
Estudo da Eficácia de Modelos Matemáticos …...α Inclinação do secador, graus β Coeficiente...
100
UNIVERSIDADE FEDERAL DE PERNAMBUCO CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESTUDO DA EFICÁCIA DE MODELOS MATEMÁTICOS SIMPLIFICADOS NA SIMULAÇÃO E DIMENSIONAMENTO DE SECADORES CONTÍNUOS. DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DE PERNAMBUCO PARA OBTENÇÃO DO GRAU DE MESTRE EM ENGENHARIA MECÂNICA AUTOR: Ravi Ramalho e Soares ORIENTADOR: José Carlos Charamba Dutra CO-ORIENTADOR: Fábio Santana Magnani Recife, Outubro de 2004
Transcript of Estudo da Eficácia de Modelos Matemáticos …...α Inclinação do secador, graus β Coeficiente...
UNIVERSIDADE FEDERAL DE PERNAMBUCO CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESTUDO DA EFICÁCIA DE MODELOS MATEMÁTICOS SIMPLIFICADOS NA SIMULAÇÃO E DIMENSIONAMENTO DE SECADORES CONTÍNUOS.
DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DE PERNAMBUCO PARA OBTENÇÃO DO GRAU DE MESTRE EM ENGENHARIA MECÂNICA
AUTOR: Ravi Ramalho e Soares ORIENTADOR: José Carlos Charamba Dutra CO-ORIENTADOR: Fábio Santana Magnani
Recife, Outubro de 2004
ii

iii
DEDICATÓRIA
Aos meus pais, Eliel e Inês, pela educação, apoio e exemplo de vida, força e perseverança, essenciais para a realização deste trabalho, sem os quais este caminho não teria sido percorrido.
Aos meus irmãos, Hammady, e sua namorada Vasti, e Hammond, que
me deram apoio e me incentivaram na realização deste trabalho.
À minha namorada Carol, pelo apoio, paciência e compreensão durante a realização deste trabalho, sem o qual não teria tido a tranqüilidade e concentração necessárias à conclusão desta pesquisa.
iv
AGRADECIMENTOS
A Deus que tem me dado o cobertor conforme o frio, que ilumina a estrada que devo percorrer, e que me conforta nos momentos difíceis.
Ao Professor José Carlos Charamba Dutra pela orientação e apoio
imprescindíveis para a elaboração desta dissertação, também pelo apoio moral e profissional nos momentos mais difíceis desta caminhada.
Ao professor Fábio Magnani pela co-orientação e ao professor Jorge
Henríquez pela colaboração através de seus conhecimentos, que contribuíram para o enriquecimento deste trabalho.
Aos amigos Malvino e Nazário, pelo apoio e pela ajuda que deram
para esta conquista.
Às professoras Ana Rosa e Rita Lima e todo pessoal que compõe o Grupo de Engenharia Térmica, que de alguma forma contribuíram para a realização deste trabalho.
Aos professores, funcionários e amigos do Departamento de
Engenharia Mecânica e do Programa de Pós-Graduação em Engenharia Mecânica desta universidade.
Ao CNPq pelo suporte financeiro durante o período de realização
deste trabalho. À empresa Máquinas Piratininga do Nordeste Ltda que propôs o
desafio que deu origem a todo um trabalho que vem sendo desenvolvido desde a graduação, que hoje resulta neste trabalho de dissertação.
v
RESUMO
A secagem tem um papel fundamental em várias áreas da indústria no mundo todo. No Brasil, que tem grande força na agricultura, alguns setores da indústria alimentícia, em especial a açucareira, têm certa dificuldade em adquirir secadores de alto desempenho, por serem equipamentos importados e de preço elevado. A maioria dos secadores em operação são superdimensionados e com controle manual, o que acarreta uma série de problemas para garantir a qualidade do produto final.
Existem alguns modelos de simulação de secadores contínuos rotativos que apresentam resultados muito bons, porém são bastante complexos e necessitam ser alimentados com uma série de propriedades e parâmetros do processo que exigem a realização de experimentos para sua determinação. Além disso, esses métodos não são completamente divulgados na literatura aberta, o que impossibilita a sua reprodução sem a realização de experimentos.
O presente trabalho se propôs a estudar modelos simplificados, fáceis de serem implementados, para comparar os resultados desses métodos com dados experimentais, publicados em outros trabalhos e avaliar sua aplicabilidade em casos reais na indústria alimentícia ou como ferramenta para auxiliar o projeto e testar o desempenho de secadores existentes. Para tal, foi feita uma análise de sensibilidade do modelo a algumas de suas variáveis de entrada, que permite tirar conclusões acerca de que alterações podem resultar num melhor desempenho no final da secagem. O modelo foi validado para dados publicados de secagens de açúcar e arroz.

vi
ABSTRACT
The drying has a fundamental part in most areas of the industry in the world. In Brazil, which has an strong agriculture, some sectors of the nourishing industry, in special the sugar sector, have certain difficulty in acquiring dryers of high performance, for being imported and very expensive equipment. Most dryers in operation are under or overloaded and manual controlled, what causes a series of problems to guarantee the final product quality. There are some simulation models of continuous rotary dryers that provides results with good accuracy, but are very complex and need to be loaded with a lot of properties and process parameters that requires experiments to be determined. Besides, these methods aren’t completely described on open literature, what disables its reproduction without the accomplishment of experiments.
The present work purpose to study simplifyied models, easily implemented, to compair this method’s results with experimental data, published in others works and validate their applicability in real cases on nourishing industry or as a project aid tool and test the existents dryers performance. For that, a sensibility analysis of some of the inlet parameters was made, that allows to take some conclusions about which changes could result in a better final drying performance. The model was validated for published data of sugar and rice drying experiments.

vii
ÍNDICE
RESUMO .............................................................................................................................................................. V ABSTRACT .........................................................................................................................................................VI ÍNDICE .............................................................................................................................................................. VII NOMENCLATURA............................................................................................................................................IX 1. INTRODUÇÃO ................................................................................................................................................. 1 2. MOTIVAÇÃO E OBJETIVOS........................................................................................................................ 4
2.1 MOTIVAÇÃO DO TRABALHO ........................................................................................................................ 4 2.2 OBJETIVOS ................................................................................................................................................... 4
3. FUNDAMENTOS DE SECAGEM .................................................................................................................. 6 3.1 INTRODUÇÃO ................................................................................................................................................ 6 3.2 PRINCÍPIOS BÁSICOS E TERMINOLOGIA ..................................................................................................... 6
3.2.1 Mistura Ar-Vapor D'água.................................................................................................................... 7 3.2.2 Propriedades Termodinâmicas ............................................................................................................ 7
3.3 MATERIAIS ÚMIDOS................................................................................................................................... 10 3.3.1 Classificação dos Materiais Úmidos.................................................................................................. 10 3.3.2 Tipo de Umidade nos Sólidos............................................................................................................. 11 3.3.3 Parâmetros Importantes na Caracterização dos Materiais Úmidos ................................................. 12 3.3.4 Tipos de Migração da Umidade ......................................................................................................... 13
3.4 PERÍODOS DE SECAGEM............................................................................................................................. 15 3.4.1 Primeiro período ou de taxa de secagem constante .......................................................................... 15 3.4.2 Segundo período ou de taxa de secagem decrescente ....................................................................... 17
3.5 EFEITOS INDESEJÁVEIS DECORRENTES DA PERDA DE UMIDADE............................................................. 18 3.5.1 Tensões na secagem ........................................................................................................................... 18 3.5.2 Alterações químicas ........................................................................................................................... 19
4. ISOTERMAS DE SORÇÃO .......................................................................................................................... 20 4.1 INTRODUÇÃO .............................................................................................................................................. 20 4.2 ATIVIDADE DE ÁGUA.................................................................................................................................. 20
4.2.1 Dependência da Atividade de Água com a Temperatura.................................................................. 21 4.3 FENÔMENO DE SORÇÃO ............................................................................................................................. 22 4.4 ISOTERMAS DE SORÇÃO ............................................................................................................................. 23
4.4.1 As Isotermas e a Dependência da Temperatura................................................................................ 24 5. SECADORES................................................................................................................................................... 26
5.1 INTRODUÇÃO .............................................................................................................................................. 26 5.2 TIPOS DE SECADORES ................................................................................................................................ 26
5.2.1 Secadores de bandeja ......................................................................................................................... 27 5.2.2 Secadores de túnel.............................................................................................................................. 27 5.2.3 Secadores de vácuo ............................................................................................................................ 27 5.2.4 Secadores de tambor ou cilindro ....................................................................................................... 27 5.2.5 Secadores de leito fluidizado.............................................................................................................. 28 5.2.6 Secadores de spray ............................................................................................................................. 28 5.2.7 Secadores pneumáticos ...................................................................................................................... 29 5.2.8 Secadores de esteira ........................................................................................................................... 29 5.2.9 Secadores por congelamento ............................................................................................................. 29 5.2.10 Secadores rotativos........................................................................................................................... 30
6. MODELAGEM MATEMÁTICA.................................................................................................................. 34 6.1 INTRODUÇÃO .............................................................................................................................................. 34 6.2 DESCRIÇÃO DO PROBLEMA FÍSICO ........................................................................................................... 34 6.3 HIPÓTESES SIMPLIFICATIVAS.................................................................................................................... 34 6.4 MODELAGEM MATEMÁTICA ..................................................................................................................... 35
6.4.1 Balanço de Massa no Volume de Controle ....................................................................................... 35 6.4.2 Balanço de Energia no Volume de Controle..................................................................................... 35 6.4.3 Definição das Entalpias do Material e do Ar .................................................................................... 36 6.4.4 Cálculo das Perdas de Calor pelo Casco do Secador........................................................................ 36
viii
6.4.5 Balanço de Massa na Interface ......................................................................................................... 37 6.4.6 Balanço de Energia na Interface....................................................................................................... 37 6.4.7 Cálculo dos Fluxos de Calor e Massa na Interface .......................................................................... 37
6.5 DISRETIZAÇÃO DO MODELO...................................................................................................................... 39 6.6 EQUAÇÕES COMPLEMENTARES................................................................................................................. 40
6.6.1 Determinação do Coeficiente Global de Transferência de Calor..................................................... 40 6.6.2 Determinação do Coeficiente de Transferência de Massa................................................................ 40 6.6.3 Cálculo do Tempo de Residência....................................................................................................... 40
6.7 ALGORITMO NUMÉRICO DE SIMULAÇÃO.................................................................................................. 41 7. RESULTADOS E VALIDAÇÃO DO MODELO......................................................................................... 43
7.1 VALIDAÇÃO DO MODELO MATEMÁTICO .................................................................................................. 43 7.1.1 Casos de Secagem para o Açúcar ...................................................................................................... 44 7.1.2 Casos de Secagem para o Arroz......................................................................................................... 48
7.2 ESTUDO DE SENSIBILIDADE DO MODELO.................................................................................................. 50 7.2.1 Variáveis Construtivas do Secador .................................................................................................... 51 7.2.2 Variáveis do Material......................................................................................................................... 56 7.2.3 Variáveis do Ar................................................................................................................................... 59 7.2.4 Resumo do Estudo de Sensibilidade .................................................................................................. 61
7.3 APLICAÇÕES ............................................................................................................................................... 61 7.4 COMPARATIVO COM O MÉTODO DE BALANÇOS TOTAIS.......................................................................... 63
8. CONCLUSÕES ............................................................................................................................................... 65 9. RECOMENDAÇÕES PARA TRABALHOS FUTUROS............................................................................ 66 10. REFERÊNCIAS BIBLIOGRÁFICAS......................................................................................................... 67 APÊNDICE I ....................................................................................................................................................... 70 APÊNDICE II ...................................................................................................................................................... 75 APÊNDICE III .................................................................................................................................................... 86
ix
NOMENCLATURA a Área específica, m2/m3 A Área de troca de calor, m2 aw Atividade de água, - B Coeficiente da equação 6.22 C Coeficiente na equação 4.2 cAl Calor específico da água líquida, kJ/kg K cAv Calor específico do vapor d’água, kJ/kg K cB Calor específico do ar seco, kJ/kg K cS Calor específico do material seco, kJ/kg K cH Calor específico do ar úmido, kJ/kg K D Diâmetro do secador, m DAB Coeficiente de difusão, m2/s De Coeficiente de difusão equivalente no material poroso, m2/s Deff Difusividade efetiva, m2/s dev Erro relativo dos resultados das simulações, % Dp Diâmetro médio dos grãos, µm ER Erro relativo das iterações, % IAv Entalpia específica do vapor d’água, kJ/kg IB Entalpia específica do ar seco, kJ/kg Ig Entalpia específica do ar úmido, kJ/kg Im Entalpia específica do material úmido, kJ/kg h Coeficiente de transferência de calor, kW/m2 K K Coeficiente da equação 7.3 Km Coeficiente da equação 1.2 k Coeficiente da equação 6.22 kl Fator de proporcionalidade na equação 3.17 ky Coeficiente de transferência de massa, kg/m2 s L Comprimento do secador, m mA Massa de água, kg mB Massa de ar seco, kg mS Massa de material seco, kg n Número de nós, - N Rotação do secador, rpm P Pressão total, atmosférica, kPa pA Pressão parcial do vapor d’água, kPa pA,eq Pressão de saturação da água pura, kPa pB Pressão parcial do ar seco, kPa Pw Pressão da coluna d’água, kPa q Fluxo de calor, kW/m2 ql Perdas específicas de calor, kJ/kg r Raio de um capilar, m RA Constante do gás para o vapor d’água, kJ/kmol K RB Constante do gás para o ar seco, kJ/kmol K T Temperatura, °C Tamb Temperatura ambiente, °C Tbu Temperatura de bulbo úmido do ar, °C Tg Temperatura do ar, °C Tm Temperatura do material, °C tR Tempo de residência em um nó, s
x
TR Tempo de residência, min Tsat Temperatura de saturação adiabática do ar, °C U Coeficiente global, kW/m2 K UP Coeficiente global de perdas, kW/m2 K V Volume, m3 WB Vazão de ar seco, kg/s wD Taxa de secagem, kg/m2 s wl Fluxo de massa do líquido, kg/m2 s WS Vazão de material seco, kg/s x Deslocamento, m X Conteúdo de umidade do material na base seca, kg/kg X’ Conteúdo de umidade do material na base úmida, kg/kg Xeq Conteúdo de umidade de equilíbrio do material, kg/kg Xmax Conteúdo de umidade máxima do material, kg/kg xnovo Variável calculada na iteração atual, - xvelho Variável calculada na iteração anterior, - Y Umidade absoluta do ar, kg/kg Ybu Umidade absoluta do ar na temperatura de bulbo úmido, kg/kg Ysat Umidade absoluta do ar na temperatura de saturação adiabática, kg/kg Letras Gregas α Inclinação do secador, graus β Coeficiente da equação 6.19, - δ Espessura de filme, m ε Porosidade, - εe Porosidade equivalente, - η Coeficiente na equação 1.2 ϕ Umidade relativa do ar, - λ Calor latente, kJ/kg λs Calor de umidificação, kJ/kg ρl Densidade do líquido, kg/m3 ρs Densidade do material, kg/m3 σ Tensão superficial, N/m ψ Coeficiente da equação 6.19
1
1. INTRODUÇÃO
Secagem é sem dúvida uma das operações mais antigas e mais comuns dos processos industriais. Nos dias atuais o processo de secagem, em especial em secadores rotativos, é uma operação fácil e confiável, mas não muito eficiente energeticamente nem tampouco agradável ao ambiente onde está instalado. A maioria dos secadores existentes, principalmente os mais velhos, ainda são controlados total ou parcialmente de forma manual, dependendo exclusivamente do “olho” e experiência do operador.
A operação de um secador rotativo é um processo complexo que envolve não somente trocas térmicas, mas também o movimento de partículas dentro do secador. Muitos autores fizeram investigações acerca da modelagem do estado de equilíbrio nos processos de secadores rotativos. Baker (1983) forneceu uma revisão detalhada da literatura sobre secadores rotativos em cascata, que cobre todos os tópicos relacionados a este aparato, por exemplo, projeto das pás, transporte das partículas, a transferência de calor e massa e a simulação do secador. Para o transporte das partículas, a maioria dos estudos é empírica e trata do tempo médio de retenção e de residência. Os modelos estáticos são geralmente equações diferenciais que se aplicam bem a simulações de distribuições estáticas.
Schofield & Glikin (1962) foram os primeiros a analisar o movimento dos grãos dentro de um secador rotativo nos termos da mecânica dos fluidos. Outros modelos do transporte de partículas levam em consideração simultaneamente o movimento de cascata resultante da ação de levantamento pelas pás e da ação do aquecimento, isto é, o movimento das partículas na fase densa devido à inclinação do secador.
Myklestad (1963) foi o primeiro a obter uma expressão para prever o conteúdo de umidade do material ao longo do corpo do secador rotativo, baseado na temperatura do ar, umidade inicial e vazão mássica do produto.
Assim o modelo mecanicista de Matchett & Baker (1987, 1988), Matchett & Sheikh (1990) distinguem entre o fluxo do sólido na fase densa e na fase transportada por via aérea. Estes modelos mais recentes predizem o tempo de residência do sólido em cada fase assim como também seu ponto ótimo entre condições de sobre e sob-carregamento.
Os secadores rotativos têm sido, mais freqüentemente, tratados como simples
trocadores de calor do contato direto e o trocador de calor interpretado em termos de um coeficiente global ou volumétrico de transferência de calor, U, de acordo com a seguinte relação:
Q = UaV∆Tlm (1.1) Onde V é o volume do secador, ∆Tlm, a média logarítmica das diferenças da temperatura nas extremidades do secador e a é a superfície interfacial por unidade de volume do secador. Dentre muitos autores, Friedman & Marshall (1949a) e McCormick (1962) seguiram esta abordagem. Eles correlacionaram o coeficiente U com a vazão do gás WB.
McCormick (1962) propôs uma relação baseada em dados experimentais para secadores comerciais, com um número de pás por revolução de 2,4 a 3 vezes do diâmetro do secador e com o casco operando a uma velocidade periférica de 18,3 a 22,9 m/min. Tal relação é mostrada na equação 1.2:
DWKUa B
m
η
= (1.2)
Km é uma constante que depende das condições experimentais. McCormick (1962) obteve bons resultados com η = 0,67. Myklestad (1963) aplicou mais tarde a seus próprios dados

2
uma correlação mais simples, não dependendo do diâmetro do secador, como mostrado na equação 1.3.
Ua=420WB0,8 (1.3)
Estas correlações fornecem resultados satisfatórios para condições de equilíbrio
(regime permanente), mas não refletem o comportamento dinâmico do processo de secagem dentro do secador, uma vez que não são capazes de prever variações na vazão de material provocada por uma alteração na rotação ou retenção do sólido no interior do secador, o que deveria acarretar numa alteração da área de transferência de calor e conseqüentemente no coeficiente volumétrico de transferência de calor.
Friedman & Marshall (1949a) propuseram uma correlação capaz de perceber o comportamento dinâmico do processo.
16,0B
S
S WV
mUaβ
ρψ ⎟⎟
⎠
⎞⎜⎜⎝
⎛= (1.4)
Onde ψ e β são coeficientes que dependem do material.
Uma aproximação radicalmente diferente consiste em interpretar os dados de transferência de calor em termos de um coeficiente local ou de filme hg que é calculado geralmente por uma correlação tal como a de Ranz & Marshall (1952), que tem a forma:
Nu = f(Re, Pr) (1.5) O cálculo de transferência de massa é feito em função da transferência de calor. No processo de secagem, podem existir dois períodos bem definidos e distintos, o
período de taxa de secagem constante e o de taxa de secagem decrescente. Em alguns casos pode ocorrer apenas o período de taxa constante, em outros podem ocorrer os dois períodos e em outros, o período de taxa de secagem constante é tão curto ou a umidade do material no início do processo é tão baixa que só o período de taxa de secagem decrescente é observado. Estes períodos são descritos em detalhes no capítulo 3, no tópico 3.4.
Alguns autores consideram apenas um dos períodos de secagem, por exemplo, Douglas et. al. (1993) consideram o processo de secagem do açúcar como sendo completamente no período de taxa de secagem constante, hipótese que é confirmada por Wang et. al. (1993). Iguaz et. al. (2003) utilizam um modelo de taxa de secagem decrescente para secar produtos vegetais, Shaples et. al. (1964) desenvolveram uma correlação para o período de taxa de secagem decrescente, onde seria necessária a determinação experimental de alguns coeficientes. Wang et. al. (1993) sugere valores de algumas constantes baseados em estudos feitos por Krevelen et. al. (1949), Sharples et. al. (1964) e Brasil et. al. (1988), cobrindo uma grande variedade de materiais, incluindo fertilizantes.
Strumillo & Kudra (1986) apresentaram um modelo que considera ambos os períodos de secagem. Consiste na determinação dos conteúdos de umidade atual e crítica, então integrar as equações diferenciais do ponto inicial até o ponto crítico (período de taxa de secagem constante) e do ponto crítico até o ponto final (período de taxa de secagem decrescente). Perry (1999) apresentou um modelo para ambos os períodos, mas no período de taxa de secagem decrescente apresentou correlações para cada mecanismo de transporte interno de umidade e seus respectivos tempos de secagem.
3
A simulação de secadores rotativos necessita de conhecimentos suplementares do próprio sólido e sua habilidade de secagem. A primeira simulação de um secador rotativo no estado de equilíbrio foi publicada por Sharples, Glikin & Warne (1964). Esses autores desenvolveram um modelo admitindo estado de equilíbrio usando quatro equações diferenciais para descrever os balanços de massa e de energia. O transporte das partículas nesse modelo é analisado usando o modelo de Schofield & Glikin (1962). Eles constituíram um modelo global, considerando que a transferência de calor depende da rotação do cilindro e retenção das pás. Outros autores aplicaram o mesmo conjunto de equações básicas que Sharples et al. (1964) em relação a um modelo mais sofisticado para o movimento da partícula.
Douglas et. al. (1993) aplicaram um modelo matemático baseado no balanço
diferencial de calor e massa ao controle dinâmico de um secador rotativo para o açúcar granulado em contracorrente. Os autores dividiram o secador em 10 seções e os balanços diferenciais de massa e energia foram feitos para cada seção. Foram usados em seu modelo um coeficiente volumétrico de transferência de calor, Ua, empiricamente correlacionado com o fluxo de ar, WB, e o tempo de retenção baseados no modelo de Friedman & Marshall (1949a, 1949b):
⎟⎟⎠
⎞⎜⎜⎝
⎛±=
S
BR W
BLWDN
LkT6,0
tan23,0
9,0α (1.6)
Onde k é uma constante do processo e B = 5Dp
-0,5. Para o fluxo em contracorrente, o sinal da equação 1.6 é positivo, enquanto para o fluxo paralelo é negativo. Wang et. al. (1993) apresentaram um modelo para o processo de secagem em secadores rotativos baseado no modelo de Douglas et. al. (1993), considerando a condição de não-equilíbrio. O modelo consiste em um conjunto de equações diferenciais parciais, onde foram usados diferentes métodos para determinar a transferência de calor. Foram feitos estudos de simulações estáticas e dinâmicas.
4
2. MOTIVAÇÃO E OBJETIVOS 2.1 Motivação do Trabalho
Segunda economia do Nordeste, superada apenas pela da Bahia, Pernambuco tem um PIB da ordem de R$ 17 bilhões, superior ao de países como Paraguai e Uruguai, parceiros do Brasil no Mercosul (fonte: Ministério das Relações Exteriores). Estado onde a economia açucareira foi a mais expressiva do Brasil, do período colonial ao início deste século, Pernambuco passa por transformações aceleradas.
A indústria estadual tem importância econômica de destaque nos setores dos alimentos, dos produtos químicos, da metalurgia, de material eletrônico e de artigos têxteis. Um dos principais produtos agrícolas de Pernambuco é a cana-de-açúcar.
Além da cana, outros produtos têm importância na economia pernambucana: mandioca, feijão, algodão e milho. Destaca-se no extrativismo vegetal a castanha-de-cajú.
A cana-de-açúcar ainda representa 40% da economia estadual (MRE, 2004), mas vem perdendo este peso para outras atividades agrícolas, industriais e de serviços, que urbanizam rapidamente o setor econômico. A participação do Estado de Pernambuco no PIB nacional é de 2,71% (fonte: Instituto Cultural Bandepe, 2004).
A previsão feita pelo presidente do Sindicato da Indústria do Açúcar e do Álcool do Estado de Pernambuco foi que as exportações de açúcar a granel em Pernambuco, que atualmente se concentram em 700 mil toneladas anuais, representando um faturamento de US$ 100 milhões, devem ser ampliadas para 940 mil toneladas em 2004.
Segundo o presidente do sindicato, a comercialização do produto, com financiamento antecipado pelos compradores internacionais, favorece o aumento da produção. Destacou também que na próxima safra devem ser colhidas 19 milhões de toneladas de cana de açúcar, contra 17,5 milhões de toneladas produzidas em 2003. Os principais países compradores do açúcar pernambucano são Rússia, Estados Unidos, Argélia e Tunísia e o Leste Europeu (Jornal Global21, 09/09/2004).
Tendo em vista a grande produção e a expectativa de aumento das exportações de açúcar, a falta de conhecimento tecnológico acaba por diminuir a qualidade do açúcar e aumentar os custos de produção, uma vez que os secadores de alto desempenho devem ser importados a preços elevados, ou devem ser utilizados equipamentos nacionais que, em geral, são superdimensionados, o que elevam os custos de produção.
Um estudo de secagem permite um maior conhecimento do processo que, em conjunto ao desenvolvimento de ferramentas matemáticas e computacionais, possibilita a simulação e o estudo do comportamento do sistema, que pode, então, ser otimizado e mantido por um sistema de controle capaz de prever alterações no produto final em função das condições climáticas e do processo, mantendo a qualidade do produto.
O estudo aprofundado do processo de secagem do açúcar possibilita a redução de custos e o aumento da qualidade do produto final, o que torna o açúcar melhor e mais barato, tornando a indústria açucareira local e nacional mais competitivas nos mercados interno e externo. 2.2 Objetivos
Diante do contexto de motivação descrito no item anterior, foi traçada uma estratégia de ação, da qual este trabalho é uma parte, como objetivo o desenvolvimento de modelos matemáticos de simulação, otimização e dimensionamento, que sejam capazes de prever
5
possíveis alterações no ambiente que possam alterar a qualidade do produto final e determinar a melhor opção de ajuste para compensar essa variação.
O presente trabalho teve como objetivo o desenvolvimento de um modelo matemático simplificado capaz de simular, com precisão razoável, secadores contínuos rotativos na secagem de grãos, em especial, o açúcar.
Como objetivos secundários, este trabalho se propôs a fazer um estudo de sensibilidade do modelo para avaliar seu comportamento quando seus parâmetros sofrerem alterações ou condições diferentes de secagem, como, por exemplo, simular alterações climáticas onde a temperatura ou a umidade do ar de secagem sofrer alterações. Com esse estudo avaliar a possibilidade de usar o modelo para gerar ábacos que auxiliem a seleção de secadores, restringindo as faixas de valores de parâmetros a serem selecionados.
6
3. FUNDAMENTOS DE SECAGEM 3.1 Introdução
A secagem pode ser definida como a remoção de substâncias voláteis, a qual denomina-se de umidade, pelo aquecimento de um gás que fornece calor ao produto sólido. Esta definição exclui a concentração de uma solução ou pasta por evaporação e por desumidificação mecânica por filtros de pressão ou por centrífugas. Esta definição cobre uma grande variedade de tipos de equipamentos, desde simples fornos a grandes câmaras nas quais soluções do sólido são pulverizadas em um gás quente para fornecer o produto seco.
Até a virada do século passado, as condições do processo de secagem assim como
equipamentos para secagem de sólido por aquecimento em escala industrial eram tomadas por “regras de dedo” ao invés de princípios científicos. Métodos formais de desenvolvimento dos secadores se tornaram uma necessidade comercial quando as instalações tiveram que ser adaptadas para atingir as crescentes exigências do mercado. Assim, como a melhoria dos processos de manufatura acelerou a produção, os métodos tradicionais de secagem, mais lentos, não puderam mais ser tolerados.
Williams-Gardner (1971) cita o seguinte exemplo da indústria de cerâmica (Keey, 1978). “O método antigo de secagem de utensílios de mesa era usar trabalho juvenil para carregar os utensílios nos seus moldes para dentro de um quarto aquecido onde a cerâmica poderia secar lentamente por um período de pelo menos um dia. Eram suspensos, na forma de corpos de argila e seus moldes, por um período de tempo excessivamente grande. Pessoas jovens tinham que entrar em atmosferas insalubres, quentes e úmidas, que freqüentemente ficavam carregadas de poeira devido à movimentação das pessoas pisando nos resíduos de argila que caíam no chão. Tais condições intoleráveis foram substituídas pelo uso de secadores progressivos, com condições controladas, para os quais o tempo de secagem foi reduzido para alguns minutos para copos e xícaras e poucas horas para pratos largos”. 3.2 Princípios Básicos e Terminologia
Secagem é uma operação complexa que envolve transferência transiente de calor e massa em conjunto a diversos processos, tais como as transformações físicas ou químicas, que, por sua vez, podem causar mudanças na qualidade de produto assim como também nos mecanismos de transferência de calor e massa. As mudanças físicas que podem ocorrer incluem: encolhimento, cristalização, transições vítreas. Em alguns casos, reações químicas ou bioquímicas, desejáveis ou indesejáveis, podem ocorrer conduzindo às mudanças na cor, textura, odor ou outras propriedades do produto sólido.
A secagem ocorre promovendo a vaporização do líquido fornecendo calor ao material úmido. O calor pode ser fornecido superficialmente por convecção (secadores diretos), por condução (secadores indiretos), por radiação ou volumetricamente colocando o material úmido em um campo eletromagnético de microondas ou freqüência de rádio. Segundo Mujumdar (1997), cerca de 85% dos secadores industriais são do tipo convectivo com ar quente ou gases de combustão como agentes de secagem. Cerca de 99% das aplicações envolvem remoção de água. Todos os modos exceto o dielétrico (microondas e freqüência de rádio) fornecem calor aos contornos do objeto de secagem para que o calor seja difundido dentro do sólido primeiramente por condução. O líquido deve migrar para os contornos do material antes de ser transportado para o gás (ou pela aplicação de vácuo para secadores não convectivos).
Ainda segundo Mujumdar (1997), o transporte de umidade dentro do sólido pode ocorrer por um ou mais dos seguintes mecanismos de transferência de massa:
7
• Difusão do líquido, se o sólido úmido estiver a uma temperatura abaixo do ponto de
ebulição do líquido; • Difusão do vapor, se o líquido se vaporiza dentro do material; • Difusão de Knudsen, se a secagem se dá em temperaturas e pressões muito baixas, por
exemplo, em secagem por congelamento; • Difusão superficial (possível, contudo não provado); • Diferença de pressão hidrostática, quando as taxas de vaporização interna excedem a
taxa de transporte do vapor através do sólido para as vizinhanças; • Combinação dos mecanismos acima descritos.
3.2.1 Mistura Ar-Vapor D'água
Nos secadores de contato direto (convectivos), ar quente é usado tanto para suprir o calor para evaporação quanto para carregar a umidade que é evaporada do produto. Assim sendo, torna-se importante conhecer sobre a umidade e outras propriedades do ar.
A quantificação da umidade atmosférica é importante para saber as condições em que os produtos de secagem devem ser estocados, saber a quantidade máxima de umidade que pode ser retirada do material para uma dada condição do ar, estimativas de tempos de secagem, etc. O estudo da mistura ar-vapor d’água é chamado de psicrometria.
3.2.2 Propriedades Termodinâmicas
O ar é uma mistura de gases do qual 78% é composto de nitrogênio, 21% de oxigênio e o restante é composto de dióxido de carbono e gases inertes, como argônio, neônio, criptônio, hélio, etc. Esses são conhecidos como os gases secos da atmosfera. Na atmosfera, o ar é encontrado como uma mistura de gases secos e vapor d’água, que se comportam de acordo com a lei das pressões parciais de Dalton, ou seja, seus comportamentos são independentes uns dos outros e a pressão que cada um exerce é combinada para produzir a pressão atmosférica.
Uma vez que nas condições normais de temperatura e pressão não é possível condensar os gases secos do ar, para o propósito da psicrometria, essa mistura de gases pode ser tratada como um único gás perfeito ou ideal se comportando como um elemento único chamado de “ar seco”.
Para a secagem, a função principal da psicrometria é determinar a umidade do ar (agente de secagem) para que seja possível conhecer, a partir deste, o conteúdo de umidade do material.
A determinação da umidade do ar não é feita a partir de uma amostragem, que é um procedimento muito utilizado para a quantificação da umidade do solo, de produtos agrícolas e de outros materiais higroscópicos. Essa metodologia, embora possa ser utilizada, exigiria equipamentos especiais, de alto custo, que em alguns casos inviabilizariam a sua determinação. Na prática, a umidade do ar é determinada indiretamente por meio da pressão parcial exercida pelo vapor d’água na atmosfera, pressão absoluta e temperatura do ar. Para os cálculos do processo de secagem, as seguintes propriedades termodinâmicas básicas devem ser conhecidas: a. Temperatura de bulbo seco – é a temperatura da mistura ar-vapor d’água, determinada
pela inserção de um termômetro de bulbo seco na mistura. b. Umidade absoluta do ar – é a razão entre a massa de vapor d’água e a massa de ar seco,
definida pela equação 3.1.

8
B
A
mmY = (3.1)
A massa de ar seco é usada como base porque ela não varia durante o processo de
secagem. Aplicando as equações de estado para o ar seco e o vapor d’água (equações 3.2a e 3.2b)
TRmVpTRmVp
AAA
BBB
==
(3.2)
Chega-se à expressão da equação 3.3:
A
A
AB
BA
B
A
pPp
RpRp
mmY
−=== 622,0 (3.3)
Onde RA é a constante do gás para o vapor d’água e RB é a constante do gás para o ar seco.
A massa de vapor d’água é máxima quando a pressão parcial do vapor pA alcança o valor correspondente às condições de saturação numa dada temperatura (pA,eq). Assim,
eqA
eqA
pPp
Y,
,622,0−
= (3.4)
c. Umidade relativa do ar – é a razão entre a pressão parcial do vapor d’água atual e a
pressão de saturação do vapor na mesma temperatura.
eqA
A
pp
,
=ϕ (3.5)
Substituindo a equação 3.5 na equação 3.3, a umidade absoluta do ar pode ser expressa como:
eqA
eqA
pPp
Y,
,622,0⋅−
⋅=
ϕϕ
(3.6)
d. Temperatura de orvalho – é a temperatura na qual a mistura atinge a saturação num
processo de resfriamento à pressão constante.
e. Entalpia – a entalpia do ar úmido é relacionada com a unidade de massa do ar seco, e, com a massa (1 + Y) kg de ar úmido. Usualmente é determinada pela soma da entalpia do ar seco com a entalpia da umidade Y contida no ar úmido. Ou seja,
AvBg YIII += (3.7)
A uma temperatura Tg, tem-se:
gBB TcI = (3.8)
λ+= gAvAv TcI (3.9)
9
Logo,
YTYccI gAvBg λ++= )( (3.10) f. Calor úmido – é o calor específico de uma mistura de 1 kg de ar seco com Y kg de vapor
d’água.
Yccc AvBH += (3.11)
Assim,
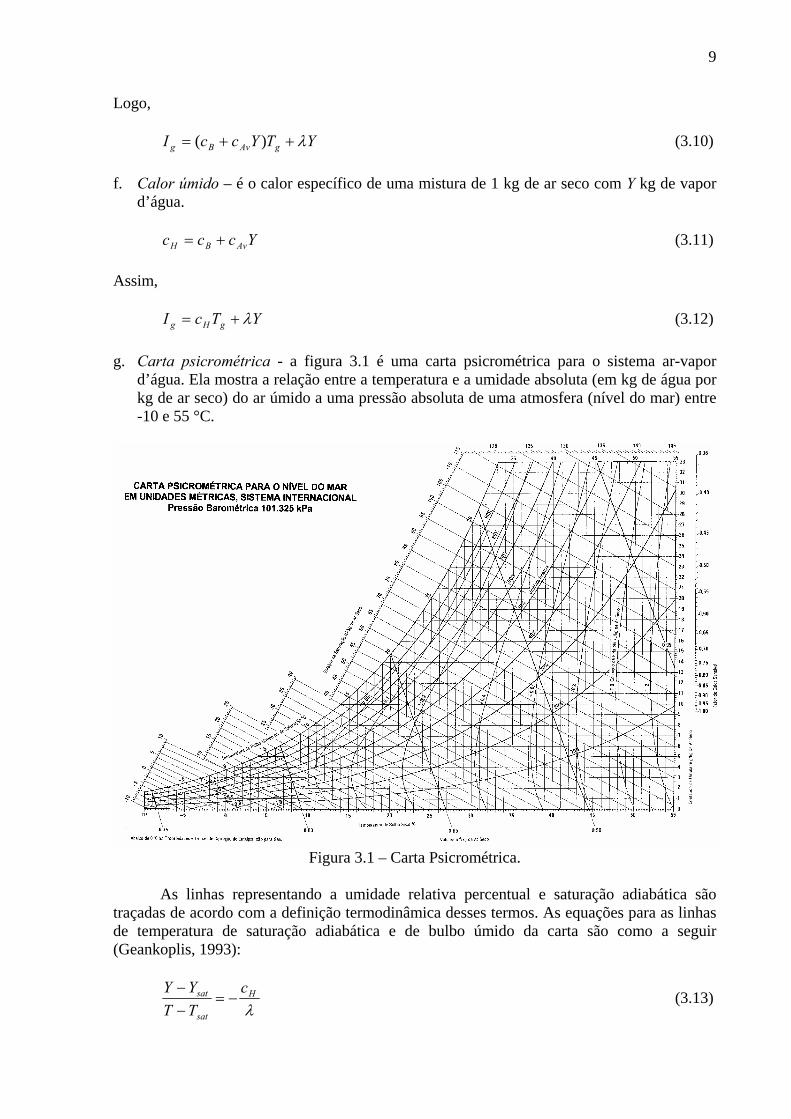
YTcI gHg λ+= (3.12) g. Carta psicrométrica - a figura 3.1 é uma carta psicrométrica para o sistema ar-vapor
d’água. Ela mostra a relação entre a temperatura e a umidade absoluta (em kg de água por kg de ar seco) do ar úmido a uma pressão absoluta de uma atmosfera (nível do mar) entre -10 e 55 °C.
Figura 3.1 – Carta Psicrométrica.
As linhas representando a umidade relativa percentual e saturação adiabática são
traçadas de acordo com a definição termodinâmica desses termos. As equações para as linhas de temperatura de saturação adiabática e de bulbo úmido da carta são como a seguir (Geankoplis, 1993):
λH
sat
sat cTTYY
−=−−
(3.13)
10
λy
bu
bu khTTYY /
−=−− (3.14)
A taxa (h/ky) varia em torno de 0,96 a 1,005 para a mistura ar-vapor d’água. Assim, ela
é aproximadamente igual ao calor úmido cH. As duas temperaturas são conceitualmente diferentes. A temperatura de saturação adiabática é a temperatura de equilíbrio alcançada por um gás não saturado ou um líquido em evaporação em condições adiabáticas. A temperatura de bulbo úmido é uma temperatura baseada nas taxas de transferência de calor e massa e se refere à fase líquida. Mas para a mistura ar-vapor d’água, e apenas para a mistura ar-vapor d’água, são praticamente iguais. 3.3 Materiais Úmidos
De forma usual, os materiais que estão sendo sujeitos a um processo de secagem consistem em geral do material seco puro e alguma quantidade de umidade, principalmente no estado líquido. Os chamados “materiais úmidos” possuem diferentes propriedades físicas, químicas, estruturais, mecânicas, bioquímicas, dentre outras, que resultam das propriedades da base (material seco) e do estado da água dentro dele.
Contudo, todos esses parâmetros podem influenciar significativamente o processo de secagem e assim determinar a técnica e a tecnologia de secagem. Os mais importantes, na prática, são as propriedades físico-químicas, tipo de alimentação, o tipo da umidade e o tipo de ligação da umidade no material. 3.3.1 Classificação dos Materiais Úmidos
De acordo com Luikov (1968), todos os materiais úmidos podem se divididos em três tipos tomando como base seu comportamento no curso da secagem.
• Típico corpo coloidal (gel elástico): muda de tamanho, mas preserva sua característica elástica durante a secagem (gelatina);
• Corpos capilar-porosos: deforma e pode ser facilmente achatado depois da secagem (areia);
• Corpos capilares coloidais: tem as propriedades dos dois primeiros. As paredes dos capilares são elásticas, e eles expandem durante a umidificação (madeira, couro, etc.).
Corpos coloidais, sendo uma coleção de partículas muito finas, podem ser tratados
como corpos capilar-porosos nos quais os raios dos capilares têm a mesma ordem de grandeza dos raios das partículas.
Nessa concepção, de acordo com Strumillo & Kudra (1986), todos os corpos cujos raios dos poros são menores que 10-5m podem ser tratados como corpos capilar-porosos, com uma distribuição de poros de vários diâmetros. A umidade nesse tipo de material é mantida principalmente pelas forças devido à tensão superficial. Se o raio dos poros for maior que 10-
5m, então, além das tensões superficiais, deve-se considerar também a força da gravidade. Tais corpos são chamados porosos.
Considerando o mecanismo do movimento do líquido e da fase gasosa, Luikov (1968) divide a capilaridade entre macrocapilaridades e microcapilaridades. Nas primeiras os raios dos capilares são maiores que 10-7m, já nas segundas, os raios são menores que esse valor. O valor de 10-7m é da mesma ordem de grandeza que o caminho médio livre do vapor d’água sobre pressão atmosférica. Entretanto, nos microcapilares nos quais o caminho livre é maior que o raio do capilar, o gás é transportado por difusão ordinária.

