
Estado del arte de la integración del aceite de ... -...
135
i Proyecto Fin de Carrera Ingeniería Química Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales Autor: José Joaquín Suffo Aguilar Tutor: Ángel Luis Villanueva Perales Dep. Ingeniería Química y Ambiental Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2015
Transcript of Estado del arte de la integración del aceite de ... -...
i
Proyecto Fin de Carrera
Ingeniería Química
Estado del arte de la integración del aceite de
pirólisis en refinerías petrolíferas convencionales
Autor: José Joaquín Suffo Aguilar
Tutor: Ángel Luis Villanueva Perales
Dep. Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015


Proyecto Fin de Carrera
Ingeniería Química
Estado del arte de la integración del aceite de
pirólisis en refinerías petrolíferas convencionales
Autor:
José Joaquín Suffo Aguilar
Tutor:
Ángel Luis Villanueva Perales
Profesor Contratado Doctor
Dep. de Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015


Proyecto Fin de Carrera: Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas
convencionales
Autor: José Joaquín Suffo Aguilar
Tutor: Ángel Luis Villanueva Perales
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2015
El Secretario del Tribunal


Resumen
En este Proyecto Fin de Carrera se exponen los distintos desarrollos recientes en la integración y coprocesado
del aceite de pirólisis en los distintos puntos de la infraestructura de la refinería petrolífera.
En el primer capítulo, se define el aceite de pirólisis, también denominado bio-oil y se describen sus
propiedades particulares. Además también se exponen brevemente los distintos procesos de producción de esta
materia y actuales y futuros desarrollos.
En el segundo capítulo, se muestran los distintos procesos de mejora de propiedades del aceite de pirólisis y se
presenta la ruta del hidroprocesado. Se describe el proceso de hidrotratamiento, que es la clave de la
introducción de la materia en la refinería.
En el tercer capítulo, se presenta desde varias perspectivas el coprocesado del bio-oil hidrotratado en el
proceso FCC, que es la vía más investigada y con mayor probabilidad de alcanzar la escala comercial.
En el cuarto capítulo, se enumeran los distintos métodos de obtención de hidrógeno a partir de esta materia
renovable, de tal forma que éste pueda usarse en refinerías.
En el quinto y último capítulo, se exponen las conclusiones globales a las que se puede llegar a partir de la
información recopilada y presentada.

Abstract
In this Degree’s Final Project , several recent developments in the integration and co-processing of the
pyrolysis oil within the oil refinery infrastructure are reported.
In the first chapter, pyrolysis oil, also called bio-oil, is defined and its particular properties are described and in
addition, several of its production processes and current and future developments in this field are also
presented.
In the second chapter, several bio-oil upgrading processes are shown and hydroprocessing route as well. The
hydrotreating process is described, which is the key for introducing this renewable feedstock into the refinery.
In the third chapter, the co-processing of the hydrotreated bio-oil in the FCC process is presented in several
points of view. This is currently the most researched route and shows a high likelihood to be the first one to
reach the commercial scale.
In the fourth chapter, several approaches of generating hydrogen from this renewable feedstock are presented,
so as to be performed in the refinery’s background.
In the fifth and last chapter, the overall conclusions which can be deducted from the compiled information are
exposed.

xi
Índice
Resumen ...................................................................................................................................................... vii
Abstract ........................................................................................................................................................ ix
Índice ............................................................................................................................................................ xi
Índice de Tablas .......................................................................................................................................... xiii
Índice de Figuras .......................................................................................................................................... xv
1 Introducción .......................................................................................................................................... 1
2 Mejora e hidroprocesado del bio-oil .................................................................................................... 25
3 Coprocesado e integración del aceite de pirólisis en el proceso FCC .................................................... 55
4 Producción de hidrógeno a partir de bio-oil para uso en refinería ....................................................... 79
5 Conclusiones globales ......................................................................................................................... 109
Referencias ................................................................................................................................................ 113


xiii
ÍNDICE DE TABLAS
Tabla 1-1: Comparación entre tecnologías de producción de bio-oil 6
Tabla 1-2. Comparación de las propiedades del aceite de pirólisis 12
Tabla 1-3: Usos del aceite de pirólisis como materia combustible o de integración 13
Tabla 1-4. Comparación de tecnologías 18
Tabla 2-1: Comparación de rutas de integración del bio-oil 30
Tabla 2-2: Propiedades de clasificación de aceites de pirólisis como combustible de caldera ASTM D7544
32


xv
ÍNDICE DE FIGURAS
Fig. 1-1: Aceite de pirólisis 2
Fig. 1-2: Representación esquemática de la pirólisis rápida 3
Fig. 1-3: Distribución de productos en los procesos termoquímicos sobre la biomasa 4
Fig. 1-4: Esquema de producción descentralizada de bio-oil 7
Fig. 1-5: Representación de los distintos rendimientos en aceite en distintos tipos de biomasa y temperatura de
pirólisis 8
Fig. 1-6: Pirólisis rápida en lecho fluido burbujeante 14
Fig. 1-7: Pirólisis rápida en lecho fluido circularnte 15
Fig. 1-8: Pirólisis rápida en cono rotativo 15
Fig. 1-9: Pirólisis rápida ablativa 16
Fig. 1-10: Representación esquemática de la pirólisis de vacío 17
Fig. 1-11: Representación esquemática del reactor Auger 17
Fig. 1-12: Tabla de comparación de tecnologías de pirólisis rápida 19
Fig. 2-1: Ruta de conversión de biomasa por pirólisis, modificaciones físicas y químicas, hidroprocesado e
incorporación en refinería 28
Fig. 2-2: Representación en diagrama de Van Krevelen de la variación de las composiciones en los distintos
pasos del hidroprocesado y especies afectadas 44
Fig. 3-1: Diagrama esquemático del proceso FCC según UOP 57
Fig. 3-2: Representación esquemática de las dos vías de hidrotratamiento para el acondicionamiento del aceite
para el coprocesado en FCC 59
Fig. 3-3: Propuesta de alimentación de la fracción pesada de bio-oil tratado en la unidad de FCC 62
Fig. 3-4: Representación de la dependencia de la conversión con el ratio catalizador/crudo 66
Fig. 3-5 Representación de la variación de la producción en los distintos productos de craqueo catalítico 67
Fig. 3-6: Representación de las distribuciones de los productos frente a VGO solo y coprocesado al 10%
68
Fig. 3-7: Representación del incremento del rendimiento de la producción del coque en el coprocesado 70
Fig. 4-1: Esquema del proceso convencional del reformado de vapor 84
Fig. 4-2: Representación esquemática de reactor en Y 100
Fig. 4-3: Propuestas de introducción de unidades de desulfuración en la generación de hidrógeno a partir de
aceite de pirólisis 101


1
1 INTRODUCCIÓN
Índice
1 Introducción ...........................................................................................................................................1 Índice ........................................................................................................................................................................ 1 1.1 Definición del bio-oil .................................................................................................................................... 2
1.1.1 Pirólisis rápida o pirólisis flash ............................................................................................................ 3 1.1.2 Licuefacción hidrotérmica .................................................................................................................. 4 1.1.3 Comparación de tecnologías .............................................................................................................. 6 1.1.4 Planteamiento de producción ............................................................................................................ 6
1.2 Descripción de propiedades y sus inconvenientes ..................................................................................... 7 1.2.1 Importancia de la materia prima ....................................................................................................... 7 1.2.2 Factores desfavorables del biocrudo ................................................................................................. 8 1.2.3 Estabilidad del bio-oil ....................................................................................................................... 10 1.2.4 Características del bio-oil .................................................................................................................. 11 1.2.5 Comparación con el fueloil convencional ........................................................................................ 11
1.3 Usos del bio-oil ........................................................................................................................................... 12 1.4 Proceso y reactores .................................................................................................................................... 13
1.4.1 Descripción del proceso de pirólisis ................................................................................................. 13 1.4.2 Lecho fluido burbujeante ................................................................................................................. 13 1.4.3 Lechos fluidos circulantes ................................................................................................................ 14 1.4.4 Cono rotativo .................................................................................................................................... 15 1.4.5 Pirólisis ablativa ................................................................................................................................. 15 1.4.6 Otros desarrollos ............................................................................................................................... 16
1.5 Desarrollos realizados en la producción de bio-oil .................................................................................. 19 1.5.1 Joensuu (Finlandia) ............................................................................................................................ 19 1.5.2 Ensyn .................................................................................................................................................. 20 1.5.3 Proyecto EMPYRO ............................................................................................................................. 21
1.6 Alternativas ................................................................................................................................................ 22 1.6.1 Pirólisis catalítica ............................................................................................................................... 22 1.6.2 Alimentación de residuos plásticos .................................................................................................. 24

2 Introducción
1.1 Definición del bio-oil
El bio-oil, también denominado aceite de pirólisis en la nomenclatura española, es la sustancia líquida
combustible que se obtiene a partir del proceso de pirólisis y/o licuefacción de la biomasa. Debido a que el
proceso más empleado para su producción es la pirólisis frente la licuefacción ha recibido el nombre de aceite
de pirólisis y debido a que la mayoría de biomasa usada es de origen forestal también se le denomina Wood
oil. También puede llamarse biocrudo.
El aceite de pirólisis es un líquido orgánico de color marrón oscuro. Dependiendo de la biomasa original y el
tipo de pirólisis rápida, el color puede ser desde casi negro hasta un marrón oscuro rojizo o verde oscuro [8]. El
biocrudo contiene cientos de compuestos orgánicos que abarcan alcanos, hidrocarburos aromáticos, derivados
fenólicos y pequeñas cantidades de cetonas, ésteres, azúcares, aminas y alcoholes con un ratio H/C mayor que
1,5. Todas estas sustancias derivan de la depolimerización de los componentes de la biomasa como son la
celulosa, hemicelulosa y lignina. [8]
Fig. 1-1: Aceite de pirólisis [20]
Una de las características más importantes de esta sustancia es que se puede dividir en dos fases mediante la
adición de agua. Una fase es la orgánica o hidrófoba, que no se disuelve en agua y está formada por lignina
pirolítica mientras que la otra es la fase acuosa que contiene los componentes oxigenados ligeros. La lignina
pirolítica es estructuralmente similar a la lignina original de la biomasa maderera, pero con un peso molecular
menor debido al proceso térmico de la pirólisis y presenta mayor similitud a los hidrocarburos convencionales
que la fase acuosa debido a su menor contenido de oxígeno [2]
Actualmente, el aceite de pirólisis ha recibido una mayor atención por el interés en los biocombustibles
obtenidos a partir de la biomasa. Debido a que el uso de cultivos energéticos puede competir indirectamente
con recursos alimenticios, se están buscando alternativas que usen elementos de residuo, lo que ha dado lugar a

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 3
la segunda generación de biocombustibles.
El bio-oil tiene ventajas medioambientales respecto a los combustibles fósiles. Esta materia prima es neutra en
CO2 y en gases de efecto invernadero. Por lo tanto, puede generar créditos de dióxido de carbono. No se
generan emisiones de SOx porque la biomasa vegetal contiene pequeñísimas cantidades de azufre y por
consiguiente, su uso no se tiene que enfrentar a las tasas de SOx. Los combustibles de bio-oil eliminan más del
50% de las emisiones de NOx que el diesel en las turbinas de gas. [10]
Los procesos de pirólisis rápida y de licuefacción hidrotérmica son capaces de transformar residuos forestales
y agrícolas en un producto energético bastante prometedor. Se consigue un producto líquido, lo que mejora su
manejo y transporte, con una densidad energética atractiva y que puede sentar una nueva red de transporte de
energía por medio de un planteamiento de estructura descentralizada. [23]
Estos procesos termoquímicos tienen la ventaja de que son relativamente simples, generalmente requieren un
solo reactor y por tanto el coste de inversión es relativamente bajo. Sin embargo, el proceso no es selectivo,
produciendo un amplio rango de subproductos, incluyendo una gran cantidad de char. [11]
1.1.1 Pirólisis rápida o pirólisis flash
El proceso de pirólisis consiste en someter una masa orgánica a temperaturas elevadas en ausencia de oxígeno,
de tal forma que se obtiene una descomposición en distintas sustancias sin que se produzca una combustión.
La descomposición consiste en la división de la materia orgánica en un producto líquido que será el
denominado bio-oil o aceite de pirólisis, un producto gaseoso incondensable que es básicamente gas de síntesis
(CO y H2) y un producto sólido que se denomina char o biochar, con propiedades similares al carbón pero de
un origen puramente renovable como es la biomasa. El producto líquido se obtiene, en realidad, de la parte
volátil de la biomasa que es refrigerada formando el bio-oil. Se pueden usar los gases calientes para el secado
de la biomasa anterior a la entrada en el reactor de pirólisis y se tiene que separar el char formado para evitar
que acabe como sólido en suspensión en el líquido. (Fig. 1-2)
Fig. 1-2: Representación esquemática de la pirólisis rápida [22]

4 Introducción
La pirólisis tiene distintas modalidades en función de los tiempos de residencia de la biomasa dentro del
equipo y de las condiciones de operación. Se pueden clasificar en pirólisis rápida (o pirólisis flash), pirólisis
intermedia y pirólisis lenta. El proceso que se usa para la producción de bio-oil es la pirólisis rápida puesto que
es la que maximiza la producción de líquido frente a gas y char (Fig. 1-3). El calentamiento de la materia y el
posterior enfriado rápido permite que las reacciones de polimerización se interrumpan y que no se formen
productos pesados, dando mejores rendimientos en líquidos. [9]
Fig. 1-3: Distribución de productos en los procesos termoquímicos sobre la biomasa [9]
1.1.2 Licuefacción hidrotérmica [11]
La licuefacción hidrotérmica (Hydrothermal Liquefaction: HTL) es el sometimiento de la biomasa a
temperaturas elevadas y a altas presiones en un medio acuoso, que actúa como reactivo y catalizador de tal
forma que se obtiene el producto líquido. Puede hacerse también con o sin catalizador sólido. En este proceso
los productos obtenidos son el bio-oil, biochar y agua con componentes orgánicos solubles. El proceso HTL
también es denominado licuefacción directa, mejora hidrotérmica, pirólisis hidrotérmica, depolimerización y
solvólisis.
El agua está en condiciones elevadas de temperatura y presión para mantenerla en estado líquido o
supercrítico. El uso de agua como solvente elimina la necesidad de biomasa seca y es idónea para la biomasa
de origen acuático y permite realizar reacciones a menores temperaturas comparadas con la pirólisis rápida.
En un principio se supuso como una tecnología para transformar carbón en combustibles líquidos, pero se ha

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 5
aplicado a un amplio rango de materias primas (generalmente residuales) como es la biomasa maderera,
residuos agrícolas, residuos orgánicos (fangos de aguas residuales y desperdicios de origen animal) y plantas
acuáticas. Dentro de estas materias se ha observado que los residuos orgánicos han dado buenos resultados en
HTL, con un mayor rendimiento en producción de aceite y mayor poder calorífico, comparados con la
biomasa maderera y los residuos agrícolas. Frente a la pirólisis flash la licuefacción hidrotérmica presenta una
vía adecuada para mitigar los problemas medioambientales y económicos relacionados con la generación de
grandes volúmenes de residuos orgánicos puesto que no sólo se reducen los contaminantes sino que también se
produce energía útil en forma de combustible líquido.
Comparada con la pirólisis rápida, la licuefacción hidrotérmica está en fases tempranas de desarrollo. Todavía
se están estudiando las condiciones de operación apropiadas para llevar a cabo el proceso y la calidad de los
productos, como la temperatura final de licuefacción, los tiempos de residencia, calefacción de la biomasa,
tamaños de las partículas de biomasa, el tipo de medio de dilución y los donantes de hidrógeno (sustancias que
aportan hidrógeno a la materia prima durante el proceso y que consiguen que el producto no tenga un ratio
H/C demasiado bajo y/o inhibir la formación de char). En general, la investigación se ha centrado en
maximizar la producción de aceite sin prestar suficiente atención en la interacción de estos parámetros en la
calidad y composición de producto.
Hasta ahora los resultados de las investigaciones son bastante pobres y no aclaran qué procesos internos se
están llevando a cabo y cómo la composición de la biomasa afecta al proceso. Así que se sugiere un estudio
riguroso con una combinación de distintos compuestos modelo (hidrocarburos, proteínas, grasas, contenido
mineral y ceniza) que simulen el comportamiento de los residuos.
Aún con este nivel de desarrollo se han realizado esfuerzos para hacer material este proceso. En 2005, la
Universidad de Illinois en Urbana-Champaign desarrolló un reactor de pequeña escala y ha convertido los
purines de cerdo en bio-oil y Worldwide Bioenergy LLC ha comercializado esta tecnología y construido una
planta piloto con una capacidad de 40 barriles al día en Houston, Texas. Aunque la operación del reactor
mostraba resultados satisfactorios, la impulsión de fangos causaba problemas en las bombas. En resumen,
ninguna de las organizaciones o entidades comerciales ha tenido el suficiente éxito para desarrollar sistemas
estandarizados. Además, la fiabilidad de estos sistemas una vez que fueran comercializados todavía se
mantiene desconocida.

6 Introducción
1.1.3 Comparación de tecnologías
Tecnologías Pirólisis rápida/flash Licuefacción hidrotérmica
Requisitos y
condiciones de
tratamiento
Temperatura relativamente alta (450-
500ºC)
Bajos tiempos de residencia (aprox.
1s)
Presión atmosférica
Secado previo necesario
Temperatura relativamente baja
(300-400ºC)
Mayores tiempos de residencia
(0,2h-1h)
Altas presiones (5-20 MPa)
Secado previo innecesario
Descripción de
proceso y
reacciones
implicadas
Las moléculas ligeras son convertidas en
productos similares al crudo a través de
reacciones homogéneas en la fase gas
Ocurre en una fase acuosa que implica
secuencias complejas de reacciones que no
están del todo determinadas
Ventajas Altas producciones de hasta el 80%
de la alimentación seca
Menor coste de inversión
Mejor calidad del bio-oil obtenido
(mayor poder calorífico, menor
contenido en humedad)
Desventajas Peor calidad de combustible
Producción de aceite relativamente
baja (20-60%)
Necesidad de equipo de alta
presión, por tanto, mayores costes
de inversión.
Tabla 1-1: Comparación entre tecnologías de producción de bio-oil [11]
1.1.4 Planteamiento de producción
Actualmente la tecnología de pirólisis rápida está más desarrollada y ha conseguido mayor avance en términos
de comercialización que la licuefacción directa. Por consiguiente, la producción de biocrudo ha tomado la ruta
de la pirólisis flash y lo más posible es que ésta vaya a ser la encargada de cubrir las necesidades de esta
materia renovable en los próximos años.
Se está planteando un sistema de abastecimiento descentralizado de bio-oil en el que se recibiría la biomasa en
una planta cercana a los recursos de biomasa y de ésta se obtendría el bio-oil por medio de pirólisis rápida. Sin
embargo, el aceite resultante debería ser tratado posteriormente para poder trabajar con él debido a sus
problemáticas propiedades. Éste puede usarse como combustible industrial para calderas, hornos y turbinas de
gas o llevarse a una refinería para que por medio de una mejora en mayor profundidad se obtenga
combustibles de transporte y productos petroquímicos, como aparece en la Fig. 1-4.
Mediante un esquema de producción descentralizado se consigue un ahorro en los costes de transporte, puesto
que no se transporta una materia poco densa como la biomasa, se aprovechan mejor los recursos locales y se
utiliza la ventaja que tiene el bio-oil como un producto de mayor densidad energética. [23]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 7
Fig. 1-4: Esquema de producción descentralizada de bio-oil [18]
Además, la biomasa está cobrando mayor relevancia debido al agotamiento de las reservas de petróleo, la peor
calidad de los crudos extraídos, la legislación de emisiones de gases de efecto invernadero y la transición
energética a fuentes renovables. La posibilidad de poder usar el aceite de pirólisis como un sustituto al crudo
permitiría esta transición renovable.
1.2 Descripción de propiedades y sus inconvenientes
El aceite de pirólisis presenta una serie de propiedades que son graves inconvenientes para su procesado,
manejo y uso.
Los bio-oils tienen una gran acidez debido a su alto contenido en ácidos carboxílicos, presentan una alta
viscosidad, comportamiento inestable e inmiscibilidad con los hidrocarburos fósiles. Todas estas propiedades
son atribuidas al alto contenido de oxígeno en su composición.
Por consiguiente hay que ir solucionando estas propiedades mientras se procesan.
1.2.1 Importancia de la materia prima [8]
Para alcanzar altas producciones de bio-oil hace falta la caracterización de las materias primas, para saber qué
medidas usar para facilitar la calefacción de la materia dentro del reactor. El tipo de materia prima también
tiene un rol importante en las propiedades posteriores que tendrá el aceite. Comúnmente, los residuos
forestales y de cultivo son la materia prima más común para producir aceite de pirólisis como la colza, el

8 Introducción
girasol, el forraje, cáscara de arroz, tallos de algodón, tallos de maíz, bagasa de caña de azúcar y cáscara de
coco. (Fig.1-5)
Fig. 1-5: Representación de los distintos rendimientos en aceite en distintos tipos de biomasa y temperatura de pirólisis [9]
Sin embargo, esto no se limita a residuos forestales, sino que también se ha investigado sobre microalgas y
macroalgas, donde las microalgas han presentado mejores propiedades que las macroalgas, ya que pueden ser
cultivadas en gran escala con un suministro de nutrientes y de agua residuales. Pueden ser una materia prima
barata capaz de crecer de forma natural absorbiendo los compuestos fosforados y nitrogenados.
La presencia de especies inorgánicas influye en los usos posteriores del bio-oil. Las sustancias inorgánicas
están asociadas al envejecimiento prematuro del aceite de pirólisis, lo que implica el cambio de las
propiedades físicas asociadas con el almacenamiento.
1.2.2 Factores desfavorables del biocrudo
1.2.2.1 Oxígeno [13]
El aceite de pirólisis retiene la mayoría del oxígeno contenido en la materia prima. El contenido varía en un
rango del 35 al 60% (base húmeda), que es determinado principalmente por el contenido de agua. El oxígeno
está presente en casi todos los compuestos orgánicos en los aceites de pirólisis y es la principal razón entre las
diferencias entre esta materia y la petrolífera.
Estos compuestos oxigenados hacen los aceites polares e inmiscibles con las alimentaciones petrolíferas. Éste

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 9
es el inconveniente clave de los biocrudos y que condiciona los equipos de coprocesado y el modo de
introducción en el equipo. Además, el alto contenido de oxígeno es responsable del bajo poder calorífico, la
corrosividad y la inestabilidad de los aceites.
1.2.2.2 Agua [13]
Es el componente que se encuentra en mayor proporción. Se origina del contenido original de agua de las
materias primas y de las reacciones de deshidratación durante el proceso de pirólisis rápida.
El contenido de agua de los biocrudos varía normalmente en el rango de 15-30%, dependiendo de la humedad
inicial y las condiciones de pirólisis. Como ya se sabe el bio-oil se divide en dos fases mediante adición de
agua, así que para mantener la homogeneidad, hay que imponer un límite superior de contenido de agua para
que no se produzca dicha separación. La formación de dos fases es un gran contratiempo para la operación y
depende de la composición química de los aceites. Para prevenir esto se restringe el contenido en agua de las
materias primas a menos del 10% p/p.
El agua es difícil de eliminar del aceite de pirólisis y ésta tiene tanto efectos positivos como negativos en el
almacenamiento y uso. Por una parte, reduce el poder calorífico y puede causar separación entre fases pero por
la otra, ayuda a reducir la viscosidad y facilita el bombeo.
En aplicaciones de uso del bio-oil como combustible similar al fueloil, el agua favorece el retraso en la
ignición, reduce la velocidad de combustión y la temperatura de llama adiabática. También favorece la
evaporación prematura y dificultades de inyección durante el proceso de precalentamiento. Por otra parte, la
reducción de la viscosidad ayuda a la atomización. Por lo que sería beneficiosa para reducir las emisiones
contaminantes durante la combustión.
1.2.2.3 Acidez y corrosividad
El aceite de pirólisis comprende cantidades sustanciales de ácidos carboxílicos [13], como el acético y el
fórmico, que lleva a bajos valores de pH de 2 a 3. Por ejemplo, el aceite de pirólisis de pino tiene un pH de 2,6
mientras que el de aceite de madera dura fue 2,8. La acidez hace al aceite muy corrosivo, lo cual se acentúa a
altas temperaturas. Esto impone mayores requisitos en los materiales de construcción de los recipientes y los
procesos de mejora. Se han propuesto aceros con prestaciones para corrosión como los 317 SS. [2]
1.2.2.4 Sólidos [13]
Los bio-oils contienen una cantidad variable de sólidos y principalmente son partículas de char y otros
materiales como el portador de calor en los lechos fluidos de pirólisis. Éstos escapan de los sistemas
convencionales de ciclones que hay en el condensador del sistema de pirólisis. El contenido en sólidos puede
llegar a ser de hasta el 3% con la mayoría de las partículas siendo inferiores a 10 micras.

10 Introducción
Las partículas sólidas traen muchos inconvenientes para el almacenamiento, procesado y combustión de los
biocrudos. Para empezar, las partículas se aglomeran lentamente y forman fondos en los recipientes. Incluso
con filtración, las partículas más pequeñas se aglomeran y precipitan.
El contenido de sólidos también incrementa la viscosidad aparente con los correspondientes problemas de
bombeo y atomización. Éstos también causan bloqueo y erosión en los sistemas de inyección.
Para finalizar, los sólidos actúan como catalizadores que favorecen las reacciones de envejecimiento con el
incremento de viscosidad y de separación de fases correspondiente. En aplicaciones de combustión, esto
propicia también el inquemado de parte de las partículas y que éstas pueden emitirse a la atmósfera.
1.2.2.5 Ceniza
Durante el proceso pirolítico, la mayoría de los compuestos inorgánicos (cenizas) se concentran en el char. Los
metales contenidos en las cenizas causan la erosión a altas temperaturas durante la combustión. [13]
1.2.2.6 Poder calorífico
Su poder calorífico inferior es típicamente 14-18 MJ/kg, que es mucho menor de los combustibles petrolíferos
y se atribuye al contenido de oxígeno. La densidad de los aceites es 1,2 kg/L comparada con los 0,8-1 kg/L de
los combustibles petrolíferos. Por lo que la densidad energética es el 50-60% de los combustibles petrolíferos.
[13]
1.2.3 Estabilidad del bio-oil [12]
El bio-oil es un producto cuyas propiedades cambian debido a las reacciones que se producen entre las
sustancias que lo componen. Esto es lo que se denomina el envejecimiento del aceite y que implica un
incremento de la viscosidad y otras propiedades.
Para plantear los cambios que se producen en el envejecimiento se consideran dos estabilidades.
1.2.3.1 Estabilidad térmica
Con estabilidad térmica se refiere a la habilidad del bio-oil de mantener sus propiedades originales en un
entorno de temperatura relativamente alta.
Numerosos estudios han mostrado que el tiempo y la temperatura en el almacenamiento a largo plazo afectan a
la viscosidad, al contenido de humedad y al peso molecular medio del aceite de pirólisis.
En los estudios se ha demostrado que el peso molecular medio sigue cinética de primer orden y la viscosidad y
peso molecular medio estaban linealmente correlacionados con el tiempo de almacenamiento bajo condiciones
que fueron de 3 meses a temperatura ambiente y 9 días a 60ºC. Otro estudio demostró que el incremento de

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 11
viscosidad que tiene un aceite de pirólisis calentando a 80ºC durante 24 h era el equivalente a almacenar el
mismo biocrudo a temperatura ambiente en un año.
También se ha encontrado que los componentes solubles en agua y éter decrecieron a mayor tiempo de
almacenamiento mientras que la lignina pirolítica aumentó.
1.2.3.2 Estabilidad oxidante
La estabilidad oxidante se refiere a la habilidad del bio-oil de resistir la oxidación atmosférica y mantener sus
propiedades naturales. La presencia de oxígeno da lugar al envejecimiento prematuro de la materia. De hecho,
el oxígeno y la materia orgánica en el aceite forman superóxidos que favorecen la polimerización de otras
sustancias y aumenta la diferencia de polaridades. Por consiguiente, se produce agua y separación entre fases.
El almacenamiento libre de aire u oxígeno ha permitido disminuir el ritmo de envejecimiento hasta cierto
punto.
La adición de solventes orgánicos, que es una manera de solucionar los problemas de inestabilidad, no sólo
reduce la materia particulada sino que también promueve la estabilidad oxidante del biocrudo.
1.2.4 Características del bio-oil
Los datos fueron recogidos en el trabajo de Xiu y cía. [11]
Poder calorífico inferior: 13-18 MJ/kg
Contenido de agua del 20 al 35% p/p
Viscosidad intermedia a los fueloils ligeros y los fueloils pesados
Alta temperatura de ignición
pH ácido de 2 a 3
Flash point 40-65ºC
Densidad 1,15-1,25 kg/L
Polimeriza lentamente
1.2.5 Comparación con el fueloil convencional
El poder calorífico del bio-oil es aproximadamente la mitad del contenido energético del fueloil de calefacción
de origen fósil. [10]

12 Introducción
Propiedad física Bio-oil Fuel oil pesado
Contenido en humedad (%) 15-30 0,1
pH 2,5 -
Gravedad específica 1,2 0,94
Poder calorífico superior (MJ/kg) 16-19 40
Viscosidad (a 50ºC) (cP) 40-100 180
Sólidos (% p/p) 0,2-1 1
Residuos de destilación (% p/p) Hasta 50 1
Ceniza 0-0,2 0,1
Composición elemental (% p/p)
C 54-58 85
H 5,5-7,0 11
O 35-40 1,0
N 0-0,2 0,3
Tabla 1-2. Comparación de las propiedades del aceite de pirólisis [10]
1.3 Usos del bio-oil
Los aceites pueden ser usados directamente como combustibles de calderas o ser posteriormente mejorados
para la obtención de combustibles y otros productos químicos. [11]
- Combustible para sistemas de calderas, quemadores y hornos para la generación de calor.
- Combustible para motores diesel y turbinas para la generación de potencia
- Se puede usar como combustible de transporte tras mejora
- Producción de anhidro-azúcares como levoglucosan, que tienen potencial para la fabricación de
medicamentos, surfactantes y polímeros biodegradables.
- Puede ser usado como condimento alimenticio.
- Producción de químicos y resinas (Por ejemplo: productos agrícolas, fertilizantes, ácidos y agentes de
control de emisiones)
- Puede emplearse para la fabricación de adhesivos (Por ejemplo: sustancia cohesiva para asfaltos)

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 13
Uso como combustible Limitaciones Mejoras del aceite
Calderas Estabilidad y viscosidad No hace falta (pocas modificaciones en
la planta de calderas)
Turbinas de gas Ceniza del biocrudo No se sabe si con el filtrado será
suficiente
Motores diesel
(alimentación pesada) Retraso de la ignición y acidez
Emulsiones con biodiesel y crudo
petrolífero
Motores diesel
(alimentación ligera)
Alta viscosidad, acidez, no
homogeneidad, combustión lenta Hidrodesoxigenación + Destilación
Como alimentación en
refinería
Inmiscible con el crudo fósil, formación
de char cuando se calienta Hidrodesoxigenación
Tabla 1-3: Usos del aceite de pirólisis como materia combustible o de integración [19]
1.4 Proceso y reactores
1.4.1 Descripción del proceso de pirólisis
Como en todos los procesos de conversión, la parte más importante es el reactor. Aunque probablemente
represente sólo un 10-15% del coste de inversión total del sistema integrado, la mayoría de la investigación y
el desarrollo se ha centrado en desarrollar y comprobar distintas configuraciones de reactor en una variedad de
materias primas, aunque es ahora cuando se está prestando más atención en la mejora de la calidad del líquido
obtenido. [9]
El resto de los procesos giran en torno a la pirólisis rápida consiste en [9]:
1. Recepción de la biomasa
2. Almacenamiento y manejo
3. Secado y molienda
4. Recogida, almacenamiento y mejora de productos
1.4.2 Lecho fluido burbujeante [9]
Es una tecnología muy desarrollada previamente por lo que tiene una amplia literatura a sus espaldas. Tiene
14 Introducción
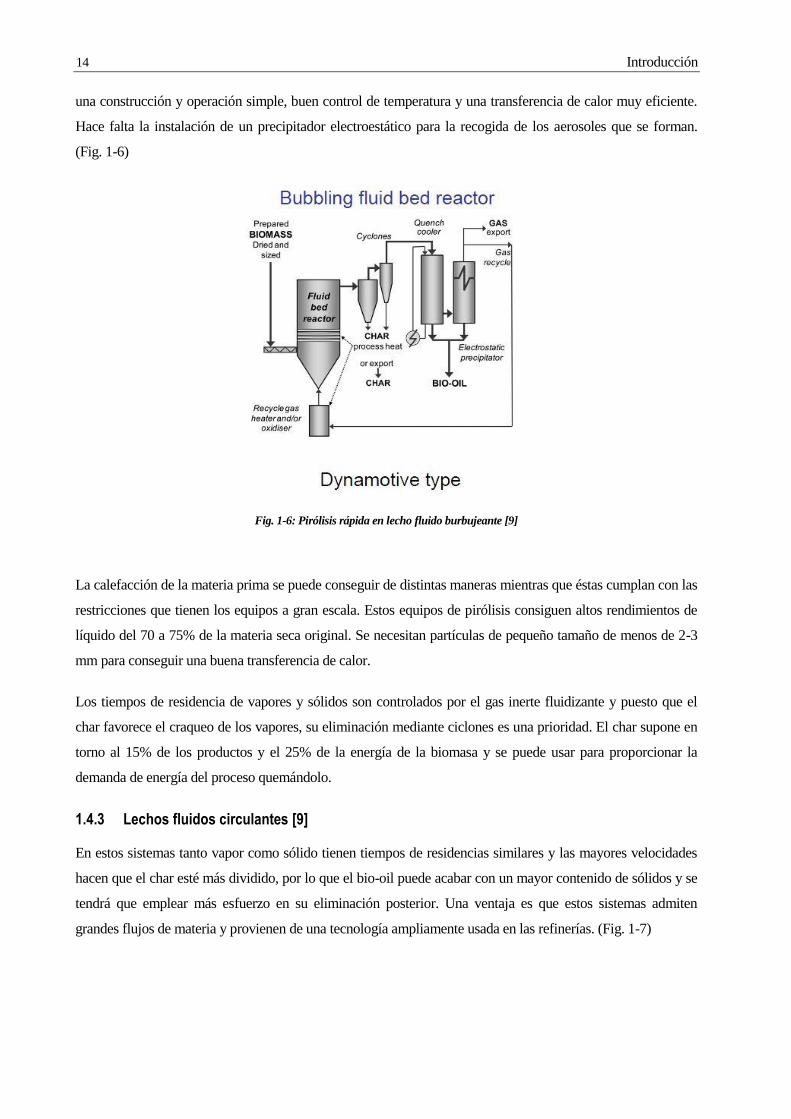
una construcción y operación simple, buen control de temperatura y una transferencia de calor muy eficiente.
Hace falta la instalación de un precipitador electroestático para la recogida de los aerosoles que se forman.
(Fig. 1-6)
Fig. 1-6: Pirólisis rápida en lecho fluido burbujeante [9]
La calefacción de la materia prima se puede conseguir de distintas maneras mientras que éstas cumplan con las
restricciones que tienen los equipos a gran escala. Estos equipos de pirólisis consiguen altos rendimientos de
líquido del 70 a 75% de la materia seca original. Se necesitan partículas de pequeño tamaño de menos de 2-3
mm para conseguir una buena transferencia de calor.
Los tiempos de residencia de vapores y sólidos son controlados por el gas inerte fluidizante y puesto que el
char favorece el craqueo de los vapores, su eliminación mediante ciclones es una prioridad. El char supone en
torno al 15% de los productos y el 25% de la energía de la biomasa y se puede usar para proporcionar la
demanda de energía del proceso quemándolo.
1.4.3 Lechos fluidos circulantes [9]
En estos sistemas tanto vapor como sólido tienen tiempos de residencias similares y las mayores velocidades
hacen que el char esté más dividido, por lo que el bio-oil puede acabar con un mayor contenido de sólidos y se
tendrá que emplear más esfuerzo en su eliminación posterior. Una ventaja es que estos sistemas admiten
grandes flujos de materia y provienen de una tecnología ampliamente usada en las refinerías. (Fig. 1-7)

