
ESTUDO DA REDUÇÃO DE PERDAS EM PRODUTOS COM … · No segundo, apresenta-se uma breve revisão de...
19
ESTUDO DA REDUÇÃO DE PERDAS EM PRODUTOS COM APLICAÇÃO DO MASP E DA FILOSOFIA LEAN: UM ESTUDO DE CASO EM UMA REDE DE FARMÁCIAS DO RJ. Gilson Brito Alves Lima (UFF ) [email protected] Sergio de Melo Barreto Junior (UFF ) [email protected] Taina da Silva Rocha Paz (UFF ) [email protected] VINICIUS HENRIQUE FARIAS MAMEDE (UFF ) [email protected] Nissia Carvalho Rosa Bergiante (UFF ) [email protected] Os desafios impostos pela globalização econômica, exacerbam os níveis de competitividade e exigem uma mudança no perfil das empresas, impondo-as o exercício da melhoria contínua como forma de sobrevivência. Nesse contexto, a filosofia Lean,, possui princípios que auxiliam as organizações na busca da rapidez e qualidade como forma de alcançarem vantagens necessárias à sua manutenção no mercado. Dessa forma, este artigo tem o objetivo de analisar uma rede de farmácias no Estado do Rio de Janeiro utilizando-se do princípio da redução de desperdício, para obtenção de melhorias do processo e nível de serviço. A proposta da sistemática consistiu na aplicação da metodologia de análise e solução de problemas (MASP) combinada com métodos de auxílio multicritério a decisão (AMD), para a priorização das causas que levavam ao efeito indesejado de forma a reduzir a subjetividade inerente ao processo decisório. O estudo permitiu identificar que os produtos que mais contribuíam ao elevado número de perdas eram os dermocosméticos e que a principal causa dos desperdícios era o controle simplista do estoque. Dada a priorização, foi possível o desenvolvimento de uma solução apontando a redistribuição de produtos como a solução ideal Abstract The challenges posed by the economic globalization, exacerbate the level of competitiveness and require a change in the companies’ profile, that are imposed on the practice of continuous improvement as an approach of survival. In this context, the Lean philosophy, has principles that support the organizations in the pursuit of quickness and quality in order to obtain necessary vantages to their maintenance on the market. In this way, this article aims to analyze a pharmacy net in the State of Rio de Janeiro using the principle of waste reduction to achieve XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
-
Upload
nguyendang -
Category
Documents
-
view
212 -
download
0
Transcript of ESTUDO DA REDUÇÃO DE PERDAS EM PRODUTOS COM … · No segundo, apresenta-se uma breve revisão de...

ESTUDO DA REDUÇÃO DE PERDAS EM
PRODUTOS COM APLICAÇÃO DO
MASP E DA FILOSOFIA LEAN: UM
ESTUDO DE CASO EM UMA REDE DE
FARMÁCIAS DO RJ.
Gilson Brito Alves Lima (UFF )
Sergio de Melo Barreto Junior (UFF )
Taina da Silva Rocha Paz (UFF )
VINICIUS HENRIQUE FARIAS MAMEDE (UFF )
Nissia Carvalho Rosa Bergiante (UFF )
Os desafios impostos pela globalização econômica, exacerbam os
níveis de competitividade e exigem uma mudança no perfil das
empresas, impondo-as o exercício da melhoria contínua como forma de
sobrevivência. Nesse contexto, a filosofia Lean,, possui princípios que
auxiliam as organizações na busca da rapidez e qualidade como forma
de alcançarem vantagens necessárias à sua manutenção no mercado.
Dessa forma, este artigo tem o objetivo de analisar uma rede de
farmácias no Estado do Rio de Janeiro utilizando-se do princípio da
redução de desperdício, para obtenção de melhorias do processo e
nível de serviço. A proposta da sistemática consistiu na aplicação da
metodologia de análise e solução de problemas (MASP) combinada
com métodos de auxílio multicritério a decisão (AMD), para a
priorização das causas que levavam ao efeito indesejado de forma a
reduzir a subjetividade inerente ao processo decisório. O estudo
permitiu identificar que os produtos que mais contribuíam ao elevado
número de perdas eram os dermocosméticos e que a principal causa
dos desperdícios era o controle simplista do estoque. Dada a
priorização, foi possível o desenvolvimento de uma solução apontando
a redistribuição de produtos como a solução ideal Abstract The
challenges posed by the economic globalization, exacerbate the level of
competitiveness and require a change in the companies’ profile, that
are imposed on the practice of continuous improvement as an approach
of survival. In this context, the Lean philosophy, has principles that
support the organizations in the pursuit of quickness and quality in
order to obtain necessary vantages to their maintenance on the market.
In this way, this article aims to analyze a pharmacy net in the State of
Rio de Janeiro using the principle of waste reduction to achieve
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
process improvement and service level. The systematic proposal
consisted of the application of the methodology of analysis and trouble
solution (MASP) combined with multicriteria methods of decision
(MAD), for the prioritization of the causes that led to the undesired
effect in order to reduce the subjectivity inherent to the decision-
making process. The study identified that the products that contributed
to the greater number of losses were the dermocomestics and that the
principal cause of waste was the simplistic inventory control. After the
prioritization, it was possible to develop a solution that showed the
redistribution of products as an ideal solution.
Palavras-chave: Lean, Desperdício, Multicritério; Farmácia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
1. Introdução
A globalização econômica rompe com as barreiras mercadológicas culminando na crescente
competitividade. Dessa forma, as organizações passam a ter a necessidade de olharem
internamente e externamente buscando melhorar processos ineficientes causados por
desperdícios de tempo, material, mão de obra e má qualidade da produção, além de eliminar
processos que não geram valor para os produtos. Este cenário demanda uma busca por
processos mais flexíveis e enxutos que resultem em vantagens competitivas.
O mercado caracterizado por uma competitividade intensa exige que o sistema produtivo seja
eficiente e eficaz reduzindo custos de produção, para que se obtenha vantagens competitivas.
Porém, o propósito de satisfazer e atender as necessidades e expectativas dos clientes não
pode ser esquecido. Nesse contexto, uma das filosofias de trabalho adotada pelas
organizações é a Produção Enxuta (Lean Production).
