Desenvolvimento de compósito particulado porcelanato/epóxi para ...
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Carlos Augusto da Silva
FABRICAÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE MATRIZ GEOPOLIMÉRICA A BASE DE METACAULIM COM
INCORPORAÇÃO DE ARGILA EXPANDIDA COMO FASE DISPERSA
São João Del Rei, 2016
Carlos Augusto da Silva
FABRICAÇÃO E CARACTERIZAÇÃO DE COMPÓSITO DE MATRIZ GEOPOLIMÉRICA A BASE DE METACAULIM COM
INCORPORAÇÃO DE ARGILA EXPANDIDA COMO FASE DISPERSA
São João Del Rei, 2016
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica
Área de Concentração: Materiais e Processos de Fabricação
Orientador: Prof. Dr. Kurt Strecker


Dedico este a trabalho à minha querida mãe Ana Maria e aos meus avós Antônio
Abel e Efigênia Rosa.
Agradecimentos
Agradeço a Deus pela dádiva da vida e por me conceder todas as ferramentas
que preciso para conquistar os meus objetivos.
Agradeço a aqueles que me conceberam a vida, e a todos os meus
antepassados. Graças a eles estou aqui hoje.
Aos amigos-irmãos que sempre estiveram do meu lado desde o início da minha
jornada: Alexandre Moronari, Darlan Rezende, Fernando Nandes, Jean Ciarallo,
Jordana Rezende, Harrison Bezerra, Leonardo Leite, Luciene Braga, Rafael Moura.
Aos amigos que ganhei durante o mestrado: Fábio Rosa, Guilherme Germano,
Kaio Lima, Ricardo Ferraz, Maria Fernanda. Obrigado pela cumplicidade e
contribuições neste trabalho.
Ao Prof. Dr. Kurt Strecker por sempre acreditar no meu potencial e por todo
suporte nos momentos decisivos no mestrado e em minha vida.
Ao Prof. Dr. Túlio Hallak Panzera, Prof. Dr. Carlos Thomas e o Doutorando
Adriano Galvão pelas contribuições neste trabalho e serem exemplos de
pesquisadores.
Aos amigos do Centro de Inovação e Tecnologia em Compósitos - CITeC, por
toda ajuda e experiências trocadas.
Ao Alexandre Einstein e Luisymari Moreira pelo suporte dado na fabricação e
caracterização dos compósitos.
A todos que compõem o Programa de Pós-Graduação em Engenharia
Mecânica (PPMEC) e contribuíram para esse trabalho: Prof. Dr. Alexandre Carlos
Eduardo, Prof. Dr. Márcio Eduardo Silveira, Prof.ª Dr.ª Vânia Regina Velloso, Prof.
Dr. Frederico Ozanan, Prof.ª Dr.ª Roseli Marins Balestra, Prof. Dr. Artur Mariano de
Sousa Malafaia, Prof. Dr. Lincoln Cardoso e àquelas que sempre nos deram todo o
suporte necessário Mônica e Claudete.
As empresas CINEXPAN, Metacaulim do Brasil e DIATOM Mineração por
fornecerem os materiais essenciais para este trabalho.
Em suma, agradeço a todos que me apoiaram e sempre torceram por mim.

“Não sou obrigado a vencer, mas tenho o dever de ser verdadeiro. Não sou obrigado a ter sucesso, mas tenho o dever de corresponder à luz que tenho.”
Abraham Lincoln
Resumo
Um dos materiais cimentícios mais utilizados no mundo é o concreto devido à sua
boa trabalhabilidade, baixo preço e alta disponibilidade. No entanto, a fabricação de
grandes quantidades de concreto implicam na liberação de gases nocivos ao meio
ambiente como CO2, SO3 e NOx. Outra característica negativa do concreto é sua alta
densidade, a qual aumenta a carga morta de suas estruturas. O desenvolvimento de
materiais cimentícios alternativos na indústria da construção civil tem crescido
devido a essas desvantagens. Um desses materiais é o geopolímero, que pode ser
definido como um polímero inorgânico a base de minerais alumino-silicatos,
constituído de tetraedros de SiO4 e AlO4, conectados alternadamente pelo
compartilhamento de átomos de oxigênio resultante de uma reação química
chamada polimerização, que acontece em meio altamente alcalino. O presente
trabalho investigou um compósito de baixo peso composto por uma matriz
geopolimérica e argila expandida como fase dispersa. Foi avaliado o efeito dos
fatores, fração mássica de argila expandida (0, 20, 40 e 60%), tamanho da argila
expandida (2,00 a 4,75 mm e 6,35 a 15 mm) e concentração molar da solução de
NaOH (8 e 12 mols/litros), nas propriedades físico-mecânicas dos compósitos. Uma
análise microestrutural foi conduzida para melhor avaliar o processo de
geopolimerização durante o tempo de 28 dias. O teor de argila expandida afetou
todas as variáveis respostas proporcionando uma significativa variação percentual
entre os níveis experiementais. Os ensaios de difração de raios x e espectroscopia
de infravermelho confirmaram a presença da reação de geopolimerização.
Palavras-chaves: Geopolímero, argila expandida, metacaulim, compósito
particulado.
Abstract
One of the most used cementitious materials worldwide is the concrete due its good
workability, low price and high availability. However, the fabrication of massive
concrete released an amount of noxious gases to the environment such as CO2,
SO3, and NOx. Another negative characteristics of concrete is its high density, which
increases the dead load of their structures. The development of alternative
cementitious materials in civil construction industry has grown due these
disadvantages. One of these materials is geopolymer which is an inorganic polymer
based on silicon-aluminous minerals, consisted of SiO4 and AlO4 tetrahedral,
alternately connected by sharing oxygen atoms resulting from a chemical reaction
called geopolymerization, which occurs in highly alkaline medium. This work
investigates a lightweight composite consisting of geopolymer matrix and expanded
clay inclusions. The effect of the factors, expanded clay content (0, 20, 40 and 60
wt%), expanded clay size (2,00 a 4,75 mm and 6,35 a 15 mm) and molar
concentration of NaOH solution (8 and 12 mol/liter), on the physical-mechanical
properties were evaluated. A microstructural analysis was conducted to better assess
the geopolymerization process during the curing time of 28 days. The expanded clay
content affected all responses, providing a significant percent variation between the
experimental levels. The X-ray diffraction and infrared spectroscopy tests revealed
the presence of geopolymerization reactions.
Keywords: Geopolymer, expanded clay, metakaolin, particulate composite

Lista de Figuras
Figura 2.1 - Fases de um material compósito (Fonte: Adaptado de Daniel e Ishai
(1994)) ......................................................................................................................... 4
Figura 2.2 - Esquema de classificação de compósitos segundo Callister (2014) ........ 6
Figura 2.3 - Classificação dos materiais compósitos segundo Daniel e Ishai (1994). . 7
Figura 2.4 - Classificação dos materiais compósitos segundo Agarwal (1990 apud
LIMA JÚNIOR, 2007). ................................................................................................. 8
Figura 2.5 - Estruturas básicas dos polisialatos. Fonte: Adaptado de (DAVIDOVITS,
2005). ........................................................................................................................ 13
Figura 2.6 - Modelo sugerido por Glukhovsky - a) Material precursor em contato com
o meio alcalino, b) quebra das ligações covalentes Si-O-Si e Al-O-Si, c) coagulação,
d) condensação. Fonte: Adaptado de (SEVERO et al., 2013) .................................. 14
Figura 2.7 - Reação de Geopolimerização. Fonte: Adaptado de (WALLAH et
al.,2006) .................................................................................................................... 15
Figura 2.8 - Viscosidade de soluções de hidróxidos alcalinos como função da
molaridade. Fonte: Adapatado de (PROVIS, 2009) .................................................. 16
Figura 2.9 - Amostra de caulim. Fonte: (RASHAD, 2013) ......................................... 19
Figura 2.10 - (a) Argila expandida fabricada por sinterização, (b) Argila Expandida
fabricada em forno rotativo. Fonte: Adaptado de (ZHANG e GJORV, 1991) ............ 23
Figura 2.11 - Fluxograma do processo de produção de argila expandida em forno
rotativo. Fonte: (SOUZA SANTOS apud CABRAL, 2005, p. 57). .............................. 26
Figura 2.12 - Argilas expandidas produzidas pela CINEXPAN: (a) de 22 a 32 mm, (b)
de15 a 22 mm, (c) de 6 a 15 mm, (d) menores que 5 mm, (e) menores que 2,5 mm e
(f) argilas expandidas no interior de um forno rotativo. Fonte:
(http://www.cinexpan.com.br/index.html) ................................................................... 27
Figura 2.13 - Média da Resistência à Compressão dos corpos de prova capeados e
não capeados. Fonte: Adaptado de (YAZICI e SEZER, 2007) .................................. 28
Figura 2.14 - Efeito do tamanho na resistência à compressão. Fonte: Adaptado de
Viso et al. (2008) ....................................................................................................... 29
Figura 3.1 – Argilas expandidas: tipo A – 2,00 a 4,75 mm; tipo B – 6,35 a 15 mm ... 37

Figura 3.2 – Misturador de argamassa. ..................................................................... 38
Figura 3.3 – Retificadora horizontal de corpos de prova. .......................................... 40
Figura 3.4 – Prensa Hidráulica modelo PC100C ....................................................... 41
Figura 3.5 – Medição da velocidade de ultrassom de um corpo de prova. ............... 42
Figura 3.6 – Câmara de vácuo e bomba de vácuo. ................................................... 43
Figura 3.7 – Microscópio eletrônico de varredura – Hitachi – TM 3000 .................... 47
Figura 4. 1 - Gráfico de probabilidade normal de resíduos para a medida da
resistência à compressão, corpos de prova de Ø 5 cm x 10 cm. .............................. 50
Figura 4. 2 - Efeito da fração de argila expandida na média da resistência à
compressão dos compósitos. .................................................................................... 51
Figura 4. 3 – Média da resistência à compressão dos corpos de prova de Ø 5 cm x
10 cm. ....................................................................................................................... 51
Figura 4. 4 - Gráfico de probabilidade normal de resíduos para a medida da
resistência à compressão, corpos de prova de Ø 7,5 cm x 15 cm. ........................... 52
Figura 4. 5 – Média da resistência à compressão dos corpos de prova de Ø 7,5 cm x
15 cm. ....................................................................................................................... 53
Figura 4. 6 - Gráfico de probabilidade normal de resíduos para a medida da
resistência específica, corpos de prova de Ø 5 cm x 10 cm...................................... 54
Figura 4. 7 - Efeito da fração de argila expandida na média da resistência específica
dos compósitos. ........................................................................................................ 54
Figura 4. 8 – Média da resistência específica dos corpos de prova de Ø 5 cm x 10
cm. ............................................................................................................................ 55
Figura 4. 9 - Gráfico de probabilidade normal de resíduos para a medida da
resistência específica, corpos de prova de Ø 7,5 cm x 15 cm. .................................. 56
Figura 4. 10 - Média da resistência específica dos corpos de prova de Ø 7,5 cm x 15
cm. ............................................................................................................................ 56
Figura 4. 11 - Gráfico de probabilidade normal de resíduos para a medida da
velocidade de pulso ultrassônico ............................................................................... 57
Figura 4. 12 - Efeito da interação “fração mássica argila expandida - tamanho da
argila expandida - concentração molar de NaOH” sobre a média da Velocidade de
Pulso Ultrassônico. .................................................................................................... 58
Figura 4. 13 - Correlação entre velocidade de pulso ultrassônico e densidade
volumétrica. ............................................................................................................... 59
Figura 4. 14 - Gráfico de probabilidade normal de resíduos para a medida da
densidade volumétrica .............................................................................................. 60
Figura 4. 15 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos. ..................................................................................... 60
Figura 4. 16 - Efeito da concentração molar de NaOH na média da densidade
volumétrica dos compósitos. ..................................................................................... 61
Figura 4. 17 - Gráfico de probabilidade normal de resíduos para a medida da
densidade volumétrica. (volume calculado geometricamente) .................................. 62
Figura 4. 18 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos. (volume calculado geometricamente) .......................... 62
Figura 4. 19 - Efeito da concentração molar de NaOH na média da densidade
volumétrica dos compósitos. (volume calculado geometricamente) .......................... 63
Figura 4. 20 - Gráfico de probabilidade normal de resíduos para a medida da
densidade aparente ................................................................................................... 64
Figura 4. 21 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos. ..................................................................................... 64
Figura 4. 22 – (a) Média da porosidade de todas as condições; (b) Média da
Absorção de água de todas as condições. ................................................................ 65
Figura 4. 23 - Espectroscopia de infravermelho do metacaulim e das condições com
matrizes geopoliméricas feitas com solução de NaOH 12 mols. ............................... 66
Figura 4. 24 - Espectroscopia de infravermelho do metacaulim e das condições com
matrizes geopoliméricas feitas com solução de NaOH 8 mols. ................................. 67
Figura 4. 25 - Espectroscopia de raios X do metacaulim e das condições feitas com
solução de NaOH 8 mols. (Md = Muscovita, Q = Quartzo e HS = Hidroxisodalita). .. 68
Figura 4. 26 - Espectroscopia de raios X do metacaulim e das condições feitas com
solução de NaOH 12 mols. (Md = Muscovita, Q = Quartzo e HS = Hidroxisodalita). 68
Figura 4. 27 - Microscopia Eletrônica de Varredura: (a) C1 aumento 500x, (b) C1
aumento 1000x, (c) C3 aumento 500x, (d) C3 aumento 1000x. ................................ 69
Figura 4. 28 - Microscopia Eletrônica de Varredura: (a) C5 aumento 500x, (b) C5
aumento 1000x, (c) C7 aumento 500x, (d) C7 aumento 1000x. ................................ 70
Figura 4. 29 - Microscopia Eletrônica de Varredura: (a) C9 aumento 500x, (b) C9
aumento 1000x, (c) C11 aumento 500x, (d) C11 aumento 1000x. ............................ 70
Figura 4. 30 - Microscopia Eletrônica de Varredura: (a) C13 aumento 500x, (b) C13
aumento 1000x, (c) C15 aumento 500x, (d) C15 aumento 1000x. ............................ 71
Figura 4. 31 - Microscopia Eletrônica de Varredura: (a) C2 aumento 500x, (b) C2
aumento 1000x, (c) C4 aumento 500x, (d) C4 aumento 1000x. ................................ 71
Figura 4. 32 - Microscopia Eletrônica de Varredura: (a) C6 aumento 500x, (b) C6
aumento 1000x, (c) C8 aumento 500x, (d) C8 aumento 1000x. ................................ 72
Figura 4. 33 - Microscopia Eletrônica de Varredura: (a) C10 aumento 500x, (b) C10
aumento 1000x, (c) C12 aumento 500x, (d) C12 aumento 1000x. ............................ 72
Figura 4. 34 - Microscopia Eletrônica de Varredura: (a) C14 aumento 500x, (b) C14
aumento 1000x, (c) C16 aumento 500x, (d) C16 aumento 1000x. ............................ 73
Figura 4. 35 - Porcentagem atômica superficial das matrizes geopoliméricas: (a)
Condições com solução NaOH 8 mols (b) Condições com solução NaOH 12 mols . 74
Figura 4. 36 - Razão Na/Al e Si/Al: (a) Condições com solução NaOH 8 mols (b)
Condições com solução NaOH 12 mols .................................................................... 74
Lista de Tabelas

Tabela 3.1 - Constituição Química do Metacaulim (% em massa). ........................... 31
Tabela 3.2 - Fatores e níveis do experimento. .......................................................... 33
Tabela 3.3 - Condições experimentais, planejamento fatorial completo (4¹2²). ......... 33
Tabela 3.4 - Fatores e níveis do experimento, corpos de prova de Ø 5 cm x 10 cm. 34
Tabela 3.5 - Condições experimentais, planejamento fatorial completo (4¹21). Corpos
de prova de Ø 5 cm x 10 cm. .................................................................................... 35
Tabela 3.6 - Fatores e níveis do experimento, corpos de prova de Ø 7,5 cm x 15 cm.
.................................................................................................................................. 35
Tabela 3.7 - Condições experimentais, planejamento fatorial completo (3¹21). Corpos
de prova de Ø 7,5 cm x 15 cm. ................................................................................. 36
Tabela 3.8 - Composição de todas as condições estudadas. ................................... 39
Tabela 4.1 - Análise de Variância (ANOVA). ............................................................. 48
Tabela 4.2 - Análise de Variância (ANOVA). ............................................................. 49
Lista de Equações
Equação 3.1 - Velocidade do Pulso Ultrassônico.......................................................60
Equação 3.2 - Densidade Volumétrica.......................................................................61
Equação 3.3 - Volume dos corpos de prova - Princípio de Archimedes....................61
Equação 3.4 - Volume dos corpos de prova - calculado geometricamente...............62
Equação 3.5 - Densidade Aparente...........................................................................62
Equação 3.6 - Volume da parte impermeável dos corpos de prova..........................63
Equação 3.7 - Porosidade Aparente..........................................................................63
Equação 3.7 - Porosidade Aparente..........................................................................63
Equação 3.8 - Volume dos poros abertos..................................................................63
Equação 3.9 - Absorção de água...............................................................................64
Listas de Abreviaturas e Símbolos
Al – alumínio
Si – silício
O – oxigênio
H – hidrogênio
Na – sódio
K – potássio
Ti – titânio
Ca – cálcio
Mg – magnésio
S – enxofre
Br - bromo
Sumário
INTRODUÇÃO ............................................................................................................ 1
1.1 Comentários gerais ............................................................................................... 1
1.3 Objetivos gerais ..................................................................................................... 2
1.3.1 Objetivos específicos ......................................................................................... 2
REVISÃO BIBLIOGRÁFICA ........................................................................................ 4
2.1 Materiais compósitos ............................................................................................. 4
2.1.1 Classificação e tipos de materiais compósitos ................................................... 5
2.1.2 Compósitos de matriz cerâmica ......................................................................... 8
2.1.2 Compósitos particulados .................................................................................... 9
2.2 Geopolímeros ...................................................................................................... 10
2.2.1 Geopolimerização – Mecanismos de reação .................................................... 13
2.2.2 Ativadores alcalinos ......................................................................................... 15
2.3 Metacaulim .......................................................................................................... 17
2.3.1 Matérias-primas para a fabricação de metacaulim ........................................... 18
2.3.1.1 Caulim ........................................................................................................... 18
2.3.1.2 Lamas residuais da indústria de papel reciclado ........................................... 20
2.4 Argila expandida .................................................................................................. 21
2.4.1 Processos de fabricação da argila expandida .................................................. 21
2.4.1.1 Sinterização ................................................................................................... 21
2.4.1.2 Fornos rotativos ............................................................................................. 22
2.4.2 Fabricação da argila expandida no Brasil ......................................................... 25
2.5 Efeito do tamanho do corpo de prova na resistência à compressão ................... 27
MATERIAIS E MÉTODOS ......................................................................................... 31
3.1 Materiais .............................................................................................................. 31
3.2 Metodologia ......................................................................................................... 31
3.2.1 Seleção das variáveis respostas ...................................................................... 32
3.2.2 Escolha dos fatores experimentais e seus níveis ............................................. 32
3.3 Fabricação dos corpos de prova. ........................................................................ 36
3.4 Caracterizações dos compósitos. ........................................................................ 40
3.4.1 Resistência à compressão. .............................................................................. 40
3.4.2 Velocidade de pulso ultrassônico. .................................................................... 41
3.4.3 Densidade volumétrica, densidade aparente, porosidade aparente e absorção
de agua. .................................................................................................................... 42
3.4.3.1 Densidade volumétrica. ................................................................................. 43
3.4.3.2 Densidade aparente ...................................................................................... 44
3.4.3.3 Porosidade aparente ..................................................................................... 45
3.4.3.4 Absorção de água ......................................................................................... 45
3.4.4 Difração de raios X. .......................................................................................... 46
3.4.5 Espectroscopia de infravermelho ..................................................................... 46
3.4.6 Análise microestrutural ..................................................................................... 46
3.5 Análise estatística ............................................................................................... 47
RESULTADOS E DISCUSSÕES .............................................................................. 48
4.1 Propriedades mecânicas ..................................................................................... 49
4.1.1 Resistência à compressão ............................................................................... 49
4.1.1.1 Resistência à compressão, corpos de prova de Ø 5 cm x 10 cm .................. 50
4.1.1.2 Resistência à compressão, corpos de prova de Ø 7,5 cm x 15 cm ............... 52
4.1.2 Resistência específica ...................................................................................... 53
4.1.2.1 Resistência específica, corpos de prova de Ø 5 cm x 10 cm ........................ 53
4.1.2.2 Resistência específica, corpos de prova de Ø 7,5 cm x 15 cm ..................... 55
4.1.3 Velocidade de pulso ultrassônico ..................................................................... 56
4.1.4 Densidade volumétrica ..................................................................................... 59
4.1.4.1 Densidade volumétrica – Volume calculado pelo método de Archimedes .... 59
4.1.4.2 Densidade Volumétrica – Volume calculado geometricamente ..................... 61
4.1.5 Densidade Aparente ......................................................................................... 63
4.1.6 Porosidade e absorção de água ....................................................................... 65
4.2 Espectroscopia de infravermelho ........................................................................ 65
4.3 Difração de raios X .............................................................................................. 67
4.4 Análise microestrutural ........................................................................................ 69
CONCLUSÕES ......................................................................................................... 75
Referências ............................................................................................................... 76
1
CAPÍTULO 1
INTRODUÇÃO
1.1 Comentários gerais
Os materiais cimentícios, principalmente o cimento Portland utilizado em
concretos, são os mais bem sucedidos em todo mundo. O motivo desta grande
utilização é devido a diversos fatores como: boa trabalhabilidade do material no
estado frescco, baixo custo e disponibilidade de matérias-primas (SCRIVENER e
KIRKPATRICK, 2008). O cimento Portland, matéria-prima na fabricação de
concretos, é o principal material cimentício utilizado na construção em todo o mundo.
Cerca de 12 bilhões de toneladas de concreto são produzidas por ano utilizando
aproximadamente 1,6 bilhões de toneladas de cimento Portland em todo o mundo
(MALHOTRA e MEHTA, 2002).
No entanto, apesar da produção do cimento causar um menor impacto
ambiental do que a maioria dos materiais de construção alternativos, os enormes
volumes de cimento e concreto produzidos implicam em cerca de 5 a 8% das
emissões de CO2 (SCRIVENER e KIRKPATRICK, 2008). De fato, com a fabricação
de uma tonelada de cimento cerca de 0,8 toneladas de CO2 são lançados na
atmosfera (RASHAD e ZEEDAN, 2011). E não somente CO2 é liberado pela
fabricação do cimento, mas também SO3 e NOx, causadores do efeito estufa e chuva
ácida (PARK e KANG, 2008). Há também um grande consumo de energia e
matérias primas (calcário e areia), pois para produzir uma tonelada de cimento
Portland são necessárias cerca de 1,5 toneladas de matéria-prima e são gastos por
volta de 1700 – 1800 megajoules para produzir uma tonelada de clínquer (RASHAD
e ZEEDAN 2011).
Devido a todos esses fatores a busca por materiais cimentícios alternativos de
menor impacto ambiental vem crescendo ao longo dos anos. Os materiais ativados
alcalinamente mostram-se promissores nesse aspecto. Uma grande variedade de
nomes é utilizada para se referir aos materiais ativados alcalinamente, como por
exemplo: cimento ativado alcalinamente, geopolímeros, cerâmica alcalina,
geocimento, concreto de polímero inorgânico (SEVERO et al., 2013). O investimento
no desenvolvimento desses materiais é crescente devido à sua elevada resistência
2
mecânica, durabilidade, baixa retração, cura rápida, resistência a ácidos, resistência
ao fogo e baixa condutividade térmica (PELISSER et al., 2013).
A busca por materiais de alta resistência específica, ou seja, elevada relação
resistência/densidade é cada vez maior no ramo da indústria da construção civil
devido à necessidade da redução da carga morta nas estruturas. A densidade
destes materiais pode ser reduzida pela substituição de partes do sólido por volumes
vazios ou agregados leves. De acordo com a norma britânica BS EN 13055-1 (2002)
agregados leves são aqueles cuja densidade volumétrica máxima não exceda 2000
kg/m3 ou que a densidade aparente seja menor que 1200 kg/m3. Eles geralmente
consistem de agregados naturais (por exemplo, tufo), ou então são obtidos a partir
de recursos naturais (vermiculita, perlita, argila expandida) ou a partir de resíduos
industriais (vários tipos de lama, cinzas e resíduos de vidro) (DUCMAN; MIRTIC,
2014). A argila expandida se mostra como um excelente agregado leve com
densidade aparente variando de 300 a 900 kg/m³, dependendo do método de
fabricação que pode ser: processo de sinterização contínua ou em forno rotativo.
1.3 Objetivos gerais Esta pesquisa teve como objetivos principais investigar o efeito da
incorporação de argila expandida como fase dispersa em compósitos de matriz
geopolimérica a base de metacaulim e o efeito da concentração molar de NaOH do
ativador alcalino através de uma metodologia de planejamento fatorial de
experimentos.
1.3.1 Objetivos específicos
Investigar os efeitos do teor de argila expandida adicionada (0, 20, 40 e 60%
em massa) em relação ao metacaulim, do tamanho da argila expandida (2,00 mm a
4,75 mm e 6,35mm a 15 mm) e da concentração molar de NaOH (8 e 12 mol/litro) na
solução alcalina ativadora nas propriedades físico-mecânicas dos compósitos
fabricados. Foram analisadas também as modificações estruturais sofridas pelos
materiais de partida, antes e após a sua ativação alcalina, o comportamento
mecânico das diferentes amostras e a consequente correlação entre as

3
modificações microestruturais e morfológicas ocorridas durante o tempo de cura (28
dias) das amostras.

