Faculdade de Engenharia da Universidade do Porto · Faculdade de Engenharia da Universidade do...
119
Faculdade de Mestrado In Orienta e Engenharia da Universidade João José Guerreiro Gonçalves Relatório de Projecto realizado no âmbito do ntegrado em Engenharia Electrotécnica e de Com Major Automação ador: Prof. Dr. José António Rodrigues Pereira de Julho de 2009 e do Porto mputadores e Faria
Transcript of Faculdade de Engenharia da Universidade do Porto · Faculdade de Engenharia da Universidade do...
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Electrotécnica e de Computadores
Orientador: Prof. Dr.
Faculdade de Engenharia da Universidade do Porto
João José Guerreiro Gonçalves
Relatório de Projecto realizado no âmbito do
Mestrado Integrado em Engenharia Electrotécnica e de Computadores
Major Automação
Orientador: Prof. Dr. José António Rodrigues Pereira de Faria
Julho de 2009
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Electrotécnica e de Computadores
es Pereira de Faria

II
João Guerreiro, 2009
III
Resumo
Neste documento é apresentado um projecto centrado na criação de fluxo e
implementação de sistema de rastreabilidade de produtos, desenvolvido no âmbito do
trabalho final do Curso de Mestrado Integrado em Engenharia Electrotécnica e de
Computadores, da Faculdade de Engenharia da Universidade do Porto.
O projecto decorreu nas instalações fabris da Grohe Portugal, em Albergaria-a-Velha,
tendo como objectivo global a compreensão do processo produtivo de uma das linhas no
departamento de lixamento/polimento, efectuando um diagnóstico da situação actual desta
linha.
Para o efeito, foi proposta uma abordagem sustentada em três fases centrais: um
processo de diagnóstico, cujos resultados deram origem a um racional de propostas de
intervenção, do qual se partiu para a implementação das áreas de intervenção acordadas com
o departamento de lixamento/polimento, como de actuação prioritária.
O processo de diagnóstico permitiu caracterizar a situação actual, identificando um
núcleo central de problemas: elevada taxa de não conformidades, sobreprodução e falhas nas
entregas. Este núcleo central de problemas determinava um conjunto de consequências,
nomeadamente, um elevado rework e sucata, elevados stocks intermédios e elevado lead
time.
Face às conclusões do diagnóstico, foi elaborado um racional de propostas de intervenção,
assente em três vectores estratégicos: gestão visual; optimização de fluxos; e, rastreabilidade
de produtos.
Desta proposta inicial, avançou-se para a implementação de quatro medidas específicas,
consideradas pela Direcção do departamento como prioritárias: implementação de plano de
5S; controlo de consumíveis; optimização de fluxos; e, sistema de rastreabilidade.
Após a implementação das medidas referidas, constata-se que os resultados globais
indicam uma redução de 30,4% ao nível do lead time ― das 16,8 horas iniciais passou-se para
um lead time de 11,7 horas ―, bem como, uma diminuição de 54,8% em stock intermédio ―
das 1.300 unidades iniciais passou-se para 587 unidades. Obteve-se, também, um aumento de
valor acrescentado, o qual passou de 0,24% para 0,34%, resultado obtido face à redução dos

IV
tamanhos dos lotes à entrada do processo de lixamento/polimento, à limitação na quantidade
máxima de produtos entre os processos de lixamento/polimento, bem como, a uma agilização
dos processos no seu interior.

V
Abstract
The present document describes a project concerning the creation of flows and
traceability systems, developed during the conclusion of the Master in Electrical and
Computer Engineering from Faculdade de Engenharia da Universidade do Porto (FEUP).
The project took place in the manufacturing facilities of Grohe Portugal, located in
Albergaria-a-Velha, with the overall aim of understanding and diagnosing the production
process of a production line in the department of grinding and polishing.
Three phases were approached in the project development: process diagnosis;
intervention proposals and implementation of priority intervention areas.
The process of diagnosis has characterized the current situation, identifying a set of core
problems: high rate of non-conformities, overproduction and failures in deliveries. These core
problems determined a set of consequences, including high levels of rework and scrap, flows
with elevated production lead time and high quantities of work–in-process (WIP).
Based on the diagnosis, areas of intervention were proposed, with three strategic vectors:
visual management; flow optimization and product traceability;
Regarding the intervention proposals, four specific measures were implemented for being
considered as a priority by the direction of the department: 5s implementation; elimination
of non value added operations; control of consumables and traceability system.
Once the implementation succeeded, the overall results indicate a lead time reduction of
30,4% ― from the initial 16,8 to 11,7 hours ―, and a decrease of 54,8% in the intermediate
stock ― from 1300 to 487 units. Finally, it was also noticed an increase of value added, from
0,24% to 0,34%, concerning the reduction of the size from the lots entering the process of
grinding/polishing, the limitation of the maximum quantity of products between processes
and the ease of the process.

VI
VII
Agradecimentos
Dando por finalizada esta importante etapa da minha vida, gostaria de expressar o meu
agradecimento a um conjunto de pessoas sem o apoio das quais a concretização deste
trabalho não teria sido, de modo algum, possível.
Gostaria de endereçar um sincero agradecimento ao Professor José Faria pelo apoio e
disponibilidade que sempre manifestou no acompanhamento e orientação deste projecto. Foi
a participação nas suas aulas que despertou o meu interesse pela metodologia lean que fui
aprofundando e que culminou na realização deste trabalho.
Na Grohe, onde desenvolvi a actividade de estágio contactei com um vasto número de
pessoas às quais estou agradecido por toda a ajuda, disponibilidade e apoio manifestado. São
pessoas com uma vasta experiência profissional e com grande domínio técnico que pautam o
seu trabalho por elevados valores de profissionalismo, de honestidade e de companheirismo.
Entre eles gostaria de destacar quatro colegas: o Celso Maia, o Hugo Lourenço, o Milton Rino
e o Sérgio Costa, a quem deixo o meu sentido obrigado; sem vocês este trabalho não passaria
de uma ideia.
Gostaria também de agradecer a uma série de amigos pelo apoio que manifestaram ao
longo do tempo. Não querendo particularizar nomes — há sempre o risco de esquecer alguém
que não o merece — remeto a todos (eles sabem quem são) um sincero obrigado.
Não poderia deixar de agradecer o apoio incondicional manifestado pela minha família,
nomeadamente pelos meus pais, e pela Filipa, a quem endereço um sincero agradecimento. O
seu incentivo foi determinante para concluir mais esta etapa.
Obrigado a todos.

VIII
IX
Índice
Resumo ............................................................................................ III
Abstract ............................................................................................. V
Agradecimentos .................................................................................. VII
Índice ............................................................................................... IX
Lista de figuras ................................................................................... XI
Lista de tabelas ................................................................................. XV
Abreviaturas .................................................................................... XVII
Capítulo 1 .......................................................................................... 1
Introdução ......................................................................................................... 1 1.1 - Motivação/enquadramento do trabalho ........................................................... 1 1.2 - Objectivos ............................................................................................... 2 1.3 - Estrutura e organização do projecto ............................................................... 3
Capítulo 2 .......................................................................................... 7
Produção lean .................................................................................................... 7 2.1 - Enquadramento histórico ............................................................................. 7 2.2 - Conceitos e fundamentos ........................................................................... 11
2.2.1 - Eliminação de desperdícios ................................................................. 11 2.2.2 - Melhoria contínua (Kaizen) .................................................................. 12 2.2.3 - Qualidade total – zero defeitos ............................................................. 13 2.2.4 - Produção Just-in-time (JIT) ................................................................. 15 2.2.5 - Pull em vez de Push .......................................................................... 15 2.2.6 - Equipas multidisciplinares ................................................................... 16 2.2.7 - Sistemas verticais de informação .......................................................... 16
2.3 - Metodologia 5S ....................................................................................... 17 2.4 - Rastreabilidade de produtos ....................................................................... 18
Capítulo 3 ......................................................................................... 21
Apresentação do sistema de produção ..................................................................... 21 3.1 - A empresa ............................................................................................. 21 3.2 - Os produtos ........................................................................................... 22 3.3 - Os processos e os equipamentos .................................................................. 23 3.4 - O planeamento e o controlo de produção ....................................................... 25
X
3.5 - A linha de produção em estudo ................................................................... 26
Capítulo 4 ......................................................................................... 33
Diagnóstico ...................................................................................................... 33 4.1 - Metodologia adoptada .............................................................................. 33
4.1.1 - O modelo VSM ................................................................................. 33 4.2 - Quadro de diagnóstico .............................................................................. 34 4.3 - Identificação de problemas ........................................................................ 36
4.3.1 - Elevados valores de rework e de sucata .................................................. 36 4.3.2 - Desvios nos processos a montante do lixamento ........................................ 38 4.3.3 - Detecção tardia das não conformidades .................................................. 39 4.3.4 - Falta de responsabilização .................................................................. 39 4.3.5 - “Adormecimento” de problemas com planeamento push ............................. 40 4.3.6 - Instabilidade nos processos a jusante do polimento .................................... 40 4.3.7 - Instabilidade nos setups de máquinas ..................................................... 40 4.3.8 - Baixa fiabilidade dos equipamentos de polimento...................................... 41 4.3.9 - Desadequação do parque de máquinas ................................................... 41 4.3.10 - Avaliação do desempenho orientada para a quantidade ............................. 42 4.3.11 - Registos escassos e pouco fiáveis ......................................................... 42 4.3.12 - Carência de indicadores de desempenho ............................................... 43 4.3.13 - Falhas na organização interna ............................................................ 43 4.3.14 - Ineficácia do controlo visual .............................................................. 44 4.3.15 - Dificuldades no planeamento ............................................................. 45 4.3.16 - Ampliação das dificuldades (“bullwhip effect”) ....................................... 46
4.4 - Síntese ................................................................................................. 47
Capítulo 5 ......................................................................................... 49
Propostas ........................................................................................................ 49 5.1 - Melhoria dos processos de gestão visual ......................................................... 51 5.2 - Optimização de fluxos .............................................................................. 54 5.3 - Rastreabilidade de produtos ....................................................................... 57 5.4 - Comunicação e Gestão da Mudança .............................................................. 58
Capítulo 6 ......................................................................................... 61
Acções desenvolvidas ......................................................................................... 61 6.1 - Organização do local de trabalho ................................................................. 62 6.2 - Controlo de consumíveis............................................................................ 66 6.3 - Optimização de fluxo e eliminação de operações sem valor acrescentado ............... 68 6.4 - Desenho de um sistema de rastreabilidade de produtos ..................................... 71
Capítulo 7 ......................................................................................... 77
Conclusões ...................................................................................................... 77 7.1 - Principais resultados obtidos e análise de impacte ............................................ 77 7.2 - Balanço do projecto ................................................................................. 78 7.3 - Propostas de trabalho futuro ...................................................................... 80
Referências ....................................................................................... 81
Anexos ............................................................................................. 83
XI
Lista de figuras
Figura 1.1 - Planeamento do Projecto ..................................................................... 4
Figura 1.2 -Calendarização das actividades do projecto ............................................... 6
Figura 2.1 - Classificação das actividades de um processo ........................................... 12
Figura 2.2 - Ciclo PDCA de melhoria contínua .......................................................... 13
Figura 2.3 - Exemplos de poka yoke ...................................................................... 14
Figura 2.4 - Representação sistema push (à esquerda) e sistema pull (à direita) ............... 16
Figura 2.5 - Representação esquemática de sistema de rastreabilidade .......................... 19
Figura 3.1 - Produção total e individual das unidades produtivas da Grohe AG e respectiva cota de produção (imagem retirada da de comunicado interno da Grohe Portugal) ..... 22
Figura 3.2 - Torneira e seus constituintes ............................................................... 23
Figura 3.3- Etapas da produção de torneiras ........................................................... 23
Figura 3.4 - Estrutura organizativa da Grohe Portugal ................................................ 25
Figura 3.5 - Fotografia de uma área do departamento de lixamento/polimento ................ 26
Figura 3.6 - Layout inicial do departamento de lixamento e polimento ........................... 27
Figura 3.7 - Evolução do tipo de corpos (referências) em produção no departamento ......... 28
Figura 3.8 - Robô de lixamento ........................................................................... 29
Figura 3.9 - Suporte para corpos de torneiras nos robôs ............................................. 29
Figura 3.10 – Pormenor do layout da linha amarela assinalando as duas zonas mais caóticas ................................................................................................. 30
Figura 3.11 - Fotografia das zonas consideradas desorganizadas (na esquerda a zona 1 à direita a zona 2) ....................................................................................... 30
Figura 3.12 - Esquema do layout da linha amarela .................................................... 31
Figura 4.1 - VSM efectuado ao corpo com maior produção da linha amarela ..................... 34
XII
Figura 4.2 - Quadro resumo de diagnóstico ............................................................. 35
Figura 4.3 - Pormenor de corpo colocado no suporte dos robôs (esquerda) e defeito do tipo poro (direita) ..................................................................................... 37
Figura 4.4 - Colaborador na maquinagem a realizar o controlo de um corpo recorrendo a um gabarit .............................................................................................. 39
Figura 4.5 - Máquinas de polimento ...................................................................... 41
Figura 4.6 - Pormenor da desorganização das escovas de polir ..................................... 44
Figura 4.7 - Quadro colocado para apoio visual no controlo do estado dos robôs ............... 45
Figura 4.8 - Esquema para o planeamento do departamento lixamento/polimento ............ 45
Figura 5.1 - Plano de proposta de intervenção ......................................................... 50
Figura 5.2- Proposta de novo layout para máquina de lavar ......................................... 56
Figura 5.3 - Estruturação da abordagem à mudança de acordo com o modelo conceptual proposto por Jonh Kotter ............................................................................ 59
Figura 6.1 - Enquadramento da acção centrada na organização do local de trabalho na proposta de intervenção ............................................................................. 62
Figura 6.2 - Quadro PDCA utilizado para registar acções na linha amarela ....................... 63
Figura 6.3 - Campos das etiquetas vermelhas .......................................................... 63
Figura 6.4 - Colaborador a efectuar a colocação de uma etiqueta vermelha ..................... 64
Figura 6.5 - Suporte para lixas num robô ................................................................ 64
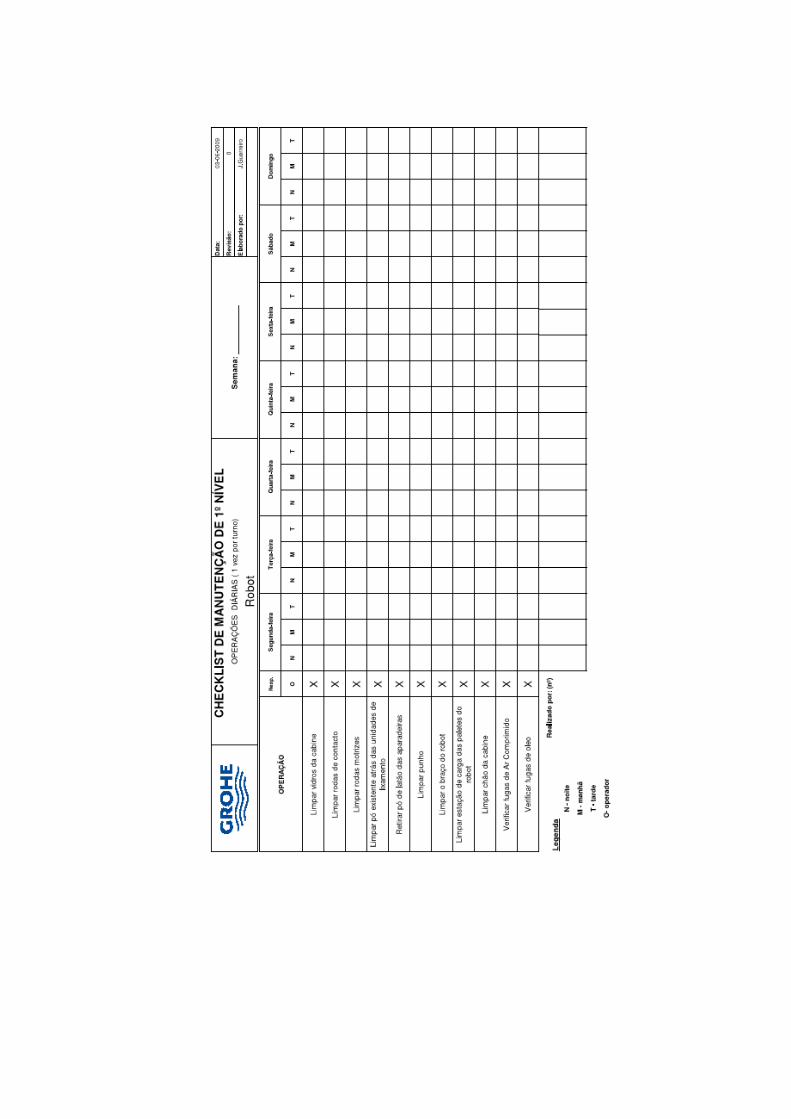
Figura 6.6 - Checklist de limpeza efectuado no final de cada turno ............................... 65
Figura 6.7 - Colocação aleatória das cintas de lixa no departamento ............................. 66
Figura 6.8 - Enquadramento da acção centrada no controlo de consumíveis, na proposta de intervenção ......................................................................................... 66
Figura 6.9 - Fotografia da situação inicial para armazenamento de escovas de polimento .... 67
Figura 6.10 – Fotografia de palete kanban .............................................................. 67
Figura 6.11 - Enquadramento da acção centrada na eliminação de operações sem valor acrescentado, na proposta de intervenção ....................................................... 68
Figura 6.12 - Operador a efectuar o carregamento de um cesto ................................... 69
Figura 6.13 - Carro de transporte junto ao tapete de acesso à máquina de lavar ............... 69
Figura 6.14 - Procedimento actual para lavagem de peças .......................................... 70
Figura 6.15 - Procedimento futuro para lavagem de peças .......................................... 70
Figura 6.16 - Layout final com definição de buffer para material lixado.......................... 71
XIII
Figura 6.17 - Enquadramento da acção centrada na rastreabilidade de produtos, na proposta de intervenção ............................................................................. 71
Figura 6.18 - Esquema resumo dos pontos fortes e fracos das opções de sistemas de rastreabilidade......................................................................................... 73
Figura 6.19 - Interface homem-máquina onde é possível efectuar os registos de peças ....... 75
Figura 6.20 - Procedimento típico no registo de corpos .............................................. 76
Figura 6.21 - Caixa Grohe com etiqueta rfid ........................................................... 76

XIV
XV
Lista de tabelas
Tabela 1 - Associação do tipo de suporte ao lote de corpos ......................................... 74
Tabela 2 - Tabela de registo de defeitos ................................................................ 75
Tabela 3 - Registo de informações de rastreabilidade de peças .................................... 76
Tabela 4 - Resumo dos ganhos ao nível de lead time e stocks intermédios ....................... 78

XVI
XVII
Abreviaturas
CNC Computer numerical controlled
FEUP Faculdade de Engenharia da Universidade do Porto
FIFO First in First out
IMVP International Motor Vehicle Program
JIT Just in time
MRP2 Manufacture resource planning
OEE Overall Equipment Effectiveness
OPC Object Linking and Embedding for Process Control
PC Personal computer
PDCA Plan Do Control Act
Rfid Identificador por rádio frequência
TPS Toyota production system
VSM Value stream mappining