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 15
Fig. 1-7: Pirólisis rápida en lecho fluido circularnte [9]
El suministro de calor se consigue con la combustión del char producido en un quemador que calienta la arena
que se emplea como portador de calor.
1.4.4 Cono rotativo [9]
Es un desarrollo inventado por la Universidad de Twente y desarrollado por BTG. El transporte de la materia
no se realiza por un gas fluidizante sino por las fuerzas centrífugas se producen en el cono rotativo. (Fig.1-8)
Fig. 1-8: Pirólisis rápida en cono rotativo [9]
1.4.5 Pirólisis ablativa [9]
Presenta un concepto muy diferente respecto a los otros métodos. La madera es presionada sobre una
superficie calefactada y se mueve rápidamente de tal forma que la madera se “derrite” y deja una capa de
aceite que se evapora. Este proceso usa partículas más grandes de madera y está limitado por el suministro de
calor al reactor. Esto lleva a reactores compactos e intensivos que no necesitan gas portador, pero con la
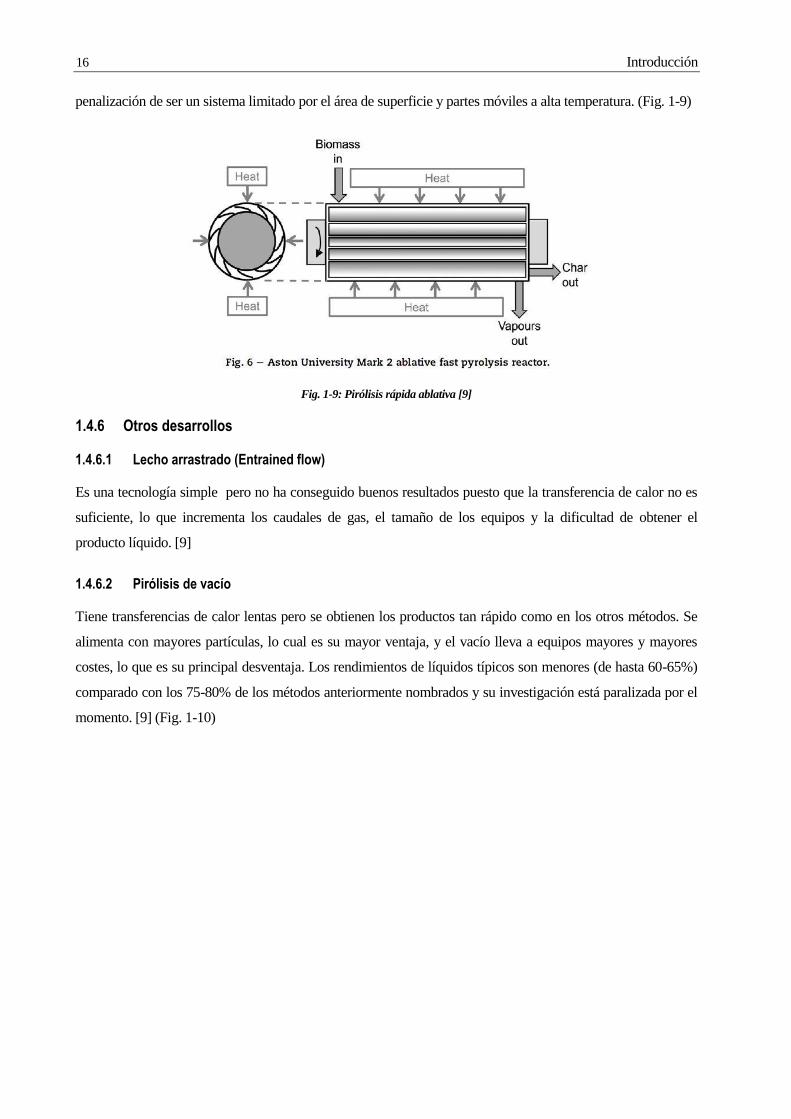
16 Introducción
penalización de ser un sistema limitado por el área de superficie y partes móviles a alta temperatura. (Fig. 1-9)
Fig. 1-9: Pirólisis rápida ablativa [9]
1.4.6 Otros desarrollos
1.4.6.1 Lecho arrastrado (Entrained flow)
Es una tecnología simple pero no ha conseguido buenos resultados puesto que la transferencia de calor no es
suficiente, lo que incrementa los caudales de gas, el tamaño de los equipos y la dificultad de obtener el
producto líquido. [9]
1.4.6.2 Pirólisis de vacío
Tiene transferencias de calor lentas pero se obtienen los productos tan rápido como en los otros métodos. Se
alimenta con mayores partículas, lo cual es su mayor ventaja, y el vacío lleva a equipos mayores y mayores
costes, lo que es su principal desventaja. Los rendimientos de líquidos típicos son menores (de hasta 60-65%)
comparado con los 75-80% de los métodos anteriormente nombrados y su investigación está paralizada por el
momento. [9] (Fig. 1-10)

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 17
Fig. 1-10: Representación esquemática de la pirólisis de vacío [8]
1.4.6.3 Reactores Auger o de tornillo
Forma parte de los desarrollos en los que la biomasa se transporta mecánicamente a través de un tornillo sin fin
a alta temperatura en vez de usar fluidos (Fig. 1-11). Se puede usar cualquier materia como portador de calor.
El inconveniente es que no se puede conseguir bajos tiempos de residencia, sino de 5 a 30 segundos en función
del tipo de reactor. Los reactores de tornillo son apropiados para materiales difíciles de manejar, pero producen
menor líquido y mayor char. [9]
Fig. 1-11: Representación esquemática del reactor Auger [8]
1.4.6.4 Pirólisis rápida de lecho fijo
Es difícil visionar la pirólisis en lechos fijos que cumplan con los requisitos básicos y no se cree que llegue a
más de la escala de laboratorio o piloto. [9]
1.4.6.5 Pirólisis con microondas
El calentamiento mediante microondas es la principal diferencia frente a las otras técnicas, ya que las

18 Introducción
partículas son calentadas desde dentro y no por una fuente externa. Aunque no se sabe muy bien si esto se
puede considerar como una pirólisis rápida, es un concepto interesante. Sin embargo, hay un inconveniente y
es que las microondas no pueden atravesar más de una determinada distancia por lo que las perspectivas para
escalados superiores son poco alentadoras. [9]
Tipo de reactor Ventajas, desventajas y características
Ablativo
Acepta materias primas de gran tamaño de partícula
Mucha abrasión de las partículas
Diseño compacto
Suministro de calor problemático
No hace falta gas fluidizante ni calefactor
Lecho fluido circulante
Altos calores transmitidos
Alta abrasión del char
Hace falta la separación del char y el portador de calor
Hace falta el reciclo de sólidos
Lecho fluido burbujeante
Altos calores transmitidos
Abrasión del char limitada
Buena mezcla de sólidos
Configuración de reactor simple
Partículas menores de 2 mm
Lecho arrastrado
Bajas transferencias de calor
Partículas menores de 2 mm
Mezcla de gas y sólido limitada
Cono rotativo
Diseño compacto
No se necesita gas fluidizante
Tiene problemas de escalado
Tabla 1-4. Comparación de tecnologías [22]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 19
Fig. 1-12: Tabla de comparación de tecnologías de pirólisis rápida [18]
1.5 Desarrollos realizados en la producción de bio-oil
1.5.1 Joensuu (Finlandia)
Fortum, Metso, UPM y VTT han desarrollado el primer concepto de producción de bio-oil integrada para
proporcionar una alternativa para los combustibles fósiles. Metso ha construido una planta de demostración de
aceite de pirólisis conectada con planta de producción de calor y electricidad (CHP) de Fortum en Joensuu
(Finlandia). La planta de bio-oil integrada es única en su escala industrial y producirá calor, electricidad y
50000 t de biocrudo al año. [17]
La producción de electricidad y calor se realizaría a partir de la combustión del char formado en la pirólisis en
una caldera de lecho fluido. La caldera calienta la arena que sirve para el lecho fluido circulante del reactor de
pirólisis. [4]
La materia prima de la planta de Joensuu es la biomasa maderera y residuos forestales de origen local:
Residuos de tala
Desbroce forestal
Coproductos de la industria del papel y la pulpa
VTT junto con sus asociados han identificado el considerable potencial de materias primas como las de pulpa
y papel y las de procesado de madera en Europa y Norteamérica para la pirólisis rápida.
El primer uso del aceite de pirólisis es la sustitución de fueloils en hornos industriales y calderas pero este
consorcio tiene el objetivo a largo plazo de la coalimentación para las refinerías convencionales para la

20 Introducción
producción de combustibles de transporte y como materia prima petroquímica.
Basado en las experiencias con la materia prima, se sugiere incluir las siguientes especificaciones para la
calidad en la biomasa que se alimenta a pirólisis:
Contenido en humedad: <10%
Volátiles: >75%
Ceniza: <2%
Para desarrollar este concepto, el consorcio ya había construido una unidad piloto de producción de biocrudo
de hasta 7 toneladas al día, que incluye un reactor de pirólisis integrado con una caldera de lecho fluido
convencional. Se ha probado la viabilidad y ya se han producido 110 toneladas de bio-oil. Alrededor de 40
toneladas de bio-oil han sido llevadas eficientemente a combustión a la planta de calefacción de 1,5 MW de
Masala (Finlandia). El desarrollo del concepto ha sido apoyado por el trabajo experimental sobre el aceite de
pirólisis de VTT.
Reemplazando los combustibles fósiles con bio-oil, las emisiones de CO2 en la producción de calor pueden
reducirse más del 70%. El aceite de pirólisis no contiene azufre, lo cual es un impacto positivo para la calidad
del aire local.
La producción planeada de biocrudo es aproximadamente de 50000 toneladas anuales y se estima las
siguientes cifras:
- Calefacción para el distrito cercano para 10000 casas adosadas o para 24000 apartamentos de tamaño
medio
- Aproximadamente una reducción de 60000 toneladas de emisiones de dióxido de carbono.
- Aproximadamente una reducción de 320 toneladas de emisiones de SO2.
1.5.2 Ensyn [15]
Es la compañía que ha desarrollado el primer proceso comercial de pirólisis rápida, denominado Rapid
Thermal Processing (RTPTM
), y como su nombre indica es la calefacción rápida de la materia orgánica. Su
aceite de pirólisis recibe el nombre comercial de RFO (Renewable Fuel Oil).
Ensyn ha diseñado y asesorado 16 instalaciones, desde escala piloto a comercial, durante los 25 años de
producción de químicos y combustibles de calefacción y para la comprobación y desarrollo de productos.
Actualmente hay seis instalaciones de procesado de biomasa en operación.
La primera instalación en escala comercial de Ensyn dedicada a la producción de biocombustible está

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 21
localizada en Renfrew, Ontario. Inicialmente tiene una producción de 3 millones de galones al año.
La planta de Ontario ha estado en operación desde 2006 y centrada en la producción primaria de líquidos para
químicos y combustibles de calefacción. Además esta planta ha servido para demostrar y comercializar
negocios de biocombustibles. En 2014 se llevó a cabo una mejora de capital que permitió a la planta llegar a la
capacidad de 3 millones de galones (11,36 millones de litros) al año. Esto fue financiado parcialmente con una
aportación de 1,5 millones de dólares por el Centro de Investigación e Innovación en Bioeconomía de Ontario
(CRIBE).
La producción comercial de esta planta en Ontario está dirigida a clientes de combustible de calefacción en el
nordeste de EEUU y Quebec con acuerdos ya firmados.
Ensyn ha establecido varias relaciones estratégicas con compañías líderes para expandir sus negocios en
Norteamérica y Brasil. Ensyn ha establecido una alianza con UOP LLC, compañía de Honeywell. Bajo esta
alianza denominada Envergent Technologies, UOP provee ingeniería y suministros del equipo RTPTM
de
Ensyn a proyectos de desarrollo de biorrefinería y garantiza su funcionamiento. Además UOP apoya en el
desarrollo de productos y mercado en las aplicaciones de coprocesado de refinería, como por ejemplo, en la
fase de hidrotratamiento.
Ensyn y Chevron Technology Ventures (CTV) han establecido una relación estratégica respecto a la
producción de combustibles renovables a partir de los líquidos de RTPTM
. Esta iniciativa incluye un acuerdo
bajo el cual CTV lleva a cabo las tecnologías de mejora de Chevron y los procedimientos de refinería para
convertir los líquidos en materias primas y de mezcla para combustibles de transporte, como la gasolina y el
diesel.
1.5.3 Proyecto EMPYRO
El objetivo del proyecto es construir y demostrar una planta de pirólisis de poligeneración de 25 MW para
producir electricidad, vapor de proceso y aceite de pirólisis.
A principios de 2014, Empyro BV anunció que ya había empezado la construcción de su planta de producción
de aceite de pirólisis en el emplazamiento AzkoNobel en Hengelo (Países Bajos) y para el final de ese año la
construcción estaría terminada. La capacidad de producción de la planta crecerá paulatinamente hasta llegar al
máximo previsto de 20 millones de litros de biocrudo por año. Esta cantidad de crudo renovable servirá para
sustituir en torno a 12 millones de metros cúbicos de gas natural, equivalente al consumo anual de 8000
viviendas, lo cual ahorra hasta 20000 toneladas de emisiones de CO2 por año. [1]
El proyecto ha sido posible gracias al apoyo económico de la Comisión Europea (FP7 Programme), el
Ministerio de Economía a través del programa Topsector Energie TKI-BBE, la provincia de Overijssel, el
22 Introducción
Fondo de Energía de Overijssel y un inversor privado de Enschede. La inversión para el diseño y construcción
de la planta Empyro es de 19 millones de euros.
Internacionalmente hay interés para desarrollar más plantas de pirólisis pero en un principio sólo se construirá
la planta en Hengelo. Se han redactado órdenes de construcción para las compañías de Enschede, Zeton y
HoST, y la compañía de Hengelo Stork, Thermeq. Como mínimo hay un total de 15 suministradores locales
involucrados en el proyecto.
El proceso fue ideado por la Universidad de Twente y ha sido desarrollado en los últimos 20 años por BTG en
Enschede, Países Bajos. Empyro BV fue fundada por BTG Bioliquids BV (suministrador de la tecnología) y
Tree Power (inversor en renovables) y tiene como objetivo demostrar la tecnología a escala comercial.
Empyro convertirá en cada hora 5 toneladas de biomasa a 3,5 toneladas de aceite de pirólisis. La planta
también producirá suficiente electricidad para su propio uso y suministrará vapor para la producción de sal de
la planta AzkoNobel. Esto también reducirá las emisiones anuales de CO2 hasta 6000 toneladas, lo que supone
una reducción de la huella de carbono del 15%.
FrieslandCampina será la compañía que compre el bio-oil producido en un contrato a largo plazo. Esta
compañía usará este combustible en su producción en Borculo para ahorrarse el consumo de 10 millones de
metros cúbicos de gas natural al año.
Debido a la naturaleza innovadora de la tecnología, Empyro puede cubrir el 40% de la inversión total gracias a
subsidiarios europeos, holandeses y locales de la zona.
El 20 de mayo de 2015 se realizó la ceremonia de apertura de la planta en la que llenó el primer camión
cisterna con aceite de pirólisis. [21]
1.6 Alternativas
1.6.1 Pirólisis catalítica [3]
Se ha propuesto como medida de mejora del aceite de pirólisis que ésta se realice en el propio proceso de
producción, esto consistiría en la sustitución del portador de calor por un catalizador que favorezca la
eliminación de sustancias problemáticas y grupos de oxígeno.
Este sería el fundamento de la pirólisis catalítica y se presenta como una de las medidas más prometedoras, ya
que se podrían eliminar los inconvenientes de operación y no se arrastrarían en los equipos posteriores. Incluso
se podría evitar tener que acondicionar demasiado la materia prima y se conseguiría alimentar con mayor
facilidad en refinerías modernas o usar como combustible.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 23
Un catalizador ideal para la pirólisis debería dar altas producciones y calidades de bio-oil con bajas cantidades
de oxígeno y agua, minimizar los componentes indeseables presentes en el bio-oil, presentar resistencia a la
desactivación y tener estabilidad térmica.
El oxígeno se eliminaría en los vapores de pirólisis en forma de CO, CO2 y H2O. En esta parte de la
producción se busca la eliminación en forma de CO2 ya que se elimina la mayor cantidad de oxígeno y la
mínima de carbono e hidrógeno. De esta forma se mejoraría el ratio H/C y esto reduce la deposición de coque.
Entre los catalizadores que se han propuesto están las zeolitas, los materiales mesoporosos con distribución de
tamaño de poros uniforme y materiales híbridos microporosos y mesoporosos dopados con metales nobles y
de transición y catalizadores básicos, que también son usados en el craqueo catalítico. Estos catalizadores
deberían ser capaces de favorecer las reacciones de decarboxilación, produciendo bio-oil de alta calidad y
bajas cantidades de oxígeno y agua. Esto debería inhibir también la formación de compuestos indeseables,
como las cetonas, los ácidos y los carbonilos, poco beneficiosos para el uso directo o coprocesado posterior del
aceite.
Las reacciones de pirólisis de la biomasa son endotérmicas, por tanto, el portador de calor debería ser capaz de
proporcionar el calor para las partículas de biomasa. La forma de transferencia de calor más eficiente es el uso
de un sólido inerte (como la arena de sílice). El tipo de portador de calor dicta el tipo de reactor y en general el
esquema de proceso. La tecnología más usada es la de lecho fluido y ha sido escalada en Dynamotive pero no
es una tecnología acorde, ya que se desactivaría muy rápidamente y se tendría que regenerar con mucha
frecuencia. Por tanto la más apropiada es la de lecho fluido circulante, que incluye un paso de regeneración
continua, de forma similar al FCC.
Ensyn, CPERI y KiOR han desarrollado tecnologías de lecho fluido circulante. La tecnología de cono rotativo
desarrollada por BTG también funciona en modo circulante. La tecnología comercial de lecho fluido circulante
para la pirólisis catalítica no está disponible a día de hoy pero ha sido probada en escala piloto, mientras que
las escalas de demostración están siendo todavía investigadas.
Los factores de esta tecnología que llevan a una producción máxima de bio-oil son el tipo de catalizador, el
diseño de reactor, el tiempo de residencia, la separación rápida del sólido y los vapores en el stripper y el
quench rápido en los vapores en los intercambiadores de calor.
Dependiendo del tipo de biomasa y reactor usado, el rendimiento de líquido está entre 50 a 80% p/p. Sin
embargo, el oxígeno del líquido generalmente está en el 50%. En comparación con la pirólisis rápida térmica
se tiene menos cantidad de producto líquido pero una mejor calidad. Los aceites producidos fueron estables sin
signos de envejecimiento en 10 meses, tenían baja viscosidad y tiene un TAN de 41 (comparado con el 90 que
puede tener un bio-oil de origen térmico).
24 Introducción
Respecto a los catalizadores, el ZSM-5 dio mejores resultados con aceites de mejor calidad y con rendimientos
significativos (30% p/p) y el menor contenido de oxígeno.
1.6.2 Alimentación de residuos plásticos
La segunda generación de biocombustibles se ha caracterizado por la búsqueda de productos energéticos a
partir de residuos, de tal forma que no se emplean cultivos que podrían ser recursos alimenticios.
Se han realizado pruebas con restos de neumáticos usados y la introducción de esta materia ha tenido efectos
positivos. La acidez, la densidad y el contenido en oxígeno disminuyeron, el pH y el poder calorífico se
incrementaron respecto a biocrudo obtenido íntegramente a partir de biomasa. También se ha visto que la
adición de residuos de neumáticos a la alimentación disminuye drásticamente la cantidad de aldehídos y
compuestos fenólicos, lo que favorece la estabilidad de los nuevos aceites de pirólisis. [7]
En términos ambientales, esto implica una buena salida para la eliminación de residuos plásticos que no
pueden ser reciclados de una forma sencilla. Pero hay que tener en cuenta que esta nueva materia trae consigo
mayores contenidos en azufre y un rango de destilación más amplio que puede ser problemático en
combustibles comerciales.
Otra materia que se ha propuesto para la introducción en la pirólisis de biomasa es el politetileno de alta
densidad (HDPE). Los plásticos pueden ser potencialmente una materia prima beneficiosa debido a su mayor
contenido en hidrógeno y pequeña cantidad de agua [6]. Alimentando este polímero en el reactor, se
incrementaron los contenidos de carbono e hidrógeno y el contenido de oxígeno se redujo. Por tanto, estos bio-
oils que surgen del coprocesado tienen mayor poder calorífico y son más atractivos para su uso como
combustibles y se ha concluido con seguridad que mejora la calidad y la cantidad del aceite de pirólisis. [5]
25
2 MEJORA E HIDROPROCESADO DEL BIO-OIL
Cuestiones iniciales
¿Cuál es el grado de consenso sobre las condiciones mejoradas en las que se tiene que integrar el
aceit de pirólisis?
¿Es viable a día de hoy la ruta del cohidrotratamiento?
¿Qué futuros desarrollos se esperan y se necesitan en esta tecnología?
¿Pueden las tecnologías de generación de hidrógeno por biocrudo proporcionar el hidrógeno
necesario?
Índice
2 Mejora e hidroprocesado del bio-oil ................................................................................................ 25 Cuestiones iniciales .......................................................................................................................................... 25 Índice ................................................................................................................................................................. 25 2.1 Presentación de la propuesta .............................................................................................................. 27
2.1.1 Discusión sobre rutas de integración del bio-oil ........................................................................ 27 2.1.2 Tareas pendientes de la investigación ........................................................................................ 31
2.2 Contexto ............................................................................................................................................... 31 2.3 Estándares de los aceites de pirólisis .................................................................................................. 32 2.4 Estabilización previa............................................................................................................................. 33
2.4.1 Métodos físicos de estabilización previa o preparación ........................................................... 33 2.4.2 Métodos químicos de preestabilización ..................................................................................... 35
2.5 Modificación química intensiva .......................................................................................................... 38 2.5.1 Craqueo catalítico ........................................................................................................................ 39 2.5.2 Hidroprocesado catalítico ........................................................................................................... 40
2.6 Planteamientos del proceso en distintas instituciones ..................................................................... 45 2.6.1 PNNL.............................................................................................................................................. 46 2.6.2 UOP ............................................................................................................................................... 46 2.6.3 Dynamotive .................................................................................................................................. 47 2.6.4 BIOCOUP ....................................................................................................................................... 47 2.6.5 NREL .............................................................................................................................................. 48 2.6.6 Universidad del Estado de Mississippi ........................................................................................ 48
2.7 Vista hacia el coprocesado .................................................................................................................. 48 2.8 Comercialización de biocombustibles ................................................................................................ 49
2.8.1 Dynamotive .................................................................................................................................. 49 2.8.2 Envergent ...................................................................................................................................... 49 2.8.3 KiOR ............................................................................................................................................... 50
2.9 Análisis tecnoeconómicos .................................................................................................................... 50 2.10 Cohidrotratamiento ............................................................................................................................ 51 2.11 Respuesta a las preguntas iniciales .................................................................................................... 52
2.11.1 ¿Cuál es el grado de consenso sobre las condiciones mejoradas en las que se debe integrar el aceite de pirólisis? .................................................................................................................................... 52

26 Mejora e hidroprocesado del bio-oil
2.11.2 ¿Es viable a día de hoy la ruta del cohidrotratamiento? .......................................................... 52 2.11.3 ¿Qué futuros desarrollos se esperan y se necesitan en esta tecnología? .............................. 52 2.11.4 ¿Pueden las tecnologías de generación de hidrógeno por biocrudo proporcionar el hidrógeno necesario? ................................................................................................................................. 53
2.12 Conclusiones particulares ................................................................................................................... 54

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 27
2.1 Presentación de la propuesta
Hasta la fecha se ha determinado el aceite de pirólisis como una materia problemática por todos los factores
citados anteriormente. La introducción directa del aceite es, por tanto, inviable sin un tratamiento ni mejora
previa.
La mejora de aceites de pirólisis se puede hacer empleando varios métodos. Entre éstos están las
denominadas modificaciones físicas, que consiguen eliminar las impurezas de los biocrudos, y las
modificaciones químicas, que consiguen la mejora con una conversión en la composición. El oxígeno es el
elemento diferenciador del aceite frente a otros hidrocarburos y el causante de sus propiedades adversas.
Por tanto, su eliminación es una prioridad.
Pero todos estos pasos son la antesala de una transformación más exhaustiva, que es la que se lleva a cabo
en los propios procesos de refinería. Aunque se eliminen las impurezas y el oxígeno, el aceite tiene una
estructura química muy diferente a la de los combustibles y ahí es donde los procesos de refinería cumplen
su labor. [2]
Todavía hay mucho desconocimiento sobre las condiciones necesarias para la introducción del aceite de
pirólisis y por tanto, parte de los esfuerzos se centran en determinar un marco común para el análisis y
clasificación de esta materia prima.
2.1.1 Discusión sobre rutas de integración del bio-oil
Hay poco consenso entre las operaciones requeridas para la mejora de bio-oil, debido a que la investigación
está muy fraccionada en distintas organizaciones con distintas fases de investigación. [2]
Sin embargo, sí que se ha llegado a la conclusión de algunas de las fases de la mejora del aceite de pirólisis,
como son la purificación de la alimentación, la modificación química, la eliminación de heteroátomos,
craqueo y separaciones. Algunas de estas fases se hacen en una sola unidad, se reparten en varias unidades,
se encuentran incluidas como parte de la propia tecnología de producción del bio-oil o se intenta que
ocurran en los procesos propios de refinería. [2]
Una vez que el bio-oil llega a refinería puede tomar dos rutas [8]:
Hidroprocesado, que implica el uso de hidrógeno para la eliminación de oxígeno
(Hidrodesoxigenación: HDO) y para la conversión (Hidrocraqueo). Daría lugar a combustibles
parecidos al diesel.

28 Mejora e hidroprocesado del bio-oil
Eliminación de oxígeno + FCC: para la eliminación de oxígeno, se haría básicamente con HDO,
pero también se podría hacer por otros métodos nombrados aquí y después se alimentaría a un
FCC de refinería. Esto produce combustibles similares a la gasolina.
Como ya se sabe, la presencia de heteroátomos en el bio-oil, principalmente oxígeno, es responsable de
muchos de los retos de la integración de bio-oil en refinerías y en su uso final en la infraestructura. Eliminar
el oxígeno a través de HDO bajo altas presiones de H2 es la solución lógica. (Fig. 2-1)
El hydrocracking es una forma más severa de hidrotratamiento y está centrada en el craqueo de las
porciones pesadas de los hidrocarburos de origen convencional. Esta tecnología supondría una herramienta
de conversión que permitiría la integración de aceite de pirólisis, ya que es la que permite la transformación
del aceite en materia más cercana a los cortes de petróleo. Desafortunadamente no hay tanta investigación
en este aspecto sino más en el paso previo de hidrotratamiento. [4]
Este craqueo por hidrógeno sigue al proceso de hidrotratamiento en refinería y es aún menos tolerante al
oxígeno que el hidrotratamiento (debido a las mayores presiones y temperaturas). Las unidades de
hidrocraqueo pueden ser aprovechadas en aceites hidrodesoxigenados (HDO-oils) que hayan sido
intensamente desoxigenados (<2% p/p) y algunos estudios tecnoeconómicos recientes describen los casos
donde los aceites altamente hidroprocesados realizan su procesado final en la unidad de hidrocraqueo de
una refinería con el propósito de ahorrar costes de inversión. [4]
Debido a que una reacción secundaria del hidrotratamiento es el craqueo, los hidrotratamientos de alta
desoxigenación se han considerado como una especie de craqueo, pero como no se ha considerado
explícitamente no se puede decir que la rama del hydrocracking esté desarrollada ni probada.
Fig. 2-1: Ruta de conversión de biomasa por pirólisis, modificaciones físicas y químicas, hidroprocesado e incorporación en
refinería [2]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 29
Muchos de los avances recientes en el mejor entendimiento del coprocesado de HDO-oil en refinerías de
petróleo han sido resultado del trabajo llevado a cabo en el European 6th Framework program BIOCOUP.
Este programa de 5 años que terminó en 2011 llegó a las siguientes conclusiones [4]:
A pesar de su bajo contenido en oxígeno los aceites de pirólisis mejorados catalíticamente sin
hidrógeno (aceites decarboxilados o DCO) o los mejorados sin catalizador ni hidrógeno (High
pressure thermal treatment oils HPTT) no podrían ser coprocesados mientras que los HDO sí
podrían.
A pesar de su contenido de oxígeno remanente alto (entre 10 y 30%) y un bajo uso de hidrógeno
(solo de 100 a 300 NL/kg) todos los aceites HDO podrían ser coprocesados con buenos resultados
en un reactor de lecho fluido de escala de laboratorio (según como determinó la rama de
investigación denominada SP3 project dentro del programa BIOCOUP). Considerando que la
desoxigenación fue inicialmente pensada como una mejora que daría lugar a un producto final.
Esto es un resultado sorprendente y abre la vía de coprocesado en vez de un proceso paralelo a
refinería.
Se han determinado ciertos criterios que tiene que cumplir el aceite HDO para su coprocesado con
éxito:
o Baja tendencia al coquizado (medido con MCRT)
o Altos ratios H/C y H/Ceficaz
o Peso molecular no muy alto.
Aunque se realizó algo de estabilización del bio-oil por medio de una desoxigenación limitada, no
hace falta una desoxigenación sustancial (aproximadamente 800NL/kg aceite pirólisis).
Basándose en estas conclusiones del proyecto, BIOCOUP propone una estrategia integrada de coprocesado
del bio-oil usando el FCC como punto de inserción en refinería. La estrategia consiste en usar el FCC de la
refinería para introducir aceites HDO parcialmente hidrotratados (alrededor de un 20%p/p de oxígeno
remanente tras usar en torno a 200L de H2 por L de aceite mejorado) y priorizar el ahorro de emisiones y
costes. El uso reducido de hidrógeno se consigue priorizando el hidrotratamiento de los componentes más
inestables.[4]
Parece que ambas unidades, tanto de FCC como de hidroprocesado, pueden aceptar los aceites de pirólisis
que hayan sido parcialmente desoxigenados (HDO). Sin embargo, las dos instalaciones difieren en su
relativa viabilidad para la inserción de bioalimentación. Se ha mostrado que los FCC pueden manejar
aceites de baja desoxigenación (hasta de 20% de oxígeno) sin la necesidad de hidrógeno en bajos
rendimientos de conversión, grandes cantidades de energía que no se puede reutilizar y productos finales de
bajo valor (bajo ratio H/C) que contribuirán principalmente a materias de mezcla (blendstocks) con
combustible marítimo. [4]

30 Mejora e hidroprocesado del bio-oil
Tabla 2-1: Comparación de rutas de integración del bio-oil [4]
Mientras que el FCC se puede considerar como un refino más bruto en el caso de los aceites de pirólisis, el
hidroprocesado es un refino más avanzado debido a que sólo pueden procesar alimentaciones con mayor
nivel de desoxigenación (máximo de oxígeno remanente de 3 a 5%) y produce combustibles de mayor
grado como los diesel y los jet fuels.
FCC (Fluid Catalytic
Cracking)
Hidroprocesado
(Hidrotratamiento seguido de
hidrocraqueo)
Contenido en oxígeno tolerable para
la alimentación renovable
Hasta el 20% (<5% de bio-
oil en la mezcla) No más de 3-5%
Hidrotratamiento prerrefinería Una sola etapa, necesita un
hidrotratamiento suave
Dos etapas, hidrotratamiento
severo
Uso de hidrógeno (NL/L de bio-oil) Aproximadamente 300 >800
Rendimientos Bajo (10-15%) Alto (25%)
Riesgo de contaminación con
contaminante Alta Baja
Oportunidad para generación de
potencia por medio de combustión
de coque
Alta Baja
Química del producto Favorece aromáticos (bajo
ratio H/Ceficaz)
Favorece parafinas de cadena
corta (alto ratio H/Ceficaz)
Fuel pool (Mayor contribución) Gasolina y combustibles
marítimos
Destilados medios: diesel y jet
fuels

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 31
2.1.2 Tareas pendientes de la investigación
En un análisis del estado de investigación de estas tecnologías, hay aspectos que no se han desarrollado
como deberían y que quedan como tareas pendientes [2]:
1. Enfoque en la integración de procesos.
2. Desarrollar las mediciones de calidad apropiadas para los intermedios.
3. Evaluar la investigación por medio de análisis tecnoeconómicos.
4. Cumplir con los requisitos y comparación con los estándares para los combustibles existentes.
2.2 Contexto [4]
Las refinerías estadounidenses tienen un planteamiento muy centrado en la producción de gasolina por lo
que el craqueo catalítico en lecho fluido (FCC) es la pieza fundamental dentro de refinería. En la etapa de
transición en la que se encuentra el sector energético actualmente, la producción de diesel se está viendo
fomentada, por tanto estas refinerías tienen que cambiar a un esquema similar al tradicionalmente europeo,
más centrado en el diesel de automoción y donde el hidrocraqueo es la principal herramienta de conversión.
El empobrecimiento de los crudos actuales ha obligado al sector del refino a realizar mayores esfuerzos en
el acondicionamiento de las materias primas antes de las unidades de conversión.
Se va a necesitar doblar la capacidad de hidrotratamiento para cumplir con los requisitos para procesar los
crudos de cada vez peor cantidad.
Pero el doble e incluso el triple de la capacidad de generación de hidrógeno se tendría que incrementar en
refinerías de EEUU si tuvieran que proporcionar las cantidades necesarias para diesel con origen en la
pirólisis. El US RFS (Programa de estándares de combustibles renovables Renewable Fuel Standard: RFS)
ha establecido que se tienen que generar y usar 15000 millones de galones por año de combustibles
avanzados de origen celulósico para 2022 (incluye el diesel de pirólisis). Si este mandato se cumpliera
enteramente con combustibles derivados de pirólisis, se requeriría 250 instalaciones produciendo 60
millones de galones por año de materias de mezcla con diesel y gasolina.
Teniendo en cuenta los últimos análisis tecnoeconómicos, cada instalación que produzca 60 millones de
galones por año requeriría una capacidad de generación de hidrógeno de 44 millones de metros cúbicos
estándar por día. Asumiendo que este requisito de hidrógeno procede de las refinerías norteamericanas, se
debería tener una capacidad de 11000 millones de metros cúbicos estándar para 2022 mientras que la
capacidad actual de generación de hidrógeno en estas refinerías es de aproximadamente de 3000 millones
de metros cúbicos estándar por día.