11
Nos microcapilares, os tubos capilares são cheios de líquido, devido à adsorção de vapor nas paredes dos capilares, o que forma uma camada monomolecular de 10-7m de espessura. No caso da adsorção polimolecular, as camadas formadas nas paredes opostas dos capilares podem se juntar, ocupando todo o volume dos capilares com a fase líquida. Macrocapilares são cheios com a fase líquida só quando eles estão em contato direto com o líquido.
Tal divisão macro/micro foi confirmada por Kavkazov (1952), que observou que corpos capilar-porosos de raio dos capilares maior que 10-7m não absorvem a umidade do ar úmido, ao contrário, perdem umidade para a atmosfera.
Muitos autores como Ashworth (1980), Keey (1972) e Perkin (1983) classificam os materiais secos, tomando como base os estados da umidade no interior dos sólidos (Strumillo, 1986). Eles dividem em:
• Não higroscópico - inclui materiais não porosos e porosos, com raio maior que 10-7m,
que tem umidade não-ligada. • Parcialmente higroscópico - inclui corpos com macro poros, que muito embora
contenham umidade ligada, exercem uma pressão de vapor que é ligeiramente menor que a pressão exercida pela água livre da superfície.
• Higroscópico – cobre principalmente os corpos com micro poros com umidade ligada, nos quais o líquido exerce uma pressão de vapor menor aquela da água pura na mesma temperatura.
Quando a umidade em um corpo higroscópico for não-ligada, ele se comporta como
material não higroscópico até o momento em que a essa umidade não-ligada for removida.
3.3.2 Tipo de Umidade nos Sólidos
A umidade pode se apresentar de várias formas no sólido, dependendo de estrutura, composição, tipo de material e condições da atmosfera em torno do produto. De acordo com Perry et. al. (1999) e Mujumdar (1997), tais formas podem ser:
• Umidade ligada; • Umidade não-ligada; • Umidade livre.
A umidade ligada é aquela em que o líquido que exerce uma pressão de vapor menor
que a da água pura na mesma temperatura (retenção em poros menores, soluções nas paredes dos poros, adsorção física ou química).
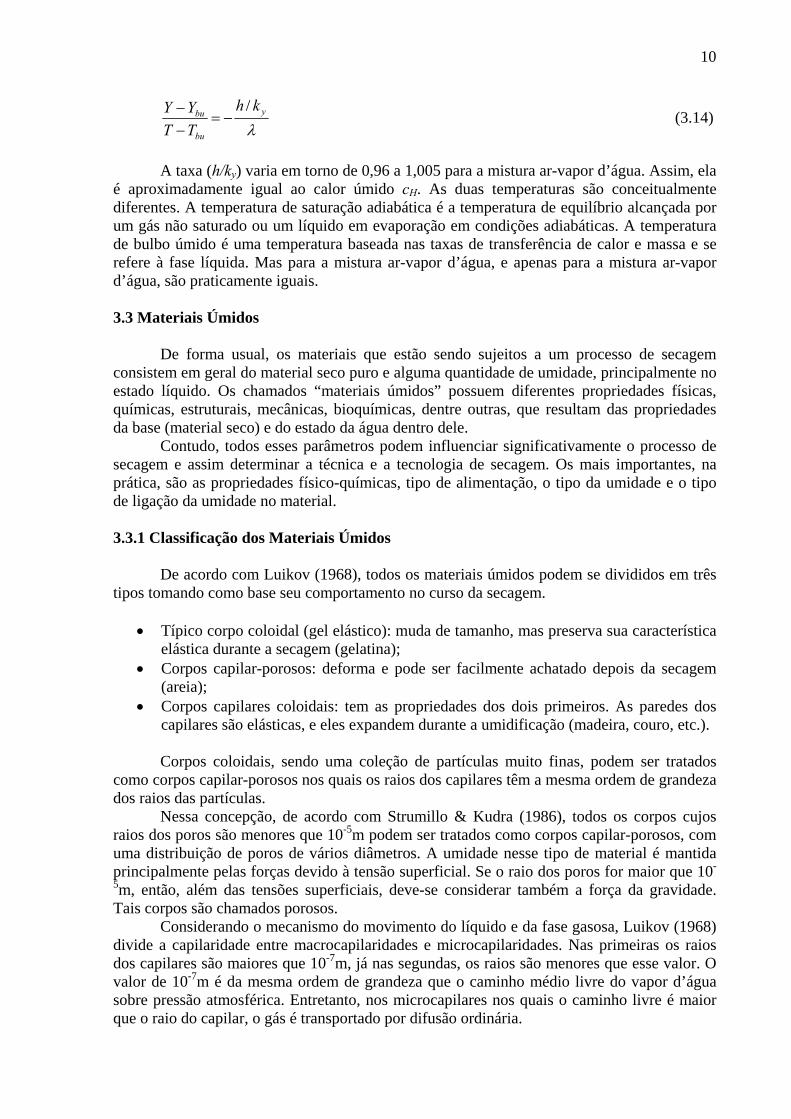
A umidade não-ligada é a umidade no sólido que exerce pressão de vapor igual à da água pura na mesma temperatura. Toda a umidade interna num material não higroscópico é não ligada. Num material higroscópico, corresponde à umidade de saturação. A umidade não-ligada pode se apresentar em um dos dois estados: funicular e pendular (figura 3.2). No estado funicular o líquido existente dentro do corpo é contínuo. No estado pendular o líquido está em torno das partículas e entre partículas discretas. È descontínuo de tal forma que a umidade é interceptada por bolhas de ar.
No estado funicular o movimento do líquido para o exterior acontece pelo efeito capilar. Na medida que a umidade é removida, a continuidade do líquido dentro do sólido é quebrada, devido à sucção do ar dentro dos poros, deixando bolsões de umidade isolados (estado pendular). O escoamento capilar então só é possível em escala localizada. Quando o material está perto de estar totalmente seco, a umidade é armazenada nas paredes dos poros como uma monocamada de moléculas, é removida por difusão do vapor.
12
Estado Funicular
Estado Pendular
Figura 3.2 – Estados da umidade não-ligada.
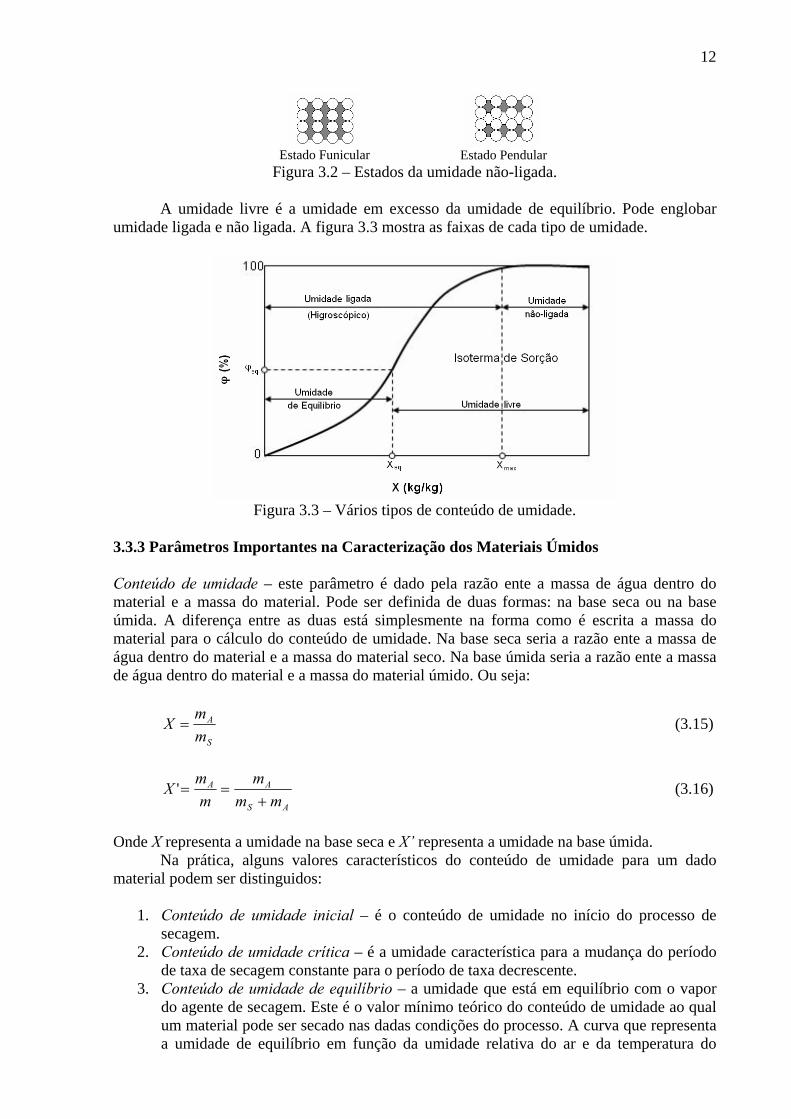
A umidade livre é a umidade em excesso da umidade de equilíbrio. Pode englobar umidade ligada e não ligada. A figura 3.3 mostra as faixas de cada tipo de umidade.
Figura 3.3 – Vários tipos de conteúdo de umidade.
3.3.3 Parâmetros Importantes na Caracterização dos Materiais Úmidos Conteúdo de umidade – este parâmetro é dado pela razão ente a massa de água dentro do material e a massa do material. Pode ser definida de duas formas: na base seca ou na base úmida. A diferença entre as duas está simplesmente na forma como é escrita a massa do material para o cálculo do conteúdo de umidade. Na base seca seria a razão ente a massa de água dentro do material e a massa do material seco. Na base úmida seria a razão ente a massa de água dentro do material e a massa do material úmido. Ou seja:
S
A
mmX = (3.15)
AS
AA
mmm
mmX
+==' (3.16)
Onde X representa a umidade na base seca e X’ representa a umidade na base úmida.
Na prática, alguns valores característicos do conteúdo de umidade para um dado material podem ser distinguidos:
1. Conteúdo de umidade inicial – é o conteúdo de umidade no início do processo de
secagem. 2. Conteúdo de umidade crítica – é a umidade característica para a mudança do período
de taxa de secagem constante para o período de taxa decrescente. 3. Conteúdo de umidade de equilíbrio – a umidade que está em equilíbrio com o vapor
do agente de secagem. Este é o valor mínimo teórico do conteúdo de umidade ao qual um material pode ser secado nas dadas condições do processo. A curva que representa a umidade de equilíbrio em função da umidade relativa do ar e da temperatura do
13
material é chamada isoterma de sorção. O capítulo 4 detalha este tipo de curva e suas particularidades.
3.3.4 Tipos de Migração da Umidade
A umidade em um sólido sendo secado pode ser transferida em ambas as fases, líquida e gasosa. Existem vários mecanismos pelos quais a umidade se movimenta dentro do material. Em geral, um mecanismo predomina em determinado momento no produto durante a secagem, mas não é incomum achar diferentes mecanismos que predominam em momentos diferentes durante o ciclo de secagem.
Os seguintes modos principais do transporte de umidade podem ser distinguidos:
3.3.4.1 Difusão de líquido
O movimento dos líquidos por difusão em sólidos é restrito à situação onde o conteúdo de umidade de equilíbrio está abaixo do ponto de saturação atmosférica (por exemplo, as últimas fases da secagem do barro, amido, farinha, tecidos, papéis e madeira) e para sistemas nos quais umidade e sólido são mutuamente solúveis (por exemplo, a secagem de sabões, colas, gelatinas, e pastas).
As equações constitutivas para transferência de massa foram primeiro formuladas por
Fick, usando a analogia com relação calor por condução, dado pela equação de Fourier (equação 3.17).
xTkAQ∂∂
−= (3.17)
Onde A é a área transversal ao fluxo de calor, k é a condutividade térmica do material e ∂T/∂x é o gradiente de temperatura ao longo do corpo.
Fick expressou quantitativamente a taxa de difusão de uma substância, através de um meio isotrópico com a área superficial unitária, como sendo proporcional ao gradiente de concentração medido como um vetor normal à superfície (Crank, 1975).
xX
DxCDw m
ABAB ∂∂
−=∂∂
−=)( ρ
(3.18)
O sinal negativo na equação 3.18 indica que o fluxo de massa é na direção da
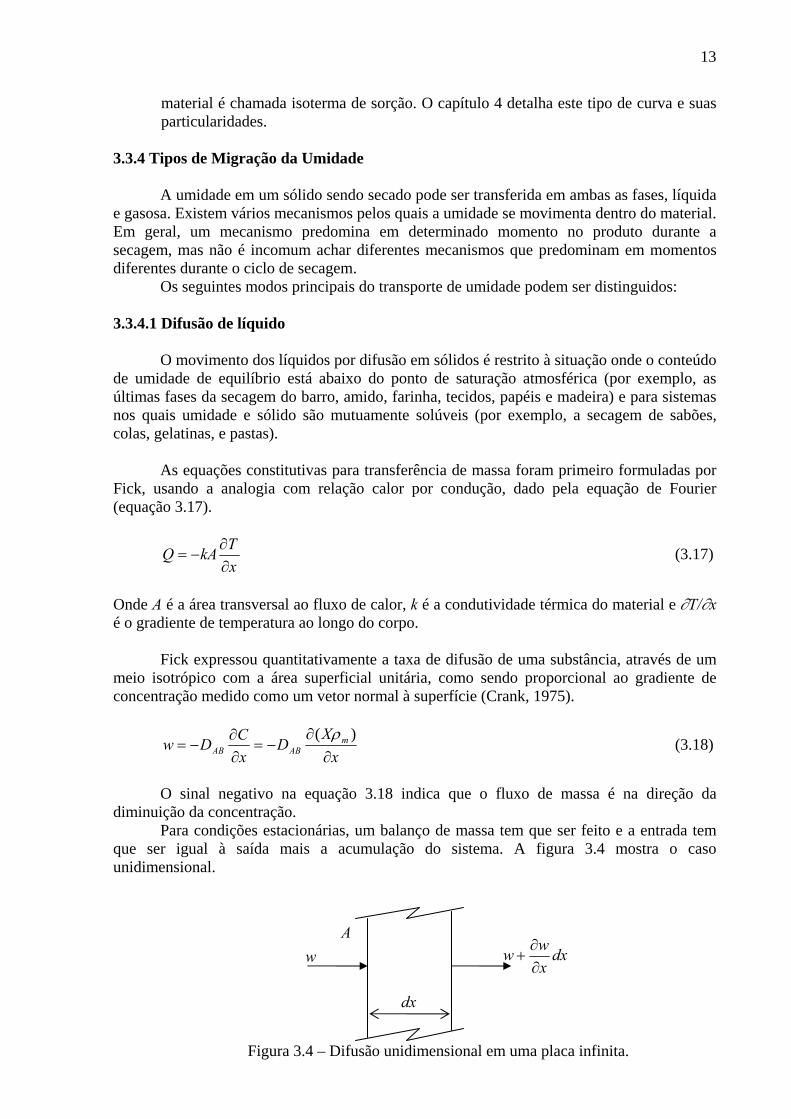
diminuição da concentração. Para condições estacionárias, um balanço de massa tem que ser feito e a entrada tem
que ser igual à saída mais a acumulação do sistema. A figura 3.4 mostra o caso unidimensional.
Figura 3.4 – Difusão unidimensional em uma placa infinita.
A w dx
xww∂∂
+
dx
14
Fazendo um balanço de massa para um elemento de volume de um material que
transfere massa por difusão (figura 3.4), obtêm-se a equação 3.19, que é conhecida como a segunda lei de Fick.
2
2
xCD
tC
AB ∂∂
=∂∂ (3.19)
A noção do mecanismo de difusão de líquido como mecanismo de transporte de
umidade dentro do sólido foi introduzida por Lewis (Strumillo et. al., 1986), que aplicou a lei de Fick para descrever este mecanismo. Esta proposição foi aceita e usada por um grande número de autores para descrever o movimento do líquido dentro do material. 3.3.4.2 Difusão de vapor
Quando há um gradiente de temperatura no sólido, estabelecido por aquecimento,
forma-se um gradiente de pressão de vapor dentro da estrutura porosa, tornando possível assim o movimento da umidade por difusão do vapor.
Este é o principal mecanismo de transporte de vapor durante a secagem. A difusão de
vapor se dá em materiais cujos diâmetros característicos dos espaços de ar livres são maiores que 10-7 m. O efeito qualitativo dessa transferência pode ser descrito por uma equação como a de Fick, usando um coeficiente de difusão efetivo, Deff, ao invés de um coeficiente de difusão cinemático, DAB, em materiais capilares-porosos:
ABeeff DDD = (3.18) Onde De é o coeficiente de difusão equivalente no material capilar-poroso. A forma mais geral para a determinação de De foi dada por Van Brakel & Heertjes (1974)
eeD
εεδ
= (3.19)
A vaporização e difusão de vapor podem acontecer em qualquer sólido em que o calor
entra por uma superfície e vapor sai por outra, e onde o líquido está armazenado entre células do sólido.
3.3.4.3 Fluxo capilar
Se o tamanho dos poros de um material granular é apropriado, a umidade dentro do material pode se mover em uma região de alta para uma região de baixa concentração como resultado da ação capilar ao invés de difusão.
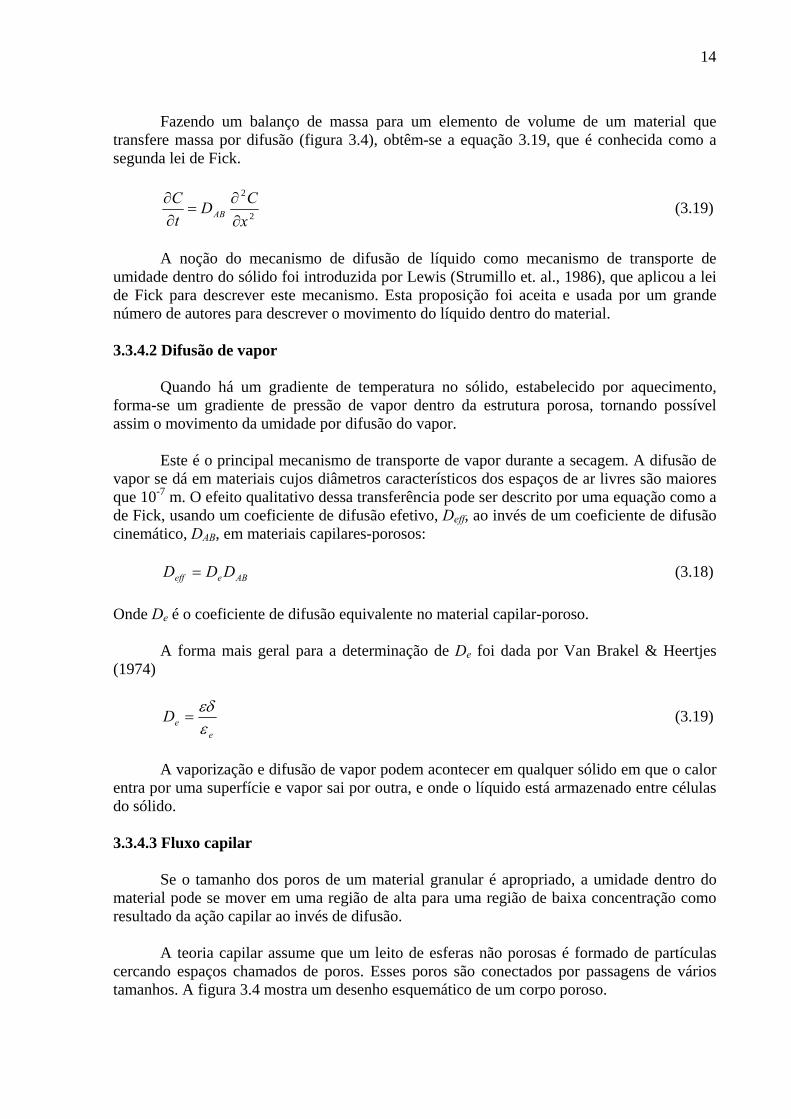
A teoria capilar assume que um leito de esferas não porosas é formado de partículas
cercando espaços chamados de poros. Esses poros são conectados por passagens de vários tamanhos. A figura 3.4 mostra um desenho esquemático de um corpo poroso.
15
Figura 3.4 – Desenho de corpo poroso, onde se vê a estrutura dos poros e capilares.
A movimentação do fluido nos capilares se dá devido à tensão superficial, que causa
uma pressão de sucção que tende a manter a superfície da água na mesma posição. 3.3.4.3.1 Tensão superficial
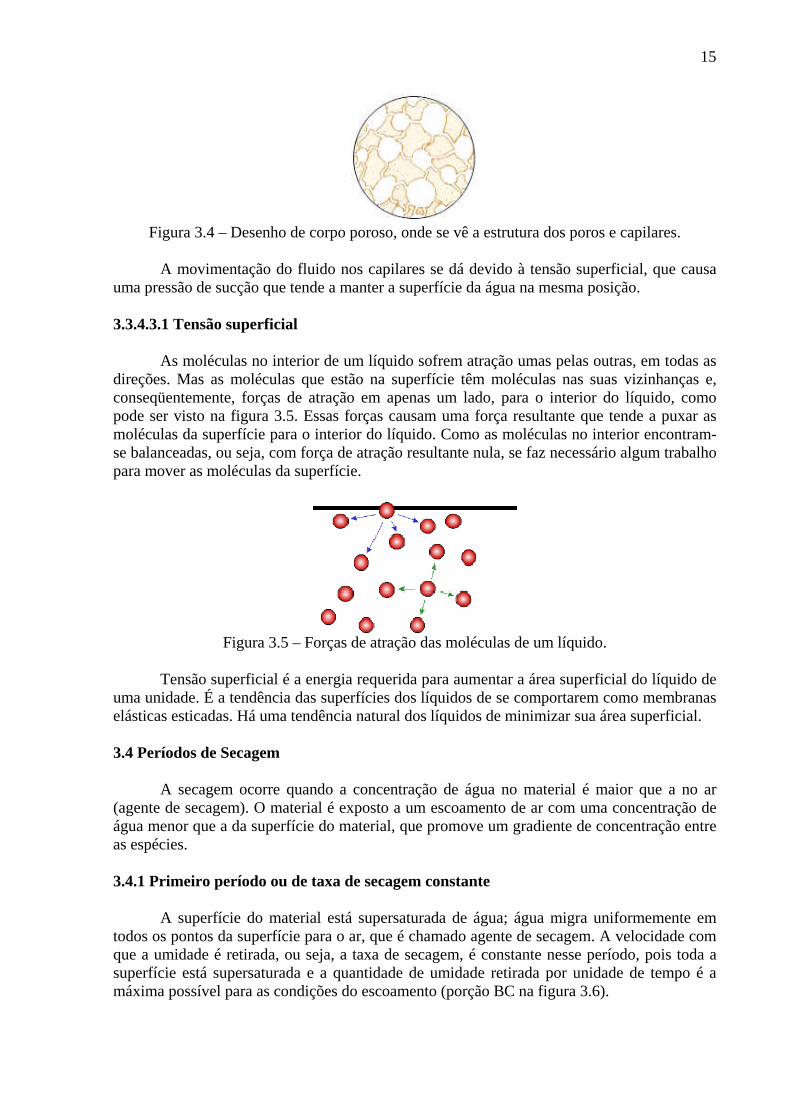
As moléculas no interior de um líquido sofrem atração umas pelas outras, em todas as direções. Mas as moléculas que estão na superfície têm moléculas nas suas vizinhanças e, conseqüentemente, forças de atração em apenas um lado, para o interior do líquido, como pode ser visto na figura 3.5. Essas forças causam uma força resultante que tende a puxar as moléculas da superfície para o interior do líquido. Como as moléculas no interior encontram-se balanceadas, ou seja, com força de atração resultante nula, se faz necessário algum trabalho para mover as moléculas da superfície.
Figura 3.5 – Forças de atração das moléculas de um líquido.
Tensão superficial é a energia requerida para aumentar a área superficial do líquido de
uma unidade. É a tendência das superfícies dos líquidos de se comportarem como membranas elásticas esticadas. Há uma tendência natural dos líquidos de minimizar sua área superficial. 3.4 Períodos de Secagem A secagem ocorre quando a concentração de água no material é maior que a no ar (agente de secagem). O material é exposto a um escoamento de ar com uma concentração de água menor que a da superfície do material, que promove um gradiente de concentração entre as espécies.
3.4.1 Primeiro período ou de taxa de secagem constante
A superfície do material está supersaturada de água; água migra uniformemente em
todos os pontos da superfície para o ar, que é chamado agente de secagem. A velocidade com que a umidade é retirada, ou seja, a taxa de secagem, é constante nesse período, pois toda a superfície está supersaturada e a quantidade de umidade retirada por unidade de tempo é a máxima possível para as condições do escoamento (porção BC na figura 3.6).