4
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta uma breve revisão bibliográfica sobre os principais
tópicos que foram abordados no trabalho.
2.1 Materiais compósitos
Daniel e Ishai (1994) definem compósitos como um sistema material
constituído de duas ou mais fases em escala macroscópica com propriedades e
desempenho superiores a dos seus constituintes analisados independentemente.
Geralmente uma das fases é descontinua, mais resistente e forte; ela é chamada de
reforçador ou fase dispersa; enquanto que a fase menos resistente e mais fraca é
contínua e chamada de matriz. Dependendo dos materiais que constituem o
compósito e de suas interações, uma fase adicional chamada interface é criada
entre o reforço e a matriz como pode ser observado na Figura 2.1.
Figura 2.1 - Fases de um material compósito (Fonte: Adaptado de Daniel e Ishai
(1994))
Além das definições já citadas, Daniel e Ishai (1994) definiram outros critérios
para que o material possa ser classificado como um compósito: ambas as fases
5
devem estar presentes em proporções mínimas de 5% e tanto a matriz, quanto a
fase dispersa devem ter propriedades diferentes.
Segundo Kaw (2006), compósito é definido como um material estrutural
composto por dois ou mais constituintes combinados em um nível macroscópico e
não são solúveis entre si, onde um dos constituintes é chamado de fase reforço, o
qual se apresenta geralmente em forma de fibras, partículas ou flocos e o outro,
onde este é disperso, é chamado de matriz, fase geralmente contínua. Já Callister
(2014) define um compósito como sendo qualquer material multifásico que exiba
expressivamente as propriedades das fases constituintes, tal que a resultante seja
superior a estas.
Redigir uma definição que abranja todos os tipos de compósitos é
extremamente difícil devido a grande quantidade de combinações possíveis entre
materiais de diferentes classes (metais, cerâmicas, polímeros). O compósito
estudado neste trabalho, por exemplo, apresenta fase dispersa menos resistente
que a matriz, característica que vai contra a definição dada por Daniel e Ishai (1994).
Segundo Panzera (2012), o compósito não necessariamente deve ter todas
suas propriedades superiores à dos seus constituintes, pois outras características de
desempenho podem ser solicitadas como: propriedades elétricas, térmicas, ópticas,
químicas, magnéticas, físicas e mecânicas. Os compósitos devem ser projetados
para uma determinada finalidade, a fim de maximizar determinado desempenho.
Portando, compósito é um material feito a partir da combinação de duas ou
mais fases com distintas propriedades, sem que haja reação química entre as fases,
com o objetivo de formar um novo material com no mínimo uma propriedade superior
a dos seus componentes, mesmo havendo detrimento de outras (PANZERA, 2014).
2.1.1 Classificação e tipos de materiais compósitos
Alguns pesquisadores classificam os compósitos quanto a sua forma,
processo, tipo de matriz, tipo de reforço, dentre outros critérios. Portanto há uma
considerável gama de classes diferentes (LIMA JÚNIOR, 2007).
Segundo Jones (1999) existem quatro tipos de materiais compósitos
comumente aceitos:
1) Material compósito fibroso constituído por fibras em uma matriz;
2) Material compósito laminado formado por várias camadas de materiais;
6
3) Material compósito particulado composto por partículas em uma matriz;
4) Combinação de alguns ou todos três tipos citados acima.
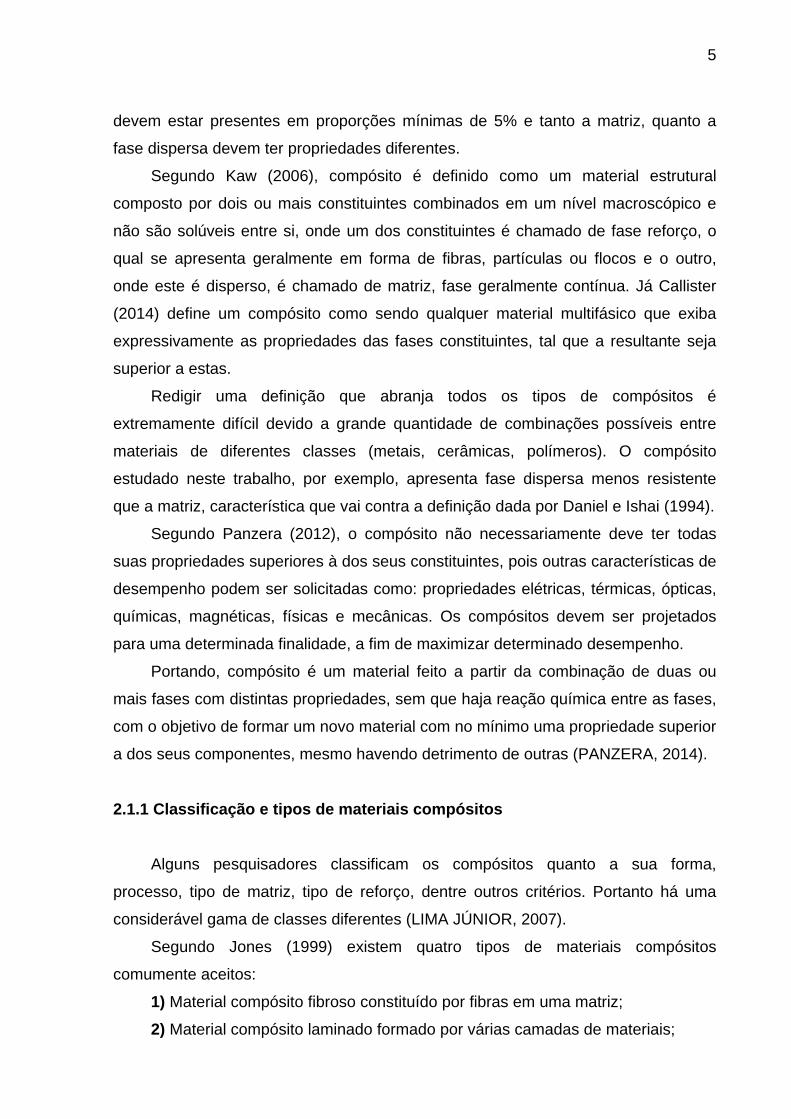
Callister (2014) divide os materiais compósitos em três grupos principais e suas
subdivisões quanto ao tipo de matriz e ao tipo da fase dispersa. A Figura 2.2 exibe
está classificação.
Figura 2.2 - Esquema de classificação de compósitos segundo Callister (2014)
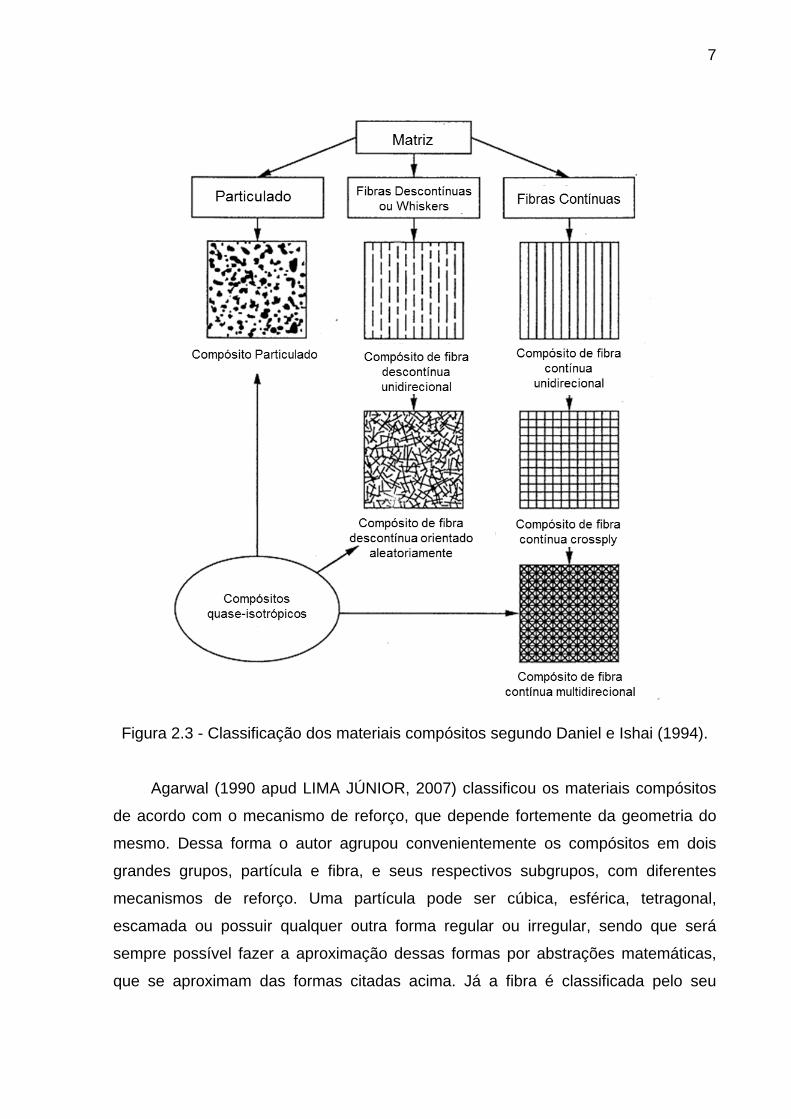
Daniel e Ishai (1994) classificaram compósitos constituídos por duas fases em
três amplas categorias dependendo do tipo, geometria e orientação da fase reforço.
São elas:
1) Compósitos particulados: Consiste de partículas de vários tamanhos e
formatos inseridas aleatoriamente em uma matriz.
2) Compósitos com fibras descontínuas ou Whiskers: contém fibras curtas,
também chamadas whiskers, como fase reforçadora.
3) Compósitos com fibras contínuas: são reforçados por longas fibras e são
mais eficientes do ponto de vista de rigidez e força. As fibras contínuas podem
ser todas paralelas entre sim (unidirecional), orientadas em certos ângulos
umas com as outras (crossply) e podem ser orientadas em variadas direções
(multidirecional).
Essa classificação é exibida na Figura 2.3.
7
Figura 2.3 - Classificação dos materiais compósitos segundo Daniel e Ishai (1994).
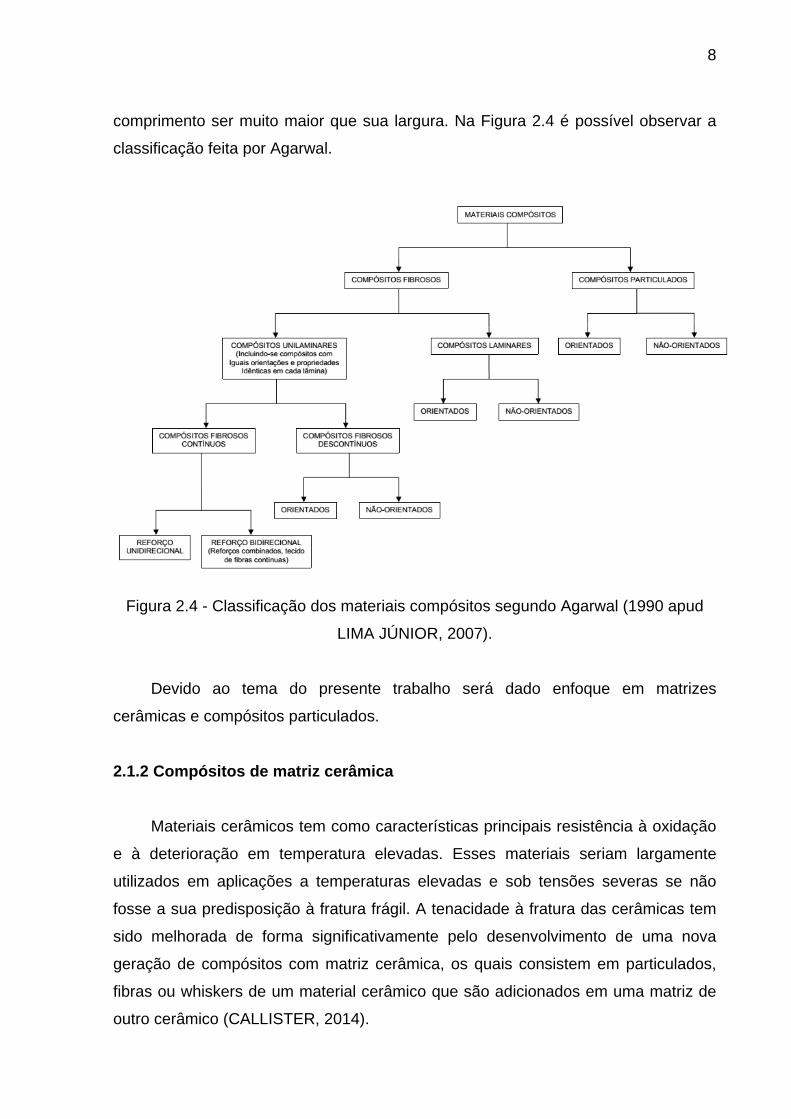
Agarwal (1990 apud LIMA JÚNIOR, 2007) classificou os materiais compósitos
de acordo com o mecanismo de reforço, que depende fortemente da geometria do
mesmo. Dessa forma o autor agrupou convenientemente os compósitos em dois
grandes grupos, partícula e fibra, e seus respectivos subgrupos, com diferentes
mecanismos de reforço. Uma partícula pode ser cúbica, esférica, tetragonal,
escamada ou possuir qualquer outra forma regular ou irregular, sendo que será
sempre possível fazer a aproximação dessas formas por abstrações matemáticas,
que se aproximam das formas citadas acima. Já a fibra é classificada pelo seu
8
comprimento ser muito maior que sua largura. Na Figura 2.4 é possível observar a
classificação feita por Agarwal.
Figura 2.4 - Classificação dos materiais compósitos segundo Agarwal (1990 apud
LIMA JÚNIOR, 2007).
Devido ao tema do presente trabalho será dado enfoque em matrizes
cerâmicas e compósitos particulados.
2.1.2 Compósitos de matriz cerâmica
Materiais cerâmicos tem como características principais resistência à oxidação
e à deterioração em temperatura elevadas. Esses materiais seriam largamente
utilizados em aplicações a temperaturas elevadas e sob tensões severas se não
fosse a sua predisposição à fratura frágil. A tenacidade à fratura das cerâmicas tem
sido melhorada de forma significativamente pelo desenvolvimento de uma nova
geração de compósitos com matriz cerâmica, os quais consistem em particulados,
fibras ou whiskers de um material cerâmico que são adicionados em uma matriz de
outro cerâmico (CALLISTER, 2014).
9
Desde a década de 80 os compósitos de matriz cerâmica são foco de interesse
em pesquisas devido ao alto desempenho estrutural, principalmente quando
aplicados em altas temperaturas. Porém, suas características mecânicas são
significativamente influenciadas pela resistência e tenacidade das matrizes
(MIRACLE e DONALDSON, 2001).
Os materiais cerâmicos podem ser classificados em cerâmicas sinterizadas
tradicionais e avançadas, vidros e materiais cimentícios que se diferem por se
tornarem sólidos por reação de hidratação ou de outra espécie como a
policondensação.
2.1.2 Compósitos particulados
Hage Junior (1990) define compósito particulado como sendo aqueles
reforçados por partículas. Esse tipo de compósito tem como vantagem propriedades
quase-isotrópicas, o que os torna adequados para aplicações onde as solicitações
são multidirecionais. Os materiais particulados inseridos neste tipo de compósito vão
desde cerâmicas naturais como granito, quartzo e sílica até outros como carbeto de
tungstênio ou carbeto de silício, o que proporciona elevada dureza e resistência à
abrasão.
Callister (2014) subdivide os compósitos particulados em dois grupos, os
reforçados por partículas grandes e os reforçados por dispersão. Essa subdivisão
está baseada no mecanismo de reforço ou de aumento da resistência. O termo
grande é utilizado para indicar que as interações entre matriz e reforço não podem
ser tratadas no nível atômico ou molecular, ao invés disso deve ser empregada à
mecânica do contínuo. Para a maioria dos compósitos particulados a fase dispersa é
mais dura e rígida do que a matriz. Elas tendem a restringir a movimentação da fase
matriz na vizinhança de cada partícula, fazendo com que a matriz transfira parte da
tensão aplicada à elas, suportando parte da carga. A qualidade dessa transferência
depende de uma ligação forte na interface matriz-partícula. Já nos compósitos
reforçados por dispersão, com partículas de diâmetros que variam entre 0,01 e 0,1
µm, a interação matriz-partícula ocorre em nível subatômico ou molecular. Enquanto
a matriz é responsável por suportar a maior parte da carga aplicada, as pequenas
partículas dispersas evitam ou dificultam o movimento das discordâncias fazendo
10
com que a deformação plástica seja restringida, tal que os limites de escoamento e
de resistência à tração, assim como a dureza, são melhorados (CALLISTER, 2014).
Um compósito particulado de matriz cerâmica presente no cotidiano de todos é
o concreto, composto por cimento (matriz cerâmica) e areia e brita (particulados). Os
dois tipos de concreto mais utilizados são aqueles feitos com cimento do tipo
Portland e asfáltico. O asfáltico é amplamente utilizado como material de
pavimentação enquanto que o feito de cimento Portland é utilizado principalmente
como material estrutural de construção (CALLISTER, 2014).
Como dito anteriormente, as partículas mais comumente utilizadas para o
reforço em concretos são areia e brita, porém nem sempre há a necessidade de
reforço e sim de diminuir a densidade do concreto. Esse objetivo pode ser atingido
através da substituição de partes da matriz cimentícia por volumes vazios ou
agregados leves.
2.2 Geopolímeros
A base da descoberta dos geopolímeros teve início com o interesse de
pesquisadores sobre a longevidade dos sistemas ligantes antigos. É comum
encontrar exemplos de degradação em concretos e argamassas fabricados com
cimento do tipo Portland em construções com poucas décadas de vida enquanto que
materiais cerâmicos, largamente encontrados em escavações arqueológicas,
apresentam sua estrutura quase intacta, ou mesmo em construções milenares com
suas partes estruturais com desgastes mínimos do ponto de vista químico e físico
(PINTO, 2004).
Cimentos antigos com idades de até 9000 anos, ainda com suas funções
básicas intactas, como por exemplo, argamassas encontradas em Jérico, Grécia,
Turquia, Síria e principalmente no Egito, deixam claro que, apesar da ação de vários
agentes durante milênios esses materiais mostram notáveis propriedades como
dureza e estabilidade comparáveis às de rochas naturais (DAVIDOVITS e MORRIS,
1988).
O ucraniano Vitor Glukhovsky foi o principal impulsionador dos estudos sobre
ligantes alcalinos. Tendo como principal motivação a comparação do excelente
comportamento dos ligantes antigos com os seus equivalentes modernos,
principalmente os cimentos do tipo Portland. Glukhovsky e sua equipe, na década de
11
1950, investigaram principalmente a natureza química dos cimentos antigos através
de ensaios de difração de raios x, microscopia ótica e eletrônica e outras técnicas
em amostras recolhidas de construções milenares a procura de averiguar quais os
fatores responsáveis pela excelente estabilidade desses materiais (GLUKHOVSKY
apud PINTO, 2004). Foram encontradas fases cristalinas de géis de silicatos
cálcicos semelhantes aos encontrados no cimento Portland; foi detectada também a
presença de um zeólito, a analcite, a qual foi atribuída a resistência ao desgaste das
argamassas e concretos antigos (KRIVENKO apud PINTO, 2004).
Dyer apud Pinto (2004) define zeólitos como um grupo de alumino-silicatos
cristalinos hidratados de metais alcalino ou alcalino-terrosos como o sódio, potássio,
magnésio ou cálcio, caracterizados por uma elevada superfície interna de contato e
grande capacidade de troca de íons e cátions. Sua estrutura é cristalina,
tridimensional, formada por tetraedros de SiO2 e Al2O4, sob a forma de íons,
fortemente ligados pelos vértices, compartilhando oxigênio.
A identificação da presença de zeólitos foi essencial para a compreensão de
como eram formados os ligantes antigos. A formação dos zeólitos na natureza se dá
pela interação entre cinzas vulcânicas muito finas e praticamente amorfas e
ambientes lacustres de características alcalinas, que podem ser águas com elevado
teor de carbonatos ou bicarbonatos de sódio. É possível obter zeólitos nas mesmas
condições a partir de materiais diferentes como sílica biogénica, certos tipos de
argilas, feldspatos e algumas formas de quartzo (DYER apud PINTO, 2004).
A partir do conhecimento da presença dos zeólitos nos ligantes antigos, da sua
função na melhora da resistência ao desgaste e estabilidade, e do seu mecanismo
de formação na natureza foi possível a redescoberta dos ligantes ativados
alcalinamente por Glukhovsky e sua equipe que batizaram esse material com o
nome de “cimentos de solo”. A designação “solo” foi dada pelo fato de utilizarem
para sua produção material natural e cimento pela sua capacidade ligante. Os
“cimentos de solo” eram obtidos a partir de alumino-silicatos minerais moídos,
misturados com resíduos industriais ricos em álcalis (SEVERO et al., 2013).
Na década de 1970, impulsionado pela grande quantidade de incêndios
catastróficos em Paris envolvendo plásticos orgânicos, Joseph Davidovits e sua
equipe de pesquisadores tiveram como objetivo desenvolver materiais plásticos
inorgânicos, ou seja, sem a presença de cadeias de carbono, não inflamáveis e
resistentes ao fogo. Para isso utilizou elementos geológicos baseados no silício, o
12
que resultou em material silico-aluminoso ativado alcalinamente, denominado por
Davidovits como geopolímero (SEVERO et al., 2013).
É necessário agora diferenciar algumas denominações já apresentadas. O
termo “Ativação Alcalina” ou “Materiais Ativados Alcalinamente” se aplica quando
são utilizados materiais precursores contendo Si e Ca, como por exemplo, as
escórias de alto forno ativadas com solução alcalina de baixa a moderada
concentração e que têm silicato de cálcio hidratado como produto final da reação. E
o termo “Geopolímero” é aplicado quando a matéria-prima contém principalmente Si
e Al, como metacaulim e cinzas volantes; a reação ocorre em meio de alta
alcalinidade e tem como produto um mineral alumino-silicato hidratado (PALOMO et
al., 1999).
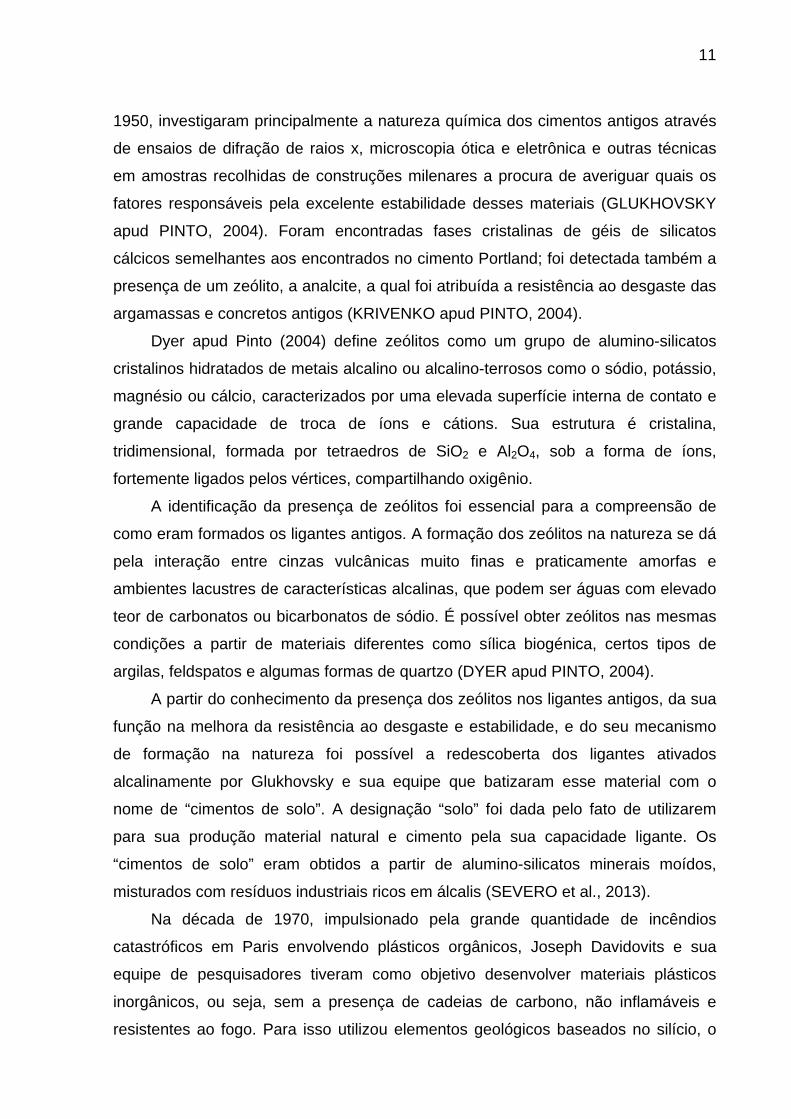
Polisialato foi outra designação química adotada por Davidovits para designar
geopolímeros. Sialato é uma abreviação para sílico-óxido-aluminato. A rede de
sialato é formada por tetraedros de SiO4 e AlO4 conectados pelo compartilhamento
de átomos de oxigênio. Íons positivos (Na+, K+, Ca2+ etc) devem estar presentes
para balancear a carga negativa do Al em número de coordenação IV. Cadeias ou
anéis são formados e interconectados, sempre através de uma ponte de sialato Si-
O-Al. As estruturas tridimensionais de alumino-silicato, de amorfas a semicristalinas,
podem se apresentar em três formas básicas que variam com o monômero de
repetição (DAVIDOVITS, 2005). A Figura 2.5 apresenta essas estruturas e a razão
Silício e Alumínio de cada uma delas.
Estruturas amorfas são aquelas sem uma organização molecular determinada
e uma estrutura cristalina apresenta uma ordem, segundo uma malha bem definida
repetitiva. Assim estruturas semicristalinas, não são totalmente amorfas, nem
totalmente cristalinas, são um estado intermediário. Esse aspecto interfere
diretamente na resistência mecânica do material (PAIVA, 2006).
13
Figura 2.5 - Estruturas básicas dos polisialatos. Fonte: Adaptado de (DAVIDOVITS,
2005).
2.2.1 Geopolimerização – Mecanismos de reação
Geopolimerização é o processo responsável pela formação dos geopolímeros.
A compreensão desse processo e dos fatores que o influenciam é de extrema
importância para a aplicação dos materiais geopoliméricos. Embora os mecanismos
envolvidos na reação tenham sido estudados nas ultimas décadas, ela ainda não foi
compreendido totalmente, porém os seus princípios gerais foram bem definidos.
(Yao et al., 2009; SEVERO et al., 2013).
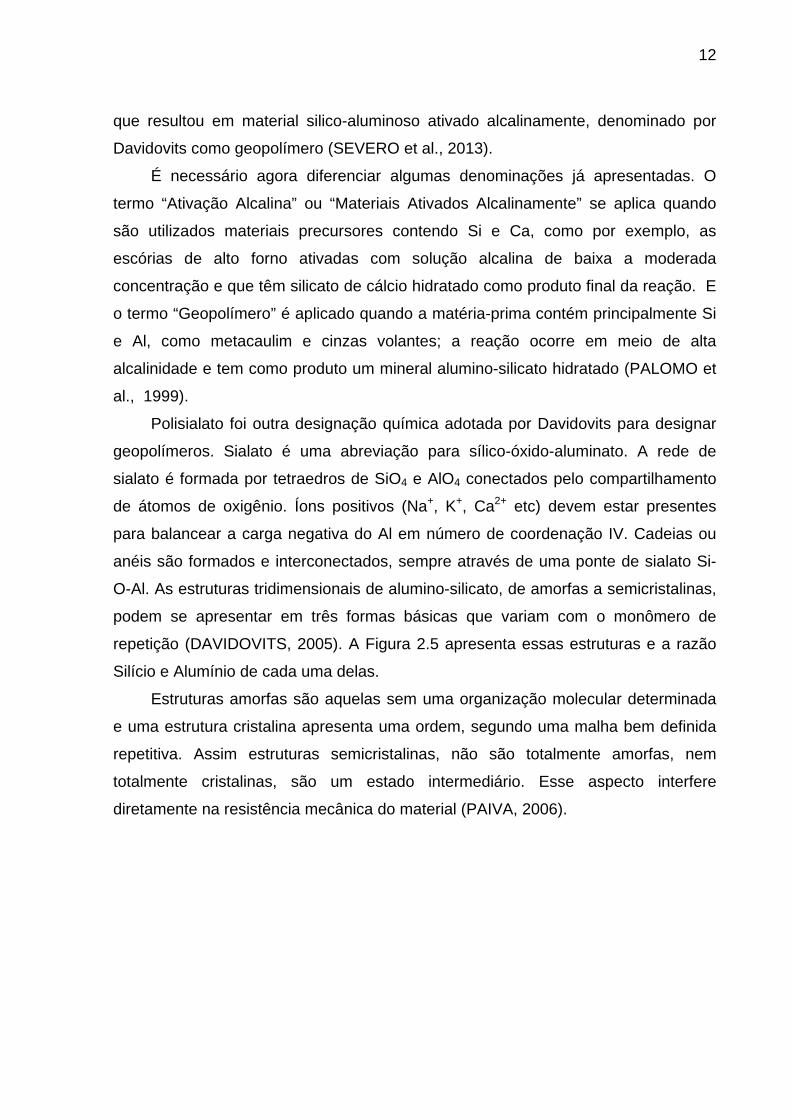
Glukhovsky apud Severo (2013) propôs um mecanismo geral para a ativação
de materiais alcalinos constituídos basicamente de sílica e alumina reativa. O
modelo de Glukhovsky é composto por um conjunto de reações de dissolução,
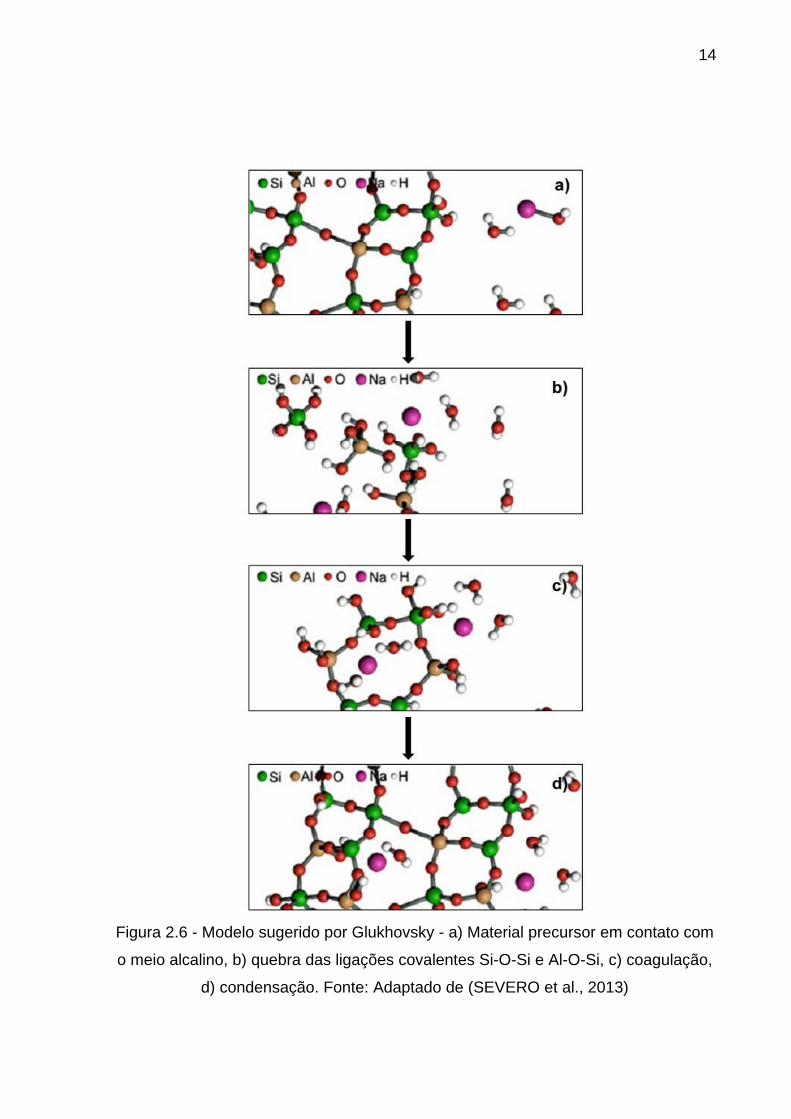
coagulação, condensação e cristalização. Primeiramente ocorre a quebra das
ligações covalentes Si-O-Si e Al-O-Si devido à alta alcalinidade do meio, dessa
forma esses grupos são transformados em uma fase coloidal. Em seguida ocorre a
acumulação dos produtos das quebras de ligações, que interagem entre eles de
modo a formar uma estrutura coagulada, o que conduz a uma terceira fase para a
geração de uma estrutura condensada e, com tempo e temperatura, pode haver
cristalização. A Figura 2.6 ilustra os mecanismos anteriormente descritos da
geopolimerização, exceto a cristalização.
14
Figura 2.6 - Modelo sugerido por Glukhovsky - a) Material precursor em contato com
o meio alcalino, b) quebra das ligações covalentes Si-O-Si e Al-O-Si, c) coagulação,
d) condensação. Fonte: Adaptado de (SEVERO et al., 2013)

15
Na Figura 2. 7 é apresentado como se dá a reação de geopolimerização a
partir de um alumino-silicato com a formação de poli(sialato-siloxo). É possível
observar também na Figura 2.7 que ocorre a liberação de água durante a reação
química de formação dos geopolímeros. Devido à liberação de água durante o
processo de cura os nano-poros descontínuos da matriz são eliminados resultando
em um melhor desempenho do material. A principal função da água no processo de
geopolimerização é conferir uma melhor trabalhabilidade à mistura (WALLAH et
al.,2006). Porém, se houver liberação de água de forma descontrolada poderá
ocorrer retração do geopolímero, para que isso não ocorra, é importante que os
corpos de prova sejam envolvidos em plástico filme durante a cura (Pinto, 2004;
Granizo et al., 1997).
Figura 2.7 - Reação de Geopolimerização. Fonte: Adaptado de (WALLAH et
al.,2006)
2.2.2 Ativadores alcalinos
A ativação alcalina consiste na liberação dos elementos Al e Si quando
utilizados alumino-silicatos como precursores ou de Ca e Si quando utilizados
precursores provenientes de escória de alto forno. Em se tratando de alumino-
silicatos, para a formação e estabilização do geopolímero é necessário um meio
altamente alcalino para que a alumina (Al2O3) e sílica (SiO2) sejam dissolvidas,
assim como hidrolisar a superfície das partículas das matérias-primas, necessitando
também da presença de um cátion na solução através dos chamados ativadores
para o balanceamento de carga (SEVERO el al., 2013).

