, lo vincula con la realización de unamovilización de protesta organizada por el gremio decostureras de la compañía textil de Lower East Side, deNueva York, en la que se bregaba por una jornada labo-ral de 10 horas.
Pero más allá de estas versiones, lo cierto es que la his-toria del 8 de marzo se encuentra asociada directa-mente a cuestiones propias de la historia del siglo XXcomo la Primera Guerra Mundial, la Revolución Rusa, lalucha por el sufragio femenino, al creciente auge del sin-dicalismo femenino durante las primeras décadas, tantoen Europa, Estados Unidos y Latinoamérica. Fue en Es-tados Unidos donde las mujeres del Partido SocialistaNorteamericano en 1908 comenzaron a desarrollar jor-nadas de reflexión y acción denominadas Woman's Day,y cuyos primeros temas convocantes fueron el derechoal sufragio, la lucha contra la esclavitud, el someti-miento sexual, y la oposición a la guerra.
En la actualidad, más allá de las fronteras nacionales y di-ferencias étnicas, lingüísticas, culturales, económicas y po-líticas, el Día Internacional de la Mujer constituye unhomenaje a la lucha en en pro de la igualdad, la justicia, lapaz y el desarrollo. Es desde este punto de vista dondecobra sentido, ante una celebración de tamaña enverga-dura, rendir homenaje a cada mujer, particularmente aaquellas que nunca aflojan, que siempre estan, no solo lasque estan detras de grandes temas sino aquellas quetodos los dias dan vida a la vida.
24 de marzo de 1976 comienza en el país una dictadurade más de siete años que cobró la vida de 30.000 personasy desmanteló el aparato productivo del país, reproducimosla proclama de quienes encabezaron el golpe.
“Agotadas todas las instancias de mecanismo constitu-cionales, superada la posibilidad de rectificaciones dentrodel marco de las instituciones y demostrada en forma irre-futable la imposibilidad de la recuperación del proceso porlas vías naturales, llega a su término una situación queagravia a la Nación y compromete su futuro. Nuestro pue-blo ha sufrido una nueva frustración. Frente a un tremendovacío de poder, capaz de sumirnos en la disolución y laanarquía, a la falta de capacidad de convocatoria que hademostrado el gobierno nacional, a las reiteradas y suce-sivas contradicciones demostradas en las medidas de todaíndole, a la falta de una estrategia global que, conducidapor el poder político, enfrentara a la subversión, a la caren-cia de soluciones para el país, cuya resultante ha sido elincremento permanente de todos los exterminios, a la au-sencia total de los ejemplos éticos y morales que debendar quienes ejercen la conducción del Estado, a la mani-fiesta irresponsabilidad en el manejo de la economía queocasionara el agotamiento del aparato productivo, a la es-peculación y corrupción generalizadas, todo lo cual setraduce en una irreparable pérdida del sentido de gran-deza y de fe, las Fuerzas Armadas, en cumplimientode una obligación irrenunciable, han asumido la con-ducción del Estado. Una obligación que surge de sere-nas meditaciones sobre las consecuencias irreparablesque podía tener sobre el destino de la Nación, una ac-titud distinta a la adoptada.
”Esta decisión persigue el propósito de terminar con eldesgobierno, la corrupción y el flagelo subversivo, ysólo está dirigida contra quienes han delinquido y co-metido abusos del poder. Es una decisión por la Patria, yno supone, por lo tanto, discriminaciones contra ningunamilitancia cívica ni sector social alguno. Rechaza por con-siguiente la acción disociadora de todos los extremismosy el efecto corruptor de cualquier demagogia.

