ESTUDO DO EFEITO DA ADIÇÃO DE ARGÔNIO NA CAMADA … · atribuído à melhor combinação dos...
38
ESTUDO DO EFEITO DA ADIÇÃO DE ARGÔNIO NA CAMADA FORMADA POR NITRETAÇÃO IÔNICA A PLASMA EM AÇO P20 SÍNTILA KLAROSK PAIFER ORIENTADORA: Dra. Luciana Sgarbi Rossino Iniciação Científica Fatec/ Sorocaba Relatório Final
Transcript of ESTUDO DO EFEITO DA ADIÇÃO DE ARGÔNIO NA CAMADA … · atribuído à melhor combinação dos...

ESTUDO DO EFEITO DA ADIÇÃO DE ARGÔNIO NA
CAMADA FORMADA POR NITRETAÇÃO IÔNICA A PLASMA EM
AÇO P20
SÍNTILA KLAROSK PAIFER
ORIENTADORA: Dra. Luciana Sgarbi Rossino
Iniciação Científica Fatec/ Sorocaba
Relatório Final

Sumário
1. Introdução e justificativa...............................................................................5
2. Revisão bibliográfica ......................................................................................6
3. Objetivo.........................................................................................................17
4. Materiais e Métodos ..................................................................................... 17
4.1 Caracterização do substrato ....................................................................... 17
4.2.Reator ......................................................................................................... 20
4.3. Preparação das amostras antes do tratamento ........................................... 21
4.4. Etapas para o tratamento de nitretação ..................................................... 21
4.4.1. Sputtering ............................................................................................... 22
4.5.Ensaios........................................................................................................ 23
4.5.1. Metalografia ........................................................................................... 23
4.5.2. Perfil de durezas ..................................................................................... 25
5. Resultados .................................................................................................... 26
6) Conclusões ................................................................................................... 32
7) Referências .................................................................................................. 34

Resumo
O tratamento termoquímico de nitretação iônica a plasma é um método de
endurecimento superficial que consiste na mistura gasosa de nitrogênio e hidrogênio
introduzido por difusão na superfície do aço até uma determinada profundidade em uma
câmara a vácuo, obtendo alta dureza superficial, com aumento da resistência ao
desgaste, à fadiga e à corrosão. No presente estudo, o tratamento de nitretação a plasma
foi realizado no material AISI P20, que é utilizado em moldes para injeção plástica,
onde é preciso suportar um alto teor de calor e desgaste. Foi adicionado, além dos gases
nitrogênio e hidrogênio, o gás argônio no tratamento, para analisar a sua influência na
camada formada por nitretação. Foram realizados três tratamentos, nas proporções de
gases: 80%N2 - 20% H2; 60% N2- 15% de H2 - 25% argônio; 32% de N2 - 32% de H2 -
36% argônio. Verificou-se que para porcentagens de nitrogênio menor (32%), a
porcentagem maior de argônio (36%) propicia uma camada espessa com 320 µm, e
dureza na faixa de 700 HV. Porém, para porcentagens maiores de nitrogênio (60%),
altas porcentagens de argônio diminuem a espessura da camada formada, quando
comparado ao tratamento sem a presença deste elemento.
Palavras-chave: nitretação iônica a plasma, influência do argônio, camadas formadas.

Abstract
The thermochemical treatment of ionic plasma nitriding is a superficial
hardening method consisting of the gas mixture of nitrogen and hydrogen introduced by
diffusion on the steel surface interstitially to a certain depth in a vacuum chamber,
obtaining high surface hardness, resistance to detrition and increasing of resistance to
fatigue and corrosion. In the present study, the treatment of plasma nitriding was carried
out on AISI P20 material, which is used in plastic injection molds, where it is necessary
to withstand a high content of heat and detrition. In addition to the nitrogen and
hydrogen gases, the argon gas was added in the treatment to analyze its influence on the
layer formed by nitriding. Three treatments were carried out, in the following
proportions of gases: 80% N2 - 20% H2; 60% N2- 15% H2 - 25% argon; 32% N2 -
32% H2 - 36% argon. In the images obtained in this study it is possible to identify the
formed layers and the hardness of them. It was verified that when the nitrogen content
was low (32%) and the argon was high (36%), the layer was thick, with 320 μm and
hardness in the 700 HV range. However, when it is high in nitrogen (60%), the amount
of argon can not be high.
Keywords: ionic plasma nitriding, influence of argon, formed layers.

5
1.Introdução e justificativa
A nitretação que é um processo de introdução de nitrogênio por difusão na
superfície de um material pelo aquecimento do mesmo tem como objetivo o
endurecimento superficial pela formação de camada de nitretos. Com isso consegue-se
uma peça de superfície dura e resistente ao desgaste e um núcleo tenaz, oferecendo a
vantagem de resistir à propagação de trincas. (CALICCHIO, 2009)
Existem algumas formas de nitretação, como por exemplo a nitretação a gás,
que tem como principal resíduo é a amônia dissolvida na água, considerado poluente,
podendo ocasionar mortalidade aquática, degradar o lençol freático entre outros danos.
Já na nitretação em banho de sais, composto de cianeto, cianato, enxofre, carbonatos e
cloretos, é de custo alto da desintoxicação dos efluentes. E por último, a nitretação
iônica a plasma que pode ser considerada uma evolução industrial, não gerando resíduos
sólidos. (COSTA, 2010)
O incremento do argônio nas propriedades tribológicas da superfície é
atribuído à melhor combinação dos gases no processo onde o nitrogênio difundido na
matriz martensítica e os carbonetos não dissolvidos nos tratamentos térmicos propiciam
um aumento significativo da dureza superficial e, consequentemente, um aumento na
resistência ao desgaste. (CONCI; FRANCO, 2012)
Para verificar o a eficiência do tratamento de nitretação iônica a plasma em
P20, adicionou-se o argônio na mistura gasosa de N2 e H2 para analisar a influência na
camada formada no tratamento.