XVIII
1
Capítulo 1
Introdução
Neste capítulo efectua-se uma breve contextualização do projecto desenvolvido,
apontando as motivações e as necessidades existentes que levaram à sua criação. Serão,
ainda, apresentados os objectivos definidos para o projecto, bem como, um resumo da
estrutura e da organização geral do projecto e do presente documento.
1.1 - Motivação/enquadramento do trabalho
O grupo Grohe iniciou a sua actividade em Portugal no ano de 1996, com a instalação de
uma unidade fabril na zona industrial de Areeiros, Albergaria-a-Velha. Os objectivos do grupo
têm-se pautado por um crescente aumento da capacidade produtiva, pelo que detém
actualmente cerca de 8% do mercado mundial, sendo o maior fabricante de sanitários no
mundo. Os produtos produzidos e comercializados pela Grohe pautam-se por valores e
padrões de qualidade, função e um design bastante arrojado.
Apesar da crise económica que abalou o mercado durante o ano de 2008, a Grohe AG
conseguiu manter as suas vendas praticamente inalteradas e até melhorar os seus resultados,
através de um aumento da cota de mercado e uma constante optimização nos custos de
produção.
Foi com base nesta filosofia de optimização de produção e princípios de melhoria
contínua, pelos quais se rege o funcionamento da Grohe, que surgiu a necessidade de analisar
o funcionamento de uma das linhas da fábrica. No departamento de lixamento/polimento, o
Director do departamento encontrava-se preocupado com o lead time e stocks intermédios da
linha amarela, onde são actualmente efectuadas as operações de lixamento e polimento de
algumas peças de torneiras.
Foi na sequência desta necessidade, e antevendo uma vantagem em obter uma análise
que reflectisse um ponto de vista externo e imparcial, que o Director do departamento
2 INTRODUÇÃO
convidou o autor do presente trabalho para uma primeira reunião e uma visita às instalações
da fábrica.
Nesta primeira visita, foi possível compreender que, de facto, a aplicação dos conceitos
lean manufacturing na fábrica, e sobretudo no departamento em questão, constituiriam uma
vantagem competitiva.
A crescente agressividade do mercado impõe às empresas a capacidade de criar produtos
de qualidade, desenhados à luz das necessidades de cada cliente. Para isso, as organizações
necessitam desenvolver processos que cumpram, simultaneamente, requisitos de velocidade
de produção e de diminuição dos custos associados.
Os princípios introduzidos pelo lean manufacturing surgem como uma forma de cumprir
estas necessidades. O grande sucesso desta abordagem advém da capacidade de eliminar as
actividades que não acrescentam valor e são desnecessárias aos processos de fabrico,
resultando em reduções de custos e em ganhos de qualidade.
No caso da linha amarela na Grohe, o objectivo de actuação consistia na compreensão do
processo produtivo, efectuando um diagnóstico mais preciso da actual situação, caracterizada
por um elevado lead time e por uma elevada quantidade de stocks intermédios. Foi neste
contexto que se deu inicio a um projecto de diagnóstico de necessidades de melhoria da linha
amarela, no departamento supracitado.
Este projecto, com uma duração aproximada de 4 meses (Março a Junho de 2009), foi
desenvolvido no âmbito do Mestrado Integrado de Eng. Electrotécnica e de Computadores da
Faculdade de Engenharia, da Universidade do Porto.
1.2 - Objectivos
O termo "objectivo" diz respeito a um fim que se quer atingir. No âmbito do presente
trabalho, foram definidos objectivos de actuação, claros e concretizáveis, que orientaram
toda a actuação ao longo do projecto.
Após a reunião realizada com o Director do departamento de lixamento/polimento, foram
estabelecidos os objectivos globais do projecto:
• Conhecer e analisar o funcionamento da linha amarela e sua envolvente;
• Efectuar um diagnóstico da situação actual e pontos de melhoria no funcionamento da
linha amarela;
• Elaborar um relatório de levantamento das necessidades de melhoria da linha amarela
e um relatório de propostas de actuação;
• Implementar, com base no relatório de propostas de actuação, aquelas que se
considerarem prioritárias.
Face aos objectivos estabelecidos na reunião de kick-off com a Grohe, o próprio autor
estabeleceu, também, objectivos de crescimento pessoal e profissional. Em primeira
instância, o projecto a desenvolver significava a sua inserção nos contextos de trabalho na
Estrutura e organização do projecto 3
área da gestão industrial. Dado o contexto e o âmbito de actuação em que decorreu o
projecto, desejavelmente, deveria ser possível desenvolver e aprofundar conhecimentos
relativos à área de lean manufacturing, bem como, desenvolver competências técnicas e
interpessoais, tais como:
• Competências técnicas na área de diagnóstico de necessidades, conhecimento e
utilização de ferramentas de diagnóstico, estratégias e metodologias de
implementação;
• Competências de carácter soft como a preparação e o planeamento de actividades, a
gestão de projectos, o trabalho em equipa, a preparação e a condução de reuniões,
aprofundando, ainda, conhecimentos na área de gestão da mudança e da
comunicação.
1.3 - Estrutura e organização do projecto
Como referido no ponto anterior, os objectivos centrais deste projecto prendem-se com a
análise e o diagnóstico de pontos de melhoria da linha amarela do departamento de
lixamento/polimento.
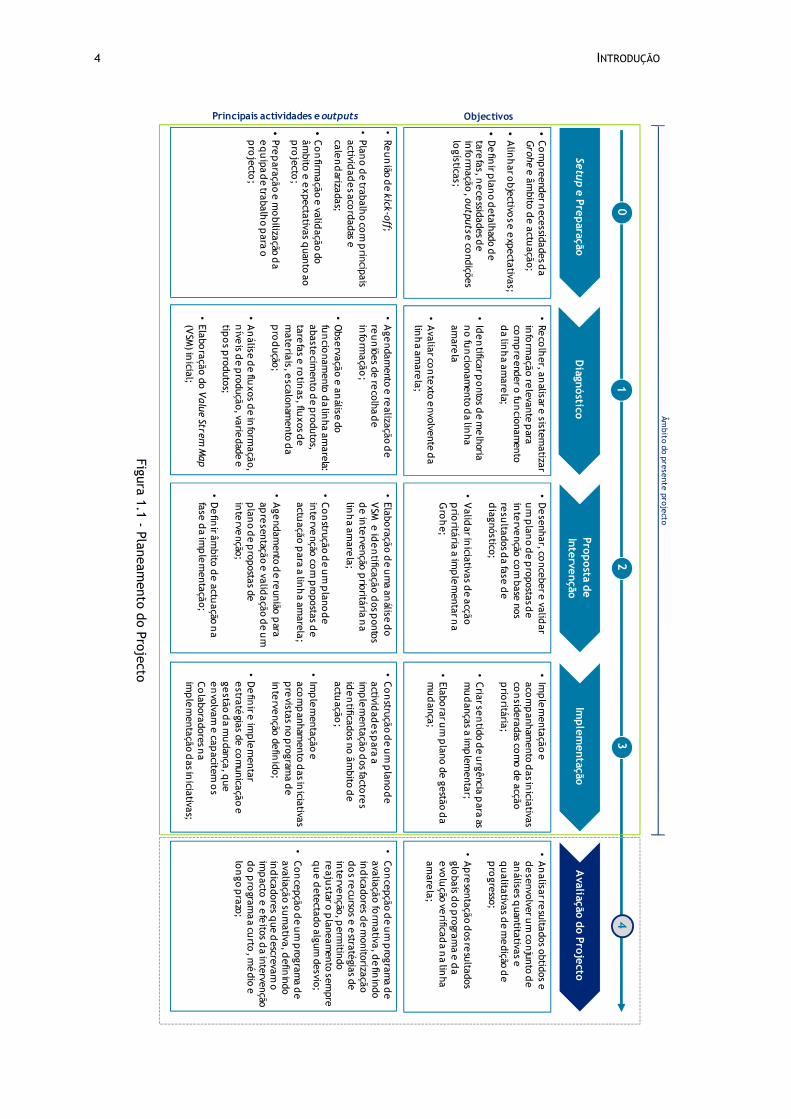
Para levar a cabo esta tarefa, foi proposta uma abordagem sustentada em quatro fases
sequenciais e precedidas de uma fase preliminar (Figura 1.1). Após o setup e preparação do
arranque do projecto, fase que se consubstanciou no kick-off do projecto, seguiu-se um
processo de diagnóstico, cujas conclusões suportaram um racional de propostas de
intervenção.
Finda esta etapa, e dados os constrangimentos de tempo e de recursos, foi realizada uma
reunião com a direcção do departamento de lixamento/polimento, com o objectivo de
estabelecer as áreas prioritárias de intervenção e de reunir as demais condições necessárias à
implementação, nas áreas críticas, das medidas acordadas.
Não tendo havido oportunidade de conceber um programa de avaliação do projecto,
deixa-se, no entanto, a chamada de atenção para a importância de estipular métricas de
avaliação formativa e sumativa. Deste modo, e ainda que em paralelo com o projecto, deixa-
se a referencia a uma proposta de actuação que viabilize a monitorização da evolução do
processo de implementação das iniciativas e a avaliação o sucesso do projecto global.
4 INTRODUÇÃO
•Compreender n
ecessidades da
Grohe
e âm
bito de actu
ação;
•Alin
har o
bjectivos e
expectativas;
•Defin
ir plan
o detalhado d
e tare
fas, nece
ssidades de
inform
ação, outputse
condições
logísticas;
•Desenhar, co
nceber e valid
ar um plan
o de p
ropostas de
inte
rvenção co
m base nos
resu
ltados da fase
de
diagnóstico;
•Valid
ar iniciativas d
e acção
prio
ritária a implementar n
a Gro
he;
•Im
plementação e
aco
mpanham
ento das in
iciativas co
nsideradas co
mo de acção
prio
ritária;
•Criar se
ntido d
e urgência p
ara as mudanças a im
plem
entar;
•Elabo
rar um plano de gestão d
a mudança;
02
3
Setupe Preparação
Proposta d
e
Interve
nção
Implementação
•Analisar re
sultados obtidos e desenvolver u
m co
njunto de
análises q
uantitativas e
qualitativas d
e medição d
e pro
gresso;
•Apre
sentação dos re
sultados glo
bais do p
rograma e
da
evo
lução ve
rificada n
a linha
amare
la;
4
Avaliação
do Projecto
Âmbito do presente projecto
•Re
colher, an
alisar e sistem
atizar inform
ação re
levante para
compre
ender o fu
ncionam
ento da lin
ha am
arela;
•Identificar p
ontos d
e melhoria
no fu
ncionam
ento da lin
ha am
arela
•Avaliar co
nte
xto envolvente d
a lin
ha am
arela; 1
Diagn
óstico
ObjectivosPrincipais actividades e outputs
•Re
união d
e kick-off;
•Plan
o de trabalh
o com principais
actividad
es aco
rdadas e
calendarizadas;
•Confirm
ação e valid
ação do âm
bito e expectativas q
uanto ao
pro
jecto;
•Pre
paração e
mobilização d
a equipa d
e trabalho p
ara o pro
jecto;
•Elabo
ração de u
ma an
álise do
VSM
e id
entificação
dos p
ontos de in
tervenção p
rioritária na
linha am
arela;
•Construção d
e um plano d
e inte
rvenção co
m propostas d
e actu
ação para a lin
ha am
arela;
•Age
ndamento d
e reunião p
ara ap
resentação e
validação d
e um
plan
o de p
ropostas de inte
rvenção;
•Defin
ir âmbito
de actu
ação na
fase da im
plementação;
•Construção d
e um plano d
e activid
ades p
ara a im
plementação d
os factore
s identificados no âm
bito de
actuação
;
•Im
plementação e
aco
mpanham
ento das in
iciativas pre
vistas no program
a de
inte
rvenção defin
ido;
•Defin
ir e im
plementar
estraté
gias de comunicação e
ge
stão da m
udança, q
ue envolvam
e cap
acitem os
Colaboradores n
a im
plementação d
as iniciativas;
•Concepção d
e um program
a de
avaliação fo
rmativa, d
efin
indo indicadores d
e monitorização
dos re
cursose estratégias
de inte
rvenção, p
ermitindo
reaju
star o planeam
ento sempre
que detectado algum
desvio;
•Concepção d
e um program
a de
avaliação su
mativa, d
efinindo
indicadores q
ue descrevam
o
impacto
e efeitos d
a intervenção do pro
grama a cu
rto, m
édio e
longo p
razo;
•Age
ndamento e
realização d
e re
uniões de re
colha de
inform
ação;
•Obse
rvação e an
álise do funcio
namento d
a linha am
arela: abaste
cimento d
e produtos,
tarefas e
rotin
as, fluxos d
e mate
riais, escalonam
ento da
pro
dução;
•Análise d
e fluxos d
e inform
ação, níve
is de p
rodução, variedade e
tip
os p
rodutos;
•Elabo
ração do V
alueStrem
Map
(VSM
) inicial;
Figura 1.1 - Planeamento do Projecto
Estrutura e organização do projecto 5
O actual documento segue a lógica da estrutura da abordagem preconizada, sendo, no
entanto, precedida de outros capítulos introdutórios.
Assim, na parte inicial deste documento, encontram-se os capítulos de cariz introdutório
e organizativo: resumo, agradecimentos, índice de conteúdos, de figuras e de tabelas, bem
como, uma lista de abreviaturas e símbolos.
O nesta introdução faz-se um enquadramento ao projecto que, se admite, permite
compreender a contextualização das necessidades sentidas pela Grohe, as principais
motivações que deram origem ao projecto, os objectivos estipulados e a metodologia de
trabalho proposta e adoptada.
O segundo capítulo ― Produção lean, conceitos e fundamentos ― apresenta o conceito de
lean production, expondo sucintamente a sua origem e referindo os princípios em que se
baseia, assim como, uma breve descrição de cada um deles.
No terceiro capítulo ― Apresentação do sistema de produção em estudo ― é efectuado um
breve contexto histórico da empresa, os seus produtos, processos e equipamentos, estratégias
de planeamento e controlo de produção. É também explicitada a forma de funcionamento da
linha em estudo: a linha amarela, do departamento de lixamento/polimento.
O quarto capítulo corresponde à fase de diagnóstico, no qual são apresentadas as
metodologias e os resultados do processo de diagnóstico.
Face aos resultados do diagnóstico, no quinto capítulo são apresentados três grandes
blocos de propostas de intervenção, identificando vectores de actuação possíveis.
Por força dos constrangimentos de tempo e de recursos, não foi possível viabilizar todos
os vectores de actuação enunciados no capítulo das propostas de intervenção. Assim, e tendo
por base as áreas de actuação prioritárias definidas em conjunto com a direcção do
departamento de lixamento/polimento, o sexto capitulo espelha as acções implementadas no
terreno, acompanhadas de uma descrição das actividades realizadas, de uma forma
cronológica, bem como todos os resultados alcançados com a introdução das melhorias.
Na parte final do documento, são apresentadas algumas conclusões e é efectuado um
balanço crítico sobre o projecto desenvolvido, sendo enunciadas algumas propostas de
melhoria futura.
Por fim, são apresentadas as referências e os anexos do texto principal.
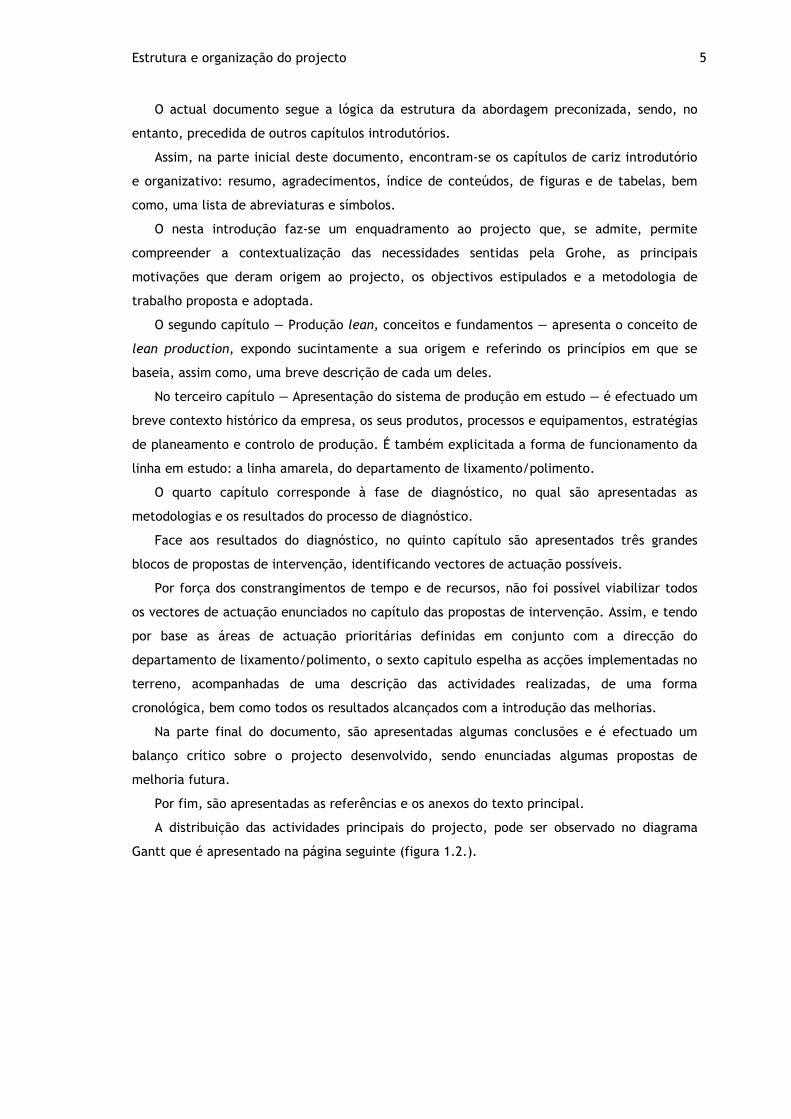
A distribuição das actividades principais do projecto, pode ser observado no diagrama
Gantt que é apresentado na página seguinte (figura 1.2.).
6 INTRODUÇÃO
Figura 1.2 -Calendarização das actividades do projecto
Kickoff
Plano de trabalho
Recolha e analise
de informação
Observação
Reunião
VS
M Final
Desenho P
lano de Intervenção
Reunião P
ropostas Implem
entação
Validação iniciativas
acção prioritária
Plano 5S
Optimização de Fluxos
Controlo C
onsumíveis
Sistem
a R
astreabilidade
Setu
pe Preparação
Proposta de Intervenção
Implem
entação
Diagnóstico
Semana 2
Semana 3
Semana 1
Semana 4
Semana 5
Semana 7
Semana 8
Semana 6
Semana 9
Semana 10
Semana 11
Semana 12
Semana 14
Semana 15
Semana 13
Semana 16
Semana 17
Escrita Tese
7
Capítulo 2
Produção lean
Este capítulo representa uma breve introdução ao enquadramento histórico e aos
principais conceitos e fundamentos da produção lean. Os conceitos preconizados pela
filosofia lean manufacturing são, na sua essência, muito simples. A sua compreensão é, no
entanto, fundamental para o sucesso de todo o projecto em questão, já que constituem os
pilares estruturantes de todas as iniciativas propostas e implementadas.
2.1 - Enquadramento histórico
Em meados do século XVIII assistiu-se em Inglaterra ao início de uma revolução que
mudou para sempre a forma do homem trabalhar, pensar e produzir, e que representa o
ponto de viragem na relação do homem com a máquina: a Revolução Industrial.
A Revolução Industrial representa uma das mais profundas transformações sofridas pela
Humanidade, condicionando as economias nacionais e internacionais, as quais adquiriram a
capacidade de, cada vez mais e melhor, distribuir e fornecer bens e serviços, multiplicando-
os ininterruptamente até aos dias de hoje a um número cada vez maior de pessoas.
Enquanto fenómeno amplo e gerador de um crescimento irreversível, a Revolução
Industrial veio alterar as regras de mercado e de iniciativa individual, as tecnologias e a
atitude do homem perante o trabalho e a economia. As anteriores manufacturas, de carácter
artesanal, foram substituídas pelas máquinas.
No início do século XIX, as máquinas disponíveis e utilizadas eram extremamente
rudimentares, sendo a «arte» ou habilidade dos operários que as manejavam um aspecto
fundamental na qualidade da produção. Agrupados por ofícios, os trabalhadores, transmitiam
uns aos outros, do mestre ao aprendiz, a arte e os segredos do ofício. À medida que as
máquinas foram evoluindo, as tarefas a desempenhar pelos operários foram divididas e
simplificadas, os métodos aperfeiçoados e a disposição das máquinas adequada. A essa
tentativa de racionalizar a mão-de-obra, de substituir métodos de trabalho rudimentares por
8 PRODUÇÃO LEAN
métodos científicos deu-se o nome de organização científica do trabalho, cuja primeira
abordagem veio a ser protagonizada por Taylor.
A análise científica do trabalho consistia no estudo dos movimentos elementares de cada
operário, identificando em cada conjunto de movimentos, aqueles que são úteis e quais
podem ser descartados aumentado desta forma um aumento da produtividade.
O norte-americano Henry Ford foi o primeiro a pôr em prática em larga escala, na sua
empresa Ford Motor Company, os princípios do taylorismo. Ford protagonizou a introdução do
conceito de linha de montagem em série, com o objectivo de produção em grande
quantidade de automóveis a baixo custo. A introdução do modelo Ford T revolucionou os
transportes e a indústria norte-americanos, sendo que Ford conseguiu criar condições nas
quais tinha capacidade de fabricar um carro a cada 98 minutos[1], sem sacrificar os salários
oferecidos aos seus operários: 5 dólares por dia em 1914.
Este sistema de produção em massa desenvolvido por Taylor e Ford no início do século XX
predominou até a década de 90. O seu objectivo primordial era reduzir os custos unitários dos
produtos através da produção em larga escala, especialização e divisão do trabalho. No
entanto, este sistema tinha que operar com stocks e lotes de produção bastante elevados.
As duas Grandes Guerras representaram um enorme esforço de produção de guerra,
representando verdadeiros catalisadores no sentido de um novo padrão de desenvolvimento
tecnológico, com processos mais rápidos, inovações constantes e automatização da indústria.
O esforço de guerra representava uma motivação e acelerador para a gestão e
desenvolvimento industrial e tecnológico, com claras consequências para as economias
internacionais.
Após a Segunda Guerra Mundial, o Japão conheceu um período de 15 anos consecutivos
caracterizados por um nível de crescimento económico extremamente elevado (1959 – 1974).
Com a globalização, e a forte influência da cultura e economia americanas nos restantes
países do globo, os Japoneses rapidamente adoptaram modos de vida e de trabalho muito
semelhantes aos vividos e propostos pela potência EUA.
O sucesso do sistema de produção em massa, e os comprovados resultados de redução de
custos que proporcionou à industrial automóvel ao longo de vários anos nos EUA,
influenciaram o Japão a adoptar este sistema em larga escala e nos mais variados sectores da
industria, tendência que permaneceu durante vários anos.
Neste sentido, a indústria Japonesa direccionava os seus esforços para uma produção que
visava a quantidade, não tendo em consideração a previsão de que a situação económica de
crescimento que se vivia poderia sofrer modificações.
Contudo, começaram a surgir as primeiras preocupações face ao perigo que a conjuntura
política e económica de então representava. Após a 2ª Grande Guerra, a indústria Japonesa
tinha sofrido enormes perdas, apresentando uma produtividade muito baixa e uma enorme
falta de recursos. Com a crise petrolífera decorrente no Outono de 1973, a situação
Enquadramento histórico 9
económica do Japão rapidamente atingiu o crescimento nulo, o que fez com que muitas
empresas falissem.
A fábrica japonesa de automóveis Toyota não era excepção: instalada num país dizimado
por duas bombas atómicas, com o tecido industrial nacional praticamente destruído, uma
plataforma de abastecimento nula, consumidores com pouco dinheiro e um mercado nacional
com procura extremamente reduzida quando comparada com os grandes volumes de
produção dos EUA (cerca de 10 vezes inferior: 9.000 unidades por mês no EUA
comparativamente com 900 unidades mensais no Japão), o fabricante de automóveis optou
por adoptar uma estratégia alinhada com os constrangimentos da sua envolvente.
A Toyota colocou assim em causa a adequação do sistema de produção em massa à
realidade e panorama económico nacional, o que veio a despertar a necessidade de estudar e
desenvolver um modelo de produção adaptado à envolvente e que respondesse às
especificidades do mercado em que se encontrava inserida.
Neste sentido, vários membros da família fundadora da Toyota Motor Corporation
deslocaram-se aos EUA durante as décadas entre 1930 e 1950 com o intuito de conhecer
aquele que era o sistema de produção mais rentável do mundo.
Em 1950, após mais uma visita às plantas fabris dos EUA, incluindo o complexo River
Rouge da Ford [2], Eiji Toyoda convocou uma reunião com Taichi Ohno para delinearem um
novo plano de trabalho. O objectivo estabelecido por estes dois jovens engenheiros nessa
reunião consistia em aperfeiçoar o processo de produção da Toyota, de forma a equipar a sua
produtividade à produtividade da Ford. Foi assim que estes inovadores engenheiros se uniram
para desenvolver o novo e competitivo sistema de produção da Toyota Motor Company,
posicionado lado a lado com as indústrias europeias e norte-americanas.
Pensando na comparação entre os dois sistemas de produção, enquanto a Ford se
encontrava orientada para a produção em grandes quantidades de um número limitado de
modelos, a Toyota, face aos constrangimentos impostos pela envolvente, deveria apostar
numa estratégia de fabrico de pequenos volumes de diferentes modelos, tornando as linhas
de montagem flexíveis de forma a poderem ser utilizadas na montagem de pequenas series.
Desta forma, adaptar-se-ia ao facto do seu mercado ser composto por um número reduzido
de consumidores com capacidade económica, o que não permitia sustentar os modelos
americanos de 1 linha de montagem – 1 modelo de automóvel.
No que respeitava à gestão financeira e liquidez do capital, enquanto a Ford lidava com
montantes elevadíssimos de capital, geridos entre um mercado doméstico e internacional, a
Toyota deparava-se com um cenário de baixa solvabilidade e a operar num mercado
doméstico de pequena dimensão e falido. Com poucos recursos e pouco capital, a Toyota
necessitava de movimentar rapidamente o dinheiro, desde o ponto em que recebia o pedido,
até ao pagamento do produto.
10 PRODUÇÃO LEAN
Quanto ao serviço de fornecimento, as diferenças eram também elas abismais: enquanto
a Ford detinha um sistema completo de fornecimento, a Toyota não tinha hipótese de se
refugiar nos elevados volumes de material e nas economias de escala típicas do sistema de
produção em massa da Ford.
Desta forma impunha-se uma lógica de elevada qualidade, baixo custo, menor lead time e
maior flexibilidade [3].
Foi neste contexto que surgiu o Sistema Toyota de Produção (TPS). Baseando-se numa
metodologia de trocas rápidas e lotes pequenos, a Toyota conseguiu tornar as suas linhas de
produção muito flexíveis e produtivas, com um investimento inicial muito inferior ao
necessário para a produção em massa. Apostou na construção de um elevado número de
setups, os quais, apoiados num princípio de fluxo contínuo, permitiam a construção de lotes
de menor volume, ajustados às necessidades impostas pelos consumidores e mercado.
Contudo, convém frisar que o Sistema Toyota de Produção foi um processo gradual de
aprendizagem e que se prolongou por várias décadas. A chave do sucesso do Sistema Toyota
de Produção passou sobretudo pela “capacidade dinâmica de aprendizagem” desta
organização. Takahiro Fujimoto referia, na sua análise da evolução do referido sistema, que
“a organização de produção da Toyota […] adoptou selectivamente uma série de elementos
do sistema Ford conjugando-os com o seu sistema original. Aprendeu ainda através de uma
série de experiências com outro tipo de indústrias. É então um mito considerar-se que o
Sistema Toyota de Produção foi uma invenção dos génios japoneses da indústria automóvel.
No entanto, não devemos menosprezar a imaginação empreendedora dos directores de
produção da Toyota (e.g. Kiichiro Toyoda, Taiichi Ohno and Eiji Toyoda), que integraram
elementos do sistema Ford num ambiente doméstico bastante diferenciado do dos Estados
Unidos. Assim, o método Toyota não é um sistema nem puramente original nem totalmente
plagiado. É essencialmente um sistema híbrido.”
Desde a sua génese, o conceito de produção lean tem vindo a captar uma curiosidade e
atenção crescentes, tanto a nível bibliográfico como a nível prático. Esta é, actualmente,
uma estratégia de referência na área da organização de sistemas de produção. Desde que o
termo "LEAN" foi utilizado com esse sentido num livro chamado "The Machine that Changed
the World" [4], nunca foi tão discutido como agora. No site amazon.com[5] surgem mais de
4.500 livros sobre o tema, sendo que uma observação mais atenta permite constatar que
muitos destes livros já ultrapassaram o âmbito da produção de automóveis, passando por
áreas deste o fabrico de produtos até áreas tão sensíveis como a dos cuidados de saúde.
Inicialmente como David contra Golias, a produção lean desafiou com êxito as já
institucionalizadas práticas de produção em massa na indústria automóvel, alterando
significativamente os trade-offs entre produtividade e qualidade, contribuindo de forma
activa para a análise de uma série de operações industriais que ultrapassam a lógica e
ambiente repetitivo de produção de grandes volumes.
Conceitos e fundamentos 11
2.2 - Conceitos e fundamentos
Desde o seu desenvolvimento pela Toyota, em meados do século passado, que os
princípios lean têm conduzido ao aperfeiçoamento nos processos de produção e, mais
recentemente, nos serviços.
Algumas histórias modernas de sucesso com grande visibilidade provaram que há muito
mais em jogo do que o caminho para a eficiência. Uma maior eficiência leva a uma maior
produtividade, mas também a uma maior clareza relativamente aos propósitos de negócio.
Quando aplicado correctamente, o pensamento lean transforma as organizações fornecedoras
em empresas focadas nas reais necessidades do Cliente. O resultado é uma transformação
cultural, com consequências ao nível da maior satisfação e fidelização do Cliente, maior
rentabilidade para os fornecedores e uma força de trabalho mais capacitada e alinhada para
a eficiência e produtividade.
No entanto, este tipo de mudança não pode ser alcançada de um dia para o outro.
Embora muitas organizações tenham conquistado algum sucesso inicial através do lean, a
maioria ainda tem dificuldades em criar programas que consigam manter as vantagens
iniciais. Para a implementação desta filosofia torna-se essencial conhecer a fundo os
conceitos e definições fundamentais deste sistema de produção.
Assim, este capítulo tem como objectivo efectuar uma breve introdução aos principais
conceitos e fundamentos da filosofia lean.
2.2.1 - Eliminação de desperdícios
“All we are doing is looking at the time line from the moment the customer gives us an
order to the point when we collect the cash. And we are reducing that time line by removing
the non-value-added wastes”[6].
A eliminação do desperdício é provavelmente a expressão mais ouvida quando se fala em
princípios lean. O ponto de partida para a sua compreensão passa pelo conceito de “valor”. O
valor é definido pelo cliente, e apenas faz sentido quando expresso por um produto que vá ao
encontro das necessidades do cliente a um dado preço e num determinado momento. Para o
cliente final, o único objectivo de quem produz é criar valor[4].
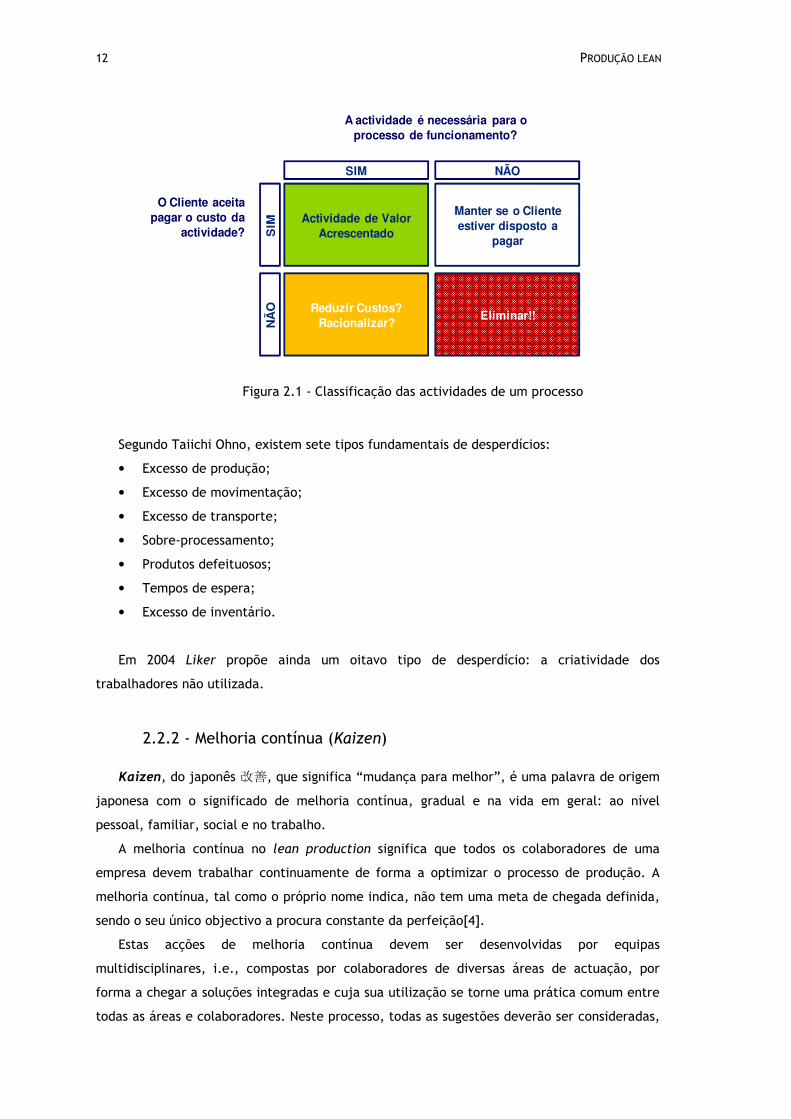
Tudo que não acrescenta valor a um produto ou serviço é considerado desperdício e deve
ser eliminado. Assim, todos os esforços devem ser focados nas actividades de valor
acrescentado, como evidencia a figura 2.1.
12 PRODUÇÃO LEAN
Segundo Taiichi Ohno, existem sete tipos fundamentais de desperdícios:
• Excesso de produção;
• Excesso de movimentação;
• Excesso de transporte;
• Sobre-processamento;
• Produtos defeituosos;
• Tempos de espera;
• Excesso de inventário.
Em 2004 Liker propõe ainda um oitavo tipo de desperdício: a criatividade dos
trabalhadores não utilizada.
2.2.2 - Melhoria contínua (Kaizen)
Kaizen, do japonês 改善, que significa “mudança para melhor”, é uma palavra de origem
japonesa com o significado de melhoria contínua, gradual e na vida em geral: ao nível
pessoal, familiar, social e no trabalho.
A melhoria contínua no lean production significa que todos os colaboradores de uma
empresa devem trabalhar continuamente de forma a optimizar o processo de produção. A
melhoria contínua, tal como o próprio nome indica, não tem uma meta de chegada definida,
sendo o seu único objectivo a procura constante da perfeição[4].
Estas acções de melhoria contínua devem ser desenvolvidas por equipas
multidisciplinares, i.e., compostas por colaboradores de diversas áreas de actuação, por
forma a chegar a soluções integradas e cuja sua utilização se torne uma prática comum entre
todas as áreas e colaboradores. Neste processo, todas as sugestões deverão ser consideradas,
Actividade de Valor Acrescentado
Manter se o Cliente estiver disposto a
pagar
Eliminar!!Reduzir Custos?
Racionalizar?
SIM
NÃ
O
SIM NÃO
O Cliente aceita pagar o custo da
actividade?
A actividade é necessária para o processo de funcionamento?
O Cliente aceita pagar o custo da
actividade?
Figura 2.1 - Classificação das actividades de um processo
Conceitos e fundamentos 13
bem como o respectivo feedback sobre o impacto da aplicação das mesmas. Boas práticas e
sugestões deverão ser recompensadas de forma incentivar a participação e promover o
comprometimento dos colaboradores, incentivando a aceitação, interiorização e adopção
desta filosofia.
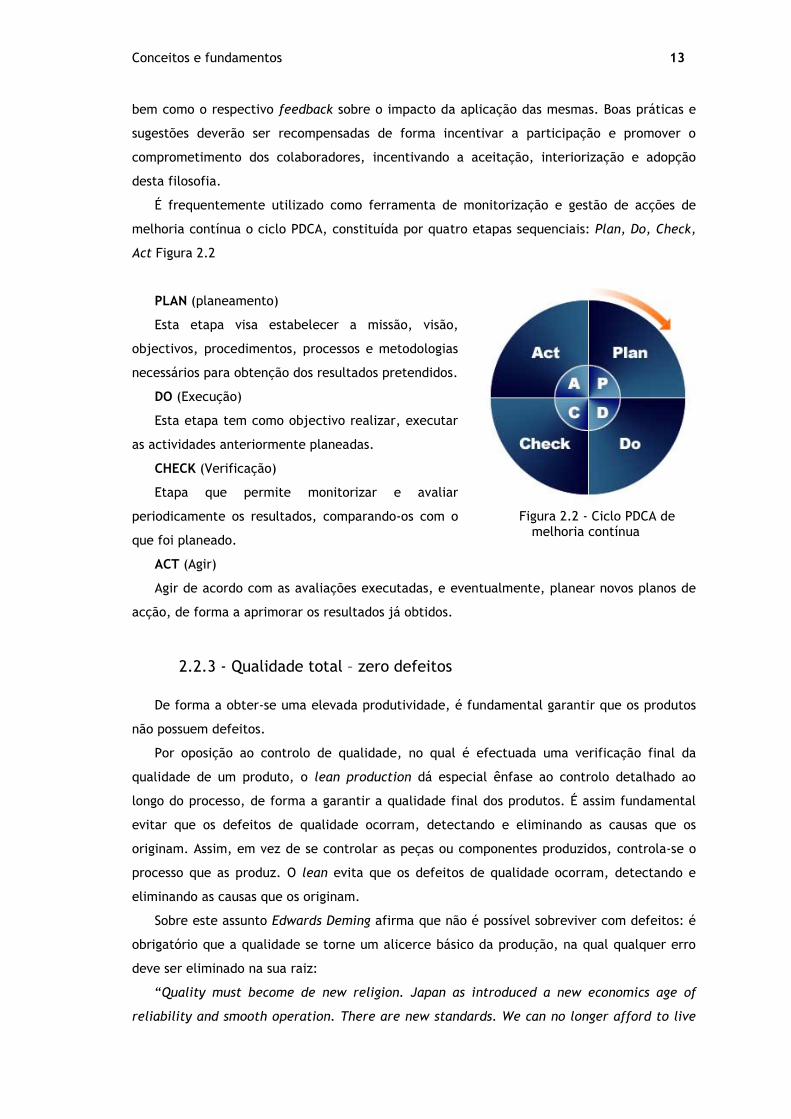
É frequentemente utilizado como ferramenta de monitorização e gestão de acções de
melhoria contínua o ciclo PDCA, constituída por quatro etapas sequenciais: Plan, Do, Check,
Act Figura 2.2
PLAN (planeamento)
Esta etapa visa estabelecer a missão, visão,
objectivos, procedimentos, processos e metodologias
necessários para obtenção dos resultados pretendidos.
DO (Execução)
Esta etapa tem como objectivo realizar, executar
as actividades anteriormente planeadas.
CHECK (Verificação)
Etapa que permite monitorizar e avaliar
periodicamente os resultados, comparando-os com o
que foi planeado.
ACT (Agir)
Agir de acordo com as avaliações executadas, e eventualmente, planear novos planos de
acção, de forma a aprimorar os resultados já obtidos.
2.2.3 - Qualidade total – zero defeitos
De forma a obter-se uma elevada produtividade, é fundamental garantir que os produtos
não possuem defeitos.
Por oposição ao controlo de qualidade, no qual é efectuada uma verificação final da
qualidade de um produto, o lean production dá especial ênfase ao controlo detalhado ao
longo do processo, de forma a garantir a qualidade final dos produtos. É assim fundamental
evitar que os defeitos de qualidade ocorram, detectando e eliminando as causas que os
originam. Assim, em vez de se controlar as peças ou componentes produzidos, controla-se o
processo que as produz. O lean evita que os defeitos de qualidade ocorram, detectando e
eliminando as causas que os originam.
Sobre este assunto Edwards Deming afirma que não é possível sobreviver com defeitos: é
obrigatório que a qualidade se torne um alicerce básico da produção, na qual qualquer erro
deve ser eliminado na sua raiz:
“Quality must become de new religion. Japan as introduced a new economics age of
reliability and smooth operation. There are new standards. We can no longer afford to live
Figura 2.2 - Ciclo PDCA de melhoria contínua
14 PRODUÇÃO LEAN
with mistakes, defects, poor workmanship, bad materials, handling damage, fearful and
uninformed workers, poor training or none at all, executive job hopping, an inattentive and
sullen service. Defects are not free.”[7].
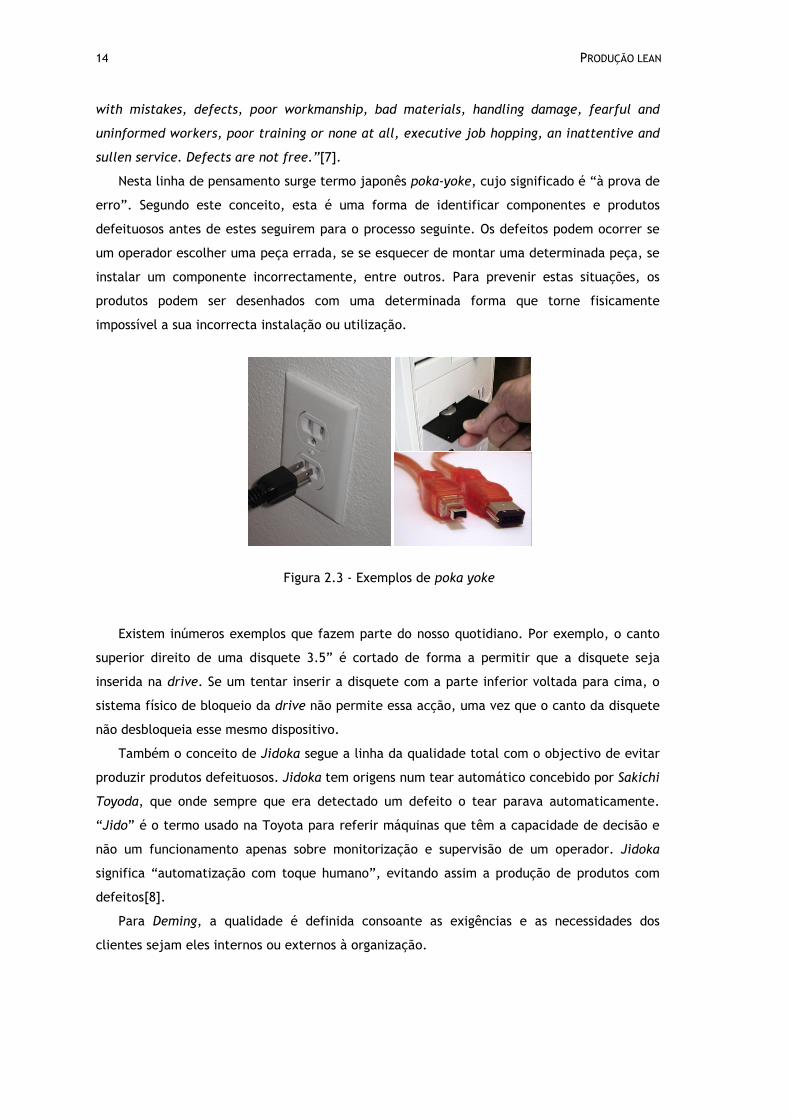
Nesta linha de pensamento surge termo japonês poka-yoke, cujo significado é “à prova de
erro”. Segundo este conceito, esta é uma forma de identificar componentes e produtos
defeituosos antes de estes seguirem para o processo seguinte. Os defeitos podem ocorrer se
um operador escolher uma peça errada, se se esquecer de montar uma determinada peça, se
instalar um componente incorrectamente, entre outros. Para prevenir estas situações, os
produtos podem ser desenhados com uma determinada forma que torne fisicamente
impossível a sua incorrecta instalação ou utilização.
Figura 2.3 - Exemplos de poka yoke
Existem inúmeros exemplos que fazem parte do nosso quotidiano. Por exemplo, o canto
superior direito de uma disquete 3.5” é cortado de forma a permitir que a disquete seja
inserida na drive. Se um tentar inserir a disquete com a parte inferior voltada para cima, o
sistema físico de bloqueio da drive não permite essa acção, uma vez que o canto da disquete
não desbloqueia esse mesmo dispositivo.
Também o conceito de Jidoka segue a linha da qualidade total com o objectivo de evitar
produzir produtos defeituosos. Jidoka tem origens num tear automático concebido por Sakichi
Toyoda, que onde sempre que era detectado um defeito o tear parava automaticamente.
“Jido” é o termo usado na Toyota para referir máquinas que têm a capacidade de decisão e
não um funcionamento apenas sobre monitorização e supervisão de um operador. Jidoka
significa “automatização com toque humano”, evitando assim a produção de produtos com
defeitos[8].
Para Deming, a qualidade é definida consoante as exigências e as necessidades dos
clientes sejam eles internos ou externos à organização.
Conceitos e fundamentos 15
2.2.4 - Produção Just-in-time (JIT)
A filosofia de produção just-in-time (JIT) encontra-se fortemente associada ao conceito
de Qualidade Total, na medida em que a garantia de peças livres de defeitos é condição
imprescindível para obter entregas just-in-time.
Este conceito surgiu inicialmente com base no princípio de fluxo contínuo das linhas de
produção preconizadas por Henry Ford. Posteriormente, este conceito foi aperfeiçoado por
Taiichi Ohno com o objectivo de satisfazer os pedidos dos seus clientes (não só os externos,
como também os internos) o mais rapidamente possível, não colocando em causa a qualidade
de produção.
Just-in-time, na sua essência, consiste em fornecer a um determinado processo apenas os
componentes estritamente necessários, na quantidade, local e momento mais adequados[6].
Para se atingir uma produção JIT existem uma série de factores bastante importantes,
tais como a eliminação de desperdícios e a qualidade total, os quais apresentam uma relação
mais estreita com o JIT.
Um indicador que permite compreender o tempo necessário para a entrega de um
produto a um cliente, é o lead time. Este conceito representa o tempo desde o momento em
que a encomenda é efectuada pelo cliente até ao momento em que este a recebe. Pode ser
descrito como o tempo que uma peça demora a percorrer o chão-de-fábrica desde a entrada
como matéria-prima até ser expedida como produto final para o cliente [9], sendo possível
calcula-lo utilizando a ferramenta VSM (Value stream map), a qual será apresentada
posteriormente neste documento.
2.2.5 - Pull em vez de Push
Para conseguir atingir a produção just-in-time, Taiichi Ohno desenvolveu um sistema
designado de pull system, em português sistema puxado.
O ponto de partida de produção num sistema pull é o pedido do cliente, que é
redireccionado para a montagem final, que por sua vez requisita ao processo a montante os
materiais que necessita, e assim sucessivamente. Isto significa que o pedido do cliente final é
replicado progressivamente no sentido inverso do processo produtivo.
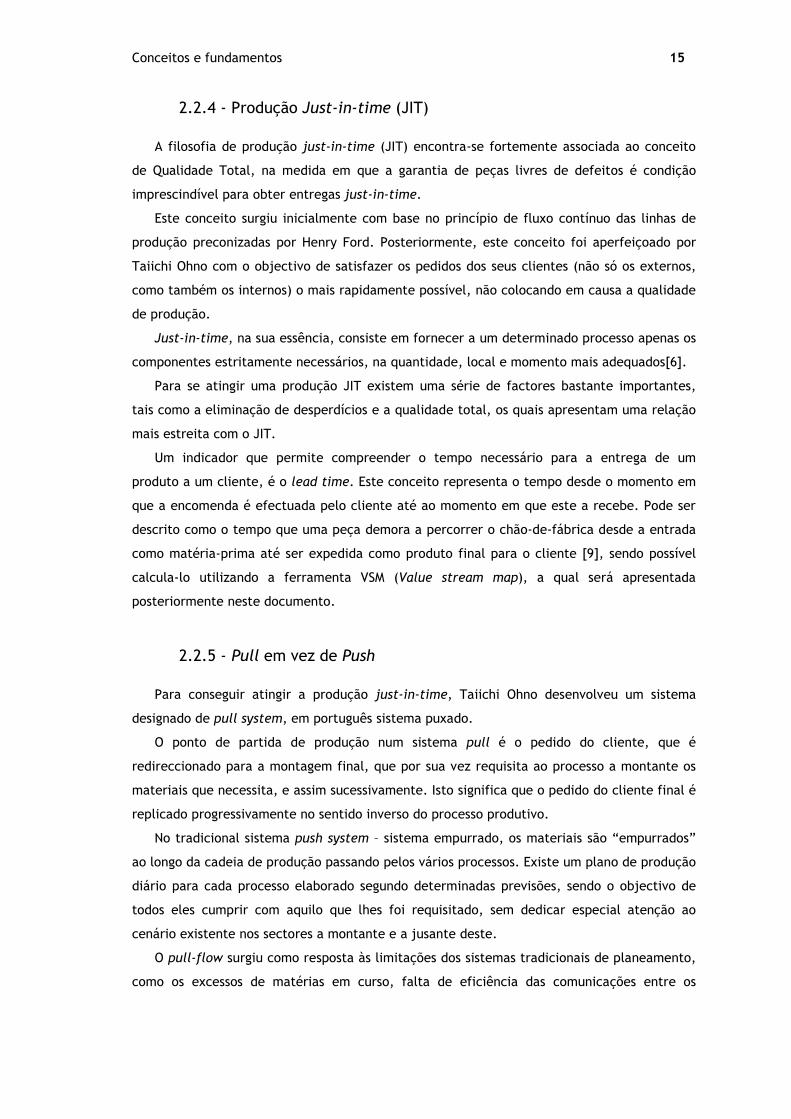
No tradicional sistema push system – sistema empurrado, os materiais são “empurrados”
ao longo da cadeia de produção passando pelos vários processos. Existe um plano de produção
diário para cada processo elaborado segundo determinadas previsões, sendo o objectivo de
todos eles cumprir com aquilo que lhes foi requisitado, sem dedicar especial atenção ao
cenário existente nos sectores a montante e a jusante deste.
O pull-flow surgiu como resposta às limitações dos sistemas tradicionais de planeamento,
como os excessos de matérias em curso, falta de eficiência das comunicações entre os
16 PRODUÇÃO LEAN
diferentes processos nomeadamente no que respeita às necessidades de material, diferenças
entre a necessidade reais dos clientes e as previsões efectuadas
O método clássico para implementação de um sistema de pull-flow é o kanban – palavra
japonesa para cartão. Na sua forma mais elementar, o kanban é um cartão utilizado por um
determinado processo que, ao ser enviado para o processo precedente, sinaliza a necessidade
de materiais ou componentes.
Figura 2.4 - Representação sistema push (à esquerda) e sistema pull (à direita)
2.2.6 - Equipas multidisciplinares
Uma das características peculiares do lean manufacturing consiste na constituição de
equipas multifuncionais organizadas em grupos de trabalhadores capazes de executar um
vasto número de tarefas diferentes. Estas equipas são distribuídas pelas diversas áreas do
processo de fabrico, estando cada uma delas encarregue de realizar todas as actividades que
compreendem a área pela qual foram responsabilizadas.
O objectivo desta iniciativa é que, cada colaborador seja capaz de desempenhar um
conjunto de operações no seio da sua equipa, substituindo a anterior perspectiva de cada
colaborar ser responsável por apenas uma determinada tarefa específica.
A responsabilidade deve ser distribuída pelos membros das equipas multifuncionais que
revelem capacidades para tal. Ainda que possam existir níveis hierárquicos entre as equipas e
directores de produção, dependendo da dimensão da empresa, o objectivo será a redução
desses níveis, tornando os processos de tomada de decisões menos burocráticos e, dessa
forma, mais rápidos.
No entanto, alcançar a multifuncionalidade requer esforços para a qualificação dos
trabalhadores.
2.2.7 - Sistemas verticais de informação
A informação é fundamental para que as equipas possam desempenhar o seu papel de
acordo com os objectivos da empresa. O primeiro ponto a ter em conta é o modo como a
informação chega até aos trabalhadores, procurando-se fornecer informação de uma forma
contínua direccionada para a produção. Em segundo lugar, é conveniente ter em conta o
conteúdo da informação; este, por sua vez, pode ser dividido em dois grupos:
Metodologia 5S 17
Informação de cariz estratégico, no que respeita à performance global e objectivos da
empresa. É fundamentalmente caracterizada por uma perspectiva a longo prazo de áreas
como planos de mercado, planos de produção, desenvolvimento dos processos e desempenho
financeiro.
Informação de cariz operacional, este tipo corresponde à informação respeitante à
performance da equipa em questão. Esta é avaliada em termos de qualidade, produtividade,
lead times, etc.
2.3 - Metodologia 5S
Os 5S são uma prática de qualidade idealizada no Japão no princípio da década de 70,
cujo nome corresponde às iniciais de 5 palavras japonesas: SEIRI, SEITON, SEISO, SEIKETSU,
SHITSUKE. A filosofia dos 5S tem como objectivo a simplificação do ambiente de trabalho, a
redução de desperdício, a eliminação de actividades que não acrescentam valor, o aumento
da segurança e a obtenção de um maior nível de eficiência.
Os 5S representam uma filosofia profunda e promotora de um crescimento contínuo das
pessoas, que se reflecte na melhoria contínua dos processos e resultados organizacionais. As
práticas nas quais assenta toda a filosofia subjacente aos 5S é de prática extremamente
simples. Os cinco pilares que definem a filosofia dos 5S encontram a sua origem nos cinco
princípios básicos criados pela doutrina japonesa:
Seiri (整理) – Triar.
Triar significa separar o que é necessário do que não é necessário. Os materiais que têm
utilidade serão aqueles que devem ser mantidos no local de trabalho, sendo que os inúteis
devem ser eliminados, armazenados ou disponibilizados a outras unidades. O objectivo deste
S é “ter apenas aquilo que é útil e na quantidade correcta”.
Seiton (整頓) – Organizar.
Organizar significa arrumar cada coisa no local adequado: “um lugar para cada coisa,
cada coisa no seu lugar”. Todos os elementos necessários devem encontrar-se no local
definido e apropriado, permitindo um acesso imediato aos mesmos. Desta forma qualquer
pessoa que venha a necessitar utilizar determinado material poderá encontra-lo rápida e
facilmente, utiliza-lo e repô-lo no mesmo local de forma rápida e eficaz. Um exemplo
concreto deste pilar é a identificação/numeração dos artigos através da sua etiquetagem.
Seison (清掃) – Limpar.
Limpar passa por manter o local de trabalho limpo, identificando as fontes de sujidade e
fazendo o reconhecimento das áreas e locais de difícil limpeza. Os materiais danificados
devem ser eliminados e criadas soluções que permitam eliminar fontes de lixo e de
18 PRODUÇÃO LEAN
desperdícios. O objectivo deste S passa por “criar um ambiente e local de trabalho
agradáveis.”
Seiketsu (清潔) – Normalizar.
O objectivo deste S é detectar funcionamentos defeituosos pela simples observação
directa, permitindo o controlo e a consistência do trabalho. Ao contrário dos três pilares
anteriores, não se traduz directamente numa actividade, mas antes no método utilizado para
que os três pilares referidos anteriormente se possam manter.
Shitsuke (躾) – Sustentar.
O último S tem como objectivo criar condições para institucionalizar e manter os bons
hábitos introduzidos pelos 4S anteriores. Passa por sustentar e manter a mudança cultural
introduzida.
O objectivo dos 5S passa por eliminar os desperdícios básicos, tais como procurar ou
movimentar peças, materiais ou ferramentas, corrigir erros ou defeitos, eliminar tempos de
espera, o que se traduz em tempo libertado para tarefas úteis e na redução do esforço
dispendido.
O sucesso desta filosofia depende da concretização destes cinco pilares os quais, quando
correctamente aplicados, poderão trazer inúmeros benefícios aos colaboradores e à própria
empresa. Estes benefícios poderão traduzir-se num aumento da diversidade dos produtos, no
aumento da sua qualidade, na descida dos custos de produção, no aumento da segurança, no
aumento da confiança do cliente e, por fim, na expansão da própria empresa[10].
No entanto, é de referir que, tal como qualquer processo de mudança, a implementação
da filosofia dos 5S poderá estar associada a mecanismos de resistência por parte dos
colaboradores. Desta forma, qualquer iniciativa de implementação desta filosofia deve ser
acompanhada por um processo transversal a todo o projecto de comunicação e gestão da
mudança.
2.4 - Rastreabilidade de produtos
Embora a produção lean não englobe a utilização de sistemas de rastreabilidade, estes
podem desempenhar um papel importante em alguns dos sistemas produtivos actuais.
Rastreabilidade é um conceito que emerge face à necessidade de conhecer, em cada
momento, em que ponto da cadeia logística se encontra um determinado produto. Desta
forma, os sistemas de rastreabilidade são concebidos de forma a permitir o acompanhamento
e a localização dos produtos, desde a produção até à comercialização, através do registo,
identificação e transmissão de informação relativa aos mesmos.
Rastreabilidade de produtos 19
Este conceito representa a capacidade de traçar o caminho da história, aplicação, uso e
localização de uma mercadoria individual ou de um conjunto de características de
mercadorias, através da impressão de números de identificação. Os sistemas de
rastreabilidade permitem, portanto, conhecer através de um código numérico qual a
identidade de uma mercadoria e as suas origens.
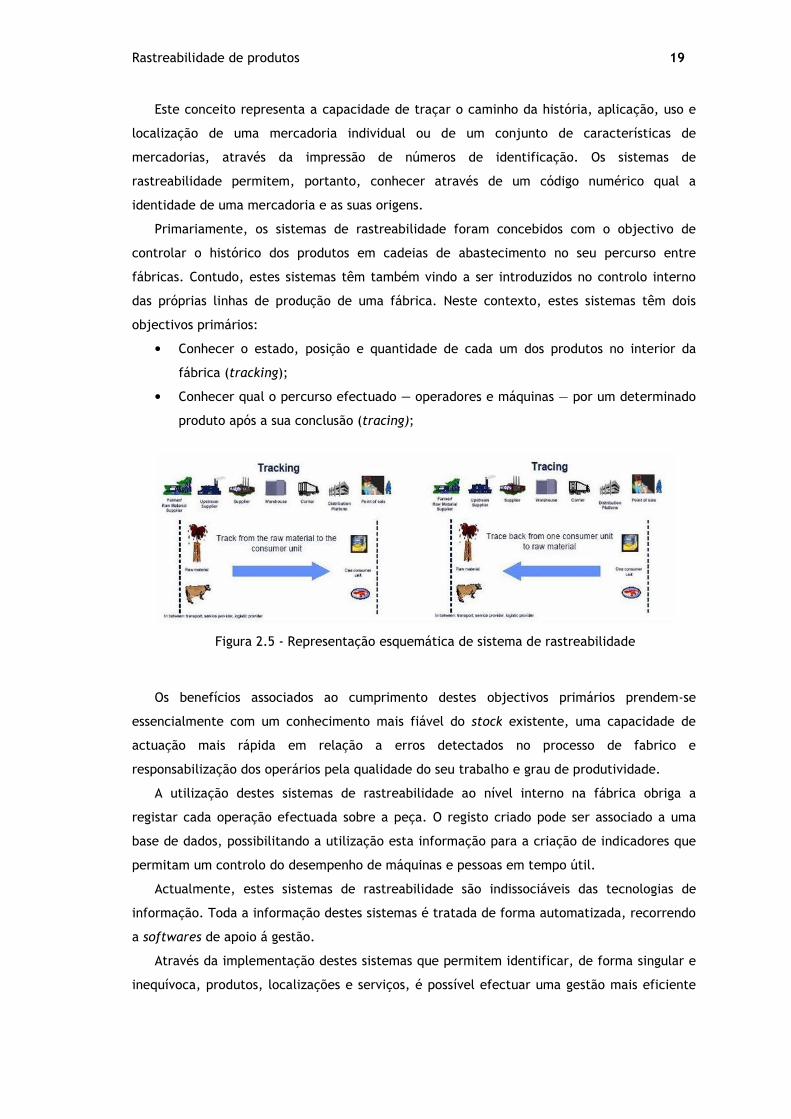
Primariamente, os sistemas de rastreabilidade foram concebidos com o objectivo de
controlar o histórico dos produtos em cadeias de abastecimento no seu percurso entre
fábricas. Contudo, estes sistemas têm também vindo a ser introduzidos no controlo interno
das próprias linhas de produção de uma fábrica. Neste contexto, estes sistemas têm dois
objectivos primários:
• Conhecer o estado, posição e quantidade de cada um dos produtos no interior da
fábrica (tracking);
• Conhecer qual o percurso efectuado ― operadores e máquinas ― por um determinado
produto após a sua conclusão (tracing);
Figura 2.5 - Representação esquemática de sistema de rastreabilidade
Os benefícios associados ao cumprimento destes objectivos primários prendem-se
essencialmente com um conhecimento mais fiável do stock existente, uma capacidade de
actuação mais rápida em relação a erros detectados no processo de fabrico e
responsabilização dos operários pela qualidade do seu trabalho e grau de produtividade.
A utilização destes sistemas de rastreabilidade ao nível interno na fábrica obriga a
registar cada operação efectuada sobre a peça. O registo criado pode ser associado a uma
base de dados, possibilitando a utilização esta informação para a criação de indicadores que
permitam um controlo do desempenho de máquinas e pessoas em tempo útil.
Actualmente, estes sistemas de rastreabilidade são indissociáveis das tecnologias de
informação. Toda a informação destes sistemas é tratada de forma automatizada, recorrendo
a softwares de apoio á gestão.
Através da implementação destes sistemas que permitem identificar, de forma singular e
inequívoca, produtos, localizações e serviços, é possível efectuar uma gestão mais eficiente
20 PRODUÇÃO LEAN
das cadeias de valor, uma vez que possibilitam o acesso integral a toda a informação que diz
respeito ao percurso físico dos produtos.
Desta forma, a implementação de sistemas de rastreabilidade permitirá um aumento da
eficiência e, consequentemente, da produtividade da empresa.
21
Capítulo 3
Apresentação do sistema de produção
Neste capítulo efectua-se uma breve apresentação da Grohe AG— empresa que acolheu o
projecto —, dando natural ênfase ao departamento onde o mesmo se concretizou e à linha de
produção objecto de estudo. Para além da apresentação da empresa e dos materiais
produzidos, faz-se também uma referência mais circunstanciada aos equipamentos produtivos
disponíveis, bem como às acções de planeamento e às medidas de controlo da produção.
3.1 - A empresa
A Grohe AG é uma empresa multinacional, fundada por Friedrich Grohe, em 1936, na
Alemanha. Hoje, 73 anos depois, é uma referência europeia pelos elevados padrões de
qualidade que impõe aos seus produtos, pela inovação tecnologia e pela modernidade do
design. Não admira, assim, que se tenha afirmado como líder mundial no fabrico e no
fornecimento de material sanitário, com uma quota de mercado de 8%. Esta posição
transformou a GROHE numa marca global de produtos e de sistemas sanitários que emprega
aproximadamente 5100 pessoas e está presente, com seis unidades produtivas, em três
continentes: três unidades na Alemanha, uma em Portugal, uma no Canadá e uma na
Tailândia. Embora a sede se situe na Alemanha, cerca de 84% do volume global de vendas é
destinado ao mercado de exportação.
A crise económica que tem vindo a abalar os mercados desde 2008 tem repercussões
significativas no tecido empresarial, nomeadamente, ao nível do escoamento dos produtos
das empresas, situando-se o desemprego, ora como causa, ora como efeito. Apesar de uma
conjuntura adversa, a Grohe AG tem conseguido manter as suas vendas praticamente
inalteradas (1,01 mil milhões de Euros em 2008), aumentando, mesmo, os seus resultados em
6%, sobretudo em razão de um aumento da quota de mercado e de uma constante
optimização nos custos de produção.
22
A unidade produtiva da Grohe Portugal f
alcançados logo nos primeiros anos e à necessidade, por parte da Grohe AG, de deslocalizar
alguma da produção das unidades sediadas na Alemanha, a fábrica portuguesa sofreu, em
2004, uma expansão para os actu
área anterior. Em Maio de 2009, a unidade portuguesa, localizada em Albergaria, é a que
apresenta um maior volume de facturação (
Figura 3.1 - Produção total e individual das unidades produtivas da Grohe AG e respectiva
cota de produção (imagem retirada da de comunicado interno da Grohe Portugal)
3.2 - Os produtos
A Grohe Portugal dedica-se exclusivamente à produção de tor
dispositivo que, quando colocado no tubo de uma canalização
suspender o escoamento de um líquido ou de um gás.
tipicamente os constituintes represent
APRESENTAÇÃO DO SISTE
A unidade produtiva da Grohe Portugal foi inaugurada em 1996. Face aos bons resultados
alcançados logo nos primeiros anos e à necessidade, por parte da Grohe AG, de deslocalizar
alguma da produção das unidades sediadas na Alemanha, a fábrica portuguesa sofreu, em
2004, uma expansão para os actuais 55.000 m2, o que traduz praticamente a duplicação da
área anterior. Em Maio de 2009, a unidade portuguesa, localizada em Albergaria, é a que
apresenta um maior volume de facturação (Figura 3.1).
Produção total e individual das unidades produtivas da Grohe AG e respectiva cota de produção (imagem retirada da de comunicado interno da Grohe
se exclusivamente à produção de torneiras. A torneira é um
colocado no tubo de uma canalização, permite estabelecer ou
suspender o escoamento de um líquido ou de um gás.[11]. As torneiras apresentam
tipicamente os constituintes representados na Figura 3.2.
PRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
oi inaugurada em 1996. Face aos bons resultados
alcançados logo nos primeiros anos e à necessidade, por parte da Grohe AG, de deslocalizar
alguma da produção das unidades sediadas na Alemanha, a fábrica portuguesa sofreu, em
, o que traduz praticamente a duplicação da
área anterior. Em Maio de 2009, a unidade portuguesa, localizada em Albergaria, é a que
Produção total e individual das unidades produtivas da Grohe AG e respectiva cota de produção (imagem retirada da de comunicado interno da Grohe
neiras. A torneira é um
permite estabelecer ou
. As torneiras apresentam
Os processos e os equipamentos
A Grohe, actualmente, produz mais de cem modelos de torneiras diferentes, porém,
apenas para canalizações de água.
3.3 - Os processos e os equipamentos
A unidade produtiva da Grohe Portugal está estruturada em duas áreas principais: o pré
processo e a montagem.
O pré-processo assegura o fabrico dos corpos das torneiras que serão, mais tarde,
montados no departamento de montagem
esta última área oriundos de outras unidades produtivas do grupo, ou de fornecedores
externos. De facto, em circunstâncias particulares, nomeadamente, por falta de capacidade
ou por opção de natureza económ
adjudicadas a empresas subcontratadas.
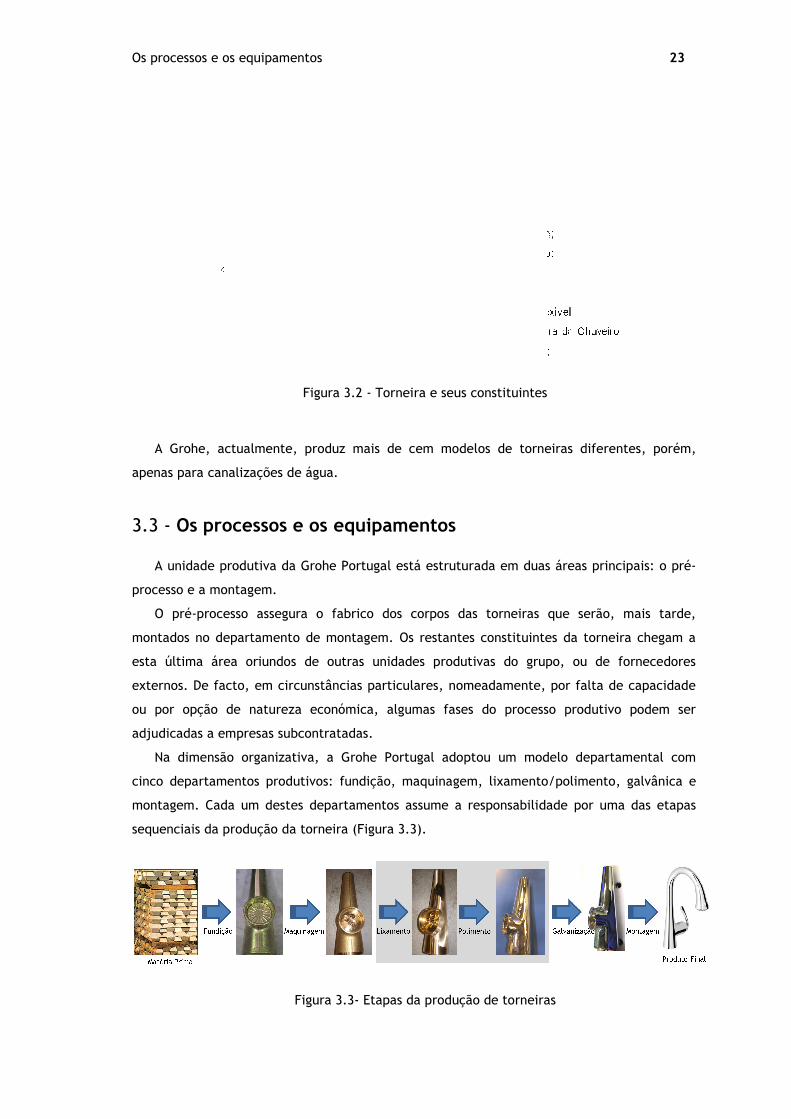
Na dimensão organizativa, a Grohe Portugal adoptou um modelo departamental com
cinco departamentos produtivos: fundição, maquinagem,
montagem. Cada um destes departamentos assume a responsabilidade por uma das etapas
sequenciais da produção da torneira (
Os processos e os equipamentos
Figura 3.2 - Torneira e seus constituintes
A Grohe, actualmente, produz mais de cem modelos de torneiras diferentes, porém,
apenas para canalizações de água.
rocessos e os equipamentos
A unidade produtiva da Grohe Portugal está estruturada em duas áreas principais: o pré
processo assegura o fabrico dos corpos das torneiras que serão, mais tarde,
montados no departamento de montagem. Os restantes constituintes da torneira chegam a
esta última área oriundos de outras unidades produtivas do grupo, ou de fornecedores
externos. De facto, em circunstâncias particulares, nomeadamente, por falta de capacidade
ou por opção de natureza económica, algumas fases do processo produtivo podem ser
a empresas subcontratadas.
Na dimensão organizativa, a Grohe Portugal adoptou um modelo departamental com
cinco departamentos produtivos: fundição, maquinagem, lixamento/polimento
. Cada um destes departamentos assume a responsabilidade por uma das etapas
sequenciais da produção da torneira (Figura 3.3).
Figura 3.3- Etapas da produção de torneiras
23
A Grohe, actualmente, produz mais de cem modelos de torneiras diferentes, porém,
A unidade produtiva da Grohe Portugal está estruturada em duas áreas principais: o pré-
processo assegura o fabrico dos corpos das torneiras que serão, mais tarde,
. Os restantes constituintes da torneira chegam a
esta última área oriundos de outras unidades produtivas do grupo, ou de fornecedores
externos. De facto, em circunstâncias particulares, nomeadamente, por falta de capacidade
ica, algumas fases do processo produtivo podem ser
Na dimensão organizativa, a Grohe Portugal adoptou um modelo departamental com
lixamento/polimento, galvânica e
. Cada um destes departamentos assume a responsabilidade por uma das etapas
24 APRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
A primeira etapa do pré-processo da produção dos corpos da torneira acontece na
fundição. Neste departamento, os corpos da torneira são produzidos numa liga metálica de
Cobre-Zinco, com uma composição aproximada ao que, nas normas internacionais, se designa
por latão amarelo. Nos dois fornos existentes, são carregadas as matérias-primas nas
proporções desejadas. Depois de fundidas, são transportadas por uma colher acoplada a um
empilhador que abastece as máquinas de vazamento onde se dá a primeira forma ao corpo da
torneira.
Na maquinagem são realizados os primeiros acabamentos no interior da peça; é retirado o
excesso de material resultante da fundição e são realizados furos e roscas para a montagem,
mais tarde, dos restantes componentes. Antes de serem entregues ao departamento seguinte,
os corpos assim preparados são testados para garantir a sua estanquidade e algumas cotas
dimensionais.
No departamento de lixamento/polimento é efectuado o acabamento superficial dos
corpos da torneira, através de dois processos distintos: o lixamento e o polimento.
No processo de lixamento retira-se a película de fundição, corrigem-se alguns defeitos
derivados de choques ocorridos nas etapas anteriores e dá-se um acabamento liso à peça. O
lixamento pode ser efectuado manualmente ou através de braços robotizados. A escolha por
uma das opções em alternativa está geralmente relacionada com a complexidade da peça ou
com volume de peças que se pretende produzir.
O polimento visa retirar os riscos originados pelo lixamento, dando um acabamento
espelhado à superfície externa da peça. Para este processo, utiliza-se um agente abrasivo: a
pasta de polir, aplicado com recurso a escovas de polir em tecido. Também para o polimento,
podem utilizar-se processos manuais ou automáticos. Na Grohe Portugal, o polimento é
sempre automático. No entanto, se no processo de controlo da qualidade da superfície da
peça — que é efectuado durante esta etapa — for assinalada alguma imperfeição no corpo da
torneira, é realizada uma recuperação manual desses defeitos. Na fase final desta etapa,
alguns dos corpos polidos são transportados para uma máquina de lavar, onde são submetidos
a uma lavagem a alta temperatura. Esta lavagem tem por objectivo desengordurar a peça,
retirando-lhe os resíduos dos processos anteriores, de forma a minimizar a possibilidade de
aparecimento de defeitos nas etapas seguintes.
Na galvânica é realizado o revestimento final do corpo através de um processo de
niquelagem e, posterior, cromagem.
Por último, na montagem, o corpo proveniente do pré-processo é montado com os
restantes componentes, dando origem ao produto final: a torneira.
Todas estas etapas são asseguradas através de linhas de montagem adaptadas a cada tipo
de produto.
Ao longo deste processo, e tendo em vista a detecção de falhas, é feito um controlo visual da
qualidade das peças que culmina no teste de estanquidade. Superado este controlo, as
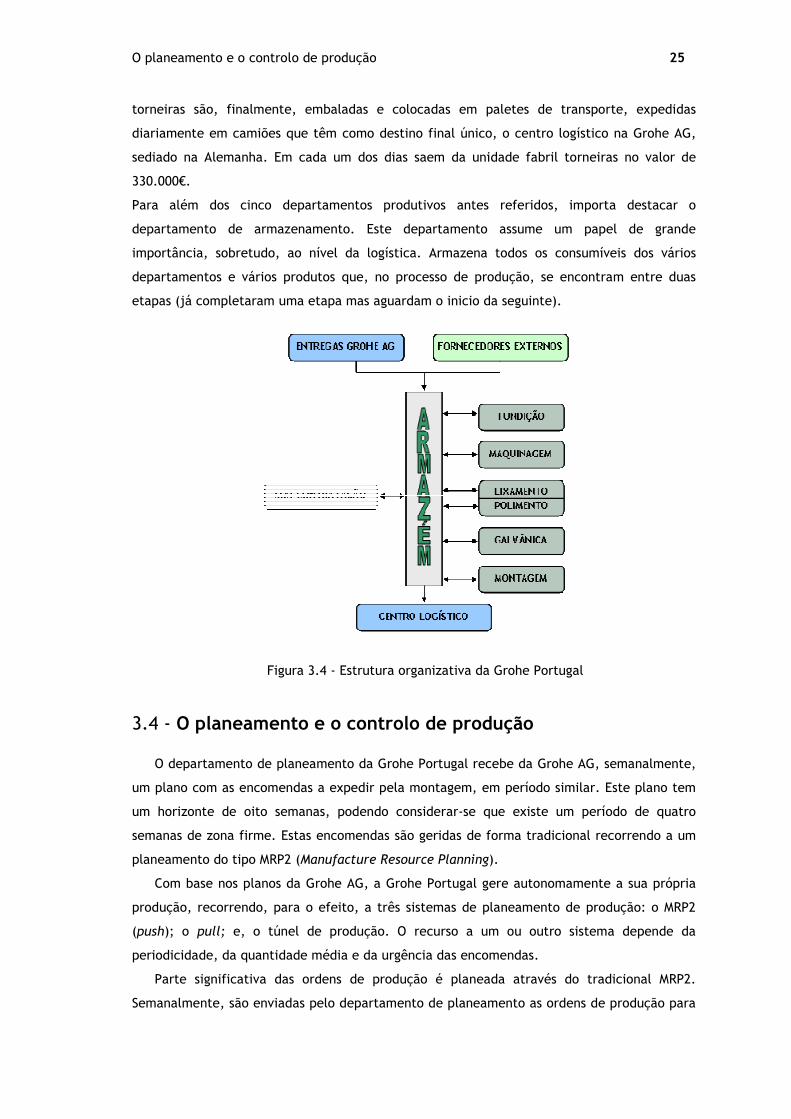
O planeamento e o controlo de produção
torneiras são, finalmente, embaladas e colocadas em paletes de transporte, expedidas
diariamente em camiões que têm
sediado na Alemanha. Em cada um dos dias saem da unidade fabril torneiras no valor de
330.000€.
Para além dos cinco departamentos produtivos antes referidos, importa destacar o
departamento de armaz
importância, sobretudo, ao nível da logística. Armazena todos os consumíveis dos vários
departamentos e vários produtos que, no processo de produção, se encontram entre duas
etapas (já completaram uma e
Figura
3.4 - O planeamento e o controlo de produção
O departamento de planeamento da Grohe Portugal recebe
um plano com as encomendas a expedir pela montagem, em período similar. Este plano tem
um horizonte de oito semanas, podendo considerar
semanas de zona firme. Estas encomendas são geridas de forma tradicional
planeamento do tipo MRP2 (
Com base nos planos da Grohe AG, a Grohe Portugal gere autonomamente a sua própria
produção, recorrendo, para o efeito
(push); o pull; e, o túnel de produção. O recurso a um ou outro sistema depende da
periodicidade, da quantidade média e da urgência das encomendas.
Parte significativa das ordens de produção é planeada através do tradicional MRP2.
Semanalmente, são enviadas pelo dep
O planeamento e o controlo de produção
torneiras são, finalmente, embaladas e colocadas em paletes de transporte, expedidas
diariamente em camiões que têm como destino final único, o centro logístico
. Em cada um dos dias saem da unidade fabril torneiras no valor de
Para além dos cinco departamentos produtivos antes referidos, importa destacar o
departamento de armazenamento. Este departamento assume um papel de grande
importância, sobretudo, ao nível da logística. Armazena todos os consumíveis dos vários
departamentos e vários produtos que, no processo de produção, se encontram entre duas
etapas (já completaram uma etapa mas aguardam o inicio da seguinte).
Figura 3.4 - Estrutura organizativa da Grohe Portugal
O planeamento e o controlo de produção
O departamento de planeamento da Grohe Portugal recebe da Grohe AG, s
um plano com as encomendas a expedir pela montagem, em período similar. Este plano tem
um horizonte de oito semanas, podendo considerar-se que existe um período de quatro
semanas de zona firme. Estas encomendas são geridas de forma tradicional
planeamento do tipo MRP2 (Manufacture Resource Planning).
Com base nos planos da Grohe AG, a Grohe Portugal gere autonomamente a sua própria
produção, recorrendo, para o efeito, a três sistemas de planeamento de produção: o MRP2
e, o túnel de produção. O recurso a um ou outro sistema depende da
periodicidade, da quantidade média e da urgência das encomendas.
Parte significativa das ordens de produção é planeada através do tradicional MRP2.
Semanalmente, são enviadas pelo departamento de planeamento as ordens de produção para
25
torneiras são, finalmente, embaladas e colocadas em paletes de transporte, expedidas
como destino final único, o centro logístico na Grohe AG,
. Em cada um dos dias saem da unidade fabril torneiras no valor de
Para além dos cinco departamentos produtivos antes referidos, importa destacar o
enamento. Este departamento assume um papel de grande
importância, sobretudo, ao nível da logística. Armazena todos os consumíveis dos vários
departamentos e vários produtos que, no processo de produção, se encontram entre duas
Grohe Portugal
da Grohe AG, semanalmente,
um plano com as encomendas a expedir pela montagem, em período similar. Este plano tem
se que existe um período de quatro
semanas de zona firme. Estas encomendas são geridas de forma tradicional recorrendo a um
Com base nos planos da Grohe AG, a Grohe Portugal gere autonomamente a sua própria
a três sistemas de planeamento de produção: o MRP2
e, o túnel de produção. O recurso a um ou outro sistema depende da
Parte significativa das ordens de produção é planeada através do tradicional MRP2.
artamento de planeamento as ordens de produção para
26 APRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
cada um dos departamentos produtivos que, recebendo-as, se responsabilizam por fazer a
entrega dos pedidos ao departamento seguinte, até ao fim de cada semana.
Quando as encomendas têm uma procura média superior a mil peças por semana, recorre-
se a um planeamento do tipo pull. Neste caso, as ordens de produção são dadas com base no
número de cartões kanban existentes nos quadros com o mesmo nome, colocados à saída dos
departamentos.
Existe, ainda, uma forma de planear ordens internamente denominada túnel de produção.
Quando surge uma ordem de produção urgente ou nas situações em que é necessário produzir
rapidamente alguma encomenda prioritária, é acordada directamente com o responsável de
departamento a produção de uma determinada quantidade de material e o respectivo envio
para o departamento seguinte.
3.5 - A linha de produção em estudo
Como antes foi referido, o estudo focalizou numa linha produtiva, internamente,
denominada: linha amarela. A linha amarela é uma área inserida no departamento de
lixamento/polimento. Este departamento está em produção três turnos/dia (24 horas). Cada
turno é assegurado, em média, por uma equipa de 32 colaboradores directos, um chefe de
equipa, dois afinadores e um servente.
Figura 3.5 - Fotografia de uma área do departamento de lixamento/polimento
Neste departamento, conforme se pode constatar pela observação da Figura 3.5 e pela
análise do respectivo layout (Figura 3.6), existe um número elevado de máquinas
automáticas: 17 robôs de lixamento, nove máquinas de polir, uma máquina de lavar e uma
máquina que efectua o lixamento e o polimento num só ciclo. Para além das máquinas
automáticas, existem ainda doze postos de lixamento manual e 14 postos de recuperação
manual (lixamento e polimento).
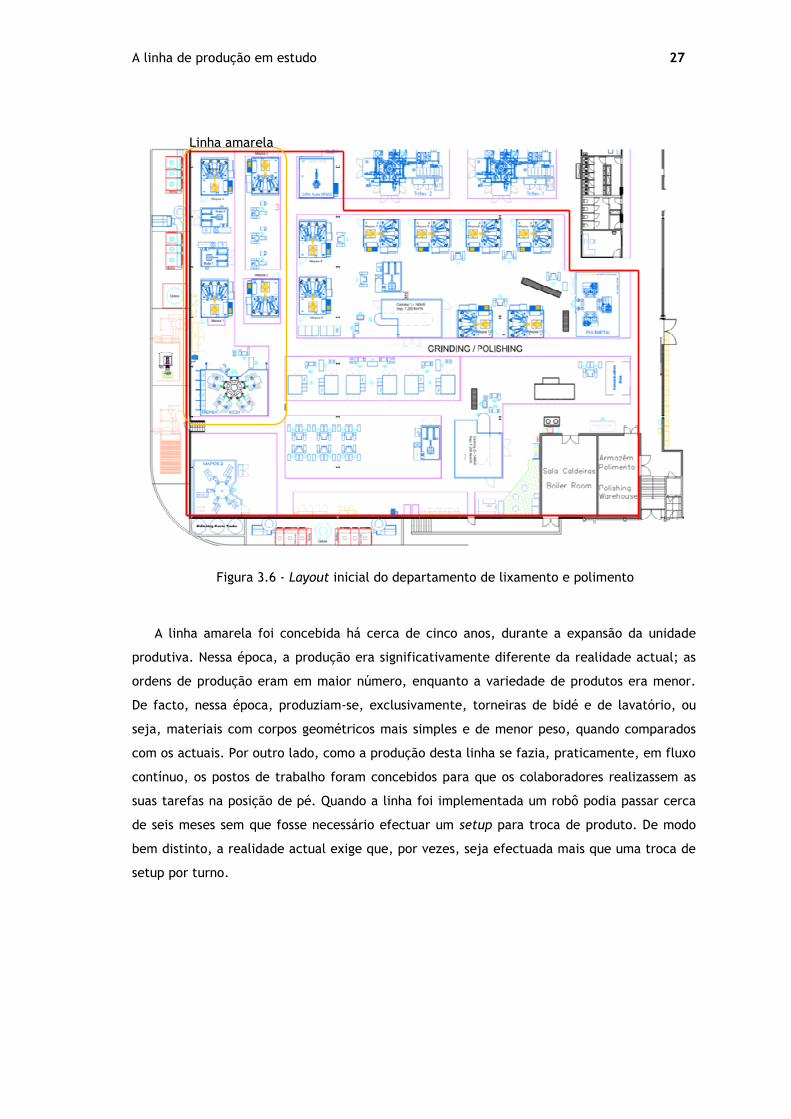
A linha de produção em estudo 27
Figura 3.6 - Layout inicial do departamento de lixamento e polimento
A linha amarela foi concebida há cerca de cinco anos, durante a expansão da unidade
produtiva. Nessa época, a produção era significativamente diferente da realidade actual; as
ordens de produção eram em maior número, enquanto a variedade de produtos era menor.
De facto, nessa época, produziam-se, exclusivamente, torneiras de bidé e de lavatório, ou
seja, materiais com corpos geométricos mais simples e de menor peso, quando comparados
com os actuais. Por outro lado, como a produção desta linha se fazia, praticamente, em fluxo
contínuo, os postos de trabalho foram concebidos para que os colaboradores realizassem as
suas tarefas na posição de pé. Quando a linha foi implementada um robô podia passar cerca
de seis meses sem que fosse necessário efectuar um setup para troca de produto. De modo
bem distinto, a realidade actual exige que, por vezes, seja efectuada mais que uma troca de
setup por turno.
Linha amarela
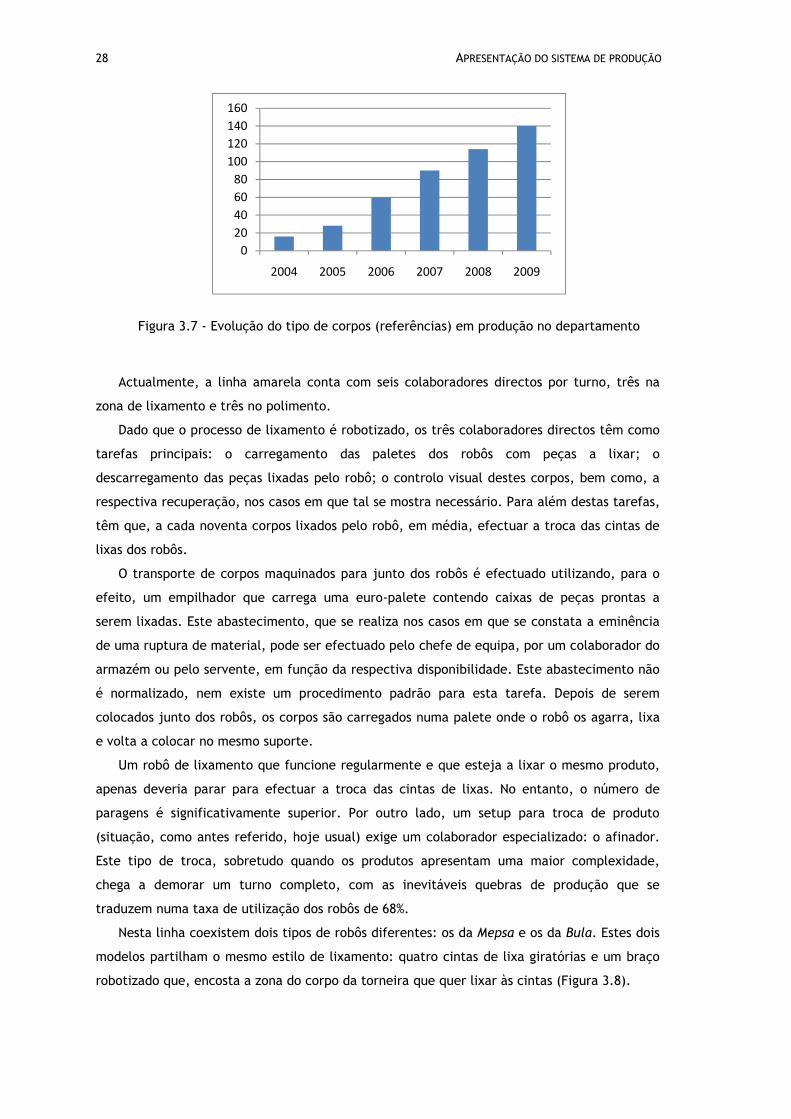
28 APRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
Figura 3.7 - Evolução do tipo de corpos (referências) em produção no departamento
Actualmente, a linha amarela conta com seis colaboradores directos por turno, três na
zona de lixamento e três no polimento.
Dado que o processo de lixamento é robotizado, os três colaboradores directos têm como
tarefas principais: o carregamento das paletes dos robôs com peças a lixar; o
descarregamento das peças lixadas pelo robô; o controlo visual destes corpos, bem como, a
respectiva recuperação, nos casos em que tal se mostra necessário. Para além destas tarefas,
têm que, a cada noventa corpos lixados pelo robô, em média, efectuar a troca das cintas de
lixas dos robôs.
O transporte de corpos maquinados para junto dos robôs é efectuado utilizando, para o
efeito, um empilhador que carrega uma euro-palete contendo caixas de peças prontas a
serem lixadas. Este abastecimento, que se realiza nos casos em que se constata a eminência
de uma ruptura de material, pode ser efectuado pelo chefe de equipa, por um colaborador do
armazém ou pelo servente, em função da respectiva disponibilidade. Este abastecimento não
é normalizado, nem existe um procedimento padrão para esta tarefa. Depois de serem
colocados junto dos robôs, os corpos são carregados numa palete onde o robô os agarra, lixa
e volta a colocar no mesmo suporte.
Um robô de lixamento que funcione regularmente e que esteja a lixar o mesmo produto,
apenas deveria parar para efectuar a troca das cintas de lixas. No entanto, o número de
paragens é significativamente superior. Por outro lado, um setup para troca de produto
(situação, como antes referido, hoje usual) exige um colaborador especializado: o afinador.
Este tipo de troca, sobretudo quando os produtos apresentam uma maior complexidade,
chega a demorar um turno completo, com as inevitáveis quebras de produção que se
traduzem numa taxa de utilização dos robôs de 68%.
Nesta linha coexistem dois tipos de robôs diferentes: os da Mepsa e os da Bula. Estes dois
modelos partilham o mesmo estilo de lixamento: quatro cintas de lixa giratórias e um braço
robotizado que, encosta a zona do corpo da torneira que quer lixar às cintas (Figura 3.8).
0
20
40
60
80
100
120
140
160
2004 2005 2006 2007 2008 2009
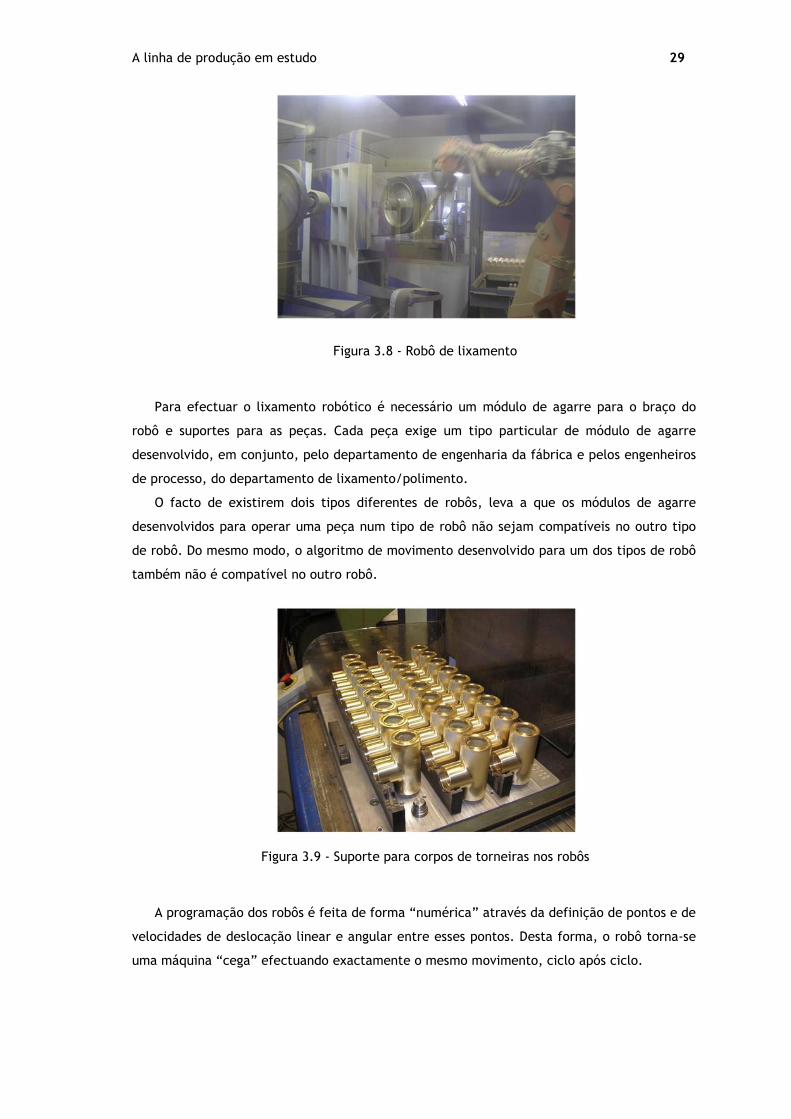
A linha de produção em estudo 29
Figura 3.8 - Robô de lixamento
Para efectuar o lixamento robótico é necessário um módulo de agarre para o braço do
robô e suportes para as peças. Cada peça exige um tipo particular de módulo de agarre
desenvolvido, em conjunto, pelo departamento de engenharia da fábrica e pelos engenheiros
de processo, do departamento de lixamento/polimento.
O facto de existirem dois tipos diferentes de robôs, leva a que os módulos de agarre
desenvolvidos para operar uma peça num tipo de robô não sejam compatíveis no outro tipo
de robô. Do mesmo modo, o algoritmo de movimento desenvolvido para um dos tipos de robô
também não é compatível no outro robô.
Figura 3.9 - Suporte para corpos de torneiras nos robôs
A programação dos robôs é feita de forma “numérica” através da definição de pontos e de
velocidades de deslocação linear e angular entre esses pontos. Desta forma, o robô torna-se
uma máquina “cega” efectuando exactamente o mesmo movimento, ciclo após ciclo.
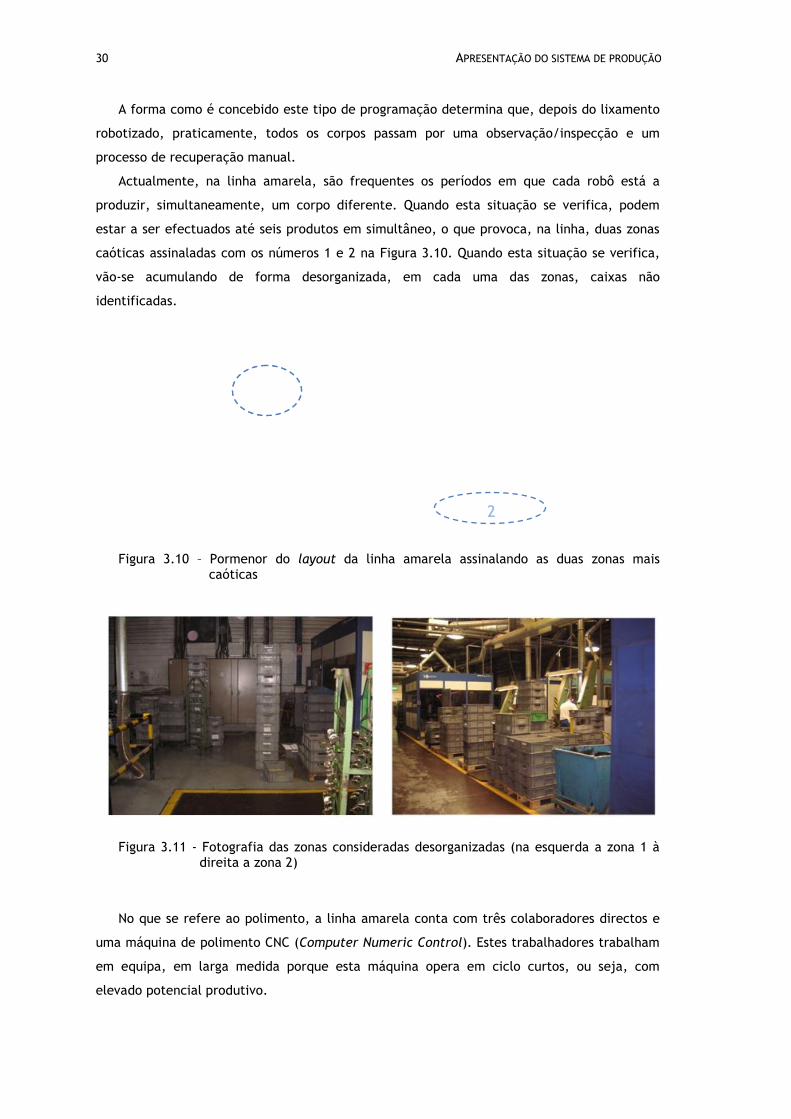
30
A forma como é concebido este tipo de programação determina que, depois do lixamento
robotizado, praticamente, todos os corpos passam por uma observação/inspecção e um
processo de recuperação manual.
Actualmente, na linha amarela, são frequentes os períodos em que cada
produzir, simultaneamente, um corpo diferente. Quando esta situação se verifica, podem
estar a ser efectuados até seis produtos em simultâneo,
caóticas assinaladas com os números 1 e 2 na
vão-se acumulando de forma desorganizada, em cada uma das
identificadas.
Figura 3.10 – Pormenor do caóticas
Figura 3.11 - Fotografia das zonas consideradas desorganizadas (na esquerdireita a zona 2)
No que se refere ao polimento, a linha amarela conta com três
uma máquina de polimento CNC (
em equipa, em larga medida porque esta máquina op
elevado potencial produtivo.
1
APRESENTAÇÃO DO SISTE
A forma como é concebido este tipo de programação determina que, depois do lixamento
, praticamente, todos os corpos passam por uma observação/inspecção e um
processo de recuperação manual.
Actualmente, na linha amarela, são frequentes os períodos em que cada
produzir, simultaneamente, um corpo diferente. Quando esta situação se verifica, podem
estar a ser efectuados até seis produtos em simultâneo, o que provoca, na linha, duas zonas
caóticas assinaladas com os números 1 e 2 na Figura 3.10. Quando esta situação se verifica,
se acumulando de forma desorganizada, em cada uma das zonas, caixas não
Pormenor do layout da linha amarela assinalando as duas zonas mais
Fotografia das zonas consideradas desorganizadas (na esquerdireita a zona 2)
No que se refere ao polimento, a linha amarela conta com três colaboradores
uma máquina de polimento CNC (Computer Numeric Control). Estes trabalhadores trabalham
em equipa, em larga medida porque esta máquina opera em ciclo curtos, ou seja, com
2
PRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
A forma como é concebido este tipo de programação determina que, depois do lixamento
, praticamente, todos os corpos passam por uma observação/inspecção e um
Actualmente, na linha amarela, são frequentes os períodos em que cada robô está a
produzir, simultaneamente, um corpo diferente. Quando esta situação se verifica, podem
o que provoca, na linha, duas zonas
. Quando esta situação se verifica,
zonas, caixas não
assinalando as duas zonas mais
Fotografia das zonas consideradas desorganizadas (na esquerda a zona 1 à
colaboradores directos e
). Estes trabalhadores trabalham
era em ciclo curtos, ou seja, com
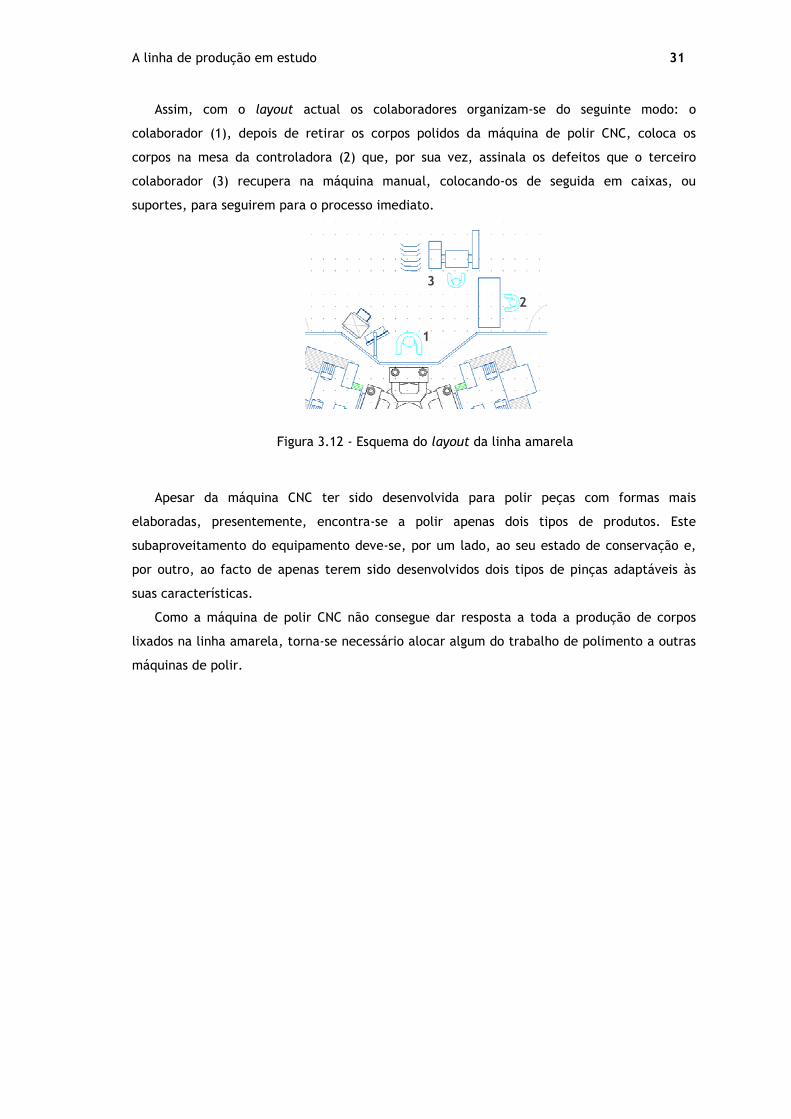
A linha de produção em estudo
Assim, com o layout
colaborador (1), depois de retirar os corpos polidos da máquina de polir CNC, coloca os
corpos na mesa da controlado
colaborador (3) recupera na máquina manual, colocando
suportes, para seguirem para o processo imediato.
Figura
Apesar da máquina CNC ter sido desenvolvida para polir peças com formas mais
elaboradas, presentemente, encontra
subaproveitamento do equipamento deve
por outro, ao facto de apenas terem sido desenvolvidos dois tipos de pinças adaptáveis às
suas características.
Como a máquina de polir CNC não consegue dar resposta a toda a produção de corpos
lixados na linha amarela, torn
máquinas de polir.
em estudo
layout actual os colaboradores organizam-se do seguinte modo: o
colaborador (1), depois de retirar os corpos polidos da máquina de polir CNC, coloca os
corpos na mesa da controladora (2) que, por sua vez, assinala os defeitos que o terceiro
colaborador (3) recupera na máquina manual, colocando-os de seguida em caixas, ou
suportes, para seguirem para o processo imediato.
Figura 3.12 - Esquema do layout da linha amarela
Apesar da máquina CNC ter sido desenvolvida para polir peças com formas mais
elaboradas, presentemente, encontra-se a polir apenas dois tipos de produtos. Este
subaproveitamento do equipamento deve-se, por um lado, ao seu estado de conservação e,
por outro, ao facto de apenas terem sido desenvolvidos dois tipos de pinças adaptáveis às
Como a máquina de polir CNC não consegue dar resposta a toda a produção de corpos
lixados na linha amarela, torna-se necessário alocar algum do trabalho de polimento a outras
3
1
2
31
se do seguinte modo: o
colaborador (1), depois de retirar os corpos polidos da máquina de polir CNC, coloca os
ra (2) que, por sua vez, assinala os defeitos que o terceiro
os de seguida em caixas, ou
da linha amarela
Apesar da máquina CNC ter sido desenvolvida para polir peças com formas mais
se a polir apenas dois tipos de produtos. Este
ao seu estado de conservação e,
por outro, ao facto de apenas terem sido desenvolvidos dois tipos de pinças adaptáveis às
Como a máquina de polir CNC não consegue dar resposta a toda a produção de corpos
se necessário alocar algum do trabalho de polimento a outras