16
Diferente dos materiais precursores fonte de Si e Al, substâncias utilizadas
para a ativação alcalina não são encontradas na natureza, apesar de que no
passado recursos naturais, como carbonato de sódio, foram utilizados para a
obtenção de hidróxido de sódio (NaOH). Tal produto era obtido pela dissolução do
carbonato de sódio em água (DAVIDOVITS e MORRIS, 1988).
Os hidróxidos alcalinos mais utilizados como ativadores na síntese de
geopolímeros são a base de sódio e potássio. Em um contexto de processamento e
obviamente ao lado da alta corrosividade, as propriedades mais importantes de
soluções concentradas de hidróxidos de metais alcalinos que devem ser
consideradas são a viscosidade e o calor de dissolução. Tendo como foco a
viscosidade das soluções, é possível observar na Figura 2.8 a sua variação com a
concentração molar a 25°C para vários hidróxidos alcalinos. Em alguns casos os
dados não estão completos devido à indisponibilidade na literatura acadêmica. No
entanto, fica evidente uma tendência de todas as soluções a aumentar a viscosidade
com o aumento da concentração acima de 1 mol, concentração em que a
viscosidade não difere significativamente a da água (PROVIS, 2009). A viscosidade
das soluções influencia diretamente na trabalhabilidade da pasta geopolimérica
antes de sua ativação.
Figura 2.8 - Viscosidade de soluções de hidróxidos alcalinos como função da
molaridade. Fonte: Adapatado de (PROVIS, 2009)
17
Dois tipos de ativadores são utilizados para a síntese de geopolímeros:
hidróxidos alcalinos ou uma mistura de soluções de silicato alcalino e hidróxido
alcalino. Silicato alcalino e hidróxido alcalino são geralmente utilizados para produzir
geopolímeros designados como poli(sialato-siloxo) e poli(sialato-disiloxo). A
diferença entre os dois tipos de ativadores é que quando há o uso de silicato alcalino
ocorre a adição de sílica no sistema, o que não acontece com as soluções de
hidróxido alcalino. Na dissolução dos constituintes do material precursor o Al é
liberado antes do Si e por essa razão a variação na quantidade de sílica no ativador
resultará em produtos com propriedades e estruturas distintas (Weng e Sagoe-
Crentsil, 2007). A reação geopolimérica é acelerada pelo uso de ativadores a base
de silicato, devido a sílica presente iniciar a reação com a alumina livre na solução o
que favorece o processo de polimerização resultando em um produto de reação com
mais Si e maior resistência mecânica (CRIADO et al., 2005).
Autores que utilizaram metacaulim como material precursor para a síntese de
geopolímeros relataram que o grau de reação em misturas ativadas com silicato de
sódio e hidróxido de sódio é maior do que nas misturas que utilizam apenas
hidróxido de sódio. Isso é devido à sílica proveniente do silicato de sódio reagir
antes da sílica do metacaulim, o que deixa uma maior porção da mistura sem reagir
quando comparada à ativação com hidróxido de sódio (GRANIZO et al., 1997;
GRANIZO et al., 2007). Os ativadores compostos apenas por hidróxidos alcalinos
são chamados simples, enquanto que os compostos por hidróxido e silicato alcalino
são chamados composto.
2.3 Metacaulim
A palavra metacaulim vem dos termos “meta” que significa mudança e “caulim”
ou “Kao-Ling” que significa alto cume, o nome de uma colina próxima a Jauchau Fu,
onde o material era extraído séculos atrás para a utilização em cerâmicas.
O metacaulim (Al2O3:2SiO2) é uma pozolana natural produzida pela calcinação
de argilas, que contém caulim, em temperaturas que variam entre 600 e 900 °C,
tornando-a mulita (Al6Si2-O13) e sílica amorfas (MURAT et al., 1985). Tipicamente,
metacaulim contém de 50 a 55% de SiO2 e de 40 a 45% de Al2O3 (POON et al.,
2001). Podem ser encontrados outros óxidos na composição do metacaulim como
Fe2O3, TiO2, CaO e MgO. Suas partículas são geralmente menores que as de
18
cimento e maiores que as de sílica ativa variando entre 1,5 e 5 µm. A cor do
metacaulim pode variar de acordo com sua constituição, mas geralmente é branco,
característica que o torna bastante atrativo na correspondência de cores e outras
aplicações arquitetônicas (JIAN-TONG e ZONGJIN, 2002).
2.3.1 Matérias-primas para a fabricação de metacaulim
O metacaulim pode ser obtido não só pela calcinação controlada do caulim,
mas também através da calcinação de outros materiais. Segundo Ambroise et al.
(1985) o metacaulim pode ser obtido pela calcinação de solos lateríticos indígenas
com temperaturas variando de 750°C a 800°C. Outra fonte para a produção de
metacaulim é a calcinação de lamas residuais da indústria de reciclagem de papel
(GARCÍA et al., 2008).
2.3.1.1 Caulim O caulim é um dos minerais industriais mais utilizados chegando a uma
produção mundial superior a 25 milhões de toneladas (NKOUMBOU et al., 2009).
Matéria-prima mineral extremamente útil graças as suas propriedades como: cor
branca, pequeno tamanho de partícula e inércia química o que o torna adequado
para inúmeras aplicações industriais como a produção de cimento, cerâmica,
porcelana e tijolos. Ele também é usado como material de enchimento para a
pintura, borracha e plásticos, matéria-prima convencional para revestimentos,
materiais à prova de fogo, produtos químicos, medicamentos, têxteis e petróleo. A
maior demanda por caulim é na indústria de papel, onde ela é usada para produzir
papel revestido de alta qualidade, pigmentos e indústrias de alumínio. Também é
utilizado em medicamentos, pasta de dentes, cosméticos e como um aditivo
alimentar. Atualmente, um spray especialmente formulado com caulim tem sido
usado em frutas e legumes, durante o seu crescimento, para repelir insetos e evitar
queimaduras pelo sol (RASHAD, 2013). A Figura 2.9 mostra uma típica amostra de
caulim.
19
Figura 2.9 - Amostra de caulim. Fonte: (RASHAD, 2013)
O principal constituinte do caulim é a caulinita, material alumino-silicato de
composição teórica aproximada 2H2O Al2O3 2SiO2. A caulinita é o mineral argiloso
que fornece a plasticidade da matéria-prima e a mudança durante a fase de queima
para produzir o material permanente. Estruturalmente, caulinita é composta por
camadas octaédricas de alumina e camadas tetraédricas de sílica empilhadas
alternadamente com a composição teórica de 46,54% SiO2, 39,5% Al2O3 e 13,96%
H2O.
O uso do caulim na indústria depende de vários fatores como: condições
geológicas de sua formação, a composição mineralógica total do depósito de caulim
e propriedades físicas e químicas (PRASAD et al., 1991). Os tamanhos das
partículas de caulim variam de 0.2 a 15 µm. Após classificação granulométrica, as
partículas maiores são utilizadas como argila de enchimento e as menores são
normalmente utilizadas como produtos de revestimento. Sobre condições normais o
caulim é normalmente estável. Entretanto, quando aquecido a temperaturas que
variam entre 650° a 900° C o caulim perde 14% de sua massa em íons de hidroxila.
Este tratamento térmico, também chamado de calcinação, quebra as estruturas do
caulim de tal forma que as camadas de sílica e alumina se tornem enrugadas e
perdem sua ordem de longo alcance. O resultado da desidroxilação e desordem é o
metacaulim, um material amorfo com reatividades pozolânica e hidráulica latentes,
20
adequado para uso em aplicações cimentícias (Kostuch et al., 1993; BENSTED e
BARNES, 2002).
2.3.1.2 Lamas residuais da indústria de papel reciclado
Uma fonte alternativa de metacaulim favorável ao meio ambiente é a
calcinação de lamas residuais das indústrias de reciclagem de papel. Este material
contém minerais argilosos tais como caulim, talco ou mica. Estudos feitos por Perá
(1998 e 2001) e Frías et al. (2004), relativos a resíduos argilosos, mostraram que a
calcinação de lamas residuais de papel em temperaturas entre 650° e 750° C produz
metacaulim altamente reativo.
As presenças de outros materiais argilosos nos resíduos de papel e as altas
concentrações de carbonato de cálcio podem agir como aceleradores na reação de
ativação do metacaulim, como também na reação pozolânica. Outros trabalhos de
Frías et al. (2008 e 2008a) mostraram que se os resíduos de papel são ativados,
eles se transformam em produtos altamente pozolânicos, similares ao metacaulim
obtido da calcinação do caulim e também da sílica ativa no que diz respeito à
atividade pozolânica.
Ainda Frías et al. (2010) ativou termicamente lama residual de de jornal
reciclado. Ela foi tradada a 500°, 550°, 600°, 650° e 700°C por duas horas. Os
resultados da atividade pozolânica da lama calcinada mostraram que o tratamento
em 600°C por duas horas foi a melhor condição de ativação. Vegas et al. (2009)
converteu lama de papel em metacaulim através de tratamento térmico a 650°C por
2 horas a uma taxa de 20°C/min. Já Fernández et al. (2010) calcinou lama residual a
650°C por duas para obter metacaulim. Frías et al. (2008 e 2008b) determinaram o
efeito das condições de calcinação a 700°C por 2 e 5 horas, 750°C pelo mesmo
período e 800°C por 2 horas nas propriedades da lama de papel tratada. Foi
concluído que é possível obter produtos calcinados com alta atividade pozolânica
(metacaulim) em temperaturas entre 700° e 800°C com propriedades comparáveis
ao metacaulim e sílica ativa comerciais. A melhor condição para converter a lama
residual em um material de alta pozolanicidade foi 700°C por 2 horas.
Vários trabalhos feitos nessa área mostraram diferentes condições ideais de
temperatura e tempo de calcinação, pois é importante levar em conta que o material
de partida é um rejeito industrial, ou seja, sua constituição não é constante.
21
2.4 Argila expandida
Alguns tipos de argilas, quando aquecidas em temperaturas em torno de
1200°C dão origem às argilas expandidas. Esse processo de transformação se dá
devido aos diferentes constituintes da matéria-prima. Partes desses constituintes se
fundem, ficando em um estado semi-plástico devido às altas temperaturas enquanto
que outras partes, mais voláteis, liberam gases que devido à massa viscosa formada
não conseguem escarpar para a atmosfera. Isso faz com que o material expanda até
sete vezes o seu tamanho original. Essa estrutura porosa se mantém depois do
resfriamento, assim a massa unitária do material após todo o processo de fabricação
torna-se menor, devido ao aumento do seu volume, enquanto que sua massa é
menor do que a inicial (SHORT apud MORAIVA et al., 2006, p.193; COUTINHO
apud MORAIVA et al., 2006, p.193; SANTOS apud MORAIVA et al., 2006, p.193).
A argila expandida foi inventada em 1885, porém sua produção industrial só
teve início em 12 de fevereiro de 1918 por S.I. Hayde em sua fábrica no Kansas
City, Estados Unidos. O material produzido nesta fábrica recebeu o nome de Haydite
em homenagem ao seu inventor. O uso da argila expandida cresceu somente após a
2ª Guerra Mundial devido o interesse do setor de construção civil por este material
inerte e leve. Também neste período a produção de argila expandida por toda
Europa foi disseminada tendo a Dinamarca como principal desenvolvedora do
produto. O processo de fabricação de argila expandida em fornos rotativos, que
ainda é utilizado nos dias de hoje, foi patenteado na Dinamarca. A marca comercial
LECA (Lighweight Expanded Clay Aggregate) era então criada (MELO, 2000).
2.4.1 Processos de fabricação da argila expandida
Nos itens a seguir serão apresentados os principais processos de fabricação
da argila expandida, por sinterização e forno rotativo.
2.4.1.1 Sinterização
A fabricação de argila expandida pelo processo de sinterização, ou também
chamado sinterização contínua, tem início pelo umedecimento da matéria-prima que
então é misturada com uma proporção adequada de combustível (coque ou carvão
22
moídos) para então ser transportada em uma grelha móvel, durante todo esse
transporte a mistura passa por queimadores garantindo a igual distribuição do calor
por toda a mistura para que haja formação dos gases e consequente expansão da
argila (MEHTA e MONTERIO, 1994; NEVILLE, 2012).
Cabral (2005) define o processo de sinterização para a fabricação de argila
expandida idêntico, em princípio, à sinterização de minérios de zinco ou níquel onde
a matéria-prima é misturada com certa quantidade de combustível, em seguida é
depositada de forma não compactada sobre uma grelha móvel em um forno do tipo
Dwight-Lloyd onde é incinerada graças à sucção ou injeção de ar através da grelha.
A argila expandida fabricada pelo processo de sinterização apresenta algumas
características ruins quando comparadas às fabricadas em fornos rotativos. As
produzidas pelo processo de sinterização possuem massa específica aparente entre
650 kg/m³ e 900 kg/m³ enquanto que as produzidas em fornos rotativos têm valores
entre 300 kg/m³ e 650 kg/m³ (MEHTA e MONTERIO, 1994).
Segundo Santos et al. (1986) as argilas expandidas fabricadas por sinterização
apresentam uma grande quantidade de poros abertos, o que acarreta em altos
valores de absorção de água. Outra desvantagem devida aos poros abertos ocorre
quando a argila expandida é utilizada como agregado em concreto. A penetração da
pasta de cimento nos poros pode aumentar o consumo de cimento em uma faixa de
30 a 100 kg por m³ de concreto levando também a um aumento de sua massa
específica (ROSSIGNOLO, 2003).
2.4.1.2 Fornos rotativos
A fabricação de argila expandida em fornos rotativos se assemelha muito com
ao processo de obtenção do cimento Portland em que se usa gás ou óleo diesel
como combustível. Os fornos podem atingir temperaturas entre 1000° e 1350° C,
próximas do ponto de fusão de componentes da matéria-prima. Em decorrência da
fusão e da gaseificação de alguns componentes é formada a estrutura da argila
expandida com seu interior composto por uma massa esponjosa microcelular,
revestida por uma camada externa vitrificada chamada de encapado que confere ao
agregado uma porosidade interna fechada o que leva a uma diminuição significativa
da absorção de água. Além disso, apresenta uma granulometria variada, formato
23
arredondado regular, boa resistência mecânica com baixa permeabilidade (MEHTA
e MONTERIO, 1994; ROSSIGNOLO, 2003).
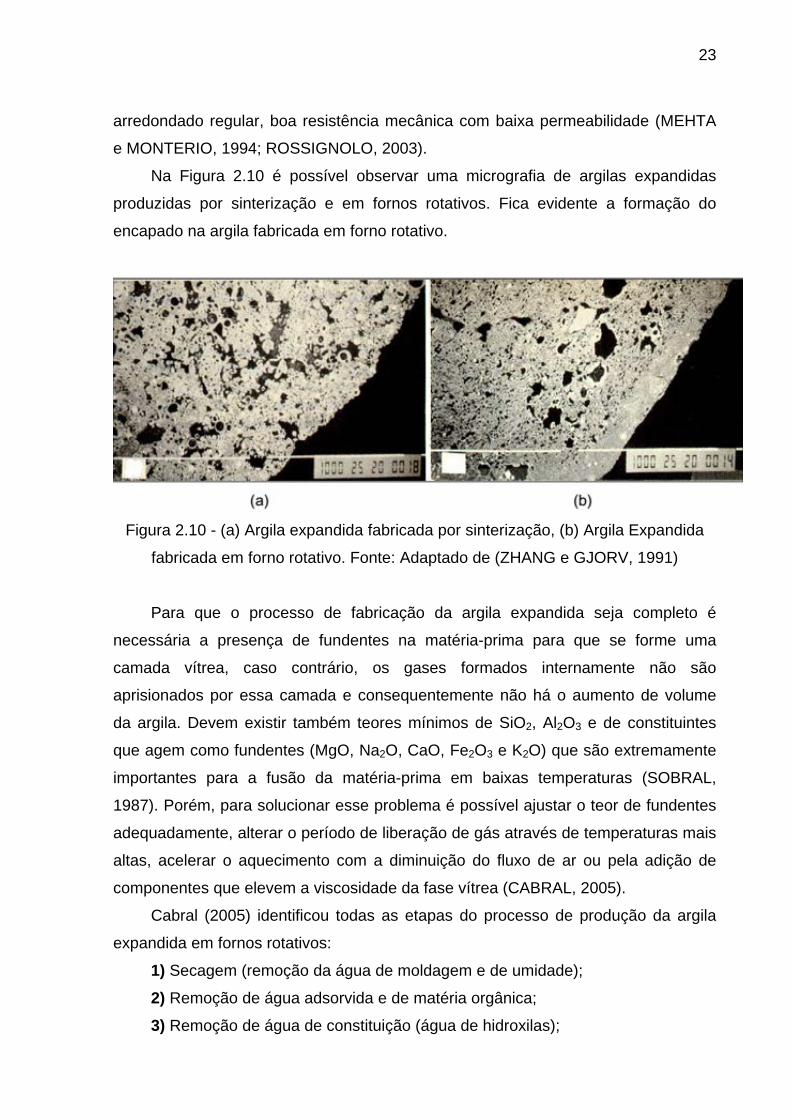
Na Figura 2.10 é possível observar uma micrografia de argilas expandidas
produzidas por sinterização e em fornos rotativos. Fica evidente a formação do
encapado na argila fabricada em forno rotativo.
Figura 2.10 - (a) Argila expandida fabricada por sinterização, (b) Argila Expandida
fabricada em forno rotativo. Fonte: Adaptado de (ZHANG e GJORV, 1991)
Para que o processo de fabricação da argila expandida seja completo é
necessária a presença de fundentes na matéria-prima para que se forme uma
camada vítrea, caso contrário, os gases formados internamente não são
aprisionados por essa camada e consequentemente não há o aumento de volume
da argila. Devem existir também teores mínimos de SiO2, Al2O3 e de constituintes
que agem como fundentes (MgO, Na2O, CaO, Fe2O3 e K2O) que são extremamente
importantes para a fusão da matéria-prima em baixas temperaturas (SOBRAL,
1987). Porém, para solucionar esse problema é possível ajustar o teor de fundentes
adequadamente, alterar o período de liberação de gás através de temperaturas mais
altas, acelerar o aquecimento com a diminuição do fluxo de ar ou pela adição de
componentes que elevem a viscosidade da fase vítrea (CABRAL, 2005).
Cabral (2005) identificou todas as etapas do processo de produção da argila
expandida em fornos rotativos:
1) Secagem (remoção da água de moldagem e de umidade);
2) Remoção de água adsorvida e de matéria orgânica;
3) Remoção de água de constituição (água de hidroxilas);
24
4) Oxidação de enxofre, ferro, carbono e outros elementos;
5) Dissociação-redução (carbonatos de Ca e Mg; sulfatos; óxidos férricos a
óxidos ferrosos);
6) Vitrificação (primeira formação de vidro ou fusão incipiente);
7) Período piroplástico em que algumas argilas, folhelhos e ardósias incham ou
expandem;
8) Fusão total, predominância de fase liquida de baixa viscosidade, havendo
desaparecimento da estrutura celular e perda de forma do agregado.
A estrutura celular de um agregado leve é definida por Souza Santos (apud
CABRAL, 2005, p. 51) como uma textura em que os vazios estão isolados entre si
por paredes impermeáveis, já o termo estrutura porosa ou esponjosa é definido
como uma textura em que os vazios estão interconectados com o meio, como em
uma esponja.
Cabral (2005) também discorreu sobre as condições necessárias para que a
expansão piroplástica da argila expandida produza uma boa estrutura celular
essencial a um agregado leve de alta qualidade:
a) O material na condição piroplástica deve possuir quantidade de fase vítrea
suficiente para tapar os poros e reter os gases formados;
b) O material deve conter teor apropriado de substâncias produtoras de gases
para produzir a expansão necessária para que se atinja uma massa específica
aparente desejada.
c) Os componentes voláteis devem ser liberados em quantidade, velocidade e
temperatura adequadas para que coincidam com as condições piroplásticas
ótimas do material.
d) A fase vítrea deve possuir viscosidade adequada para a formação de um
grande número de bolhas ou vesículas necessárias a uma baixa massa
específica aparente do agregado leve e também uma espessura suficiente para
fornecer às vesículas máxima resistência ao esmagamento da partícula.
e) Por motivos econômicos a expansão da argila deve ocorrer em temperaturas
mais baixas possíveis. Porém essas temperaturas não devem ser devidas à
presença de fundentes ou sais alcalinos, que irão liberar compostos solúveis
prejudiciais ao concreto leve (tipo de concreto em que argila expandida é
utilizada).
25
f) O intervalo de temperatura em que ocorre o início da expansão e fusão total
deve ser superior a 20°C, a fim de evitar que os fragmentos de agregado leve
se grudem e provoquem o entupimento do forno.
2.4.2 Fabricação da argila expandida no Brasil
O início do fomento à fabricação de argila expandida no Brasil se deu em 1964
com a empresa CINASA, depois chamada CINASITA, e conhecida nacionalmente
hoje como CINEXPAN. O objetivo principal era fornecer agregado leve, produto até
então inexistente no Brasil, para o uso em construção de conjuntos habitacionais em
escala industrial, demanda dada pelos governantes da época. A pesquisa de
matérias-primas, dimensionamento do projeto, construção e operação da usina
foram feitas pela equipe de engenharia da então CINASA associados ao Instituto de
Pesquisas Tecnológicas de São Paulo (IPT) e da empresa norte-americana Fuller.
Somente em 1967 a CINASA iniciou os primeiros teste e a produção efetiva ocorreu
em janeiro de 1968 com a produção de 7.500 m³ mensais (CABRAL, 2005).
Para atender a demanda da indústria de construção civil em São Paulo, o IPT
deu início às pesquisas com o intuito de encontrar argilas que pudessem ser
utilizadas na fabricação de agregados leves em forno rotativo. Trezentos tipos
diferentes de argilas encontradas no estado de São Paulo foram estudadas, cuja
composição química e mineralógica indicavam certo potencial para a expansão
piroplástica. Através de ensaios de queima lenta e rápida, dezesseis argilas foram
selecionadas, posteriormente reduzidas a quatro tipos e por final uma escolhida por
condições econômicas para a industrialização (SOUZA SANTOS apud CABRAL,
2005, p. 57).
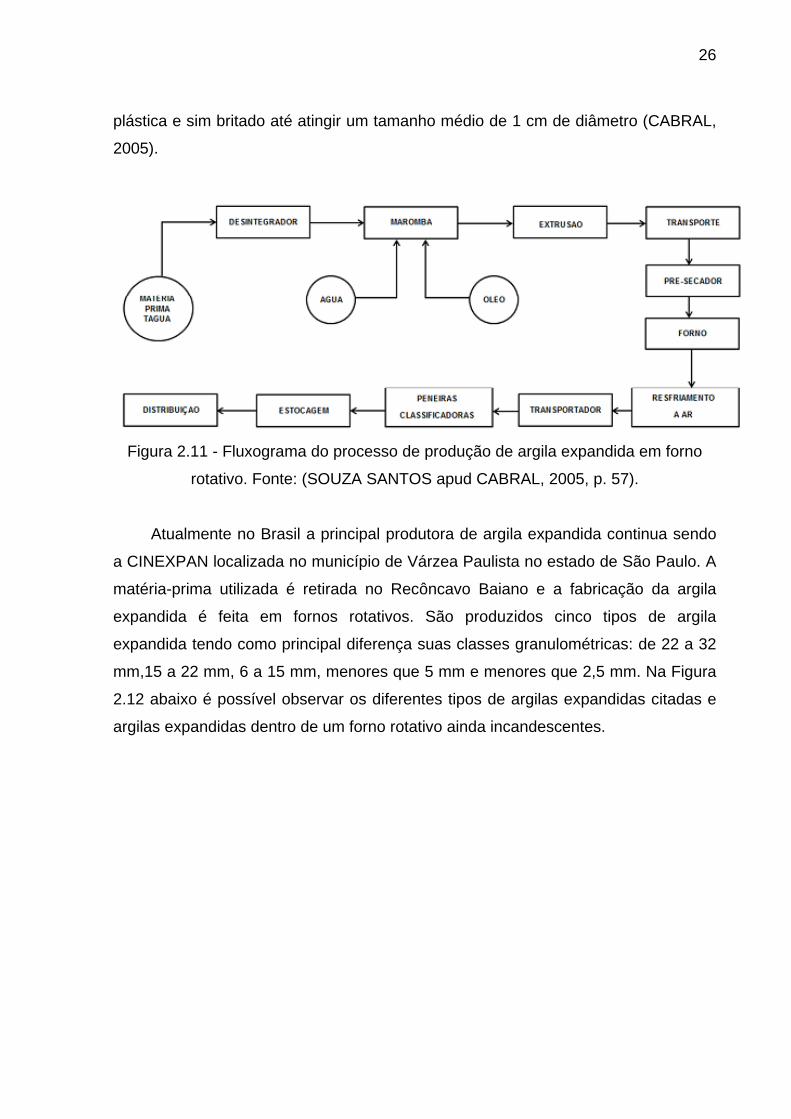
Baseado em um projeto da empresa U.S. Bureau of Mines, foi construído em
São Paulo um forno rotativo para a produção em escala piloto. A Figura 2.11 exibe o
fluxograma do processo de produção que seguia as seguintes etapas: matéria-
prima; extração, desagregação e umidificação; conformação por extrusão em
maromba; corte de argila extrudada em cilindros de 1 cm de diâmetro e 1 cm de
altura; rolamento e secagem superficial; queima no fomo rotativo; resfriamento;
separação; estocagem. Umas das matérias-primas utilizadas foi um tipo de argilito
compacto, não desagregável em água, o que não permitiu o estudo em sua forma
26
plástica e sim britado até atingir um tamanho médio de 1 cm de diâmetro (CABRAL,
2005).
Figura 2.11 - Fluxograma do processo de produção de argila expandida em forno
rotativo. Fonte: (SOUZA SANTOS apud CABRAL, 2005, p. 57).
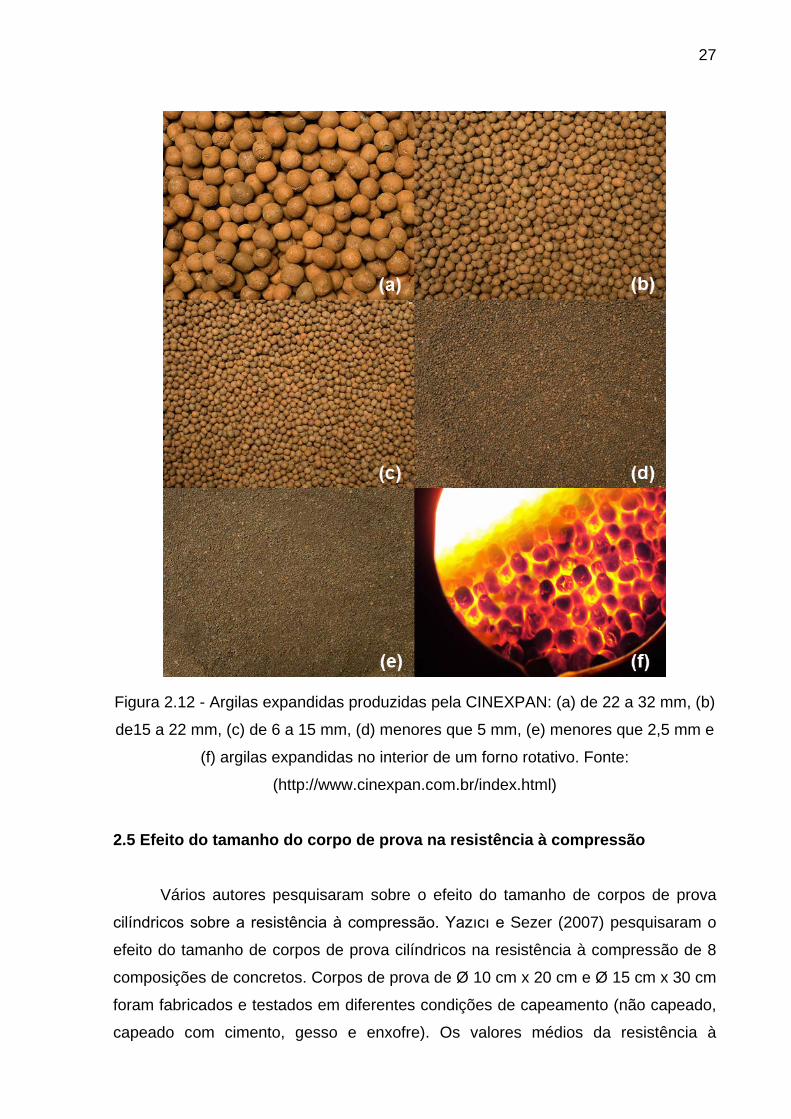
Atualmente no Brasil a principal produtora de argila expandida continua sendo
a CINEXPAN localizada no município de Várzea Paulista no estado de São Paulo. A
matéria-prima utilizada é retirada no Recôncavo Baiano e a fabricação da argila
expandida é feita em fornos rotativos. São produzidos cinco tipos de argila
expandida tendo como principal diferença suas classes granulométricas: de 22 a 32
mm,15 a 22 mm, 6 a 15 mm, menores que 5 mm e menores que 2,5 mm. Na Figura
2.12 abaixo é possível observar os diferentes tipos de argilas expandidas citadas e
argilas expandidas dentro de um forno rotativo ainda incandescentes.
27
Figura 2.12 - Argilas expandidas produzidas pela CINEXPAN: (a) de 22 a 32 mm, (b)
de15 a 22 mm, (c) de 6 a 15 mm, (d) menores que 5 mm, (e) menores que 2,5 mm e
(f) argilas expandidas no interior de um forno rotativo. Fonte:
(http://www.cinexpan.com.br/index.html)
2.5 Efeito do tamanho do corpo de prova na resistência à compressão
Vários autores pesquisaram sobre o efeito do tamanho de corpos de prova
cilíndricos sobre a resistência à compressão. Yazıcı e Sezer (2007) pesquisaram o
efeito do tamanho de corpos de prova cilíndricos na resistência à compressão de 8
composições de concretos. Corpos de prova de Ø 10 cm x 20 cm e Ø 15 cm x 30 cm
foram fabricados e testados em diferentes condições de capeamento (não capeado,
capeado com cimento, gesso e enxofre). Os valores médios da resistência à
28
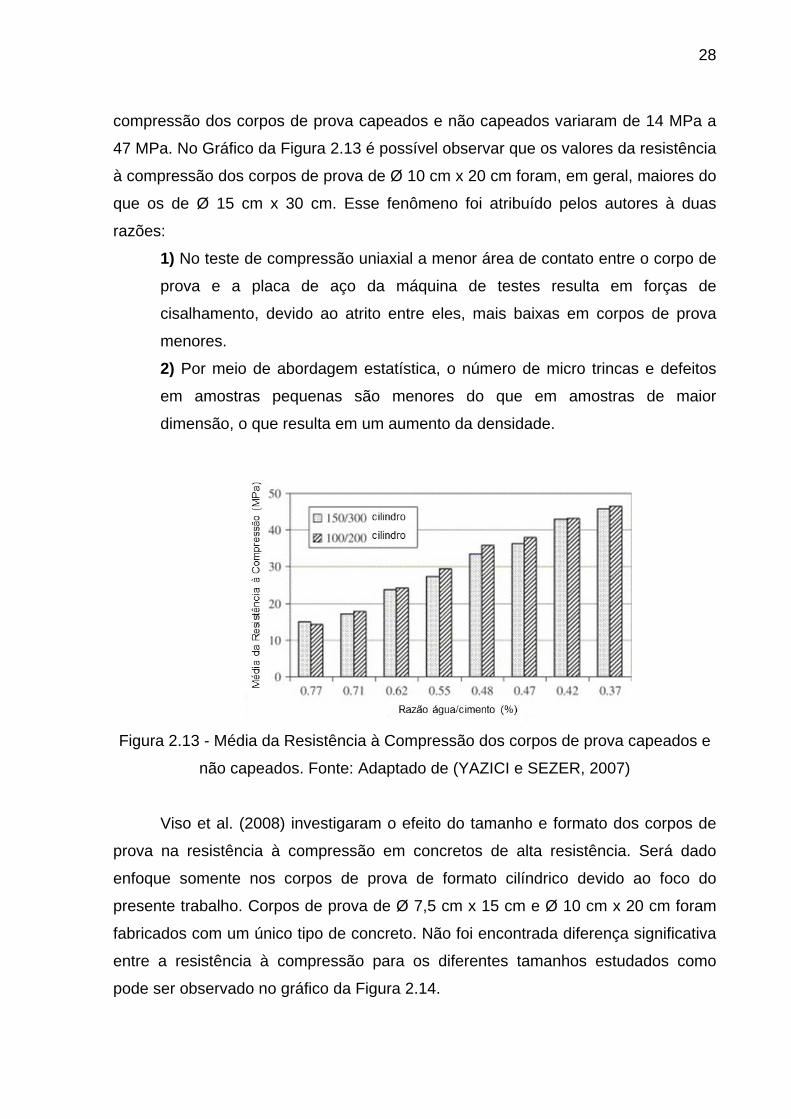
compressão dos corpos de prova capeados e não capeados variaram de 14 MPa a
47 MPa. No Gráfico da Figura 2.13 é possível observar que os valores da resistência
à compressão dos corpos de prova de Ø 10 cm x 20 cm foram, em geral, maiores do
que os de Ø 15 cm x 30 cm. Esse fenômeno foi atribuído pelos autores à duas
razões:
1) No teste de compressão uniaxial a menor área de contato entre o corpo de
prova e a placa de aço da máquina de testes resulta em forças de
cisalhamento, devido ao atrito entre eles, mais baixas em corpos de prova
menores.
2) Por meio de abordagem estatística, o número de micro trincas e defeitos
em amostras pequenas são menores do que em amostras de maior
dimensão, o que resulta em um aumento da densidade.
Figura 2.13 - Média da Resistência à Compressão dos corpos de prova capeados e
não capeados. Fonte: Adaptado de (YAZICI e SEZER, 2007)
Viso et al. (2008) investigaram o efeito do tamanho e formato dos corpos de
prova na resistência à compressão em concretos de alta resistência. Será dado
enfoque somente nos corpos de prova de formato cilíndrico devido ao foco do
presente trabalho. Corpos de prova de Ø 7,5 cm x 15 cm e Ø 10 cm x 20 cm foram
fabricados com um único tipo de concreto. Não foi encontrada diferença significativa
entre a resistência à compressão para os diferentes tamanhos estudados como
pode ser observado no gráfico da Figura 2.14.