16
Figura 3.6 – Curva da taxa de secagem em função do tempo.
No decorrer da secagem, quando água é removida progressivamente do leito, a
curvatura da superfície da água nos interstícios da camada superior de esferas aumenta, causando uma pressão de sucção, que é uma pressão resultante do balanço de forças tendendo a retirar água do interior dos poros para a superfície.
Um balanço das forças envolvidas no sistema mostrado na figura 3.7 permite obter uma expressão entre a diferença de pressão atmosférica e devido ao peso da coluna d’água deslocada, tensão superficial, e raio de curvatura r formado na interface líquido-ar, dada pela Equação 3.24:
rPP wa
σ2=− (3.20)
Onde Pa é a pressão atmosférica, Pw é o peso da coluna d’água, e σ é a tensão
superficial.
Figura 3.7 – Balanço de forças em um tubo capilar.
Essa pressão de sucção gera um gradiente hidráulico, que faz a água escoar de dentro dos capilares para a superfície, mostrado na figura 3.8. A pressão de sucção também pode causar um decréscimo no volume dos poros e, nesta fase do processo, a redução do volume do material é aproximadamente igual ao volume de água evaporada.
Figura 3.8 – Movimento do líquido no interior de um capilar.
17
O movimento do fluido da superfície para o ar se dá por difusão de vapor e o
movimento do fluido no interior do material tem uma velocidade tal que mantém a superfície saturada.
3.4.2 Segundo período ou de taxa de secagem decrescente
A secagem propriamente dita se dá na superfície do material, porém para que a
umidade que está no interior do material migre para a superfície é necessário algum mecanismo de transporte. E de fato há vários mecanismos simultâneos. Neste ponto não há uma teoria única que explique o fenômeno por completo, pois o processo de secagem é um conjunto de processos e mecanismos de transporte de fluidos e transferência de calor e massa.
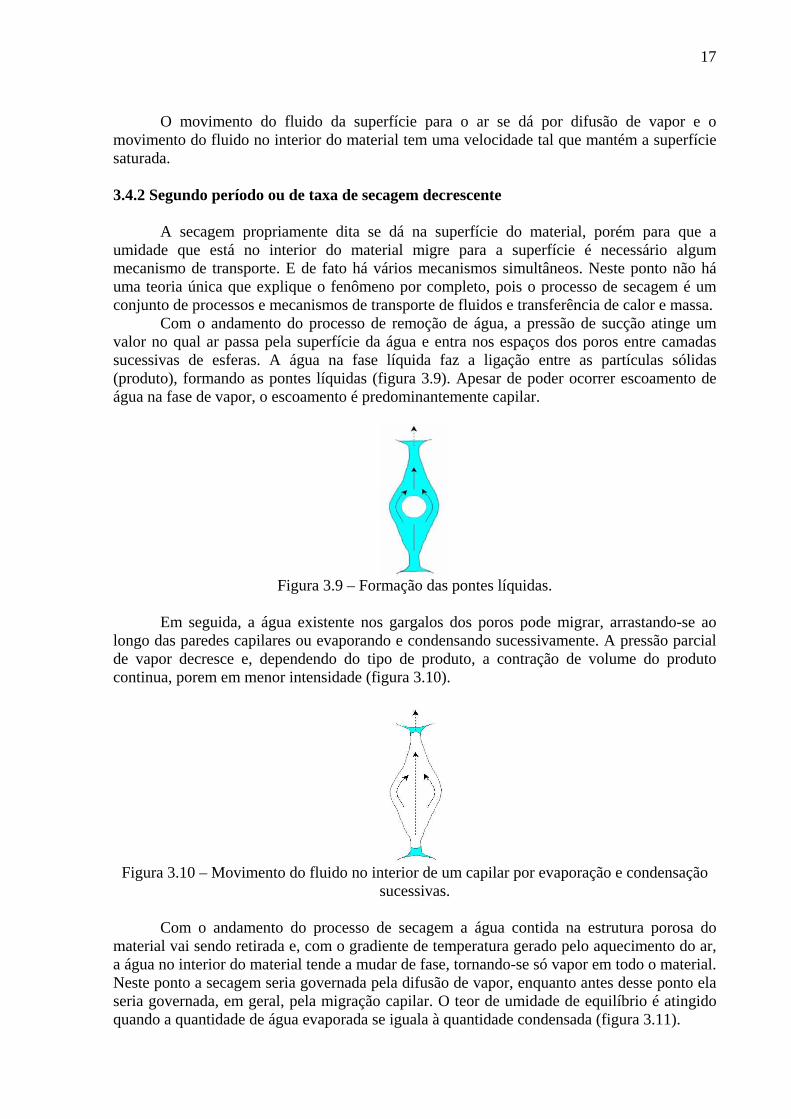
Com o andamento do processo de remoção de água, a pressão de sucção atinge um valor no qual ar passa pela superfície da água e entra nos espaços dos poros entre camadas sucessivas de esferas. A água na fase líquida faz a ligação entre as partículas sólidas (produto), formando as pontes líquidas (figura 3.9). Apesar de poder ocorrer escoamento de água na fase de vapor, o escoamento é predominantemente capilar.
Figura 3.9 – Formação das pontes líquidas.
Em seguida, a água existente nos gargalos dos poros pode migrar, arrastando-se ao
longo das paredes capilares ou evaporando e condensando sucessivamente. A pressão parcial de vapor decresce e, dependendo do tipo de produto, a contração de volume do produto continua, porem em menor intensidade (figura 3.10).
Figura 3.10 – Movimento do fluido no interior de um capilar por evaporação e condensação
sucessivas.
Com o andamento do processo de secagem a água contida na estrutura porosa do material vai sendo retirada e, com o gradiente de temperatura gerado pelo aquecimento do ar, a água no interior do material tende a mudar de fase, tornando-se só vapor em todo o material. Neste ponto a secagem seria governada pela difusão de vapor, enquanto antes desse ponto ela seria governada, em geral, pela migração capilar. O teor de umidade de equilíbrio é atingido quando a quantidade de água evaporada se iguala à quantidade condensada (figura 3.11).
18
Figura 3.11 – Movimento do vapor no interior de um capilar, basicamente por difusão.
3.5 Efeitos Indesejáveis Decorrentes da Perda de Umidade
A remoção de umidade de um material úmido pode causar mudanças físicas, químicas ou biológicas que pode depreciar a qualidade do produto seco. A necessidade de evitar alterações indesejadas nas propriedades do material freqüentemente limita de forma severa as condições possíveis do processo, e assim, a escolha da técnica de secagem. 3.5.1 Tensões na secagem
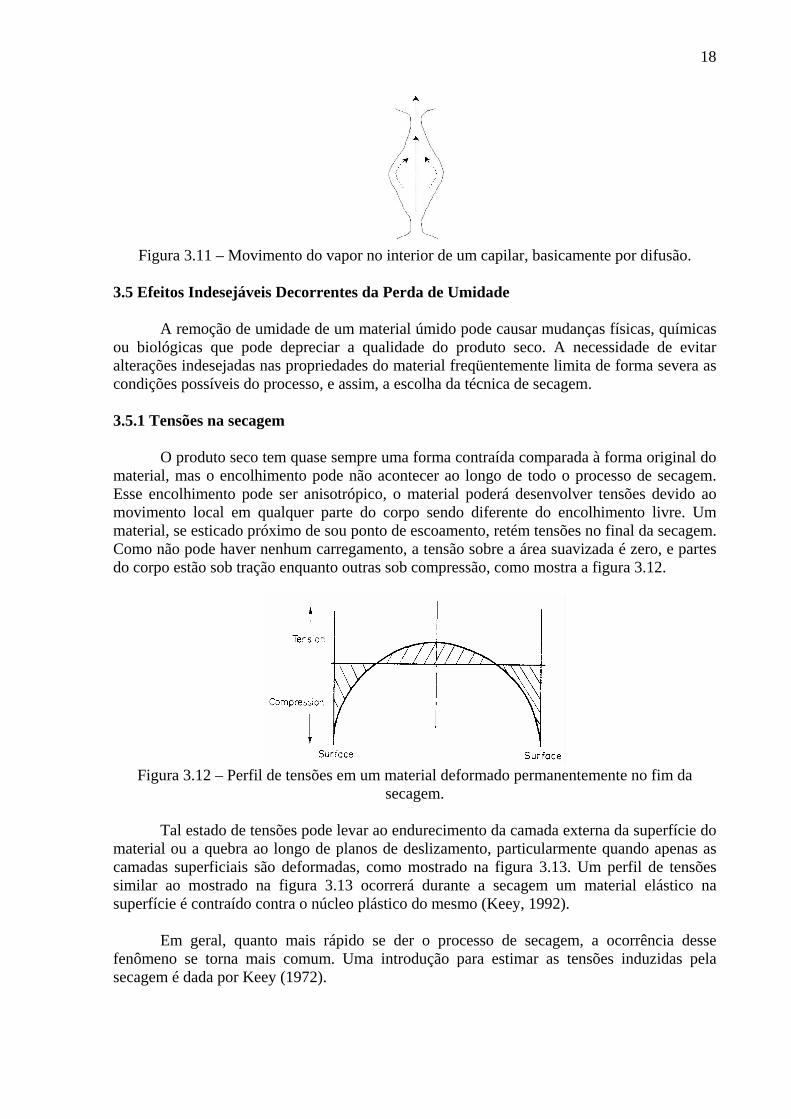
O produto seco tem quase sempre uma forma contraída comparada à forma original do material, mas o encolhimento pode não acontecer ao longo de todo o processo de secagem. Esse encolhimento pode ser anisotrópico, o material poderá desenvolver tensões devido ao movimento local em qualquer parte do corpo sendo diferente do encolhimento livre. Um material, se esticado próximo de sou ponto de escoamento, retém tensões no final da secagem. Como não pode haver nenhum carregamento, a tensão sobre a área suavizada é zero, e partes do corpo estão sob tração enquanto outras sob compressão, como mostra a figura 3.12.
Figura 3.12 – Perfil de tensões em um material deformado permanentemente no fim da
secagem.
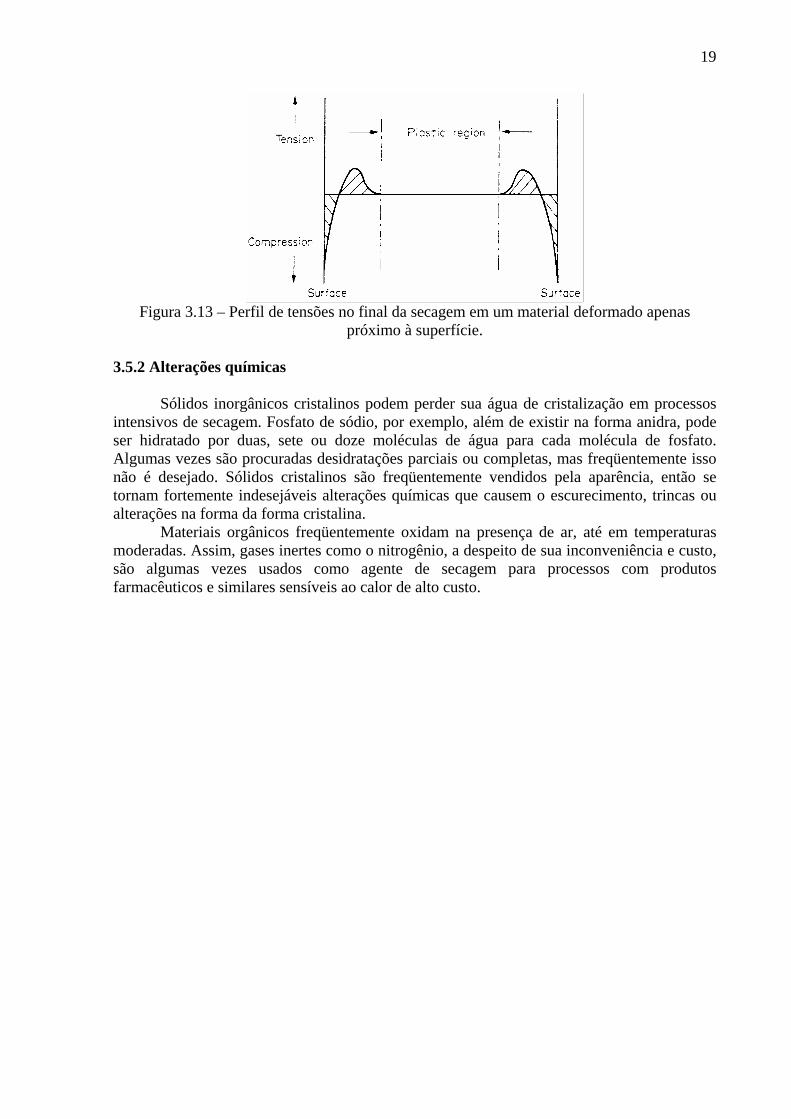
Tal estado de tensões pode levar ao endurecimento da camada externa da superfície do material ou a quebra ao longo de planos de deslizamento, particularmente quando apenas as camadas superficiais são deformadas, como mostrado na figura 3.13. Um perfil de tensões similar ao mostrado na figura 3.13 ocorrerá durante a secagem um material elástico na superfície é contraído contra o núcleo plástico do mesmo (Keey, 1992).
Em geral, quanto mais rápido se der o processo de secagem, a ocorrência desse fenômeno se torna mais comum. Uma introdução para estimar as tensões induzidas pela secagem é dada por Keey (1972).
19
Figura 3.13 – Perfil de tensões no final da secagem em um material deformado apenas
próximo à superfície. 3.5.2 Alterações químicas
Sólidos inorgânicos cristalinos podem perder sua água de cristalização em processos intensivos de secagem. Fosfato de sódio, por exemplo, além de existir na forma anidra, pode ser hidratado por duas, sete ou doze moléculas de água para cada molécula de fosfato. Algumas vezes são procuradas desidratações parciais ou completas, mas freqüentemente isso não é desejado. Sólidos cristalinos são freqüentemente vendidos pela aparência, então se tornam fortemente indesejáveis alterações químicas que causem o escurecimento, trincas ou alterações na forma da forma cristalina.
Materiais orgânicos freqüentemente oxidam na presença de ar, até em temperaturas moderadas. Assim, gases inertes como o nitrogênio, a despeito de sua inconveniência e custo, são algumas vezes usados como agente de secagem para processos com produtos farmacêuticos e similares sensíveis ao calor de alto custo.
20
4. ISOTERMAS DE SORÇÃO 4.1 Introdução
Isotermas de sorção, que descrevem o comportamento da atividade de água a uma dada temperatura a diferentes conteúdos de umidade, são de interesse especial para o desenvolvimento de processos de preservação dos alimentos, tais como a secagem, secagem por congelamento, misturas, embalagens, armazenamento, etc., uma vez que são requeridas para a previsão da estabilidade do alimento, prazos de validade, estimativa de tempos de secagem, etc. 4.2 Atividade de Água
Na secagem de alguns materiais, que requerem atenção cuidadosa para a higiene (por
exemplo, alimentos), a disponibilidade de água para o crescimento de microorganismos, germinação de sementes e participação em vários tipos de reações químicas se torna uma preocupação importante. É um conceito importante na indústria alimentícia, uma vez que está relacionada com a estabilidade microbiológica e reações de deterioração físico-químicas. Certamente, água é o componente principal dos alimentos, que também contêm carboidratos, proteínas, gorduras e sais minerais. Em condições particulares de temperatura e umidade, as interações entre esses elementos podem provocar o escurecimento e oxidação de lipídios, assim como outras reações, e pode gerar condições propícias ao crescimento de micróbios.
A atividade de água, aw, é definida como a razão entre a pressão parcial pA do vapor d’água no sólido úmido e a pressão de vapor saturado, ou de equilíbrio, pA,eq para uma mesma temperatura. Assim, aw, que também é igual à umidade relativa do ar úmido nas proximidades, é definida como:
eqA
Aw p
pa,
= (4.1)
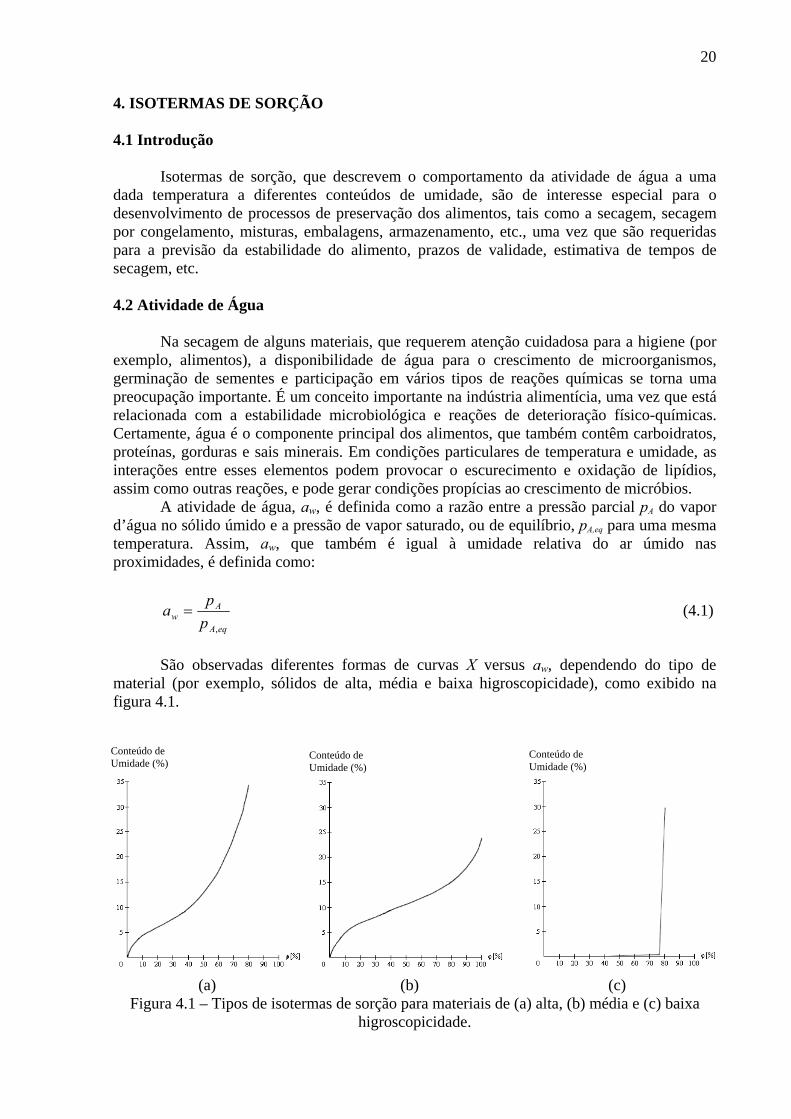
São observadas diferentes formas de curvas X versus aw, dependendo do tipo de
material (por exemplo, sólidos de alta, média e baixa higroscopicidade), como exibido na figura 4.1.
(a) (b) (c) Figura 4.1 – Tipos de isotermas de sorção para materiais de (a) alta, (b) média e (c) baixa
higroscopicidade.
Conteúdo de Umidade (%)
Conteúdo de Umidade (%)
Conteúdo de Umidade (%)
21
Define-se equilíbrio estático como um conjunto de condições sob as quais o produto não troca nenhuma umidade com o ambiente. Sob condições de equilíbrio estático, o conteúdo de umidade de um produto higroscópico depende da natureza do produto e também da pressão parcial do vapor d’água nas imediações do material e da temperatura do produto. Se o conteúdo de umidade de um produto não depende de ambos estes fatores, então o produto não é higroscópico.
Produtos higroscópicos podem absorver água de diferentes maneiras: sorção com a formação de um hidrato, ligado pela energia da superfície, difusão das moléculas de água na estrutura do material, condensação capilar, formação de uma solução, etc. Dependendo do processo de sorção, água é retida no produto com maior ou menor força.
A atividade da água mede a pressão de vapor gerada pela umidade presente em um produto higroscópico, ou seja, reflete a parte ativa do conteúdo de umidade ou a parte que, em circunstâncias normais, pode ser trocada entre o produto e o ambiente. Usualmente ela é definida sob condições estática e de equilíbrio. Em tais condições, a pressão parcial do vapor d’água na superfície do produto é igual à pressão parcial do vapor d’água nas imediações do produto. Qualquer troca de umidade entre o produto e suas vizinhanças é movida pela diferença entre esta e duas pressões parciais.
4.2.1 Dependência da Atividade de Água com a Temperatura
Ambas a atividade de água (materiais) e umidade relativa (gases) se referem à pressão
de saturação ou pressão parcial do vapor d’água sobre a água pura. A pressão de saturação é fortemente dependente da temperatura. Em um ambiente aberto que não está saturado com vapor d’água, a pressão parcial do vapor d’água não varia com a temperatura. Em um ambiente fechado, a pressão de vapor muda proporcionalmente à temperatura.
Devido ao fato de que a pressão de vapor não varia com a temperatura enquanto a pressão de saturação varia, a umidade relativa de um gás é fortemente dependente da temperatura.
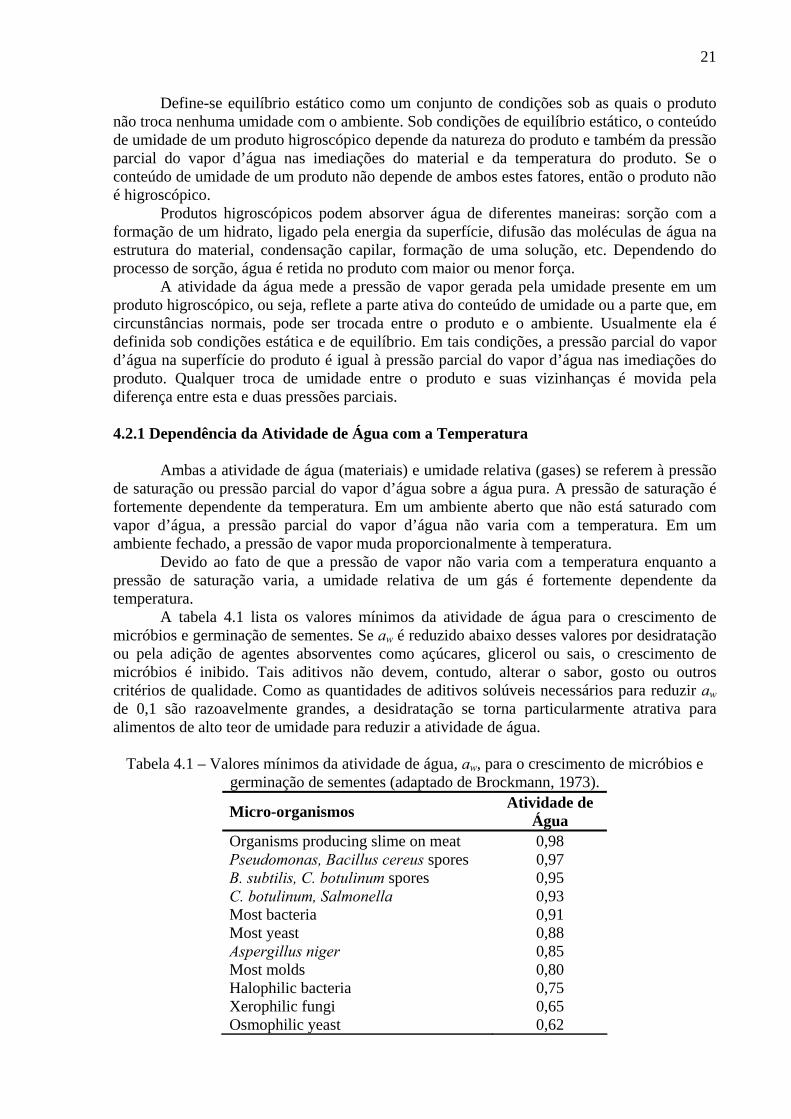
A tabela 4.1 lista os valores mínimos da atividade de água para o crescimento de micróbios e germinação de sementes. Se aw é reduzido abaixo desses valores por desidratação ou pela adição de agentes absorventes como açúcares, glicerol ou sais, o crescimento de micróbios é inibido. Tais aditivos não devem, contudo, alterar o sabor, gosto ou outros critérios de qualidade. Como as quantidades de aditivos solúveis necessários para reduzir aw de 0,1 são razoavelmente grandes, a desidratação se torna particularmente atrativa para alimentos de alto teor de umidade para reduzir a atividade de água.
Tabela 4.1 – Valores mínimos da atividade de água, aw, para o crescimento de micróbios e
germinação de sementes (adaptado de Brockmann, 1973).
Micro-organismos Atividade de Água
Organisms producing slime on meat 0,98 Pseudomonas, Bacillus cereus spores 0,97 B. subtilis, C. botulinum spores 0,95 C. botulinum, Salmonella 0,93 Most bacteria 0,91 Most yeast 0,88 Aspergillus niger 0,85 Most molds 0,80 Halophilic bacteria 0,75 Xerophilic fungi 0,65 Osmophilic yeast 0,62
22
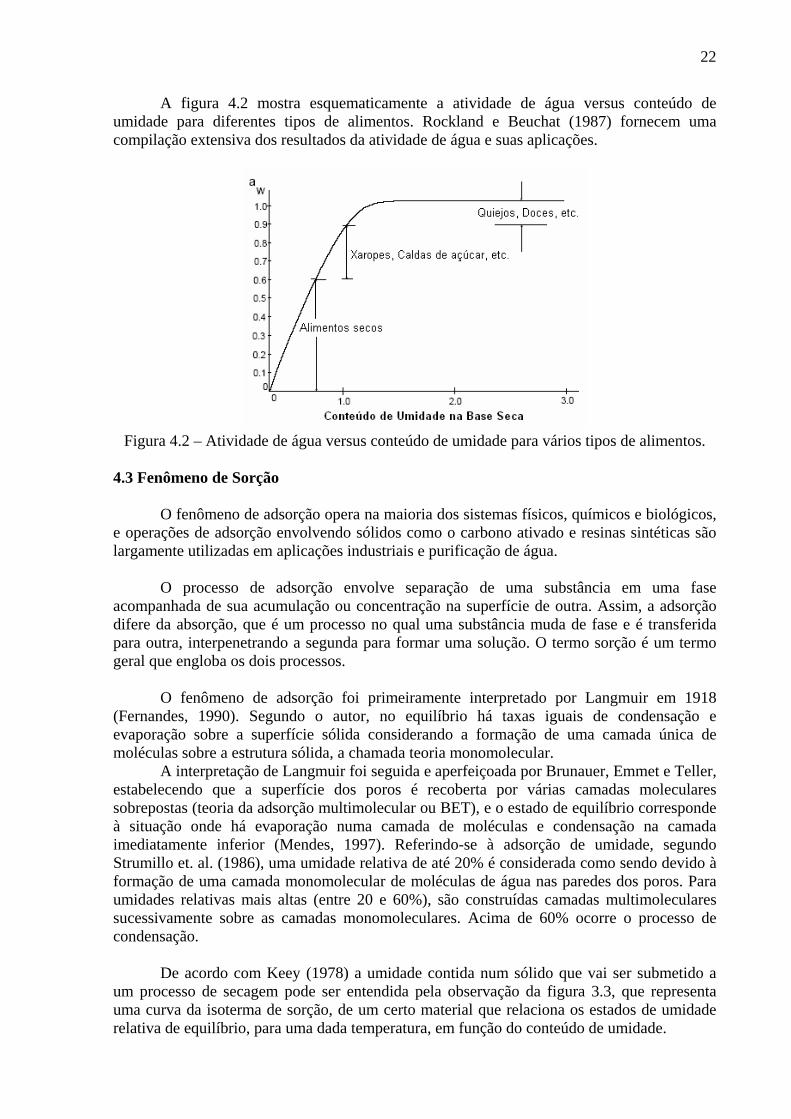
A figura 4.2 mostra esquematicamente a atividade de água versus conteúdo de umidade para diferentes tipos de alimentos. Rockland e Beuchat (1987) fornecem uma compilação extensiva dos resultados da atividade de água e suas aplicações.
Figura 4.2 – Atividade de água versus conteúdo de umidade para vários tipos de alimentos.
4.3 Fenômeno de Sorção O fenômeno de adsorção opera na maioria dos sistemas físicos, químicos e biológicos, e operações de adsorção envolvendo sólidos como o carbono ativado e resinas sintéticas são largamente utilizadas em aplicações industriais e purificação de água. O processo de adsorção envolve separação de uma substância em uma fase acompanhada de sua acumulação ou concentração na superfície de outra. Assim, a adsorção difere da absorção, que é um processo no qual uma substância muda de fase e é transferida para outra, interpenetrando a segunda para formar uma solução. O termo sorção é um termo geral que engloba os dois processos.
O fenômeno de adsorção foi primeiramente interpretado por Langmuir em 1918 (Fernandes, 1990). Segundo o autor, no equilíbrio há taxas iguais de condensação e evaporação sobre a superfície sólida considerando a formação de uma camada única de moléculas sobre a estrutura sólida, a chamada teoria monomolecular.
A interpretação de Langmuir foi seguida e aperfeiçoada por Brunauer, Emmet e Teller, estabelecendo que a superfície dos poros é recoberta por várias camadas moleculares sobrepostas (teoria da adsorção multimolecular ou BET), e o estado de equilíbrio corresponde à situação onde há evaporação numa camada de moléculas e condensação na camada imediatamente inferior (Mendes, 1997). Referindo-se à adsorção de umidade, segundo Strumillo et. al. (1986), uma umidade relativa de até 20% é considerada como sendo devido à formação de uma camada monomolecular de moléculas de água nas paredes dos poros. Para umidades relativas mais altas (entre 20 e 60%), são construídas camadas multimoleculares sucessivamente sobre as camadas monomoleculares. Acima de 60% ocorre o processo de condensação.
De acordo com Keey (1978) a umidade contida num sólido que vai ser submetido a
um processo de secagem pode ser entendida pela observação da figura 3.3, que representa uma curva da isoterma de sorção, de um certo material que relaciona os estados de umidade relativa de equilíbrio, para uma dada temperatura, em função do conteúdo de umidade.

23
Figura 3.3 – Vários tipos de conteúdo de umidade.
Dentre os diversos valores de umidade que foram ensaiados para a obtenção dessa
curva, estão o conteúdo de umidade de equilíbrio, Xeq, e o conteúdo de umidade máximo, Xmax. O primeiro corresponde ao valor mínimo do conteúdo de umidade que o material de secagem atingirá em função das condições do agente de secagem, ou do ambiente onde se encontra. O segundo representa teor de umidade não-ligada que o sólido pode absorver.
Analisando a figura 3.3, observa-se que esses dois valores delimitam faixas de conteúdo umidade com características importantes no processo de secagem. A faixa correspondente à umidade maior que Xmax, contém a umidade que se chama de não-ligada, de fácil extração, e cuja pressão de vapor é idêntica à da água pura na mesma temperatura. O grau de dificuldade na remoção da umidade aumenta com valores menores do que Xmax, tornando-se muito mais difícil para valores menores do que Xeq.
Isto porque para valores compreendidos entre Xeq e Xmax, a umidade está contida nos poros, onde é mais difícil remover devido a pressões de vapor menores que a da água pura, à mesma temperatura. A umidade abaixo do valor Xeq apresenta maior dificuldade na sua extração, e, além disso, pode estar na forma líquida nos espaços intramoleculares ou contida na composição da própria molécula do material, como é o caso da gipsita, o que torna o processo de extração bem mais difícil, porque requer mais energia para sua dissociação ou vaporização que quando da umidade livre. 4.4 Isotermas de Sorção
As isotermas de sorção são curvas da umidade de equilíbrio do material em função da
atividade de água, para uma dada temperatura. A isoterma obtida pela exposição do sólido ao ar, com umidade crescente é chamada isoterma de adsorção. Quando é obtida com umidade decrescente, é chamada isoterma de dessorção. Claramente, esta última é de interesse da secagem, uma vez que o conteúdo de umidade do sólido decresce progressivamente.
Na prática, a relação entre o conteúdo de umidade de equilíbrio do material e a umidade relativa do ar é determinada experimentalmente, permitindo contato suficientemente longo entre a amostra do material e o ar, em condições controladas. Esse processo é descrito em maiores detalhes no Apêndice B.
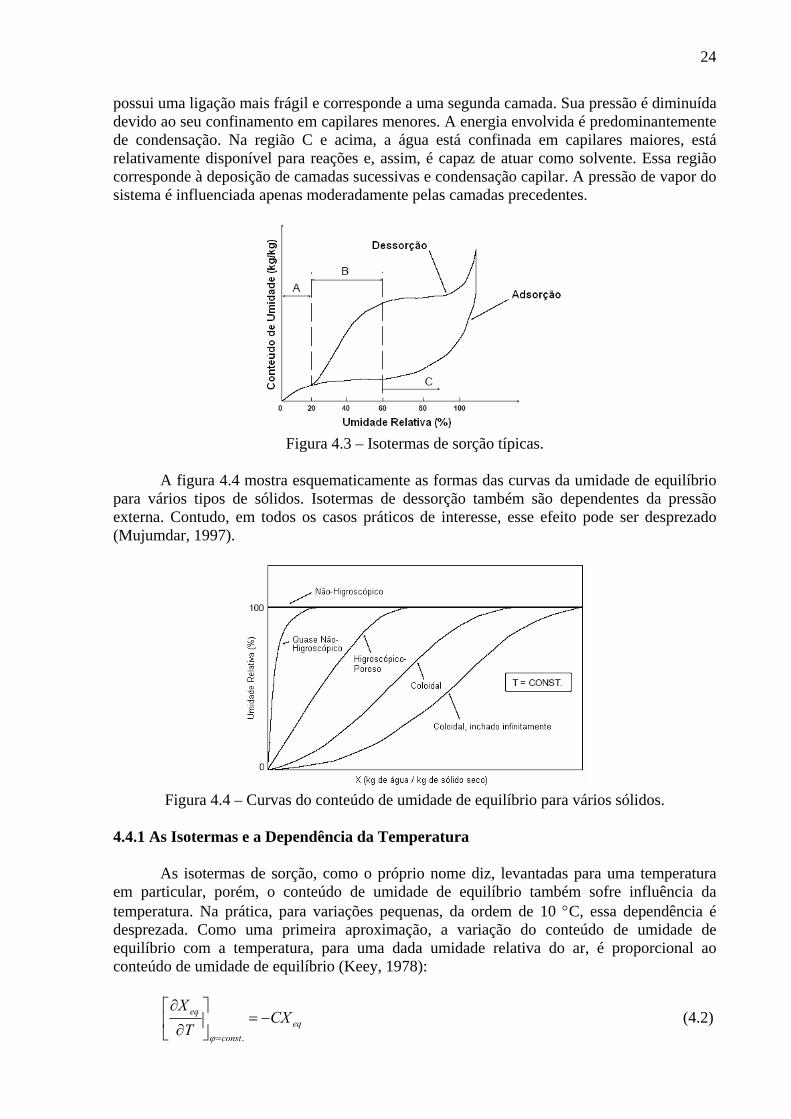
A figura 4.3 mostra a forma geral das isotermas de sorção típicas. Elas são caracterizadas por três regiões distintas, A, B e C, que são indicativos dos diferentes mecanismos de ligação da água em regiões individuais da matriz do sólido. Segundo Fortes & Okos (1980), na região A, a água está firmemente ligada ao sólido e não está disponível para reações. Essa região representa a adsorção da primeira camada de vapor d’água na superfície do material adsorvente. A energia de ligação depende da superfície, da estrutura e sua constituição química, e das propriedades físicas e químicas da água. Na região B, a água
24
possui uma ligação mais frágil e corresponde a uma segunda camada. Sua pressão é diminuída devido ao seu confinamento em capilares menores. A energia envolvida é predominantemente de condensação. Na região C e acima, a água está confinada em capilares maiores, está relativamente disponível para reações e, assim, é capaz de atuar como solvente. Essa região corresponde à deposição de camadas sucessivas e condensação capilar. A pressão de vapor do sistema é influenciada apenas moderadamente pelas camadas precedentes.
Figura 4.3 – Isotermas de sorção típicas.
A figura 4.4 mostra esquematicamente as formas das curvas da umidade de equilíbrio
para vários tipos de sólidos. Isotermas de dessorção também são dependentes da pressão externa. Contudo, em todos os casos práticos de interesse, esse efeito pode ser desprezado (Mujumdar, 1997).
Figura 4.4 – Curvas do conteúdo de umidade de equilíbrio para vários sólidos.
4.4.1 As Isotermas e a Dependência da Temperatura
As isotermas de sorção, como o próprio nome diz, levantadas para uma temperatura
em particular, porém, o conteúdo de umidade de equilíbrio também sofre influência da temperatura. Na prática, para variações pequenas, da ordem de 10 °C, essa dependência é desprezada. Como uma primeira aproximação, a variação do conteúdo de umidade de equilíbrio com a temperatura, para uma dada umidade relativa do ar, é proporcional ao conteúdo de umidade de equilíbrio (Keey, 1978):
eqconst
eq CXT
X−=⎥
⎦
⎤⎢⎣
⎡∂
∂
= .ϕ
(4.2)
25
Onde Xeq é o conteúdo de umidade de equilíbrio na base seca, T é a temperatura e φ é a
umidade relativa do ar. O parâmetro C varia de 0,005 a 0,01 K-1. Esta correlação pode ser usada para estimar a dependência da temperatura de Xeq se nenhum dado estiver disponível.
Em geral, os dados da sorção da água precisam ser determinados experimentalmente. Várias correlações baseadas na teoria e aquelas puramente empíricas apareceram na literatura. Duas das compilações mais importantes são a de Wolf (1985) e Iglesias & Chirife (1982). Assim como a temperatura, a estrutura física e a composição do material também afetam a sorção da água. A estrutura dos poros e seus tamanhos assim como as transformações físicas e/ou químicas durante a secagem podem causar variações significativas na habilidade de ligação de umidade do sólido.
Os efeitos relacionados à composição são difíceis de quantificar e prever. Vários estudos têm sido feitos acerca da interação da água e energia de ligação para proteínas, lipídios e polissacarídeos, que são substâncias chave para a constituição dos alimentos. Crapiste & Rotstein (1982) conseguiram predizer razoavelmente bem as isotermas para batata, ervilha, feijão, milho e arroz branco, baseados em conhecimentos da composição e dados de sorção dos componentes básicos dos alimentos. Contudo, mais modelos gerais precisam ser desenvolvidos e validados (Mujumdar, 1997).

26
5. SECADORES 5.1 Introdução Comercialmente, os alimentos são secados partindo tanto de seu estado natural (por exemplo, vegetais, frutas, leite, grãos, etc.) quanto de um estado pré-processado (por exemplo, café instantâneo, whey, sopas, etc.). A produção de alimentos pré-processados muitas vezes pode envolver secagem em vários estágios da operação. Às vezes é necessário um pré-tratamento do alimento antes da secagem. Além de preservar o alimento e aumentar sua vida útil, a secagem deve conduzida de forma a alcançar também outros objetivos, como, por exemplo, obter determinada forma física, obter uma cor, textura e sabor desejados, reduzir volume ou peso para transporte, etc. Segundo Mujumdar (1997), a secagem é tão importante para a indústria alimentícia que consome cerca de 10% da energia usada por esse setor. A seleção de um secador é mais uma questão de qualidade do produto final que de uma possível economia de energia. Outros fatores que têm grande influência são o impacto no ambiente e a segurança de operação.
Existe uma grande variedade de tipos de secadores para as mais diversas aplicações. Essa grande variedade se deve à grande diversidade de formas dos produtos, taxas de produção desejadas e critérios de qualidade do produto seco. Os princípios da secagem podem ser aplicados a qualquer tipo de secador, observando as particularidades construtivas, geométricas e funcionais de cada um. O problema principal nos cálculos em secadores reais é que as circunstâncias mudam com o movimento do ar de secagem e do sólido de secagem ao longo do secador, em secadores contínuos, ou mudam com o tempo, em secadores por bateladas. 5.2 Tipos de Secadores A figura 5.1 indica os tipos básicos de secadores, baseado nos modos de transferência de calor. Por exemplo, convecção, condução, radiação, aquecimento dielétrico ou combinação de um ou mais desses modos. Secadores convectivos são responsáveis por cerca de 90% da produção de alimentos desidratados, a despeito do fato de que os outros tipos de secadores possuem vantagens importantes em termos de eficiência energética, qualidade do produto final e impacto ambiental (Mujumdar, 1997).
Figura 5.1 – Tipos básicos de secadores classificados de acordo com os modos de
transferência de calor (adaptado de Mujumdar, 1997). Existem muitas outras possíveis classificações, por exemplo, com base na pressão (à vácuo ou próximo à pressão atmosférica), modo de operação (por batelada ou contínuo), método de manuseio do material dentro do secador (estacionário, agitado, disperso,
Tipos de Secadores Baseado no modo de transferência de calor
Convecção (diretos)
Condução (contato)
Radiação
Aquecimento Dielétrico (microondas
ou freqüências de rádio)
Modos Combinados (ex.: microondas e
convecção)
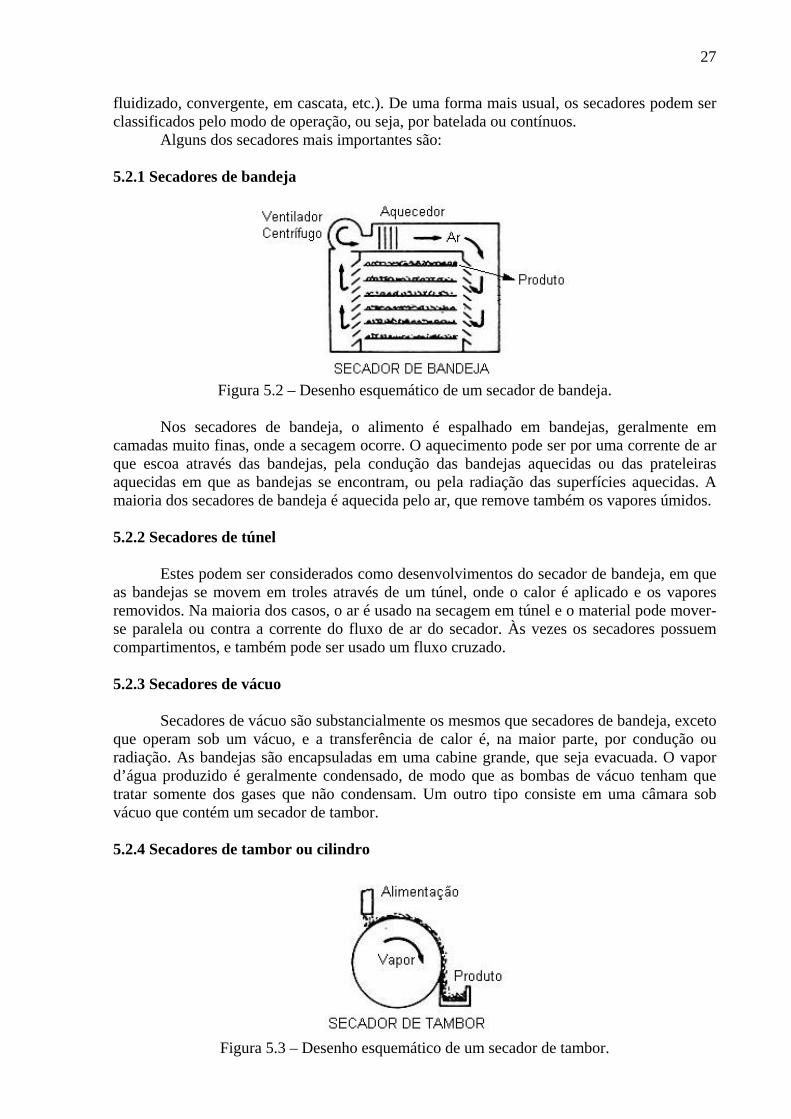
27
fluidizado, convergente, em cascata, etc.). De uma forma mais usual, os secadores podem ser classificados pelo modo de operação, ou seja, por batelada ou contínuos. Alguns dos secadores mais importantes são: 5.2.1 Secadores de bandeja
Figura 5.2 – Desenho esquemático de um secador de bandeja.
Nos secadores de bandeja, o alimento é espalhado em bandejas, geralmente em
camadas muito finas, onde a secagem ocorre. O aquecimento pode ser por uma corrente de ar que escoa através das bandejas, pela condução das bandejas aquecidas ou das prateleiras aquecidas em que as bandejas se encontram, ou pela radiação das superfícies aquecidas. A maioria dos secadores de bandeja é aquecida pelo ar, que remove também os vapores úmidos. 5.2.2 Secadores de túnel
Estes podem ser considerados como desenvolvimentos do secador de bandeja, em que as bandejas se movem em troles através de um túnel, onde o calor é aplicado e os vapores removidos. Na maioria dos casos, o ar é usado na secagem em túnel e o material pode mover-se paralela ou contra a corrente do fluxo de ar do secador. Às vezes os secadores possuem compartimentos, e também pode ser usado um fluxo cruzado. 5.2.3 Secadores de vácuo
Secadores de vácuo são substancialmente os mesmos que secadores de bandeja, exceto que operam sob um vácuo, e a transferência de calor é, na maior parte, por condução ou radiação. As bandejas são encapsuladas em uma cabine grande, que seja evacuada. O vapor d’água produzido é geralmente condensado, de modo que as bombas de vácuo tenham que tratar somente dos gases que não condensam. Um outro tipo consiste em uma câmara sob vácuo que contém um secador de tambor. 5.2.4 Secadores de tambor ou cilindro
Figura 5.3 – Desenho esquemático de um secador de tambor.
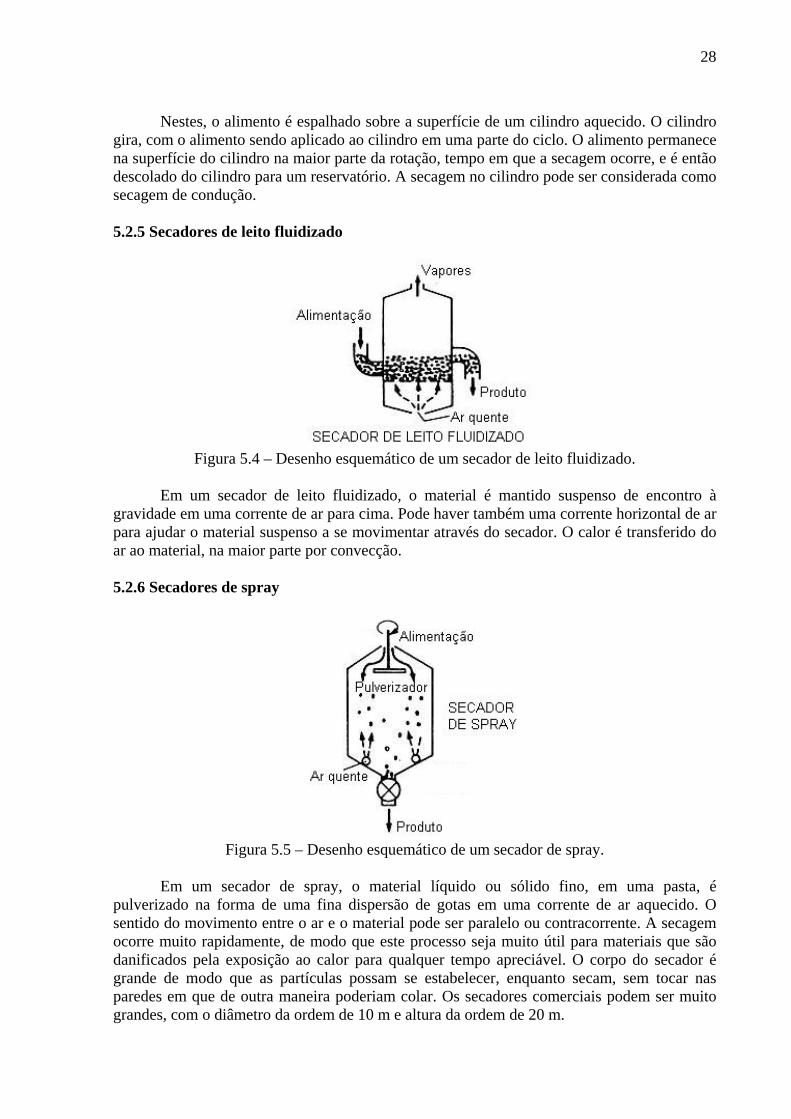
28
Nestes, o alimento é espalhado sobre a superfície de um cilindro aquecido. O cilindro
gira, com o alimento sendo aplicado ao cilindro em uma parte do ciclo. O alimento permanece na superfície do cilindro na maior parte da rotação, tempo em que a secagem ocorre, e é então descolado do cilindro para um reservatório. A secagem no cilindro pode ser considerada como secagem de condução. 5.2.5 Secadores de leito fluidizado
Figura 5.4 – Desenho esquemático de um secador de leito fluidizado.
Em um secador de leito fluidizado, o material é mantido suspenso de encontro à
gravidade em uma corrente de ar para cima. Pode haver também uma corrente horizontal de ar para ajudar o material suspenso a se movimentar através do secador. O calor é transferido do ar ao material, na maior parte por convecção. 5.2.6 Secadores de spray
Figura 5.5 – Desenho esquemático de um secador de spray.
Em um secador de spray, o material líquido ou sólido fino, em uma pasta, é
pulverizado na forma de uma fina dispersão de gotas em uma corrente de ar aquecido. O sentido do movimento entre o ar e o material pode ser paralelo ou contracorrente. A secagem ocorre muito rapidamente, de modo que este processo seja muito útil para materiais que são danificados pela exposição ao calor para qualquer tempo apreciável. O corpo do secador é grande de modo que as partículas possam se estabelecer, enquanto secam, sem tocar nas paredes em que de outra maneira poderiam colar. Os secadores comerciais podem ser muito grandes, com o diâmetro da ordem de 10 m e altura da ordem de 20 m.
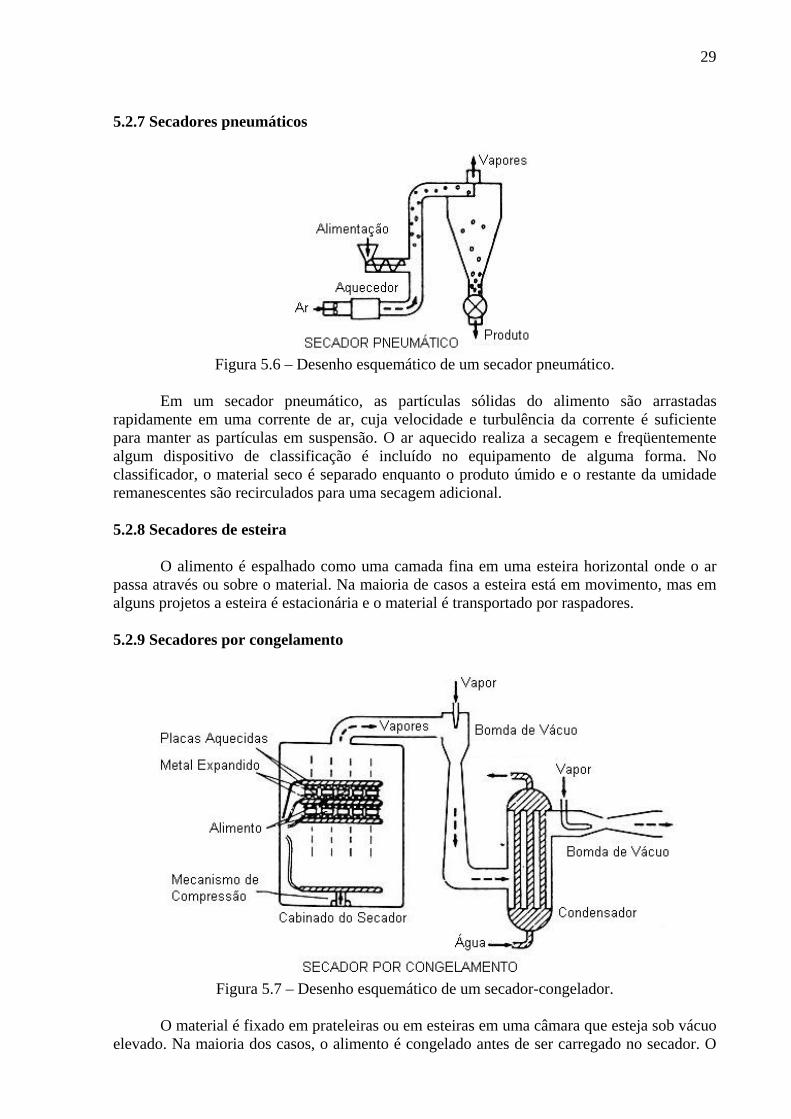
29
5.2.7 Secadores pneumáticos
Figura 5.6 – Desenho esquemático de um secador pneumático.
Em um secador pneumático, as partículas sólidas do alimento são arrastadas
rapidamente em uma corrente de ar, cuja velocidade e turbulência da corrente é suficiente para manter as partículas em suspensão. O ar aquecido realiza a secagem e freqüentemente algum dispositivo de classificação é incluído no equipamento de alguma forma. No classificador, o material seco é separado enquanto o produto úmido e o restante da umidade remanescentes são recirculados para uma secagem adicional. 5.2.8 Secadores de esteira
O alimento é espalhado como uma camada fina em uma esteira horizontal onde o ar passa através ou sobre o material. Na maioria de casos a esteira está em movimento, mas em alguns projetos a esteira é estacionária e o material é transportado por raspadores. 5.2.9 Secadores por congelamento
Figura 5.7 – Desenho esquemático de um secador-congelador.
O material é fixado em prateleiras ou em esteiras em uma câmara que esteja sob vácuo
elevado. Na maioria dos casos, o alimento é congelado antes de ser carregado no secador. O
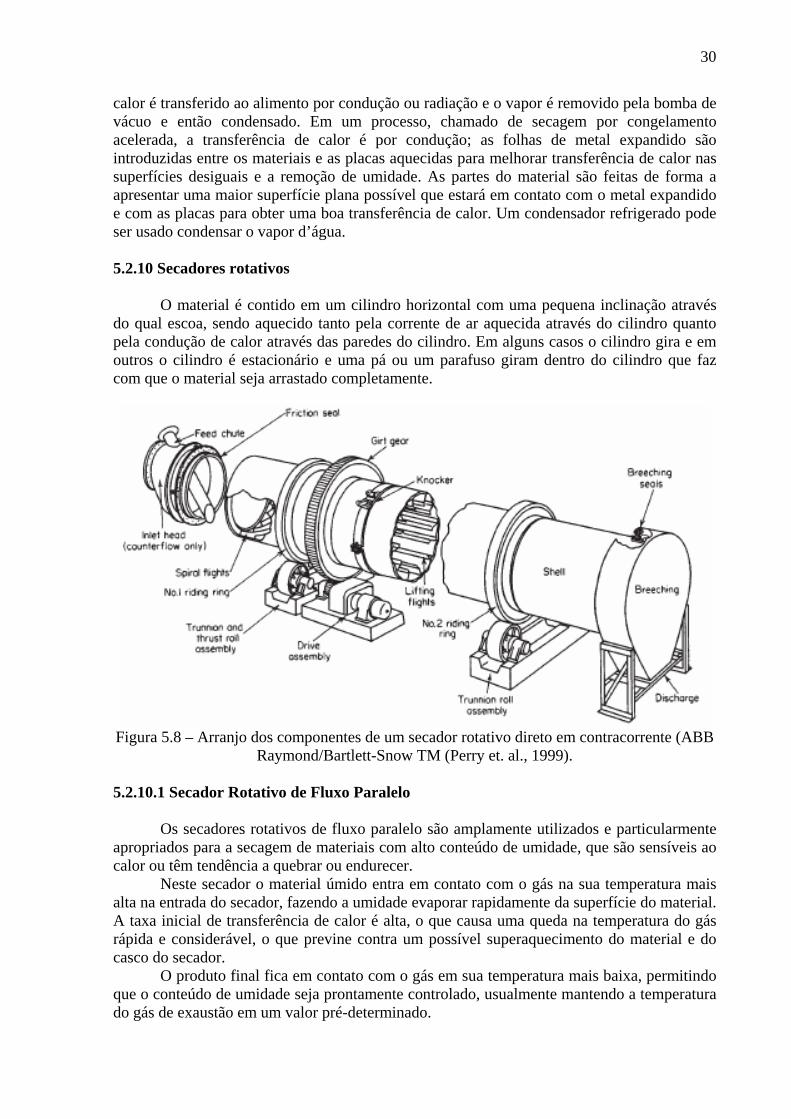
30
calor é transferido ao alimento por condução ou radiação e o vapor é removido pela bomba de vácuo e então condensado. Em um processo, chamado de secagem por congelamento acelerada, a transferência de calor é por condução; as folhas de metal expandido são introduzidas entre os materiais e as placas aquecidas para melhorar transferência de calor nas superfícies desiguais e a remoção de umidade. As partes do material são feitas de forma a apresentar uma maior superfície plana possível que estará em contato com o metal expandido e com as placas para obter uma boa transferência de calor. Um condensador refrigerado pode ser usado condensar o vapor d’água.
5.2.10 Secadores rotativos
O material é contido em um cilindro horizontal com uma pequena inclinação através do qual escoa, sendo aquecido tanto pela corrente de ar aquecida através do cilindro quanto pela condução de calor através das paredes do cilindro. Em alguns casos o cilindro gira e em outros o cilindro é estacionário e uma pá ou um parafuso giram dentro do cilindro que faz com que o material seja arrastado completamente.
Figura 5.8 – Arranjo dos componentes de um secador rotativo direto em contracorrente (ABB
Raymond/Bartlett-Snow TM (Perry et. al., 1999). 5.2.10.1 Secador Rotativo de Fluxo Paralelo Os secadores rotativos de fluxo paralelo são amplamente utilizados e particularmente apropriados para a secagem de materiais com alto conteúdo de umidade, que são sensíveis ao calor ou têm tendência a quebrar ou endurecer. Neste secador o material úmido entra em contato com o gás na sua temperatura mais alta na entrada do secador, fazendo a umidade evaporar rapidamente da superfície do material. A taxa inicial de transferência de calor é alta, o que causa uma queda na temperatura do gás rápida e considerável, o que previne contra um possível superaquecimento do material e do casco do secador. O produto final fica em contato com o gás em sua temperatura mais baixa, permitindo que o conteúdo de umidade seja prontamente controlado, usualmente mantendo a temperatura do gás de exaustão em um valor pré-determinado.
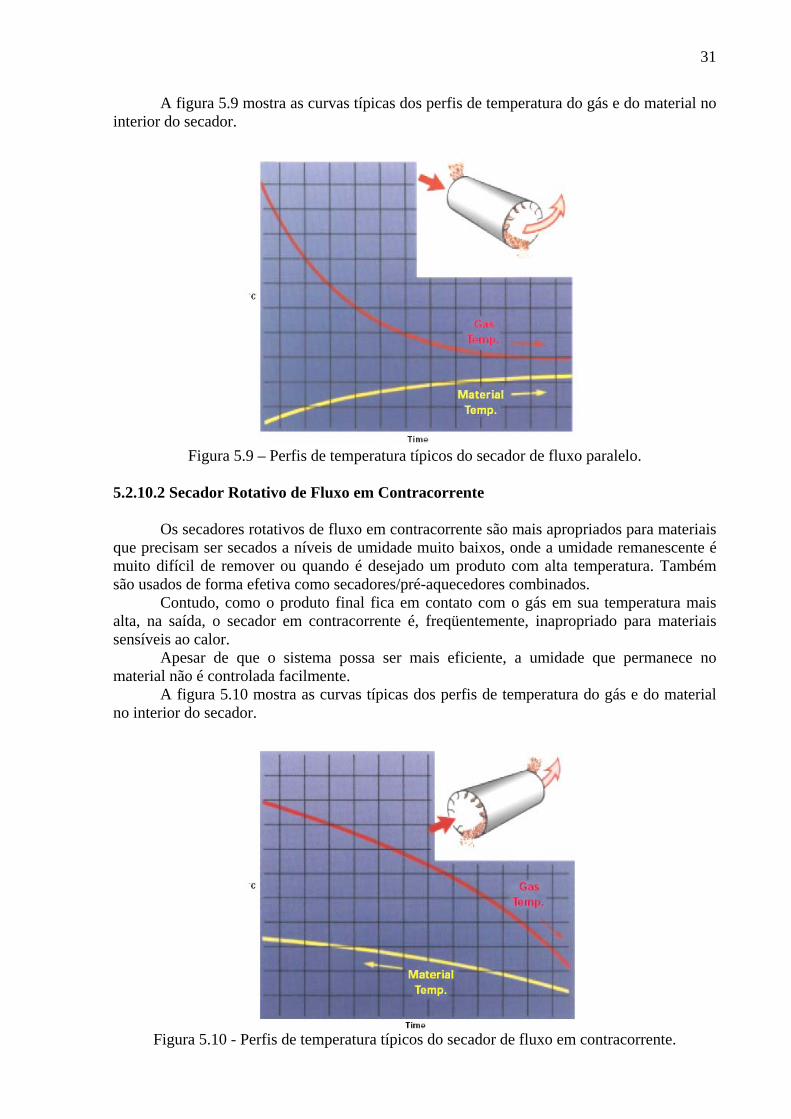
31
A figura 5.9 mostra as curvas típicas dos perfis de temperatura do gás e do material no interior do secador.
Figura 5.9 – Perfis de temperatura típicos do secador de fluxo paralelo.
5.2.10.2 Secador Rotativo de Fluxo em Contracorrente Os secadores rotativos de fluxo em contracorrente são mais apropriados para materiais que precisam ser secados a níveis de umidade muito baixos, onde a umidade remanescente é muito difícil de remover ou quando é desejado um produto com alta temperatura. Também são usados de forma efetiva como secadores/pré-aquecedores combinados. Contudo, como o produto final fica em contato com o gás em sua temperatura mais alta, na saída, o secador em contracorrente é, freqüentemente, inapropriado para materiais sensíveis ao calor. Apesar de que o sistema possa ser mais eficiente, a umidade que permanece no material não é controlada facilmente.
A figura 5.10 mostra as curvas típicas dos perfis de temperatura do gás e do material no interior do secador.
Figura 5.10 - Perfis de temperatura típicos do secador de fluxo em contracorrente.