32 APRESENTAÇÃO DO SISTEMA DE PRODUÇÃO
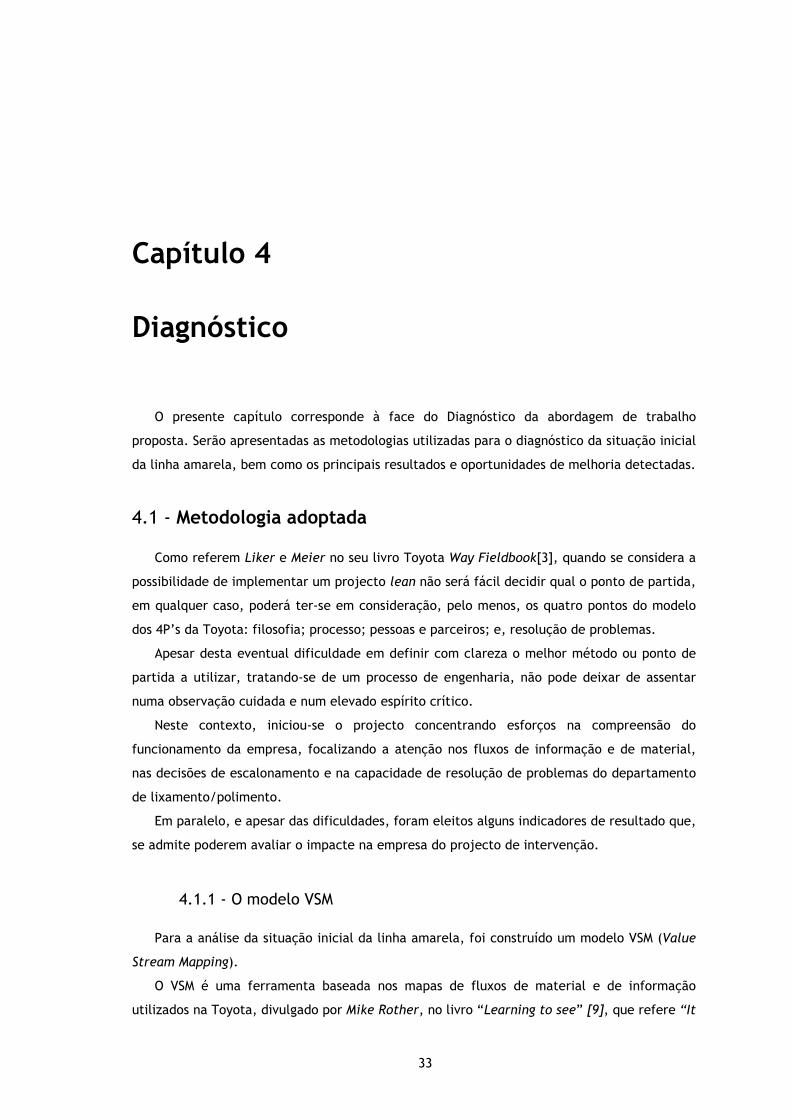
33
Capítulo 4
Diagnóstico
O presente capítulo corresponde à face do Diagnóstico da abordagem de trabalho
proposta. Serão apresentadas as metodologias utilizadas para o diagnóstico da situação inicial
da linha amarela, bem como os principais resultados e oportunidades de melhoria detectadas.
4.1 - Metodologia adoptada
Como referem Liker e Meier no seu livro Toyota Way Fieldbook[3], quando se considera a
possibilidade de implementar um projecto lean não será fácil decidir qual o ponto de partida,
em qualquer caso, poderá ter-se em consideração, pelo menos, os quatro pontos do modelo
dos 4P’s da Toyota: filosofia; processo; pessoas e parceiros; e, resolução de problemas.
Apesar desta eventual dificuldade em definir com clareza o melhor método ou ponto de
partida a utilizar, tratando-se de um processo de engenharia, não pode deixar de assentar
numa observação cuidada e num elevado espírito crítico.
Neste contexto, iniciou-se o projecto concentrando esforços na compreensão do
funcionamento da empresa, focalizando a atenção nos fluxos de informação e de material,
nas decisões de escalonamento e na capacidade de resolução de problemas do departamento
de lixamento/polimento.
Em paralelo, e apesar das dificuldades, foram eleitos alguns indicadores de resultado que,
se admite poderem avaliar o impacte na empresa do projecto de intervenção.
4.1.1 - O modelo VSM
Para a análise da situação inicial da linha amarela, foi construído um modelo VSM (Value
Stream Mapping).
O VSM é uma ferramenta baseada nos mapas de fluxos de material e de informação
utilizados na Toyota, divulgado por Mike Rother, no livro “Learning to see” [9], que refere “It
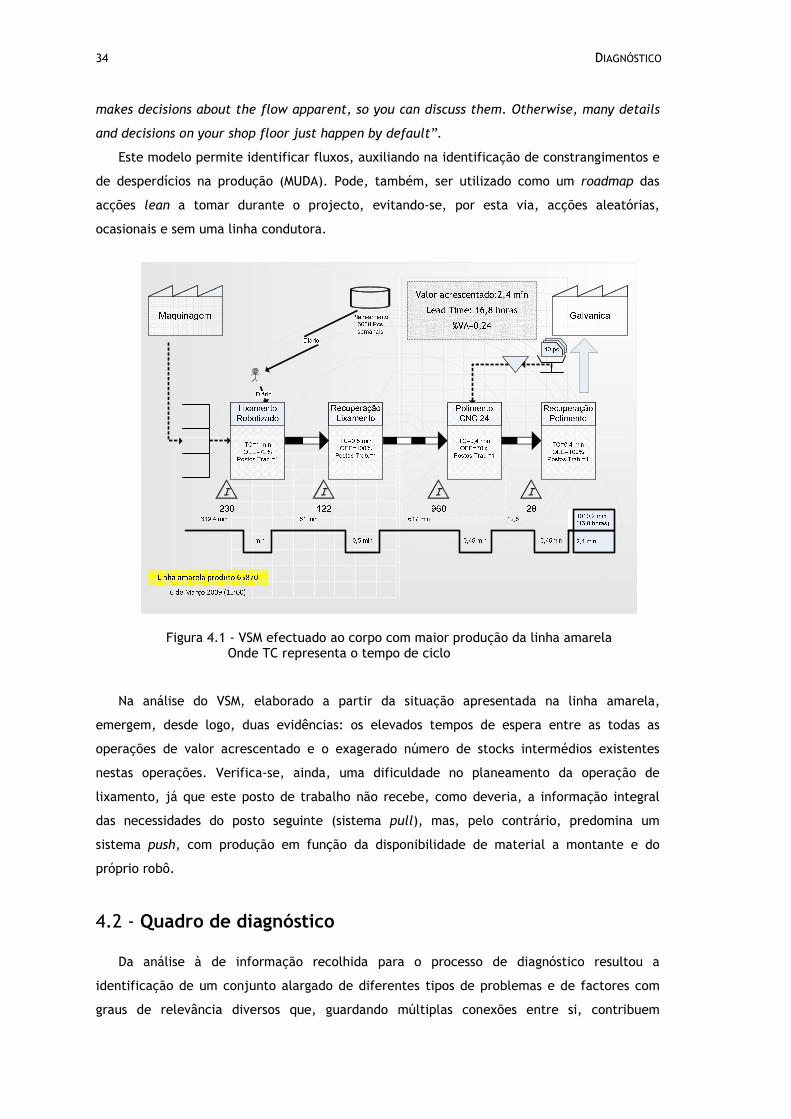
34 DIAGNÓSTICO
makes decisions about the flow apparent, so you can discuss them. Otherwise, many details
and decisions on your shop floor just happen by default”.
Este modelo permite identificar fluxos, auxiliando na identificação de constrangimentos e
de desperdícios na produção (MUDA). Pode, também, ser utilizado como um roadmap das
acções lean a tomar durante o projecto, evitando-se, por esta via, acções aleatórias,
ocasionais e sem uma linha condutora.
I I I I
Figura 4.1 - VSM efectuado ao corpo com maior produção da linha amarela Onde TC representa o tempo de ciclo
Na análise do VSM, elaborado a partir da situação apresentada na linha amarela,
emergem, desde logo, duas evidências: os elevados tempos de espera entre as todas as
operações de valor acrescentado e o exagerado número de stocks intermédios existentes
nestas operações. Verifica-se, ainda, uma dificuldade no planeamento da operação de
lixamento, já que este posto de trabalho não recebe, como deveria, a informação integral
das necessidades do posto seguinte (sistema pull), mas, pelo contrário, predomina um
sistema push, com produção em função da disponibilidade de material a montante e do
próprio robô.
4.2 - Quadro de diagnóstico
Da análise à de informação recolhida para o processo de diagnóstico resultou a
identificação de um conjunto alargado de diferentes tipos de problemas e de factores com
graus de relevância diversos que, guardando múltiplas conexões entre si, contribuem