Esse sistema, também chamado de Sistema Toyota de Produção, foi criado na década de 1950
por Eiji Toyoda e Taiichi Ohno (WOMACK e JONES, 2004). O principal objetivo do sistema
é auxiliar as organizações a responderem às mudanças do mercado com mais eficiência e
rapidez por meio do aumento da flexibilidade, redução dos custos, aumento da qualidade,
eliminação do desperdício e entrega rápida, atendendo, principalmente aquilo que o cliente
valoriza e atribui valor (SHINGO,1996).
Nesse contexto de intensa competitividade insere-se o segmento comercial de varejo. Nessa
modalidade, a concorrência apenas baseada pelo menor preço está diminuindo suas forças. Ou
seja, a adequação do modelo de criação de valor para os seus clientes a fim de obter um
diferencial em relação aos seus concorrentes, maximizando benefícios e minimizando os
custos está sendo o foco desse ramo (BERRY, 1999).
As atividades de artigos farmacêuticos, medicina ortopédica e de perfumaria se destacam em
primeiro lugar no ranking de atividades do comércio varejista possuindo um volume de
vendas de 6,6% acumulado em 12 meses (IDV, 2015). Nota- se a importância desse setor na
conjuntura econômica do país, que mesmo em cenário de crise se manteve com um volume de
vendas positivo.
O segmento farmacêutico é caracterizado por uma forte concorrência, em que os clientes
possuem muitas opções e ofertas. Logo, verifica-se a necessidade de uma busca constante das

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
empresas para alcançar a vantagem competitiva e sobreviver nesse mercado. Um dos
principais desafios para esse setor é minimizar os desperdícios devido às perdas de produtos
por causa do vencimento, das danificações, das devoluções, furtos, entre outros.
Portanto, o artigo tem o objetivo de utilizar a filosofia Lean e métodos de análise e solução de
problemas e de priorização como AHP e ELECTRE III para o início da implementação dessa
filosofia numa rede de farmácias por meio de um estudo de caso, com redução de
desperdícios e aumento da disponibilidade de produto na prateleira, algo valorizado pelo
perfil de cliente atendido por esse tipo de mercado.
Nesse sentido, o artigo foi desenvolvido em cinco itens. Neste primeiro é apresentada a
contextualização e o objetivo do estudo. No segundo, apresenta-se uma breve revisão de
literatura acerca da filosofia Lean e, também dos métodos de auxílio multicritério a decisão.
O terceiro apresenta a metodologia adotada que consistiu da aplicação da filosofia Lean no
estudo da redução de desperdício em uma rede de farmácias. Neste utilizou-se os métodos
multicritério AHP, para associar peso aos critérios, e o ELECTRE III para a ordenação das
principais causas a serem tratadas. O quarto item apresenta o estudo de caso desenvolvido
numa rede de farmácia no estado do Rio de Janeiro. O quinto e último item apresenta os
achados e conclusões do estudo.
2. Revisão de literatura
2.1. Filosofia Lean
A filosofia foi originalmente desenvolvida pela Toyota e hoje é utilizada por muitas empresas
de manufaturas e serviços pelo mundo. Nessa filosofia, a ênfase é dada para eliminar a
“gordura”/desperdícios no processo de manufatura ou entrega de serviço, que segundo Shingo
(1996) é definido como qualquer coisa que não agregue valor para o cliente ou que o
consumidor não está disposto a pagar.
Conforme Krajewski e Ritzman (2004), o sistema de produção enxuta, aplicação prática da
filosofia Lean, auxilia a organização como um todo, visto que ele atua na eficiência de criação
de valor e se ajusta a qualquer processo, seja de contato com cliente externo ou interno. A
aplicação dessa filosofia se torna relevante por ser uma estratégia para manter a qualidade
total e o foco no cliente. O gerenciamento Lean se baseia em três princípios: a satisfação do
cliente, o envolvimento do colaborador e a melhoria contínua.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Segundo Womack e Jones (2004), a produção enxuta é resultante de uma adaptação da Toyota
a um conjunto de características ambientais que Taiichi Ohno e seus engenheiros enfrentavam
no Japão pós Segunda Guerra Mundial, como falta de mão de obra, recursos escassos,
sindicatos fortes e mercado consumidor reduzido que ansiava por produtos variados.
Conforme exposto por Dennis (2007), O Sistema Toyota de Produção tem como objetivo a
eliminação das Mudas, ou seja, desperdícios. Estes são classificados segundo sete principais
modos, como: Superprodução; Espera; Transporte; Processamento; Estoque; Movimentação;
Retrabalho.
Segundo Liker (2014) e Womack e Jones (1998), com o intuito de reduzir as sete perdas,
empresas do segundo e terceiro setor utilizam diversas ferramentas e métodos aplicados por
Taiichi Ohno e seus engenheiros na Toyota, como: Mapeamento do Fluxo de Valor; 5S;Troca
Rápida de Ferramenta (TRF/SMED); Just in Time; Método de Análise e Solução de
Problemas (MASP); Manutenção Produtiva Total (TPM), entre outras.
2.2. Análise Multicritério
As Metodologias Multicritério de Apoio à Decisão (Multicriteria Decision Aid – MDA)
objetivam auxiliar analistas e decisores em situações nas quais há a necessidade de
identificação de prioridades sob a ótica de múltiplos critérios, o que ocorre normalmente
quando coexistem interesses em conflito (ROY, 1993).
Dias et al. (1996) identificam duas fases nos processos de apoio à decisão: a fase de
estruturação e a fase de avaliação. Na primeira, é necessário estabelecer claramente qual o
objetivo da análise, quem será o decisor, quais são as alternativas a serem avaliadas, os
critérios que serão usados para avaliá-las e os métodos a serem usados para o tratamento dos
dados. Na segunda fase, a da avaliação, o decisor é chamado a fazer o juízo de valor das
alternativas à luz dos critérios estabelecidos anteriormente, tendo o analista a função de
orientar e posteriormente tratar os dados para a correta ordenação das alternativas levantadas.