32 Mejora e hidroprocesado del bio-oil
2.3 Estándares de los aceites de pirólisis
La composición de los bio-oils puede variar significativamente dependiendo de la composición de la propia
materia prima tanto como de las condiciones de pirólisis usadas. Esto influye en el uso de los aceites y en
particular su mejora para combustibles de transporte. También supone un concepto nuevo ya que,
posiblemente como suposición para simplificar los estudios y debido a que no hay cantidad suficiente para
realizarlos, hasta ahora se ha considerado que los procesos de producción termoquímica de
biocombustibles son relativamente independientes de la materia prima original. En la práctica la variedad
de materia prima es uno de los factores que contribuye en la heterogeneidad de los bio-oils y sus
características de estabilidad de almacenamiento. [4]
Para superar las barreras hacia la comercialización debidas a la heterogeneidad de los aceites, el ASTM ha
aprobado una serie de estándares. La norma estándar del aceite de pirólisis como combustible de calderas
ASTM D7544 fue aprobada en 2010 para los aceites de grado G y en 2012 en los de grado D [4]. La única
diferencia entre grado D y G son los sólidos de pirólisis y el contenido de inorgánicos (ceniza):
Propiedades Grado G Grado D
Poder calorífico superior mínimo (MJ/kg) 15 15
Pour point máximo (ºC) -9 -9
Densidad a 20ºC (t/m3) 1,1-1,3 1,1-1,3
Viscosidad cinemática máxima a 40ºC (mm2/s) 125 125
Contenido agua máximo (% p/p) 30 30
Contenido de sólidos de pirólisis máximo (% p/p) 2,5 0,25
Contenido en ceniza máximo (% p/p) 0,25 0,15
Contenido en azufre máximo (% p/p) 0,05 0,05
Flash point mínimo (ºC) 45 45
Tabla 2-2: Propiedades de clasificación de aceites de pirólisis como combustible de caldera ASTM D7544 [4]
Se han anunciado esfuerzos de estandarización recientemente por el Comité Europeo de Estandarización.
El Working Group 41 (Pyrolysis oils) del Comité Técnico del CE en: “Gaseous and liquid fuels, lubricants
and related products of petroleum, synthetic and biological origin” empezó a desarrollar estándares de
aceites de pirólisis [4]:
a) Un Estándar Europeo para la especificación de la calidad para el aceite de pirólisis que reemplace
al fuel oil pesado para calderas.
b) Un Estándar Europeo para la especificación de la calidad para el aceite de pirólisis que reemplace
al fuel oil ligero para calderas.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 33
c) Una Especificación Técnica para la especificación de la calidad para el aceite de pirólisis que
reemplace los combustibles de los motores de combustión interna estacionarios.
d) Una Especificación Técnica para la especificación de la calidad del aceite de pirólisis apropiado
como materia de gasificación para la producción de gas de síntesis y biocombustibles sintéticos.
e) Una Especificación Técnica para la especificación de la calidad para el aceite de pirólisis
apropiado para el coprocesado en refinería convencional.
Los primeros tres documentos (a-c) son los que tienen prioridad y se busca que sean desarrollados lo más
pronto posible. Los últimos (d y e) tienen una prioridad menor y serán desarrollados más tarde o como
dicte el desarrollo de los mercados.
Este aspecto supone un retraso e impedimento para el desarrollo de tecnologías de integración en refinería.
Sin un marco común de clasificación de la materia prima para el hidrotratamiento, la labor del proceso no
tiene un punto de partida unificado con el que trabajar.
2.4 Estabilización previa
Las propiedades de los aceites de pirólisis imponen tantos inconvenientes que estos pueden afectar incluso
a las unidades destinadas a su mejora. Por tanto se han planteado métodos de estabilización para corregir
viscosidades, corrosividades, etc.
Algunas son de carácter físico y otras implican ligeras modificaciones químicas.
2.4.1 Métodos físicos de estabilización previa o preparación
La modificación física de los aceites se usa principalmente como una medida de preparación para la entrada
en unidades de conversión en planta o de prevención para que el aceite no desarrolle propiedades
perjudiciales.
El primer paso sería la purificación de la alimentación. El consenso de la investigación es que los
componentes físicos afectan negativamente a los equipos y a la estabilidad del proceso [4]. Entre esos
componentes físicos se encuentran el char, metales alcalinos, contenido en exceso de agua y sólidos, que
incrementan la viscosidad del aceite, los depósitos de impurezas y la necesidad de equipos para eliminarlos
y corrosión y tienen un impacto negativo sobre el catalizador de la sección de HDO e hydrocracking.
Generalmente son métodos sencillos como la filtración y la separación de fases.
2.4.1.1 Separación de fases de bio-oil
El biocrudo se puede separar en dos fases mediante adición de agua. UOP ha desarrollado patentes sobre el

34 Mejora e hidroprocesado del bio-oil
procedimiento para añadir agua al aceite y realizar su método de separación por densidades [2].
Cuando se produce sobre condiciones fuertemente controladas, el aceite de pirólisis fresco no se separa en
fases y es parcialmente miscible con agua debido a su relativamente alto contenido de oxígeno (30 a 40%
p/p). La densidad típica del aceite de pirólisis es un 1,2 g/mL para contenidos de agua 25-30% p/p como
aparece recogido en los estudios. [4]
Esta separación se puede realizar en cualquier grado de desoxigenación del aceite, incluso sin éste. Aunque
no es un método que mejore propiamente las propiedades de los aceites sino una herramienta que se ha
tenido muy en cuenta para discriminar qué partes del aceite puede ir con las distintas unidades de
conversión.
La cantidad de agua requerida para producir la separación de fases varía según el aceite. Se puede añadir
agua hasta que se llegue al punto en el que lo único que quede es lignina pirolítica, que puede constituir del
15 al 25% de la masa original. El resto sería la fase acuosa constituye los ácidos, alcoholes, cetonas,
aldehídos, monómeros de lignina, azúcares y la propia agua. [2]
2.4.1.2 Filtración
Puesto que el biocrudo es una materia procedente de la pirólisis, proceso que da lugar simultáneamente a
varios productos de distintos estados físicos, hay que asegurarse de la eliminación de partículas sólidas de
char en el líquido. Los metales alcalinos y sustancias inorgánicas están presentes en dicho char y suponen
contaminantes para los procesos catalíticos de las unidades de conversión y calderas. [4]
Éste es uno de los primeros pasos para la mejora de los aceites. Se supone que teniendo un planteamiento
en el que el biocrudo se produce en una planta de pirólisis y luego éste es transportado para su uso como
combustible o uso en refinería, la labor de filtrado se debería hacer directamente tras la propia pirólisis
rápida. Cómo esto no está asegurado a día de hoy se están realizando estudios para tener en cuenta el efecto
que tiene este proceso sobre el aceite. Una labor de mejora y estabilización tras la pirólisis daría lugar a un
mejor bio-oil como combustible. Se supone que cuando la pirólisis rápida alcance la comercialización
plena se sabría con qué nivel de impureza se proporcionaría el biocrudo y se podría actuar en consecuencia.
Se puede dividir en filtración en fase condensada y en fase vapor [4]:
Filtración en fase condensada: La filtración se realiza con la materia líquida resultante de la
pirólisis. Los estudios han indicado que un aceite filtrado implica menor viscosidad mientras que
se consiga reducir la velocidad de envejecimiento no está todavía demostrado.
Filtración de la fase vapor: Antes de que los gases de pirólisis lleguen al condensador, se puede
someter a estos vapores a filtración. Se puede distinguir entre filtración ex situ donde el filtrado

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 35
está fuera del proceso de pirólisis pero antes del condensador y la filtración in situ, que está
integrada en el proceso de pirólisis.
2.4.2 Métodos químicos de preestabilización
A pesar de las modificaciones físicas que se le puedan someter al aceite de pirólisis, el bio-oil, por su
estructura química, su uso está limitado incluso para combustible de calderas y más difícil es aún
introducirlo en la economía de los combustibles de transporte. Por tanto, se han propuesto modificaciones
químicas que permitan el procesado a posteriori. Las modificaciones consisten prácticamente en eliminar
reactivos problemáticos indeseados sin afectar negativamente a la mejora de la materia prima, los
rendimientos en carbono o los costes de operación. [2]
Para empezar y como se verá más adelante, las principales modificaciones químicas se realizan mediante
hidroprocesado, que consiste en la introducción de hidrógeno y en el craqueo catalítico, que consiste en la
ruptura de las moléculas pesadas. Estas vías son las que consiguen un cambio más drástico permitiendo el
procesado posterior en unidades de conversión de refino como el FCC y los hydrocrackers.
La conversión de la biomasa a combustibles líquidos de transportes se hace cada vez más difícil cuánto más
se acerca hacia el producto final. Por lo tanto, se busca eliminar las propiedades perjudiciales para el
proceso lo antes posible. [2]
Sin embargo, si se busca que estos mismos procesos se realicen en unidades de hidrotratamiento
convencionales se tiene que asegurar una estabilización previa que permita la alimentación de aceite de
pirólisis o por lo menos conseguir que no tenga unas condiciones de operación demasiado severas.
2.4.2.1 Estabilización mediante adición de reactivos
Por tanto se han considerado modificaciones químicas menores que faciliten las operaciones posteriores y
estabilicen la materia prima [2]:
El uso de varios reactivos para modificar los bio-oils ha sido propuesto para varias aplicaciones. El
uso de varios alcoholes, ésteres y cetonas han tenido un significativo impacto en los tests de
envejecimiento.
Se ha usado un agente de supresión de separación de fases para promover la formación de una sola
fase durante la pirólisis y particularmente en condiciones donde es probable que resulten en
separación de fases, como gran cantidad de ceniza, mucha humedad o alta temperatura. Se ha
usado el etanol durante la condensación de vapores y éste como muchos otros métodos han sido
propuestos.

36 Mejora e hidroprocesado del bio-oil
La hidrogenación por transferencia catalítica fue evaluada en muestras de bio-oil real para
estabilizar el aceite para procesado. Ésta consiste en la introducción de hidrógeno procedente de
materias que reaccionan con el aceite. En los test se usaron varios compuestos que contienen
hidrógeno de origen no gaseoso: borohidruro de sodio, dihidrocloruro de hidracina y trietilsilano
sobre varios catalizadores de paladio, platino, níquel, rutenio y rodio sobre tanto soportes de óxido
y carbono. Se ha encontrado que algunas combinaciones han dado lugar a menor viscosidad pero
no aparenta ser económicamente factible. Además, implicaría un nuevo equipo en refinería y la
introducción de una nueva materia prima.
La esterificación también ha sido propuesta para la neutralización de ácidos carboxílicos como un
medio para estabilizar aceites y reducir su potencial corrosivo. Se ha demostrado viable el uso de
ácidos, bases e intercambios iónicos con resinas catalíticas a temperaturas de 50 a 170ºC y como
resultado se minimizó la formación de sólidos demostrando mejoras en el envejecimiento, TAN y
corrosividad. La esterificación ha sido también combinada con destilación reactiva para mejorar
las reacciones de condensación (reacciones de polimerización que dan lugar a agua), en particular
para la esterificación con metanol y catalizadores sólidos ácidos. Se ha demostrado que el TAN del
bio-oil podría ser reducido hasta 20 sin comprometer las propiedades de flujo pero el proceso
global fue ineficiente para la neutralización y estabilización del aceite de pirólisis debido a la
limitación de los equilibrios con el agua.
Queda demostrado que la esterificación y la destilación reactiva con alcoholes de alto punto de
ebullición con catalizadores sólidos y homogéneos fueron capaces de reducir el contenido de agua
de 8,7% y 5% con una mejora en la viscosidad.
En otras aplicaciones de patentes, tanto UOP y KiOR han propuesto la titración (adición de bases
para la eliminación de acidez) aunque no está claro que se pueda aplicar comercialmente.
Respecto a las aplicaciones a patentes, UOP han evaluado varias modificaciones químicas como el
intercambio iónico, esterificación y la destilación azeotrópica de aceites de pirólisis. El intercambio iónico
fue propuesto para reducir el contenido en metales de los aceites de pirólisis antes de la mejora. La
esterificación fue considerada para convertir ácidos a ésteres principalmente con etanol, pero también
butanol y metanol. Se dice que se baja el TAN en algunos casos pero con significativas pérdidas de aceite.
La investigación se realiza a pequeña escala y tiene que ser dirigida hacia reactores continuos y demostrarse
el impacto en el producto final con el propósito de que sea evaluado en un análisis tecnoeconómico y así
determinar su valor.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 37
2.4.2.2 HPTT (High Pressure Thermal Treatment) [6]
El High Pressure Thermal Treatment (HPTT) es un nuevo proceso desarrollado por BTG y la Universidad
de Twente con el potencial de reducir parcialmente el oxígeno y el contenido de agua obtenido en la
pirolisis rápida. En este proceso el aceite de pirolisis es tratado térmicamente a altas presiones. El aceite es
sometido a temperatura de 300-340ºC con un tiempo de residencia de varios minutos a 140 bares. En los
estudios realizados, los experimentos fueron llevados a cabo a distintas condiciones de operación en un
reactor continuo tubular.
Los productos obtenidos tras este tratamiento fueron una fase orgánica (que contenía el 79% de la energía
total del aceite de pirolisis) y una fase acuosa (con algunos componentes orgánicos conteniendo el 18% de
la energía inicial). Sobre 5% del aceite se convirtió en gas (principalmente CO2). La presión tenía que ser
alta para mantener el agua en estado líquido porque la evaporación del agua lleva a una formación de char
del aceite. Tras el proceso HPTT, el contenido de oxígeno fue reducido de 40 a 23% (p/p en base seca)
debido a la formación de CO2 gaseoso y agua y debido a varios compuestos oxigenados fueron transferidos
a la fase acuosa. Básicamente, el HPTT ha sido demostrado como un proceso de deoxigenación barato (no
hace falta catalizador ni hidrógeno) en que la energía del aceite de pirolisis fue concentrada debido a la
reducción de agua y oxígeno.
Los resultados experimentales demostraron que incrementando la temperatura de reacción y el tiempo de
residencia, la liberación de gases (principalmente CO2) y la producción de agua se incrementó, reduciendo
el contenido de oxígeno de la fase orgánica y por tanto, se incrementa el contenido energético (de 14,1 a
28,4 MJ/kg) teniendo la temperatura una mayor efecto que el tiempo de residencia.
Los resultados de la experimentación demuestran que el HPTT concentra la energía del aceite de pirolisis
haciéndolo más útil como portador de energía (energy carrier) reduciendo en mayor profundidad los costes
de transporte en comparación con el aceite sin tratar, por lo que se puede considerar como mejora directa
tras la pirólisis. Los compuestos orgánicos que están en la fase acuosa todavía pueden usarse para la
generación de hidrógeno.
La dilución del aceite de pirólisis con agua durante el proceso causó la reducción de la velocidad de
formación de compuestos pesados. Sin embargo, la velocidad en la que se forma el CO2 también se redujo.
Por tanto, la adición de agua tuvo efectos positivos y negativos. En esta etapa no se sabe si la
decarboxilación y la polimerización son parte del mismo tipo de reacción o pueden ser desacopladas.
Aunque el contenido de oxígeno y agua en la fase orgánica del HPTT se redujo considerablemente con
respecto al aceite de pirolisis sin tratar, los tests de miscibilidad mostraron que es todavía inmiscible con la
corriente pesada convencional de refinería. Esto demuestra que el oxígeno y el agua no son las únicas
propiedades que determinan la calidad del producto mejorado con respecto a las posibilidades de corefino
38 Mejora e hidroprocesado del bio-oil
sino que otros aspectos (uno de ellos es muy probable que sea la distribución de pesos moleculares) son
también de importancia. Una mejora en mayor profundidad del aceite de HPTT por HDO es una opción
que puede ser necesaria ya que uno de los obstáculos del HDO del aceite sin tratar es el alto consumo de
hidrógeno. Puesto que la fase orgánica tiene mucho menos oxígeno (20-27% p/p base seca) frente a la
general (40% p/p base seca) la cantidad estequiométrica de hidrógeno necesaria para convertir el oxígeno
en agua se reduce considerablemente cuando se usa el aceite de HPTT en HDO.
Aparte de eso, hay dos posibles ventajas del pretratamiento del aceite de pirolisis vía HPTT que podrían
beneficiar al proceso de HDO:
1. El menor contenido de componentes ligeros y agua en la fase orgánica podría permitir una presión
parcial de hidrógeno mayor para una misma presión total y por tanto, se reducen los tiempos de
reacción.
2. Los componentes que se mantienen en la fase acuosa tras el HPTT son normalmente ácidos y otras
moléculas pequeñas, que son poco probables para producir componentes de combustibles de
transporte. El consumo de hidrógeno de estos componentes durante el HDO se evita excluyendo la
fase acuosa del HDO.
Una de las posibles problemáticas que tiene que ser investigada es si los componentes con mayor peso
molecular formados durante HPTT son refractarios al proceso en mayor profundidad por HDO. Entonces,
métodos para prevenir la polimerización durante la HPTT, como la dilución en agua, serían de crucial
importancia.
2.5 Modificación química intensiva
Hasta ahora los procesos que se han llevado a cabo son pequeñas estabilizaciones para permitir los
procesados posteriores o reducir los consumos de éstos.
El mezclado directo o reemplazo del crudo y productos petrolíferos finales requerirían eliminar casi todo el
oxígeno presente en el aceite de pirólisis. Hay dos rutas principales:
1. Craqueo catalítico
2. Hidroprocesado catalítico
Ambos procesos catalíticos existen en la refinería convencional. Los retos a los que se enfrenta la mejora
catalítica de los aceites de pirólisis están la eficiencia de los procesos, mantener la actividad del catalizador,
estabilidad y vida útiles y mejorar la calidad del producto. [2]
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 39
2.5.1 Craqueo catalítico
Es el proceso usado en los Fluid Catalytic Crackers (FCC) en las refinerías convencionales y tienen
potencial en la mejora de los aceites como una alternativa que no consume hidrógeno y no está presurizada.
El principal mecanismo de desoxigenación sería la eliminación en forma de coque y CO2. [4]
De forma similar a los procesos de craqueo catalítico de refinería, se usan zeolitas ácidas, incluyendo
aquéllas que están modificadas con metales para reducir el contenido de oxígeno en el bio-oil a
temperaturas entre 500-550ºC en ausencia de hidrógeno. Cuando se realiza en la fase vapor durante el
proceso de pirólisis antes de la condensación, el proceso sería una variante de la pirólisis catalítica. [2]
Las zeolitas como la ZSM-5 y HZSM-5 están hechas de una matriz de aluminosilicato altamente porosa y
como resultado, no son típicamente estables ante la presencia de aceites a altas temperaturas y presiones.
Los catalizadores de zeolitas tienen una fuerte acidez, altas actividades y selectividades de forma que
trabajan bien para la mejora de alimentaciones petrolíferas. Sin embargo, para aceites de pirólisis, el
craqueo por zeolita tiene serios problemas de coquizado y desactivación. [4]
Las reacciones del craqueo catalítico son la rotura de los enlaces C-C, la transferencia de hidrógeno,
isomerización, deshidratación, decarboxilación y decarbonilación. Este proceso implica un coquizado
intenso sobre el catalizador cuando aceite de pirólisis es usado como alimentación. Unos estudios hablan de
un 20% en masa en coque mientras que otros establecen un 14%. Se registró una reducción de
aproximadamente el 20% en la formación de coque cuando el aceite fue previamente tratado de forma
térmica. [2]
Sin embargo, todavía se considera como un contenido en coque mayor que el esperado en el FCC, por esta
razón el coprocesado en corrientes de FCC está ganando tanta atención. En estos casos el coque actúa
como combustible para generación de calor y potencia aunque es posible que la mayor parte de esta
biomasa se transforme en esto en vez de combustible líquido. Los costes de operación en los FCC son
mayores que los reactores fijos convencionales debido a la regeneración de catalizador. [2]
La mejora del bio-oil por medio de craqueo es pobre ya que no se introduce hidrógeno. Los rendimientos
teóricos de carbono en el craqueo de zeolitas son bajos (65% comparados con el 100% del
hidrotratamiento). Como no hay introducción de hidrógeno, el ratio H/C es bajo y esto indica que el bio-oil
es rico en aromáticos y olefinas y que resultan en un combustible que tendrá un bajo poder calorífico,
típicamente el 20-25% menor que el crudo. De forma similar al hidrotratamiento, la reacción de craqueo
tiene lugar junto con otras reacciones indeseables como la polimerización y coquizado lo que implica
pérdida del carbono. Así que, incluso en la presencia de catalizadores, el craqueo típicamente resulta en
rendimientos a combustible del 14 al 23% del bio-oil, que es mucho menor que el 45% teórico y esto es

40 Mejora e hidroprocesado del bio-oil
debido ampliamente debido a que el 26-39% del bio-oil inicial tiende a la formación de tar sólido y coque.
[4]
Otros han propuesto un acercamiento hacia el problema que consiste en un paso de hidrotratamiento suave
anterior al craqueo por zeolita. La ventaja es que convierte los compuestos oxigenados más reactivos, los
carbonilos, en alcoholes térmicamente más estables. Los carbonilos directamente se convierten en coque
mientras que los alcoholes tienden a productos más valiosos como las olefinas y los aromáticos. [4]
La introducción de un paso de hidrotratamiento previo resulta en una conversión de aromáticos hasta tres
veces superior a las de craqueo directo. Esto es particularmente deseable para la producción BTX
(Benceno, Tolueno, Xileno). Sin embargo, los rendimientos en alcanos son bajos y, puesto que esta
tecnología sería relevante para hacer fracciones aromáticas de gasolina, no es directamente aplicable para
hidrocarburos de mayor cadena que son necesarios para la producción de diesel y jet fuels. [4]
También se ha intentado el craqueo de aceites usando catalizadores de platino. Se obtuvo un aceite de bajo
contenido en oxígeno (2,8% p/p) que estaba predominantemente compuesto por aromáticos y muy pocos
oxigenados no aromáticos. Las producciones de aceite fueron bastante bajas (10-20% p/p fue convertido
en aceites estables) comparado con la mejora por hidrotratamiento (aproximadamente 40%). [4]
Teniendo en cuenta que el FCC es una unidad de conversión más que de acondicionamiento de materias
primas, la posibilidad de que el aceite de pirólisis sea craqueado para permitir su introducción en refinería
es poco viable puesto que interferiría con los otros productos y daría lugar a una producción más pobre y de
peor calidad. Por consiguiente, se entiende que se haya optado por una vía de hidrotratamiento y FCC
posterior puesto que es más lógico que haya un proceso de acondicionamiento de materia prima y después
un proceso de conversión, que juntos consumirían menos hidrógeno. Entonces, el FCC queda como una
unidad de conversión.
2.5.2 Hidroprocesado catalítico
El hidroprocesado se refiere tanto a los procesos de hidrotratamiento como los de hidrocraqueo. [7]
El proceso con bio-oil es similar al hidrotratamiento petrolífero (proceso catalítico de eliminación de
heteroátomos bajo altas presiones de hidrógeno, normalmente superiores a 70 bar, y temperaturas elevadas,
normalmente superiores a 350ºC) con el propósito de crear combustibles. [2]
El hidrotratamiento de refinería se centra en la eliminación de azufre (hidrodesulfurización), nitrógeno
(hidrodenitrogenación), y metales (hidrodemetalización) mientras que el hidrotratamiento de aceites de
pirólisis es principalmente en eliminar el oxígeno, aunque para aplicaciones de generación de hidrógeno, el
azufre es un elemento que hay que eliminar también. [2]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 41
La HDO del aceite de pirólisis también se enfrenta con un número mayor de heteroátomos que las
alimentaciones convencionales. Para materias primas que contienen grandes cantidades de nitrógeno y
azufre (por ejemplo, algas), se puede encontrar amoniaco y sulfuro de hidrógeno en la corriente de los
productos. Desde un contenido de oxígeno original está en torno a 47%, puede pasar a ser hasta 0,2%. [2]
Estas limitaciones han motivado la búsqueda de procesos de hidrotratamiento y catalizadores más
apropiados para la naturaleza altamente oxigenada y heterogénea del aceite. La investigación se ha centrado
en ajustar las condiciones de proceso y está trabajando con mezclas de compuestos modelo usando los
mismos catalizadores sulfurados convencionales. Aunque los catalizadores CoMo y NiMo con soporte de
alúmina tienen varios problemas procesando bio-oils, éstos mejoran la selectividad del hidrotratamiento y
están altamente disponibles a bajo coste.
El oxígeno puede ser eliminado través de las reacciones de decarboxilación, decarbonilación, HDO y
deshidratación, por tanto, en forma de CO2, CO y H2O. La decarboxilación y decarbonilación son pasos
indeseables puesto que implican la pérdida de carbono que puede formar parte del combustible final. La
conversión a agua es la ruta preferida. Sin embargo, el coste asociado al hidrógeno tiene que ser balanceado
con la eficiencia de éste, porque el H2 puede consumirse también durante reacciones de craqueo y en la
saturación de dobles enlaces. Esta eficiencia es una de las primeras consideraciones en el hidrotratamiento.
[2]
Existen las reacciones secundarias de hidrocraqueo de alta temperatura en que los fragmentos más
pequeños del bio-oil aparecen a partir de grandes moléculas del aceite de pirólisis y que implican pérdidas
en forma de gases. [2]
Estas etapas de tratamiento pueden ser ideadas paralelamente a la producción en refinería. Un acercamiento
más integrado se consigue cruzando las distintas fronteras que cubren la refinería, por ejemplo,
coprocesando los productos intermedios del hidrotratamiento con corrientes petrolíferas intermedias
equivalentes o directamente mezclando con biocombustibles procesados (“drop-in”), lo cual requiere un
procesado más intenso. Conceptualmente, esto puede simplificarse agrupando los métodos como HDO
suave, apropiada para coprocesado y HDO final, para la producción de una materia de mezcla para
combustibles o para destilación de refinería. [2]
Los requisitos de eliminación de oxígeno para el procesado de HDO final pueden ser delineados fácilmente
en los requisitos para la destilación petrolífera. Por otra parte, el rango de contenido de oxígeno que puede
ser exitosamente coprocesado con corrientes de refinería integral está todavía en estudio y el concepto de
HDO suave se considera a día de hoy como un concepto ambiguo. No se sabe hasta qué extensión implica
“suave”.

42 Mejora e hidroprocesado del bio-oil
El grado de hidrodesoxigenación depende de la severidad del proceso. En términos simples, altas
temperaturas (400 ºC) y presiones parciales de hidrógeno (135 bar) generalmente resultan en la casi
completa desoxigenación del bio-oil. Se han recogido valores de hasta un 99,5% de desoxigenación. No
obstante, mayores temperaturas y presiones implican mayores costes de operación. Por consiguiente, el
grado de la desoxigenación tiene que ser balanceado para tener la compatibilidad necesaria para los
distintos puntos de inserción. Por ejemplo, para que el aceite pueda ser destilado y pueda ser mezclado con
combustibles finales se necesita una desoxigenación y mejora casi completa por medio de HDO y HC pero
si se busca una introducción en la refinería en procesos intermedios, una desoxigenación limitada con una
HDO suave sería suficiente. [2]
Por tanto, el reto de mejorar el aceite de pirólisis no es sólo eliminar el oxígeno sino también entender las
estrategias tomadas para la conversión de materias procedentes de la biomasa y hacerlas similares al
producto petrolífero.
A pesar de la eliminación de oxígeno, el producto de hidrocarburos obtenido todavía es diferente de la
alimentación petrolífera. Tanto a niveles altos como bajos de contenido en oxígeno, los aromáticos del
aceite formarían parte de un corte de queroseno equivalente. Las parafinas son más abundantes en el corte
de nafta pesada y menores en la nafta ligera, lo cual es contrario al crudo North Slope, que es un
representante actual del crudo comercial. Así, si el objetivo final es una materia de mezcla con
combustibles, se necesitaría procesos aparte del HDO para cumplir con los requisitos de los números de
octano y cetano. [2]
2.5.2.1 Discusión de catalizadores [4]
Debido a la naturaleza heterogénea, oxigenada y reactiva de los aceite de pirólisis, se puede deducir que su
hidrotratamiento es mucho más complejo que el del petróleo.
En la refinería convencional, el hidrotratamiento se emplea principalmente para eliminar el azufre (HDS)
entre otras materias. Las condiciones del proceso incluyen temperaturas de 300 a 600ºC, presiones
parciales de hidrógeno de 35 a 170 bares y unas velocidades espaciales líquidas (LHSV) de 0,2 a 10 por
hora. Los catalizadores usados en la HDS son típicamente Co-Mo sulfurado y el Ni-Mo con soporte de
alúmina porosa o matrices de aluminasilicato.
Sin embargo estos catalizadores no son del todo apropiados para el procesado de aceite de pirólisis por las
siguientes razones:
Los catalizadores CoMo y NiMo sulfurados, cuando se ponen en contacto con los aceites, pierden
rápidamente el azufre y requieren una continua resulfurización (adición de H2S) para prevenir la

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 43
desactivación del catalizador. Esto elimina la ventaja de los aceites de tener bajo contenido en
azufre.
Los soporte de alúmina crean un ambiente ácido que no es estable en presencia de agua
(desaluminación irreversible)
Los bio-oils son inestables a altas temperaturas, por lo que pueden rápidamente volverse viscosos y
finalmente separarse en las fases acuosa y orgánica.
Los bio-oils tienden a formar residuos de coque, particularmente en ambientes ácidos y a alta
temperatura y presión. El coque es indeseable puesto que desactiva los catalizadores depositándose
los centros activos y pueden taponar componentes del reactor.
El agua del bio-oil inhibe las reacciones del hidrotratamiento modificando y desactivando los
catalizadores y absorbiéndose en los centros activos. Aparte del contenido original de agua del
aceite (hasta del 30%), se produce más durante el hidrotratamiento.
2.5.2.2 Discusión sobre separación de fases [2]
Puesto que el aceite de pirólisis se puede separar en dos fases ha surgido la incógnita sobre cuál fracción
sería la óptima para la incorporación en refinería.
La Universidad de Waterloo en Canadá ha demostrado el HDO de la lignina pirolítica (fase orgánica). La
conversión a un hidrocarburo de bajo oxígeno se realizó en un catalizador comercial CoMo sulfurado y
llegó a producir un rendimiento del 78% en producto de hidrocarburo con un 0,45% de contenido final en
oxígeno.
La Universidad de Twente demostró con éxito el HDO intermedio tanto de la fase acuosa como la orgánica
y lo comparó con el mismo tratamiento del aceite completo. Se produjeron aceites mejorados que pasaron
de un contenido de 27% de oxígeno a 16% p/p. La investigación demostró que se podía producir un líquido
orgánico por medio de una HDO media, aunque en el caso de las fases separadas se tuvo un mayor
consumo de hidrógeno y pérdida de carbono frente al tratamiento del aceite entero. La fracción acuosa fue
convertida en un producto que tenía mayor poder calorífico, menor tendencia al coquizado y un mayor
ratio H/C comparada con la fase orgánica o el aceite entero. Se muestra interés por ver esta investigación
ampliada en reactores de flujo continuo y para examinar el impacto potencial de la separación de fase en la
vida útil de los catalizadores de HDO.
La HDO de la fase orgánica también ha sido demostrada por el NREL sobre catalizadores Ni, Pd y Pt en un
reactor batch con temperaturas finales de 340ºC a 400ºC produciendo aceites con porcentajes de oxígeno de
13% a 3%p/p con menores números de ácido carboxílico que el aceite completo.
Además, UOP ha ideado una patente sobre un método de adición de agua y separación por densidad
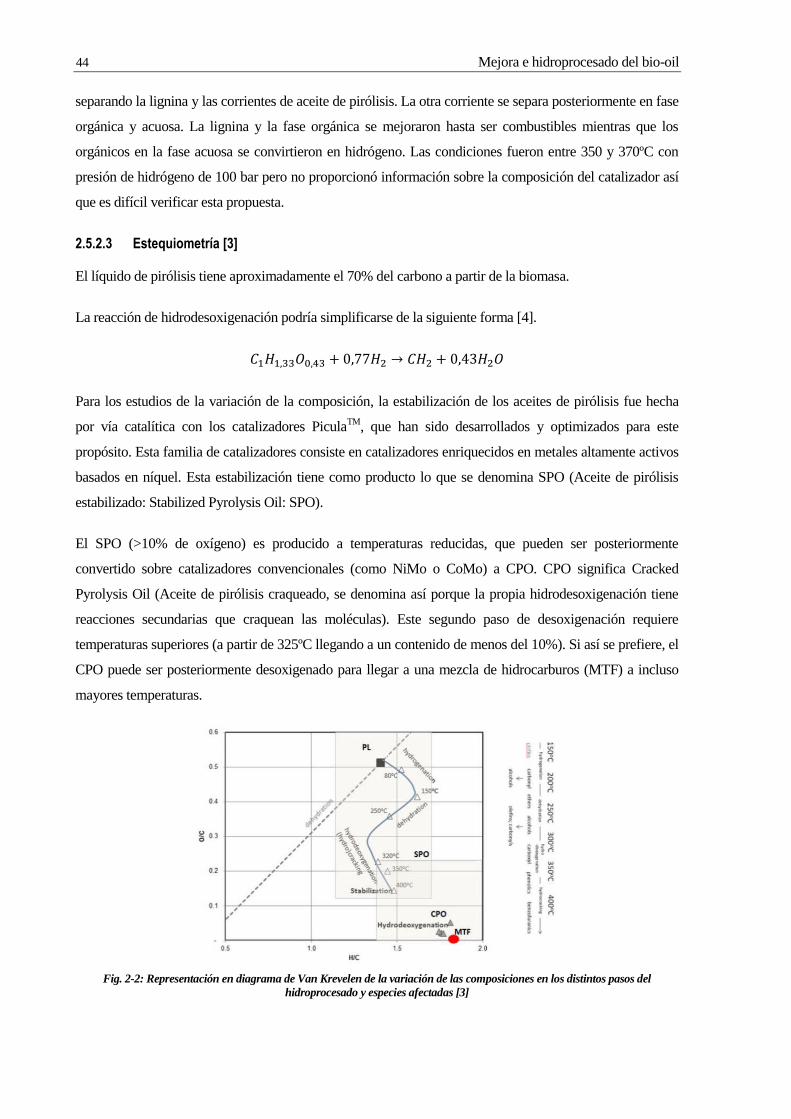
44 Mejora e hidroprocesado del bio-oil
separando la lignina y las corrientes de aceite de pirólisis. La otra corriente se separa posteriormente en fase
orgánica y acuosa. La lignina y la fase orgánica se mejoraron hasta ser combustibles mientras que los
orgánicos en la fase acuosa se convirtieron en hidrógeno. Las condiciones fueron entre 350 y 370ºC con
presión de hidrógeno de 100 bar pero no proporcionó información sobre la composición del catalizador así
que es difícil verificar esta propuesta.
2.5.2.3 Estequiometría [3]
El líquido de pirólisis tiene aproximadamente el 70% del carbono a partir de la biomasa.
La reacción de hidrodesoxigenación podría simplificarse de la siguiente forma [4].
Para los estudios de la variación de la composición, la estabilización de los aceites de pirólisis fue hecha
por vía catalítica con los catalizadores PiculaTM
, que han sido desarrollados y optimizados para este
propósito. Esta familia de catalizadores consiste en catalizadores enriquecidos en metales altamente activos
basados en níquel. Esta estabilización tiene como producto lo que se denomina SPO (Aceite de pirólisis
estabilizado: Stabilized Pyrolysis Oil: SPO).
El SPO (>10% de oxígeno) es producido a temperaturas reducidas, que pueden ser posteriormente
convertido sobre catalizadores convencionales (como NiMo o CoMo) a CPO. CPO significa Cracked
Pyrolysis Oil (Aceite de pirólisis craqueado, se denomina así porque la propia hidrodesoxigenación tiene
reacciones secundarias que craquean las moléculas). Este segundo paso de desoxigenación requiere
temperaturas superiores (a partir de 325ºC llegando a un contenido de menos del 10%). Si así se prefiere, el
CPO puede ser posteriormente desoxigenado para llegar a una mezcla de hidrocarburos (MTF) a incluso
mayores temperaturas.
Fig. 2-2: Representación en diagrama de Van Krevelen de la variación de las composiciones en los distintos pasos del
hidroprocesado y especies afectadas [3]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 45
Mirando el diagrama de Van Krevelen, se puede distinguir dos regímenes. El primero es régimen de
estabilización donde los líquidos de pirólisis mejoran sus propiedades: se obtiene el SPO con menor
tendencia al coquizado (una reducción del MCRT de 18% a 8%). La segunda región es el régimen de
hidrodesoxigenación donde el contenido de oxígeno es reducido y el aceite es craqueado. La reacciones
principales son hidrogenación (bajas temperaturas <200ºC), deshidratación de los alcoholes (rango de
temperatura intermedio 200-300ºC) y un hidrocraqueo posterior, desoxigenación de materiales ligníticos a
un rango de temperatura (>300ºC).
Químicamente tanto la estabilización como las reacciones de desoxigenación afectan principalmente
primero a la funcionalidad del oxígeno en el líquido de pirólisis y después al contenido de oxígeno en la
siguiente secuencia:
1. Grupos reactivos (principalmente aldehídos) que se transforman en alcoholes.
2. Deshidratación de los alcoholes hacia los carbonilos y olefinas.
3. Desoxigenación de los componentes más estables (fenoles, difeniléteres y benzofuranos) para
obtener hidrocarburos.
El CPO y MTF son completamente destilables por debajo de 400ºC. El MTF es un producto con
propiedades físicas y químicas similares a los combustibles fósiles. El color del producto obtenido depende
fuertemente de la severidad del proceso aplicado, proporcionando una buena indicación de la cantidad de
oxígeno remanente en el producto. [4]
Los grupos funcionales en los líquidos de pirólisis y productos derivados pueden ser distinguidos en los
análisis FTIR (Fourier Transform Infrared Resonance) y pasando de líquidos de pirólisis a líquidos libres
de oxígeno, queda notificada una clara transición de los típicos componentes de los líquidos de pirólisis a
alcoholes y posteriormente a grupos alifáticos C-H.
2.6 Planteamientos del proceso en distintas instituciones [2]
El hidroprocesado se realiza en temperaturas superiores a 350ºC, donde los catalizadores CoMoS y NiMoS
son muy activos en las reacciones de hidrotratamiento. Para el hidroprocesado de bio-oil, Elliott y Baker
desarrollaron un proceso de dos etapas con la primera en 250ºC a 280ºC seguida de una segunda etapa a
370ºC a 400ºC. La entrada al reactor debe ser a menos de 280ºC para evitar el coquizado en el reactor. Se
necesita un catalizador de hidrogenación en una etapa de baja temperatura incluso en los casos en los que el
consumo de hidrógeno fuera bajo y la producción de CO2 fue comparativamente mayor. El pretratamiento
a baja temperatura fue patentado por Elliott y Baker en 1989. Desde entonces, sistemas de dos y más etapas
46 Mejora e hidroprocesado del bio-oil
han sido incorporados en la mejora de los aceites de pirólisis.
2.6.1 PNNL
La configuración actual de reactor no isotermo en dos etapas para la mejora de aceite de pirólisis consiste
una etapa de baja temperatura (150 a 200ºC) con un catalizador RuS/C y una etapa de alta temperatura (350
a 405ºC) bajo 140 bar de hidrógeno. Se realizó una serie de tres tests en los que se obtuvieron rendimientos
del rango de 35 a 45% de la alimentación. Las densidades del producto orgánico fueron entre 0,76 y 0,92
kg/L, correspondiendo con una eliminación de entre el 94 y 99,5% del oxígeno.
Los análisis mostraron que el catalizador en el segundo paso (más cercano a las condiciones de
hidrocracking), el grado de desoxigenación se mantuvo al 99% incluso tras 89 horas de operación. En
contraste, procesar con CoMoS en un soporte de carbono mostró cantidades crecientes de oxígeno a lo
largo de la operación. El más grande contenido de oxígeno del que se recogió datos fue de 2,7% entre 85 y
89 horas con el catalizador CoMoS/C. Se tiene registrado que varios catalizadores de molibdeno favorecen
distintas rutas de reacción durante HDO.
En los esfuerzos recientes en incrementar los tiempos de vida de los catalizadores, se implementó un paso
de estabilización previo al tratamiento no isotermo en aceites de pirólisis. La hidrogenación del aceite de
pirólisis con catalizador Ru/C (<170ºC, <100 bar) es considerada como uno de los factores que harán
posible mayores tiempos de operación en el reactor no isotermo. Si esta unidad de operación adicional
constituye un mayor coste en el proceso global se tiene que evaluar con el incremento de vida útil que
puede proporcionar mediante análisis tecnoeconómico. Mejorar el catalizador sigue siendo un obstáculo
importante que tiene un impacto relevante en los costes de mejora.
2.6.2 UOP
En los años recientes, UOP ha obtenido varias patentes relacionadas con la mejora de aceite de pirólisis, la
separación de corrientes y recirculación, así como el desarrollo del catalizador. Recientemente, McCall
hizo una patente para un proceso de dos etapas (inicialmente visionado y patentado por PNNL) que implica
una separación intermedia agua-aceite. La corriente parcialmente desoxigenada de la primera etapa es
entonces alimentada al segundo reactor de hidrotratamiento para la desoxigenación completa. Otras
aplicaciones incluyen previsiones para tratar las corrientes acuosas a través del reformado para producir
hidrógeno para el hidrotratador.
En una reciente aplicación en patentes, UOP incluyó varias etapas de pretratamiento del bio-oil
(eliminación de metales y esterificación) antes de que la corriente fuera desoxigenada usando un
catalizador neutro, seguido de una separación de la fase acuosa y posteriormente el tratamiento en el