Quadro de diagnóstico 35
decisivamente, através da rede que estabelecem, para a realidade actual do departamento
(Figura 4.2).
Desta análise resulta claro que não existe um ou mais problemas primários que, por si sós,
determinem as dificuldades e os constrangimentos sentidos no departamento. Mesmo assim, é
possível identificar um núcleo mais restrito, centrado no processo produtivo, com intensas
relações entre os problemas que o integram. Por exemplo, a elevada taxa de não
conformidades implica falhas na entrega. Na tentativa de assegurar o número de peças boas
necessárias à entrega, aumenta-se a produção para além do necessário, o que, por si só,
determina um aumento das não conformidades. Este numero de não conformidades leva a
uma sobreprodução defensiva, no intuito de evitar falhas na entrega, e assim continuamente,
num processo que se re-alimenta e tende a crescer.
Figura 4.2 - Quadro resumo de diagnóstico
Este núcleo central emerge de alguma forma entre os outros conjuntos de problemas
porque é para ele que confluem as consequências e os efeitos em cascata dos demais. Assim,
e a título de exemplo: a dilação dos prazos de manutenção das máquinas leva a um aumento
do número de avarias, o que contribui para falhas na entrega; as falhas nos sistemas de
informação/monitorização interna bem como um sistema de avaliação centrado na
Elevado Rework e SucataElevados Stocks
IntermédiosElevado Lead Time
Erros dos Colaboradores
Falta de Responsabiliz
açao
Avaliação orientada para a quantidade
Detecção tardia de não
conformidades
Planeamento Push
Registos Escassos e
pouco fiáveis
Gestão visual ineficaz
Instabilidade nos tempos de
SetupAvarias
Desrespeito por períodos
de manutenção
Elevados tempos de
Setup
Montante do Departamento
Jusante do DepartamentoDepartamento de Lixamento/Polimento
Pri
ncip
ais
Con
seq
uênc
ias
Det
erm
inan
tes
dos
Pro
blem
as C
entr
ais
Núc
leo
Cen
tral
de
Pro
blem
as
Elevada taxa de não conformidades
Sobreprodução Falhas nas entregas
Pressão para a Redução de Custos;Parque de Máquinas orientada para a produção de grandes series;
Montante do Departamento
Jusante do Departamento
Departamento de Lixamento/Polimento
36 DIAGNÓSTICO
quantidade contribuem para alguma desresponsabilização dos colaboradores directos o que
concorre para os erros e consequente aumento do número de não conformidades.
Por outro lado, como o departamento está integrado num sistema mais amplo não deixa
de sofrer, uma forte influencia de factores externos que saem fora da sua esfera de
influência e de outros que sendo internos ao departamento estão para além da sua
capacidade de decisão. Estão entre os primeiros, uma política empresarial de contenção de
custos (tem óbvios efeitos, por exemplo, no número já referido de avarias) ou, entre os
segundos, um parque de máquinas pouco flexível e desajustado a uma produção, como a
actual, mais variada. Para além destes últimos, existem ainda outros factores que não
dependendo directamente do departamento poderão ser negociados, utilizando para o efeito
os canais de comunicação existentes, ou seja, tanto os problemas de desvio dos processos a
montante, como a instabilidade dos pedidos a jusante.
Este leque de problemas e de factores associados contribuem, de forma decisiva para
alguns indicadores indesejáveis: elevada percentagem de sucata e de rework, stocks
intermédios excessivos e lead times que ultrapassam o desejado.
Como se verifica, não se trata tanto de problemas isolados, mas antes de um quadro
problemático em que as dificuldades evidenciadas podem ser, simultaneamente, causa e
feito, tudo dependendo do ponto de vista a partir do qual se observa a rede constituída por
esses problemas. Neste contexto, sobrelevam as implicações deste quadro nos processos de
planeamento e de escalonamento da produção que, assim, se afigura como a área estratégica
de desenvolvimentos mais afectada. De facto, o quadro apresentado (por exemplo, elevado
número de não conformidades, avarias frequentes, erros de inventário e setup instáveis)
exige uma frequente readaptação do escalonamento dos recursos do departamento o que,
sistematicamente, põe em causa os planos antes definidos pelo departamento de
planeamento e dificulta o processo de planeamento futuro.
4.3 - Identificação de problemas
No processo diagnóstico foram identificadas algumas dificuldades que, de algum modo, se
podem, constituir como não conformidades face aos princípios lean, dos quais se apresentam
a seguir aquele que se entende serem mais relevantes.
4.3.1 - Elevados valores de rework e de sucata
Como já anteriormente foi referido, todos os corpos, depois de saírem das máquinas de
lixar ou de polir, são controlados visualmente. No caso concreto do lixamento, este controlo
é efectuado pelo mesmo colaborador que procede ao carregamento e à descarga dos corpos
dos suportes dos robôs.
Identificação de problemas 37
Em resultado deste controlo, quase todos os corpos têm necessidade de serem submetidos
a um processo de recuperação manual. Esta recuperação acontece porque a superfície do
corpo sai dos robôs de lixamento com defeitos provocados ou pelos dois processos a montante
(fundição e maquinagem) ou pelo próprio processo de lixamento.
Os defeitos que têm origem no processo de fundição (poros e fissuras) são aleatórios, ou
seja, tanto podem aparecer em qualquer corpo, como em qualquer zona deste.
Ao contrário dos anteriores, os defeitos com origem no processo de maquinagem
(descentramentos e inclinações erradas em furos do corpo) tendem a aparecer em todas as
peças de um lote da maquinagem. Na grande maioria dos casos, apresentam sinais de um
lixamento incorrecto, que acontece quando o robô (que efectua sempre os mesmos
movimentos) exerce uma maior pressão contra a lixa em determinada zona do corpo.
Figura 4.3 - Pormenor de corpo colocado no suporte dos robôs (esquerda) e defeito do
tipo poro (direita)
Por sua vez, os defeitos do próprio lixamento podem ser causados por um incorrecta afinação
dos robôs de lixamento, trocas incorrectas de lixas no robô ou problemas nos módulos de
agarre. Nas situações em que existe incorrecta afinação do robô, só se opta por proceder à
respectiva afinação quando o corpo que está a ser produzido não é passível de recuperação,
ou seja, tem como destino a sucata; nos restantes casos, opta-se pela recuperação manual do
corpo. As peças recuperadas são, depois de polidas, submetidas a novo controlo, denominado
controlo amarelo já que nos corpos, nesta fase do processo, sobressai a cor amarela do latão.
Neste controlo, a taxa de rejeição situa-se próximo dos 100%. Os riscos mais profundos
provenientes do lixamento, os poros e as zonas com polimento insuficiente encontram-se
entre os defeitos mais comuns. De notar que os primeiros poderiam, e deveriam, ser
eliminados na recuperação manual do lixamento. No caso dos defeitos de polimento estes são
geralmente cíclicos e poderiam ser evitados com afinações mais eficazes na máquina de polir,
ou mesmo do robô que produziu as peças.
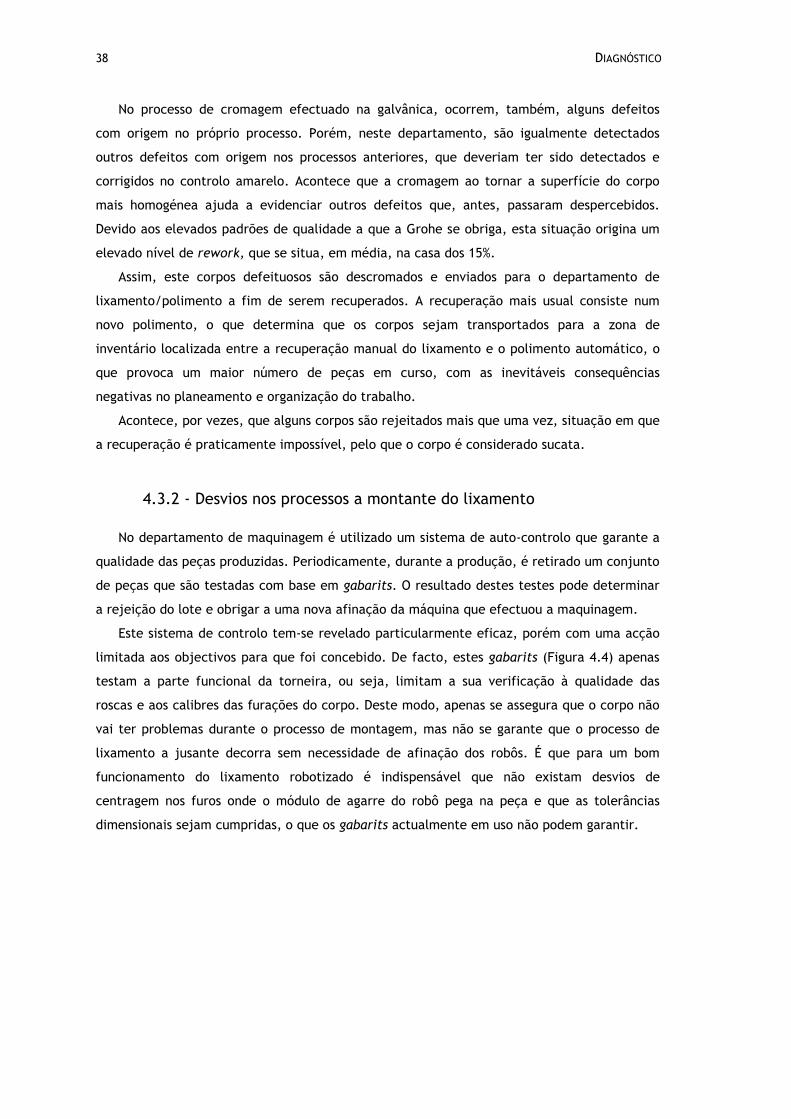
38 DIAGNÓSTICO
No processo de cromagem efectuado na galvânica, ocorrem, também, alguns defeitos
com origem no próprio processo. Porém, neste departamento, são igualmente detectados
outros defeitos com origem nos processos anteriores, que deveriam ter sido detectados e
corrigidos no controlo amarelo. Acontece que a cromagem ao tornar a superfície do corpo
mais homogénea ajuda a evidenciar outros defeitos que, antes, passaram despercebidos.
Devido aos elevados padrões de qualidade a que a Grohe se obriga, esta situação origina um
elevado nível de rework, que se situa, em média, na casa dos 15%.
Assim, este corpos defeituosos são descromados e enviados para o departamento de
lixamento/polimento a fim de serem recuperados. A recuperação mais usual consiste num
novo polimento, o que determina que os corpos sejam transportados para a zona de
inventário localizada entre a recuperação manual do lixamento e o polimento automático, o
que provoca um maior número de peças em curso, com as inevitáveis consequências
negativas no planeamento e organização do trabalho.
Acontece, por vezes, que alguns corpos são rejeitados mais que uma vez, situação em que
a recuperação é praticamente impossível, pelo que o corpo é considerado sucata.
4.3.2 - Desvios nos processos a montante do lixamento
No departamento de maquinagem é utilizado um sistema de auto-controlo que garante a
qualidade das peças produzidas. Periodicamente, durante a produção, é retirado um conjunto
de peças que são testadas com base em gabarits. O resultado destes testes pode determinar
a rejeição do lote e obrigar a uma nova afinação da máquina que efectuou a maquinagem.
Este sistema de controlo tem-se revelado particularmente eficaz, porém com uma acção
limitada aos objectivos para que foi concebido. De facto, estes gabarits (Figura 4.4) apenas
testam a parte funcional da torneira, ou seja, limitam a sua verificação à qualidade das
roscas e aos calibres das furações do corpo. Deste modo, apenas se assegura que o corpo não
vai ter problemas durante o processo de montagem, mas não se garante que o processo de
lixamento a jusante decorra sem necessidade de afinação dos robôs. É que para um bom
funcionamento do lixamento robotizado é indispensável que não existam desvios de
centragem nos furos onde o módulo de agarre do robô pega na peça e que as tolerâncias
dimensionais sejam cumpridas, o que os gabarits actualmente em uso não podem garantir.
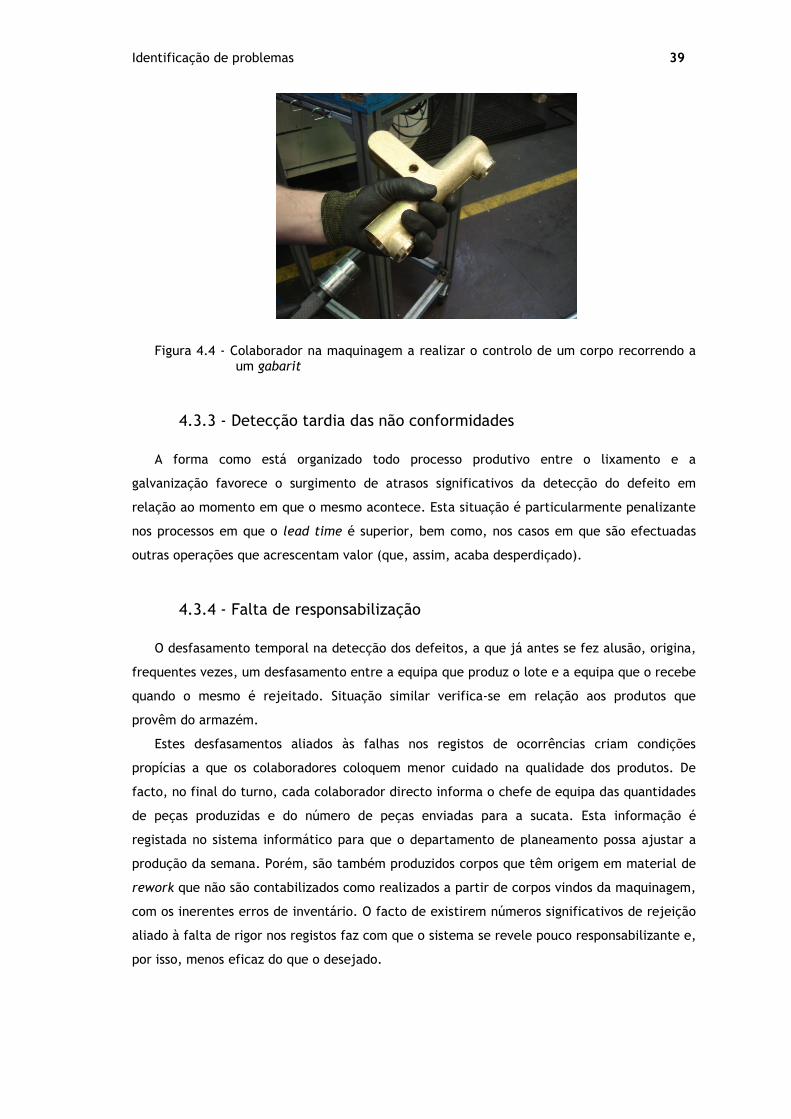
Identificação de problemas 39
Figura 4.4 - Colaborador na maquinagem a realizar o controlo de um corpo recorrendo a
um gabarit
4.3.3 - Detecção tardia das não conformidades
A forma como está organizado todo processo produtivo entre o lixamento e a
galvanização favorece o surgimento de atrasos significativos da detecção do defeito em
relação ao momento em que o mesmo acontece. Esta situação é particularmente penalizante
nos processos em que o lead time é superior, bem como, nos casos em que são efectuadas
outras operações que acrescentam valor (que, assim, acaba desperdiçado).
4.3.4 - Falta de responsabilização
O desfasamento temporal na detecção dos defeitos, a que já antes se fez alusão, origina,
frequentes vezes, um desfasamento entre a equipa que produz o lote e a equipa que o recebe
quando o mesmo é rejeitado. Situação similar verifica-se em relação aos produtos que
provêm do armazém.
Estes desfasamentos aliados às falhas nos registos de ocorrências criam condições
propícias a que os colaboradores coloquem menor cuidado na qualidade dos produtos. De
facto, no final do turno, cada colaborador directo informa o chefe de equipa das quantidades
de peças produzidas e do número de peças enviadas para a sucata. Esta informação é
registada no sistema informático para que o departamento de planeamento possa ajustar a
produção da semana. Porém, são também produzidos corpos que têm origem em material de
rework que não são contabilizados como realizados a partir de corpos vindos da maquinagem,
com os inerentes erros de inventário. O facto de existirem números significativos de rejeição
aliado à falta de rigor nos registos faz com que o sistema se revele pouco responsabilizante e,
por isso, menos eficaz do que o desejado.
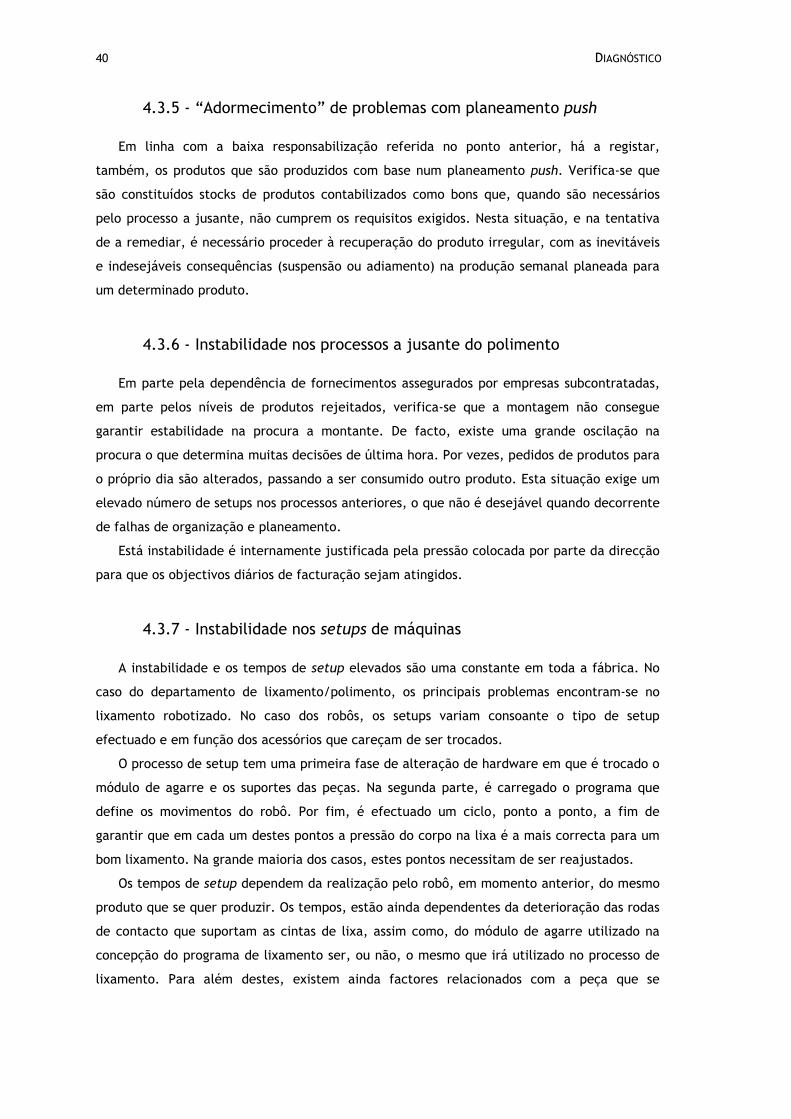
40 DIAGNÓSTICO
4.3.5 - “Adormecimento” de problemas com planeamento push
Em linha com a baixa responsabilização referida no ponto anterior, há a registar,
também, os produtos que são produzidos com base num planeamento push. Verifica-se que
são constituídos stocks de produtos contabilizados como bons que, quando são necessários
pelo processo a jusante, não cumprem os requisitos exigidos. Nesta situação, e na tentativa
de a remediar, é necessário proceder à recuperação do produto irregular, com as inevitáveis
e indesejáveis consequências (suspensão ou adiamento) na produção semanal planeada para
um determinado produto.
4.3.6 - Instabilidade nos processos a jusante do polimento
Em parte pela dependência de fornecimentos assegurados por empresas subcontratadas,
em parte pelos níveis de produtos rejeitados, verifica-se que a montagem não consegue
garantir estabilidade na procura a montante. De facto, existe uma grande oscilação na
procura o que determina muitas decisões de última hora. Por vezes, pedidos de produtos para
o próprio dia são alterados, passando a ser consumido outro produto. Esta situação exige um
elevado número de setups nos processos anteriores, o que não é desejável quando decorrente
de falhas de organização e planeamento.
Está instabilidade é internamente justificada pela pressão colocada por parte da direcção
para que os objectivos diários de facturação sejam atingidos.
4.3.7 - Instabilidade nos setups de máquinas
A instabilidade e os tempos de setup elevados são uma constante em toda a fábrica. No
caso do departamento de lixamento/polimento, os principais problemas encontram-se no
lixamento robotizado. No caso dos robôs, os setups variam consoante o tipo de setup
efectuado e em função dos acessórios que careçam de ser trocados.
O processo de setup tem uma primeira fase de alteração de hardware em que é trocado o
módulo de agarre e os suportes das peças. Na segunda parte, é carregado o programa que
define os movimentos do robô. Por fim, é efectuado um ciclo, ponto a ponto, a fim de
garantir que em cada um destes pontos a pressão do corpo na lixa é a mais correcta para um
bom lixamento. Na grande maioria dos casos, estes pontos necessitam de ser reajustados.
Os tempos de setup dependem da realização pelo robô, em momento anterior, do mesmo
produto que se quer produzir. Os tempos, estão ainda dependentes da deterioração das rodas
de contacto que suportam as cintas de lixa, assim como, do módulo de agarre utilizado na
concepção do programa de lixamento ser, ou não, o mesmo que irá utilizado no processo de
lixamento. Para além destes, existem ainda factores relacionados com a peça que se
Identificação de problemas 41
pretende produzir; o tempo de setup necessário para passar da peça A para a B pode diferir
da troca da peça A para a C, por exemplo.
No caso das máquinas de polimento automático por emersão, o setup passa apenas pela
troca dos porta-peças e do ajuste da pressão das escovas sobre os corpos a polir. No caso do
polimento CNC passa, também, pela troca do porta-peças mas é, ainda, necessário carregar o
programa de polimento que define o movimento das escovas de polir.
Os tempos de setups do polimento automático são menores, no entanto, exigem um maior
número de pequenos ajustes durante o funcionamento normal.
Figura 4.5 - Máquinas de polimento
4.3.8 - Baixa fiabilidade dos equipamentos de polimento
Em razão da crise económica que se vive e que afecta as empresas, foram internamente
referidas pressões no sentido de serem efectuados cortes orçamentais no departamento. Esta
situação determinou o adiamento de várias manutenções preventivas. Provavelmente com
forte relação a esta opção, tem sido necessário proceder a várias reparações por avarias, com
elevados custos directos e com custos indirectos significativos associados às longas paragens,
superiores a um dia, em alguns casos.
4.3.9 - Desadequação do parque de máquinas
Algumas das máquinas de polimento ― as da marca Canning ― existentes no
departamento de lixamento/polimento foram concebidas para elevados volumes de
produção. Produtivas nestas situações, revelam-se, porém, desajustadas quando lhes é
exigida uma grande variedade de produtos e consequente multiplicidade de setups, como
recorrentemente acontece, baixando, neste caso, significativamente, os seus níveis de
produção.
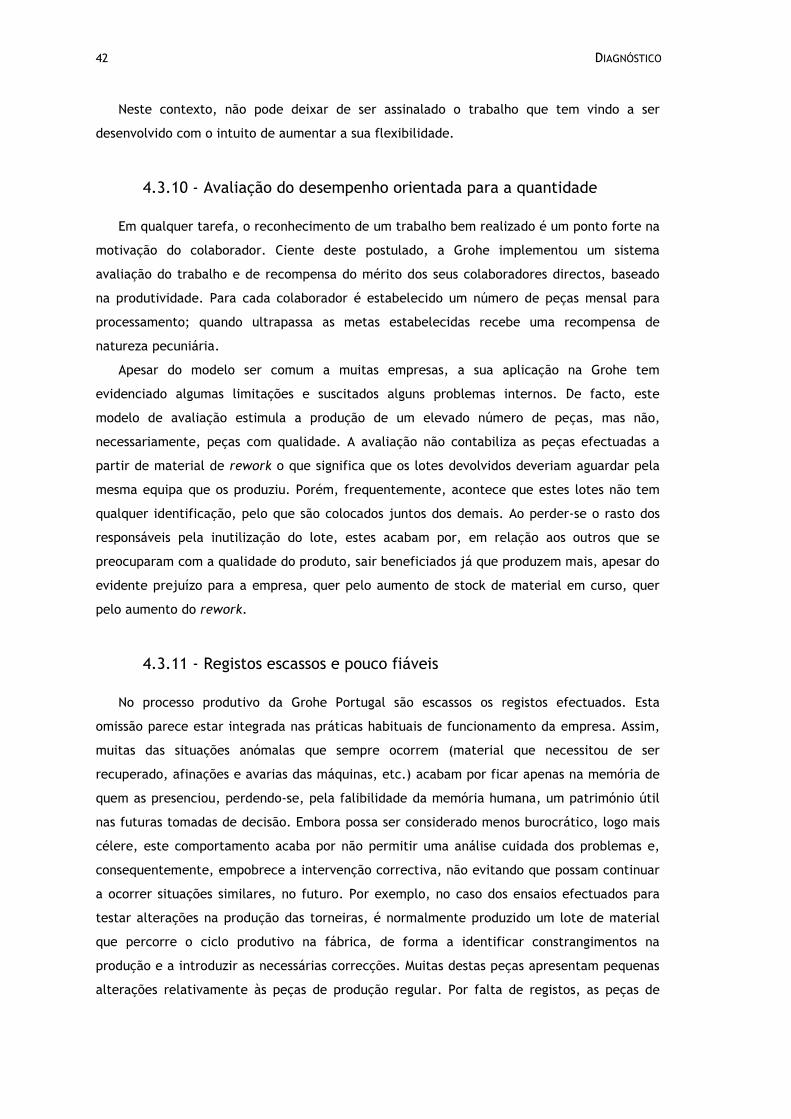
42 DIAGNÓSTICO
Neste contexto, não pode deixar de ser assinalado o trabalho que tem vindo a ser
desenvolvido com o intuito de aumentar a sua flexibilidade.
4.3.10 - Avaliação do desempenho orientada para a quantidade
Em qualquer tarefa, o reconhecimento de um trabalho bem realizado é um ponto forte na
motivação do colaborador. Ciente deste postulado, a Grohe implementou um sistema
avaliação do trabalho e de recompensa do mérito dos seus colaboradores directos, baseado
na produtividade. Para cada colaborador é estabelecido um número de peças mensal para
processamento; quando ultrapassa as metas estabelecidas recebe uma recompensa de
natureza pecuniária.
Apesar do modelo ser comum a muitas empresas, a sua aplicação na Grohe tem
evidenciado algumas limitações e suscitados alguns problemas internos. De facto, este
modelo de avaliação estimula a produção de um elevado número de peças, mas não,
necessariamente, peças com qualidade. A avaliação não contabiliza as peças efectuadas a
partir de material de rework o que significa que os lotes devolvidos deveriam aguardar pela
mesma equipa que os produziu. Porém, frequentemente, acontece que estes lotes não tem
qualquer identificação, pelo que são colocados juntos dos demais. Ao perder-se o rasto dos
responsáveis pela inutilização do lote, estes acabam por, em relação aos outros que se
preocuparam com a qualidade do produto, sair beneficiados já que produzem mais, apesar do
evidente prejuízo para a empresa, quer pelo aumento de stock de material em curso, quer
pelo aumento do rework.
4.3.11 - Registos escassos e pouco fiáveis
No processo produtivo da Grohe Portugal são escassos os registos efectuados. Esta
omissão parece estar integrada nas práticas habituais de funcionamento da empresa. Assim,
muitas das situações anómalas que sempre ocorrem (material que necessitou de ser
recuperado, afinações e avarias das máquinas, etc.) acabam por ficar apenas na memória de
quem as presenciou, perdendo-se, pela falibilidade da memória humana, um património útil
nas futuras tomadas de decisão. Embora possa ser considerado menos burocrático, logo mais
célere, este comportamento acaba por não permitir uma análise cuidada dos problemas e,
consequentemente, empobrece a intervenção correctiva, não evitando que possam continuar
a ocorrer situações similares, no futuro. Por exemplo, no caso dos ensaios efectuados para
testar alterações na produção das torneiras, é normalmente produzido um lote de material
que percorre o ciclo produtivo na fábrica, de forma a identificar constrangimentos na
produção e a introduzir as necessárias correcções. Muitas destas peças apresentam pequenas
alterações relativamente às peças de produção regular. Por falta de registos, as peças de
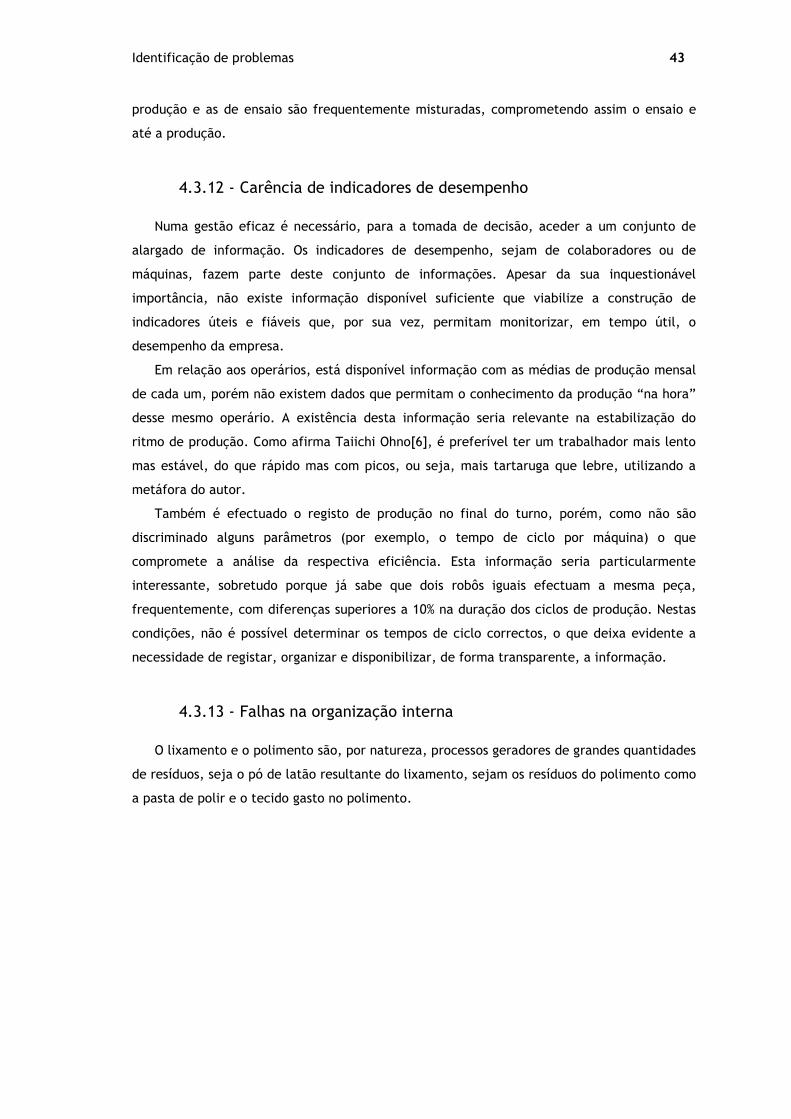
Identificação de problemas 43
produção e as de ensaio são frequentemente misturadas, comprometendo assim o ensaio e
até a produção.
4.3.12 - Carência de indicadores de desempenho
Numa gestão eficaz é necessário, para a tomada de decisão, aceder a um conjunto de
alargado de informação. Os indicadores de desempenho, sejam de colaboradores ou de
máquinas, fazem parte deste conjunto de informações. Apesar da sua inquestionável
importância, não existe informação disponível suficiente que viabilize a construção de
indicadores úteis e fiáveis que, por sua vez, permitam monitorizar, em tempo útil, o
desempenho da empresa.
Em relação aos operários, está disponível informação com as médias de produção mensal
de cada um, porém não existem dados que permitam o conhecimento da produção “na hora”
desse mesmo operário. A existência desta informação seria relevante na estabilização do
ritmo de produção. Como afirma Taiichi Ohno[6], é preferível ter um trabalhador mais lento
mas estável, do que rápido mas com picos, ou seja, mais tartaruga que lebre, utilizando a
metáfora do autor.
Também é efectuado o registo de produção no final do turno, porém, como não são
discriminado alguns parâmetros (por exemplo, o tempo de ciclo por máquina) o que
compromete a análise da respectiva eficiência. Esta informação seria particularmente
interessante, sobretudo porque já sabe que dois robôs iguais efectuam a mesma peça,
frequentemente, com diferenças superiores a 10% na duração dos ciclos de produção. Nestas
condições, não é possível determinar os tempos de ciclo correctos, o que deixa evidente a
necessidade de registar, organizar e disponibilizar, de forma transparente, a informação.
4.3.13 - Falhas na organização interna
O lixamento e o polimento são, por natureza, processos geradores de grandes quantidades
de resíduos, seja o pó de latão resultante do lixamento, sejam os resíduos do polimento como
a pasta de polir e o tecido gasto no polimento.
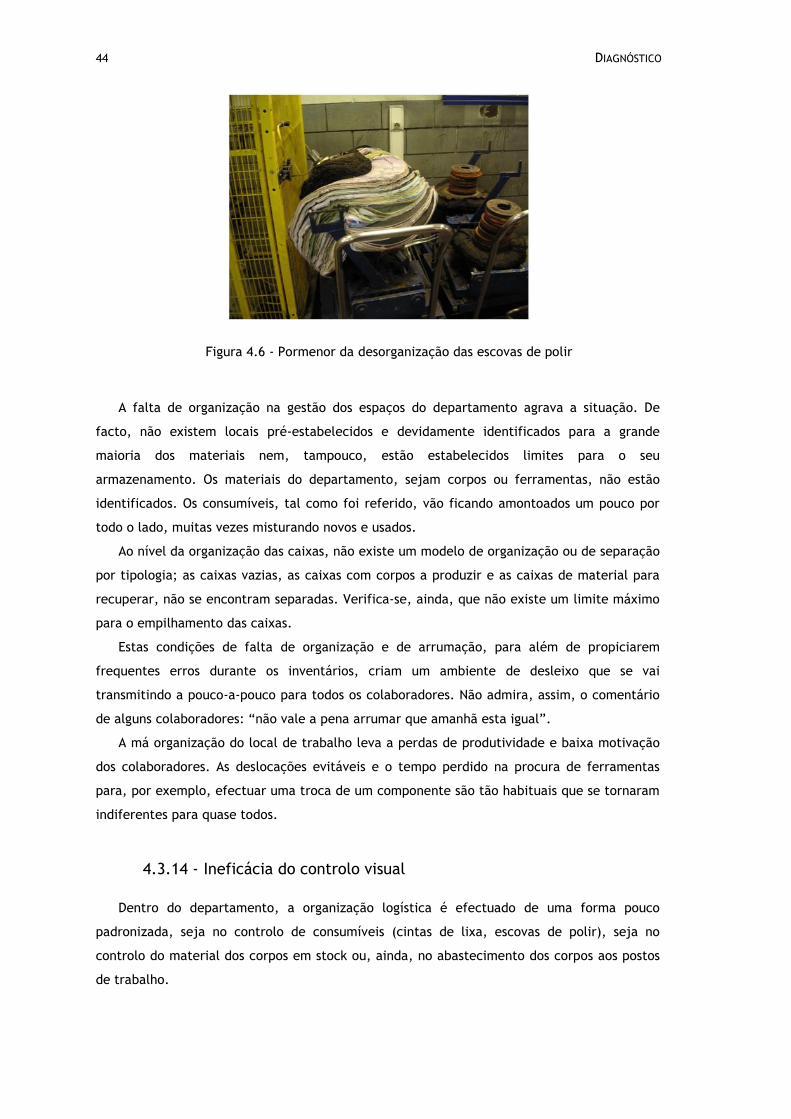
44 DIAGNÓSTICO
Figura 4.6 - Pormenor da desorganização das escovas de polir
A falta de organização na gestão dos espaços do departamento agrava a situação. De
facto, não existem locais pré-estabelecidos e devidamente identificados para a grande
maioria dos materiais nem, tampouco, estão estabelecidos limites para o seu
armazenamento. Os materiais do departamento, sejam corpos ou ferramentas, não estão
identificados. Os consumíveis, tal como foi referido, vão ficando amontoados um pouco por
todo o lado, muitas vezes misturando novos e usados.
Ao nível da organização das caixas, não existe um modelo de organização ou de separação
por tipologia; as caixas vazias, as caixas com corpos a produzir e as caixas de material para
recuperar, não se encontram separadas. Verifica-se, ainda, que não existe um limite máximo
para o empilhamento das caixas.
Estas condições de falta de organização e de arrumação, para além de propiciarem
frequentes erros durante os inventários, criam um ambiente de desleixo que se vai
transmitindo a pouco-a-pouco para todos os colaboradores. Não admira, assim, o comentário
de alguns colaboradores: “não vale a pena arrumar que amanhã esta igual”.
A má organização do local de trabalho leva a perdas de produtividade e baixa motivação
dos colaboradores. As deslocações evitáveis e o tempo perdido na procura de ferramentas
para, por exemplo, efectuar uma troca de um componente são tão habituais que se tornaram
indiferentes para quase todos.
4.3.14 - Ineficácia do controlo visual
Dentro do departamento, a organização logística é efectuado de uma forma pouco
padronizada, seja no controlo de consumíveis (cintas de lixa, escovas de polir), seja no
controlo do material dos corpos em stock ou, ainda, no abastecimento dos corpos aos postos
de trabalho.
Identificação de problemas 45
Para o registo do estado dos robôs, assim como das peças a produzir no lixamento
manual, foi implementado um quadro (Figura XX). Esta é uma solução interessante, no
entanto, a informação registada raramente representa a realidade já que as actualizações
são esporádicas, talvez porque não foi criado qualquer tipo de procedimento para a sua
utilização.
Figura 4.7 - Quadro colocado para apoio visual no controlo do estado dos robôs
4.3.15 - Dificuldades no planeamento
Como referido anteriormente, na Grohe Portugal alguns dos produtos são planeados
através da utilização de kanban que funciona conforme o representado na Figura 4.8.
I
Figura 4.8 - Esquema para o planeamento do departamento lixamento/polimento
46 DIAGNÓSTICO
As ordens de produção para o polimento são dadas em função dos pedidos da montagem.
Quando é consumido o material do supermercado existente entre a galvânica e a montagem é
colocado um cartão kanban no respectivo quadro do departamento de lixamento/polimento.
Conforme o número de pedidos é tomada a decisão de iniciar, ou não, a produção no
polimento. Para esta decisão é tido em conta o inventário de corpos lixados existentes entre
a recuperação manual do lixamento e o polimento automático ou a capacidade de colocar um
robô de lixamento a produzir esse corpo.
O planeamento por kanban, embora seja uma ferramenta que auxilia na redução de
stocks intermédios e contribui para a produção just in time (JIT), não foi implementado na
Grohe tendo em conta um dos princípios enunciados em Toyota Way, “Principle 4: Level out
the workload (heijunka)”[2]. Assim, a produção não é nivelada, logo, o planeamento para o
arranque da produção (com a realização dos necessários setups) é efectuado a muito curto
prazo, ou seja, o escalonamento acaba por ser realizado na hora.
Como não existe este plano, e os setups só podem ser realizados pelos afinadores, um
simples pico de trabalho destes pode originar a paragem de uma máquina, até que seja
efectuado o referido setup, ou, em alternativa não mais vantajosa, a máquina não pára,
produzindo mais do produto anterior do que o necessário (MUDA ― overproduction).
A inexistência de um sequenciador de produção, na ausência do responsável do
departamento, gera dúvidas e obriga a um esforço extra, por parte do chefe de equipa, na
coordenação dos recursos humanos do departamento, com vista a evitar os erros de
planeamento.
Actualmente, as regras estabelecidas em relação às prioridades na produção, ditam que
os produtos planeados através do kanban têm prioridade sobre os planeados por MRP2. O
funcionamento destes dois sistemas de planeamento em simultâneo origina alguma indecisão
no escalonamento das máquinas, uma vez que o número de pedidos por cartões Kanban
excede o valor planeado no início da semana.
A linha amarela, tal como as outras linhas, foi pensada numa lógica de fluxo contínuo, de
forma a não existirem níveis elevados de stock entre a operação de lixamento e a de
polimento. No entanto, a falta de nivelamento e a consequente dificuldade de
escalonamento criam elevados stocks entre aquelas duas operações.
4.3.16 - Ampliação das dificuldades (“bullwhip effect”)
Em consonância com modelo de bullwhip effect estudado por H.L. Lee, V. Padmanabhan,
and S. Whang [12], também no funcionamento interno da Grohe, existe uma ampliação da
produção de determinados produtos na tentativa de uma melhor resposta aos futuros pedidos
por parte dos departamentos a jusante.
Síntese 47
Para compensar o elevado valor de rework são produzidos corpos em número superior aos
pedidos. Deste modo, aumenta a probabilidade de dispor, para entrega, do número
necessário de corpos que cumpram os padrões de qualidade exigidos.
Para compensar os tempos elevados de setup, assegurando a variedade de produtos
actualmente exigida, são também produzidas quantidades superiores aos pedidos.
4.4 - Síntese
Tendo presente os objectivos inicias de reduzir os materiais em curso e uma optimização
dos fluxos produtivos, bem como, os resultados do trabalho diagnóstico que identificou os
problemas / não conformidades antes referidas, concluiu-se que estas determinam dois
problemas centrais: fluxos produtivos com elevado lead time e elevada quantidade de stocks
intermédios.
Assim, será elaborado um conjunto de propostas de actuação que será apresentado no
capítulo seguinte.