2.2.1. Método AHP (Analytic Hierarchy Process)
O método AHP (SAATY, 1994) é amplamente utilizado no apoio à tomada de decisão. O
problema de decisão se decompõe em níveis organizados na seguinte hierarquia: os objetivos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
finais se localizam no topo da hierarquia; depois, os subobjetivos; a seguir, os objetivos dos
decisores; e, por fim, os possíveis resultados ou cenários.
A atribuição de pesos aos critérios é feita construindo-se uma matriz das importâncias de cada
critério e usando-se a teoria algébrica dos autovalores.
Na construção e utilização de um modelo de estabelecimento de prioridades fundamentado no
uso do AHP, são desenvolvidas as seguintes etapas, conforme Costa (2002):
− Construção de hierarquia, identificando: foco principal; critérios; subcritérios (quando
houver); e, alternativas;
− Aquisição de dados ou coleta de julgamentos de valor emitidos por especialistas;
− Síntese dos dados obtidos dos julgamentos, calculando-se a prioridade de cada
alternativa em relação ao foco principal;
− Análise da consistência do julgamento, identificando o quanto o sistema de
classificação utilizado é consistente em relação a classificação das alternativas viáveis.
Apesar de sua popularidade, o método apresenta duas grandes desvantagens: complexidade
matemática, pois os algoritmos para determinação de autovalores são de complexidade não
polinomial; e não verificação de coerência das opiniões do decisor, o que pode levar a
resultados desprovidos de sentido.
2.2.2. Método ELECTRE III
O conjunto de métodos ELECTRE foi desenvolvido e aplicado, pela primeira vez, por
Bernard Roy na década de 1960 com a finalidade de resolver um problema de escolha de
melhor ação (alternativas) de um conjunto de ações, levando em consideração vários critérios
que influenciavam nessa escolha (ALMEIDA, 2013).
Esse conjunto de métodos tem como objetivo obter um subconjunto de alternativas, no qual as
alternativas que fazem parte desse subconjunto sobreclassificam as que não fazem. Em outras
palavras, busca-se reduzir o tamanho do conjunto de alternativas, explorando o conceito de
dominância. Para isso, são utilizados dois índices: o índice de concordância, que mede a
vantagem relativa de cada alternativa sobre as outras, e o índice de discordância, que mede a
relativa desvantagem.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Conforme Costa (2002) e Roy (1978), esse conjunto de métodos se aplica em duas fases
principais:
− Fase I: Construir uma relação de sobreclassificação, estabelecendo uma comparação
par a par de alternativas;
− Fase II: Explorar a relação de sobreclassificação, aplicando um procedimento para
resolver o problema em função da problemática específica a ser abordada.
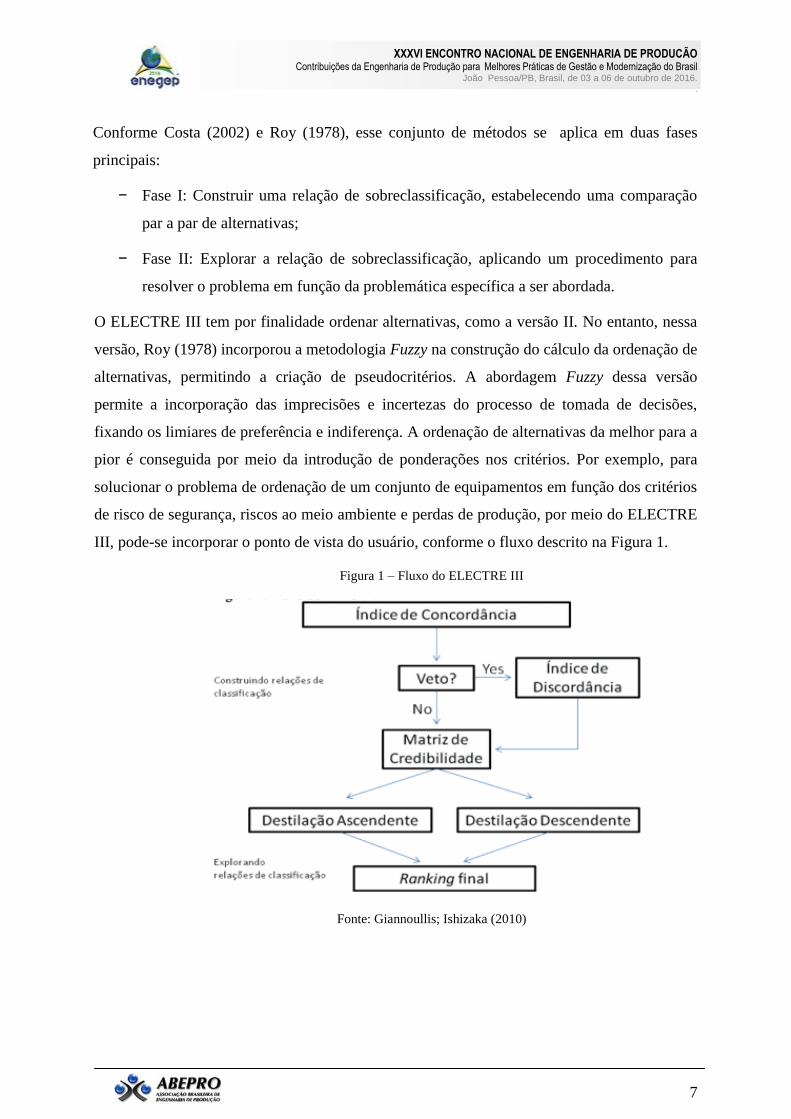
O ELECTRE III tem por finalidade ordenar alternativas, como a versão II. No entanto, nessa
versão, Roy (1978) incorporou a metodologia Fuzzy na construção do cálculo da ordenação de
alternativas, permitindo a criação de pseudocritérios. A abordagem Fuzzy dessa versão
permite a incorporação das imprecisões e incertezas do processo de tomada de decisões,
fixando os limiares de preferência e indiferença. A ordenação de alternativas da melhor para a
pior é conseguida por meio da introdução de ponderações nos critérios. Por exemplo, para
solucionar o problema de ordenação de um conjunto de equipamentos em função dos critérios
de risco de segurança, riscos ao meio ambiente e perdas de produção, por meio do ELECTRE
III, pode-se incorporar o ponto de vista do usuário, conforme o fluxo descrito na Figura 1.