6
2. Revisão bibliográfica
2.1 Físicas das descargas e o plasma
Os tratamentos a plasma são realizados em uma câmara fechada, criando
plasma pela aplicação de um campo elétrico que gera íons positivos e elétrons
negativos, cujos cátions são bombardeados em direção ao material, provocando
aquecimento do mesmo (COSTA, 2010).
A descarga em um gás neutro, contido em um recipiente fechado pode ser
entendida como a passagem de uma corrente elétrica neste gás, que é estabelecida pela
diferença de potencial entre dois eletrodos (cátodo e ânodo) imerso no recipiente. Tanto
as características quanto a manutenção da descarga dependem da geometria e do
material do qual são feitos o ânodo e o cátodo, da corrente elétrica aplicada e da pressão
de trabalho. Quando uma diferença de potencial é estabelecida entre os eletrodos, estes
elétrons e íons positivos são acelerados e poderão colidir com os átomos ou moléculas
do gás. O produto destas colisões resulta na formação de novos elétrons e íons
positivos, e também na formação de átomos ou moléculas no estado excitado.
(CONRADS, 2000; CHAPMAN, 1980).
O processo necessita da pulsação da tensão elétrica para garantir a
uniformidade do plasma e evitar a ocorrência de superaquecimento do aço em áreas
específicas. Em virtude dessa necessidade de se pulsar o plasma, o processo de
nitretação iônica também é conhecido como nitretação a plasma pulsado.
(VENDRAMIM, 2002)

7
Na média, um plasma é eletricamente neutro, sendo que qualquer
desbalanceamento de carga resultará em campos elétricos que tendem a mover as cargas
de modo a restabelecer o equilíbrio (ALVEZ, 2001).
A coexistência destas partículas carregadas e das espécies neutras que forma o
plasma. Assim, o plasma pode ser definido como um gás parcialmente ionizado que
contém partículas neutras (átomos e moléculas) e partículas carregadas (elétrons e íons
positivos). (BALLES, 2004). A Figura 1 mostra esquematicamente o que ocorre dentro
do reator durante o tratamento de nitretação a plasma.
Figura 1: Representação esquemática das reações que ocorrem na superfície na presença do
plasma
Fonte: (VENDRAMIM, 1997).
PLASMA
ADSORÇÃO

8
2.2 Equipamento
Um equipamento típico de nitretação iônica está esquematizado na Figura 2.
Figura 2: Esquema do sistema de nitretação a plasma.
Fonte: (STRÄMKE, 1995).
Ele é constituído de um sistema de vácuo, com a presença de um purgador para
retirar todo ar dentro do reator, uma fonte de potência para geração da energia elétrica e
um reator. (ALVEZ, 2001). Para o controle da temperatura, no sistema é colocado um
termopar para identificar a mesma. Para ter o controle da pressão dentro do reator, é
necessário um medidor para identificá-la com a presença dos gases colocados e obter
um tratamento sem variações para ser efetivo.
Quando espécies ionizadas são usadas para modificação da superfície, elas
podem ser empregadas de dois diferentes modos. Um deles é a implantação iônica, a

9
qual consiste de um pequeno fluxo iônico com uma alta energia média por íon; o
segundo método é a deposição assistida por plasma, a qual consiste de um grande fluxo
iônico com energia média por íon, suficiente para causar pulverização catódica
(sputtering) e defeitos na rede cristalina do material. Esses processos oferecem a
possibilidade de variar amplamente as propriedades dos filmes através do controle dos
parâmetros do plasma (densidade de elétrons, energia e sua função de distribuição)
(ALVEZ, 2001).
O catodo é a região mais importante no estudo da nitretação iônica porque é
nele onde se desenvolve a maioria dos eventos responsáveis pelas características da
camada nitretada. Dentre estes eventos, destaca-se a emissão de elétrons secundários, o
sputtering da superfície, a dissipação de calor pelo bombardeio das partículas, criação
de defeitos na rede cristalina do catodo (peça), deposição de nitretos, adsorção e a
difusão de nitrogênio. Quando um íon energético colide com a superfície do catodo, ele
produzirá, além de elétrons secundários, sputtering dos átomos contaminantes ou da
superfície do catodo. Ele pode também ser refletido pela superfície como íon de alta
energia (colisão elástica) ou como uma partícula neutra. (EDENHOFER, 1974).
O plasma é obtido em um regime de descarga pulsada mediante aplicação de
uma tensão elétrica da ordem de 300 a 1000 Volts entre a peça (catodo) e a parede
interna da câmara (anodo). O aquecimento das peças à temperatura de nitretação para
cada tipo de aço ocorre pelo bombardeamento de íons que se deslocam entre o anodo e
o catodo, ou com o auxilio de resistências elétricas (VENDRAMIM, 2002)