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 47
segundo reactor. Aquí se sugirió el concepto de recircular corrientes intermedias y se considera un
desarrollo interesante. Esto fue originalmente demostrado y patentado por Baker y Elliott para la
producción de gasolina altamente aromática. La patente de UOP muestra especialmente el potencial de
recircular parcialmente un producto intermedio de HDO suave de nuevo a la operación unitaria que procesa
los biocrudos no hidroprocesados. Además, esto también demuestra el potencial de aceites HDO finales y
de bajo oxígeno a partir del hidrotratador para ser reciclado para tanto operaciones unitarias de HDO suave
como de HDO completa. No se especificaron los tiempos de operación de catalizadores ni el contenido
final de oxígeno obtenido.
2.6.3 Dynamotive
Dynamotive Energy Systems se unió IFPens y Axens para comercializar un proceso de mejora. Tienen un
proceso de dos etapas en el que se han reportado bajos consumos de hidrógeno en ambas etapas. El proceso
involucra la producción tratada parcialmente, una corriente hidroreformada y una fase acuosa del cual se
puede derivar ácido acético y metanol. La segunda etapa de hidrotratamiento produce aceite mejorado que
puede ser directamente destilado a gasolina, diesel y jet fuels (35,35,30% p/p respectivamente) junto con
agua y gases incondensables. No se presentaron ni condiciones de operación ni datos de campo.
2.6.4 BIOCOUP
Es un consorcio de universidades europeas, laboratorios de investigación e industrias cuyo objetivo es
desarrollar el coprocesado en la refinería. Sus estudios fueron llevados a cabo sobre catalizadores de
hidrotratamiento no tradicionales (metales nobles y sistemas bimetálicos no sulfurados) tanto en sistemas
batch y continuos.
Los productos profundamente hidrodesoxigenados obtenidos en este estudio se centraron en el coprocesado
más que en mezclado directo con combustibles líquidos finales.
Como se ha dicho previamente, los investigadores del BTG y la Universidad de Twente desarrollaron el
proceso HPTT que elimina el oxígeno y agua sin hidrógeno añadido. Aunque la composición de los aceites
de HPTT y de hidrotratamiento suave a 225ºC (200 bar H2) eran similares, su perfiles composicionales eran
diferentes. El procesado de los aceites de HPTT ocasiona una excesiva cantidad de char. Por consiguiente,
se ha sugerido que procesando aceites HPTT a más de 250ºC en la presencia de hidrógeno (200 bar) y
catalizador estabilizaría los aceites para la mejora. En un estudio de Mercader se notifica que las reacciones
de coquizado durante HDO de alta temperatura son probablemente debidas a las reacciones de
polimerización típicas en las reacciones HPTT.
Venderbosch también recogió una serie de procesos denominados como hidrodesoxigenación suave, HDO
48 Mejora e hidroprocesado del bio-oil
suave. El HDO suave que aparece recogido en su estudio no alcanzó el mismo nivel de desoxigenación que
los anteriores y esto se puede justificar porque temperaturas de proceso eran entre 350 y 400ºC.
Un estudio de Mercader intentó fraccionar el aceite de pirólisis en porciones con adición de agua,
obteniendo las dos fases y coprocesarlas con Long Residue y Straight-Run Gasoil, en comparación con el
aceite de pirólisis puro. Se encontró que la mayor desoxigenación se consiguió con la fase orgánica.
Combinando las dos producciones de las dos fases, mostraron menos producciones globales debido a la
pérdida de gases. Sin embargo, la ventaja del fraccionamiento podría estar en la posibilidad más versátil y
flexible para las corrientes del coprocesado. De hecho, algunas patentes coinciden en separar las fases y
procesarlas por separado.
Aparte del catalizador Ru/C, los estudios del BIOCOUP probaron catalizadores no sulfurados. Se usaron
catalizadores de metales nobles con soportes de zirconia. Los autores indicaron que los catalizadores de
metales nobles son típicamente envenados por el azufre, aunque esté presente en muy pequeñas cantidades.
2.6.5 NREL
French publicó los resultados de un estudio de hidrotratamiento de aceites de pirólisis en un reactor
semibatch. Realizaron tests tanto en una etapa como en dos, la primera usó 150ºC y la segunda de 340ºC y
400ºC. Los catalizadores usados fueron los catalizadores comerciales NiMo/ Al2O3, que fueron sulfurados
ex situ. En general, el contenido de oxígeno, TAN, y número de ácido carboxílico (CAN) del aceite
condensado y los líquidos residuales decrecieron a mayores temperaturas.
2.6.6 Universidad del Estado de Mississippi
Han desarrollado satisfactoriamente catalizadores que hidrodesoxigenan aceite de pirólisis crudo a través
de un procedimiento en dos pasos. El grupo de investigación dice que ha conseguido un producto que no
tiene nada de agua y contenido de oxígeno como un valor ácido, viscosidad y un poder calorífico similares
a los del diesel. La simulación de la destilación da lugar a gasolina, diesel y jet blendstocks.
2.7 Vista hacia el coprocesado
El objetivo del coprocesado es determinar la mínima cantidad de pretratamiento que sería necesaria para
convertir el aceite en una forma aceptable que se pueda procesar y también determinar el impacto en la
refinería y la calidad funcional de la alimentación producida.
El coprocesado requiere el entendimiento y comprensión del comportamiento del amplio rango de materias
renovables desde el aceite de pirólisis al aceite HDO dentro de la unidad de refinería, respecto a la

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 49
corrosión y la compatibilidad con las aleaciones existentes. Se han propuesto un amplio rango de
severidades para la HDO pero no parece haber un consenso. Por eso, una de las necesidades cruciales es
entender la naturaleza composicional del aceite propuesto para la inserción. Entonces se vuelve a reiterar la
necesidad de crear un marco común.
Un mayor entendimiento del bio-oil permitirá no solo integrar esta materia en las rutas principales aquí
nombradas sino determinar el impacto que tendría si se introdujera en otras zonas de refinería. [1]
2.8 Comercialización de biocombustibles [4]
Otra vía que se considera es la producción de biocombustibles finales o materias de mezcla con los
combustibles convencionales.
Hay varios grupos en proceso de comercializar biocombustibles derivados de la pirólisis como son
Envergent, Dynamotive y KiOR. Cada una de estas compañías están persiguiendo una tecnología con
Envergent usando un lecho fluidizado circulante (CFB), Dynamotive con lecho fludizado burbujeante
(BFB) y KiOR usando pirólisis catalítica.
2.8.1 Dynamotive
Dynamotive ha desarrollado el método BINGO, una tecnología propietaria de hidrotratamiento en dos
etapas de aceite de pirólisis, que produce:
1. Un intermedio líquido que puede ser mezclado con el petróleo tras la primera etapa.
2. Un materia mezclable con los combustibles de transporte tras la segunda etapa.
Se han realizado experimentos en escala bench en los que se ha demostrado que el 25% de la biomasa
puede convertirse en materia de combustible con menos del 0,01%p/p de oxígeno y una distribución
uniforme de productos (20% de VGO pesado, 30% de gasoil, 30% de jet y 20% de ligeros). La compañía
no ha dado a conocer el tipo de catalizadores que ha usado. En 2011, Dynamotive firmó un acuerdo con
IFPEN y Axens para escalar y comercializar el proceso BINGO.
2.8.2 Envergent
Envergent en una asociación entre UOP Inc. y Ensyn. Mientras que Ensyn contribuye con 25 años de
experiencia produciendo bio-oils (desarrollo de reactor de lecho fluidizado CFB), UOP contribuye con su
experiencia en desarrollo de catalizadores de hidrotratamiento y reactores para la industria de petróleo.
Envergent está construyendo instalaciones de demostración en la refinería Tesoro en Kapolei, Hawaii con
la ayuda de Departamento de Energía de EEUU de 25 millones de dólares. Las instalaciones procesarán los
bio-oil del proceso RTP de Ensyn. Esta planta apunta a producir 4 barriles al día de gasolina, diesel y jet

50 Mejora e hidroprocesado del bio-oil
fuel. Este proyecto es parte de una mayor visión de futuro para instalar 4 instalaciones RTP de bio-oil y una
planta de mejora central que usará la tecnología UOP de hidrotratamiento. Se están planeando 9 plantas
nuevas en Malasia para usar los residuos de aceite de palma que como se estima recientemente se produce
en torno a 150 millones de toneladas secas anuales.
2.8.3 KiOR
KiOR es una start-up. Su planta (con un coste de inversión de 190 millones de dolares) podría ser
considerada como la primera planta mundial, comercialmente operativa, de combustibles drop-in derivados
de la biomasa. Tiene la capacidad de procesar 500 toneladas por día de madera para transformarla en 49,2
millones de litros al año de biocombustibles líquidos.
La tecnología de KiOR consiste en la pirólisis catalítica en una configuración de lecho fluido circulante
seguida en el hidrotratamiento para mejora la materia de mezcla con combustibles. El análisis
tecnoeconómico y el hecho de que la planta haya sido construida a la cercanía de una tubería de gas natural
implica que la estrategia sería usar hidrógeno importado y usar los excedentes de biomasa en generación de
potencia. Priorizando la generación de potencia producirá probablemente grandes ingresos en forma de la
venta de la electricidad y un gran ahorro de emisiones de gases de efecto invernadero por volumen de
biocombustible producido. La compañía declara que el biocombustible drop-in que producen da lugar a
una reducción del 80% de emisiones comparadas con los combustibles petrolíferos.
KiOR anunció una pérdida neta de 347,5 millones de dólares en 2013 y con la planta de Columbus en un
estado bastante pasivo. La compañía también ha expresado preocupación sobre si podrá o no atraer
inversores y evitar la bancarrota. Puesto que KiOR se ha considerado el líder en la comercialización de los
biocombustibles drop-in, este suceso es una preocupación para este sector. Se ha recogido la existencia de
problemas técnicos importantes como las principales razones para no cumplir los requisitos de operación.
2.9 Análisis tecnoeconómicos
Aunque la tecnología para la mejora de aceites de pirólisis sigue avanzando y queda camino por recorrer, se
han proporcionado algunas estimaciones de los costes globales implicados por varios análisis
tecnoeconómicos. Mientras que comparaciones directas entre análisis tecnoeconómicos pueden ser
problemáticas, estos estudios tienen suposiciones comunes como una capacidad de procesado de 2000
toneladas por día y un ROI de 10%. [4]
En 2009 el US Department of Energy PNNL consideró el bio-oil de álamo mejorado por un sistema de dos
etapas de hidrotratamiento usando un catalizador convencional CoMo para hidrodesulfurización. Este
estudio, que se podría considerar hasta la fecha como el más detallado, estimó que el diesel de pirólisis
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 51
tendría una precio de venta mínimo de 0,54$/L y este precio sería redujo hasta a 0,46$/L cuando el
hidrógeno es importado externamente a la planta que producido que en esta misma a partir de biomasa.
Importar el hidrógeno (a partir de gas natural) se ha considerado como más favorable a medio plazo puesto
que a día de hoy la conversión de biomasa (y el aceite de pirólisis) a hidrógeno es ineficiente y costosa.
2.10 Cohidrotratamiento [1]
El cohidrotratamiento de bio-oil es otra estrategia de coprocesado que podría ser usada para insertar la
materia renovable en refinerías. Aunque hay un limitado conjunto de datos disponibles sobre coalimentar
aceites reales con materias petrolíferas en unidades de hidrotratamiento, cohidrotratar bio-oils resultó en
problemas similares a los observados cuando se cohidrotratan otras materias renovables como los aceites
vegetales, aunque estos requieren menos hidrotratamiento que los de pirólisis.
Estos problemas son la competición con la hidrodesulfuración, el aumento de la desactivación y coquizado,
el incremento de la demanda de hidrógeno y las posibles pérdidas de carga irregulares que ocurren en el
reactor. Otros estudios también apuntan que hasta que el compuesto modelo no haya sido
hidrodesoxigenado completamente el gasoil alimentado tampoco se hidrotratará completamente. Esto
indica que las reacciones de desoxigenación fueron priorizadas frente a las desulfurización lo que es un
resultado altamente indeseable para la perspectiva de refino. En un contexto actual en el que las
regulaciones de azufre se están convirtiendo en cada vez más rigurosas, una unidad con desulfurización
lenta o poco eficiente es problemática. Las unidades de hidrotratamiento son sensibles al oxígeno y poco
probables para procesar bio-oils con un contenido de oxígeno que exceda de 5% con unas proporciones de
mezcla de menos de 10%. Estas limitaciones podrían superarse si se comercializaran los catalizadores
mejorados como los recientemente desarrollados como el de NiCu y otros no revelados patentados por los
participantes del proyecto BIOCOUP en Europa.

52 Mejora e hidroprocesado del bio-oil
2.11 Respuesta a las preguntas iniciales
2.11.1 ¿Cuál es el grado de consenso sobre las condiciones mejoradas en las que se debe integrar el aceite de pirólisis?
Hasta ahora hay un grado aceptable en la comunidad científica sobre los pasos y medidas para acondicionar
las materias primas y hacer un combustible con ellas. Lo que no se ha llegado a consenso todavía es hasta
qué nivel llevar a cabo estas mejoras, cómo combinarlas entre sí y cuáles serían las más eficientes, esto
queda muy patente en el caso de la HDO.
Por ahora, lo que se puede deducir es que es el FCC es la vía que permite un menor requisito de
desoxigenación y por tanto es la más viable teniendo en cuenta el déficit de hidrógeno que siempre hay en
refinería. El hidrocraqueo es un proceso que requiere una materia más refinada que el FCC y por tanto
supone un coste aún mayor puesto que hay contar con el hidrógeno adicional del proceso y con el de la
operación previa de hidrotratamiento más severa.
Consecuentemente la vía del hidrocraqueo, aunque considerada, no se ha estudiado en profundidad y se ha
optado por el coprocesado en FCC. Ante un contexto en el que el hidrocraqueo va a estar más presente en
el futuro, existe una posibilidad en que el uso del bio-oil no se vea favorecido por el consumo extra de
hidrógeno.
2.11.2 ¿Es viable a día de hoy la ruta del cohidrotratamiento?
Hasta ahora lo investigado está centrado es el hidrotratamiento como herramienta para la mejora del aceite
de pirólisis individualmente o de la lignina pirolítica. Pocos estudios se han planteado la posibilidad a priori
de realizar el hidrotratamiento de una mezcla de bio-oil y crudo, principalmente por la inmiscibilidad entre
ellos y otros factores. Obviamente, la ventaja del coprocesado sería poder usar las instalaciones de
hidrotratamiento existentes y no invertir en nuevas.
El hecho de que las reacciones de HDO y HDS compiten entre ellas es un inconveniente que implica
mayores consumos de hidrógeno, bajas selectividades y productos que no cumplen las condiciones de
alimentación. Esto supone un panorama que inspira poca confianza a las empresas de refino. Por esto el
planteamiento del hidrotratamiento del aceite aparte tiene más presencia e interés.
2.11.3 ¿Qué futuros desarrollos se esperan y se necesitan en esta tecnología?
Frente un aumento de la presencia del hidroprocesado en las refinerías, existe una posibilidad de que el
hidroprocesado convencional tenga algunos avances. Hasta ahora la mayor restricción es el bajo desarrollo

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 53
de catalizadores y la incapacidad de contrarrestar los inconvenientes. Por consiguiente, se trabaja en la
adaptación y optimización de catalizadores y en la mejora de propiedades en el bio-oil.
La comercialización del aceite de pirólisis supondrá un aumento de material con el que trabajar en futuras
investigaciones, donde hasta ahora la escasez de materia representativa con la que experimentar ha sido un
cuello de botella que ha permitido pocos avances.
Tras el establecimiento de estos avances se espera que se puedan realizar estudios tecnoeconómicos más
fiables y acotar de una forma más eficaz el rol que cumplirá esta materia renovable en refinerías. Esto es un
aspecto bastante relevante para descartar rutas y procesos poco provechosos y centrarse en aquéllas viables.
2.11.4 ¿Pueden las tecnologías de generación de hidrógeno por biocrudo proporcionar el hidrógeno necesario?
Se estima que se tiene que consumir un tercio del bio-oil para que genere el hidrógeno suficiente para el
tratamiento. Teniendo en cuenta la escasez de materia prima, este dato resulta poco alentador. Además
implica que se tendría que adquirir una mayor cantidad de aceite de pirólisis, que es una materia renovable
que debido a la logística y procesos implicados en su producción puede resultar demasiado cara y una
opción poco atractiva. Todavía hay incertidumbre sobre el coste de bio-oil y el de los bio-oil tratados.
A día de hoy, se puede observar que las técnicas de hidrógeno no están lo suficientemente desarrolladas y
por consiguiente, las primeras incorporaciones de biocrudo en refinería se tendrían que hacer con el
hidrógeno generado en estas instalaciones, cuyo origen es principalmente el reformado con vapor de gas
natural.
Sin embargo, no se descarta el hidrógeno de origen renovable en futuros desarrollos. Si los desarrollos de
obtención por hidrógeno consiguen aplicarse correctamente en las unidades convencionales, se podrá salvar
el obstáculo del poco rendimiento que tiene la materia renovable.

54 Mejora e hidroprocesado del bio-oil
2.12 Conclusiones particulares
Ante los datos y planteamientos mostrados se deduce que la principal herramienta para la introducción de
los aceites de pirólisis es el hidrotratamiento y es un paso previo totalmente necesario antes de cualquier
entrada de una unidad de conversión.
Todos los pasos anteriores son procesos menores que no supondrían un gran coste de inversión para la
refinería. Además es posible que la labor de estabilización se realice tras la producción del aceite ya que
estos métodos de acondicionamiento son similares a los usados para reducir el envejecimiento prematuro
de la materia y facilitar el transporte y almacenamiento. En los planteamientos de valorización del bio-oil,
el esquema de producción que se plantea es que el aceite de pirólisis se obtenga en una planta cercana a
fuentes estables de biomasa y partir de ahí sea transportado a refinería. Considerando esta estrategia, la
refinería lo único que tendría que hacer es acondicionar por HDO e integrar en proceso y/o llevarlo a las
unidades de generación de hidrógeno.
Para conseguir reducir en el consumo del hidrogeno, el High Pressure Thermal Treatment se presenta una
opción favorable y posiblemente tenga futuro por la simplicidad de su planteamiento. Su papel siempre será
como un elemento auxiliar con el que facilitar las operaciones de hidrotratamiento, aunque supondría un
coste de inversión del que no queda todo claro si va a ahorrar suficientes costes de operación.
Respecto al hidrotratamiento se podrían usar los lechos existentes en refinerías pero no se han realizado
pruebas a escala superiores a las de laboratorio. Hay un margen de incertidumbre que no se ha resuelto.
Todavía quedaría pasar por las fases de escala piloto y de escala de demostración, por lo que a pesar del
potencial que pudiera aparentar, es una tecnología que tiene mucho demostrar.
La existencia de una norma que impusiera un marco común sobre las propiedades del bio-oil que se va a
alimentar e integrar en refinería facilitaría la tarea en general para determinar las pautas para llevarlo de
forma eficiente.

55
3 COPROCESADO E INTEGRACIÓN DEL ACEITE
DE PIRÓLISIS EN EL PROCESO FCC
Cuestiones iniciales
¿Es viable coalimentar bio-oil a un proceso FCC y bajo qué condiciones?
¿Qué beneficios proporcionaría la coalimentación de bio-oil?
¿Cómo se presenta esta tecnología frente a las otras alternativas de integración de aceite de pirólisis de
la planta?
¿Qué incertidumbre tiene esta práctica?
Índice
3 Coprocesado e integración del aceite de pirólisis en el proceso FCC ..................................................... 55 Cuestiones iniciales ................................................................................................................................................ 55 Índice ...................................................................................................................................................................... 55 3.1 Presentación de la propuesta de integración .......................................................................................... 56 3.2 Estado actual de la tecnología .................................................................................................................. 58 3.3 Alimentación al proceso ............................................................................................................................ 58
3.3.1 Hidrotratamiento previo ................................................................................................................... 58 3.3.2 Pirólisis catalítica ................................................................................................................................ 61
3.4 Acondicionamiento del bio-oil previo al FCC ............................................................................................ 61 3.5 Comparación y análisis de los productos finales del coprocesado en la unidad de FCC ....................... 63
3.5.1 Operación ........................................................................................................................................... 63 3.5.2 Productos ........................................................................................................................................... 66
3.6 Posibilidad de realizar la coalimentación de bio-oil bruto sin tratamientos previo ............................. 73 3.7 Respuesta a las cuestiones iniciales ......................................................................................................... 75
3.7.1 ¿Es viable coalimentar bio-oil a un proceso FCC y bajo qué condiciones? ................................... 75 3.7.2 ¿Qué beneficios proporcionaría la coalimentación de bio-oil? ..................................................... 75 3.7.3 ¿Cómo se presenta esta tecnología frente a las otras alternativas de integración de aceite de pirólisis de la planta? ......................................................................................................................................... 75 3.7.4 ¿Qué incertidumbre tiene esta nueva práctica? ............................................................................. 76
3.8 Conclusiones particulares .......................................................................................................................... 77

56 Coprocesado e integración del aceite de pirólisis en el proceso FCC
3.1 Presentación de la propuesta de integración
El FCC o también conocido como cracking o craqueo catalítico en lecho fluido es el proceso más grande
dentro de las refinerías de petróleo. Su principal misión es la transformación de cortes más pesados que tienen
poco valor añadido en productos más ligeros de mayor valor puesto que éstos están en el rango de ebullición
de las gasolinas y de los diesel, los productos de refinería principales. [12]
El cracking catalítico de lecho fluido cumple uno de los roles más importantes en una refinería integrada como
un proceso de conversión primaria. Para muchos refinadores, el cracker catalítico es una pieza clave para la
rentabilidad en la que la operación exitosa de la unidad determina si el refino de la planta puede mantenerse
competitivo en el mercado actual. [12]
Una de las líneas de investigación que más presencia ha tenido en los últimos 20 años es la determinación de la
viabilidad del coprocesado del bio-oil con alimentación convencional en equipos de FCC. Esto es debido a la
similitud química y física de los cortes pesados que se alimentan en el FCC, por lo que se decidió probar la
producción de gasolinas y diesel a partir de esta materia prima. [9]
Las razones por la que se ha considerado la incorporación de renovables en el proceso FCC están: reducir la
huella de carbono y las emisiones de gases de efecto invernadero procedentes de las mejoras de crudos
pesados, conseguir una producción de combustibles de transporte más limpia, resolver la limitada
disponibilidad de crudos ligeros y de alta calidad frente la creciente demanda de energía y solventar las
crecientes preocupaciones ambientales. [9]
La unidad de FCC usa la tecnología de lecho fluido, que consiste en la aireación de materia granulada,
pudiendo ser un catalizador o un portador de calor, de tal forma que se tiene un lecho fluido de propiedades
homogéneas para las reacciones. El propósito principal es convertir las fracciones de petróleo de alto punto de
ebullición llamadas gasoil a una gasolina de alto valor y número de octano o aceite de calefacción. El gasoil es
la porción de petróleo que comúnmente tiene un rango de ebullición de 330ºC a 550ºC. [12]

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 57
Fig. 3-1: Diagrama esquemático del proceso FCC según UOP [10]
Durante el proceso de craqueo se genera coque sobre la superficie del catalizador granulado, por lo que se
tiene que mandar a una fase de regeneración donde es quemado y esto sirve para obtener el calor necesario
para las reacciones de craqueo, como se puede observar en Fig. 3-1. En el reactor se recibe el catalizador
caliente, asciende por el riser junto con crudo de tal forma que reacciona, y una vez que acaba su función
vuelve al regenerador.
El FCC es un proceso que ha tenido y seguirá teniendo una longeva trayectoria dentro de las refinerías
modernas y una de sus principales características es su flexibilidad y capacidad de adaptación con distintos
tipos de alimentaciones, debido a que se puede conseguir una correcta coordinación entre reactor y
regenerador. Por ende, es una tecnología madura con un alto nivel de desarrollo y documentación técnica a sus
espaldas. [12]
Por esta madurez y garantía de cierta capacidad de adaptación se ha considerado el FCC como uno de los
procesos más susceptibles para la integración de una nueva alimentación como es el bio-oil.
El coprocesado del petróleo con materias primas renovables usando los catalizadores existentes de refino,
procesos y tecnologías ofrece ventajas en las perspectivas tecnológica y económica. Porque si se utiliza la
infraestructura de refino existente y configuración, se requeriría poco coste de inversión adicional. Sin
embargo, el refino de los aceites derivados de la biomasa presenta retos importantes que necesitan ser
solventados, incluyendo sus características físicas y químicas únicas, posibles problemas con las materias
primas, el efecto del agua formada sobre la actividad y estabilidad, cambios en las cinéticas, la transferencia de