57GUIAGRAFICA
Nuestro Staff
pro
veed
ores
serv
icio
sGuía Gráfica de La Manigueta es propie-dad de Artegrafía Grupo Editor S.R.L.Año 18 - Edición Febrero 2010 - N° 185Las opiniones y notas vertidas en la pre-sente publicación son exclusiva respon-sabilidad de sus autores, como asítambién el contenido de los avisos pu-blicitarios que se incluyen en la misma.Prohibida total o parcialmente su repro-dución sin permiso por escrito de la edi-torial, como así también de los avisoscreados, generados y/o diseñados poresta editorial. Esta revista circula en Capital Federal, GBA., interior del país, ytoda Latinoamérica entre asociaciones,Cámaras, Embajadas, Consejerías Eco-nómicas, Empresas y Talleres, Agenciasde publicidad, fabricantes del sector yprestadores de servicios en general.
Director TécnicoMiguel SolodovnikDirector ComercialVladimir FaggianiDiseño GráficoLeandro Di Lorenzo(Estudio Uh! Lilea)PreimpresiónRyD Preimpresión
Valor del ejemplar: Argentina $ 20.- Exterior U$S 10.-
Guía
14 de Julio 1016 (C1427CJV) CABADesde 1992 en el mismo domicilioReg. de la Prop. Intelectual Nro 125336
Para publicar y recibir nuestra revista comunicarse al Tel: 4555-3226 / [email protected]://www.guiagrafica.com
Las Fuerzas Armadas desarrollarán, durante la etapa que hoy se inicia, una ac-ción regida por pautas perfectamente determinadas. Por medio del orden, deltrabajo, de la observancia plena de los principios éticos y morales, de la justicia,de la realización integral del hombre, del respeto a sus derechos y dignidad. Asíla República llegará a la unidad de los argentinos y a la total recuperación del sernacional, metas irrenunciables, para cuya obtención se convoca a un esfuerzocomún a los hombres y mujeres, sin exclusiones, que habitan este suelo, trasestas aspiraciones compartidas, todos los sectores representativos del país debensentirse claramente identificados y, por ende, comprometidos en la empresacomún que conduzca a la grandeza de la Patria.
”Al contraer las Fuerzas Armadas tan trascendente compromiso formulan unafirme convocatoria a toda la comunidad nacional. En esta nueva etapa hay unpuesto para cada ciudadano. La tarea es ardua y urgente, pero se la emprendecon el absoluto convencimiento de que el ejemplo se predicará de arriba haciaabajo y con fe en el futuro argentino.
”La conducción del proceso se ejercitará con absoluta firmeza y vocación de ser-vicio. A partir de este momento, la responsabilidad asumida impone el ejerciciosevero de la autoridad para erradicar definitivamente los vicios que afectan alpaís. Por ello, a la par que se continuará sin tregua combatiendo a la delincuenciasubversiva, abierta o encubierta, se desterrará toda demagogia.
”No se tolerará la corrupción o la venalidad bajo ninguna forma o circunstan-cia, ni tampoco cualquier trasgresión a la ley en oposición al proceso de re-paración que se inicia.
”Las Fuerzas Armadas han asumido el control de la República. Quiera elpaís todo comprender el sentido profundo e inequívoco de esta actitudpara que la responsabilidad y el esfuerzo colectivo acompañen esta em-presa que, persiguiendo el bien común, alcanzará con la ayuda de Dios,la plena recuperación nacional.”
Jorge Rafael Videla, Tte. Gral., Comandante Gral. del Ejército; Emilio Eduardo Massera, Almte., Comandante Gral. de la Armada; Orlando Ramón Agosti, Brig. Gral., Comandante Gral. de la Fuerza Aérea.Ministro de Economia Jose Alfredo Martinez de Hoz
La memoria no nos la pueden robar, ni lejana, ni reciente, el ejercicio de la mismaentendemos nos ayuda siempre a ver de donde venimos, donde estamos y haciadonde queremos ir, a ser optimistas, algo idealistas, un poco utopistas, siendoasi mas bella la vida, permitiendo ver siempre el medio vaso lleno
La Direccion

guía///58ALMANAQUES
ARTICULOS DE PROMOCION
CAJAS DE CARTON
CALCOMANIAS
59CARTELES
DOBLADOS
DOMES

guía///60
ENCUADERNACION
EMBOLSADOS
FILMS
ETIQUETAS

61
FOTOCOPIADORAS
FOTOPOLIMEROS
GIGANTOGRAFIAS

guía///62
GIGANTOGRAFIAS

63
IMANES FLEXIBLES
IMPRESION DIGITAL

guía///64
IMPRESION GRAFICA

guía///66
IMPRESION GRAFICA

INSTRUMENTAL P/CONTROL DE CALIDAD
INSUMOS Y MAQUINAS. GRAFICAS
67

guía///68
LAMINADOS
INSUMOS Y MAQUINAS. GRAFICAS

69
LETRAS CORPOREAS
PAPEL - PAPELERAS

guía///70
PLOTTERS INSUMOS Y MAQUINAS


HORARIO EXTENDIDOTRABAJOS EN EL DÍAIMPOSICIÓNSERVICIO DE ENTREGA
computer to platecomputer to platec
Zona Sur: Boedo - Pompeya - P. Patricios - V. Soldati
PELICULASPELICULASPRUEBAS COLOR
Atención personalizada.
guía///72
PLOTTERS INSUMOS Y MAQ.
PORTABANNERS
PRE IMPRESION