10
2.3 Sputtering da superfície
Dentre as técnicas de engenharia de superfícies que ressoam na formação
de filmes finos o PVD (Deposição Física a Vapor), o processo de pulverização catódica,
ou magnetron sputtering, é um dos maiores expoentes das diversas tecnologias de
revestimento superficial. Este procedimento faz parte da classe de revestimentos
atomísticos, no qual os átomos de um material alvo sólido com potencial elétrico
negativo são bombardeados por íons energéticos que viajam através da câmara de vácuo
formando o filme fino na amostra. Visto que na indústria metal mecânica os filmes finos
mais utilizados são os nitretos e óxidos de metais de transição, um dos filmes de maior
proeminência é o nitreto de titânio (TiN). Este revestimento apresenta alta dureza,
satisfatória resistência ao desgaste e a corrosão e devido a sua coloração dourada,
também é empregado em aplicações decorativas. (MORÉS, 2007).
Além do PVD o sputtering é definido como um processo de desarranjo e ejeção
de átomos da superfície de um sólido devido a troca de momentum associado com o
possua uma energia maior ou igual à energia de ligação do átomo na superfície (energia
de sublimação) bombardeamento da superfície por partículas energéticas. Para haver
sputtering na superfície de um material, é necessário que a espécie incidente. A sua
função é realizar uma limpeza superficial da peça com um gás inerte, normalmente
utilizando o argônio ou hidrogênio ou ainda a mistura dos dois, com maior quantidade
de argônio, com a função de eliminar qualquer tipo de sujidade superficial (ALVEZ,
2001).
Geralmente a remoção de átomos de uma superfície por sputtering não ocorre
uniformemente sob a área bombardeada. Assim, durante o sputtering, a superfície

11
desenvolverá uma topografia que é totalmente diferente daquela do estado original.
Numa superfície lisa monocristalina, pequenos traços de impurezas ou defeitos da
superfície podem causar diferenças locais na taxa de erosão. Para uma superfície
policristalina, as diferentes taxas de sputtering devidas aos componentes e orientações
cristalográficas dos grãos fazem com que a topografia original da superfície também
seja modificada (BEHRISCH, 1983).
2.4 Nitretação a plasma
Na metalurgia, a nitretação é um tratamento termoquímico, ou seja,
endurecimento superficial dos aços, pela modificação parcial da sua composição
química. Essa alteração da composição química do aço pode ser feita através da
aplicação de calor e a profundidade dessa alteração depende da temperatura de
aquecimento e do tempo que o aço permanece nessa temperatura. A grande importância
dos tratamentos termoquímicos é que produzem um material mais duro e resistente ao
desgaste na superfície e a ductilidade e a tenacidade do núcleo permanecem. Materiais
com essas características são capazes de suportar altas tensões (CHIAVERINI, 2003).
Nitretação a plasma é a técnica utilizada para a modificação da superfície por
meio de plasma de metais mediante a difusão de átomos de nitrogênio que combina com
os elementos presentes no metal formando nitretos e/ou solução sólida de nitrogênio,
proporcionando modificações superficiais que tendem a: a) incrementar a dureza
superficial; b) reduzir o coeficiente de atrito; c) incrementar a resistência à fadiga em
alto ciclo; d) melhorar a resistência ao desgaste; f) aumentar à resistência a corrosão
(PYE, 2003).

12
As vantagens da nitretação a plasma são: temperaturas relativamente baixas,
sendo possível tratar peças no plasma a partir de 375ºC; tempo reduzido de tratamento,
pois a alta concentração de nitrogênio na superfície é o principal fator para acelerar a
difusão; melhor controle das camadas produzidas e não gera resíduo. (KNERR, 1991;
EDENHOFER, 1974; SKONIESKI, 2008).
Um dos grandes atrativos do processo de Nitretação é que não é necessário o
resfriamento rápido, portanto as alterações dimensionais são mantidas a um mínimo.
Porém as alterações ainda existem, estas mudanças causam um tensionamento do
substrato, resultando em tensões de tração que são balanceadas por tensões
compressivas na camada nitretada. Os aumentos e as distorções nos componentes
nitretados são governados amplamente pela composição, temperatura de revenido,
tempo e temperatura de nitretação, espessura relativa de camada e substrato. A
nitretação por plasma é a que causa a menor deformação, pois seu resfriamento é lento,
sendo resfriado dentro do reator, até ficar a temperatura ambiente. (FÜLLGRAF,
2011).
De modo geral a mistura gasosa usada na nitretação a plasma é constituída de
N2 e H2 em diferentes concentrações. A presença de H2 no plasma, além de atuar na
redução de impurezas na superfície da amostra, influencia na formação da camada
nitretada. Grandes concentrações de H2 na mistura nitretante produzem camadas de
difusão com espessuras superiores às camadas produzidas apenas com N2 puro. Assim,
pela escolha adequada da mistura gasosa, é possível determinar qual a fase de nitreto
que constituirá a camada nitretada. ( BALLES, 2004; ALVEZ, 2001).

13
O processo de Nitretação de superfícies se aplica, entre outras, à indústria
mecânica, automotiva, hidráulica, de deformação de metais, forjaria; siderúrgica,
biomédica e alimentação. O processo é utilizado no tratamento de moldes de injeção de
plásticos, de peças automotivas (válvulas, engrenagens, pistões, etc.), moldes de
extrusão de alumínio, ferramentas de corte e usinagem de metais, punções de matrizes
para corte em geral, tratamento de próteses, etc. (FÜLLGRAF, 2011).
2.5 Camadas formadas
A superfície nitretada é composta por duas regiões: a camada de compostos
(camada branca), e a zona de difusão, conforme ilustrado na Figura 3.
Figura 3 – Efeito da composição do gás na camada nitretada a plasma.
Fonte: Silva, 2010.
A primeira região formada é a camada de compostos, também conhecida como
camada branca devido à coloração característica quando observadas em ensaios
metalográficos a qual é extremamente dura e frágil. A camada de compostos é assim