58 Coprocesado e integración del aceite de pirólisis en el proceso FCC
masa y calor y los impactos de los productos finales combustibles sobre la actuación del motor y emisiones.
[9]
3.2 Estado actual de la tecnología
Aunque la tecnología de producción de bio-oil y de mejora de propiedades preliminar ya ha realizado sus
primeros pasos hacia la comercialización, las de coprocesado del bio-oil todavía no han superado las fases de
laboratorio y piloto.
En los últimos años, unos pocos intentos de mejorar directamente el aceite bruto sin coprocesado han sido
recopilados para la producción de gasolinas por craqueo catalítico; se observó la generación de cantidades
significativas de tars, chars y coques y la desactivación irreversible del catalizador , debido al alto contenido de
oxígeno de la alimentación. Así, que la alimentación directa del aceite de pirólisis a unidades de refinería no
parece un paso viable. [1]
No obstante, en las escalas de laboratorio y piloto, esta técnica de coprocesado ha demostrado ser técnicamente
viable. La gasolina producida a partir de la combinación de bio-oil hidrodesoxigenado y gasóleo de vacío
convencional VGO (Vacuum Gas Oil) ha dado lugar a rendimientos y calidades bastante cercanos a los
productos obtenidos a los de procesado de VGO.
Es la única vía que ha sido probada recientemente en planta de demostración llegando a conclusiones que
pueden cambiar las concepciones que se han tenido hasta ahora sobre el procesado de bio-oil. [3]
3.3 Alimentación al proceso
3.3.1 Hidrotratamiento previo
Sin embargo, antes de cocraquear los bio-oils con alimentaciones petrolíferas, éstas deben ser sometidas a
hidrotratamiento para reducir la alta concentración de heteroátomos y evitar la rápida desactivación del
catalizador de FCC. Por consiguiente, la mayoría de los estudios publicados establecen que el coprocesado de
aceites de pirólisis es más práctico para aquéllos que han sido tratados en condiciones de hidroprocesado más
severas. Cuanto más sea mejorado, menor coque y gas seco (productos de bajo valor) se producen en el FCC.
Sin embargo, si es coalimentado con las alimentaciones típicas VGO en cantidades suficientes, los bio-oils no
requieren hidrodesoxigenación completa para eliminar los grupos funcionales altamente reactivos que llevan a
la desactivación del catalizador y a inconvenientes en la operación de coprocesado FCC. En estos casos el
HDO puede ser llevado a cabo a menores temperaturas y menor consumo de hidrógeno.
Debido a la naturaleza del bio-oil, que favorece la coquización, otra razón por la que se realiza la mejora
anterior es que en el regenerador del FCC se tendría una carga demasiado grande de coque por lo que se debe
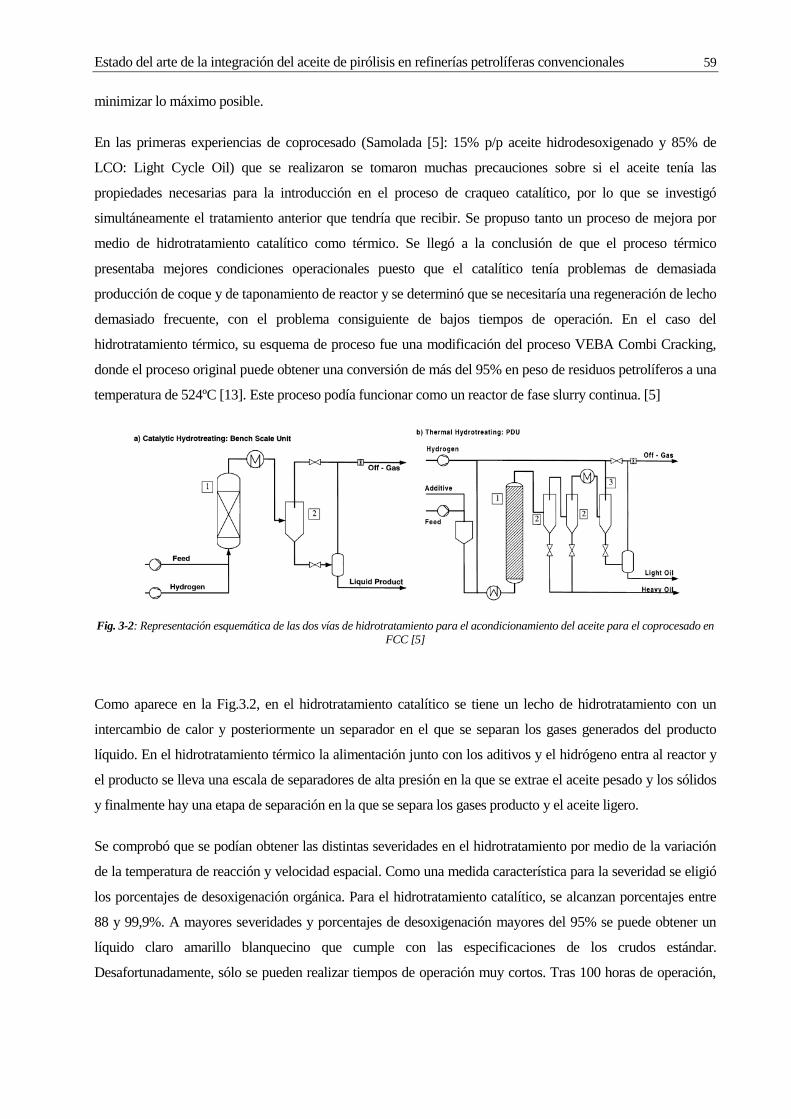
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 59
minimizar lo máximo posible.
En las primeras experiencias de coprocesado (Samolada [5]: 15% p/p aceite hidrodesoxigenado y 85% de
LCO: Light Cycle Oil) que se realizaron se tomaron muchas precauciones sobre si el aceite tenía las
propiedades necesarias para la introducción en el proceso de craqueo catalítico, por lo que se investigó
simultáneamente el tratamiento anterior que tendría que recibir. Se propuso tanto un proceso de mejora por
medio de hidrotratamiento catalítico como térmico. Se llegó a la conclusión de que el proceso térmico
presentaba mejores condiciones operacionales puesto que el catalítico tenía problemas de demasiada
producción de coque y de taponamiento de reactor y se determinó que se necesitaría una regeneración de lecho
demasiado frecuente, con el problema consiguiente de bajos tiempos de operación. En el caso del
hidrotratamiento térmico, su esquema de proceso fue una modificación del proceso VEBA Combi Cracking,
donde el proceso original puede obtener una conversión de más del 95% en peso de residuos petrolíferos a una
temperatura de 524ºC [13]. Este proceso podía funcionar como un reactor de fase slurry continua. [5]
Fig. 3-2: Representación esquemática de las dos vías de hidrotratamiento para el acondicionamiento del aceite para el coprocesado en
FCC [5]
Como aparece en la Fig.3.2, en el hidrotratamiento catalítico se tiene un lecho de hidrotratamiento con un
intercambio de calor y posteriormente un separador en el que se separan los gases generados del producto
líquido. En el hidrotratamiento térmico la alimentación junto con los aditivos y el hidrógeno entra al reactor y
el producto se lleva una escala de separadores de alta presión en la que se extrae el aceite pesado y los sólidos
y finalmente hay una etapa de separación en la que se separa los gases producto y el aceite ligero.
Se comprobó que se podían obtener las distintas severidades en el hidrotratamiento por medio de la variación
de la temperatura de reacción y velocidad espacial. Como una medida característica para la severidad se eligió
los porcentajes de desoxigenación orgánica. Para el hidrotratamiento catalítico, se alcanzan porcentajes entre
88 y 99,9%. A mayores severidades y porcentajes de desoxigenación mayores del 95% se puede obtener un
líquido claro amarillo blanquecino que cumple con las especificaciones de los crudos estándar.
Desafortunadamente, sólo se pueden realizar tiempos de operación muy cortos. Tras 100 horas de operación,
60 Coprocesado e integración del aceite de pirólisis en el proceso FCC
la repetición del punto de partida mostraba una severa desactivación del catalizador que acabó con el
coquizado y taponamiento. El cambio del catalizador no mejoró este comportamiento. El hidrotratamiento
térmico en fase slurry (fango) fue llevado a cabo a porcentajes de desoxigenación de 78% a 85%. Se puede
alcanzar un tiempo de operación de una semana sin ningún problema operacional. [5]
La calidad del producto líquido se caracterizó por una variedad de análisis estándar de petróleo. Para una alta
severidad de hidrotratamiento (99,9% desoxigenación) el ratio H/C, la densidad y la concentración de oxígeno
cumplen especificaciones, que permite a todas las fracciones ser mezcladas con corrientes de refinería con un
menor o sin refino posterior. A severidades inferiores por debajo del 95% de la desoxigenación la calidad es
inaceptable para la refinería. En condiciones C/H>8 y densidades > 0.95 g/cm3 el bio-oil sólo podría ser
mezclado con la destilación de crudos convencional. El hecho más importante es el contenido de oxígeno de 3
a 8% (en torno a 6,5%), que es acompañado por un contenido de agua significativamente creciente en el
líquido y problemas crecientes con la separación de las fases de agua y orgánica. Éstas tienen un impacto sobre
la operación en el desalador en la unidad de destilación (en caso de que no se alimente a unidades del proceso)
y de las unidades de procesado aguas abajo. [5]
En el hidrotratamiento, la producción en peso de líquido orgánico varía entre 30 y 55%, dependiendo de la
severidad del hidrotratamiento y el contenido de agua de la materia prima y que está presente en bio-oil bruto.
Aunque la producción máxima del aceite de pirólisis entero alcanzó el 40%, el rendimiento de la fracción
orgánica fue mayor debido al hecho que una cantidad significativa de agua fue separada antes del
hidrotratamiento. Consecuentemente, la producción de agua, que es la suma del agua de alimentación y de
agua de reacción, alcanza su valor máximo a alta severidad (55%) y es todavía 40% a baja severidad por
alimentar la fracción orgánica. El gas es la suma de los gases de hidrocarburos, el monóxido de carbono y el
dióxido de carbono. El rendimiento a gas varía entre 8 y 18%. El consumo de hidrógeno fue medido entre el 3
y 5% en peso respecto a la alimentación de aceite de pirólisis e incluye tanto las reacciones orgánicas como la
producción de agua. No hay una reducción evidente en el consumo a bajas desoxigenaciones si se evalúa
globalmente. [5]
Generalmente, tanto la fracción acuosa como la hidrófoba podrían ser usadas como alimentación de FCC. Del
comportamiento de ebullición es evidente que la fracción pesada es más cercana a las alimentaciones de FCC
normales. La fracción ligera ya contiene el 30% de la gasolina. Las diferencias de calidad entre la fase
orgánica y el bio-oil virgen no son significativas. Por todas estas razones, la fracción de aceite virgen de
pirólisis térmicamente mejorado fue usada para investigaciones de cracking posteriores. [5]
Como conclusiones finales, el hidrotratamiento térmico de los bio-oils puede llevarse a cabo produciendo
productos líquidos que pueden mejorarse en una refinería. El producto pesado de este proceso puede ser usado
como coalimentación de los procesos FCC para la producción de combustibles de transporte usando

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 61
catalizadores de FCC comerciales.
3.3.2 Pirólisis catalítica
Otra opción que es perfectamente válida es que la alimentación al FCC sea a partir de un bio-oil producido por
una pirólisis catalítica. Esto es lo que se denominaría una ruta “in situ” de mejora de esta materia prima, puesto
que no se hace en un equipo aparte, sino integrado en el mismo equipo de producción. Para la mejora in situ
del bio-oil, se usa un catalizador selectivo como portador de calor, apuntando a la mejora catalítica de los
vapores de pirolisis de biomasa. De la limitada literatura de la biomasa, parece que puede producirse un bio-oil
de mejor calidad aunque mayor producción de agua y de residuo de coque, a expensas de la fase orgánica del
bio-oil. Sin embargo, el tipo de catalizador puede jugar un papel significativo en la calidad de bio-oil. Por
supuesto, hace falta más investigación en desarrollo de catalizadores en este asunto. [7]
Así que el paso de hidrotratamiento puede ser eliminado por la adición de un catalizador adecuado durante la
pirólisis. El rendimiento orgánico de la ruta de pirólisis catalítica está estimado en aproximadamente el 30%
p/p mientras que el rendimiento global de la pirólisis térmica seguida de HDO es de 24% p/p. Los bio-oils de
la pirólisis catalítica ofrecen un potencial interesante para la producción de biocombustibles vía coprocesado
en la unidad de FCC desde una perspectiva energética y técnica.
De todos los resultados obtenidos parece que la presencia de catalizadores puede cambiar la calidad y
rendimiento del bio-oil producido a partir de un proceso de pirólisis catalítica. Inicialmente el proceso de
pirólisis catalítica fue investigado usando un catalizador de FCC. Por supuesto, este catalizador es muy activo
produciendo principalmente agua y coque, así que no parece un catalizador apropiado para esta aplicación, por
lo que se obtenía un menor rendimiento en bio-oil pero con una calidad mejorada. Es necesaria más
investigación para identificar el catalizador más adecuado para este proceso. [7]
3.4 Acondicionamiento del bio-oil previo al FCC
La producción de aceite hidrotratado es en torno al 42% (en base al bio-oil sin hidrotratar). Debido al bajo
contenido en oxígeno del bio-oil hidrotratado térmicamente (6,5%), puede ser separado por destilación en una
fracción ligera y una fracción pesada. De los datos de destilación parece que la fracción ligera comprende los
componentes principalmente en el rango de gasolina y diesel así que podría ser mezclada directamente con las
correspondientes fracciones petrolíferas. [7]
La fracción pesada tiene características similares a las del VGO convencional. Esta fracción pesada podría ser
usada como coalimentación con VGO en el proceso FCC de la refinería convencional y tiene un rol de residuo
en la materia prima de las unidades de FCC. El coprocesado de bio-oil propuesto por CPERI (Chemical

62 Coprocesado e integración del aceite de pirólisis en el proceso FCC
Process and Energy Resources Institute) [7]:
Fig. 3-3: Propuesta de alimentación de la fracción pesada de bio-oil tratado en la unidad de FCC [7]
Como se puede apreciar en la Fig.3-3 los aceites de pirólisis, también denominados Biomass Flash Pyrolysis
Liquids (BFPL), se someten a un hidroprocesado térmico (THP) de baja severidad, donde se elimina el
oxígeno. Posteriormente se lleva a una etapa de separación, que puede ser de destilación, en la que se obtiene
aceite de componentes ligeros (Light Oil) y aceite de componentes pesados (Heavy Oil). El aceite pesado se
consigue mezclar con el VGO debido a la alta desoxigenación y se lleva finalmente a la unidad de craqueo
catalítico en lecho fluido (FCCU).
Los resultados de los productos obtenidos en el coprocesado de VGO y bio-oil mejorado en la unidad FCC son
los que indican la viabilidad de esta tecnología. Sin embargo se tienen que cumplir las siguientes condiciones:
La unidad FCC tiene que tener la capacidad de combustión del coque extra que se va a producir
debido a la introducción del bio-oil. Como se puede concluir de los resultados experimentales, la
propia presencia de aceite de pirólisis implica un incremento en la producción de coquizado en los
productos generados. Por consiguiente, el regenerador de la unidad (que realiza la combustión del
coque formado sobre la superficie del catalizador granulado consiguiéndose la regeneración de
catalizador y aporte calorífico para realizar de las reacciones endotérmicas de craqueo) tiene que
quemar el exceso de coque y hacerlo de tal forma que la acumulación de coque sobre el catalizador no
suponga un pérdida significativa e irreversible de su actividad con el correspondiente efecto
perjudicial sobre operación y economía.
La biomasa (como materia de origen) y el bio-oil (como materia realmente introducida en el proceso)
tiene que tener la calidad suficiente. Debido al escaso número de estudios hasta la fecha y a que la
producción de aceite de pirólisis está en una fase tempranísima de comercialización, dando lugar a
muy poca cantidad de aceite con la que realizar las experiencias pertinentes, no se ha estudiado de

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 63
forma exhaustiva la influencia de las propiedades y el origen de la biomasa en el caso de la
producción de bio-oil con unas características concretas. Debido a este futuro crecimiento se estima
que se tendrá la suficiente información en un plazo relativamente corto. Sobre la calidad del bio-oil,
aunque se ha discutido sobre la eliminación de oxígeno y otros elementos perjudiciales y parece que
hay otros elementos a tener en cuenta a escalas mayores, el hecho de que se haya redactado una norma
ASTM D7544 que caracterice y clasifique el aceite de pirolisis marca una camino hacia una
determinación de la influencia que éste pueda tener en procesos posteriores.
3.5 Comparación y análisis de los productos finales del coprocesado en la unidad de FCC
3.5.1 Operación
3.5.1.1 Viabilidad de operación
Se ha demostrado que los aceites de pirólisis son los suficientemente estables para ser coprocesados con una
alimentación FCC (en una unidad experimental ACE en el caso de Agblevor y cía. [8]) para producir varias
fracciones de combustibles de hidrocarburos. Repasando otras investigaciones, los aceites mejorados fueron
testados a escala de laboratorio en la unidad experimental MAT. Tanto hace ACE como MAT son
procedimientos experimentales para el test de catalizadores.
Según de Miguel Mercader [6], a pesar del gran contenido de oxígeno (de 17 a 28% en base seca) y las
diferentes propiedades de los aceites hidrodesoxigenados, todos éstos pudieron ser exitosamente disueltos y
coprocesados (20% p/p) con el Long Residue, produciendo gasolina FCC (44-46% p/p) y Light Cycle Oil (23-
25% p/p) sin un incremento excesivo de coque y de gas seco, comparado con la alimentación convencional. Se
obtienen biohidrocarburos libres de oxigenados, probablemente por la transferencia de hidrógeno del Long
Residue. De esta forma se ha demostrado a escala de laboratorio que es posible producir hidrocarburos de
biomasa lignocelulósica por una ruta de mejora de aceite de pirólisis. Los mayores rendimientos de coque
obtenidos a partir del craqueo catalítico de aceite hidrodesoxigenado sin diluir mostraron la importancia del
coprocesado usando la alimentación de refinería como un diluyente y fuente de transferencia de hidrógeno.
Tras realizarse varios estudios experimentales, se han obtenido resultados que permiten determinar que la
operación no resulta catastrófica para la operación en planta. De hecho, es de las tecnologías de integración
que más ha avanzado en la escala de investigación. Aunque la introducción de aceite de pirólisis da lugar a
inconvenientes, éstos pueden ser solventados mediante mayor conocimiento del comportamiento del corte
pesado del bio-oil y del desarrollo y estudio de catalizadores.

64 Coprocesado e integración del aceite de pirólisis en el proceso FCC
3.5.1.2 Inconvenientes de operación
1. Efecto del tipo de alimentación petrolífera coalimentada con el bio-oil
El FCC ha sido siempre un proceso que ha tenido una importante capacidad de poder operar con distintos tipos
de cortes de índole pesada y combinación de éstos.
Del Fluid Catalytic Cracking Handbook [10], se sabe que las alimentaciones típicas de estas unidades:
Gasóleo ligero
Gasóleo pesado o de vacío
Gasóleo procedente de procesos de coquizado
Con la incorporación del aceite de HDO en el proceso se ha determinado que la conversión global obtenida
depende del tipo de las materias petrolíferas [9]. Por ejemplo, Fogassy [1], que usaba un reactor de lecho fijo y
un catalizador de equilibrio FCC (Los catalizadores de equilibrio son aquéllos ya han sido usados dentro del
proceso, que ya no son alimentación fresca y que son más representativos respecto al catalizador usado en
operación) con un contenido del 15% de zeolita Y, notó que se obtuvieron mayores conversiones durante las
mezclas de VGO y aceite hidrodesoxigenado frente las obtenidas con las de VGO puro, especialmente a ratios
másicos de catalizador/crudo por debajo de 5. A mayores ratios, las conversiones obtenidas de la mezcla y de
las alimentaciones puras de VGO los rendimientos fueron similares. Sin embargo, se observó el efecto
contrario cuando se co-procesó un bio-oil con una alimentación petrolífera más pesada, como el residuo de
vacío.
Un estudio que involucra el uso de materia prima petrolífera con un punto de ebullición de 585ºC fue llevada a
cabo por de Miguel Mercader y cía. [6] usando un catalizador de equilibrio comercial (E-CAT). Estos autores
observaron que se requirieron ratios catalizador/aceite ligeramente mayores para coprocesar HDO-oil con
residuo para obtener conversiones equivalentes a las obtenidas únicamente con VGO, el usar los mismos ratios
implicaría rendimientos menores. Debido a que las propiedades del catalizador no fueron especificadas, las
tendencias observadas no se pueden relacionar con la naturaleza de éste en cada estudio. Otro estudio sobre el
cocraqueo del líquido de aceite de biomasa hidrotratado con LCO [5] usando varios catalizadores mostró que
la conversión de esta mezcla fueron mayores que la del VGO ordinario, que abarca entre 60 y 80%.
Antes estas observaciones, se puede concluir que la introducción de esta nueva materia renovable, puede
reducir la flexibilidad de alimentación del craqueo catalítico. Aunque no está confirmado, puede implicar un
cambio de la capacidad de procesamiento y por tanto, un efecto perjudicial ya que no se podría revalorizar
corte pesados.
2. Desactivación del catalizador
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 65
Como dice Al-Sabawy [9], la desactivación de catalizador durante el coprocesado de aceite de HDO con las
fracciones petrolíferas no es tan severa o rápida como lo visto durante FCC de bio-oil puro pero sigue siendo
sustancial, incluso con bio-oils que han sido hidrotratados antes del FCC. La incorporación del bio-oil implica
incorporación de precursores de coquización.
Se ha encontrado que la formación de coque no está linealmente relacionada con el contenido de bio-oil en la
mezcla de la alimentación [6], indicando que hay un nivel de interacción entre el bio-oil y sus productos por
una parte y las alimentaciones petrolíferas y sus productos por la otra.
3. Presencia de dos fases
A pesar de ser un paso anterior al propio craqueo catalítico, la exigencia de tener que separar el bio-oil
hidrotratado en dos fases, una orgánica y otra acuosa, mediante un lavado implica un gasto de agua adicional.
Además, esto implicaría una pérdida de la materia orgánica por la eliminación de la fase acuosa, de hecho, la
propuesta de usar los hidrocarburos oxigenados de esta fase para la producción de hidrógeno es una forma de
aprovechar este producto secundario. En el caso en el que se pueda realizar la separación por medio de
destilación, seguiría implicando otra etapa de separación con sus correspondientes costes de inversión y
operación.
Respecto a esta hipotética pérdida, hay resultados alentadores. Del Miguel Mercader [6] determinó que cuando
la temperatura del hidrotratamiento se incrementa los rendimientos de fase acuosa y orgánica se mantiene
aproximadamente constantes pero la recuperación de carbono en el producto orgánico es mayor (hasta 70%
p/p del carbono del aceite de pirólisis) debido a una mayor transferencia neta de los componentes orgánicos
(probablemente azúcares hidrodesoxigenados) de la fase acuosa a la fase orgánica. Por esta razón, una posible
solución sería un incremento de la severidad de la operación de desoxigenación para la recirculación de
hidrocarburos
4. Inmiscibilidad
Una de las más notables desventajas que tiene en el aceite de pirólisis es la incapacidad de formar mezclas
estables con materias petrolíferas. Esto está intrínsecamente justificado por la presencia de oxígeno que da
lugar a moléculas polares que no se diluyen fácilmente con una materia tan apolar como el crudo
convencional. De hecho es uno de los principales problemas que se han tenido que solucionar en la fase de
laboratorio de esta tecnología, puesto que la coalimentación era prácticamente imposible. Para asegurar un
aceptable mezclado de ambas sustancias, se tienen que conseguir altos grados de desoxigenación que conlleva
un consumo de hidrógeno demasiado alto.
En experiencias se ha determinado que debido a la turbulencia de la propia configuración homogénea en lecho

66 Coprocesado e integración del aceite de pirólisis en el proceso FCC
fluido circulante y al aceptable grado de hidrodeoxigenación, no se han comprobado efectos exageradamente
negativos en este sentido. Pero el uso de lecho fijo en los experimentos puede implicar un cierto error en la
consideración del modelo de contacto entre fases.
3.5.2 Productos
3.5.2.1 Efecto del coprocesado sobre la conversion
Todos los resultados experimentales llegan a esta conclusión: se obtiene menor conversión con las mezclas de
bio-oil y petróleo que con alimentaciones convencionales de FCC. Sin embargo, puede verse contrarrestada
por una adición extra de catalizador, es decir, incrementar la relación catalizador/crudo (C/O). Como se ha
dicho anteriormente esto permite superar el efecto adverso del aceite de pirólisis:
Fig. 3-4: Representación de la dependencia de la conversión con el ratio catalizador/crudo [1]
Las conversiones no se han visto reducidas siempre que no se alimenten cortes pesados de fondo y que se
tenga en cuenta la necesidad de incrementar la cantidad de catalizador necesaria.
3.5.2.2 Discusión sobre la distribución de productos
En función de los estudios realizados hasta la fecha se puede decir que el coprocesado del biocrudo con gasoil
estándar no afecta a la producción de las distintas fracciones. En otras palabras, no se observan cambios
radicales que dejen a una fracción prácticamente inexistente u otra que antes fuera minoritaria acabe siendo
mayoritaria ni viceversa (a una conversión del 70%).
Respecto a la sensibilidad del coprocesado ante las condiciones de operación, los rendimientos de las
fracciones destiladas cambian con el ratio catalizador/crudo (con la excepción de la fracción de la gasolina,
según Thegarid y cía [4], probablemente debido al estado pseudoestacionario en el proceso de conversión en el
laboratorio).

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 67
Fig. 3-5 Representación de la variación de la producción en los distintos productos de craqueo catalítico [8]
Tal y como se puede apreciar en la Fig.3-5, la relación de catalizador y crudo consigue modificar la
distribución de productos que se puede obtener en el craqueo catalítico. El incremento del ratio da lugar a
productos más indeseables como el coque y los gases licuados del petróleo, en perjuicio de los productos
principales como son el LCO y el HCO. La cantidad de gas seco se mantenía casi constante. En la segunda
gráfica se puede observar que a mayor cantidad de catalizador se tiene una mayor conversión aunque la
proporción de gasolina permanece prácticamente invariable.
Los resultados experimentales también mostraron que la presencia de bio-oil en VGO reduce la craqueabilidad
de la materia prima [7]. Así que al mismo ratio C/O (ratio catalizador/crudo) la conversión se reduce cuando el
bio-oil hidrotratado está presente. Se explica por el hecho de que la fracción pesada del bio-oil tratado contiene
componentes pesados no fácilmente craqueables. Sin embargo, como se establece en este apartado, la
selectividad de algunos productos FCC es favorecida por la presencia de la fracción pesada del aceite
hidrotratado.

68 Coprocesado e integración del aceite de pirólisis en el proceso FCC
Fig. 3-6: Representación de las distribuciones de los productos frente a VGO solo y coprocesado al 10% [2]
Como se puede observar en la Fig. 3-6, la distribución de productos en el FCC varía con la introducción del
bio-oil hidrotratado. Se puede esperar una disminución de los productos convencionales como la gasolina y el
LCO y un aumento de productos secundarios como el gas seco, los gases licuados del petróleo y el coque.
Las fracciones líquidas, que darán lugar a combustibles de transporte, producidas por el coprocesado de
biocrudos y el gasoil fueron ricas en hidrocarburos aromáticos, que contienen biocarbono, y menos del 1% de
oxígeno. Sin embargo, estas fracciones destiladas deben ser posteriormente evaluadas para otras propiedades
usando procedimientos estándar ASTM para asegurar la compatibilidad con los combustibles petrolíferos
convencionales.
1. Fracción gaseosa
La fracción gaseosa se incrementa en torno a un 35% durante el coprocesado de una mezcla de HDO-oil y
VGO. Las macromoléculas son fuertemente craqueadas y convertidas en productos gaseosos, incluyendo una
proporción significativa de CO2 y H2O. Una intrincada red de reacciones, incluyendo la deshidratación de
alcoholes y la decarboxilación para producir el CO2 y H2O observados, está involucrada en competición con
las reacciones de craqueo de VGO [2]. Se ha comprobado que la presencia del bio-oil junto con otras materias
petrolíferas produce más gas seco (Dry gas: C1-C2) [9]. Fogassy [1] reportó mayor valor de gas seco (H2, CO,
CO2 y C1-C2) que con una alimentación de VGO pura, siendo el etileno cerca del 50% de la fracción de gas
seco y apenas conteniendo CO. Esto fue atribuido al craqueo térmico más extensivo del aceite
hidrodesoxigenado y la descomposición de oxigenados de la alimentación.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 69
Por otra parte, Fogassy [1] anunció que se obtienen rendimientos más bajos de GLP (Gases licuados del
petróleo: C3-C4). Aunque en estudios posteriores [2] obtuvo resultados en los que la producción de GLP era
superior. Mientras que en la experiencia anterior se justificó debido a la dificultad de craquear la nueva
alimentación altamente aromática, en la posterior se habla que los gases licuados del petróleo pueden resultar
como una fracción favorecida por el biocarbono frente a una gasolina empobrecida en este carbono. También
puede indicar que el uso de un reactor de lecho fijo no es el más representativo para una reacción en lecho
fluido.
A pesar de la mayor cantidad de gas seco en el coprocesado, el rendimiento en hidrógeno es menor que el del
craqueo catalítico del VGO únicamente. Esto sugiere que el H2 es consumido en reacciones sinergéticas que
tienen lugar cuando tanto bio-oil como VGO están presentes en la alimentación. Como resultado, se esperan
más aromáticos y coques en la pool de productos de coprocesado, algo que de hecho ha sido observado en
múltiples estudios. [9]
2. Gasolina y LCO
Primero hace falta describir el LCO o Light Cycle Oil, que es un subproducto que se puede usar como materia
prima para la elaboración de diesel, mientras que cuando se habla de fracciones de gasolina, se refiere a la
nafta de FCC obtenida y que deriva a gasolina comercial.
Hay discrepancias en la literatura, recogidas por [9], con respecto al rendimiento de la gasolina durante
coprocesado. Fogassy [1] indicó que se espera que las mezclas HDO-oil/VGO produzcan cantidades similares
de gasolina y LCO, comparado con el craqueo de VGO solo. Samolada [5] por la otra parte, reportó que se
produjo más gasolina que LCO, hasta del 5% p/p fue producida usando un catalizador de zeolitas del tipo
ReUSY durante el coprocesado de bio-oil hidrotratado y LCO mezclados. Esta diferencia puede ser atribuida
al componente petrolífero de las mezclas usado en cada estudio porque LCO produce menos gasolina que
VGO.
Los experimentos llevados a cabo muestran que la alimentación VGO/HDO-oil produce en torno a un 1% de
más gasolina y más LCO comparada a la alimentación de VGO. Obviamente, el hecho de que el bio-oil haya
sido previamente hidrotratado favoreció el craqueo a componentes de gasolina y diesel, debido al incremento
de craqueabilidad asociado. En casos de desoxigenación menos intensa (más probable en el futuro, para hacer
la operación más económica) el aceite de pirólisis haría bajar los rendimientos de estas fracciones.
3. Coque
Por supuesto, la producción de coque fue mayor con la coalimentación comparado con la de VGO. Sin
embargo, este incremento es permisible para el proceso FCC. La actuación de los oxigenados favoreciendo la
formación de coque hace que una cantidad apreciable del carbono renovable quede en forma de coque [2].
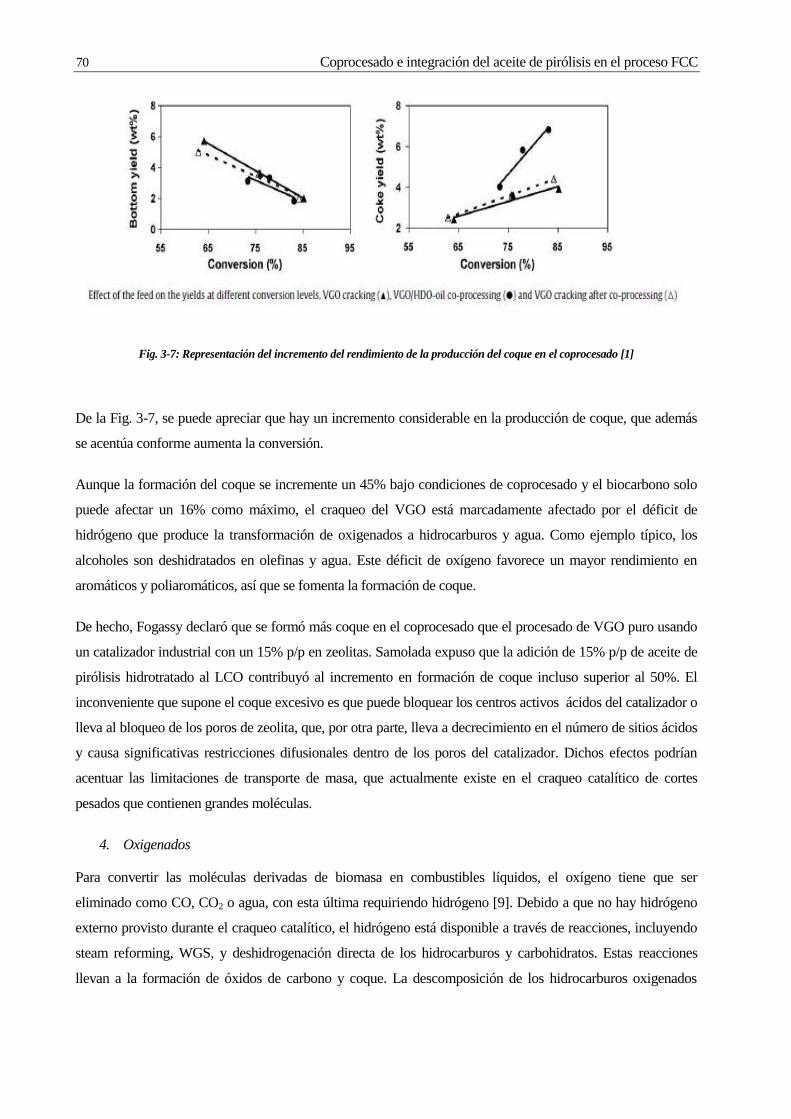
70 Coprocesado e integración del aceite de pirólisis en el proceso FCC
Fig. 3-7: Representación del incremento del rendimiento de la producción del coque en el coprocesado [1]
De la Fig. 3-7, se puede apreciar que hay un incremento considerable en la producción de coque, que además
se acentúa conforme aumenta la conversión.
Aunque la formación del coque se incremente un 45% bajo condiciones de coprocesado y el biocarbono solo
puede afectar un 16% como máximo, el craqueo del VGO está marcadamente afectado por el déficit de
hidrógeno que produce la transformación de oxigenados a hidrocarburos y agua. Como ejemplo típico, los
alcoholes son deshidratados en olefinas y agua. Este déficit de oxígeno favorece un mayor rendimiento en
aromáticos y poliaromáticos, así que se fomenta la formación de coque.
De hecho, Fogassy declaró que se formó más coque en el coprocesado que el procesado de VGO puro usando
un catalizador industrial con un 15% p/p en zeolitas. Samolada expuso que la adición de 15% p/p de aceite de
pirólisis hidrotratado al LCO contribuyó al incremento en formación de coque incluso superior al 50%. El
inconveniente que supone el coque excesivo es que puede bloquear los centros activos ácidos del catalizador o
lleva al bloqueo de los poros de zeolita, que, por otra parte, lleva a decrecimiento en el número de sitios ácidos
y causa significativas restricciones difusionales dentro de los poros del catalizador. Dichos efectos podrían
acentuar las limitaciones de transporte de masa, que actualmente existe en el craqueo catalítico de cortes
pesados que contienen grandes moléculas.
4. Oxigenados
Para convertir las moléculas derivadas de biomasa en combustibles líquidos, el oxígeno tiene que ser
eliminado como CO, CO2 o agua, con esta última requiriendo hidrógeno [9]. Debido a que no hay hidrógeno
externo provisto durante el craqueo catalítico, el hidrógeno está disponible a través de reacciones, incluyendo
steam reforming, WGS, y deshidrogenación directa de los hidrocarburos y carbohidratos. Estas reacciones
llevan a la formación de óxidos de carbono y coque. La descomposición de los hidrocarburos oxigenados
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 71
ocurre tanto para enlaces carbono-carbono (decarboxilación) o enlaces carbono-oxígeno (decarbonilación) se
rompen o durante la formación de agua y reacciones de hidrogenación. Se ha comprobado que la
decarbonilación es superior a la decarboxilación para los hidrocarburos saturados, aunque los últimos son
favorecidos sobre los anteriores para hidrocarburos insaturados, como los presentes en el HDO oil. Por tanto,
se espera que cuando se coprocesan materias primas petrolíferas con aceite hidrodesoxigenado, la formación
de compuestos oxigenados más pequeños, como el CO2 y CO sea mayor. Como en el caso de bio-oils puros,
los productos obtenidos del craqueo catalítico de mezclas de HDO oil/materias petrolíferas contienen
compuestos oxigenados. Como se espera de alimentaciones oxigenadas como el HDO oil, los rendimientos de
CO2 y H2O se incrementan rápidamente con la conversión. No solo operar a mayores temperaturas resulta en
un producto líquido orgánico de bajo contenido en oxígeno sino también la transferencia de componentes
orgánicos de la fase acuosa a la orgánica es promovida como se sugiere en [6]. La formación de fenol y
alquilfenol aumenta a bajas conversiones pero empieza a decrecer a conversiones mayores, como se reporta en
Fogassy [1]. Esto sucede porque a altas temperaturas (>500ºC) se favorecen la desalquilación y
deshidroxilación, que lleva a la formación de benceno y alquilbencenos.
Los óxidos de carbono en el pool de producto gaseoso están en concentraciones mínimas comparadas con las
del agua. Esto indica que la mayoría del oxígeno es convertido en agua más que óxidos de carbono, como es
confirmado en varios estudios. [9]
En resumen [1], la eliminación de oxígeno de los oxigenados del aceite de HDO consume hidrógeno
procedente del craqueo de hidrocarburos. Como resultado, la composición de producto final es pobre en
hidrógeno y contiene más coque, aromáticos y olefinas. Además, la fracción fenólica no se convierte
completamente.
5. Fracciones pesadas y aromáticas
Los rendimientos de la fracción de fondo son ligeramente inferiores para el coprocesado de VGO/aceite HDO
que para el procesado de VGO. [9]
Como ya se ha dicho antes, se esperan mayores rendimientos en aromáticos durante el coprocesado. Esto es
principalmente el caso de monoaromáticos ligeros, aunque los rendimientos de di-, tri-, y tetra- aromáticos
obtenidos durante el coprocesado fueron similares a aquellos obtenidos durante el procesado de VGO. Hay
reacciones sinergéticas que tienen lugar durante el coprocesado que llevan a la formación de aromáticos vía
transferencia de hidrógeno, y por tanto se deberían formar menos olefinas y más compuestos saturados, como
se confirma en Lappas [7]. Los compuestos saturados incluyen normal- e iso-parafinas y naftenos saturados.
Se ha observado que estos últimos dos tipos de hidrocarburos se incrementaron durante el coprocesado,
aunque las n-parafinas realmente decrecen.