29
Figura 2.14 - Efeito do tamanho na resistência à compressão. Fonte: Adaptado de
Viso et al. (2008)
Sim et al. (2013) pesquisaram o efeito o tamanho e formato dos corpos de
prova na resistência à compressão de concretos de baixo peso e concretos comuns.
Argila expandida com tamanhos máximos de 4 mm e 19 mm foram utilizadas como
agregado leve. Três traços de concreto foram utilizados para a fabricação dos
corpos de prova cilindros de Ø 5 cm x 10 cm, Ø 10 cm x 20 cm, Ø 15 cm x 30 cm, Ø
25 cm x 50 cm, Ø 30 cm x 60 cm, Ø 35 cm x 70 cm e Ø 40 cm x 80 cm. Algumas
constatações foram feitas:
1) A resistência à compressão decresce com o aumento do diâmetro dos
corpos de prova.
2) O decréscimo devido ao aumento do diâmetro dos corpos de prova é mais
notável nos concretos de baixo peso do que nos concretos normais.
3) O efeito do tamanho na resistência à compressão se torna maior com o
decréscimo da densidade do concreto, especialmente quando o diâmetro é
maior que 15 cm. Isso é atribuído ao fato de que a zona de falha é maior em
concretos de baixo peso do que em concretos normais.
Segundo Neville (2012) concretos são compostos por elementos de diferentes
resistências, portanto quanto maior for o corpo de prova, maior é a possibilidade de
que ele contenha elementos com resistência extremas, tanto altas quanto baixas.
Como resultado, a resistência medida de uma amostra diminui com o aumento do
seu tamanho. O autor ainda explana que o efeito do tamanho do corpo de prova
30
sobre a resistência à compressão pode ser atribuído a vários fatores como: o efeito
de parede, a razão entre o tamanho do corpo de prova e o tamanho máximo do
agregado, tensões internas causadas pela diferença de temperatura e umidade
entre a superfície e o interior das amostras, tensões de cisalhamento pelo contato do
corpo de prova com a máquina de testes devido ao atrito e diferença na efetividade
da cura do material. Apesar de todas as considerações serem feitas a partir de
estudos com concretos a base de cimento Portland, elas podem também ser
aplicadas para diferentes materiais cerâmicos como os geopolímeros.
Após a breve contextualização dada é possível concluir que o efeito do
tamanho do corpo de prova sobre a resistência à compressão pode ser causado por
vários fatores, e em alguns casos não ser observado, como no trabalho de Viso et
al. (2008). Portanto não é possível comparar valores de resistência à compressão
entre corpos de prova de diferentes tamanhos e ademais diferentes composições.

31
CAPÍTULO 3
MATERIAIS E MÉTODOS
Neste capítulo serão apresentados os materiais utilizados na pesquisa, os
equipamentos e a metodologia aplicada tanto na fabricação quanto na
caracterização dos compósitos.
3.1 Materiais
Como material precursor, fonte de Al e Si para a fabricação da matriz
geopolimérica, foi utilizado metacaulim fornecido pela empresa Metacaulim do Brasil.
Sua constituição química fornecida pelo fabricante é apresentada na Tabela 3.1.
Como ativador composto foram utilizados hidróxido de sódio (NaOH), em escamas,
99% de pureza fornecido pela empresa SUFAL QUIMICA LTDA afim de propiciar o
pH necessário para geopolimerização e silicato de sódio alcalino (Na2O3Si)
(Composição mássica: 14,985% de Na2O, 33,574% de SiO2, 51,441% de H2O,
razão SiO2/Na2O igual a 2,24, densidade=1,589 kg/m³ e viscosidade a 25°=1,35 cp)
fornecido pela Diatom Mineração Ltda como fonte adicional de Si. Como fase
dispersa foi escolhida a argila expandida fornecida pela CINEXPAN ARGILA
EXPANDIDA nas faixas granulométricas de 2,00 a 4,75 mm e de 6,35 a 15 mm.
Tabela 3.1 - Constituição Química do Metacaulim (% em massa).
SiO2 Al2O3 Fe2O3 TiO2 CaO MgO K2O Na2O SO3 (LOI)*
Metacaulim 58,7 33,4 2,1 1,3 0,1 0,2 1,6 0,1 0,2 2,3
* Perda ao fogo
3.2 Metodologia
A metodologia experimental utilizada no presente trabalho foi fundamentada na
abordagem estatística de planejamento e análise experimental (MONTGOMERY,
1997), seguindo o plano de trabalho sugerido por (WERKEMA; AGUIAR, 1996). As
etapas deste procedimento serão detalhadas nos item seguintes.
32
3.2.1 Seleção das variáveis respostas
As variáveis respostas escolhidas e analisadas neste trabalho foram:
densidade aparente, densidade volumétrica, porosidade aparente, absorção de
água, resistência mecânica à compressão e velocidade de pulso ultrassônico. Foram
feitas também análises qualitativas: composição química, identificação das fases
cristalográficas presentes, análise da morfologia superficial e análise elementar
superficial do compósito.
3.2.2 Escolha dos fatores experimentais e seus níveis
Os fatores e níveis experimentais foram selecionados com base nos estudos
de artigos sobre o tema e nos objetivos deste projeto. Este trabalho identificou quais
fatores e níveis apresentam efeitos significativos sobre as variáveis respostas
selecionadas. Como fatores passíveis de serem controlados foram escolhidos:
fração volumétrica de argila expandida, tamanho da argila expandida e concentração
molar de NaOH. Os fatores mantidos constantes no experimento foram: a proporção
(em massa) entre a solução composta e o metacaulim igual a 0,8 ((sol. NaOH + sol.
Na2O3Si)/metacaulim = 0,8) , razão entre sol. Na2O3Si e sol. NaOH igual a 1 (sol.
Na2O3Si/sol. NaOH = 1), porcentagem mássica de água deionizada extra em relação
ao metacaulim igual a 2% (água/metacaulim=2%), tempo de mistura (5 min) e
tempo de cura (28 dias).
A fração mássica de argila expandida adicionada na matriz geopolimérica foi
investigada em quatro níveis: 0%, 20%, 40% e 60%; as dimensões investigadas em
dois níveis: faixas granulométricas de 2,00 a 4,75 mm (tamanho A) e de 6,35 a 15
mm (tamanho B) e a concentração molar de NaOH também foi investigada em dois
níveis: 8 e 12 mol/litro. Para a análise da densidade volumétrica, densidade
aparente, porosidade aparente, absorção de água e velocidade de pulso
ultrassônico foi adotado o planejamento fatorial completo com todos os fatores e
níveis apresentados, ou seja, os experimentos foram realizados em todas as
combinações dos níveis de fatores possíveis. Como pode ser observado na Tabela
3.2 o planejamento fatorial é o tipo 4¹2² fornecendo 16 condições apresentadas na
Tabela 3.3.
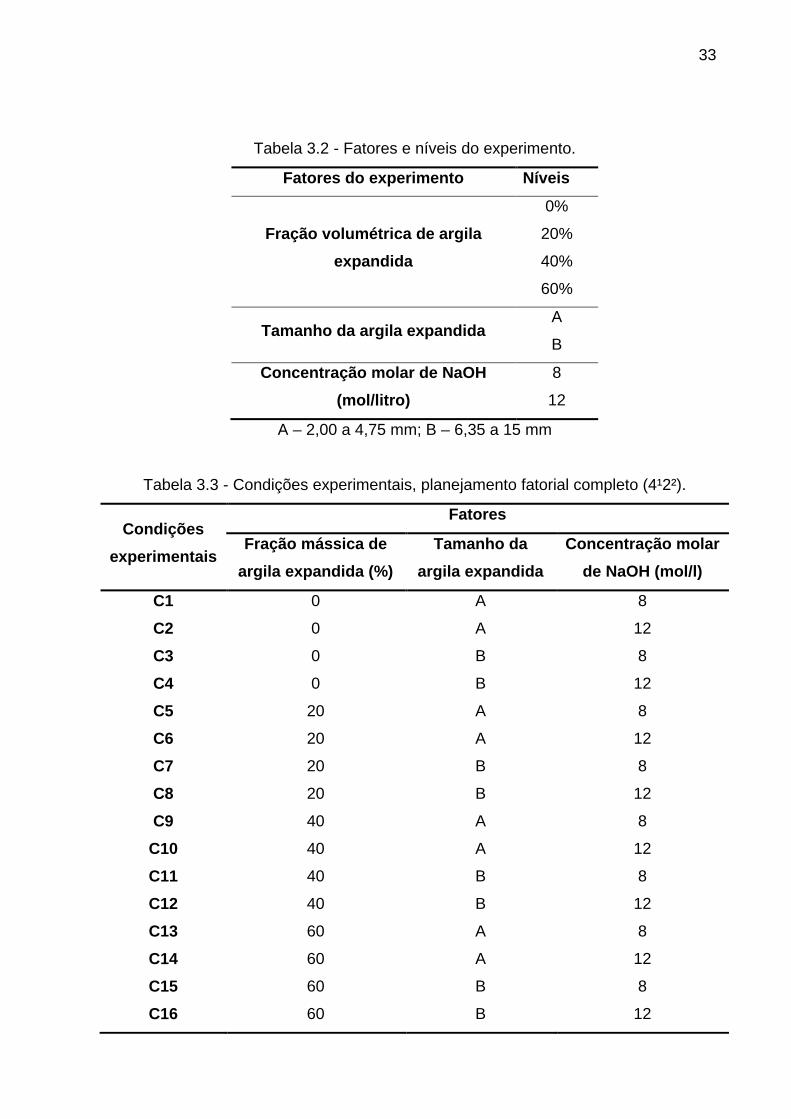
33
Tabela 3.2 - Fatores e níveis do experimento.
Fatores do experimento Níveis
Fração volumétrica de argila expandida
0%
20%
40%
60%
Tamanho da argila expandida A
B
Concentração molar de NaOH (mol/litro)
8
12
A – 2,00 a 4,75 mm; B – 6,35 a 15 mm
Tabela 3.3 - Condições experimentais, planejamento fatorial completo (4¹2²).
Condições experimentais
Fatores
Fração mássica de argila expandida (%)
Tamanho da argila expandida
Concentração molar de NaOH (mol/l)
C1 0 A 8
C2 0 A 12
C3 0 B 8
C4 0 B 12
C5 20 A 8
C6 20 A 12
C7 20 B 8
C8 20 B 12
C9 40 A 8
C10 40 A 12
C11 40 B 8
C12 40 B 12
C13 60 A 8
C14 60 A 12
C15 60 B 8
C16 60 B 12
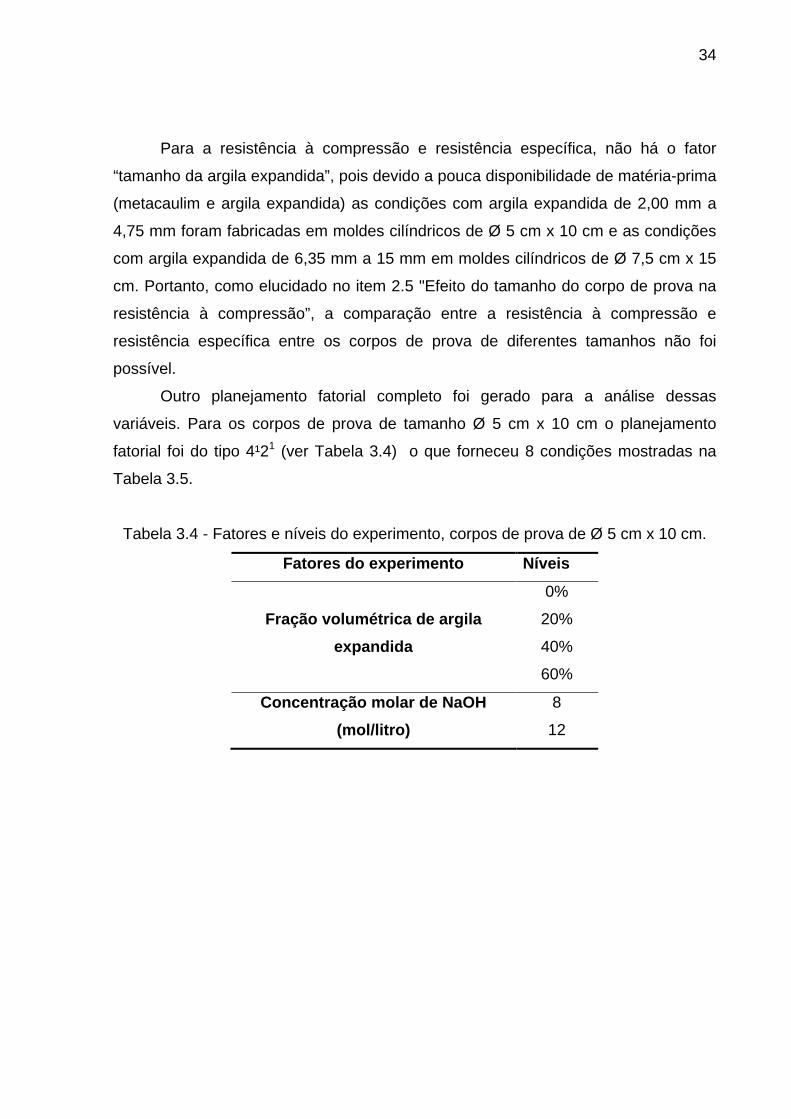
34
Para a resistência à compressão e resistência específica, não há o fator
“tamanho da argila expandida”, pois devido a pouca disponibilidade de matéria-prima
(metacaulim e argila expandida) as condições com argila expandida de 2,00 mm a
4,75 mm foram fabricadas em moldes cilíndricos de Ø 5 cm x 10 cm e as condições
com argila expandida de 6,35 mm a 15 mm em moldes cilíndricos de Ø 7,5 cm x 15
cm. Portanto, como elucidado no item 2.5 "Efeito do tamanho do corpo de prova na
resistência à compressão”, a comparação entre a resistência à compressão e
resistência específica entre os corpos de prova de diferentes tamanhos não foi
possível.
Outro planejamento fatorial completo foi gerado para a análise dessas
variáveis. Para os corpos de prova de tamanho Ø 5 cm x 10 cm o planejamento
fatorial foi do tipo 4¹21 (ver Tabela 3.4) o que forneceu 8 condições mostradas na
Tabela 3.5.
Tabela 3.4 - Fatores e níveis do experimento, corpos de prova de Ø 5 cm x 10 cm.
Fatores do experimento Níveis
Fração volumétrica de argila expandida
0%
20%
40%
60%
Concentração molar de NaOH (mol/litro)
8
12
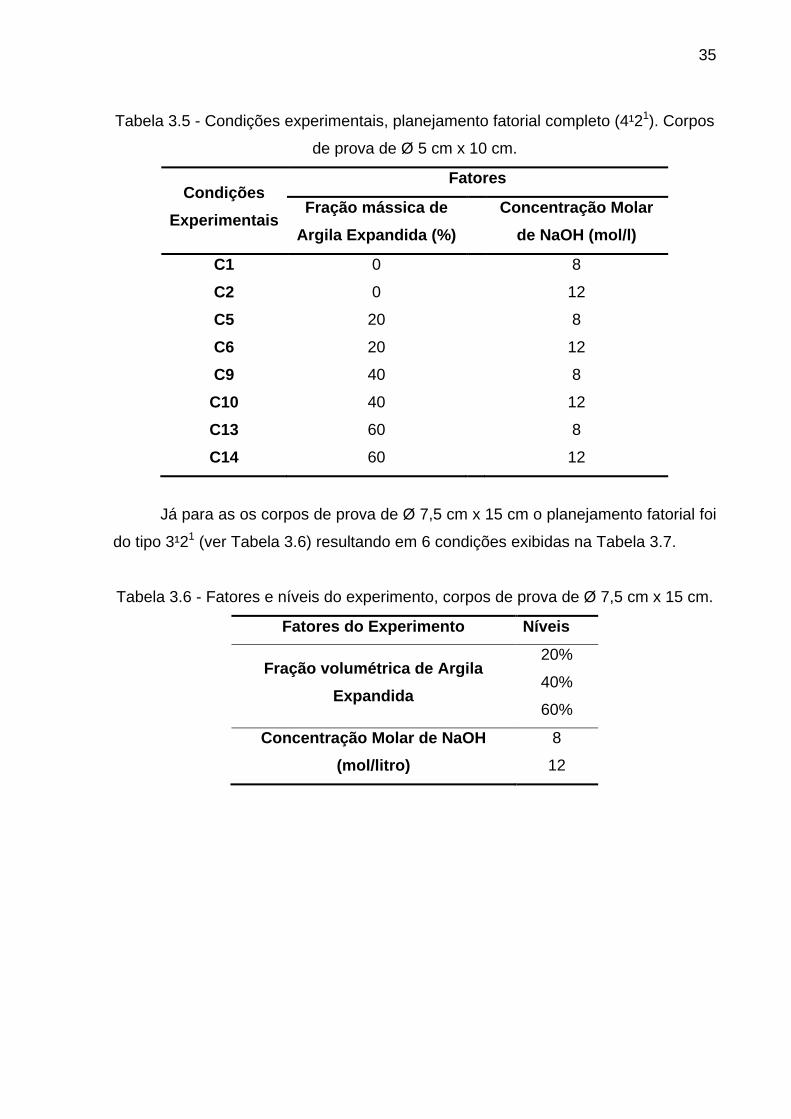
35
Tabela 3.5 - Condições experimentais, planejamento fatorial completo (4¹21). Corpos
de prova de Ø 5 cm x 10 cm.
Condições Experimentais
Fatores
Fração mássica de Argila Expandida (%)
Concentração Molar de NaOH (mol/l)
C1 0 8
C2 0 12
C5 20 8
C6 20 12
C9 40 8
C10 40 12
C13 60 8
C14 60 12
Já para as os corpos de prova de Ø 7,5 cm x 15 cm o planejamento fatorial foi
do tipo 3¹21 (ver Tabela 3.6) resultando em 6 condições exibidas na Tabela 3.7.
Tabela 3.6 - Fatores e níveis do experimento, corpos de prova de Ø 7,5 cm x 15 cm.
Fatores do Experimento Níveis
Fração volumétrica de Argila Expandida
20%
40%
60%
Concentração Molar de NaOH (mol/litro)
8
12

36
Tabela 3.7 - Condições experimentais, planejamento fatorial completo (3¹21). Corpos
de prova de Ø 7,5 cm x 15 cm.
Condições Experimentais
Fatores
Fração mássica de Argila Expandida (%)
Concentração Molar de NaOH (mol/l)
C7 20 8
C8 20 12
C11 40 8
C12 40 12
C15 60 8
C16 60 12
O método de aleatorização foi adotado na etapa de preparação dos corpos de
prova, como também na etapa de realização dos ensaios, permitindo uma
ordenação arbitrária das condições experimentais, evitando que efeitos de fatores
não controlados afetassem a variável-resposta.
3.3 Fabricação dos corpos de prova.
Antes de se iniciar o processo de fabricação dos corpos de prova todos os
materiais foram preparados. As soluções de NaOH com diferentes molaridades
foram feitas utilizando água deionizada e deixadas em repouso até que atingissem a
temperatura ambiente.
Foram doadas pela empresa CINEXPAN dois tipos de argila expandida, a
LAM 2,5 e a 1506, ambas foram classificadas e higienizadas antes do uso. A argila
expandida LAM 2,5 passou por uma classificação granulométrica, sendo utilizado
somente o passante na malha 9 (4,75 mm) e retido na malha 4 (2,00 mm) do
sistema Tyler. Após classificação a argila expandida foi lavada para a retirada de
finos e outras impurezas. Para utilizar somente os grânulos de argila expandida com
menores densidades elas foram mergulhadas em água e aquelas que afundaram
foram descartadas, utilizando somente as que apresentaram densidade menor que a
da água (1g/cm³).
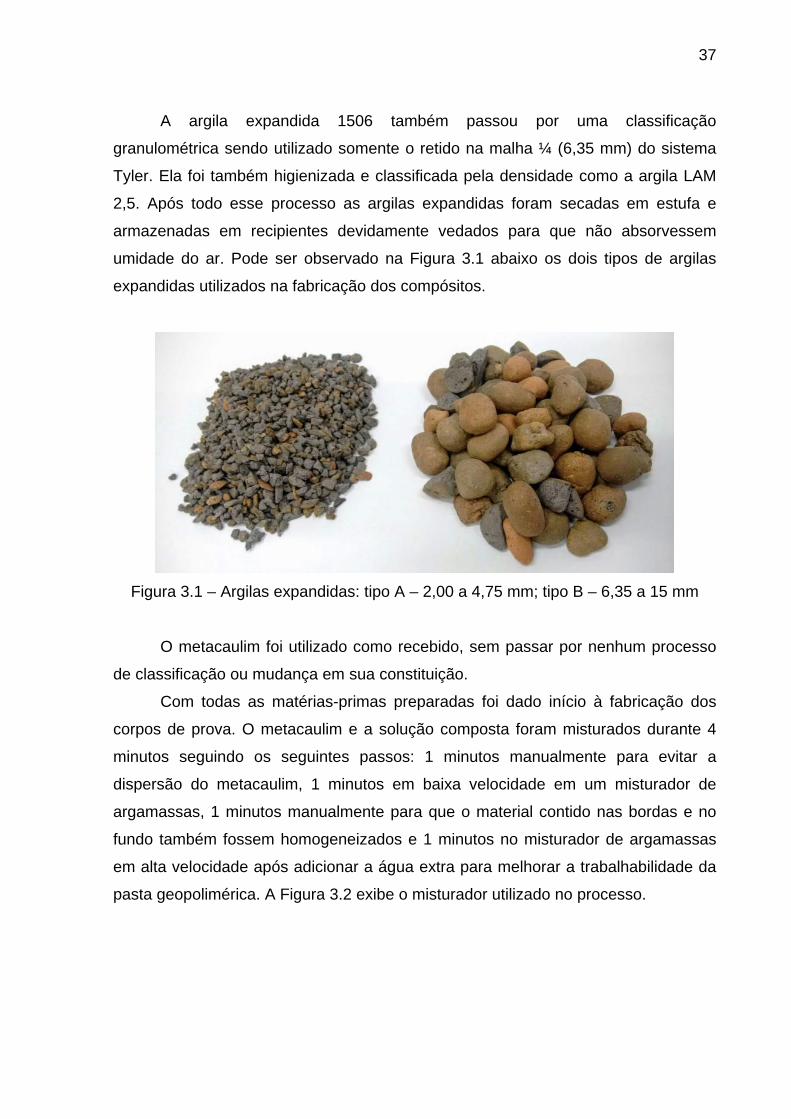
37
A argila expandida 1506 também passou por uma classificação
granulométrica sendo utilizado somente o retido na malha ¼ (6,35 mm) do sistema
Tyler. Ela foi também higienizada e classificada pela densidade como a argila LAM
2,5. Após todo esse processo as argilas expandidas foram secadas em estufa e
armazenadas em recipientes devidamente vedados para que não absorvessem
umidade do ar. Pode ser observado na Figura 3.1 abaixo os dois tipos de argilas
expandidas utilizados na fabricação dos compósitos.
Figura 3.1 – Argilas expandidas: tipo A – 2,00 a 4,75 mm; tipo B – 6,35 a 15 mm
O metacaulim foi utilizado como recebido, sem passar por nenhum processo
de classificação ou mudança em sua constituição.
Com todas as matérias-primas preparadas foi dado início à fabricação dos
corpos de prova. O metacaulim e a solução composta foram misturados durante 4
minutos seguindo os seguintes passos: 1 minutos manualmente para evitar a
dispersão do metacaulim, 1 minutos em baixa velocidade em um misturador de
argamassas, 1 minutos manualmente para que o material contido nas bordas e no
fundo também fossem homogeneizados e 1 minutos no misturador de argamassas
em alta velocidade após adicionar a água extra para melhorar a trabalhabilidade da
pasta geopolimérica. A Figura 3.2 exibe o misturador utilizado no processo.

38
Figura 3.2 – Misturador de argamassa.
Garantida a mistura da fase matriz, as argilas expandidas foram adicionadas
e misturadas manualmente até que sua distribuição fosse uniforme por toda pasta
geopolimérica. Imediatamente após esse procedimento o material era envazado em
moldes cilíndricos de tamanho Ø 5 cm x 10 cm para fabricação dos corpos de prova
com argila expandida de tamanho A e de Ø 7,5 cm x 15 cm para fabricação dos
corpos de copra com argila expandida de tamanho B respeitando a norma BS EM
206-1:2000 a qual determina que o diâmetro dos corpos de prova cilíndricos deve
ser no mínimo três vezes e meio maior que o diâmetro máximo do agregado. A
utilização de um corpo de prova menor foi motivada pela pouca disponibilidade de
material, metacaulim e argila expandida.
Os corpos de prova foram então vibrados durante 20 segundos para uma
melhor acomodação do material e evitar a inclusão de bolhas de ar. O tempo de
vibração não foi maior para que não houvesse o deslocamento excessivo da argila
expandida dentro do molde, devido à sua menor densidade comparada com a
densidade da pasta geopolimérica, causando assim uma má distribuição do
agregado pelo corpo de prova. Os moldes foram envoltos com um filme plástico para
evitar a perda de água e mantidos em temperatura ambiente durante 28 dias. A
constituição de cada composição pode ser observada na Tabela 3.8.

39
Tabela 3.8 - Composição de todas as condições estudadas.
Metacaulim
(g)
Molaridade solução (NaOH)
Sol. NaOH
(g)
Sol. Na2O3Si
(g)
Tamanho da argila
expandida
Argila expandida
(g)
Água extra (g)
C1 1000 8 400 400 - 0 20
C2 1000 12 400 400 - 0 20
C3 1000 8 400 400 - 0 20
C4 1000 12 400 400 - 0 20
C5 2000 8 800 800 A 400 40
C6 2000 12 800 800 A 400 40
C7 1000 8 400 400 B 200 20
C8 1000 12 400 400 B 200 20
C9 2000 8 800 800 A 800 40
C10 2000 12 800 800 A 800 40
C11 1000 8 400 400 B 400 20
C12 1000 12 400 400 B 400 20
C13 2000 8 800 800 A 1200 40
C14 2000 12 800 800 A 1200 40
C15 1000 8 400 400 B 600 20
C16 1000 12 400 400 B 600 20
Aos 21 dias de cura os corpos de prova foram desmoldados e tiveram suas
superfícies retificadas para garantir o paralelismo entres as faces. Esta prática é de
suma importância para obter resultados confiáveis nos ensaios de compressão. Na
Figura 3.3 é possível observar a retificadora horizontal que foi utilizada para o
preparo dos corpos de prova.

40
Figura 3.3 – Retificadora horizontal de corpos de prova.
3.4 Caracterizações dos compósitos.
Serão apresentados nos seguintes itens os procedimentos e normas
aplicadas na caracterização dos corpos de prova de todas as condições.
3.4.1 Resistência à compressão.
Passados os 28 dias de cura foram executados os ensaios de compressão
utilizando a prensa hidráulica de acionamento elétrico para ensaio de concreto,
modelo PC100C, capacidade máxima 1MN, apresentada na Figura 3.4, com um
carregamento médio de 0,55 MPa/s ( NBR 5739: 2007).
41
Figura 3.4 – Prensa Hidráulica modelo PC100C
3.4.2 Velocidade de pulso ultrassônico.
Para determinar a velocidade de pulso ultrassônico foi utilizada a máquina
Portable Ultrasonic Non destructive Digital Indicating Tester (PUNDIT) e seguido as
recomendações da norma ASTM C597 – 09. O PUNDIT fornece o tempo em
microsegundos que o pulso ultrassônico leva para percorrer o corpo de prova de
uma extremidade a outra. Foram feitas 4 medições em cada corpo de prova, sendo
que a cada medição o corpo de prova era rotacionado 90°. Foi montado um aparato
de madeira para que os corpos de prova ficassem isolados de qualquer vibração que
pudessem interferir nas medições e também para que as medições fossem sempre
feitas nos mesmos pontos em todos os corpos de prova. Como exemplo tem-se a
Figura 3.5 que exibe a medição feita em um corpo de prova.
Para o cálculo da velocidade do pulso ultrassônico de cada corpo de prova foi
utilizada a Equação 3.1 abaixo:

42
V = L/T (3.1)
Sendo V - velocidade de pulso ultrassônico (m/s), L - comprimento do corpo
de prova (m) e T - tempo de percurso do pulso ultrassônico (s).
Figura 3.5 – Medição da velocidade de ultrassom de um corpo de prova.
3.4.3 Densidade volumétrica, densidade aparente, porosidade aparente e absorção de agua.
A densidade volumétrica, densidade aparente, porosidade e absorção de
água foram medidas seguindo as recomendações da norma Britânica BS EN ISO
10545-3 (1997) utilizando a impregnação com água pelo método do vácuo. Foi
utilizada uma câmara hermeticamente fechada em conjunto com uma bomba de
vácuo para garantir a saturação dos corpos de prova devido à pressão negativa. Os
aparatos utilizados podem ser observados na Figura 3.6.