32
5.2.10.3 Secador de Fluxo Cruzado
Neste tipo de secador rotativo, o material é suportado e movido através de um jogo de pás montadas no casco do secador. O ar quente é insuflado através de canais em um cilindro de parede dupla e é defletido para passar através do sólido (fluxo cruzado), como mostrado na figura 5.11. A rotação do cilindro faz com que o material role e misture, promovendo um contato maior com o ar de secagem. A movimentação constante do sólido assegura um contato uniforme com o ar quente para transferência de calor e massa.
Figura 5.11 – Detalhes do secador
O secador roto-louvre, mostrado na figura 5.12, é um dos mais importantes dentre os secadores contínuos. Este tipo de secador de fluxo cruzado é apropriado para processar sólidos granulares, que não oferecem muita resistência à passagem de ar, requer grande contato com ar e por isso não retém quantidade significativa de poeira. Por exemplo, podem-se citar materiais como açúcar, arroz, café, etc.
Figura 5.12 - Desenho de um secador horizontal rotativo (Roto-Louvre).
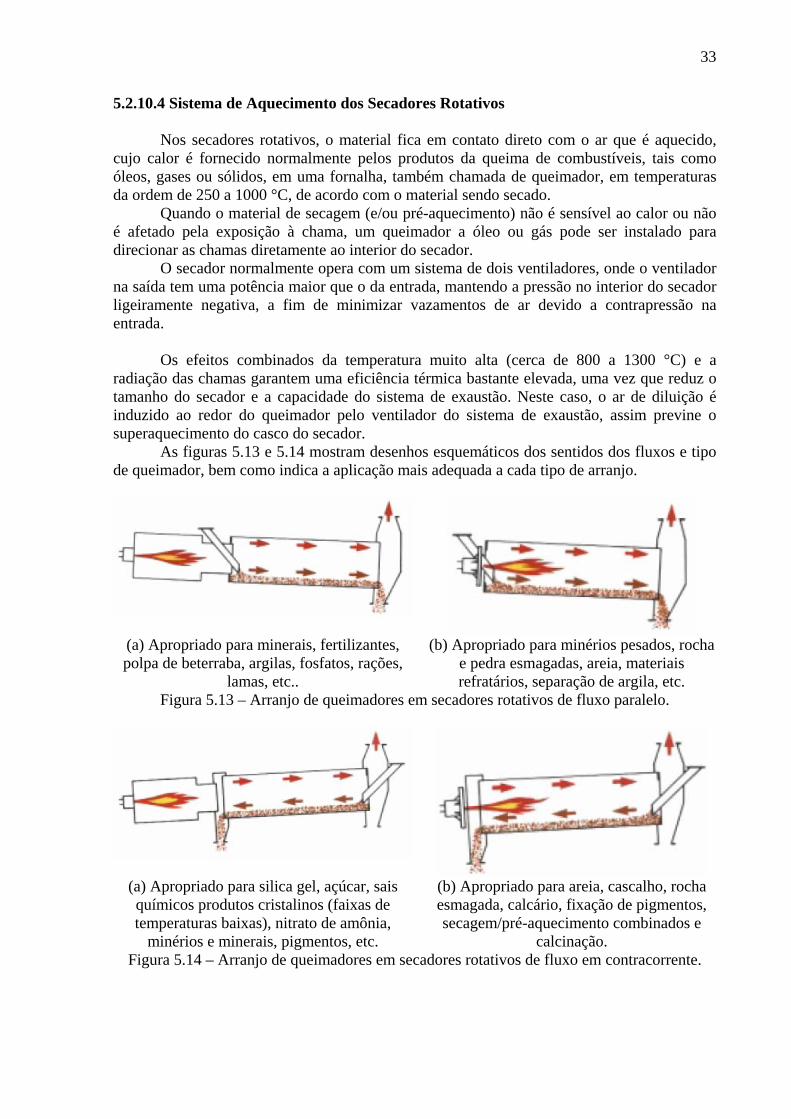
33
5.2.10.4 Sistema de Aquecimento dos Secadores Rotativos Nos secadores rotativos, o material fica em contato direto com o ar que é aquecido, cujo calor é fornecido normalmente pelos produtos da queima de combustíveis, tais como óleos, gases ou sólidos, em uma fornalha, também chamada de queimador, em temperaturas da ordem de 250 a 1000 °C, de acordo com o material sendo secado. Quando o material de secagem (e/ou pré-aquecimento) não é sensível ao calor ou não é afetado pela exposição à chama, um queimador a óleo ou gás pode ser instalado para direcionar as chamas diretamente ao interior do secador. O secador normalmente opera com um sistema de dois ventiladores, onde o ventilador na saída tem uma potência maior que o da entrada, mantendo a pressão no interior do secador ligeiramente negativa, a fim de minimizar vazamentos de ar devido a contrapressão na entrada. Os efeitos combinados da temperatura muito alta (cerca de 800 a 1300 °C) e a radiação das chamas garantem uma eficiência térmica bastante elevada, uma vez que reduz o tamanho do secador e a capacidade do sistema de exaustão. Neste caso, o ar de diluição é induzido ao redor do queimador pelo ventilador do sistema de exaustão, assim previne o superaquecimento do casco do secador. As figuras 5.13 e 5.14 mostram desenhos esquemáticos dos sentidos dos fluxos e tipo de queimador, bem como indica a aplicação mais adequada a cada tipo de arranjo.
(a) Apropriado para minerais, fertilizantes, polpa de beterraba, argilas, fosfatos, rações,
lamas, etc..
(b) Apropriado para minérios pesados, rocha e pedra esmagadas, areia, materiais refratários, separação de argila, etc.
Figura 5.13 – Arranjo de queimadores em secadores rotativos de fluxo paralelo.
(a) Apropriado para silica gel, açúcar, sais químicos produtos cristalinos (faixas de temperaturas baixas), nitrato de amônia,
minérios e minerais, pigmentos, etc.
(b) Apropriado para areia, cascalho, rocha esmagada, calcário, fixação de pigmentos, secagem/pré-aquecimento combinados e
calcinação. Figura 5.14 – Arranjo de queimadores em secadores rotativos de fluxo em contracorrente.
34
6. MODELAGEM MATEMÁTICA 6.1 Introdução Na indústria, os fabricantes de secadores detêm a tecnologia de simulação de secagem para os materiais que vão ser secados em seus equipamentos. No caso do açúcar, o comportamento do material, para um determinado tipo de secador, é passado pelo fabricante para o setor de operação das usinas de açúcar, com uma visão localizada do processo de secagem. Não existem informações sobre a secagem do açúcar na literatura aberta, de forma que há uma grande dificuldade em encontrar estudos sobre açúcar ou a secagem do mesmo. Os poucos trabalhos existentes não descrevem com clareza suficiente sua metodologia para que seus resultados sejam reproduzidos com sucesso. O desenvolvimento de um modelo matemático capaz de ser usado para prever as condições de secagem é um processo complexo, que se torna inexeqüível se não forem realizados uma série de experimentos para levantar propriedades, conhecer características do produto, detalhes construtivos do secador e ter uma fonte de dados que possa ser usada para testar e validar o modelo. No início deste trabalho, buscou-se o desenvolvimento de um modelo matemático com base em dados da literatura aberta. Como alternativa para a falta de dados na literatura, foram feitas várias considerações para simplificar o modelo, tornando possível sua validação e estudo com os dados disponíveis. 6.2 Descrição do Problema Físico Na indústria açucareira nacional, é comum a utilização de modelos de balanços totais para o dimensionamento de secadores. Tais modelos não fornecem bons resultados, pois se baseiam apenas nas condições de entrada e saída do produto. Uma vez que ocorrem mudanças nas propriedades do material no decorrer do processo, essa abordagem não reproduz bem o comportamento do processo. Um exemplo de modelagem baseada em balanços totais pode ser vista no Apêndice I.
O modelo apresentado neste trabalho é composto por equações de balanços diferenciais de massa e energia, além das equações fundamentais de transferência de calor e massa. Pode ser descrito, sucintamente, como um modelo estático, que despreza qualquer efeito dinâmico, que admite uma condição de equilíbrio na saída e que considera as variações das propriedades em função do deslocamento no secador.
O problema físico, objeto deste estudo, consiste em investigar o processo de secagem, em especial, do açúcar, em um secador contínuo rotativo de fluxo paralelo através de um modelo matemático de simulação.
6.3 Hipóteses Simplificativas As hipóteses consideradas para simplificar o problema físico foram:
• Fluxo unidimensional; • Parâmetros uniformes e constantes na entrada; • Não há gradientes de temperatura e umidade na direção radial; • Calor específico constante; • Temperaturas e umidades constantes no elemento; • Não são considerados os calores latente e de umidificação nas entalpias do ar e
material, respectivamente; • Baixa resistência interna (condução e radiação desprezíveis, só há convecção); • São consideradas apenas as variações com o deslocamento e não com o tempo;
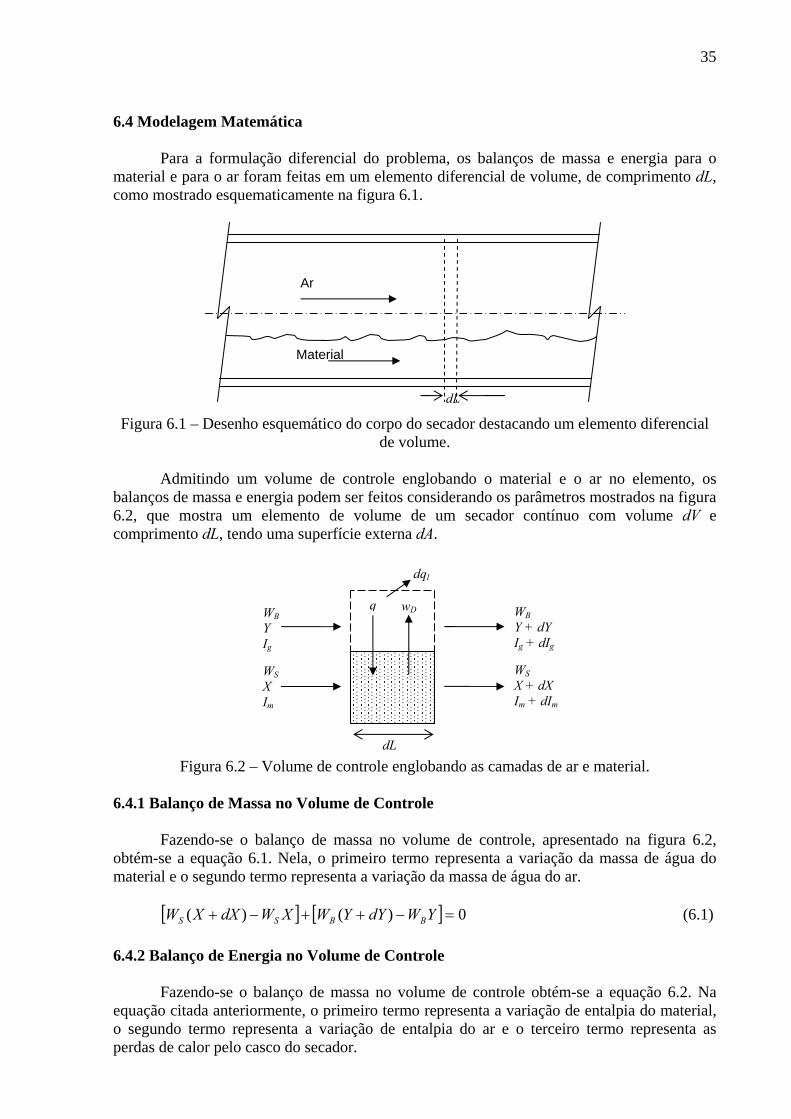
35
6.4 Modelagem Matemática
Para a formulação diferencial do problema, os balanços de massa e energia para o material e para o ar foram feitas em um elemento diferencial de volume, de comprimento dL, como mostrado esquematicamente na figura 6.1.
Figura 6.1 – Desenho esquemático do corpo do secador destacando um elemento diferencial
de volume. Admitindo um volume de controle englobando o material e o ar no elemento, os
balanços de massa e energia podem ser feitos considerando os parâmetros mostrados na figura 6.2, que mostra um elemento de volume de um secador contínuo com volume dV e comprimento dL, tendo uma superfície externa dA.
Figura 6.2 – Volume de controle englobando as camadas de ar e material.
6.4.1 Balanço de Massa no Volume de Controle
Fazendo-se o balanço de massa no volume de controle, apresentado na figura 6.2, obtém-se a equação 6.1. Nela, o primeiro termo representa a variação da massa de água do material e o segundo termo representa a variação da massa de água do ar.
[ ] [ ] 0)()( =−++−+ YWdYYWXWdXXW BBSS (6.1) 6.4.2 Balanço de Energia no Volume de Controle
Fazendo-se o balanço de massa no volume de controle obtém-se a equação 6.2. Na equação citada anteriormente, o primeiro termo representa a variação de entalpia do material, o segundo termo representa a variação de entalpia do ar e o terceiro termo representa as perdas de calor pelo casco do secador.
Material
Ar
WS X Im
WS X + dX Im + dIm
WB Y Ig
WB Y + dY Ig + dIg
dL
q wD
dql
dL

36
[ ] [ ] 0)()( =+−++−+ lSgBggBmSmmS dqWIWdIIWIWdIIW (6.2)
Rearranjando os termos de ambas as equações, tem-se:
0=+ dYWdXW BS (6.3)
0=++ lSgBmS dqWdIWdIW (6.4)
Onde Im é a entalpia por unidade de massa do material úmido e Ig é a entalpia do ar úmido por unidade de massa. 6.4.3 Definição das Entalpias do Material e do Ar As entalpias do material e ar úmidos são definidas pelas equações 6.5 e 6.6. XTXccI smAlSm λ++= )( (6.5) YTYccI gAvBg λ++= )( (6.6) Onde λs é o calor de sorção ou umidificação, que depende da temperatura e do conteúdo de umidade do material e λ é o calor latente de vaporização da água contida no ar. Ambas equações, 6.5 e 6.6, são constituídas de três termos: uma parcela da entalpia do material ou ar seco, outra parcela da entalpia da água contida nele (líquido ou vapor) e o último termo representa a energia absorvida na adsorção ou vaporização da massa d’água.
A hipótese que só há mudança de fase do material para o ar simplifica as equações das entalpias, eliminando os termos correspondentes. Assim as equações das entalpias se tornam:
mAlSm TXccI )( += (6.7)
gAvBg TYccI )( += (6.8)
6.4.4 Cálculo das Perdas de Calor pelo Casco do Secador
As perdas de calor, representadas por ql, podem ser determinadas de acordo com:
)()(
ambgS
pl TT
WDdLU
dq −=π
(6.9)
Onde Up é o coeficiente global de perdas e Tamb é a temperatura ambiente no local onde o secador se encontra. A expressão da perda de calor tem esta forma porque o fluxo de perdas foi definido por unidade de massa.
Pela observação do sistema de equações demonstrado até agora, nota-se o aparecimento de quatro incógnitas, que são X, Tm, Y e Tg. Os outros parâmetros são conhecidos, sejam dados de entrada, sejam propriedades termodinâmicas do material e/ou do ar, tais como calores específicos, vazões, comprimento e diâmetro do secador, etc. Desta

37
forma, tais equações não são suficientes para descrever completamente o problema físico. Assim, se faz necessário a determinação de mais duas equações complementares.
Tais equações são obtidas fazendo-se os balanços de massa e energia em um novo volume de controle na interface das camadas de ar e material, mostrado na figura 6.3. Este procedimento é feito porque o fluxo de ar é paralelo ao fluxo do material, e, desta forma, toda a transferência de calor e massa se dá na interface entre estas duas camadas.
Figura 6.3 – Volume de controle na interface entre as camadas de ar e material.
6.4.5 Balanço de Massa na Interface
Fazendo-se o balanço de massa no volume de controle da interface entre as camadas de ar e material, obtêm-se a equação 6.10, mostrada a seguir. 0=+ dAwdXW DS (6.10) A equação 6.10 relaciona a variação de massa de água no material com a massa de água evaporada através da interface. 6.4.6 Balanço de Energia na Interface
Fazendo-se o balanço de energia no mesmo volume de controle, mostrado na figura 6.3, obtêm-se a equação 6.11. 0=−− dAIwdIWqdA AvDmS (6.11) A equação 6.11 mostra como se dá a variação de entalpia do material, devido ao calor cedido ao material por condução, convecção e/ou por radiação, através da fronteira, e da parcela do calor gasto para evaporar a umidade na fase líquida, através da interface entre as camadas de ar e material. Nesta equação, q é o fluxo de calor, fornecido ao material por condução, convecção ou radiação; wD é a taxa de secagem e IAv é a entalpia do vapor d’água, dada por: gAvAv TcI += λ (6.12) E λ é o calor latente de vaporização. 6.4.7 Cálculo dos Fluxos de Calor e Massa na Interface Como explicitado no primeiro capítulo deste trabalho, os secadores rotativos têm sido tratados mais comumente como simples trocadores de calor por contato direto e este interpretado por um coeficiente global ou volumétrico. Assim, as equações de transferência de calor e massa para trocadores de calor são aplicadas para descrever o fluxo de calor e a taxa de secagem, respectivamente, como mostram as equações 6.13 e 6.14.
WS X Im
WS X + dX Im + dIm
∆L
q wD

38
lmTUaVqdA ∆= (6.13)
⎩⎨⎧
≥∆
≤∆=
crlmD
crlmyD XXseXaVK
XXseYaVkdAw
,
, (6.14)
Onde U, ky e KD são os coeficientes de transferência de calor (global) e massa no período de taxa de secagem constante e no período de taxa de secagem decrescente, respectivamente. KD também é conhecido como constante de secagem, que na realidade é normalmente função da temperatura do gás. Xcr é a umidade crítica do material.
Os balanços de calor e massa são feitos em um volume de controle diferencial, as temperaturas e umidades, na entrada e na saída, são diferentes, por isso há a necessidade de se utilizar uma média logarítmica nas equações 6.13 e 6.14. As médias logarítmicas são então definidas pelas equações 6.15, 6.16 e 6.17.
)()(
ln
)()(
,,
,,
,,,,
saimsaig
entmentg
saimsaigentmentglm
TTTT
TTTTT
−
−−−−
=∆ (6.15)
)()(
ln
)()(
saieq
enteq
saieqenteqlm
YYYY
YYYYY
−
−−−−
=∆ (6.16)
)()(
ln
)()(
eqsai
eqent
eqsaieqentlm
XXXX
XXXXX
−
−−−−
=∆ (6.17)
Onde os subscritos “ent” e “sai” se referem aos valores na entrada e saída do secador, respectivamente. A aplicação da hipótese simplificativa de que as temperaturas e umidades do ar e do material são constantes em cada elemento permite substituir as médias logarítmicas das equações 6.13 e 6.14 por diferenças simples. Assim estas equações se tornam as equações 6.18 e 6.19, respectivamente, mostradas abaixo. )( supg TTUaVqdA −= (6.18)
⎪⎩
⎪⎨⎧
≥−
≤−=
creqD
creqyD XXseXXaVK
XXseYYaVkdAw
),(
),( (6.19)
Onde Tsup é a temperatura na superfície do material ou a temperatura do gás em equilíbrio termodinâmico com a superfície do material, Yeq e Xeq são as umidades de equilíbrios do gás e do material na temperatura da superfície do material, respectivamente. Segundo Strumillo et. al. (1986), para materiais com uma alta resistência interna à transferência de calor e massa, ou seja, quando Bi > 0,1, a temperatura na superfície do
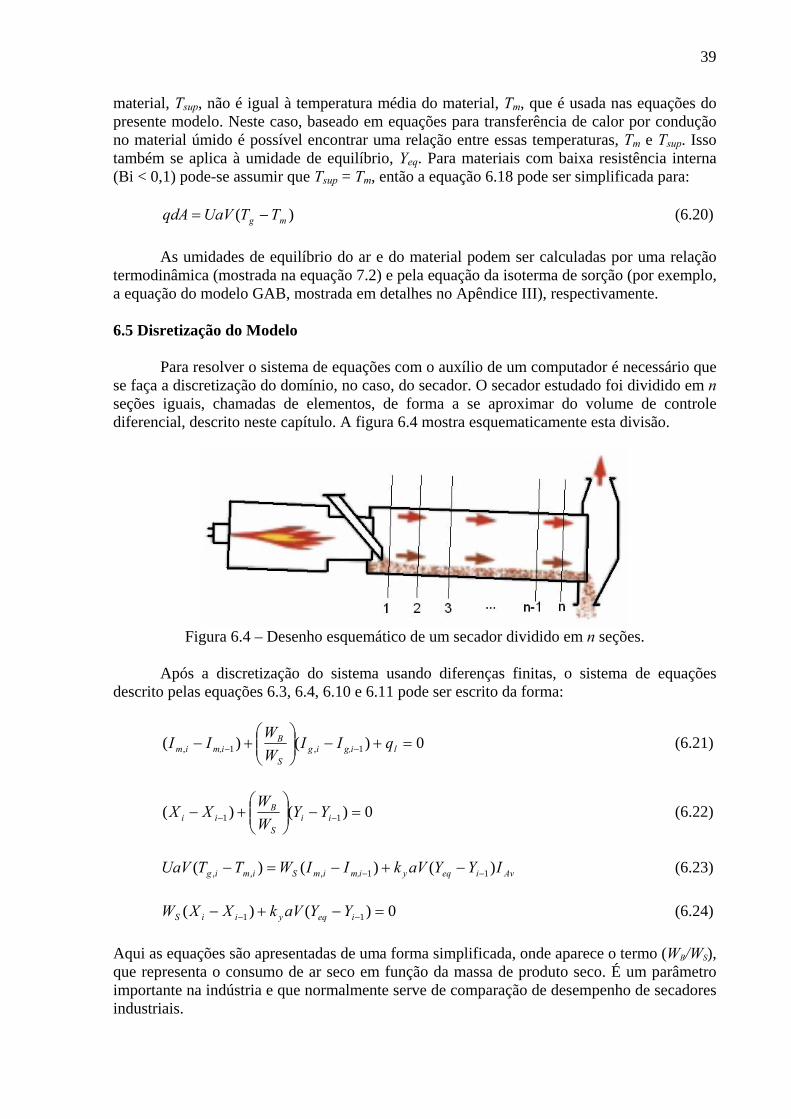
39
material, Tsup, não é igual à temperatura média do material, Tm, que é usada nas equações do presente modelo. Neste caso, baseado em equações para transferência de calor por condução no material úmido é possível encontrar uma relação entre essas temperaturas, Tm e Tsup. Isso também se aplica à umidade de equilíbrio, Yeq. Para materiais com baixa resistência interna (Bi < 0,1) pode-se assumir que Tsup = Tm, então a equação 6.18 pode ser simplificada para: )( mg TTUaVqdA −= (6.20)
As umidades de equilíbrio do ar e do material podem ser calculadas por uma relação termodinâmica (mostrada na equação 7.2) e pela equação da isoterma de sorção (por exemplo, a equação do modelo GAB, mostrada em detalhes no Apêndice III), respectivamente.
6.5 Disretização do Modelo
Para resolver o sistema de equações com o auxílio de um computador é necessário que se faça a discretização do domínio, no caso, do secador. O secador estudado foi dividido em n seções iguais, chamadas de elementos, de forma a se aproximar do volume de controle diferencial, descrito neste capítulo. A figura 6.4 mostra esquematicamente esta divisão.
Figura 6.4 – Desenho esquemático de um secador dividido em n seções.
Após a discretização do sistema usando diferenças finitas, o sistema de equações
descrito pelas equações 6.3, 6.4, 6.10 e 6.11 pode ser escrito da forma:
0)()( 1,1, =+−⎟⎟⎠
⎞⎜⎜⎝
⎛+− −− lig,ig
S
Bim,im qII
WW
II (6.21)
0)()( 11 =−⎟⎟⎠
⎞⎜⎜⎝
⎛+− −− ii
S
Bii YY
WW
XX (6.22)
Avieqyim,imSimig IYYaVkIIWTTUaV )()()( 11,,, −− −+−=− (6.23) 0)()( 11 =−+− −− ieqyiiS YYaVkXXW (6.24) Aqui as equações são apresentadas de uma forma simplificada, onde aparece o termo (WB/WS), que representa o consumo de ar seco em função da massa de produto seco. É um parâmetro importante na indústria e que normalmente serve de comparação de desempenho de secadores industriais.