72 Coprocesado e integración del aceite de pirólisis en el proceso FCC
3.5.2.3 Contribución del carbono renovable
La relación directa entre el biocarbono y el contenido de HDO-oil permite estimar la distribución de
biocarbono entre los productos de coprocesado. Así que, el biocarbono contenido en el bio-oil
hidrodesoxigenado está concentrado principalmente en la fracción de gas (10,6%) y en la de coque (15,8%),
mientras que el producto líquido objetivo, gasolina, solo contiene en torno a un 7% de biocarbono. Esta
distribución tan desigual se explica por cambios en las rutas de craqueo durante coprocesado, surgiendo de la
adsorción competitiva entre oxigenados (polares) e hidrocarburos (apolar) en el volumen mesoporoso del
catalizador. Así, en el coprocesado el incremento de la producción se hace a expensas de la fracción líquida
comparado con el VGO individual: las moléculas del HDO-oil son craqueadas y desoxigenadas en gases, lo
que inhibe la producción de fondos, LCO y gasolina del VGO. La mayor formación de coque, más rica en
biocarbono, vendría de los fragmentos lignocelulósicos oxigenados (fenoles) en depósitos carbonosos. Otra
parte del incremento de coque vendría de la ausencia de hidrógeno debido a la formación de agua, llevando la
formación preferencial de precursores poliaromáticos fósiles, acumulándose posteriormente depósitos de
coque en la superficie del catalizador.
Como una conclusión más general en términos de perspectivas comerciales y/o medioambientales, se puede
destacar que el coprocesado de bio-oil con fuentes fósiles como el VGO lleva a una gasolina empobrecida en
biocarbono pero unos GLP enriquecidos en biocarbono.
Debido a la poca cantidad de estudios realizados se tiene muy poca información sobre el efecto de las distintas
concentraciones con las que puede ser alimentado el aceite de pirólisis sobre rendimientos de producto FCC y
selectividades, queda pendiente investigación al respecto.
3.5.2.4 Calidad de los productos
El coprocesado de mezclas del 20% p/p de aceite hidrodesoxigenado/VGO dio rendimientos comparables con
la fracción de gasolina del craqueo de VGO. Sin embargo, durante el coprocesado la eliminación de oxígeno
consume hidrógeno procedente de la alimentación. Como resultado la composición de producto final es pobre
en hidrógeno y contiene más coque y aromáticos.
Respecto a la calidad de la gasolina, contiene más aromáticos y menos parafinas y olefinas comparada con la
gasolina sin bio-oil. Se producen reacciones sinergéticas durante el coprocesado que llevan a la una menor
formación de olefinas pero una a una mayor formación de aromáticos y compuestos saturados vía transferencia
de hidrógeno [9]
La biogasolina producida tiene un alto RON (96) y cumple con las especificaciones de la Unión Europea.
Aunque la economía del proceso todavía no es muy atractiva (el precio de este producto pesado es 5 veces el
precio del VGO común), la secuencia de mejora propuesta es un paso positivo considerando las políticas de la
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 73
UE hacia la mayor contribución de la biomasa al balance de energía neta. El contenido nulo de metales
pesados y azufre (0,01 % p/p) de aceite de pirólisis, que son los factores mayormente responsables de la
desactivación de los catalizadores de FCC, son ventajas adicionales para la sustitución de las materias primas
con bio-oils. Los experimentos de escala piloto simulan el caso real para esta aplicación y aportan datos para la
evaluación tecnoeconómica del proceso global. [1]
Coprocesar bio-oil con las materias primas FCC proporciona varias desventajas con respecto a las propiedades
del combustible producto [9]. Cuando la concentración con aceite HDO mezclada en diesel se incrementa, el
número de cetano decrece. Además, la corrosividad de la mezcla HDO-oil/diesel fue mayor que la del diesel
petrolífero puro y la viscosidad de la mezcla aumenta con la fracción de HDO oil. Sin embargo, mezclar
HDO-oil con las fracciones petrolíferas redujo el MCR (Micro Carbon Residue). Un contenido bajo de MCR
en la mezcla usualmente es un prerrequisito importante para el coprocesado pero no garantiza rendimientos de
productos deseables. Otras ventajas del coprocesado incluyen el incremento en el ratio H/C en el producto
combustible y una reducción en la actividad de componentes oxigenados, como las cetonas y los aldehídos.
3.6 Posibilidad de realizar la coalimentación de bio-oil bruto sin tratamientos previo [3]
Se ha estudiado la opción, hasta ahora totalmente descartada, de poder alimentar bio-oil bruto directamente de
la operación de pirólisis rápida convencional sin necesidad de un tratamiento para la eliminación de oxígeno
que mejore las propiedades para su procesado.
Como se ha mencionado anteriormente, los intentos de mejora y valorización de bio-oil crudo sin pasos de
mejora previos han resultado en producciones significativas de char, coque y agua como productos principales,
lo que ha supuesto problemas de bloqueo, ensuciamiento y desactivación del catalizador, dando lugar a
tiempos de operación demasiado pequeños para que el proceso se considere viable.
Sin embargo, se describe que gran parte de estos efectos adversos pueden deberse a las propias condiciones de
la experiencia de laboratorio, que no es representativa de lo que de verdad ocurriría en la operación. Algunos
estudios sugieren que estas experiencias en unidades de FCC a escala de laboratorio no representan el
comportamiento de alimentación pesadas en unidades comerciales o de mayor escala, principalmente en la
tendencia de la formación de coque. La producción de char, coque y agua en el riser de FCC piloto suelen ser
frecuentemente superiores a aquellos observados en unidades de pequeña escala.
Ante esto se puede intuir que el uso de mayores escalas ofrecería ventajas adicionales incluyendo un mejor
entendimiento del comportamiento de alimentación pesada del aceite de pirólisis.
Se realizaron experiencias en una unidad de demostración de Petrobras en São Mateus do Sul (Brasil), que

74 Coprocesado e integración del aceite de pirólisis en el proceso FCC
tiene una larga trayectoria en el desarrollo de la tecnología de FCC. Una de las más importantes ventajas es los
diferentes niveles de inyección de alimentación. Las boquillas de alimentación están posicionadas a cuatro
alturas diferentes en el reactor. Por tanto, bio-oil y la alimentación regular de FCC pueden ser introducidos
separadamente en el riser. En las pruebas preliminares el bio-oil crudo fue coprocesado junto el VGO brasileño
en la unidad de escala de demostración. Los impactos de la producción de coque fueron drásticamente
minimizados, incluso en mezclas con 20% p/p de aceite. Además, los impactos sobre el coque con el 10% de
bio-oil y el mismo nivel de alimentación usado para la unidad piloto fueron despreciables y no se observaron
ninguno de los problemas que ocurren en la planta piloto, como el bloqueo de líneas. Aunque la mayor parte
del oxígeno fue eliminado mediante el cracking catalítico, se detectó la presencia de compuestos oxigenados
en el producto líquido. La mayoría del oxígeno presente en el bio-oil fue eliminado como agua. Los
rendimientos de monóxido de carbono fueron siempre mayores que los de dióxido de carbono.
Mediante la experiencia llevada a cabo con isótopos es posible confirmar la presencia de carbono renovable en
los productos líquidos, incluyendo la gasolina y el diesel. Cuando se coprocesan mezclas de 20% del bio-
oil/diesel, el contenido de carbono renovable en los cortes de gasolina varía entre 3 y 5%, aunque el
biocarbono en los cortes más pesados como el LCO y los fondos es 5% y 6% respectivamente. Para el 10% de
bio-oil en la alimentación, se obtiene el 2% de carbono renovable en el producto final líquido. Una gran
cantidad de compuestos fenólicos fue detectada en la nafta producida por el FCC.
La eficiencia de carbono del FCC fue aproximadamente del 30% para convertir el carbono en el bio-oil a
carbono en los productos líquidos totales. Esta eficiencia está en los valores más bajos encontrados en
literatura para el hidroprocesado (30-50% p/p) y también por encima de los valores encontrados para la mejora
de bio-oil por FCC (15-20%). Las diferencias entre los presentes resultados y aquellos encontrados en la
literatura puede deberse por la diferencia de escalas. Las escalas mayores tienden a mejorar la distribución de
productos a partir del coprocesado debido a las características inherentes relacionadas con la dispersión de la
alimentación y contacto entre catalizador y alimentación, más similar a lo encontrado en la escala industrial.
En la unidad industrial FCC, no sería posible mezclar bio-oil con la alimentación convencional de FCC. Así
que, en este caso, sería necesario inyectar el bio-oil y la corriente fósil al reactor riser a diferentes alturas de
reactor.
Tiene que dedicarse cuidado especial a los materiales usados para el almacenamiento de bio-oil y las líneas de
alimentación en la unidad FCC para controlar con la alta acidez del bio-oil.
Aunque el catalizador de FCC es constantemente introducido y sacado de la unidad FCC, los metales alcalinos
presentes en el bio-oil son otra preocupación porque estos metales destrozan la zeolita del catalizador de FCC
y serían necesarias mayores velocidades de reposición para asegurar la actividad del catalizador de equilibrio
FCC.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 75
3.7 Respuesta a las cuestiones iniciales
3.7.1 ¿Es viable coalimentar bio-oil a un proceso FCC y bajo qué condiciones?
Se ha comprobado que alimentar bio-oil hidrotratado no tiene un impacto demasiado perjudicial para el
proceso por lo que es una motivación adicional para el uso de materia renovable en el proceso FCC. Si está lo
suficiente tratado para eliminar las impurezas y el oxígeno, el bio-oil no da lugar a grandes bajadas de
conversión que no se puedan compensar con una mayor carga de catalizador y aparentemente no supone
pérdidas sustanciales de los productos principales dentro del craqueo catalítico.
Hasta ahora se ha considerado que el bio-oil debe ser intensamente hidrotratado para que pueda ser
coprocesado en las escalas de laboratorio y piloto, pero en la escala de demostración, se ha comprobado que se
puede alimentar sin dicho tratamiento. Por lo que a partir de ahora se abre una nueva línea de investigación a
una escala más representativa con el futuro proceso real y con resultados más optimistas.
3.7.2 ¿Qué beneficios proporcionaría la coalimentación de bio-oil?
Mientras que el coste de bio-oil tratado sea superior al del VGO, el único beneficio que proporciona la
introducción del aceite de pirólisis sería la incorporación de carbono renovable en el proceso con la
consiguiente reducción de emisiones de efecto invernadero. Se puede deducir lógicamente que a mayor
proporción de bio-oil en la corriente de entrada, la reducción de emisiones será en la misma proporción por el
propio hecho de sustituir la materia prima no renovable. La mayoría del oxígeno del aceite de pirólisis se
elimina en forma de agua por lo que no hay un incremento en CO y CO2.
Con estos datos se puede decir que hay una posibilidad de reducir la emisión de gases invernadero tanto en la
producción del combustible como la combustión del propio combustible, lo que se consigue una situación
doblemente beneficiosa, aunque esto todavía quedaría pendiente de confirmar por un análisis de ciclo de vida.
No obstante, hasta que no se consiga un ahorro relevante en la introducción de la materia renovable pocos son
los incentivos para realizarla.
3.7.3 ¿Cómo se presenta esta tecnología frente a las otras alternativas de integración de aceite de pirólisis de la planta?
La integración de bio-oil en una refinería a partir del FCC está mejor acogida que la mezcla directa del bio-oil
con corrientes de crudo y sus cortes debido a la inmiscibilidad natural del aceite con hidrocarburos petrolíferos
y la necesidad de un tratamiento de mejora severo para hacer económicamente ventajoso usar el aceite como
sustituto petrolífero.
Respecto a las otras estrategias de introducción a procesos en particular, ésta se muestra como la más atractiva
puesto que dentro de aquellas en las que se usa el bio-oil como materia pseudopetrolífera es el que tiene menor
consumo de hidrógeno (sólo el correspondiente al hidrotratamiento que se le tiene que someter para hacer
76 Coprocesado e integración del aceite de pirólisis en el proceso FCC
viable la introducción en el riser del FCC).
Debido a que es la propuesta que ha dado resultados y consumos más optimistas, ha recibido mayor atención
de la comunidad investigadora y se puede intuir que va a ser una de las primeras en avanzar a una escala de
investigación mayor.
3.7.4 ¿Qué incertidumbre tiene esta nueva práctica?
No se ha llegado al suficiente nivel de consenso sobre las propiedades necesarias para la
coalimentación y la escala reducida en la que está esta tecnología impide que se tenga resultados
fiables con los que llegar a conclusiones. Hace falta una sistematización en el análisis de las
propiedades del bio-oil y sus derivados pero hasta que no se hagan estudios más exhaustivos en esta
materia no se conseguirá este objetivo.
Hay incertidumbre sobre la viabilidad económica puesto que el bio-oil es un producto que necesita
demasiado acondicionamiento y tratamiento con una materia costosa como es el hidrógeno para que
pueda ser alimentado al FCC.
El futuro de la producción del aceite de pirólisis y su disponibilidad. Todavía no se sabe si la
tecnología de producción de bio-oil va a madurar para poder suministrar en grandes cantidades a
refinerías.
La viabilidad técnica tampoco está confirmada puesto que el aceite de pirólisis se produciría fuera de la
refinería y el hidrotratamiento se tendría que realizar dentro. Por consiguiente, se debe generar una cantidad
superior de hidrógeno en la refinería. Aunque también se están desarrollando tecnologías para la generación de
hidrógeno a partir del propio bio-oil esto implicaría nuevos equipos.
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 77
3.8 Conclusiones particulares
Como se puede observar, se han obtenido resultados optimistas al coalimentar bio-oil a un proceso FCC que
pueden abrir el primer camino a la integración de bio-oil en una refinería convencional.
La entrada de hasta un 20% de alimentación consistente en aceite representa un ahorro significativo de materia
prima petrolífera y un resultado alentador. Sería un gran paso para la conversión hacia una energía primaria
renovable.
Resultados a escala piloto han dado nuevas esperanzas para la introducción del aceite de pirólisis dentro de la
producción de gasolinas, puesto que se requeriría un tratamiento más suave y que las condiciones de proceso
no se verían tan comprometidas por las propiedades perjudiciales de esta materia prima. Además se reduciría
el coste asociado a su uso por lo que las refinerías estarían más motivadas a usarlo y se conseguiría la
reducción de emisiones de CO2 que se busca para cumplir los objetivos a largo plazo.
Aunque el coprocesado de los aceites de pirólisis mejorados en refinería constituye una ruta prometedora hacia
la producción de combustibles de transporte más verdes, varios desafíos tienen que tenerse resueltos antes de
los bio-oils puedan ser coprocesados en unidades FCC comerciales. Esto todavía se mantiene como un tema
importante que requiere de investigación posterior.

78 Coprocesado e integración del aceite de pirólisis en el proceso FCC

79
4 PRODUCCIÓN DE HIDRÓGENO A PARTIR DE
BIO-OIL PARA USO EN REFINERÍA
Cuestiones iniciales
¿Cuáles son las similitudes de las distintas vías para la obtención de hidrógeno con procesos
convencionales en refinería?
¿La adición de bio-oil implica un ahorro significativo respecto a las materias convencionales?
¿Cuál es el grado de madurez de las distintas tecnologías que usan aceite de pirólisis y derivados?
Índice
4 Producción de hidrógeno a partir de bio-oil para uso en refinería ....................................................... 79 Cuestiones iniciales ................................................................................................................................................ 79 Índice ...................................................................................................................................................................... 79 4.1 Presentación de la propuesta .................................................................................................................. 81
4.1.1 Ventajas de esta tecnología ............................................................................................................. 82 4.2 Steam reforming del bio-oil ...................................................................................................................... 83
4.2.1 Panorama de la tecnología ............................................................................................................... 83 4.2.2 Configuración del steam reforming original ................................................................................... 83 4.2.3 Estrategias de operación .................................................................................................................. 85 4.2.4 Comentarios sobre la alimentación ................................................................................................. 87 4.2.5 Conclusiones respecto al steam reforming .................................................................................... 88
4.3 Prerreformado ........................................................................................................................................... 89 4.3.1 Estudio con aceite de pirólisis .......................................................................................................... 89 4.3.2 Estudios con compuestos modelo.................................................................................................... 91
4.4 Reformado en lecho fluido ....................................................................................................................... 92 4.5 Reformado autotérmico ............................................................................................................................ 93 4.6 Oxidación parcial catalítica ....................................................................................................................... 94 4.7 Oxidación parcial no catalítica ................................................................................................................. 95 4.8 Otras configuraciones de producción de hidrógeno ............................................................................... 97
4.8.1 Reformado por vapor asistido por corriente eléctrica ................................................................... 97 4.8.2 Reactor de membrana ...................................................................................................................... 98 4.8.3 Coalimentación de agua e hidrógeno .............................................................................................. 99 4.8.4 Reactor en forma de Y ....................................................................................................................... 99
4.9 Relación con la planta industrial ............................................................................................................ 100 4.10 Técnicas alternativas de conversion ....................................................................................................... 101
4.10.1 Craqueo catalítico ............................................................................................................................ 101 4.10.2 Aqueous Phase Reforming (APR) ................................................................................................... 103
4.11 Discusión de las distintas alternativas .................................................................................................... 103
80 Producción de hidrógeno a partir de bio-oil para uso en refinería
4.12 Respuesta a las cuestiones anteriores ................................................................................................... 105 4.12.1 ¿Cuáles son las similitudes y diferencias de las distintas vías para la obtención de hidrógeno con procesos convencionales de refinería? ......................................................................................................... 105 4.12.2 ¿La adición de bio-oil implica un ahorro significativo respecto a las materias convencionales? 105 4.12.3 ¿Cuál es el grado de madurez de las distintas tecnologías que usan aceite de pirólisis y derivados?........................................................................................................................................................ 105
4.13 Conclusiones particulares ....................................................................................................................... 107

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 81
4.1 Presentación de la propuesta [14]
El hidrógeno es una de las materias primas más solicitadas en una refinería. Esto es debido a su uso en los
procesos de hidrotratamiento, que consisten en la eliminación de heteroátomos (S, N, O,…) en la materia
prima petrolífera (la presencia de estos elementos desactivaría a los catalizadores de los procesos de
conversión posteriores) y al hydrocracking, que es la obtención de cortes similares a los del diesel a partir de
cortes medios y pesados mediante adición de hidrógeno. El proceso del hydrocracking es más común en
refinerías europeas debido al consumo extendido del diesel en el continente, superior al de la gasolina.
Generalmente, el hidrógeno se genera en procesos de obtención de gas de síntesis. El gas de síntesis es una
mezcla de CO, CO2 e H2 a partir de hidrocarburos. Esto se realiza mediante las reacciones de valorización.
Mientras que la introducción de oxígeno en hidrocarburos daría lugar a una combustión completa de la cual se
obtendría energía, la introducción de oxígeno en menores cantidades o en forma de vapor de agua da lugar a la
separación del hidrógeno de las moléculas de los hidrocarburos junto con óxidos de carbono. Aunque la
materia realmente aprovechable es el hidrógeno, los óxidos de carbono son un subproducto procedente de la
materia orgánica original.
Dentro de estos procesos está el steam reforming (nombre completo: catalytic steam reforming) que consiste
en un reformado de hidrocarburos por medio de vapor. El oxígeno procedente del vapor fracciona las
moléculas dando lugar a los óxidos de carbono y entonces se genera el hidrógeno propio del vapor y el
procedente de la materia orgánica. Es un proceso catalizado y que se realiza a temperaturas de 800 a 1000ºC y
a presiones de 10 a 60 atm. Puesto que se necesita aporte de calor para que se lleven a cabo las reacciones de
valorización, se quema un combustible para obtener el calor necesario por una fuente externa. No obstante,
tiene el inconveniente de que, al ser un proceso catalizado, la alimentación está condicionada por catalizador y
tiene que estar muy limpia y carente de impurezas como S, As, Cl y F. También requiere que sean
hidrocarburos ligeros como gas natural, hidrocarburos gaseosos del metano al pentano y líquidos vaporizables
a temperaturas menores de 300ºC (del pentano al dodecano, naftas y queroseno).
Otro proceso también usado para la producción de hidrógeno es la oxidación parcial. Ésta consiste en la
reacción de hidrocarburos con una alimentación de oxígeno en cantidades subestequiométricas, de esta forma
se produce CO y H2 en vez de CO2 y H2O. Es un proceso que se realiza generalmente sin presencia de
catalizador. Debido a que las reacciones de producción de gas de síntesis son endotérmicas, se necesita un
aporte calórico que se obtiene por medio de la combustión total de parte de la alimentación introducida por lo
que se alcanzan condiciones autotérmicas (no es necesario un aporte externo de calor). Sus condiciones de
operación son temperaturas (1200ºC-1500ºC) y presiones (30-80 atm) elevadas, debidas a la ausencia de
catalizador que acelere las reacciones implicadas. Se caracteriza también por tener una variedad de
alimentación muy amplia; de hidrocarburos ligeros (metano) a los más pesados (fuel-oil y fondos).

82 Producción de hidrógeno a partir de bio-oil para uso en refinería
En refinerías, la tecnología que se utiliza es la del steam reforming con gas natural, ya que es un hidrocarburo
limpio que daría lugar a pocos depósitos de coque y problemas en el catalizador. El modelo convencional para
el steam reforming es el reactor de lecho fijo. [1].
Como en todas las ramas de la introducción del bio-oil en refinería, se busca la producción de una determinada
materia petrolífera sin perjudicar en tanta magnitud al medioambiente, puesto que se considera al bio-oil como
una materia renovable que no implica un incremento neto en dióxido de carbono en la atmósfera.
Hasta ahora los principales procesos de obtención de hidrógeno es el steam reforming catalítico de metano, de
nafta e hidrocarburos ligeros al igual que la oxidación parcial de residuos petrolíferos pesados y la gasificación
de carbón. [1]
La producción de hidrógeno a partir de fuentes renovables supone la reducción de emisiones de SO2 y NOx de
forma significativa, también un suministro de energía neutro de CO2 y es un proceso respetuoso con el
medioambiente. La gasificación de biomasa se ha visto limitada por la baja densidad energética de la materia y
los costes de transporte.
Actualmente el mayor cuello de botella de la producción de hidrógeno a partir de bio-oil a gran escala es la
desactivación de catalizador causada por deposición de carbono. Debido a la compleja naturaleza del bio-oil, el
steam reforming de esta mezcla es muy difícil a causa de la extensa formación de coque y la desactivación de
los catalizadores. Algunos estudios como el steam reforming de biomasa y el tar de biomasa pueden hacer una
contribución al conocimiento general del reformado por vapor del aceite de pirólisis.
4.1.1 Ventajas de esta tecnología [10]
Hasta ahora la generación de hidrógeno a partir de biomasa estaba sujeta a una serie de complicaciones. Sin
embargo, el uso del aceite de pirólisis como materia prima para la producción de hidrógeno presenta las
siguientes ventajas:
1. La tecnología de la pirólisis rápida ha sido extensamente estudiada y ha hecho grandes progresos en
los últimos veinte años.
2. El aceite de pirólisis tiene una densidad energética mayor y es más fácil de recoger, almacenar y
transportar que la biomasa sólida.
3. Esta tecnología da un gas rico en hidrógeno y productos de valor añadido que pueden mejorar la
economía del proceso entero.
Por tanto, la tecnología del steam reforming del bio-oil es uno de los acercamientos más prometedores para
producir hidrógeno a partir de biomasa a escala industrial.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 83
4.2 Steam reforming del bio-oil
4.2.1 Panorama de la tecnología
El steam reforming con bio-oil está todavía en fase temprana de desarrollo. Por ahora el principal obstáculo
que hay que salvar para hacer viable esta técnica es que todavía no hay el suficiente desarrollo de catalizadores
y éstos son incapaces de dar tiempos de operación aceptablemente grandes. Todo esto es debido a la formación
de coque a partir del bio-oil, como suele pasar en todos sus procesos de conversión. [1]
Una vía para resolver este impedimento sería el desarrollo de estos sistemas catalíticos o una configuración en
la que la generación de depósitos de carbono no fuera un inconveniente tan limitante. [1]
Otra vía sería acondicionar esta materia prima de tal forma que la operación de las unidades de conversión no
presente muchos contratiempos. Por tanto, se pueden emplear modificaciones físicas y químicas para hacer
viable la alimentación. Se ha demostrado que los aceites de pirólisis con bajo contenido en ceniza (la
eliminación de ceniza se puede realizar mediante la eliminación del char generado junto con el aceite en la
pirólisis) se puede convertir en gas de síntesis por medio de Catalytic Steam Reforming. [15].
4.2.2 Configuración del steam reforming original [1]
La configuración de una planta industrial de gas natural convencional tiene tres unidades, como aparece en la
Fig.4-1:
1. La primera etapa es una desulfurización con dos reactores para reducir la concentración de azufre a
niveles de ppb hidrogenando los compuestos de azufre en el primer reactor (hidrogenador) y después
se continúa absorbiendo el H2S en el segundo reactor (absorbedor de azufre)
2. La segunda etapa es un prerreformador, que opera a temperaturas entre 350 y 550ºC, convierte los
hidrocarburos C2+ en metano y COx.
3. La unidad final es el reformador principal, donde el metano pasa a ser gas de síntesis a temperaturas
de 450ºC a 1050ºC.

84 Producción de hidrógeno a partir de bio-oil para uso en refinería
Fig. 4-1: Esquema del proceso convencional del reformado de vapor [1]
La desulfuración es necesaria porque los catalizadores Ni, típicamente usados en los prerreformadores, son
desactivados por H2S en cantidades traza. En el caso del bio-oil se ha centrado más en la problemática que
ocasiona la alta concentración de oxígeno y se ha menospreciado la del azufre. La sensibilidad de los
catalizadores de metales nobles ha hecho relevante la presencia de azufre en los aceites en el caso del
reformado y en el caso de que se tenga que hacer una eliminación exhaustiva, hay que tener en cuenta que hay
que eliminar ambos heteroátomos, con lo que se supone un consumo de hidrógeno superior.
El prerreformador permite flexibilidad en las propiedades y composición de la materia prima y una mayor
temperatura de entrada para el reformador, porque los hidrocarburos superiores que producen deposición de
carbono a altas temperaturas se convierten en CH4 antes de que alcancen las zonas más calientes. El steam
reforming de gas natural es generalmente llevado a cabo a presiones de en torno a 30 bares, ya que es la
presión a la que el gas natural a la que se suministra y el procesado posterior está presurizado también. Por
tanto, los equipos serán menores cuando el gas es presurizado y el proceso opera a presiones elevadas.
El gas de síntesis producido es generalmente desplazado catalíticamente en el reformador para alcanzar un
ratio entre H2 y CO viable para el procesado posterior. Tras el propio proceso de reformado todavía se puede
aprovechar el producto obtenido para conseguir aún más hidrógeno. Para eso se realizan las reacciones WGS
(Water Gas Shift) y la metanación. La reacción WGS consiste en la unión de CO y H2O para obtener CO2 y
H2. Lo que se consigue es un aprovechamiento de la materia prima y evitar la emisión de monóxido de
carbono. [14]
La reacción de metanación es la eliminación de CO y CO2 residual por medio de la adición del hidrógeno
obtenido.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 85
Esto se utiliza para no introducir COx en los equipos posteriores, aunque es una reacción indeseable puesto que
supone un consumo de hidrógeno.
Al contrario que las reacciones de reformado, éstas son exotérmicas, por lo que abre un camino de integración
energética. Además, el reformado está favorecido para temperaturas altas y presiones bajas mientras que estas
reacciones se ven favorecidas a bajas temperaturas.
4.2.3 Estrategias de operación [15]
Se han implementado varias estrategias para resolver el problema del coque, incluyendo la elección de
catalizador, adición de vapor, mezcla de combustibles y la reactivación periódica mediante vapor o
combustión.
La formación de coque puede ser mitigada usando una cantidad más grande de vapor en el proceso (mayor
relación vapor/carbono). En este caso la producción de hidrógeno se incrementa, al igual que las cargas de
calor, tanto para crear el vapor como para el proceso endotérmico del reformado de vapor. Los experimentos
de reformado recogidos en literatura fueron llevados a cabo típicamente usando vapor en exceso con un ratio
vapor/carbono de 6 a 12 y no hay ejemplos de operación con un ratio menor de 3.
El mezclado de aceite de pirólisis con otras sustancias puede también mitigar la formación de coque. Mezclar
bio-oils con metanol mejora su estabilidad. Se ha investigado el reformado por vapor de la fase acuosa del bio-
oil sobre un lecho fluidizado de catalizadores de níquel con adición de gas natural. Este reactor demostró
flexibilidad frente a la materia prima, y añadir gas natural promovió la estabilidad del catalizador y su
longevidad. Puesto que las condiciones de proceso y la calidad del bio-oil afectan a la estabilidad del proceso,
la adición de coalimentación como el metanol y el metano puede mejorar la operación.
Los depósitos de carbono también pueden ser eliminados por medio de combustión. Se demostró la eficacia de
pirolizar aceite de pirólisis para la producción de hidrógeno sobre catalizadores de metales nobles y
periódicamente reactivados con oxígeno. La oxidación puede ocurrir en presencia del reformado de vapor y
puede incrementar la conversión a través de las zonas sin relleno catalítico. Sin embargo, la presencia de
oxígeno reduce tanto experimental como teóricamente el rendimiento de H2.
Si hay la suficiente presencia de oxígeno, tanto el reformado por vapor como la oxidación parcial pueden
ocurrir autotérmicamente, puesto que con presencia de oxígeno se alivia la carga de calor que hay que aportar.
El reformado autotérmico es deseable porque es el calor de reacción es el que promueve la transformación y
los reactores pueden ser escalados más fácilmente. El reformado autotérmico estable permitiría obtener

86 Producción de hidrógeno a partir de bio-oil para uso en refinería
hidrógeno a partir del bio-oil que podría emplearse incluso como combustible líquido para celdas de
combustible con aplicaciones de automoción. Esta modalidad de operación se puede hacer más estable con la
adición de metano.
Con la incorporación de la etapa WGS, el monóxido de carbono puede consumirse y convertirse en hidrógeno,
por tanto, se incrementa la producción global y se corrigen las ineficiencias de los equipos anteriores.
4.2.3.1 Amplia variedad de catalizadores y modos de uso
Tanto los aceites enteros como la fase acuosa de los aceites presentan retos importantes: La mayoría de los
cuáles tienen que ver con la formación de coque debido a la deshidratación y polimerización de los líquidos de
pirólisis, al igual que en las otras ramas de integración. Los aceites enteros están sujetos a incluso mayor
formación de coque debido a la polimerización de los aromáticos y los componentes insaturados de la fracción
de lignina.
Los metales usados como catalizadores en el steam reforming del bio-oil son similares a los utilizados en los
estudios con compuestos modelos y abarcan desde los más simples a los catalizadores de metales nobles. En
los estudios que se han realizado se han usado catalizadores de Ni, Ru y Rh con buenos resultados tanto para la
conversión como para el rendimiento de hidrógeno, siendo el níquel el típico que se elige para los
experimentos con los compuestos modelos y los componentes del bio-oil. El orden de actividad puede ser
similar al que se tiene para los compuestos modelo y en el reformado de hidrocarburos. [1]
Se ha investigado el uso de metales nobles para el steam reforming de líquidos de pirólisis. El platino y el
rodio mostraron especialmente mayor estabilidad y resistencia al coquizado frente a alternativas más baratas.
Respecto a los materiales de soporte, aquéllos basados en una mezcla de óxidos básicos con alúmina han
mostrado baja formación de dichos depósitos y con una adición de potasio se obtiene una mejora tanto en la
actividad como en la formación de carbono. [1]
Se ha llegado a la conclusión que añadiendo Cr o Co a un catalizador de Ni se podría incrementar el
rendimiento de H2 y decrecería el rendimiento de metano y benceno. Añadir La2O3 y MgO a la alúmina tendría
un efecto similar en la distribución de producto asociada a una gasificación con vapor. [1]
Los absorbentes de CO2, como la dolomita o el CaO, han sido también comprobados en el steam reforming del
bio-oil y la captura simultánea de CO2. El grado de conversión no ha sido desvelado pero se podrían alcanzar
altas producciones de H2 y baja producción de CO2 a 600ºC. Sin embargo, los absorbentes se desactivan
rápido y pierden actividad cuando son regenerados. [1]
Un problema que en ocasiones se menosprecia frente a otros modos de desactivación, como la sinterización y

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 87
formación de carbón, es el contenido de inorgánicos procedente de la propia biomasa. Hay altas probabilidades
de que sales alcalinas o de fósforo puedan estar en el aceite de pirólisis y otros venenos conocidos para el Ni y
los metales nobles, que también podrían causar problemas. De ahí se puede concluir que también se necesita
purificación y estabilización del bio-oil antes de someterlo a procesos de conversión. [1]
4.2.3.2 Envenenamiento de azufre
Para los catalizadores convencionales, como son los de Ni y metales nobles, el azufre y, más concretamente, el
H2S son venenos conocidos. Esta desactivación ocurre porque el azufre se adhiere fuertemente al metal y por
tanto, incluso cantidades muy pequeñas pueden llevar a una desactivación severa. El azufre es el que bloquea
los centros activos y reduce la actividad de los catalizadores. La unión del azufre es reversible por tratamiento
con hidrógeno, pero la fuerza impulsora para la desorción es pequeña. [1]
4.2.3.3 Soluciones ante los inconvenientes [1]
Clásicamente, el reactor más usado en el reformado es el de lecho fijo con alimentaciones líquidas y gaseosas.
Un problema que presenta el aceite de pirólisis frente a los compuestos modelos que se usan en su lugar, es
que éstos debido a su composición simple, pueden vaporizarse sin problemas mientras que el aceite no puede
ser vaporizado sin dejar una significativa cantidad de residuo y por tanto, la introducción del aceite vaporizado
en el reactor no es muy apropiada.
Además el calentamiento rápido del aceite puede causar descomposición térmica y formación de coque. Se
han usado otras técnicas de alimentación para minimizar estos problemas. Una de ellas es lanzar por spray el
líquido sobre el catalizador a través de una boquilla con el propósito de minimizar la descomposición térmica
y la formación de char antes del reactor. Adicionalmente, se han usado otras técnicas más propias de la escala
de laboratorio, como la introducción de gotas, pero no se ven aplicables para escalas superiores.
Con la intención de minimizar la descomposición del carbono relacionada con el steam reforming, se han
planteado otras configuraciones alternativas del reformado. En estos nuevos conceptos del proceso aparecen el
prerreformado y el reformado en un lecho fluidizado. También se ha considerado la introducción de oxígeno.
4.2.4 Comentarios sobre la alimentación [1]
El bio-oil puede dividirse en dos fases muy diferenciadas mediante la adición de agua. De esta separación se
obtendría la fase soluble en agua donde se tienen los compuestos oxigenados y más ligeros y más susceptibles
para la obtención de hidrógeno por un proceso delicado como el steam reforming. Aún así no se ha descartado
el uso del bio-oil entero como materia prima para este proceso y también se han realizado experiencias de
laboratorio con él.