14
chamada por, na maioria das vezes, ser formada pelas fases (mais na superfície) e ’
(logo abaixo) (PYE, 2003).
Os nitretos formados na camada de compostos são: fase Épsilon () – Fe2-3N
constituída por nitreto com teor de nitrogênio superior a 8,0% em peso e de
configuração atômica hexagonal compacta (HC), frágil; e a fase Gama Linha (’) –
Fe4N constituída por nitreto com teor de nitrogênio entre 5,9 e 6,5% em peso e de
configuração atômica corpo de face centrada (CFC), dúctil. (VENDRAMIM, 2008).
Já a zona de difusão refere-se à camada abaixo da camada branca sendo
constituída de nitretos tipo gama linha (agulhas) e nitrogênio dissolvido na matriz. Essa
camada responde principalmente pela melhoria das propriedades de fadiga e sua
profundidade pode alcançar até 1 mm. Possui dureza elevada que decai à medida que se
afasta da superfície, em direção ao interior do metal, a com a redução da concentração
do nitrogênio. A profundidade depende do gradiente de concentração de nitrogênio, do
tempo de tratamento a uma dada temperatura, e da composição química da peça. Em
regiões mais próximas à superfície a concentração de nitrogênio é maior havendo a
formação de precipitados coerentes muito finos. Estes precipitados, nitretos de ferro e
outros metais, podem existir nos contornos e dentro dos grãos, distorcendo o reticulado
e aumentando sensivelmente a dureza da peça. Em determinadas ligas não se consegue
observar a zona de difusão, isto ocorre quando os precipitados formados são muito
pequenos. (FÜLLGRAF, 2011; VENDRAMIM, 2008; BALLES, 2004)
2.6 Adição de argônio ao tratamento

15
Além de nitrogênio e hidrogênio, a realização de tratamento de nitretação a
plasma pode ser realizada adicionando argônio ao processo. A adição de argônio ao
tratamento se deve ao fato que o mesmo é aproximadamente 65% mais pesado em
relação ao nitrogênio. Por essa razão acredita-se que os átomos de argônio, por serem
maiores que os de nitrogênio, criem uma maior quantidade de defeitos cristalinos cuja
presença facilita a difusão do nitrogênio no interstício, aumentando a camada de ƔN que
é a austenita expandida no caso do aço inox austenítico. No material P20 pode-se
aumentar a formação de nitreto de ferro, ferrita expandida, martensita expandida ao
utilizar este gás na mistura gasosa durante a realização do tratamento de nitretação
iônica a plasma. (VITOI E FRANCO, 2012)
Embora o argônio não seja tão eficiente na remoção de óxidos, apresenta uma
ação física mais forte e junto com o nitrogênio, torna a mistura bastante eficaz na
remoção de óxidos. (FÜLLGRAF, 2011).
Diversas misturas gasosas são utilizadas com diferentes proporções de gases. As
mais comuns são misturas gasosas de nitrogênio puro, nitrogênio e argônio, nitrogênio e
hidrogênio ou uma combinação dos três juntos. Adições de hidrogênio e de argônio
podem ser benéficas dependendo do tipo de fonte utilizada e do material a ser nitretado.
O hidrogênio é citado como sendo um gás fornecedor de elétrons que ajudaria a ionizar
o nitrogênio e que também pode causar uma descarbonetação facilitando a entrada de
nitrogênio na amostra. A adição de argônio na mistura gasosa seria para arrancar óxidos
da superfície da peça e facilitar assim a nitretação. Para nitretar alumínio e aços
inoxidáveis é comum utilizarem-se misturas de argônio e hidrogênio justamente para
quebrar e evitar reformação da camada de óxidos superficial. É necessário, no entanto,

16
verificar para cada aplicação específica qual a combinação de gases mais efetiva.
(WALCOWICZ, 2003; HIROHATA, 2001)
Em um dos estudos da adição de argônio ao tratamento de nitretação a plasma
foram realizados com a adição de 1% (4 sccm), 5% (20 sccm) e 10% (40 sccm) de
argônio à mistura gasosa, pressão de 4 Torr, por 6 horas e na temperatura de 420°C. As
amostras foram analisadas antes e depois da nitretação por microscopia óptica, difração
de raio X e teste de desgaste microabrasivo e verificou-se que adições de 5% de argônio
provocam um crescimento de 100% na espessura da camada de austenita expandida
(ƔN), porém a resistência ao desgaste do material se mantém igual a do material
nitretado sem argônio. A adição de apenas 1% de argônio favoreceu a formação de
nitreto de cromo, provocando uma diminuição da resistência ao desgaste do material.
(VITOI E FRANCO, 2012)
Em um outro estudo, s melhores resultados em termos de resistência ao
desgaste microabrasivo foram obtidos para tempos de tratamento mais curtos (1,3,6
horas) sendo que a introdução de 2% de argônio acarretou um aumento de
aproximadamente 200 HV na dureza superficial do material. Este incremento nas
propriedades tribológicas da superfície é atribuído à melhor combinação dos gases no
processo onde o nitrogênio difundido na matriz martensítica e os carbonetos não
dissolvidos nos tratamentos térmicos propiciaram um aumento significativo da dureza
superficial e, consequentemente, um aumento na resistência ao desgaste. (CONCI E
FRANCO, 2012).