48 DIAGNÓSTICO
49
Capítulo 5
Propostas
O diagnóstico apresentado no capítulo anterior culminou com a identificação de um
núcleo central de problemas (elevada taxas de não conformidades, sobreprodução e falhas
nas entregas) e a assunção das principais consequências (elevadas percentagem de rework e
sucata, de stocks intermédios e de lead time). Evolui-se, neste capítulo, para a apresentação
de uma proposta de intervenção que se estrutura em torno de três vectores estratégicos de
actuação que, no seu conjunto, se entende permitirão atingir os objectivos inicias propostos
de reduzir os materiais em curso e uma optimização dos fluxos produtivos. São os seguintes os
vectores de actuação:
• Melhoria dos processos gestão visual;
• Optimização de fluxos;
• Criação de sistema de rastreabilidade.
Para cada um dos vectores estratégicos são estabelecidos objectivos, definidas as áreas
de actuação e apresentadas as orientações que se julga deverem ser implementadas para
evoluir no sentido de tornar a organização mais lean.
Na Figura 5.1 é apresentado o resumo desta proposta de intervenção.
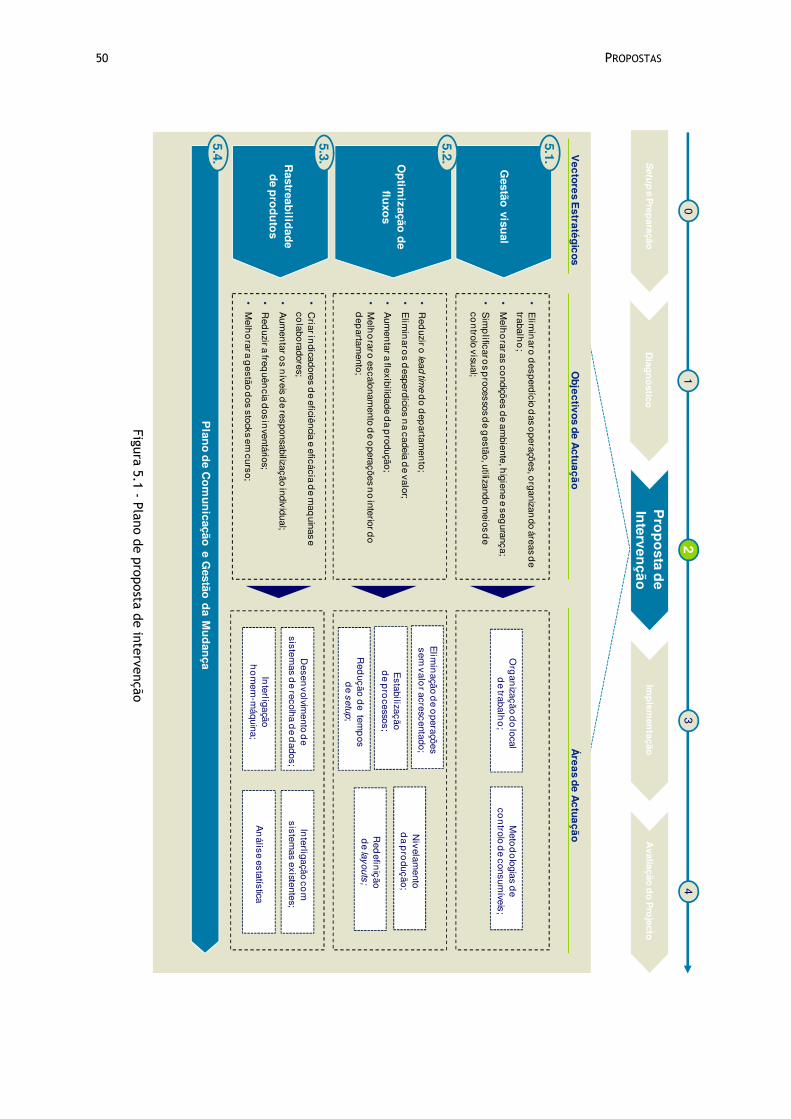
50 PROPOSTAS
Gestão
visual
Op
timização
de
fluxo
s
Rastreab
ilidad
ed
e pro
du
tos
02
3
Setu
pe P
reparação
Pro
po
sta
de
In
terv
en
çã
oIm
plem
entação
4
Avaliação
do
Pro
jecto
1
Diag
nó
stico
Ve
cto
res
Es
traté
gic
os
Áre
as
de
Ac
tua
çã
o
Org
anização d
o locald
e trabalho
;M
etod
ologias d
e co
ntrolo d
e consumíveis;
Ob
jec
tivo
s d
e A
ctu
aç
ão
•E
limin
ar o d
esperdício das o
perações, organizan
do áreas de
trabalho
;
•M
elho
rar as condições d
e ambiente, h
igiene e segurança;
•S
imp
lificar os p
rocessos de g
estão, utilizando meios d
e co
ntrolo visual;
•R
eduzir o
lead
time
do
dep
artamen
to;
•E
limin
ar os d
esperdícios na cadeia d
e valor;
•A
umen
tar a flexibilidade da p
rodução;
•M
elho
rar o escalonam
ento de o
perações no interior d
o d
epartam
ento;
•C
riar indicadores d
e eficiência e eficácia de m
aquinas e
colabo
radores;
•A
umen
tar os n
íveis de responsabilização individual;
•R
eduzir a freq
uência d
os inventários;
•M
elho
rar a gestão d
os stocks em curso;
Elim
inação d
e operações
sem valo
r acrescentado;
Estabilização
de p
rocessos;
Red
ução d
e temp
os d
e setu
p;
Nivelam
ento d
a pro
dução;
Red
efinição
de la
youts
;
Desen
volvimento d
e sistem
as de recolha d
e dados;
Interligação
ho
mem
-máquina;
Interligação co
m
sistemas existentes;
An
álise estatística
5.1.
5.2.
5.3.
Plan
o d
e Co
mu
nicação
e Gestão
da M
ud
ança
5.4.
Figura 5.1 - Plano de proposta de intervenção
Melhoria dos processos de gestão visual 51
5.1 - Melhoria dos processos de gestão visual
O princípio número sete do sistema de produção Toyota refere a necessidade de utilizar
controlo visual para que nenhum problema fique oculto. No livro Toyota Way refere-se “Mr.
Ohno was passionate about TPS. He said you must cleanup everything so you can see
problems. He would complain if he could look not look and see and tell if there is a
problem”[2]
No âmbito da melhoria dos processos de gestão visual, pretende-se alcançar os seguintes
objectivos:
• Eliminar o desperdício das operações, organizando áreas de trabalho;
• Melhorar as condições de ambiente, higiene e segurança;
• Simplificar os processos de gestão, utilizando meios de controlo visual.
A intervenção deverá centrar-se em duas áreas principais:
• Organização do local de trabalho;
• Metodologias de controlo de consumíveis.
Para alcançar os objectivos propostos nas áreas de actuação definidas, preconiza-se que
sejam seguidas as seguintes orientações, que se baseiam na implementação de um plano 5S.
Implementar um Plano 5S
Os sistemas lean utilizam os 5S como suporte para um funcionamento fluído dos fluxos
produtivos. Os 5S podem também ser uma ferramenta útil para tornar mais visíveis os
problemas. Como preconiza Hirano[2], os 5S, se rentabilizados, podem, no limite, ser parte
do processo de gestão visual de um sistema lean bem planeado.
Entende-se que este plano deve começar por ser implementado apenas numa das linhas
produtivas, expandindo-se posteriormente, em função da avaliação da sua implementação, a
todo o departamento. Iniciar o plano numa das linhas, tornará mais fácil a sua gestão inicial,
aumentando as possibilidades de êxito, o que, numa primeira fase, não deixará de criar um
estímulo positivo nos colaboradores directos, promovendo uma atitude mais favorável aos
princípios do plano e disseminando entre estes as vantagens da organização no posto de
trabalho.
Implementar práticas de triagem
Esta medida tem por objectivo definir e triar as ferramentas, os consumíveis, os corpos
de torneiras, os subprodutos, eliminando do posto de trabalho os que forem identificados
como supérfluos.
A identificação dos materiais a excluir deverá obedecer aos seguintes critérios: utilidade;
frequência de utilização; número de materiais repetidos desnecessariamente.
52 PROPOSTAS
Para além de outros que possam ainda vir a ser identificados no decurso da
implementação, os colaboradores deverão ser, desde já, incentivados a eliminar: peças
defeituosas; ferramentas desgastadas ou desadaptadas; posters ou placares com informações
desactualizadas; e, trapos.
Para identificar os materiais a eliminar propõe-se a metodologia da “etiqueta vermelha”
(aposição no material de uma etiqueta de cor vermelha ― boa visibilidade ― onde são
registados alguns dados como, por exemplo, a categoria do material, o motivo da marcação e
a decisão final).
Da implementação destas práticas de triagem deverá resultará uma melhoria da
qualidade dos produtos e do ambiente de trabalho, bem como, um aumento da produção,
reduzindo problemas e embaraços na linha e, ainda, a melhoria da interacção entre os
colaboradores;
Implementar práticas de ordenação
Esta medida tem por objectivo reorganizar a área de trabalho definindo locais para todos
os materiais necessários à produção.
Para além de outras práticas de ordenação que possam ainda vir a ser propostas no
decurso da implementação, os colaboradores deverão ser, desde já, incentivados a encontrar
forma de ordenar: as caixas para colocar peças; as chave para desapertar escovas das
máquinas de polir; os locais para consumíveis como lixas, escovas de polir; a catalogação dos
programas dos robôs; os sistemas de protecção de incêndios.
Da implementação destas práticas de ordenação deverá resultar uma maior acessibilidade
aos materiais já que estes estarão devidamente identificados e colocados em locais
específicos, conhecidos de todos, permitindo, assim, um melhor controlo visual.
Implementar práticas de limpeza
Esta medida tem por objectivo manter um controlo contínuo da segurança e da
organização do local de trabalho.
Os colaboradores deverão ser, desde já, incentivados a seguir quatro passos
fundamentais: identificar alvos de inspecção / limpeza; atribuir responsabilidades; definir
métodos de inspecção; corrigir problemas detectados (fazendo a manutenção no momento,
se estiver habilitado ou requisitando de imediato a manutenção).
Simultaneamente, e desde já, deverá ser incentivada a organização e arrumação do
respectivo departamento. O principal propósito não passa por efectuar uma arrumação do
departamento, mas sim, o de fazer com que esta se torne um hábito. Assim, torna-se
fundamental efectuar um plano de forma a envolver todas as pessoas que trabalham ou de
algum modo interagem com o departamento.
Melhoria dos processos de gestão visual 53
Da implementação destas práticas de limpeza deverão resultar locais de trabalho limpos
― e que assim permanecem ―, detecção precoce de problemas em ferramentas e máquinas
assegurando que os equipamentos estão funcionantes e prontos a utilizar.
Implementar práticas de normalização
Esta medida tem por objectivo transformar os três S anteriores (triagem, normalização e
limpeza) numa prática normalizada na fábrica, suportando os pilares anteriormente
definidos.
Para além de outras medidas que possam ainda vir a ser propostas no decurso da
implementação, os colaboradores deverão ser, desde já, incentivados a disporem ferramentas
idênticas para postos de trabalho idênticos.
Da normalização deverá resultar um clima organizacional em que a triagem, a
normalização e a limpeza sejam práticas integradas no quotidiano da empresa, em que os
colaboradores se incentivam uns aos outros e se controlam entre si, assegurando a
manutenção das medidas implementadas.
Implementar práticas de disciplina
Esta medida tem por objectivo manter todos os procedimentos definidos, tornando os 5S
parte integrante do dia-a-dia na fábrica.
Da implementação destas práticas de disciplina deverá resultar uma crescente
consciencialização da importância dos 5S, criando hábitos e rotinas que incentivem a
realização dos procedimentos correctos, aumentando a responsabilidade individual, e
melhorando assim a qualidade da produção.
Implementar o controlo visual de consumíveis
Esta medida tem por objectivo reduzir o nível de consumíveis no interior do
departamento ao estritamente necessário à produção.
Para além de outras práticas que possam ainda vir a ser propostas no decurso da
implementação, deverão ser, desde já, incentivada a implementação das seguintes medidas:
definir níveis mínimos, máximos e pontos de encomenda, por tipo de consumível (cintas de
lixas, escovas de polir, etc.), no interior do departamento; ajustar o tamanho dos lotes de
encomenda em função da periodicidade de entrega e histórico de consumo; estabelecer
locais de boa visibilidade para o respectivo armazenamento.
Da implementação destas medidas de controlo visual deverá resultar a libertação de
espaço físico, um controlo mais efectivo dos materiais, permitindo uma melhor acessibilidade
e uma correcta identificação das necessidades desses mesmos materiais, e a diminuição dos
erros nas encomendas.
54 PROPOSTAS
5.2 - Optimização de fluxos
No âmbito da optimização dos fluxos de produção, pretende-se alcançar os seguintes
objectivos:
• Reduzir o lead time do departamento;
• Eliminar os desperdícios na cadeia de valor;
• Aumentar a flexibilidade da produção;
• Melhorar o escalonamento de operações no interior do departamento;
A intervenção deverá centrar-se em cinco áreas principais:
• Eliminação de operações sem valor acrescentado;
• Estabilização de processos;
• Redução de tempos de setup;
• Nivelamento da produção;
• Redefinição de layouts.
Para alcançar os objectivos propostos nas áreas de actuação definidas, preconiza-se que
sejam seguidas as seguintes orientações.
Implementar medidas de estabilização do processo produtivo
Estas medidas tem por objectivo garantir que em cada uma das diferentes etapas do
processo produtivo resultem produtos (corpos) semelhantes entre si,
Produzir produtos iguais de formas diferentes é uma demonstração de ineficiência que
onera o produto final. E, nenhum cliente está disposto a pagar material e operações
desnecessárias, ou a pagar os custos de uma ineficiência/falta de qualidade que obriga a
refazer o que deveria ter ficado bem feito da primeira vez.
Para além de outras práticas que possam ainda vir a ser propostas no decurso da
implementação, deverão ser, desde já, implementadas as seguintes medidas: produzir
informação estatística que permita a construção de indicadores de qualidade e de
caracterização dos produtos entregues ao departamento, nomeadamente, em relação ao
centramento das furações. Para este efeito, deverão ser definidas a métricas que,
posteriormente, serão controladas na metodologia SPC (Statistic Process Control).
Em paralelo, será necessário estabelecer uma comunicação mais efectiva do
lixamento/polimento com o departamento imediatamente anterior. Importa que os dois
departamentos sejam capazes de se porem de acordo, nomeadamente, definindo os
parâmetros e os critérios para o controlo das peças que chegam ao lixamento/polimento,
garantindo, assim, as condições necessárias à fluidez da interacção entre os dois
departamentos. De facto este é um ponto crítico do processo já que a produção de peças com
Optimização de fluxos 55
qualidade por parte do departamento de lixamento/polimento está, em boa parte,
dependente da qualidade dos corpos entregues pelos processos a montante.
Da implementação destas medidas de estabilização do processo produtivo deverá resultar
uma utilização mais eficaz e eficiente dos meios de produção, máquinas e colaboradores.
Implementar medidas de redução dos tempos de setup
Da implementação destas medidas de redução dos tempos de setup deverá resultar uma
melhor adequação do processo produtivo às exigências da procura, pela redução do tempo de
resposta às oscilações nesta procura.
Para além de outras orientações que possam ainda vir a ser propostas no decurso da
implementação, deverão ser, desde já, aplicadas as seguintes medidas: uniformizar
ferramentas utilizadas e apostar em meios que permitam acelerar o processo (ligações
rápidas de sinais pneumáticos, tipo poka-yoka); criar novos métodos de ajuste ao desgaste
dos encostos das cintas de lixa; elaborar um estudo relativo aos tempos de setup que permita
identificar as variações e os motivos que as determinam, bem como, saber em que medida
cada uma das fases do setup afecta o tempo total. Este estudo deverá, ainda, avaliar em que
medida o produto inicial e final influenciam o tempo de setup.
Da implementação destas medidas de redução dos tempos de setup deverá resultar uma
maior operacionalidade e disponibilidade dos afinadores, uma melhor rentabilidade dos robôs
na produção de pequenas séries de produtos, escalonamento da produção do departamento
mais eficiente.
Implementar medidas de nivelamento da produção
Da implementação destas medidas de nivelamento da produção deverá resultar um
aumento do horizonte temporal do escalonamento das máquinas de produção.
O nivelamento de um plano de produção implica um comprometimento que não passa só
pelo departamento mas também pelos departamentos a montante e a jusante. Este objectivo
é parte de um processo que necessita de tempo uma vez que implica mudança na forma de
interagir um pouco por toda a empresa e carece da consolidação das medidas antes
preconizadas (organização do local de trabalho, estabilização dos processos produtivos,
redução dos tempos de setup, etc.).
Para além de outras orientações que possam ainda vir a ser propostas no decurso da
implementação, deverão ser, desde já, implementadas medidas preparatórias para a criada
uma caixa de nivelamento (Heijunka).
A implementação destas medidas de nivelamento da produção deverá resultar em
melhores condições para um planeamento mais eficiente e numa redução dos stocks de
produtos acabados.
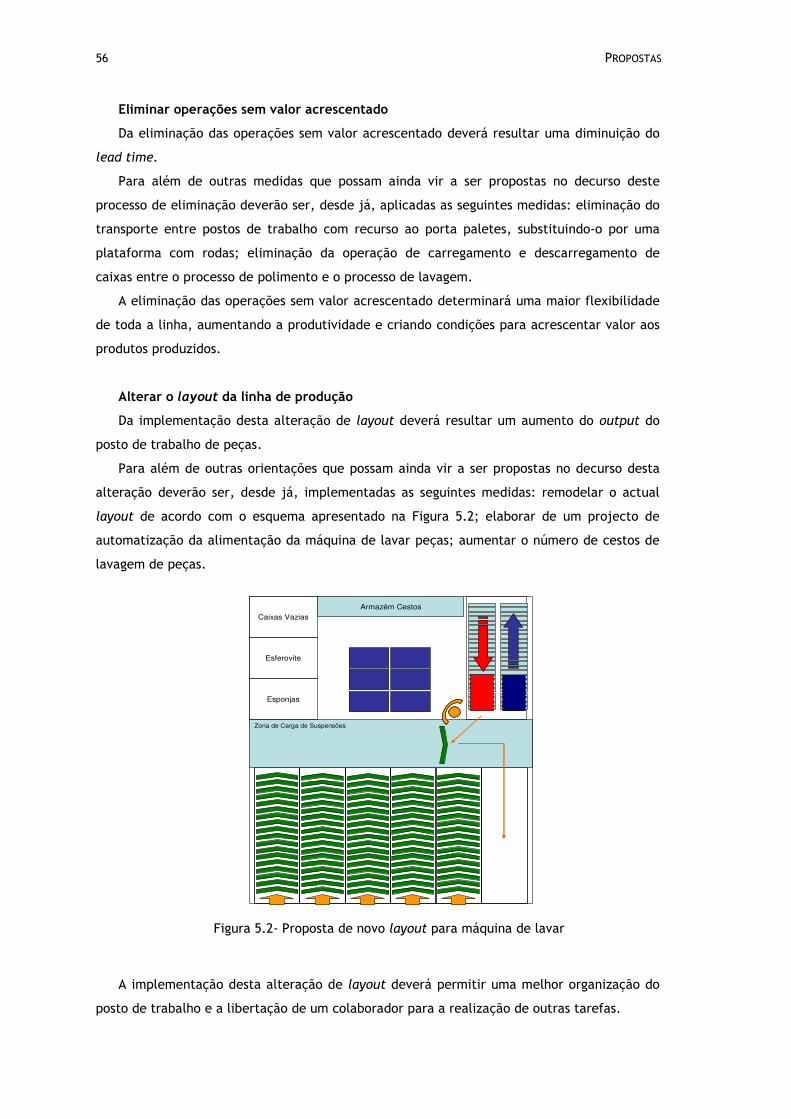
56 PROPOSTAS
Eliminar operações sem valor acrescentado
Da eliminação das operações sem valor acrescentado deverá resultar uma diminuição do
lead time.
Para além de outras medidas que possam ainda vir a ser propostas no decurso deste
processo de eliminação deverão ser, desde já, aplicadas as seguintes medidas: eliminação do
transporte entre postos de trabalho com recurso ao porta paletes, substituindo-o por uma
plataforma com rodas; eliminação da operação de carregamento e descarregamento de
caixas entre o processo de polimento e o processo de lavagem.
A eliminação das operações sem valor acrescentado determinará uma maior flexibilidade
de toda a linha, aumentando a produtividade e criando condições para acrescentar valor aos
produtos produzidos.
Alterar o layout da linha de produção
Da implementação desta alteração de layout deverá resultar um aumento do output do
posto de trabalho de peças.
Para além de outras orientações que possam ainda vir a ser propostas no decurso desta
alteração deverão ser, desde já, implementadas as seguintes medidas: remodelar o actual
layout de acordo com o esquema apresentado na Figura 5.2; elaborar de um projecto de
automatização da alimentação da máquina de lavar peças; aumentar o número de cestos de
lavagem de peças.
Figura 5.2- Proposta de novo layout para máquina de lavar
A implementação desta alteração de layout deverá permitir uma melhor organização do
posto de trabalho e a libertação de um colaborador para a realização de outras tarefas.
Zona de Carga de Suspensões
Caixas Vazias
Esferovite
Esponjas
Armazém Cestos
Rastreabilidade de produtos 57
5.3 - Rastreabilidade de produtos
No âmbito da rastreabilidade de produtos, pretende-se alcançar os seguintes objectivos:
• Criar indicadores de eficiência e eficácia de máquinas e colaboradores;
• Aumentar os níveis de responsabilização individual;
• Reduzir a frequência dos inventários;
• Melhorar a gestão dos stocks em curso;
A intervenção deverá centrar-se em quatro áreas principais:
• Desenvolvimento de sistemas de recolha de dados;
• Interacção homem-máquina;
• Integração com sistemas existentes;
• Análise estatística
Para alcançar os objectivos propostos nas áreas de actuação definidas, preconiza-se que
sejam seguidas as seguintes orientações.
Criar um sistema informatizado de rastreabilidade
Da criação de um sistema informatizado de rastreabilidade deverá resultar um controlo
efectivo em tempo real do percurso dos corpos no departamento.
Para além de outras orientações que possam ainda vir a ser propostas no decurso desta
alteração deverão ser, desde já, implementadas as seguintes medidas: iniciar um estudo
sobre métodos de recolha de dados e identificação de produtos; levantamento dos recursos
tecnológicos já existentes na empresa (rede de comunicação, sistemas de informação / base
de dados, etc.).
De facto, ao longo de todo o contacto com o departamento ficou claro (por parte da
equipa de gestão e por parte dos próprios colaboradores) a necessidade de criar um meio que
permitisse identificar a origem de alguns dos defeitos que eram detectados após a cromagem
dos corpos. Deste modo, estar-se-ia a intervir preventivamente e não apenas a corrigir
defeitos na hora.
Conhecer a “história” de cada corpo, através deste sistema informatizado, poderá
desempenhar um papel fundamental na melhoria de alguns dos pontos críticos,
nomeadamente, permitindo um aumento da responsabilização individual (pela associação das
diferentes operações a um colaborador), disponibilizando mais informação sobre a qualidade,
a quantidade e tempo de produção que viabilize a construção de indicadores de performance
de máquinas e colaboradores e, ainda, um controlo fiável do material em curso no
departamento.
58 PROPOSTAS
5.4 - Comunicação e Gestão da Mudança
Actualmente e cada vez mais, as organizações estão expostas a um ambiente dinâmico
que faz com que a mudança seja um fenómeno constante.
No caso específico da Grohe, o projecto em curso implica uma mudança não só estrutural,
mas também ao nível das necessidades sentidas pela equipa de gestão, cultura organizacional
e comportamentos dos próprios colaboradores. Sem esta componente de mudança todo o
projecto estará condenado ao fracasso.
A típica resistência à mudança que se encontra face às propostas de implementação deste
tipo de iniciativas deverá ser um factor crítico de sucesso a considerar no presente projecto.
Antecipando este factor, torna-se essencial englobar na abordagem preconizada uma forte
componente de comunicação e gestão da mudança, procurando envolver ao máximo e sempre
que possível os colaboradores neste processo.
Desta forma, incluindo e envolvendo os colaboradores no processo de mudanças em curso
e desenhando um plano de comunicação claro e transparente, a probabilidade de obter maior
maiores níveis de empenho e motivação no sentido da concretização dos objectivos propostos
torna-se muito superior. Esta incorporação da necessidade de mudança desempenha um papel
fundamental não só no desencadear do processo mas sobretudo na interiorização e
manutenção das mudanças introduzidas.
O desenvolvimento de um Programa de Transformação Comportamental assente numa
abordagem de Comunicação e Gestão da Mudança permitirá assim uma evolução sustentada
dos comportamentos e atitudes desejáveis para os colaboradores.
No caso deste projecto em particular, propõem-se a estruturação da abordagem à
mudança de acordo com o modelo conceptual proposto por Jonh Kotter: 8 Steps Model for
Leading Successful Change [13]. Segundo este modelo num processo de gestão da mudança
torna-se fundamental assegurar:
• A criação de um clima propício à mudança, através de informação, motivação,
envolvimento e conhecimento sobre as orientações estratégias e cultura desejáveis;
• O envolvimento de toda a Organização na mudança, através da adopção de
estratégias de comunicação, capacitação e monitorização da evolução aplicadas a
segmentos específicos da população-alvo;
• A implementação e consolidação das mudanças, garantindo as melhores condições
de adesão, aumentando o sentimento de envolvimento para com as mudanças em
decurso, e reduzindo as eventuais resistências e impacto na actividade operacional.
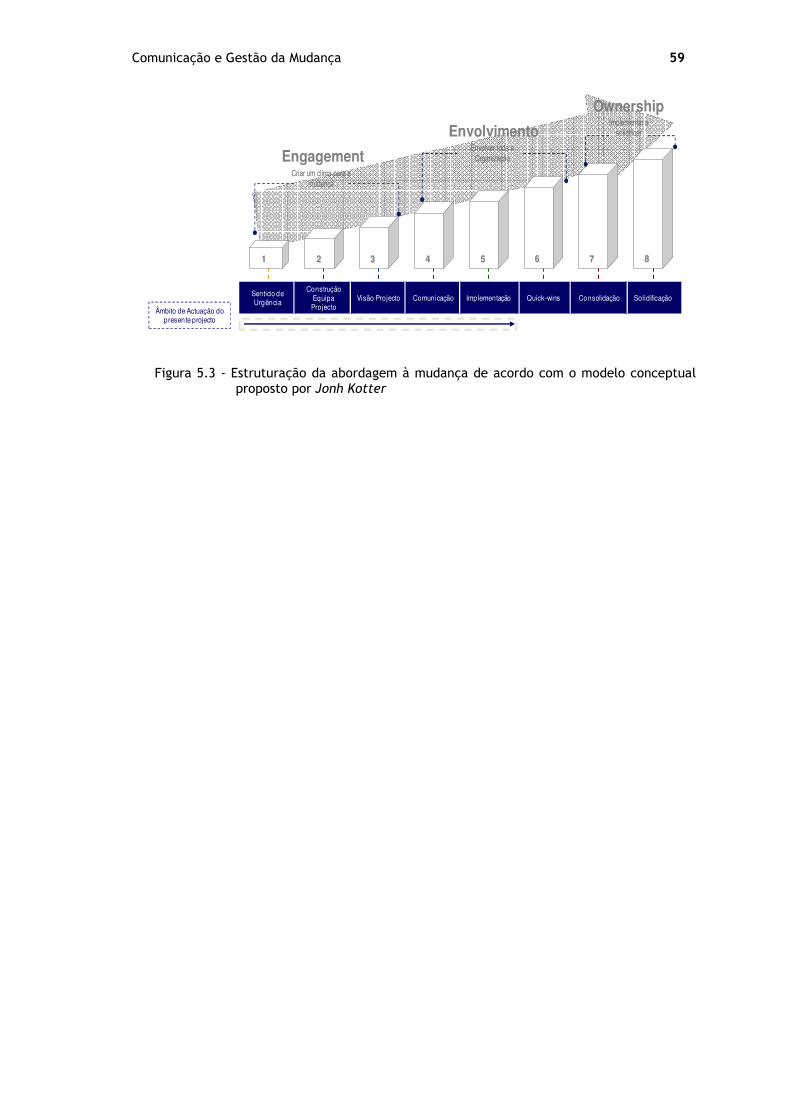
Comunicação e Gestão da Mudança 59
Figura 5.3 - Estruturação da abordagem à mudança de acordo com o modelo conceptual proposto por Jonh Kotter
7755 8822 3311
Envolver toda a
Organização
Criar um clima para a
mudança
Implementar e
solidificar
Engagement
Envolvimento
Ownership
44 66
Âmbito de Actuação do presente projecto
Sentido de Urgência
Construção Equipa Projecto
Visão Projecto Comunicação Implementação Quick-wins Consolidação Solidificação