43
Figura 3.6 – Câmara de vácuo e bomba de vácuo.
3.4.3.1 Densidade volumétrica.
A densidade volumétrica é dada pela razão entre a massa e o volume do
material, incluindo os poros. A mensuração da massa foi feita utilizando uma
balança de precisão e para efetuar a medição do volume foram utilizados dois
métodos: a medição indireta das dimensões dos corpos de prova cilíndricos
utilizando um paquímetro digital e através do princípio de Archimedes o qual diz que
todo corpo imerso em um fluido sofre ação de um empuxo verticalmente para cima,
cuja intensidade é igual ao peso do fluido deslocado pelo corpo.
A densidade volumétrica é expressa pela Equação 3.2.
B = M1V
(3.2)
Sendo:
B – densidade volumétrica (g/cm³);
M1 – massa do corpo de prova seco (g);
V – volume do corpo de prova (cm³).
O volume dos corpos de prova calculado através do princípio de Archimedes
é expresso pela Equação 3.3.

44
V = 𝑀𝑀2−𝑀𝑀3𝜌𝜌
(3.3)
Sendo:
M2 – massa do corpo de prova saturado com água (g)
M3 – massa do corpo de prova saturado totalmente submerso em água (g)
ρ – densidade da água utilizada para a saturação e imersão (g/cm³)
O volume dos corpos de prova calculado de forma geométrica é dado pela
Equação 3.4.
𝑉𝑉 = 𝜋𝜋 × 𝑅𝑅2 × 𝐻𝐻 (3.4)
Sendo:
V – volume do corpo de prova (cm³);
R – raio do corpo de prova (cm);
H – altura do corpo de prova (cm).
3.4.3.2 Densidade aparente
A densidade aparente é dada pela razão entre a massa e o volume da parte
impermeável do material, desconsiderando assim o volume dos poros. Ela pode ser
calculada pela Equação 3.5.
T = M1𝑉𝑉1
(3.5)
Sendo:
T – densidade aparente (g/cm³);
M1 – massa do corpo de prova seco (g);
V1 – volume da parte impermeável do corpo de prova (cm³)
O volume V1 é dado pela Equação 3.6.
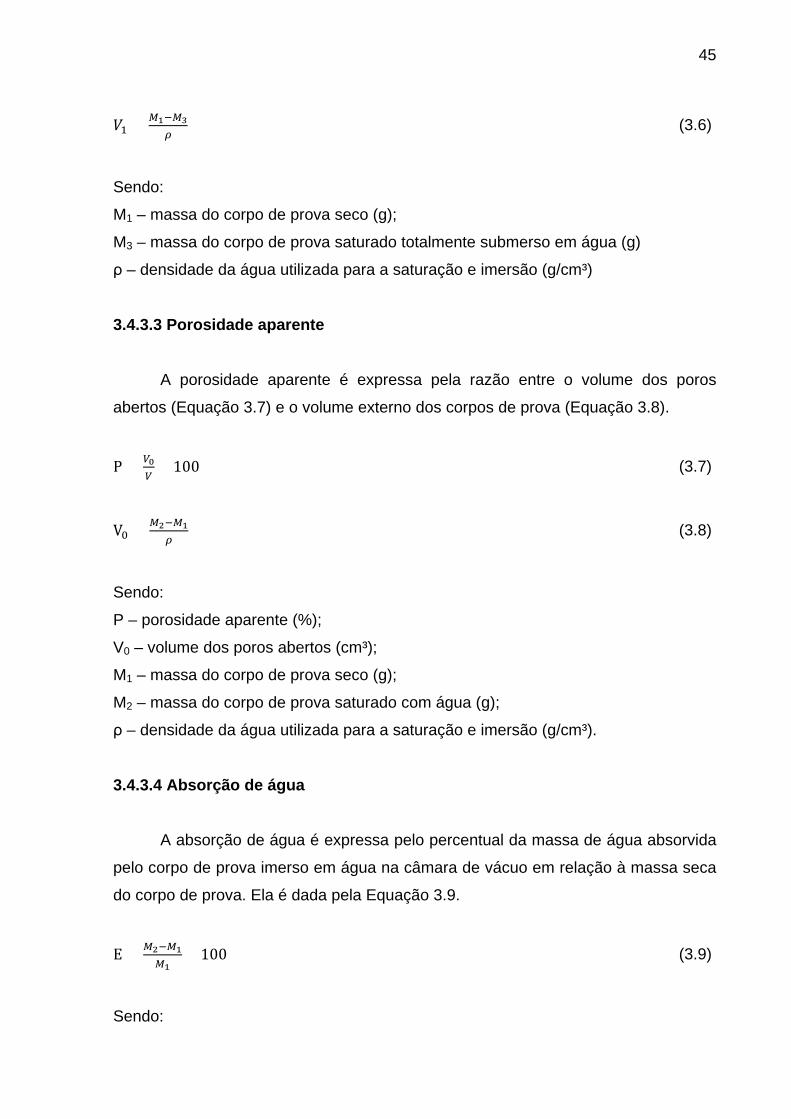
45
𝑉𝑉1 = 𝑀𝑀1−𝑀𝑀3𝜌𝜌
(3.6)
Sendo:
M1 – massa do corpo de prova seco (g);
M3 – massa do corpo de prova saturado totalmente submerso em água (g)
ρ – densidade da água utilizada para a saturação e imersão (g/cm³)
3.4.3.3 Porosidade aparente
A porosidade aparente é expressa pela razão entre o volume dos poros
abertos (Equação 3.7) e o volume externo dos corpos de prova (Equação 3.8).
P = 𝑉𝑉0𝑉𝑉
× 100 (3.7)
V0 = 𝑀𝑀2−𝑀𝑀1𝜌𝜌
(3.8)
Sendo:
P – porosidade aparente (%);
V0 – volume dos poros abertos (cm³);
M1 – massa do corpo de prova seco (g);
M2 – massa do corpo de prova saturado com água (g);
ρ – densidade da água utilizada para a saturação e imersão (g/cm³).
3.4.3.4 Absorção de água
A absorção de água é expressa pelo percentual da massa de água absorvida
pelo corpo de prova imerso em água na câmara de vácuo em relação à massa seca
do corpo de prova. Ela é dada pela Equação 3.9.
E = 𝑀𝑀2−𝑀𝑀1𝑀𝑀1
× 100 (3.9)
Sendo:
46
E – absorção de água (%)
M1 – massa do corpo de prova seco (g);
M2 – massa do corpo de prova saturado com água (g)
3.4.4 Difração de raios X.
O estudo cristalográfico foi feito a partir da difração de raios X. Os
difratogramas de raios X das matrizes geopoliméricas foram obtidos pelo método
dos pós no difratômetro da marca Shimadzu modelo XRD-6000, nas seguintes
condições de operação: voltagem de 30 kV, corrente de 30 mA, radiação Cu-Kα (λ=
0,15462 nm), passo de 0,02° e velocidade de varredura de 2°/mim, entre 5º e 100º.
As interpretações qualitativas de espectro foram efetuadas por comparação com
padrões contidos em artigos utilizados como referência.
3.4.5 Espectroscopia de infravermelho
A identificação dos tipos de ligações químicas foi feita por espectroscopia de
infravermelho utilizando espectroscópio da marca Perkim Elmer modelo Sprectrum
1000. As amostras foram analisadas na forma de pastilhas com KBr de elevada
pureza (grau espectroscópico) e aplicando uma carga de 10 toneladas por 60
segundos. As análises foram obtidas a partir da média de 16 ciclos de varredura. O
espectro foi analisado na região de 4000 cm-1 a 400 cm-1 com resolução de 1 cm-1.
3.4.6 Análise microestrutural
A morfologia e análise elementar superficial foram realizadas utilizando as
técnicas de microscopia eletrônica de varredura e espectroscopia de energia
dispersiva respectivamente. O equipamento utilizado, mostrado na Figura 3.7, foi da
marca Hitachi, modelo TM 3000, com ampliações de 500 e 1000 vezes e aceleração
de voltagem de 15 kV, utilizando modo de elétrons retroespalhado.
47
Figura 3.7 – Microscópio eletrônico de varredura – Hitachi – TM 3000
3.5 Análise estatística
Os resultados quantitativos obtidos pelos ensaios foram analisados através
das ferramentas de planejamento de experimentos (DOE - Design of Experiments) e
análise de variância (ANOVA - Analysis of variance). Para a referida análise foi
utilizando o software estatístico Minitab® (versão17). Foram gerados gráficos dos
efeitos principais e das interações dos fatores estatisticamente significativos e
também gráficos de resíduos das variáveis repostas analisadas.

48
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
No presente capítulo serão apresentados os resultados quantitativos e
qualitativos obtidos. Os P-valores dos resultados quantitativos analisados
estatisticamente são apresentados na Tabela 4. 1 e Tabela 4. 2. Os fatores que
apresentam P-valor menor ou igual a 0,05; ou seja, 95% de confiabilidade são
considerados significativos (WERKEMA e AGUIAR, 1996). Segundo Drumond et al.
(1993) quando os efeitos de interação entre os fatores de um planejamento
estatístico são significativos, este é mais importante que os fatores individuais, pois
explica de melhor forma o comportamento da variável resposta analisada. Os fatores
individuais significativos são investigados somente quando a interação entre eles
não forem significativas.
Tabela 4. 1 - Análise de Variância (ANOVA).
ANOVA P – VALOR ≤ 0,05
Fatores
Experimentais
Velocidade de Pulso
Ultrassônico
Densidade Volumétrica1
Densidade Aparente
Densidade Volumétrica2
Fato
res
Prin
cipa
is Fração de A.E. 0,000 0,000 0,000 0,000
Tamanho da A.E. 0,179 0,392 0,072 0,484
Concentração de NaOH 0,000 0,011 0,505 0,001
Inte
raçã
o do
s Fa
tore
s 2ª
ord
em Fração de A.E. x
Tamanho da A.E. 0,538 0,585 0,458 0,367
Fração de A.E. x Conc. de NaOH 0,039 0,902 0,931 0,153
Tamanho da A.E. x Conc. de NaOH 0,361 0,960 0,634 0,918
Inte
raçã
o do
s Fa
tore
s 3ª
ord
em
Fração de A.E. x Tamanho da A.E. x
Conc. de NaOH 0,049 0,532 0,703 0,660
R² 94,49% 93.81% 92,92% 98,26% 1- Volume obtido pelo método de Archimedes. 2- Volume calculado geometricamente.
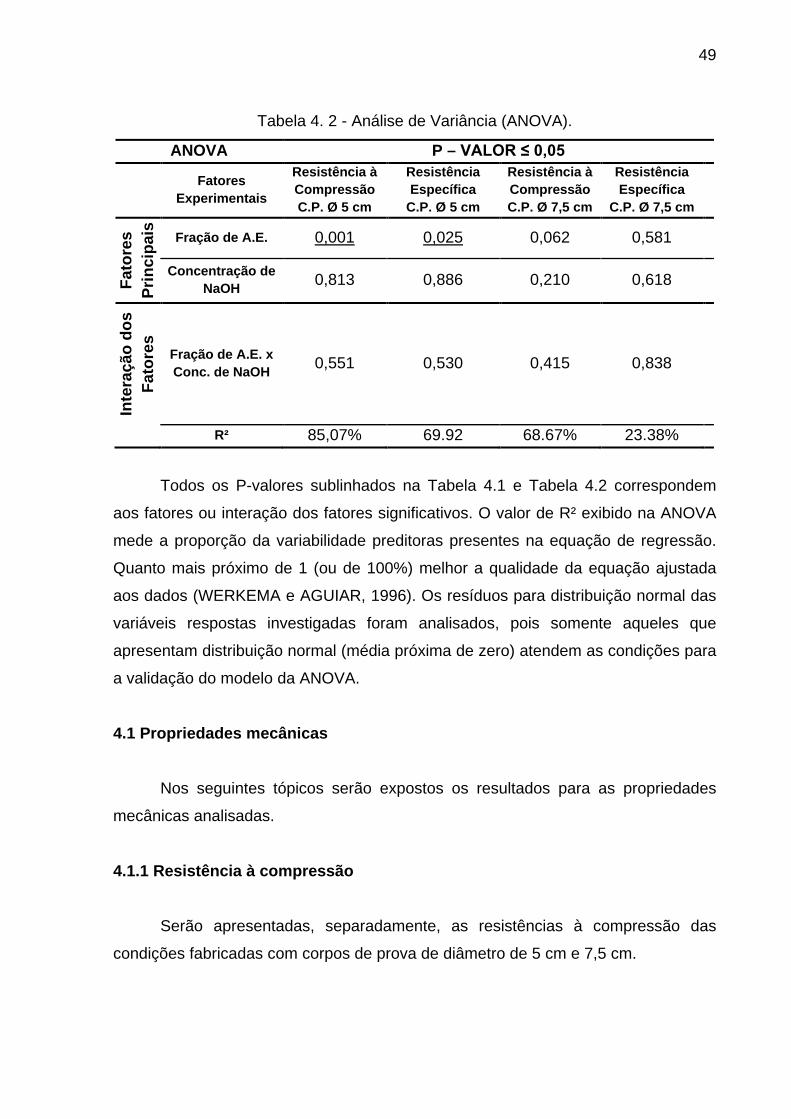
49
Tabela 4. 2 - Análise de Variância (ANOVA).
ANOVA P – VALOR ≤ 0,05
Fatores
Experimentais
Resistência à Compressão C.P. Ø 5 cm
Resistência Específica
C.P. Ø 5 cm
Resistência à Compressão C.P. Ø 7,5 cm
Resistência Específica
C.P. Ø 7,5 cm
Fato
res
Prin
cipa
is
Fração de A.E. 0,001 0,025 0,062 0,581
Concentração de NaOH 0,813 0,886 0,210 0,618
Inte
raçã
o do
s Fa
tore
s
Fração de A.E. x Conc. de NaOH 0,551 0,530 0,415 0,838
R² 85,07% 69.92 68.67% 23.38%
Todos os P-valores sublinhados na Tabela 4.1 e Tabela 4.2 correspondem
aos fatores ou interação dos fatores significativos. O valor de R² exibido na ANOVA
mede a proporção da variabilidade preditoras presentes na equação de regressão.
Quanto mais próximo de 1 (ou de 100%) melhor a qualidade da equação ajustada
aos dados (WERKEMA e AGUIAR, 1996). Os resíduos para distribuição normal das
variáveis respostas investigadas foram analisados, pois somente aqueles que
apresentam distribuição normal (média próxima de zero) atendem as condições para
a validação do modelo da ANOVA.
4.1 Propriedades mecânicas
Nos seguintes tópicos serão expostos os resultados para as propriedades
mecânicas analisadas.
4.1.1 Resistência à compressão
Serão apresentadas, separadamente, as resistências à compressão das
condições fabricadas com corpos de prova de diâmetro de 5 cm e 7,5 cm.