17
3. Objetivo
No presente estudo o objetivo foi analisar o efeito da adição do argônio na
camada formada por tratamento termoquímico de nitretação iônica a plasma no material
de aço AISI P20.
4. Materiais e Métodos
A seguir serão descritos sobre a caracterização do substrato, reator, preparação
das amostras antes do tratamento, parâmetros de tratamento e ensaios realizados.
4.1 Caracterização do substrato
O material utilizado nesse estudo é o aço AISI P20. Fornecido no estado
beneficiado com dureza entre 28 – 34 HRC (aproximadamente 314 HV), possui
excelente propriedade mecânica. Este aço é principalmente utilizado para confecções de
moldes para injeção de plásticos dos mais variados tipos, mas de baixa ou média
abrasividade, moldes para formação por sopro e em certas circunstâncias pode ser
utilizado em fundição de ligas não-ferrosas. Nunca são utilizados em moldes para
plásticos clorados (ASM, 2005). A análise química do material em estudo foi realizada
no espectrômetro de emissão óptica Ametek Spectro Maxx modelo LMF05 alocado no
laboratório de análise química da Fatec-So. Sua composição química está apresentada
na Tabela 1.

18
Tabela 1 – Composição química nominal, % em peso, do aço AISI P20 (a) ASM, 2005 (b)
obtido.
MATERIAL
C Si Mn Cr Mo Ni
(a) AISI P20
nominal (ASM) 0,35-0,45 0,20-0,40 1,30-1,60 1,80-2,10 0,15-0,25 0,90-1,20
(b) AISI P20
Obtido 0,307 0,321 1,62 1,86 0,194 0,758
Cada processamento modifica a estrutura do material, alterando suas
propriedades, que por sua vez delimitam o seu desempenho, que pode ocorrer na
composição química do material, variando as porcentagens exigidas, tanto acima como
abaixo do especificado, podendo notar no valor do carbono, manganês e níquel, uma
pequena escala de variação no material no presente estudo.
A Figura 4 apresenta o material de estrutura martensítica revenida utilizada no
presente estudo. A dureza obtida do substrato é de 250 ± 24 HV.
Figura 4: Micrografia do aço ferramenta AISI P20 no estado beneficiado.
Ataque químico: Nital 3%. Aumento: 200x. Fonte: Elaborado pela autora.

19
Partindo de uma barra temperada e revenida, os corpos de provas foram
preparados para tratamento termoquímico nas dimensões apresentadas na Figura 5.
Figura 5: Dimensões dos corpos de prova em milímetros (mm).
Fonte: Elaborada pela autora.
A sequência realizada durante todo o processo em estudo é apresentada na
Figura 6, destacando-se o principal objetivo os retângulos em cor laranja, de modo que
são: regular os parâmetros de tratamento, tratamento de nitretação a plasma e a análise
metalográfica . Após o tratamento, o corte da amostra foi realizado no sentido
transversal, para poder analisar a profundidade e dureza da camada produzida.
Figura 6: Sequência para o tratamento de nitretação a plasma.
LIXAR E POLIR AS AMOSTRAS
ANTES DO TRATAMENTO
REGULAR OS PARÂMETROS
DE TRATAMENTO
REALIZAR A LIMPEZA DO BANHO DE
ULTRASSOM
REALIZAR OS SPUTTERING
TRATAMENTO DE NITRETAÇÃO
A PLASMA
ANÁLISE METALOGRÁFIC
A
MICRODUREZA DA CAMADA
ANÁLISE DOS RESULTADOS

20
4.2.Reator
Para a realização do tratamento referido, foi utilizado o equipamento de
nitretação iônica a plasma no Laboratório de Tecnologia em Engenharia de Superfície
(LabTES) da FATEC Sorocaba, desenvolvido pelo aluno de mestrado Daniel Cruz em
conjunto com os docentes responsáveis. Na Figura 7 são apresentados os componentes
do sistema de tratamento e o reator utilizado para a realização de nitretação iônica a
plasma.
Figura 7 – Sistema de Tratamento a Plasma.
Fonte: Elaborada pela autora.
Conforme a Figura 7, os principais constituintes para a formação do sistema
são:
(1) Câmara de aço inox AISI 316L com dimensões de 450 mm de diâmetro
interno, altura de 500 mm e espessura de ¼”, prato onde será colocado o material a ser
nitretado com diâmetro de 180 mm e espessura de 12 mm que age como o catodo.
Ambos são também de aço inox AISI 316L.
1
2 3
4
5b 5a

21
(2) Fonte DC pulsada de alta tensão;
(3) Válvula e fluxômetro que permitem a entrada dos gases;
(4) Bomba de vácuo;
(5) Medidor de pressão (a) e de temperatura (b).
4.3. Preparação das amostras antes do tratamento
Antes de realizar efetivamente o tratamento, as amostras foram preparadas no
laboratório de metalografia da Faculdade de Tecnologia de Sorocaba (FATEC-SO). A
superfície da peça deve primeiramente passar pelo lixamento nas quatro lixas
220,320,400 e 600, seguindo com o polimento com massa de polir (Pérola). Após esses
preparos, é feito uma limpeza utilizando detergente em banho ultrassônico para retirada
de gordura da superfície da peça. Após, as amostras são limpas em água corrente e
colocam-se as peças em um béquer cobrindo-as com água álcool isopropílico, deixando
por cinco minutos. As peças então são secas com secador elétrico e colocadas no reator
para realização do tratamento.
4.4. Etapas para o tratamento de nitretação
As etapas para o tratamentos são mostradas nos próximos itens. Primeiramente
é o sputtering e posteriormente a nitretação.