Figura 1 – Fluxo do ELECTRE III
Fonte: Giannoullis; Ishizaka (2010)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
3. Metodologia
O presente artigo se baseia em uma pesquisa exploratória utilizando-se de uma abordagem
qualitativa e quantitativa, por meio de revisão de literatura e de um estudo de caso. Os dados
coletados e analisados nesse estudo foram fornecidos pelo gerente do Setor de Perdas da
organização e concentravam dados do período de um ano (janeiro a dezembro de 2015) de
toda a rede de farmácias. Por meio desses dados e entrevistas com os gestores da rede,
percebeu-se a importância do devido tratamento das perdas na rede de farmácia, visto que
com uma frequência considerável, essas taxas ficavam a cima da meta de 0,5% mensal.
Com a gerência conscientizada, buscou-se definir qual das possíveis perdas seria a mais
crítica. Analisando-se registros contábeis e operacionais que o recém-criado Setor de Perdas
coletou, além da opinião dos especialistas do setor, constatou-se que a perda por vencimento
era a mais representativa frente às outras.
Nesse contexto, passou-se para a seguinte etapa de entendimento do problema principal e
consequente definição da causa raiz. Para isto, cinco reuniões foram realizadas em dias
separados com os principais atores desse setor, como o gerente e assistente da farmácia de
maior representatividade em vendas da rede. Por meio dessas reuniões e guiado pelas etapas
do MASP, identificaram-se as principais causas das perdas por vencimento, que necessitavam
ser priorizadas, com o intuito de reduzir investimento.
Com esse objetivo, utilizou-se um método híbrido de combinação do AHP para definição dos
pesos dos critérios e do ELECTRE III para a ordenação. Inicialmente, adotou-se como decisor
o gerente do setor e iniciou-se o processo de avalição da preferência par a par dos critérios
para, então, por meio do AHP definir os pesos dos critérios levantados outrora em reunião.
Com os pesos definidos, utilizou-se o método ELECTRE III para a ordenação propriamente
dita.
Após a priorização da causa, na sexta reunião, definiu-se a solução imediata e a estruturou,
seguindo o método do MASP, em forma de plano de ação para futura implementação da
solução pela empresa e realizou-se um cronograma com o intuito de auxiliar na
implementação.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
4. Estudo de caso
4.1. Descrição geral da empresa
A empresa a ser estudada gerencia uma rede de lojas e localiza-se na região Oceânica de
Niterói, RJ. Seu surgimento no mercado se deu em 1989, e, atualmente, em números a rede
possui 25 farmácias, 2 lojas de cosméticos e 1 loja de suplementos alimentares, além de 40
funcionários trabalhando no escritório e cerca de 700 funcionários trabalhando nas lojas. Os
diferenciais da empresa frente às principais concorrentes são: disponibilização de produtos e
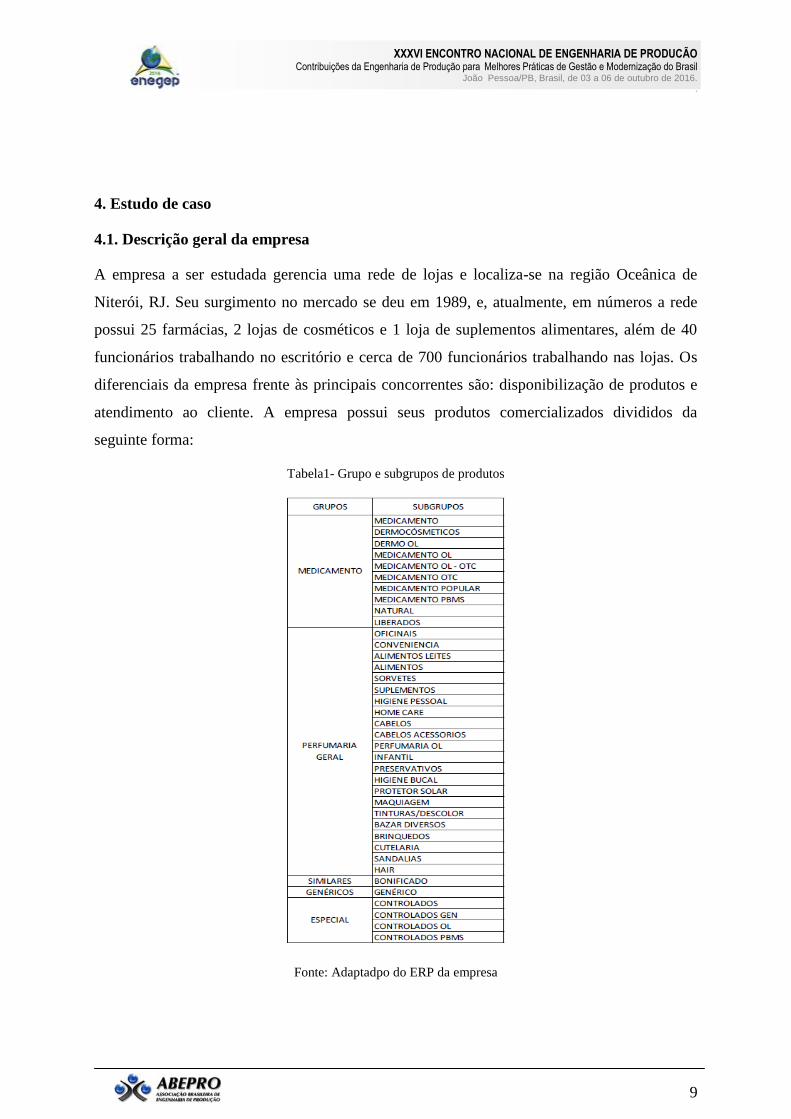
atendimento ao cliente. A empresa possui seus produtos comercializados divididos da
seguinte forma:
Tabela1- Grupo e subgrupos de produtos
Fonte: Adaptadpo do ERP da empresa
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
No ano de 2014, percebeu-se a necessidade de controlar as perdas do estoque de produtos
com o intuito de reduzir desperdícios e aumentar a disponibilidade de produtos. No entanto,
apenas o controle não possibilitaria a ação e mitigação dos prejuízos causados por essas
perdas, criando-se, assim, o Setor de Perdas na empresa. Através de dados coletados por este
setor durante o período de um ano entre janeiro de 2015 e dezembro de 2015, pode-se fazer
um levantamento das perdas das lojas de farmácia da rede, demonstrando a necessidade do
controle e o impacto que esse tipo de desperdício causa na empresa, como pode ser observado
no gráfico 1.