40
6.6 Equações Complementares Além das equações descritas até aqui, são necessárias as equações para determinação
dos coeficientes global de transferência de calor e de massa, além do tempo de residência. Tais equações são mostradas a seguir.
6.6.1 Determinação do Coeficiente Global de Transferência de Calor A determinação do coeficiente global ou volumétrico de transferência de calor pode ser feita por vários métodos e correlações, muitas delas descritas no capítulo 1. Nesse trabalho optou-se por usar a correlação proposta por Friedman & Marshall (1949a):
16,0B
S
S WV
mUa
β
ρψ ⎟⎟
⎠
⎞⎜⎜⎝
⎛= (6.25)
Os coeficientes ψ e β, que dependem do material, foram escolhidos de acordo com o que foi apresentado por Rastikian et. al. (1999) para o açúcar, como sendo ψ = 0,247 e β = 0,5. 6.6.2 Determinação do Coeficiente de Transferência de Massa
Aplicando a hipótese simplificativa de que a resistência interna é muito baixa, ou seja,
que a resistência térmica condutiva é muito menor que a convectiva, o coeficiente de transferência de calor pode ser considerado aproximadamente igual ao coeficiente global. Pode-se, então, usar a “razão psicrométrica” para determinar o coeficiente de transferência de massa por convecção, mostrada na equação 6.26.
Ycc
Uchkc
kh
AvBHyH
y +==⇒= (6.26)
Onde cH é o calor específico do ar úmido. 6.6.3 Cálculo do Tempo de Residência O tempo em que o material fica dentro do secador. Para o cálculo do tempo de residência foi usada uma correlação proposta por Friedman & Marshall (1949b), mostrada na equação 6.27.
⎟⎟⎠
⎞⎜⎜⎝
⎛±=
S
BR W
LBWDN
LkT6,0
)tan(23,0
9,0α (6.27)
Onde L, D, N e α são o comprimento, diâmetro, rotação e inclinação do secador, respectivamente. O parâmetro B é função do diâmetro do grão do material sendo secado, ou seja, B = 5Dp
-0,5, e k é uma constante do processo.
Como todos os balanços são feitos no elemento, o tempo de residência em cada elemento também deve ser conhecido. Logo, o tempo de residência em cada elemento é determinado pela divisão do tempo total pelo número de elementos, mostrado na equação 6.28.
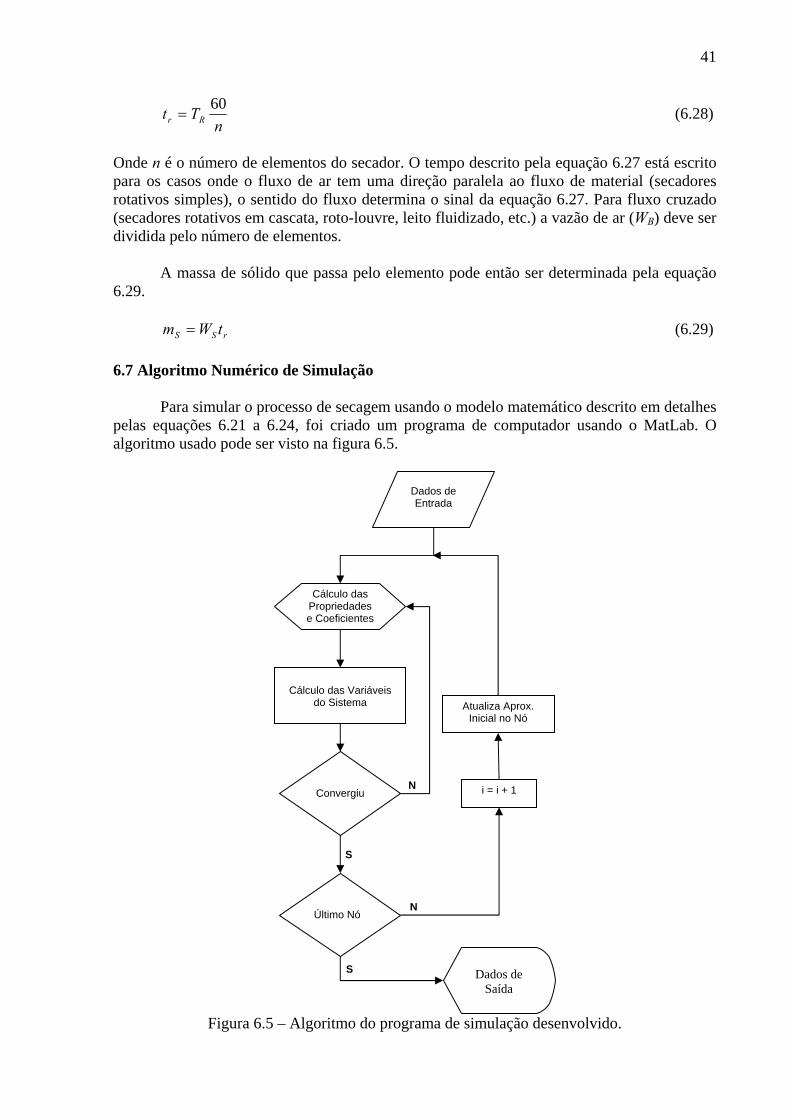
41
n
Tt Rr60
= (6.28)
Onde n é o número de elementos do secador. O tempo descrito pela equação 6.27 está escrito para os casos onde o fluxo de ar tem uma direção paralela ao fluxo de material (secadores rotativos simples), o sentido do fluxo determina o sinal da equação 6.27. Para fluxo cruzado (secadores rotativos em cascata, roto-louvre, leito fluidizado, etc.) a vazão de ar (WB) deve ser dividida pelo número de elementos.
A massa de sólido que passa pelo elemento pode então ser determinada pela equação 6.29. rSS tWm = (6.29) 6.7 Algoritmo Numérico de Simulação Para simular o processo de secagem usando o modelo matemático descrito em detalhes pelas equações 6.21 a 6.24, foi criado um programa de computador usando o MatLab. O algoritmo usado pode ser visto na figura 6.5.
Figura 6.5 – Algoritmo do programa de simulação desenvolvido.
Dados de Entrada
Cálculo das Variáveis
do Sistema
Cálculo das Propriedades e Coeficientes
Convergiu
Último Nó
Atualiza Aprox. Inicial no Nó
i = i + 1
Dados de
Saída
N
N
S
S

42
O programa parte de valores iniciais, ou seja, das condições de entrada do processo, em seguida entra num laço para calcular todas as variáveis do sistema naquele nó para, só então, após o critério de convergência ser atingido, passar para o nó seguinte, entrando novamente num laço e assim sucessivamente até o último nó, onde o programa fornece os dados de saída. O critério de convergência utilizado foi a soma dos erros relativos de todas as variáveis, descrito pela equação 6.30, que deveria ser inferior a 10-6, ou quando o número de iterações ultrapassasse um limite máximo pré-estabelecido, o que significaria que o modelo não conseguiu uma boa convergência dos valores ou divergiu.
velho
velhonovoR x
xxE
−∑= (6.30)
Onde xnovo e xvelho indicam os valores de cada uma das variáveis do sistema no mesmo nó, calculadas na iteração atual e na anterior, respectivamente.
Desta forma foi obtido um modelo de simulação bastante simplificado, o que facilita sua resolução, permitindo conhecer o comportamento do sistema real sem a necessidade da obtenção de uma série de parâmetros através de experimentos em laboratório.

43
7. RESULTADOS E VALIDAÇÃO DO MODELO 7.1 Validação do Modelo Matemático
Para realizar a validação do modelo de simulação foram usados casos reais encontrados na literatura, descritos em detalhes no tópico 7.1.1 e 7.1.2.
Douglas et. al. (1993), Wang et. al. (1993) e Rastikian et. al. (1999), consideraram apenas o período de taxa de secagem constante para a secagem do açúcar. Vargas et. al. (1997) também consideraram para os casos de secagem do arroz apenas o período de taxa de secagem constante. Para o arroz, embora a isoterma de sorção do arroz seja conhecida e amplamente divulgada na literatura aberta, cuja equação é mostrada na equação 7.1, não foi possível obter valores da constante de secagem para que fosse considerado também o período de taxa de secagem decrescente.
]ln)703,35(ln[046015,029394,0 ϕ+−−= meq TX (7.1)
Assim, nos casos usados para a validação do modelo, tanto para a secagem do açúcar
como da secagem do arroz, foi considerado apenas o período de taxa de secagem constante. Douglas et. al. (1993) considerou que a secagem do açúcar se dava no período de taxa
de secagem constante. Representando a mesma condição para o presente modelo, significa considerar a umidade relativa no equilíbrio como sendo 100%, ou seja, que o ar na saída está saturado. Com posse dessa informação e partindo das relações termodinâmicas, tem-se que:
)(
)(622,0)(
)(622,0msat
msat
msat
msateq Tpp
TpTpp
TpY−
=−
=ϕ
ϕ (7.2)
Usando a relação para taxa de secagem no período em que é constante apresentada por Perry et. al. (1999):
)( satgD TThw −=λ
(7.3)
E usando a relação da psicrometria entre umidade e temperatura de saturação, tem-se que:
λH
satgsatc
TTYY )()( −=− (7.4)
Logo, substituindo a equação 7.4 na equação 7.3 e usando a relação termodinâmica da equação 6.26, tem-se que:
)()( YYkYYchw satysatH
D −=−= (7.5)
Segundo a hipótese discutida acima, tem-se que a umidade de equilíbrio corresponde à umidade de saturação do ar, ou seja, Yeq = Ysat, o que mostra que a equação 7.5 é igual à equação 6.19 para o período de taxa de secagem constante.
A condição de taxa de secagem constante foi defendida por Wang et. al. (1993) e também pôde ser verificada pelos dados de Rastikian et. al. (1999), mostrados na figura 7.1.
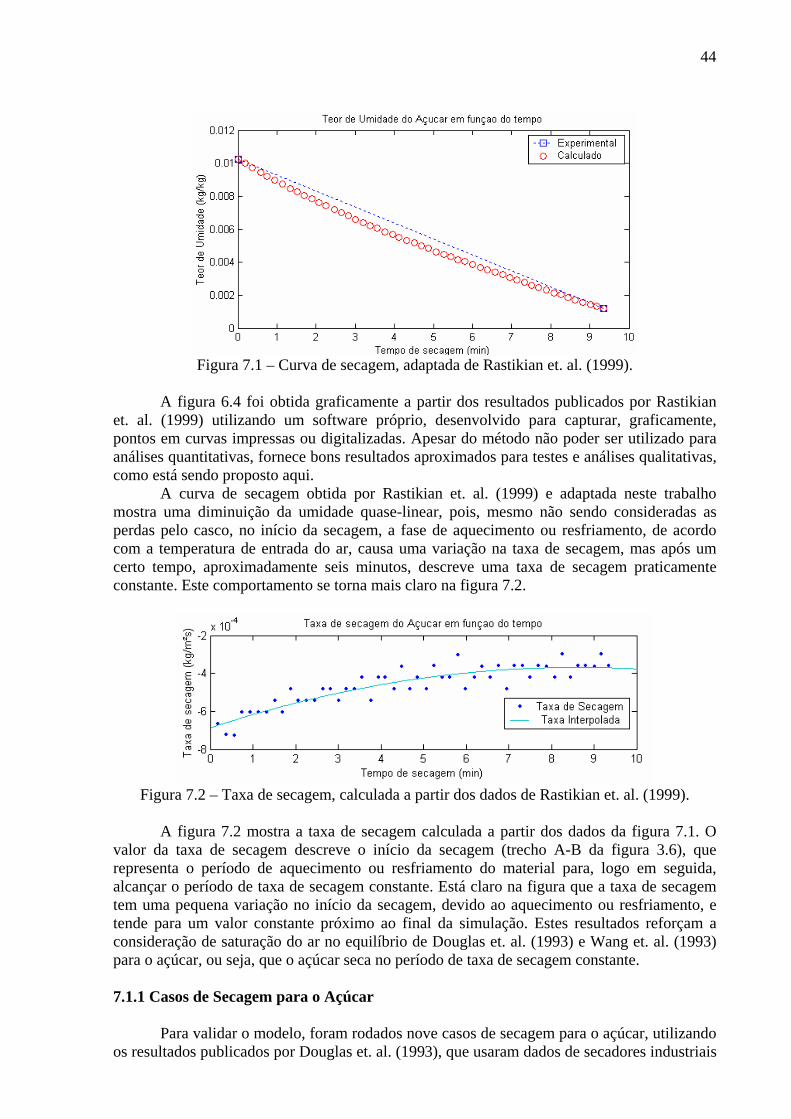
44
Figura 7.1 – Curva de secagem, adaptada de Rastikian et. al. (1999).
A figura 6.4 foi obtida graficamente a partir dos resultados publicados por Rastikian et. al. (1999) utilizando um software próprio, desenvolvido para capturar, graficamente, pontos em curvas impressas ou digitalizadas. Apesar do método não poder ser utilizado para análises quantitativas, fornece bons resultados aproximados para testes e análises qualitativas, como está sendo proposto aqui. A curva de secagem obtida por Rastikian et. al. (1999) e adaptada neste trabalho mostra uma diminuição da umidade quase-linear, pois, mesmo não sendo consideradas as perdas pelo casco, no início da secagem, a fase de aquecimento ou resfriamento, de acordo com a temperatura de entrada do ar, causa uma variação na taxa de secagem, mas após um certo tempo, aproximadamente seis minutos, descreve uma taxa de secagem praticamente constante. Este comportamento se torna mais claro na figura 7.2.
Figura 7.2 – Taxa de secagem, calculada a partir dos dados de Rastikian et. al. (1999).
A figura 7.2 mostra a taxa de secagem calculada a partir dos dados da figura 7.1. O
valor da taxa de secagem descreve o início da secagem (trecho A-B da figura 3.6), que representa o período de aquecimento ou resfriamento do material para, logo em seguida, alcançar o período de taxa de secagem constante. Está claro na figura que a taxa de secagem tem uma pequena variação no início da secagem, devido ao aquecimento ou resfriamento, e tende para um valor constante próximo ao final da simulação. Estes resultados reforçam a consideração de saturação do ar no equilíbrio de Douglas et. al. (1993) e Wang et. al. (1993) para o açúcar, ou seja, que o açúcar seca no período de taxa de secagem constante. 7.1.1 Casos de Secagem para o Açúcar Para validar o modelo, foram rodados nove casos de secagem para o açúcar, utilizando os resultados publicados por Douglas et. al. (1993), que usaram dados de secadores industriais
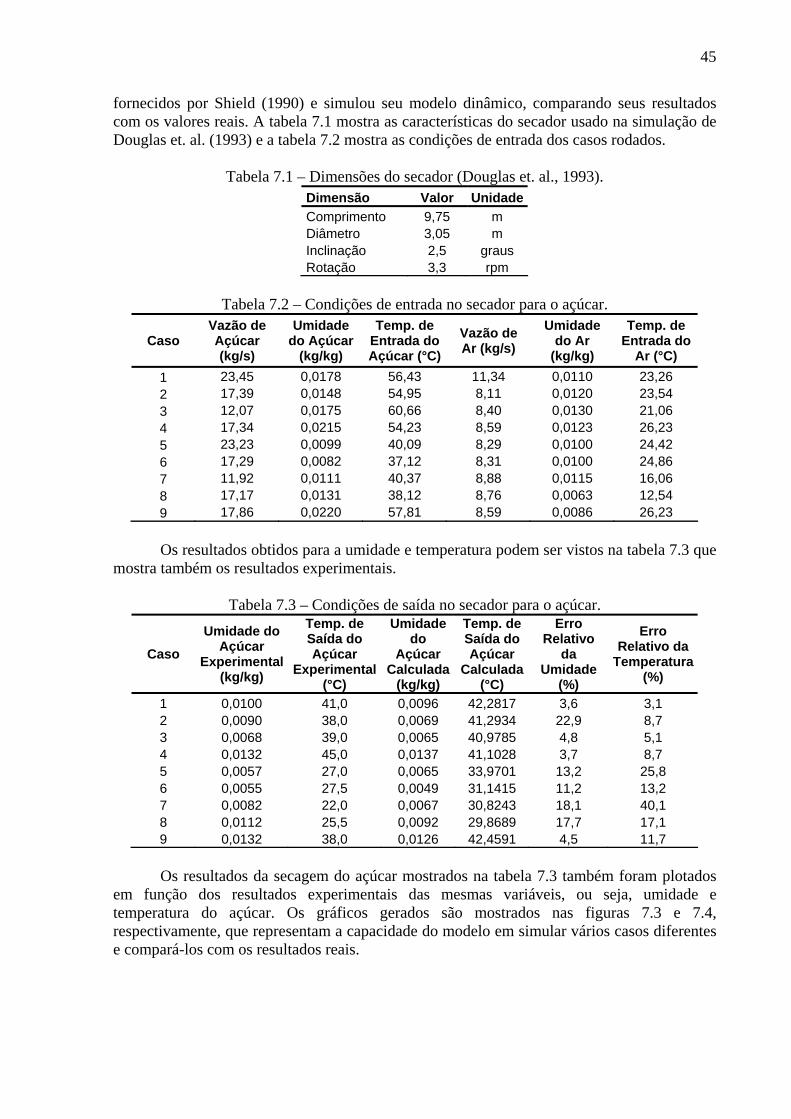
45
fornecidos por Shield (1990) e simulou seu modelo dinâmico, comparando seus resultados com os valores reais. A tabela 7.1 mostra as características do secador usado na simulação de Douglas et. al. (1993) e a tabela 7.2 mostra as condições de entrada dos casos rodados.
Tabela 7.1 – Dimensões do secador (Douglas et. al., 1993). Dimensão Valor UnidadeComprimento 9,75 m Diâmetro 3,05 m Inclinação 2,5 graus Rotação 3,3 rpm
Tabela 7.2 – Condições de entrada no secador para o açúcar.
Caso Vazão de Açúcar (kg/s)
Umidade do Açúcar
(kg/kg)
Temp. de Entrada do Açúcar (°C)
Vazão de Ar (kg/s)
Umidade do Ar
(kg/kg)
Temp. de Entrada do
Ar (°C) 1 23,45 0,0178 56,43 11,34 0,0110 23,26 2 17,39 0,0148 54,95 8,11 0,0120 23,54 3 12,07 0,0175 60,66 8,40 0,0130 21,06 4 17,34 0,0215 54,23 8,59 0,0123 26,23 5 23,23 0,0099 40,09 8,29 0,0100 24,42 6 17,29 0,0082 37,12 8,31 0,0100 24,86 7 11,92 0,0111 40,37 8,88 0,0115 16,06 8 17,17 0,0131 38,12 8,76 0,0063 12,54 9 17,86 0,0220 57,81 8,59 0,0086 26,23
Os resultados obtidos para a umidade e temperatura podem ser vistos na tabela 7.3 que mostra também os resultados experimentais.
Tabela 7.3 – Condições de saída no secador para o açúcar.
Caso Umidade do
Açúcar Experimental
(kg/kg)
Temp. de Saída do Açúcar
Experimental(°C)
Umidade do
Açúcar Calculada
(kg/kg)
Temp. de Saída do Açúcar
Calculada (°C)
Erro Relativo
da Umidade
(%)
Erro Relativo da
Temperatura (%)
1 0,0100 41,0 0,0096 42,2817 3,6 3,1 2 0,0090 38,0 0,0069 41,2934 22,9 8,7 3 0,0068 39,0 0,0065 40,9785 4,8 5,1 4 0,0132 45,0 0,0137 41,1028 3,7 8,7 5 0,0057 27,0 0,0065 33,9701 13,2 25,8 6 0,0055 27,5 0,0049 31,1415 11,2 13,2 7 0,0082 22,0 0,0067 30,8243 18,1 40,1 8 0,0112 25,5 0,0092 29,8689 17,7 17,1 9 0,0132 38,0 0,0126 42,4591 4,5 11,7
Os resultados da secagem do açúcar mostrados na tabela 7.3 também foram plotados
em função dos resultados experimentais das mesmas variáveis, ou seja, umidade e temperatura do açúcar. Os gráficos gerados são mostrados nas figuras 7.3 e 7.4, respectivamente, que representam a capacidade do modelo em simular vários casos diferentes e compará-los com os resultados reais.
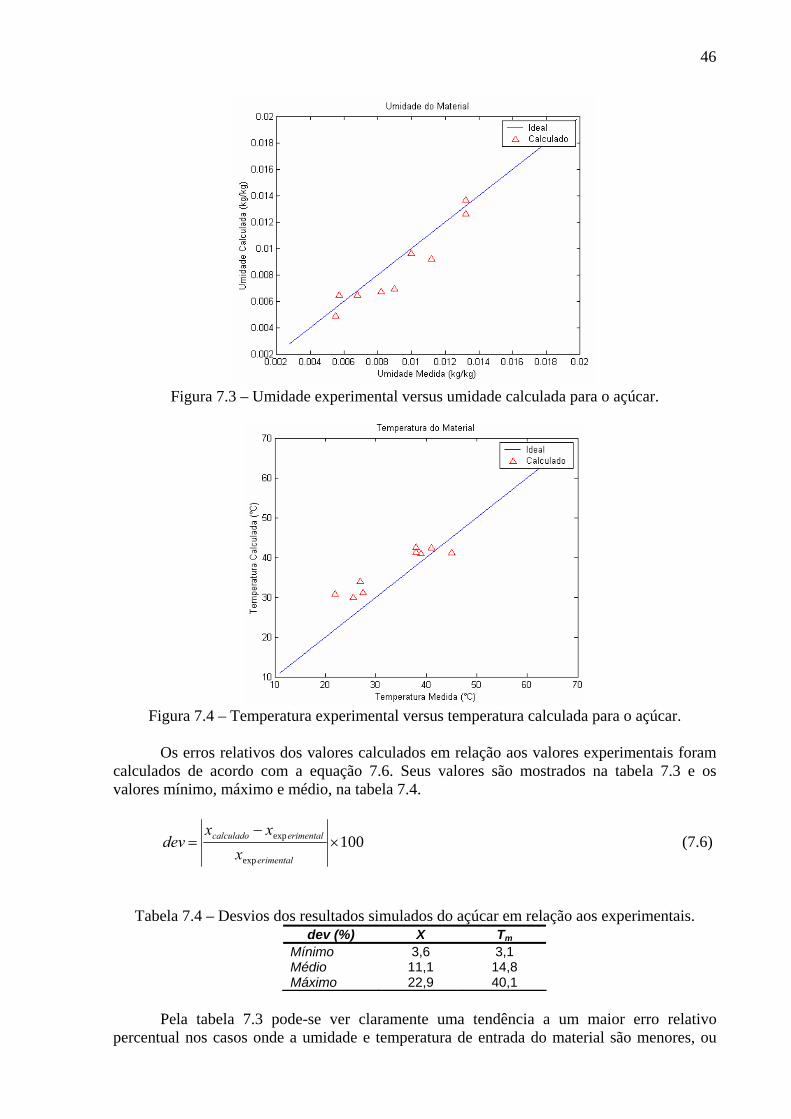
46
Figura 7.3 – Umidade experimental versus umidade calculada para o açúcar.
Figura 7.4 – Temperatura experimental versus temperatura calculada para o açúcar.
Os erros relativos dos valores calculados em relação aos valores experimentais foram calculados de acordo com a equação 7.6. Seus valores são mostrados na tabela 7.3 e os valores mínimo, máximo e médio, na tabela 7.4.
100exp
exp ×−
=erimental
erimentalcalculado
xxx
dev (7.6)
Tabela 7.4 – Desvios dos resultados simulados do açúcar em relação aos experimentais. dev (%) X Tm
Mínimo 3,6 3,1 Médio 11,1 14,8 Máximo 22,9 40,1
Pela tabela 7.3 pode-se ver claramente uma tendência a um maior erro relativo percentual nos casos onde a umidade e temperatura de entrada do material são menores, ou
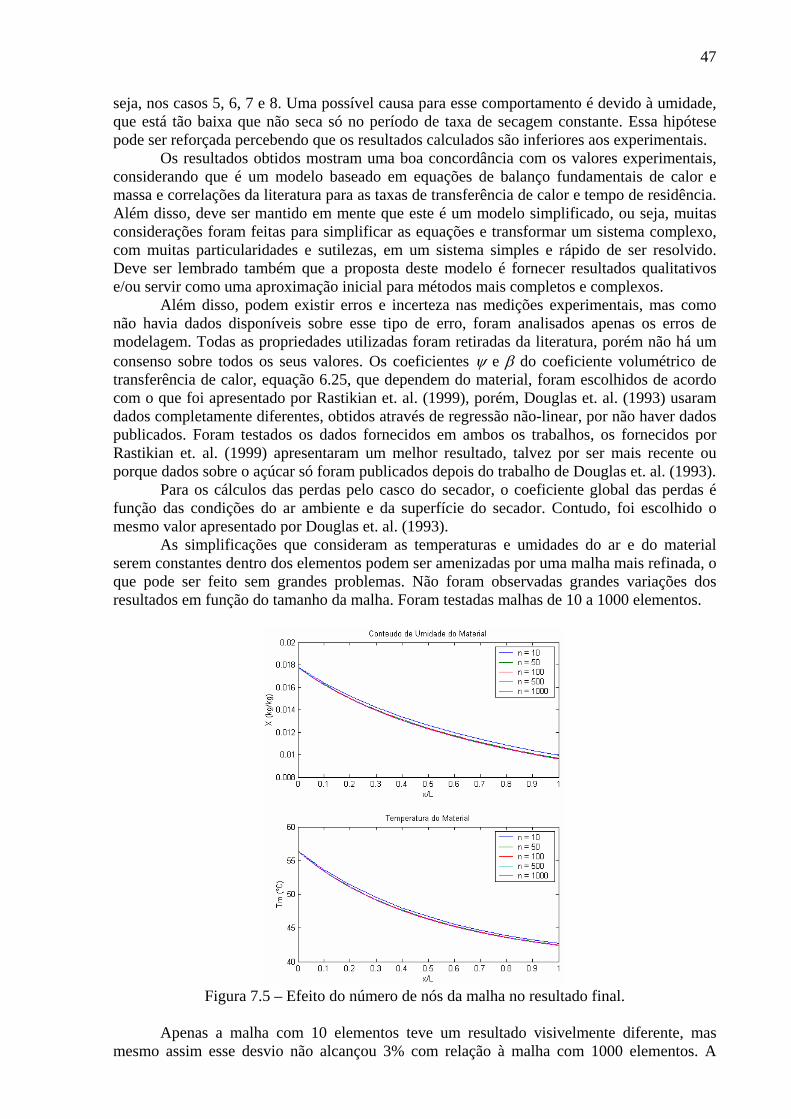
47
seja, nos casos 5, 6, 7 e 8. Uma possível causa para esse comportamento é devido à umidade, que está tão baixa que não seca só no período de taxa de secagem constante. Essa hipótese pode ser reforçada percebendo que os resultados calculados são inferiores aos experimentais.
Os resultados obtidos mostram uma boa concordância com os valores experimentais, considerando que é um modelo baseado em equações de balanço fundamentais de calor e massa e correlações da literatura para as taxas de transferência de calor e tempo de residência. Além disso, deve ser mantido em mente que este é um modelo simplificado, ou seja, muitas considerações foram feitas para simplificar as equações e transformar um sistema complexo, com muitas particularidades e sutilezas, em um sistema simples e rápido de ser resolvido. Deve ser lembrado também que a proposta deste modelo é fornecer resultados qualitativos e/ou servir como uma aproximação inicial para métodos mais completos e complexos.
Além disso, podem existir erros e incerteza nas medições experimentais, mas como não havia dados disponíveis sobre esse tipo de erro, foram analisados apenas os erros de modelagem. Todas as propriedades utilizadas foram retiradas da literatura, porém não há um consenso sobre todos os seus valores. Os coeficientes ψ e β do coeficiente volumétrico de transferência de calor, equação 6.25, que dependem do material, foram escolhidos de acordo com o que foi apresentado por Rastikian et. al. (1999), porém, Douglas et. al. (1993) usaram dados completamente diferentes, obtidos através de regressão não-linear, por não haver dados publicados. Foram testados os dados fornecidos em ambos os trabalhos, os fornecidos por Rastikian et. al. (1999) apresentaram um melhor resultado, talvez por ser mais recente ou porque dados sobre o açúcar só foram publicados depois do trabalho de Douglas et. al. (1993).
Para os cálculos das perdas pelo casco do secador, o coeficiente global das perdas é função das condições do ar ambiente e da superfície do secador. Contudo, foi escolhido o mesmo valor apresentado por Douglas et. al. (1993). As simplificações que consideram as temperaturas e umidades do ar e do material serem constantes dentro dos elementos podem ser amenizadas por uma malha mais refinada, o que pode ser feito sem grandes problemas. Não foram observadas grandes variações dos resultados em função do tamanho da malha. Foram testadas malhas de 10 a 1000 elementos.
Figura 7.5 – Efeito do número de nós da malha no resultado final.
Apenas a malha com 10 elementos teve um resultado visivelmente diferente, mas
mesmo assim esse desvio não alcançou 3% com relação à malha com 1000 elementos. A
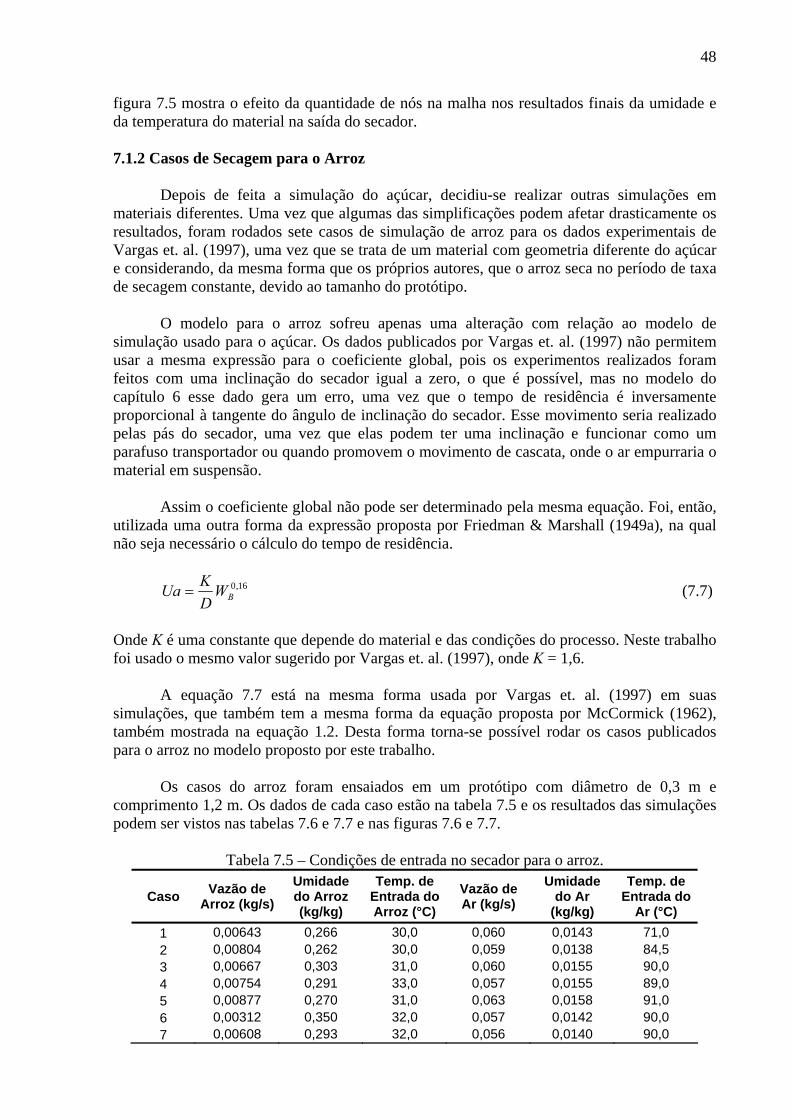
48
figura 7.5 mostra o efeito da quantidade de nós na malha nos resultados finais da umidade e da temperatura do material na saída do secador. 7.1.2 Casos de Secagem para o Arroz Depois de feita a simulação do açúcar, decidiu-se realizar outras simulações em materiais diferentes. Uma vez que algumas das simplificações podem afetar drasticamente os resultados, foram rodados sete casos de simulação de arroz para os dados experimentais de Vargas et. al. (1997), uma vez que se trata de um material com geometria diferente do açúcar e considerando, da mesma forma que os próprios autores, que o arroz seca no período de taxa de secagem constante, devido ao tamanho do protótipo. O modelo para o arroz sofreu apenas uma alteração com relação ao modelo de simulação usado para o açúcar. Os dados publicados por Vargas et. al. (1997) não permitem usar a mesma expressão para o coeficiente global, pois os experimentos realizados foram feitos com uma inclinação do secador igual a zero, o que é possível, mas no modelo do capítulo 6 esse dado gera um erro, uma vez que o tempo de residência é inversamente proporcional à tangente do ângulo de inclinação do secador. Esse movimento seria realizado pelas pás do secador, uma vez que elas podem ter uma inclinação e funcionar como um parafuso transportador ou quando promovem o movimento de cascata, onde o ar empurraria o material em suspensão.
Assim o coeficiente global não pode ser determinado pela mesma equação. Foi, então, utilizada uma outra forma da expressão proposta por Friedman & Marshall (1949a), na qual não seja necessário o cálculo do tempo de residência.
16,0
BWDKUa = (7.7)
Onde K é uma constante que depende do material e das condições do processo. Neste trabalho foi usado o mesmo valor sugerido por Vargas et. al. (1997), onde K = 1,6.
A equação 7.7 está na mesma forma usada por Vargas et. al. (1997) em suas simulações, que também tem a mesma forma da equação proposta por McCormick (1962), também mostrada na equação 1.2. Desta forma torna-se possível rodar os casos publicados para o arroz no modelo proposto por este trabalho.
Os casos do arroz foram ensaiados em um protótipo com diâmetro de 0,3 m e
comprimento 1,2 m. Os dados de cada caso estão na tabela 7.5 e os resultados das simulações podem ser vistos nas tabelas 7.6 e 7.7 e nas figuras 7.6 e 7.7.
Tabela 7.5 – Condições de entrada no secador para o arroz.
Caso Vazão de Arroz (kg/s)
Umidade do Arroz (kg/kg)
Temp. de Entrada do Arroz (°C)
Vazão de Ar (kg/s)
Umidade do Ar
(kg/kg)
Temp. de Entrada do
Ar (°C) 1 0,00643 0,266 30,0 0,060 0,0143 71,0 2 0,00804 0,262 30,0 0,059 0,0138 84,5 3 0,00667 0,303 31,0 0,060 0,0155 90,0 4 0,00754 0,291 33,0 0,057 0,0155 89,0 5 0,00877 0,270 31,0 0,063 0,0158 91,0 6 0,00312 0,350 32,0 0,057 0,0142 90,0 7 0,00608 0,293 32,0 0,056 0,0140 90,0
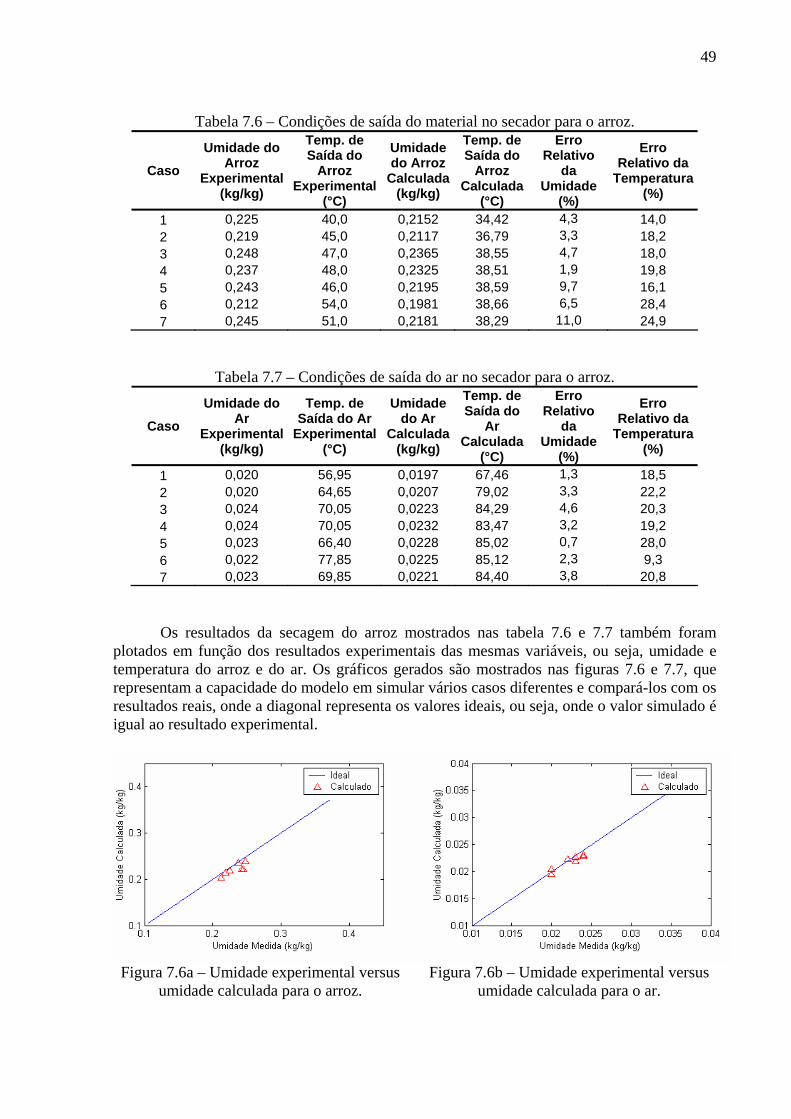
49
Tabela 7.6 – Condições de saída do material no secador para o arroz.
Caso Umidade do
Arroz Experimental
(kg/kg)
Temp. de Saída do
Arroz Experimental
(°C)
Umidade do Arroz
Calculada (kg/kg)
Temp. de Saída do
Arroz Calculada
(°C)
Erro Relativo
da Umidade
(%)
Erro Relativo da
Temperatura (%)
1 0,225 40,0 0,2152 34,42 4,3 14,0 2 0,219 45,0 0,2117 36,79 3,3 18,2 3 0,248 47,0 0,2365 38,55 4,7 18,0 4 0,237 48,0 0,2325 38,51 1,9 19,8 5 0,243 46,0 0,2195 38,59 9,7 16,1 6 0,212 54,0 0,1981 38,66 6,5 28,4 7 0,245 51,0 0,2181 38,29 11,0 24,9
Tabela 7.7 – Condições de saída do ar no secador para o arroz.
Caso Umidade do
Ar Experimental
(kg/kg)
Temp. de Saída do Ar
Experimental(°C)
Umidade do Ar
Calculada (kg/kg)
Temp. de Saída do
Ar Calculada
(°C)
Erro Relativo
da Umidade
(%)
Erro Relativo da
Temperatura (%)
1 0,020 56,95 0,0197 67,46 1,3 18,5 2 0,020 64,65 0,0207 79,02 3,3 22,2 3 0,024 70,05 0,0223 84,29 4,6 20,3 4 0,024 70,05 0,0232 83,47 3,2 19,2 5 0,023 66,40 0,0228 85,02 0,7 28,0 6 0,022 77,85 0,0225 85,12 2,3 9,3 7 0,023 69,85 0,0221 84,40 3,8 20,8
Os resultados da secagem do arroz mostrados nas tabela 7.6 e 7.7 também foram plotados em função dos resultados experimentais das mesmas variáveis, ou seja, umidade e temperatura do arroz e do ar. Os gráficos gerados são mostrados nas figuras 7.6 e 7.7, que representam a capacidade do modelo em simular vários casos diferentes e compará-los com os resultados reais, onde a diagonal representa os valores ideais, ou seja, onde o valor simulado é igual ao resultado experimental.
Figura 7.6a – Umidade experimental versus
umidade calculada para o arroz. Figura 7.6b – Umidade experimental versus
umidade calculada para o ar.
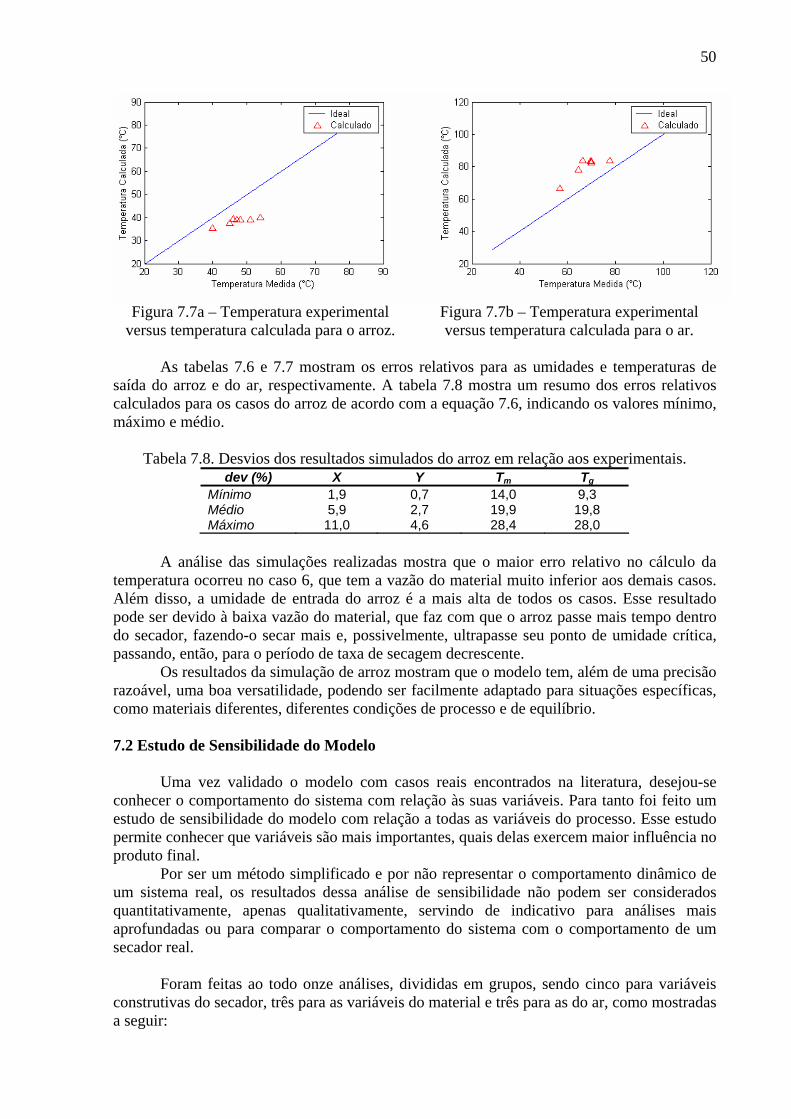
50
Figura 7.7a – Temperatura experimental
versus temperatura calculada para o arroz. Figura 7.7b – Temperatura experimental versus temperatura calculada para o ar.
As tabelas 7.6 e 7.7 mostram os erros relativos para as umidades e temperaturas de saída do arroz e do ar, respectivamente. A tabela 7.8 mostra um resumo dos erros relativos calculados para os casos do arroz de acordo com a equação 7.6, indicando os valores mínimo, máximo e médio.
Tabela 7.8. Desvios dos resultados simulados do arroz em relação aos experimentais. dev (%) X Y Tm Tg
Mínimo 1,9 0,7 14,0 9,3 Médio 5,9 2,7 19,9 19,8 Máximo 11,0 4,6 28,4 28,0
A análise das simulações realizadas mostra que o maior erro relativo no cálculo da temperatura ocorreu no caso 6, que tem a vazão do material muito inferior aos demais casos. Além disso, a umidade de entrada do arroz é a mais alta de todos os casos. Esse resultado pode ser devido à baixa vazão do material, que faz com que o arroz passe mais tempo dentro do secador, fazendo-o secar mais e, possivelmente, ultrapasse seu ponto de umidade crítica, passando, então, para o período de taxa de secagem decrescente. Os resultados da simulação de arroz mostram que o modelo tem, além de uma precisão razoável, uma boa versatilidade, podendo ser facilmente adaptado para situações específicas, como materiais diferentes, diferentes condições de processo e de equilíbrio. 7.2 Estudo de Sensibilidade do Modelo Uma vez validado o modelo com casos reais encontrados na literatura, desejou-se conhecer o comportamento do sistema com relação às suas variáveis. Para tanto foi feito um estudo de sensibilidade do modelo com relação a todas as variáveis do processo. Esse estudo permite conhecer que variáveis são mais importantes, quais delas exercem maior influência no produto final.
Por ser um método simplificado e por não representar o comportamento dinâmico de um sistema real, os resultados dessa análise de sensibilidade não podem ser considerados quantitativamente, apenas qualitativamente, servindo de indicativo para análises mais aprofundadas ou para comparar o comportamento do sistema com o comportamento de um secador real.
Foram feitas ao todo onze análises, divididas em grupos, sendo cinco para variáveis
construtivas do secador, três para as variáveis do material e três para as do ar, como mostradas a seguir:
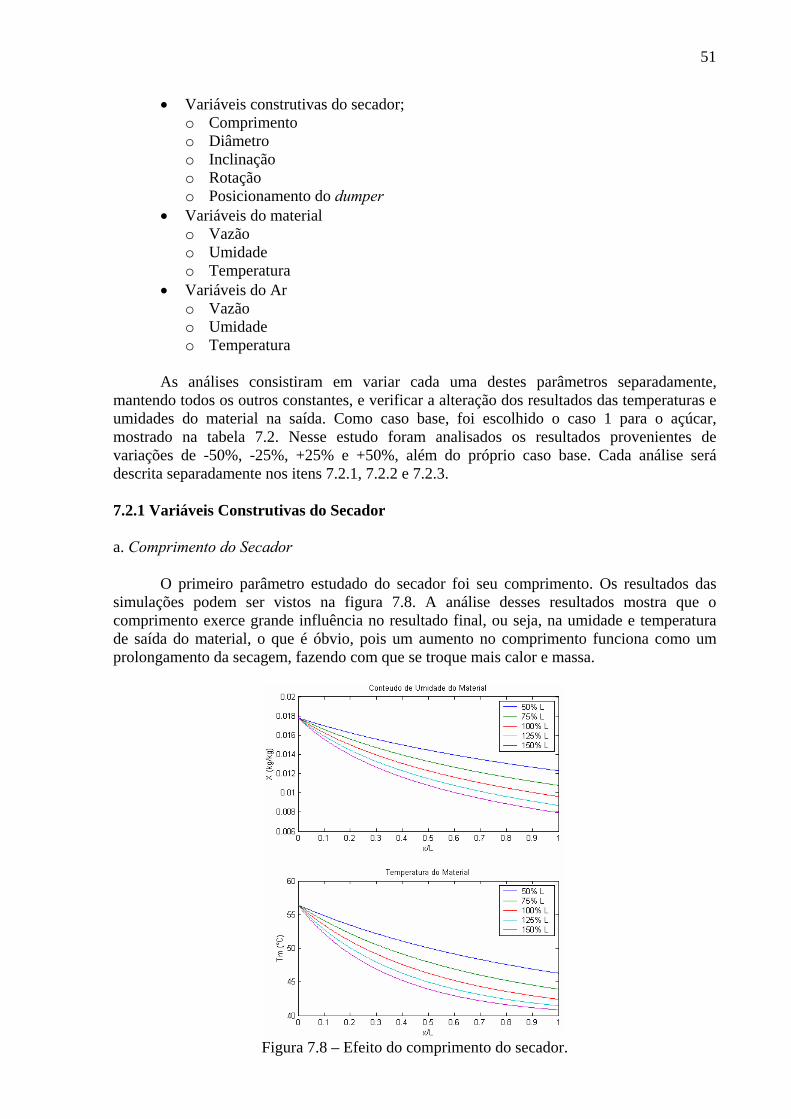
51
• Variáveis construtivas do secador; o Comprimento o Diâmetro o Inclinação o Rotação o Posicionamento do dumper
• Variáveis do material o Vazão o Umidade o Temperatura
• Variáveis do Ar o Vazão o Umidade o Temperatura
As análises consistiram em variar cada uma destes parâmetros separadamente,
mantendo todos os outros constantes, e verificar a alteração dos resultados das temperaturas e umidades do material na saída. Como caso base, foi escolhido o caso 1 para o açúcar, mostrado na tabela 7.2. Nesse estudo foram analisados os resultados provenientes de variações de -50%, -25%, +25% e +50%, além do próprio caso base. Cada análise será descrita separadamente nos itens 7.2.1, 7.2.2 e 7.2.3. 7.2.1 Variáveis Construtivas do Secador a. Comprimento do Secador O primeiro parâmetro estudado do secador foi seu comprimento. Os resultados das simulações podem ser vistos na figura 7.8. A análise desses resultados mostra que o comprimento exerce grande influência no resultado final, ou seja, na umidade e temperatura de saída do material, o que é óbvio, pois um aumento no comprimento funciona como um prolongamento da secagem, fazendo com que se troque mais calor e massa.
Figura 7.8 – Efeito do comprimento do secador.
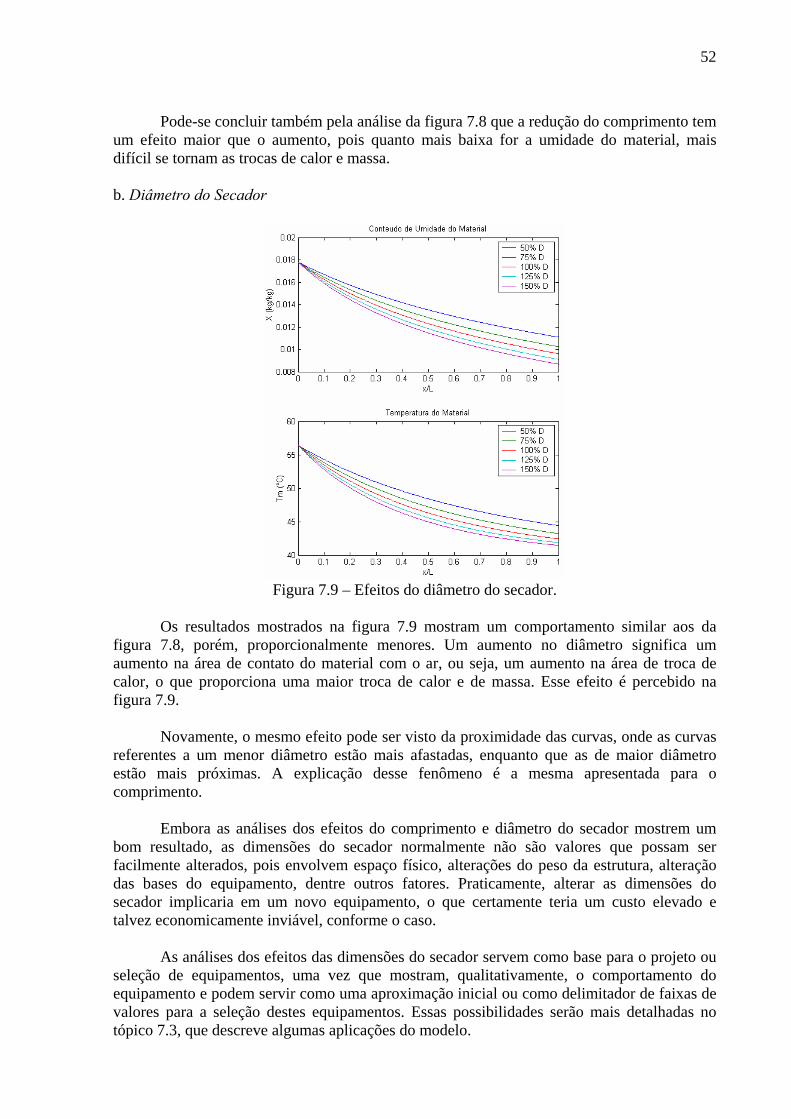
52
Pode-se concluir também pela análise da figura 7.8 que a redução do comprimento tem
um efeito maior que o aumento, pois quanto mais baixa for a umidade do material, mais difícil se tornam as trocas de calor e massa. b. Diâmetro do Secador
Figura 7.9 – Efeitos do diâmetro do secador.
Os resultados mostrados na figura 7.9 mostram um comportamento similar aos da figura 7.8, porém, proporcionalmente menores. Um aumento no diâmetro significa um aumento na área de contato do material com o ar, ou seja, um aumento na área de troca de calor, o que proporciona uma maior troca de calor e de massa. Esse efeito é percebido na figura 7.9.
Novamente, o mesmo efeito pode ser visto da proximidade das curvas, onde as curvas referentes a um menor diâmetro estão mais afastadas, enquanto que as de maior diâmetro estão mais próximas. A explicação desse fenômeno é a mesma apresentada para o comprimento.
Embora as análises dos efeitos do comprimento e diâmetro do secador mostrem um
bom resultado, as dimensões do secador normalmente não são valores que possam ser facilmente alterados, pois envolvem espaço físico, alterações do peso da estrutura, alteração das bases do equipamento, dentre outros fatores. Praticamente, alterar as dimensões do secador implicaria em um novo equipamento, o que certamente teria um custo elevado e talvez economicamente inviável, conforme o caso.
As análises dos efeitos das dimensões do secador servem como base para o projeto ou
seleção de equipamentos, uma vez que mostram, qualitativamente, o comportamento do equipamento e podem servir como uma aproximação inicial ou como delimitador de faixas de valores para a seleção destes equipamentos. Essas possibilidades serão mais detalhadas no tópico 7.3, que descreve algumas aplicações do modelo.
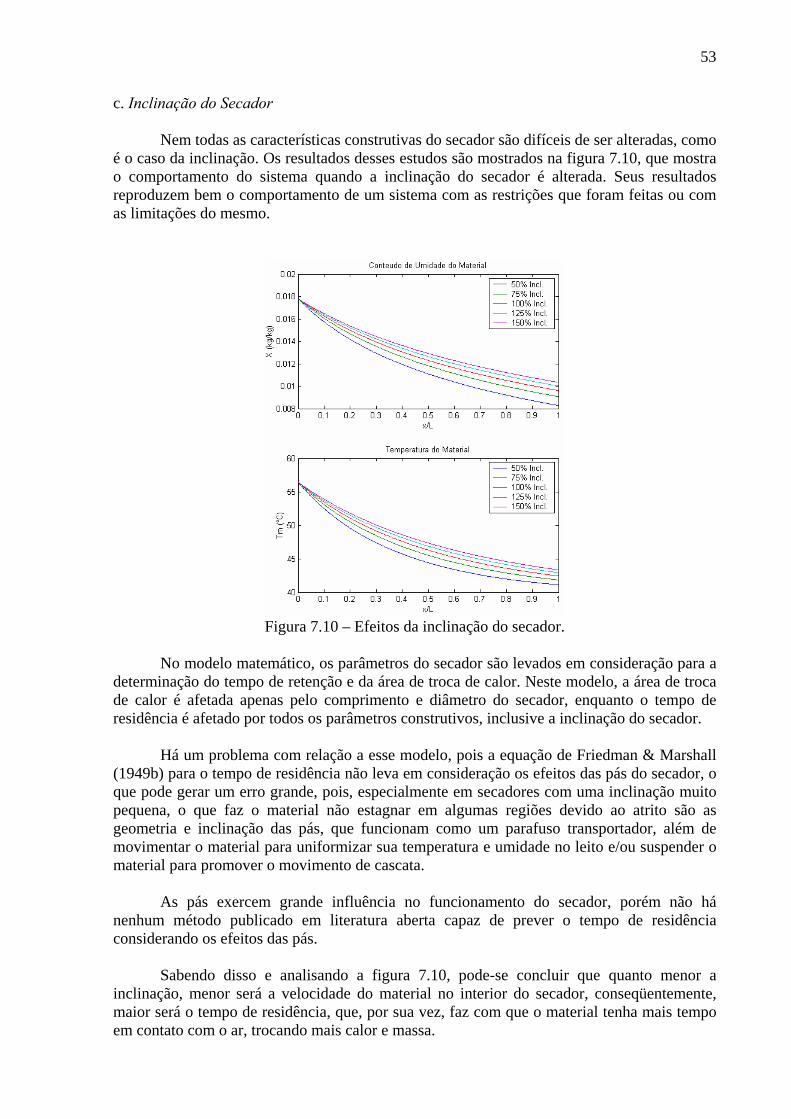
53
c. Inclinação do Secador Nem todas as características construtivas do secador são difíceis de ser alteradas, como é o caso da inclinação. Os resultados desses estudos são mostrados na figura 7.10, que mostra o comportamento do sistema quando a inclinação do secador é alterada. Seus resultados reproduzem bem o comportamento de um sistema com as restrições que foram feitas ou com as limitações do mesmo.
Figura 7.10 – Efeitos da inclinação do secador.
No modelo matemático, os parâmetros do secador são levados em consideração para a determinação do tempo de retenção e da área de troca de calor. Neste modelo, a área de troca de calor é afetada apenas pelo comprimento e diâmetro do secador, enquanto o tempo de residência é afetado por todos os parâmetros construtivos, inclusive a inclinação do secador. Há um problema com relação a esse modelo, pois a equação de Friedman & Marshall (1949b) para o tempo de residência não leva em consideração os efeitos das pás do secador, o que pode gerar um erro grande, pois, especialmente em secadores com uma inclinação muito pequena, o que faz o material não estagnar em algumas regiões devido ao atrito são as geometria e inclinação das pás, que funcionam como um parafuso transportador, além de movimentar o material para uniformizar sua temperatura e umidade no leito e/ou suspender o material para promover o movimento de cascata. As pás exercem grande influência no funcionamento do secador, porém não há nenhum método publicado em literatura aberta capaz de prever o tempo de residência considerando os efeitos das pás. Sabendo disso e analisando a figura 7.10, pode-se concluir que quanto menor a inclinação, menor será a velocidade do material no interior do secador, conseqüentemente, maior será o tempo de residência, que, por sua vez, faz com que o material tenha mais tempo em contato com o ar, trocando mais calor e massa.
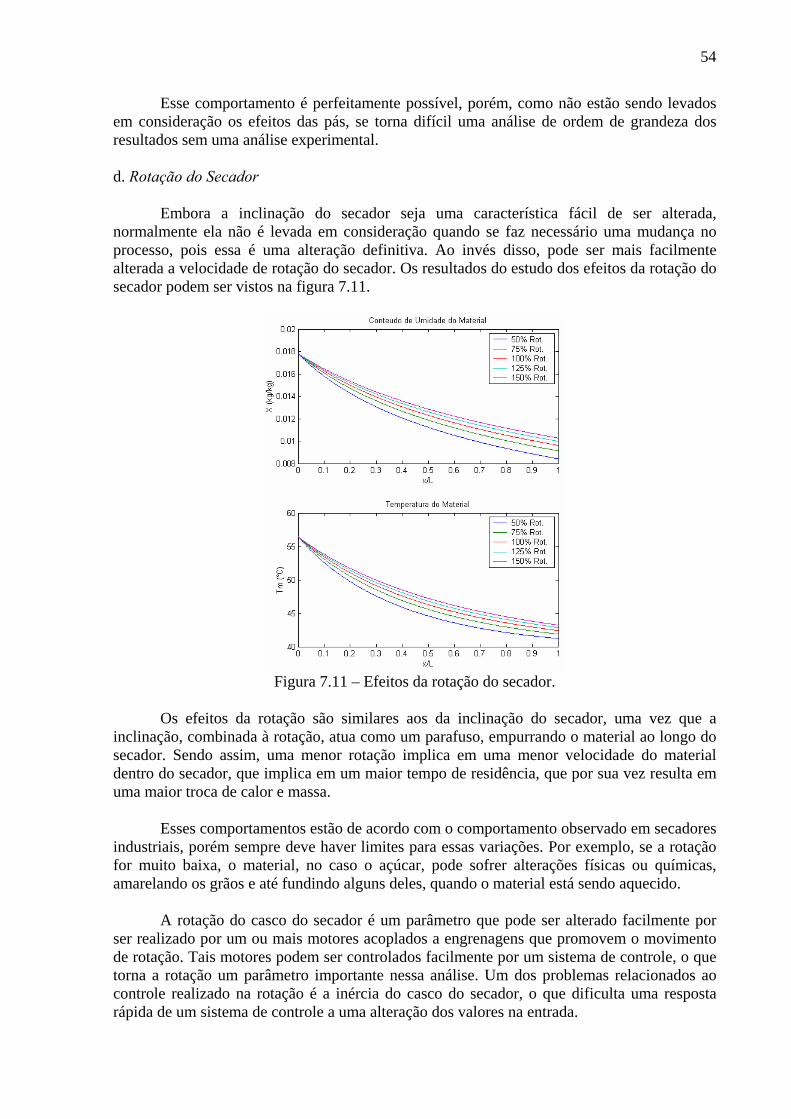
54
Esse comportamento é perfeitamente possível, porém, como não estão sendo levados em consideração os efeitos das pás, se torna difícil uma análise de ordem de grandeza dos resultados sem uma análise experimental. d. Rotação do Secador Embora a inclinação do secador seja uma característica fácil de ser alterada, normalmente ela não é levada em consideração quando se faz necessário uma mudança no processo, pois essa é uma alteração definitiva. Ao invés disso, pode ser mais facilmente alterada a velocidade de rotação do secador. Os resultados do estudo dos efeitos da rotação do secador podem ser vistos na figura 7.11.
Figura 7.11 – Efeitos da rotação do secador.
Os efeitos da rotação são similares aos da inclinação do secador, uma vez que a inclinação, combinada à rotação, atua como um parafuso, empurrando o material ao longo do secador. Sendo assim, uma menor rotação implica em uma menor velocidade do material dentro do secador, que implica em um maior tempo de residência, que por sua vez resulta em uma maior troca de calor e massa. Esses comportamentos estão de acordo com o comportamento observado em secadores industriais, porém sempre deve haver limites para essas variações. Por exemplo, se a rotação for muito baixa, o material, no caso o açúcar, pode sofrer alterações físicas ou químicas, amarelando os grãos e até fundindo alguns deles, quando o material está sendo aquecido. A rotação do casco do secador é um parâmetro que pode ser alterado facilmente por ser realizado por um ou mais motores acoplados a engrenagens que promovem o movimento de rotação. Tais motores podem ser controlados facilmente por um sistema de controle, o que torna a rotação um parâmetro importante nessa análise. Um dos problemas relacionados ao controle realizado na rotação é a inércia do casco do secador, o que dificulta uma resposta rápida de um sistema de controle a uma alteração dos valores na entrada.
55
e. Posicionamento do dumper
Das variáveis construtivas do secador, a mais fácil de ser alterada é o posicionamento do dumper, que pode ser acoplado a um atuador pneumático e facilmente controlado por um sistema desenvolvido para tal.
Os dumpers são paletas na forma de asas, usadas para restringir a área de entrada ou saída, aumentar a perda de carga e controlar vazão no equipamento, mostrados esquematicamente na figura 7.12.
Figura 7.12 Desenho esquemático dos dumpers.
No caso dos secadores, os dumpers são colocados na saída, mas não controlam a
vazão, pois devido à estrutura do material, os dumpers fazem com que aumente a altura da camada de material dentro do secador, diminuindo sua velocidade. Esse efeito é mostrado esquematicamente na figura 7.13.
Figura 7.13 – Desenho esquemático do efeito do posicionamento do dumper.
O modelo não representa diretamente os efeitos da velocidade do material. Foi, então,
considerada uma variação no tempo de retenção sem variar outras características do secador, ou seja, para o mesmo secador, uma variação nos dumpers significa uma variação na altura da camada de material, que por sua vez provoca uma diminuição da velocidade do mesmo, que por sua vez implica numa variação no tempo de residência.
Como não foram encontradas informações construtivas dos dumpers, não foi feita uma
relação direta do fechamento do dumper com a variação do tempo de residência, simplesmente foi analisada a variação no tempo de residência, que representa uma alteração no posicionamento do dumper.
Os resultados exibidos na figura 7.14 mostram o mesmo comportamento que as
variáveis anteriores, pois aumentando o tempo de residência, o material fica em contato com o ar por mais tempo, trocando mais calor e massa.
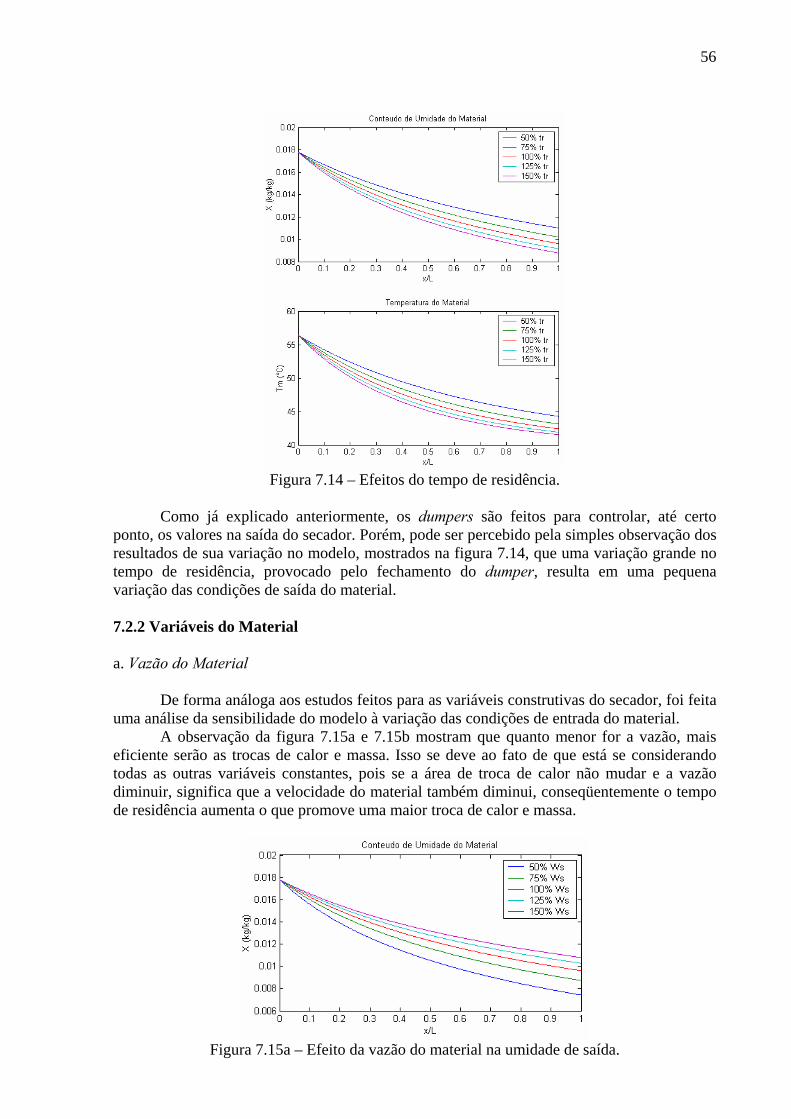
56
Figura 7.14 – Efeitos do tempo de residência.
Como já explicado anteriormente, os dumpers são feitos para controlar, até certo ponto, os valores na saída do secador. Porém, pode ser percebido pela simples observação dos resultados de sua variação no modelo, mostrados na figura 7.14, que uma variação grande no tempo de residência, provocado pelo fechamento do dumper, resulta em uma pequena variação das condições de saída do material. 7.2.2 Variáveis do Material a. Vazão do Material De forma análoga aos estudos feitos para as variáveis construtivas do secador, foi feita uma análise da sensibilidade do modelo à variação das condições de entrada do material. A observação da figura 7.15a e 7.15b mostram que quanto menor for a vazão, mais eficiente serão as trocas de calor e massa. Isso se deve ao fato de que está se considerando todas as outras variáveis constantes, pois se a área de troca de calor não mudar e a vazão diminuir, significa que a velocidade do material também diminui, conseqüentemente o tempo de residência aumenta o que promove uma maior troca de calor e massa.
Figura 7.15a – Efeito da vazão do material na umidade de saída.
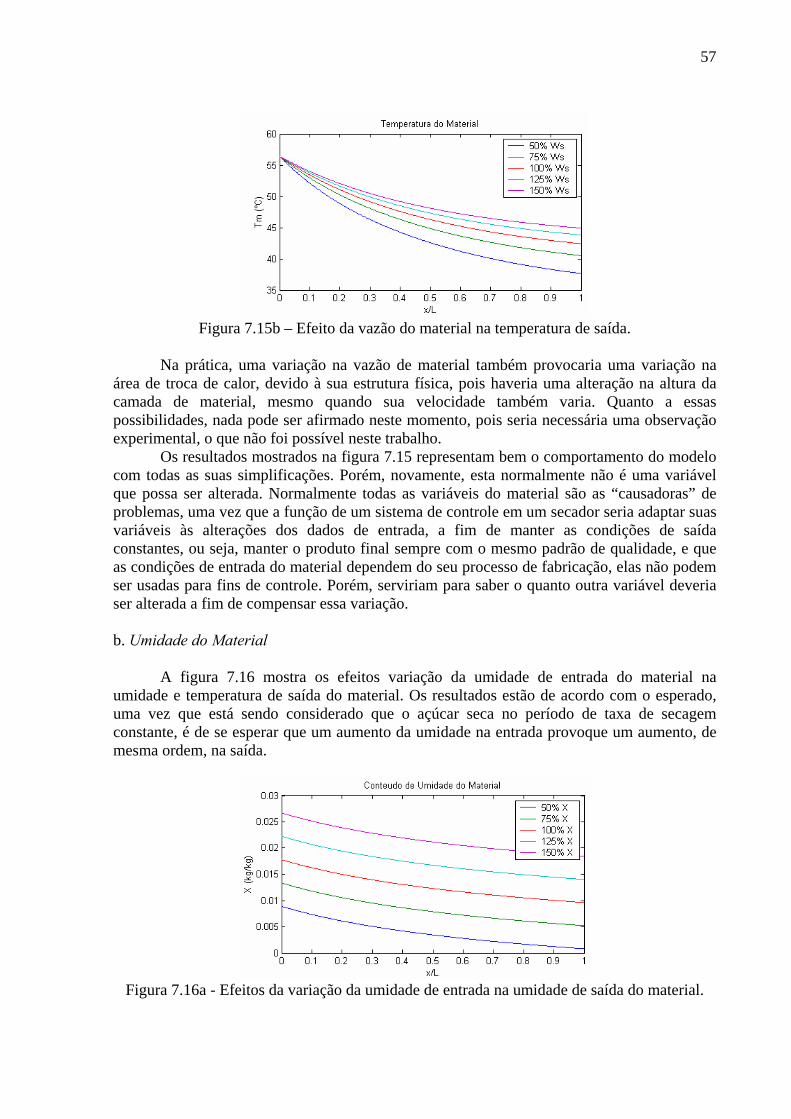
57
Figura 7.15b – Efeito da vazão do material na temperatura de saída.
Na prática, uma variação na vazão de material também provocaria uma variação na área de troca de calor, devido à sua estrutura física, pois haveria uma alteração na altura da camada de material, mesmo quando sua velocidade também varia. Quanto a essas possibilidades, nada pode ser afirmado neste momento, pois seria necessária uma observação experimental, o que não foi possível neste trabalho. Os resultados mostrados na figura 7.15 representam bem o comportamento do modelo com todas as suas simplificações. Porém, novamente, esta normalmente não é uma variável que possa ser alterada. Normalmente todas as variáveis do material são as “causadoras” de problemas, uma vez que a função de um sistema de controle em um secador seria adaptar suas variáveis às alterações dos dados de entrada, a fim de manter as condições de saída constantes, ou seja, manter o produto final sempre com o mesmo padrão de qualidade, e que as condições de entrada do material dependem do seu processo de fabricação, elas não podem ser usadas para fins de controle. Porém, serviriam para saber o quanto outra variável deveria ser alterada a fim de compensar essa variação. b. Umidade do Material A figura 7.16 mostra os efeitos variação da umidade de entrada do material na umidade e temperatura de saída do material. Os resultados estão de acordo com o esperado, uma vez que está sendo considerado que o açúcar seca no período de taxa de secagem constante, é de se esperar que um aumento da umidade na entrada provoque um aumento, de mesma ordem, na saída.
Figura 7.16a - Efeitos da variação da umidade de entrada na umidade de saída do material.