22
4.4.1. Sputtering
As peças após limpeza são colocadas no prato (que age como catodo) do reator,
fecha-o e aciona a bomba até atingir a pressão de 9 ou 8x10-2 torr . Depois é realizado o
tratamento de sputtering (com argônio + hidrogênio), durante uma hora, que tem a
função de remover possíveis impurezas retidas no material, assim como óxidos na
superfície, deixando o caminho livre para a difusão de nitrogênio no metal. Os dados do
sputtering estão apresentados na Tabela 2.
Tabela 2 – Dados do sputtering.
Composição de gases (%) Pressão
(Torr)
Potência
(W)
Temperatura
(ºC)
A 100% Ar 2 200 - 580 374 - 426
B 80% Ar e 20 H2 2,22 470 - 850 390 - 512
C 80% Ar e 20% H2 2,15 390 - 490 310 - 387
4.4.2Nitretação
Após realizar o sputtering, introduzem-se os gases de tratamento de nitretação e
regula os parâmetros desejados. Foram realizados três tratamentos, considerando que
todos foram duas horas de nitretação a uma temperatura de 520ºC. Na Tabela 3 mostra
as condições utilizadas nos presentes tratamentos, conforme a potência, pressão de
trabalho (torr), porcentagem de gases, fluxos de N2/H2 e Ar.

23
Tabela 3 – Condições gerais de tratamento
Potência (W) Pressão de
trabalho
(Torr)
Porcentagem de
gases
Fluxo de N2
(sccm)
Fluxo de
H2
(sccm)
Fluxo de
Argônio
(sccm)
A 840 7,11 80% N2 -20% H2 700 175 0
B 670 4,28 60% N2 -15% H2–
25% Ar
700 175 300
C 800 6,20 32% N2 -32% H2 –
36% Ar
260 260 300
Após os tratamentos, as amostras foram resfriadas dentro do reator em vácuo.
4.5.Ensaios
As amostras tratadas foram caracterizadas por metalografia e dureza. Os
métodos estão descritos a seguir.
4.5.1. Metalografia
Ensaios de metalografia das amostras tratadas foram feitos no laboratório de
metalografia da Faculdade de Tecnologia de Sorocaba (FATEC-SO).
Foram cortadas as amostras no sentido transversal no equipamento cut-off
ArotecArocor 40 e embutida em baquelite pelo equipamento de embutidora
metalográfica EM40D TECLAGO, conforme a ilustra a Figura 8.

24
Figura 8 – (a) cut-off ArotecArocor 40; (b) embutidora EM40D TECLAGO
Fonte: Elaborada pela autora.
Após embutir a amostra, foi feito lixamento manual das peças nas cinco lixas:
220, 320, 400, 600 e 1200, polimento com pasta de diamante com granulometria de
3 µm utilizando lubrificante e então o ataque químico com o reagente Nital 3% (3%
ácido nítrico e 97% álcool etílico) a qual revela as possíveis camadas formadas através
do contraste. As análises foram feitas no microscópio LEICA MC170 HD com câmera
de captura de imagens e software analisador de imagens, conforme mostrada na Figura
9.

25
Figura 9 – Equipamento de microscopia LEICA MC170 HD.
Fonte: Elaborado pela autora.
4.5.2. Perfil de durezas
O perfil de durezas foi realizado na Faculdade de Tecnologia de Sorocaba
(FATEC-SO) no laboratório de microscopia, no microdurômetro Mitutoyo Hardness
Testing Machine HM-100, de acordo com a Figura 10.
Figura 10 – Microdurômetro
Fonte: Elaborado pela autora.

26
O perfil de durezas foi realizado nas amostras preparadas para análise
metalográfica, fazendo as endentações andando em profundidade na peça, conforme
mostra a Figura 11. A carga utilizada foi de 0,01 Kg.
Figura 11: Representação do tipo de corte transversal e perfil de dureza.
Fonte: Elaborado pela autora.
5. Resultados
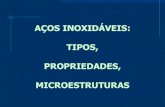
Na Figura 12 é apresentada a micrografia das amostras de todos tratamentos
em estudo. Sendo (a) 80%N2 e 20%H2 sem argônio, obtendo a espessura de camada
branca homogênea em toda a extensão da superfície, com espessura de 8,957 µm.
Figura 12 – Micrografia das amostras tratadas (a) 80%N2 + 20%H2; (b) 60%N2+ 15%H2 + 25%
de argônio; (c) 32%N2 + 32%H2 + 36% de argônio

27
Ataque: Nital 3%. Aumento: 500x
Já na amostra representada pela letra (b) tem adição de argônio no tratamento.
As proporções de gases foram: 60%N2+ 15%H2 + 25% de argônio. A espessura de
camada branca foi de 7,233 µm. De acordo com Füllgraf (2011) o argônio apresenta
uma ação física mais forte e junto com o nitrogênio, torna a mistura bastante eficaz na
remoção de óxidos.
Vitoi e Franco (2012) dizem que atmosferas contendo 1% e 5% de argônio
levam a um aumento significativo da espessura da camada, desde que a porcentagem de
nitrogênio seja elevada.