60 PROPOSTAS
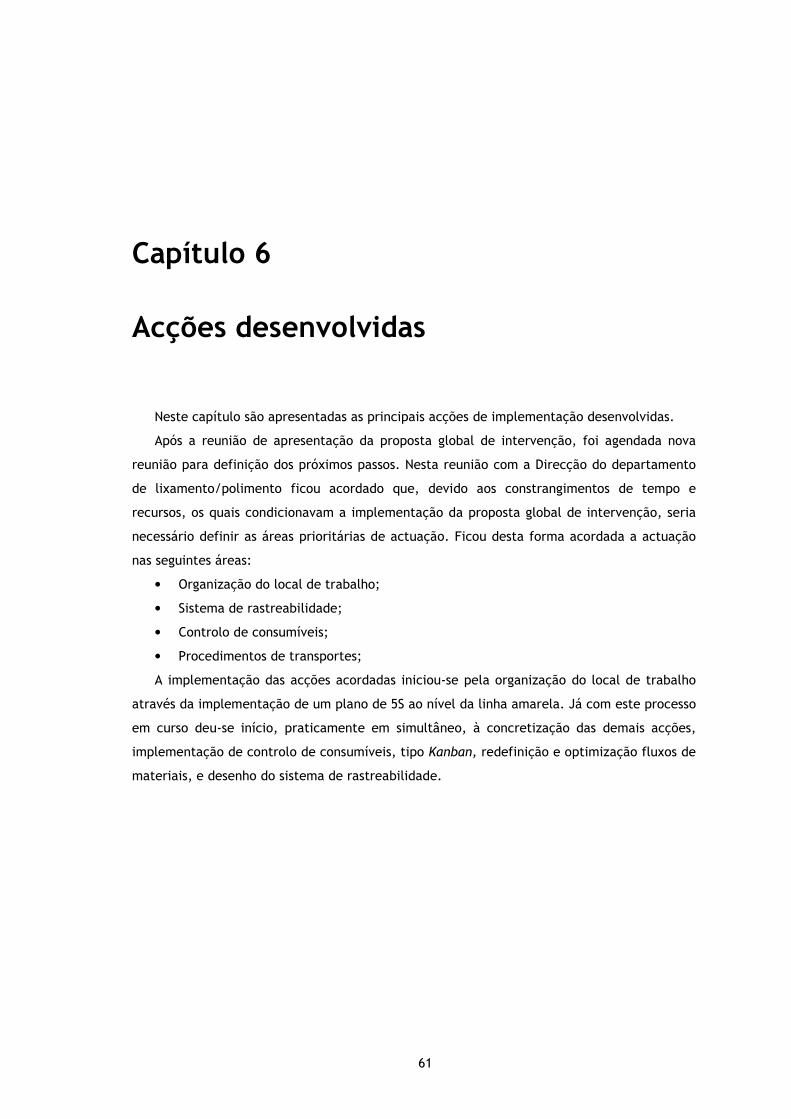
61
Capítulo 6
Acções desenvolvidas
Neste capítulo são apresentadas as principais acções de implementação desenvolvidas.
Após a reunião de apresentação da proposta global de intervenção, foi agendada nova
reunião para definição dos próximos passos. Nesta reunião com a Direcção do departamento
de lixamento/polimento ficou acordado que, devido aos constrangimentos de tempo e
recursos, os quais condicionavam a implementação da proposta global de intervenção, seria
necessário definir as áreas prioritárias de actuação. Ficou desta forma acordada a actuação
nas seguintes áreas:
• Organização do local de trabalho;
• Sistema de rastreabilidade;
• Controlo de consumíveis;
• Procedimentos de transportes;
A implementação das acções acordadas iniciou-se pela organização do local de trabalho
através da implementação de um plano de 5S ao nível da linha amarela. Já com este processo
em curso deu-se início, praticamente em simultâneo, à concretização das demais acções,
implementação de controlo de consumíveis, tipo Kanban, redefinição e optimização fluxos de
materiais, e desenho do sistema de rastreabilidade.
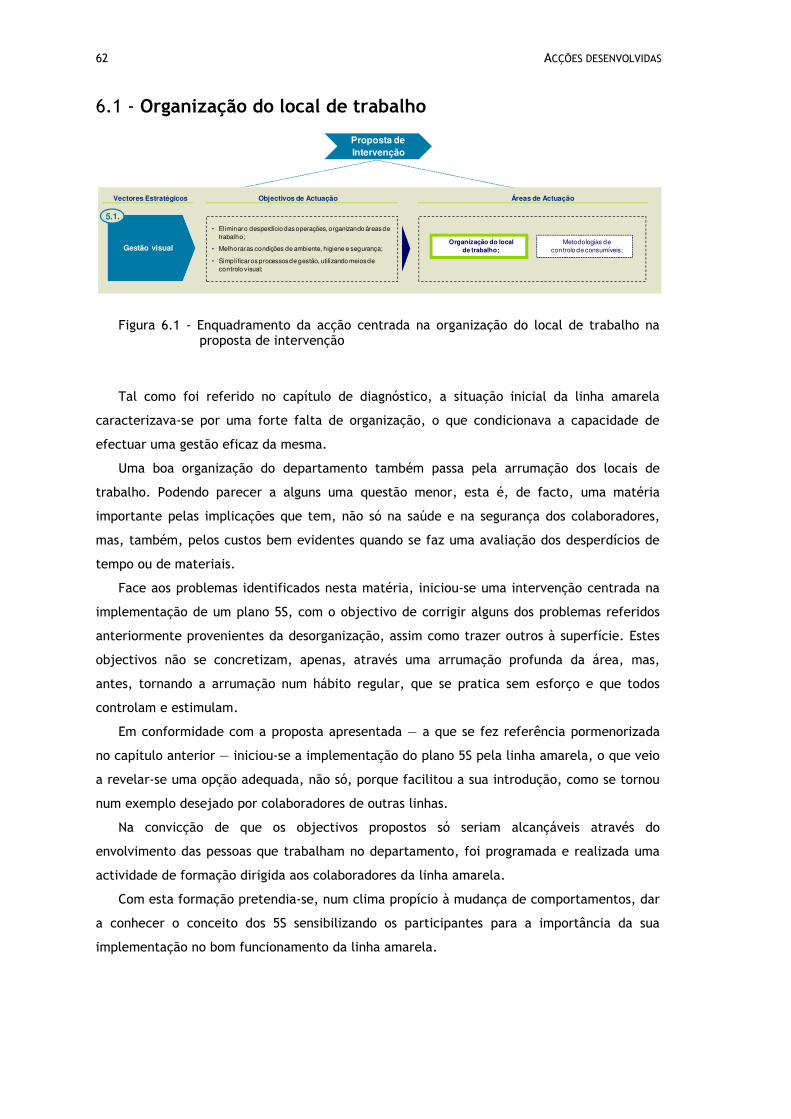
62 ACÇÕES DESENVOLVIDAS
6.1 - Organização do local de trabalho
Figura 6.1 - Enquadramento da acção centrada na organização do local de trabalho na
proposta de intervenção
Tal como foi referido no capítulo de diagnóstico, a situação inicial da linha amarela
caracterizava-se por uma forte falta de organização, o que condicionava a capacidade de
efectuar uma gestão eficaz da mesma.
Uma boa organização do departamento também passa pela arrumação dos locais de
trabalho. Podendo parecer a alguns uma questão menor, esta é, de facto, uma matéria
importante pelas implicações que tem, não só na saúde e na segurança dos colaboradores,
mas, também, pelos custos bem evidentes quando se faz uma avaliação dos desperdícios de
tempo ou de materiais.
Face aos problemas identificados nesta matéria, iniciou-se uma intervenção centrada na
implementação de um plano 5S, com o objectivo de corrigir alguns dos problemas referidos
anteriormente provenientes da desorganização, assim como trazer outros à superfície. Estes
objectivos não se concretizam, apenas, através uma arrumação profunda da área, mas,
antes, tornando a arrumação num hábito regular, que se pratica sem esforço e que todos
controlam e estimulam.
Em conformidade com a proposta apresentada ― a que se fez referência pormenorizada
no capítulo anterior ― iniciou-se a implementação do plano 5S pela linha amarela, o que veio
a revelar-se uma opção adequada, não só, porque facilitou a sua introdução, como se tornou
num exemplo desejado por colaboradores de outras linhas.
Na convicção de que os objectivos propostos só seriam alcançáveis através do
envolvimento das pessoas que trabalham no departamento, foi programada e realizada uma
actividade de formação dirigida aos colaboradores da linha amarela.
Com esta formação pretendia-se, num clima propício à mudança de comportamentos, dar
a conhecer o conceito dos 5S sensibilizando os participantes para a importância da sua
implementação no bom funcionamento da linha amarela.
Gestão visual
Proposta de Intervenção
Vectores Estratégicos Áreas de Actuação
Organização do localde trabalho;
Metodologias de controlo de consumíveis;
Objectivos de Actuação
• Eliminar o desperdício das operações, organizando áreas de trabalho;
• Melhorar as condições de ambiente, higiene e segurança;
• Simplificar os processos de gestão, utilizando meios de controlo visual;
5.1.
Organização do local de trabalho
Esta actividade de formação concretizou
dirigida aos respectivos
aproximadamente, duas horas, por sessão
Terminada a formação
Com o propósito, antes referido, de envolver os
preparado um quadro PDCA em que se fazia o registo quoti
(Figura 6.2).
Figura 6.2 - Quadro PDCA utilizado para registar acções na linha amarela
A triagem através do método de etiquetas vermelha (
pelos colaboradores que a integraram nas suas pr
o tempo decorrido permite afirma
características em matéria de visibilidade
Organização do local de trabalho
Esta actividade de formação concretizou-se em três sessões, uma em cada um dos turnos
dirigida aos respectivos colaboradores directos da linha, com uma duração de,
aproximadamente, duas horas, por sessão (Anexo 1).
Terminada a formação, deu-se início à implementação no terreno das diferentes etapas.
Com o propósito, antes referido, de envolver os colaboradores e de os manter motivados
preparado um quadro PDCA em que se fazia o registo quotidiano das medidas implementadas
Quadro PDCA utilizado para registar acções na linha amarela
triagem através do método de etiquetas vermelha (Figura 6.3) foi facilmente adoptada
que a integraram nas suas práticas quotidianas (Figura
o tempo decorrido permite afirmar, de forma duradoura, a que não será alheia as
características em matéria de visibilidade das etiquetas.
Figura 6.3 - Campos das etiquetas vermelhas
63
se em três sessões, uma em cada um dos turnos
s da linha, com uma duração de,
se início à implementação no terreno das diferentes etapas.
e de os manter motivados foi
diano das medidas implementadas
Quadro PDCA utilizado para registar acções na linha amarela
foi facilmente adoptada
Figura 6.4), tanto quanto
r, de forma duradoura, a que não será alheia as boas
64 ACÇÕES DESENVOLVIDAS
Figura 6.4 - Colaborador a efectuar a colocação de uma etiqueta vermelha
A ordenação foi a fase que se seguiu à triagem; aquela consistiu em definir locais para os
materiais que são essenciais ao bom funcionamento da linha e que se devem encontrar ao
alcance dos colaboradores.
Assim, foram efectuadas marcações no chão onde se definiam os locais para: caixas
vazias; caixas com material lixado, os contentores de lixas usadas, entre outros. Estas
marcações foram efectuadas em zonas que se encontravam desorganizadas, mas onde existia
espaço disponível (zona 1 e 2 da Figura 3.10).
Ainda com o mesmo propósito de ordenação, foram criados suportes para lixas em cada
robô (Figura 6.5).
Figura 6.5 - Suporte para lixas num robô
Organização do local de trabalho 65
Por seu turno, a limpeza focalizou-se nas cabines de lixamento robotizado. Pese embora
ser esta uma área que já merecia alguma atenção, a limpeza não se vinha revelando eficaz. A
intervenção incidiu na melhoria da aspiração do interior das cabines. Uma vez que já existia
um sistema de aspiração, entendeu-se tirar o melhor partido deste. Depois de uma
verificação cuidadosa em que se identificaram várias anomalias que estavam na origem de
alguma da ineficiência da aspiração, os tubos que ligavam os ramais de aspiração foram
limpos, desobstruído, vedados alguns furos ou, se necessário, substituídos aqueles que se
encontravam em mal estado.
Esta acção revelou-se muito importante, não apenas pelas melhorias directas introduzidas
mas, também, pelo facto de ter mostrado aos colaboradores que valia a pena efectuar as
limpezas no final de cada turno (agora com um sistema de aspiração funcionante) e não
insistir na “culpabilização” do sistema de aspiração pela sujidade e pelas más condições
existentes no interior das cabines.
Outro dos pontos acordados foi a proibição da utilização de ar comprimido na limpeza dos
solos e equipamentos.
A fase de normalização acompanhou as etapas anteriores. Assim, não se efectuou apenas
a triagem, a ordenação e a limpeza da área da linha amarela, mas foram, também, criados
procedimentos para realizar as operações, como é o caso do procedimento de limpeza dos
robôs (anexo 2) ou a checklist que deve ser conferida no final de cada turno (Figura 6.6).
Figura 6.6 - Checklist de limpeza efectuado no final de cada turno
A última fase de um plano 5S, ao contrário das fases anteriores, não tem um resultado tão
imediato e visível. O sucesso desta fase passou, sobretudo, pelo encorajamento dos
operadores, pela capacitação dos chefes de equipa para o controlo e a auditoria aleatória ao
estado da linha, pela verificação do cumprimento dos locais estipulados para arrumos e pelos
procedimentos de limpeza.
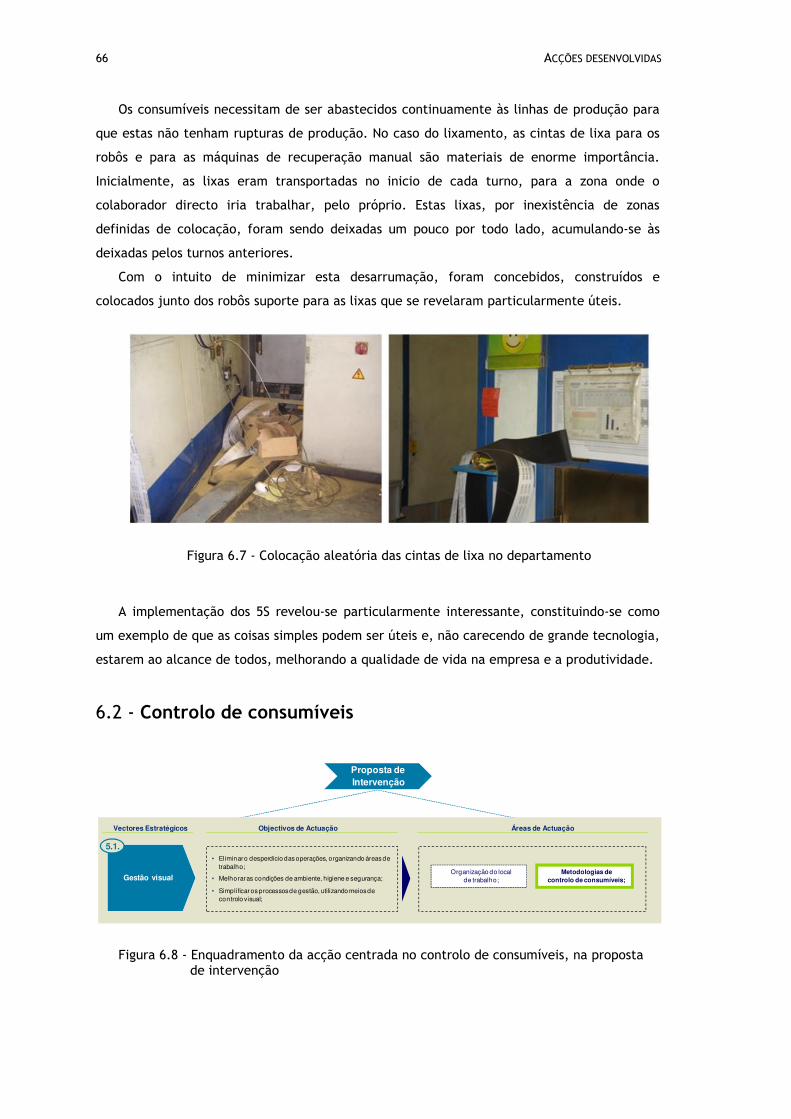
66 ACÇÕES DESENVOLVIDAS
Os consumíveis necessitam de ser abastecidos continuamente às linhas de produção para
que estas não tenham rupturas de produção. No caso do lixamento, as cintas de lixa para os
robôs e para as máquinas de recuperação manual são materiais de enorme importância.
Inicialmente, as lixas eram transportadas no inicio de cada turno, para a zona onde o
colaborador directo iria trabalhar, pelo próprio. Estas lixas, por inexistência de zonas
definidas de colocação, foram sendo deixadas um pouco por todo lado, acumulando-se às
deixadas pelos turnos anteriores.
Com o intuito de minimizar esta desarrumação, foram concebidos, construídos e
colocados junto dos robôs suporte para as lixas que se revelaram particularmente úteis.
Figura 6.7 - Colocação aleatória das cintas de lixa no departamento
A implementação dos 5S revelou-se particularmente interessante, constituindo-se como
um exemplo de que as coisas simples podem ser úteis e, não carecendo de grande tecnologia,
estarem ao alcance de todos, melhorando a qualidade de vida na empresa e a produtividade.
6.2 - Controlo de consumíveis
Figura 6.8 - Enquadramento da acção centrada no controlo de consumíveis, na proposta
de intervenção
Gestão visual
Proposta de Intervenção
Vectores Estratégicos Áreas de Actuação
Organização do localde trabalho;
Metodologias de controlo de consumíveis;
Objectivos de Actuação
• Eliminar o desperdício das operações, organizando áreas de trabalho;
• Melhorar as condições de ambiente, higiene e segurança;
• Simplificar os processos de gestão, utilizando meios de controlo visual;
5.1.
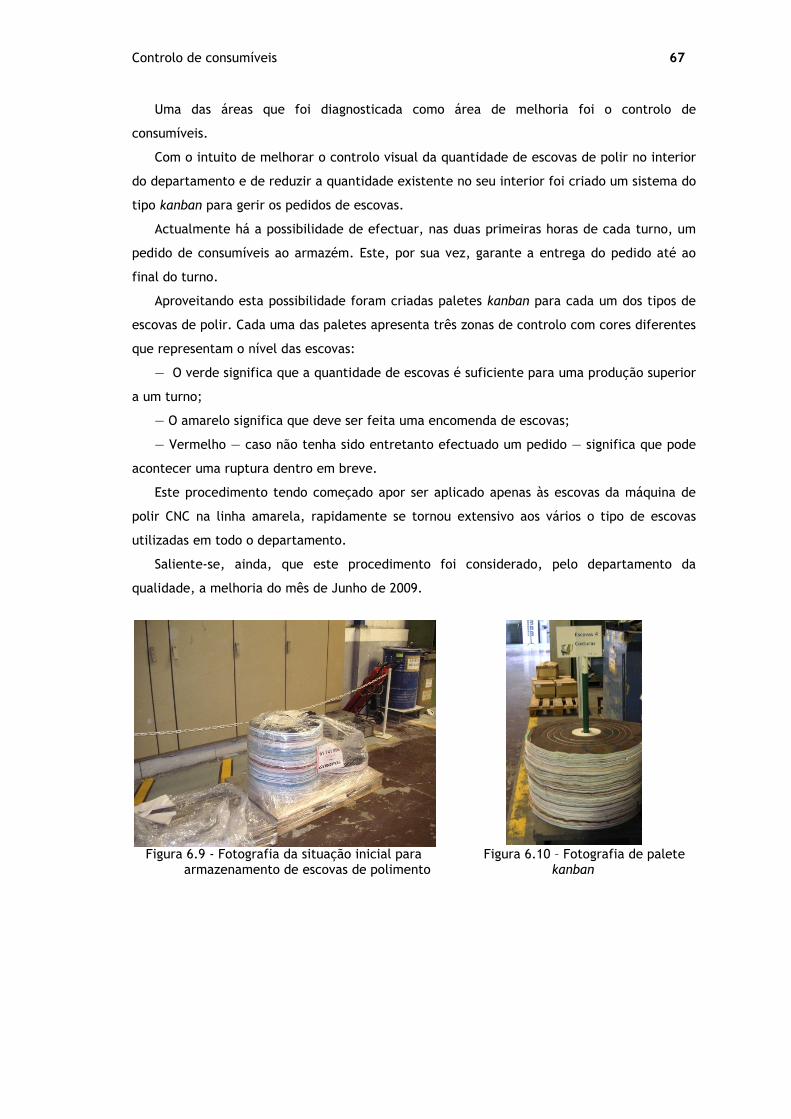
Controlo de consumíveis 67
Uma das áreas que foi diagnosticada como área de melhoria foi o controlo de
consumíveis.
Com o intuito de melhorar o controlo visual da quantidade de escovas de polir no interior
do departamento e de reduzir a quantidade existente no seu interior foi criado um sistema do
tipo kanban para gerir os pedidos de escovas.
Actualmente há a possibilidade de efectuar, nas duas primeiras horas de cada turno, um
pedido de consumíveis ao armazém. Este, por sua vez, garante a entrega do pedido até ao
final do turno.
Aproveitando esta possibilidade foram criadas paletes kanban para cada um dos tipos de
escovas de polir. Cada uma das paletes apresenta três zonas de controlo com cores diferentes
que representam o nível das escovas:
― O verde significa que a quantidade de escovas é suficiente para uma produção superior
a um turno;
― O amarelo significa que deve ser feita uma encomenda de escovas;
― Vermelho ― caso não tenha sido entretanto efectuado um pedido ― significa que pode
acontecer uma ruptura dentro em breve.
Este procedimento tendo começado apor ser aplicado apenas às escovas da máquina de
polir CNC na linha amarela, rapidamente se tornou extensivo aos vários o tipo de escovas
utilizadas em todo o departamento.
Saliente-se, ainda, que este procedimento foi considerado, pelo departamento da
qualidade, a melhoria do mês de Junho de 2009.
Figura 6.9 - Fotografia da situação inicial para
armazenamento de escovas de polimento Figura 6.10 – Fotografia de palete
kanban
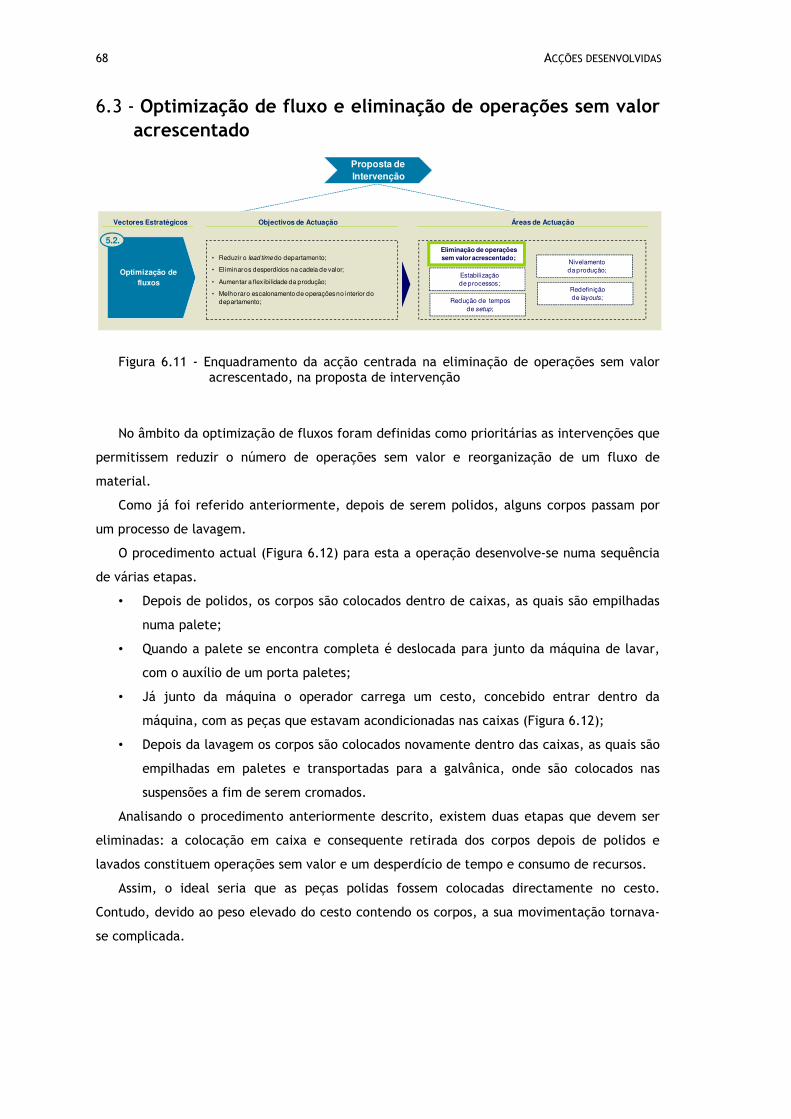
68 ACÇÕES DESENVOLVIDAS
6.3 - Optimização de fluxo e eliminação de operações sem valor acrescentado
Figura 6.11 - Enquadramento da acção centrada na eliminação de operações sem valor
acrescentado, na proposta de intervenção
No âmbito da optimização de fluxos foram definidas como prioritárias as intervenções que
permitissem reduzir o número de operações sem valor e reorganização de um fluxo de
material.
Como já foi referido anteriormente, depois de serem polidos, alguns corpos passam por
um processo de lavagem.
O procedimento actual (Figura 6.12) para esta a operação desenvolve-se numa sequência
de várias etapas.
• Depois de polidos, os corpos são colocados dentro de caixas, as quais são empilhadas
numa palete;
• Quando a palete se encontra completa é deslocada para junto da máquina de lavar,
com o auxílio de um porta paletes;
• Já junto da máquina o operador carrega um cesto, concebido entrar dentro da
máquina, com as peças que estavam acondicionadas nas caixas (Figura 6.12);
• Depois da lavagem os corpos são colocados novamente dentro das caixas, as quais são
empilhadas em paletes e transportadas para a galvânica, onde são colocados nas
suspensões a fim de serem cromados.
Analisando o procedimento anteriormente descrito, existem duas etapas que devem ser
eliminadas: a colocação em caixa e consequente retirada dos corpos depois de polidos e
lavados constituem operações sem valor e um desperdício de tempo e consumo de recursos.
Assim, o ideal seria que as peças polidas fossem colocadas directamente no cesto.
Contudo, devido ao peso elevado do cesto contendo os corpos, a sua movimentação tornava-
se complicada.
Optimização de fluxos
Proposta de Intervenção
Vectores Estratégicos Áreas de ActuaçãoObjectivos de Actuação
• Reduzir o lead time do departamento;
• Eliminar os desperdícios na cadeia de valor;
• Aumentar a flexibilidade da produção;
• Melhorar o escalonamento de operações no interior do departamento;
Eliminação de operações sem valor acrescentado;
Estabilização de processos;
Redução de tempos de setup;
Nivelamento da produção;
Redefinição de layouts;
5.2.
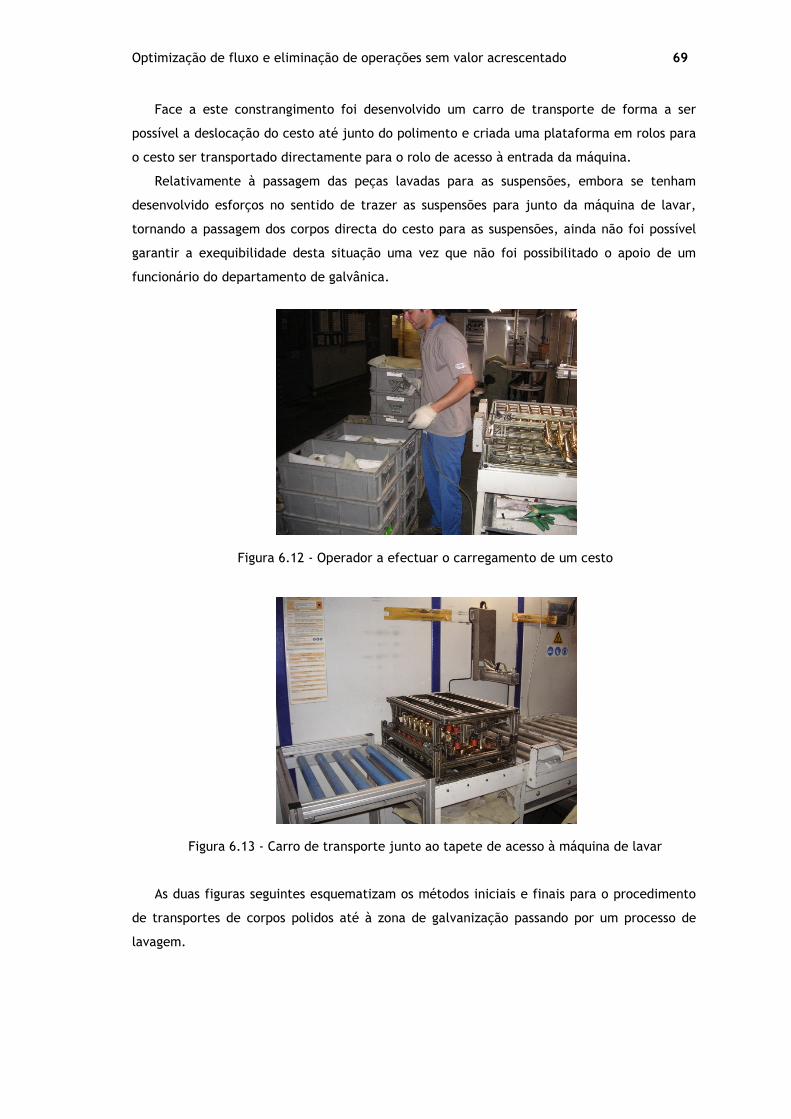
Optimização de fluxo e eliminação de operações sem valor acrescentado 69
Face a este constrangimento foi desenvolvido um carro de transporte de forma a ser
possível a deslocação do cesto até junto do polimento e criada uma plataforma em rolos para
o cesto ser transportado directamente para o rolo de acesso à entrada da máquina.
Relativamente à passagem das peças lavadas para as suspensões, embora se tenham
desenvolvido esforços no sentido de trazer as suspensões para junto da máquina de lavar,
tornando a passagem dos corpos directa do cesto para as suspensões, ainda não foi possível
garantir a exequibilidade desta situação uma vez que não foi possibilitado o apoio de um
funcionário do departamento de galvânica.
Figura 6.12 - Operador a efectuar o carregamento de um cesto
Figura 6.13 - Carro de transporte junto ao tapete de acesso à máquina de lavar
As duas figuras seguintes esquematizam os métodos iniciais e finais para o procedimento
de transportes de corpos polidos até à zona de galvanização passando por um processo de
lavagem.