88 Producción de hidrógeno a partir de bio-oil para uso en refinería
Por culpa de la presencia de oxigenados, los ratios vapor /carbono aumentan, y obviamente, hay una mayor
necesidad de vapor, con los altos costos de sobrecalentar agua y el tamaño del piping y reactores mayor que
esto implica. Esta es la motivación para mejorar los catalizadores y conseguir alcanzar menor deposición de
carbono a bajos ratios de vapor.
Respecto a la fracción acuosa se requiere una relación vapor/carbono de operación en torno a 4 en base másica
o 6-8 en base molar, lo que corresponde bien a la composición deseada para steam reforming y no es necesaria
agua adicional.
También se han realizado experiencias procesando un slurry de bio-oil y char en un reactor de lecho
fluidizado, pero el contenido de char sólo aumentó los problemas con el coque y la formación de ceniza, lo que
implica una conversión global y una vida útil de catalizador reducidas.
Las descomposiciones térmicas y el reformado de vapor, tanto para el aceite como los compuestos modelos,
son las reacciones más importantes dentro de la red de reacciones que se produce. El gran obstáculo para la
obtención de un modelo cinético detallado para el steam reforming del bio-oil es su composición tan compleja
y no se han realizado esfuerzos para conseguirlo, pero podría usarse un modelo de parámetros más
simplificados (grupos funcionales, longitudes de cadena, etc.) para la descripción de las reacciones.
4.2.5 Conclusiones respecto al steam reforming [1]
El steam reforming del bio-oil es una ruta respetuosa con el medioambiente para producir H2 o gas de síntesis
y podría entonces convertirse en un proceso importante en el futuro, aunque todavía está en una fase temprana
de desarrollo. Algunos aspectos del reformado de vapor del bio-oil necesitan más investigación y optimización
para alcanzar la escala industrial:
Hace falta más conocimiento sobre la cinética y mecanismos de reacción del propio bio-oil (hasta
ahora sólo se han estudiado los del etanol como su compuesto modelo).
También queda pendiente determinar la influencia del azufre, puesto que es un veneno conocido para
el reformado de vapor convencional. Es necesario el desarrollo de catalizadores resistentes.
Prueba del concepto de prerreformado con un reactor de dos pasos, donde el bio-oil se convierte en
especies C1 a baja temperatura seguido de un reformado a alta temperatura que convierte el metano en
H2, CO y CO2.
Estudios en profundidad de diferentes catalizadores y condiciones de operación para permitir períodos
extensos de operación.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 89
4.3 Prerreformado
Siguiendo una analogía con el reformado por vapor convencional, se considera interesante la instalación de un
prerreformador. Éste sería un primer lecho en el que los reactivos se transforman en CH4, CO, CO2 y H2,
mientras que el segundo lecho es usado para reformar el CH4 a mayores temperaturas. [1]
Para el planteamiento de steam reforming con prerreformado, se han considerado dos lechos en serie [1]:
1. El primero sería una especie de lecho de sacrificio en el que se usa un material catalizador barato
como la dolomita de tal forma que no sea costoso el reemplazo del que quede incapacitado por el
coque. Los efectos negativos como la vaporización, descomposición térmica y la deposición de
carbono ocurrirían en este lecho de sacrificio.
2. El segundo lecho consistiría en un catalizador metálico, que procesaría los compuestos gaseosos y por
consiguiente la formación de coque sería mucho menor y los catalizadores tendrían una mayor vida
útil y tiempo de operación.
4.3.1 Estudio con aceite de pirólisis [5]
Se escogió el catalizador barato de dolomita para el reformado primario de vapor considerando la inevitable
desactivación que traería el contacto directo del catalizador metálico con el bio-oil. En un estudio se usó un
catalizador basado en níquel Ni/MgO para la segunda etapa para incrementar la pureza y la producción de
producto gas deseado.
Se investigaron parámetros influyentes como la temperatura, la razón vapor/carbono (en forma de
vapor/carbono y vapor/metano en la primera y segunda etapa respectivamente) y la velocidad espacial másica
tanto para la primera como para la segunda etapa respecto a la generación del de producto gaseoso. La
selectividad de carbono del producto gaseoso y la conversión del metano como la pureza del producto
deseable también fueron investigadas.
Fueron necesarias altas temperaturas (>850ºC) y altos ratios vapor/carbono (>12) para que ocurriera la
conversión eficiente de bio-oil en un gas producto deseable en la primera etapa de reformado. Las bajas
velocidades espaciales favorecen el incremento de la producción de gas a cualquier temperatura y por
consiguiente, la conversión a gases se incrementa.
El catalizador de níquel es efectivo en la etapa de purificación y puede obtenerse una conversión del 100% del
metano en condiciones de ratios vapor/metano no menores de 2 y temperatura no menor de 800ºC. Las bajas
velocidades espaciales favorecen la conversión del metano, siendo la máxima que puede conseguirse del
100%. Se puede obtener una pureza del gas producto deseable del 100% y un rendimiento potencial del
hidrógeno de 81,1% con una temperatura a 800ºC siempre que la velocidad no sea menor de 3600h-1.

90 Producción de hidrógeno a partir de bio-oil para uso en refinería
En la primera etapa, la reacción progresó con la presencia de dolomita en un rango de temperatura de 700-
900ºC. A partir de los resultados obtenidos, la temperatura como el ratio vapor/carbono juegan un papel
importante en el reformado por vapor. Con el incremento de la relación vapor/carbono, el efecto de la
temperatura sobre el rendimiento de hidrógeno se hace significativo. A cada temperatura el rendimiento de
hidrógeno se incrementa con la relación vapor/carbono. La pérdida de carbón también fue cuantificada y los
resultados muestran que el 7% del carbón fue convertido en coque y el 12,9% en productos líquidos. El
rendimiento potencial de hidrógeno también da una tendencia similar a la del H2 y se obtiene el máximo valor
de 63,8% a vapor/carbono de 16 y temperatura de 900ºC.
Teniendo en cuenta los resultados, velocidades bajas favorecen los incrementos de los rendimientos de
producto gaseoso como cualquier otro dato a otra temperatura. Se obtiene el mayor rendimiento de hidrógeno
(60,6%), selectividad de carbono a gas (86,8%) y el rendimiento potencial de hidrógeno (67,3%) con una
velocidad de 0,5 h-1. Los resultados pueden ser explicados por dos razones: primero, la capacidad de procesado
del catalizador disminuye a mayores velocidades y las reacciones tienden a la formación de coque; y segundo,
el incremento de la velocidad espacial implica menor tiempo de residencia en el lecho catalítico, así que la
eficiencia de reformado decrece y más bio-oil sin reaccionar se condensa. Luego, para alcanzar una conversión
alta de bio-oil a productos gaseosos, se requiere una menor velocidad espacial.
Para conseguir un producto gaseoso de alta pureza e incrementar la producción de hidrógeno posteriormente,
la segunda etapa convierte el metano existente en el producto del primer lecho. Este gas es alimentado a una
temperatura de 900ºC, velocidad espacial de 1,5 h-1 y ratio vapor/carbono de 16. La reacción se llevó a cabo en
un rango de 600-800ºC y se estudió el efecto que tiene el ratio vapor/carbono y la velocidad espacial sobre la
conversión y otros parámetros.
Para la conversión completa de CH4 el ratio mínimo teórico de vapor/CH4 en steam reforming es 1 cuando la
reacción da lugar sólo a CO y H2 como productos.
Y el resultado muestra que a bajas temperaturas de 600 y 650ºC, en el caso de que la relación vapor/CH4 es 1,
no hay CH4 convirtiéndose en producto gaseoso deseado. Con el incremento de la temperatura, la conversión
de CH4 se incrementa significativamente y la máxima (96,1%) es obtenida a la temperatura de 900ºC. Para los
casos en los que la relación vapor/CH4 es 2, 3 y 4, casi dan los mismos resultados para la conversión de CH4 y
el rendimiento potencial de hidrógeno sobre todo el rango de temperatura. A la temperatura de 600ºC no hay
metano convirtiéndose en un gas producto deseable y una conversión del 100% del metano puede obtenerse
con cualquier ratio vapor/CH4 siempre que la temperatura alcance los 800ºC. La reacción más significativa es
la reacción de steam reforming del CH4, puesto que da 4 moles de H2 por 1 de metano.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 91
Se ha indicado que para alcanzar la conversión completa del metano, la máxima pureza del producto gaseoso
final (100%) y un rendimiento de hidrógeno del 81.1%, el catalizador basado en Ni/MgO es efectivo bajo
condiciones de ratio vapor/CH4 mayor de 2 y una temperatura no menos de 800ºC.
En consideración con la producción de hidrógeno y la selectividad del carbono, es necesaria una mayor
temperatura y cantidad de vapor para una conversión eficiente del bio-oil al producto deseado.
4.3.2 Estudios con compuestos modelo [1]
Se ha propuesto otro planteamiento de dos lechos para el steam reforming de etanol. Donde el primer lecho fue
un catalizador de Cu operando a 370ºC, que convierte el etanol en acetaldehído por deshidrogenación. El
segundo catalizador de Ni que opera a 650ºC podría reformar con vapor el acetaldehído y evitar la formación
de coque y sólo tendría una pequeña producción de otros productos.
También se podría usar un planteamiento similar con dos catalizadores de Ni operando a temperaturas
diferentes, como en el proceso convencional del steam reforming original. Para este proceso es interesante
examinar el steam reforming a baja temperatura de oxigenados que existe catalizadores comerciales para la
conversión de metano.
Los experimentos han sido llevados a cabo a baja temperatura de tanto ácido acético y etanol y la conversión
total se puede alcanzar entre 350-450ºC. Los productos principalmente consistieron en CH4, H2, CO2 y CO, y
la mayor parte fue CH4. El rendimiento de CH4 decrece con temperaturas crecientes. Estas temperaturas
corresponden apropiadamente con las condiciones convencionales de prerreformado.
La formación del carbono en el steam reforming de los oxigenados disminuye a mayor temperatura. Sin
embargo, un estudio ha establecido que la formación de carbono del steam reforming del etanol tiene un
máximo de 500-600ºC y los cálculos termodinámicos en el steam reforming del ácido acético, acetona y
etilenglicol indicaron que si se emplea un ratio vapor/carbono de 3 o mayor, la formación de carbono sería
mínima. No obstante, la termodinámica no sería quizá la forma más fiable para evaluar la formación de
carbono puesto que está principalmente controlada por la cinética. La formación de carbono se podría evitar
con un rango de temperatura bajo (300-500ºC) y el concepto de prerreformado podría ser beneficioso
globalmente.
Estas observaciones son corroboradas en experimentos a temperatura baja donde se alcanza la operación
estable durante 50-60 horas de operación.

92 Producción de hidrógeno a partir de bio-oil para uso en refinería
4.4 Reformado en lecho fluido [1]
La experiencia ha establecido que los reactores de lecho fijo son inadecuados para el procesado de estos
líquidos orgánicos procedentes de la pirólisis, ya que los depósitos de coque causarían taponamiento y pérdida
de carga. Ante esto se ha propuesto como solución los lechos fluidos, ya que este tipo de contacto facilita la
gasificación de los depósitos carbonosos. [7]
Los lechos fluidizados presentan menos inconvenientes provocados por la deposición de carbono pero el
problema es que la principal tecnología que se usa en el reformado es la del lecho fijo y se busca una
integración del aceite de pirólisis sin cambiar la infraestructura existente. Aún así, se han realizado estudios
para considerar esta tecnología.
La explicación de la menor generación de coque es que la descomposición térmica podría controlarse mejor
con este tipo de reactor (debido a la mayor homogeneidad dentro del lecho) y se ha observado una estabilidad
mayor. En un lecho fijo, los depósitos de coque formarían una capa en la parte superior y en la parte que no
tiene relleno del reactor.
Cuando se usa un reactor de lecho fluido, todas las partículas de catalizador están en contacto con el bio-oil
fresco, la deposición del carbono sobre cada partícula sería menor y debido a la circulación de las partículas, la
gasificación del coque es más probable. También se aumentó el tiempo de operación estable empleando lecho
fluido y la regeneración por gasificación con vapor requiere menor tiempo. Esto implicaría una menor
deposición de carbono, una vida útil mayor y el tiempo de regeneración sería menor. Un estudio ha
demostrado que la deposición de coque en condiciones similares y con el mismo catalizador es menor en lecho
fluido que con lecho fijo.
El lecho fluido podría ser también planteado en un lecho doble, donde el catalizador circula entre lechos. Se
usaría como catalizador de reformado con vapor en uno de los lechos y se regeneraría por gasificación u
oxidación de carbono en el otro lecho. Sin embargo, el catalizador debería ser también reducido otra vez tras el
proceso de oxidación que requeriría un tercer lecho. Este concepto no ha sido testado para este proceso aunque
es conocido en el craqueo catalítico.
Otra estrategia es la adición de una pequeña cantidad de oxígeno de tal forma que se eliminen los depósitos
carbonosos en el lecho reactivo. En estudios con steam reforming con ácido acético se ha encontrado que
añadiendo el 4% del oxígeno estequiométrico para la combustión total se obtiene una eliminación óptima de
los depósitos de carbono sin penalización en el hidrógeno. [7]
Los lechos fluidizados podrían alcanzar altas producciones de hidrógeno y conversión completa, pero la
desactivación por deposición de coque y el desgaste mecánico son todavía desventajas a tener en cuenta. Los
materiales soporte convencionales son demasiado blandos e inadecuados para la fluidización debido a la

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 93
atrición. Por tanto, surge la necesidad de materiales de soporte más duraderos. Al mezclar Al con Ca o Mg se
ha mejorado la resistencia mecánica del soporte haciendo más factible la fluidización. La mezcla con Mg y Al
resultó en el mejor catalizador, con una alta conversión y un rendimiento de H2 similar a los observados
cuando se usan soportes de MgO y Al2O3 mezclados en lechos fijos. Sin embargo, otro estudio ha demostrado
que la principal causa de desactivación es la sinterización del catalizador y no la deposición del coque. Por
tanto, hay tres mecanismos de desactivación en lechos fluidos: atrición, sinterización y deposición de carbono.
El lecho fluido catalítico ha sido combinado con un lecho fijo en un planteamiento de reactor por etapas de
forma a similar al planteamiento prerreformador y reformador. En esta configuración el bio-oil pasa primero
por un lecho fluido de materiales de baja actividad, como arena y a continuación a través de un lecho fijo de
catalizador de reformado de vapor. La idea es que la evaporación de bio-oil ocurre en un lecho fluido y los
vapores resultantes son reformados con vapor en un lecho catalítico fijo. Las temperaturas en los dos lechos
pueden ser variadas, pero generalmente es necesaria una temperatura alta (por encima de 700ºC) para la
conversión completa de los hidrocarburos en el lecho fijo. La fracción de metano y otros hidrocarburos ligeros
dentro de los gases se minimiza dando lugar a un gas fácilmente reformable tras el paso de lecho fluido. Se
podrían alcanzar altas producciones de H2, pero el rendimiento de carbono fue por debajo de 100% indicando
que todavía se producía la deposición de carbono.
4.5 Reformado autotérmico
De las tecnologías de conversión, el steam reforming ha demostrado ser la que produce más hidrógeno. No
obstante es un proceso muy endotérmico y requiere un aporte de calor externo considerable. Por otra parte, la
oxidación parcial produce menos hidrógeno pero es exotérmica. La combinación de estos dos procesos,
conocida como reformado autotérmico, tiene muchas ventajas, especialmente en la producción distribuida a
pequeña escala a partir de bio-oil. [4]
Hasta un 15% del carbono de los compuestos oxigenados puede depositarse en el reactor de reformado. Esto
podría ser reducido por medio de coalimentación de O2 al proceso, que tendría la capacidad de gasificar o
quemar algo del carbono depositado y así proporcionar energía para las reacciones endotérmicas de reformado.
Experimentos y termodinámica han demostrado que el rendimiento en H2 decrece y el CO2 aumenta
comparado con el steam reforming sin oxígeno. No obstante, se inhibe la formación de coque. Por otra parte,
un estudio investigó el steam reforming oxidante del etanol y en él se incrementó la producción de hidrógeno y
se redujo la formación de carbono. Otro estudio reportó que la adición de oxígeno en un ratio O/C de 0,04
redujo la deposición de carbono al 50% del lecho fluido. [1]
Los efectos que se han descrito hasta ahora son en función de la cantidad de oxígeno alimentado al reactor. Se
ha establecido que mayores cantidades de oxígeno disminuyen tanto la deposición de carbono como el
94 Producción de hidrógeno a partir de bio-oil para uso en refinería
rendimiento en hidrógeno. La cantidad de O2 necesaria para las condiciones autotérmicas es dependiente del
tipo de biomasa de la que se obtuvo el aceite. Ésta incrementará con la temperatura y no cambia mucho si se
aumenta la relación vapor/carbono empleada. [1]
Se ha registrado un mayor riesgo de sinterización de catalizador con la presencia de oxígeno que podría
contrarrestar la ventaja de la menor deposición de carbón y hacer que la alimentación de oxígeno acabe siendo
contraproducente. Otro dato relevante es que los equipos de proceso para producir O2 puro son caros y es sólo
económicamente viable para grandes reformadores industriales autotérmicos. [1]
En el reformado autotérmico, el calor para las reacciones endotérmicas es suministrado por la combustión de
parte del bio-oil así que no se debe suministrar calor externo al reactor en condiciones autotérmicas. Sin
embargo, se debería proporcionar calor para precalentar los reactivos, porque el rendimiento de H2 decrecería
significativamente cuando el calor suministrado por la oxidación de bio-oil precalienta a la alimentación
también. El oxígeno podría también ser suministrado en cantidades menores de la necesaria para las
condiciones autotérmicas, que podría inhibir la formación de coque y sólo afectaría al rendimiento de H2
ligeramente. Se podría usar un reactor híbrido con suministro de calor externo (horno o intercambiador) e
interno (oxígeno para la combustión) para este propósito. [1]
La composición del bio-oil fue el factor más significativo en la producción de hidrógeno. Esta producción será
mayor en aceites de pirólisis con mayor carbono y menor oxígeno. Otro factor es la conversión de líquido a
gas, que depende fuertemente con la eficiencia de evaporación marcada por las propiedades del aceite. [4]
4.6 Oxidación parcial catalítica
Como aparece nombrado al inicio de este capítulo, otra vía para la obtención de gas de síntesis es la
introducción de oxígeno en condiciones subestequiométricas para la combustión. [1]
Se ha testado tanto la oxidación parcial catalítica como el reformado de vapor autotérmico en dos tipos
distintos de planteamientos. Un sistema por etapas con un largo espacio de movimiento libre sobre el lecho
catalítico de Rh-Ce-Al2O3, donde el bio-oil es introducido como una niebla a través de la boquilla de spray, y
un planteamiento similar donde el spray está directamente encima del lecho catalítico. El planteamiento por
etapas proporciona mejor protección del catalizador y un mayor rendimiento de H2 que podría ser debido a la
mezcla más eficiente del aceite con los gases antes de llegar al reactor. [15]
Ambos sistemas mostraron una producción relativamente grande de H2 y una conversión casi completa del
carbono a gas, pero la desactivación todavía es un problema. La mayor producción de hidrógeno fue alcanzada
con el steam reforming autotérmico. El planteamiento por etapas fue también testado en el reformado
autotérmico del etanol, donde la descomposición del etanol se produjo antes del lecho catalítico. Con esta

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 95
configuración se han obtenido resultados prometedores, con un catalizador de vida útil relativamente larga y
bajos tiempos de residencia (menores de 10 ms). [1]
La oxidación parcial catalítica directa (sin etapa de mezcla de gases) de los aceites de pirólisis resultó en la
conversión casi completa de carbono a gas, pero a pesar del mayor tiempo de residencia, se alcanzó sólo el
83% en el reactor por etapas. La razón más probable es que el oxígeno se consumió totalmente durante la
reacción no catalítica en el espacio donde no hay catalizador que impide que esté disponible para la siguiente
oxidación catalítica. Por tanto, probablemente sólo los compuestos volátiles de bio-oil reaccionaron con el
oxígeno en la fase gaseosa y los componentes menos volátiles formaron depósitos sobre el catalizador porque
no había suficiente oxidante con el que reaccionar. Sin embargo, el rendimiento de hidrógeno producido en
este reactor fue mayor que el de oxidación parcial catalítica. [15]
Un análisis termodinámico del steam reforming, oxidación parcial catalítica y reformado autotérmico de etanol
ha mostrado que el reformado por vapor es el proceso que menos energía demanda a temperaturas superiores a
600ºC mientras que el reformado autotérmico es favorable a menos de 600ºC. La oxidación parcial catalítica
es la menos favorable a todas las temperaturas evaluadas. La combinación de la oxidación parcial catalítica y
el reformado de vapor no ha sido investigada en profundidad pero es mencionada como una forma de
conseguir vidas útiles de catalizador relativamente largas y una producción de hidrógeno relativamente alta.
[1]
4.7 Oxidación parcial no catalítica [11]
Se ha desarrollado un sistema para volatilizar el bio-oil con una generación aceptable de depósitos de carbono
por medio de atomización ultrasónica y modificando las propiedades del aceite como la viscosidad,
mezclándolo con metanol. La oxidación parcial no catalítica alcanzó una conversión significativa de CO con
una formación mínima de aromáticos. Sin embargo, algunos de los componentes no volátiles que están
presentes en aerosoles pueden reaccionar de forma heterogénea. El producto gaseoso podría pasar por un lecho
fijo dónde se realiza el reformado así como las reacciones de WGS que completarían la conversión a
hidrógeno. Este proceso sería ideal para la producción distribuida de hidrógeno, donde el punto de uso de
hidrógeno está cerca de la producción de hidrógeno.
Los efectos de la temperatura y de la introducción de oxígeno sobre los rendimientos de CO y H2 han sido
estudiados. Se han observado altos rendimientos en CO (entre el 50% y el 70% del máximo posible a partir del
bio-oil) mientras que los de hidrógeno son mucho menores (aproximadamente el 25%). No obstante, el agua
generada durante este proceso puede ser usada posteriormente para generación de hidrógeno.
La conversión de aceite a gas está en un rango de 85 a 95% en condiciones óptimas. Debido a esta alta
conversión en un paso no catalítico, se esperan menos carga de catalizador en el procesado posterior y un

96 Producción de hidrógeno a partir de bio-oil para uso en refinería
menor consumo energético sin la necesidad de condiciones de gasificación de alta severidad (como
temperaturas mayores de 700ºC) y grandes cantidades de agua para completar la gasificación del carbono y las
reacciones de reformado. Por tanto, no se considera como un proceso de conversión total sino como un medio
de transformación previa para el paso catalítico.
El objetivo del paso catalítico sería completar el reformado y la oxidación selectiva del aceite así como
catalizar la reacción de WGS sin catalizar la metanación u oxidación del CO o H2 obteniéndose niveles de
equilibrio de H2, CO, H2O y CO2 a la salida.
Se ha demostrado que la cantidad de oxígeno añadido tiene más influencia sobre la conversión que la
temperatura. Las producciones de CO a partir del bio-oil pueden ser de 50-65% en condiciones óptimas. Estos
rendimientos pueden ser tan altos como 70-80% si la selectividad de CO fuera la misma en la mezcla
aceite/metanol que en el metanol solo. Aunque los rendimientos en H2 producidos por oxidación parcial no
catalítica son mucho menores que los de CO (un máximo de 25%), se incrementarán significativamente
durante la reacción WGS siguiente.
Un grupo de investigación de la Universidad de Twente optó por un acercamiento de oxidación parcial no
catalítica en el que usaron un reactor de lecho fluido de arena, pero sólo se recogieron resultados en
temperaturas similares a las usadas en el steam reforming.
Los investigadores de Technical Chemistry de Karlsruhe emplearon un reactor de flujo arrastrado (entrained
flow) con oxígeno a alta presión y a 1200ºC para gasificar un slurry de bio-oil/biochar. La investigación se
dirige ahora hacia un mayor rango de oxígeno añadido usando una configuración de reactor tubular simple.
Un grupo de la Universidad de Minnesota ha empezado investigaciones hacia la oxidación parcial catalítica y
reformado autotérmico de compuestos modelo pero en temperaturas similares a las del reformado por vapor.
La investigación actual busca saber hasta qué extensión de conversión está afectada por la temperatura y la
adición de oxígeno, con un particular énfasis en identificar regímenes donde la producción de CO y H2 se
maximiza con una producción mínima de aromáticos y depósitos de carbono.
Incluso con altos ratios efectivos O/C, los rendimientos estimados de CO2 a partir de bio-oil se mantuvieron
bajos (aprox. 8-13%). El máximo rendimiento de CO2 (en condiciones óptimas) fue de 20-25%. Bajo estas
mismas condiciones, el rendimiento en CH4 fue típicamente de 8%.
Sumando los rendimientos de los gases resultantes (CO, CO2 y CH4) da una conversión de carbono a gas es de
85-95%. Se espera que la presencia de catalizador altere la distribución de productos significativamente, pero
es interesante ver resultados prometedores en química sin catalizar.
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 97
4.8 Otras configuraciones de producción de hidrógeno
4.8.1 Reformado por vapor asistido por corriente eléctrica [1]
Se ha considerado la introducción de corriente eléctrica a través del lecho catalítico, por medio de un cable que
se encuentra embobinado a lo largo del interior del lecho fijo, de tal forma que la propia corriente proporciona
calor y electrones térmicos. A partir de este concepto se ha desarrollado un steam reforming electroquímico
(ECR) para la producción eficiente de hidrógeno a partir de la fracción ligera del bio-oil. Así se resuelven los
problemas de la producción de hidrógeno a partir del bio-oil como el bajo rendimiento en hidrógeno y la
severa desactivación del catalizador.
Los electrones térmicos pueden reducir las especies metálicas en el catalizador y también causar disociación de
agua y oxigenados. El steam reforming asistido por la corriente eléctrica disminuye la temperatura necesaria
para la conversión total e incrementa el rendimiento en hidrógeno. Estos efectos son dependientes de la
corriente aplicada e incrementan con la intensidad.
Se han obtenido resultados similares en el steam reforming de bio-oil y se puede alcanzar una conversión
cercana al 90% con una temperatura de 400ºC. Otra característica del steam reforming ayudado por la
corriente es que la eficiencia energética es mayor debido a una calefacción más eficiente a través de los cables
dentro del lecho catalítico. Sin embargo, una calefacción a escala industrial por medio de electricidad podría
ser más cara comparada con el calor generado en la planta y este método podría ser entonces menos factible a
gran escala.
Este concepto también se ha explotado en un reactor dual con bio-oil como alimentación. En este
planteamiento el bio-oil es primero pasado a través de un lecho de materiales inertes y luego a través de un
lecho catalítico donde se podría aplicar la corriente. Se ha considerado que este planteamiento tiene potencial
para dar el mayor rendimiento de H2 a partir de biomasa. Sin embargo, no se alcanza la conversión total y la
desactivación es todavía un problema.
4.8.1.1 Hidrógeno vía gasificación inicial y ECR (G-ECR) [6]
Se ha observado que la eficiencia global de la producción de hidrógeno puede verse afectada por una corriente
a través de un cable de Ni-Cr embebido en el catalizador. Se encontró que el rendimiento de hidrógeno a
temperaturas fijas de reformado se mejoró por la corriente. Cuando no se sometía a corriente, el rendimiento
de hidrógeno era 38% y con una corriente de 3A se incrementó al 55,4%. A 700ºC el rendimiento de
hidrógeno alcanzó el 81,4% con la corriente de 3 A. El incremento de la conversión de carbono se produjo con
el incremento de la corriente, lo que indica que más orgánicos se convirtieron en productos gaseosos con una

98 Producción de hidrógeno a partir de bio-oil para uso en refinería
corriente de mayor intensidad.
Se recoge el acercamiento eficiente de la producción de hidrógeno a partir del aceite de pirólisis. El catalizador
de NiCuZnAl se uso en lecho posterior de reformado. Se obtuvieron mayor rendimiento de hidrógeno (81,4%)
y conversión de carbono a gases (87,6%) vía el G-ECR, comparando con la simple gasificación de aceite de
pirólisis y el proceso integrado. El producto resultante es una mezcla rica de hidrógeno y CO2 con una
composición 73% v/v hidrógeno y 26% v/v CO2 con cantidades traza de CO y CH4. En particular, la
desactivación de catalizador fue muy reprimida usando la gasificación y reformado integrados en comparación
con el reformado directo del bio-oil. El proceso integrado G-ECR con un alto rendimiento de hidrógeno y
conversión de carbono sería una ruta útil para producir hidrógeno a partir del aceite de pirólisis.
Estos resultados indican que se puede alcanzar una producción de hidrógeno altamente eficiente por un
proceso integrado G-ECR, incluso usando un catalizador no noble como el NiCuZnAl. El efecto promotor de
la corriente sobre la producción de hidrógeno se puede describir de la siguiente manera. Primero, la mejora del
reformado de los intermedios puede deberse a la mayor temperatura cerca del cable. Hay gradientes de
temperatura mayores que los del steam reforming. La mayor temperatura cerca del cable implica mayor
actividad en el catalizador. Segundo, la promoción de la corriente durante ECR puede deberse a la reducción
del catalizador debido a electrones térmicos y finalmente los efectos de mejora pueden verse parcialmente
debido a la descomposición y el reformado durante el ECR vía de los electrones térmicos. Los electrones
pueden causar la disociación de los compuestos oxigenados orgánicos sobre la superficie del catalizador. Estos
electrones crean radicales libres que son muy útiles para promocionar las reacciones de reformado.
Adicionalmente, se encontró que la eficiencia energética del proceso combinado de gasificación con ECR es
superior a la del proceso gasificación-steam reforming, que puede ser explicado debido a los múltiples factores
como el efecto térmico, el de los electrones térmicos y la menor pérdida de calor respecto al método de calor
externo.
La eficiencia energética y el balance de energía para la producción de hidrógeno del bio-oil crudo han sido
evaluados para los dos modos siguientes. La eficiencia energética está definida como el valor total térmico de
los gases producidos dividido por la energía consumida por el sistema.
La eficiencia energética del G-ECR está acotada entre 40,5% y 44,9%, que es mayor de la del G-CSR (26,4%-
31.5%). La mayor eficiencia puede deberse al doble rol del cable como calentador y promotor por medio de
electrones térmicos.
4.8.2 Reactor de membrana
La motivación para usar un reactor de membrana en vez de un planteamiento convencional de lecho fijo es que
el steam reforming y separación de gas pueden ser combinados en una sola unidad y producir H2 de alta pureza

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 99
en un solo paso. Se tienen que usar membranas permeables al H2. El steam reforming de membrana con el
ácido acético (compuesto modelo) puede usar una temperatura relativamente baja de 400ºC con alguna o poca
formación de carbono. La producción de H2 y la recuperación de H2 libre de CO fue baja, en torno a 50% y
70% respectivamente. Esto indica que el proceso no es eficiente puesto que la producción global de H2 libre de
CO es sólo 35%. [1]
4.8.3 Coalimentación de agua e hidrógeno
La coalimentación de agua e hidrógeno puede hidrogenar los precursores de coque y disminuir su formación.
En escala industrial la adición de H2 podría realizarse reciclando parte del efluente del reactor. Un estudio
sobre el steam reforming del etanol ha demostrado que la formación de hidrocarburos y coque se redujo por la
coalimentación de H2. A altos ratios entre etanol y H2 estos efectos fueron menos pronunciados y la formación
del CH4 se incrementó. También se testó la adición de H2 de steam reforming a baja temperatura en el etanol, y
se encontró un incremento de la conversión y del rendimiento de metano. [1]
4.8.4 Reactor en forma de Y
El uso de biomasa como una fuente de hidrógeno es una forma de mitigar la emisión de gases de efecto
invernadero. La biomasa es materia de origen renovable, producto de la fotosíntesis a partir de agua y dióxido
de carbono en las plantas. En este sentido, la emisión del dióxido de carbono causada por el uso de biomasa es
el que ha sido absorbido por el propio crecimiento de la biomasa. Por tanto, la biomasa es neutra en carbono y
su uso no implica un incremento del nivel de CO2 atmosférico. Si el dióxido de carbono pudiera reaccionar
con la biomasa (reformado seco o dry reforming) para producir gas de síntesis, el CO2 absorbido previamente
se puede convertir en productos químicos. En el proceso global, en algún punto se tiene que suministrar calor;
si el calor es suministrado por la combustión de biomasa, entonces el proceso entero resultará en un
decremento neto de CO2 en la atmósfera. Por tanto, la gasificación de biomasa acoplada con reformado seco es
un método ecológico y eficiente para almacenar y usar el CO2 generado en la producción de hidrógeno. [2]
Se ha planteado un reactor en forma de Y con dos lechos catalíticos. La idea de este concepto es que el aceite
de pirólisis pueda ser alimentado tanto en el primer lecho como en el segundo y el CO2 producido en el primer
lecho puede usarse para reformar el bio-oil en el segundo lecho y por tanto, producir un gas que consiste
principalmente en CO y H2 . El concepto ha sido comprobado en steam reforming, oxidación parcial catalítica
y steam reforming oxidante acoplado con reformado de CO2 y se puede producir una conversión total y un
producto gas de principalmente H2 y CO en todos los casos de temperaturas por encima de 700 ºC. El
problema principal con el reformado seco es que la formación de coque es mayor comparada con el steam
reforming, la oxidación parcial catalítica y el steam reforming solos y son también necesarias mayores
temperaturas para la conversión total. [1]

100 Producción de hidrógeno a partir de bio-oil para uso en refinería
Fig. 4-2: Representación esquemática de reactor en Y [2]
Los procesos de gasificación de aceite de pirólisis incluyen varios métodos como el steam reforming,
oxidación parcial y el steam reforming con oxígeno. Estos procesos diferentes de la gasificación todos se
pueden combinar con el reformado seco de bio-oil para producir gas de síntesis. La viabilidad de esta
configuración fue investigada en detalle sobre dos catalizadores típicos de reformado como son Ni/Al2O3 y
Ni/La2O3. [2]
Este sistema innovador de reacción acoplada también puede ser aplicado en escala industrial con steam
reformers de metano. El CO2 producido por metano puede ser reducido con bio-oil para producir gas de
síntesis resultando en una disminución neta de gases de efecto invernadero en la atmósfera. También puede
usarse metano en la oxidación parcial y el reformado de vapor con oxígeno. [2]
4.9 Relación con la planta industrial [1]
En un contexto actual industrial, el reactor para el steam reforming del aceite de pirólisis sería uno de lecho
fijo, puesto que el reformado convencional es llevado a cabo en este tipo de reactor y por el mayor
conocimiento y experiencia sobre el diseño de proceso de los reformadores. El inconveniente de esta
tecnología es que los lechos fijos no permiten una regeneración rápida, por lo que se requiere un catalizador
con una baja velocidad de desactivación o en el que la recarga de catalizador no sea costosa.
Los reactores de lecho fijo a gran escala son más fáciles de diseñar y operar que los lechos fluidos; por tanto,
se elegiría el lecho fijo a pesar de la mayor formación de coque y menor vida útil del catalizador. Si se
encontrase un catalizador de reformado de vapor resistente al coque, esto confirmaría aún más la elección de