58
Figura 7.16b - Efeitos da variação da umidade de entrada na temperatura de saída do material.
Por outro lado, como as temperaturas do ar e do material são as mesmas na entrada e a quantidade de água evaporada é aproximadamente constante, é de se esperar que as alterações na temperatura de saída não sejam significativas. Novamente é importante conhecer o comportamento do sistema a uma variação dessa natureza, mas não é uma variável que possa ser alterada na prática, mas é importante saber o que fazer quando ela variar devido a alguma alteração no processo de fabricação. c. Temperatura do Material A influência que a temperatura de entrada do material exerce no sistema é mostrada na figura 7.17. Por ela é fácil perceber o efeito principal que é observado na prática: aumentando-se a temperatura, a secagem se dá em um tempo menor, porém a temperatura do material na saída é maior.
Figura 7.17 - Efeitos da variação da temperatura de entrada do material.

59
Aqui, um aumento de temperatura significa, na verdade, um aumento na diferença entre a temperatura do material e a do ar, pois, como mostrado na tabela 7.2, a temperatura do ar na entrada, para este caso, é menor que a do material. Um aumento na diferença de temperatura favorece as trocas de calor, o ar aquece mais rápido e, conseqüentemente, consegue retirar mais água do material, favorecendo também a transferência de massa. Porém o modelo não tem nenhuma restrição quanto a trocas possíveis, ou seja, quando a temperatura foi aumentada de aproximadamente 56 °C a cerca de 85 °C, a umidade no final da secagem foi negativa. Para valores usuais da secagem do açúcar a hipótese de taxa de secagem constante pode ser usada, porém, neste caso, devido à diferença de temperatura, a secagem é tão rápida que passa pelo ponto de umidade crítica do açúcar, entrando no período de taxa de secagem decrescente. Como o modelo “força” o período de taxa de secagem constante, a umidade atinge valores negativos. 7.2.3 Variáveis do Ar a. Vazão do Ar
A figura 7.18 mostra que quanto maior for a vazão de ar, menor será a temperatura do material, pois, como a temperatura do ar é inferior à do material, haverá uma maior massa de ar para retirar calor do material, conseqüentemente, a umidade do material na saída também diminui. Valores muito altos da vazão de ar podem ser prejudiciais ao processo, uma vez que aumentam o arrasto de partículas sólidas, aumentando também as perdas do processo.
Figura 7.18 – Efeitos da vazão de ar.
b. Umidade do Ar
Quanto menor a umidade do ar na entrada, mais água pode ser extraída do material,
portanto menor será sua umidade na saída. A figura 7.19 sumariza esse efeito, mostrando que, além da diminuição da umidade de saída, há também uma diminuição na temperatura do