70 ACÇÕES DESENVOLVIDAS
Polidor -> Caixa -> Cesto -> Caixa -> Suspensão
Figura 6.14 - Procedimento actual para lavagem de peças
Polidor -> Cesto -> Suspensão
Figura 6.15 - Procedimento futuro para lavagem de peças
Outra área desenvolvida ao nível da optimização de fluxos consistiu na criação de um
buffer do tipo FIFO para o material lixado na linha amarela.
Este buffer foi introduzido numa das zonas da linha amarela considerada como de
actuação crítica ao nível da organização, tendo como objectivo principal, a absorção de
pequenas variações dos pedidos a montante e de algum excesso de produção, a jusante do
mesmo.
Desta forma, e para que a movimentação do material neste buffer fosse efectuada de
uma forma simples e prática, as caixas de material lixado, em vez de serem colocadas em
paletes ou directamente no chão, passaram a ser colocadas em carros, os quais permitiam o
empilhamento de seis caixas e a sua deslocação sem recurso a porta paletes. Assim, junto do
colaborador que produz as peças lixadas vão sendo empilhadas as caixas de material até ao
limite máximo definido (6 caixas). Quando esta pilha se encontra completa, é deslocada para
o buffer FIFO, sendo iniciado um novo processo de empilhamento num carro vazio.
Este buffer está dividido em seis linhas, correspondentes ao máximo de produtos que são
efectuados na linha: seis robôs, seis produtos.
Quando é necessário material lixado para polir, o operador do polimento desloca-se à
zona do Buffer transportando consigo um carro vazio, o qual é substituído por um outro que
transporta o material que o operador necessita. O primeiro carro é, por sua vez, deixado
vazio numa zona predefinida do buffer.
Esta situação permite ter um controlo visual do material existente, uma vez que ele se
encontra organizado na zona do buffer, com níveis máximos definidos para o empilhamento e
número de carros em cada linha do buffer. Desta forma é possível diminuir o excesso de
produção, sendo que, sempre que não exista espaço disponível no buffer, não é produzido
material.
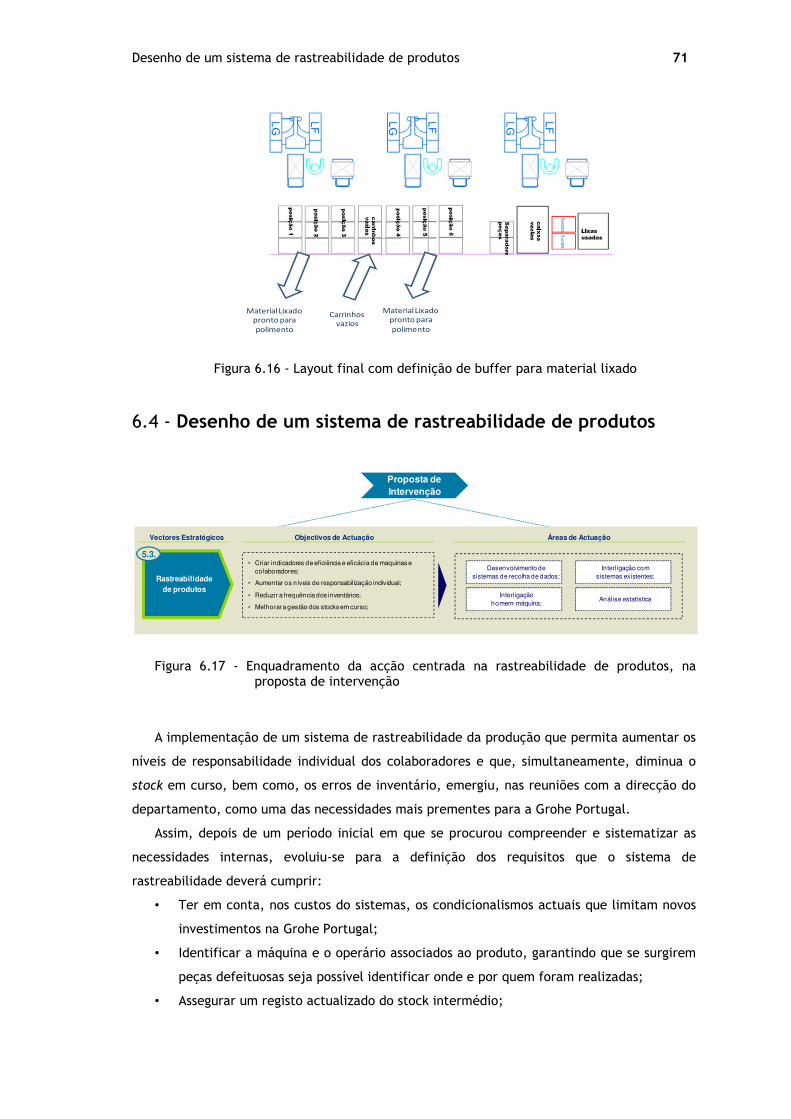
Desenho de um sistema de rastreabilidade de produtos 71
Figura 6.16 - Layout final com definição de buffer para material lixado
6.4 - Desenho de um sistema de rastreabilidade de produtos
Figura 6.17 - Enquadramento da acção centrada na rastreabilidade de produtos, na
proposta de intervenção
A implementação de um sistema de rastreabilidade da produção que permita aumentar os
níveis de responsabilidade individual dos colaboradores e que, simultaneamente, diminua o
stock em curso, bem como, os erros de inventário, emergiu, nas reuniões com a direcção do
departamento, como uma das necessidades mais prementes para a Grohe Portugal.
Assim, depois de um período inicial em que se procurou compreender e sistematizar as
necessidades internas, evoluiu-se para a definição dos requisitos que o sistema de
rastreabilidade deverá cumprir:
• Ter em conta, nos custos do sistemas, os condicionalismos actuais que limitam novos
investimentos na Grohe Portugal;
• Identificar a máquina e o operário associados ao produto, garantindo que se surgirem
peças defeituosas seja possível identificar onde e por quem foram realizadas;
• Assegurar um registo actualizado do stock intermédio;
Material Lixado
pronto para
polimento
Carrinhos
vazios
Material Lixado
pronto para
polimento
Rastreabilidadede produtos
Proposta de Intervenção
Vectores Estratégicos Áreas de ActuaçãoObjectivos de Actuação
• Criar indicadores de eficiência e eficácia de maquinas e colaboradores;
• Aumentar os níveis de responsabilização individual;
• Reduzir a frequência dos inventários;
• Melhorar a gestão dos stocks em curso;
Desenvolvimento de sistemas de recolha de dados;
Interligação homem-máquina;
Interligação com sistemas existentes;
Análise estatística
5.3.
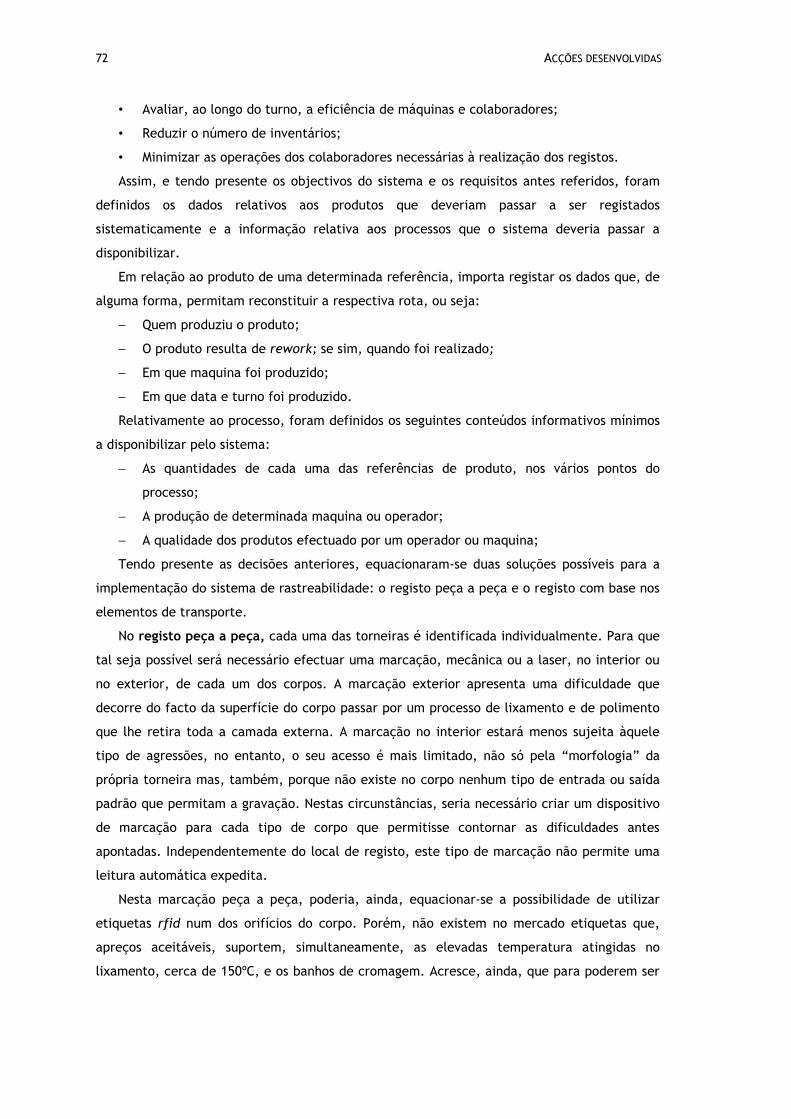
72 ACÇÕES DESENVOLVIDAS
• Avaliar, ao longo do turno, a eficiência de máquinas e colaboradores;
• Reduzir o número de inventários;
• Minimizar as operações dos colaboradores necessárias à realização dos registos.
Assim, e tendo presente os objectivos do sistema e os requisitos antes referidos, foram
definidos os dados relativos aos produtos que deveriam passar a ser registados
sistematicamente e a informação relativa aos processos que o sistema deveria passar a
disponibilizar.
Em relação ao produto de uma determinada referência, importa registar os dados que, de
alguma forma, permitam reconstituir a respectiva rota, ou seja:
− Quem produziu o produto;
− O produto resulta de rework; se sim, quando foi realizado;
− Em que maquina foi produzido;
− Em que data e turno foi produzido.
Relativamente ao processo, foram definidos os seguintes conteúdos informativos mínimos
a disponibilizar pelo sistema:
− As quantidades de cada uma das referências de produto, nos vários pontos do
processo;
− A produção de determinada maquina ou operador;
− A qualidade dos produtos efectuado por um operador ou maquina;
Tendo presente as decisões anteriores, equacionaram-se duas soluções possíveis para a
implementação do sistema de rastreabilidade: o registo peça a peça e o registo com base nos
elementos de transporte.
No registo peça a peça, cada uma das torneiras é identificada individualmente. Para que
tal seja possível será necessário efectuar uma marcação, mecânica ou a laser, no interior ou
no exterior, de cada um dos corpos. A marcação exterior apresenta uma dificuldade que
decorre do facto da superfície do corpo passar por um processo de lixamento e de polimento
que lhe retira toda a camada externa. A marcação no interior estará menos sujeita àquele
tipo de agressões, no entanto, o seu acesso é mais limitado, não só pela “morfologia” da
própria torneira mas, também, porque não existe no corpo nenhum tipo de entrada ou saída
padrão que permitam a gravação. Nestas circunstâncias, seria necessário criar um dispositivo
de marcação para cada tipo de corpo que permitisse contornar as dificuldades antes
apontadas. Independentemente do local de registo, este tipo de marcação não permite uma
leitura automática expedita.
Nesta marcação peça a peça, poderia, ainda, equacionar-se a possibilidade de utilizar
etiquetas rfid num dos orifícios do corpo. Porém, não existem no mercado etiquetas que,
apreços aceitáveis, suportem, simultaneamente, as elevadas temperatura atingidas no
lixamento, cerca de 150ºC, e os banhos de cromagem. Acresce, ainda, que para poderem ser
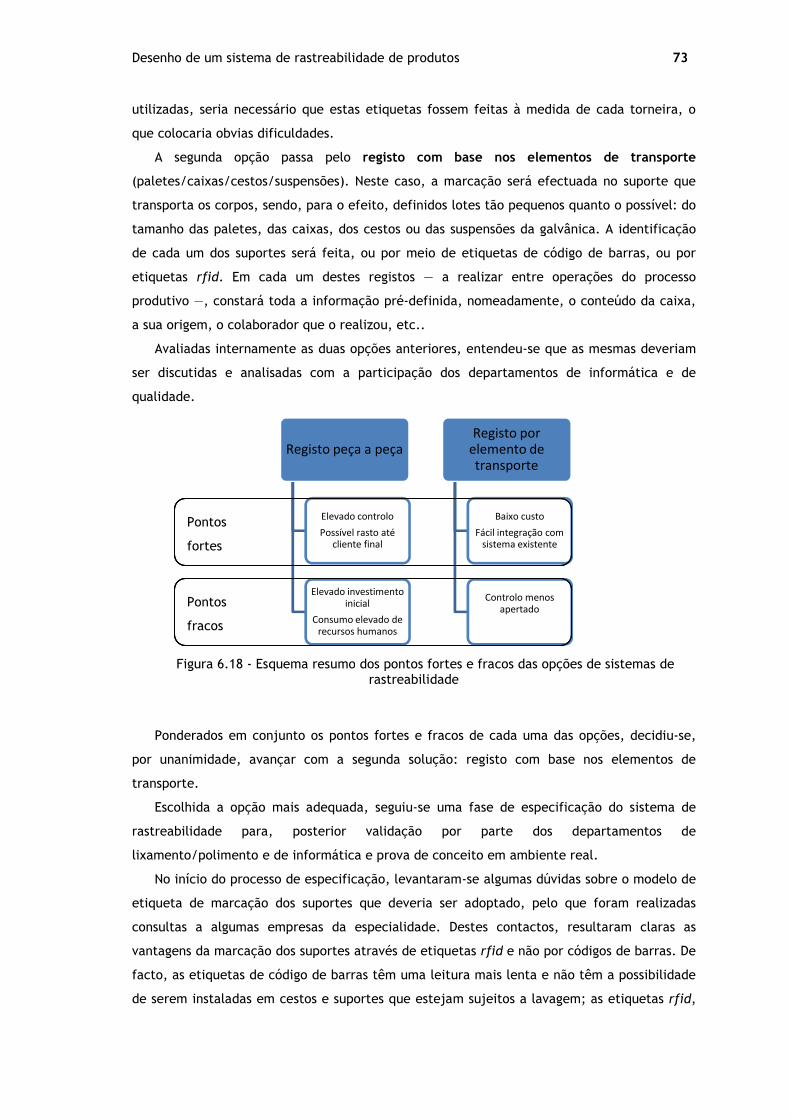
Desenho de um sistema de rastreabilidade de produtos
utilizadas, seria necessário que estas etiquetas fossem feitas à medida de cada torneira, o
que colocaria obvias dificuldades.
A segunda opção passa pelo
(paletes/caixas/cestos/suspensões). Neste caso, a marcação será efectuada no suporte que
transporta os corpos, sendo, para o efeito, definidos lotes tão pequenos quanto o possível: do
tamanho das paletes, das caixas, dos cestos ou das suspens
de cada um dos suportes será feita, ou por meio de etiquetas de código de barras, ou por
etiquetas rfid. Em cada um destes registos ― a realizar entre opera
produtivo ―, constará toda a informação pré
a sua origem, o colaborador que o realizou, etc..
Avaliadas internamente as duas opções anteriore
ser discutidas e analisadas com a participação dos departamentos de informática e de
qualidade.
Figura 6.18 - Esquema resumo
Ponderados em conjunto os pontos fortes e fracos de cada uma das opções, decidiu
por unanimidade, avançar com a segunda
transporte.
Escolhida a opção mais adequada, seguiu
rastreabilidade para, posterior validação por parte
lixamento/polimento e de informática e prova de conceito em ambiente real.
No início do processo de especificação, levantaram
etiqueta de marcação dos suportes que deveria ser adoptado, pelo que foram realizadas
consultas a algumas empresas da especialidade. Destes contactos, resultaram claras as
vantagens da marcação dos suportes através de etiquetas
facto, as etiquetas de código de barras têm uma leitura mais lenta e não têm a possibilidade
de serem instaladas em cestos e suportes que estejam sujeitos a lavagem; as etiquetas
Registo peça a peça
Pontos
fortes
Pontos
fracos
Desenho de um sistema de rastreabilidade de produtos
utilizadas, seria necessário que estas etiquetas fossem feitas à medida de cada torneira, o
que colocaria obvias dificuldades.
A segunda opção passa pelo registo com base nos elementos
(paletes/caixas/cestos/suspensões). Neste caso, a marcação será efectuada no suporte que
transporta os corpos, sendo, para o efeito, definidos lotes tão pequenos quanto o possível: do
tamanho das paletes, das caixas, dos cestos ou das suspensões da galvânica. A identificação
de cada um dos suportes será feita, ou por meio de etiquetas de código de barras, ou por
. Em cada um destes registos ― a realizar entre opera
á toda a informação pré-definida, nomeadamente, o conteúdo da caixa,
a sua origem, o colaborador que o realizou, etc..
Avaliadas internamente as duas opções anteriores, entendeu-se que as mesmas deveriam
ser discutidas e analisadas com a participação dos departamentos de informática e de
Esquema resumo dos pontos fortes e fracos das opções derastreabilidade
Ponderados em conjunto os pontos fortes e fracos de cada uma das opções, decidiu
por unanimidade, avançar com a segunda solução: registo com base nos elementos de
Escolhida a opção mais adequada, seguiu-se uma fase de especificação do sistema de
rastreabilidade para, posterior validação por parte dos departamentos de
/polimento e de informática e prova de conceito em ambiente real.
No início do processo de especificação, levantaram-se algumas dúvidas so
etiqueta de marcação dos suportes que deveria ser adoptado, pelo que foram realizadas
consultas a algumas empresas da especialidade. Destes contactos, resultaram claras as
vantagens da marcação dos suportes através de etiquetas rfid e não por códigos de barras. De
facto, as etiquetas de código de barras têm uma leitura mais lenta e não têm a possibilidade
de serem instaladas em cestos e suportes que estejam sujeitos a lavagem; as etiquetas
Registo peça a peça
Elevado controlo
Possível rasto até
cliente final
Elevado investimento
inicial
Consumo elevado de
recursos humanos
Registo por
elemento de
transporte
Baixo custo
Fácil integração com
sistema existente
Controlo menos
apertado
73
utilizadas, seria necessário que estas etiquetas fossem feitas à medida de cada torneira, o
registo com base nos elementos de transporte
(paletes/caixas/cestos/suspensões). Neste caso, a marcação será efectuada no suporte que
transporta os corpos, sendo, para o efeito, definidos lotes tão pequenos quanto o possível: do
ões da galvânica. A identificação
de cada um dos suportes será feita, ou por meio de etiquetas de código de barras, ou por
. Em cada um destes registos ― a realizar entre operações do processo
definida, nomeadamente, o conteúdo da caixa,
se que as mesmas deveriam
ser discutidas e analisadas com a participação dos departamentos de informática e de
dos pontos fortes e fracos das opções de sistemas de
Ponderados em conjunto os pontos fortes e fracos de cada uma das opções, decidiu-se,
solução: registo com base nos elementos de
fase de especificação do sistema de
dos departamentos de
/polimento e de informática e prova de conceito em ambiente real.
se algumas dúvidas sobre o modelo de
etiqueta de marcação dos suportes que deveria ser adoptado, pelo que foram realizadas
consultas a algumas empresas da especialidade. Destes contactos, resultaram claras as
or códigos de barras. De
facto, as etiquetas de código de barras têm uma leitura mais lenta e não têm a possibilidade
de serem instaladas em cestos e suportes que estejam sujeitos a lavagem; as etiquetas rfid,
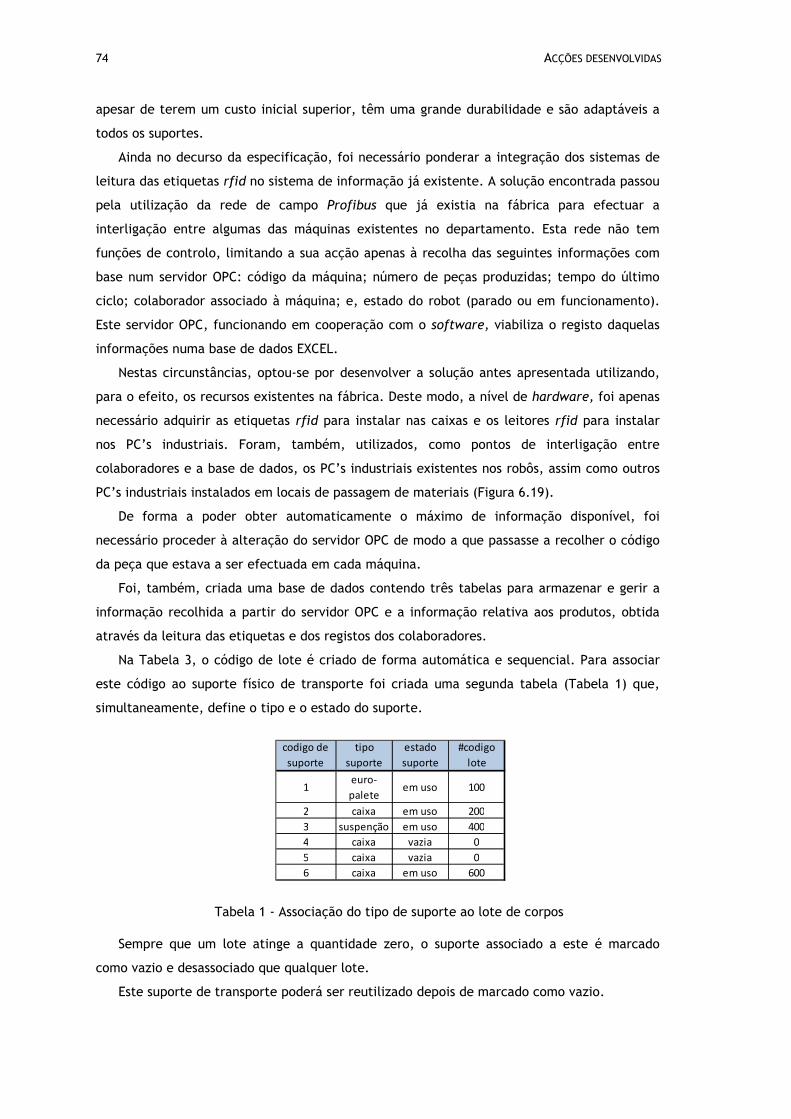
74 ACÇÕES DESENVOLVIDAS
apesar de terem um custo inicial superior, têm uma grande durabilidade e são adaptáveis a
todos os suportes.
Ainda no decurso da especificação, foi necessário ponderar a integração dos sistemas de
leitura das etiquetas rfid no sistema de informação já existente. A solução encontrada passou
pela utilização da rede de campo Profibus que já existia na fábrica para efectuar a
interligação entre algumas das máquinas existentes no departamento. Esta rede não tem
funções de controlo, limitando a sua acção apenas à recolha das seguintes informações com
base num servidor OPC: código da máquina; número de peças produzidas; tempo do último
ciclo; colaborador associado à máquina; e, estado do robot (parado ou em funcionamento).
Este servidor OPC, funcionando em cooperação com o software, viabiliza o registo daquelas
informações numa base de dados EXCEL.
Nestas circunstâncias, optou-se por desenvolver a solução antes apresentada utilizando,
para o efeito, os recursos existentes na fábrica. Deste modo, a nível de hardware, foi apenas
necessário adquirir as etiquetas rfid para instalar nas caixas e os leitores rfid para instalar
nos PC’s industriais. Foram, também, utilizados, como pontos de interligação entre
colaboradores e a base de dados, os PC’s industriais existentes nos robôs, assim como outros
PC’s industriais instalados em locais de passagem de materiais (Figura 6.19).
De forma a poder obter automaticamente o máximo de informação disponível, foi
necessário proceder à alteração do servidor OPC de modo a que passasse a recolher o código
da peça que estava a ser efectuada em cada máquina.
Foi, também, criada uma base de dados contendo três tabelas para armazenar e gerir a
informação recolhida a partir do servidor OPC e a informação relativa aos produtos, obtida
através da leitura das etiquetas e dos registos dos colaboradores.
Na Tabela 3, o código de lote é criado de forma automática e sequencial. Para associar
este código ao suporte físico de transporte foi criada uma segunda tabela (Tabela 1) que,
simultaneamente, define o tipo e o estado do suporte.
Tabela 1 - Associação do tipo de suporte ao lote de corpos
Sempre que um lote atinge a quantidade zero, o suporte associado a este é marcado
como vazio e desassociado que qualquer lote.
Este suporte de transporte poderá ser reutilizado depois de marcado como vazio.
codigo de
suporte
tipo
suporte
estado
suporte
#codigo
lote
1euro-
paleteem uso 100
2 caixa em uso 200
3 suspenção em uso 400
4 caixa vazia 0
5 caixa vazia 0
6 caixa em uso 600
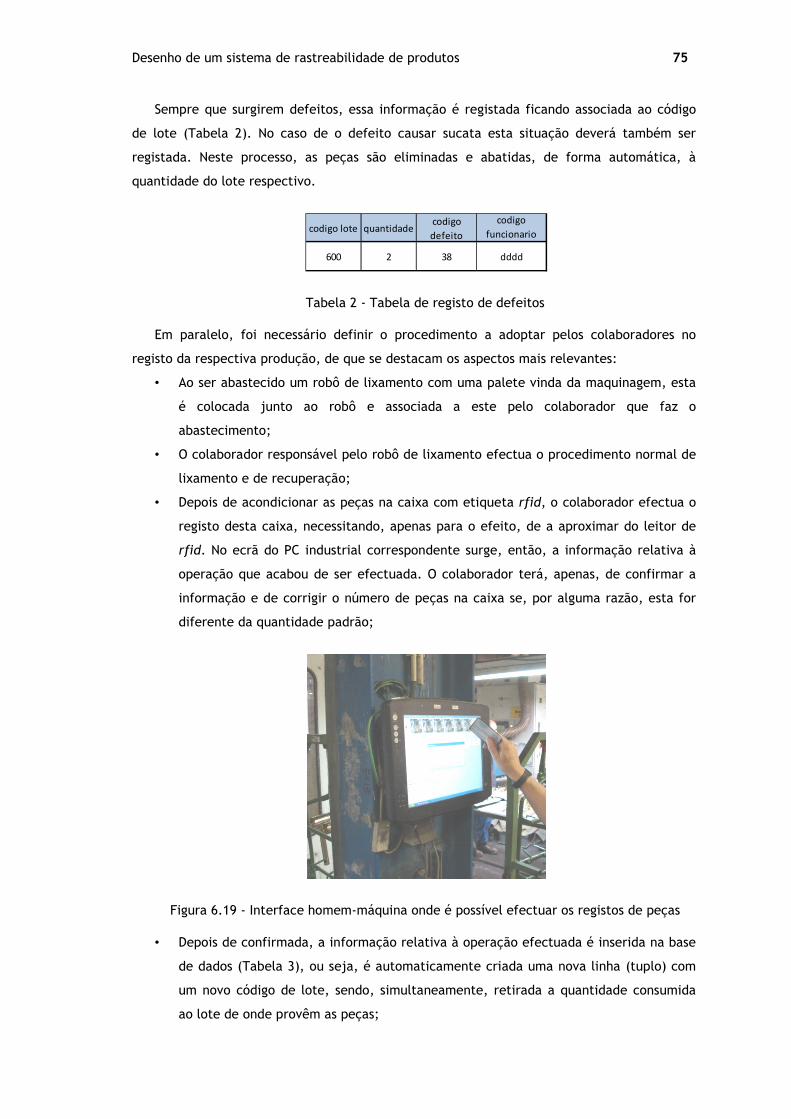
Desenho de um sistema de rastreabilidade de produtos
Sempre que surgirem defeitos, essa informação é registada ficando associada ao código
de lote (Tabela 2). No caso de o defe
registada. Neste processo, as peças são eliminadas e abatidas, de forma automática, à
quantidade do lote respectivo.
Em paralelo, foi necessário definir o procedimento a adoptar pelos colaboradores no
registo da respectiva produção, de que se destacam os aspectos mais relevantes:
• Ao ser abastecido um
é colocada junto ao rob
abastecimento;
• O colaborador responsável pelo
lixamento e de recuperação;
• Depois de acondicionar as peças na caixa com etiqueta
registo desta caixa, necessitando, apenas para o efeito, de a aproximar do leitor de
rfid. No ecrã do PC industrial correspondente surge, então, a informação relativa à
operação que acabou de ser efectuada. O colaborador terá, apenas, de confirmar a
informação e de corrigir o número de peças na caixa se, por alguma razão, esta for
diferente da quantidade padrão;
Figura 6.19 - Interface homem
• Depois de confirmada, a informação relativa à operação efectuada é inserida na base
de dados (Tabela
um novo código de lote, sendo, simultaneamente, retirada a quantidade consumida
ao lote de onde provêm as peças;
Desenho de um sistema de rastreabilidade de produtos
Sempre que surgirem defeitos, essa informação é registada ficando associada ao código
). No caso de o defeito causar sucata esta situação deverá também ser
registada. Neste processo, as peças são eliminadas e abatidas, de forma automática, à
quantidade do lote respectivo.
Tabela 2 - Tabela de registo de defeitos
cessário definir o procedimento a adoptar pelos colaboradores no
registo da respectiva produção, de que se destacam os aspectos mais relevantes:
Ao ser abastecido um robô de lixamento com uma palete vinda da maquinagem, esta
é colocada junto ao robô e associada a este pelo colaborador que faz o
O colaborador responsável pelo robô de lixamento efectua o procedimento normal de
lixamento e de recuperação;
Depois de acondicionar as peças na caixa com etiqueta rfid, o colaborador efectua o
to desta caixa, necessitando, apenas para o efeito, de a aproximar do leitor de
. No ecrã do PC industrial correspondente surge, então, a informação relativa à
operação que acabou de ser efectuada. O colaborador terá, apenas, de confirmar a
e de corrigir o número de peças na caixa se, por alguma razão, esta for
diferente da quantidade padrão;
Interface homem-máquina onde é possível efectuar os registos de peças
mada, a informação relativa à operação efectuada é inserida na base
Tabela 3), ou seja, é automaticamente criada uma nova linha (tuplo) com
um novo código de lote, sendo, simultaneamente, retirada a quantidade consumida
ao lote de onde provêm as peças;
codigo lote quantidadecodigo
defeito
codigo
funcionario
600 2 38 dddd
75
Sempre que surgirem defeitos, essa informação é registada ficando associada ao código
ito causar sucata esta situação deverá também ser
registada. Neste processo, as peças são eliminadas e abatidas, de forma automática, à
cessário definir o procedimento a adoptar pelos colaboradores no
registo da respectiva produção, de que se destacam os aspectos mais relevantes:
robô de lixamento com uma palete vinda da maquinagem, esta
ociada a este pelo colaborador que faz o
de lixamento efectua o procedimento normal de
, o colaborador efectua o
to desta caixa, necessitando, apenas para o efeito, de a aproximar do leitor de
. No ecrã do PC industrial correspondente surge, então, a informação relativa à
operação que acabou de ser efectuada. O colaborador terá, apenas, de confirmar a
e de corrigir o número de peças na caixa se, por alguma razão, esta for
máquina onde é possível efectuar os registos de peças
mada, a informação relativa à operação efectuada é inserida na base
), ou seja, é automaticamente criada uma nova linha (tuplo) com
um novo código de lote, sendo, simultaneamente, retirada a quantidade consumida
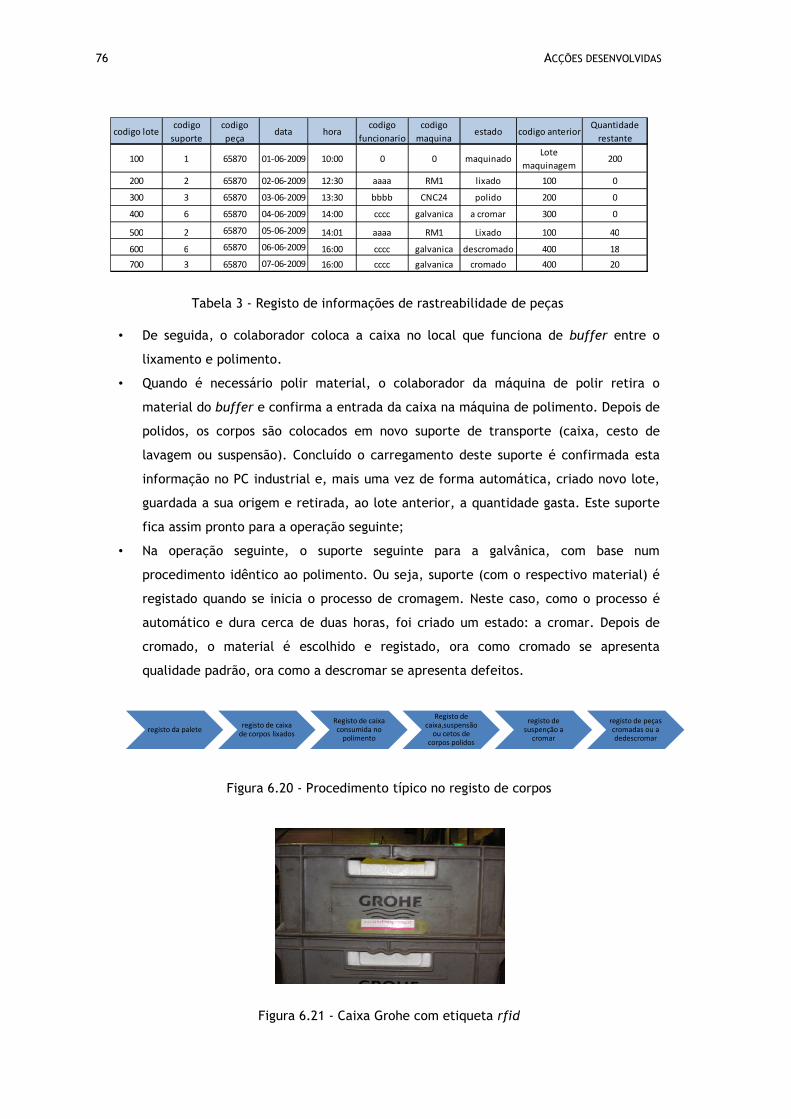
76 ACÇÕES DESENVOLVIDAS
Tabela 3 - Registo de informações de rastreabilidade de peças
• De seguida, o colaborador coloca a caixa no local que funciona de buffer entre o
lixamento e polimento.
• Quando é necessário polir material, o colaborador da máquina de polir retira o
material do buffer e confirma a entrada da caixa na máquina de polimento. Depois de
polidos, os corpos são colocados em novo suporte de transporte (caixa, cesto de
lavagem ou suspensão). Concluído o carregamento deste suporte é confirmada esta
informação no PC industrial e, mais uma vez de forma automática, criado novo lote,
guardada a sua origem e retirada, ao lote anterior, a quantidade gasta. Este suporte
fica assim pronto para a operação seguinte;
• Na operação seguinte, o suporte seguinte para a galvânica, com base num
procedimento idêntico ao polimento. Ou seja, suporte (com o respectivo material) é
registado quando se inicia o processo de cromagem. Neste caso, como o processo é
automático e dura cerca de duas horas, foi criado um estado: a cromar. Depois de
cromado, o material é escolhido e registado, ora como cromado se apresenta
qualidade padrão, ora como a descromar se apresenta defeitos.
Figura 6.20 - Procedimento típico no registo de corpos
Figura 6.21 - Caixa Grohe com etiqueta rfid
codigo lotecodigo
suporte
codigo
peçadata hora
codigo
funcionario
codigo
maquinaestado codigo anterior
Quantidade
restante
100 1 65870 01-06-2009 10:00 0 0 maquinadoLote
maquinagem200
200 2 65870 02-06-2009 12:30 aaaa RM1 lixado 100 0
300 3 65870 03-06-2009 13:30 bbbb CNC24 polido 200 0
400 6 65870 04-06-2009 14:00 cccc galvanica a cromar 300 0
500 2 65870 05-06-2009 14:01 aaaa RM1 Lixado 100 40
600 6 65870 06-06-2009 16:00 cccc galvanica descromado 400 18
700 3 65870 07-06-2009 16:00 cccc galvanica cromado 400 20
registo da paleteregisto de caixa
de corpos lixados
Registo de caixa
consumida no
polimento
Registo de
caixa,suspensão
ou cetos de
corpos polidos
registo de
suspenção a
cromar
registo de peças
cromadas ou a
dedescromar
77
Capítulo 7
Conclusões
Neste capítulo apresentam-se as principais conclusões do projecto organizadas em três
dimensões principais: resultados alcançados; balanço do trabalho desenvolvido e sugestões
para o desenvolvimento de trabalhos futuros.
7.1 - Principais resultados obtidos e análise de impacte
O projecto iniciado na Grohe tinha como principais objectivos a redução do lead time e
do stock Intermédio.
No processo de diagnóstico, através da utilização da ferramenta Value Stream Map,
percebeu-se que os valores de lead time rondavam as 16,8 horas para o corpo de cozinha
Costa ― um dos produtos lixados e polidos na linha amarela. No que respeita aos stocks
Intermédios do produto supracitado, os valores obtidos na fase de diagnóstico ultrapassavam
as 1.300 unidades.
Após a implementação do plano de 5S, da redefinição e optimização de fluxos, do
controlo de consumíveis e do sistema de rastreabilidade, conseguiu-se obter uma redução de
5,1 horas ao nível do lead time ― das 16 horas iniciais passou-se para valores de 11,7 horas de
lead time, redução de 30%. No que respeita aos stocks intermédios, efectuou-se uma
diminuição de 713 unidades em stock intermédio ― das 1.300 unidades iniciais passou-se para
587 unidades, redução de 55%.
Obteve-se também um aumento de valor acrescentado, o qual passou de 0,24% para
0,34%, resultado obtido através da redução dos tamanhos dos lotes à entrada do processo de
lixamento/polimento, bem como, através de uma limitação máxima da quantidade de
produtos entre os processos de lixamento/polimento.
78 CONCLUSÕES
Para além destes resultados centrais que apontam para a validade da aplicação dos
princípios lean nos processos de produção, muitos outros inerentes aos referidos princípios —
e que se consubstanciaram em “pequenos” ganhos em matéria de eficiência, eficácia e
qualidade — foram alcançados. A implementação de rotinas normalizadas e respeitadas por
todos, a diminuição da quantidade de consumíveis no interior do departamento, uma melhor
ergonomia do posto de trabalho, uma imagem de limpeza e de arrumação do departamento,
são alguns dos exemplos que, consolidados no presente, não deixarão de significar no futuro,
mais qualidade. É certo que muitos destes ganhos poderão não ser tangíveis mas, nem por
isso, deixam de ser ganhos e de ter repercussões na produção e na qualidade de vida dos
colaboradores.
7.2 - Balanço do projecto
A proposta de implementação desenhada partiu do estudo e da análise cuidada dos
resultados obtidos na etapa de diagnóstico. O diagnóstico constitui-se, por isso, como a etapa
central deste projecto, absorvendo grande parte das energias disponíveis. De facto, como
referido ao longo deste documento, por constrangimentos de tempo e de recursos, não foi
possível implementar uma proposta completa e estruturada ao nível dos três vectores de
actuação identificados: gestão visual, optimização de fluxos e rastreabilidade de produtos.
Contudo, o facto de ter sido pensado, estruturado e proposto um programa que engloba
um conjunto de iniciativas cuja implementação se traduzirá em resultados quantitativos e
qualitativos para o departamento, é uma das mais-valias destacadas para este trabalho.
Uma das principais dificuldades inerentes a todo o processo de implementação passou
precisamente pela morosidade (em função do pouco tempo disponível) nos processos de
tomada de decisão. Em contexto empresarial, e sobretudo em ambiente industrial, nota-se
muitas vezes que os timings e o investimento para momentos de estudo e de análise da
situação actual da empresa são muito mais reduzidos do que aquilo que seria expectável. As
pressões da produção, os mecanismos de rotina e a falta de recursos para inovar e melhorar
são factores de constrangimento a processos da natureza do descrito neste trabalho.
INDICADORES Diagnóstico Pós-Implementação Ganhos
Lead Time 16,8h 11,7h ∆≈5,1h
Stocks Intermédios 1.300 unid. 587 unid. ∆≈713 unid.
Tabela 4 - Resumo dos ganhos ao nível de lead time e stocks intermédios
Balanço do projecto 79
Por outro lado, a experiência adquirida durante a realização do projecto permitiu
constatar o que é sempre tão sublinhado em toda a literatura de referência: a incerteza —
sempre associada às mudanças decorrentes deste tipo de iniciativas — gera desconfianças e
resistências que se constituem como factor crítico de sucesso. Nesta lógica, na abordagem
deste projecto foi introduzida uma forte componente de comunicação e de gestão da
mudança, procurando envolver, no limite do possível, os colaboradores no processo de
mudança. Garantiu-se, assim, um maior empenho e uma motivação acrescida dos
colaboradores na concretização dos objectivos propostos e, sobretudo, na manutenção (que
se deseja tenha continuidade no futuro) das mudanças introduzidas. Este foi, também, um
ponto de sucesso do actual trabalho. De facto, ao longo do desenvolvimento do projecto, foi
sistematicamente clarificado aos colaboradores o objectivo do trabalho a desenvolver, foram
realizados Workshops e desenvolvidas acções de formação que introduziram e despertaram o
conjunto dos colaboradores para o tema, implementando, ainda, junto de operários e da
equipa de gestão, novas práticas.
Um ponto que justifica algum destaque no contexto do presente projecto, relaciona-se
com o processo de avaliação dos resultados obtidos, tanto ao nível formativo, como sumativo.
O projecto inicial passava pela elaboração de um diagnóstico da situação actual e pela
identificação de pontos de melhoria da linha amarela. A decisão, entretanto acordada, de
não avançar para a implementação integral das propostas de intervenção, condicionou a
construção de uma etapa de avaliação — pese embora a importância que se lhe atribui. Neste
contexto, a construção dos indicadores qualitativos e quantitativos, de carácter formativo (no
decorrer do programa) e sumativo (no final do programa), foram considerados para além do
âmbito do actual projecto.
Mesmo assim, na avaliação da evolução do projecto, sentiu-se uma clara necessidade de
definir e de utilizar alguns daqueles indicadores, não só para analisar o sucesso das medidas
implementadas, como, também, para compreender, de forma mais sustentada, a evolução do
projecto e o impacte das medidas em curso. A definição de um plano mais amplo de
avaliação formativa teria facilitado a monitorização dos recursos e das estratégias de
intervenção, permitindo reajustar com mais pertinência o planeamento, identificando
atempadamente eventuais problemas, de forma a actuar “cirurgicamente”, mitigando
qualquer eventual ameaça. De facto, a utilização destas métricas de controlo permite
aumentar a efectividade das iniciativas e controlar a qualidade da intervenção. Por outro
lado, permite uma melhor descrição do impacte e dos efeitos da intervenção no curto, médio
e longo prazo (seis meses, final do primeiro ano e três anos após o início do programa de
intervenção).
A duração do projecto não permitiu rentabilizar estas métricas, porém foi, mesmo assim,
possível criar um sentido de urgência para a mudança, bem como, um significativo
80 CONCLUSÕES
envolvimento da equipa de gestão do departamento, através do reporte sistemático da
evolução do projecto.
Em termos globais, este projecto permitiu, para além de alguns resultados de natureza
quantitativa, o despertar de uma necessidade de melhoria dos processos efectuados no
departamento. Na linha de pensamento de Kotter [13], o presente projecto, não só,
transformou uma parte da realidade do departamento de lixamento/polimento, como
estabeleceu já alguns passos no sentido de envolver e dinamizar a organização, abrindo
caminho à criação de um clima propício a novas mudanças.
Por todos os elementos enunciados, o balanço final do projecto é extremamente positivo,
não só do ponto de vista do autor, como, também, da organização pelos contributos
recebidos. Os objectivos iniciais foram alcançados, mesmo ultrapassados, se se tiver em
consideração a implementação, inicialmente não programada, de alguns dos itens englobados
na proposta de actuação.
Quanto aos objectivos de crescimento pessoal e profissional do autor, estes também
foram excedidos. Foi um privilégio desenvolver este projecto numa empresa de dimensão
multinacional, tendo oportunidade de colocar em prática muitos dos conceitos teóricos
debatidos ao longo do curso de mestrado integrado. Esta experiência, única e inédita,
constituiu uma introdução extremamente interessante e motivadora no mundo empresarial.
Permitiu assimilar formas de trabalhar e de actuar no terreno, proporcionando uma
experiência real e uma visão prática do funcionamento de uma estrutura organizacional de
grandes dimensões e actual líder de mercado, não só em Portugal, como a nível mundial.
De salientar, também, o excelente trabalho desenvolvido pela Grohe, nomeadamente, o
profissionalismo e a dedicação dos seus colaboradores, mas, também — e é importante
destacá-lo — o posicionamento enquanto empresa que procura constantemente inovar e
melhorar os seus processos. Embora todo o presente trabalho efectue uma crítica construtiva
e aponte pontos de melhoria aos processos de fabrico do departamento de
lixamento/polimento, este é um departamento cujo funcionamento se pauta pela constante
aposta na optimização da produção e na aplicação de princípios de melhoria contínua. Aliás,
se fosse de outra maneira, este projecto nunca teria sido uma realidade.
7.3 - Propostas de trabalho futuro
As limitações de tempo e de recursos anteriormente referidas, em parte decorrentes do
contexto académico em que se enquadra este projecto, condicionaram o processo de
implementação da proposta de actuação na sua plenitude.
Desta forma, o presente trabalho, não valerá apenas pelo que foi feito, mas, de igual
modo, por abrir caminho a um conjunto de propostas de actuação que se podem configurar
como linhas orientadoras para futuras actuações, de carácter interno ou externo, no
departamento de lixamento/polimento da Grohe.
81
Referências
[1] R. CAMERON, História Económica do Mundo. P. Europa-América, 2000.
[2] J. K. Liker and M. d., The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill, 2006.
[3] J. K. Liker and D. Meier, Toyota way – Fieldbook: A pratical guide for implementing Toyota’s 4Ps. McGraw-Hill, 2006.
[4] J. P. Womack, D. T. Jones, and D. Roos, The machine that changed the world. Simon & Schuster, 2007.
[5] Amazon.com. [Online]. Disponivel em http://www.amazon.com. Acesso em Abril/2009
[6] T. Ohno, O Sistema Toyota de Produção: além da produção em larga escala. Bookman, 1997.
[7] M. Walton, The Deming Management Method. Perigree Books , 1988.
[8] Toyota. Toyota production system: Jidoka. [Online]. Disponivel em http://www.toyota.co.jp/en/vision/production_system/jidoka.html. Acesso em Abril/2009
[9] M. Rother and j. Shook, Learning to See: Value Stream Mapping to Add Value and Eliminate MUDA. Lean Enterprise Institute, 1999.
[10] The productivity Press Denvelopment team, 5S for Operatores, 5 Pillar of the visual workplace. New York: Productivity Press, 1996.
[11] Priberam. Dicionário Priberam da Língua Portuguesa. [Online]. Disponivel em http://www.priberam.pt/dlpo/default.aspx?pal=torneira. Acesso em Maio/2009
[12] V. P. a. S. W. H.L. Lee, The Bull-whip Effect In Supply Chain, M. p. 9.-1. Sloan Management Review Massachusetts Institute of Technology, Ed. 1997.
[13] J. P. Kotter, Leading Change. Harvard Busines School Press, 1996.
[14] M. L. George, D. Rowlands, M. Price, and J. Maxey, The lean six sigma Pocket tollbook. McGraw-Hill, 2005.
[15] T. Fujimoto, The Evolution of a Manufacturing System at Toyota. Oxford University Press, 1999.
[16] K. J. Duggan, Creating mixed model value streams. New York: Productivity Press, 2002.
[17] Toyota. Toyota production system: Just-in-time.. [Online]. Disponivel em http://www.toyota.co.jp/en/vision/production_system/just.html. Acesso em Maio/2009