50
4.1.1.1 Resistência à compressão, corpos de prova de Ø 5 cm x 10 cm
Os valores médios da resistência à compressão dos compósitos variaram
entre 13,45 MPa e 40,12 MPa. O fator principal “fração mássica de argila expandida”
foi significativo com P-valor de 0,001; exibido na Tabela 4. 2. O valor de R² de
85,07% confirma um ajuste razoável do modelo aos resultados da resistência à
compressão. A Figura 4.1 exibe o gráfico de probabilidade normal de resíduos para
a medida da resistência à compressão. O P-valor de 0,344 indica a normalidade dos
resíduos.
Figura 4.1 - Gráfico de probabilidade normal de resíduos para a medida da
resistência à compressão, corpos de prova de Ø 5 cm x 10 cm.
A Figura 4.2 exibe o gráfico de efeito do fator principal “fração mássica de
argila expandida” sobre a resistência à compressão. Houve uma variação percentual
de 133% no valor da resistência à compressão entre as condições com 0% e 60%
de argila expandida. Fica evidente que quanto maior a fração de argila expandida,
menor é a resistência à compressão, o que já esperado, pois a argila expandida não
é um particulado utilizado como reforço e sim para diminuir a densidade volumétrica
do compósito. Portanto quanto maior a fração de argila expandida nos compósitos,
maior será a quantidade de falhas, poros e vazios, o que leva a uma diminuição da
resistência à compressão do material.
1050-5-10
99
95
90
80
70
6050
40
30
20
10
5
1
Mean -1,44329E-15StDev 3,463N 16AD 0,388P-Value 0,344
Resíduos
Porc
enta
gem
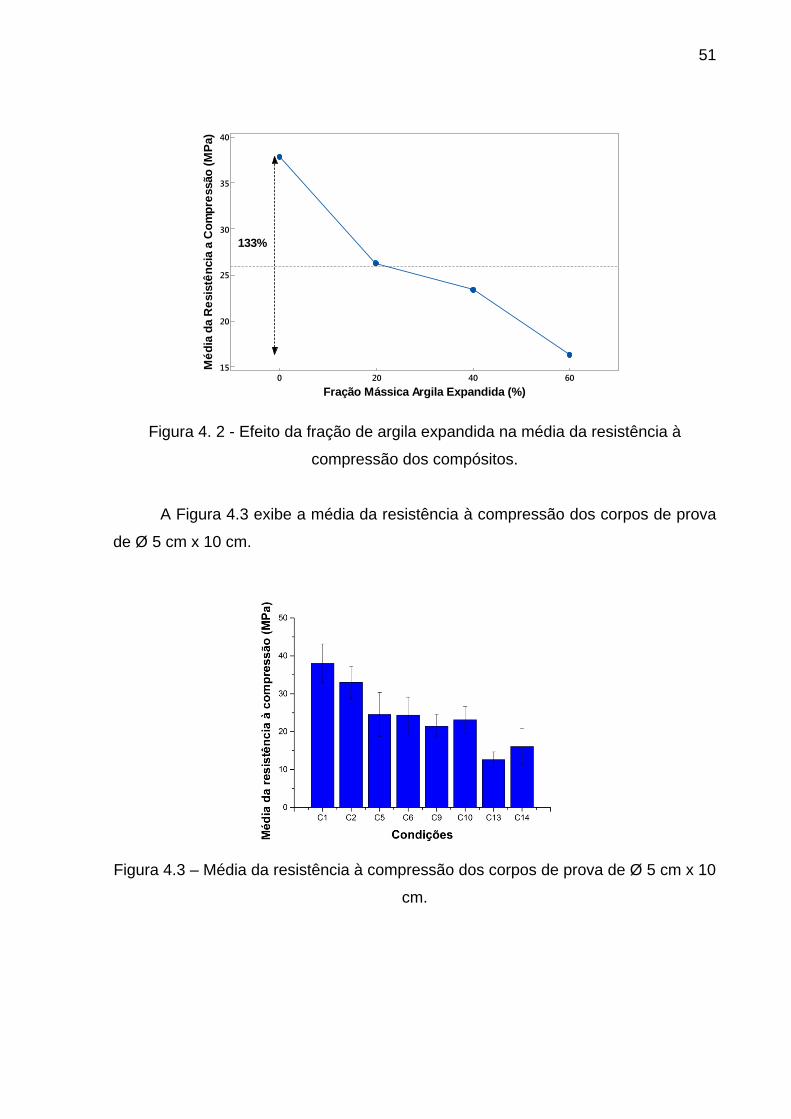
51
Figura 4. 2 - Efeito da fração de argila expandida na média da resistência à
compressão dos compósitos.
A Figura 4.3 exibe a média da resistência à compressão dos corpos de prova
de Ø 5 cm x 10 cm.
Figura 4.3 – Média da resistência à compressão dos corpos de prova de Ø 5 cm x 10
cm.
6040200
40
35
30
25
20
15
Fração Mássica Argila Expandida (%)
Méd
ia d
a R
esis
tênc
ia a
Com
pres
são
(MPa
)
133%
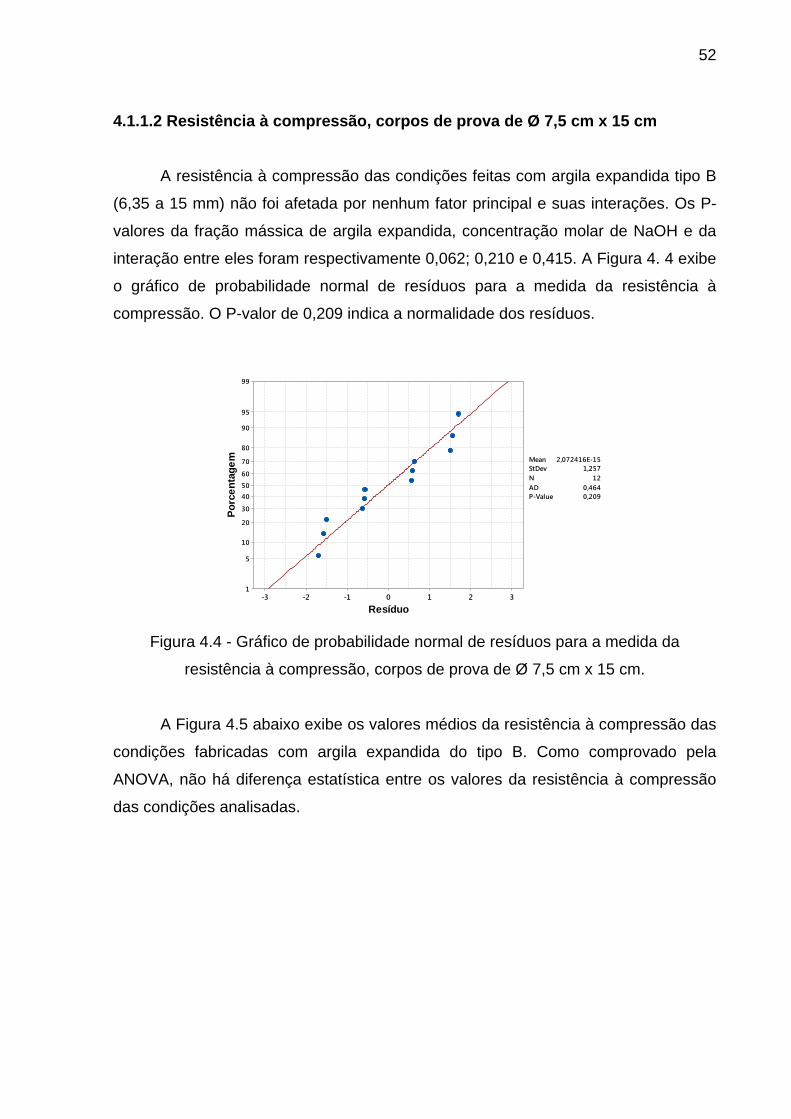
52
4.1.1.2 Resistência à compressão, corpos de prova de Ø 7,5 cm x 15 cm
A resistência à compressão das condições feitas com argila expandida tipo B
(6,35 a 15 mm) não foi afetada por nenhum fator principal e suas interações. Os P-
valores da fração mássica de argila expandida, concentração molar de NaOH e da
interação entre eles foram respectivamente 0,062; 0,210 e 0,415. A Figura 4. 4 exibe
o gráfico de probabilidade normal de resíduos para a medida da resistência à
compressão. O P-valor de 0,209 indica a normalidade dos resíduos.
Figura 4.4 - Gráfico de probabilidade normal de resíduos para a medida da
resistência à compressão, corpos de prova de Ø 7,5 cm x 15 cm.
A Figura 4.5 abaixo exibe os valores médios da resistência à compressão das
condições fabricadas com argila expandida do tipo B. Como comprovado pela
ANOVA, não há diferença estatística entre os valores da resistência à compressão
das condições analisadas.
3210-1-2-3
99
95
90
80
70
60
5040
30
20
10
5
1
Mean 2,072416E-15StDev 1,257N 12AD 0,464P-Value 0,209
Resíduo
Porc
enta
gem
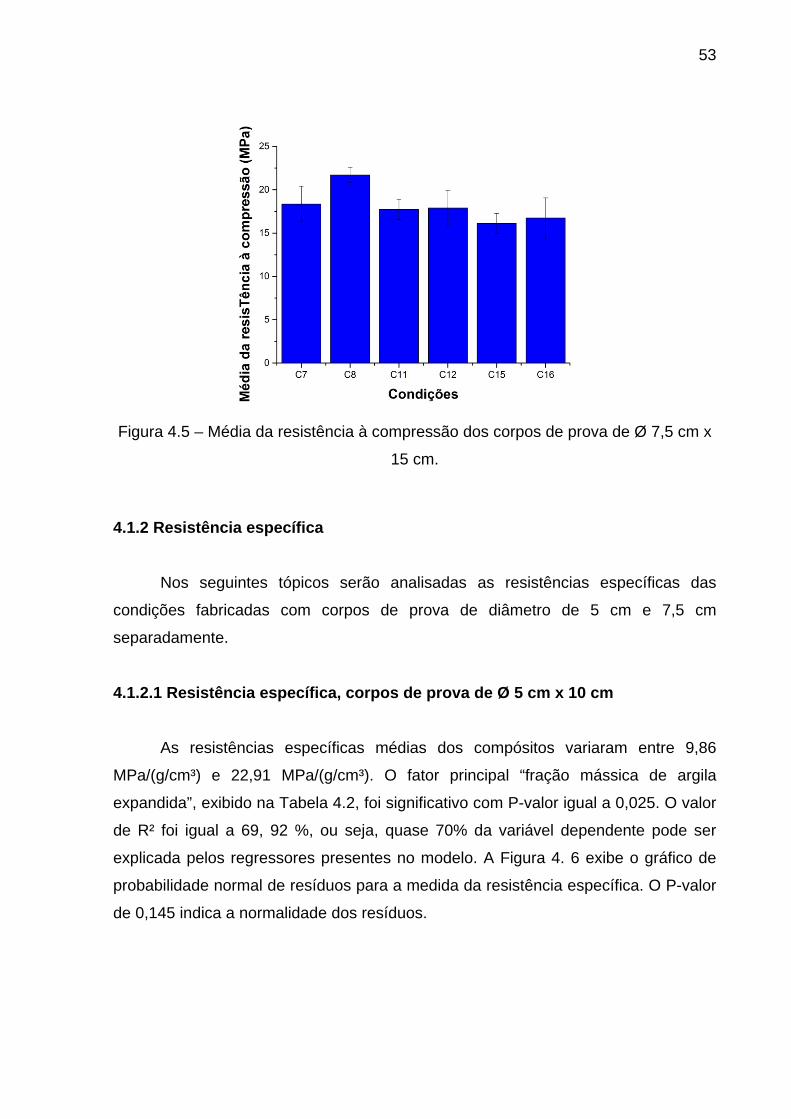
53
Figura 4.5 – Média da resistência à compressão dos corpos de prova de Ø 7,5 cm x
15 cm.
4.1.2 Resistência específica
Nos seguintes tópicos serão analisadas as resistências específicas das
condições fabricadas com corpos de prova de diâmetro de 5 cm e 7,5 cm
separadamente.
4.1.2.1 Resistência específica, corpos de prova de Ø 5 cm x 10 cm
As resistências específicas médias dos compósitos variaram entre 9,86
MPa/(g/cm³) e 22,91 MPa/(g/cm³). O fator principal “fração mássica de argila
expandida”, exibido na Tabela 4.2, foi significativo com P-valor igual a 0,025. O valor
de R² foi igual a 69, 92 %, ou seja, quase 70% da variável dependente pode ser
explicada pelos regressores presentes no modelo. A Figura 4. 6 exibe o gráfico de
probabilidade normal de resíduos para a medida da resistência específica. O P-valor
de 0,145 indica a normalidade dos resíduos.
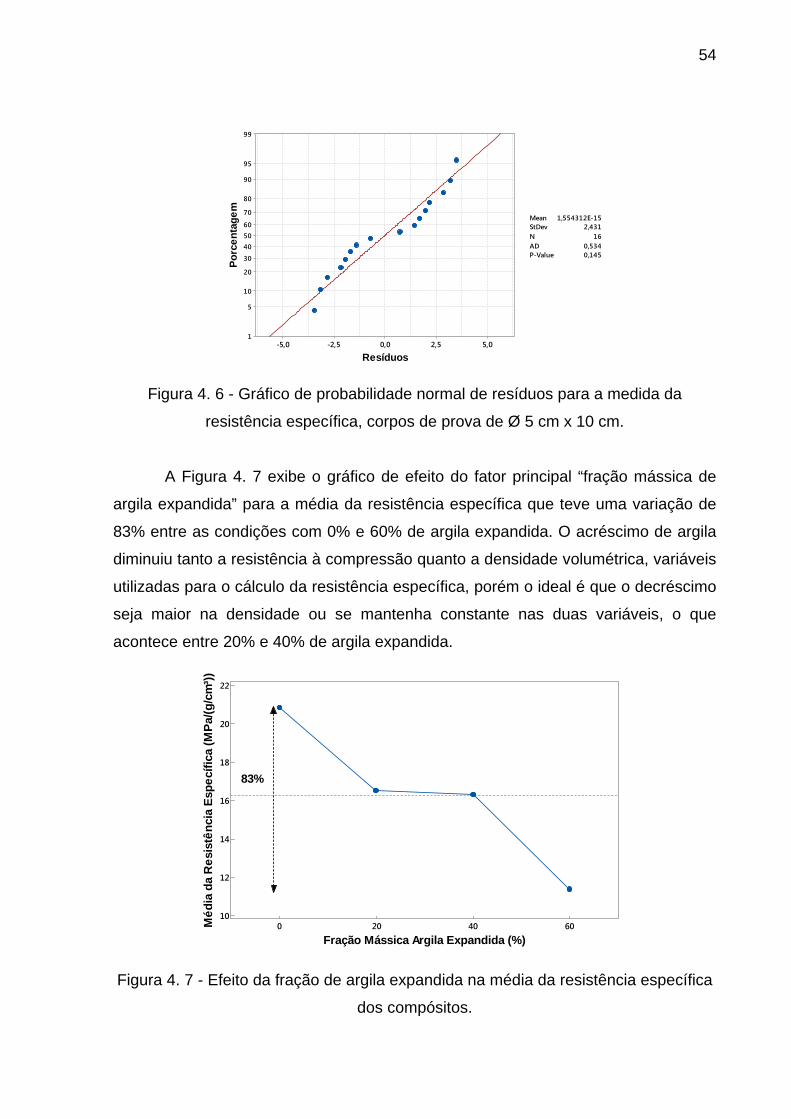
54
Figura 4. 6 - Gráfico de probabilidade normal de resíduos para a medida da
resistência específica, corpos de prova de Ø 5 cm x 10 cm.
A Figura 4. 7 exibe o gráfico de efeito do fator principal “fração mássica de
argila expandida” para a média da resistência específica que teve uma variação de
83% entre as condições com 0% e 60% de argila expandida. O acréscimo de argila
diminuiu tanto a resistência à compressão quanto a densidade volumétrica, variáveis
utilizadas para o cálculo da resistência específica, porém o ideal é que o decréscimo
seja maior na densidade ou se mantenha constante nas duas variáveis, o que
acontece entre 20% e 40% de argila expandida.
Figura 4. 7 - Efeito da fração de argila expandida na média da resistência específica
dos compósitos.
5,02,50,0-2,5-5,0
99
95
90
80
70
605040
30
20
10
5
1
Mean 1,554312E-15StDev 2,431N 16AD 0,534P-Value 0,145
Resíduos
Porc
enta
gem
6040200
22
20
18
16
14
12
10
Fração Mássica Argila Expandida (%)
Méd
ia d
a R
esis
tênc
ia E
spec
ífica
(MPa
/(g/c
m³))
83%
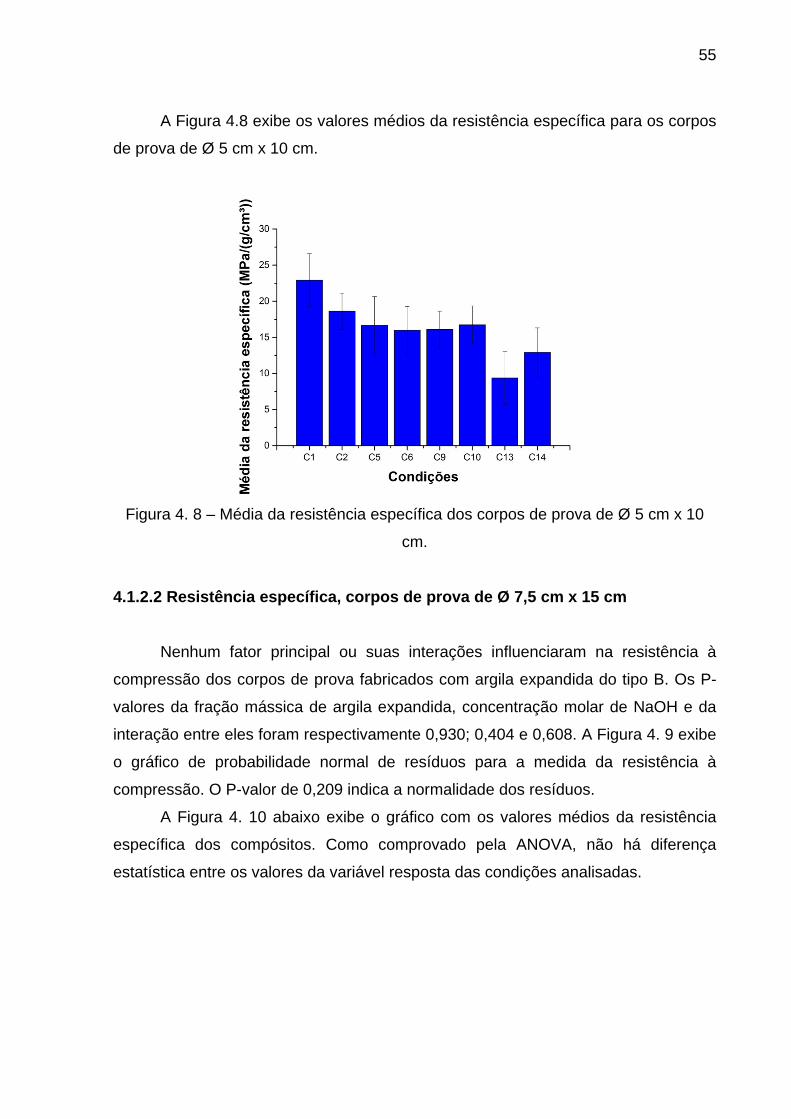
55
A Figura 4.8 exibe os valores médios da resistência específica para os corpos
de prova de Ø 5 cm x 10 cm.
Figura 4. 8 – Média da resistência específica dos corpos de prova de Ø 5 cm x 10
cm.
4.1.2.2 Resistência específica, corpos de prova de Ø 7,5 cm x 15 cm
Nenhum fator principal ou suas interações influenciaram na resistência à
compressão dos corpos de prova fabricados com argila expandida do tipo B. Os P-
valores da fração mássica de argila expandida, concentração molar de NaOH e da
interação entre eles foram respectivamente 0,930; 0,404 e 0,608. A Figura 4. 9 exibe
o gráfico de probabilidade normal de resíduos para a medida da resistência à
compressão. O P-valor de 0,209 indica a normalidade dos resíduos.
A Figura 4. 10 abaixo exibe o gráfico com os valores médios da resistência
específica dos compósitos. Como comprovado pela ANOVA, não há diferença
estatística entre os valores da variável resposta das condições analisadas.
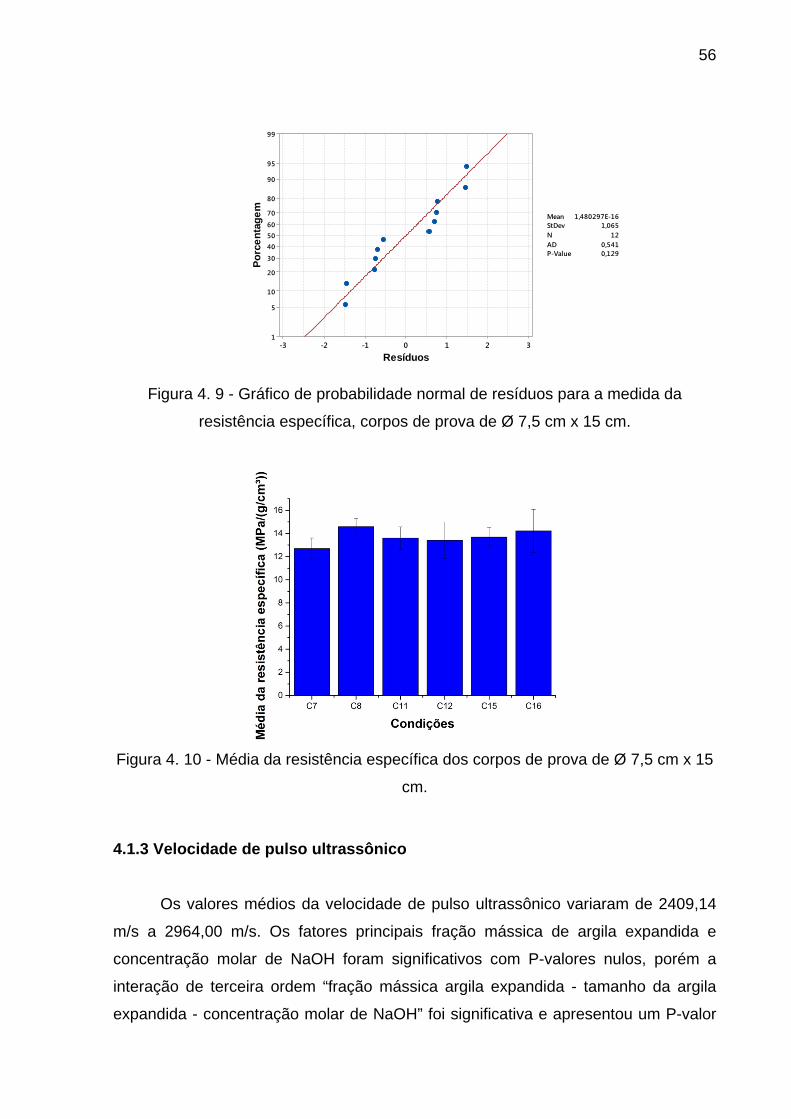
56
Figura 4. 9 - Gráfico de probabilidade normal de resíduos para a medida da
resistência específica, corpos de prova de Ø 7,5 cm x 15 cm.
Figura 4. 10 - Média da resistência específica dos corpos de prova de Ø 7,5 cm x 15
cm.
4.1.3 Velocidade de pulso ultrassônico
Os valores médios da velocidade de pulso ultrassônico variaram de 2409,14
m/s a 2964,00 m/s. Os fatores principais fração mássica de argila expandida e
concentração molar de NaOH foram significativos com P-valores nulos, porém a
interação de terceira ordem “fração mássica argila expandida - tamanho da argila
expandida - concentração molar de NaOH” foi significativa e apresentou um P-valor
3210-1-2-3
99
95
90
80
70
605040
30
20
10
5
1
Mean 1,480297E-16StDev 1,065N 12AD 0,541P-Value 0,129
Resíduos
Porc
enta
gem
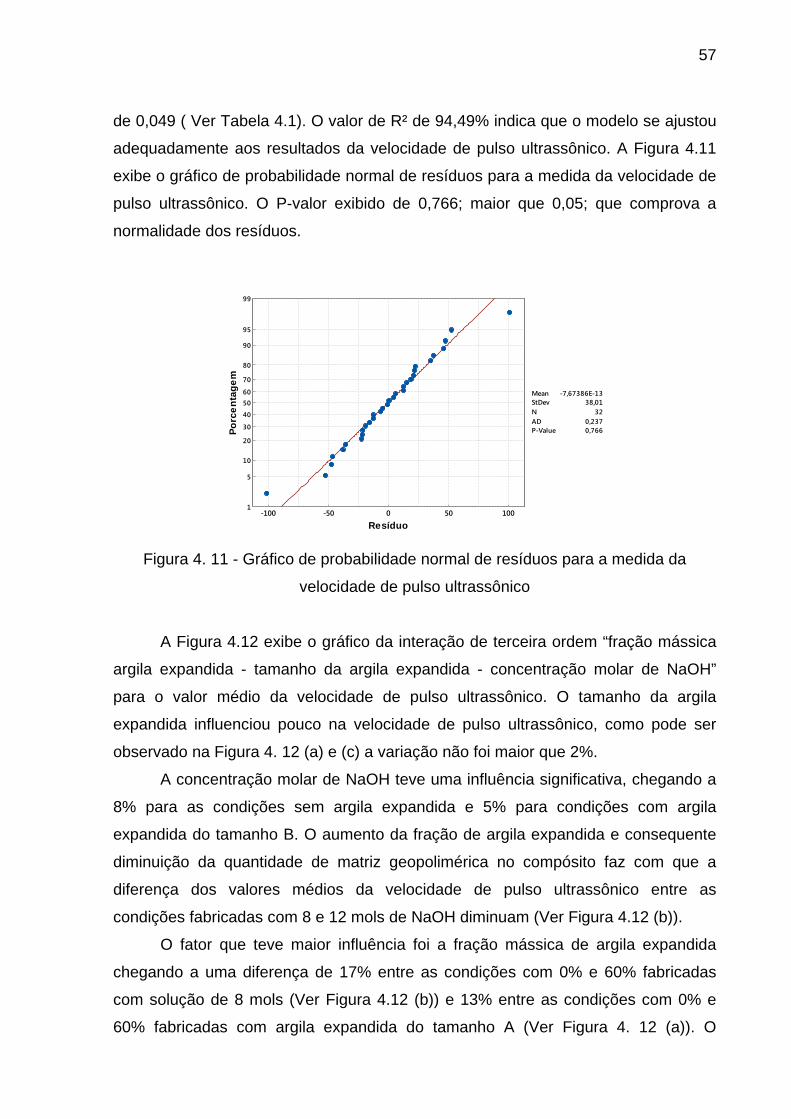
57
de 0,049 ( Ver Tabela 4.1). O valor de R² de 94,49% indica que o modelo se ajustou
adequadamente aos resultados da velocidade de pulso ultrassônico. A Figura 4.11
exibe o gráfico de probabilidade normal de resíduos para a medida da velocidade de
pulso ultrassônico. O P-valor exibido de 0,766; maior que 0,05; que comprova a
normalidade dos resíduos.
Figura 4. 11 - Gráfico de probabilidade normal de resíduos para a medida da
velocidade de pulso ultrassônico
A Figura 4.12 exibe o gráfico da interação de terceira ordem “fração mássica
argila expandida - tamanho da argila expandida - concentração molar de NaOH”
para o valor médio da velocidade de pulso ultrassônico. O tamanho da argila
expandida influenciou pouco na velocidade de pulso ultrassônico, como pode ser
observado na Figura 4. 12 (a) e (c) a variação não foi maior que 2%.
A concentração molar de NaOH teve uma influência significativa, chegando a
8% para as condições sem argila expandida e 5% para condições com argila
expandida do tamanho B. O aumento da fração de argila expandida e consequente
diminuição da quantidade de matriz geopolimérica no compósito faz com que a
diferença dos valores médios da velocidade de pulso ultrassônico entre as
condições fabricadas com 8 e 12 mols de NaOH diminuam (Ver Figura 4.12 (b)).
O fator que teve maior influência foi a fração mássica de argila expandida
chegando a uma diferença de 17% entre as condições com 0% e 60% fabricadas
com solução de 8 mols (Ver Figura 4.12 (b)) e 13% entre as condições com 0% e
60% fabricadas com argila expandida do tamanho A (Ver Figura 4. 12 (a)). O
100500-50-100
99
95
90
80
70
6050
40
30
20
10
5
1
Mean -7,67386E-13StDev 38,01N 32AD 0,237P-Value 0,766
Resíduo
Porc
enta
gem
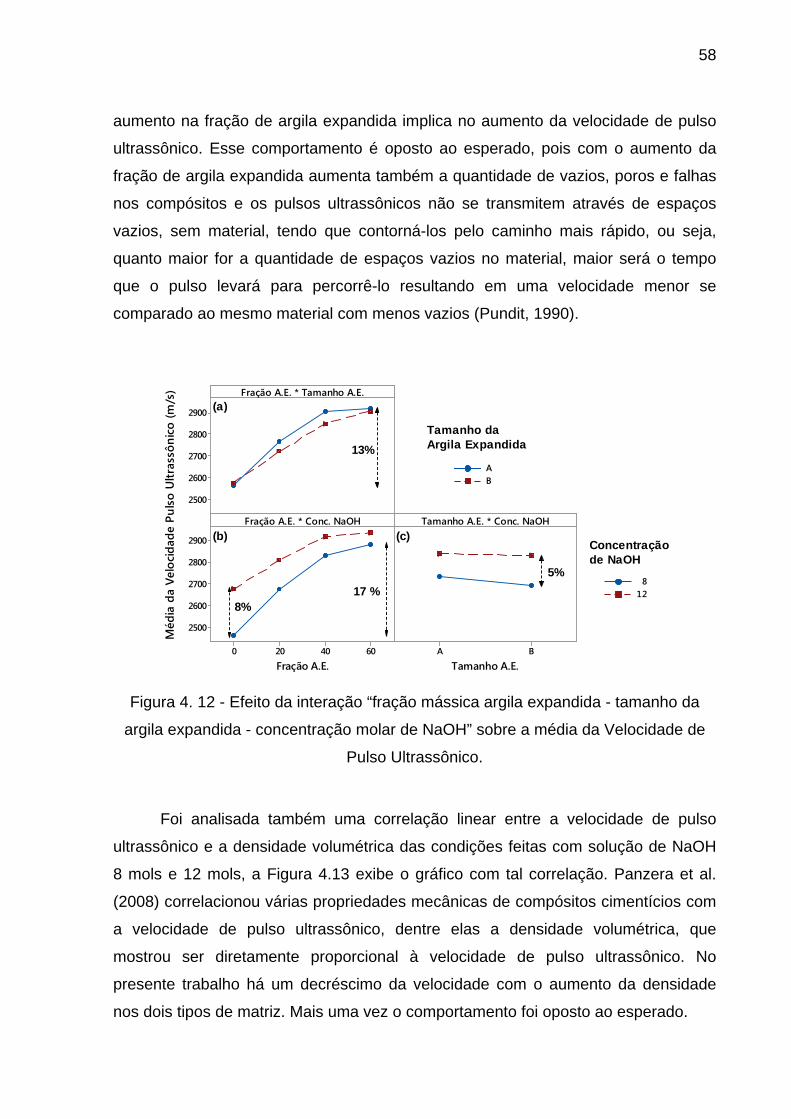
58
aumento na fração de argila expandida implica no aumento da velocidade de pulso
ultrassônico. Esse comportamento é oposto ao esperado, pois com o aumento da
fração de argila expandida aumenta também a quantidade de vazios, poros e falhas
nos compósitos e os pulsos ultrassônicos não se transmitem através de espaços
vazios, sem material, tendo que contorná-los pelo caminho mais rápido, ou seja,
quanto maior for a quantidade de espaços vazios no material, maior será o tempo
que o pulso levará para percorrê-lo resultando em uma velocidade menor se
comparado ao mesmo material com menos vazios (Pundit, 1990).
Figura 4. 12 - Efeito da interação “fração mássica argila expandida - tamanho da
argila expandida - concentração molar de NaOH” sobre a média da Velocidade de
Pulso Ultrassônico.
Foi analisada também uma correlação linear entre a velocidade de pulso
ultrassônico e a densidade volumétrica das condições feitas com solução de NaOH
8 mols e 12 mols, a Figura 4.13 exibe o gráfico com tal correlação. Panzera et al.
(2008) correlacionou várias propriedades mecânicas de compósitos cimentícios com
a velocidade de pulso ultrassônico, dentre elas a densidade volumétrica, que
mostrou ser diretamente proporcional à velocidade de pulso ultrassônico. No
presente trabalho há um decréscimo da velocidade com o aumento da densidade
nos dois tipos de matriz. Mais uma vez o comportamento foi oposto ao esperado.
2900
2800
2700
2600
2500
6040200
2900
2800
2700
2600
2500
BA
Fração A.E. * Tamanho A.E.
Fração A.E. * Conc. NaOH
Fração A.E.
Tamanho A.E. * Conc. NaOH
Tamanho A.E.
AB
812
Méd
ia d
a Ve
loci
dade
Pul
so U
ltras
sôni
co (m
/s)
5%
8%
Argila ExpandidaTamanho da
de NaOHConcentração
13%
17 %
(a)
(b) (c)

59
Figura 4. 13 - Correlação entre velocidade de pulso ultrassônico e densidade
volumétrica.
4.1.4 Densidade volumétrica
No item a seguir serão apresentados os resultados da densidade
volumétrica dos compósitos obtidos de duas formas: volume encontrado pelo
método de Archimedes e volume calculado geometricamente.
4.1.4.1 Densidade volumétrica – Volume calculado pelo método de Archimedes
A média da densidade volumétrica dos compósitos variou entre 1,16 g/cm³ e
1,66 g/cm³. Os fatores principais “fração mássica argila expandida” e “concentração
molar de NaOH” foram estatisticamente significativos, pois apresentaram P-valores
de 0,00 e 0,011; respectivamente. Já o P-valor para “tamanho da argila expandida”
de 0,392 evidencia que esse fator não influência a densidade volumétrica (Ver
Tabela 4.1). O valor de R² foi de 93,81%, o que indica uma qualidade de ajuste
satisfatória. É possível observar na Figura 4.14 o gráfico de probabilidade normal de
resíduos para a medida da densidade volumétrica. O P-valor de 0,083 comprova a
normalidade dos resíduos.
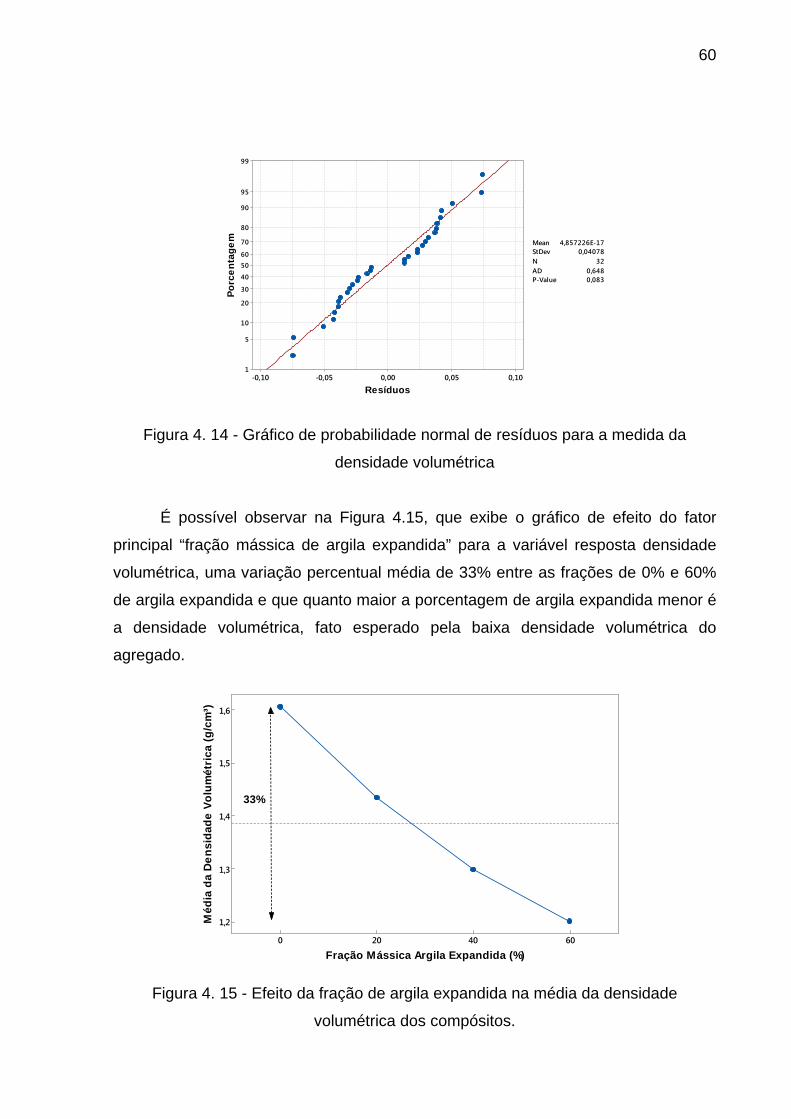
60
Figura 4. 14 - Gráfico de probabilidade normal de resíduos para a medida da
densidade volumétrica
É possível observar na Figura 4.15, que exibe o gráfico de efeito do fator
principal “fração mássica de argila expandida” para a variável resposta densidade
volumétrica, uma variação percentual média de 33% entre as frações de 0% e 60%
de argila expandida e que quanto maior a porcentagem de argila expandida menor é
a densidade volumétrica, fato esperado pela baixa densidade volumétrica do
agregado.
Figura 4. 15 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos.
0,100,050,00-0,05-0,10
99
95
90
80
70
6050
40
30
20
10
5
1
Mean 4,857226E-17StDev 0,04078N 32AD 0,648P-Value 0,083
Resíduos
Porc
enta
gem
6040200
1,6
1,5
1,4
1,3
1,2
Fração Mássica Argila Expandida (%)
Méd
ia d
a D
ensi
dade
Vol
umét
rica
(g/c
m³)
33%
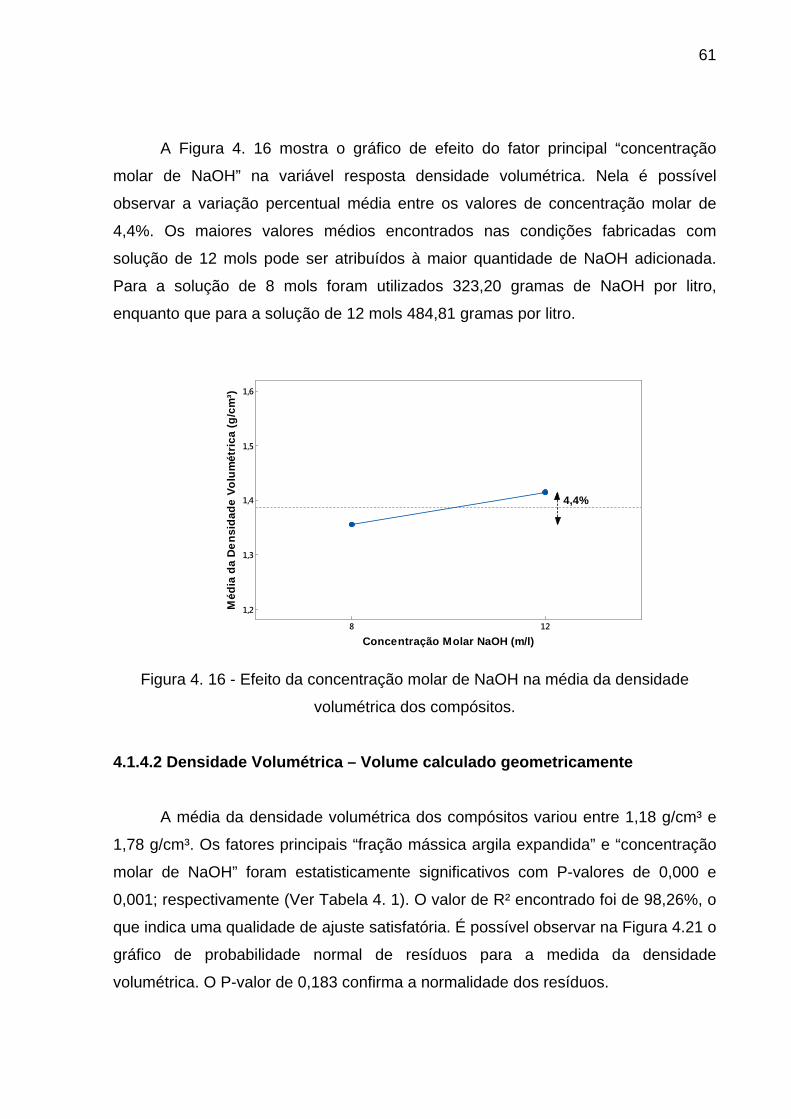
61
A Figura 4. 16 mostra o gráfico de efeito do fator principal “concentração
molar de NaOH” na variável resposta densidade volumétrica. Nela é possível
observar a variação percentual média entre os valores de concentração molar de
4,4%. Os maiores valores médios encontrados nas condições fabricadas com
solução de 12 mols pode ser atribuídos à maior quantidade de NaOH adicionada.
Para a solução de 8 mols foram utilizados 323,20 gramas de NaOH por litro,
enquanto que para a solução de 12 mols 484,81 gramas por litro.
Figura 4. 16 - Efeito da concentração molar de NaOH na média da densidade
volumétrica dos compósitos.
4.1.4.2 Densidade Volumétrica – Volume calculado geometricamente
A média da densidade volumétrica dos compósitos variou entre 1,18 g/cm³ e
1,78 g/cm³. Os fatores principais “fração mássica argila expandida” e “concentração
molar de NaOH” foram estatisticamente significativos com P-valores de 0,000 e
0,001; respectivamente (Ver Tabela 4. 1). O valor de R² encontrado foi de 98,26%, o
que indica uma qualidade de ajuste satisfatória. É possível observar na Figura 4.21 o
gráfico de probabilidade normal de resíduos para a medida da densidade
volumétrica. O P-valor de 0,183 confirma a normalidade dos resíduos.
128
1,6
1,5
1,4
1,3
1,2
Concentração Molar NaOH (m/l)
Méd
ia d
a D
ensi
dade
Vol
umét
rica
(g/c
m³)
4,4%