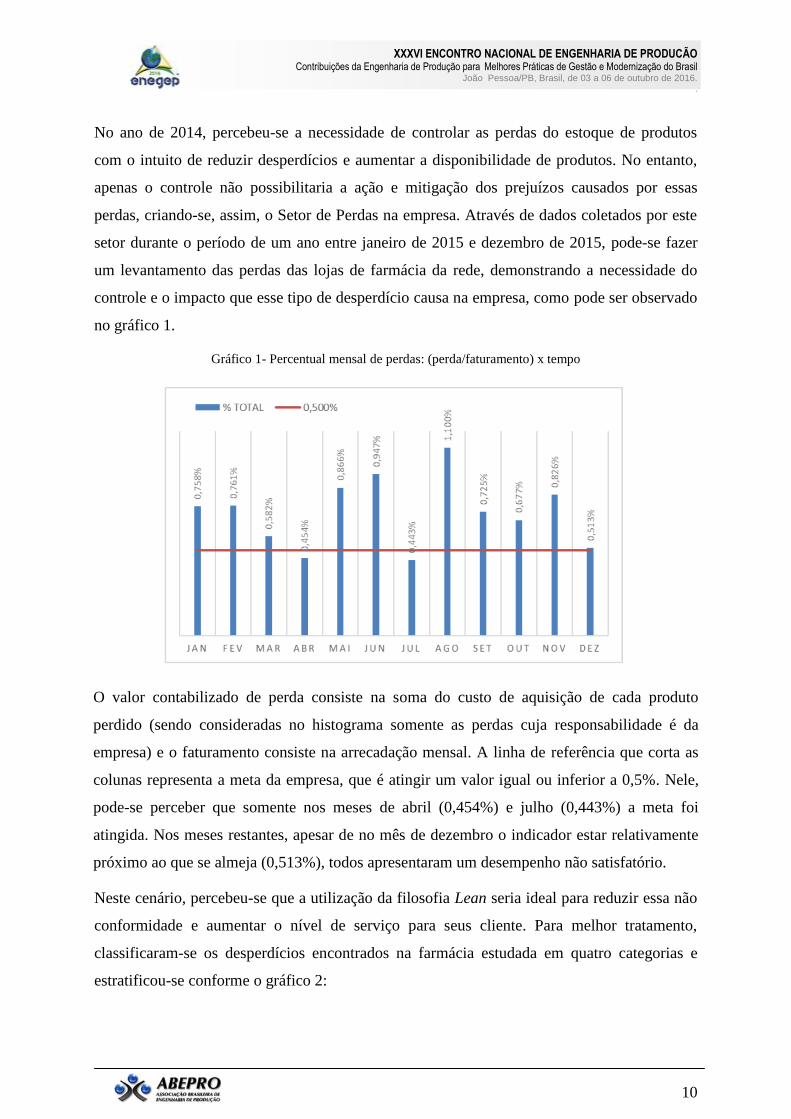
Gráfico 1- Percentual mensal de perdas: (perda/faturamento) x tempo
O valor contabilizado de perda consiste na soma do custo de aquisição de cada produto
perdido (sendo consideradas no histograma somente as perdas cuja responsabilidade é da
empresa) e o faturamento consiste na arrecadação mensal. A linha de referência que corta as
colunas representa a meta da empresa, que é atingir um valor igual ou inferior a 0,5%. Nele,
pode-se perceber que somente nos meses de abril (0,454%) e julho (0,443%) a meta foi
atingida. Nos meses restantes, apesar de no mês de dezembro o indicador estar relativamente
próximo ao que se almeja (0,513%), todos apresentaram um desempenho não satisfatório.
Neste cenário, percebeu-se que a utilização da filosofia Lean seria ideal para reduzir essa não
conformidade e aumentar o nível de serviço para seus cliente. Para melhor tratamento,
classificaram-se os desperdícios encontrados na farmácia estudada em quatro categorias e
estratificou-se conforme o gráfico 2:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
− Danificados: produtos avariados dentro das lojas, por clientes ou colaboradores;
− Vencidos: produtos que alcançaram o prazo de validade;
− Devoluções: produtos avariados que chegam as lojas;
− Furtos: produtos suprimidos de forma indevida.
−
Gráfico 2- Percentual mensal de perdas
Observado em janeiro de 2016, o gráfico 2 constitui um retrato das perdas em toda rede no
ano de 2015. Ele mostra a porcentagem que cada tipo de perda possui em relação ao total
perdido, desconsiderando desperdícios por furtos, pois sua representatividade foi mínima em
relação aos três citados.