82
Anexos

85
Anexo I Formação aos colaboradores na metodologia 5S.

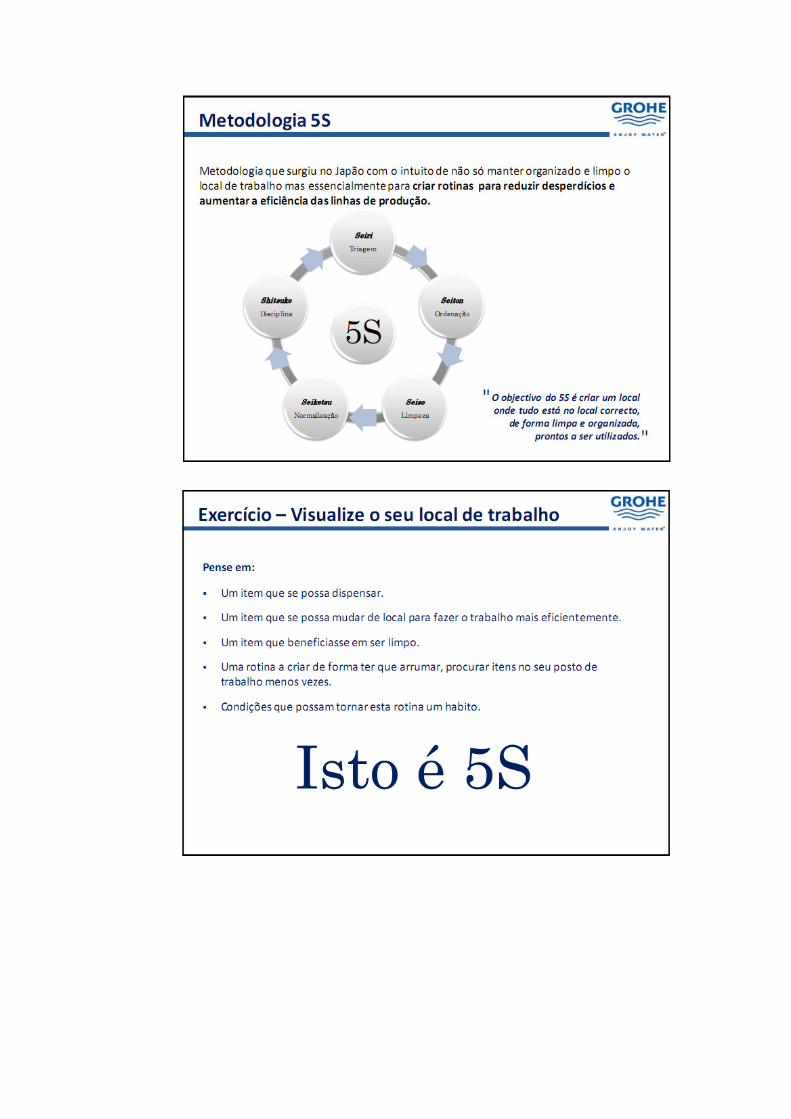
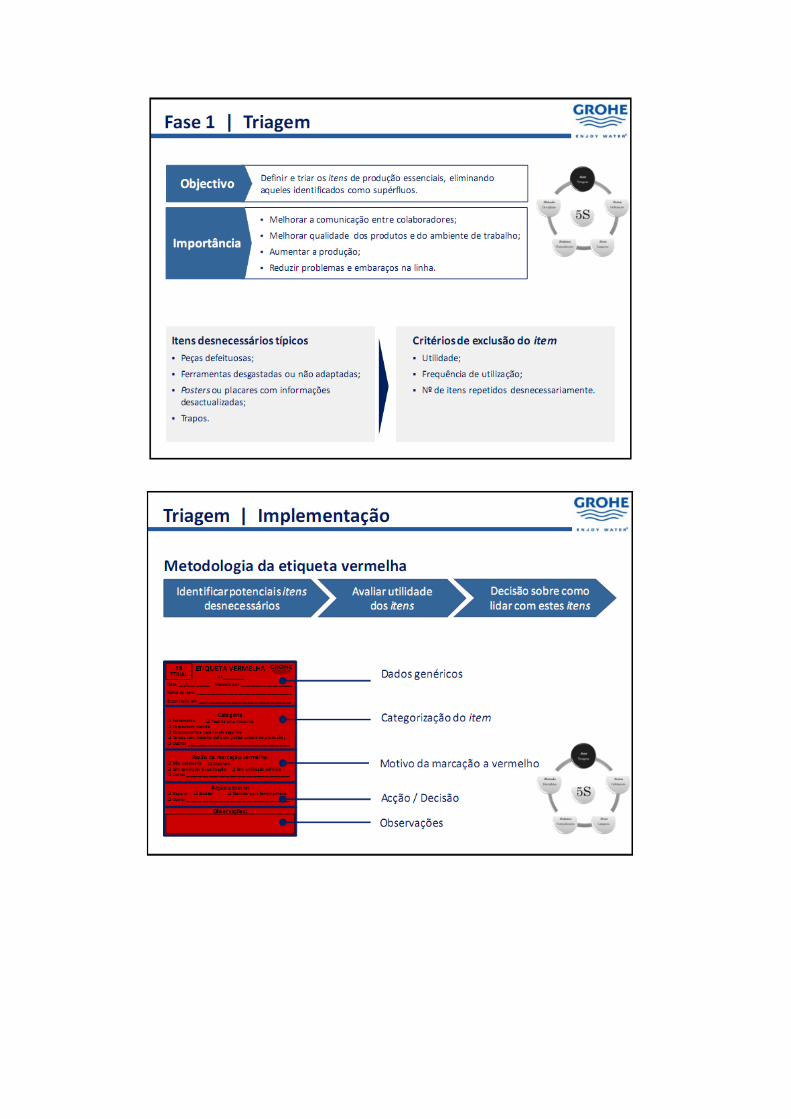
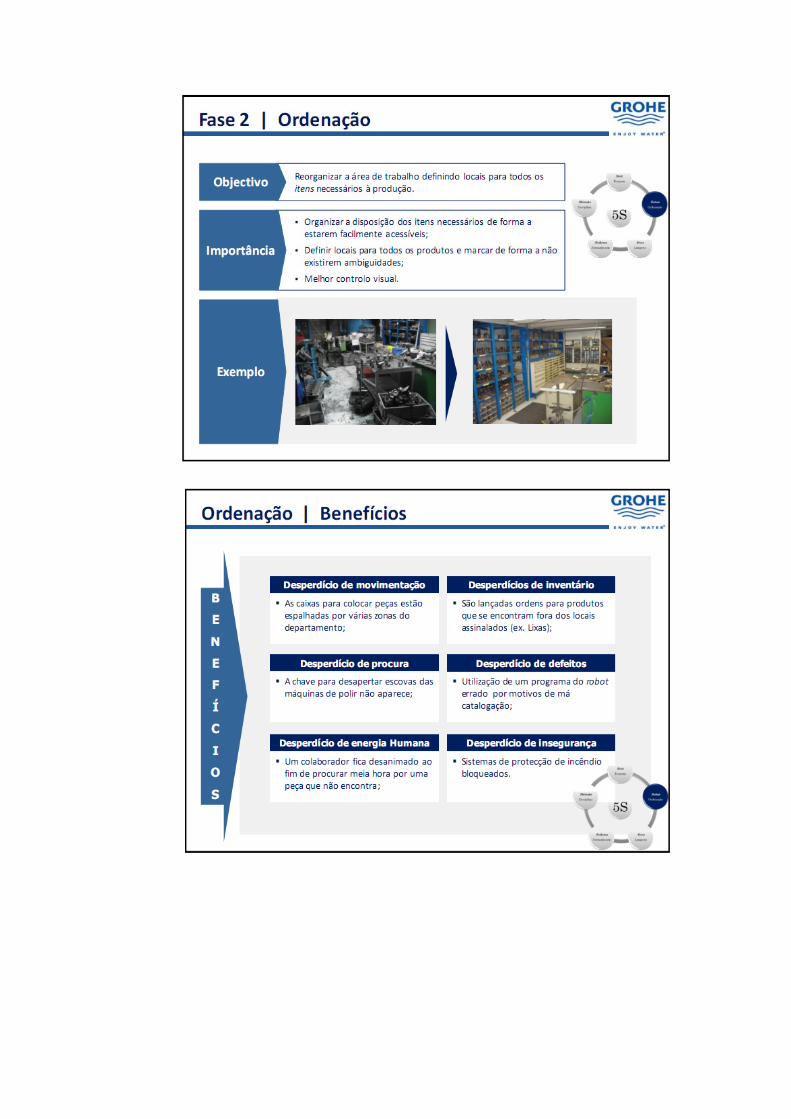

Anexo II Procedimento de limpeza dos robôs