28
Esta afirmação é observada para tratamentos com alto teor de nitrogênio, como
de exemplo o de 75% como utilizado por Vitoi (2012).
A amostra (c), as porcentagens das proporções de gases foram: 32%N2 +
32%H2 + 36% de argônio. Observa-se que a camada de compostos (branca) foi
aproximadamente 2,7 vezes maior que o da anterior (b), com espessura de 19,359 µm.
Nota-se que a porcentagem de nitrogênio é menor, e do argônio foi maior, não
aplicando então aqui o que foi citado por Vitoi.
Para verificar se a camada formada foi homogênea, foi analisada toda a
extensão da peça. Na Figura 13 é apresentada a lateral da amostra A, podendo então
verificar a obtenção da camada de compostos (branca) uniforme em toda a superfície
tratada, inclusive nas laterais da amostra.
Figura 13: Micrografia da amostra A.
Ataque: Nital 3%. Aumento: 200x

29
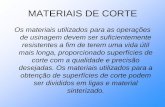
Conforme observado, na Figura 14 através das durezas medidas, é possível
verificar a espessura da camada nitretada através do micrômetro alocado no medidor de
dureza. A camada branca é medida pelo microscópio, porém a zona de difusão é medida
apenas fazendo o perfil de durezas. Logo, é possível identificar a espessura da camada.
A camada total produzida na amostra (A) sem a presença de argônio foi de 240
µm. Já na amostra (B) obteve 200 µm e (C) com 320 µm, ambos com adição de
argônio.
Figura 14 – Microdurezas obtidas.
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40
200
300
400
500
600
700
800
Dure
za (
HV
)
Distância em profundidade (mm)
% (80% N - 20% H s/ argônio (A))
60% N2 - 15% H2 - 25% argônio (B)
32% N2 - 32% H2 - 36% argônio (C)

30
A Tabela 4, como complemento mostra com mais clareza as durezas obtidas
nas camadas formadas, podendo analisar que a amostra C, a espessura foi maior tanto na
camada branca como na zona de difusão.
Tabela 4: Microdurezas das respectivas regiões.
AMOSTRA
A
AMOSTRA
B
AMOSTRA
C
713 660 727
686 524 624
401 515 453
368 413 446
363 321 407
395 378 363
384 301 373
373 305 413
325 350 384
313 343 313
339 293 301
297 297 343
266 293 334
305 290 313
257 234 339
260 234 313
290 - 283
- - 263
- - 257
A cor cinza (mais forte) representa aproximadamente a região da camada
branca de cada amostra. Logo abaixo dela, a dureza caindo, é representada pela cor
cinza mais claro, que é a zona de difusão. E a cor branca, é a dureza do substrato. Nota-
se que tanto a camada branca quanto a zona de difusão na amostra (c) caiu mais
lentamente a dureza em relação às amostras anteriores.
LEGENDA:
Camada branca
Zona de difusão
Substrato

31
Observa-se, na Figura 14, que a dureza máxima da amostra C é semelhante à
da amostra A. Porém, a dureza da amostra C se mantém mais elevada a maiores
profundidades de camada produzida. A amostra B apresentou a menor dureza de
camada.
De acordo com Füllgraf (2011), o sputtering, que antecede o tratamento de
nitretação a função do argônio é fazer a limpeza da superfície da peça, removendo os
óxidos presentes na mesma. No tratamento, presente com o meio nitretante (nitrogênio
+ hidrogênio) a função do argônio é arrancar átomos de ferro do substrato, fazendo com
que o ferro se ligue com o nitrogênio, e então ocorrer a difusão de nitrogênio para o
interior da peça. A limpeza ocorre pelo bombardeamento de íons, responsáveis pela
remoção de átomos da superfície das peças por transferência elástica de energia
cinética.
Para ter como base, a massa atômica do nitrogênio é de aproximadamente 14u.
Já o argônio, sua massa atômica é de 40 u, e isso explica o beneficio de se adicionar no
tratamento, melhorando a difusibilidade do nitrogênio para o interior da peça além de
dar estabilidade ao plasma.
Para descobrir o tamanho da zona de difusão foi preciso obter a espessura total
das camadas formadas, de acordo com a Figura 14, subtraindo da camada branca que foi
medida no microscópio segundo as micrografias realizadas. Na Tabela 5 são
apresentados, então, os valores da espessura da camada branca, espessura da camada
nitretada e espessura da zona de difusão.

32
Tabela 5: Dimensões das camadas formadas.
AMOSTRA CAMADA TOTAL
(µm)
CAMADA BRANCA
(µm)
ZONA DE
DIFUSÃO (µm)
A 240 8,957 231,043
B 200 7,233 192,767
C 320 19,359 300,641
Nota-se que a maior espessura de camada branca e zona de difusão foi obtida
na amostra C, de modo que Füllgraf (2011) diz que a profundidade da camada branca
diminui a ductilidade da camada nitretada. Porém, para cada aplicação essa camada é
exigida conforme as especificações, podendo então garantir resistência ao desgaste e à
corrosão.
6) Conclusões
Para todo setor produtivo existe a aplicação para determinado segmento. Logo,
no presente estudo o objetivo é determinar a camada produzida com adição de argônio
no tratamento em um aço ferramenta AISI P20 utilizado para moldes metálicos para
injeção de material plástico, onde a camada desejada é aquela que resista o calor, à
corrosão e ao desgaste, que é a camada branca, tendo uma ferramenta com vida útil
prolongada.

33
Se o material nitretado no trabalho irá sofrer desgaste sem impacto, a camada
branca é desejável, pois ela é dura e frágil. Já se o material for sofrer impacto durante o
trabalho, a camada de difusão, sem a presença de camada branca, é a desejável, pois a
mesma é dúctil, o nitrogênio está dissolvido na matriz do material.
O estudo do argônio mostrou que quando o teor de nitrogênio for menor (na
faixa de 32%) e o teor de argônio relativamente alto (na média de 36%, ou seja, acima
do teor de nitrogênio), a camada total formada ficou espessa, com 320 µm.
Para o tratamento que o a quantidade de nitrogênio foi alta (60%), e argônio
menor (25%), a espessura da camada ficou menor, com 200 µm.
Logo, a finalidade do argônio é ajudar na difusão do nitrogênio para o interior
da peça além de estabilizar o plasma, pois dependendo da composição do meio
nitretante não é possível realizá-lo.