4.2. Delimitação do problema
Com base em estratificações do gráfico 2, percebeu-se que o tipo de desperdício “ produtos
vencidos ” é o de maior impacto na empresa, sendo analisados, então, os custos referentes a
esse tipo de perda nos principais grupos de produtos levantados anteriormente. Logo, percebe-
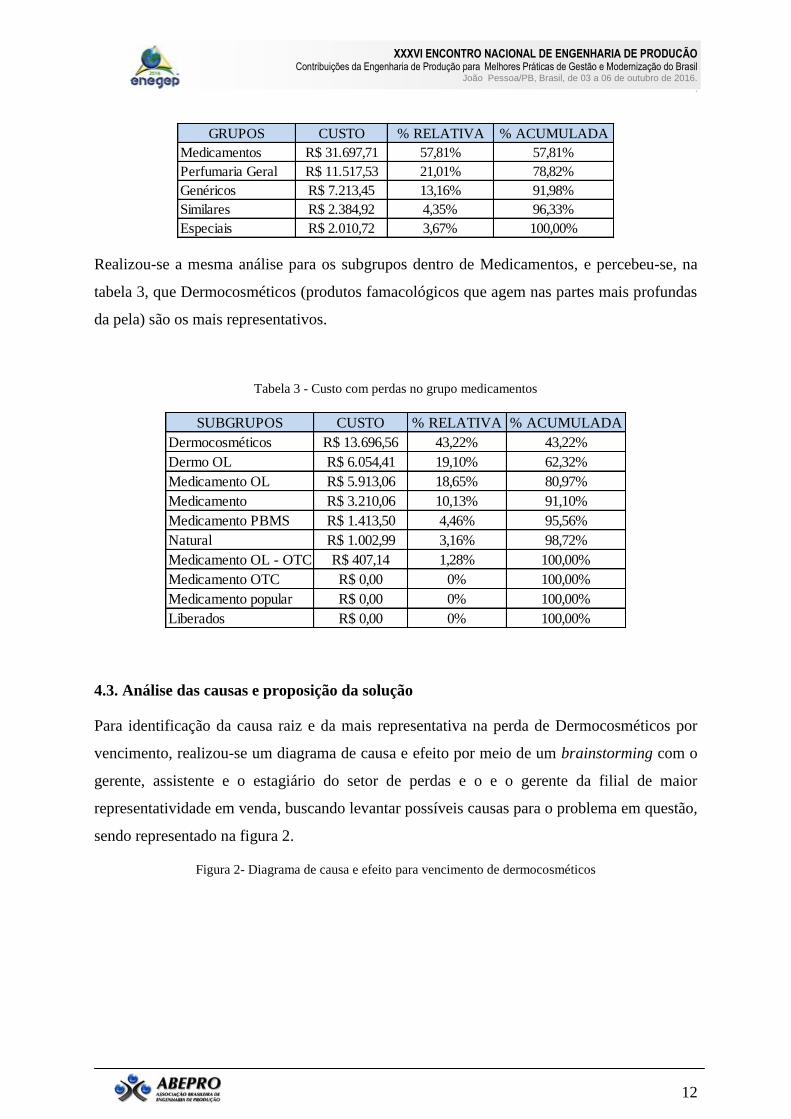
se pela tabela 2 que Medicamentos é o grupo de produtos com maior representatividade nos
prejuízos resultantes de vencimentos.
Tabela 2 - Custo com perdas por grupo de produtos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
GRUPOS CUSTO % RELATIVA % ACUMULADA
Medicamentos R$ 31.697,71 57,81% 57,81%
Perfumaria Geral R$ 11.517,53 21,01% 78,82%
Genéricos R$ 7.213,45 13,16% 91,98%
Similares R$ 2.384,92 4,35% 96,33%
Especiais R$ 2.010,72 3,67% 100,00%
Realizou-se a mesma análise para os subgrupos dentro de Medicamentos, e percebeu-se, na
tabela 3, que Dermocosméticos (produtos famacológicos que agem nas partes mais profundas
da pela) são os mais representativos.
Tabela 3 - Custo com perdas no grupo medicamentos
SUBGRUPOS CUSTO % RELATIVA % ACUMULADA
Dermocosméticos R$ 13.696,56 43,22% 43,22%
Dermo OL R$ 6.054,41 19,10% 62,32%
Medicamento OL R$ 5.913,06 18,65% 80,97%
Medicamento R$ 3.210,06 10,13% 91,10%
Medicamento PBMS R$ 1.413,50 4,46% 95,56%
Natural R$ 1.002,99 3,16% 98,72%
Medicamento OL - OTC R$ 407,14 1,28% 100,00%
Medicamento OTC R$ 0,00 0% 100,00%
Medicamento popular R$ 0,00 0% 100,00%
Liberados R$ 0,00 0% 100,00%
4.3. Análise das causas e proposição da solução
Para identificação da causa raiz e da mais representativa na perda de Dermocosméticos por
vencimento, realizou-se um diagrama de causa e efeito por meio de um brainstorming com o
gerente, assistente e o estagiário do setor de perdas e o e o gerente da filial de maior
representatividade em venda, buscando levantar possíveis causas para o problema em questão,
sendo representado na figura 2.
Figura 2- Diagrama de causa e efeito para vencimento de dermocosméticos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Perda por
vencimento
ProcessoPessoas
Tecnologia Informação
Controle simplista do estoque
Falta de ações do
marketing
Compras mal
planejadas
Atendimento ineficiente do
cliente
Informações não
aprofundadas de mercadoFalha na previsão de vendas
Como o tratamento de todas as causas de forma simultânea não seria viável, realizou-se a
ordenação das mesmas e de suas possíveis soluções mostradas na tabela 4, com o intuito
também de reduzir investimento e maximizar redução das perdas.
Tabela 4 - Causa e Solução
CAUSA SOLUÇÃO
Atendimento ineficiente ao cliente Capacitação em atendimento
Controle simplista do estoque Redistribuição do estoque
Falta de ações de Marketing Promoção dos produtos
Compras mal planejadas Procedimentos padrão de compra
Informações não aprofundadas de mercado Criação de um setor de inteligência
Falha na previsão de demanda Implementação de um novo método de previsão
A ordenação foi realizada com a utilização dos métodos de auxílio multicritério à decisão,
AHP e ELECTRE III. O decisor da avaliação foi o Gerente de Perdas e foram avaliadas
alternativas sob a luz dos critérios: Demanda por recurso (solução que necessita de muitas
pessoas), visto que a empresa não dispõe de muitos colaboradores; Tempo de tratamento (a
empresa não pretende despender muito tempo dos seus funcionários); e Complexidade,
conforme apresentados nas tabelas 5 e 6.
Tabela 5 - Critérios
C1 Recursos
C2 Tempo
C3 Complexidade
Critérios

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Tabelas 6 – Alternativas de soluções
A1
A2
A3
A4
A5
A6 Implementação de um novo método de previsão
Soluções imediatas
Capacitação em atendimento
Redistribuição do estoque
Promoção dos produtos
Procedimentos padrão de compra
Criação de um setor de inteligência de mercado
A escala utilizada consistiu na pontuação de cada critério conforme exposto na tabela 7
baseado em (SAATY, 1994).