62
Figura 4.17 - Gráfico de probabilidade normal de resíduos para a medida da
densidade volumétrica. (volume calculado geometricamente)
A Figura 4.18 exibe o gráfico de efeito do fator principal “fração de argila
expandida” sobre a densidade volumétrica dos compósitos. Houve uma variação de
41% no valor médio da densidade volumétrica dos compósitos fabricados com 0% e
60% de argila expandida. Nota-se um decréscimo da densidade com o aumento da
fração de argila expandida.
Figura 4.18 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos. (volume calculado geometricamente)
0,080,060,040,020,00-0,02-0,04-0,06-0,08
99
95
90
80
70
6050
40
30
20
10
5
1
Mean 2,081668E-17StDev 0,02559N 32AD 0,510P-Value 0,183
Resíduos
Porc
enta
gem
6040200
1,7
1,6
1,5
1,4
1,3
1,2
Fração Mássica de Argila Expandida (%)
Méd
ia d
a D
ensi
dade
Vol
umèt
rica
(g/c
m³)
41%
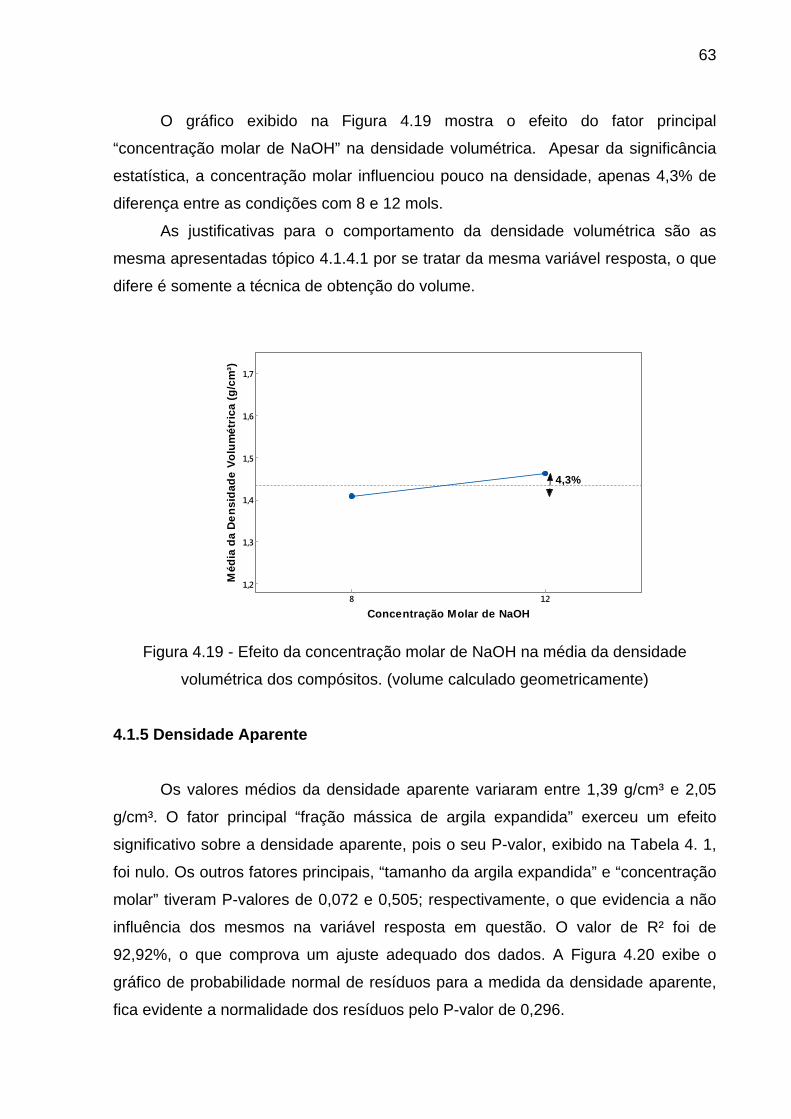
63
O gráfico exibido na Figura 4.19 mostra o efeito do fator principal
“concentração molar de NaOH” na densidade volumétrica. Apesar da significância
estatística, a concentração molar influenciou pouco na densidade, apenas 4,3% de
diferença entre as condições com 8 e 12 mols.
As justificativas para o comportamento da densidade volumétrica são as
mesma apresentadas tópico 4.1.4.1 por se tratar da mesma variável resposta, o que
difere é somente a técnica de obtenção do volume.
Figura 4.19 - Efeito da concentração molar de NaOH na média da densidade
volumétrica dos compósitos. (volume calculado geometricamente)
4.1.5 Densidade Aparente
Os valores médios da densidade aparente variaram entre 1,39 g/cm³ e 2,05
g/cm³. O fator principal “fração mássica de argila expandida” exerceu um efeito
significativo sobre a densidade aparente, pois o seu P-valor, exibido na Tabela 4. 1,
foi nulo. Os outros fatores principais, “tamanho da argila expandida” e “concentração
molar” tiveram P-valores de 0,072 e 0,505; respectivamente, o que evidencia a não
influência dos mesmos na variável resposta em questão. O valor de R² foi de
92,92%, o que comprova um ajuste adequado dos dados. A Figura 4.20 exibe o
gráfico de probabilidade normal de resíduos para a medida da densidade aparente,
fica evidente a normalidade dos resíduos pelo P-valor de 0,296.
128
1,7
1,6
1,5
1,4
1,3
1,2
Concentração Molar de NaOH
Méd
ia d
a D
ensi
dade
Vol
umét
rica
(g/c
m³)
4,3%
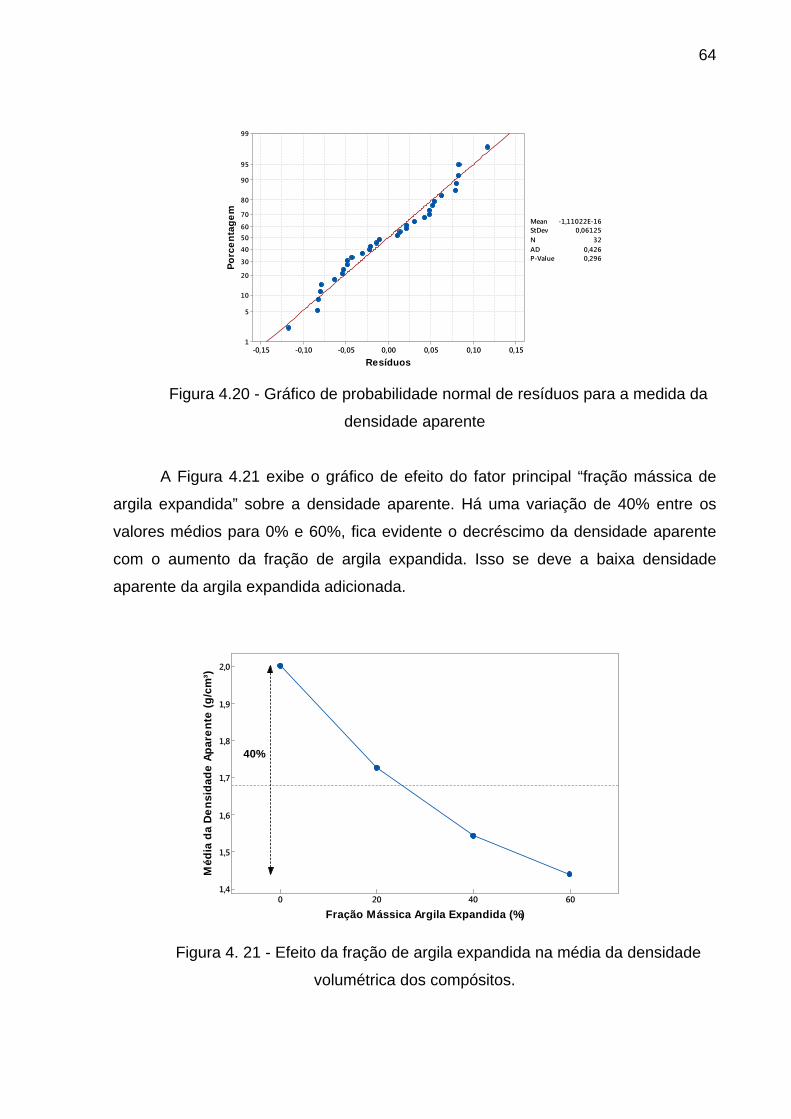
64
Figura 4.20 - Gráfico de probabilidade normal de resíduos para a medida da
densidade aparente
A Figura 4.21 exibe o gráfico de efeito do fator principal “fração mássica de
argila expandida” sobre a densidade aparente. Há uma variação de 40% entre os
valores médios para 0% e 60%, fica evidente o decréscimo da densidade aparente
com o aumento da fração de argila expandida. Isso se deve a baixa densidade
aparente da argila expandida adicionada.
Figura 4. 21 - Efeito da fração de argila expandida na média da densidade
volumétrica dos compósitos.
0,150,100,050,00-0,05-0,10-0,15
99
95
90
80
70
6050
40
30
20
10
5
1
Mean -1,11022E-16StDev 0,06125N 32AD 0,426P-Value 0,296
Resíduos
Porc
enta
gem
6040200
2,0
1,9
1,8
1,7
1,6
1,5
1,4
Fração Mássica Argila Expandida (%)
Méd
ia d
a D
ensi
dade
Apa
rent
e (g
/cm
³)
40%
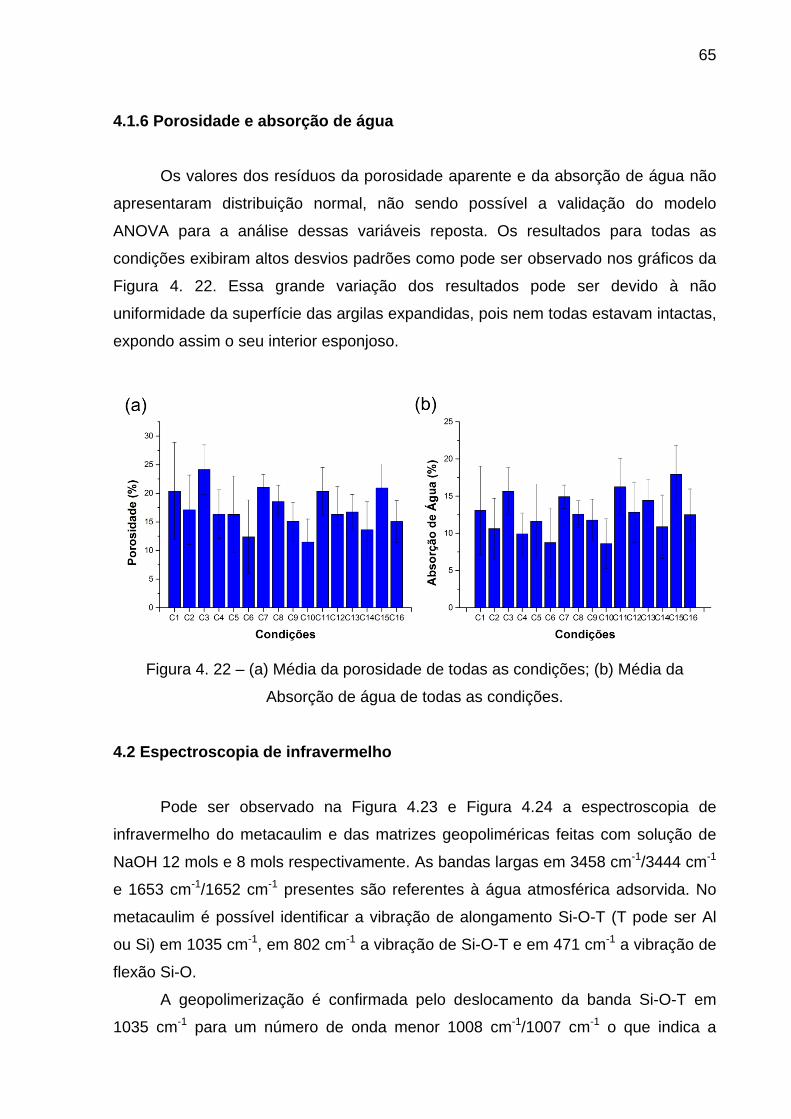
65
4.1.6 Porosidade e absorção de água
Os valores dos resíduos da porosidade aparente e da absorção de água não
apresentaram distribuição normal, não sendo possível a validação do modelo
ANOVA para a análise dessas variáveis reposta. Os resultados para todas as
condições exibiram altos desvios padrões como pode ser observado nos gráficos da
Figura 4. 22. Essa grande variação dos resultados pode ser devido à não
uniformidade da superfície das argilas expandidas, pois nem todas estavam intactas,
expondo assim o seu interior esponjoso.
Figura 4. 22 – (a) Média da porosidade de todas as condições; (b) Média da
Absorção de água de todas as condições.
4.2 Espectroscopia de infravermelho
Pode ser observado na Figura 4.23 e Figura 4.24 a espectroscopia de
infravermelho do metacaulim e das matrizes geopoliméricas feitas com solução de
NaOH 12 mols e 8 mols respectivamente. As bandas largas em 3458 cm-1/3444 cm-1
e 1653 cm-1/1652 cm-1 presentes são referentes à água atmosférica adsorvida. No
metacaulim é possível identificar a vibração de alongamento Si-O-T (T pode ser Al
ou Si) em 1035 cm-1, em 802 cm-1 a vibração de Si-O-T e em 471 cm-1 a vibração de
flexão Si-O.
A geopolimerização é confirmada pelo deslocamento da banda Si-O-T em
1035 cm-1 para um número de onda menor 1008 cm-1/1007 cm-1 o que indica a