34
7) Referências
[1] ALVES JÚNIOR, C.,Nitretação a Plasma: fundamentos e aplicações. 1.
ed., p.20, 2001.
[2] BALLES A. C.; SCHREINER W. H.; SILVA J. M.; FONTANA L. C. -
Nitretação a Plasma: Como Meio Alternativo ou Complementar à Oxidação Negra na
Proteção á Corrosão do Aço de Baixo Teor de Carbono. Revista Matéria, v. 9, 2004
[3] BEHRISCH, R. Introduction and Overview. In: Berlim, Springer
Verlag, 1983. (Topics in Applied Physics, 52).
[4] BELL T. Ferritic nitrocarburizing. Source Book on Nitriding, ASM
Engineering Bookshelf, 1977.
[5] CALICCHIO, L. Efeito do “Shotpeening” sobre a ntretação de peças de
ferro produzidas por metalurgia do pó, p. 27-27. São Paulo, 2009.
[6] CHIAVERINI, V. Tratamentos térmicos das ligas metálicas. São Paulo:
ABM, 2003.

35
[7] CONRADS, H.; SCHIMIDT, M. Plasma generation and plasma sources.
Plasma Sources Science Technology, v. 9, n. 4, 441-454, 2000.
[8] CHAPMAN, B. Glow Discharge Process, Ed. John Wiley & Sons; New
York, 1980.
[9] CONCI M. D.; FRANCO A. R., Estudo do Efeito da Adição de
Argônio aos Gases de Nitretação sobre o Desgaste Microabrasivo do aço ferramenta
AISI D2 - VI - Conferência Brasileira sobre Temas de Tratamento Térmico: IFES -
Instituto Federal do Espírito Santo, 2012.
[10] Conselho Nacional do Meio Ambiente (CONAMA), a Resolução Nº
313, de 29 de Outubro de 2002: Inventário Nacional de Resíduos Sólidos Industriais.
Política Nacional do Meio Ambiente, regulamentada pelo Decreto 99.274/90.
[11] COSTA E SILVA, A. L. V., MEI, P.R. Aços e Ligas Especiais, 3 ed.,
São Paulo: Blucher, 2010
[12] DIETER, G. E. – Metalurgia Mecânica, UFRJ. 2ª edição, editora
Guanabara Dois, 1998.
[13] DRUCKER, Peter F. Administração: tarefas, responsabilidades, práticas. V.1.
São Paulo: Pioneira, 1975.

36
[14] EDENHOFER, B., Phisichal and Metallurgical Aspects of Ion
Nitriding – Heat Treatments of Metals, 1974.
[15] FONTANA, L. C. Nitretação iônica em aços baixo carbono,
Florianópolis, 1991.
[16] FÜLLGRAF, A. G., Estudo da Influência de Nitretação em Aço SAE
1020 - Departamento de Engenharia Mecânica - Universidade Federal de Santa
Catarina, 2011.
[17] HIROHATA, Y.; TSUCHIYA, N.; HINO, T. Effect of mixing of
hydrogen into nitrogen plasma. Applied Surface Science, v. 169-70, p. 612-6, Jan. 2001.
[18] KNERR, C. H., ROSE, T. C., FILKOWSKI, J. H., Gas Nitriding. ASM
Handbook: Heat Treating vol. 4. Utah, 1991.
[19] MORÉS, A.P. - Obtenção de Filmes Finos de Nitreto de Titânio
Estequiométrico Oriundos da Técnica de PVD Magnetron Sputtering: Universidade
Federal do Rio Grande do Sul, Laboratório de Engenharia de Superfícies e Tratamentos
Térmicos (LESTT) - 2007
[20] PINEDO, C. E., Caderno Técnico 162 Metalurgia & Materiais -
Tratamentos superficiais para aplicações tribológicas A Nitretação e revestimentos
PVD melhoram propriedades tribológicas,Abril 2004.

37
[21] PYE, D. “Practical Nitriding and Ferritic Nitrocarburizing”. ASM. The
Materials Information Society. 2003.
[22] SKONIESKI, A. F. O. Influência da mistura gasosa nos processos de
nitretação e nitrocarbonetação a plasma do aço AISI 4140 – Porto Alegre, 2008
[23] SOUSA, R. R. M., Nitretação iônica sem efeito de borda:
desenvolvimento e elaboração de uma nova técnica, Natal, 2006.
[24] SPALVINS, T. Advanced and Directions of ion Nitriding/Carburizing.
Nasa TechnicalMemorandum, Cleveland, set. 1989.
[25] STRÄMKE, S.; DRESSLER, S. Nitretação por plasma pulsado – Um
tratamento de superfície sem poluição. Anais do 1º Seminário Internacional de
Engenharia de Superfície, Universidade de Mogi das Cruzes, 1995.
[26] TIER, M. D., Avaliação da Resistencia ao Desgaste do Aço AISI M2
Nitretado a Plasma, Porto Alegre, 1998.
[27] VENDRAMIM, J. C. Seleção de materiais para nitretação, p. 171-177.
Indaiatuba, 2008.

38
[28] VITOI A. A.; FRANCO JR. A. R., Influência do Argônio na Nitretação
Assistida por Plasma do Aço Inoxidável Austenítico AISI 316L Instituto Federal do
Espírito Santo – IFES, 2012.
[29] WALCOWICZ, J. On the mechanisms of diode plasma nitriding in N2-
H2 mixtures under DC-pulsed substrate biasing. Surface and Coatings Technology, v.
174-5, p. 1211-9, Sep.-Oct. 2003.