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 101
reactor hacia el lecho fijo.
La unidad de steam reformer podría tener uno o dos reactores. Sin embargo, el planteamiento con dos
reactores podría ser el más adecuado puesto que tiene un menor potencial para la formación de carbono, mayor
flexibilidad para la alimentación y una mayor eficiencia energética. El hecho de que el tamaño del reformador
principal fuera menor sería una ventaja desde el punto de vista económico. Éste es el caso para las unidades de
steam reforming convencionales. No obstante, se requeriría un catalizador que pudiera convertir
completamente el bio-oil en especies C1 a temperatura en torno de 500ºC y ser resistente frente a la formación
de carbono y venenos catalíticos en el aceite de pirólisis. Después del reformador habría probablemente un
reactor shift de baja temperatura para incrementar la producción de H2 o alcanzar un ratio específico H2/CO.
Se podría incluir una unidad de desulfuración antes de la sección de reformado debido a que el
envenenamiento por azufre suele ser un problema. Sin embargo, esto podría ser difícil puesto que la formación
de coque también es problemática en ésta, a causa de los oxigenados inestables térmicamente en el aceite.
Si se opta por el esquema del prerreformador, la desulfuración podría ser llevada a cabo tras el prerreformador
para evitar la formación de coque en la unidad desulfuradora, sólo en el caso de que el prerreformador tenga
un catalizador resistente al azufre. La desulfuración es necesaria en cierto punto del proceso puesto que los
procesos posteriores requieren gases virtualmente libres de azufre. Este paso entrañaría, probablemente, bajar
la temperatura para realizarse y luego incrementarla otra vez, lo cual no es económico pero necesario si se usan
catalizadores convencionales de steam reforming en el reformador. Tal y como se muestra en la fig. 4-3.
Fig. 4-3: Propuestas de introducción de unidades de desulfuración en la generación de hidrógeno a partir de aceite de pirólisis [1]
4.10 Técnicas alternativas de conversion
4.10.1 Craqueo catalítico
Se realizaría el proceso en el lecho fluido propio del cracking catalítico, con el objetivo de romper o
102 Producción de hidrógeno a partir de bio-oil para uso en refinería
descomponer el bio-oil en productos gaseosos. La producción teórica de H2 sería menor que la comparada con
la de steam reforming porque no cuenta con el procedente del vapor introducido pero cuenta con el ahorro de
no tener que producir vapor sobrecalentado para el proceso. A pesar de esta ventaja, presenta una baja
producción de hidrógeno y una mayor formación de coque porque los residuos carbonosos no pueden ser
gasificados con vapor. [1]
El catalizador tendría que ser regenerado frecuentemente por combustión con oxígeno. Los catalizadores
testados para la producción para el craqueo del bio-oil son monolitos con Pt o Rh sobre CeO2 y ZrO2, Ni/Al2O3
o Ni-K sobre La2O3-Al2O3 [1], teniendo en cuenta la especialidad de los metales nobles para minimizar los
depósitos de coque y la capacidad de estos soportes para cumplir los requisitos de los procesos redox
discontinuos. [9]
El proceso alterna entre un paso de craqueo donde el bio-oil se transforma en una mezcla de gases que
contiene H2, CH4, C2+, CO y CO2 y un paso de regeneración en el que se quema el coque depositado en el paso
de craqueo. Los catalizadores de Ni han probado tener una buena actividad y estabilidad en este proceso
secuencial. [9]
También se ha propuesto que el bio-oil sea térmicamente descompuesto en la fase gaseosa en hidrocarburos
pequeños, COx y vapor. Los hidrocarburos formados pueden reaccionar con el vapor o CO2 sobre el
catalizador y formar CO y H2, pero la formación de carbono sería grande por la ausencia de vapor.
El balance de energía del ciclo de craqueo y regeneración fue calculado para comprobar la posibilidad de
realizar este proceso de forma autotérmica. El proceso de craqueo secuencial ha sido comparado con el steam
reforming continuo realizado en los mismos sistemas catalíticos, en términos de productividad de hidrógeno y
distribución de productos gaseosos. [9]
Generalmente el uso de craqueo secuencial permite procesar directamente bio-oil sin adición de agua y por
tanto requiere un menor consumo de energía. El balance de energía realizado durante el craqueo (endotérmico)
y regeneración (exotérmico) mostró que el proceso podría operar de forma autotérmica, siempre que el calor
de la combustión se recupere eficientemente. Además un paso separado de regeneración de catalizador permite
un mejor control del coque formado y de la desactivación a largo plazo del catalizador. Se están realizando
mejoras posteriores en el proceso de craqueo secuencial para cumplir distintos requisitos, por ejemplo, para
celdas de combustible reducir el CO (<18%) y CH4 (<5%). [9]
Tanto la descomposición térmica y las reacciones catalíticas contribuyeron a la conversión global del bio-oil
en gas de síntesis. El catalizador juega un papel mayor en mejorar la gasificación de bio-oil y en controlar la
deposición de coque y su eliminación. La configuración del catalizador (en polvo o monolito) tiene una fuerte
influencia en la estabilidad de la producción de gas durante el craqueo. La producción de hidrógeno estable y

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 103
constante observada en el monolito ha estado relacionada con una mejor gasificación de las cenizas. [9]
Se observa que el catalizador de platino da siempre mayores producciones de hidrógeno que el rodio en el
reformado de vapor. Esto se atribuye a la capacidad del platino de promocionar la reacción WGS, que es
favorecida en ratios altos de vapor/carbono. En el caso de craqueo secuencial, tanto los catalizadores de platino
como de rodio dan lugar a una producción constante y continua durante el craqueo, pero con una
productividad menor que el reformado de vapor. El comportamiento de ambos catalizadores es similar. El
metal noble asegura el control de la deposición de carbono, con el carbono quemado durante el paso de
regeneración. [16]
4.10.2 Aqueous Phase Reforming (APR)
El Aqueous Phase Reforming (APR) es un reformado de la fase soluble en agua del aceite, rica en oxigenados,
por medio de un catalizador homogéneo. Los beneficios de este proceso son las bajas temperaturas que
reducen la descomposición térmica y asegura que las reacciones Water Gas Shift son desplazadas hacia H2 y
CO2. Además la vaporización de la alimentación y el agua no es necesaria, lo que reduce el consumo
energético. Este reformado es llevado a cabo a temperaturas de hasta 265ºC y presiones de hasta 60 bar. Se
considera como una alternativa para producir hidrógeno a partir de azúcares de la hidrólisis de la biomasa, y
aunque no se ha puesto a prueba con muchos compuestos modelo del bio-oil, se piensa que sería una forma
interesante de procesar la fase acuosa del bio-oil debido a los bajos costes energéticos. [1]
Sobre la distribución de productos del reformado de fase acuosa, ésta abarca hidrocarburos pequeños, CO,
CO2 e H2, donde cuanto más compleja sea la molécula de hidrocarburo daría lugar a más hidrocarburos que
hidrógeno. Pero el inconveniente es que la propia alimentación está muy diluida, no se consigue una
conversión total a compuestos gaseosos (la producción de hidrógeno en el reformado en fase acuosa del
etilenglicol es entre 100 a 1000 veces menor de la que se podría obtener con el steam reforming de etanol) y
que la baja temperatura de operación favorece la metanación y por tanto, se requiere procesado posterior para
obtener gas de síntesis. [1]
Los bajos grados de conversión y la baja velocidad de producción de APR implicarán grandes reactores y
grandes recirculaciones. La desactivación es otro problema, sobre todo frente a compuestos pesados. [1]
4.11 Discusión de las distintas alternativas
En resumen, se puede observar que existe una contraposición entre las observaciones favorables como los
estudios de la termodinámica del proceso, que confirman la viabilidad del proceso y la existencia de
catalizadores altamente activos y las negativas como la rápida desactivación provocada por la deposición de
carbono.

104 Producción de hidrógeno a partir de bio-oil para uso en refinería
Ante esta problemática se puede optar por dos soluciones: cambiar el catalizador o cambiar el reactor y las
condiciones de operación. Otro factor a tener en cuenta con catalizadores tan delicados es el contenido de
azufre del bio-oil, por lo que el gas de proceso debe estar virtualmente libre de H2S.
Todavía queda pendiente el testado de los catalizadores resistentes al azufre usados en los hidrocarburos con
los oxigenados del aceite de pirólisis. También se han propuesto cambios en los catalizadores, tanto en su
soporte como en el metal. Aleando los distintos metales, nuevos materiales de soporte o nuevos promotores se
tendrían modificaciones en los catalizadores.
La gran mayoría de estas tecnologías de conversión tienen desventajas y están lejos de la aplicación industrial.
El reformado de vapor tendría problemas con la formación de carbón tanto en reactores fijos como en fluidos
con los catalizadores actuales. Sin embargo, las condiciones autotérmicas pueden ser una mejora significativa
del comportamiento a expensas de un rendimiento menor de H2. Un proceso a dos pasos probablemente
mejorará el proceso tanto para lechos fluidos como fijos.
Ante esta situación la configuración prerreformador y reformador aparenta ser prometedora. Estos equipos no
han sido todavía investigados y se necesitan pruebas. Se sigue el esquema del reformado de vapor
convencional y la formación del coque podría ser reducida por una temperatura de entrada de reactor menor y
por tanto, un menor grado de descomposición térmica en el prerreformador.
Otra alternativa es la posibilidad sería tener el APR como prerreformado pero éste todavía necesita un mayor
desarrollo mientras que los productos para los rangos del proceso de C1 a C6 y pueden ser todavía solubles en
agua. Así que la separación y los dos pasos adicionales del reformado de vapor podrían necesitarse para
producir gas de síntesis o hidrógeno a partir del bio-oil por medio de APR.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 105
4.12 Respuesta a las cuestiones anteriores
4.12.1 ¿Cuáles son las similitudes y diferencias de las distintas vías para la obtención de hidrógeno con procesos convencionales de refinería?
Como ya se ha visto en refinería, la unidad de generación de hidrógeno suele tener una unidad de steam
reforming de lecho fijo. Para que el aceite pueda ser alimentado se necesita que se vaporice, por lo que el
método de entrada en el reactor tiene que ser a partir de boquillas, de tal forma que se disperse con la menor
cantidad de depósito debido a la subida brusca de la temperatura.
Se ha mostrado cierta similitud de planteamientos en la combinación de prerreformador, reformador y reactor
WGS al que se utilizaría normalmente en una unidad de generación convencional. El hecho de que haya un
prerreformador que consiga transformar diversas materias primas heterogéneas a una misma mezcla gaseosa
que fácilmente pueda ser procesada en el reformador principal. Esto consigue acotar gran parte de los
problemas del bio-oil al principio del proceso y supone una forma inteligente de evitar tener que hacer
tratamientos con hidrógeno cuando lo que se busca es generarlo, no consumirlo.
Aún así, muchos de los planteamientos aquí nombrados son modificaciones de unidades y planteamientos ya
establecidos; por ejemplo, reactor en Y, reformado de fase acuosa, etc. La mayoría suponen una ampliación o
añadido a los equipos ya existentes y por tanto, supondría un coste de inversión que no se sabe si podría
recuperarse con facilidad. Observando esto se puede poner en duda que se pueda usar o no la infraestructura
existente.
4.12.2 ¿La adición de bio-oil implica un ahorro significativo respecto a las materias convencionales?
Puesto que no hay un mercado desarrollado de bio-oil, no se puede determinar el ahorro económico que
implicaría la sustitución frente el gas natural. Es muy probable que debido a que es una materia mucho más
procesada, el aceite resulte más caro que el gas natural.
A pesar de esto el uso del bio-oil puede generar ahorro en créditos de dióxido de carbono. Al ser una materia
neutra en carbono, su uso no implica incremento de carbono en el medioambiente. Es posible que este sea el
principal incentivo económico en las primeras tecnologías que usen bio-oil para generar hidrógeno.
4.12.3 ¿Cuál es el grado de madurez de las distintas tecnologías que usan aceite de pirólisis y derivados?
Respecto a las otras ramas de integración de bio-oil, ésta es la menos desarrollada. La gran diversidad de
tecnologías propuestas ha impedido en que se centren todos los esfuerzos en una sola. Aunque se puede
observar cierta tendencia e interés general hacia el steam reforming. Ninguna tecnología ha avanzado más allá

106 Producción de hidrógeno a partir de bio-oil para uso en refinería
de la escala de laboratorio.
La gasificación de biomasa bruta ha cubierto gran parte de la investigación para la generación de hidrógeno y
el casi inexistente mercado de bio-oil ha hecho que no haya materia con la que trabajar. Por consiguiente,
todavía todos estos procesos están en un estado teórico y quedan por hacer estudios en los que se emplee el
propio bio-oil en vez de compuestos modelo.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 107
4.13 Conclusiones particulares
Frente a las rutas claras que han presentado las otras ramas de integración, la de generación de hidrógeno ha
propuesto muchas otras y generalmente muy distintas a los procesos convencionales de refinería y entre ellas.
Si las refinerías no están dispuestas a hacer una transición renovable, es probable que esta tecnología tarde en
implantarse en estas instalaciones, aunque también puede usarse en generación distribuida de hidrógeno para
otras aplicaciones.
El hecho de que se haya planteado sistemas de reacción sin tener en cuenta las propiedades iniciales del aceite
puede indicar dos opciones: o que es una tecnología capaz de procesar aceite de pirólisis crudo o que es un
dato que todavía no se ha tenido en cuenta. Al estar implicados catalizadores muy delicados como los metales
nobles, este punto se tendría que evaluar y marcará una de las principales restricciones para el escalado
posterior.
Puesto que su tecnología no está tan avanzada, la vía de generar hidrógeno se considera costosa y no se
considera viable a corto plazo. En los estudios se plantea que se tendría que usar una tercera parte del bio-oil
que entra en refinería para generar el hidrógeno que se usaría para hidrotratar el aceite restante.
Posiblemente sea la última tecnología en llegar a un nivel comercial y hasta entonces, el hidrógeno que se
necesita la introducción de biocrudo en refinería estará producido por combustibles fósiles.

108 Producción de hidrógeno a partir de bio-oil para uso en refinería
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 109
5 CONCLUSIONES GLOBALES La introducción del bio-oil en refinerías es una nueva tecnología que se puede analizar en distintos ámbitos:
5.1 Aspecto medioambiental
Ante una materia prima de origen puramente renovable como es la biomasa, el bio-oil se presenta como un
producto que reducirá una gran cantidad de emisiones. El aceite es una materia neutra en gases de efecto
invernadero y su combustión no traería emisiones netas a la atmósfera.
Sin embargo, también hay que tener en cuenta que la producción y mejora del biocrudo implica procesos en
los que es necesario el aporte de calor, principalmente mediante combustión de combustibles fósiles por lo que
usar bio-oil no es una tecnología enteramente limpia.
La propia pirólisis implica un aporte de energía que tiene que realizarse y casi todos los procesos de mejora o
de aprovechamiento del aceite también. Se tiene que generar vapor para realizar el steam reforming,etc.
Por tanto no se puede decir a la ligera que el uso de bio-oil y su integración en refinería sea una medida que
reduzca las emisiones hasta que no se haga un análisis de ciclo de vida. Pero es innegable el potencial como
una tecnología para evitar emisiones y que su uso sea probablemente mejor que el uso enteramente de materias
y combustibles fósiles.
5.2 Transición energética
La Unión Europea tiene como objetivo para 2020 reducir las emisiones de gases de efecto invernadero al
menos un 20% en comparación con los niveles de 1990, conseguir una cuota del 20% en energías renovables y
una mejora del 20% de la eficiencia energética.
El bio-oil ya se considera como una materia intermedia que favorecería el transporte energético y no sería una
materia de naturaleza conflictiva. La posibilidad de usar recursos forestales y residuos como materia prima
energética implica que casi cualquier nación podría tener acceso a esta forma de energía y no compite con
recursos alimenticios.
La capacidad de usar una materia renovable que pueda sustituir al crudo abriría una gama de crudos con los
que luchar contra la escasez y la peor calidad de éstos. Existe la posibilidad de que en un futuro el aceite de
pirólisis cubra los huecos de crudo en la tecnología de hidrocarburos.
110 Conclusiones globales
5.3 Estado de la tecnología
Todas las tecnologías vistas hasta ahora están todavía lejos de la comercialización. La mayoría de los procesos
no han pasado de la escala de demostración.
Ahora que se están realizando los primeros pasos de la comercialización del aceite de pirólisis, la investigación
no contará con la restricción de tener poca materia prima con la que trabajar. No obstante, el bio-oil es un
producto de una materia prima muy heterogénea como es la biomasa. Las propiedades del aceite de pirólisis
dependerán de esta materia prima y de las condiciones de operación.
Debido a que los estudios que se han realizado hasta la fecha han tenido poca materia con la que trabajar y
posiblemente ésta no esté en las condiciones en la que se tendrá el bio-oil comercial, los resultados disponibles
tienen cierto grado de incertidumbre.
De los múltiples métodos de mejora que se pueden realizar a los aceites, no se han determinado cuáles se van a
realizar al producto comercial que recibirá la refinería, en caso de que las propias plantas de pirólisis lo hagan.
Como ya se ha dicho no hay un marco común con el que trabajar el aceite de pirólisis. Ya hay una norma
(ASTM D7544) que clasifica el bio-oil como materia combustible y se van a destinar esfuerzos para clasificar
los aceites de pirólisis en función de sus propiedades dentro del contexto de integración en refinerías.
Los crudos petrolíferos cuentan con una variedad de ensayos que permite determinar de qué clase de crudo se
trata. Gracias a eso se pueden plantear los tratamientos y procesos que se tienen que realizar y se hace una
estimación de los productos que se obtendrán dentro de refinería. Puesto que la tecnología de refino de
petróleo es longeva y lleva gran cantidad de datos a sus espaldas, este procedimiento de clasificación es fácil y
sistemático.
Ante un sistema complejo como es la refinería, la necesidad de saber de antemano qué procedimiento hay que
realizar con cualquier alimentación es fundamental. Si se pudiera plantear esta metodología sería más fácil el
coprocesado de aceite de pirólisis en refinería.
Respecto al interés que está atrayendo esta tecnología, hay que decir que la sustitución de fueloil típico de
calderas y turbinas por bio-oil va a suponer que los clientes conozcan mejor esta materia renovable.
Posiblemente este conocimiento de esta materia renovable llame la atención a inversores que decidan destinar
fondos a esta tecnología.
Ya se han realizado esfuerzos internacionales como BIOCOUP, IEA Bioenergy Task 34 e IEA Bioenergy
Task 39 en las que se han dado un avance en la comprensión en la producción, tratamiento, uso y coprocesado
del aceite de pirólisis. Éstos han sentado una base que debería ser ampliada en el futuro.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 111
5.4 Viabilidad y futuros desarrollos
Ante la información mostrada se puede afirmar que el uso de bio-oil en refinerías convencionales es viable. El
papel que cumplirá no está todavía determinado pero parece pasar principalmente por el coprocesado en las
unidades FCC. Sin embargo, para conseguir la alimentación de bio-oil en la refinería hace falta la eliminación
de propiedades adversas por medio de hidrotratamiento.
El aceite de pirólisis será una materia prima de interés en refinerías sólo cuando se haya conseguido establecer
un esquema de procesado lo más barato y eficiente posible para acondicionarlo dentro de refinería. Una
industria en la que hay grandes ingresos pero a su vez grandes costes de operación como la del refino no puede
permitirse hacer grandes cambios en su infraestructura ni su operación por el riesgo que puede acarrear. Por
tanto, es de esperar que haya una cierta reticencia a aceptar esta materia prima en el futuro hasta que no haya
total seguridad de su compatibilidad dentro de refinería.
Tras considerar la viabilidad de la tecnología globalmente, se va a considerar la viabilidad y futuros desarrollos
en cada una de las ramas de integración:
5.4.1 Hidroprocesado
Se ha determinado el hidrotratamiento como la herramienta clave que permite la integración de refinería, ya
que es la que elimina las propiedades perjudiciales y hace compatible los procesos de conversión.
La transición hacia una tecnología de materias renovables presenta nuevos inconvenientes frente a los que
tenía la materia petrolífera convencional. El hecho de poder usar tecnología similar es un hallazgo positivo y
esperanzador.
Aún así, hay que realizar mayores esfuerzos y gastos de los que posiblemente hagan falta para el crudo
petrolífero; por tanto, hay que enfatizar en la necesidad de trazar una ruta correcta y eficiente para el
acondicionamiento, de tal forma que se reduzca al máximo este empleo adicional de recursos. Además el
hecho de que no se haya conseguido una tecnología en la que se procese crudo y aceite de pirólisis en el
mismo equipo hace que se tengan que emplear equipos ya existentes por lo que habría dos opciones: reducir el
flujo de crudo petrolífero en la planta y emplear parte de la sección de hidrotratamiento para el aceite o invertir
en más hydrotreaters. No se podría decantar por ninguna de las dos opciones hasta que no haya más avance e
interés en la tecnología.
5.4.2 Coprocesado de FCC
Es la rama que ha conseguido más atención y en la que se han conseguido los mayores desarrollos. Ha
presentado una evolución clara desde la escala de laboratorio hasta la escala de demostración en la que se
encuentra ahora.

112 Conclusiones globales
En general, hay una sensación de optimismo respecto a esta tecnología: se han conseguido alimentaciones del
20% p/p de bio-oil junto con alimentaciones convencionales, que aunque sea una alimentación relativamente
baja, implica que se puede alimentar cantidades significativas de materias renovables en el craqueo catalítico y
puede motivar la futura entrada de éstas en el mercado de hidrocarburo convencional.
Aunque se haya planteado la alimentación sin tratamiento en escala de demostración y ha dado buenos
resultados, todavía faltan pasos para llevarlo a escala comercial.
Pese a que no hay perspectivas a corto plazo para la introducción en el FCC, es posiblemente la primera
tecnología que se implantará debido a su mayor grado de desarrollo. Si se establecen de una forma más
acertada los requisitos necesarios y avanza la tecnología de hidrotratamiento, hay una alta probabilidad de que
se implante el aceite de pirólisis en el FCC a medio plazo.
5.4.3 Generación de hidrógeno
Se ha estudiado la posibilidad de generar hidrógeno a partir del bio-oil. Esto supondría un ahorro de gas
natural dentro de la refinería. Ésta sería una de las vías en las que más fácilmente se podría conseguir una
reducción de emisiones de CO2 con el uso del bio-oil ya que se espera una sustitución sin tantos procesados
previos de la materia fósil con la materia renovable.
Respecto a otras que presentan tecnologías similares a las que se puede observar en una refinería
convencional, esta rama presenta una diversidad de procesos no tan relacionados con ésta. Por consiguiente, es
la rama que menos probabilidad tiene de lograr aplicaciones a corto plazo para refinerías. Aunque se planteen
desarrollos interesantes e innovadores, haría falta centrarse más en los procesos clave como son el steam
reforming y la oxidación parcial.
Respecto a futuros desarrollos, si consigue superar los problemas de coquizado, es una tecnología a tener en
cuenta en producciones distribuidas (generaciones a baja escala para satisfacer demandas de una localidad a
partir de materias primas exteriores) y capaz de producir tanto para instalaciones petrolíferas como para otros
usos más sofisticados como celdas de combustible.

113
REFERENCIAS
Bibliografía de Introducción
[1] Construction of the first pyrolysis plant (biomass-to-liquid) has started. Nota de prensa en la página
web www.btg-btl.com de 08/02/2014
[2] Opportunities for Biorenewables in Oil Refineries. Final Technical Report. Terry Marker, John Petri,
Tom Kalnes, Mike McCall, Dave Mackowiak, Bob Jerowsky, Bill Reagan, Lazlo Nemeth, Mark
Krawczyk, Stephen Czernik, Doug Elliott, David Shonnard. UOP.
[3] Catalytic pyrolysis of biomass for transportation fuels. Angelos A. Lappas, Kostas G. Kalogiannis,
Eleni F. Iliopoulou, Kostas S. Triantafyllidis, Stylianos D. Stefanidis. WIREs Energy Environ 2012,
1: 285-297 doi: 10.1002/wene.16
[4] Roles, effectiveness, and impact of VTT. Torsti Loikkanen, Nina Rilla, Matthias Deschryvere, Janne
Lehenkari, Juha Oksanen, Jukka Hyvönen, Robert van der Have, Erik Arnold.
http://www.vtt.fi/files/news/2013/vimpact/VTT_IMPACTS.pdf.
[5] An experimental study on bio-oil production from co-pyrolysis with potato skin and high-density
polyethylene (HDPE). Eylem Önal, Başak Burcu Uzun, Ayşe Eren Pütün. Fuel Processing Technology
104 (2012) 365-370.
[6] Bio-oil production via co-pyrolysis of almond shell as biomass and high density polyethylene. Eylem
Önal, Başak Burcu Uzun, Ayşe Eren Pütün. Energy Conversion and Management 78 (2014) 704-710
[7] Co-pyrolysis of biomass with waste tyres: Upgrading of liquid bio-fuel. Juan D. Martínez, Alberto
Veses, Ana M. Mistral, Ramón Murillo, María V. Navarro, Neus Puy, Anna Artigues, Jordi Bartrolí,
Tomás García. Fuel Processing Technology 199 (2014) 263-271
[8] A review on bio-oil production from biomass by using pyrolysis method. Wan Nor Roslam Wan Isahak,
Mohamed W.M. Hisham, Mohd Ambar Yarmo, Taufiq-yap Yun Hin. Renewable and Sustainable
Energy Reviews 16 (2012) 5910-5923.
[9] Review of fast pyrolysis of biomass and product upgrading. A.V.Bridgwater. Biomass and Bioenergy
38 (2012) 68-94.

114 Referencias
[10] Review of biomass pyrolysis oil properties and upgrading research. Zhang Qi, Chang Jie, Wang Tiejun,
Xu Ying. Energy Conversion and Management 48 (2007) 87-92
[11] Bio-oil production and upgrading research: A review. Shuangning Xiu, Abolghasem Shahbazi.
Renewable and Sustainable Energy Reviews 16 (2012) 4406-4414
[12] Evaluation methods and research progresses in bio-oil storage stability. Dengyu Chen, Jianbin Zhou,
Qisheng Zhang, Xifeng Zhu. Renewable and Sustainable Energy Reviews 40 (2014) 69-79.
[13] Overview of fuel properties of biomass fast pyrolysis oils. Lu Qiang, Li Wen-Zhi, Zhu Xi-Feng. Energy
Conversion and Management 50 (2009) 1376-1383.
[14] Estado del arte de la producción de bioqueroseno como combustible de aviación. Gemma Carmen
González Cardoso. Trabajo de Fin de Master. Universidad de Sevilla.
[15] Página web de Ensyn. www.ensyn.com.
[16] Página web de VTT. http://www.vttresearch.com
[17] Bio-oil Production from Biomass: Steps towards Demonstration. Joakim Autio, Jukka Heiskanen, Olli
Heinonen, Yrjö Solantausta, Jani Lehto, Anja Oasmaa. www.forestenergy2020.org/openfile/138
[18] BTG-BTL’s pyrolysis technology. Elwin Gansekoele, Robbie Venderbosch. Dossier de la página web de
BTG-BTL.
[19] Liquid Fuel Production by Fast Pyrolysis. Peter Arendt Jensen. DTU International Energy
Conference. http://www.coebbe.nl/uploads/files/54b3e3d05eea1.pdf
[20] Página web de Fortum. http://www.fortum.com/en/pages/default.aspx
[21] Página web del Proyecto EMPYRO. http://www.btg-btl.com/en/company/projects/empyro
[22] An overview of fast pyrolysis of biomass. A.V. Bridgwater, D. Meier, D. Radlein. Organic
Geochemistry 30 (1999) 1479-1493
[23] Production of advanced biofuels: Co-processing of upgraded pyrolysis oil in standard refinery units. F.
de Miguel Mercader, M.J. Groeneveld, S.R.A. Kersten, N.W.J. Way, C.J. Schaverien, J.A. Hogendoorn.

Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 115
Applied Catalysis B: Environmental 96 (2010) 57-66.
Bibliografía de Mejora e Hidroprocesado de bio-oil
[1] A perspective on oxygenated species in the refinery integration of pyrolysis oil. Michael S. Talmadge,
Robert M. Baldwin, Mary J. Biddy, Robert L. McCormick, Gregg T. Beckham , Glean A. Ferguson,
Stefan Czernik, Kimberly A. Magrini-Bair, Thomas D. Foust, Peter D. Metelski, Casey Hetrick, Mark
R. Nimlos. Green Chem 16 (2014) 407-453.
[2] A review and perspective of recent bio-oil hydrotreating research. Alan H. Zacher, Mariefel V. Olarte,
Daniel M. Santosa, Douglas C. Elliott, Susanne B. Jones. Green Chem 16 (2014) 491-515.
[3] Biomass to diesel through pyrolysis: an update. Robbie Venderbosch. IEA Bioenergy Agreement
Task 34 Newsletter PyNe 33 June 2013
[4] The potential and challenges of drop-in biofuels. IEA Bioenergy Task 39 July 2014.
[5] Transportation fuels from biomass via fast pyrolysis and hydroprocessing. Douglas C. Elliott. Pacific
Northwest National Laboratory
[6] Pyrolysis oil upgrading by high pressure thermal treatment. F. de Miguel Mercader, M. J. Groeneveld,
S.R.A. Kersten, R.H. Venderbosch, J.A. Hogendoorn. Fuel 89 (2010) 2829-2837
[7] Hydroprocessing: Hydrotreating & Hydrocracking. Chapters 7 & 9. John Jechura. Diapositivas de
clase de la Colorado School of Mines
[8] Opportunities for Biorenewables in Oil Refineries. Final Technical Report. Terry Marker, John Petri,
Tom Kalnes, Mike McCall, Dave Mackowiak, Bob Jerowsky, Bill Reagan, Lazlo Nemeth, Mark
Krawczyk, Stephen Czernik, Doug Elliott, David Shonnard. UOP.
Bibliografía de Coprocesado
[1] Biomass derived feedstock co-processing with vacuum gas oil for second-generation fuel production in
FCC units. Gabriella Fogassy, Nicolas Thegarid, Guy Toussaint, Andre C. van Veen, Yves Schuurman,
Claude Mirodatos. Applied Catalysis B: Environmental 96 (2010) 476-485.
[2] The fate of bio-carbon in FCC co-processing products. Gabriella Fogassy, Nicolas Thegarid, Yves
116 Referencias
Schuurman. Claude Mirodatos. Green Chemistry 14 (2012) 1367.
[3] Co-processing raw bio-oil and gasoil in an FCC unit. Andrea de Rezende Pinho, Marlon B.B. de
Almeida, Fabio Leal Mendes, Vitor Loureiro Ximenes, Luiz Carlos Casavechia. Fuel Processing
Technology 131 (2015) 159-166.
[4] Second-generation biofuels by co-processing catalytic pyrolysis oil in FCC units. Nicolas Thegarid,
Gabriella Fogassy, Yves Schuurman, Claude Mirodatos, S.Stefanidis, E.F. Iliopoulou, K. Kalogiannis,
A.A. Lappas. Applied Catalysis B: Environmental 145 (2014) 161-166.
[5] Production of a bio-gasoline by upgrading biomass flash pyrolysis liquids via hydrogen processing and
catalytic cracking. M.C. Samolada, W. Baldauf, I.A. Vasalos. Fuel Vol.77 No. 14 (1998) 1667-1675.
[6] Production of advanced biofuels: Co-processing of upgraded pyrolysis oil in standard refinery units. F.
de Miguel Mercader, M.J. Groeneveld, S.R.A. Kersten, N.W.J. Way, C.J. Schaverien, J.A. Hogendoorn.
Applied Catalysis B: Environmental 96 (2010) 57-66.
[7] Production of biofuels via co-processing in conventional refining processes. A.A. Lappas, S.
Bezergianni, I.A. Vasalos. Catalysis Today 145 (2009) 55-62.
[8] Co-processing of standard gas oil and biocrude oil to hydrocarbon fuels. Foster A. Agblevor, O. Mante,
R. McClung, S.T. Oyama. Biomass and bioenergy 45 (2012) 130-137.
[9] Fluid Catalytic Cracking of Biomass-Derived Oils and Their Blends with Petroleum Feedstocks: A
review. Mustafa Al-Sabawi, Jinwen Chen, Siauw Ng. Energy Fuels 26 (2012), 5355-5372.
[10] Fluid Catalytic Cracking Handbook. Reza Sadeghbeigi. Second edition. Gulf Professional Publishing.
Bibliografía de Producción de hidrógeno
[1] Review: Catalytic steam reforming of bio-oil. R. Trane, S. Dahl. M.S. Skjøth-Rasmussen. A.D. Jensen.
International Journal of Hydrogen Energy 37 (2012) 6447-6472.
[2] Bio-oil steam reforming, partial oxidation or oxidative steam reforming coupled with bio-oil dry
reforming to eliminate CO2 emission. Xun Hu, Gongxuan Lu. International Journal of Hydrogen
Energy 35 (2010) 7169-7176
[3] A review of catalytic hydrogen production processes from biomass. Akshat Tanksale, Jorge Norberto
Estado del arte de la integración del aceite de pirólisis en refinerías petrolíferas convencionales 117
Beltramini, GaoQing Max Lu. Renewable and Sustainable Energy Reviews 14 (2010) 166-182.
[4] Distributed production of hydrogen by auto-thermal reforming of fast pyrolysis bio-oil. Stefan Czernik,
Richard French. International Journal of Hydrogen Energy 39 (2014) 744-750
[5] Hydrogen production via catalytic steam reforming of fast pyrolysis bio-oil in a two-stage fixed bed
reactor system. C. Wu, Q. Huang, M. Sui, Y. Yan, F. Wang. Fuel Processing Technology 89 (2008)
[6] High efficient production of hydrogen from crude bio-oil via an integrative process between gasification
and current-enhanced catalytic steam reforming. Tao Kan, Jiaxing Xiong, Xinglong Li, Tongqi Ye,
Lixia Yuan, Youshifumi Torimoto, Mitsuo Yamamoto, Quanxin Li. International Journal of
Hydrogen Energy 35 (2010) 518-532.
[7] Hydrogen from aqueous fraction of biomass pyrolysis liquids by catalytic steam reforming in fluidized
bed. J.A.Medrano, M.Oliva, J.Ruiz, L.García, J. Arauzo. Energy 36 (2011) 2215-2224.
[8] Hydrogen from biomass-production by steam reforming of biomass pyrolysis oil. Stefan Czernik,
Robert Evans, Richard French. Catalysis Today 129 (2007) 265-268.
[9] Hydrogen production by sequential cracking of biomass-derived pyrolysis oil over noble metal catalysts
supported on ceria-zirconia. Eduard Emil Iojoiu, Marcelo Eduardo Domine, Thomas Davidian, Nolven
Guilhaume, Claude Mirodatos. Applied Catalysis A: General 323 (2007) 147-161.
[10] Investigation on hydrogen production by catalytic steam reforming of maize stalk fast pyrolysis bio-oil.
Peng Fu, Weiming Yi, Zhine Li, Xuenyuan Bai, Andong Zhang, Yanmei Li, You Li. International
Journal of Hydrogen Energy 39 (2014) 13962-13971.
[11] Non-catalytic partial oxidation of bio-oil to synthesis gas for distributed hydrogen production. Jonathan
R. Marda, Joelle DiBenedetto, Shannon McKibben, Robert J. Evans, Stefan Czernik, Richard J. French,
Anthony M.Dean. International Journal of Hydrogen Energy 34 (2009) 8519-8534.
[12] Steam reforming of the aqueous fraction of bio-oil over structured Ru/MgO/Al2O3 catalysts. Aristides C.
Basagiannis, Xenophon E. Verykios. Catalysis Today 127 (2007) 256-264.
[13] Steam reforming of bio-oil from rice husks fast pyrolysis for hydrogen production. Tianju Chen, Ceng
Wu, Ronghou Liu. Biosource Technology 102 (2011)
[14] Obtención y Acondicionamiento del Gas Bruto de Síntesis. Fernando Vidal Barrero. Diapositivas de

118 Referencias
clase de la asignatura Tecnología de Procesos Químicos.
[15] Production of synthesis gas by partial oxidation and steam reforming of biomass pyrolysis oils. David
Rennard, Rick French, Stefan Czernik, Tyler Josephson, Lanny Schmidt. International Journal of
Hydrogen Energy 35 (2010) 4048-4059.
[16] Hydrogen production from biomass-derived oil over monolithic Pt- and Rh-based catalysts using steam
reforming and sequential cracking processes. Marcelo Eduardo Domine, Eduard Emil Iojoiu, Thomas
Davidian, Nolven Guilhaume, Claude Mirodatos. Catalysis Today 133-135 (2008) 565-573

119


