73
PRE IMPRESION

Av. de los Constituyentes 2320 - (1650) - San Martín - Prov. Bs. As.
Tel/Fax: 4753-1913 /4143 // 4755-5379 / 8338 / 6232
Email: [email protected]
Revestimiento de rodillos de caucho natural, sintético, ebonita, silicona, poliuretano, etcCilindros, ruedas, piezas especiales para la industria grafica, papelera, tipografia offset
Fundas de silicona para tratado de film. Rodillos para troqueladoras, impresoras de polietileno y celofánRodillos abridores, dibujados, laminadores, sloters, etc.
Construcción y recuperación de úucleos
os ruedasCilindrRevestimiento de r
piezas especiales para la industria fsetgrafica papelera tipografia offfetano, etcc
el/TTe
. de los vAAv
RoFundas de silicona para tra
os, ruedas, Cilindr
odigoma.cEmail: info@r
/Fax: 4753-1913 /4143 // 4755-53
Constituyentes 2320 - (1650) - Sa
ecuperación Construcción y res, dibujados, laminaodillos abridor
oquelaatado de film. Rodillos para trpiezas especiales para la industria
om
379 / 8338 / 6232
. Bs. As.ovan Martín - Pr
de úucleoses, sloters, etc.dor
esoras de polietileno yadoras, imprfsetgrafica, papelera, tipografia offf
y celofán
guía///74
PUBLICIDAD MOVIL
REZAGOS DE PAPEL
RODILLOS
SACABOCADOS

75
SACABOCADOS
SELLOS
SERIGRAFIA INSUMOS Y MAQ.

guía///76
SERIGRAFIA INSUMOS Y MAQUINAS

77
SERIGRAFIA TALLERES
SOBRES
TAMPOGRAFIA INSUMOS Y MAQUINAS
SERIGRAFIA INSUMOS Y MAQUINAS

guía///78
TINTAS
TEXTIL INSUMOS Y MAQUINAS
ABROCHADORAS
GRAFICA SOLER - Fábrica - Mensuales -Tacos - AlmanaquesMignon - Bi y Trimensuales - Carpitas - Cartones - Taco 4 y 5Tel: (011) 4461-5227/ [email protected]
NEOGRAF S.R.L - Lainez 451- RosarioTel/Fax: (0341) 423-3323
AJ ADHESIVADOS TERMOACTIVOS - Calle 113 Nro 5947 esq. 144(V.Ballester) Bs.As. - Tel/Fax: 4769-0963
NEOGRAF S.R.L - Nueva Dirección: Lainez 451 - RosarioTel/Fax: (0341) 423-3323
CEA CENTRO DE ETIQ. AUTOADHESIVASTel: (011) 4585-7416
VANTIK Aplicación de Laca UV a pliegosA. Palacios 2841 - L.del Mirador - Bs. As. Tel/Fax 4699-0267
NICAR S.R.L Manijas, refuerzos plásticos para estuches y cajas Matheu 2840 (1605) Munro Bs. As. Tel/Fax: 4756-0583
DOSIFICADORA DE RESINA PARA DOMES - Automática programable U$S 2.490. Tel: (0341) 4818008
ENCUADERNACION SAN MARTINMatheu 2226 - (B1650KOR) - San Martín - Tel/Fax 4713-4398E-mail: [email protected]
ADHESIVADOS
ALMANAQUES
ARTICULOS DE PROMOCIÓN
BARNIZADOS UV
BOLSAS
CAJAS
DOMES
FOTOGRABADOS
FOTOGRABADOS CHAPASUR HNOS - Clises y cuñosmagnesioTel: (011) 4225-0853 - Cel: (15) 6988-1131
FOTOPOLIMEROS
HOT STAMPING
TRAPOS
agrupados///
79
FOTOPOLIMEROS
guía///80
INSUMOS Y MAQUINAS GRAFICAS
REZAGOS DE PAPEL TAMPOGRAFIA INSUMOS Y MAQUINAS
SERIGRAFIA INSUMOS Y MAQUINAS
PAPELERA MAIPU Toda la linea de insumos para offsetParaná 580, 3er piso “G” - (1017) CapitalTel: 4372-4872-4879/3377 - 4371-3168
ARTICULOS GRAFICOS S.A Equipos e insumos para las artes gráfi-cas: Adhesivos vinilicos y vegetales, alambres para cosedora, broches,cauchos para offset, etc.. Francsico Bilbao 3130 Tel: 4612-9632
T.G OFFSET GOMEZ (Impresos y troquelados:bolsas de papel. Carpetas, estuches, trazados, etiquetas, etc.) [email protected]
Tel: 4921-7278 - 15-4445-7502
TROQUELADOS - SACABOCADOS MB HASTA 92X130cm.TODO TIPO DE MATERIAL. G de Laferrere 5669, Capital.Telefax: 4683-0698
maquinariasusadas///
SACABOCADOS
Vendo:Liquido Impresora Digital KonicaMinolta Bizhub C450 en perfectascondiciones. U$S 7500.-Tel: 4555-3226 /[email protected]
Vendo:Taller de Sacabocados completo$28.000Tel: 4662-2773Cel: 15-6285-6079/
Vendo:Taller de Serigrafía. 6 secadoras con bandeja. 2 máquinas de serigrafía semi-nuevas. 1 reeladora. 1 máquina de altafrecuencia 12kw nueva.Cel: 15-3375-8649 / [email protected]