Tabela 7 - Escala do AHP
Com os critérios, alternativas e escala definidos, iniciou-se a avaliação de atratividade junto
ao decisor de critério a critério, em pares, como mostrado na tabela 8, obtendo em seguida os
pesos dos critérios pelo tratamento de dados do AHP, conforme exposto na tabela 9.
Tabela 8 - Matriz de decisão com avaliações
C1 C2 C3
C1 1 7 4
C2 0,142857 1 0,25
C3 0,25 4 1
Tabela 9 - Resultado dos pesos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
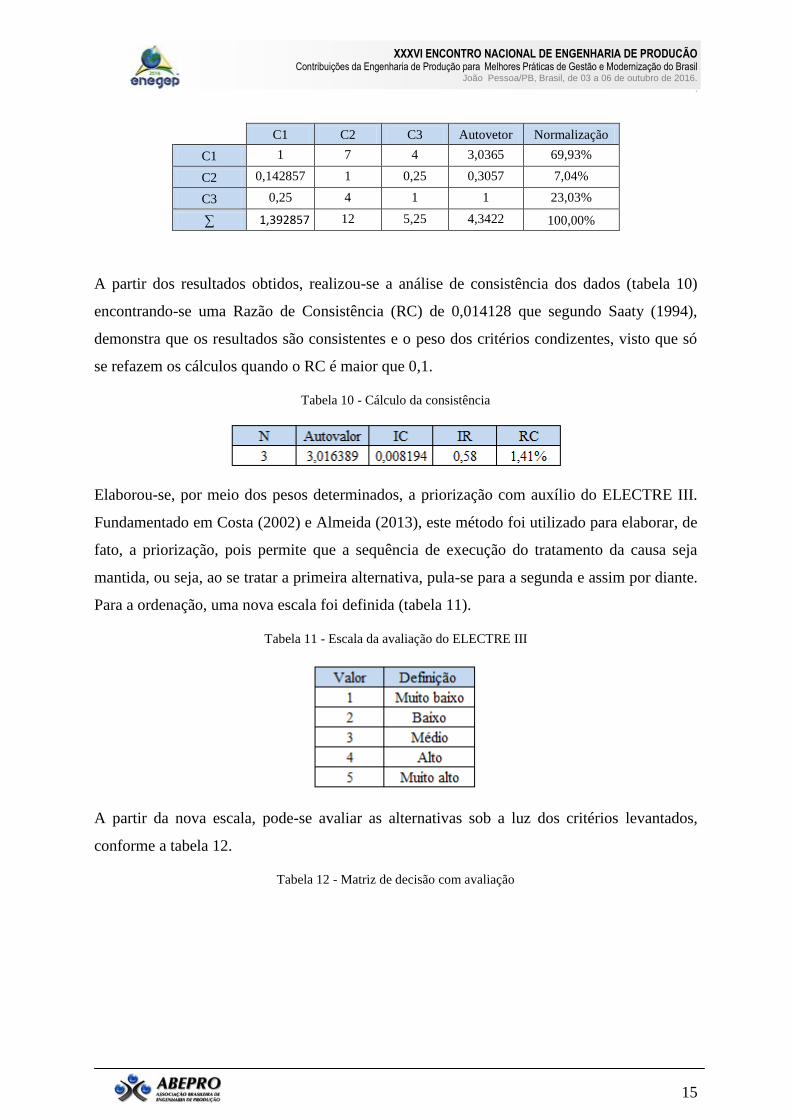
C1 C2 C3 Autovetor Normalização
C1 1 7 4 3,0365 69,93%
C2 0,142857 1 0,25 0,3057 7,04%
C3 0,25 4 1 1 23,03%
∑ 1,392857 12 5,25 4,3422 100,00%
A partir dos resultados obtidos, realizou-se a análise de consistência dos dados (tabela 10)
encontrando-se uma Razão de Consistência (RC) de 0,014128 que segundo Saaty (1994),
demonstra que os resultados são consistentes e o peso dos critérios condizentes, visto que só
se refazem os cálculos quando o RC é maior que 0,1.
Tabela 10 - Cálculo da consistência
Elaborou-se, por meio dos pesos determinados, a priorização com auxílio do ELECTRE III.
Fundamentado em Costa (2002) e Almeida (2013), este método foi utilizado para elaborar, de
fato, a priorização, pois permite que a sequência de execução do tratamento da causa seja
mantida, ou seja, ao se tratar a primeira alternativa, pula-se para a segunda e assim por diante.
Para a ordenação, uma nova escala foi definida (tabela 11).
Tabela 11 - Escala da avaliação do ELECTRE III
A partir da nova escala, pode-se avaliar as alternativas sob a luz dos critérios levantados,
conforme a tabela 12.
Tabela 12 - Matriz de decisão com avaliação

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
De posse do resultado desse julgamento, as alternativas foram confrontadas, paritariamente,
em relação a cada critério levando-se em consideração o peso de cada um. A partir da soma
ponderada dos confrontos, criou-se a matriz com preferências fortes (P) e fracas (Q),
conforme exposto na tabela 13.
Tabela 13 - Matriz com as preferências fortes e fracas
Através de P e Q calculados, concluiu-se a aplicação do método pela diferença entre a
preferência forte e fraca. Com isso, pode-se priorizar as soluções levantadas para a redução de
desperdícios da farmácia e o início da introdução da filosofia Lean. Como pode ser observado
na tabela 14, a solução priorizada foi a redistribuição do estoque.
Tabela 14 - Ordenação final
4.4. Planejamento da solução priorizada

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
Com o intuito de estruturar a solução necessária para implementação de uma filosofia que
busque reduzir desperdícios e com foco no que o cliente realmente valoriza, elaborou-se um
conjunto de ações ou medidas com a finalidade de atuar na solução da causa priorizada, sendo
isso feito através da solução imediata encontrada para ela. Esse conjunto de ações foi
estruturado na forma de plano de ação na metodologia 5W2H1S, como apresentado na tabela
15.