60
material, isso porque a água retira calor do material para que possa mudar de fase e ser transportada para o ar. Quanto mais umidade for retirada, mais calor será retirado do material e, conseqüentemente, menor será sua temperatura.
Figura 7.19 – Efeitos da umidade do ar.
A umidade do ar seria uma das melhores variáveis para serem otimizadas, pois promove uma secagem mais rápida com uma menor temperatura. Porém os custos para se desumidificar o ar antes da secagem exige toda uma instalação à parte, aumentando muito os custos do equipamento.
A figura 7.20 mostra o efeito da variação da temperatura do ar na entrada nas condições de saída do material. Como o ar está numa temperatura inferior a do material, quanto menor for a temperatura do ar, menor será a temperatura do material na saída, porém diminui a capacidade do ar de reter umidade, o ar fica saturado mais rápido e com isso retira menos umidade do material, deixando a umidade do material maior na saída.
Figura 7.20a – Efeitos da temperatura do ar na umidade de saída do material.
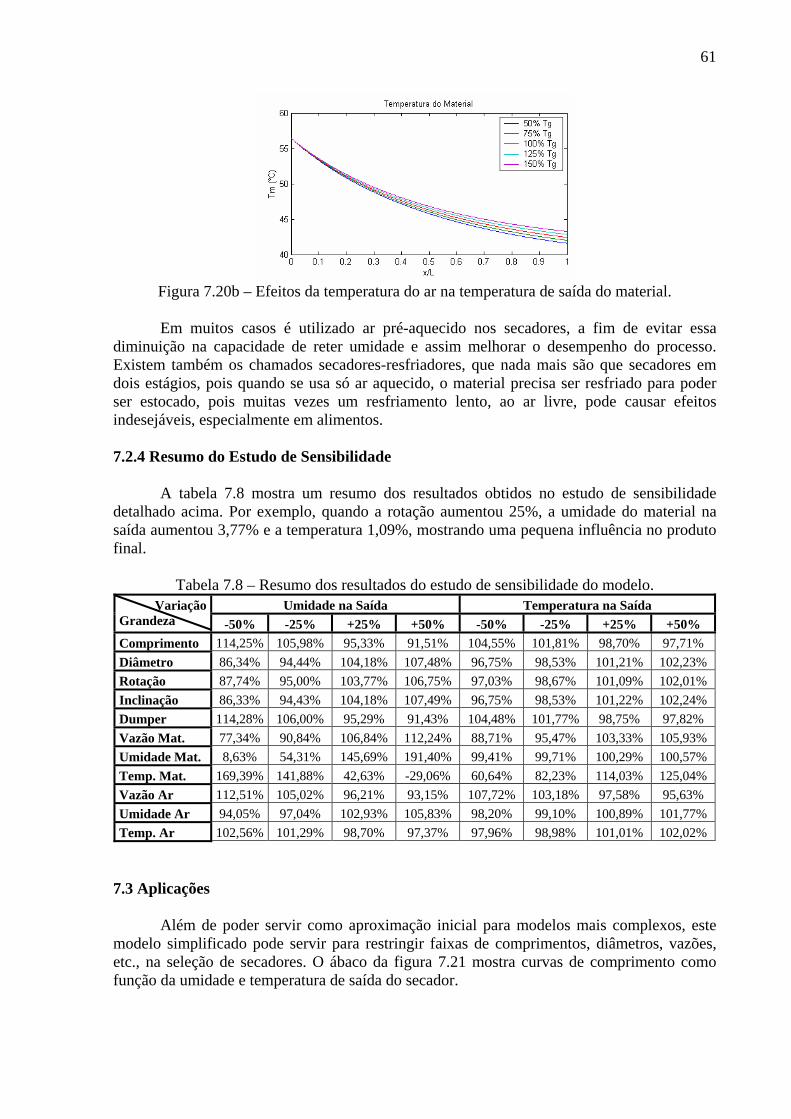
61
Figura 7.20b – Efeitos da temperatura do ar na temperatura de saída do material.
Em muitos casos é utilizado ar pré-aquecido nos secadores, a fim de evitar essa diminuição na capacidade de reter umidade e assim melhorar o desempenho do processo. Existem também os chamados secadores-resfriadores, que nada mais são que secadores em dois estágios, pois quando se usa só ar aquecido, o material precisa ser resfriado para poder ser estocado, pois muitas vezes um resfriamento lento, ao ar livre, pode causar efeitos indesejáveis, especialmente em alimentos. 7.2.4 Resumo do Estudo de Sensibilidade A tabela 7.8 mostra um resumo dos resultados obtidos no estudo de sensibilidade detalhado acima. Por exemplo, quando a rotação aumentou 25%, a umidade do material na saída aumentou 3,77% e a temperatura 1,09%, mostrando uma pequena influência no produto final.
Tabela 7.8 – Resumo dos resultados do estudo de sensibilidade do modelo. Umidade na Saída Temperatura na Saída Variação
Grandeza -50% -25% +25% +50% -50% -25% +25% +50% Comprimento 114,25% 105,98% 95,33% 91,51% 104,55% 101,81% 98,70% 97,71% Diâmetro 86,34% 94,44% 104,18% 107,48% 96,75% 98,53% 101,21% 102,23% Rotação 87,74% 95,00% 103,77% 106,75% 97,03% 98,67% 101,09% 102,01% Inclinação 86,33% 94,43% 104,18% 107,49% 96,75% 98,53% 101,22% 102,24% Dumper 114,28% 106,00% 95,29% 91,43% 104,48% 101,77% 98,75% 97,82% Vazão Mat. 77,34% 90,84% 106,84% 112,24% 88,71% 95,47% 103,33% 105,93% Umidade Mat. 8,63% 54,31% 145,69% 191,40% 99,41% 99,71% 100,29% 100,57% Temp. Mat. 169,39% 141,88% 42,63% -29,06% 60,64% 82,23% 114,03% 125,04% Vazão Ar 112,51% 105,02% 96,21% 93,15% 107,72% 103,18% 97,58% 95,63% Umidade Ar 94,05% 97,04% 102,93% 105,83% 98,20% 99,10% 100,89% 101,77% Temp. Ar 102,56% 101,29% 98,70% 97,37% 97,96% 98,98% 101,01% 102,02%
7.3 Aplicações Além de poder servir como aproximação inicial para modelos mais complexos, este modelo simplificado pode servir para restringir faixas de comprimentos, diâmetros, vazões, etc., na seleção de secadores. O ábaco da figura 7.21 mostra curvas de comprimento como função da umidade e temperatura de saída do secador.
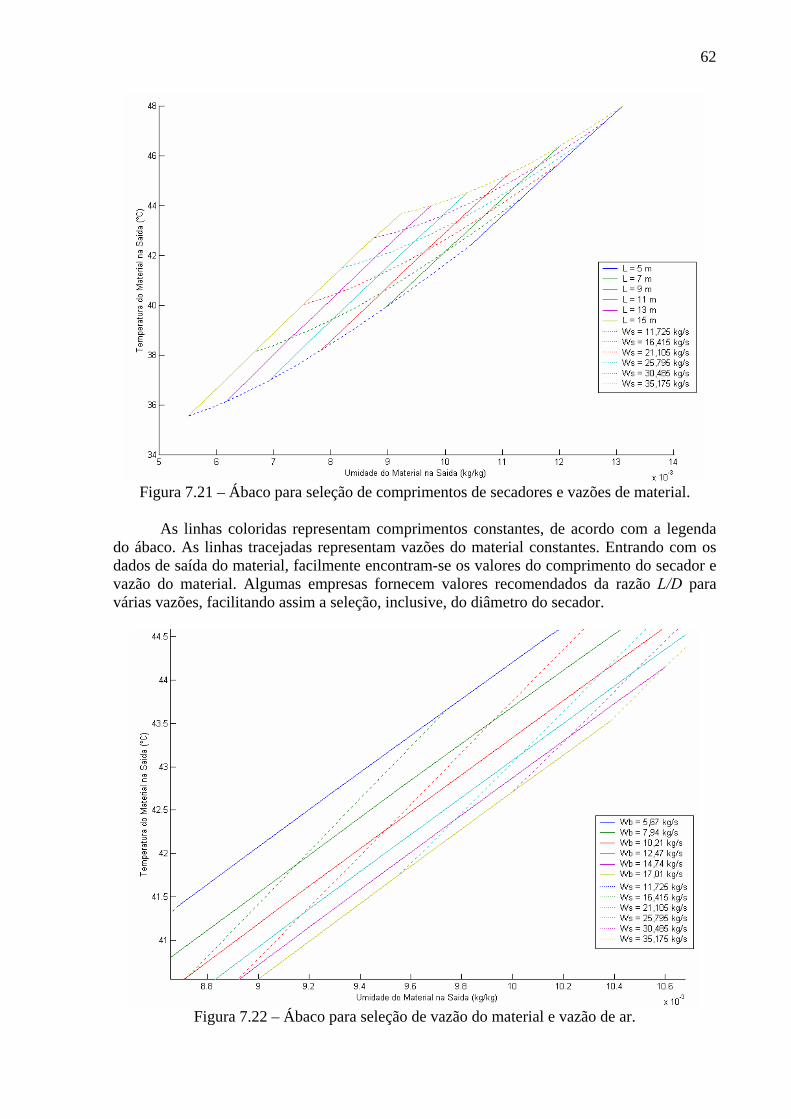
62
Figura 7.21 – Ábaco para seleção de comprimentos de secadores e vazões de material.
As linhas coloridas representam comprimentos constantes, de acordo com a legenda do ábaco. As linhas tracejadas representam vazões do material constantes. Entrando com os dados de saída do material, facilmente encontram-se os valores do comprimento do secador e vazão do material. Algumas empresas fornecem valores recomendados da razão L/D para várias vazões, facilitando assim a seleção, inclusive, do diâmetro do secador.
Figura 7.22 – Ábaco para seleção de vazão do material e vazão de ar.
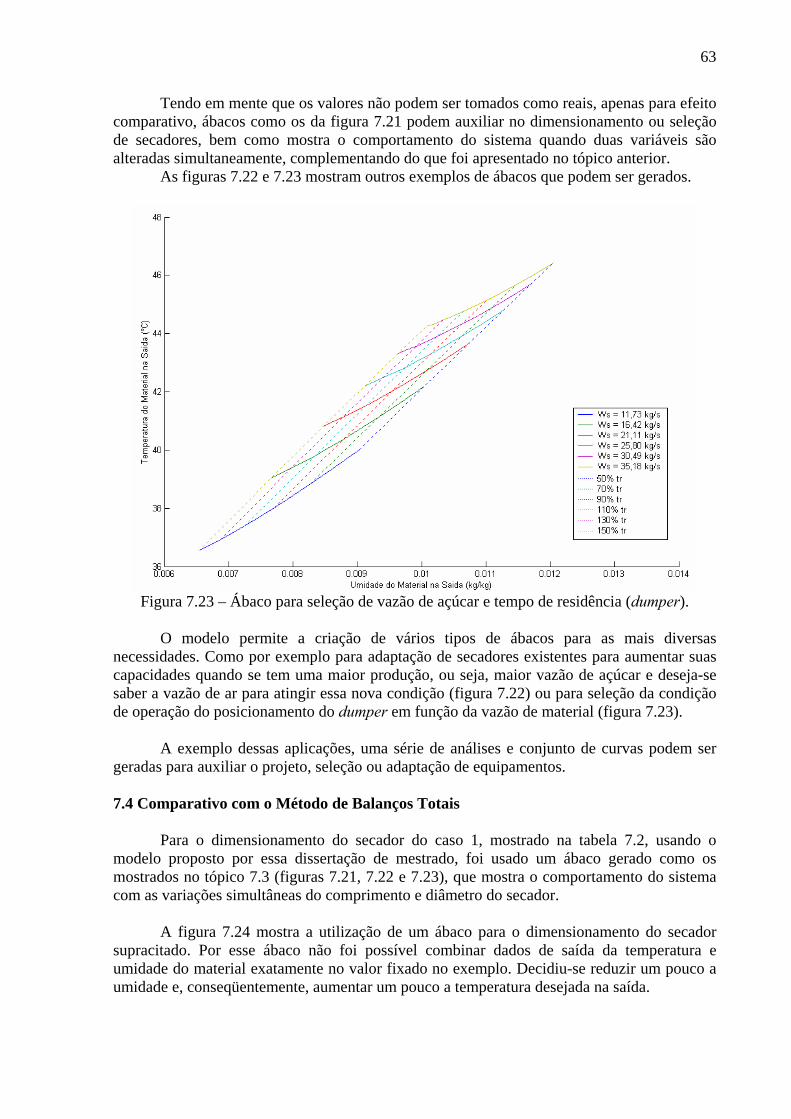
63
Tendo em mente que os valores não podem ser tomados como reais, apenas para efeito comparativo, ábacos como os da figura 7.21 podem auxiliar no dimensionamento ou seleção de secadores, bem como mostra o comportamento do sistema quando duas variáveis são alteradas simultaneamente, complementando do que foi apresentado no tópico anterior. As figuras 7.22 e 7.23 mostram outros exemplos de ábacos que podem ser gerados.
Figura 7.23 – Ábaco para seleção de vazão de açúcar e tempo de residência (dumper).
O modelo permite a criação de vários tipos de ábacos para as mais diversas necessidades. Como por exemplo para adaptação de secadores existentes para aumentar suas capacidades quando se tem uma maior produção, ou seja, maior vazão de açúcar e deseja-se saber a vazão de ar para atingir essa nova condição (figura 7.22) ou para seleção da condição de operação do posicionamento do dumper em função da vazão de material (figura 7.23). A exemplo dessas aplicações, uma série de análises e conjunto de curvas podem ser geradas para auxiliar o projeto, seleção ou adaptação de equipamentos. 7.4 Comparativo com o Método de Balanços Totais Para o dimensionamento do secador do caso 1, mostrado na tabela 7.2, usando o modelo proposto por essa dissertação de mestrado, foi usado um ábaco gerado como os mostrados no tópico 7.3 (figuras 7.21, 7.22 e 7.23), que mostra o comportamento do sistema com as variações simultâneas do comprimento e diâmetro do secador.
A figura 7.24 mostra a utilização de um ábaco para o dimensionamento do secador supracitado. Por esse ábaco não foi possível combinar dados de saída da temperatura e umidade do material exatamente no valor fixado no exemplo. Decidiu-se reduzir um pouco a umidade e, conseqüentemente, aumentar um pouco a temperatura desejada na saída.

64
Figura 7.24 – Seleção do comprimento do secador para o caso 1.
Pela figura 7.24 pode-se ver que a temperatura na saída teve que ser alterada para pouco mais de 42,4 °C para garantir que com a vazão dada a umidade do material na saída alcançasse o valor de 0,00978 kg/kg, próximo do valor desejado. Pelo gráfico, os valores encontrados foram L = 9,0 m e D ≅ 3,36 m. A tabela 7.9 mostra um comparativo dos resultados obtidos para o dimensionamento do secador do caso 1 do capítulo 7 pelos métodos de balanços totais e pelo proposto por este trabalho. Pode-se ver a discrepância dos valores calculados do comprimento pelo método de balanços totais.
Tabela 7.9 – Comparativo dos Métodos para o Dimensionamento.
Grandeza Valores Reais Método de Balanços Totais
Método deste Trabalho
Comprimento 9,75 m 18,8 – 22,5 m 9,0 m Diâmetro 3,05 m 3,35 m 3,36 m Rotação 3,3 rpm - - Inclinação 2,5° - -
Com esses resultados, pode-se ver claramente que o método de balanços totais, que ainda é usado na indústria (COOPERSUCAR, 2000), fornece secadores com dimensões, em especial o comprimento, muito acima do que deveria ser, tornando o projeto muito mais caro e requerendo um espaço muito maior na fábrica.
Assim, o modelo pode ser utilizado para a criação de ábacos que orientem na seleção de parâmetros de operação e detalhes construtivos do secador, mostrando que, mesmo sendo um modelo simplificado, pode ser de grande utilidade na indústria e para pesquisas.
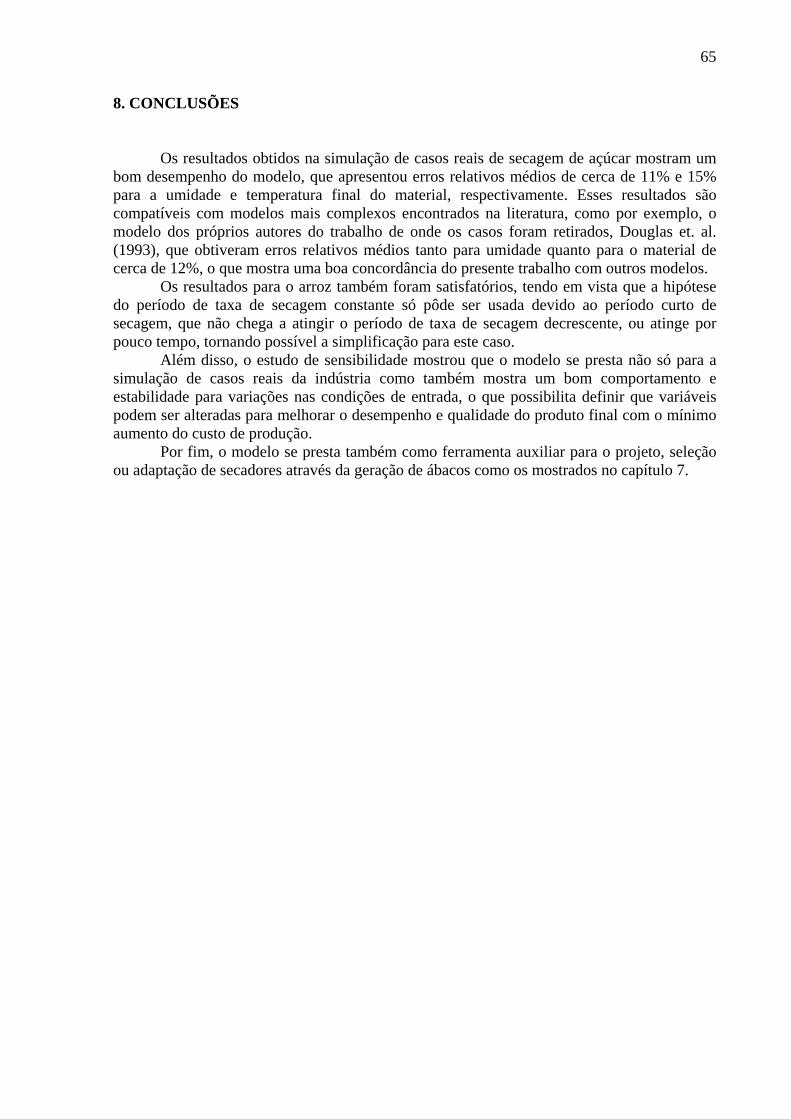
65
8. CONCLUSÕES
Os resultados obtidos na simulação de casos reais de secagem de açúcar mostram um bom desempenho do modelo, que apresentou erros relativos médios de cerca de 11% e 15% para a umidade e temperatura final do material, respectivamente. Esses resultados são compatíveis com modelos mais complexos encontrados na literatura, como por exemplo, o modelo dos próprios autores do trabalho de onde os casos foram retirados, Douglas et. al. (1993), que obtiveram erros relativos médios tanto para umidade quanto para o material de cerca de 12%, o que mostra uma boa concordância do presente trabalho com outros modelos.
Os resultados para o arroz também foram satisfatórios, tendo em vista que a hipótese do período de taxa de secagem constante só pôde ser usada devido ao período curto de secagem, que não chega a atingir o período de taxa de secagem decrescente, ou atinge por pouco tempo, tornando possível a simplificação para este caso.
Além disso, o estudo de sensibilidade mostrou que o modelo se presta não só para a simulação de casos reais da indústria como também mostra um bom comportamento e estabilidade para variações nas condições de entrada, o que possibilita definir que variáveis podem ser alteradas para melhorar o desempenho e qualidade do produto final com o mínimo aumento do custo de produção. Por fim, o modelo se presta também como ferramenta auxiliar para o projeto, seleção ou adaptação de secadores através da geração de ábacos como os mostrados no capítulo 7.
66
9. RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Sugere-se a continuação deste trabalho nas seguintes linhas:
• Modificar o modelo para tirar algumas de suas simplificações; • Realizar experimentos para levantar a isoterma de sorção do açúcar; • Determinar o conteúdo de umidade crítica para o açúcar e considerar o período de taxa
de secagem decrescente;
• Considerar mecanismos de transporte de umidade dentro do sólido e determinar a predominância ou o período de predominância de cada um, difusão e capilaridade;
• Realizar experimentos para levantamento dos valores do coeficiente global; • Desenvolver um modelo dinâmico de simulação, levando em consideração as
variações com o tempo e não só com o deslocamento; • Considerar os efeitos das pás e de sua geometria;
• Considerar os efeitos da movimentação do material granular dentro do secador;
• Desenvolver um protótipo para testes.
67
10. REFERÊNCIAS BIBLIOGRÁFICAS Ashworth, J. C., 1980, Moisture in Solids, In: Handbook of Industrial Solids Drying.
Institution of Chemical Engineers, A Continuing Education Course, Birmingham. Brasil, C. G., & Seckler, M. M., 1988, A model for rotary drying of granular fertilisers, In
Proceedings of the sixth international drying symposium, vol. 1, pp. 247-256. Baker, C. G. J., 1983, Cascading rotary dryer, Advances in drying, vol. 2, pp. 1–51. Brockmann, M.C., 1973, Intermediate Moisture Foods, in W.B. van Arsdel, M.J. Copley, A.I.
Morgan (Eds.) Food Dehydration, The AVI Publishing Co., Westport. Capriste, G. H. & Rotstein, E., 1982, Prediction of sorptional equilibrium for starch-
containing foodstuffs, Journal of Food Science, n. 47, pp. 1501-1507. COOPERSUCAR, Cooperativa dos Produtores de Cana, Açucar e Álcool de São Paulo, 2000,
Manual de Centrifugação e Secagem de Açúcar. COOPERSUCAR, Cooperativa dos Produtores de Cana, Açucar e Álcool de São Paulo, 2004.
(http://www.coopersucar.com.br/) Crank, J., 1975, The mathematics of diffusion, Oxford University Press, Ely House. Douglas, P. L., Kwade, A., Lee, P. L., & Mallick, S. K., 1993, Simulation of a rotary dryer
for sugar crystalline, Drying Technology, vol. 11, n. 1, pp. 129-155. Fernandes, C. P., 1990, Estudo dos Processos de Condensação e Migração de Umidade em
Meios Porosos Consolidados. Análise Experimental de uma Argamassa de Cal e Cimento., Dissertação de Mestrado, Universidade Federal de Santa Catarina.
Fortes, M. & Okos, M., 1980, Drying theories: their bases and limitations as applied to food
and grains, Advances in drying, vol. 1, pp. 119-154. Friedman, S. J., & Marshall, W. R., Jr., 1949a, Studies in rotary drying. Part I: Holdup and
dusting, Chemical Engineering Progress, vol. 45, n. 8, pp. 482–493. Friedman, S. J., & Marshall, W. R., Jr., 1949b, Studies in rotary drying. Part II: Heat and
mass transfer, Chemical Engineering Progress, vol. 45, n. 9, pp. 573–588. Geankoplis, C.J., 1993, Transport Processes and Unit Operations, 3rd Edition, Prentice Hall,
Englewood Cliffs. Global21, Notícias, 2004. (http://www.global21.com.br/materias/materia.asp?cod=6118&tipo
=noticia) Iglesias, H.A., Chirife, J., 1982, Handbook of Food Isotherms: Water Sorption Parameters for
Food and Food Components, Academic Press, New York.
68
Iguaz, A., Esnoz, A., Martínez, G., López, A., & Vírseda, P., 2003, Mathematical modelling and simulation for the drying process of vegetable wholesale by-products in a rotary dryer, Journal of Food Engineering, n. 59, pp. 151-160.
Instituto Cultural Bandepe, História Cultural de Pernambuco, 2004.
(http://www.culturalbandepe.com.br/espaco5.htm) Kavkazov, J. L., 1952, Leather and Moisture Interaction, Gizlegprom. Keey, R. B., 1972, Drying principles and practice, Pergamon. Keey, R.B., 1978, Introduction to Industrial Drying Operations, Pergamon Press, Oxford. Keey, R.B., 1992, Drying of Loose and Particulate Materials, Hemisphere, Washington. Krevelen, V. D. W., & Hoftljzer, P. J., 1949, Drying of granulated materials, Part 1 and 2,
Society of Chemical Industry, n. 68, pp. 59-66 and 91-97. Labuza, T., 1990, Creation of moisture sorption isotherms for hygroscopic materials. Luikov, A. V., 1968, Drying Theory, Energia. Matchett, A. J., & Baker, G. J., 1987, Particle residence time in cascading rotary dryers. Part
I: Derivation of the two-stream model, Journal of Separation Process Technology, n. 8, pp. 11–17.
Matchett, A. J., & Baker, G. J., 1988, Particle residence time in cascading rotary dryers. Part
II: Application of the two-stream model to experimental and industrial data, Journal of Separation Process Technology, n. 9, pp. 5-13.
Matchett, A. J., & Sheikh, M. S., 1990, An improved model of particle motion in cascading
rotary dryer, Transactions of the Institution of Chemical Engineers, vol. 68, part A, pp. 139-148.
McCormick, P. Y., 1962, Gas velocity effects on heat transfer in direct heat rotary dryers,
Chemical Engineering Progress, vol. 58, n. 6, pp. 57- 62. Mendes, N., 1997, Modelos para Previsão da Transferência de Calor e de Umidade em
Elementos Porosos de Edificações, Tese de Doutorado, Universidade Federal de Santa Catarina.
Ming, Celso, Petróleo versus Álcool - Melhor para o Brasil?, Jornal A Tribuna, Santos,
15/05/2004, Colunas. Ministério das Relações Exteriores, Divisão Política – Pernambuco, 2004.
(http://www.mre.gov.br/cdbrasil/itamaraty/web/port/divpol/nordeste/pe/apresent/) Mujumdar, A. S., 1997, Drying fundamentals, in Industrial drying of foods, Ed. Baker, C. G.
J. Myklestad, O., 1963, Heat and mass transfer in rotary dryers, Chemical Engineering
Progress Symposium Series, vol. 59, n. 41, pp. 129–137.

69
Perkin, R. M., 1983, Drying of porous materials with eletromagnetic energy generated at
radio and microwave frequencies, ECRC Report. Perry, R. H. & Green, D. W., 1999, Chemical Engineer’s Handbook, McGraw-Hill. Ranz, W. E., & Marshall, W. R., 1952, Evaporation of drops, Part I and II, Chemical
Engineering Progress, vol. 48, n. 3, pp. 141-146 and 173-180. Rastikian, K., Capart, J. & Benchimol, J., 1999, Modelling of sugar drying in countercurrent
cascading rotay dryer from stationary profiles of temperature and moisture, Journal of Food Engineering, n. 41, pp. 193-201.
Rockland, L. B., & Beuchat, L. R., 1987, Water activity: theory and applications to food,
Marcel Dekker. Schofield, F. R. & Glikin, P. G., 1962, Rotary dryers and coolers for granular fertilizers,
Transactions of the Institution of Chemical Engineers, n. 40, pp. 183-190. Sharples, K., Glikin, P. G. & Warne, R., 1964, Computer simulation of rotary dryers,
Transactions of the Institution of Chemical Engineers, n. 42, pp. 275-284. Shields, D., 1990, Dryer station evaluation, Sugar Mills Group, University of Queensland. Silva, J. de S. e, 2000, Secagem e armazenamento de produtos agrícolas, Aprenda Fácil. Strumillo, C. & Kudra, T., 1986, Drying: principles, applications and design, Gordon &
Breach. Wang, F. Y., Cameron, I. T., Lister, J. D., & Douglas, P. L., 1993, A distributed parameter
approach to the dynamics of rotary drying processes. Drying Technology, 11(7), pp. 1641-1656.
Williams-Gardner, A., 1971,Industrial Drying, p. 1, Leonard Hill, London. Wolf, W., Spiess, W.E.L., Jung, G., 1985, Sorption Isotherms and Water Activity of Food
Materials, Elsevier, Amsterdam. Van Brakel, J. & Heertjes, P. M., 1974, International Journal of Heat and Mass Transfer, n.
17, pp. 1093. Vargas, M., Lopez, J. & Martínez, J., 1997, Drying of rice and sorghum in a rotary dryer,
Proceedings of the Inter-American Drying Conference (IADC), pp. 218-225.
70
APÊNDICE I
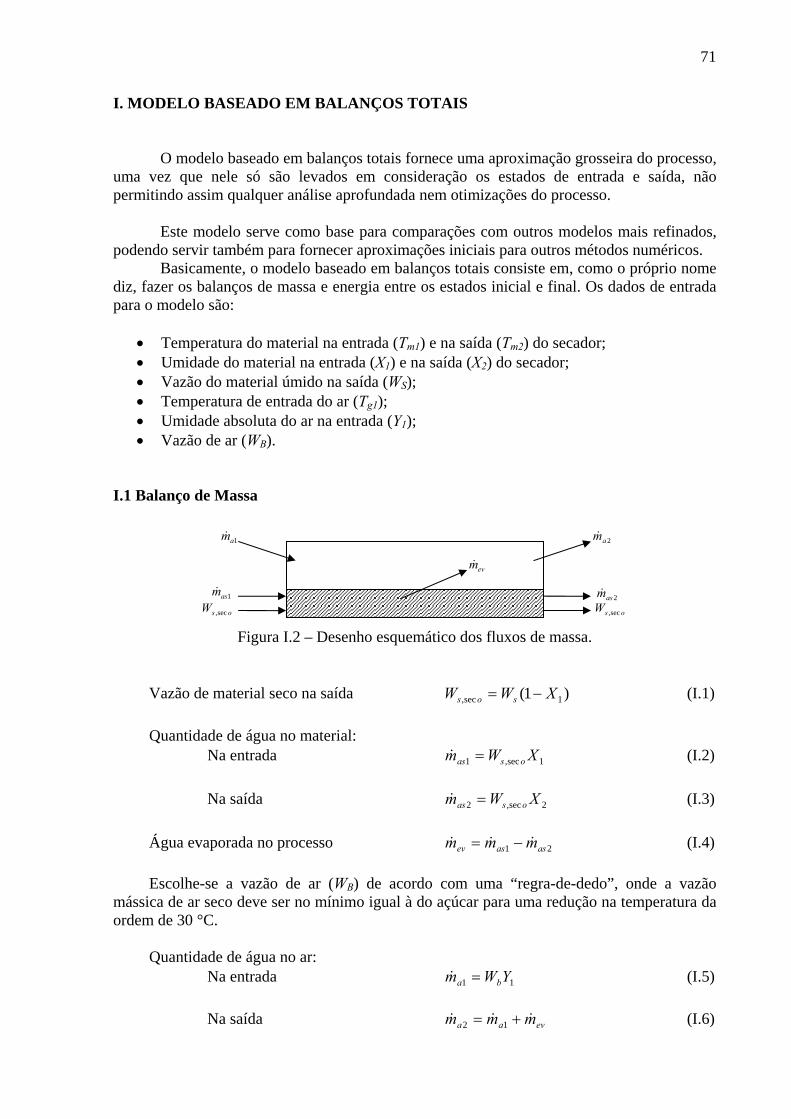
71
I. MODELO BASEADO EM BALANÇOS TOTAIS
O modelo baseado em balanços totais fornece uma aproximação grosseira do processo, uma vez que nele só são levados em consideração os estados de entrada e saída, não permitindo assim qualquer análise aprofundada nem otimizações do processo.
Este modelo serve como base para comparações com outros modelos mais refinados,
podendo servir também para fornecer aproximações iniciais para outros métodos numéricos. Basicamente, o modelo baseado em balanços totais consiste em, como o próprio nome
diz, fazer os balanços de massa e energia entre os estados inicial e final. Os dados de entrada para o modelo são:
• Temperatura do material na entrada (Tm1) e na saída (Tm2) do secador; • Umidade do material na entrada (X1) e na saída (X2) do secador; • Vazão do material úmido na saída (WS); • Temperatura de entrada do ar (Tg1); • Umidade absoluta do ar na entrada (Y1); • Vazão de ar (WB).
I.1 Balanço de Massa
Figura I.2 – Desenho esquemático dos fluxos de massa.
Vazão de material seco na saída )1( 1sec, XWW sos −= (I.1) Quantidade de água no material:
Na entrada 1sec,1 XWm osas =& (I.2) Na saída 2sec,2 XWm osas =& (I.3)
Água evaporada no processo 21 asasev mmm &&& −= (I.4) Escolhe-se a vazão de ar (WB) de acordo com uma “regra-de-dedo”, onde a vazão
mássica de ar seco deve ser no mínimo igual à do açúcar para uma redução na temperatura da ordem de 30 °C.
Quantidade de água no ar: Na entrada 11 YWm ba =& (I.5) Na saída evaa mmm &&& += 12 (I.6)
1asm& 2asm&
2am&1am&
evm&
osW sec, osW sec,
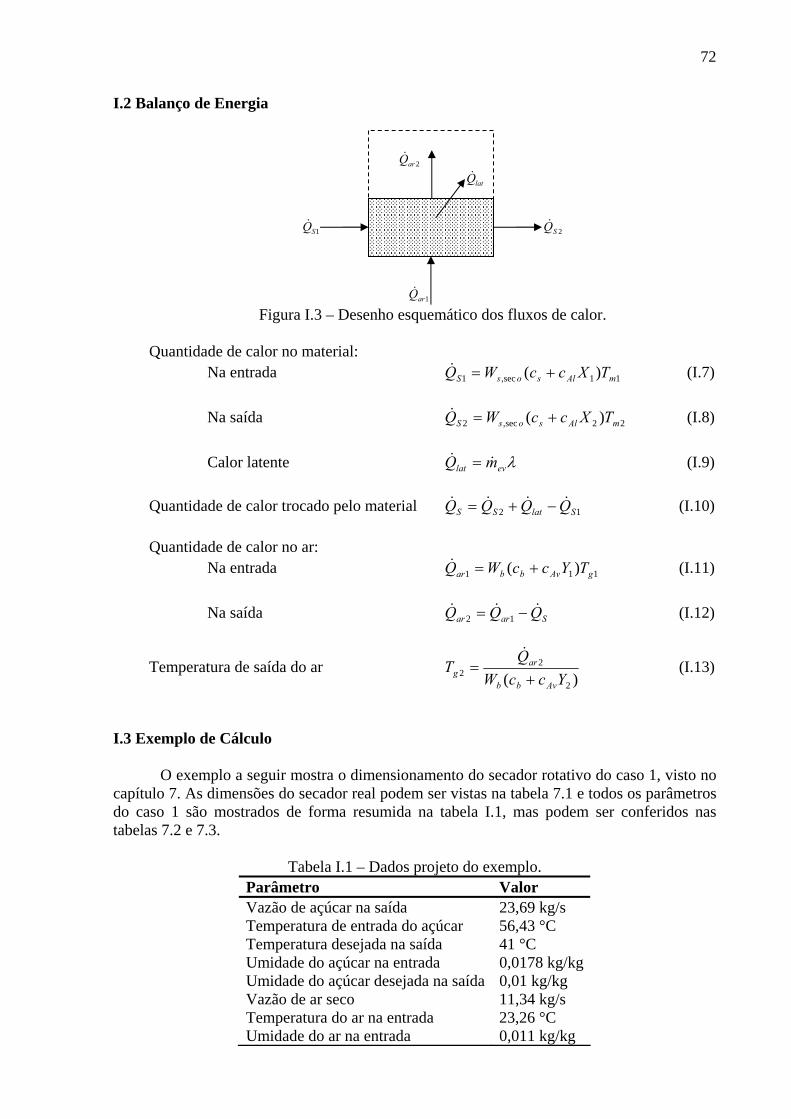
72
I.2 Balanço de Energia
Figura I.3 – Desenho esquemático dos fluxos de calor.
Quantidade de calor no material: Na entrada 11sec,1 )( mAlsosS TXccWQ +=& (I.7) Na saída 22sec,2 )( mAlsosS TXccWQ +=& (I.8) Calor latente λevlat mQ && = (I.9) Quantidade de calor trocado pelo material 12 SlatSS QQQQ &&&& −+= (I.10) Quantidade de calor no ar: Na entrada 111 )( gAvbbar TYccWQ +=& (I.11) Na saída Sarar QQQ &&& −= 12 (I.12)
Temperatura de saída do ar )( 2
22 YccW
QT
Avbb
arg +=
& (I.13)
I.3 Exemplo de Cálculo O exemplo a seguir mostra o dimensionamento do secador rotativo do caso 1, visto no capítulo 7. As dimensões do secador real podem ser vistas na tabela 7.1 e todos os parâmetros do caso 1 são mostrados de forma resumida na tabela I.1, mas podem ser conferidos nas tabelas 7.2 e 7.3.
Tabela I.1 – Dados projeto do exemplo. Parâmetro Valor Vazão de açúcar na saída 23,69 kg/s Temperatura de entrada do açúcar 56,43 °C Temperatura desejada na saída 41 °C Umidade do açúcar na entrada 0,0178 kg/kg Umidade do açúcar desejada na saída 0,01 kg/kg Vazão de ar seco 11,34 kg/s Temperatura do ar na entrada 23,26 °C Umidade do ar na entrada 0,011 kg/kg
1SQ& 2SQ&
latQ&
1arQ&
2arQ&
73
Em seguida é feito o mesmo dimensionamento usando o modelo proposto por este
trabalho e é feita uma comparação de ambos os resultados. I.3.1 Modelo de Balanços Totais I.3.1.1 Balanço de Massa
Vazão de material seco na saída 45,23)01,01(69,23sec, =−=osW kg/s (I.14)
Quantidade de água no material:
Na entrada 4174,00178,045,231 =×=asm& kg/s (I.15)
Na saída
2345,001,045,232 =×=asm& kg/s (I.16)
Água evaporada no processo 1829,02345,04174,0 =−=evm& kg/s (I.17) Quantidade de água no ar: Na entrada 1247,0011,034,111 =×=am& kg/s (I.18) Na saída 3076,01829,01247,02 =+=am& kg/s (I.19)
I.3.1.2 Balanço de Energia
Quantidade de calor no material: Na entrada 62,176043,56)0178,0185,4256,1(45,231 =×+=SQ& kJ/s (I.20) Na saída 82,124741)01,0185,4256,1(45,232 =×+=SQ& kJ/s (I.21) Calor latente 57,4465,24411829,0 =×=latQ& kJ/s (I.22) Quantidade de calor trocada pelo material 23,6662,176057,44682,1247 −=−+=SQ& kJ/s (I.23) Quantidade de calor no ar: Na entrada 54,27026,23)011,088,1005,1(34,111 =×+=arQ& kJ/s (I.24) Na saída

74
77,336)23,66(54,2702 =−−=arQ& kJ/s (I.25) Temperatura de saída do ar
12,28)0271,088,1005,1(34,11
77,3362 =
×+=gT °C (I.26)
I.3.1.3 Dimensionamento Sabe-se que velocidades do ar acima de 1,5 m/s resulta em um arraste elevado de partículas finas. É recomendado usar velocidades entre 1,0 e 1,5 m/s. Escolhe-se 1,2 m/s. Logo:
35,32,11037,1)3076,034,11(44
4,
2, =
××+
==⇒×=ππρ
πρ v
WDvDW
ar
umidB
ar
umidB m
Para o comprimento, com uma rotação de 4 rpm têm-se um tempo de retenção de 10 minutos. Considera-se também que a quantidade e tamanho das aletas sejam suficientes para reter 10% do volume do secador em açúcar sem formar camada de açúcar no fundo do secador. Assim: Volume de açúcar no interior do secador:
55,16850
601045,23sec, =××
==açúcar
roSaçúcar
tWV
ρm3
Logo:
78,1855,161,0435,3 2
=⇒=×× LLπ m
Como a rotação nesse caso é de 3,3 rpm e não 4 rpm, e como visto no capítulo 7, uma rotação menor implica em um tempo de residência maior, o que implica que o comprimento nesse caso será ainda maior. Considerando que com 3,3 rpm o tempo de retenção seja da ordem de 12 minutos, o comprimento seria, então, L = 22,53 m.

75
APÊNDICE II
76
II. PROCESSO DE FABRICAÇÃO DO AÇÚCAR II.1 Introdução A secagem não é uma operação isolada, é uma parte, uma etapa de um processo mais amplo. No âmbito do presente trabalho, a secagem é uma etapa do processo de fabricação do açúcar. Para se conhecer bem as condições do processo de secagem se faz necessário o conhecimento do processo como um todo, pois alterações em uma etapa podem influenciar todo o processo e conseqüentemente o produto final ou o seu custo de fabricação. II.2 A Matéria-Prima do Açúcar no Brasil
O açúcar existe na natureza em vários alimentos e plantas. Algumas têm teores maiores que outras, o que as tornam mais propícias para o cultivo com a finalidade de produzir açúcar.
No Brasil, o açúcar é produzido a partir da cana-de-açúcar, enquanto na Europa é quase que totalmente produzido a partir da beterraba. O álcool brasileiro também é extraído da cana-de-açúcar, o que aumenta o rendimento global do processo, evitando perdas e aproveitando ao máximo a matéria prima.
Figura II.1 – Lavoura de cana de açúcar.
O açúcar é produzido e armazenado pela própria planta, cabendo à indústria realizar
sua extração, purificação e, no caso do álcool, sua transformação, por isso a lavoura e a indústria devem trabalhar em conjunto, de forma bem programada nas etapas de corte, escolha de variedades adequadas, com maiores teores de sacarose, e o processamento quase que imediato, a fim de evitar deterioração e perdas de açúcar. II.3 Colheita, Transporte, Pesagem, Descarregamento e Estocagem da Cana
A colheita da cana pode ser manual ou mecânica, ambas com suas vantagens e desvantagens. A colheita manual gera muitos empregos e pode ser realizada em qualquer tipo de terreno, mas para sua realização é necessário que se faça uma queimada no canavial, para facilitar o manejo e eliminar resíduos do bagaço (i.e. folhas secas, folhas verdes, pontas, etc.), o que provoca grande emissão de partículas, que podem causar problemas respiratórios. As queimadas também prejudicam a manutenção dos níveis de matéria orgânica no solo.
A colheita mecanizada, mostrada na figura II.2, é cerca de 10% mais barata que a colheita manual, não precisa de queimadas, porém a velocidade da colheita é tal que uma colhedeira, que corta em média 40 toneladas de cana por hora, faz o trabalho de 100 cortadores, gerando assim desemprego (Ming, 2004).