66
formação de novas estruturas. Esse comportamento é explicado pela substituição da
SiO4 tetraédrica pela AlO4 tetraédrica, mudando o local do ambiente químico das
unidades de Si-O e reduzindo sua energia de ligação. A banda correspondente a Si-
O-Al em 802 cm-1 foi substituída por várias bandas 723 cm-1/718 cm-1 e 550 cm-1,
indicando o rompimento do ambiente do Al pelo processo de geopolimerização
(RASOULI, 2015). As bandas de 1453 cm-1 e 1376 cm-1 presentes nas matrizes
feitas com solução de 12 e 8 mols de NaOH indicam a presença de carbonato de
sódio Na2CO3 formado pelo excesso de NaOH na superfície. (BARBOSA et al,
2000).
Figura 4. 23 - Espectroscopia de infravermelho do metacaulim e das condições com
matrizes geopoliméricas feitas com solução de NaOH 12 mols.
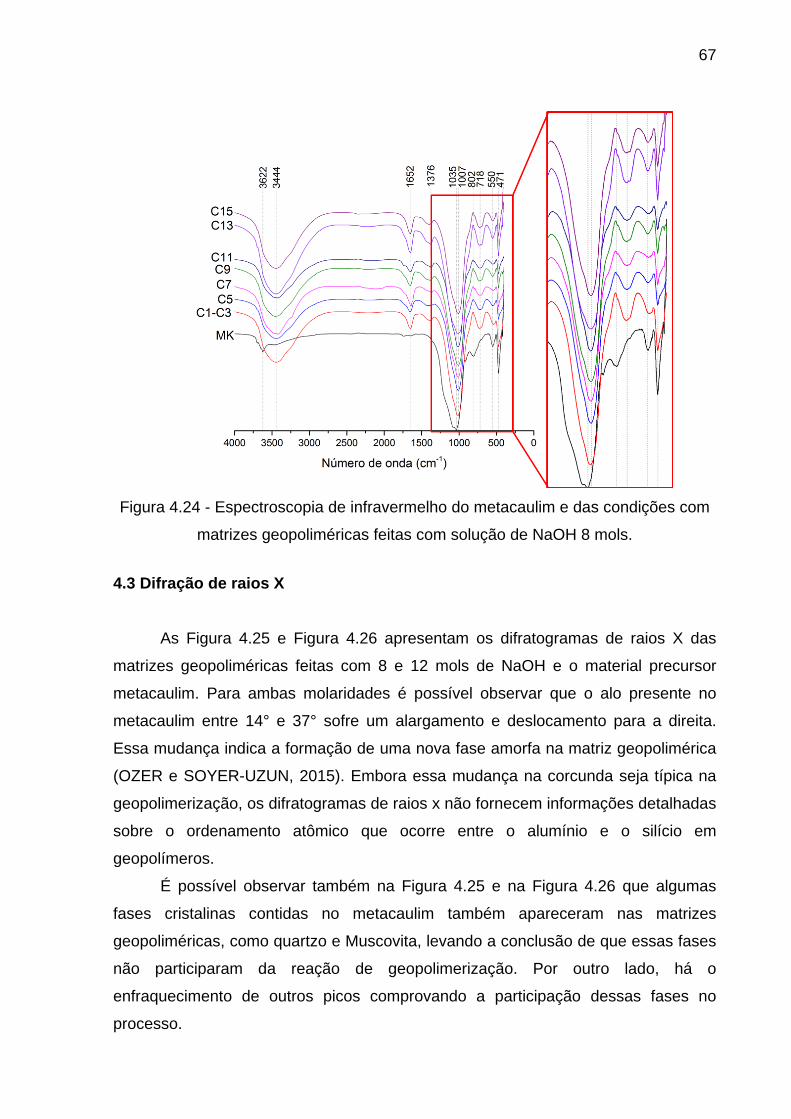
67
Figura 4.24 - Espectroscopia de infravermelho do metacaulim e das condições com
matrizes geopoliméricas feitas com solução de NaOH 8 mols.
4.3 Difração de raios X
As Figura 4.25 e Figura 4.26 apresentam os difratogramas de raios X das
matrizes geopoliméricas feitas com 8 e 12 mols de NaOH e o material precursor
metacaulim. Para ambas molaridades é possível observar que o alo presente no
metacaulim entre 14° e 37° sofre um alargamento e deslocamento para a direita.
Essa mudança indica a formação de uma nova fase amorfa na matriz geopolimérica
(OZER e SOYER-UZUN, 2015). Embora essa mudança na corcunda seja típica na
geopolimerização, os difratogramas de raios x não fornecem informações detalhadas
sobre o ordenamento atômico que ocorre entre o alumínio e o silício em
geopolímeros.
É possível observar também na Figura 4.25 e na Figura 4.26 que algumas
fases cristalinas contidas no metacaulim também apareceram nas matrizes
geopoliméricas, como quartzo e Muscovita, levando a conclusão de que essas fases
não participaram da reação de geopolimerização. Por outro lado, há o
enfraquecimento de outros picos comprovando a participação dessas fases no
processo.
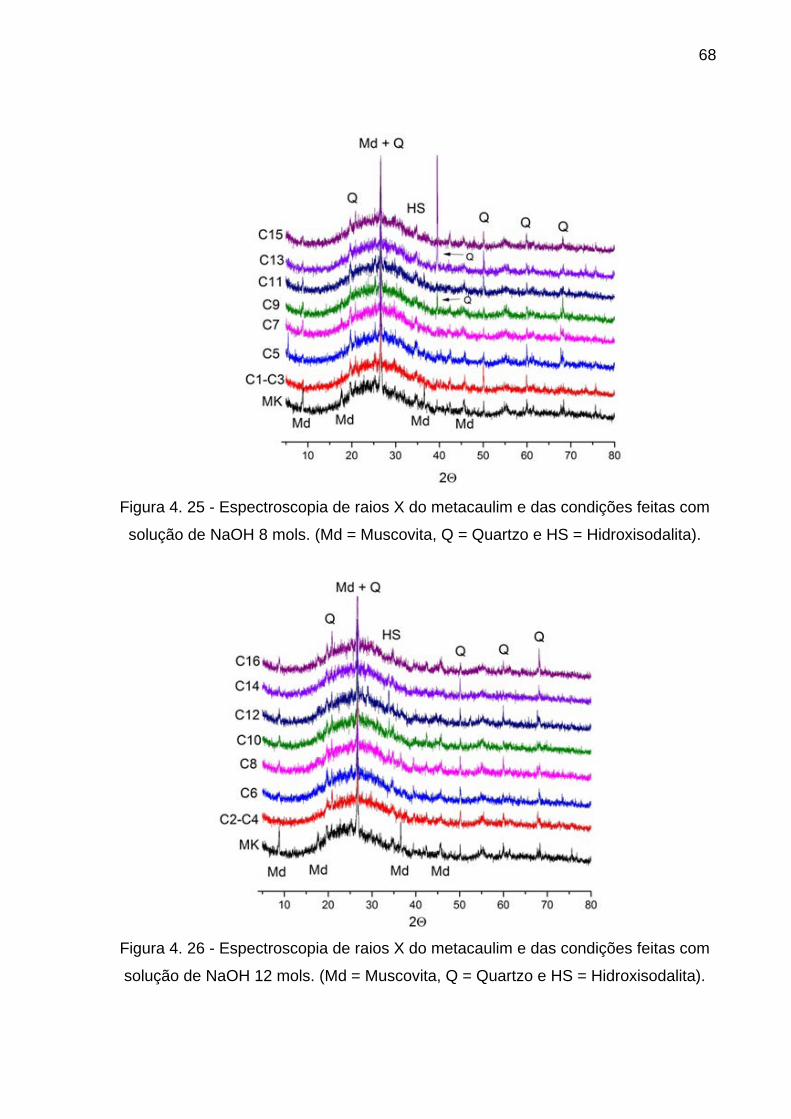
68
Figura 4. 25 - Espectroscopia de raios X do metacaulim e das condições feitas com
solução de NaOH 8 mols. (Md = Muscovita, Q = Quartzo e HS = Hidroxisodalita).
Figura 4. 26 - Espectroscopia de raios X do metacaulim e das condições feitas com
solução de NaOH 12 mols. (Md = Muscovita, Q = Quartzo e HS = Hidroxisodalita).
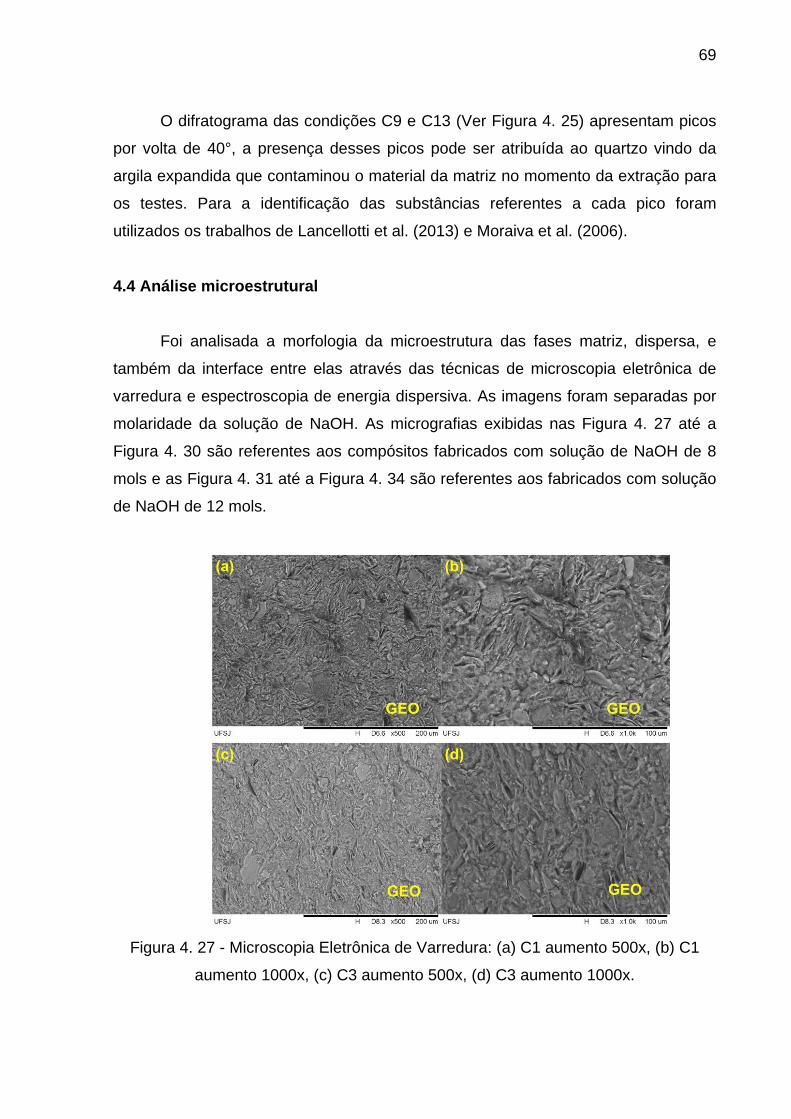
69
O difratograma das condições C9 e C13 (Ver Figura 4. 25) apresentam picos
por volta de 40°, a presença desses picos pode ser atribuída ao quartzo vindo da
argila expandida que contaminou o material da matriz no momento da extração para
os testes. Para a identificação das substâncias referentes a cada pico foram
utilizados os trabalhos de Lancellotti et al. (2013) e Moraiva et al. (2006).
4.4 Análise microestrutural
Foi analisada a morfologia da microestrutura das fases matriz, dispersa, e
também da interface entre elas através das técnicas de microscopia eletrônica de
varredura e espectroscopia de energia dispersiva. As imagens foram separadas por
molaridade da solução de NaOH. As micrografias exibidas nas Figura 4. 27 até a
Figura 4. 30 são referentes aos compósitos fabricados com solução de NaOH de 8
mols e as Figura 4. 31 até a Figura 4. 34 são referentes aos fabricados com solução
de NaOH de 12 mols.
Figura 4. 27 - Microscopia Eletrônica de Varredura: (a) C1 aumento 500x, (b) C1
aumento 1000x, (c) C3 aumento 500x, (d) C3 aumento 1000x.
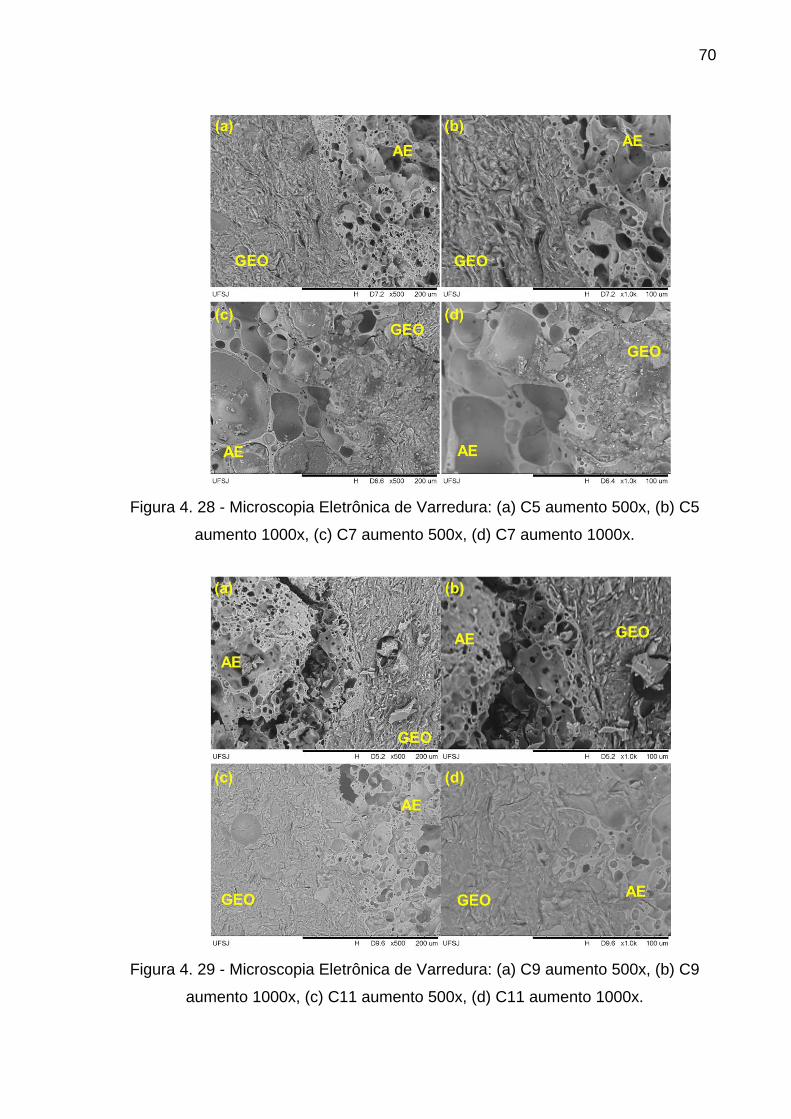
70
Figura 4. 28 - Microscopia Eletrônica de Varredura: (a) C5 aumento 500x, (b) C5
aumento 1000x, (c) C7 aumento 500x, (d) C7 aumento 1000x.
Figura 4. 29 - Microscopia Eletrônica de Varredura: (a) C9 aumento 500x, (b) C9
aumento 1000x, (c) C11 aumento 500x, (d) C11 aumento 1000x.
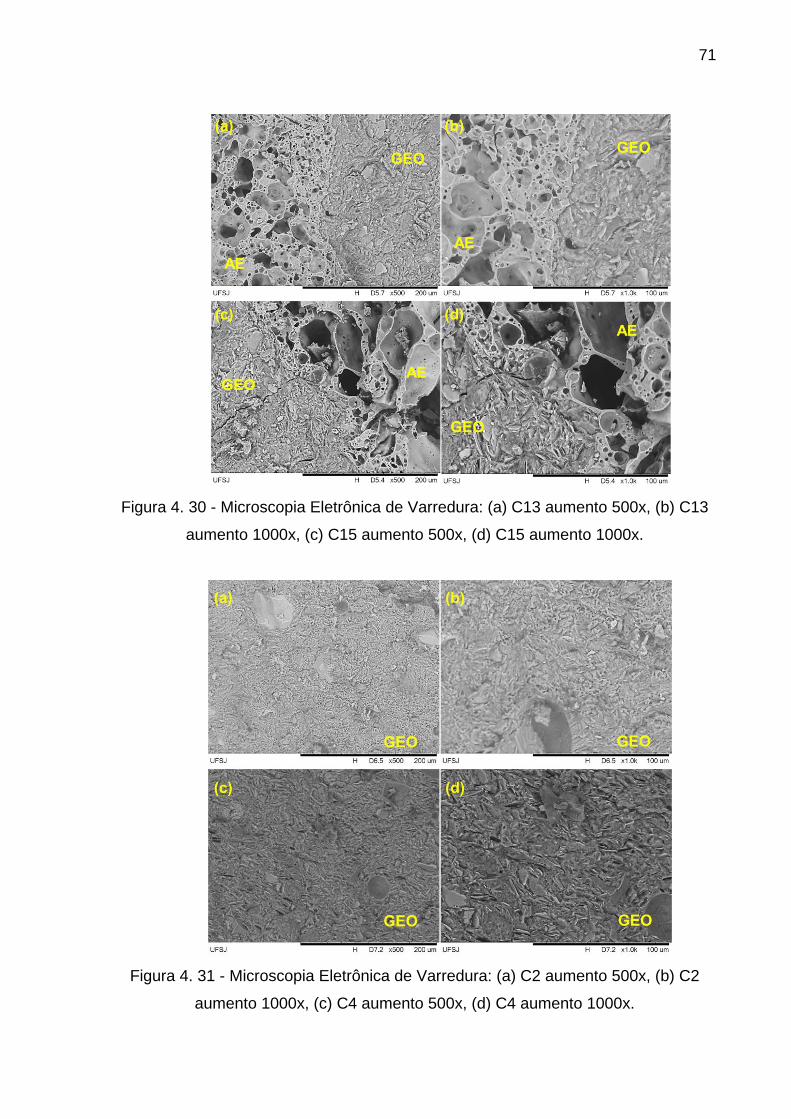
71
Figura 4. 30 - Microscopia Eletrônica de Varredura: (a) C13 aumento 500x, (b) C13
aumento 1000x, (c) C15 aumento 500x, (d) C15 aumento 1000x.
Figura 4. 31 - Microscopia Eletrônica de Varredura: (a) C2 aumento 500x, (b) C2
aumento 1000x, (c) C4 aumento 500x, (d) C4 aumento 1000x.
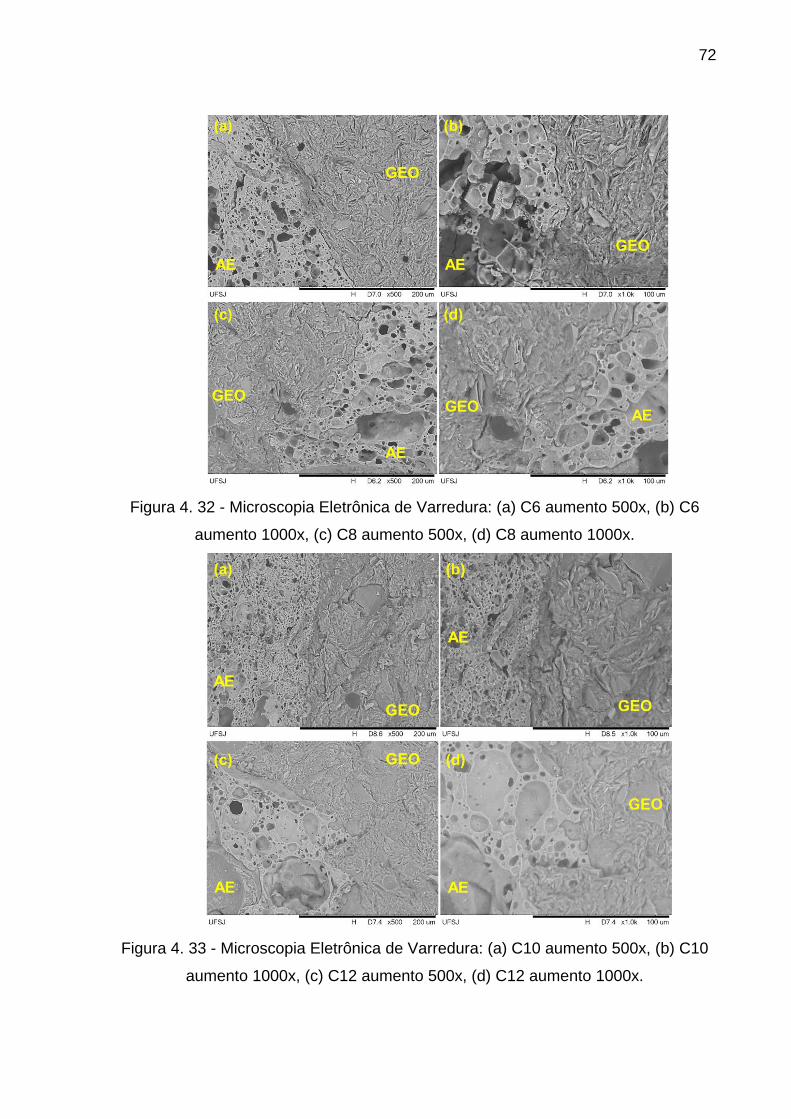
72
Figura 4. 32 - Microscopia Eletrônica de Varredura: (a) C6 aumento 500x, (b) C6
aumento 1000x, (c) C8 aumento 500x, (d) C8 aumento 1000x.
Figura 4. 33 - Microscopia Eletrônica de Varredura: (a) C10 aumento 500x, (b) C10
aumento 1000x, (c) C12 aumento 500x, (d) C12 aumento 1000x.
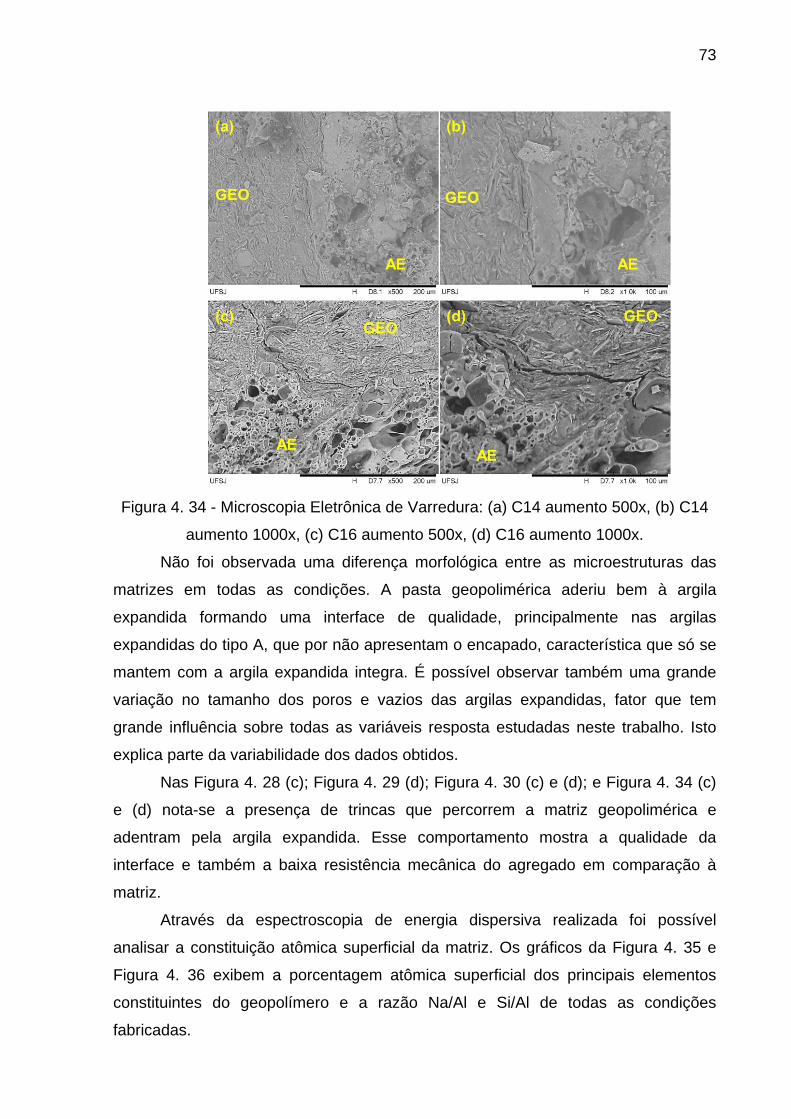
73
Figura 4. 34 - Microscopia Eletrônica de Varredura: (a) C14 aumento 500x, (b) C14
aumento 1000x, (c) C16 aumento 500x, (d) C16 aumento 1000x.
Não foi observada uma diferença morfológica entre as microestruturas das
matrizes em todas as condições. A pasta geopolimérica aderiu bem à argila
expandida formando uma interface de qualidade, principalmente nas argilas
expandidas do tipo A, que por não apresentam o encapado, característica que só se
mantem com a argila expandida integra. É possível observar também uma grande
variação no tamanho dos poros e vazios das argilas expandidas, fator que tem
grande influência sobre todas as variáveis resposta estudadas neste trabalho. Isto
explica parte da variabilidade dos dados obtidos.
Nas Figura 4. 28 (c); Figura 4. 29 (d); Figura 4. 30 (c) e (d); e Figura 4. 34 (c)
e (d) nota-se a presença de trincas que percorrem a matriz geopolimérica e
adentram pela argila expandida. Esse comportamento mostra a qualidade da
interface e também a baixa resistência mecânica do agregado em comparação à
matriz.
Através da espectroscopia de energia dispersiva realizada foi possível
analisar a constituição atômica superficial da matriz. Os gráficos da Figura 4. 35 e
Figura 4. 36 exibem a porcentagem atômica superficial dos principais elementos
constituintes do geopolímero e a razão Na/Al e Si/Al de todas as condições
fabricadas.
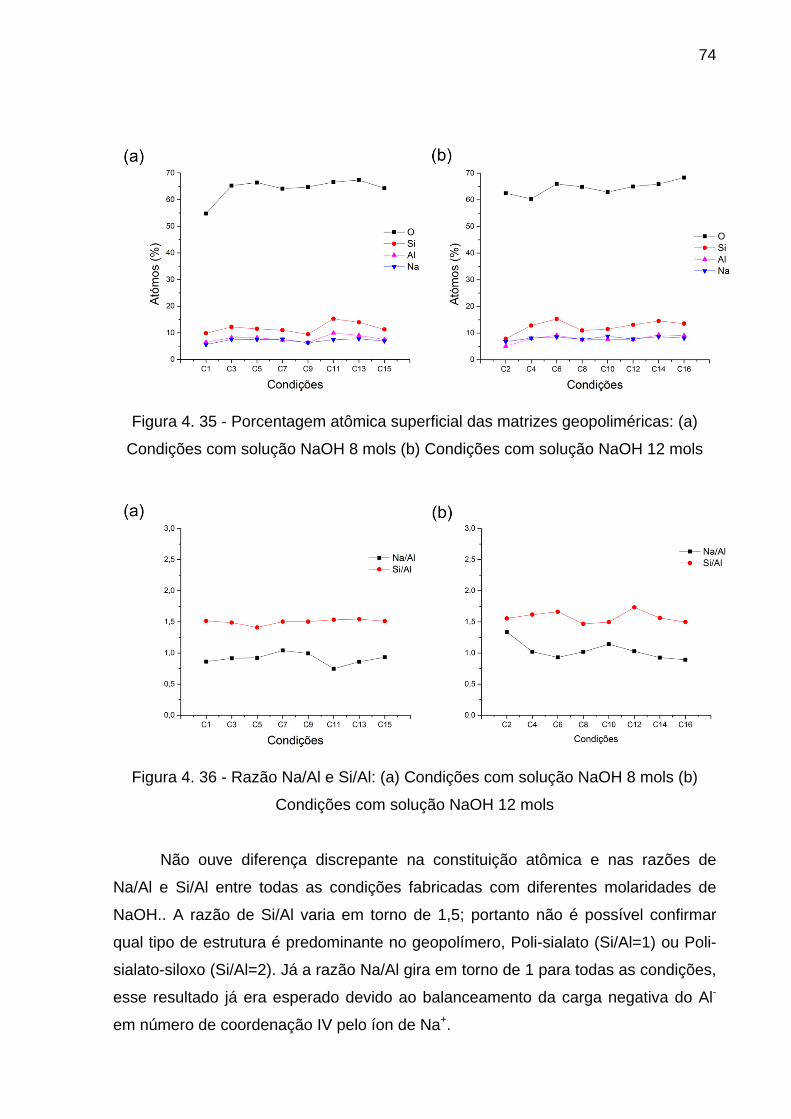
74
Figura 4. 35 - Porcentagem atômica superficial das matrizes geopoliméricas: (a)
Condições com solução NaOH 8 mols (b) Condições com solução NaOH 12 mols
Figura 4. 36 - Razão Na/Al e Si/Al: (a) Condições com solução NaOH 8 mols (b)
Condições com solução NaOH 12 mols
Não ouve diferença discrepante na constituição atômica e nas razões de
Na/Al e Si/Al entre todas as condições fabricadas com diferentes molaridades de
NaOH.. A razão de Si/Al varia em torno de 1,5; portanto não é possível confirmar
qual tipo de estrutura é predominante no geopolímero, Poli-sialato (Si/Al=1) ou Poli-
sialato-siloxo (Si/Al=2). Já a razão Na/Al gira em torno de 1 para todas as condições,
esse resultado já era esperado devido ao balanceamento da carga negativa do Al-
em número de coordenação IV pelo íon de Na+.
75
CAPÍTULO 5
CONCLUSÕES
Através do planejamento proposto, análise estatística, observações durante a
fabricação das amostras e análise dos resultados quantitativos foi possível obter as
seguintes conclusões:
Dentre todos os fatores principais analisados, a fração mássica de argila
expandida foi o fator que mais influenciou nos valores médios dos resultados das
variáveis respostas avaliadas, chegando a 133% na resistência à compressão e
83% na resistência específica das condições fabricadas com argila expandida do
tipo A, 17% na velocidade de pulso ultrassônico, 41% na densidade volumétrica e
40% na densidade aparente.
Contrário ao esperado, a resistência à compressão não foi afetada pela
concentração molar de NaOH. Porém durante a fabricação dos corpos de prova
notou-se um menor tempo de cura e maior temperatura nos corpos de prova com 12
mols de NaOH.
O processo de geopolimerização foi confirmado pela espectroscopia de
infravermelho e as mudanças de fase pela difração de raios X.
Tento como objetivo um equilíbrio dentre todas as variáveis respostas, a fração
de argila expandida de 40% mostra ser a ideal para o tipo de compósito fabricado.
Para obter compósitos com maiores valores de resistência específica sugere-
se usar agregados com densidade menor do que da argila expandida.
76
Referências
AGARWAL, Bhagwan D.; BROUTMAN, Lawrence J. Analysis and Performance of
Fiber Composites. 2nd ed. Kanpur, Índia, 1990. John Wiley & Sons, Inc. apud LIMA
JÚNIOR, U. M. Fibras da Semente do Açaizeiro (Euterpe Oleracea Mart.): Avaliação
quanto ao uso como reforço de Compósitos fibrocimentícios. 2007. Dissertação
(Mestrado). Pontifícia Universidade Católica do Rio Grande Do Sul. Programa de
pós-Graduação em engenharia e tecnologia de materiais. Porto Alegre.
AMBROISE, J., MURAT, M., PERA, J., Hydration reaction and hardening of calcined
clays and related minerals: V. Extension of the research and general conclusions,
Cement and Concrete Research, n. 15, p. 261–268, 1985.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, NBR 5739: Concreto -
Ensaios de compressão de corpos-de-prova cilíndricos, 2007.
ASTM C 597, "Standard Test Method for Pulse Velocity Through Concrete", 2009.
BARBOSA, V. F.F., MACKENZIE, K. J.D., THAUMATURGO, C. Synthesis and
characterisation of materials based on inorganic polymers of alumina and silica:
sodium polysialate polymers. International Journal of Inorganic Materials, n.2, p 309–
317, 2000.
BARROSO, M. D. B. Desenvolvimento de compósitos com matriz de geopolíemros
reforçados com partículas de quasicristais AlCuFe. Tese (doutorado), Programa de
Pós-gradução em Engenharia Mecânica, Centro de Tecnologia, Universidade
Federal da Paraíba, 2009.
BENSTED J, BARNES P. Structure and performance of cements. 2nd ed. New York:
Spon Press; 2002. 565.
BRITISH STANDARD. BS EM 206-1: Concrete — Part 1: Specification, performance,
production and conformity, 2000.
BRITISH STANDARD. BS EN ISO 10545-3: Ceramic tiles - Part 3: Determination of
water absorption, apparent porosity, apparent relative density and bulk density, 1997.
BRITISH STANDARD. BS EN ISO 13055-1: Lightweight aggregates Part 1:
Lightweight aggregates for concrete, mortar and grout, 2002.
77
CABRAL, G. L. L. Metodologia de produção e emprego de agregados de argila
calcinada para pavimentação. 2005. 359 p. Dissertação (Mestrado) – Ciências
em Engenharia de Transportes, Instituto Militar de Engenharia, Rio de Janeiro, 2005.
CALLISTER, WILLIAM D. JR. Fundamentos da Ciência e Engenharia de Materiais.
Abordagem Integrada (Em Portuguese do Brasil)
COUTINHO, A. S., Fabrico e Propriedades do Betão. 2ª.ed., Vol 1, LNEC, Lisboa,
Portugal (1988) 400 p. apud MORAVIA, W. G., OLIVEIRA, C. A. S., GUMIERI, A. G.,
VASCONCELOS, W. L.. Caracterização microestrutural da argila expandida para
aplicação como agregado em concreto estrutural leve. Cerâmica, n. 52, p. 193-199,
2006.
CRIADO, M., PALOMO, A., FERNÁNDEZ-JIMÉNEZ, A. Alkali activation of fly ashes.
Part I: Effect of curing conditions on the carbonation of the reaction products. Journal
of Cement and Concrete Composition, v. 84, p. 2048 – 2054, 2005.
DANIEL, I. M.; ISHAI, O. Engineering mechanics of composite materials. New York:
Oxford University Press, 1994.
DAVIDOVITS, J.. Geopolymer chemistry and sustainable Development. The
Poly(sialate) terminology: a very useful and simple model for the promot ion and
understanding of green-chemistry. Geopolymer, Green Chemistry and Sustainable
Development Solutions: Proceedings of the World Congress Geopolymer 2005. Ed.
Geopolymer Institute, p. 9-15, 2005. ISBN: 2951482000, 9782951482005.
DAVIDOVITS, JOSEPH, MARGIE MORRIS. The Pyramids: An Enigma Solved. New
York: Dorset Press. (1988).
DING JIAN-TONG, LI ZONGJIN. Effects of metakaoloin and silica fume on properties
of concrete. ACI Mater J 2002;99(4):393–8.
DRUMOND, F. B. Metodologia de otimização de processos. 1993. Departamento de
Estatística da UFMG, Departamento de Tecnologia Mineral do CDTN/CNEN, Belo
Horizonte, Minas Gerais, 1993.
78
DUCMAN, V., MIRTIC, B.. Water vapour permeability of lightweight concrete
prepared with different types of lightweight aggregates. Construction and Building
Materials, n. 68, p. 314–319, 2014.
DYER, A.. “An Introduction to Zeolite Molecular Sieves”, Ed. John Wiley & Sons
1988. Apud PINTO, A.T. Sistemas Ligantes Obtidos por Activação Alcalina do
Metacaulino. Tese Doutorado, Universidade do Minho, Portugal. 2004
FERNÁNDEZ RAÚL, NEBREDA BELÉN, DE LA VILLA R VIGIL, GARCÍA
ROSARIO, FRÍAS MOISÉS. Mineralogical and chemical evolution of hydrated
phases in the pozzolanic reaction of calcined paper sludge. Cem Concr Compos
2010;32:775–82
FRÍAS M, DE ROJAS MI SÁNCHEZ, RIVERA J. Influence of calcining conditions on
pozzolanic activity and reaction kinetics in paper sludge-calcium hydroxide mixes. In:
Malhotra VM, editor. Eighth CANMET/ACI international conference on fly ash, silica
fume, slag and natural pozzolans in concrete, Las Vegas, vol. 2; 2004. p. 879–92
FRÍAS M, DE ROJAS MI SÁNCHEZ, RODRÍGUEZ O, JIMÉNEZ R GARCÍA, DE LA
VILLA RVIGIL. Characterisation of calcined paper sludge as an environmentally
friendly source of metakaolin. Adv Cem Res 2008b; 20:23–30.
FRÍAS M, RODRÍGUEZ O, GARCÍA R, VEGAS I. Influence of activation temperature
on reaction kinetics in recycled clay waste-calcium hydroxide systems. J Am Ceram
Soc 2008a; 91(12):4044–51
FRÍAS M, RODRÍGUEZ O, NEBREDA B, GARCÍA R, VILLAR-COCIÑA E. Influence
of activation temperature of kaolinite based clay wastes on pozzolanic activity and
kinetic parameters. Adv Cem Res 2010;22(3):135–42
FRÍAS M, SÀNCHEZ DE ROJAS MI, RODRÍGUEZ O, GARCÍA R, VIGIL R.
Characterization of calcined paper sludge as an environmentally friendly source of
metakaolin for manufacture of cementitious materials. Adv Cem Res 2008;20(1):23–
30.
GARCÍA, R., VILLA, R. V. de la, VEGAS, I., FRÍAS, M., ROJAS, M.I. S. de, The
pozzolanic properties of paper sludge waste, Construction and Building Materials. n.
22. p. 1484–1490, 2008.
79
GLUKHOVSKY, V.D. (1994). “Ancient, Modern and Future Cements”, First
International Conference on Alkaline Cements and Concretes, Kiev State Technical
University, pp. 1-8. Apud PINTO, A.T. Sistemas Ligantes Obtidos por Activação
Alcalina do Metacaulino. Tese Doutorado, Universidade do Minho, Portugal. 2004
GLUKHOVSKY, V.D., ROSTOVSKAJA, G.S., RUMYNA, G.V., High strength slag
alkaline cements, Proceedings of the Seventh International Congress on the
Chemistry of Cement, n. 3, p. 164–168, 1980.
GLUKHOVSKY, V.D., ROSTOVSKAJA, G.S., RUMYNA, G.V., High strength slag
alkaline cements, Proceedings of the Seventh International Congress on the
Chemistry of Cement, n. 3, p. 164–168, 1980. Apud SEVERO, C. G. S., COSTA, D.
L., BEZERRA, I. M. T., MENEZES, R. R., NEVES, G. A.. Características,
particularidades e princípios científicos dos materiais ativados alcalinamente. Revista
Eletrônica de Materiais e Processos, v.8.2, p. 55–67, 2013, ISSN 1809‐8797.
GRANIZO, M. L., BLANCO, M. T., PUERTAS, F., PALOMO, A. Alkaline activation of
metakaolin: influence of synthesis parameters. In: Proceeding of the Tenth
International Congress on Chemistry of Cement, Göteborg, vol 3, p 3ii113, 1997.
GRANIZO, M. L., BLANCO, M. T., RAMIREZ, S. M. Alkali activation of metakaolins:
parameters affecting mechanical, structural and microstructural properties. Journal of
Material Science, v. 42, p. 2934-2943, 2007.
HAGE JÚNIOR, E. Introdução aos materiais compósitos. Universidade Federal de
São Carlos, São Carlos, SP, 1990.
JONES, Robert M. Machanics of Composite Materials. 2nd ed. Blacksburg, EUA,
1999. Taylor & Francis, Inc.
KAW, AUTAR K. Mechanics of Composite Materials. 2nd ed. Boca Raton, FL: Taylor
& Francis, 2006.
KOSTUCH JA, WALTERS V, JONES TR. High performance concretes incorporating
metakaolin: a review. In: Dhir RK, Jones MR, editors. Concrete 2000, economic and
durable concrete through excellence. London: E & FN Spon; 1993. p. 1799–811
80
KRIVENKO, P. (1994). “Alkaline Cements”, First International Conference on Alkaline
Cements and Concretes, K.S.T.U., pp. 12-45. Apud PINTO, A.T. Sistemas Ligantes
Obtidos por Activação Alcalina do Metacaulino. Tese Doutorado, Universidade
do Minho, Portugal. 2004
LANCELLOTTI, I., CATAURO, M., PONZONI, C., BOLLINO, F., LEONELLI, C.,
Inorganic polymers from alkali activation of metakaolin: Effect of setting and curing
on structure. Journal of Solid State Chemistry, n. 200, p. 341–348, 2013.
LI, C., SUN, H., LI, L.. A review: The comparison between alkali-activated slag
(Si+Ca) and metakaolin (Si+Al) cements. Cement and Concrete Research, n. 40, p.
1341–1349, 2010.
LIMA JÚNIOR, U. M. Fibras da Semente do Açaizeiro (Euterpe Oleracea Mart.):
Avaliação quanto ao uso como reforço de Compósitos fibrocimentícios. 2007.
Dissertação (Mestrado). Pontifícia Universidade Católica do Rio Grande Do Sul.
Programa de pós-Graduação em engenharia e tecnologia de materiais. Porto Alegre,
M.S. PRASAD, K.J. REID, H.H. MURRAY, Kaolin: processing, properties and
applications, Applied Clay Science, Volume 6, Issue 2, 1991, Pages 87-119, ISSN
0169-1317
MALHOTRA, V.M., MEHTA, P.K.. High-Performance, High-Volume Fly Ash
Concrete. Supplementary Cementing Materials for Sustainable Development, Inc.,
Ottawa, Canada, p. 101, 2002.
MEHTA, P.K.; MONTEIRO, P.J.M. Concreto: estrutura, propriedades e materiais. 1
ed. São Paulo: Pini, 1994. 573 p.
MELO, A. C. F.. Betões leves vibrocomprimidos com agregados de argila expandida
: Estudo de composição e caracterização experimental. Dissertação apresentada
para obtenção do grau de Mestre, na Faculdade de Engenharia da Universidade do
Porto, sob a orientação do Profs.Doutores Hipólito de Sousa e Ana Maria Sarmento.
2000. 445p
MIRACLE, D. B.; DONALDSON, S. L.. Composites In: ASM INTERNATIONAL
HANDBOOK COMMITTEE, 1. ed., v. 21, ASM Handbook. 2001.
81
MONTGOMERY, D. C. Introduction to statistical quality control. 6ª Ed. USA: John
Wiley & Sons, 2009.
MORAVIA, W. G., OLIVEIRA, C. A. S., GUMIERI, A. G., VASCONCELOS, W. L..
Caracterização microestrutural da argila expandida para aplicação como agregado
em concreto estrutural leve. Cerâmica, n. 52, p. 193-199, 2006.
MURAT M, AMBROISE J, PERA J. Investigation on synthetic binders obtained by
middle temperature thermal dissociation of clay minerals. In: 87th Annual meeting of
the American ceramic society, Cincinnati, Ohio; May 5–9, 1985
NEVILLE, A.M. Properties of concrete. 5 ed. France: Pearson Education, 2012. 872
p.
NKOUMBOU, C., NJOYA, A., NJOYA, D., GROSBOIS, C., NJOPWOUO, D., YVON
J., Kaolin from Mayouom (Western Cameroon): industrial suitability evaluation. Appl
Clay Sci 2009;43:118–24.
OZER, I, SOYER-UZUN, S. Relations between the structural characteristics and
compressive strength in metakaolin based geopolymers with different molar Si/Al
ratios. Ceramics International, n. 41, p. 10192–10198, 2015.
PAIVA, M.C. Estrutura e propriedade de polímeros. Dissertação (mestrado).
Departamento de Engenharia de Polímeros, Universidade do Minho, 2006.
PALOMO, A.; M.W. GRUTZECK, M.T. BLANCO, Alkali-activated fly ashes: a cement
for the future, Cem. Concr. Res., vol. 29, p. 1323–1329, 1999.
PANZERA T. H., RUBIO J. C., BOWEN C. R., VASCONCELOS W. L., STRECKER
K. Correlation between structure and pulse velocity of cementitious composites.
Advances in Cement Research, vol. 20, n. 3, July, p. 101-108. 2008.
PARK, S. S., KANG, H. Y.. Characterization of fly ash-pastes synthesized at different
activator conditions. Korean J Chem Eng; n. 25(1). P. 78–83, 2008.
PELISSER, F., GUERRINO, E.L., MENGER, M., MICHEL, M.D., LABRINCHA, J.A.
Micromechanical characterization of metakaolin-based geopolymers. Construction
and Building Materials, n. 49, p. 547–553, 2013.
82
PÉRA J, AMROUZ A. Development of highly reactive metakaolin from paper sludge.
Adv Ceme Based Mater 1998;7(2):49–56.
PÉRA, J., AMBROISE, J., CHABANNET, M.. Transformation of waste into
complementary cement materials. In: Malhotra VM, editor. Seventh
CANMET/ACI/JCI international conference on fly ash, silica fume, slag and natural
pozzolans in concrete, SP199; 2001. p. 459–75.
PINTO, A.T. Sistemas Ligantes Obtidos por Activação Alcalina do Metacaulino.
Tese Doutorado, Universidade do Minho, Portugal. 2004
POON CS, LAM L, KOU SC, WONG YL, WONG R. Rate of pozzolanic reaction of
metakaolin in high-performance cement pastes. Cem Concr Res 2001; 31(9):1301–6.
PROVIS, J.L., 4 - Activating solution chemistry for geopolymers, In Woodhead
Publishing Series in Civil and Structural Engineering, edited by John L. Provis and
Jannie S.J. van Deventer, Woodhead Publishing, 2009,
RASHAD, A. M., Metakaolin as cementitious material: History, scours, production
and composition – A comprehensive overview. Construction and Building Materials,
n. 41, p. 303–318, 2013.
RASHAD, A. M., ZEEDAN, S. R. The effect of activator concentration on the residual
strength of alkali-activated fly ash pastes subjected to thermal load. Construction and
Building Materials, n. 25, p. 3098–3107, 2011.
ROSSIGNOLO, J.A. Concreto leve de alto desempenho modificado com SB para
préfabricados esbeltos: dosagem, produção, propriedades e microestrutura.
2003. 220 p. Tese (Doutorado em Ciência e Engenharia de Materiais) – Área
Interunidades em Ciência e Engenharia de Materiais, Universidade de São
Paulo,São Carlos, 2003
SANTOS, M.E. et. al. Argila expandida como agregado para concreto leve.
Tema livre – Apresentado à reunião anual do IBRACON de 1986.
SANTOS, P. S., Ciência e Tecnologia de Argilas. 2a.ed., Vol 1 e 2, Editora
Edgard Blücher, S. Paulo, Brasil (1992) apud MORAVIA, W. G., OLIVEIRA, C. A.
S., GUMIERI, A. G., VASCONCELOS, W. L.. Caracterização microestrutural da
83
argila expandida para aplicação como agregado em concreto estrutural leve.
Cerâmica, n. 52, p. 193-199, 2006.
SCRIVENER, K. L., KIRKPATRICK, R.J.. Innovation in use and research on
cementitious material. Cement and Concrete Research, n. 38, p. 128–136, 2008.
SEVERO, C. G. S., COSTA, D. L., BEZERRA, I. M. T., MENEZES, R. R., NEVES, G.
A.. Características, particularidades e princípios científicos dos materiais ativados
alcalinamente. Revista Eletrônica de Materiais e Processos, v.8.2, p. 55–67, 2013,
ISSN 1809‐8797.
SHORT, A., KINNIBURGH, W., Lightweight Concrete, 1st Edition, C.R. Books
Limited, London, England (1963) 511 p apud MORAVIA, W. G., OLIVEIRA, C. A.
S., GUMIERI, A. G., VASCONCELOS, W. L.. Caracterização microestrutural da
argila expandida para aplicação como agregado em concreto estrutural leve.
Cerâmica, n. 52, p. 193-199, 2006.
SIM, J., YANG, K. H., KIM H.Y., CHOI B.J., Size and shape effects on compressive
strength of lightweight concrete, Construction and Building Materials, Volume 38,
January 2013, Pages 854-864, ISSN 0950-0618,
SKAF, T. B. Influência de matérias-primas na microestrutura e resistência de
compósitos geopoliméricos.Tese (mestrado).Instituto Militar de Engenharia,Rio de
Janeiro/RJ ,2008.
SOBRAL, H.S. Concretos leves: tipos e comportamento estrutural. ABCP, São
Paulo, 1987. 51p.
SOUZA SANTOS, Pérsio de. Ciência e tecnologia das argilas. 2. ed. rev. atual.
Volume 2. São Paulo: Editora Edgard Blücher Ltda, 1992a. 365 p. il. apud CABRAL,
G. L. L. Metodologia de produção e emprego de agregados de argila calcinada
para pavimentação. 2005. 359 p. Dissertação (Mestrado) – Ciências em
Engenharia de Transportes, Instituto Militar de Engenharia, Rio de Janeiro, 2005
VEGAS I, URRETA J, FRÍAS M, GARCÍA R. Freeze-thaw resistance of blended
cements containing calcined paper sludge. Constr Build Mater 2009;23:2862–8

84
VISO, J.R., CARMONA, J.R., RUIZ, G., Shape and size effects on the compressive
strength of high-strength concrete, Cement and Concrete Research, Volume 38,
Issue 3, March 2008, Pages 386-395, ISSN 0008-8846,
WALLAH, S.E.; RANGAN, B.V. Low-calcium fly ash-based geopolymer concrete:
Longterm properties. Faculty of Engineering Curtin University of Technology
Perth, Australia, p. 107, 2006.
WANG, H, LI, H, YAN, F. Synthesis and mechanical properties of metakaolinite-
based geopolymer. Colloids and Surfaces A: Physicochem. Eng. Aspects, n. 268, p.
1–6, 2005.
WENG, L., SAGOE-CRENTSIL, K. Dissolution processes, hydrolysis and
condensation reactions during geopolymer synthesis: Part I — low Si/Al ratio
systems, Journal of Material Science, v. 42, p. 2997 – 3006, 2007.
WERKEMA, M. C. C.; AGUIAR, S. Planejamento e análise de experimentos: como
identificar e avaliar as principais variáveis influentes em um processo. Belo
Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1996.
YAO,X.; ZHANG,Z.; ZHU,H.; CHEN,Y. Geopolymerization process of alkali–
metakaolinite characterized by isothermal calorimetry. Thermochimica Acta, vol.
493, Issues 1–2, p. 49-54, 2009.
YAZICI Ş., SEZER, G. İ., The effect of cylindrical specimen size on the compressive
strength of concrete, Building and Environment, Volume 42, Issue 6, June 2007,
Pages 2417-2420, ISSN 0360-1323,
ZHANG, M. H.; GJORV, O.E. Characteristics os lightweight aggregates for high-
strenght concrete. ACI Materials Journal, v. 88, n. 2, p. 150-158, 1991.