Tabela 15 - Plano de ação
What Redistribuição dos dermocosméticos pelas lojas da rede
Why Evitar a perda por vencimento de dermocosméticos
When A partir do segundo semestre de 2016
Where Na maior filial (entre as 25 lojas)
WhoAção conjunta entre o Setor Comercial e de Perdas, supervisores,
entregadores e funcionários das lojas
How Much Custos com transporte, materiais e treinamento dos funcionários
Show Custo mensal com perda de dermocosméticos vencidos
1. Controlar data de validade dos dermocosméticos;
2. Identificar as lojas com demanda de produtos;
3. Transferir os produtos.
Plano de Ação - 5W2H1S
How
Para auxiliar a execução e monitorar o resultado da solução, elaborou-se um indicador, que
analisa o custo mensal da perda de dermocosmétiscos vencidos, como também um
cronograma para o melhor acompanhamento da execução do plano.
Tabela 16 – Indicador detalhado
Nome Custo com Dermocosméticos Vencidos Tipo Eficiência
Sigla CDV Período Mensal
Objetivo Mensurar o valor monetário perdido com vencimento de dermocosméticos
na loja
Fonte Drogaria de maior representatividade em vendas Destino Gerência de Perdas
Fórmula ∑((Quantidade perdida do dermocosmético) x (custo de aquisição))
Tabela 17 – Cronograma
Semana
Atividades 1 2 3 4
Controlar data de validade dos dermocosméticos
Identificar as lojas com demanda de produtos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
Transferir os produtos
Este planejamento foi elaborado de modo que possibilite um fácil entendimento para a fase de
execução. Após a elaboração do plano de ação e do cronograma, inicia-se o processo de
redução de perdas e desperdícios que prejudiquem a empresa diminuindo sua eficiência,
logrando os benefícios com aplicação da filosofia Lean.
5.Conclusão
Este estudo buscou iniciar a implementação de uma filosofia que objetive reduzir desperdícios
que impactem tanto nos custos da empresa quanto no valor percebido pelos clientes, ou seja a
filosofia Lean. Com a identificação das perdas como os desperdícios que mais ocorrem e que
mais impactam o nível de serviço ao cliente, pode-se chegar a uma proposta estruturada de
intervenção para redução dessa não conformidade através dos métodos de priorização e de
solução de problemas.
A questão da prevenção de perdas e seus aspectos relacionados à qualidade no atendimento e
sustentabilidade no negócio em que a empresa opera pode parecer meramente conceitual num
primeiro momento. No entanto, embora não se tenha obtido o resultado final do estudo, o
método de análise e solução de problema, atrelado aos de auxílio multicritério, mostraram-se
eficientes para implementação de uma filosofia Lean focada em redução de custos e
desperdícios, sempre buscando melhorar o serviço entregue ao cliente. A estrutura do modelo
de trabalho utilizado facilita a progressão sobre o problema e permite de maneira prática que
se dê continuidade no desenvolvimento das ideias. As informações obtidas com a aplicação de
cada um dos métodos foram cruciais para a devida interpretação do estado da arte e
proposição de mudança na direção de uma empresa mais enxuta.
A execução do Plano de Ação formulado possui grande potencial para reduzir o custo com
vencimento de dermocosméticos, principal item perdido pela empresa no último ano. Sendo
assim, a realização de trabalhos mais abrangentes, seguindo essa mesma linha, pode
proporcionar diminuição significativa no prejuízo da loja e, consequentemente, da rede, além
de aumento do valor percebido pelos clientes com a melhoria do nível de serviço ofertado
pela empresa.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
19
Como proposta para trabalhos futuros, sugere-se a avaliação dos resultados das propostas
sugeridas, seguida da aplicação dos princípios da produção enxuta como identificação do
fluxo de valor e gestão Lean do estoque da empresa.
REFERÊNCIAS
ALMEIDA, Adiel Teixeira de. Processo de decisão nas organizações. São Paulo: Atlas SA, 2013.
BERRY, Leonard, O Modelo Emergente, HSM Management, Pag 58-64, Março - Abril 1999.
COSTA, Helder Gomes. Introdução ao método de análise hierárquica: análise multicritério no auxílio à decisão.
Niterói: UFF, 2002.
DENNIS, P. Lean production simplified: a plain language guide to the world’s most powerful production system.
New York, NY: Productivity press, 2007.
DIAS, L.M.C.; ALMEIDA, L.M.A.T.; CLÍMACO, J. Apoio Multicritério à Decisão. Coimbra: Faculdade de
Economia - Universidade de Coimbra, Coimbra, 1996.
GIANNOULIS. C.; ISHIZAKA. A. AWeb-based decision support system with ELECTRE III for a personalised
ranking of British universities. Decision Support Systems, 48, 488-197. 2010.
IDV. Instituto para Desenvolvimento do Varejo. Disponível em < http://www.idv.org.br/conjuntura-e-comercio-
varejista/o-resultado-acumulado-do-varejo-referente-ao-primeiro-semestre-de-2015-apresenta-queda-real-de-
22/>. Acesso em: 11 Abr. 2016.
KRAJEWSKI, L. J.; RITZMAN L. P. Administração da produção e operações. São Paulo: Prentice Hall, 2004.
LIKER, J. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman,
2005.
ROY, B. ELECTRE III: Un algorithme de classements fonde sur une represenation floue des preferences en
presence de criteres multiples. Cahier du CERO, v. 20, n. 1, p. 3-24, 1978.
ROY, B.; BOUYSSOU, D. Aide Multicritère à la Décision: Méthods et Cas. Economica: Paris, 1993.
SAATY, T.L. Fundamentals of decision making and prioruty theory with the analytic hierarchy process.
Pittsburgh: RWS, 1994. v.6.
SHINGO, S. O sistema Toyota de produção: do ponto de vista da engenharia de produção. 2. ed. Porto Alegre:
Bookman, 1996.
WOMACK, James; JONES, Daniel. A máquina que mudou o mundo. Rio de Janeiro: Elsevier, 2004.
WOMACK, J. P.; JONES, D. T. A Mentalidade enxuta nas empresas: elimine o desperdício e crie riqueza. 8. ed.
Rio de Janeiro: Campus, 1998.


