77
Figura II.2 – Colheita mecanizada da cana-de-açúcar.
Depois de cortada, a cana é transportada do campo para a usina, no Brasil
predominantemente por caminhões, que carregam cana inteira (colheita manual) ou cana picada em toletes de 20 a 25 cm (colheita mecânica).
Figura II.3 – Caminhões transportadores de cana.
Os caminhões que transportam a cana até a usina são pesados antes e após o
descarregamento, obtendo assim o peso real da cana pela diferença entre as duas medidas. Algumas cargas são aleatoriamente selecionadas e amostradas, para posterior determinação, em laboratório, do teor de sacarose na matéria-prima.
O objetivo da pesagem é possibilitar o controle agrícola, o pagamento do transporte, o controle de moagem, o cálculo do rendimento industrial e, juntamente com o teor de sacarose na cana, efetuar o pagamento da mesma.
A cana pode ser descarregada e permanecer em estoque ou ser enviada para alimentação direta nas moendas.
No primeiro caso, o descarregamento se dá por meio de pontes rolantes equipadas com garras hidráulicas ou guindaste do tipo hillo, em pátio aberto ou em um barracão.
Figura II.4 – Cana sendo descarregada.
A cana estocada em pátio é, normalmente, descarregada nas mesas alimentadas por
tratores com rastelos, enquanto a cana estocada no barracão é descarregada nas mesas, pelas pontes rolantes, equipadas com garras hidráulicas.
78
Prevendo-se eventuais falhas no sistema de transporte e a interrupção do mesmo durante o período da noite, procura-se manter certa quantidade de cana em estoque em barracões cobertos ou em pátios abertos.
A cana estocada deve ser renovada em curtos intervalos de tempo, visando à redução de perdas de açúcar por decomposição bacteriológica. A cana picada, que não deve ser estocada, é descarregada imediatamente e enviada para o processo de moagem.
O descarregamento direto pode ser feito com uso de pontes rolantes, guindastes do tipo hillo e, no caso de cana picada, por meio de um tombador hidráulico para basculamento lateral dos caminhões, ou ainda por pivotamento lateral de caçambas fechadas. II.4 Extração do Caldo da Cana II.4.1 Alimentação e Lavagem de Cana
O primeiro equipamento - a mesa alimentadora - recebe as cargas de cana do estoque ou diretamente dos caminhões, transferindo-as a uma ou mais esteiras metálicas que conduzem a cana até as moendas, passando pelo sistema de preparo. Apresenta uma parte rodante, formada por eixo, correntes e taliscas, que, conforme a sua inclinação, pode ser classificada como convencional, quando a inclinação é de 5º a 17º; e de grande inclinação, 45º.
As mesas convencionais, embora possuam grande capacidade de alimentação, tornam a mesma irregular, pois a camada de cana é muito alta, dificultando a alimentação e diminuindo a eficiência da lavagem da cana. As mesas de 45º, por sua vez, trabalham numa velocidade maior, com uma camada de cana bem baixa, o que propicia uma alimentação muito mais regular e de fácil controle e aumenta sensivelmente a eficiência da lavagem da cana.
A lavagem, que é feita nas mesas alimentadoras, visa retirar materiais estranhos como terra, areia, etc., com a finalidade de obtenção de um caldo de melhor qualidade e aumento da vida útil dos equipamentos, pela redução do desgaste.
Figura II.5 – Lavagem da cana.
Esta lavagem nunca é feita na cana picada, pois isto provocaria um arraste muito
grande de sacarose pela água. Há uma forte tendência de redução, ou mesmo, eliminação do sistema de limpeza da
cana com água. A alternativa é a introdução de sistemas de limpeza a seco que, além de eliminar a água, permitem a remoção de parte das impurezas vegetais, cuja proporção tem aumentado em função do crescimento da colheita mecanizada e colheita de cana crua (sem queimar). II.4.2 Preparo da Cana
A mesa alimentadora controla a quantidade de cana sobre uma esteira metálica que a transfere ao setor de preparo. O objetivo básico do preparo da cana é aumentar a sua densidade e, conseqüentemente, a capacidade de moagem, bem como realizar o maior número
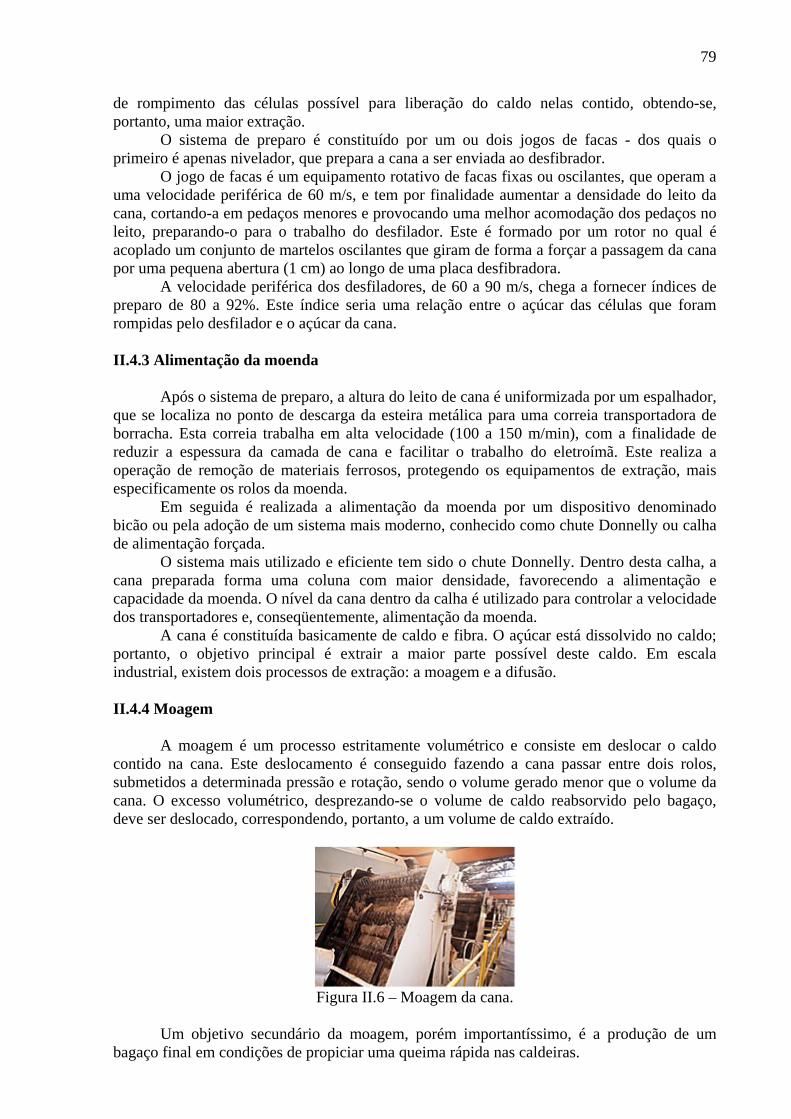
79
de rompimento das células possível para liberação do caldo nelas contido, obtendo-se, portanto, uma maior extração.
O sistema de preparo é constituído por um ou dois jogos de facas - dos quais o primeiro é apenas nivelador, que prepara a cana a ser enviada ao desfibrador.
O jogo de facas é um equipamento rotativo de facas fixas ou oscilantes, que operam a uma velocidade periférica de 60 m/s, e tem por finalidade aumentar a densidade do leito da cana, cortando-a em pedaços menores e provocando uma melhor acomodação dos pedaços no leito, preparando-o para o trabalho do desfilador. Este é formado por um rotor no qual é acoplado um conjunto de martelos oscilantes que giram de forma a forçar a passagem da cana por uma pequena abertura (1 cm) ao longo de uma placa desfibradora.
A velocidade periférica dos desfiladores, de 60 a 90 m/s, chega a fornecer índices de preparo de 80 a 92%. Este índice seria uma relação entre o açúcar das células que foram rompidas pelo desfilador e o açúcar da cana. II.4.3 Alimentação da moenda
Após o sistema de preparo, a altura do leito de cana é uniformizada por um espalhador, que se localiza no ponto de descarga da esteira metálica para uma correia transportadora de borracha. Esta correia trabalha em alta velocidade (100 a 150 m/min), com a finalidade de reduzir a espessura da camada de cana e facilitar o trabalho do eletroímã. Este realiza a operação de remoção de materiais ferrosos, protegendo os equipamentos de extração, mais especificamente os rolos da moenda.
Em seguida é realizada a alimentação da moenda por um dispositivo denominado bicão ou pela adoção de um sistema mais moderno, conhecido como chute Donnelly ou calha de alimentação forçada.
O sistema mais utilizado e eficiente tem sido o chute Donnelly. Dentro desta calha, a cana preparada forma uma coluna com maior densidade, favorecendo a alimentação e capacidade da moenda. O nível da cana dentro da calha é utilizado para controlar a velocidade dos transportadores e, conseqüentemente, alimentação da moenda.
A cana é constituída basicamente de caldo e fibra. O açúcar está dissolvido no caldo; portanto, o objetivo principal é extrair a maior parte possível deste caldo. Em escala industrial, existem dois processos de extração: a moagem e a difusão. II.4.4 Moagem
A moagem é um processo estritamente volumétrico e consiste em deslocar o caldo contido na cana. Este deslocamento é conseguido fazendo a cana passar entre dois rolos, submetidos a determinada pressão e rotação, sendo o volume gerado menor que o volume da cana. O excesso volumétrico, desprezando-se o volume de caldo reabsorvido pelo bagaço, deve ser deslocado, correspondendo, portanto, a um volume de caldo extraído.
Figura II.6 – Moagem da cana.
Um objetivo secundário da moagem, porém importantíssimo, é a produção de um
bagaço final em condições de propiciar uma queima rápida nas caldeiras.
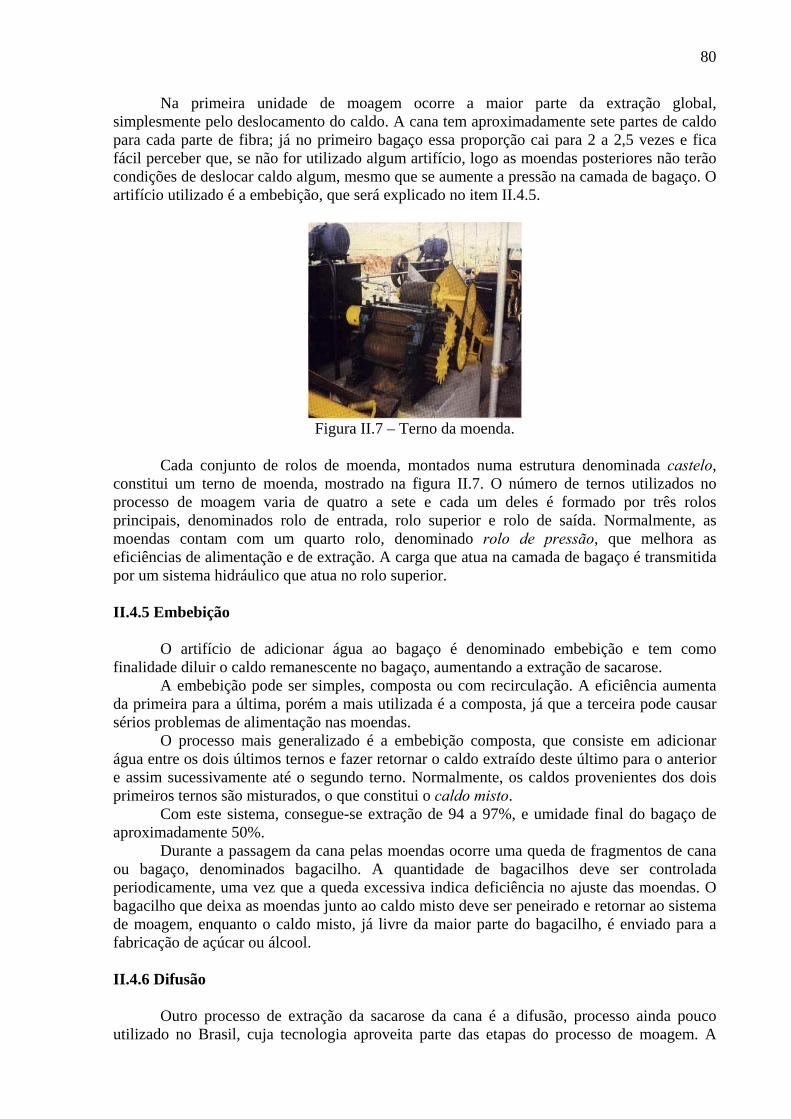
80
Na primeira unidade de moagem ocorre a maior parte da extração global, simplesmente pelo deslocamento do caldo. A cana tem aproximadamente sete partes de caldo para cada parte de fibra; já no primeiro bagaço essa proporção cai para 2 a 2,5 vezes e fica fácil perceber que, se não for utilizado algum artifício, logo as moendas posteriores não terão condições de deslocar caldo algum, mesmo que se aumente a pressão na camada de bagaço. O artifício utilizado é a embebição, que será explicado no item II.4.5.
Figura II.7 – Terno da moenda.
Cada conjunto de rolos de moenda, montados numa estrutura denominada castelo,
constitui um terno de moenda, mostrado na figura II.7. O número de ternos utilizados no processo de moagem varia de quatro a sete e cada um deles é formado por três rolos principais, denominados rolo de entrada, rolo superior e rolo de saída. Normalmente, as moendas contam com um quarto rolo, denominado rolo de pressão, que melhora as eficiências de alimentação e de extração. A carga que atua na camada de bagaço é transmitida por um sistema hidráulico que atua no rolo superior. II.4.5 Embebição
O artifício de adicionar água ao bagaço é denominado embebição e tem como finalidade diluir o caldo remanescente no bagaço, aumentando a extração de sacarose.
A embebição pode ser simples, composta ou com recirculação. A eficiência aumenta da primeira para a última, porém a mais utilizada é a composta, já que a terceira pode causar sérios problemas de alimentação nas moendas.
O processo mais generalizado é a embebição composta, que consiste em adicionar água entre os dois últimos ternos e fazer retornar o caldo extraído deste último para o anterior e assim sucessivamente até o segundo terno. Normalmente, os caldos provenientes dos dois primeiros ternos são misturados, o que constitui o caldo misto. Com este sistema, consegue-se extração de 94 a 97%, e umidade final do bagaço de aproximadamente 50%.
Durante a passagem da cana pelas moendas ocorre uma queda de fragmentos de cana ou bagaço, denominados bagacilho. A quantidade de bagacilhos deve ser controlada periodicamente, uma vez que a queda excessiva indica deficiência no ajuste das moendas. O bagacilho que deixa as moendas junto ao caldo misto deve ser peneirado e retornar ao sistema de moagem, enquanto o caldo misto, já livre da maior parte do bagacilho, é enviado para a fabricação de açúcar ou álcool. II.4.6 Difusão
Outro processo de extração da sacarose da cana é a difusão, processo ainda pouco utilizado no Brasil, cuja tecnologia aproveita parte das etapas do processo de moagem. A
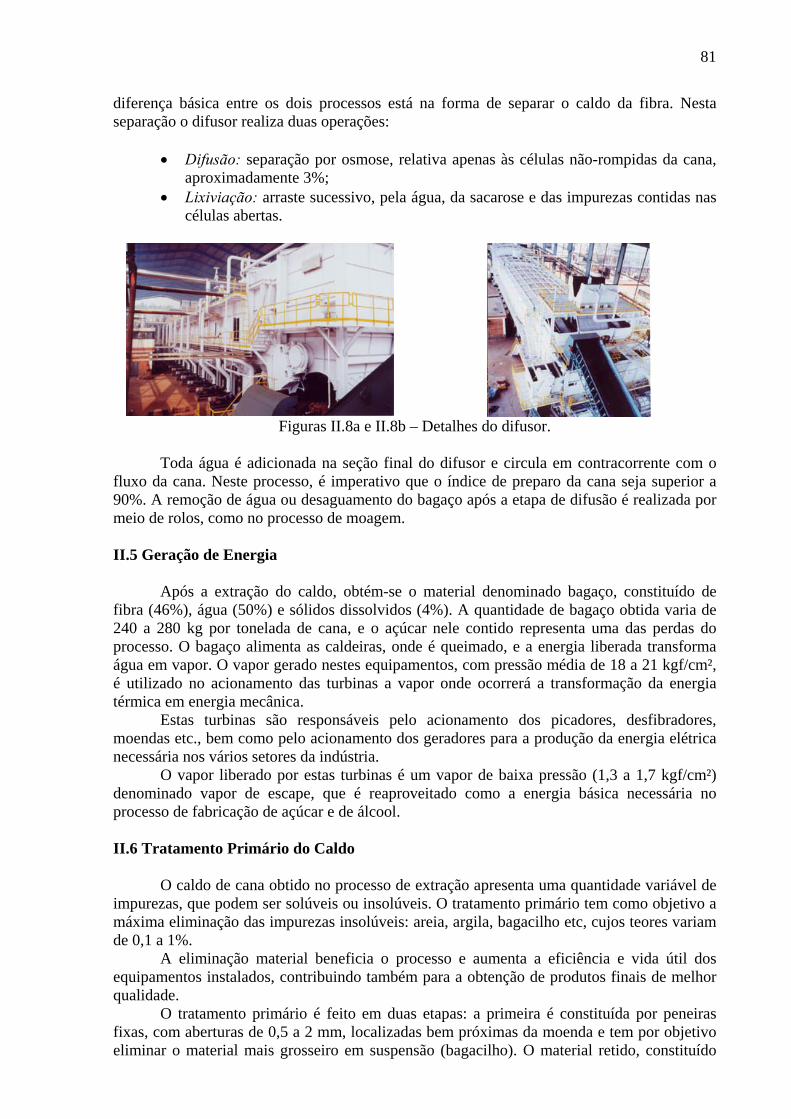
81
diferença básica entre os dois processos está na forma de separar o caldo da fibra. Nesta separação o difusor realiza duas operações:
• Difusão: separação por osmose, relativa apenas às células não-rompidas da cana, aproximadamente 3%;
• Lixiviação: arraste sucessivo, pela água, da sacarose e das impurezas contidas nas células abertas.
Figuras II.8a e II.8b – Detalhes do difusor.
Toda água é adicionada na seção final do difusor e circula em contracorrente com o
fluxo da cana. Neste processo, é imperativo que o índice de preparo da cana seja superior a 90%. A remoção de água ou desaguamento do bagaço após a etapa de difusão é realizada por meio de rolos, como no processo de moagem. II.5 Geração de Energia
Após a extração do caldo, obtém-se o material denominado bagaço, constituído de fibra (46%), água (50%) e sólidos dissolvidos (4%). A quantidade de bagaço obtida varia de 240 a 280 kg por tonelada de cana, e o açúcar nele contido representa uma das perdas do processo. O bagaço alimenta as caldeiras, onde é queimado, e a energia liberada transforma água em vapor. O vapor gerado nestes equipamentos, com pressão média de 18 a 21 kgf/cm², é utilizado no acionamento das turbinas a vapor onde ocorrerá a transformação da energia térmica em energia mecânica.
Estas turbinas são responsáveis pelo acionamento dos picadores, desfibradores, moendas etc., bem como pelo acionamento dos geradores para a produção da energia elétrica necessária nos vários setores da indústria.
O vapor liberado por estas turbinas é um vapor de baixa pressão (1,3 a 1,7 kgf/cm²) denominado vapor de escape, que é reaproveitado como a energia básica necessária no processo de fabricação de açúcar e de álcool. II.6 Tratamento Primário do Caldo
O caldo de cana obtido no processo de extração apresenta uma quantidade variável de impurezas, que podem ser solúveis ou insolúveis. O tratamento primário tem como objetivo a máxima eliminação das impurezas insolúveis: areia, argila, bagacilho etc, cujos teores variam de 0,1 a 1%.
A eliminação material beneficia o processo e aumenta a eficiência e vida útil dos equipamentos instalados, contribuindo também para a obtenção de produtos finais de melhor qualidade.
O tratamento primário é feito em duas etapas: a primeira é constituída por peneiras fixas, com aberturas de 0,5 a 2 mm, localizadas bem próximas da moenda e tem por objetivo eliminar o material mais grosseiro em suspensão (bagacilho). O material retido, constituído
82
principalmente de caldo e bagacilho, retorna por meio de raspas entre o primeiro e o segundo terno da moenda ou mesmo antes do primeiro terno. A segunda é realizada por diferentes tipos de peneiras (DSM, plana, rotativa, vibratória), que utilizam telas de vários modelos e aberturas (0,2 a 0,7 mm), com uma eficiência da ordem de 60 a 80%. O material retido também retorna à moenda.
Após o tratamento primário, a massa de caldo a ser enviada ao processo é quantificada
através de medidores de vazão, permitindo um melhor controle do processo. II.7 Tratamento Químico do Caldo
Apesar do tratamento preliminar, o caldo de cana contém ainda impurezas menores que podem ser solúveis, coloidais ou insolúveis.
Assim, o tratamento químico visa principalmente à coagulação, floculação e precipitação destas impurezas, que são eliminadas por sedimentação. É necessário, ainda, fazer a correção do pH para evitar inversão e decomposição da sacarose.
Figura II.9 – Instalação de tratamento químico do caldo da cana de açúcar.
O caldo tratado pode ser enviado à fabricação de açúcar ou de álcool. No segundo
caso, a etapa de sulfitação, descrita no item II.7.1, não é obrigatória. II.7.1 Sulfitação do Caldo
Consiste na absorção do SO2 (anidrido sulfuroso), pelo caldo, baixando o seu pH original para 4,0 a 4,4.
A sulfitação é realizada usualmente em uma coluna de absorção que possui, em seu interior, pratos perfurados. O caldo é bombardeado na parte superior da torre e desce por gravidade pelos pratos em contracorrente com o SO2 gasoso, aspirado por um exaustor ou ejetor instalado no topo da coluna. Devido à grande solubilidade SO2 na água, pode-se obter uma absorção de até 95% com este equipamento.
O SO2 gasoso é produzido na usina através da queima do enxofre na presença de ar, em fornos especiais:
A sulfitação tem como objetivos principais: • Inibir reações que causam formação de cor; • A coagulação de colóides solúveis; • A formação de precipitado CaSO3 (sulfito de cálcio); • Diminuir a viscosidade do caldo e, conseqüentemente, do xarope, massas cozidas e
méis, facilitando as operações de evaporação e cozimento. II.7.2 Calagem
Trata-se do processo de adição do leite de cal (Ca(OH)2) ao caldo, elevando o seu pH a valores da ordem de 6,8 a 7,2. A calagem é realizada em tanques ou em linha, num processo contínuo, para obter o controle do pH final.

83
O leite de cal também é produzido na própria usina por meio da "queima" da cal virgem (CaO) em tanques apropriados (piscina de cal ou hidratador) segundo a reação:
CaO + H2O Ca(OH)2 + calor (II.1)
O Ca(OH)2 produzido apresenta uma concentração de 3º - 6º "Baumé", antes de ser adicionado ao caldo. Esta neutralização tem por objetivo a eliminação de corantes do caldo, a neutralização de ácidos orgânicos e a formação de sulfito e fosfato de cálcio, produtos estes que, ao sedimentar, arrastam consigo impurezas presentes no líquido.
O consumo da cal (CaO) varia de 500 mg/TC a 1.00 g/TC, segundo o rigor do tratamento exigido. II.7.3 Aquecimento
O aquecimento do caldo é realizado em um trocador de calor casco e tubos, constituído por um feixe tubular, no qual passa o caldo, localizado no interior de um cilindro por onde circula vapor de água saturado.
O caldo é aquecido a aproximadamente 105 ºC, com a finalidade de acelerar e facilitar a coagulação e floculação de colóides e não-açúcares protéicos, emulsificar graxas e ceras, ou seja, aumentando a eficiência da decantação, além de possibilitar a degasagem do caldo. II.7.4 Sedimentação
É a etapa de purificação do caldo, pela remoção das impurezas floculadas nos tratamentos anteriores. Este processo é realizado de forma contínua em um equipamento denominado clarificador ou decantador, que possui vários compartimentos (bandejas), cuja finalidade é aumentar a superfície de decantação, ou ainda em decantadores modernos de bandeja única. A adição de polímeros em torno de 2 g/TC acelera a velocidade de decantação e favorece a obtenção de um caldo de melhor qualidade.
O caldo decantado é retirado da parte superior de cada compartimento e enviado ao setor de evaporação para concentração. As impurezas sedimentadas com uma concentração de sólidos de aproximadamente 10º Bé constituem o lodo, que normalmente é retirado do decantador pelo fundo e enviado ao setor de filtração para recuperação do açúcar nele contido.
O tempo de resistência do caldo no decantador depende do tipo de equipamento empregado e pode variar de 45 minutos a 4 horas. A quantidade de lodo retirada representa de 15 a 20% do peso do caldo que entra no decantador. II.7.5 Filtração
Antes de ser enviado aos filtros rotativos, o lodo retirado do decantador recebe a adição de, aproximadamente, 5 kg de bagacilho/TC, que irão agir como auxiliar de filtração. Esta filtração tem como objetivo recuperar o açúcar contido no lodo, fazendo com que este retorne ao processo na forma de caldo filtrado. O material retido no filtro recebe o nome de torta e é enviado à lavoura para ser utilizado como adubo. É importantíssimo controlar a perda de açúcar na torta, pois seu valor não deve ser superior a 1%. II.7.6 Evaporação
O caldo clarificado obtido nos decantadores é submetido a um processo de concentração através da eliminação da água presente. A primeira etapa da concentração é realizada por um evaporador, que opera de forma contínua. O evaporador é formado por
84
caixas, normalmente em número de quatro ou cinco, ligadas em série, de maneira que o caldo sofra uma concentração progressiva da primeira à última. Para isto, é necessário injetar vapor somente na primeira caixa, pois a própria água evaporada irá aquecer o caldo nas caixas seguintes.
Este procedimento, conseguido devido à diferença de pressão existente entre os corpos, é mantido por um sistema gerador de vácuo, ligado à última caixa. Inicialmente o caldo apresenta, uma concentração de 14 a 16º Brix, chegando, ao final, a 60 a 68º Brix, quando recebe a denominação de xarope. II.8 Cristalização do Açúcar
Após deixar os evaporadores, o xarope é enviado a outra etapa de concentração, onde ocorrerá a formação dos cristais de açúcar, em decorrência da precipitação da sacarose dissolvida na água. Há dois tipos de cristalização: cristalização evaporativa ou cozimento e cristalização por resfriamento. II.8.1 Cristalização Evaporativa
São utilizados equipamentos denominados cozedores, tachos, etc., semelhantes às caixas dos evaporadores, que trabalham individualmente sob vácuo, de forma descontínua ou contínua.
A evaporação da água dá origem a uma mistura de 50% de cristais envolvidos em mel (solução açucarada) que recebe o nome de massa cozida. A concentração desta massa cozida é de aproximadamente 91 a 93º Brix, e sua temperatura, ao ser descarregada, é de 65 ºC.
Dependendo das conveniências, pode-se trabalhar com os sistemas de uma, duas ou três massas cozidas. II.8.2 Cristalização por Resfriamento
A massa cozida é descarregada dos cozedores nos chamados cristalizadores, que são tanques em forma de U, dotados de agitadores -, onde irá ocorrer o resfriamento lento, geralmente com auxílio de água ou ar. Esta operação visa recuperar parte da sacarose que ainda se achava dissolvida no mel, pois pelo resfriamento haverá deposição da sacarose nos cristais existentes, aumentando inclusive o tamanho dos mesmos. II.9 Desumidificação dos Cristais de Açúcar II.9.1 Centrifugação do Açúcar
Dos cristalizadores, a massa cozida resfriada segue para o setor de centrifugação e é descarregada nas centrífugas. Estas são construídas por um cesto perfurado, fixado a um eixo e acionado por um motor que o gira a alta velocidade. A ação da força centrífuga faz com que o mel atravesse as perfurações da tela do cesto, ficando retidos, em seu interior, somente os cristais de sacarose.
O processo se completa pela lavagem do açúcar com água e vapor, ainda no interior do cesto. O mel removido é coletado em um tanque e retorna aos cozedores para recuperação do açúcar dissolvido ainda presente, até que se atinja um maior esgotamento do mesmo. A partir deste ponto, o mel passa a ser denominado mel final ou melaço e é enviado para a fabricação de álcool.
85
II.9.2 Secagem
O resfriamento e a secagem do açúcar são realizados em um secador contínuo (rotativo). Ao deixar o secador, com uma temperatura entre 35 a 40 ºC e umidade na faixa de 0,03 a 0,04%, o açúcar está pronto para ser enviado ao ensaque. porém, ao passar pelo secador o ar arrasta consigo uma pequena quantidade de pó de açúcar, sendo necessária a lavagem do ar para recuperar o açúcar arrastado, retornando-o posteriormente ao processo. II.10 Ensaque, Pesagem e Armazenamento do Açúcar
Do secador, o açúcar é recolhido a uma moega com fundo afunilado, que o despeja, de forma descontínua, diretamente no saco localizado em cima de uma balança, realizando, portanto, a operação de ensaque e pesagem. Após ser fechado por máquinas industriais de costura, o saco está pronto para ser armazenado. O açúcar é armazenado em sacos de 50 kg e em locais previamente determinados, facilitando o controle de qualidade.
A eficiência global dos processos de fabricação de açúcar e álcool está em torno de 87%.
86
APÊNDICE III
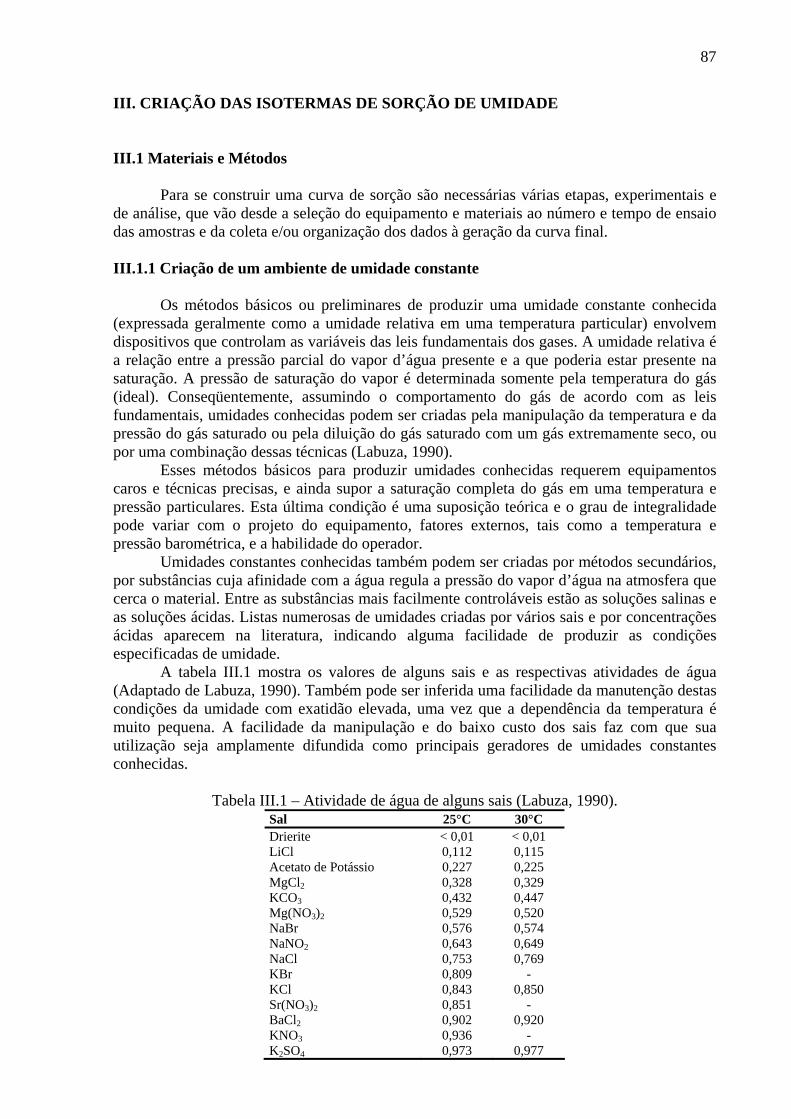
87
III. CRIAÇÃO DAS ISOTERMAS DE SORÇÃO DE UMIDADE III.1 Materiais e Métodos
Para se construir uma curva de sorção são necessárias várias etapas, experimentais e de análise, que vão desde a seleção do equipamento e materiais ao número e tempo de ensaio das amostras e da coleta e/ou organização dos dados à geração da curva final. III.1.1 Criação de um ambiente de umidade constante
Os métodos básicos ou preliminares de produzir uma umidade constante conhecida (expressada geralmente como a umidade relativa em uma temperatura particular) envolvem dispositivos que controlam as variáveis das leis fundamentais dos gases. A umidade relativa é a relação entre a pressão parcial do vapor d’água presente e a que poderia estar presente na saturação. A pressão de saturação do vapor é determinada somente pela temperatura do gás (ideal). Conseqüentemente, assumindo o comportamento do gás de acordo com as leis fundamentais, umidades conhecidas podem ser criadas pela manipulação da temperatura e da pressão do gás saturado ou pela diluição do gás saturado com um gás extremamente seco, ou por uma combinação dessas técnicas (Labuza, 1990).
Esses métodos básicos para produzir umidades conhecidas requerem equipamentos caros e técnicas precisas, e ainda supor a saturação completa do gás em uma temperatura e pressão particulares. Esta última condição é uma suposição teórica e o grau de integralidade pode variar com o projeto do equipamento, fatores externos, tais como a temperatura e pressão barométrica, e a habilidade do operador.
Umidades constantes conhecidas também podem ser criadas por métodos secundários, por substâncias cuja afinidade com a água regula a pressão do vapor d’água na atmosfera que cerca o material. Entre as substâncias mais facilmente controláveis estão as soluções salinas e as soluções ácidas. Listas numerosas de umidades criadas por vários sais e por concentrações ácidas aparecem na literatura, indicando alguma facilidade de produzir as condições especificadas de umidade.
A tabela III.1 mostra os valores de alguns sais e as respectivas atividades de água (Adaptado de Labuza, 1990). Também pode ser inferida uma facilidade da manutenção destas condições da umidade com exatidão elevada, uma vez que a dependência da temperatura é muito pequena. A facilidade da manipulação e do baixo custo dos sais faz com que sua utilização seja amplamente difundida como principais geradores de umidades constantes conhecidas.
Tabela III.1 – Atividade de água de alguns sais (Labuza, 1990).
Sal 25°C 30°C Drierite < 0,01 < 0,01 LiCl 0,112 0,115 Acetato de Potássio 0,227 0,225 MgCl2 0,328 0,329 KCO3 0,432 0,447 Mg(NO3)2 0,529 0,520 NaBr 0,576 0,574 NaNO2 0,643 0,649 NaCl 0,753 0,769 KBr 0,809 - KCl 0,843 0,850 Sr(NO3)2 0,851 - BaCl2 0,902 0,920 KNO3 0,936 - K2SO4 0,973 0,977
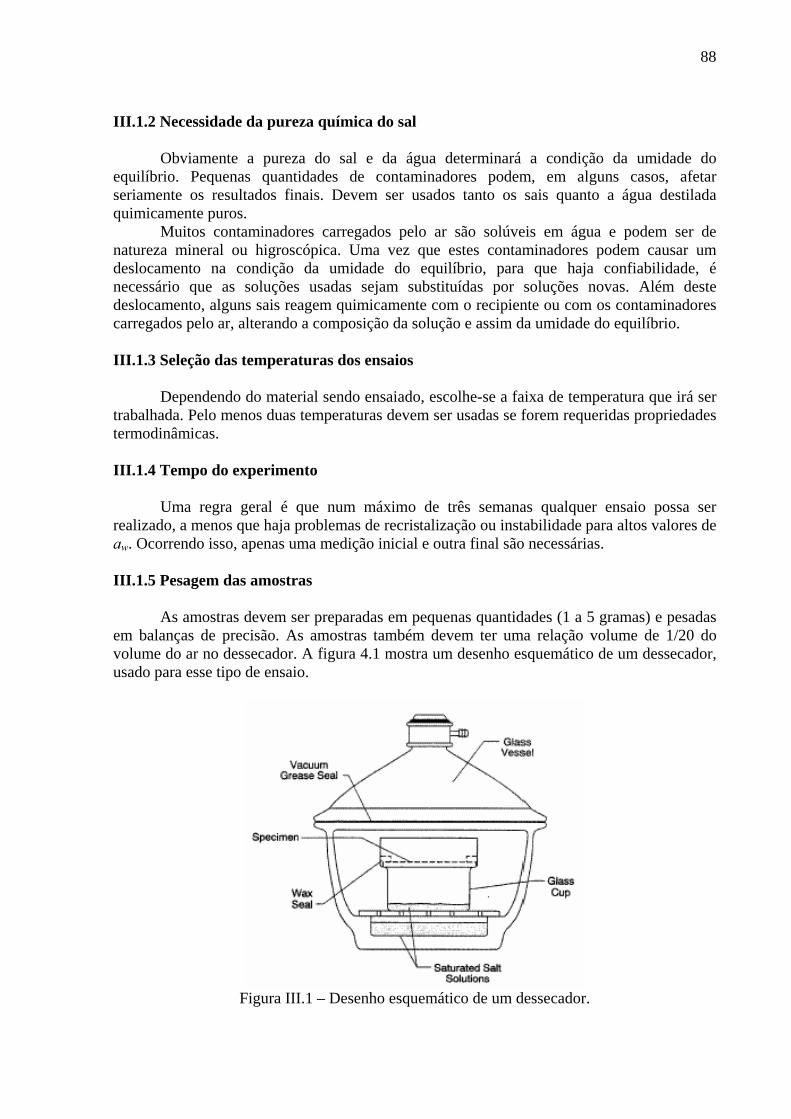
88
III.1.2 Necessidade da pureza química do sal
Obviamente a pureza do sal e da água determinará a condição da umidade do equilíbrio. Pequenas quantidades de contaminadores podem, em alguns casos, afetar seriamente os resultados finais. Devem ser usados tanto os sais quanto a água destilada quimicamente puros.
Muitos contaminadores carregados pelo ar são solúveis em água e podem ser de natureza mineral ou higroscópica. Uma vez que estes contaminadores podem causar um deslocamento na condição da umidade do equilíbrio, para que haja confiabilidade, é necessário que as soluções usadas sejam substituídas por soluções novas. Além deste deslocamento, alguns sais reagem quimicamente com o recipiente ou com os contaminadores carregados pelo ar, alterando a composição da solução e assim da umidade do equilíbrio.
III.1.3 Seleção das temperaturas dos ensaios
Dependendo do material sendo ensaiado, escolhe-se a faixa de temperatura que irá ser trabalhada. Pelo menos duas temperaturas devem ser usadas se forem requeridas propriedades termodinâmicas. III.1.4 Tempo do experimento
Uma regra geral é que num máximo de três semanas qualquer ensaio possa ser realizado, a menos que haja problemas de recristalização ou instabilidade para altos valores de aw. Ocorrendo isso, apenas uma medição inicial e outra final são necessárias. III.1.5 Pesagem das amostras
As amostras devem ser preparadas em pequenas quantidades (1 a 5 gramas) e pesadas em balanças de precisão. As amostras também devem ter uma relação volume de 1/20 do volume do ar no dessecador. A figura 4.1 mostra um desenho esquemático de um dessecador, usado para esse tipo de ensaio.
Figura III.1 – Desenho esquemático de um dessecador.
89
Deve ser feita uma medição inicial com a amostra completamente seca, ou seja, deve ser feita uma secagem prévia, deixando a amostra num dessecador a 30 °C com uma solução de Drierite por três semanas.
Após a medição inicial, ensaia-se o material com o respectivo sal nos dessecadores. A quantidade de medições deve ser tal que se não houver variação maior que 1 mg de água/g de material seco (erro de 0,1%), o experimento pode ser encerrado. Se for desejável apenas uma pesagem, esta deve ser feita após 3 semanas, período suficiente para atingir o equilíbrio. III.1.6 Determinação do conteúdo de umidade
Tendo sido feito o ensaio inicial, ou seja, tendo sido feita a pesagem do material com
zero de umidade, e sendo m1 o valor da pesagem inicial e m2 da pesagem final, o conteúdo de umidade na base seca é dado por:
1
12
mmmX −
= (III.1)
Tendo sido determinado o conteúdo de umidade da amostra, cria-se uma tabela da atividade de água, dada pelo sal, em função do conteúdo de umidade. III.2 Modelagem Matemática Tendo os dados do experimento descrito acima, torna-se necessário um modelo matemático que se ajuste bem a esses dados. Para isso, o modelo que melhor se ajusta a esse tipo de curva é o modelo de Guggenhein, Anderson e De Bôer, ou modelo GAB, embora não traga significado físico para baixos valores de aw (Merouani, 1987). Esse modelo pode ser descrito como:
)1)(1( www
w
m CKaKaKaCKa
XX
+−−= (III.2)
Onde Xm é o conteúdo de umidade correspondente ao cobrimento monomolecular da superfície porosa, C e K são constantes relacionadas à temperatura, dadas por:
⎟⎠⎞
⎜⎝⎛ ∆−∆
=RT
HHCC m1
0 exp (III.3)
⎟⎠⎞
⎜⎝⎛ ∆−∆
=RT
HHKK mLexp0 (III.4)
Onde: ∆H1 – calor total de sorção das moléculas de água da 1ª camada; ∆HL – calor de condensação da água pura; ∆Hm – calor total de sorção de todas as camadas moleculares; C0 e K0 – constantes e proporcionalidade. Para facilitar o ajuste da isoterma aos pontos disponíveis, é possível reescrever a equação do modelo GAB como:

90
γβα ++= www aa
Xa 2 (III.5)
Onde
⎟⎠⎞
⎜⎝⎛ −= 11
CXK
m
α (III.6)
⎟⎠⎞
⎜⎝⎛ −=
CX m
211β (III.7)
mCKX1
=γ (III.8)
Os valores dos parâmetros α, β e γ podem são obtidos por uma análise de regressão não-linear dos dados experimentais. A partir dos parâmetros α, β e γ, pode-se obter os valores dos parâmetros Xm, C e K através das seguintes relações:
αγβ 41
2 −=mX (III.9)
αγββ
αγβ
4
422
2
−+−
−±=C (III.10)
γαγββ
242 −±
=K (III.11)


















